

Page 1

IndicePagina:
Home
Parte 4: Istruzioni per la programmazione "DA-Microcontrol" per le
classi 745-22; -2 3; -24
Versione del programma per 745-22; -23 = 745 P08; per 745-24 = 745 Q01
1. Informazioni generali
2. Descrizione del pannello di comando
2.1 Pulsanti sul frontalino del pannello di comando . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2 Interruttori interni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3 "Display" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.3.1 "Display" della 745-22;-23 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.3.2 "Display" della 745-24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3. Descrizione delle funzioni dei pulsanti
3.1 Scegliere e variare la lunghezza di cucitura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.2 Cicli di cucitura sequenziali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.3 Regolazione del contapezzi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.4 Scelta del punto di posizionamento del capo (745-22; -23) . . . . . . . . . . . . . . . . . . . . 10
3.5 Inserimento e disinserimento del dispositivo d’inserimento della striscia di rinforzo . . . . . . 10
3.6 Inserimento e disinserimento della fermatura della cucitura . . . . . . . . . . . . . . . . . . . . 11
3.7 Scelta della sequenza di chiusura delle pinze della pattina . . . . . . . . . . . . . . . . . . . . 11
3.8 Inserimento e disinserimento dei coltelli incisori e del coltello centrale . . . . . . . . . . . . . 11
3.9 Inserimento e disinserimento della fotocellula . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.10 Correzione dell’inizio e della fine della cucitura . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.11 Correzione dei coltelli incisori degli angoli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.12 Lunghezza della striscia di rinforzo cucendo con la fotocellula . . . . . . . . . . . . . . . . . . 13
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4. Cucitura di tasche in sbieco (745-24)
5. Scelta ed impostazione dei programmi di cucitura e di prova
6. Programmi d i c uci t ura per la cl as se 74 5- 2 2
6.1 Cucitura di filetti semplici, doppi ed asimmetrici . . . . . . . . . . . . . . . . . . . . . . . . . . 17
6.2 Cucitura con ritorno automatico del carro di trasporto . . . . . . . . . . . . . . . . . . . . . . . 17
6.3 Cucitura con trasporto di ritorno del capo cucito . . . . . . . . . . . . . . . . . . . . . . . . . . 17
6.4 Cucitura con le forbici per la cerniera a lampo . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
6.5 Cucitura con le fo r bic i p er la c er n i era a l a mp o e r i to rno automatico del car ro di trasporto . . . 18
6.6 Cucitura con le fo r bic i p er la c er n i era a l a mp o e c on tr a s po rto di r i t orn o d el c a po c uc ito . . . . 18
7. Programmi d i c uci t ura per la cl as se 74 5- 2 3
7.1 Cucitura di filetti doppi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
7.2 Cucitura di filetti doppi con ritorno automatico del carro di trasporto . . . . . . . . . . . . . . . 19
7.3 Cucitura di filetti doppi con trasporto di ritorno del capo cucito . . . . . . . . . . . . . . . . . . 19
7.4 Cucitura di filetti doppi con dispositivo rivoltafiletto . . . . . . . . . . . . . . . . . . . . . . . . . 20
7.5 Cucitura di filetti doppi con dispositivo rivoltafiletto e ritorno
automatico del carro di trasporto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
7.6 Cucitura di filetti semplici con dispositivo rivoltafiletto . . . . . . . . . . . . . . . . . . . . . . . 20
7.7 Cucitura di filetti semplici con dispositivo rivoltafiletto e ritorno
automatico del carro di trasporto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
7.8 Cucitura di filetti asimmetrici con dispositivo rivoltafiletto . . . . . . . . . . . . . . . . . . . . . 21
7.9 Cucitura di filetti asimmetrici con dispositivo rivoltafiletto e ritorno
automatico del carro di trasporto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
7.10 Cucitura di filetti semplici ed asimmetrici senza dispositivo rivoltafiletti . . . . . . . . . . . . . 22
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
. . . . . . . . . . . . . . . . . 16
Page 2

Indice Pagina:
7.11 C ucitura di filetti semplici ed asimmetrici senza dispositivo rivoltafiletto
e con ritorno automatico del carro di trasporto . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
7.12 Cucitura di filetti semplici ed asimmetrici senza dispositivo rivoltafiletto
e con trasporto di ritorno del capo cucito . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
8. Programmi di cucitura per la classe 745-24
8.1 Cucitura di filetti doppi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
8.2 Cucitura di filetti doppi con ritorno automatico del carro di trasporto . . . . . . . . . . . . . . 23
8.3 Cucitura di filetti doppi con trasporto di ritorno del capo cucito . . . . . . . . . . . . . . . . . . 23
9. Programmi ausiliari
9.1 Variazione della regolazione del coltello centrale . . . . . . . . . . . . . . . . . . . . . . . . . 24
9.2 Regolazione del contatore per il filo inferiore (745-22;-23) . . . . . . . . . . . . . . . . . . . . 24
9.3 Cambio del punto di posizionamento del capo, funzionamento manuale / automatico . . . . . 24
9.4 Controllo del dispositivo rivoltafiletto per filetti doppi (745-23) . . . . . . . . . . . . . . . . . . 25
9.5 Controllo del dispositivo rivoltafiletto per filetti semplici (745-23) . . . . . . . . . . . . . . . . 25
9.6 Controllo del dispositivo rivoltafiletto per filetti asimmetrici (745-23) . . . . . . . . . . . . . . 25
10. Programmi di regolazione
10.1 Controllo del ciclo di posizionamento per filetto doppio (745-23) . . . . . . . . . . . . . . . . 26
10.2 Caricare in memoria i valori standard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
10.3 Regolazione del dispositivo di controllo riserva filo della spolina (fotocellula a riflessione) . . 26
10.4 Controllo delle forbici per la cerniera a lampo (745-22) . . . . . . . . . . . . . . . . . . . . . . 27
10.5 Controllo dell’innesto delle barre ago e del coltello centrale . . . . . . . . . . . . . . . . . . . 27
10.6 Controllo del ciclo di posizionamento per filetto semplice (745-23) . . . . . . . . . . . . . . . 28
10.7 Regolazione della fotocellula per l’inizio e per la fine della cucitura . . . . . . . . . . . . . . . 28
10.8 Regolazione del rivoltastriscie (745-23) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
11. Programmi di controllo
11.1 Indicazione della versione del programma e della somma "Check" . . . . . . . . . . . . . . . 30
11.2 Controllo del comando d’azionamento del motore passo a passo . . . . . . . . . . . . . . . . 30
11.3 Controllo dell’interfaccia seriale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
11.4 Test "Memoria", test "Timer" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
11.5 Prova di conduttività . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
11.6 Controllo degli elementi funzionali del frontalino del pannello . . . . . . . . . . . . . . . . . . 32
11.7 Controllo degli elementi funzionali d’entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
11.8 Scelta degli elementi funzionali d’entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
11.9 Scelta degli elementi funzionali d’uscita . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
11.10 Motore per la macchina per cucire: Funzionamento tramite il pedale . . . . . . . . . . . . . . 36
11.11 Posizionamento della testa della macchina per cucire nella seconda
posizione degli aghi / controllo delle velocità . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
11.12 Posizionamento della testa della macchina per cucire nella prima posizione degli aghi . . . . 37
11.13 Posizionamento della testa della macchina per cucire in velocità di taglio . . . . . . . . . . . 37
11.14 Posizionamento della macchina per cucire e taglio dei fili . . . . . . . . . . . . . . . . . . . . 37
12. Indicazioni funzionali e d’errore
12.1 Indicazioni d’ausilio operativo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
12.2 Indicazioni in caso d’avaria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
12.3 Avvisi d’errore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
13. Soglia finale del motore passo a passo
13.1 Interruttori di programmazione sulla parte frontale della scheda . . . . . . . . . . . . . . . . . 41
13.2 Segnalazioni sulla parte frontale della scheda . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Page 3
1. Informazioni generali
Nel pannello di c o ma nd i
DÜRKOPP ADLER 745-22;-23;-24
controllo
Un microcom pu te r as s u me i compiti di comand o, controlla il p roc e s s o
di cucitura e d i n di c a err o r i d’ u ti l i z za z i on e e d e v en tu al i a v ari e .
Una serie di programmi speciali facilita le regolazioni meccaniche e
rende possibile un veloce controllo della funzionalità degli elementi
d’entrata e d’uscita senza aver bisogno d’ulteriori strumenti di misura.
Errori e risultati di controllo vengono indicati sulle due righe a 16
simboli del "Display".
Durante il no r ma l e ci c l o di la v or o , s e nza anomalie, sul " Di s p l ay "
appaiono informazioni per l’operatore riguardanti l’utilizzazione ed il
ciclo di cucitura.
In caso di un errore d’utilizzazione o di un’avaria, il ciclo funzionale
viene interrotto e la causa viene indicata sul "Display" tramite il
corrisponde nt e s i m bo l o.
Nella maggior parte dei casi, il simbolo sparisce dopo l’eliminazione
della causa dell’errore.
In alcuni casi, per ragioni di sicurezza, per eliminare l’indicazione
d’errore si deve disinserire l’interruttore principale.
Una parte delle segnalazioni d’errore è riservata esclusivamente al
personale d’ a ss i s te nz a .
Tutte le funzioni po ss on o e s s ere r i chi a ma te e variate prem en do i l
corrispondente tasto; a questo scopo l’unità di cucitura dev’essere
nella sua posizione di base.
Al momento dell’inserimento dell’interruttore principale, il pannello di
comando dell’unità di cucitura svolge automaticamente una vasta
serie di autocontrolli, tra i quali anche il controllo di funzionalità del
"Display" e della memoria programma/dati.
Dopo il disinserimento dell’interruttore principale, tutti i valori impostati
delle singole funzioni vengono memorizzati nella memoria
programma/dati (con batteria tampone) ed al prossimo inserimento
dell’interruttore principale vengono automaticamente attivati.
"MULTITEST"
"MICROCONTROL"
è integrato i l s i st ema di test e di
.
delle unità di cucitura
ATTENZIONE IMPORTANTE !
Il pannello di comando della classe
pannello di c o ma nd o d el l a c l ass e
Pannello di comando
Pannello di comando
745-22;-23
745-24
745-22;-23
: Nr. di particolare 9850 745040
: Nr. di particolare 9850 745030
745-24 non è compatibile
.
con il
3
Page 4

2. Descrizione del pannello di comando
2.1 Pulsanti sul frontalino del pannello di comando
Tasto Funzione Tasto Funzione
Scelta dei programmi di cucitura e di
controllo
Lunghezza di c uc itura L1
Lunghezza di c uc itura L2
Lunghezza di c uc itura L3
Cuciture sequenziali
Correzione dell’inizio e della fine
della cucitura cucendo la pattina
utilizzando la fotocellula
Correzione dei coltelli incisori per gli
angoli ad inizio ed alla fine della cucitura
Arresto del programma in corso.
Attivazio ne de l pro gr a mm a s c e l to .
Aumento del valore del parametro
Diminuzione d el v a lor e de l
parametro
Fotocellula inserita / disinserita
Scelta del punto di posizionamento
del capo
Inserimento e disinserimento del
dispositi vo d ’ i ns e ri me nto del nastro
di rinforzo
Inserimento e disinserimento della
fermatura della cucitura
Regolazione della lunghezza della
striscia cucendo con la fotocellula
Regolazione del contatore
4
Scelta della sequenza di chiusura
delle pinze della pattina
Inserimento e disinserimento dei
coltelli incisori e del coltello centrale
Page 5
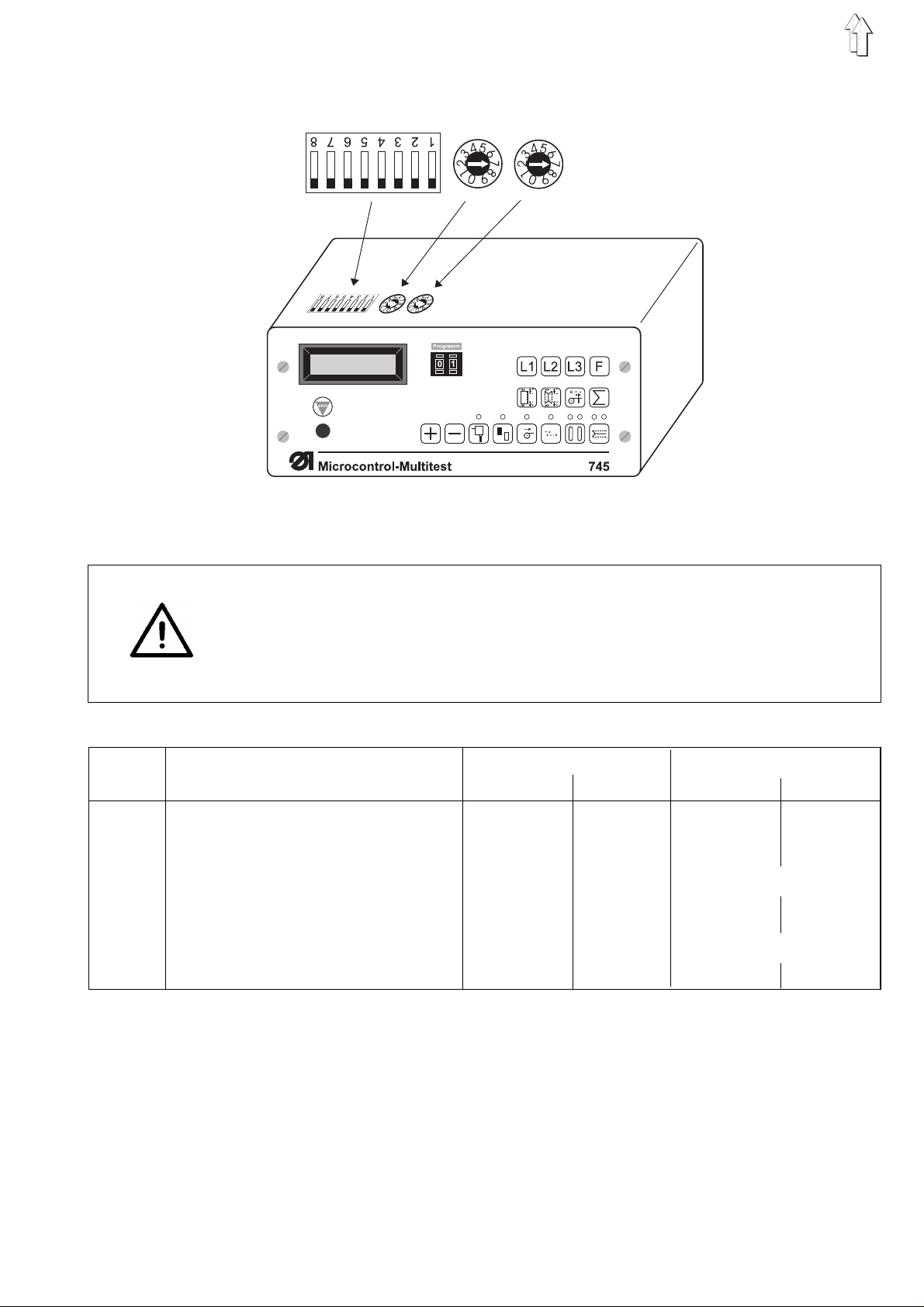
2.2 Interruttori interni
Interrutore-DIP
on
off
Nel pannello di c o ma nd o, di e tr o al " D i spl a y " , s o no s ituati tre
interruttori d i pr e sel e z i on e c h e s e rv on o p er la regolazione d i di versi
parametri della macchina.
b417 b401 b402
ATTENZIONE IMPORTANTE !
La posizione di commutazione degli interruttori viene controllata dal
pannello di comando solo per una volta al momento dell’accensione
dell’unità di cucitura.
Commutare pe rc i ò la posizione deg l i i nt err u tt or i so l o a d i n te r ruttore
principale disinserito oppure dopo la commutazione azionare il tasto
STOP
.
Interruttore-DIP b417:
745-22 ; -23 745-24
b417 Funzione OFF ON OFF ON
.1 Lunghezza del punto 2,5 mm 3,2 mm 2,5 mm 3,2 mm
.2 Lunghezza del punto d’infittimento 0,8 mm 1,4 mm 0,8 mm 1,4 mm
.3 Lunghezza massima della cucitura 180 mm 200 mm 180 mm 200 mm
.4 Controllo ro tt ura fi lo INS. DISINS . senza funzione
.5 Vuoto spinto mantenuto (b8 / s14) DISINS. INS. DISINS. INS.
.6
Apertura ritard ata delle pinze per la pattina
DISINS. INS. DISINS. INS.
.7 Con dis p osi t i v o ri v o l ta fi l e tt o DISINS. INS . senza funzi o ne
.8 Marcia continua DISINS. INS. DISINS. INS.
*
Il controllo rottura filo è di s i n ser i t o
745-22;-24
745-23
:b 41 7. 7 = D IS I NS ERITO
: b 41 7.7 = INSERITO (c on di sp os i t i v o ri v o l ta fi l e tt o)
*
Interruttore rotativo b401: Interruttore rotativo b402:
Velocità di cucitura Modo di lavoro della pinza di trasporto
sinistra
b401 = 1: 2500 n/min b402 = 0: senz a fu nz i o ne
b401 = 2: 2750 n/min b402 = 1: discesa separata della
b401 = 3: 3000 n/min pinza di trasporto sinistra
b402 = 2: discesa congiunta della pinza di
trasporto sinistra con la destra
5
Page 6

2.3 "Display"
Il pannello di comando "Microcontrol" è dotato di un "Display" a due
righe ognuna a 16 s i mb ol i .
Sul "Display" vengono indicati il numero del programma, le lunghezze
di cucitura, l a r i se r v a d el f i lo i n fe r i ore ed il numero di pe z z i c uc i t i . I n
caso d’error e op era ti v o op pu r e d ’ avaria, il cicl o f un z i on al e v iene
interrotto e la causa dell’interruzione viene indicata con il
corrisponde nt e s i m bo l o d ’ err o re.
La disponibilità all’avvio dell’unità di cucitura viene segnalata sul
"Display" tramite l’apparizione degli attuali parametri. Le regolazioni
corrispondo no es a tt am en t e all e ul t i me r eg ol a z ion i i mp os t at e c h e
erano attuali prima del disinserimento dell’interruttore principale.
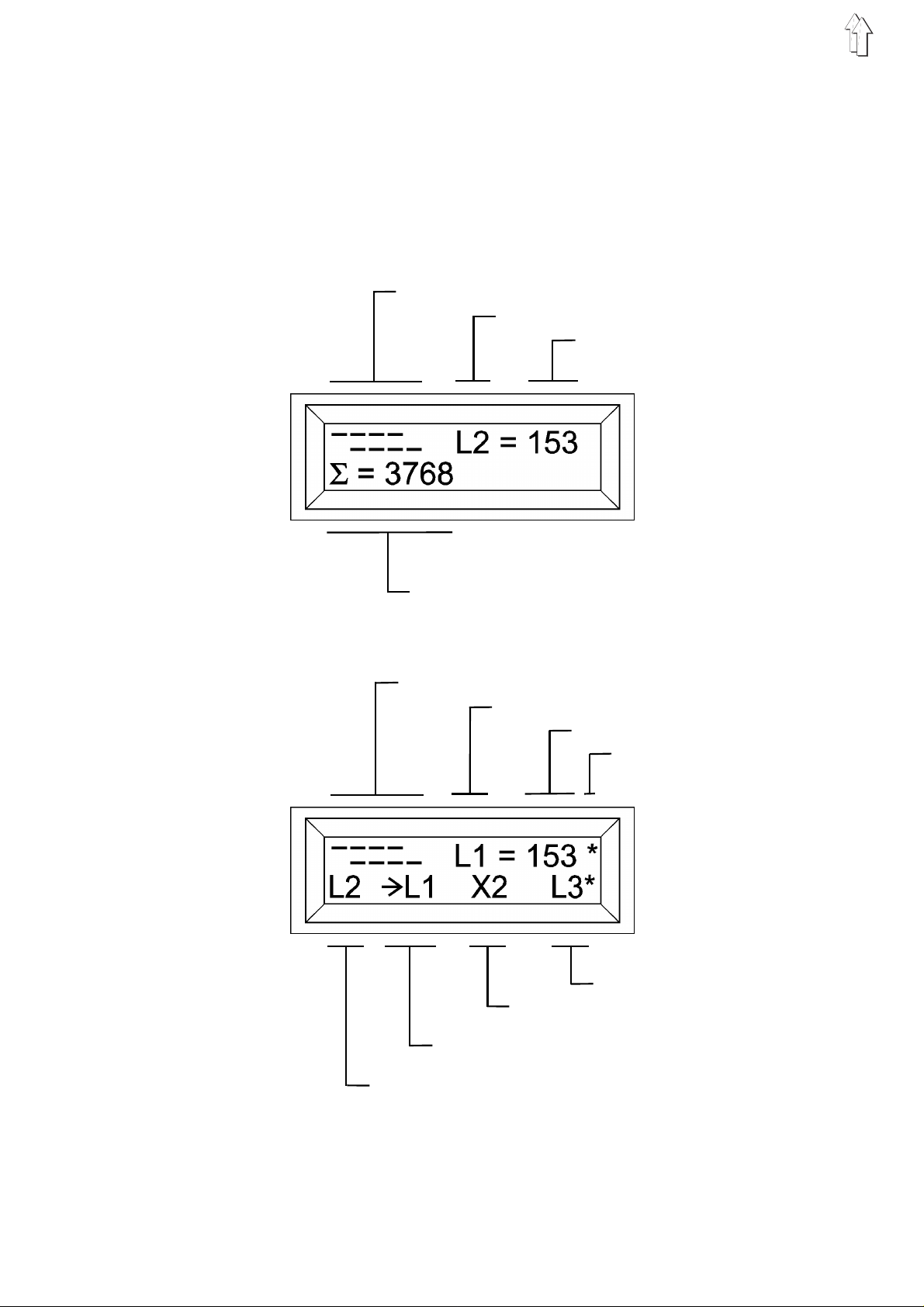
2.3.1 "Display" delle classi 745-22;-23
Esempio di "Display" 1: Con lunghezza di cucitura prescelta
Numero del pr ogramma
Lunghezz a di cucitu ra pres celta
Lunghezza di cucitura memorizzata in mm.
Riser va filo inf eri ore
Contapezzi
Esempio di "Display" 2: Con sequenza di lunghezze programmata
Numero del pr ogramma
Lunghezz a attuale d ella cucitura
Lunghezza di cucitura memorizzata in mm.
Impilatu ra fina le del capo
4. lunghezza da c ucire
3. lunghezza da c ucire
(la lunghezza di cucitura attuale è sottolineata)
2. lunghezza da c ucire
1. lunghezza da c ucire
6
Page 7
2.3.2 "Display" della classe 745-24
Nella classe
745-24
sulla metà destra della prima riga del "Display"
appare un simbolo per l’esecuzione della cucitura dello spacco della
tasca in sbieco.
Tramite codesto si m bo l o l’ o pe r at or e pu ò c o nt rol l a r e q ua l e sb i ec o è
impostato nel programma attualmente scelto.
Il simbolo "
=====
" indica, per esempio, una tasca con angoli retti
all’inizio ed alla fine della cucitura.
Esempio di "Display" 1: Con lunghezza di cucitura prescelta
Tasc a in sbieco
Lunghezz a di cucitu ra pres celta
Lunghezza di cucitura memorizzata in mm.
Contapezzi
Esempio di "Display" 2: Con sequenza di lunghezze programmata
Tasc a in sbieco
Lunghezz a attuale d ella cucitura
Lunghezza di cucitura memorizzata in mm.
Impilatu ra fina le del capo
4. lunghezza da c ucire
3. lunghezza da c ucire
(qui: cucitura comandata a fotocellula)
2. lunghezza da c ucire
(la freccia indica la lunghezza di cucitura attuale)
1. lunghezza da c ucire
Se dopo l’inserimento dell’interruttore principale il "Display"
rimane senza indicazioni, controllare ed eventualmente sosti tuire
il fusibile da 1,6 A situato sulla parte inferiore dell’alimentazione
del pannello di comando.
7
Page 8
3. Descrizione delle funzioni dei pulsanti
I valori per le diverse funzioni p ossono esse re regolat i nella segu ente manie ra:
–
Richiamare la funzione desiderata premendo il corrispondente tasto.
La funzione richiamata viene segnalata sul "Display" da un cursore
lampeggiante.
–
Cambiare il valore impostato tramite i pulsanti "
–
Premere nuovamente lo stes so tasto per la funz i o ne c he è s t at a
richiamata. La variazione del valore è così terminata.
L’unità di cucitura è nuovamente pronta all’avvio.
3.1 Scegli ere e variare la l unghezza di cucitura
Tramite i pulsanti L1, L2 e L3 possono essere scelte tre lunghezze di
cucitura me mo ri z z at e. Un a v a ri az i o ne de l l a lunghezza di cuc i t ura può
avvenire solo prima del ciclo di posizionamento del capo.
–
Premendo il ta s to L1, L2 oppure L3 scegliere la lunghezza di
cucitura preprogrammata. La lunghezza di cucitura scelta viene
indicata nella metà destra della prima riga del "Display".
–
Se il "Display" indica "L?" significa che è stata scelta una
lunghezza di cucitura sotto la quale non è stato memorizzato
nessun valore permesso.
Impostare un valore di lunghezza di cucitura permesso tramite i
pulsanti "+/-" oppure scegliere un’altra lunghezza di cucitura.
–
Variare la lunghezza di cucitura impostata tramite i pulsanti "+/-".
–
Premere il ta s to c or ri s p on de nt e a l l a f un z i on e g i à p res c e l ta (L1,
oppure L3). La lunghezza di cucitura che è stata impostata viene
memorizzata. La lunghezza con il valore cambiato rimane
memorizza ta fino a quando essa ver r à nu ovamente variat a.
–
Per altri particolari riguardanti questo argomento consultare i
capitoli 5 e 6 ("Programmi di cucitura").
+ / -
".
L2
ATTENZIONE IMPORTANTE !
Cambiando la lunghezza di cucitura L1 si deve assolutamente
cambiare anche la distanza tra i coltelli incisori.
Regolazione della distanza tra i coltelli inci sori
Sotto L1 si deve memorizzare la lunghezza di cucitura che viene
maggiormente usata. La distanza tra i coltelli incisori dev’essere
regolata in maniera tale che corrisponda esattamente alla regolazione
per la lunghezza di cucitura memorizzata sotto L1.
Per tutte le altre lunghezze di cucitura, l’incisione degli angoli avviene
separatament e i n du e c o r se d i s ol l e vamento distint e d ei coltelli
incisori; dopo l’incisione da parte del primo gruppo di coltelli incisori il
materiale viene trasportato sopra il secondo gruppo di coltelli incisori
dove avvien e l a sec o nd a i n c i si on e.
Eccezione:
Nella classe
sempre accoppiati in una sola corsa di sollevamento.
Posizionamento del materiale da cucire
–
In caso di lunghezze di cucitura che siano inferiori a
posizionare sempre il materiale da cucire rispetto al punto di
posizionamento anteriore.
–
Se in caso di lunghezze di cucitura inferiori a
scelto il pu nt o d i po s iz i on am en to po s te r i ore , s u l " Di s p l ay" a pp ar e
la segnalazi one d’e rrore "
cambiare forzatamente sul punto di posizionamento anteriore.
–
Per posizio na r e s u l punto di posizi on am en to posteriore dev ’es s e r e
valida la regola :
segnalazione d’errore "
cambiare forzatamente sul punto di posizionamento anteriore.
745-23
i coltelli incisori devono essere inseriti e disinseriti
ERROR
L1 - L2 (L3)< 50
ERROR
75 mm
75 mm
". In questo caso si deve
. Se ciò non è valido appare la
". In questo caso si deve
venisse
,
8
Page 9

3.2 Cicli di cuci tura sequenziali
Con l’aiuto del tasto "F" può essere richiamata una sequenza
memorizzata di cuciture, codesta sequenza può essere composta da
diverse cuc i tu re fino ad un massi mo di q ua ttro cuciture.
745-22;-23
745-24
Richiamo della sequenza di cuciture
–
Nella metà destra della riga superiore del "Display" viene indicata la
lunghezza di cucitura attuale con il suo corrispondente valore in
millimetri (vedi esempio di cucitura 2).
–
–
–
–
Programmazione di una nuova sequenza di cuciture
I singoli v alo r i de l l e lu nghezze di cuci t ura pr o gr a mm at e d ev o no es se r e
definiti a priori all’esterno del modo di programmazione delle
sequenze di cucitura (consultare il capitolo "Scegliere e variare la
lunghezza della cucitura").
–
–
–
–
:L a s e qu en z a p uò es sere composta co mp on en do l a a
piacere con le lunghezze di cucitura L1, L2 e L3.
: L a s e qu en z a p uò es s e re c o mp os t a c o mp on en do l a a
piacere con le lunghezze di cucitura L1, L2,
cuciture eseguite utilizzando la fotocellula
Richiamare la sequenza premendo il tasto
La sequenza v i en e i n di ca ta nella riga in fe r ior e de l " Di s p lay " .
La lunghezza di cucitura attuale è visualizzata in un modo particolare.
745-22;-23:
745-24:
Un asterisco "*" che appare dietro una lunghezza di cucitura
significa che dopo la cucitura di codesta lunghezza viene
effettuato un ciclo d’impilatura.
Senza il ciclo d’impilatura, il materiale dopo la cucitura viene trasportato nuovamente indietro nel campo di posizionamento del capo.
Alla fine del ciclo di cucitura viene attivata automaticamente la
prossima lunghezza di cucitura.
Tramite i pulsanti "+/-" può essere attivata a piacere una qualsiasi
lunghezza di cucitura della sequenza.
Tasto "+": Cursore verso destra
Tasto " -": Cursore verso sinistra
Premendo uno dei pulsanti L1, L2 oppure L3 viene abbandonata la
sequenza. La lunghezza di cucitura corrispondente al tasto
azionato vi en e a tt i v at a ( L 1, L2 op pu r e L 3).
Nel caso della classe 745-24, premendo il tasto " " viene abbandonata la sequenza e viene attivata la cucitura tramite la fotocellula.
Premere e mantenere premuto il tasto "F".
Contempora ne am en te pr e me re i l t as t o "-".
La sequenza v al i d a f i no a q ue s to mo me nt o v i e ne c an cel l a ta .
Impostare fino a quattro lunghezze di cucitura nella sequenza
desiderata p r em en do i pu l san ti L1, L2 e L3.
Solo per la 74 5- 2 4
La lunghezz a d i c uci t ur a at tu al e è s o tt ol i n ea ta
(per es. "
Prima della lunghezza di cucitura attuale appare una
freccia (per es. "
premendo i c orr i s p on de nt i ta s ti p er q ue s ta c uc itura
possono essere impostate le seguenti funzioni:
Fotocellula inserita / disinserita
L2
")
->L1
")
: Dopo la scelta di una lunghezza di cucitura,
"F"
L3
e le
LX1, LX2 e LX3
.
.
Punto di po si z i on am en to
Dispositivo d’inserimento della striscia di rinforzo
inserito / disinserito
Fermatura della cucitura inserita / disinserita
Sequenza di c hi u s ura de l l e p i nz e pe r l a p at t in a
Coltello centrale e coltelli incisori inseriti / disinseriti
9
Page 10
ATTENZIONE IMPORTANTE !
Le funzioni i m po s ta te c on i ta s ti so no v al i d e p er il p r og ramma di
cucitura
sequenze di cuciture
Le regolazioni non hanno nessun effetto sul programma di cucitura
che viene es eg ui t o a l di f uo ri di u n p r og ram ma di sequenze di c uc i t ure .
–
–
–
ATTENZIONE IMPORTANTE !
Nel caso della
corrisponde nt i fu nz i o ni impostate devon o c o nf ermate a priori
azionando il t as t o " Σ".
Dopodichè prem en do i l ta sto "+" può essere pro gr a mm at o u n c i cl o
d’impilatura dopo codesta lunghezza di cucitura.
solo quando codesto viene eseguito in un programma di
.
745-24
dev’essere confermata tramite il tasto "Σ".
745-24
LX2
Premere il tasto " " fino a quando sul "Display" appare la cucitura
tramite fotocellula "X1", "X2" oppure "X3" che è desiderata.
Tramite i tasti elencati a pagina 9 impostare le funzioni desiderate
per la lunghezza di cucitura che è stata scelta.
Confermare l’impostazione tramite il tasto "Σ".
Dopo aver scelto una lunghezza di cucitura si può programmare
dopo codesta lunghezza di cucitura un ciclo d’impilatura premendo
semplicem en te i l ta st o "+".
: Ogni impostazione di una lunghezza di cucitura
: Programmazione della cucitura tramite la fotocellula
oppure
LX3
745-24
:
la scelta della lunghezza di cucitura e le
LX1
,
–
Premendo il ta s to "-" viene cancellata l’ultima impostazione.
–
Per avviare l a sequenza premere nu ov a me nt e i l t as t o "F".
Dopo codes to azi o na mento viene auto ma ti c a me nt e i m po s ta ta l a
prima lunghezza di cucitura della sequenza che è stata
memorizzata.
3.3 Regolazione del contapezzi
Premendo codesto tasto il contapezzi viene rimesso su
La situazio ne at tu al e de l c on ta pe z z i v i en e i n di cata nella metà s inistra
della riga inferiore del " Di splay". Il cont ap ez z i indica il numer o d ei
pezzi eseguiti a partire dall’ultima rimessa a zero del contapezzi.
3.4 Scelta del punto di posizi onamento del capo
A seconda del tipo dei capi da cucire, il posizionamento avviene sul
punto di posi z i on am en to an te r i ore op pure su quello po s te r ior e .
Premendo codesto tasto il punto di posizionamento viene commutato.
Se il diodo luminoso posto sopra il tasto è acceso significa che è stato
scelto il punto di posizionamento anteriore.
La commutazione tra il cambio manuale ed il cambio automatico del
punto di posi z i on am en to av v iene nel programm a P 4 2.
0000
.
3.5 Inserimento e di sinserimento del disposi tivo d’inserimento della str iscia di rinforzo
Premendo codesto tasto il dispositivo d’inserimento della striscia di
rinforzo vi en e i n s eri t o o pp ur e di s in s er i t o.
Se il diodo luminoso situato sopra il tasto è illuminato significa che il
dispositi vo d ’ i ns e ri me nto della stris ci a di r in f o rz o è i ns e ri to .
10
Page 11
3.6 Ins erim ento e disins eriment o della f ermatur a della c ucitura
Premendo cod es t o t as t o l a fe r ma tu ra d el l a c uc itura viene ins eri t a
oppure disi nse r i ta .
Se il diodo luminoso situato sopra il tasto è illuminato significa che la
fermatura della cucitura è inserita.
ATTENZIONE IMPORTANTE !
Se la lunghezza del punto è pari a 1,4 mm, la
fermatura de l l a c u ci tu r a è s em pre di s i n s eri t a.
3.7 Scelta dell a sequenza di chiusur a delle pinze della pattina
Tramite codesto tasto può essere scelta la sequenza di chiusura delle
pinze della pa tt i na .
Nei programmi di c u c itu r a d a
delle pinze della pattina non può essere variata.
Azionando il tasto si commuta continuamente tra le quattro possibili
combinazioni di sequenza.
La sequenza v i en e i n di ca ta tramite la com bi n az i o ne de i du e d i od i
luminosi situati sopra il tasto:
–
Se entrambi i di o di so no accesi:
Le pinze per l a pa tt i na s i c hi u do no c on te mp or a ne am en te .
–
Se solo il diodo luminoso sinistro è acceso:
Per prima si chiude la pinza sinistra per la pattina e poi dopo la
destra.
–
Se solo il diodo luminoso destro è acceso:
Per prima si c hi u de l a p inz a de s tr a pe r l a p attina e poi dopo l a
sinistra.
–
Se entrambi i diodi luminosi sono spenti:
Si lavora se nz a pi n z e p er l a pa tt i na ( da l pu nt o d i v i sta del fattore
tempo è il ci c lo ottimale).
Il momento dell’apertura delle pinze per la pattina nel campo di
posizionam en to de l c ap o vi e ne determinato dall a po s i z i on e
dell’interruttore di preselezione
di comando (c o nsu l ta r e a qu es t o r iguardo il capi to l o " I nt err u tt or i
interni"):
–
Nella posi z i on e
discesa delle pinze di trasporto.
–
Nella posi z i on e ON le pinze per la pattina si apro no do po la
discesa del timbro piegat ore .
OFF
P07 fino a P12
b417.6
le pinze per la pattina si aprono dopo la
situato all’interno del pannello
la sequenza di chiusura
3.8 Ins erim ento e disins eriment o dei colt elli i ncisori e del colt ello centr ale
Tramite codesto tasto i coltelli incisori oppure il coltello centrale ed i
coltelli incisori possono essere inseriti oppure disinseriti.
Nei programmi di c u c itu r a d a
coltello centrale non possono essere disinseriti.
Azionando il tasto si commuta continuamente tra le tre possibili
combinazio ni d ’ ins e r i me nt o o pp ur e dis i n s eri m en to .
La combinazi o ne v i en e indicata tramit e l a c om bi n az io ne dei due diodi
luminosi situati sopra il tasto:
–
Se entrambi i diodi luminosi sono illuminati:
I coltelli incisori ed il coltello centrale sono inseriti.
–
Se solo il diodo luminoso destro è illuminato:
I coltelli incisori sono disinseriti.
–
Se entrambi i diodi luminosi sono spenti:
Sia i coltelli incisori che il coltello centrale sono disinseriti.
P07 fino a P12
i coltelli incisori ed il
11
Page 12

3.9 Inserimento e disinserimento della fotocellula
Premendo codesto tasto la fotocellula viene inserita.
Tramite la fotocellula avviene il riconoscimento dell’inizio e della fine
della cucitura cucendo con pattine.
Nei metodi di lavorazione con il dispositivo rivoltafiletto e con cerniere
a lampo la fotocellula non pu ò e s s ere attivata.
–
Premere il ta s to .
Il diodo luminoso situato sopra il tasto quando è illuminato indica
che la fotocel l u l a è attivata.
745-22;-23
745-24
–
Per disinserire la fotocellula premere uno dei pulsanti L1,
oppure L3.
ATTENZIONE IMPORTANTE !
Nel caso di cuciture effettuate tramite la fotocellula, la pattina
dev’essere posizionata
posizionamento
Se la pattina viene posizionata prima del punto di posizionamento
anteriore op pu re o l tr e i l pu nt o d i po s iz i on am en to po s te r i ore ap pa r e s u l
"Display" l’avviso d’errore "LS".
: Sul "Display" invece delle lunghezze di cucitura L1,
L2, L3
: Premendo ripetutamente il tasto sul "Display" appaiono
l’una dopo l’altra le cuciture tramite la fotocellula "
LX2
"
" e "
nello spazio compreso tra i due punti di
.
appare "LX".
LX3
".
L2
LX1
",
3.10 Correzione dell’inizio e della fine della cucitura
Tramite codesto tasto viene richiamata la funzione di correzione per
l’inizio e per la fine della cucitura.
La correzione dell’inizio della cucitura (NA) e della fine della cucitura
(NE) avviene per le lunghezze di cucitura L1, L2, L3 e per le cuciture
tramite la fotocellula LX (745-22;-23) oppure
Cambiando i valori di "NA" e di "NE", cucendo con la fotocellula, i
coltelli incisori vengono corrispondentemente corretti.
–
Premere il tasto per la funzione.
I valori impostati per "NA " e pe r " NE " vengono indica ti s u l
"Display".
–
Aumentare oppure diminuire passo a passo il valore per "NA"
premendo i pu l s an ti "+/-".
Minimo: 0
Massimo: 99
Valore medio: 50 (nessuna c orr e zi on e)
Ampiezza de l pa s so: 1 p as so = 0, 085 mm
–
Premere ancor a un a v o l ta i l ta st o pe r l a f un z i on e.
Si commuta d a " NA" su "NE".
–
Aumentare oppure diminuire passo a passo il valore per "NE"
premendo i pu l s an ti "+/-".
–
Chiudere il ciclo di correzione richiamando la lunghezza di cucitura
prescelta.
LX1, LX2, LX3
(745-24).
12
Page 13

3.1 1 Correzione dei coltelli incisori degli angoli
Tramite codesto tasto viene richiamata la funzione di correzione per i
coltelli incisori degli angoli all’inizio della cucitura (MA) ed alla fine
della cucitura (ME).
La correzione può essere effettuata sia per le lunghezze di cucitura
L1, L2, L3
oppure
–
Premere il t as t o p er l a fu nz i o ne .
I valori impostati per "MA" e per "ME" vengono indicati sul
"Display".
–
Aumentare op pure diminuire pa ss o a pa s s o i l v a l or e pe r " MA "
premendo i pulsanti "+/-".
–
Premere nuovamente il tasto per la funzione.
Si commuta da "MA" su "ME".
–
Aumentare op pure diminuire pa ss o a pa s s o i l v a l or e pe r " ME "
premendo i pulsanti "+/-".
–
Chiudere il ciclo di correzione richiamando la lunghezza di cucitura
prescelta.
che per le cuciture tramite la fotocellula LX (745-22;-23)
LX1, LX2
LX3
e
Minimo: 0
Massimo: 99
Valore medio: 50 (nessuna correzione)
Ampiezza del passo: 1 passo = 0,085 mm
(745-24).
ATTENZIONE IMPORTANTE !
Con l’unità d i c uc it ur a
inseriti oppure disinseriti contemporaneamente.
Impostare il valore dei parametri "MA" e "ME" sul valore medio 50.
Particolarità dell’unità di cucitura bei 745-23:
Cucendo con il dispositivo rivoltafiletto può essere impostata
lunghezza di cucitura L1.
745-23
i coltelli incisori devono sempre essere
3.12 Lunghezza della striscia di rinforzo cucendo con la fotocellula
Tramite codesto tasto viene regolata la lunghezza della striscia di
rinforzo alla fine della cucitura quando si cuce utilizzando la fotocellula.
Il valore impostato corrisponde alla corsa effettuata dalla posizione di
base delle pinze di trasporto fino al taglio.
–
Inserire il dispositivo di caricamento del nastro di rinforzo.
–
Premere il t as t o p er l a fu nz i o ne .
Il valore impostato per la lunghezza del nastro di rinforzo viene
indicato sul "Display".
–
Aumentare op pure diminuire pa ss o a pa s s o l a l un gh ezz a de l
nastro di rin fo r z o p rem endo i pulsanti "+/-".
solo
la
Mi nimo: 20 mm
Massimo: 100 mm
Ampiezza del passo: 1 passo = 1 mm
–
Chiudere il ciclo di correzione richiamando la lunghezza di cucitura
prescelta.
13
Page 14

4. Cucitura di tasche in sbieco (745-24)
Gli angoli in sbieco della tasca risultano dalle differenze d’inizio e di
fine della cucitura delle due cuciture in parallelo della tasca.
La differenza de s i de rat a v i e ne pr o gra mmata separatam en te s ul
pannello di comando per l’inizio della cucitura ( BR, BL) e per la fine
della cucitura ( ER, EL).
Se tutti i valori di parametro sono regolati sul valore intermedio "10" si
ottiene una tasca con gli angoli ad angolo retto.
Parametri per la programmazione degli angoli in sbieco della tasca:
Inizio della cucitura Fine della cucitura
BR ER
1 ... 10 ... 20 1 .. . 10 ... 20
cucitura destra
cucitura sinistra
1 ... 10 ... 20 1 .. . 10 ... 20
BL E L
Esempio Angoli della tasca in sbieco all’ iniz io
di programmazione: della cucitura ed alla fine della cucitura
(differenza tra le cuciture = 2 punti)
Inizio della cucitura Fine della cucitura
BR = 9 ER = 9
1 ... 10 ... 20 1 .. . 10 ... 20
cucitura destra
14
cucitura sinistra
Dif ferenz a tra le cuciture = 2 P unti
Differenza tra le cuciture = 2 Punti
1 ... 10 ... 20 1 .. . 10 ... 20
BL = 11 EL = 11
Differenza tra le Parametri da regolare (inizio dell a cucitura)
cuciture [Punti] cucitura destra cucitura sinistra
2BR
4BR
6BR
= 10 - 1 =
= 10 - 2 =
= 10 - 3 =
9BL
8BL
7BL
= 10 + 1 =
= 10 + 2 =
= 10 + 3 =
11
12
13
• • •
• • •
• • •
16 BR
18 BR
= 10 - 8 =
= 10 - 9 =
2BL
1BL
= 10 + 8 =
= 10 + 9 =
18
19
Page 15

Esempio sul "Display": Angoli della tasca ad angolo retto
LX3
BL
= Inizio ago sinistro
.
LX1, LX2
BR = Inizio ago destro
ER = Fine ago destro
EL = Fine ago sin i s tr o
Lunghezza di cucitura prescelta
Programmazione dell’inclinazione degli angoli della tasca in sbieco
–
Premere contemporaneamente il tasto della lunghezza di cucitura
desiderata (L1, L2 oppure L3) ed il tasto " ".
–
Per scegliere una cucitura tramite la fotocellula:
Premere il tasto " ", fino a quando sul "Display" appare la
cucitura desiderata da effettuarsi tramite la fotocellula
oppure
Premere cont e mp ora ne amente il tasto " " ed ta s to " " .
–
Sul "Display" appaiono i parametri per l’inclinazione programmata
della lunghezza di cucitura prescelta (consultare l’esempio di "Display").
–
Aumentare op pure diminuire pa ss o a pa s s o i va l or i d i pa ram et r o
premendo a seconda della necessità i tasti "+/-".
Minimo: 1
Massimo: 20
Valore intermedio: 10 (Angoli della tasca ad angolo retto)
Ampiezza del passo: 1 Passo= 1 Punto dell’infittimento attuale
della cucitura
Attenzione importante !
La cucitura sinistra e destra devono essere differenziate sempre
per lo stesso nu mero di punti ri spetto al valore d i pa r am et r o
intermedio "10". I parametri BR e BL che devono esssere
impostati pe r l a re al i z zazione della di ffer e nz a de s ide r at a d el l a
cucitura possono essere rilevati nella tabella riportata nella pagina 14.
I parametri ER e EL per la fine d el l a cuc i t ur a ri s ul t an o l o gi camente
in corrispondenza ai valori scelti per l’inizio.
–
Premere il tasto "Σ".
Der Cursor si sp os t a s u l pr o s si mo pa ram et r o.
–
Terminare il processo di regolazione premendo il tasto per la
lunghezza di cucitura L1, L2, L3 che è stata pr es celta oppure il
tasto " " (per le cuciture tramirte al fotocellula).
ATTENZIONE IMPORTANTE !
Nel caso di
seguenti lavori di regolazione:
–
Regolare manualmente la po s i zi on e a ng ol a r e e d i n al t ez za de i
coltelli incisori corrispondentemente alla differenza tra le cuciture
che è stata pr og r am ma ta ( con s ul t ar e l e is t r uz io ni p er l ’ u so)
oppure:
Disattivare l’azionamento dei coltelli incisori tramite il tasto " "
montato sul pa nn el lo di c o ma nd o.
tasche in sbieco
devono inolt r e e s ser e effet tuati i
15
Page 16

5. Scelta ed impostazione dei programmi di cucitura e di prova
I programmi riportati qui a seguito vengono scelti ed impostati tramite
l’interruttore preselezionatore "
–
Impostare l’interruttore "
–
Inserire l’interruttore principale oppure premere il tasto "
Il programm a p res c e l to v i en e a tt i v at o.
–
Se sulla metà destra della prima riga del "Display" appare il
simbolo "P?", signifi c a che è s t ato impostato un nu me r o d i
programma non permesso.
Un eventuale ciclo di cucitura che si stà svolgendo al momento
dell’azionamento del tasto "
–
Correggere l’impostazione e premere il tasto "
Posizione- Programm a Funzione Sottoclasse
dell’interruttore 745-22 74 5-23 745-24
Programm
Programm
STOP
" viene interrotto.
".
" sul programma desiderato.
STOP
STOP
".
".
00
01
02
03
04
05
06
07
08
09
10
11
12
13
14
15
40
41
42
43
44
45
46
47
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
P00
P01
P02
P03
P04
P05
P06
P07
P08
P09
P10
P11
P12
P13
P14
P15
P40
P41
P42
P43
P44
P45
P46
P47
P51
P52
P53
P54
P55
P56
P57
P58
P59
P60
P61
P62
P63
P64
P65
P66
P67
P68
P69
Indicazione della versione del programma
Programma di cucitura
Come P01, con ritorno automatico del carro di trasporto
Come P01, con con trasporto di ritorno del capo cucito
Come P01, con con forbici per la cerniera a lampo
Come P04, con ritorno automatico del carro di trasporto
Come P04, con con trasporto di ritorno del capo cucito
Come P01, con dispositivo rivoltafiletto per filetto doppio
Come P07, con ritorno automatico del carro di trasporto
Come P01, con dispositivo rivoltafiletto per filetto semplice
Come P09, con ritorno automatico del carro di trasporto
Come P01, con dispositivo rivoltafiletto per filetto
asimmetrico
Come P11, con ritorno automatico de l ca rro di tra sp orto
Come P01 senza dispositivo rivoltafiletto
Come P02 per filetto asimmetrico
Come P03 e filetto semplice
Correzione del co lt el lo c entr al e
Regolazione del contatore per il filo inferiore
Cambio del punto di posizionamento manuale/automatico
Controllo del dispositivo rivoltafiletto per filetto doppio
Controllo del dispositivo rivoltafiletto per filetto semplice
Controllo del dispositivo rivoltafiletto per filetto asimmetrico
Controllo del ciclo di posizionamento (filetto doppio)
Caricamento in memoria dei valori standard
Regolazione del dispositivo di controllo riserva filo per
il filo inferiore
Controllo delle forbici per la cerniera lampo
Controllo dell’innesto delle barre ago e del coltello centrale
Controllo del ciclo di posizionamento (filetto semplice)
Regolazione della fotocellula per l’inizio e per la fine
della cucitura
Regolazione del rivoltastriscie
Controllo del comando d’azionamento per il motore
passo a passo
Controllo della porta seriale
Test "Timer" e test "Memoria"
Prova di conduttività
Controllo degli elementi funzionali del frontalino del pannello
Controllo degli elementi funzionali d’entrata
Scelta degli el ement i fu nz io na li d’e ntra ta
Scelta degli el ement i fu nz io na li d’u sc it a
Motore macchina per cucire: Funzionamento tramite pedale
Motore macchina per cuci re : Valore dovuto X, second a
posizione
Motore macchina per cucire: Valore dovuto X, prima pos.
Motore macchina pe r cu cire : Valore dovuto X , prima
posizione, seconda posizione
Motore macchina per cuci re : Valore dovuto X, second a
posizione, con ciclo del rasafilo
XXX
XXX
XXX
XXX
X
X
X
X
X
X
X
X
X
X
X
X
XXX
XX
XXX
X
X
X
X
XXX
XXX
X
XXX
X
XXX
X
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
16
Page 17

6. Programmi di cucitura per la classe 745-22
6.1 Cucitura di fi letti semplici, doppi e asimmetrici
–
Portare l’interruttore "DIP"
commutazione "
–
Inserire l’interruttore principale
Nella riga inferiore del "Display" appare "
–
Premere verso l’indietro il pedale sinistro.
Le pinze di tr a sporto si alzano .
Il carro di trasporto si porta nella sua posizione finale posteriore.
–
Il "Display" segnala con l’apparizione dei suoi parametri attuali la
sua disposizione all’avvio (consultare l’esempio di "Display" 1).
Le impostazioni corrispondono alle ultime impostazioni scelte
prima del disinserimento dell’interruttore principale.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Premendo a tratti il pedale sinistro inserire il ritorno del carro di
trasporto dalla sua posizione d’attesa, avviare il ciclo di
posizionamento e l’avvio dell’unità di cucitura.
–
Se durante i l c i cl o d i po s i zi on am en to il pedale sin i s tro v i en e
premuto verso l’indietro, i passi precedenti d’azionamento possono
essere nuovamente richiama ti .
–
Dopo l’avvio, premendo verso l’indietro il pedale sinistro, il ciclo di
cucitura può essere interrotto.
–
Se l’unità di cucitura è dotata di un pedale destro, con quest’ultimo
vengono azionati il pressello ed il vuoto spinto.
Se l’unità d i c uci t ur a è d ot ata di un interru tt or e a g i no c chi e r a, c on
quest’ulti mo v i en e a z ionato il vuoto sp i nt o.
OFF
STOP
".
b417.7
Programm
".
nella posizione di
<---REF
" su "01".
".
6.2 Cucitura con r itorno automatico del car ro di trasporto
–
Portare l’interruttore "DIP"
commutazione "
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P01:
–
Dopo il ciclo d’impilatura del capo, le pinze di trasporto vengono
riportate au to ma ti c a me nt e n el l a po s iz i on e d i po s i zi on am en to del
capo.
OFF
STOP
".
b417.7
Programm
".
6.3 Cucitura con tr asporto di ritorno del capo cucito
–
Portare l’interruttore "DIP"
commutazione "
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P01:
–
Dopo il ciclo di cucitura non avviene il ciclo d’impilatura.
–
Il capo cucito viene nuovamente trasportato indietro dalle pinze di
trasporto nella posizione di posizionamento.
OFF
STOP
".
b417.7
Programm
".
nella posizione di
" su "02".
nella posizione di
" su "03".
17
Page 18

6.4 Cucitura con le forbi ci per la cerniera a lampo
6.5
–
Portare l’interruttore "DIP"
commutazio ne "
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Differenze rispetto al programma P01:
–
Dopo il ciclo di cucitura, la cerniera a lampo che è stata cucita
viene tagliata.
–
Il capo da cucire viene generalmente posizionato sul punto di
posizionamento posteriore.
–
La lunghezza di cucitura più corta corrisponde a 75 mm.
–
La fotocellul a n on pu ò e s ser e at tiv a ta .
OFF
STOP
".
b417.7
Programm
".
nella posi z ione di
" su "04".
Cucitura con le forbici per la cerniera a lampo e ritorno automatico del carro di trasporto
–
Portare l’interruttore "DIP"
commutazio ne "
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
OFF
STOP
".
b417.7
Programm
".
nella posi z ione di
" su "05".
6.6
Differenze rispetto al programma P04:
–
Dopo il ciclo d’impilatura del capo le pinze di trasporto vengono
riportate automaticamente nella posizione di posizionamento del
capo.
–
La fotocellul a n on pu ò e s ser e at tiv a ta .
Cucitura con le forbici per la cerniera a lampo e con il trasporto di ritorno del capo cucito
–
Portare l’interruttore "DIP"
commutazio ne "
–
Impostare l’interruttore "
–
Premere il ta s to
Il programm a v ie ne attivato.
Differenze rispetto al programma P04:
–
Dopo il ciclo di cucitura non avviene il ciclo d’impilatura.
–
Il capo cucito viene nuova me nt e t r asp or t at o i n di e tr o da l l e p inz e di
trasporto n el la posizione di po s i zi on am en to.
–
La fotocellu l a e l e p i nz e pe r l a p at ti n a n on possono esser e at i vate.
OFF
".
"STOP
b417.7
Programm
".
nella posi z ione di
" su "06".
18
Page 19

7. Programmi di cucitura per la classe 745-23
7.1 Cucitura di fi letti doppi
–
Portare l’interruttore "DIP"
commutazione "ON".
–
Inserire l’interruttore principale.
Nella riga inferire del "Display" appare "
–
Premere verso l’indietro il pedale sinistro.
Le pinze di tr a sporto si alzano .
Il carro di trasporto si porta nella sua posizione posteriore.
–
Il "Display" segnala con l’apparizione dei suoi parametri attuali la
sua disposizione all’avvio (consultare l’esempio di "Display" 1).
Le impostazioni corrispondono alle ultime impostazioni scelte
prima del disinserimento dell’interruttore principale.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Premendo a tratti il pedale sinistro inserire il ritorno del carro di
trasporto dalla sua posizione d’attesa, avviare il ciclo di
posizionamento e l’avvio dell’unità di cucitura.
–
Se durante i l c i cl o d i po s i zi on am en to il pedale sin i s tro v i en e
premuto verso l’indietro, i passi d’azionamento precedenti possono
essere nuovamente richiama ti .
–
Dopo l’avv i o, i l ci c l o d i cuc i t ur a pu ò e s ser e i nt er ro tt o premendo
verso l’indietro il pedale sinistro,.
–
Se l’unità di cucitura è dotata di un pedale destro, con quest’ultimo
vengono azionati il pressello ed il vuoto spinto.
Se l’unità d i c uci t ur a è d ot ata di un interru tt or e a g i no c chi e r a, c on
quest’ulti mo v i en e a z ionato il vuoto sp i nt o.
STOP
b417.7
Programm
".
nella posizione di
<---REF
" su "01".
".
7.2 Cucitura di fi letti doppi con ritorno autom atico del carro di trasporto
–
Portare l’interruttore "DIP"
commutazione "ON".
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P01:
–
Dopo il cic l o d’ im pi l a tu r a d el capo le pinze di t r as p orto vengono
riportate au to ma ti c a me nt e n el l a po s iz i on e d i po s i zi on am en to del
capo.
STOP
b417.7
Programm
".
nella posizione di
" su "02".
7.3 Cucitura di fi letti doppi con trasporto di ri torno del capo cucito
–
Portare l’interruttore "DIP"
commutazione "ON".
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P01:
–
Dopo il ciclo di cucitura non avviene il ciclo d’impilatura.
–
Il capo cucito viene nuovamente trasportato indietro dalle pinze di
trasporto nella posizione di posizionamento.
STOP
b417.7
Programm
".
nella posizione di
" su "03".
19
Page 20

7.4 Cucitura di filetti doppi con dispositivo rivol tafiletto
–
Portare l’interruttore "DIP"
commutazio ne "ON".
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Differenze rispetto al programma P01:
–
Dopo l’incisione degli angoli i filetti vengono risvoltati e le
sporgenze di stoffa vengono anche risvoltate sul retroverso dello
spacco della tasca.
–
La fotocellula e le pinze per la pattina non possono essere attivate.
–
Solo la lung he z z a d i cuc i t ur a L1 pu ò e s ser e at ti v a ta .
STOP
b417.7
Programm
".
nella posi z ione di
" su "07".
7.5 Cucitura di filetti doppi con dispositivo rivol tafiletto e ritorno autom atico del carro di
trasporto
–
Portare l’interruttore "DIP"
commutazio ne "ON".
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
STOP
b417.7
Programm
".
nella posi z ione di
" su "08".
Differenze rispetto al programma P07:
–
Dopo il ciclo d’impilatura, le pinze di trasporto ritornano
nuovamente au to ma ti camente nella po s i zi on e d i po s i zi on am ento
del capo.
7.6 Cucitura di filetti semplici con dispositivo ri voltafiletto
Presupposto assolutamente necessario:
necessario c h e l a ma c chi n a s i a do ta ta de l di s p os itivo
supplementar e
per filetto s e mp l i ce) .
–
Portare l’interruttore "DIP"
commutazio ne "ON".
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Differenze rispetto al programma P01:
–
Dopo l’incisione degli angoli il filetto viene risvoltato e la
sporgenza di stoffa del filetto e la striscia destra del materiale
vengono anche risvoltate sul retroverso dello spacco della tasca.
–
Prima di questo ciclo operativo avviene uno spostamento
automatico di regolazione della pinza di trasporto sinistra.
–
La fotocellula e le pinze per la pattina non possono essere attivate.
–
Solo la lung he z z a d i cuc i t ur a L1 pu ò e s ser e at ti v a ta .
STOP
0792 030901
b417.7
Programm
".
E‘ assolutamente
(dispositivo rivoltafiletto
nella posi z ione di
" su "09".
20
Page 21

7.7 Cucitura di fi letti semplici con di spositivo rivoltafiletto e ritorno automatico del carro
di trasporto
–
Portare l’interruttore "DIP"
commutazione "ON".
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P09:
–
Dopo il cic l o d’ im pi l a tu r a, l e p i nze di trasporto ri t or n an o
nuovamente automaticamente nella posizione di posizionamento
del capo.
STOP
b417.7
Programm
".
nella posizione di
7.8 Cucitura di fi letti asimmetrici con disposit ivo rivoltafiletto
–
Portare l’interruttore "DIP"
commutazione "ON".
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P01:
–
Dopo l’incisione degli angoli i filetti vengono risvoltati e le
sporgenze di st off a ve ngono anche risv o l ta te s ul r e tr o ver s o de l l o
spacco della tasca.
–
Prima di qu es t o ci c l o op er a ti vo av v i e ne un o s p ostamento
automatico di r e go l azi o ne della pinza di t r asporto sinistra.
–
La fotocel lul a e l e pi n z e p er l a pa ttina non posso no ess e r e a tt i v at e.
–
Solo la lunghezza di cucitura L1 può essere attivata.
STOP
b417.7
Programm
".
nella posizione di
" su "10".
" su "11".
7.9 Cucitura di fi letti asimmetrici con disposit ivo rivoltafiletto e r itorno automatico del
carro di trasporto
–
Portare l’interruttore "DIP"
commutazione "ON".
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P11:
–
Dopo il cic l o d’ im pi l a tu r a, l e p i nze di trasporto ri t or n an o
nuovamente automaticamente nella posizione di posizionamento
del capo.
STOP
b417.7
Programm
".
nella posizione di
" su "12".
21
Page 22

7.10 Cucitura di filet ti sempl ici ed as immet rici senza di spositi vo rivolt afilet to
–
Portare l’interruttore "DIP"
commutazio ne "ON".
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Lo svolgimento del programma avviene come nel programma
STOP
b417.7
Programm
".
nella posi z ione di
" su "13".
P01
.
7.1 1 Cucitura di filetti semplici ed asimmetrici senza dispositivo rivoltafiletto e con ritorno
automatico del carro di trasporto
–
Portare l’interruttore "DIP"
commutazio ne "ON".
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Lo svolgimento del programma avviene come nel programma
STOP
b417.7
Programm
".
nella posi z ione di
" su "14".
P02
.
7.12 Cucitura di filet ti sempl ici ed as immet rici senza di spositi vo rivolt afilet to e con
trasporto di ritorno del capo cucito
–
Portare l’interruttore "DIP"
commutazio ne "ON".
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Lo svolgimento del programma avviene come nel programma
STOP
b417.7
Programm
".
nella posi z ione di
" su "15".
P03
.
22
Page 23

8. Programmi di cucitura per la classe 745-24
8.1 Cucitura di fi letti doppi
–
Inserire l’interruttore principale
Nella riga inferiore del "Display" appare "
–
Premere verso l’indietro il pedale sinistro.
Le pinze di tr a sporto si alzano .
Il carro di trasporto si porta nella sua posizione finale posteriore.
–
Il "Display" segnala con l’apparizione dei suoi parametri attuali la
sua disposizione all’avvio (consultare l’esempio di "Display" 1).
Le impostazioni corrispondono alle ultime impostazioni scelte
prima del disinserimento dell’interruttore principale.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Premendo a tratti il pedale sinistro inserire il ritorno del carro di
trasporto dalla sua posizione d’attesa, avviare il ciclo di
posizionamento e l’avvio dell’unità di cucitura.
–
Se durante i l c i cl o d i po s i zi on am en to il pedale sin i s tro v i en e
premuto verso l’indietro, i passi precedenti d’azionamento possono
essere nuovamente richiama ti .
–
Dopo l’avvio, premendo verso l’indietro il pedale sinistro, il ciclo di
cucitura può essere interrotto.
–
Se l’unità di cucitura è dotata di un pedale destro, con quest’ultimo
vengono azionati il pressello ed il vuoto spinto.
Se l’unità d i c uci t ur a è d ot ata di un interru tt or e a g i no c chi e r a, c on
quest’ulti mo v i en e a z ionato il vuoto sp i nt o.
STOP
Programm
".
<---REF
" su "01".
".
8.2 Cucitura di fi letti doppi con ritorno autom atico del carro di trasporto
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P01:
–
Dopo il ciclo d’impilatura del capo, le pinze di trasporto vengono
riportate au to ma ti c a me nt e n el l a po s iz i on e d i po s i zi on am en to del
capo.
STOP
Programm
".
" su "02".
8.3 Cucitura di fi letti doppi con trasporto di ri torno del capo cucito
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P01:
–
Dopo il ciclo di cucitura non avviene il ciclo d’impilatura.
–
Il capo cucito viene nuovamente trasportato indietro dalle pinze di
trasporto nella posizione di posizionamento.
STOP
Programm
".
" su "03".
23
Page 24

9. Programmi ausiliari
9.1 Variazi one della regolazi one del coltello centrale
Nel programma P40 viene variato il taglio del coltello centrale.
Se viene scelto un valore maggiore, il taglio si sposta all’inizio ed alla
fine della cucitura verso l’esterno.
Se viene scelto un valore minore, il taglio si sposta all’inizio ed alla
fine della cucitura verso l’interno.
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Nella riga inferiore sinistra del "Display" viene indicato il valore
momentaneo attuale per il taglio del coltello centrale.
–
Correggere il valore impostato utilizzando i pulsanti "+/ -".
STOP
Programm
".
9.2 Regolazione del contatore per il filo inferiore (745-22;-23)
Nelle sottoclassi
inferiore viene controllata tramite un contatore a conteggio
discendente.
La regolazi on e d i cod es t o c o nt atore avviene ne l pro gr a mm a
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Nella riga inferiore del "Display" appare il valore preimpostato.
La posizione che in questo momento può essere variata lampeggia.
–
Regolare ogni p os i zi o ne s ul v a l ore de s i de rato utilizzand o i p ul s a nt i
"+/ -".
–
Tramite il tasto "Σ" viene scelta ogni volta la prossima posizione.
–
Premendo con te mp or a ne am en te i pu l s an ti "+" e "-", il contat or e
viene rimesso su "
Attenzione importante: Se viene impostato il valore "0000", il
controllo tramite il contatore della rimanenza di filo dell e
spoline viene escluso.
745-22
e
STOP
0000
745-23
".
".
la quantità rimanente del filo
Programm
" su "40".
" su "41".
P41
.
Nota bene:
Il valore imp os t ato moltiplica to pe r i l fa tt ore quattro corris p on de c i r ca
al valore della quantità di punti effettuabile.
9.3 Cambio del punto di posizi onamento del capo, funzionamento manuale/autom atico
P42
si può cambiare tra il funzionamento manuale
STOP
Programm
".
" su "42".
24
Nel programma
oppure automatico del cambio del punto di posizionamento del capo.
Il cambio automatico è possibile solo cucendo una lunghezza di
cucitura.
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
La situazione impostata viene indicata sul "Display".
–
Tramite il tasto "Σ" si può commutare tra il funzionamento manuale
oppure automatico del cambi o de l pu nt o d i po s i z ion amento del
capo.
Page 25

9.4 Controllo del dispositi vo rivoltafiletto per filetti doppi (745-23)
Il programma
Durante il c i cl o d i r is v ol t am en to do po og ni p as s o av vi e ne un ar resto.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Dopo il primo passo del ciclo di risvoltamento il ciclo s’arresta.
–
Premendo il tasto "+" il ciclo pr o segue fino al pros s i mo pu nt o
d’arresto.
P43
corrisponde al p r og ram ma di c u c i tu ra P 0 7.
STOP
Programm
".
" su "43".
9.5 Controllo del dispositi vo rivoltafiletto per filetti sem plici (745-23)
Il programma
Durante il c i cl o d i r is v ol t am en to do po og ni p as s o av vi e ne un ar resto.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Dopo il primo passo del ciclo di risvoltamento il ciclo s’arresta.
–
Premendo il tasto "+" il ciclo pr o segue fino al pros s i mo pu nt o
d’arresto.
P44
corrisponde al p r og ram ma di c u c i tu ra P 0 7.
STOP
Programm
".
" su "44".
9.6 Controllo del dispositi vo rivoltafiletto per filetti asimm etrici (745-23)
Il programma
Durante il c i cl o d i r is v ol t am en to do po og ni p as s o av vi e ne un ar resto.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Dopo il primo passo del ciclo di risvoltamento il ciclo s’arresta.
–
Premendo il tasto "+" il ciclo pr o segue fino al pros s i mo pu nt o
d’arresto.
P45
corrisponde al p r og ram ma di c u c i tu ra P 11.
STOP
Programm
".
" su "45".
25
Page 26

10. Programmi di regolazione
10.1 Controllo del ciclo di posizionamento per filetto doppio
Il programma P46 serve per il controllo del ciclo di posizionamento per
filetto doppio.
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Viene effettuato un c i cl o d i tr a spo r to di r iferimento.
–
Premere il pe da l e.
Il carro di t r as p ort o s i p or t a n el l a stazione di posi z i on am en to .
–
Il ciclo di posizionamento si svolge come in un programma di
cucitura.
Infine appare sul "Display" il simbolo "
–
Portare a tratti il carro di trasporto nella sua posizione posteriore
premendo il ta s to " Σ".
–
Quando il bordo posteriore delle pinze di trasporto si trova sotto
agli aghi, la forbice per la cerniera a lampo viene azionata.
10.2 Caricare in memori a i valor i standa rd
Il programma
standard:
Correzione "Inizio della cucitura (NA) / Fine della cucitura (NE)": 50
Correzione "Inizio della cucitura (MA) / Fine della cucitura (ME)": 50
745-24: "Inizio della cu citura (BL) / Fine della cucitura (EL)" a go sinistro: 10
745-24: "Inizio della cucitu ra (BR) / Fine della cucit ura (ER)" ago de stro: 1 0
7
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Per avviare l’esecuzione del programma premere il tasto "Σ".
Sul "Display" appaiono i valori standard che sono stati caricati in
memoria.
Programm
STOP
".
P47
serve per cari c a r e in memoria i segu en ti v a l ori
Programm
STOP
".
" su "46".
<---
".
" su "47".
10.3 Regolazione del dispositivo di controllo riserva filo della spolina (fotocellula)
P51
serve per regolare l’orientamento della fotocellula a
STOP
Programm
".
" su "51".
26
Il programma
riflessione del dispositivo di controllo della quantità di filo inferiore
rimanente su l l a sp ol i n a.
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Sulla metà della riga inferiore del "Display" appaiono due spoline
per il filo inferiore.
–
Se le fotocel l u l e sono orientate correttamente, rotando
manualmente una spolina vuota avviene una riflessione del raggio
emesso dalla fotocellula.
Una riflessione della fotocellula sinistra viene indicata nella metà
sinistra della riga inferiore del "Display" tramite il simbolo "
Una riflessione della fotocellula destra viene invece indicata nella
metà destra della riga inferiore del "Display" tramite il simbolo"
]->>
<<-[
".
".
Page 27

10.4 Controllo delle forbici per la cerniera a lampo (745-22)
Nel programma
per la cerniera a lampo.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Premere il tasto "Σ".
Il ciclo di taglio delle forbici per la cerniera lampo viene attivato.
–
Se il carro di t r asp or t o n on s i tro v a n el l a s ua po s iz i on e p os t er iore,
ciò viene indicato sul "Display" tramite l’apparizione del simbolo
<---
"
".
–
Premere verso l’indietro il pedale sinistro.
Il carro di trasporto si porta nella sua posizione posteriore.
P52
può essere attivato un ciclo di taglio delle forbici
STOP
Programm
".
" su "52".
10.5 Controllo dell’innesto delle barre ago e del coltello centrale
Nel programma
cucire in moto, l’innesto delle barre ago e del coltello centrale.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Tramite l’interruttore "
velocità (1 - 13).
Nella riga inferiore del "Display" viene indicato il valore dovuto
corrispondente alla soglia di velocità scelta.
–
Premere il tasto "Σ".
Il motore del l a m ac china per cucire v i en e a v vi at o e marcia fino a
quando il tas to "Σ" viene nuovamente premuto.
L’arresto del motore della macchina per cucire avviene tramite un
ciclo di posizionamento nella seconda posizione degli aghi (ago alto).
–
L’innesto delle barre ago e del coltello centrale può essere
azionato in o gn i mo me nt o premendo il tas to "L1" (barre ago) e
"L2" (coltello centrale).
P53
viene controllato, a motore della macchina per
STOP
Programm
Programm
".
" su "53".
" impostare la soglia desiderata di
ATTENZIONE IMPORTANTE !
Prima d’abbandonare il programma
testa della macchina per cucire marci per un breve tempo con le barre
ago ed il coltello centrale disinnestato.
In caso contrario, la prossima cucitura non viene eseguita
correttamente.
P53
, badare assolutamente che la
27
Page 28

10.6 Controllo del ciclo di posizionamento per il filetto semplice (745-23)
Il programma
una tasca a fi l et to s em pl i c e .
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Viene effettuato un c i cl o d i tr a spo r to di r iferimento.
–
Premere il pe da l e.
Il carro di t r as p ort o s i p or t a n el l a stazione di posi z i on am en to .
–
Il ciclo di posizionamento si svolge come in un programma di
cucitura.
Infine appare sul "Display" il simbolo "
–
Portare a tratti il carro di trasporto nella sua posizione posteriore
premendo il ta s to " Σ".
–
Quando il bordo posteriore delle pinze di trasporto si trova sotto
agli aghi, la forbice per la cerniera a lampo viene azionata.
P54
serve per il controllo del ciclo di posizionamento per
STOP
Programm
".
" su "54".
<---
".
10.7 Regolazione della fotocellula per l’inizio e per la fine della cucitura
Il programma
riflessione per il riconoscimento dell’inizio e della fine della cucitura.
P55
serve per l’orientamento della fotocellula a
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Muovere manua l me nt e l e pi n z e p er i l t r as p ort o.
In caso di r ifl e s s i on e, ne l l a p ri ma r i ga de l "D is p l ay " , ap pa r e il
simbolo "
In caso d’interruzione del raggio della fotocellula appare il
simbolo "
+B44
-B44
STOP
".
".
Programm
".
" su "55".
28
Page 29

10.8 Regolazione del rivoltastriscie (745-23)
Il programma
dispositivo rivoltastriscie.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Premere il tasto "Σ".
Il rivoltastriscie ed il rivoltafiletti vengono attivati oppure disattivati.
–
Se il carro di t r asp or t o n on s i tro v a n el l a s ua po s iz i on e p os t er iore,
ciò viene indicato sul "Display" tramite l’apparizione del
simbolo "
–
Premere verso l’indietro il pedale sinistro.
Il carro di trasporto si porta nella sua posizione posteriore.
P56
serve per la regolazione della posizione esatta del
<---
".
STOP
Programm
".
" su "56".
29
Page 30

1 1. Programmi di controllo
11. 1 Indicazione della versione del programma e della somma "Check"
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Nella riga inferiore del "Display" appaiono la versione del
programma e la somma "Check".
Per es.:
Nel caso di versioni di programma con la stessa definizione della
classe dell’unità di cucitura e con la stessa lettera di riconoscimento,
la versione con il numero progressivo più alto sostituisce tutte le
versioni con il numero progressivo più basso (per esempio: 745P03
sostituisce 745P01 e 745P02).
La somma "Check" è significativa solo per il personale del servizio
d’assistenza della fabbrica.
Da codesto num er o di s o mm a, i l pe rs on al e s pe c ial i z zato può rilevar e
se la memori a d el p rog r am ma ( EP R OM ) de l pa nn el l o comandi
dell’unità di cucitura contiene senza errori il programma completo.
745P06 CE9D
745 = Definizione della classe dell’unità di cucitura
P = Lettera di ri c o no s ci me nto
06 = Numero progressivo
CED9= Somma "Check"
STOP
Programm
".
(per le classi 745-22;-23)
" su "00".
11. 2 Controllo del comando d’azionamento del motore passo a passo
Nel programma
passo a pass o (c o nt r ol e r) e l a sog l i a f i na l e d el m ot or e pa s so a passo.
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
Il risultato del controllo viene indicato sul "Display".
"Display" Spiegazione
AMP ERR
LINK OK
LINK ERR
EPROM OK
EPROM ERR
XCOU OK
XCOU ERR
SCOU OK
SCOU ERR
P57
vine controllato il sistema di controllo del motore
Programm
STOP
".
Errore nella soglia finale del motore passo a passo
oppure cavo d i tra s mi s si o ne no n i n s er ito.
La trasmissione verso il sistema di controllo del
motore passo a p as so è i n or d i ne .
Errore nell a t r asm i s s ione verso il sis t em a
di controllo del motore pass o a p as s o .
EPROM sulla scheda del motore passo a
passo in ord ine .
EPROM sulla scheda del motore passo a
passo difettos o .
Circuito integrato per il c o nt eg gi o de l l a ca denza dei
passi sulla scheda del motore passo a passo in ordine.
Circuito integrato per il c o nt eg gi o de l l a ca denza dei
passi sulla scheda del motore passo a passo difettoso.
Circuito integrato per il c o nt eg gi o de l l a g en era z i on e
della cadenz a s ull a s c he da de l mo to r e p ass o a
passo in ord ine .
Circuito integrato per il c o nt eg gi o de l l a g en era z i on e
della cadenz a s ull a s c he da de l mo to r e p ass o a
passo difettos o .
" su "57".
30
Page 31

1 1.3 Controllo dell’interfaccia seriale
Il programma
comando.
–
Inserire la presa di controllo SIO nella presa di collegamento
sulla scheda principale.
La presa di controllo collega l’emettitore con il ricevitore.
In codesta maniera è possibile una prova ad anello chiuso.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
"Display" Spiegazione
OK
Err
kein SIO
11.4 Test "Memoria", test "Timer"
P58
controlla il circuito integrato SIO del pannello di
Programm
STOP
".
Il circuito integrato SIO è in ordine.
Il circuito integrato SIO è difettoso.
La presa di controllo SIO non è inserita.
Il pannello comandi viene azionato senza circuito
integrato S IO (dotazione parti c o l are).
" su "58".
b109
Il programma
connessioni di collegamento dei "Timer" (temporizzatori) del pannello
di comando.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
"Display" Spiegazione
OK
ERROR 0
ERROR 6
ERROR 7
ERROR 8
ERROR 9
P59
controllo la memoria di lavoro (RAM) e tutte le
Programm
STOP
".
La memoria di lavoro e tutte le connessioni di
collegamento dei "Timer" sono in ordine.
Errore RAM
"Timer" 1 difettoso
"Timer" 2 difettoso
"Timer" 3 difettoso
"Timer" 4 difettoso
" su "59".
31
Page 32

1 1.5 Prova di conduttività
Il programma
fornisce corrente quando i transistori di potenza d’uscita sono
disattivati.
Infine il programma controlla la conduttività di tutti gli elementi d’uscita
presenti nel pannello (compresi i transistori di potenza d’uscita e
l’installazione).
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
"Display" Spiegazione
V?
OK
S17
(esempio) nella sua installazione oppure transistor d’uscita
P60
controlla se la tensione d’alimentazione di 24V
Programm
STOP
".
Corto circuito nell’installazione oppure uno dei
transistori d i po te nz a d’ u sc i ta è d i fe tt os o .
Tutti i circuiti hanno conduttività.
Interruzione nell’elemento d’uscita s17,
L’elemento d’uscita s17 non è presente, poichè
appartiene al l a do ta z i on e p articolare.
Proseguime nt o d el c o nt rol l o c on i l pro s s imo
elemento prem en do il tasto "Σ".
" su "60".
11. 6 Controllo degli elementi funzionali del frontalino del pannello
Il programma
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Azionare l’interruttore preselezionatore sul frontalino de l pannello.
Sul "Display" appare il valore attuale di regolazione
dell’interruttore preselezionatore azionato.
Azionando un tasto sul frontalino del pannello di comando (ad
esclusione del tasto STOP) appaiono sul "Display" le cifre
corrispondenti a questo interruttore a tasto (1,2,4 oppure 8).
–
I diodi lumi no s i si tu at i s ul f r on ta l ino del pannello di c o ma nd o
vengono sce l ti t ramite un numero d i cod i c e. Co me nu me r o d i
codice vengono utilizzate le codifiche dello schema del circuito
elettrico (1 - 8).
L’inserimento dei diodi luminosi avviene tramite il tasto "Σ".
Interruttore Funzione Definizione
b417 Interruttore per le
b401 Velocità
b402 Modo di lav or o de l la
b413/412 Interruttore per il PROGRAMM
b416 Stop (tasto 13) STOP
P61
controlla gli elementi del frontalino del pannello.
Programm
STOP
".
funzioni
pinza di trasporto
sinistra
programma
" su "61".
32
Page 33

Tasto Funzione Simbolo Indicazione
b814 Punto di posizionamento anteriore LED
b815 Impostazione numeratore "Display"
b816 meno
b817 più
b818 Coltelli incisori e centrale ins. / disins. LED / LED
b819 Sequenza c hi u s ura pi n z e p er la pattina LED / LED
b820 Fermatura della cucitura i n s . / di s i n s . LED
b821 Caricatore de l na s tro i ns . / d is i ns. LED
b822 Fotocellula inserita LED / "Display"
b823 Lunghezza nastro cucendo con fotocellula "Display"
b824 Correzione coltelli incisori "Display"
b825 Correzione inizio e fine cucitura "Display"
b826 Cucire sequenze di cucitura "Display"
b827 Lunghezza di cucitura 3 "Display"
b828 Lunghezza di cucitura 2 "Display"
b829 Lunghezza di cucitura 1 "Display"
LED Indicazione della funzione
H1b Punto di posizionamento anteriore
H2 Fotocellula NA / NE (Inizio / Fine cucitura)
H3c Pinza sinistra per la pattina
H4c Coltelli incisori
H5b Coltello centrale
H6b Pinza destra per la pattina
H7a Fermatura della cuci tu ra
H8a Caricatore per il na str o
11 .7 Controllo degli elementi funzionali d’entrata
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Azionare l’elemento d’entrata da controllare.
Sul "Display" appare la codifica dell’elemento riportata nello
schema elettrico ed il suo stato di commutazione (per es. "+B25").
L’indicazione cambia quando lo stato di commutazione di un
qualsiasi altro elemento d’e ntrata viene cam bi a to .
Lo stato di co mm utazione "+" significa:
–
Interruttori a contatto = contatto aperto
–
Interruttori di prossimità = metallo davanti all’interruttore
–
Fotocellula a riflessione = nessuna riflessione
–
Fotocellula a raggi = fascio di raggi non interrotto
STOP
Programm
".
" su "62".
33
Page 34

11. 8 Scelta degli elementi funzionali d’entrata
ATTENZIONE IMPORTANTE !
Tutti gli elementi d’entrata sono stati regolati accuratamente in
fabbrica.
La regolazi on e e l a co r r ezi o ne de v ’ es se r e e ffett ua ta da personale
d’assiste nza s pe c i al iz z a to ed ap po s i ta me nt e i s t rui t o allo scopo.
Il programma
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Impostare l’interruttore "
dell’elemento d’entrata desiderato.
Come numero di codice servono le codifiche dello schema elettrico
(consultare la tabella). Ciò non è valido per i pulsanti del frontalino
del pannello di comando (consultare "Controllo degli elementi
funzionali del frontalino del pannello").
–
Sul "Displ a y " ap pare la codifica dello schema e l et tr i co e lo stato di
commutazione dell’elemento d’entrata (per esempio "+B14").
–
Regolare l’elemento d’entrata (per esempio un interruttore di
prossimità) fino a quando lo stato di commutazione desiderato
appare sul "Display".
Per interpretare il significato dello stato di commutazione degli
elementi d’entrata, consultare la spiegazione dello stato di
commutazio ne de s c ri tt a nel programma P 62 .
Elemento- Funzione
d’entrata
b1 Carro indietro
b2 Posizione di riferimento
b3 Carro in avanti
b4 Timbro pieg at ore i n a l to
b5 Timbro pieg at ore i n b as s o
b8 Discesa pressello / Vuoto spinto inserito
b9 Pedale 3 (trasduttore esterno per il motore
b10 Pedale 4 (tr asd uttore esterno pe r i l mo tore
b11 Pedale 1 (tr asd uttore esterno pe r i l mo tore
b12 Pedale 2 (tr asd uttore esterno pe r i l mo tore
b13 Controllo de l tr a s du tt ore
b14 Controllo rottura filo sinistro
b15 Controllo rottura filo destro
b35 Prima posiz i on e ( a go ba s so)
b37 Seconda posizione (ago alto)
b39 (terza posizione)
b44 Fotocellula NA / NE (Ini z i o / Fi ne cuc i t ura )
b45 Controllo dell’impilatore
b46 Dispositivo di controllo riserva filo
b47 Dispositivo di controllo riserva filo
P63
serve per la regolazione degli elementi d’entrata.
Programm
STOP
".
Programm
(secondo pedale / interruttore a ginocchiera,
dotazione su pp l em en ta r e)
della macchina per cucire)
della macchina per cucire)
della macchina per cucire)
della macchina per cucire)
dotazione su pp l em en ta r e)
della spolina sinistra
della spolina destra
" su "63".
" sul numero di codice
34
Page 35

1 1.9 Scelta degli elementi funzionali d’uscita
Attenzione pericolo di ferimento !
Durante il controllo del funzionamento degli elementi d’uscita non
agire nel ca mp o d ’ azi o ne de gl i e l em en ti i n mo v i me nt o d el l a ma cc hi n a.
Il programma
–
Spingere ma nu al m en te i l c arr o di t ras p or t o f i no a c i rc a 50 mm
prima della sua posizione fi na l e p os t er io r e.
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
–
Impostare l’interruttore "
dell’elemento d’uscita desiderato.
Come numero di c od i c e ve ngono utilizza te l e c o di f i che dello
schema elettrico (consultare la tabella).
–
Inserire e di s i n s eri r e alternativamente l’elemento d ’ usc i t a s c e lt o ,
premendo sul tasto "Σ".
Elemento- Funzione 745-22 745-23 745-24
d’uscita
s1 Sollevare la pinza sinistra per la pattina
s2 Oscillare il supporto per le barre ago
s3 Coltelli incisori inizio cucitura
s4 Coltelli incisori fine cucitura
s5 C hi u de r e le l am i ne di p i eg at ur a
s6 B ra c c io s t en di t or e i n a v an ti
s7 Sollevare la pinza destra per la pattina
s8 B ra c c io s t en di t or e i nd i et r o
s9 Impilare / Soffiare
s10 Sollevare le pinze di trasporto
s11 Abbassare le pinze di trasporto
s12 Sollevare il listello di tensionamento
s13 Coltello centrale
s14 Pressello / Vuoto spinto
s15 Aprire la tensione del filo
s16 Aprire la pinza per il filo
s17 Chiudere le forbici per la cerniera lampo
* Discesa del rivoltafiletto
s18 Pretiraggio del filo
s19 Soffiare gli accumuli di sporcizia
s20 Discesa del timbro piegatore
s21 Soll ev a me nt o d el t i mb ro piegatore
s22 Forbici per la cerniera lampo indietro
* Blocco per i coltelli in avanti
s23 Azionare contemporaneamente le pinze di trasporto
s24 Forbici per il filo / Pinzafilo
s25 Ago destro e sinistro inserito (745-22;-23)
Ago destro (745-24)
s26 Ago sinistro
s27 Chiudere le forbici per il nastro
s28 Spingere in avanti il nastro
s29 Sollevare il rivoltafiletto
* Forbici per la cerniera lampo in avanti
s30 Bloccare la cappa di copertura
s31 Sollevare la pinza di trasporto sinistra
s32 Abbassare la pinza di trasporto sinistra
P64
controlla il funzionamento degli elementi d’uscita.
STOP
Programm
".
Programm
" su "64".
" sul numero di codice
XXX
XXX
XXX
XXX
XXX
000
XXX
000
XXX
XXX
XXX
-XXXX
000
XXX
XXX
0- -
-XXXX
XXX
XXX
XXX
0- -
-X-
-XXXX
XX
--X
000
000
-X0- XXX
000
000
X
* = D efinizione alt er n at i v a a causa delle differe nt i c om bi n az io ni d i
dotazioni s up pl e me nt ar i
x
= Dotazione di serie
0
= Dotazione supplementare
35
Page 36

11. 10 Motore della macchina per cucire : Funzionamento tramite il pedale
Dopo l’attivazione del programma
funzionare c o n u na v elo c i tà s c elta tramite il pe da l e.
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Premere in avanti il pedale.
Il motore mar c ia ad una velocità c o r ri s po nd en te al l a po s i zi on e d el
pedale.
Dopo alcuni secondi, nella metà destra della prima riga del
"Display" appare il valore effettivo della velocità di rotazione della
testa della macchina per cucire.
–
Portare il pe dale nella sua po s i z ione zero (posizi o ne di r ip os o ) .
La testa della macchina per cucire si fermerà senza effettuare un
ciclo di posizionamento.
STOP
".
P65
Programm
, l’unità automatica può
" su "65".
11. 11 Posizionamento della testa della macchina per cucire nella seconda posizione degli
aghi / controllo delle velocità
Il programma
aghi (ago alt o) .
Dopo l’inserimento dell’interruttore principale, sulla metà destra del
"Display" appare il simbolo "
Con l’interruttore per il programma possono essere prescelte diverse
velocità per il motore.
–
Impostare l’interruttore "
–
Premere il ta s to "
Il programm a v ie ne attivato.
–
Prescegliere la velocità del motore tramite l’interruttore
"Programm"
In totale sono disponibili 13 soglie di velocità (consultare la tabella).
–
In caso di un valore permesso, nella metà destra della prima riga
del "Display" appare "
appare "
–
Premere e man te ne r e p rem uto il tasto "Σ".
Il motore marcia con il numero di giri prescelto.
Dopo alcuni secondi, nella met à destra della prima rig a del "Display"
appare il valore ef fettivo di ro tazione della testa della m acchina per cucir e.
–
Rilasciare il tasto "Σ".
La testa della macchina per cucire posizionerà nella seconda
posizione degli aghi (ago alto).
P66
serve alla r eg ol a z ion e della seconda p os i z io ne degli
SW?
".
SW?
.
".
Programm
STOP
".
0000
", in caso di un valore non permesso
Velocità N/min
" su "66".
36
13 3000
12 2750
11 2500
10 1700
91000
8720
7540
6410
5310
4230
3170
2130
1100
Page 37

11 .12 Posizionamento della testa della macchina per cucire nella prima posizione
degli aghi
L’utilizzazione de l pro gr a mm a
programma
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P66:
–
La testa della macchina per cucire posizionerà nella prima
posizione d eg l i ag hi ( a go ba s s o).
Per entrambi le posizioni de gl i a gh i , le fessure del s i ncr o ni zz a to r e
di posizionamento devono essere contrapposte l’una all’altra.
P66
.
STOP
P67
avviene co me gi à de s cr i tt o n el
Programm
".
" su "67".
11 .13 Posizionamento della testa della macchina per cucire in velocità di taglio
L’utilizzazione de l pro gr a mm a
programma
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
P66
.
STOP
P68
avviene co me gi à de s cr i tt o n el
Programm
".
" su "68".
Differenze rispetto al programma P66:
–
La testa della macchina per cucire posizionerà nella prima
posizione d eg l i ag hi ( a go ba s s o).
–
Dopo un attimo di pausa, la testa della macchina per cucire
posizionerà ne l l a s e c on da po s iz i on e d eg l i ag hi (a go alto).
1 1.14 Posizionamento della macchina per cucire e taglio dei fili
L’utilizzazione de l pro gr a mm a
programma
–
Impostare l’interruttore "
–
Premere il tasto "
Il programma viene attivato.
Differenze rispetto al programma P66:
–
Il posizi on am en to de l l a t es t a d el l a ma cc hi n a p er cucire nella
seconda posizione (ago alto) avviene accompagnata da un ciclo di
taglio dei fili.
P66
.
STOP
P69
avviene co me gi à de s cr i tt o n el
Programm
".
" su "69".
37
Page 38

12. Indicazioni funzionali e d’errore
12.1 Indicazioni d’ausilio operativo
Indicazione Spiegazione Rimedio
P?
745P07
<----REF
<----REF
PEDAL STOP
<---F?
- - - L?
LS
ER ROR
Ι Ι
Ι Ι
Ι Ι
-- X --
Σ
=xxxx
=xxxx
Ι
]->>
<<-[
SW?
SMC-TEST
LINK OK
XCOU OK
SCOU OK
EPROM OK
E‘ stato scelto un programma non
permesso
Indicazion e d el l a ver s ione del programm a
Il carro di trasporto al momento
dell’accensione non è nella sua posizione
finale posteriore (corsa di riferimento)
Ciclo di cucitura interrotto, avviare il carro
di trasporto verso l’indietro
Avviare il carro di trasporto verso l’indietro
Macchina in at te s a d i un a n uo v a
impostazione di una sequenza di cuciture
E‘ stata scelta una lunghezza di cucitura
non permessa (pe r es . l un gh ez za i n P 0 4 P06 inferiore a 75 mm)
Il pezzo da cucire che dev’essere controllato
dalla fotoce l l ul a , è s ta to po s i zi on ato fuori
dal campo di cucitura
Errore di posizionamento, è stato scelto il
punto di posi z i on am en to po s te r i ore pe r
lunghezze di c u ci tu r a i n fe ri or i a 75 mm
La spolina per il filo inferiore sinistra è vuota
(sinistra l a mp eg gi a )
La spolina per il filo inferiore destra è vuota
(destra lampeggia)
Le spoline per il filo inferiore sono vuote
(lampeggia)
Rottura filo ( l am pe gg i a)
Contapezzi
Quantità di riserva del filo inferiore
Il dispositivo sinistro di controllo del filo
inferiore ha una riflessione
Il dispositivo destro di controllo del filo
inferiore ha una riflessione
E‘ stata impostata una soglia di velocità
non valida
Il sistema di controllo del motore passo a
passo è sotto prova
La trasmissi o ne v ers o i l di spositivo di
controllo del motore passo a passo è in
ordine
Circuito int eg rat o per il conteggio de l l a
cadenza dei passi sulla scheda del motore
passo a pass o in ordine.
Circuito int eg rat o p er il c o nt eg gio de l l a
generazione de l l a ca denza sulla sc he da
del motore pas s o a p as so i n o r di n e.
EPROM sulla scheda del motore
passo a pass o in ordine
Impostare nuovamente l’interruttore
"Programm"
Premere verso l’indietro il pedale
Premere verso l’indietro il pedale
Premere verso l’indietro il pedale
Programmare una nuova sequenza di
cuciture
Impostare nuo v am en te l a l u ng he z z a
di cucitura
Posizionare nuovamente il pezzo da
cucire entro il campo di cucitura
Scegliere i l pu nt o d i po s i z ionamento
anteriore
Sostituire la spolina per il filo inferiore
sinistra
Sostituire la spolina per il filo inferiore
destra
Sostituire le spoline per il filo inferiore
Infilare nuovamente il filo
Impostare nuovamente l’interruttore
"Programm"
38
Page 39

12.2 Indicazioni in caso d’avaria
Indicazione Spiegazione Rimedio
E2
V?
STOP
POS2
POS-Err
--<>-START ERROR
ERROR --> [b3
ERROR b1 ] <-? <----> ?
REF ERROR
PROG ERROR1
PROG ERROR2
? b417 ?
? b401 ?
ER ROR 1 LS ]<--
ER ROR 2 LS ]<-ER ROR 3 LS ]<-ER ROR 4 LS ]<-ER ROR 5 LS ]<--
Fusibile e2 nel trasformatore difettoso
Indicazion e d ’ err o re i n P 60
Cappa di copert ur a ap ert a
Controllo cap pa di co pe r tu ra o ta s to
"Stop" difettoso
La testa della macchina per cucire non
posiziona
Il sincronizzatore di posizionamento non
è montato,
Disinserire l’interruttore principale
Il sincronizzatore di posizionamento non
è collegato
Corto circuito nel cavo di collegamento
dell’interruttore sul pedale,
Il pedale era già azionato al momento
dell’inserimento dell’interruttore principale
Il carro di trasporto è entrato in collisione
con la battuta anteriore
Il carro di trasporto è entrato in collisione
con la battuta posteriore
Il carro di trasporto durante la corsa di
riferiment o si è mo s s o i n dir e z i on e e rr at a
Errore durante la corsa di riferimento
Errore nei valori memorizzati
Errore durante la memorizzazione della
somma "Check"
b417.8 solo in combinazione con b417.4
Posizione dell’interruttore non autorizzata
durante la scelta della velocità
Nessuna riflessione all’inizio della guida
portapattina
La riflessione all’inizio della guida
portapattina non è corretta
Pattina trop po c or t a s u l pu nt o d i
posizionam en to po s te r ior e
La pattina ecc e de ol t r e i l p un to di
posizionam en to an te r i ore
Accumuli di sporcizia davanti alla pattina
Sostituire il fusibile e2 (24V)
Chiudere la c ap pa di c o pe rt u ra,
sostituire l’interruttore di controllo per
la cappa di copertura oppure il tasto
"Stop"
Montare il sincronizzatore di
posizionamento,
Inserire l’interruttore di protezione per
il motore
Connettere il sincronizzatore di
posizionamento
Controllare il cablaggio di
connessione
Rilasciare il pedale, premere il tasto
"STOP"
Controllare l’interruttore b3
Controllare l’interruttore b1
Controllare il senso di rotazione del
motore passo a passo
Controllare il carro di trasporto e
l’interruttore b2
Azionare il tasto "STOP" e controllare
i valori (anche in P40)
Controllare il "RAM" in P59
Impostare nuovamente l’interruttore
"Programm"
Orientare nuovamente la fotoce llula b44
Incollare un foglio riflettente sulla
guida portap attina
Correggere la posizione del foglio
riflettent e s u l l a g ui d a p ortapattina
Utilizzare una pattina più lunga
Posizion are nu ov a me nt e l a pa ttina
Elliminare l’accumulo di sporcizia
ERRORLS -->[END
La pattina ecc e de ol t r e i l p un to di
posizionam en to po s te r ior e
Posizion are nu ov a me nt e l a pa ttina
39
Page 40

12.3 Avvisi d’errore
Indicazione Spiegazione Rimedio
DISP-Err
ERROR 0
ERROR 2
ERROR 3
ERROR 4
ERROR 5
ERROR 6
ERROR 7
ERROR 8
ERROR 9
ERR B..
kein SIO
ERR
AMP ERR
SMC ERR
LINK ERR
XCOU ERR
SCOU ERR
EPRO ERR
Errore "Display" all’accensione
Errore "RAM" in P59
Errore duran te l a l e tt ura degli elemen ti del
frontalino del pannello
Interruttore "Programm" difettoso
Scheda di re go l azi o ne de l mo to r e d i fe tt os a
Picchi di caduta di tensione in rete
"Timer" 1 difettoso
"Timer" 2 difettoso
"Timer" 3 difettoso
"Timer" 4 difettoso
Errore duran te l a l e tt ura degli elemen ti
d’entrata: Interruttori finali difettosi oppure
regolati male (nessuna sovraccorsa)
oppure gli i nt err u tt or i d i pro s s imi t à
vengono indicati sul "Display" con la loro
definizion e d el l o sc he ma el e ttrico (per es.
"ERR B31")
Il pannello non è dotato di un circuito SIO
Interruzione del circuito chiuso SIO
(emettitore/ricevitore)
Errore nella soglia finale del mot ore passo a
passo
Sistema di c o nt r oll o de l mo to r e p as so a
passo difettos o
Errore nell a t r asm i s s ione verso il sis t em a
di controllo del motore pass o a p as s o
Circuito int eg rat o p er il c o nt eg gio de l l a
cadenza dei passi sulla scheda del motore
passo a passo difettoso.
Circuito int eg rat o p er il c o nt eg gio de l l a
generazione de l l a ca denza sulla sc he da
del motore pas s o a p as so di f ettoso.
EPROM sulla scheda del motore passo a passo
difettoso
Consultare il servizio d’assistenza
Controllare gli elementi del frontalino
del pannello c om an di
Sostituire l’interruttore "Programm"
Sostituire il pannello di comando
Stabilizzare la tensione d’ alimenta zione
Consultare il servizio d’assistenza
Consultare il servizio d’assistenza
Consultare il servizio d’assistenza
Consultare il servizio d’assistenza
Sostituire l’interruttore difettoso,
riregolare l’interruttore
Premere il tasto "STOP"
Premere il tasto "STOP"
Controllare i diodi luminosi sulla
scheda del motore passo a passo
Sostituire la scheda del m otore pa sso a
passo
Sostituire la scheda del m otore pa sso a
passo
Sostituire la scheda del m otore pa sso a
passo
Sostituire la scheda del m otore pa sso a
passo
Sostituire la scheda del m otore pa sso a
passo
40
Page 41

13. Soglia finale del motore passo a passo
13.1 Interruttori di programmazione sulla parte frontale della scheda
Attenzione parti sotto tensione !
I tre interruttori a ponte d’aggancio non devono essere regolati quando
sono sotto tensione.
Prima d’iniziare la regolazione, disinserire assolutamente l’interruttore
principale.
–
I tre interru ttori a ponte d’ ag ga nci o pe r i l nu me ro d i pa s s i e p er l a
riduzione d ell a c or re nt e devono essere a pe r ti.
–
L’interruttore rotativo dev’essere in posizione
13.2 Segnalazioni sulla parte frontale della scheda
I cinque diodi luminosi sulla scheda del motore passo a passo
segnalano lo stato di disponibilità al lavoro e le avarie.
C
LED 1 (verde )
LED 2 (rosso)
LED 3 (rosso):
LED 4 (rosso)
LED 5 (rosso)
Il motore passo a passo lavora solo se la soglia finale del motore è
esente da errori.
Un errore viene segnalato nella seguente maniera:
–
L’alimentazione di corrente del motore viene interrotta.
Il diodo luminoso verde 1 si spegne.
–
L’errore viene segnalato tramite l’accensione dei corrisponenti
diodi rossi da 2 a 5.
Dopo l’eliminazione dell’avaria, la segnalazione dell’avaria si
spegne dopo il disinserimento ed un nuovo inserimento
dell’interruttore principale.
Disponibilità al lavoro
è acceso, se non c’è nessuna avaria
Corto circuito
s’illumina in caso di corto circuito tra due fasi
del motore
Sovratemperatura
s’illumina se la temperatura del corpo
refrigerante è > 75°
Sovratensione
s’illumina se la tensione d’esercizio è > 140 VDC
(durante l’ o pe raz i o ne di f r en at ura )
Sottotensione
s’illumina se la tensione d’esercizio è < 80 VDC
41
 Loading...
Loading...