

Adler 743-121 Operating Instruction [it]

Indice Pagina:
Home
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso. Classe 743-121
1. Descrizione del prodotto
1.1 Dati tecnici . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Brevetti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.3 Dotazioni supplementari . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2. Uso dell’unità automatica di cucitura
2.1 Aghi e filati . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.2 Infilatura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.3 Regolazione della tensione dei fili . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.4 Cambio della forma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.5 Profondità della cucitura di ripresa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.6 Lunghezza della cucitura di ripresa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.7 Regolare la profondità di penetrazione del tavolo di piegatura . . . . . . . . . . . . . . . . . . 12
2.8 Regolazione del pannello di comando . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.9 Posizionamento del materiale da cucire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.10 Cucire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3. Manutenzione
3.1 Pulizia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.2 Lubrificazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16


1. Descrizione del prodotto
La classe
cucitura per la cucitura automatica di
punta (pinces)
Lunghezza massima della cucitura 150 mm.
L’unità automatica di cucitura è equip ag gi a ta c on un a t es t a d i
•
macchina pe r cuc i re a doppio punto c a te ne l l a.
Un gruppo di pe z z i (gu i da pe r l a f orm a) , di p en de nt i da l l a f or m a d el
•
percorso di cucitura, mantiene fisso e guida il materiale che
dev’essere cucito.
Il comando per l a reg ol a z i on e d el l a qu an ti t à d el l a l un gh ez za de l l a
•
cucitura a vv i en e a s cel t a tramite una fot oc e l l ula oppure tramite la
programmazione.
La fermatura della cucitura all’inizio ed alla fine della cucitura
•
avviene tramite l’infittimento del punto accompagnato dalla
catenella a vuoto
Sistema di taglio dei fili: Comando di una forbice per il taglio della
•
catenella
Azionamento della slitta di trasporto tramite motore passo a passo.
•
Il comando completo dell’unità di cucitura avviene tramite un
•
sistema di comando a microcomputer. Codesto sistema assume i
compiti di comando degli azionamenti, controlla il processo di
cucitura ed indica le manipolazioni errate e le avarie.
DÜRKOPP ADLER 743-121
con un percorso di cucitura diritto oppure curvo.
è un’unità automatica di
cuciture di ripresa ad una
1.1 Dati tecnici
Un dispositivo elettronico di controllo del filo impedisce, in caso di
•
rottura oppure di esaurimento del filo, il nuovo riavvio del processo
di cucitura.
Testa della macchina per cucireClasse 935 - 171 -100
Sistema ago: 934 SIN
Finezza dell’ago: Nm 90
Filati: Come filo superiore ed inf er i o re
filati ri cop er t i mo no ba v a
Tipo di punto: 401 doppio punto catenella
Velocità: 4.800 n/min
Lunghezza del punto: 2,2 mm
Infittimen to de l pu nt o: 1,0 mm
Lunghezza di c uc itura: 150 mm
Tavolo di piegatu ra: Regolabile da 0° fino a 10°
Pressione d’esercizio: 6 bar
Consumo aria: ca. 5 NL per ciclo di lavoro
Tensione nominale: 0743 000524 3 ~ 380 - 400 V + N, 50 Hz
0743 000574 3 ~ 220 - 230 V, 50 Hz
0740 000644 3 ~ 220 - 230 V, 60 Hz
L’unità di cucitura viene fornita, a seconda della tensione nominale,
uno
con
dei succitati gruppi di tensione.
1.2 Brevetti
Vengono utilizzati i seguenti brevetti e modelli depositati:
Situazione Settembre 1993
42 28 943
5
1.3 Dotazioni supplementari
0794 013222
Pinza per il pacchetto con br accio fisso e tubo di deposito .
0794 000091
0794 000332
0794 013333
0794 013444
0797 003031
2. Uso dell’unità automatica di cucitura
2.1 Aghi e filati
Sistema ago: 934 SIN
Finezza dell’ago: Nm 90
Filati: Come filo supe r ior e ed i nf er i o re f i l at i r ic op er t i mo no ba v a
2.2 Infilat ura
Tavolo di po sizionam en to (piccolo).
(Solo in combinazione con la pinza per il pacchetto)
Dispositivo stenditore pe r dist ende r e i capi e stra tt i
dall’unità tramite il dispo sitivo d’es pulsion e a sof f io.
(Solo in combinazione con la pinza per il pacchetto)
Tubo sof fia to re dall’a lto op pure d a d estra.
Tavolo di po sizion am en to
(in caso d’utilizzazione di un carrello per il pinzaggio
del pacchetto appartenente all’utilizzatore)
Tubo per l’allaccia mento a lla re te de ll’aria compre ssa, innesto a spina,
innesto a presa e fascetta per il tubo.
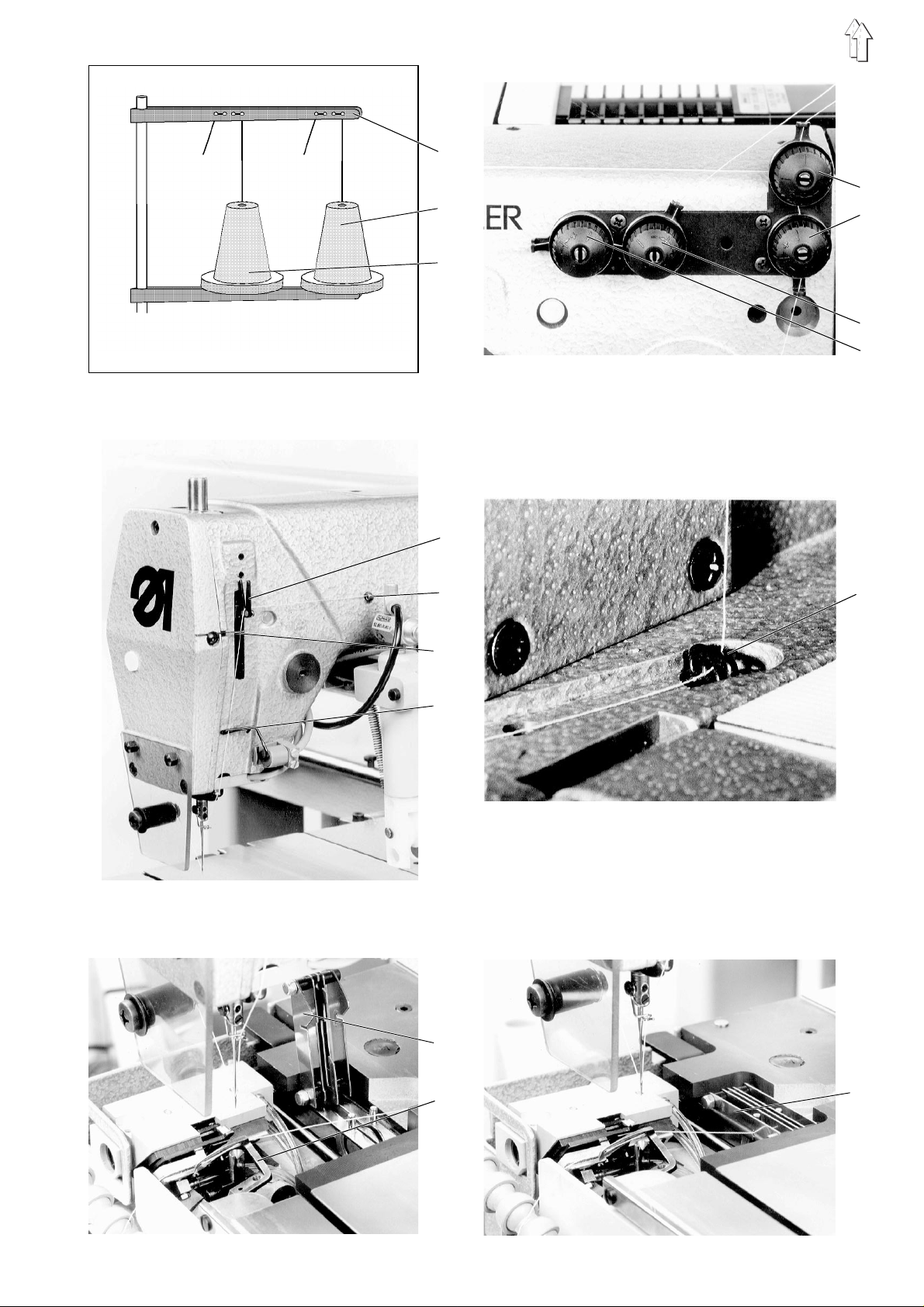
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Il filo superiore ed inferiore devono essere infilati solo ad interruttore
principale d i s i ns e ri to .
Il gruppo di g ui d a p er la forma che determi n a l a fo r ma de v e t rov a r si
nella sua posizione finale sinistra.
Infilatura del filo inferiore (filo del crochet)
–
Inserire il cono di filato 2 sul portaconi.
–
Far passare i fili vicendevolmente attraverso tutti e quattro i fori
passafilo del braccio passafilo 1.
–
Sbloccare l a p i as t r a p er l o s c orr imento del mater i al e e sp os t ar l a
lateralmente.
–
Far passare il filo attraverso le tensioni 4 + 5 ed attraverso il
guidafilo 12.
–
Sollevare i l pa s s af i lo a cerniera 13 mo nt at o s o pr a l a ca mma
recuperafilo. Far passare il filo a destra dei perni.
–
Infilare il filo dal foro posteriore nel crochet 14 e nel foro anteriore
del croche t e tir a r lo i n ma ni e r a t al e c he s ia teso.
–
Chiudere il pa s saf i l o a c erniera 13 montat o s o pra l a c a mm a
recuperafilo.
Il filo deve scorrere nelle fessure passafilo del passafilo a cerniera.
–
Riportare la piastra per lo scorrimento del materiale nella sua
posizione normale di lavoro.
Curare che l a mo l la a balestra sia i nn es t at a.
Infilatura del filo superiore (filo dell’ago)
–
Inserire il cono di filato 3 sul portaconi.
–
Far passare i fili vicendevolmente attraverso tutti e quattro i fori
passafilo del braccio passafilo 1.
–
Far passare il filo attraverso le tensioni 6 + 7, attraverso il guidafilo 9,
la molla recuperafilo 10 ed il dispositivo di controllo del filo 11.
–
Infilare il filo nell’ago e nell’appinzafilo.
Tagliare lo spezzone finale di filo in eccedenza sul coltello
tranciafilo.
6
1
4
2
5
3
6
7
8
10
11
9
12
13
14
13
7
 Loading...
Loading...