

Page 1

Inhalt: Seite:
Teil 4: Programmieranleitung Klasse 739
Programmversion:
Inhalt: Seite:
1. Programmieren der 739-23....................................... 3
1.1 Allgemeines ................................................ 3
1.2 Bedienelemente der Tastenleiste (Bedienfeld).......................... 4
1.3 Betriebsmodus .............................................. 5
1.3.1 Struktur Nähprogramm und Einstell- und Prüfprogramme ..................... 5
1.3.2 Nähanlagenprogramm starten...................................... 6
1.4 Einstellprogramme (F3) ........................................ 7
1.4.1 Liste der Einstellprogramme....................................... 7
1.4.2 Ausmessen der “Transponder-Leseposition” ............................. 8
1.4.3 Ausmessen der “Nadelposition”..................................... 8
1.4.4 Kantenschneider-Nullposition ...................................... 9
1.4.5 Stückzähler................................................. 10
1.4.6 Fehlerspeicher ............................................... 10
1.5 Parameter Werkseinstellungen (F4) ................................. 11
1.6 Multitest (F2) ............................................... 11
1.6.1 Anzeige Maschinenklasse und Software-Version .......................... 12
1.6.2 Anzeige Eingangsänderung ....................................... 12
1.6.3 Schalten von einzelnen Ausgängen .................................. 13
1.6.4 Nähmotor überprüfen ........................................... 14
1.6.5 Testen der Schrittmotoren ........................................ 15
1.6.6 Testen der Transponder-Leseeinheit.................................. 16
1.6.7 Testen der Tastenleiste .......................................... 17
1.6.8 Testen des RAMs auf der Steuerung.................................. 17
1.6.9 Testen des FLASHs auf der Steuerung ................................ 18
1.6.10 Einstellen des Greiferfadenwächters.................................. 18
1.7 Globale Parameter (F1) ......................................... 19
1.7.1 Stückzähler................................................. 19
1.7.2 Nähmotordrehzahl............................................. 20
1.7.3 Stichlänge ................................................. 20
1.7.4 Nähguthaltereinzugszeit einstellen................................... 21
1.7.5 Anfangsriegel einstellen ......................................... 21
1.7.6 Endriegel einstellen ............................................ 22
1.7.7 Anfangsstichverdichtung einstellen .................................. 23
1.7.8 Endstichverdichtung einstellen ..................................... 24
Page 2

Inhalt: Seite:
1.7.9 Ein- bzw. Ausschalten der Fadenwächter ............................... 25
1.7.10 Einstellen der reduzierten Nähmotordrehzahl ............................ 25
1.7.11 Einstellen der Kantenschneiderdrehzahl ............................... 26
1.7.12 Absaugerverzögerung einstellen .................................... 26
1.8 Sonderfunktionen zum Beheben eines Fadenbruches ..................... 27
1.9 Fadenbruch in der Naht (Nadelfaden) ................................ 27
1.10 Anzeigen und Fehlermeldungen ................................... 28
1.10.1 Fehlermeldungen ............................................. 28
1.11 Laden des Programms in die Steuerung .............................. 29
Anhang ........................................................ 30
A.1 Ein- und Ausgänge ............................................ 30
2. Dacs739 Software ............................................ 31
2.1 Einführung ................................................. 31
2.2 Systemanforderung ............................................ 31
2.3 Installation von Dacs739 ......................................... 32
2.4 Starten von Dacs739 ........................................... 32
2.5 Wenn Sie Hilfe brauchen......................................... 33
2.6 Dacs739 Lehrgang ............................................ 34
2.6.1 Erstellen einer Nahtkontur ........................................ 34
Page 3

1. Programmieren der 739
1.1 Allgemeines
Diese Programmieranleitung enthält wichtige Hinweise zum sicheren,
sachgerechten und wirtschaftlichen Umgang mit der neuen
Steuerungsgeneration “DAC” (Dürkopp Adler Control).
Programmierkomfort
Folgende Funktionen sind vom Anwender zu programmieren.
–
Stückzähler anzeigen/ löschen.
–
Nähmotordrehzahl.
–
Stichlänge.
–
Anfangsriegel.
–
Endriegel.
–
Anfangsstichverdichtung.
–
Endstichverdichtung.
–
Fadenwächter ein- bzw. ausschalten.
Einstell- und Prüfprogramme
In die DAC ist das umfangreiche Test- und Überwachungssystem
MULTITEST integriert.
Ein Microcomputer übernimmt die Steuerungsaufgaben, überwacht
den Nähprozess und zeigt Fehlbedienungen und Störungen an.
Fehler und Prüfergebnisse werden auf einer 8stelligen 7-Segment-
LED Anzeige angezeigt. Bei ungestörtem Betriebsablauf zeigt die
Anzeige Informationen zur Bedienung und zum Nähablauf an.
Bei einem Bedienungsfehler oder einer Störung wird der
Funktionsablauf unterbrochen.
In einigen Fällen muss aus Sicherheitsgründen bei der
Fehlerbeseitigung der Hauptschalter ausgeschaltet werden.
Ein Teil der Fehlermeldungen ist nur für das Wartungspersonal
bestimmt.
Sonderprogramme erleichtern mechanische Einstellungen und
ermöglichen die schnelle Prüfung von Ein- und Ausgangselementen
ohne zusätzliche Messgeräte.
4-3
Page 4
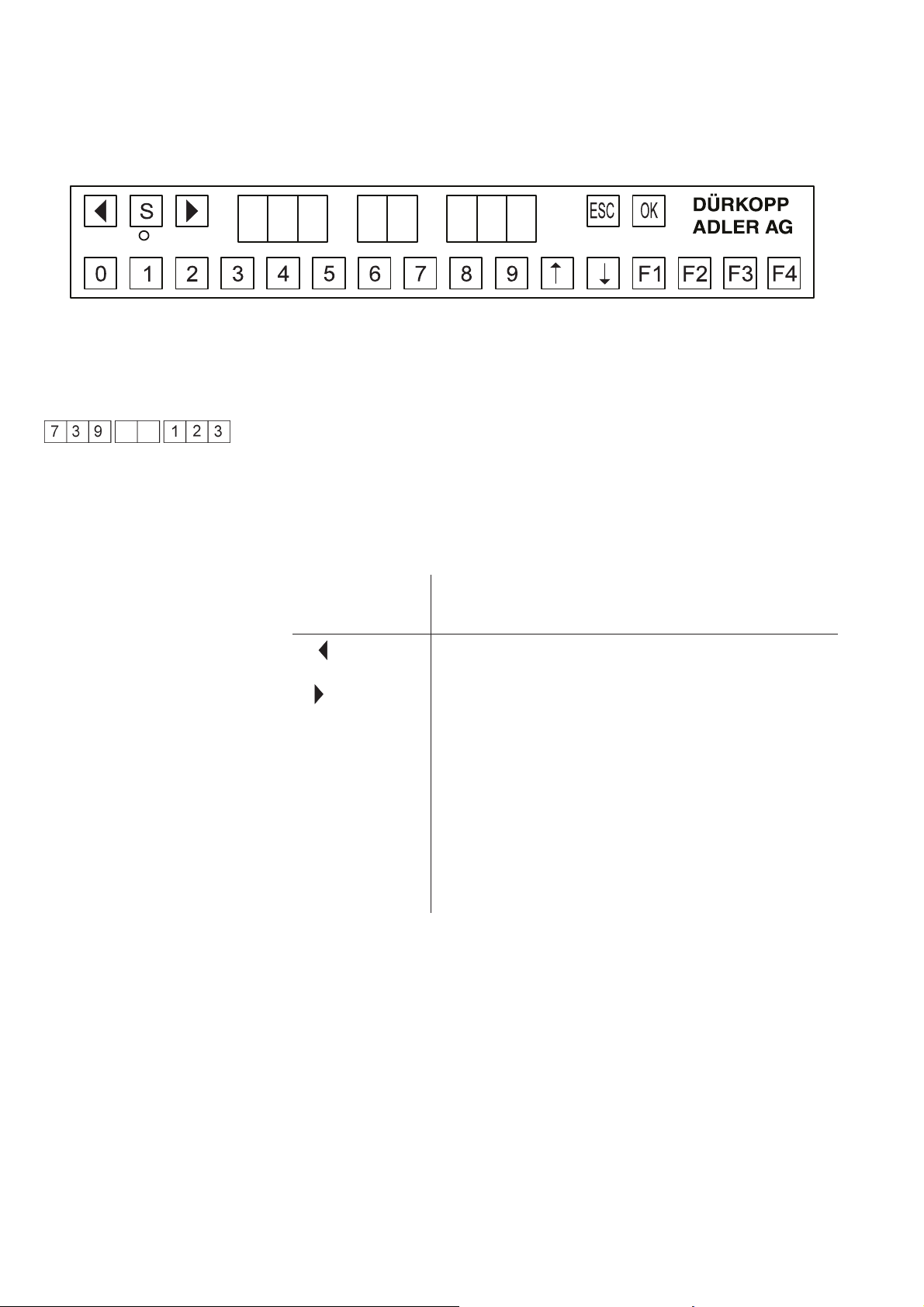
1.2. Bedienelemente der Tastenleiste (Bedienfeld)
Die Ein- und Ausgabe von Daten erfolgt über eine Tastenleiste mit
einer 8-Satelliten Anzeige, die in 3 Blöcke aufgeteilt ist.
Anzeige
Die Anzeige ist im normalen Programmablauf wie folgt aufgebaut :
linke 3 Stellen : Anzeige der Nähanlagenklasse
mittlere 2 Stellen : Keine Anzeige
rechte 3 Stellen : Anzeige Stückzähler
Wenn ein Prüfprogramm o.ä. aktiviert ist, werden in der Anzeige
diverse andere Parameter angezeigt.
Taste/
Tastengruppen Funktion
Taste zum Anwählen einer Funktion
S Starttaste zum Einziehen der Schablone
Taste zum Anwählen einer Funktion
ESC Abbrechen des Nähvorgangs/ Nähanlage in Grund-
stellung fahren
OK Bestätigen einer Eingabe
0 bis 9 Eingabe von numerischen Werten
á Einstellungen in der gezeigten Richtung ändern
â Einstellungen in der gezeigten Richtung ändern
F1, F2,
F3, F4
Funktionstasten
4-4
Page 5
1.3 Betriebsmodus
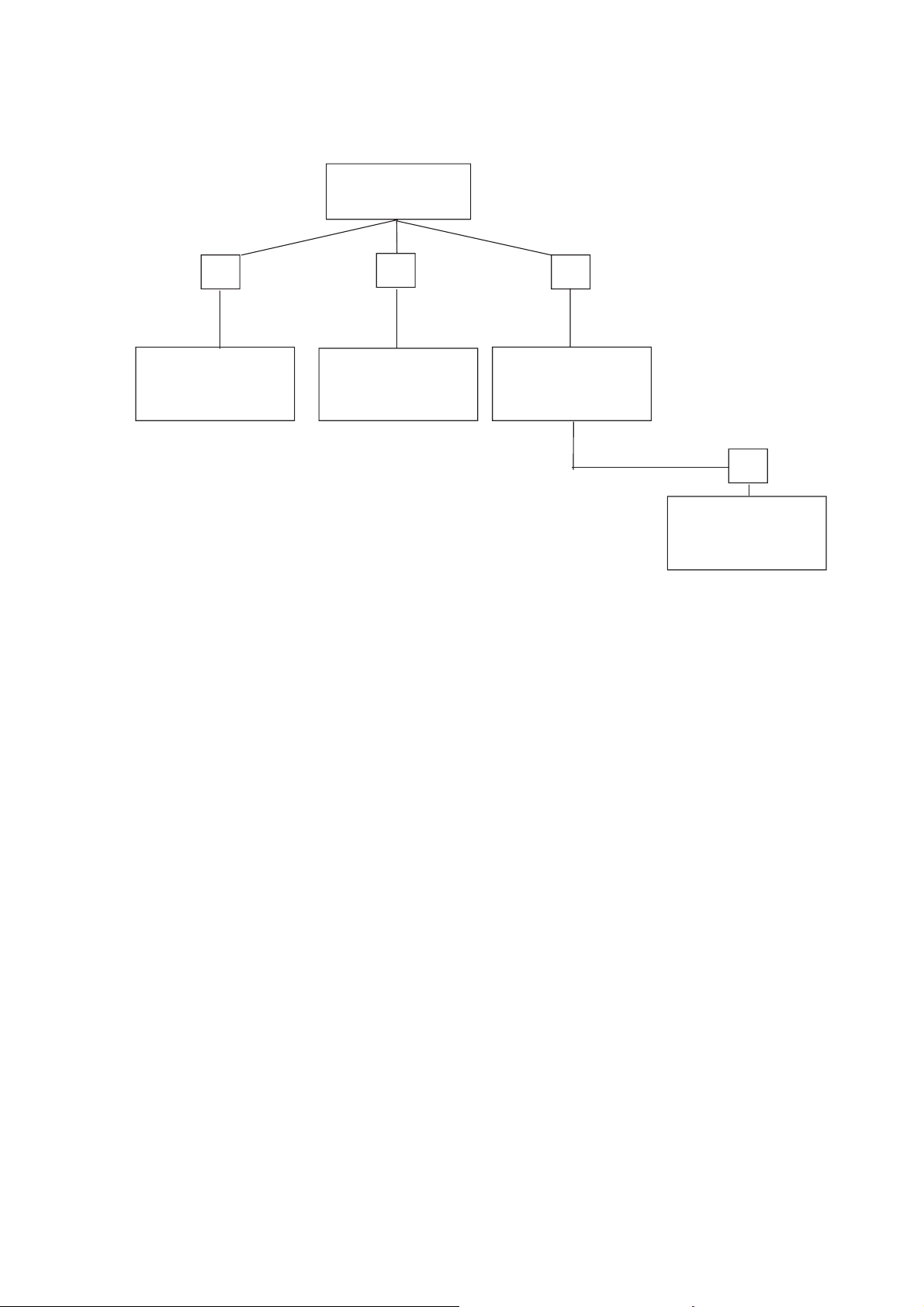
1.3.1 Struktur Nähprogramm und Einstell- und Prüfprogramme
Hauptschalter
einschalten
F1 F2 F3
Globale Multitest Einstellprogramme
Parameter (2XX) (3XX)
(1XX)
F4
Parameter
Werkseinstellung
Globale Parameter aufrufen
–
Taste “F1” vor Beginn eines neuen Nähvorgangs drücken.
Einstell- und Prüfprogramme aufrufen
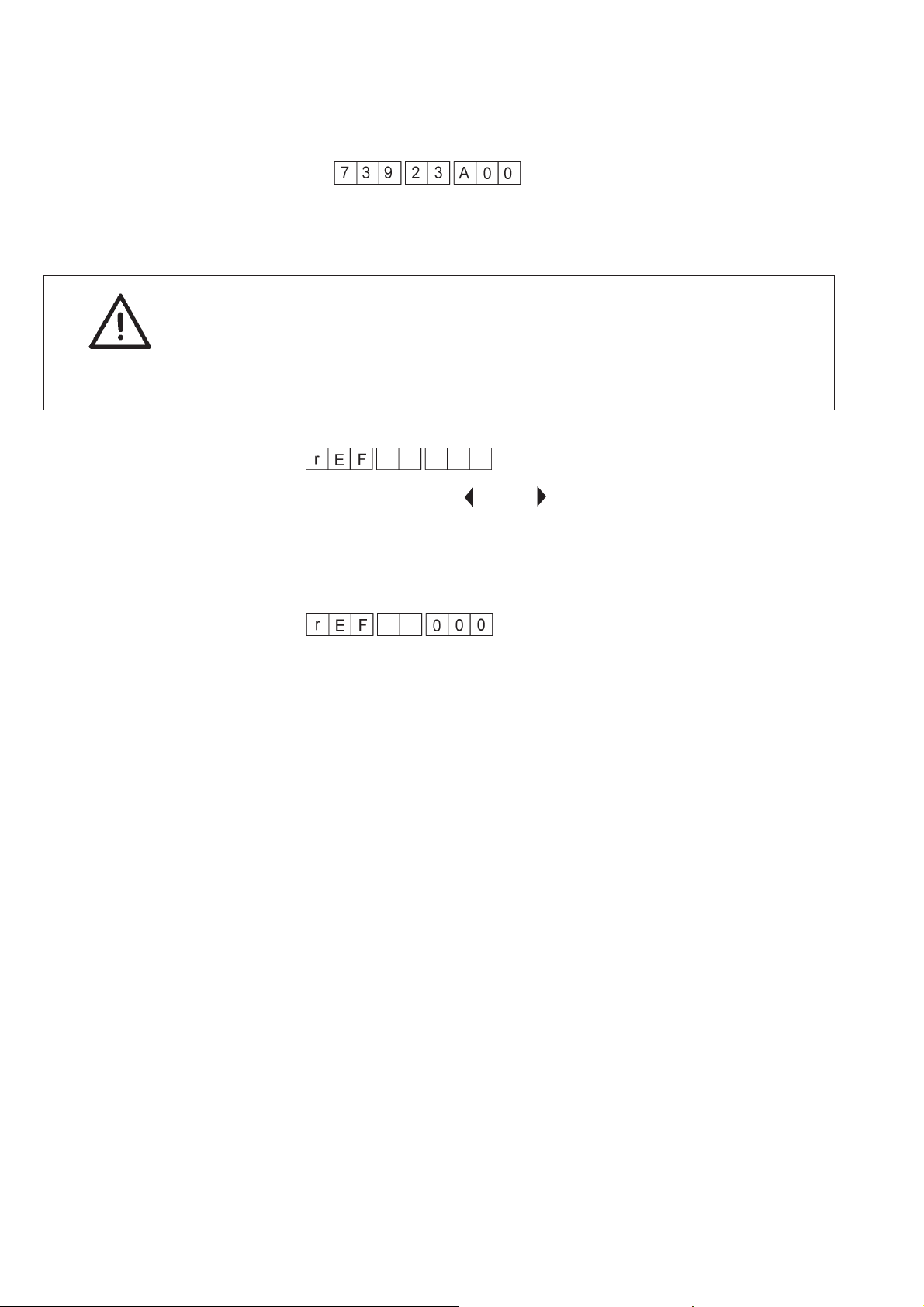
–
Hauptschalter einschalten.
Die Steuerung wird initialisiert.
Während der Anzeige “739 23 A00” eine der folgenden Tasten drücken.
–
Taste “F2” drücken.
Die Anzeige wechselt zur Gruppe der Prüfprogramme.
–
Taste “F3” drücken.
Die Anzeige wechselt zur Gruppe der Einstellprogramme.
–
Taste “9” drücken.
Der Maschinenablauf erfolgt langsamer.
Für Prüf- und Testzwecke.
–
Taste “8” drücken.
Ein eingelegter Nähguthalter wird nach Einhängen wiederholt
genäht.
Abbruch durch Ausschalten der Nähanlage.
4-5
Page 6
1.3.2 Nähanlagenprogramm starten
–
Hauptschalter einschalten.
Die Steuerung wird initialisiert.
Es erscheint die Startmeldung.
Damit die Nähanlage arbeiten kann, müssen zunächst die Nähachsen
in die Referenzstellung bewegt werden.
ACHTUNG !
Die Referenzfahrt muss durch die Bedienperson durchgeführt werden.
ACHTUNG Bruchgefahr!
Während der Referenzfahrt darf kein Nähguthalter eingelegt sein.
Die folgende Anzeige weist auf die benötigte Referenzfahrt hin.
Mit den Pfeiltasten “ “ und “ “ kann ein noch in der Nähanlage
liegender Nähguthalter manuell verfahren werden, um diesen zu
entfernen.
–
Taste “OK” drücken.
Die Referenzfahrt wird durchgeführt.
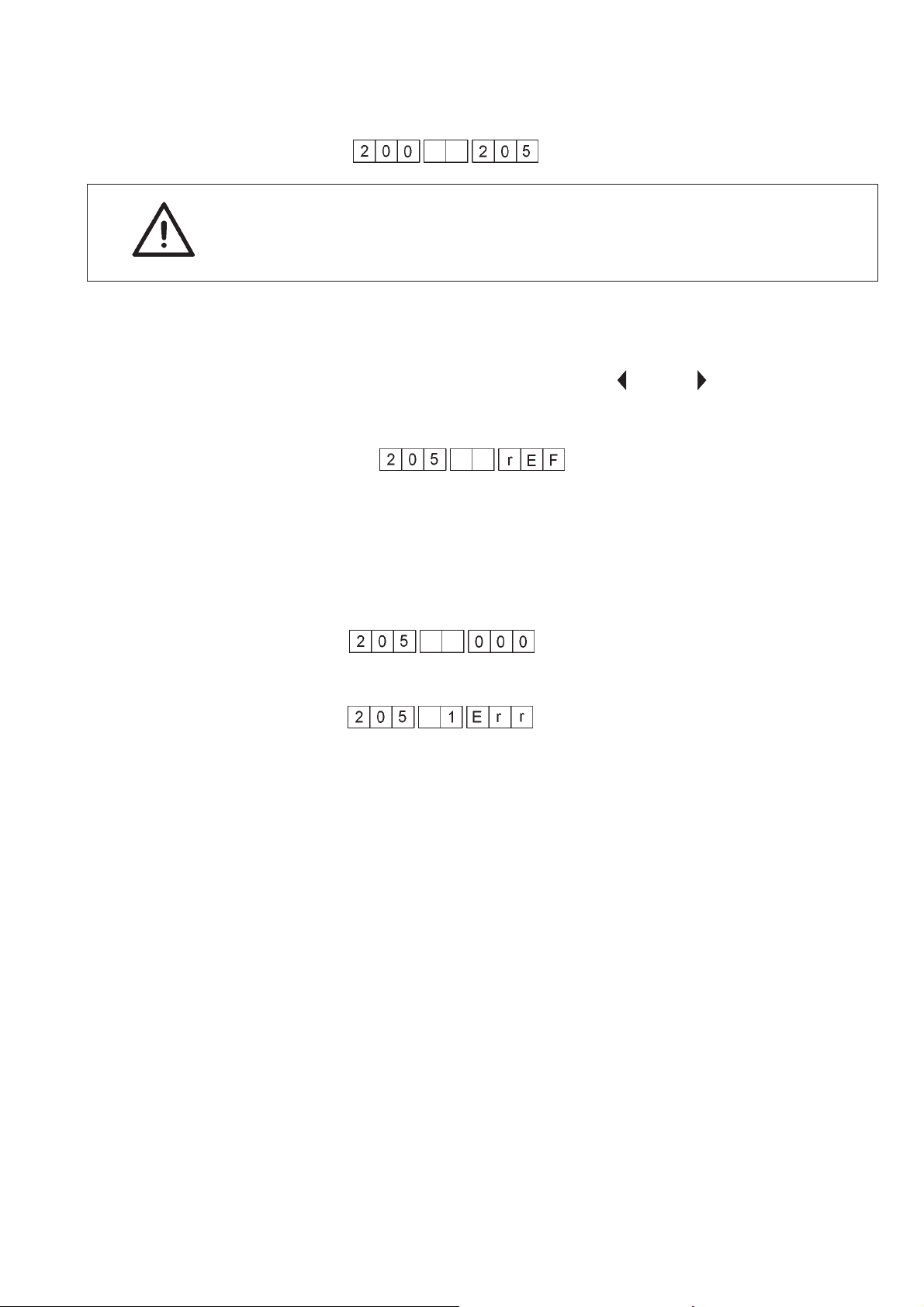
Nach erfolgreicher Referenzierung wechselt die Anzeige auf:
Nach weiteren 0,5 Sekunden wechselt das Maschinenprogramm in den
Betriebszustand.
4-6
Page 7
1.4 Einstellprogramme (F3)
Wird mit der Funktionstaste F3 die Gruppe der Einstellprogramme
aufgerufen, erscheint die folgende Anzeige im Display:
Um die Einstellprogramme nun ausführen zu können, müssen
zunächst die Nähachsen referenziert werden.
–
Taste “OK” drücken.
Die Referenzfahrt wird durchgeführt.
–
Gewünschtes Einstellprogramm mit den Tasten “ ” oder “ ”
anwählen.
–
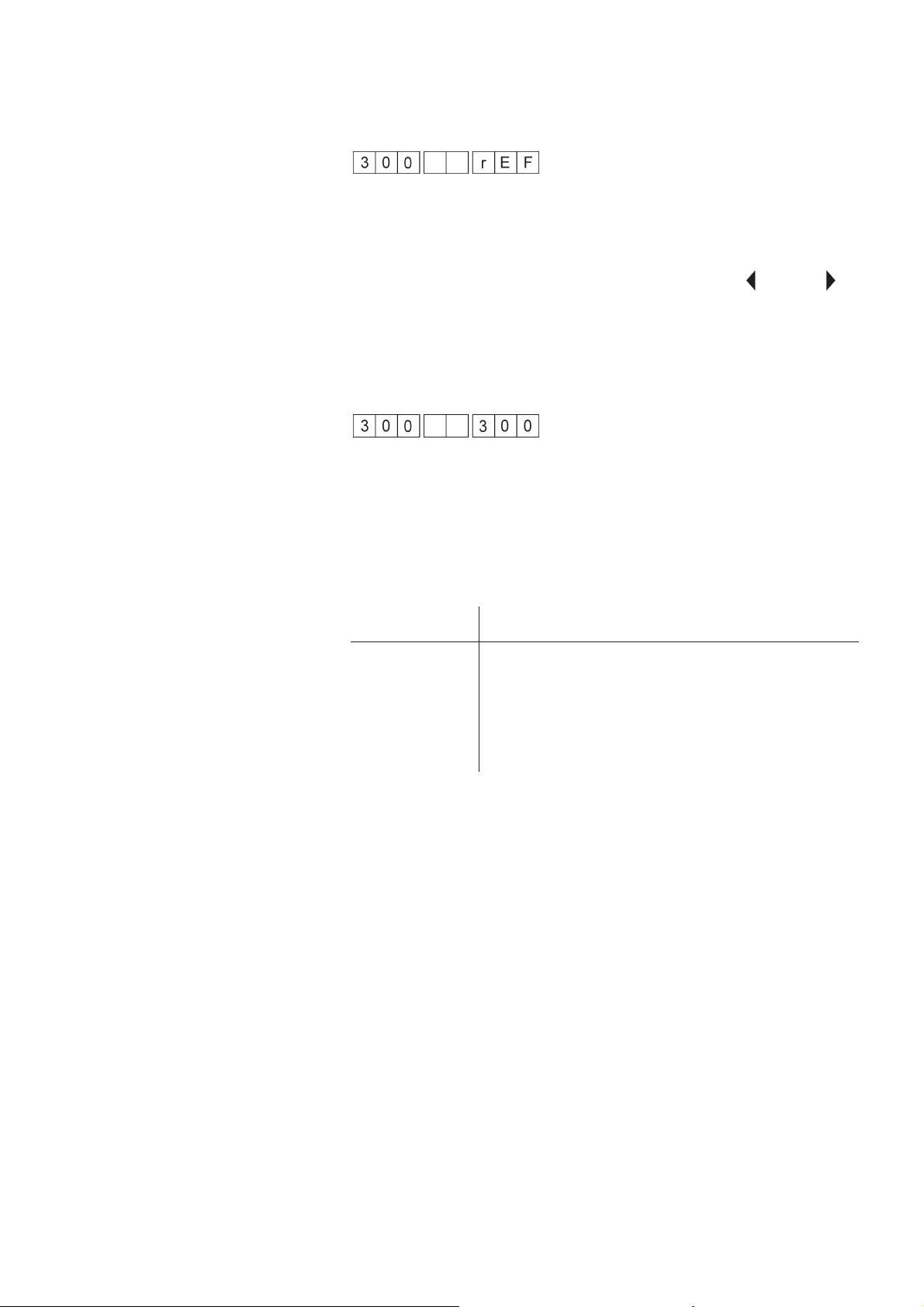
Taste “OK” drücken.
Das Einstellprogramm wird gestartet.
In den vorderen drei Stellen des Displays erscheint die aktive
Menüfunktion, in den hinteren 3 Stellen wird die gewünschte Funktion
angezeigt.
1.4.1 Liste der Einstellprogramme
Nummer Name
301 Ausmessen der Transponder-Leseposition
302 Ausmessen der Nadelposition
303 Ausmessen der Kantenschneider-Nullposition
304 Stückzähler DA anzeigen
305 Fehlerspeicher anzeigen
4-7
Page 8
1.4.2 Ausmessen “Transponder-Leseposition”
Über dieses Einstellprogramm wird die genaue Leseposition des
Transponders im Nähguthalter eingestellt.
Bedienreihenfolge
–
Einstellschablone in die X-Führung der Nähanlage einlegen.
–
Einstellprogramm mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
Das Einstellprogramm wird gestartet.
Die X- und Y-Achse fahren in die derzeitige
Transponder-Leseposition.
–
Entsprechende Taste für die gewünschte Richtung drücken.
Taste “1”: X-Richtung
Taste “2”: Y-Richtung
Beispiel: Veränderung der X-Richtung
–
Taste “á” oder “â” drücken.
Die Position zum Transponder lesen wird in der gewählten
Richtung verändert.
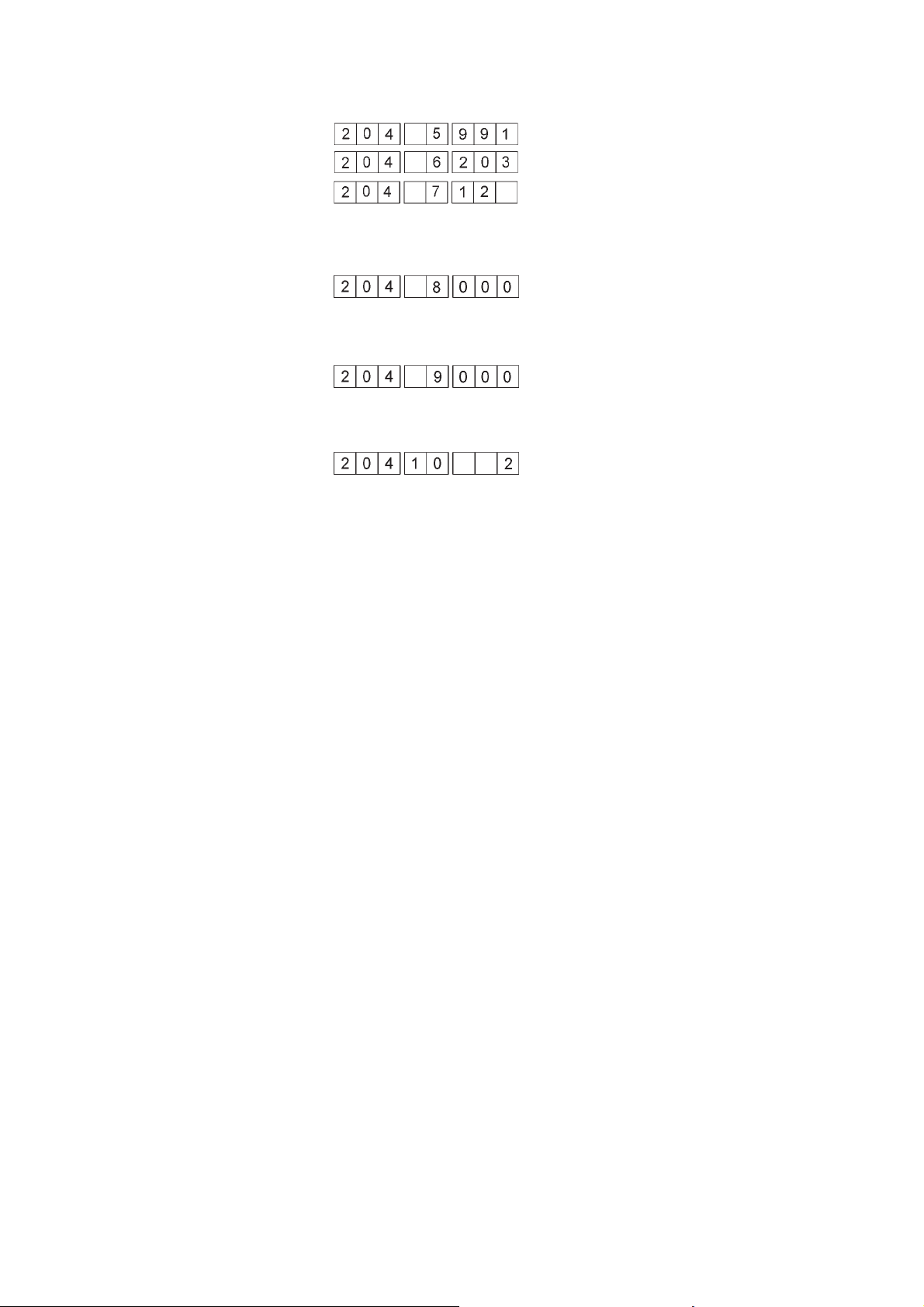
In den drei letzten Stellen des Displays wird die Änderung zur
ursprünglichen Position in 0,5 mm Schritten angezeigt.
–
Taste “OK” drücken.
Die neue Position wird gespeichert.
–
Taste “ESC” drücken.
Es wird ins Grundeinstellungsprogramm (300) zurückgeschaltet.
1.4.3 Ausmessen “Nadelposition”
Über dieses Einstellprogramm wird die genaue Nadelposition zum
Nähguthalter eingestellt.
–
Einstellschablone in die X-Führung der Nähanlage einlegen.
–
Einstellprogramm mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
Das Einstellprogramm wird gestartet.
Die X- und Y-Achse fahren in die derzeitige Nadelposition.
–
Entsprechende Taste für die gewünschte Richtung drücken.
Taste “1”: X-Richtung
Taste “2”: Y-Richtung
Beispiel: Veränderung der Y-Richtung
4-8
Page 9

1.4.4 Kantenschneider-Nullposition
–
Taste “3” drücken.
Taste “á” oder “â” drücken.
Die Nadelposition zum Nähguthalter wird in der gewählten
Richtung in Schritten von 1/10 mm verändert.
In den drei letzten Stellen des Displays wird die Änderung zur
ursprünglichen Position angezeigt.
oder
–
Taste “4” drücken.
Taste “á” oder “â” drücken.
Die Nadelposition zum Nähguthalter wird in der gewählten
Richtung in Schritten von 5/10 mm verändert.
In den drei letzten Stellen des Displays wird die Änderung zur
ursprünglichen Position angezeigt.
–
Taste “OK” drücken.
Die neue Position wird gespeichert und es wird ins
Grundeinstellungsprogramm (300) zurückgeschaltet.
Oder
–
Taste “ESC” drücken.
Es wird ohne eine Speicherung der neuen Position ins
Grundeinstellungsprogramm (300) zurückgeschaltet.
Mit dieser Funktion wird die Nullposition des Kantenschneiders
festgelegt.
–
Einstellprogramm mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
Der Kantenschneider fährt in seine Grundposition.
–
Taste “á” oder “â” drücken.
Die Nullposition wird in der gewählten Richtung verändert.
In den drei letzten Stellen des Displays wird die Änderung zur
ursprünglichen Position angezeigt.
Die Nullposition so einstellen, dass der Kantenschneider exakt
nach vorne zeigt.
–
Taste “OK” drücken.
Die neue Position wird gespeichert.
–
Taste “ESC” drücken.
Es wird ins Grundeinstellungsprogramm (300) zurückgeschaltet.
4-9
Page 10
1.4.5 Stückzähler
1.4.6 Fehlerspeicher
Mit dieser Funktion kann die Gesamtstückzahl der Nähanlage
angezeigt werden.
–
Einstellprogramm mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
Es erscheint eine Eingabeaufforderung:
–
Codenummer “???” über die Zifferntasten eingeben.
In der Anzeige erscheint der Gesamtzählerstand der Nähanlage.
Zählerstand hier: 1.234.500 Nähzyklen.
–
Taste “F4” setzt den Zählerstand und den Fehlerspeicher zurück.
Hinweis
Dieses Menü ist nur für DA-Techniker vorgesehen.
Mit dieser Funktion kann der Fehlerspeicher der Nähanlage angezeigt
werden.
–
Einstellprogramm mit den Tasten “ “ oder “ ” anwählen.
–
Taste “OK” drücken.
Es erscheint die Anzeige:
Bedeutung der Symbole:
”nn” Fehlerspeichernummer (1 - 32)
“GG” Fehlergruppe
“NNN” Fehlernummer
–
Mit den Tasten “á” oder “â” den gesamten Fehlerspeicher
durchblättern.
oder
–
Taste “ESC” drücken.
Es wird ins Grundeinstellungsprogramm (300) zurückgeschaltet.
4-10
Page 11
1.5 Parameter Werkseinstellung (F4)
Wird die Taste F4 (Parameter Werkseinstellungen) gedrückt, erscheint
die folgende Anzeige kurz im Display:
Folgende Funktionen werden durchgeführt:
–
Residenten Speicher initialisieren.
–
Fehlerspeicher löschen.
–
Defaultwerte (Werkseinstellung) laden.
1.6 Multitest (F2)
Wird nach dem Einschalten des Hauptschalters sofort die Taste “F2”
gedrückt wird der Testmodus aktiviert.
Es können folgende Testprogramme ausgewählt werden :
Nr. Name
201 Anzeige der Software-Version
202 Eingänge der Steuerung prüfen
203 Ausgänge der Steuerung prüfen
204 Nähmotor prüfen
205 Positionierung mit den Schrittmotoren prüfen
206 Test des CAN-BUS
207 Prüfen der Transponder-Leseeinheit
208 Prüfen der Tastenleiste
209 Prüfen des RAMs auf der Steuerung
210 Prüfen des FLASHs auf der Steuerung
211 Einstellen des Greiferfadenwächters (falls vor-
handen).
Bedienreihenfolge
–
Hauptschalter einschalten.
Die Steuerung wird initialisiert.
–
Während der Anzeige “739 23 00” die Funktionstaste F2 drücken.
Die Anzeige wechselt nach einem Anzeigentest zur Gruppe der
Einstellprogramme.
4-11
Page 12

1.6.1 Anzeige Maschinenklasse und Software-Version
In diesem Testprogramm können keine Eingaben gemacht werden.
Es dient nur zur Abfrage der Maschinenklasse und der aktuellen
Software-Version.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
Es erscheint die Anzeige der Maschinenklasse.
–
Taste “OK” drücken.
Es erscheint die Anzeige der Software-Version.
–
Taste “OK” drücken.
Es erscheint die Anzeige des Software-Datums.
1.6.2 Anzeige Eingangsänderung
–
Taste “OK” drücken.
Es wird in das Multitest-Grundprogramm zurückgeschaltet.
In diesem Testprogramm wird das gesamte Eingangsbild auf Änderung
überwacht. Bei einer Änderung wird die Eingangsnummer und der
Schaltzustand angezeigt.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
–
Einen Eingang von Hand betätigen.
In der Anzeige erscheint z.B.
Eingang Nr. 21 hat in den Zustand “Aus” gewechselt.
Eingänge siehe Anhang A.1.
4-12
Page 13
1.6.3 Schalten von einzelnen Ausgängen
In diesem Testprogramm können alle Ausgänge einzeln geschaltet
werden. Die Änderung eines Schalters wird in der Anzeige dargestellt.
Bedienreihenfolge
–
–
–
–
–
Beispiel: Ausgang 16 überprüfen
Der Ausgang 16 hat nach Zustand “EIN” gewechselt.
Der Zustand des Ausgangs bleibt beim Wechsel zu einer anderen
Ausgangsnummer erhalten. Es können also beliebige Kombinationen
eingestellt werden. Nach Verlassen des Testmodus werden alle
Ausgänge wieder auf “OFF” geschaltet.
Testmodus einschalten (siehe Kapitel 1.6)
Testprogramm mit den Tasten “ “ oder “ ” anwählen.
Taste “OK” drücken.
Ausgang mit den Tasten “ “ oder “ ” anwählen.
Schaltzustand mit den Tasten “á” oder “â” wechseln (ON-OFF).
1.6.4 Nähmotor überprüfen
Ausgänge siehe Anhang A.1.
Mit diesem Test kann der Nähmotor überprüft werden.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ “ oder “ ” anwählen.
–
Taste “OK” drücken.
Der Nähmotor wird über die serielle Schnittstelle angesprochen
und initialisiert. Bei erfolgreicher Initialisierung erscheint:
Tritt ein Fehler bei der Initialisierung auf, so wird der Fehlercode
angezeigt.
–
Taste “OK” drücken.
Es werden jeweils drei Stellen der neunstelligen
Nähmotor-Softwareversion angezeigt.
4-13
Page 14
–
Taste “OK” drücken.
Es werden jeweils drei Stellen des neunstelligen
Nähmotor-Software-Datecodes angezeigt.
–
Taste “OK” drücken.
Der Status der Kommunikation zum Nähmotor wird angezeigt.
–
Taste “OK” drücken.
Der Fehlerstatus des Nähmotors wird angezeigt.
–
Taste “OK” drücken.
Die Fehlerstatusmeldung wird bestätigt. Es erscheint die Anzeige:
Der Nähmotor kann nun mit einer vorgegebenen Drehzahl geprüft
werden.
–
Mit den Tasten “á” oder “â” die Drehzahl einstellen.
(200 bis 4000 U/min in 200 U/min-Schritten)
–
Taste “OK” drücken.
Der Nähmotor wird mit der vorgewählten Drehzahl gestartet.
Anzeige der Drehzahl erfolgt in den letzten drei Stellen des
Displays in 100 U/min.
–
Taste “ESC” drücken.
Der Nähmotor wird gestoppt und in das Multitest-Grundprogramm
zurückgeschaltet.
4-14
Page 15
1.6.5 Testen der Schrittmotoren
Mit diesem Test werden die Schrittmotoren überprüft.
ACHTUNG !
Um das Testprogramm durchführen zu können, müssen zuerst die
Achsen referenziert werden.
Bedienreihenfolge
–
Einstellschablone in die X-Führung der Nähanlage einlegen.
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ “ oder “ ” anwählen.
–
Taste “OK” drücken.
Es erscheint folgende Anzeige:
–
Taste “OK” drücken.
Die Referenzfahrt wird gestartet.
Nach erfolgter Referenzfahrt fahren die drei Schrittmotorachsen
jeweils 50 Testzyklen.
Das Erreichen der Referenzposition ohne Schrittverluste wird von der
Steuerung überprüft. Tritt kein Schrittverlust auf, so erscheint die
Anzeige:
Sollten Schrittverluste aufgetreten sein, erscheint die Anzeige:
Die Zahl vor der Anzeige “Err” gibt die Achse(n) an, die einen
Schrittverlust hatte(n).
Anzeige Achse(n)
1 X-Achse
2 Y-Achse
3 X- und Y-Achse
4 Z-Achse
5 X- und Z-Achse
6 Y- und Z-Achse
7 X- und Y- und Z-Achse
–
Taste “OK” drücken.
Es wird in das Multitest-Grundprogramm zurückgeschaltet.
4-15
Page 16

1.6.6 Testen der Transponder-Leseeinheit
Mit diesem Testprogramm wird das Transponder-Lesegerät überprüft.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ “ oder “ ” anwählen.
–
Taste “OK” drücken.
Das Transponder-Lesegerät wird initialisiert.
Bei fehlerfreier Initialisierung wechselt die Anzeige auf:
Ist die Initialisierung fehlgeschlagen, erscheint der Fehlercode:
–
Taste “OK” drücken.
Die neunstellige Software-Version der Transponder-Leseeinheit
wird in drei Schritten angezeigt. Weiterschaltung mit der “OK”
Taste.
Danach wechselt die Anzeige auf:
Die Steuerung wartet nun 20 Sekunden darauf, dass ein Transponder
gelesen wird.
–
Einstellschablone in die Nähanlage einlegen und innerhalb dieser
20 Sekunden mit dem Transponder über die Antenne bewegen.
Der Transponder wird gelesen, es erscheint die Anzeige:
Treten beim Lesen des Transponders Fehler auf, erscheint die
Anzeige:
4-16
Page 17

1.6.7 Testen der Tastenleiste
Mit diesem Testprogramm können die einzelnen Tasten des
Bedienfeldes überprüft werden.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ “ oder “ ” anwählen.
–
Taste “OK” drücken.
Das Testprogramm wird gestartet.
–
Die einzelnen Tasten drücken.
Beispiel: Funktionstaste “F1”
–
Taste “ESC” drücken.
Es wird in das Multitest-Grundprogramm zurückgeschaltet.
1.6.8 Testen des RAMs auf der Steuerung
Mit diesem Testprogramm wird der Arbeitsspeicher überprüft.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ “ oder “ ” anwählen.
–
Taste “OK” drücken.
Das Testprogramm wird gestartet.
Es erscheint die Anzeige:
OK-Meldung:
Fehlermeldung:
–
Taste “OK” drücken.
Es erfolgt die Anzeige der NV-RAM Größe der Steuerung.
DAC2b
DAC2c
4-17
Page 18

1.6.9 Testen des FLASHs auf der Steuerung
Mit diesem Testprogramm wird der Flash-Speicher überprüft.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ “ oder “ ” anwählen.
–
Taste “OK” drücken.
Das Testprogramm wird gestartet.
Es erscheint die Anzeige:
OK-Meldung:
Fehlermeldung:
1.6.10 Einstellen des Greiferfadenwächters (optional)
Mit diesem Testprogramm kann die Empfindlichkeit des
Restfadenwächters (RFW) eingestellt werden.
Bedienreihenfolge
–
Testmodus einschalten (siehe Kapitel 1.6)
–
Testprogramm mit den Tasten “ “ oder “ ” anwählen.
–
Taste “OK” drücken.
Das Testprogramm wird gestartet.
Es erscheint die Anzeige:
Der Restfadenwächter wird zunächst auf seine niedrigste
Empfindlichkeit eingestellt. Bei jedem Ansprechen der Lichtschranke
wird ein Zähler, der in den letzten drei Stellen des Displays angezeigt
wird, hochgezählt.
4-18
–
Taste “ESC” drücken.
Es wird in das Multitest-Grundprogramm zurückgeschaltet..
Page 19

1.7 Globale Parameter (F1)
Diese Parameter können vor oder während jedem Nähvorgang
geändert werden.
Die neu eingestellten Werte sind ab dem nächsten Start des
Gesamtablaufes gültig.
–
Taste “F1” drücken.
Es wird in den Modus “Globale Parameter” geschaltet.
–
Mit den Tasten “ ” oder “ ” den gewünschten Untermodus
anwählen.
Hinweis
Mit der Taste “F4” werden alle “Globalen Parameter” auf
Default-Einstellung zurückgesetzt.
Liste der Einstellmenüs
Nr. Einstellung
1.7.1 Stückzähler
101 Stückzähler
102 Nähmotordrehzahl einstellen
103 Stichlänge einstellen
104 Schabloneneinzug einstellen
105 Anfangsriegel einstellen
106 Endriegel einstellen
107 Anfangsstichverdichtung einstellen
108 Endstichverdichtung einstellen
109 Fadenwächter ein- bzw. ausschalten
110 Einstellen der reduzierten Nähdrehzahl
111 Einstellen der Kantenschneider-Drehzahl
112 Einstellen der Absaugerverzögerung
Der Parameter Stückzähler kann vom Bediener auf “0” gesetzt werden.
Mit ihm wird gleichzeitig der Stückzähler in der Hauptanzeige
(Tagestückzähler) zurückgesetzt.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
–
Taste “F4” drücken.
Der Zähler wird auf “0” zurückgesetzt.
4-19
Page 20

1.7.2 Nähmotordrehzahl
1.7.3 Stichlänge
Mit diesem Parameter kann die Nähmotordrehzahl den Anforderungen
angepasst werden.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
–
Mit den Tasten “á” oder “â” die Drehzahl einstellen.
(200 bis 4000 U/min in 200 U/min-Schritten)
–
Taste “OK” drücken.
Die eingestellte Drehzahl wird übernommen.
Hinweis
Die Drehzahlvorgaben in den einzelnen Transpondern werden
ignoriert.
Wird die Drehzahl auf “0” gesetzt, so wird mit den Drehzahlangaben
der Transponder genäht.
Mit diesem Parameter kann die Stichlänge eingestellt werden.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
–
Mit den Tasten “á” oder “â” die gewünschte Stichlänge einstellen.
(2,0 bis 3,0 mm, Schrittweite 0,1 mm)
–
Taste “OK” drücken.
Die eingestellte Stichlänge wird in die Steuerung übernommen.
Hinweis
Die Stichlängenvorgaben in den einzelnen Transpondern werden
ignoriert.
Wird die Stichlänge auf “0” gesetzt, so wird mit den
Stichlängenangaben der Transponder genäht.
4-20
Page 21

1.7.4 Nähguthaltereinzugszeit einstellen
Mit diesem Parameter wird die Zeit eingestellt, in der die X-Achse läuft,
um eine neue Schablone in die Maschine einzuziehen.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
–
Mit den Tasten “á” oder “â” die gewünschte Zeit einstellen.
(0 bis 60 Sekunden)
Beispiel: 30 Sekunden
–
Taste “OK” drücken.
Die eingestellte Zeit wird in die Steuerung übernommen.
1.7.5 Anfangsriegel einstellen
Mit diesem Parameter kann ein Anfangsriegel für die zu nähende
Kontur definiert werden.
Die erste Ziffer der Anzeige gibt die Art des Anfangsriegels an, die
zweite Ziffer zeigt die Stichanzahl im Riegel.
Riegelart: 1 = Einfachriegel
2 = Doppelriegel
Stichanzahl 0 bis 20 Stiche
Beispiel: Riegelart = 1, Stichanzahl = 6
Hinweis
Wird die Riegelart auf “0” gesetzt, so wird mit den Riegelangaben der
Transponder genäht.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
–
Mit den Tasten “1” oder “2” die gewünschte Riegelart einstellen.
–
Mit den Tasten “á” oder “â” die gewünschte Stichanzahl im Riegel
einstellen.
–
Taste “OK” drücken.
Die eingestellten Werte werden in die Steuerung übernommen.
oder
–
Taste “ESC” drücken.
Die Änderungen werden verworfen.
4-21
Page 22

1.7.6 Endriegel einstellen
Mit diesem Parameter kann ein Endriegel für die zu nähende Kontur
definiert werden.
Die erste Ziffer der Anzeige gibt die Art des Endriegels an, die zweite
Ziffer zeigt die Stichanzahl im Riegel.
Riegelart: 1 = Einfachriegel
2 = Doppelriegel
Stichanzahl 0 bis 20 Stiche
Beispiel: Riegelart = 1, Stichanzahl = 6
Hinweis
Wird die Riegelart auf “0” gesetzt, so wird mit den Riegelangaben der
Transponder genäht.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
–
Mit den Tasten “1” oder “2” die gewünschte Riegelart einstellen.
–
Mit den Tasten “á” oder “â” die gewünschte Stichanzahl im Riegel
einstellen.
–
Taste “OK” drücken.
Die eingestellten Werte werden in die Steuerung übernommen.
oder
–
Taste “ESC” drücken.
Die Änderungen werden verworfen.
4-22
Page 23

1.7.7 Anfangsstichverdichtung einstellen
Mit diesem Parameter kann eine Anfangsstichverdichtung für die zu
nähende Kontur definiert werden.
Die erste Ziffer der Anzeige gibt die Stichzahl an, die hinteren Ziffern
geben die Stichlänge für die Stichverdichtung an.
Stichanzahl 0 bis 20 Stiche
Stichlänge 0.5 mm bis 2.3 mm in 8 Stufen
Beispiel: Stichzahl = 5, Stichlänge = 0.5 mm
Hinweis
Wird die Stichzahl auf “0” gesetzt, so wird mit den
Stichverdichtungsangaben der Transponder genäht.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
–
Mit den Tasten “á” oder “â” die gewünschte Stichanzahl
einstellen.
–
Mit den Tasten “1” bis “8” die gewünschte Stichlänge einstellen.
–
Taste “OK” drücken.
Die eingestellte Werte werden in die Steuerung übernommen.
oder
–
Taste “ESC” drücken.
Die Änderungen werden verworfen.
4-23
Page 24

1.7.8 Endstichverdichtung einstellen
Mit diesem Parameter kann eine Endstichverdichtung für die zu
nähende Kontur definiert werden.
Die erste Ziffer der Anzeige gibt die Stichzahl an, die hinteren Ziffern
geben die Stichlänge für die Stichverdichtung an.
Stichanzahl 0 bis 20 Stiche
Stichlänge 0.5 mm bis 2.3 mm in 8 Stufen
Beispiel: Stichzahl = 5, Stichlänge = 0.5 mm
Hinweis
Wird die Stichzahl auf “0” gesetzt, so wird mit den
Stichverdichtungsangaben der Transponder genäht.
Bedienreihenfolge
–
–
–
–
–
oder
–
Menü mit den Tasten “ ” oder “ ” anwählen.
Taste “OK” drücken.
Mit den Tasten “á” oder “â” die gewünschte Stichanzahl
einstellen.
Mit den Tasten “1” bis “8” die gewünschte Stichlänge einstellen.
Taste “OK” drücken.
Die eingestellte Werte werden in die Steuerung übernommen.
Taste “ESC” drücken.
Die Änderungen werden verworfen.
4-24
Page 25

1.7.9 Ein- bzw. Ausschalten des Fadenwächters
Mit diesem Parameter kann der Fadenwächter ein- bzw. ausgeschaltet
werden.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
Auf dem Display erscheint die gewählte Einstellung.
–
Mit den Tasten “0” oder “1” die gewünschte Einstellung wählen.
0 = Fadenwächter ausgeschaltet
1 = Fadenwächter eingeschaltet.
–
Taste “OK” drücken.
Die eingestellte Werte werden in die Steuerung übernommen.
oder
–
Taste “ESC” drücken.
Die Änderungen werden verworfen.
1.7.10 Einstellen der reduzierten Nähmotordrehzahl
Mit diesem Parameter kann die reduzierte Nähmotordrehzahl
eingestellt t werden.
Wird der Parameter auf den Wert “0” eingestellt, so wird die im
Transponder abgelegte reduzierte Drehzahl verwendet.
Die Drehzahl kann in Schritten von 200 U/min. verändert werden.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
Auf dem Display erscheint die gewählte Einstellung.
–
Mit den Tasten “á” oder “â” die gewünschte reduzierte Drehzahl
einstellen.
–
Taste “OK” drücken.
Der eingestellte Wert wird gespeichert.
oder
–
Taste “ESC” drücken.
Die Änderungen werden verworfen.
4-25
Page 26

1.7.11 Einstellen der Kantenschneiderdrehzahl
Mit diesem Parameter wird die Drehzahl für den Kantenschneidermotor
eingestellt.
Wird der Parameter auf den Wert “0” eingestellt, so wird die im
Transponder abgelegte Kantenschneider Drehzahl verwendet.
Die Drehzahl kann in Schritten von 200 U/min. verändert werden.
Bedienreihenfolge
–
Menü mit den Tasten “ ” oder “ ” anwählen.
–
Taste “OK” drücken.
Auf dem Display erscheint die gewählte Einstellung.
–
Mit den Tasten “á” oder “â” die gewünschte Drehzahl einstellen.
–
Taste “OK” drücken.
Der eingestellte Wert wird gespeichert.
oder
–
Taste “ESC” drücken.
Die Änderungen werden verworfen.
1.7.12 Absaugerverzögerung einstellen
Mit diesem Parameter wird die Einschaltverzögerung für die
Absauganlage eingestellt.
Wird der Parameter auf den Wert “0” eingestellt, so wird die im
Transponder abgelegte Einschaltverzögerung verwendet.
Die Einschaltverzögerung wird in % Werten bezogen auf die
Nähguthalter-Nahtlänge eingestellt.
Bedienreihenfolge
–
–
–
–
oder
Taste “ESC” drücken.
Die Änderungen werden verworfen.
Menü mit den Tasten “ ” oder “ ” anwählen.
Taste “OK” drücken.
Auf dem Display erscheint die gewählte Einstellung.
Mit den Tasten “á” oder “â” die gewünschte Einschaltverzögerung
einstellen.
Taste “OK” drücken.
Der eingestellte Wert wird gespeichert.
4-26
Page 27

1.8 Sonderfunktionen zum Beheben eines Fadenbruchs
Nach einem Fadenbruch muss die Nähanlage ausgeschaltet, neu
eingefädelt und dann wieder eingeschaltet werden.
Sollen nach dem Einfädeln Nadel- und Greiferfaden wieder unter den
Fadenabschneiderhaken geklemmt werden, wie folgt vorgehen:
–
Taste “1” drücken.
Es erscheint die Anzeige
Der Fadenabschneider wird für eine Sekunde angesteuert. In dieser
Zeit können beide Fäden unter den Haken gelegt werden.
Nach dieser Sekunde erscheint automatisch die Grundanzeige.
1.9 Fadenbruch in der Naht (Nadelfaden)
Bei Auftreten eines Fadenbruches in einer Naht wird der Nähvorgang
abgebrochen und durch eine Fehler-/ Warnungsmeldung angezeigt.
Hinweis
Die Anzeige “Err” blinkt.
(Fehlergruppe 0, Fehlernummer 1 = Nadelfaden gerissen)
4-27
Page 28

1.10 Anzeigen und Fehlermeldungen
Tritt ein Fehler oder eine Warnung auf, zeigt das Display der
Tastenleiste dieses an.
Die unterschiedlichen Fehler werden durch eine fünfstellige Zahl
codiert. Die Anzeige “Err” blinkt, um auf den Fehler deutlicher
hinzuweisen.
1.10.1 Fehlermeldungen
Gruppe Nummer Beschreibung
0 Fadenriss
1 Fadenwächterfehler
5 Schrittmotorfehler
1 Nadelfaden
2 Greiferfaden
1 Greiferfaden ist zu Ende.
Die Spule neu aufspulen.
2 Nadelfaden ist gerissen.
Nadelfaden neu einfädeln.
1 Referenzierungsfehler Z-Achse.
Der Z-Motor hat innerhalb von 20 Sekunden
seinen Referenzpunkt nicht erreicht.
2 Referenzierungsfehler Y-Achse.
Der Y-Motor hat innerhalb von 20 Sekunden
seinen Referenzpunkt nicht erreicht.
3 Referenzierungsfehler YZ.
Der Y-Motor und/oder der Z-Motor hat
innerhalb von 20 Sekunden seinen
Referenzpunkt nicht erreicht.
4 Referenzierungsfehler X-Achse.
Der X-Motor hat beim Einstellen einer Position
(301, 302) oder beim Testen der
Schrittmotorachsen (2059 innerhalb von 20
Sekunden nicht seine Referenzposition
(Nullpunktlehren-Stift) erreicht.
8 Positionierfehler XY-Achsen-System.
Das XY-System hat innerhalb von 5 Sekunden
nicht seine Zielposition beim Positionieren
erreicht.
16 Positionierfehler Z-Achse.
Die Z.-Achse hat innerhalb von 5 Sekunden
nicht seine Zielposition beim Positionieren
erreicht.
24 Positionierfehler .
Das XYZ-System hat innerhalb von 5
Sekunden nicht seine Zielposition beim
Positionieren erreicht.
50 Schrittmotorendstufenfehler.
Schrittmotorendstufen melden einen
Hardware-Fehler
4-28
Page 29

Gruppe Nummer Beschreibung
6 Nähmotorfehler
1 Schlechte Verbindung
2 Kommunikation unterbrochen
3 Unzulässiges Kommando
4 Kommandopuffer voll
5 Protokollfehler
6 Timeout
7 Senderegister 422
8 NAK
9 Antrieb nicht bereit
10 UART nicht bereit
11 Hardware-Fehler
50 Nähmotor-Timeout beim
Fadenabschneidevorgang
7 Interne Fehler
1 Konturdatenspeicher übergelaufen.
Die Kontur benötigt mehr als 1600 Stiche.
2 Fehler bei der Kreisberechnung.
Umlaufrichtung im Kreis falsch oder
Berechnungsüberlauf aufgetreten.
3 Fehler, NV-RAM Daten verloren.
Defaultwerte sind aktiv, Referenzpositionen
müssen neu eingestellt werden.
Dazu die Menüs 301, 302 und 303 aufrufen.
4 Power-Fail-Eingang ist aktiv.
Die Netzspannung, an die die Nähanlage
angeschlossen ist, ist zu gering.
10 Transponderfehler
0 Stift der Nullpunktlehre wurde erkannt, es
1 Kommunikations timeout
4 Transponderinhalt ist beschädigt. Die
8 Kommunikationsstörung mit
1.11 Laden des Programms in die Steuerung
Das Steuerungssystem DAK 2A/B besitzt einen Flash als Speicher.
Dies ermöglicht es, die Software über eine Bootbox bzw. einen PC in
die Steuerung zu übertragen.
konnte aber kein Transponder gelesen werden.
Transponderleseeinheit.
Die Kommunikation mit dem
Transpondermodul ist gestört. Das Modul
antwortet nicht.
Checksumme im Transponder stimmt nicht.
Transponderleseeinheit.
Die Übertragung ist gestört. Die
Übertragungs-Checksumme stimmt nicht.
4-29
Page 30

Anhang
A.1 Ein- und Ausgänge
Eingang Bezeichnung
S1 Referenzschalter Z-Achse
S4 Referenzschalter Y-Achse
S5 Referenzschalter X-Achse
S8 Nadelfadenwächter
Ausgang Bezeichnung
Y1 Blasen (Kantenschneider ein)
Y2 Fadenspannung lösen
Y3 Fadenabschneider ein
Y4 Vakuumabsaugung ein
Y5 Fadenklemmung ein (Fadenschere)
Y6 Fadenklemmung lösen (Fadenschere)
4-30
Page 31

2. Dacs739 Software
2.1 Einführung
Die Dacs739 Software ist ein benutzerfreundliches Werkzeug zum
Erstellen von eigenen Nähvorlagen für die Nähanlage 739-23.
Ein zweidimensionaler Graphikeditor ermöglicht per Mausklick oder
numerischer Eingabe das Entwerfen und Verändern von Nahtkonturen.
Das Softwarepaket ist mit einer umfangreichen Hilfefunktion
ausgestattet, die Ihnen immer mit Rat und Tat zur Seite steht.
Weitere Funktionen:
Das Programm führt Plausibilitätskontrollen aller Eingaben durch.
•
Berechnung der idealen Nähguthalterkontur nach erfolgter
•
Fertigstellung der Nahtkontur durch das Programm.
Berechnung der Mehrweitenkontur.
•
Nähguthalterkontur kann im Maßstab 1:1 ausgedruckt werden.
•
Die Nahtkontur, Nähguthalterkontur und Mehrweitenkontur kann
•
mittels Schreib-Lesegerät auf Transponder geschrieben werden.
Alle Daten eines Nähguthalters können archiviert, wieder
•
eingelesen und modifiziert werden.
2.2 Systemanforderungen
Sie benötigen für die Dacs 739 folgende Hard- und
Softwarekomponenten:
PC mit 486- oder Pentium Prozessor
•
MS-Windows 95, 98 und NT ab Version 3.5.1
•
Min. 16 MB Arbeitsspeicher
•
CD-ROM Laufwerk oder 3,5 “ Diskettenlaufwerk
•
10 MB freier Speicher auf der Festplatte
•
Eine freie serielle Schnittstelle
•
VGA-Grafikkarte , mindestens 600 x 800 Pixel, 256 Farben
•
Maus
•
Windows-kompatibler Drucker mit Treiber
•
4-31
Page 32

2.3 Installation von Dacs739
–
Beenden Sie alle Programme, die unter Windows ausgeführt
werden und deaktivieren Sie alle Virensuchprogramme.
–
Legen Sie die Dacs 739-CD in Ihr CD-ROM-Laufwerk ein
oder
legen Sie Diskette Nr. 1 in Ihr 3,5” Laufwerk ein.
–
Befolgen Sie die Anweisungen Ihrer Plattform:
Wählen Sie bei Windows NT 3.5.1 aus dem Menü “Datei” des
Programm-Managers den Befehl “Ausführen”.
Wählen Sie aus Windows 95, 98 oder Windows NT 4.0 aus dem
Startmenü den Befehl “Ausführen”.
–
Geben Sie d:\setup.exe ein (wobei d: der Laufwerksbuchstabe für
Ihr CD-ROM-Laufwerk ist)
oder
geben Sie a:\setup.exe ein und klicken Sie auf “OK”.
–
Das Begrüßungsfeld “Willkommen” wird angezeigt. Befolgen Sie
die Anweisungen auf dem Bildschirm.
–
Klicken Sie auf “Weiter”.
Bestätigen Sie die unter “Zielordner” angezeigten
Standardeinstellungen für Ziellaufwerk und -ordner.
2.4 Starten von Dacs739
Klicken Sie auf “Durchsuchen” oder geben Sie einen Ordner
und/oder ein anderes Laufwerk ein.
–
Klicken Sie auf “Weiter”.
Bestätigen Sie den unter “Programmordner” angezeigten
Programmordner.
Oder
geben Sie einen eigenen Ordner an.
–
Klicken Sie auf “Weiter” um mit der Installation zu beginnen.
–
Legen Sie, wenn Sie dazu aufgefordert werden, die weiteren
Disketten ein.
–
Befolgen Sie die Anweisungen für Ihre Plattform:
ffnen Sie in Windows NT 3.5.1 im Programm-Manager die
Programmgruppe “Dacs739” und doppelklicken Sie auf das Symbol
des Programms”Dacs739”.
4-32
Klicken Sie in Windows 95, 98 bzw. Windows NT 4.0 auf das
Startmenü und wählen Sie “Programme > Dacs739> Dacs739”.
Page 33

2.5 Wenn Sie Hilfe brauchen
Dacs 739 besitzt ein ausgebautes Online-Hilfesystem. Dies können Sie
jederzeit durch Drücken von “F1” aufrufen.
Inhalt des Hilfesystems
Die Hilfethemen sind in fünf Kategorien unterteilt. Jede Kategorie wird
durch eine Schaltfläche im Hilfeinhaltsfenster angezeigt.
Die folgende Tabelle bietet eine Übersicht über die Informationen, die
in den einzelnen Kategorien verfügbar sind.
Schaltfläche Themen
Einführende Worte Hinweis auf weitere Hilfe
Bedienkonzept Auflistung der
Programmfunktionen
Wissenswertes
Dialoge
Menüs Beschreibung der Befehle in den Menüs
Kontextsensitive Hilfe
Verwenden Sie den Befehl Kontexthilfe, um Hilfe zu einem
bestimmten Teil von Dacs739 zu erhalten.
Wenn Sie die Schaltfläche “Kontexthilfe” aus der Symbolleiste
auswählen, ändert sich der Mauszeiger zu einem Pfeil mit
Fragezeichen. Klicken Sie dann mit der Maus irgendwo in das Fenster
von Dacs739, zum Beispiel auf eine andere Schaltfläche in der
Symbolleiste.
Das dem angeklickten Element entsprechende Hilfethema wird
daraufhin angezeigt.
4-33
Page 34

2.6 Dacs739 Lehrgang
2.6.1 Erstellen einer Nahtkontur
Dieser praktische Lehrgang hilft Ihnen beim Einstieg in die Dacs739
Software. Er behandelt die Basisschritte, die bei der Erstellung und
Archivierung eigener Nahtkonturen auszuführen sind.
Während des Lehrgangs werden Sie auf Zusatzinformationen zu einem
Thema und auf dessen Standort in der Online-Hilfe von Dacs739
hingewiesen.
Mit Dacs739 können Sie mehrere Dokumente gleichzeitig bearbeiten.
–
Starten Sie die Dacs739 Software.
(Siehe Kapitel 2.4)
Das Programm wird geöffnet.
–
Wählen Sie “Datei > Neu”.
Die Arbeitsfläche des Dokumentes ist zweigeteilt.
Auf der linken Seite wird eine Baumansicht gezeigt, in der die
Abschnitte der Nahtkontur aufgeführt werden. Im rechten Teil erscheint
ein CAD-Konstruktionsfenster für die zu erstellende Nahtkontur.
Unterhalb der Menüleiste erscheint eine Symbolleiste “Standard”, im
rechten Teil eine Symbolleiste “Zeichnen” und im unteren Bereich eine
“Statusleiste”
Symbolleiste “Standard”
Baumansicht
Eingabefeld für die
Nahtkontur
Punkt P0
Ursprung des
Koordinatensystems
Menüleiste Symbolleiste “Zeichnen”
4-34
Statuszeile
Der Punkt P0 ist der Ursprung des Koordinatensystems. Er befindet
sich immer in der unteren linken Ecke des CAD-Fensters. Die
Koordinaten laufen von diesem Punkt aufsteigend nach oben und nach
rechts.
Page 35

Zusatzinformation
Für mehr Informationen klicken Sie bitte in der Abbildung auf den
Bereich, der Sie interessiert.
Einladen von Hintergrundbildern
Je nach Anwendungsfall (Bundverlängerung oder Patte) kann ein
Hintergrundbild eingeladen werden.
Dieses Hintergrundbild dient als Hilfe bei der Eingabe der Nahtkontur.
–
ffnen Sie “Datei > HPGL-Import”.
–
Wählen Sie eine der Dateien aus:
flap_pattern.plt für die Eingabe einer Pattenform
unterster Nahtbeginn/ -ende
oder
waist-band_pattern.plt für die Eingabe einer Bundverlängerung.
4-35
Page 36

Nahtkontur eingeben
In dieser Übung erstellen wir eine Nahtkontur für eine geschweifte
Patte.
Die Nahtkontur wird als Linienzug eingegeben, d. H. der Startpunkt
eines Segmentes ist immer auch der Endpunkt des vorhergehenden
Segmentes.
Beim Löschen eines Segmentes wird dessen Startpunkt zum
Startpunkt des nächsten Segmentes.
Zum Einfügen eines Segmentes wird ein bestehendes Segment in der
Nähe in zwei Geradensegmente aufgespalten.
Der Typ eines Segmentes (Gerade, Kreisbogen) kann auch
nachträglich geändert werden.
–
Wählen Sie “Extras > Einstellungen”.
–
Aktivieren Sie im Dialogfeld die Option “Richtung”.
–
Aktivieren Sie die Option “Gitter”.
–
Geben Sie für “Breite” und “Höhe” jeweils 5,0 mm ein.
4-36
Page 37

Erstes Nahtsegment zeichnen
–
Wählen Sie in der Symbolleiste “Zeichnen” das Symbol
für Linie.
–
Ziehen Sie den Mauszeiger auf die erste Koordinate für den
Startpunkt der Patte (X = 50/ Y = 50).
Die Koordinaten werden in der Statuszeile angezeigt.
–
Klicken Sie auf die linke Maustaste.
Die Anfangskoordinate wird übernommen.
–
Ziehen Sie den Mauszeiger senkrecht nach oben auf die
KoordinateX=50/Y=85.
–
Klicken Sie auf die linke Maustaste.
Die Endkoordinate wird übernommen.
Eigenschaften des Nahtsegmentes
–
Klicken Sie mit der Maus in der Baumstruktur auf die untere Linie
(Zuletzt gezeichnete Linie)
Letzte gezeichnete Linie
–
Drücken Sie die rechte Maustaste(oder Doppelklicken mit der
linken Maustaste) und aktivieren Sie das Menü “Eigenschaften”.
Im Menü “Linie” können, falls erforderlich, die Koordinaten
korrigiert werden.
X-/Y- Werte für Anfangspunkt
X-/Y- Werte für Endpunkt
4-37
Page 38

–
Klicken Sie auf das Menü “Stil”.
–
ffnen Sie das Auswahlfeld für die Strichart und wählen Sie
“durchgezogene Linie”.
Hinweis
Verwenden Sie für Nahtsegmente die genäht werden sollen eine
durchgezogene Linie, für Nahtsegmente , die nicht genäht werden,
eine “gestrichelte Linie”.
–
Klicken Sie auf das Menü “Näh-Optionen”.
–
Aktivieren Sie im Dialogfeld die Option “Segment wird genäht”.
Hinweis
In Dialogfeld “Näh-Optionen” können Sie bestimmten Nahtsegmenten
auch eine reduzierte Nähgeschwindigkeit bzw. eine reduzierte
Stichlänge zuordnen (Siehe “Eigenschaften der Naht” Seite 44).
Die Option Längenveränderlich ist zur Zeit noch nicht aktiviert.
–
Drücken Sie die “Enter” Taste.
Die Einstellungen werden übernommen.
4-38
Page 39

Zweites Nahtsegment zeichnen (Rundung)
–
Wählen Sie in der Symbolleiste “Zeichnen” das Symbol
für Kurve.
–
Ziehen Sie den Mauszeiger auf den Endpunkt der vorherigen Linie
(X = 50/ Y = 85).
–
Klicken Sie auf die linke Maustaste.
Die Anfangskoordinate wird übernommen.
–
Ziehen Sie den Mauszeiger nach rechts oben auf die Koordinate
X=60/Y=95.
–
Klicken Sie auf die linke Maustaste.
Die Endkoordinate wird übernommen.
–
Ziehen Sie die Maus nach links auf die KoordinatenX=58/Y=95.
Der Radius des Kreises wird gebildet.
–
Klicken Sie auf die linke Maustaste.
Die Endkoordinate wird übernommen.
Der gezogene Kreisbogen wird durch die drei Punkte P1, P2 und
P3 definiert.
Mit den Punkten M und P3 kann der Radius des Kreisbogens
verändert werden.
Hinweis
Durch Drücken der Taste “Entf” kann das zuletzt gezeichnete Segment
gelöscht werden.
4-39
Page 40

Kreisbogen
anklicken
Eigenschaften des Nahtsegmentes
–
Klicken Sie mit der Maus in der Baumstruktur auf den Kreisbogen.
–
Drücken Sie die rechte Maustaste(oder Doppelklicken mit der
linken Maustaste) und aktivieren Sie das Menü “Eigenschaften”.
Im Menü “Kreisbogen” können, falls erforderlich, die Koordinaten
korrigiert werden.
–
Überprüfen Sie die Einstellen für “Stil” und “Näh-Optionen”.
4-40
Page 41

Nächstes Nahtsegment zeichnen
–
Ziehen Sie den Mauszeiger auf den Endpunkt des Kreisbogens
(X = 60/ Y = 95).
–
Klicken Sie auf die linke Maustaste.
Die Anfangskoordinate wird übernommen.
–
Ziehen Sie den Mauszeiger nach rechts oben auf die Koordinate
X = 95/ Y = 102.
–
Klicken Sie auf die linke Maustaste.
Die Endkoordinate wird übernommen.
–
Ziehen Sie die Maus nach links auf die KoordinatenX=78/Y=95.
Der Radius des Kreises wird gebildet.
–
Klicken Sie auf die linke Maustaste.
Die Endkoordinate wird übernommen.
–
Drücken Sie die rechte Maustaste (oder Doppelklicken mit der
linken Maustaste) und aktivieren Sie das Menü “Eigenschaften”.
Im Menü “Kreisbogen” können, falls erforderlich, die Koordinaten
korrigiert werden.
–
Überprüfen Sie die Einstellung für “Stil” und “Näh-Optionen”.
Nahtsegment für die Rundung in der Mitte
–
Geben Sie nun die Koordinaten für die Rundung in der Pattenmitte
wie vorher beschrieben ein.
Startpunkt = X = 95/Y=102
Endpunkt = X = 105/Y=102
Radius = X = 100/Y=104
–
Überprüfen Sie die Kreiseigenschaften im Dialogfeld
“Eigenschaften”.
4-41
Page 42

Kreisbogen 4 und Kreisbogen 5
–
Geben Sie nun die Koordinaten für die nächsten beiden
Kreisbögen der Patte ein.
Kreisbogen 4
Startpunkt X = 105/Y=102
Endpunkt X = 140/Y=95
Radius X = 125/Y=95
Kreisbogen 5
Startpunkt X = 140/Y=95
Endpunkt X = 150/Y=85
Radius X = 150/ Y = 87,5
Kreisbogen 4
Kreisbogen 5
4-42
Page 43

Letztes Nahtsegment zeichnen
–
Wählen Sie in der Symbolleiste “Zeichnen” das Symbol
für Linie.
–
Geben Sie die Koordinaten für die letzte Linie der Patte ein.
Linie 6
Startpunkt X = 150/Y=85
Endpunkt X = 150/Y=50
Die Patte ist fertig gezeichnet. Alle Nahtsegmente sind in der
Baumstruktur einzeln angegeben. Änderungen können auch jetzt noch
für jedes einzelne Nahtsegment vorgenommen werden.
Linie 6
4-43
Page 44

Eigenschaften der Naht
–
Klicken Sie mit der Maus in der Baumstruktur auf “Naht”.
–
Drücken Sie die rechte Maustaste.
Das Dialogfeld “Naht-Eigenschaften” wird geöffnet.
–
Geben Sie nun die gewünschten Werte für die Naht ein.
Folgende Werte stehen zur Verfügung:
Stichlänge: 1.0 bis 4.0 mm.
Absaugverzögerung: 0% bis 93 % in verschiedenen Abstufungen
Drehzahl: 200 bis 4000 U/min
Reduzierte Drehzahl: 200 bis 4000 U/min
Beschn.- Drehzahl: 200 bis 4000 U/min
–
Klicken Sie auf “Nahtanfang”.
–
Aktivieren Sie eine “Stichverdichtung” mit einer Stichlänge von
0,5 mm und einer Stichanzahl von 6 Stichen.
Folgende Möglichkeiten stehen zur Verfügung:
Standard = kein Riegel/ keine Stichverdichtung
•
Riegel/ Doppelriegel 1 bis 15 Stiche
•
Stichverdichtung 0,5 bis 2,25 mm, 1 bis 15 Stiche
•
–
Klicken Sie auf “Nahtende”.
–
Aktivieren Sie eine “Stichverdichtung” mit einer Stichlänge von
0,5 mm und einer Stichanzahl von 6 Stichen.
4-44
Page 45

Spiegeln von Nahtsegmenten oder Patten
Bei symmetrischen Nahtverläufen brauchen Sie die einzelnen
Nahtsegmente nur bis zur Mitte eingeben. Die zweite Hälfte des
Nahtverlaufes kann dann durch Spiegeln erzeugt werden.
Haben Sie eine schräge Patte ins Programm eingegeben, so kann die
ganze Patte gespiegelt werden.
Nahtschablone berechnen
Die Nahtschablone wird automatisch berechnet. Im Anschluss kann sie
noch bearbeitet werden.
–
Wählen Sie “Objekte > Nahtschablone berechnen” aus der
Menüleiste.
Die Schablone wird berechnet und im CAD-Fenster angezeigt.
Die Baumstruktur wird um die Einzelsegmente der Schablone
erweitert.
Hinweis
Über die Dialoge Eigenschaften kann jedes Schablonensegment
verändert werden.
4-45
Page 46

Mehrweitenkontur berechnen
Die Mehrweitenkontur wird ebenfalls automatisch berechnet. Im
Anschluss kann sie noch bearbeitet werden.
Wählen Sie “Objekte > Mehrweitenschablone berechnen” aus der
Menüleiste.
Die Schablone wird berechnet und im CAD-Fenster angezeigt.
Die Baumstruktur wird um die Einzelsegmente der Schablone
erweitert.
Dokument Eigenschaften
Zu jedem Dokument können Sie Zusatzinformationen abspeichern.
Dies erleichtert die Dokumentenverwaltung.
–
Wählen Sie “Datei > Dokument-Eigenschaften”.
–
Machen Sie Ihre Eintragungen in den einzelnen Feldern.
Speichern der Nahtkontur
–
Wählen Sie “Datei>Speichern unter”.
Es wird automatisch der Ordner “DACS739\Documents” geöffnet.
–
Geben Sie im Feld “Dateiname” einen Namen für Ihre Nahtkontur
ein.
(Beispiel: Nahtkontur 1)
–
Klicken Sie mit dem Mauszeiger auf die Schaltfläche speichern.
4-46
Page 47

bertragung auf den Transponder
Nahtverlauf, Nähguthalterkontur oder Mehrweitenkontur können
einzeln auf den Transponder in der Lehre “Nähguthalter Nullpunkt”
übertragen werden. Die Lehre “Nähguthalter Nullpunkt” befindet sich
serienmäßig im Beipack.
Jede einzelne Kontur kann so mit der Nähanlage auf eine Stichelplatte
übertragen, kontrolliert und weiter verarbeitet werden.
–
Schließen Sie das Transpondergerät an Ihren PC an.
(Siehe Bedienungsanleitung Transpondergerät).
–
Legen Sie die Lehre “Nähguthalter Nullpunkt” mit dem eingesetzten
Transponder auf das Transpondergerät.
–
Wählen Sie “Datei > Transponder”.
–
Wählen Sie je nach Wunsch:
Naht-Daten übertragen, oder
Schablonen-Daten übertragen, oder
Mehrweiten-Daten übertragen.
Die angewählten Daten werden auf den Transponder in der Lehre
übertragen.
4-47
Page 48

Muster-Patten und -Bundverlängerungen
Im Verzeichnis “Documents” der Dacs Software sind verschiedene
Musterdateien für Patten und Bundverlängerungen abgespeichert.
Diese Beispiele können geändert werden.
Achtung!
Musterdateien vor dem Ändern unter einem anderen Namen
abspeichern.
Sie sind fertig!
Sie sind am Ende des Lehrgangs angelangt. Beachten Sie, dass Ihnen
Informationen über bestimmte Themen jederzeit in der Online-Hilfe zur
Verfügung stehen.
Die weitere Vorgehensweise zum Erstellen von Nähguthaltern wird im
“Teil 5: Anleitung Nähguthalterfertigung Kl. 739-23” beschrieben.
4-48
 Loading...
Loading...