

Adler 506 Operating Instruction [de]

Inhalt Seite:
Home
V orw ort und allgemei ne Sicherheitshi nweise
T eil 1: Bedienanleitung Kl. 506
1. Produktbeschreibung
1.1 Beschreibun g des bestimmun gs g em äß e n Ge br a uc h es
bzw. der bestimmungsgemäßen Verwendung . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Kurzbeschreibung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.3 Technische Daten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2. Bedienen
2.1 Automatischer Nähvorgang . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2 Nadeln und Garne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.3 Nadelfaden einfädeln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.4 Spule wechseln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.5 Fadenspannung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3. Spuler
4. Wartung
4.1 Reinigen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
4.2 Ölen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Geräusch-Angabewert Lc
Arbeitsplatzbezogener Emissionswert nach DIN 45635-48-B-1
Stichzahl : 1.000 min-1
Steuerkurve: (Stiche) 116
Nähzyklus: 9,7 s ein / 2,0 s aus
Nähgut: 2-fach Gurtba nd 1,5 mm 1.260 g/ m
Meßpunkt nach DIN 4895 Teil 1
X = 0 mm Y = -400 mm Z = 300 mm
2
Lc = 83 dB (A)

1. Produktbeschreibung
1.1 Beschreibung des bestimmungsgemäßen Gebrauches
bzw. der bestimmungsgemäßen Verwendung
Die 506 ist ein r ob ust er, schwerer, kurvenge s te uer te r E i nn ad el -D op pe l steppstich Kurznaht-Automat für Nähte des Stichtyps 301.
Bestimmungsgemäß wird dieser Kurznaht-Automat zum Nähen von
Schwergewebe sowie dickem und hartem Leder verwendet.
Dicke und harte Leder finden Verwendung beim Aufnähen von Besatzstücken, beim Nähen von Schnallenkappen, Schlaufen, Koffern, Planen, Tornistern und Rucksäcken.
Schwergewebe wird beim Nähen von Schwerlastgurten, Autogurten
sowie Gurte n i m Lu ft fa hr t be rei c h v erwendet.
Allgemein darf nur trockenes Nähgut mit diesem Automaten verarbeitet werden. Das M at eri a l da rf n i c ht dic k e r al s 1 6 m m s e i n, we nn es
durch die abgesenkten Klammerfüße zusammengedrückt ist.
Die Maschine muß mit Augenschutz betrieben werden. Die auf dem
gelben Schild am Kopfdeckel gedruckten Hinweise sind genauestens
einzuhalten.
Die Naht wird im allgemeinen mit Nähgarnen aus Synthetik der Dimension 30/3 bis 8/3 erstellt. Wer andere Fäden einsetzen will, muß vorher
die davon ausgehenden Gefahren abschätzen und ggf. Sicherungsmaßnahmen ergreifen.
Dieser schwe re K u rz na ht -A ut om at da r f n ur i n tro c k en en un d g ep fl e gten Räumen aufgestellt und betrieben werden. Wird der Automat in anderen Räumen, die nicht tro ck en un d g epflegt sind, e i ng es e tz t , k ö nn en
weitergehend e M aß n ah me n e r fo r de rl i c h w erden, die zu ver e inbaren
sind (siehe E N 60204-3-1:19 90 ) .
Wir gehen al s He rs te l l er v o n I nd us t r i en äh ma s chi n en da v on au s , d aß
an unseren Produkten zumindest angelerntes Bedienpersonal arbeitet,
so daß alle üblichen Bedienungen und ggf. deren Gefahren als bekannt vorausgesetzt werden können.
1.2 Kurzbeschreibung
Gleichbleibende Qualität
Der Automat liefert ein stets gleichmäßiges Nahtbild.
Der für die Verarbeitung schweren Materials erforderliche starke Fadenzug wird durch einen Gelenkfadenhebel erzielt.
Direkte Kraftübertragung
Die Kraftübertragung vom Motor auf die Armwelle erfolgt über einen
Spezialkeilriemen. Dies bewirkt eine besonders große Durchschlagskraft zum Nähen von dicken Materialien oder mehreren Lagen.
Austauschbare Kurvenscheiben und Materialklammern
Die verschied en en Na ht bi ld er w er d en du rc h le i c ht au sw e chs e l ba re
Kurvenscheiben bestimmt.
Die Material f üh r un g e rfo l gt üb er e i ne Mu s te r kur v e mit zwei Steue rk ur ven. Das mühevolle und zeitraubende Drehen schwerer Materialstücke durch die Näherin kann somit entfallen.
Die Übertragun g d er Be we gu ng au f d i e M at eri a l k lam me r n e rfo l gt üb er
Hebelsysteme. Durch Verändern der Hebelübersetzungen können die
Nahtbildgrößen in bestimmten Grenzen variiert werden.
Alle zu einem Stichzahlbereich gehörenden Kurvenscheiben sind untereinander au s ta usc h ba r.
5

Großer Durchgangsraum und große Auflagefläche
Der große Durchgangsraum gestattet die Anbringung von Kurznähten,
die weit von d en Ma terialkanten en tf er n t si n d. Ein Einroll e n f l ex i b l en
Nähgutes ist mö gl i c h . D i e g es c h l oss e ne br e i te Gr un dp l at te bi e te t eine
große Auflagefläche und erleichtert das Einlegen.
Pneumatische Klammerlüftung
Der Hub der Halteklammer beträgt maximal 20 mm. Dieser Hub ermöglicht die Verarbeit un g f as t al ler vernähbaren S to ffe un d Lederstärken.
1.3 T e chnische D aten
Elektrische Fadenbrenneinrichtung
Die Fadentrenneinrichtung trennt Ober- und Unterfaden durch Abbrennen unmittelbar an der Materialoberkante. Die synthetischen Fäden
werden am Ende v er sc h mo l z en . D ur c h die dabei gebild et e Verhärtun g
wird ein Löse n de r N ah t un d ei n Au sfädeln des Oberf ad en s ve r hi n de rt.
MICROCONTROL-Steuerung
Die gesamte Steuerung der Nähanlage erfolgt durch einen Mikrocomputer. Er übernimmt di e S t eu er u ng s au fg ab en , ü be r wa cht den Nähprozeß und zeig t Fe hl b ed i en un ge n u nd S törungen an.
Nähfeldgröße: max. 60 x 100 mm
Nadelsystem: 428; 428 Serv Nm 250;
794 (nur für se hr d i ck es N äh gu t )
Nadeldicke: Nm 120 - Nm 280
Je nach Art des Nähfadens
und des Nähgutes.
Garne: Synthetisc h e Ga r ne
Nm 30/3 - 8/3
Spulenfassungsvermögen: 23 m bei Garn 18/3
Stichtyp: Doppelsteppstich Typ 301
Stichzahl: 1100 / min
Stichzahl pro Steuer- 42, 58, 72 (ohne Vorgelege)
kurvenumdrehung: 84, 116, 144 (mit Vorgelege)
Nahtbild 72 Stiche in 3,5 sek. oder
144 Stiche i n 7 s ek .
Schleifenh ub : 5 mm
Klammerhub: max. 20 mm
Nähgutdicke: max. 16 mm (Nähgut durch Klammer
Leistung: 0,55 kW
Motordrehzahl: max. 2800 U/min
Betriebsdruck: 6 bar
Luftverbrauch: ca. 1,2 NL pro Arbeitsspiel
Nennspannung: 9880 506001 3~380-415 V + N, 50 Hz
9880 506002 3~220-240 V, 50 Hz
9880 506003 3~220-240 V, 60 Hz
Der Automat wird entsprechend der
Nennspannung mit einem der genannten
Spannungssätze ausgeliefert.
Abmessungen: (H x B x T) 1720 x 1100 x 736 mm
Das angegebene Hö he nm aß b ezi e ht
sich auf die werkseitig eingestellte Arbeitshöhe des G e s te l ls .
Durchgangsra um : 210 x 140 mm
Arbeitshöhe: 760...1060 mm (Oberkante Tischplatte)
Gewicht: 160 kg
zusammengedrückt)
6
2. Bedienen
2.1 Automatischer Nähvorgang
1
ACHTUNG !
Vor der ersten Inbetrie bn ahme unbedingt di e S ti ch an z ah l pr o K urv e nscheibenumd r eh un g a m i n te rnen DIP-Schal t er (b 50 0) d er Steuerung
entsprechend der verwendeten Kurvenscheibe einstellen (siehe Teil 4:
Kurzbeschreibung Multicontrol).
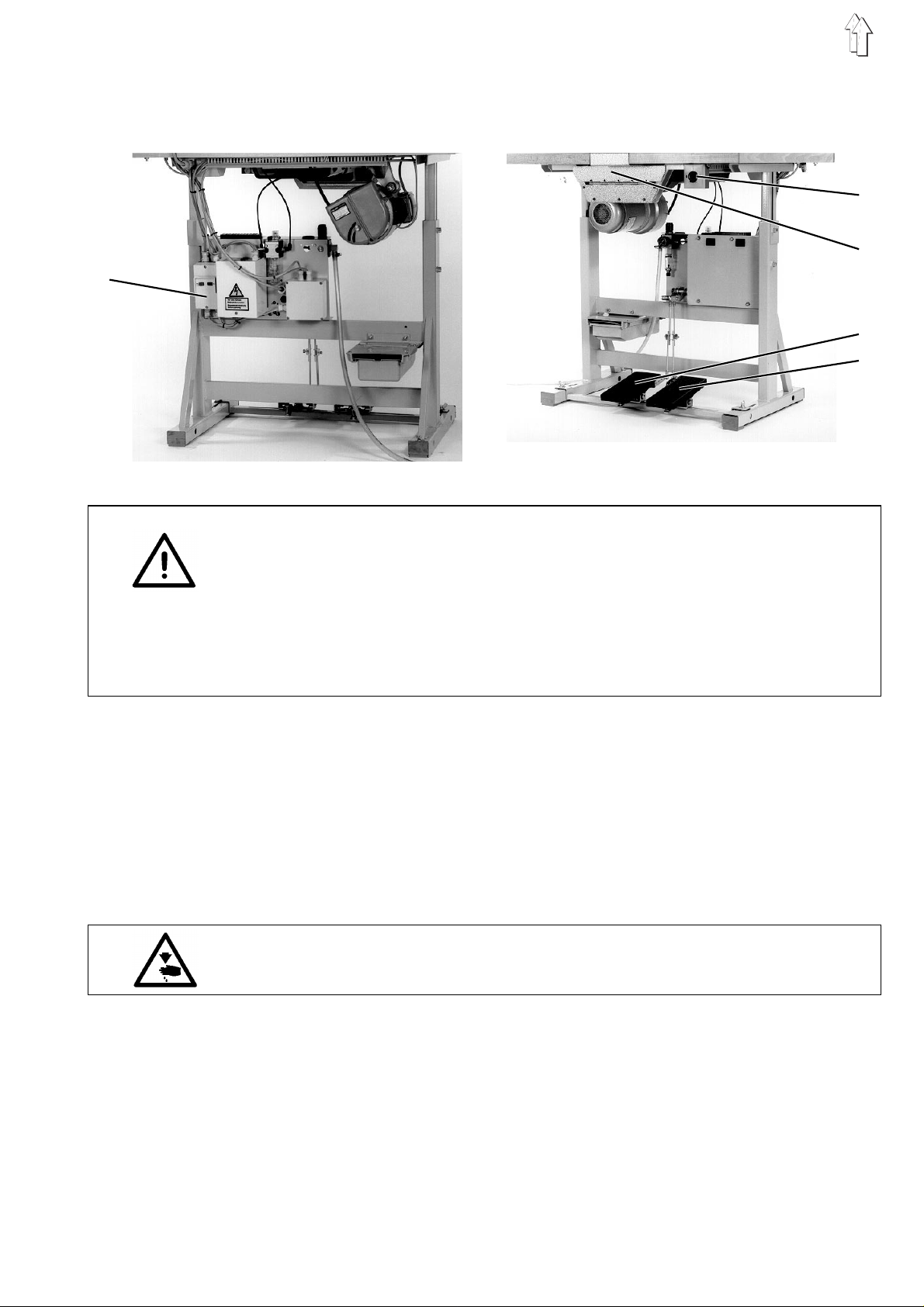
Das Starten ei ne s Nä hvo r ga ng es i s t nu r be i ge s chl o s sen em K op fdeckel und geschlossenem Deckel 3 zum Greiferraum möglich.
Ist der Kopfd ec k e l od er Deckel zum Gr ei f err a um ge öffne t , so werden
sämtliche Fu nk t i on en de r S te ue r un g b l ock i e r t.
2
3
4
5
Arbeitsablauf
–
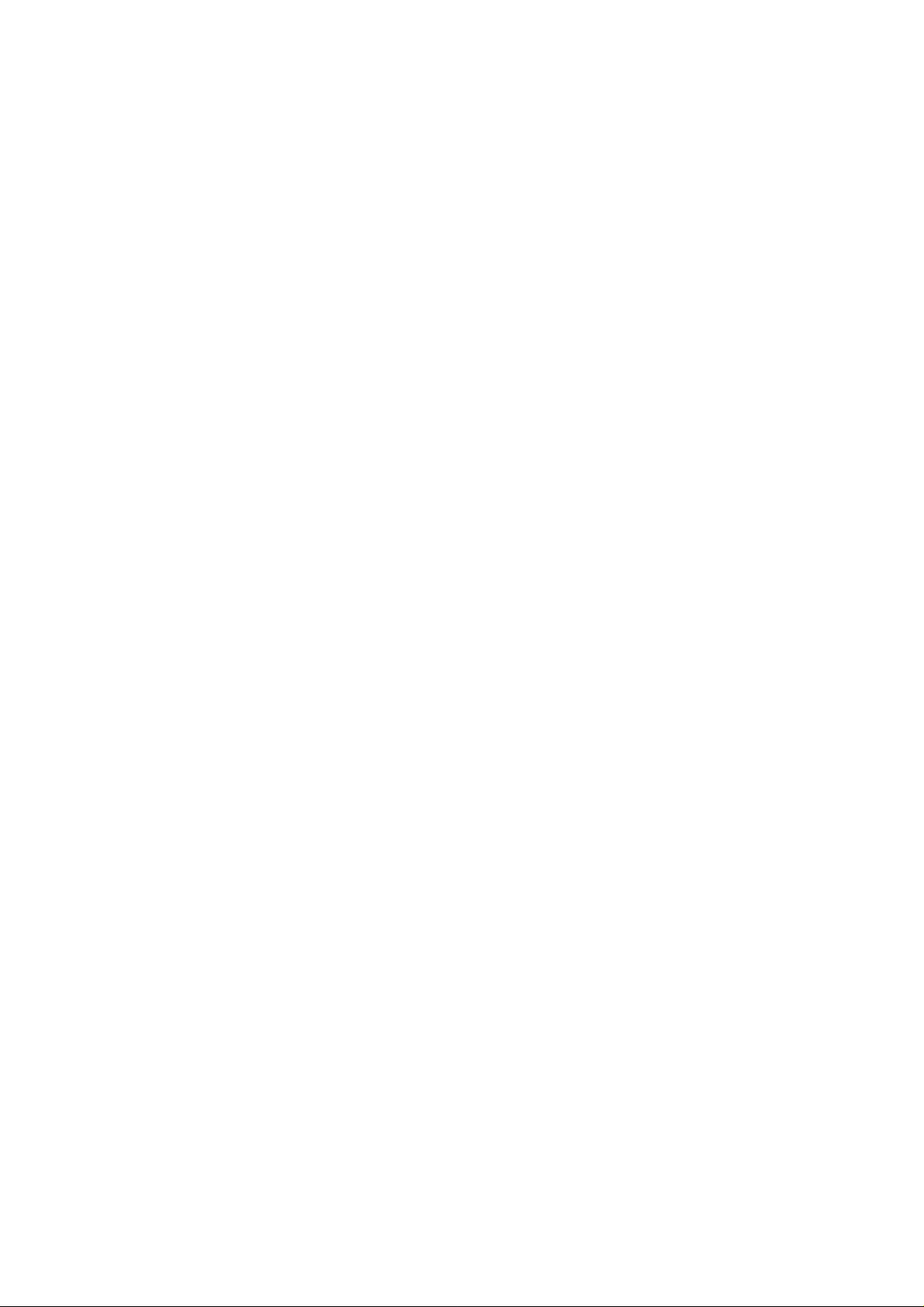
Motorschutzschalter 1 unter der Tischplatte einschalten.
Er bleibt no rmalerweise s tä nd i g e i ng esc h al t et .
–
Hauptschalter 2 einschalten.
Die Klammer n b ef i nd en s i ch i n ob er e r St e ll un g.
–
Nähprogramm wählen.
–
Nähgut unter den Klammern ausrichten.
Dies kann je nach Art des Arbeitsganges nach Markierungen oder
an kundenspezifisch montierten Anschlägen erfolgen.
Vorsicht Verletzungsgefahr !
Mit den Hände n n i c ht un te r die absenkenden K l a mm er n gre i fe n.
–
Rechten Fuß s cha l te r 5 b et ät i ge n.
Beide Klamm er n s en ken gemeinsam ab.
–
Richtige Ausrichtung des Nähgutes prüfen.
Zum Korrigieren der Nähgutausrichtung rechten Fußschalter erneut betätig en .
Beide Klamm er n he be n a n.
–
Linken Fußschalter 4 betätigen.
Der automatisc h e N äh v org an g s t art et .
(in Fußschaltermodus 1)
7
–
Zum sicheren Annähen aus der Nadel heraushängendes Fadenende beim Starten des
und festhalten.
Nach den ersten Stichen kann der Faden wieder losgelassen werden.
–
Der automatis c h e N äh v organg läuft ent s pre c he nd de m g ewählten
Nähprogramm (P01 - P03) ab.
Für eine genaue Beschreibung der verschiedenen Nähprogramme
siehe Teil 4 "Kurzbeschreibung Multicontrol".
–
Nach Beendigung des Nähvorganges lüften die Klammern automatisch.
–
Nähgut entneh me n.
Schnellabschaltung
ersten
Nähvorganges zur Seite straff ziehen
1
2
Das Sicherheitssystem der 506 sieht zur sofortigen Stillsetzung des
Automaten bei Fehlbedienung, Nadelbruch, Fadenriß usw. zwei unterschiedliche Möglichkeiten vor:
–
STOP
-Ta s te 1 a uf de r Fr on tp l at te de r S te ue rung drücken.
Der Nähvorgang wird unterbrochen.
Der Fadenheb el b ewegt sich in H oc h s te l l un g.
–
Stop
-Taste 2 am Kopfdeckel drücken.
Der Nähvorgang wird unterbrochen.
Der Fadenheb el b ewegt sich in H oc h s te l l un g.
Nähvorgang fo rts e tze n:
–
Linken Fußsc h al t er b etätigen.
8
 Loading...
Loading...