


Indice Página:
Home
Preámbulo e indicaciones generales sobre seguridad
Parte 1ª: Instrucciones de manejo Cl. 506
1. Descripción de la máquina
1.1 Descripción de la utilización conforme a su destino
o del uso según lo prescrito . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.2 Breve descripción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.3 Datos técnicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2. Manejo
2.1 Proceso automático de costura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.2 Agujas e hilos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.3 Enhebrar el hilo de la aguja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.4 Cambiar la canilla . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.5 Tensor del hilo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3. Bobinador
4. Mantenimient
4.1 Limpieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
4.2 Lubricación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
o

V alor indicativo del nivel sonoro Lc
Valor de emisión en relac i ón al p ue s to de trabajo según
DIN 45635-48-B-1
Número de puntadas: 1.000 min-1
Disco de mando: (Puntadas) 116
Ciclo de costura: 9,7 s conectado / 2,0 s desconectado
Material: Cinturon dobl e , 1,5 mm 1.260 g/m
Punto de medi d a segundo DIN 4895 P ar t e 1
X = 0 mm Y = -400 mm Z = 300
Lc = 83 dB (A)
2

1. Descripción de la máquina
1.1 Descripción de la utilización conforme a su destino o del uso según lo prescrito
La 506 es una m áq ui n a a ut om át i c a p ara c os e r cos t ur a s cor t as , de
construcción robusta y pesada, de doble pespunte con una aguja y
gobernada por levas, para costuras del tipo de puntada 301.
De acuerdo co n s u de st in o esta máquina auto má ti c a pa ra c o s tu r as
cortas se utiliza para coser tejidos gruesos, así como también pieles
gruesas y duras.
Las pieles g rue s as y d ura s en c ue nt r an ap l i cac i ó n a l ap l i car
guarniciones, al coser remates con hebillas, lazadas, maletas, lonas,
mochilas y morrales.
Con carácter general sólo se deben coser materiales secos con esta
máquina auto má ti ca . E l m at er i a l no de be s er m ás g r ue s o d e 1 6 m m
cuando se enc ue nt r a c o mp ri mi d o p or los prensatelas g rapadores
bajados.
Hay que manejar la máquina llevando protección ocular. Las
advertencias impresas en el letrero amarillo sobre la tapa del cabezal
tienen que observarse exactamente.
Por lo general, la costura se confecciona con hilos para coser
sintéticos de las dimensiones 30/3 a 8/3. Si se quieren emplear otros
hilos, hay que calcular primero los peligros que de ello se derivan y
eventualmente tomar medidas de seguridad.
Esta máquina sólo se debe instalar y hacer funcionar en recintos
secos y cuidados. Si la máquina se utiliza en recintos que no están
secos ni cuidados, puede ser necesario tomar otras medidas, que
deberán convenirse (ver EN 60204-3-1:1990).
Como fabrica nt es d e m áq ui n as d e c o ser i n du s tri a l es , pa r timos de la
base de que en nuestras máquinas trabaja como mínimo personal
capacitado, de modo que todas las condiciones corrientes y,
eventualmente, sus peligros se presupone que son conocidos.
1.2 Breve descripción
Calidad uniforme
La máquina pro po r c iona siempre un esqu em a u ni f or m e d e c o s tu ra.
El fuerte ti r o d el hilo necesario pa ra trabajar materi ales pesados se
consigue mediante una palanca tira-hilo articulada.
Transmisión directa de la fuerza
La transmisión de la fuerza del motor al árbol del brazo se efectúa a
través de una correa trapezoidal especial. Esta genera una potencia
de penetración particularmente grande para coser materiales gruesos
o varias capa s .
Levas de dis co y p i nz a s de ma te ri al i n te r cam bi a bl e s
Los diferent es e s qu em as d e co s tu r a s e de te rmi n an mediante levas d e
disco fácilmente intercambiables.
La guía del material se efectúa a través de una leva patrón con dos
levas de mand o. Co n e l l o s e el i m ina el arduo y entret en i do gi r o de l as
piezas de material pesado que efectuaba la costurera.
La transmis ión del movimiento a las p i nz a s de l ma te ri al s e ef ec t úa
mediante sis t em as d e p al a nc a s . Variando las r e lac i o ne s de pa l an c a
se pueden var i ar l o s ta ma ño s de l os esquemas de costu r a d en tr o de
ciertos límites.
Todas las levas de di sc o pe r te ne c i en te s a u na ga ma de nú me r o d e
puntadas son i n te r c am bi a bles entre sí.
5

1.3 Datos técni cos
Gran espacio de paso y gran superficie de apoyo
El gran espacio de paso posibilita la aportación de costuras cortas que
están muy ale j ad as d e l o s bo rde s de l ma te r ial . E s po s i bl e en rol l a r los
materiales a co s er f l exi b l es . La pl a c a b as e , a nc h a y c e r rad a, ofrece
una gran superficie de apoyo y facilita la colocación.
Levantamiento neumático de las pinzas
La carrera de l a s pi n zas d e r e te nc ión es de 20 mm como m áx i m o.
Esta carrera permite trabajar casi todos los materiales cosibles y
todos los gruesos de piel
Dispositivo eléctrico de quemado del hilo
El dispositivo de corte del hi l o c ort a e l hi l o s up eri o r y el i n fe r i or,
quemándolos d i r ec t am en te en el b or d e su perior del material. Los hilos
sintéticos quedan fundidos en su extremo. Con la concreción que con
ello se form a se impide que se de s ha ga l a co s tu r a y e l desenhebrado
del hilo superior.
Mando MICROCONTROL
El conjunto de ma nd os d e l a i ns t al a ci ón de c os e r s e e fe c tú an a través
de un microord enador. Éste asume las tarea s de ma nd o, controla el
proceso de cos t ur a e i n di ca los manejos erróneos y los fall os .
Tamaño del área de cosido: máx. 60 x 100 mm
Sistema de ag uj a : 428; 428 Serv Nm 25 0; 794 sólo para
un material a coser muy grueso
Grueso de la ag uja : Nm 120 - Nm 280
Según el tipo del hilo de coser
y de la pieza a c o ser
Hilos: Hilos sintéticos
Nm 30/3 - 8/3
Capacidad de las canillas: 23 m con hilo 18/3
Tipo de puntada: Doble pespunte tipo 301
Número de puntadas: 1100 / min
Número de punt a da s por 42, 58, 72 (sin tren de en gr a na j e)
vuelta de la leva: 84, 116, 144 (con tren de engranaje)
Esquema de co s tu r a 72 puntadas e n 3 ,5 s eg . ó
144 puntadas en 7 s e g.
Altura de la lazada: 5 mm
Altura de las pinzas: máx. 20 mm
Grueso material a coser: máx. 16 mm (Material comprimido
por las pinza s )
Potencia: 0,55 kW
R.p.m. del mo to r : máx 2800 r.p.m.
Presión de servicio: 6 bar
Consumo de air e : aprox. 1,2 N l po r c i cl o d e t r ab aj o
Tensión nominal: 9880 506001 3~380-415 V + N , 50 Hz
9880 506002 3~ 2 20 -24 0 V, 50 Hz
9880 506003 3~ 2 20 -24 0 V, 60 Hz
La máquina se e ntrega con uno de
los juegos de tensión indicados, de
acuerdo con l a te nsi ó n n ominal.
Dimensiones: (Al x An x F) 1720 x 1100 x 736 mm
La medida de a l tu ra i n di c a da s e
refiere a la altura de trabajo del b as tidor ajustada en fábrica.
Espacio de paso: 210 x 140 mm
Altura de tr ab aj o : 760...1060 mm (B or d e s u pe ri or d e l a
placa-mesa )
Peso: 160 kg
6
2. Manejo
2.1 Proceso automático de costura
1
¡ ATENCION !
Antes de la primera puesta en marcha es indispensable ajustar el
número de puntadas por vuelta de la leva de disco en el interruptor
DIP interno (b5 00 ) de l ma nd o, de acuerdo con la l ev a de di s co
utilizada (ver Parte 4ª: Breve descripción Microcontrol).
La puesta en marcha de un proceso de costura sólo es posible si la
tapa del cabezal y la tapa 3 del área del garfio están cerradas.
Si una de esta s ta pa s es t á a bi e rta, todas las func io nes del mando
quedan bloqu ea da s .
2
3
4
5
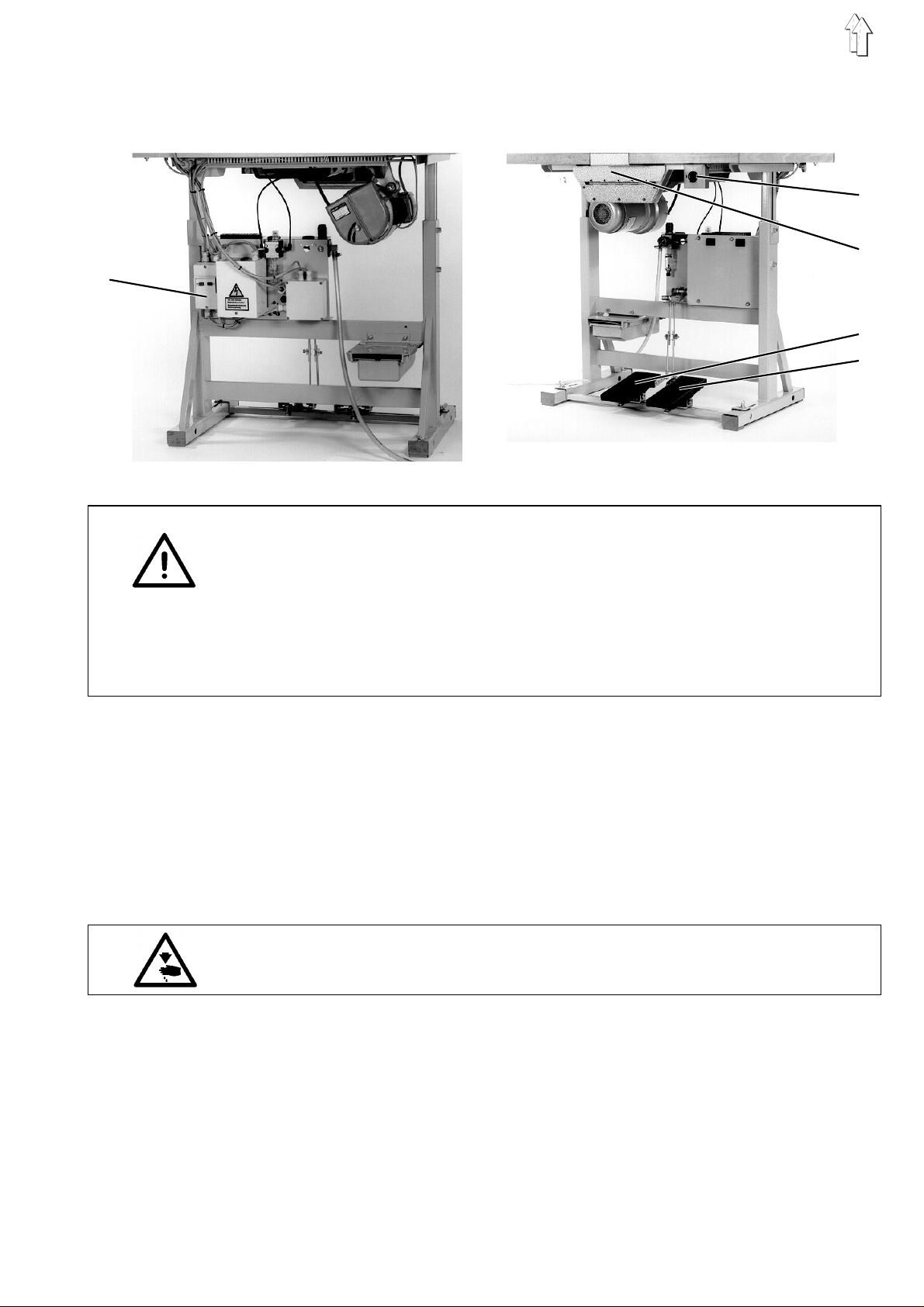
Ciclo de trabajo
–
Conectar el interruptor protector del motor 1 situado debajo de la
placa-mesa.
Normalmente p er m an ec e s iempre conectado.
–
Conectar el interruptor principal 2.
Las pinzas se encuentran en la p osi c i ó n s u pe ri or.
–
Seleccionar el programa de costura.
–
Alinear el material a coser debajo de las pinzas.
Según el tipo del ciclo de trab aj o , e s to pu ed e e fe c tu ar se s eg ún
puntos de refe r en c ia o en topes montados e s pe c íficamente p or e l
cliente.
¡Precaución! ¡Peligro de accidente!
No interveni r c o n l a s ma no s de ba j o d e l a s pi n z as q ue de s ci en de n.
–
Accionar el interruptor de pie derecho 5.
Las dos pinz as descienden conj un ta me nte.
–
Comprobar la correcta alineación del material a coser.
Para corregi r l a al i n ea c i ón de l ma te ri al a c oser accionar
nuevamene el interruptor a pedal derecho.
Ambas pinzas se levantan.
–
Accionar el interruptor a pedal izquierdo 4.
Se inicia el ciclo automático de costura.
(en el modo con interruptor de pedal 1)
7

–
Para un inicio seguro de la costura, al iniciar el
del extremo de l hi lo que cuelga de la ag uj a , l l e var l o a u n l a do de
forma que est é tirante y aguant arl o .
Después de las primeras puntadas se puede soltar otra vez el hilo.
–
El ciclo automático de costura se desarrolla de acuerdo con el
programa seleccionado (P01 - P03).
Ver la parte 4ª "Brev e d es cr i p c ión Microcontrol" pa r a u na
descripci ón ex a c ta de l os d i fe r en te s programas de costur a .
–
Después de finalizado el ciclo de costura, las pinzas se levantan
automáticamente.
–
Retirar el material cosido.
Desconexión rápida
primer
ciclo tirar
1
2
El sistema de seguridad de la 506 prevé dos diferentes posibilidades
para el paro instantáneo de la máquina en caso de manejo erróneo,
rotura de aguja, rotura del hilo, etc.:
–
Pulsar la tecla
El ciclo de costura se interrumpe.
La palanca tira-hilo va a la posición superior.
–
Pulsar la tecla
El ciclo de costura se interrumpe.
La palanca tira-hilo va a la posición superior.
STOP
1 de la placa frontal del mando.
Stop
2 de la tapa de l cab ez a l .
Proseguir el ciclo de costura:
–
Accionar el i nt er ru ptor a pedal izqui er d o.
8

2.2 Agujas e hilos
Sistema de aguja: 428; 428 Serv Nm 250; 794
(según la c las e de hi l o y de ma te r ial a c os e r
empleados)
Grueso de la aguja: Nm 120 - Nm 280
(según la c las e de hi l o y de ma te r ial a c os e r
empleados)
Hilos: Hilos de coser sintéticos (30/3 a 8/3)
Cambio de aguja
2 3
1
A
A
A-A
¡Precaución! ¡Peligro de accidente!
Desconectar el interruptor principal.
Cambiar la ag uj a ún i c am en te es t an do l a m áq ui n a d es co nectada.
–
Abrir la tapa del cabezal.
–
Aflojar el tornillo 1.
–
Retirar la aguja.
–
Introducir u na ag uj a nu ev a po r el a gu j er o de l a b arr a de l a a gu j a
hasta el top e.
Orientar la aguja con la garganta 3 de cara al garfio al hacer esto.
La garganta 2 tiene que señalar hacia delante (hacia la costurera).
–
Apretar fuerte el tornillo 1.
¡Atención! ¡Peligro de rotura!
Después de cambiar a una aguja de otro grueso, comprobar, sin falta,
las distancias
En caso necesario, ajustar las distancias de nuevo (ver parte 3ª:
Instrucciones de servicio).
Punta del garfio-Aguja
Impulsor-Aguja.
e
9

2.3 Enhebrar el hilo de la aguja
¡Precaución! ¡Peligro de accidente!
Desconectar el interruptor principal.
Enhebrar el hil o de l a a gu j a s ó l o e s ta nd o l a má qu i na de s con ec t ad a.
El enhebrado de l hi l o de l a a gu j a se efectúa tal como s e ve e n l a s
ilustraciones al lado siguiendo el orden ascendente de las cifras:
–
Insertar el c ar re te de hilo en el porta- c a rr et es .
–
Pasar el hil o p or l o s ag ujeros 1 del porta- car retes.
–
Pasar el hilo por la guía del hilo 2.
–
Pasar el hil o e ntre los discos te ns o r es del primer tenso r de l hi l o de
la aguja 3.
–
Pasar el hilo por las guías 4 y 5 una después de otra.
–
Pasar el hil o e ntre los discos te ns o r es del segundo tens or d el h i l o
de la aguja 6.
–
Pasar el hil o p r i me ro p or e l ag uj e ro del tira-hilo p rev i o 7 y luego
por la guía 8.
–
Desde abajo, arrollar el hilo aprox. 2 veces alrededor del rodillo
del hilo 9.
–
Conducir el hil o a través del muell e ti ra - hi lo 10.
–
Pasar el hilo por debajo de la guía 12.
–
Abrir la tapa del cabezal.
–
Enhebrar el hil o a t r av é s de l agujero de la palan c a t i r a-h i l o 1 3.
–
Pasar el hilo por el agujero de la chapa conductora del hilo 14.
–
Introducir el hilo lateralmente en la pinza del hilo 15.
–
Pasar el hilo por la guía 17 de la barra de la aguja.
–
Enhebrar el hil o de s de de l an te ha c i a a tr á s po r el o j o d e l a ag uj a .
10
1

76542312 1 0 9 8 7 6 5 4 2 3765423
13
14
15
17
11

2.4 Cambiar la ca nilla
1 2 3 4 5
Retirar la canil la va cí a
–
Pulsar la tecla " " .
Para una mejor accesibilidad para la costurera hay otra tecla con
la misma fun c i ón en el l a do i zqu i er d o d e l a ta pa de l c ab ez a l.
–
Aguantar fir m e l a ta pa 4 y p res i o na r hacia arriba la p ala nc a
inmovilizadora 1 para desbloquear la tapa.
–
Bascular hacia delante la tapa 4.
¡ ATENCION !
La tapa 4 es controlada a través del interruptor de seguridad 5.
Con la tapa abierta, todas las funciones del mando están bloqueadas.
Unicamente es t an do c er ra da l a t apa es posible ini c i a r el p r oce s o d e
costura después del cambio de canilla.
–
Para girar hacia afuera la cápsula de la canilla, presionar hacia la
izquierda la palanca del expulsor 2.
–
Retirar la canilla vacía de la cápsula.
12

1 2 3 4
Colocar la canilla llena
–
Colocar la canilla llena en la cápsula 2.
Tener aquí en cuenta que al tirar del hilo la canilla ha de girar
sentido contrario al de las agujas del reloj
flecha).
–
Girar hacia dentro la cápsula de la canilla 2.
–
Pasar el hil o po r l a ra nura 1 hasta la abe rtu r a 3 de l mu el l e 4 e n.
¡ ATENCION !
Un hilo que se de s l i ce fuera de la ranura 1 p ue de pr o v oca r
puntadas def ec t uo s as y l a rotura de la aguja.
Por lo tanto, pa s ar e l hil o po r l a ra nu r a 1 y ti ra r de l mi sm o
hasta que quede seguro dentro de la abertura 3 del muelle 4.
–
Extraer el h i l o u no s 5 c m fu era de la cápsula.
–
Cerrar la tapa.
–
Iniciar un nu ev o pro c es o de c ostura.
(ver dirección de la
en
13

2.5 T e nsor del hilo
Ajustar lo s te ns o r es de los hilos de ac u er d o co n l a s c l ase s y gruesos
de los hilos utilizados, de forma que se obtenga un esquema de
costura limpio.
Las tensione s de ma s i ad o f ue rtes del hilo orig i na n u na c on tra c c i ón de l
material a coser. Una tensión demasiado floja del hilo de la canilla
puede conduci r a pu nt ad as d ef ec t uo s as .
Ajustar la tensión del hilo de la aguja
1
2
–
Ajustar la tensión superior del hilo de la aguja girando el tornillo
moleteado 1 y la tensión inferior del hilo de la aguja girando el
tornillo moleteado 2.
Ajustar la tensión del hilo de la canilla
3
4
14
–
Aflojar el tornillo inmovilizador 3.
–
Ajustar la tensión del hilo de la canilla girando el tornillo de
ajuste 4.
–
Apretar fuerte el tornillo inmovilizador 3.

3. Bobinador
23 456
7 8 9 10 11
1
Bobinar el hilo de la canilla.
–
Introducir e l c ar re te de hilo en el bast idor del hilo.
–
Enhebrar el hilo a través de los orificios 1 del bastidor del hilo.
–
Introducir e l hi l o a t r av é s de las poleas ten sor a s de l te nso r 2.
–
Introducir e l hi l o a t r av é s de las poleas ten sor a s de l te nso r 3.
–
Introducir e l hi l o a t r av é s del orificio ras ga do de l a g uía 4.
–
Guíar el hilo a través del orificio 7 de la canilla vacía.
–
Introducir la canilla vacía en el eje del bobinador 8.
El pasador 10 del eje de la canilla debe encajar en el orificia 7 de
la canilla.
–
Guíar el hila a través de la estrella 10 y fijar en el tensor 11.
–
Cortar el ex t remo del hilo con a yud a d el c o r ta do r del hilo 6.
–
Presionar hacia arriba el desvidador del hilo 5.
El bobinador está conectado y comienza el proceso de bobinado.
–
En cuanto la canilla está llena, el desviador del hilo 5 salta hacia
atrás y el pro c es o de bo bi n ad o h a f i na l i zado.
15

4. Mantenimiento
4.1 Limpieza
¡Precaución! ¡Peligro de accidente!
Desconectar el interruptor principal.
El mantenimi e nt o de la máquina sól o de be ef ec t ua r se e s ta nd o é s ta
desconectad a.
¡Una máquina limpia evita averías!
Limpieza diaria:
–
Limpiar prin c i pa l me nt e e l po l v o p rod uc i d o p or la c os t ur a y l as
acumulaciones de pelusa de las zonas alrededor de las guías y
tensores de l hi lo s up er i o r ( p. ej . c on un pi stolete de aire
comprimid o).
Para limpiar las partes dispuestas debajo de la placa de la base,
bascular hacia un lado la parte superior de la máquina.
–
Limpiar la rejilla filtro del ventilador del motor 1 con un pistolete de
aire comprimido.
–
Comprobar el ni ve l de ag ua en el regulador de p r esi ó n.
El nivel no debe llegar hasta el elemento filtrante 2.
Purgar bajo presión el agua del separador de agua 3, atornillando
previamente el tornillo de purga 4.
Mediante el elemento filtrante 2 se eliminan la suciedad y el agua
de condensación.
Después de un ci er t o t i em po de fu nc i o na mi e nt o l i m pi a r l a c u be ta
del filtro y el elemento filtrante sucios con bencina para lavar y
soplarlos con aire comprimido.
¡ ATENCION !
¡No utilizar ningún disolvente para lavarlos!
Destruirían la cubeta del filtro.
1
2
16
3
4

4.2 Lubricación
Para lubricar la máquina utilicen exclusivamente aceite lubricante
ESSO SP-NK 10
El SP-NK 1 0 se pu ede obtener en los pu nt os d e venta de la
DÜRKOPP ADLER AG
Comprobar el nivel de aceite en el depósito del nebulizador de
aceite
Mediante el air e c om pri m i do en r i qu eci d o c o n a c ei t e p or e l ne bu l iz ad or
se lubrica y refrigera la pista de la lanzadera.
–
El nivel de aceite dentro del depósito 5 no debe descender por
debajo de la marca estriada.
–
Si es neces a ri o, l l en ar c o n a c ei t e h as t a l a ma r ca e s tr i a da .
–
Para ello, cerrar por completo el aire comprimido girando a la
izquierda la empuñadura girator i a 1.
–
Para rellenar, desatornillar el tornillo de llenado de aceite 4.
–
Después de ll en ar c o n a cei t e, hay que ajustar l a pr e s ión de
servicio a 6 ba r, levantan do y gi rando hacia la dere c ha l a
empuñadura 1.
La presión de servicio ajustada se puede leer en el manómetro 2.
.
.
1
2
Comprobar semanalmente la cantidad que suminis tra el
nebulizaor
–
Bajo presión de servicio, después de cada 2 ó 3 ciclos de trabajo
ha de caer una gota de aceite por el tubito situado debajo de la
mirilla.
–
Regular la i n te ns i d ad de l a n eb l i na de ac e ite así generada,
mediante el tornillo de ajuste 3.
3
4
5
17

Lubricación diaria
–
Proveer
los puntos a lubricar señalados en las dos ilustraciones siguientes.
diariamente, sin falta,
con algunas gotas de aceite todos
18

Lubricación semanal
–
Proveer
todos los puntos a lubricar señalados en las dos ilustraciones
siguientes.
Para ello, retirar el revestimiento lateral de la leva de disco.
semanalmente, sin falta,
con algunas gotas de aceite
19
 Loading...
Loading...