


Indice Página:
Home
Parte 4ª: Instrucciones para programar DA-Microcontrol Cl. 506
Vers ion del programa: 506 B03
1. Aspectos generales
2. Descripción del mando
2.1 Teclas en la placa frontal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2 Interruptores internos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3 Display . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3. Descripción de las teclas de función
3.1 Arranque suave . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.2 Modo del interruptor de pie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.3 Ajustes del quemador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.4 Número de revoluciones de la máquina de coser . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.5 Cambio de canilla . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.6 Retroceso del contador para el bobinador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.7 Puesta a cero del contador del número de piezas . . . . . . . . . . . . . . . . . . . . . . . . . 9
4. Selección de los programas de costura, de servicio y de control
5. Posición inicial y disposición para puesta en marcha
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . . . . . 10
. . . . . . . . . . . . . . . . . . . . . 11
6. Programas de costura
6.1 Programa de costura P01 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.2 Programa de costura P02 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.3 Programa de costura P03 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.4 Programa de costura P11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
7. Programas d e s er vi ci o
7.1 Ajustar el contador del hilo inferior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
7.2 Programar los rangos de revoluciones variables . . . . . . . . . . . . . . . . . . . . . . . . . . 14
7.3 Test del quemador: Poner al rojo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
7.4 Test del quemador: Apagar y poner al rojo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
7.5 Test del quemador: Apagar a pasos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
7.6 Test del quemador: Coser despacio, apagar a pasos . . . . . . . . . . . . . . . . . . . . . . . . 17
8. Programas de control
8.1 Indicar la versión del programa y la suma de chequeo . . . . . . . . . . . . . . . . . . . . . . . 18
8.2 Comprobar la interface serie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
8.3 Test de la memoria y de los temporizadores . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
8.4 Comprobación del paso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.5 Comprobar los elementos de la placa frontal . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.6 Comprobar los elementos de entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.7 Seleccionar los elementos de entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21

Indice Página:
8.8 Seleccionar elementos de salida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
8.9 Motor de la máquina: Test del nº de r.p.m., posición 2 . . . . . . . . . . . . . . . . . . . . . . 23
8.10 Motor de la máquina: Test del nº de r.p.m., posición 1 . . . . . . . . . . . . . . . . . . . . . . 23
8.11 Motor de la máquina: Test del nº de r.p.m., posición 1, posición 2 . . . . . . . . . . . . . . . . 23
9. Indicaciones sobre funcionamiento y mensajes de error
9.1 Indicaciones de ayudas para el manejo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
9.2 Indicaciones en los casos de fallo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
9.3 Mensajes de error . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25

1. Aspectos generales
En el mando
integrado el am pl i o s is te ma de test y control
Un microorden ador asume las ta rea s de ma nd o, s up er v is a el p r oce s o
de costura e indica los manejos erróneos y los fallos.
Unos programas especiales facilitan los ajustes mecánicos y
posibilitan la rápida comprobación de los elementos de entrada y
salida sin ne ces i d ad de ap ar a to s de me di c ió n adicionales.
Los errores y los resultados de las comprobaciones aparecen
indicados en un display de 2 x 16 caracteres.
En un funcionamiento sin perturbaciones aparecen en el display
informacio ne s pa ra e l ma ne j o y p ara el desarrollo de l a c o st u ra.
Al ocurrir un error de manejo o un fallo se interru mp e e l
funcionamie nt o. La causa se ind i ca e n el display med iante el
correspondi en te s ímbolo de err o r.
En la mayoría de los casos el símbolo de error desaparece después de
subsanada la c au s a d el f al lo .
En algunos casos, por razones de seguridad hay que desconectar el
interruptor principal al eliminar el fallo.
Una parte de lo s me ns a j es d e e rr or e s tá ún i c am en te de s ti n ad a a l
personal de mantenimiento.
Pulsando la correspondiente tecla se pueden llamar todas las
funciones y mo di f i car l a s . Para ello la máqu i na ti e ne qu e h al l a rs e e n l a
posición inicial.
Al conectar l a má quina el mando rea l i za algunos amplio s au to te s ts .
Con ello se comprueban, entre otras cosas, el perfecto
funcionamiento de la memoria de programas y datos y del display.
Al desconectar la máquina se almacenan en la memoria de programas
y datos los valores ajustados para las funciones individuales
(guardados en un memoria intermedia con batería) y a la próxima
conexión se activan automátic a me nt e.
MICROCONTROL
DÜRKOPP ADL ER 50 6
de la
MULTITEST
se halla
.
3
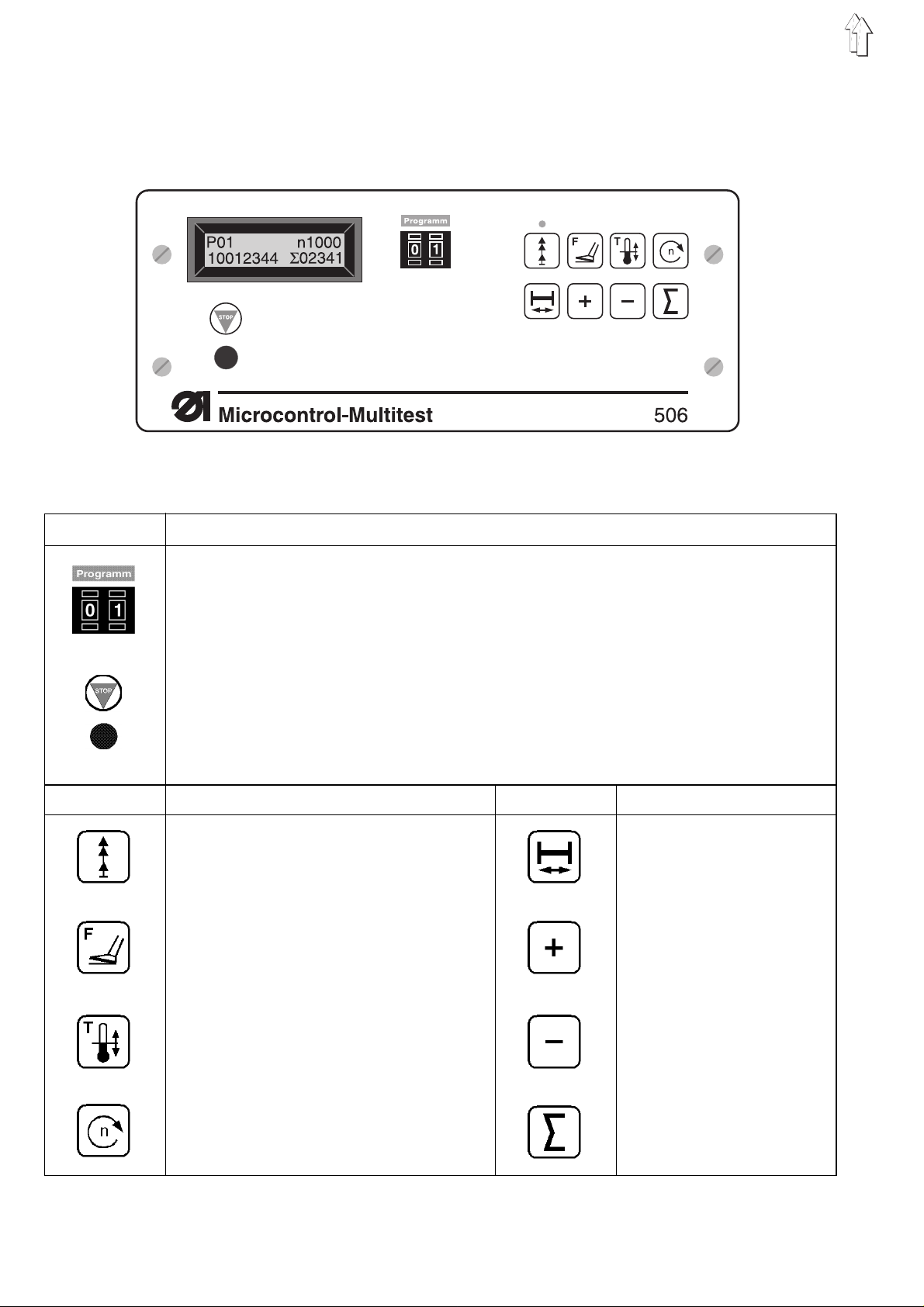
2. Descripción del mando
2.1 Teclas en la plac a front al
Tecla Función
Seleccionar programas de costura y de control
Parar el programa en curso
Activar el programa seleccionado
Tecla Función Tecla Función
Conectar/desconectar arranque suave Cambio de canilla
Ajustar mod o i n te rr up to r de pi e Aumentar val o r de l
parámetro
Ajustar quemador Disminuir valor parámetro
Ajustar nº re v ol u c iones Ajustar contador
4
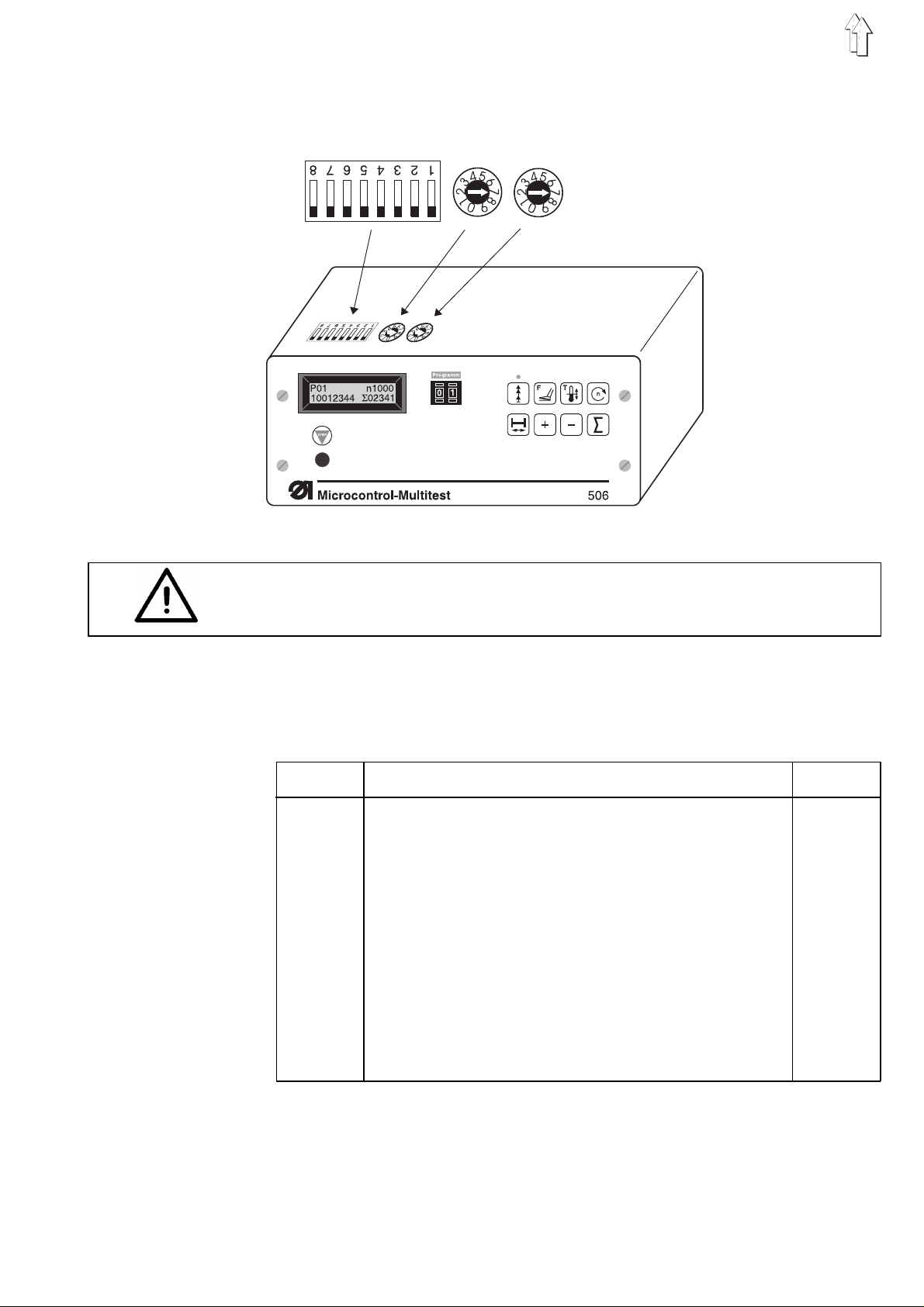
2.2 Interruptores internos
con.
desc.
Interruptor es DIP b500
¡Cuidado! ¡Bajo tensión!
Cambiar la po s i ci ón de l os i n te rr up to r es s ó l o e s ta nd o d es c o ne c ta do el
interruptor principal.
Interruptores DIP b500:
Mediante lo s i nt er ru ptores internos DIP b500 se ajusta e l nú me r o d e
puntadas por v u el t a d e l a l ev a de di sc o .
Los posibles ajustes se desprenden de la siguiente tabla.
Interr u p t o r 1 2 3 4 5 6 7 8 Nº de pun t.
desc desc desc desc desc X Y Z 42
con desc desc desc desc X Y Z 58
desc con desc desc desc X Y Z 72
con con desc desc desc X Y Z 84
desc desc con desc desc X Y Z 116
con desc con desc desc X Y Z 144
desc con con desc desc X Y Z 21
con con con desc desc X Y Z 29
desc desc desc con desc X Y Z 36
con desc desc con desc X Y Z 14
desc con desc con desc X Y Z 24
aus ein aus ein aus X Y Z 168
6: X = con: Refrigerac i ó n n orm al d e l a ag uj a
6: X = desc: R ef r i ge rac i ó n c o nt i nu a d e l a ag uj a
7: Y = con : sin quemador
7: Y = desc: con quemador
8: Z = con : con palanca de transporte
8: Z = desc: sin palan c a d e t r an s po rte
5
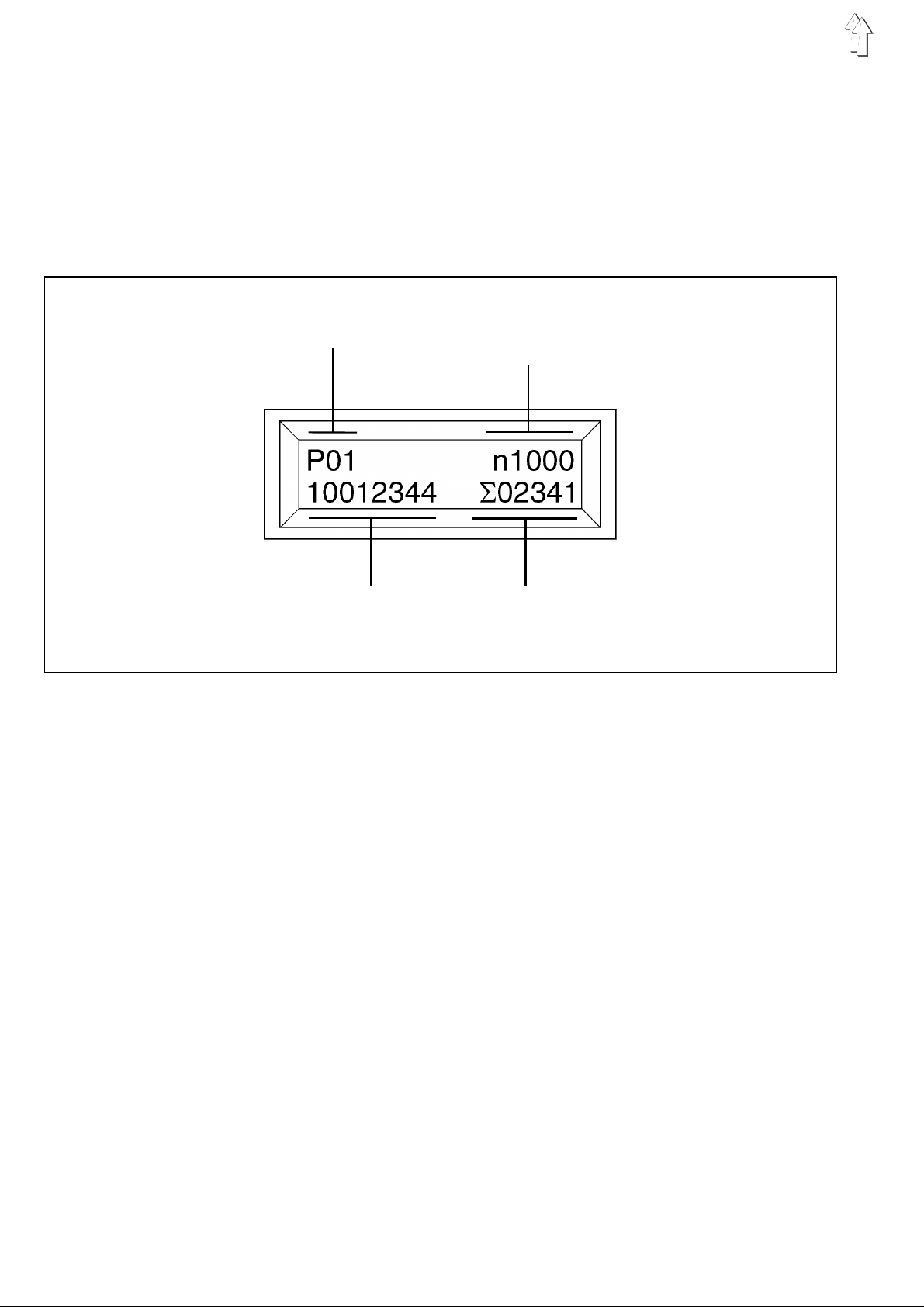
2.3 Display
El mando Mic r oco ntrol está equip ad o c o n u n d i spl a y de 2 x 1 6
caracteres.
En éste se in di can los números d e p rog r am a, el n úm er o de
revoluciones de la máquina de coser y la cantidad de piezas. En caso
de manejos erróneos o fallos se interrumpe el funcionamiento y se
indica la causa mediante el correspondiente símbolo de error.
La indicación de la lectura del contador de piezas en la mitad derecha
de la segunda mitad del display señala la disposición de la máquina a
ser puesta en ma rc ha .
Número de programa Nº de revoluciones de la máquina,
Mensajes de error
Contador de producción Contador de piezas
Número de programa
En la mitad izquierda de la primera línea del display se indica el
número del programa precisamente seleccionado.
Nº de revoluciones de la máquina / Mensajes de error
En la mitad de r ec h a d e l a pri m er a l ínea del dis pl a y se i n di c a el n úm er o
de revolucio ne s aj u s ta do en aq ue l mo me nt o para la máquina d e c o s er.
Al presenta rs e e r ror e s de ma ne j o o fa l los , ap ar e c e e l cor r e spo ndiente
símbolo de error.
Contador de producción
El contador de producción indica el número de piezas confeccionadas
hasta el momento. No se puede poner a cero.
Contador del número de piezas
El contador de piezas indica el número de piezas confeccionadas
desde la última puesta a cero del contador. Se puede poner a cero
pulsando la t ec l a " Σ".
Al desconectar el interruptor principal, la lectura actual de este
contador es almacenada en la memoria.
Si después de conectado el interruptor principal el display
aparece vacío, hay que cambiar el fusible de 1,6 A (situado en la
parte inferior del aparato de la red.
6
3. Descripción de las teclas de función
Para las diversas funciones se pueden ajustar sus valores, como
sigue:
–
Llamar la fu nc i ó n d eseada pulsando la c or re s po nd i en te te c l a d e
función.
La función ll a ma da ap ar e c erá i nd i c ad a e n e l di sp l ay c o n u n c u rs or
intermitente.
–
Modificar el valor ajustado mediante las teclas "
–
Pulsar otra v ez l a mi sm a tecla de funció n.
La modificac i ó n e s tá concluida.
La máquina está de nuevo dispu es t a p ar a fu nc ionar.
3.1 Arranque suave
Estando conectado "Arranque suave" las primeras puntadas al inicio
de la costura se coserán con un número de revolucione reducido.
Accionando esta tecla se conecta o desconecta en "Arranque suave".
"Arranque suave" está activo cuando está encendido el diodo
luminoso encima de la tecla.
+ / -
" .
3.2 Modo del interruptor de pie
Existen a disposición dos modos distintos para el interruptor de pie.
–
Elegir el mo do de i nt err u pt or d e p i e d es e ad o m ed i an te l as
teclas "+/-".
Modo 1
–
–
–
Modo 2
–
–
–
–
(Indicación:
Después de l pr i m er a c c i on am i en to de l pu l s ad or d e p i e d er e c ho
descienden a mb as p i nz a s c on j un ta me nt e.
Con las pinz a s ba j ad as , s e in i c i a e l pro c es o de c ostura al accionar
el pulsador de pi e iz qu i er d o.
Con el segu nd o a c ci on am i en to de l pu l s ad or d e p i e d ere c ho s ub en
de nuevo amba s pi n z as .
(Indicación:
Al accion ar e l pu l s ad or d e pie izquierdo desciende la pi nza
izquierda.
Mediante el accionamiento de l pu l s ad or d e p i e d er e c ho de s ci en de
la pinza der ech a.
Mientras está bajada sólo una pinza, ésta se puede hacer subir
otra vez medi a nt e u n s e gu nd o a c c ion amiento del corre s po nd i en te
pulsador de p i e.
Cuando ya están bajadas ambas pinzas, se inicia el proceso de
costura accionando el pulsador de pie izquierdo.
F=01
F=02
)
)
7
3.3 Ajustes del quemador
Existen a di sp os i c i ó n d os diferentes modo s de fu nc i o na mi e nt o d el
quemador.
–
con calentamiento básico
–
sin calentamiento básico
Si el tiempo de c os t ura necesario para el e s qu em a d e c o s tu ra e s má s
corto que el t i em po r eq ue ri do pa r a e l c ale ntamiento del qu em ad or, el
mando conmut a a ut om át i c am en te a " c o n c a lentamiento básic o " .
Con la ayuda del calentamiento básico, el quemador se calienta
previamente a una temperatura básica determinada. Con ello se reduce
el tiempo necesario para el calentamiento a la temperatura de trabajo.
El tiempo de c o s tu r a n ece s ar i o de pe nd e d el n úm er o de pu nt ad as p or
vuelta, de la leva de disco y del régimen de revoluciones seleccionado.
Con calentamiento básico
–
En la primera l ínea del di s pla y ap ar e c e e l símbolo "*" delante del
número de revoluciones de la máquina.
–
Pulsar la tecla. En el display aparece una
–
Ajustar el tie mpo de conexión pa r a e l cal e nt amiento básico c o n l a s
teclas "
conexión má s l arg o) .
Sin calentamiento básico
–
Pulsar la tecla. En el display aparece una
–
Ajustar el mo me nt o d e c o ne x ión del quemador del h i l o c o n las
teclas "
10 = momento más retardado de conexión).
Observación:
Momento más anticipado de conexión representa tiempo de
incandescencia más largo.
–
Pulsar otra vez la tecla. En el display aparece una
–
Ajustar el mo me nt o d e d es c o ne xi ón de l qu em ador de hilo
mediante las teclas "
10 = máxima duración de conexión)
+ / -
" ( 1 = tiempo de conexión más corto, 10 = tiempo de
+ / -
" (1 = moment o m ás a nt i c ipado de conexión,
+ / -
" (1 = mínima duració n d e conexión,
"G"
intermitente.
"B"
intermitente.
"E"
intermitente.
3.4 Número de revoluciones de la máquina de coser
Mediante esta tecla se puede a j us t ar el número de revol u c i on es d e l a
máquina de cos e r.
Los números d e re v ol u c i on es que se pueden ajus t ar s e pu ed en to ma r
de la siguie nt e t ab l a.
–
Ajustar el nº de revoluciones deseado con las teclas "
¡ATENCION!
En las figuras de costuras c on pu nt o e n z i g z ag de me di o a g r ue so
debe reducirs e el n úm er o de rev o l uc i o ne s de la parte superior a un
número apropi a do .
Revolutiones (1/min]
1400
2500
3600
4700
5800
6900
71000
81100
+/-
".
8

3.5 Cambio de canilla
¡Precaución! ¡Peligro de accidente!
Desconectar el interruptor principal.
Cambiar la canilla sólo estando desconectado el interruptor principal.
–
Pulsar la tecla " ".
La máquina de coser se posiciona en la posición 3.
Ahora se puede cambiar la canilla.
Advertencia
Para una mejor accesibilidad para la costurera existe una segunda
tecla con la mi sm a función en el la do i z qu i erd o d e l a ta pa del cabezal
de la máquina.
3.6 Retroceso del contador para el bobinador
Si el proceso de bobinado se interrumpiera manualmente
prematuramente, hay que poner el contador a cero como sigue:
–
Desconecta r el i n te rr up to r pri n c i pa l .
–
Conectar el i nt er ru ptor principal y si m ul t án eamente pulsar l a
tecla " ".
El contador retrocede al valor inicial ajustado en el programa P41.
–
Mientras la tecla se mantiene accionada, aparece en el display
"SP-RESET"
3.7 Puesta a cero del contador del número de piezas
Con esta tecl a s e po ne a c e ro el contador del nú me r o d e p i eza s .
Este contador indica el número de piezas confeccionadas desde la
última puest a a c er o de l mi sm o.
¡El contador de producción no se puede poner a cero!
9

4. Selección de los programas de costura, de servicio y de control
Los programas de costura, de servicio y de control abajo indicados se
seleccionan mediante el pre s el e c to r
Posición del selector Programa Función
00 P00 Indicación de la versión del programa
01 P01 Programa de c o stura
02 P02 Programa de cos tu ra c o n p aro i nt er m ed io d es p ué s de l 50 % d e
las puntadas y de la apertura de la mitad derecha de la pinza
03 P03 Programa de cos tu ra c o n p aro i nt er m ed io d es p ué s de l 50 % d e
las puntadas y de la apertura de la mitad izquierda de la pinza
11 P11 Programa de costura con los rangos de revoluciones
programados en P 41 .
40 P40 Ajustar el número de remetes por canilla
41 P41 Programa de a j uste para los rang os d e r e v ol u ci on es
programables utilizados en P11
42 P42 Test del quemador: po ne r al ro j o
43 P43 Test del quemador: ap ag ar y p on er a l r oj o
44 P44 Test del quemador: ap ag ar a pa s os
45 P45 Test del quemador: c os e r de s pa c i o, ap ag ar a pa s os
"Programa"
.
58 P58 Comprobar la i nt er f ac e ser i e
59 P59 Test de los tempori zad or e s y de la memoria
60 P60 Comprobació n d el p as o
61 P61 Comprobar lo s el e me nt os d e l a pl a ca frontal
62 P62 Comprobar los elementos de entrada
63 P63 Seleccion ar l o s el e me nt os d e e nt r ad a
64 P64 Seleccion ar l o s el e me nt os d e s a l ida
66 P66 Motor de la máquina: Test del nº de r.p.m., posición 2
67 P67 Motor de la máquina: Test del nº de r.p.m., posición 1
68 P68 Motor de la máquina: Test del nº de r.p.m., posición 1, posición 2
69 P69 Motor de la máquina: Test del nº de r.p.m., posición 2
–
Ajustar el selector
–
Conectar el interruptor principal o pulsar la tecla
El programa seleccionado está activado.
–
Si en la mitad derecha de la primera línea del display aparece el
símbolo
improcedente. Un proceso de costura que se halle en curso en el
momento del accionamiento de la tecla "
interrumpido.
–
Corregir el ajuste y pulsar la tecla "
"P?"
"Programa"
es que se ha s el e c ci on ad o u n número de progra ma
al programa deseado.
"STOP"
STOP
" quedará
STOP
".
.
10

5. Posición inicial y disposición para puesta en marcha
Posición ini ci al
–
Conectar el interruptor principal.
–
El microordenador comprueba la posición inicial de la máquina.
–
Si detecta un fallo, éste aparecerá indicado en el display con el
correspondiente símbolo.
La máquina no se puede poner en ma rc ha .
–
Eliminar el fallo.
Si el display indicara "
manualmente con el volante hasta llevarla a la 2ª posición.
–
Desconectar y volver a conectar el interruptor principal o accionar
la tecla "
Se comprueba de nuevo la posición inicial de la máquina.
–
Después de con ec t ar l a má qu i na , a pa r ece en la mitad derec ha de
la primera línea del display la indicación "
–
Pulsar la tecla "Σ".
La máquina de coser va a su posición inicial.
Disposición para puesta en marcha
El proceso de costura sólo se puede iniciar si la máquina se encuentra
en disposici ó n p ar a pu es t a e n m ar c h a.
La disposici ó n p ar a pu es t a e n m ar c h a se s eñ al i z a me di a nt e l a
indicación de la lectura del contador de piezas en la mitad derecha de
la primera línea del display.
Antes de iniciar un proceso de costura el microordenador comprueba
permanentemente los ajustes de los dispositivos en aquel momento.
Los errores detectados se indican en el display.
STOP
".
POS2
", hay que hac e r gi ra r l a m áq ui n a
REFERENZ->
Σ".
11

6. Programas de costura
6.1 Programa de cos tura P01
6.2 Programa de cos tura P02
El ciclo ex ac t o d e t r ab aj o de l pro gr a ma de c os t ura P 01 es t á d es c ri t o
en las "Inst r ucc i o ne s de ma ne j o" .
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
–
Si está cone c ta do el c a lentamiento básic o de l qu em ad or, en la
mitad derecha de la primera línea del display aparecerá, antes del
valor de la s r.p.m. de l a m áq ui n a e l s ímbolo "*".
Con un régimen de revolucion es b aj o de l a m áq ui n a, el
calentamie nt o básico se desco ne c ta au to má ti c a me nt e. El símbolo
"*" desaparece.
"Programa" a "01"
"STOP"
.
.
6.3 Programa de cos tura P03
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
Diferencia respecto a P01
–
Después del 50% del número de puntadas el accionamiento de la
máquina se pa r a e n l a po s i ci ón 2.
La mitad derecha de la pinza se levanta.
En esta posición se puede, p. ej., disponer etiquetas a coser sobre
el material a c ose r.
–
Accionar el pu l s ad or de pie derecho.
La mitad derecha de la pinza baja.
Mediante un nu ev o acc i o na mi e nt o d el p ul s a do r de pie derecho se
puede hacer subir otra vez la mitad derecha de la pinza.
–
Con la mitad de la pinza derecha b ajada, accionar e l pulsador de
pie izquierdo.
Se pone de nu ev o en ma rc ha el p r oce s o d e c o s tu r a.
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
"Programa"
"STOP"
"Programa"
"STOP"
"02"
a
.
a
.
"03"
.
.
12
Diferencia respecto a P02:
–
En el paro in te rmedio en posici ón 2 se levanta la mit ad i z qu i erd a
de la pinza.

6.4 Programa de costura P11
–
Ajustar el selector
–
Pulsar la tecla
El programa se a c ti v a .
Diferencia respecto a P01:
–
Las revoluciones de la parte superior constantes seleccionadas
para toda la fi g ur a de l a costura se susti tu y en po r l os r a ng os d e
revolucione s pr o gra ma bl e s de l pr o gra ma de aj u s te
De este modo se consigue un perfil de velocidad adaptado al dibujo de
la costura. Las revoluciones actuales de la parte superior se muestran
en el displa y y s e s e ña l i zan adicionalmente c on un s ímbolo ¡ del an te
para las revoluciones modificables de la parte superior.
–
Pulsar la tecla "n" para ajustar las revoluciones de la parte
superior no tiene ningún efecto en este programa.
–
La modificación del número de puntadas por cada vuelta del disco
de leva se hac e qu e l o s ran go s de r evo l uc i o ne s pro gr a ma do s pa r a
el número de pu nt adas antiguo se c an c el e au to má ti camente.
En el display aparece el número de puntadas del disco de leva con un
símbolo "?".
–
Confirmar esta visualización con la tecla "Σ".
–
Aparece la indicación de solicitud "= P 41!".
Con ella se recuerda al usuario que deben programarse nuevos
rangos de revoluciones con el programa
–
Ajustar el selector
–
Pulsar la tecla
El programa 41 está activado (véa s e e l c ap ítulo 7.2)
"Programa"
"PARADA"
"Programa"
"STOP"
.
"11"
en
.
en
P41
"41"
.
P41
.
.
.
13

7. Programas de servicio
7.1 Ajustar el contador del hilo infer ior
Dentro del programa P40 se ajusta la cantidad de piezas que pueden
coserse por canilla.
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
En el display aparece el valor ajustado junto al símbolo de la
canilla.
–
Ajustar el valor deseado con las teclas "
(tocar p.e. 00 20 )
–
Con la tecla "Σ" se puede mover el cursor a los diferentes puntos.
"Programa"
"STOP"
7.2 Programar los rangos de revoluci ones variables
En el progra ma P 41 pu ed en programarse para un a f i gu r a d e c o s tu ra
hasta 6 rangos d e r e vol u c i on es d i fe ren te s . L os r a ng os de
revoluciones programados se ejecutan exclusivamente en el programa
de costura P11.
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
La programac ión de los rangos d e re v ol u c iones puede lleva rs e a c ab o
de dos formas di f ere ntes:
–
Programació n e n e l mo do de puntada simple .
El displa y muestra la visua l i z aci ó n: S+1 +> Sx-Sy
Este método debería utilizarse si la figura de la costura no tiene
asignado todavía ningún rango de revoluciones.
–
Programación en el modo con indicación del rango.
El displa y muestra la visua l i z aci ó n: S + 1 < + Sx-Sy
Este procedimiento debería utilizarse cuando ya se hubiesen
asignado rangos de revoluciones a la figura de la costura.
Pulsar la t ecl a " + " pa ra c o nm ut ar e nt r e los dos modos.
–
Pulsar la tecla "Σ" para llam ar el modo de progra ma c ión
seleccionado.
"Programa"
"STOP"
"40"
a
.
a
.
"41"
.
.
+ / -
".
14
Programación en el modo de puntada simple
Regulación del 1 er r a ng o d e re v olu c i on es
–
El número de r e vol u c i on es d e l a pa rte s up er i o r " n" p ar p ad ea en el
display.
Regular el valor inicial deseado de las revoluciones de la parte
superior con las teclas "+/-".
¡Precaución! ¡Peligro de accidente!
Durante el co s i do no de be ac ce derse a la máquin a e n f un c i on am i en to .
–
Pulsar la tecla "Σ" y mantener así hasta que aparezca en el display
la situaci ó n d e l a s pu ntadas, a partir de l a cu al d eb e estar activo
un nuevo número de revoluciones de la parte superior.
Mientras s e m an ti e ne pu l sada la tecla "Σ" se reali z a n l a s pu ntadas
correspondi e nt es y s e au me nt a e l nú me r o d e p un ta da s realizadas.

Tan pronto como se suelta la tecla "Σ" se memorizan las revoluciones
reguladas de l a p arte superior para el ra ngo.
Regulación del 2º hasta máx. 6º rango de revoluciones
–
El número de revoluciones de la parte superior "n" parpadea en el
display.
Regular el valor inicial deseado de las revoluciones de la parte
superior con las teclas "+/-".
–
Pulsar la tecla "Σ" y manten er a s í hasta que a pa r ezc a en el d i s play
la situación de las puntadas, a partir de la cual debe estar activo
un nuevo núme ro d e r e v oluciones de la pa rt e sup er i o r. Mientras se
mantiene pulsada la tecla "Σ" se realizan las puntadas
correspondientes y se aumenta el número de puntadas realizadas.
Tan pronto como se suelta la tecla "Σ" se memorizan las
revolucione s r eg ul a da s de la parte super ior p ar a el r a ng o.
–
Cuando se ha alcanzado el final del número de puntadas (S), se
memorizan l os r a ng os d e revoluciones p rog r am ad os
anteriormente.
Se regresa automáticamente al comienzo del programa
Atención:
Si el valor d e l a s pu nt ad as i n di vi d ua l es q ue ac t ua l me nt e s e r ea l iz an
es menor de "4 " o m aj o r o i g ua l al resultado "Núm ero de pu ntadas-2"
no se puede ajustar ningún número de revoluciones de la parte
superior de la máquina "n" mediante las teclas "
caracterizan porque se representan en el display parpadeando y el
número de rev oluciones de la má qu i na " n" no parpadea.
+/-
". Estos valores se
P41
.
Programación en el modo con indicación del rango
¡ATENCION!
Para garantizar un proceso de costura sin problemas en el programa
de costura P 11, la programa ci ón de be r ea l i zar s e s iem pr e a t r av é s de
todo el rango d e n úm er o de pu nt adas.
Regulación del 1 er r a ng o d e re v olu c i on es
–
El cursor p arpadea dentro del v a l or f i na l del rango de númer o d e
puntadas.
Con la tecla " Σ" puede m od i fic a r s e la posición del cur s o r.
Con las teclas "+/-" se modifica el valor sobre el que está situado
el cursor.
–
Cuando está aj u s ta do el va l or f i na l de seado del rango de nú me r o
de puntadas, c am biar al ajuste de l a s r ev o l uci o ne s c on l a t ec la " n" .
El número de r e vol u c i on es d e l a pa rte s up er i o r " n" p ar p ad ea en el
display.
Regular las revoluciones de la parte superior con las teclas "+/-".
–
Confirmar el rango de revoluciones ajustado pulsando la tecla "Σ".
–
El valor final del rango de revoluciones se aumenta en uno y
constituye el valor inicial del rango de revoluciones siguiente.
Regulación del 2º hasta máximo el 6º rango de revoluciones
–
La programación se lleva a cabo del mismo modo que la del 1er
rango de revoluciones.
–
Debe tenerse en cuenta que el valor final ajustado del rango de
número de puntadas se encuentre entre el valor inicial
correspondiente y el final del número de puntadas.
–
La entrada se finaliza ajustando el valor final del número de
puntadas.
Se regresa automáticamente al comienzo del programa
Atención:
Si el valor f i na l de l a g am a d el n úm er o de pu nt ad as e s me no r de " 4" o
P41
.
15

major o igual al resultado "Número de puntadas-2" no se puede
ajustar ningún número de revoluciones de la parte superior de la
máquina "n" mediante las teclas "
accionar la tecla "n" no se cambia al ajuste del número de
revoluciones. En lugar de esto, en el display se indica el valor "
como valor final de la gama del número de puntadas. En el segundo
caso tampoco tiene lugar ningún cambio al ajuste del número de
revoluciones mediante el accionamiento de la tecla "n". Entonces en
el display se i n di c a el "Número de puntad as " c o mo v al o r fin al d e l a
gama del núme ro d e p untadas.
7.3 T e st del quemador: Poner al roj o
¡Precaución! ¡Peligro de accidente!
¡Peligro de quemarse!
Durante el test del quemador no intervenir con las manos en la zona
del quemador i n c an de s cente.
+/-
". En el primer caso, despúes de
0004
"
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
–
En la mitad derecha de la segunda línea del display aparecerá
B-TEST->
"
En la mitad derecha de la primera línea del display aparece el
número de puntadas ajustado p or v u el t a d e l a l eva de di s c o
(p. ej. S = 72).
–
Pulsar la tecla "Σ".
El quemador se conecta por un corto periodo de tiempo.
Σ".
7.4 T est del quemador: Apagar y poner al rojo
¡Precaución! ¡Peligro de accidente!
¡Peligro de quemarse!
Durante el test del quemador no intervenir con las manos en la zona
del quemador i n c an de s cente.
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
–
En la mitad derecha de la segunda línea del display aparecerá
B-TEST->
"
En la mitad derecha de la primera línea del display aparece el
número de puntadas ajustado p or v u el t a d e l a l eva de di s c o
(p. ej. S = 72).
–
Pulsar la tecla "Σ".
El quemador se conecta.
Tiene lugar una expiración como al final de costura.
Σ".
"Programa"
"STOP"
"Programa"
"STOP"
"42"
a
.
a
.
"43"
.
.
16

7.5 T est del quemador: Apagar a pasos
–
Ajustar el selector
–
Pulsar la tecla
El programa est á activado.
–
En la mitad d er e c ha de l a segunda línea del display aparecerá
B-TEST->
"
En la mitad de r ec h a d e l a pri m er a l ínea del dis pl a y ap are c e e l
número de puntadas ajustado por vuelta de la leva de disco
(p. ej. S = 72).
–
Pulsar varias veces la tecla "Σ".
Con cada accionamiento de la tecla se va conectando a pasos la
expiración c o mo al f i na l de l a c o stura.
El quemador p er m an ec e de sc on ec t ad o a l ha c er e sto .
Σ".
"Programa" a "44"
"STOP"
.
7.6 T est del quemador: Coser despacio, apagar a pasos
–
Ajustar el selector
–
Pulsar la tecla
El programa est á activado.
–
En la mitad d er e c ha de l a segunda línea del display aparecerá
B-TEST->
"
En la mitad de r ec h a d e l a pri m er a l ínea del dis pl a y ap are c e e l
número de puntadas ajustado por vuelta de la leva de disco
(p. ej. S = 72).
–
Pulsar la tecla "Σ".
La máquina cose despacio hasta el final de la costura.
–
Pulsar varias veces la tecla "Σ".
Con cada accionamiento de la tecla se va conectando a pasos la
expiración (ver programa P44).
El quemador p er m an ec e de sc on ec t ad o a l ha c er e sto .
Σ".
"Programa"
"STOP"
.
a
"45"
.
.
17

8. Programas de control
8.1 Indicar la versión del programa y la suma de chequeo
En el display aparecen una después de otra la versión del programa y
una suma de che qu eo.
p.ej.:
En las versiones de programa con igual designación de clase e igual
letra de identificación, la versión más alta reemplaza a todas las
versiones más bajas (Ejemplo: 506V03 reemplaza a 506V02 y 506V01).
La suma de cheq ue o está solamente d es t i na da al s e rv i c io de fábrica.
De ella pueden deducir los téc n i c os si l a me mo r i a d el programa
(EPROM) del ma nd o de la máquina con ti e ne to do el programa sin
error ninguno.
Dürkopp Adler AG
506B01 DE00
506 = Designación de la clase de l a m áq ui n a
B01 = Letra de ide nt i fi cación y número d e o rde n
DE00= Suma de chequeo
–
–
8.2 Comprobar la i nterfac e serie
El programa P58 comprueba el c om po ne nt e S I O de l ma nd o.
–
–
–
Ajustar el selector
Pulsar la tecla
El programa está activado.
Enchufar el en c hu fe de c om pro bación de SIO en l a un i ón
enchufable b109 de la platina principal.
El enchufe de comprobación une al emisor con el receptor.
De esta manera es posible una comprobación de bucle.
Ajustar el selector
Pulsar la tecla
El programa está activado.
Display Explicación
OK
Err
kein SIO
"Programa"
"STOP"
"STOP"
Componente SIO e stá en or d en
Componente SIO e s de fe c tu os o ,
el enchufe de comprobación de SIO no está enchufado
El mando funciona sin componente SIO
.
"Programa"
.
a
a
"00"
"58"
.
.
18

8.3 T est de la memoria y de los temporizadores
¡ATENCION!
El programa P59 borra todos los valores almacenados en la memoria.
Todos los valores t i en en qu e s e r aj u s ta do s de nu ev o .
El programa P59 comprueba la me mo r ia de trabajo (RAM ) y to do s l os
circuitos t em po r i zadores,
8.4 Comprobación del paso
–
Ajustar el selector
–
Pulsar la tecla
El programa est á activado.
Display Explicación
OK
ERROR 0
ERROR 6
ERROR 7
El programa P60 comprueba si la al i m en ta c i ón de te ns i ó n d e 2 4V
suministra corriente estando desconectados los excitadores de salida.
El programa P60 comprueba si todos los elementos de salida tienen
paso (incluidos los excitadores de salida e instalación).
–
Ajustar el selector
–
Pulsar la tecla
El programa est á activado.
"Programa" a "59"
"STOP"
La memoria de trabajo y todos los circuitos
temporizad or e s es t án en or d en
Defecto en la RAM
Temporizador 1 def ect uoso
Temporizador 2 def ect uoso
"STOP"
.
"Programa"
.
a
"60"
.
.
Display Explicación
V?
OK
s17
(Ejemplo) instalación o excitador.
Cortocircuito en la instalación o
uno de los excitadores de salida es defectuoso
Todos los circuitos tienen paso
Interrupción en el elemento de salida s17, en
Elemento de salida s17 no existe, porque forma
parte de los accesorios especiales.
Prosecución de la comprobación en el elemento
siguiente, pu l s an do l a t ec l a " Σ".
19

8.5 Comprobar los elementos de la placa frontal
El programa P 61 c om prueba los element os d e l a pl aca frontal.
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
–
Pulsar la tecla a comprobar.
En el displ a y ap are c e e l v alor asignado a es te i nt err u pt or (t ec l a ) .
Tecla Función
b513/512 Selector de programas
b829 Arranque suave con/desc
b828 Modo de l pu l sad or d e p i e, ba j ar p i nza s
b825 Cambio de canilla
b826 R.p.m. de la máquina de coser
b827 Corr ec ci ó n d el t i em po de qu emado
b500 Número de puntadas por vuelta de la leva de disco
8.6 Comprobar los e lement os de entr ada
El programa P62 comprueba el es t ad o d e c o ne x ión de los elemento s
de entrada.
"Programa"
"STOP"
(conjunta o i n di vi d ua l me nt e)
.
a
"61"
.
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
–
Pulsar el el em en to de entrada a comp r ob ar.
En el display aparece indicada la designación según el esquema
de conexion es y e l es t ad o de conexión del el e me nt o d e e nt r ad a
(p. ej.: "+b25" )
–
La indicaci ó n ca mbia cuando varía el estado de c on ex i ó n d e
cualquier ot ro e l em en to de entrada.
El estado de c o ne x i ón
–
para interrup to r es p rov i s t os d e co ntactos = contac t o a bi e rto
–
para inter rupto r e s de ap r oxima ción = metal ante el interruptor
Los siguientes interruptores no se pueden comprobar con el
programa P62 :
–
b101 Control d e la ta pa de l c ab eza l (S to p)
"Programa"
"STOP"
"+"
.
significa:
a
"62"
.
20

8.7 Seleccionar los elementos de entrada
¡ATENCION!
Todos los elementos de entrada han sido cuidadosamente ajustados
en fábrica.
Su reajuste y c or re c c i ón de be n s e r ef ec t ua dos solamente por p ers o na l
de servicio instruido al efecto.
El programa P63 sirve para aju s ta r l os e l em en to s de en trada.
–
Ajustar el selector
–
Pulsar la tecla
El programa est á activado.
En el display aparece indicado: "B?".
–
Ajustar el selector
de entrada deseado.
Como números de código se emplean las designaciones
abreviadas del esquema de conexiones (ver tabla). Esto no es
válido para los p ul s a do r es d e l a pl a c a f r on ta l (v er c a pítulo 7.5) .
En el displ ay s e i nd i c a l a de si gn ac i ó n s e gú n e l es q ue ma y el
estado de cone x i ón de l el e me nt o d e e ntrada (p. ej.:
–
Desplazar el e l em en to de en tr a da (p. ej . : in terruptor de
aproximación) hasta que en el display aparezca el estado de
conexión deseado (ver programa P62).
Elemento
de entrada
b09 Palanca de transporte posterior en posición inicial
b10 Posición inicial Stop
b11 Presentador del hilo en posición inicial
b12 Pinza derecha arriba
b16 Palanca de transporte delantera en posición inicial
b17 Pinza izquierda arriba
b18 Interruptor de pi e d er e c ho
b20 Interruptor de pi e i z q ui e rdo
b23 Cambio de canilla
b35 Transmisor de posición, posición 1 (aguja abajo)
b37 Transmisor de posició n, po s i c ión 2 ( a gu j a a r ri ba )
b38 Transmisor de posición, posición 3
"Programa"
"STOP"
Función
(aguja en el c am i no de ab aj o ha c ia arriba)
.
"Programa"
"63"
a
al número de c ód i go de l el e me nt o
.
"+B25"
).
Los siguientes interruptores no se pueden comprobar con el
programa P63 :
–
b101 Control de la tapa del cabezal (Stop)
21

8.8 Seleccionar el ementos de salida
¡Precaución! ¡Peligro de accidente!
Durante la comprobación del funcionamiento de los elementos de
salida no intervenir en la máquina en marcha, particularmente debajo
de las pinza s .
El programa P64 comprueba el funcionamiento de los elementos de
salida.
–
Ajustar el selector
–
Pulsar la tecla
El programa está activado.
En el displ a y ap are c e i n di cado: "S?".
–
Ajustar el selector
de salida deseado.
Como número s de código se empl ea n l a s de si gn ac i o ne s
abreviadas d el esquema de conex i on es (v e r ta bl a ).
–
Conectar y desconectar en marcha a impulsos el elemento de
salida des ea do pu l s an do l a t ec la "Σ".
Elemento Función
de salida
s01 Bajar pi n z a i z q uierda
s02 Bajar pi n z a d er e cha
s03 Abrir tensor del hilo
s04 Tirar del hilo
s18 Refrigeración de la aguja
s19 Palanca de transporte adelante
s20 Limpia do r de hilos adelant e
s21 Mecani smo de regreso
s22 Bajar qu emador
s26 Quemado r adelante
s28 Lubricación del garfio
s32 Desconectar bobinador
"Programa"
"STOP"
"Programa"
"64"
a
.
al número de código del elemento
.
22

8.9 Motor de la máquina: T est del nº de r.p.m., posición 2
El programa P66 sirve para comprobar los diferentes regímenes de
revoluciones del motor de la máquina de coser.
Con el selector
regímenes de revoluci o ne s.
"Programa"
se pueden pre s el e c ci on ar d i ver s o s
–
Ajustar el selector
–
Pulsar la tecla
El programa est á activado.
En el display aparece indicado "
–
Pulsar la tecla "Σ".
–
Preselecc i on ar e l número de revoluc i on es d el m ot or d e la máquina
de coser con el selector
Existen a di sp os i c i ó n 1 3 e s cal o ne s de r evo l uc i o ne s en to ta l .
Posición del selector
Posición del selector
–
Con un valor admisible, en la mitad derecha de la primera línea del
display aparece "
–
Pulsar y mantener apretada la tecla "Σ".
El motor mar cha c on l as r.p.m. dese ad as .
Después de algunos segundos, en la mitad derecha de la primera
línea del display apar e c erá n l a s r.p.m. efec t i vas ( r.p.m. reale s de
la máquina de coser).
–
Soltar la tecla "Σ".
La máquina se posiciona en la posición 2 (posición superior de la
palanca tira-hilo).
"Programa"
"STOP"
"13"
"01"
0000
.
"Programa"
: Máximas r.p.m.
: Mínimas r.p.m.
", con un val or i n ad mi s i b l e a pa rec e "
8.10 Motor de la máquina: Test del nº de r.p.m., posición 1
"66"
a
N-TEST->
.
.
Σ".
SW?
".
–
Ajustar el selector
–
Pulsar la tecla
El programa est á activado.
En el display aparece indicado "
Diferencia respecto al programa P66:
–
Después de soltar la tecla "Σ" la máquin a s e po s ic i on a e n l a
posición 1 (Posición inferior de la palanca tira-hilo).
"Programa"
"STOP"
"67"
a
.
N-TEST->
.
8.11 Motor de la máquina: Test del nº de r.p.m., posición 1, posición 2
–
Ajustar el selector
–
Pulsar la tecla
El programa est á activado.
En el display aparece indicado "
Diferencia respecto al programa P66:
–
Después de soltar la tecla "Σ" la máquina de coser se para por un
breve tiempo en la posición 1 (posición inferior de la palanca
tira-hilo).
–
A continuación la máquina se posic ion a en la posición 2
(posición superior de la palanca tira-hilo).
"Programa"
"STOP"
"68"
a
.
N-TEST->
.
Σ".
Σ".
23

9. Indicaciones sobre funcionamiento y mensajes de error
9.1 Indicaciones de ayudas para el manejo
Indicación Explicación Remedio
P?
506B01
REFERENZ->Σ
STZ-ERR
H->
B-TEST->Σ
N-TEST->Σ
UNTFZV-RESET
S+1 <+> Sx-Sy
Seleccion ad o p rog r am a i m pr o ced ente
Indicación de l a versión del progr a ma
La máquina de cos e r ha de r ea li z ar u n
recorrido de referencia
Interruptor "N º de pu nt ad as " (b 50 0) e n
posición no pe rmi t i da
Canilla del hilo inferior vacía
Activar el programa de test del quemador
Activar el programa de control del
número de rev oluciones
Se ha reinicializado el contador de
reserva del hilo inferior.
Seleccion ar e nt r e e l fu nc i o na mi e nt o d e
puntada indi vi d ua l ( S +1) o l a re gu l ac i ó n
del rango (Sx-Sy) para la sección de
revoluciones deseada.
9.2 Indicaciones en los casos de fa llo
Indicación Explicación Remedio
E2
V?
STOP
--<>-POS2
POS2->Σ
STRT-ERR
KL-ERR
TIME
GRUNDST
TR-ERR
STICHZAHL-ERR.
TAB.-OV
=> P41!
Fusible e2 en el transformador (24V)
defectuoso
Mensaje de error en el programa P60
Tecla STOP defectuosa,
Interrupción del proceso de cos t ur a
Transmisor de posi c ión no insertado
La aguja no está en la posici ón superior
La aguja no está en la posici ón superior
Cortocircuito en la línea de alimentación
del interru pt or d e p i e
Al conectar el interruptor principal, el
interruptor de pie ya había sido accionado
Las pinzas n o b aj a n correctamente
El motor de la máquina de coser no
se para con la rapidez suficiente
Máquina no está en posición i n i ci al
La palanca de transporte no tra ba j a
correctamente
El rango de número de puntadas ajustado
es demasiado bajo.
Se ha superado la T abla para un máximo
de 6 rangos de revoluciones.
No se ha programado ningún rango de
revoluciones.
Ajustar de nu ev o el s e l ec t or
Pulsar la tecla "Σ"
Ajustar de nu ev o el i n te r r up to r " Nº de
puntadas" (b500)
Cambiar la canilla
Pulsar la tecla "Σ"
Pulsar la tecla "Σ"
Cambia el fusible e2
Ver capitulo 5.6 ("Comprobación del paso)
Cambiar la tecla STOP
Inserta el t r an s mis o r de po s ic i ón
Mediante el volante llevar la aguja a la
posición superior
Pulsar la techla "Σ"
Comprobar l a l ínea de alimentación
Desbloquear el interruptor de pie, pulsar
la tecla STOP
Comprobar los interruptores b12, b17 y
el movimiento de las pinzas
Con el programa P66 comprobar si el
motor y el mando funcionan correctamente
Ajustar de nu ev o el i n te r r up to r b1 0
Programaci ón en P 41
"Programa"
24

9.3 Mensajes de error
Indicación Explicación Remedio
PROM-ERR
RAM-ERR
DISP-ERR
Suma de chequeo de la EPROM
errónea al con ec t ar
Test de la RAM defectuoso al conectar
Fallo en el d i spl a y al conectar
El programa no está correctamente contenido en la memoria
Llamar al servicio de fábrica
ERROR 0
ERROR 1
ERROR 2
ERROR 3
ERROR 4
ERROR 5
ERROR 6
ERROR 7
ERR Bxx
kein SIO
ERR
Fallo en la RAM
Fallo en los e l em en tos de entrada
Fallo en los elementos de la placa frontal
Selector de pro gr a ma s de fe c tu os o
Tarjeta de regulación para el motor
defectuosa
Breves caídas de tensión en la red
Temporizador 1 defectuoso
Temporizador 2 defectuoso
Error en la lectura del elemento
de entrada bxx
El mando no co nt i en e n i ng ún
componente SIO
Interrupción del bucle de
emisión/recepción SIO
Llamar al servicio de fábrica
Comprobar los elementos de entrada
Comprobar los elem ento s de la p laca fro ntal
Cambiar el sel e cto r de pro gra ma s
Cambiar la tar jeta de regulación
Estabilizar la alimentación de tensión
Llamar al servicio de fábrica
Llamar al servicio de fábrica
Cambiar el int err u pt or b x x de fe ctu os o ,
ajustar de nu ev o el in terruptor bxx
Pulsar la tecla STOP
Pulsar la tecla STOP
25
 Loading...
Loading...