


Inhalt Seite:
Home
T eil 4: Programmieranleitung DA-Microcontrol Kl. 506
Programmversion: 506 B03
1. Allgemeines
2. Beschreibung der Steuerung
2.1 Tasten auf der Frontplatte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2 Interne Schalter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3 Display . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3. Beschreibung der Funktionstasten
3.1 Softstart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.2 Fußschaltermodus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.3 Brennereinstellungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.4 Oberteildrehzahl . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.5 Spulenwechsel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.6 Zähle r für Spuler zurücksetzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.7 Stückzahlzähler zurücksetzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
4. Anwählen der Näh-, Service- und Prüfprogramme
5. Grundstellung und Startbereitschaft
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . . . . . . . . . . . . . . 10
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
6. Nähprogramme
6.1 Nähprogramm P01 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.2 Nähprogramm P02 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.3 Nähprogramm P03 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
6.4 Nähprogramm P11 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
7. Service-Programme
7.1 Unterfadenzähler einstellen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
7.2 Variable Drehzahlbereiche programmieren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
7.3 Brenner-Test: Glühen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
7.4 Brenner-Test: Absenken und glühen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
7.5 Brenner-Test: Schrittweise absenken . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
7.6 Brenner-Test: Langsam nähen, schrittweise absenken . . . . . . . . . . . . . . . . . . . . . . . 17
8. Prüfprogramme
8.1 Programmversion und Check-Summe anzeigen . . . . . . . . . . . . . . . . . . . . . . . . . . 18
8.2 Serielle Schnittstelle prüfen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
8.3 Speichertest und Timertest . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
8.4 Durchgangsprüfung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.5 Frontplattenelemente prüfen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.6 Eingangselemente prüfen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.7 Eingangselemente anwählen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21

Inhalt Seite:
8.8 Ausgangselemente anwählen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
8.9 Nähantrieb: Drehzahltest, Position 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
8.10 Nähantrieb: Drehzahltest, Position 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
8.11 Nähantrieb: Drehzahltest, Position 1, Position 2 . . . . . . . . . . . . . . . . . . . . . . . . . . 23
9. Funktionsanzeigen und Fehlermeldungen
9.1 Anzeigen für Bedienungshilfen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
9.2 Anzeigen bei Störungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
9.3 Fehlermeldungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25

1. Allgemeines
MICROCONTROL-Steuerung
In die
das umfangreiche Test- und Überwachungssystem
griert.
Ein Microcomputer übernimmt die Steuerungsaufgaben, überwacht
den Nähprozeß u nd z ei g t Fe hl b ed i en un ge n und Störungen a n.
Sonderprogra mm e erleichtern m ec h an i sc he E i ns t el lu ngen und ermögli chen die schnelle Prüfung von Ein- und Ausgangselementen ohne zusätzliche Me ßge r ät e.
Fehler und Prüfergebnisse werden in einem 2 x 16-stelligen Display
angezeigt.
Bei ungestörtem Betriebsablauf werden im Display Informationen zur
Bedienung u nd zum Nähablauf angez ei g t.
Bei einem Be di e nu ng s fe hl e r od er e i ne r S tö run g wird der Funkt i on sablauf unterbrochen. Die Ursache wird im Display durch das entsprechende Fehlersym bo l an ge z ei g t.
In den meisten Fällen versc hw i nd et das Fehlersym bo l na c h
Beseitigun g d er Fe hl e r urs a c he .
In einigen Fällen muß aus Sicherheitsgründen bei der Fehlerbeseitigung der Haupts ch al t er a us g es ch al t et we rde n.
Ein Te i l der Fehlermeld un ge n i st nur für das Wartungspersonal bestimmt.
Alle Funktionen können durch Drücken der entsprechenden Taste aufgerufen und geän de rt we r de n. Der A ut om at muß s i ch da z u in G run dstellung befinden.
Beim Einschalten des Automaten führt die Steuerung einige umfangreiche Selbsttests durch. Dabei werden u.a. der Programm- und Datenspeicher und das Display auf einwandfreie Funktion überprüft.
Nach Ausschalten der Maschine werden die eingestellten Werte der
einzelnen Funktionen im Programm- und Datenspeicher gespeichert
(batteriegepuffert) und beim nächsten Einschalten automatisch aktiviert.
DÜRKOPP ADLER 506
der
MULTITEST
ist
inte-
3
2. Beschreibung der Steuerung
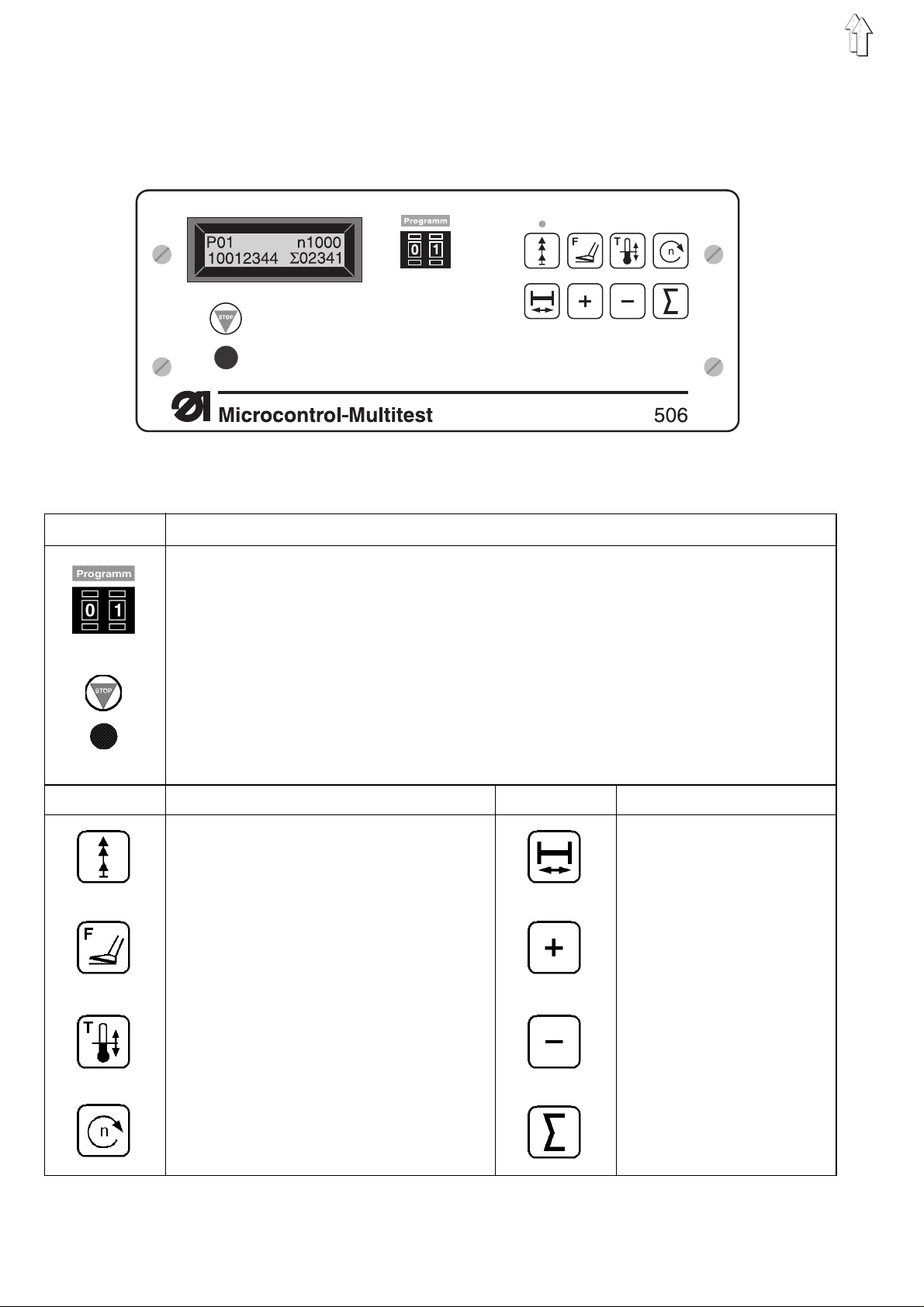
2.1 T asten auf der Fr ontplatte
Taste Funktion
Näh- und Prüf programme anwähl en
Laufendes P rog r am m s t op pe n
Angewähltes Programm aktivieren
Taste Funktion Taste Funktion
Softstart ein- / ausschalten Spulenwechsel
Fußschalter m od us e ins t el l e n Parameterwe rt e rhö he n
Brenner eins te ll en Parameterwer t ve r ri ng ern
Drehzahl einstellen Zähler stellen
4
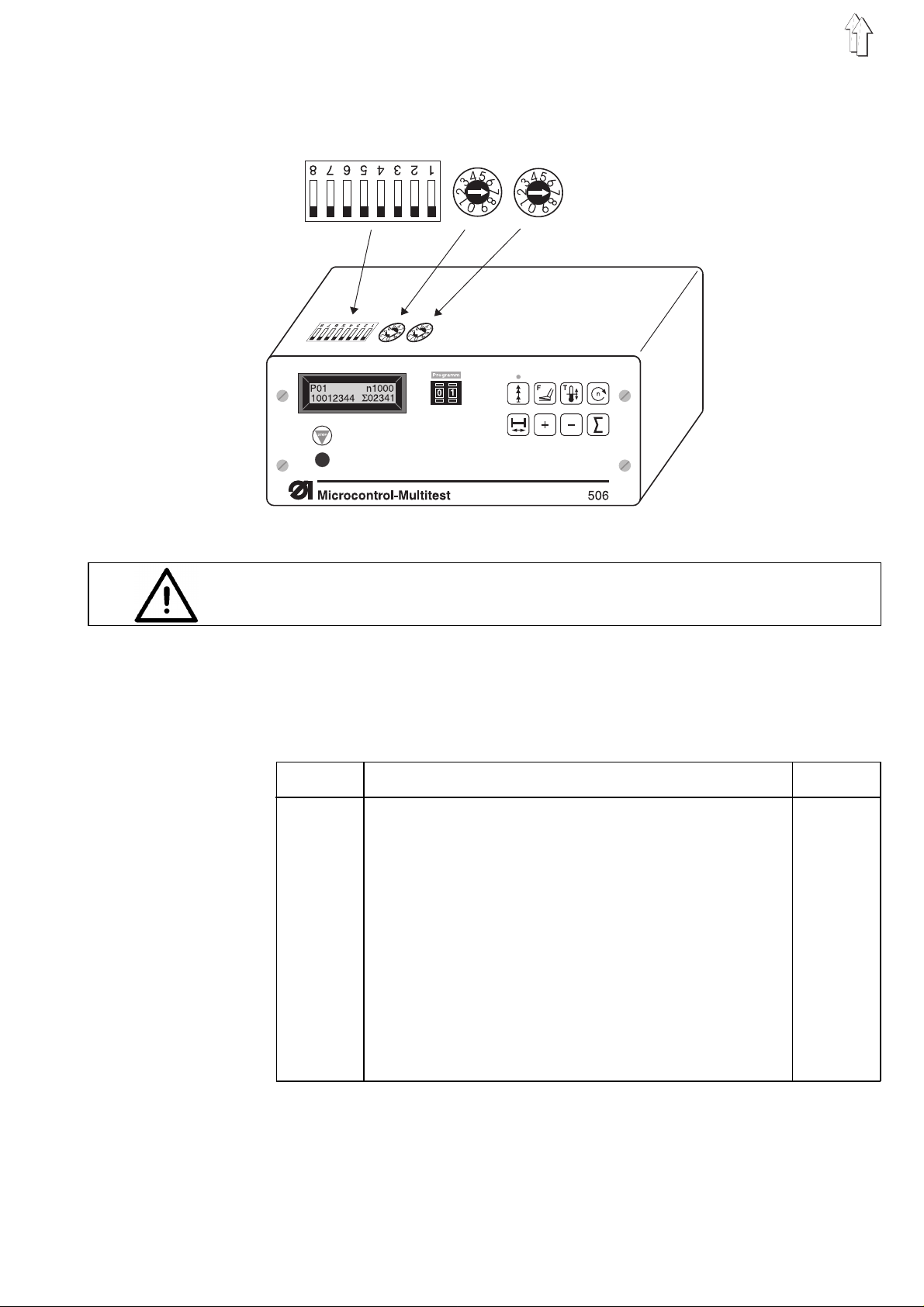
2.2 Interne Schalter
ein
aus
DIP-Schalte r b5 00
Vorsicht Spannung !
Schalter nu r be i au s ge s c ha l te te m H au pt s c ha l te r v er stellen.
DIP-Schalter b500:
Mit Hilfe des in te r nen DI P - S cha l te rs b50 0 wir d di e Anz a hl de r St i che
pro Kurvenscheibenumdrehung eingestellt.
Die zulässigen Einstellungen sind der nachfolgenden Tabelle zu entnehmen.
Schalter12345678Stichzahl
aus aus aus aus aus X Y Z 42
ein aus aus aus aus X Y Z 58
aus ein aus aus aus X Y Z 72
ein ein aus aus aus X Y Z 84
aus aus ein aus aus X Y Z 116
ein aus ein aus aus X Y Z 144
aus ein ein aus aus X Y Z 21
ein ein ein aus aus X Y Z 29
aus aus aus ein aus X Y Z 36
ein aus aus ein aus X Y Z 14
aus ein aus ein aus X Y Z 24
aus ein aus ein aus X Y Z 168
6: X = ein: Nadelkühlu ng normal
6: X = aus: Nadelkühl u ng Da ue rbe tri e b
7: Y = ein : ohne Brenn er
7: Y = aus: mit Brenner
8: Z = ein : m i t Transporth eb el
8: Z = aus: ohne Transporthebel
5
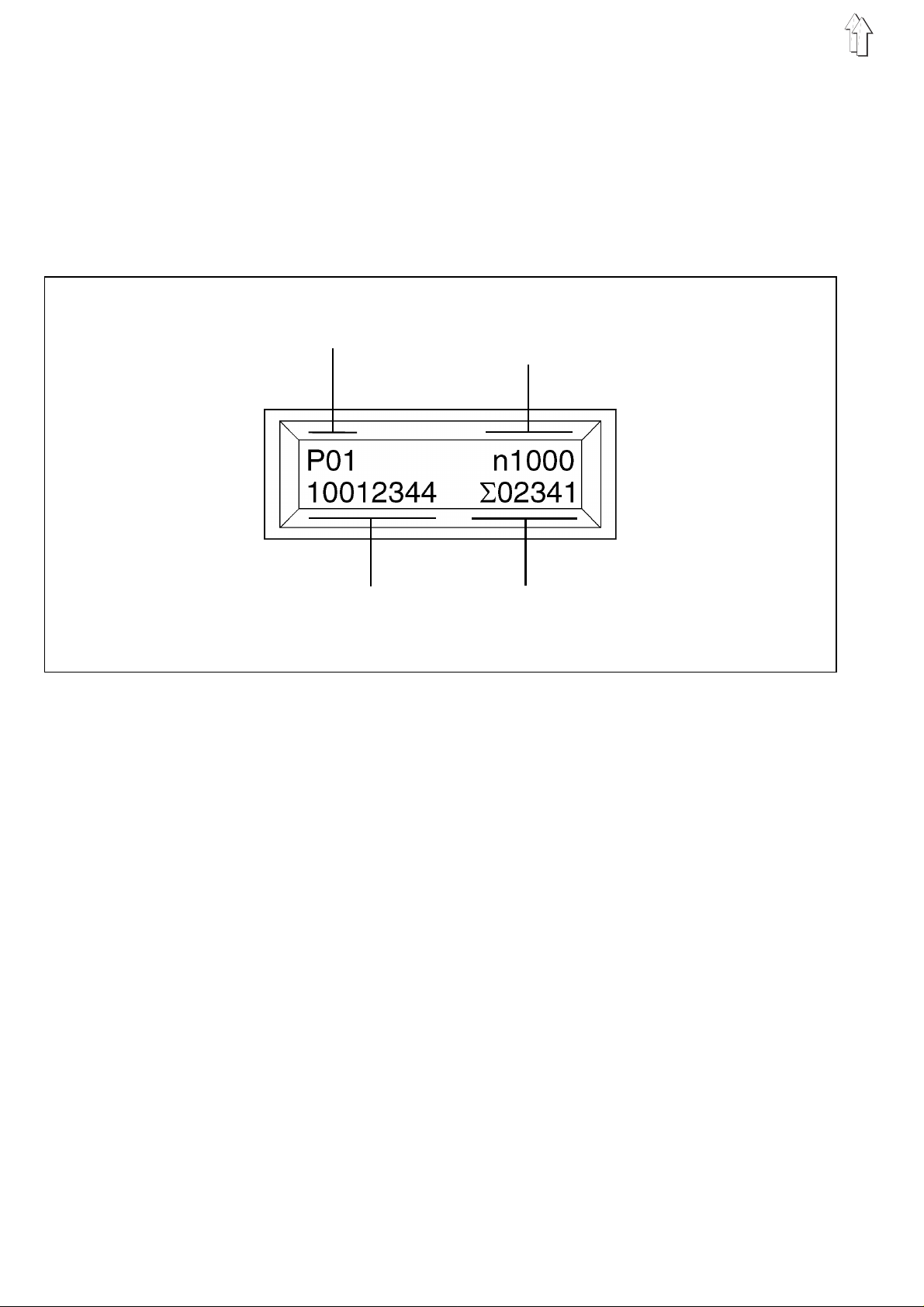
2.3 Display
Die Microcontrol-Steuerung ist mit einem 2 x 16-stelligem Display ausgestattet.
In ihm werden Programmnummer, Oberteildrehzahl und Stückzahlen
angezeigt. B ei B e di e nu ng s fe hl e r n o de r S tö r un ge n w i r d d er F u nk t i on s ablauf unterbrochen und die Ursache durch das entsprechende Fehlersymbol angezeigt.
Die Anzeige des Stückzählerstandes in der rechten Hälfte der zweiten
Displayhälfte signalisiert die Startbereitschaft des Automaten.
Programmnummer Oberteildrehzahl,
Fehlermeldungen
Produktionszähler Stückzahlzähler
Programmnummer
In der linke n H äl f te de r ers t en Di s p l ayz e i l e w i r d d i e N um me r de s gerade angewählt en P rog r am me s an ge z ei g t.
Oberteildrehzahl / Fehlermeldungen
In der rechten H äl f te de r er sten Displayzei l e w i rd d i e a ug en bli c kl i ch
eingestellte Drehzahl des Oberteiles angezeigt.
Beim Auftreten von Bedie nungsfehlern oder Störungen wird das entsprechende Fehlersymbol angezeigt.
Produktionszähler
Der Produktionszähler zeigt die Stückzahl der bisher gefertigten Teile
an. Er ist nicht rückstellbar.
Stückzahlzähler
Der Stückzähler zeigt die Anzahl der vom letzten Zurücksetzen des
Zählers gefertigten Teile an. Er kann durch Drücken der Taste "Σ" auf
Null zurückgesetzt werden.
Beim Ausschalten des Hauptschalters wird der aktuelle Stand des
Stückzahlzählers gespeichert.
Bleibt das Display nach dem Einschalten des Hauptschalters leer,
so ist die Sicherung 1,6 A (an der U nterseite des Netzgerätes) auszuwechseln.
6
3. Beschreibung der Funktionstasten
Die Werte für die verschiedenen Funktionen können wie folgt eingestellt werden:
–
Gewünschte Funktion durch Drücken der entsprechenden Funktionstaste a uf r uf en .
Die aufgerufene Funktion wird im Display mit einem blinkenden
Cursor angezeigt.
–
Eingestellten Wert mit den "
–
Gleiche Funktionstaste erneut drücken.
Die Änderung wi rd ab ge s c hlo s s en .
Der Automat ist wieder startbereit.
3.1 Softstart
Bei eingesch al t et em Sof ts t ar t we rde n d i e e rs te n S t ic he am Na ht be ginn mit redu z i ert er D r eh z ah l genäht.
Der Softstart wi rd du r ch B e tä ti g en de r Taste ein- bzw. ausgeschaltet.
Softstart is t a k tiv, wenn die Leuc h td i od e ü ber der Taste aufleuchtet.
+ / -
" - Tasten ändern.
3.2 Fußschaltermodus
Es stehen zw ei v e rs c hi e de ne Fuß s chaltermodi zur Verfügung.
–
Gewünschten F u ßs cha l te r modu s mi t de n "+/-" - Tasten einstellen.
Modus 1
–
–
–
Modus 2
–
–
–
–
(Anzeige:
Nach dem ersten Betätigen des rechten Fußtasters werden beide
Klammern gem ei n s am ab ge s en k t.
Bei abgesen kte n K l a mm ern wi rd de r Nä hvo r ga ng du rc h B e tä tig en
des linken Fußtasters gestartet.
Mit dem zweiten Betätigen des rechten Fußtasters werden beide
Klammern wieder angehoben.
(Anzeige:
Durch Betätigen des linken Fußtasters wird die linke Klammer abgesenkt.
Durch Betäti g en des rec h te n F ußtasters erfolg t da s Ab sen k en der
rechten Klammer.
Solange nur eine Klammer abgesenkt ist, kann diese durch ein
zweites Bet ät i ge n d es e nt s pr e c he nd en Fuß t as t er s wieder angehoben werden.
Sind bereits beide Klammern abgesenkt, so wird der Nähvorgang
durch Betätig en de s li nk e n Fu ß ta ste r s ge s ta rte t.
F=01
F=02
)
)
7

3.3 Brennereinstellungen
Es stehen zwei verschiedene Brennerbetriebsarten zur Verfügung:
–
mit Grundhei zu ng
–
ohne Grundhei z u ng
Ist die für das Na ht bi l d be nö tig te Nä hz e i t kü r zer a l s di e erf or d erl i ch e
Aufheizzei t de s B ren ne r s , so s c ha l te t d i e S t eu er u ng au to ma ti s ch au f
"mit Grundh eiz u ng " um .
Mit Hilfe der Grundheizung wird der Brenner auf eine bestimmte Grundtemperatur vorgeheizt. Dadurch reduziert sich die Zeit, die zum Aufheizen auf Betriebstemperatur benötigt wird.
Die benötigte Nähzeit hängt von der Stichzahl pro Kurvenscheibenumdrehung und der gewählten Drehzahl ab.
Mit Grundheizung
–
In der ersten Displayzeile wird vor der Oberteildrehzahl das Symbol "*" angezeigt.
–
Taste drücken.
Im Display wird "G" blinkend angezeigt.
–
Einschalt zei t für die Grundhei zu ng mit den "
len ( 1 = kürzeste Einschaltzeit, 10 = längste Einschaltzeit).
Ohne Grundheizung
–
Taste drücken.
Im Display wird "B" blinkend angezeigt.
–
Einschaltzeitpunkt des Fadenbrenners mit den "
stellen (1 = frühester Einschaltzeitpunkt, 10 = spätester Einschaltzeitpunkt).
Bemerkung:
Frühester E i ns ch al t z ei t pu nk t be de utet längere Glü hz e i t.
–
Taste e r ne ut drü c k en .
Im Display wird "E" blinkend angezeigt.
–
Ausschaltzeitpunkt des Fadenbrenners mit den "
stellen (1 = geringste Eins c h altdauer, 10 = längste Ein s chaltdauer).
+ / -
" - Tasten einstel-
+ / -
" - Tasten ein-
+ / -
" - Tasten ein-
3.4 Oberteildr ehzahl
Mit Hilfe di es e r Taste kann die Oberteil d r eh zah l ei ng es t el l t wer d en .
Die einstell ba ren Dr e hza hl e n k ö nn en de r unt en s te he nd en Tabelle entnommen werden.
–
Gewünschte Drehzahl mit de n "
Drehzahl [1/min]
ACHTUNG !
Bei Nahtbildern mit mittlerem bis großen Zick-Zack-Stich muß die
Oberteildrehzahl auf ein angemessenes Maß gesenkt werden.
+ / -
" - Tasten einstellen.
1400
2500
3600
4700
5800
6900
71000
81100
8

3.5 Spulenwechsel
Vorsicht Verletzungsgefahr !
Hauptschalter ausschalten.
Spule nur bei ausgeschaltetem Hauptschalter wechseln.
–
Taste " " drücken.
Das Oberteil positioniert in Position 3.
Die Spule kann ge we c hse l t w er d en .
Hinweis:
Zur besseren Erreichbarkeit für die Näherin befindet sich eine zweite
gleichberechtigte Taste auf der linken Seite des Kopfdeckels des Automaten.
3.6 Zähler für Spule r zurück setzen
Wird der Aufspulvorgang vorzeitig manuell unterbrochen, so muß der
Zähler wie folgt zurückgesetzt werden:
–
Hauptschalter ausschalten.
–
Hauptschalter einschalten und gleichzeitig Taste " " drücken.
Der Zähler wir d au f de n i n P rog r am m P 41 ei ng es t el lten Anfangswert zurückgesetzt.
–
Solange die Taste betätigt ist, ersc h ein t i m Di sp l ay "
SP-RESET
".
3.7 Stückzahlzähler zurücksetzen
Mit dieser Taste wird der Stückzahlzähler auf Null zurückgesetzt.
Der Stückzahlzähler zeigt die Anzahl der vom letzten Zurücksetzen
des Zählers ge fe r ti g te n Teile an.
Der Produktionszähler ist nicht rückstellbar !
9

4. Anwählen der Näh-, Service- und Prüfprogramme
Die unten aufgeführten Näh-, Service- und Prüfprogramme werden mit
dem Vorwahlschalter "
Schalterstellung Programm Funktion
00 P00 Anzeigen der Pro gra mm v er si o n
01 P01 Nähprogramm
02 P02 Nähprogramm mit Zwischenstopp nach 50% der Stiche
und Öffnen der re chten Klammerhä l ft e
03 P03 Nähprogramm mit Zwischenstopp nach 50% der Stiche
und Öffnen der li n k en K lam merhälfte
11 P11 Nähprogramm mit den unter P41 programmierten Drehzahl-
bereichen
40 P40 A nza hl d er R i eg el p r o S p ule einstellen
41 P41 E ins t el l p r og ram m für die in P11 verwendeten p rog r am mi e r ba ren
Drehzahlbereiche
42 P42 B ren ne r -Test: glühen
43 P43 Brenner-Test: absenken und glühen
44 P44 Br en ner -Test: schrittweise a bse nk e n
45 P45 B ren ne r -Test: langsam Nähen, s c hri t tweise absenken
Programm
" angewählt.
58 P58 Serielle Schnittstelle prüfen
59 P59 Timertest und Speichertest
60 P60 Durchgangsprüfung
61 P61 Frontplattenelemente prüfen
62 P62 Eingangselemente prüfen
63 P63 Eingangselemente anwählen
64 P64 Ausgangselemente an wählen
66 P66 Nähantrieb: Drehzahltest, Position 2
67 P67 Nähantrieb: Drehzahltest, Position 1
68 P68 Nä ha nt r i eb : D r eh z ah l te st, Position 1, P osi t i on 2
69 P69 Nähantrieb: Drehzahltest, Position 2
–
Schalter "
–
Hauptschalter einschalten oder Taste "
Das gewählte Programm ist aktiviert.
–
Erscheint in der rechten Hälfte der ersten Displayzeile das Symbol
"P?", so wurde eine unzulässige Programmnummer eingestellt.
Ein z.Z. de r B etätigung der Taste "
wird abgebrochen.
–
Einstellung korrigieren und Schalter "
Programm
" auf das gewü nsc h te P rog r am m e ins t el le n.
STOP
" drücken.
STOP
" laufende r Nä hv o r ga ng
STOP
" drücken.
10

5. Grundstellung und Startbereitschaft
Grundstellung
–
Hauptschalter einschalten.
–
Der Microcomputer üb erprüft die Grundstellung des Automaten.
–
Bei Erkennen eines Fehlers wird dieser durch das entsprechende
Symbol im Display angezeigt.
Der Automat kann nicht gestartet werden.
–
Fehler besei t i ge n.
Zeigt das Display "
nuell in die 2. P os i t i on ge dre ht werden.
–
Hauptschalter aus- und wieder einschalten oder Taste "
tätigen.
Die Grundstellung des Automaten wird erneut überprüft.
–
Nach dem Eins c ha l te n de s Au to ma te n ers c h ei n t i n de r rec h te n
Hälfte der ersten Displayzeile der Hinweis "
–
Taste "Σ" drücken.
Das Oberteil fährt in seine Automatengrundstellung.
Startbereitschaft
Der Nähvorgang ka nn nur ge sta r te t we rde n, wen n s i ch de r Auto ma t i n
Startberei tsc h af t b efindet.
Die Startbereitschaft wird durch die Anzeige des Stückzählerstandes
in der rechten Hälfte der ersten Displayzeile signalisiert.
Vor Beginn eines Nähvorganges überprüft der Microcomputer permanent die mome nt an en S te l l un ge n d er E inrichtungen.
Erkannte Fehler werden im Display angezeigt.
POS2
" an, so muß der Automat am Handrad ma-
REFERENZ->
STOP
Σ":
" be-
11

6. Nähprogramme
6.1 Nähprogramm P01
6.2 Nähprogramm P02
Der genaue Arbei tsa bl a uf des Nä hp r og ram me s P0 1 is t i n de r Be die n anleitung b esc h r ieben.
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
–
Bei eingeschalteter Grundheizung des Brenners wird in der rechten Hälfte der ersten Displayzeile vor dem Wert für die Oberteildrehzahl da s S ymb ol "*" angezeigt.
Bei niedrigen Oberteildrehzahlen wird die Grundheizung automatisch abgeschaltet. Das Symbol "*" erlischt.
Programm
STOP
" drücken.
" auf "01" einstellen.
6.3 Nähprogramm P03
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
Unterschied zu P01:
–
Nach 50% der Stichzahl stoppt der Nähantrieb in Position 2.
Die rechte K l a mm er h äl f te wi rd an gehoben.
In dieser S te l l un g können z.B. ein z un äh en de E ti k e tt en au f d em
Nähgut ausgerichtet werden.
–
Rechten Fußtaster betätigen.
Die rechte Kl a mm erh äl f te wi rd ab ge s en kt.
Durch erneutes Betätigen des rechten Fußtasters kann die rechte
Klammerhäl f te wi e de r an ge ho be n w er d en .
–
Bei abgesenkter rechter Klammerhälfte linken Fußtaster betätigen.
Der Nähvorgang wird wieder gestartet.
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
Programm
STOP
" drücken.
Programm
STOP
" drücken.
" auf "02" einstellen.
" auf "03" einstellen.
12
Unterschied zu P02:
–
Beim Zwischenstopp in Position 2 wird die linke Klammerhälfte angehoben.

6.4 Nähprogramm P1 1
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
Unterschied zu P01:
–
Die vor Nähb eg inn fü r da s ge s am te Na ht bi ld au s ge wä hl t e ko ns t .
Oberteildrehzahl wird durch die im Einstellprogramm
mierbaren Drehz a hl b ere i che er s e tzt .
Dadurch wir d e i n in di v i d ue l l an da s Na ht mu s te r an gepaßtes Geschwindigkeitsprofil ermöglicht. Die jeweils aktuelle Oberteildrehzahl wird im Display angezeigt und ist zusätzlich mit einem vorangestellten - S ymbol für die ver ä nd erl i c h e O b ert ei l d r eh zahl gekennzeichnet.
–
Das Betätigen der Taste "n" zum Einstellen der Oberteildrehzahl
ist in diesem P rog r am m ni c ht wi rk sa m.
–
Eine Änderung der Anzahl der Stiche pro Umdrehung der Kurvenscheibe bewirkt, daß die programmierten Drehzahlbereiche für die
alte Stichzahl automatisch gelöscht werden.
Auf dem Dis pla y er sc h ei n t d i e S t i c hz a hl der Kurvensche i be mi t ei nem vorangestellten "?".
–
Mit der Taste "Σ" diese Anzeige quittieren.
–
Der Aufforderungshinweis "=> P 41 !" erscheint.
Er soll den Bediener daran erinnern, daß über das Programm
neue Drehzahlb er e ic he pro gr a mm ier t we rde n m üs se n.
–
Schalter "
–
Taste "
Das Programm 4 1 is t ak t iv i ert ( s. K a pi t el 7 .2 )
Programm
STOP
" drücken.
Programm
STOP
" drücken.
" auf "11" einstellen.
P41
" auf "41" einstellen.
program-
P41
13

7. Service-Programme
7.1 Unterfadenzähler einstellen
In Programm P40 wird die Anzahl von Teilen, die pro Spule genäht werden kann, eing es t el l t .
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
Im Display wi r d ne be n d em S pu l en s ymb ol d er e i ng es t el lte Wert angezeigt.
–
Gewünschten Wert mit den "
(immer 4-stellig, z.B.: 0020)
–
Mit der Taste "Σ" k a nn de r Cu rs or zu de n v e r s chi e de ne n S t el l e n b ewegt werden.
Programm
STOP
" drücken.
7.2 V ariable Dr ehzahlbereiche programmieren
Im Programm P4 1 kö nn en fü r ei n Na ht bil d bi s zu 6 v e rs c hie de ne Dr e hzahlbereiche programmiert werden. Die programmierten Drehzahlbereiche werden nur im Nähprogramm P11 ausgeführt.
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
Die Programmierung der Drehzahlbereiche kann auf 2 verschiedene
Arten erfolge n :
–
Programmierung im Einzelstichmodus.
Das Display enthält die Anzeige : S+1 +> Sx-Sy
Dieses Verfahren soll te v erw en de t werden, wenn dem Na ht bi l d
noch keine D r eh z ah l be rei c h e z u ge ord net wurden.
–
Programmie run g i m Mo du s mi t B ereichsangabe.
Das Display enthält die Anzeige : S+1 <+ Sx-Sy
Dieses Verfahren so l l te ver w en det werden, wen n d em Na ht bi l d be reits Dreh zahlbereiche zu ge or d ne t w ur d en .
Programm
STOP
" drücken.
" auf "40" einstellen.
+ / -
" - Tasten einstellen.
" auf "41" einstellen.
14
Taste "+" drücken, um zw i sc h en de n b ei d en Mo di u mz u s c ha l te n.
–
Taste "Σ" zum Aufrufen des gewählten Programmiermodus drücken.
Programmierung im Einzelstichmodus
Einstellu ng de s 1. Drehzahlbereic he s
–
Die Oberteildrehzahl "n" blinkt im Display.
Den gewünschten Anfangswert der Oberteildrehzahl mit den Ta-
+ / -
sten "
Vorsicht Verletzungsgefahr !
Während des Nähens nicht in die laufende Maschine greifen.
–
Taste "Σ" drüc k en un d solange festhal t en bi s d er S t i c hz ä hl e rs ta nd
im Display erscheint, ab dem eine neue Oberteildrehzahl wirksam
werden soll . S ol a ng e di e Taste "Σ" betätigt wird, werden die zugehörigen Stiche ausgeführt, und die Anzahl der ausgeführten Stiche
wird erhöht .
Sobald die Taste "Σ" losgel a ss en wi rd , w i r d d ie e i ng es t ell t e O b erteildrehz ah l fü r de n B e r ei ch gespeichert.
" einstellen.

Einstellu ng de s 2. bi s max. 6. Drehza hlb er e i c he s
–
Die Oberteildrehzahl "n" blinkt im Display.
Neue Oberteil dre hz a hl m i t de n Tasten "
–
Taste "Σ" drücken und solange festhalten bis der Stichstählerstand
im Display ers c h ei n t, ab de m e i ne ne ue O be r te i ldr e hz a hl w i rk s am
werden soll. Solange die Taste "Σ" betäti gt wi rd , w er d en die z ug ehörigen Stic h e au sgeführt, und die An z ah l der au s ge fü hr t en Sti ch e
wird erhöht.
Sobald die Taste "Σ" losgelassen wird, wird die eingestellte Oberteildrehzahl für den Bereich gespeichert.
–
Wenn das angezeigte Stichzahlende (S) erreicht wird, werden die
zuvor programm i ert en Dr e hza hl b ere i c he ge spe i che r t.
Es wird automa ti s ch zu m A nf an g de s Programmes
kehrt.
Achtung:
Ist der Wert der aktuell ausgeführten Einzelstiche kleiner als "4" oder
größer/glei c h d em E rgebnis "Stich z ah l -2" , k an n
rehzahl "n" mit Hilfe der "
net werden diese Werte dadurch, daß sie in der Anzeige blinkend dargestellt w erd en un d d i e O b er t ei ld r eh z ah l " n"
Programmierung im Modus mit Bereichsangabe
+/-
" -Tas te n e ing es t el l t we rde n. G eke nn z eic h -
+ / -
" einstellen.
keine
nicht
P41
zurückge-
neue Oberteild-
blinkt.
ACHTUNG !
Um einen reibungslosen Nähablauf im Nähprogramm P11 zu garantieren, muß die Programmierung immer über den gesamten Stichzahlbereich erfolgen.
Einstellu ng de s 1. Drehzahlbereic he s
–
Der Cursor bli n k t i n ne r ha l b d es E n dwertes des St ic hz a hl b ereiches.
Mit der Taste "Σ" k a nn die P os ition des Cursors ve r än der t w er d en .
Mit den Tasten "
dert.
–
Wenn der gewün sc ht e E n dwert des Stich z ah l be r eic h es e i ng es t el l t
ist, mit der Taste "n" auf die Drehzahleinstellung umschalten.
Die Oberteildrehzahl "n" blinkt im Display.
Die Oberteildrehzahl mit den Tasten "
–
Eingestellten Drehzahlbereich durch Druck auf die Taste "Σ" bestätigen.
–
Der Endwert de s Dr e hza hl b ere i c he s wi r d um ein s erh öh t, un d b i l det den Startw ert de s nä c hst en Dr e hza hl b ere i c he s.
Einstellu ng de s 2. bi s max. 6. Drehza hlb er e i c he s
–
Die Programm i eru ng er f olg t a uf di e gl e i che Weis e, wi e be i de r P rogrammierung des 1. Drehzahlbereiches.
–
Es muß darauf geachtet werd en , d aß d er e i ng estellte Endwer t de s
Stichzahlbereiches zwischen dem jeweiligen Anfangswert und dem
Stichzahlende liegt.
–
Die Eingabe wird abgeschlossen, indem als Endwert das Stichzahlende eingestellt wird.
Es wird automa ti s ch zu m A nf an g de s Programms
kehrt.
Achtung:
Ist der Endwert des Stichzahlbereiches kleiner "4" oder größer/gleich
dem Ergebnis " Stichzahl-2" , k a nn
Hilfe der "
+/-
" -Tasten eingestellt werden. Im ersten Fall wird nach dem
+ / -
" wird der Wert an der Cursorposition verän-
+ / -
" einstellen.
P41
zurückge-
keine
neue Oberteildrehzahl "n" mit
15

7.3 Brenner-Test: Glühen
Betätigen der "n" -Taste
tet. Stattdes s en wir d als E n dw er t de s S ti c h zah l be rei c h es i m Di sp l ay
der Wert "
schaltung au f d i e D r eh z ah l einstellung durc h B et ät i gu ng de r
"n" -Tast e. Da fü r wi rd i m D i s pla y al s E n dw er t de s Sti c h dre hz a hlb er e i ches die "Stichzahl" angezeigt.
Vorsicht Verletzungsgefahr !
Verbrennungsgefahr !
Während des Brenn er t es t es mi t d en H än den nicht in de n B e rei c h de s
glühenden Brenners greifen.
0004
" angezeigt. Im zweiten Fall erfolgt ebenfalls
nicht
auf die Drehzahleinstellung umgeschal-
keine
Um-
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
–
Im Display wird in der rechten Hälfte der zweiten Zeile
"
In der rechten Hälfte der ersten Displayzeile erscheint die eingestellte St i c hz a hl pro Kurvensche i be nu mdrehung (z.B. S = 7 2).
–
Taste "Σ" drücken.
Der Brenner wird für eine kurze Dauer eingeschaltet.
STOP
B-TEST->
7.4 Brenner-T est: Absenken und Glühen
Vorsicht Verletzungsgefahr !
Verbrennungsgefahr !
Während des Brenn er t es t es mi t d en H än den nicht in de n B e rei c h de s
glühenden Brenners greifen.
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
–
Im Display wird in der rechten Hälfte der zweiten Zeile
"
In der rechten Hälfte der ersten Displayzeile erscheint die eingestellte St i c hz a hl pro Kurvensche i be nu mdrehung (z.B. S = 7 2).
–
Taste "Σ" drücken.
Der Brenner wird eingeschaltet.
Es erfolgt ein Ablauf wie am Nahtende.
STOP
B-TEST->
Programm
" drücken.
Σ" an ge zei g t.
Programm
" drücken.
Σ" an ge zei g t.
" auf "42" einstellen.
" auf "43" einstellen.
16

7.5 Brenner-Test: Schrittweise absenken
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
–
Im Display wird in der rechten Hälfte der zweiten Zeile
B-TEST->
"
In der rechten H äl f te de r er sten Displayzei l e e rs che i nt di e ei n ge stellte Stichzahl pro Kurvenscheibenumdrehung (z.B. S = 72).
–
Taste "Σ" mehrmals drücken.
Mit jeder Betätigung der Taste wird der Ablauf wie am Nahtende
schrittweise weitergeschaltet.
Der Brenner ble i bt da be i au s ges c ha lte t.
Programm
STOP
" drücken.
Σ" angezeigt.
" auf "44" einstellen.
7.6 Brenner-T est: Langsam Nähen, schr ittweise absenken
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
–
Im Display wird in der rechten Hälfte der zweiten Zeile
B-TEST->
"
In der rechten H äl f te de r er sten Displayzei l e e rs che i nt di e ei n ge stellte Stichzahl pro Kurvenscheibenumdrehung (z.B. S = 72).
–
Taste "Σ" drücken.
Der Automat näht bis zum Nahtende langsam.
–
Taste "Σ" mehrmals drücken.
Mit jeder Betätigung der Taste wird der Ablauf schrittweise weitergeschaltet ( si e he P rog r am m P 4 4).
Der Brenner ble i bt da be i au s ge sc ha lte t.
Programm
STOP
" drücken.
Σ" angezeigt.
" auf "45" einstellen.
17

8. Prüfprogramme
8.1 Programmversi on und Check-Summe anzei gen
Im Display erscheinen nacheinander die Prog rammversion und eine
Check-Summe.
z.B.:
Bei Programm v er si o ne n mit gleicher K l a ss en be z ei c h nu ng un d g l ei chem Kennbuc hs t ab en er s e tzt die höhere Version all e n i ed r igeren Versionen (Beis p i el : 50 6V 0 3 e r s et zt 506V01 und 506V 02 ) .
Die Check-Summe ist nur für den Werksservice bestimmt.
Ihr können Fachleute entnehmen, ob der Programmspeicher (EPROM)
der Automatensteuerung das gesamte Programm fehlerfrei enthält.
Dürkopp Adler AG
506B01 DE 00
506 = Klassenbezeichnung de s Automa te n
B01 = Kennbuchs ta be un d l a uf en de Nummer
DE00= Check-Summe
–
–
8.2 Serielle Schni ttstell e prüfen
Programm P5 8 p rüf t den SIO-Baust ei n de r S te ue rung.
–
–
–
Schalter "
Taste "
Das Programm ist aktiviert.
SIO-Prüfstecker in Steckverbindung b109 auf der Hauptplatine
stecken.
Der Prüfstecker verbindet den Sender mit dem Empfänger.
Auf diese Wei s e is t ei n e S c h l ei f en prü fung möglich.
Schalter "
Taste "
Das Programm ist aktiviert.
Display Erläuterung
OK
Err
kein SIO
Programm
STOP
" drücken.
Programm
STOP
" drücken.
" auf "00" einstellen.
" auf "58" einstellen.
SIO-Baustein ist in Ordnung
SIO-Baustein ist defekt,
SIO-Prüfstecker ist nicht gesteckt
Steuerung wird ohne SIO-Baustein betrieben
18

8.3 Speichertest und Timertest
Programm P59 prüft den Arbeitsspeicher (RAM) und alle Timerschaltungen der Ste uerung.
8.4 Durchgangsprüfung
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
Display Erlä uterung
OK
ERROR 0
ERROR 6
ERROR 7
Programm P6 0 p rüf t, ob die 24V-Spannungsv ers o r gu ng be i ab ge s c ha l teten Ausgangstreibern Strom liefert.
Programm P60 prüft alle Ausgangselemente (einschließlich Ausgangstreibe r un d I ns t al la ti o n) a uf Du r c hg an g.
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
Programm
STOP
" drücken.
Programm
STOP
" drücken.
" auf "59" einstellen.
Arbeitsspeicher und alle Timerschaltungen
sind in Ordn un g
RAM-Fehler
Timer 1 defekt
Timer 2 defekt
" auf "60" einstellen.
Display Erlä uterung
V?
OK
s17
(Beispiel) I ns t al la ti o n od er Treiber
Kurzschluß in der Installation oder
einer der Ausgangstreiber ist defekt
Alle Kreis e ha be n Durchgang
Unterbrechung im Ausgangselement s17, in dessen
Ausgangselement s17 ist nicht vorhanden, weil es
zum Sonderz u be hö r gehört
Fortsetzen der Prüfung beim nächsten Element
durch Drücken der Taste "Σ".
19

8.5 Frontplattenelemente prüfen
Programm P6 1 p rüf t die Frontplatt en el e me nte.
8.6 Eingangselemente prüfen
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
–
Zu prüfende Taste drücken.
Im Display wi r d de r di e s em S c ha l te r z ug eo r dn et e Wer t an ge z eigt.
Taste Funktion
b513/512 Programmschalter
b829 Softstart ein/aus
b828 Fußs ch al t er m od us , K l am me r n a bse nk e n
b825 Spulenwechsel
b826 Oberteildrehzahl
b827 Brennzeitkorrektur
b500 Stichzahl pro Kurvenscheibenumdrehung
Programm P6 2 p rüf t den Schaltzu sta nd der Eingangse l em en te .
Programm
STOP
" drücken.
" auf "61" einstellen.
(gemeinsam oder einzeln)
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
–
Zu prüfendes E ingangselement d r ück e n.
Im Display wird die Schaltplanbezeichnung und der Schaltzustand
des Eingangselementes angezeigt (z.B. "+b25").
–
Die Anzeige wec hse l t, wen n de r Sch al t zus t an d ei n es be l i eb ige n anderen Eingangselementes verändert wird.
Der Schaltzustand "+" bedeutet:
–
bei kontaktb eh af tetem Schalter = geöffne te r K on ta k t
–
bei Annäherungsschalter = Metall vor dem Schalter
Folgender Schalter kann mit dem Programm P62 nicht geprüft werden:
–
b101 Kopfdeckelkontrolle (Stop)
Programm
STOP
" drücken.
" auf "62" einstellen.
20

8.7 Eingangselement e anwähl en
ACHTUNG !
Alle Eingangselemente sind im Werk sorgfältig eingestellt worden.
Das Nachstellen und Korrigieren darf nur von ausgebildetem Servicepersonal durchgeführt werden.
Programm P6 3 d i en t zu m E i n s te l l en de r E i ng an gs e l em en te .
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
Im Display wird "B?" angezeigt.
–
Schalter "
gangselementes einstelle n.
Als Code-Nummern dienen die Kurzbezeichnungen des Stromlaufplanes (siehe Tabelle). Dies gilt nicht für die Taster der Frontplatte
(siehe Kapitel 7.5).
Im Display w i rd die Schaltpla nbezeichnung u nd de r S c ha l tz u s ta nd
des Eingangs e l em en te s an ge z ei g t (z . B . "
–
Eingangselement (z.B. Annäherungsschalter) verstellen, bis der
gewünschte Schaltzustand im Display angezeigt wird (siehe Programm P 62).
Eingangs- Funktion
element
b09 hinterer Transporthebel in Grundstellung
b10 Grundstellung Stop
b12 rechte Klammer oben
b16 vorderer Transportheb el i n G run ds t el l u ng
b17 linke Klammer oben
b18 Fußschalter rechts
b20 Fußschalter links
b23 Spulenwechsel
b35 Positionsgeber Position 1 (Nadel unten)
b37 Positionsgeber Position 2 (Nadel oben)
b38 Positionsgeber Position 3
Programm
STOP
" drücken.
Programm
" auf "63" einstellen.
" auf Code-Num me r de s ge wü ns ch te n E i n -
+B25
").
(Nadel auf de m Weg von unten nach oben )
Folgender Schalter kann mit dem Programm P63 nicht geprüft werden:
–
b101 Kopfde c kel k o nt r ol le ( S to p)
21

8.8 Ausgangselem ente anwähle n
Vorsicht Verletzungsgefahr !
Während der Funkti on s prü fu ng der Ausgangsel em en te ni c h t i n di e laufende Maschi ne , i n s be s on de re nicht unter die K l am me r n, gr e ifen.
Programm P64 prüft die Funktion der Ausgangselemente.
–
Schalter "
–
Taste "
Das Programm ist aktiviert.
Im Display wird "S?" angezeigt.
–
Schalter "
gangselementes einstellen.
Als Code-N um me r n d i en en di e K urz b ez e i c hn un ge n d es S t rom l au fplanes (sieh e Tabelle).
–
Angewähltes Ausgangselement durch Drücken der Taste "Σ" im
Tippbetrieb ein- und ausschalten.
Ausgangs- Funktion
element
s01 Klammer links absenken
s02 Klammer rechts absenken
s03 Fadenspannung öffnen
s04 Fadenziehen
s18 Nadelkühlung
s19 Transporthebel vor
s20 Fadenwischer vor
s22 Brenner absenken
s26 Brenner vor
s28 Greiferschmierung
Programm
STOP
" drücken.
Programm
" auf "64" einstellen.
" auf Code-Nummer des gewünschten Ein-
22

8.9 Nähantrieb: Drehzahltest, Position 2
Programm P66 dient zum Testen von verschiedenen Drehzahlen des
Nähantriebes.
Mit dem Schal t er "
gewählt werden.
Programm
" können verschiedene Drehzahlen vor-
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
Im Display wird "
–
Taste "Σ" drücken.
–
Drehzahl de s Nä ha nt r i eb es mit Schalter "
Es stehen insgesamt 13 Drehzahlstufen zur Verfügung.
Schalterstellung "13": Maximal dr e hza hl
Schalterstellung "01": Minimal dr e hzahl
–
Bei einem zulässigen Wert wird in der rechten Hälfte der ersten
Displayzeile "
zeigt.
–
Taste "Σ" drücken und halten.
Der Nähantrieb l äu ft mi t de r ge wä hl t en Dre hz a hl .
In der rechten H äl f te de r er sten Displayzei l e w i rd n ac h ein i ge n S e kunden die Istdrehzahl (tatsächliche Drehzahl des Oberteils) angezeigt.
–
Taste "Σ" loslassen.
Der Nähautomat po s iti o ni e rt i n P osi t i on 2 (F a de nh eb el h och s te l lung).
STOP
8.10 Nähantrieb: Drehzahltest, Position 1
Programm
" drücken.
N-TEST->
0000
", bei einem un z ul ä s s ige n Wer t "
" auf "66" einstellen.
Σ" an ge zei g t.
Programm
" vorwählen.
SW?
" ange-
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
Im Display wird "
Unterschied zu Programm P66:
–
Nach Loslassen der Taste "Σ" positioniert der Nähautomat in Position 1 (Fadenhebeltiefstellung).
Programm
STOP
" drücken.
N-TEST->
8.11 Nähantrieb: Drehzahltest, Positi on 1, Position 2
–
Schalter "
–
Taste "
Das Programm is t ak t i vi ert .
Im Display wird "
Unterschied zu Programm P66:
–
Nach Loslassen der Taste "Σ" hält der Nähautomat für kurze Zeit in
Position 1 ( Fa de nh eb el t i ef s te l l un g) .
–
Anschließen d p os itioniert der Näha ut om at in Position 2 ( Fad en he belhochstel l u ng ).
Programm
STOP
" drücken.
N-TEST->
" auf "67" einstellen.
Σ" an ge zei g t.
" auf "68" einstellen.
Σ" an ge zei g t.
23

9. Funktionsanzeigen und Fehlermeldungen
9.1 Anzeigen für Bedienungshilfen
Anzeige Erläuterung Abhilfe
P?
506B01
REFERENZ->Σ
STZ-ERR
H->
B-TEST->Σ
N-TEST->Σ
UNTFVZ-RESET
S+1 <+> Sx-Sy
Unzulässiges Programm gewählt
Anzeige der Programmversion
Oberteil muß Re fe r en zfa hr t du rc hf üh ren
Schalter "Stichzahl" (b500) in unerlaubter Schalterstellung
Unterfadenspule leer
Testprogramm für Bren ne r akt i v i ere n
Prüfprogramm für Drehzahlen aktivieren
Unterfadenvorratszähler wurde zurückgesetzt
Auswahl zwischen Einzelstichbetrieb
(S+1) oder Bereicheinstellung (Sx-Sy)
für den gewünschten Drehzahlabschnitt
9.2 Anzeigen bei Störungen
Anzeige Erläuterung Abhilfe
E2
V?
STOP
--<>-POS2
POS2->Σ
STRT-ERR
KL-ERR
TIME
GRUNDST
TR-ERR
STICHZAHL-ERR.
TAB.-OV
=> P 41 !
Sicherung e 2 i m Transfor ma to r (24V )
defekt
Fehlermeldung in Programm P 6 0
STOP-Taste de fe k t,
Abbruch des Nä hvorganges
Positionsgeber nicht eingesteckt
Nadel steht ni ch t i n ob ere r P osi t i on
Nadel steht ni ch t i n ob ere r P osi t i on
Schluß in Zuleitung der Schalter am
Fußschalter,
Fußschalter war beim Einschalten des
Hauptschalters bereits betätigt
Klammern absenken nicht korrekt
Nähantrieb k om mt ni c h t s ch nell genug
zum Stillstand
Maschine nicht in Grundstellung
Transporthebel arbe i te t nicht korrekt
Eingestell t er Stichzahlbere i c h is t z u k l e in
Tabelle für max. 6 Drehzahlbereiche wurde überschri tt en .
Keine Drehz ah l be r eic h e p r og rammiert.
Schalter "
Taste "Σ" drücken
Schalter "Stichzahl" (b500) neu einstellen
Spule wechseln
Taste "Σ" drücken
Taste "Σ" drücken
Sicherung e2 au s we c hseln
Siehe Kapitel 5.6 ("Durchgangsprüfung")
STOP-Taste austauschen
Positionsgeber einstecken
Nadel am Handrad in obere Position
drehen
Taste "Σ" drücken
Zuleitung p r üf en
Fußschalter freigeben, STOP-Taste
drücken
Schalter b 12 , b 17 un d B e we gu ng der
Klammern prüfen
In Programm P 66 prüfen, ob Motor un d
Steuerung korrekt funktionieren
Schalter b10 neu einstellen
Programmi eru ng i n P 4 1 v o rnehmen
Programm
" neu einstel l e n
24

9.3 Fehlermeldungen
Anzeige Erläuterung Abhilfe
PROM-ERR
RAM-ERR
DISP-ERR
EPROM-Checksumme beim Einschalten fehlerhaft
RAM-Test beim Einschalten fehlerhaft
Display-Fehler beim Einschalten
Programm nicht korrekt im Speicher enthalten
Werkservice anrufen
ERROR 0
ERROR 1
ERROR 2
ERROR 3
ERROR 4
ERROR 5
ERROR 6
ERROR 7
ERR Bxx
kein SIO
ERR
RAM-Fehler
Fehler bei den Eingangsel em en te n
Fehler bei den Frontplattenelementen
Programmschalter defekt
Reglerkarte für Nähantrieb defekt
Kurze Spannungsausfälle im Netz
Timer 1 defekt
Timer 2 defekt
Fehler beim Lesen von Eingangselement bxx
Steuerung enthält keinen SIO-Baustein
Unterbrechung der SIO-Sende /
Empfangsschleife
Werkservice anrufen
Eingangsel em en te pr ü fe n
Frontplattenelemente prüfen
Programmschalter austauschen
Reglerkarte austauschen
Spannungsversorgung stabilisieren
Werkservice anrufen
Werkservice anrufen
Defekten Schalter bxx austauschen,
Schalter bxx neu einstellen
STOP-Taste drücken
STOP-Taste drücken
25
 Loading...
Loading...