


Indice Pagina:
Home
Parte 2: Istruzioni per il montaggio. Classe 467
1. Parti componenti della fornitura
2. Informazioni generali e sicurezze per il trasporto
3. Montaggio del sostegno
3.1 Montaggio dei par ticolari c he compongono il sos tegn o . . . . . . . . . 5
3.2 Montaggio del ban cale sul sosteg no e completamento . . . . . . . . . 5
3.3 Reg olazione in altezza del piano di lavoro . . . . . . . . . . . . . . . . 5
4. Montaggio e collegamento del motore per la macchina pe r cucire
4.1 Inform azioni generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
4.2 Montaggio del motore per la macchina per cucire sotto il bancale . . . 7
4.3 Collega mento del motore per la macchina per cucire . . . . . . . . . . 9
4.4 Con trollo della tensione nominale d’ alimentazione . . . . . . . . . . . 9
5. Montaggio della testa della macchina per cucire
5.1 Inserire la testa della m acchina per cucire ne l bancale . . . . . . . . . 11
5.2 Montaggio e tensionam ento della cinghia t rapezoidale . . . . . . . . . 11
5.3 Montaggio del ped ale . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.4 Compensazione del potenziale di massa . . . . . . . . . . . . . . . . . 15
5.5 Montaggio della leva a ginocchie ra . . . . . . . . . . . . . . . . . . . . 15
5.6 Montaggio del pan nello di comand o per l’operatore . . . . . . . . . . . 15
6. Montaggio, collegamento e regolazione del sincronizzatore di
posizionamento
6.1 Montaggio del sincronizzatore di posizionamento . . . . . . . . . . . . 16
6.2 Collegamento del sincronizzatore di posiz i onamento . . . . . . . . . . 16
6.3 Con trollo del sens o di r otazione del motore . . . . . . . . . . . . . . . 17
6.4 Con trollo del posizion amen to . . . . . . . . . . . . . . . . . . . . . . . 18
6.5 Reg olazione del posizi onamento . . . . . . . . . . . . . . . . . . . . . 18
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
. . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . 3
. . . . . . . . . . . 11
7
7. Collegamento pneumatico
7.1 Gruppo riduttore per l’aria compressa . . . . . . . . . . . . . . . . . . 23
8. Lubrificazione
8.1 Rifornimento dei recipienti di riserva dell’olio . . . . . . . . . . . . . . 24
8.2 Lubrificazione degli s toppini e dei feltri . . . . . . . . . . . . . . . . . . 26
9. Collaudo di cucitura
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
. . . . . . . . . . . . . . . . . . . . . . . . 23
. . . . . . . . . . . . . . . . . . . . . . . . . . . 27
5
6
7
1
2
3
4
12
8
9
10
11
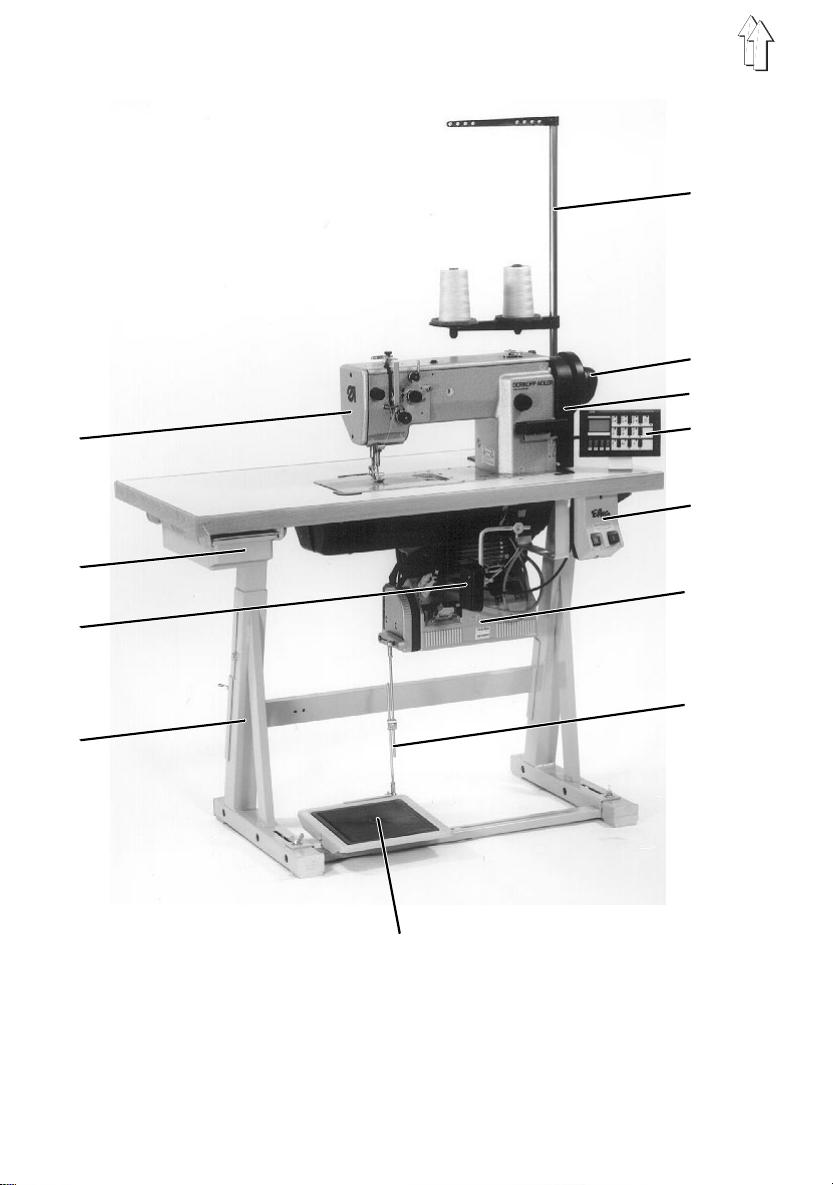
1. Parti componenti della fornitura
Il volume della fornitura
Prima d’effettuare il montaggio controllare se sono stati forniti tutti i particolari necessari
per il montaggio.
Codesta desc ri zione è valida pe r una macchina per c ucire i quali componenti singoli
sono stati forniti completamente dalla
Dotazione di base
macchina a seconda della sottoclasse che è stata acquistata):
–
–
–
–
–
–
–
–
–
–
–
–
–
–
Testa della macchina per cucire
1
Cassetto
2
Leva a ginocchiera
3
Sostegno
4
Portaconi
5
Sincronizzatore di posizionamento (dipendente dal pacchetto motore)
6
Carter di pro t ezione per la cinghia
7
Pannello di comando per l’operatore (dipendente dal pacchet to motore)
8
Interruttore principale
9
Motore per la macchina per cucire
10
Tirante per il pedale
11
Pedale
12
Puleggia per il motore e cinghia trapezoidale
Piccoli particolari nella scatola degli accessori
è dipendente dal Vs. ordine
DÜRKOPP-ADLER AG
(Nota bene: I l di spositivo rasafilo è c ome dotazione di se ri e della
.
.
2. Informazioni generali e sicurezze per il traspor to
ATTENZIONE IMPORTANTE !
Codesta macchina per cucire sp eciale dev’essere m ontata
solo da personale specializzato ed appositamente istruito
allo scopo.
Per la classe
(consultare anche il capitolo 4.1).
Tutte le figure contenute in codeste istruzioni per il
montaggio si riferiscono ad una macchina per cucire
speciale equipaggiata con un m otore per macchin a per
cucire del tipo: Efka DC1600/DA820V.
Tenete per favore in considerazione che, a causa delle
molteplici possibili varianti d’equipaggiamento, l’aspetto
della Vs. macchina per cucire speciale può differire
leggermente dalle figure riportate in codeste istruzioni!
Sicurezze per il trasporto
Se la macchina per cucire speciale è stata fornita piazzata devono essere rimosse le
seguenti sic urezze per il trasporto della macchina:
–
Rimuovere i nastri di sicurezza e le traverse in legno sulla testa della macchina per
cucire, bancal e e sostegno
–
Rimuovere i nastri di sicurezza ed il cuneo di sicur ezza sul motore pe r l a macchina
per cucir e
sono disponibili diversi pacchetti motore
467
3
11
1
2
4
3
4
8
9
5
10
12
6
13
7
14
15
4

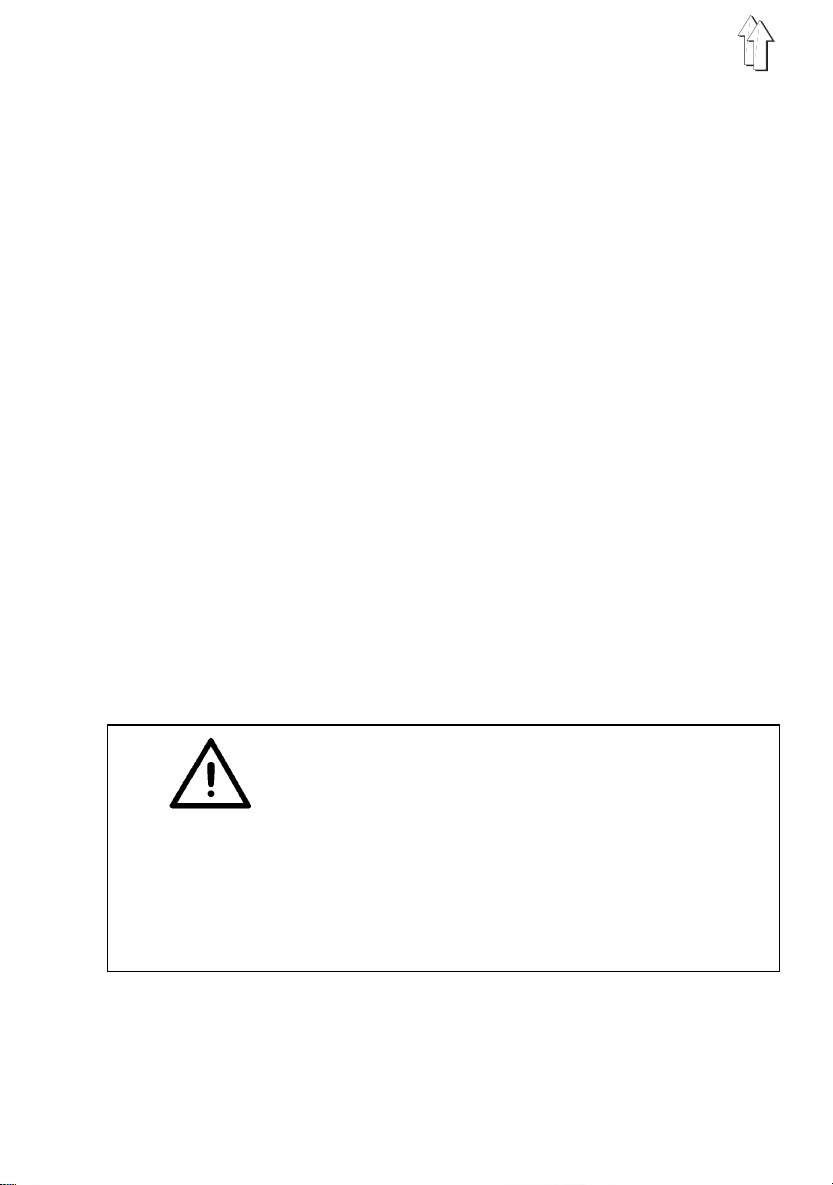
3. Montaggio del sostegno
3.1 Montaggio dei particolari che compongono il sostegno
–
Montare i componenti del sostegno come visibile nella figura.
–
Girare la vite di regolazione 15 per ottenere una stabilità del sostegno. Il sostegno
deve appoggiare con tutti e quattro i piedini sul pavimento!
3.2 Montaggio del ban cale sul sosteg no e comp letamento
–
Inserire il
–
Inserire il
–
Inserire i
bancale.
–
Avvitare a sinistra sotto il bancale il
–
Avvitare a destra sotto il bancale
–
Montare sotto il bancale e dietro l’interruttore principale 12 la
cavi 10
–
Avvitare sotto il bancale e dietro la canalina di posa dei cavi 10 il
lo scarico di trazione
–
Posare il
attraverso l a canalina di pos a dei cavi 10 ed attraverso il suppor t o 9.
–
Posare il
dall’interruttore principale 12 attraverso la canalina di posa dei cavi 10.
–
Avvitare il
stabilizzare il bancale e contemporaneamente come supporto per il fissaggio della
dotazione supplementare RAP 13-4. Il supporto ad archetto 8 viene fissato al
bancale tramite i tre dadi di fissaggio.
–
Tramite le apposite viti per legno fissare il
corrispondenza della feritoia.
–
Utilizzando le apposite viti per legno (B8 x 35) fissare il
L’allineamento del bancale sul sostegno è rilevabile dalle misure riportate nello
schizzo.
–
Inserire il
con i dadi. Montare il braccio portaconi ed il braccio passafili ed orientarli. Il
braccio portaconi ed il braccio passafili devono essere perpendicolari l’uno rispetto
all’altro.
supporto 1
tampone 2
gommini 3 e 4
.
cavo di collegamento alla rete
cavo di collegamento del motore per la macchina per c ucire
supporto ad archetto 8
portaconi 11
della testa della macchina per cucire nel foro del bancale.
attraverso il bancale nel foro per il passaggio dei cavi.
per la testa della macchina per cucire nelle feritoie del
cassetto 6
l’interruttore principale 12
dei cavi di collegamento .
sotto il bancale. Il support o ad archetto serve a
nel foro del bancale e dopo aver ins erito le rondelle f i ssarlo
con i suoi supporti.
.
canalina di posa dei
supporto 9 per
partendo dall’interruttore principale 12
carter paraolio 13
sotto il bancal e ed in
bancale 5
sul sostegno.
3.3 Regolazione in altezza del piano d i lavoro
La posizione in altezza del piano di lavoro può es sere liberament e regolata tra 750 e
900 mm (altezza misurata riferendosi alla superficie del bancale).
–
Allentare le v i ti 14 su entrambi i l ongheroni di supporto del sosteg no.
–
Regolare il bancale sull’altezza di lavoro desiderata e curare che sia in bolla. Per
impedire un o scivolamento ed incastramento l aterale, estrarre ed inserire il
bancale in m aniera uniforme su entrambi i lati. Le scale 7 sulla parete esterna d ei
longheroni di supporto del s ostegno servono com e riferimento per la regolazione.
–
Dopo la regolazione bloccare saldamente entrambi le viti 14.
5
1
2
3
4
5
6
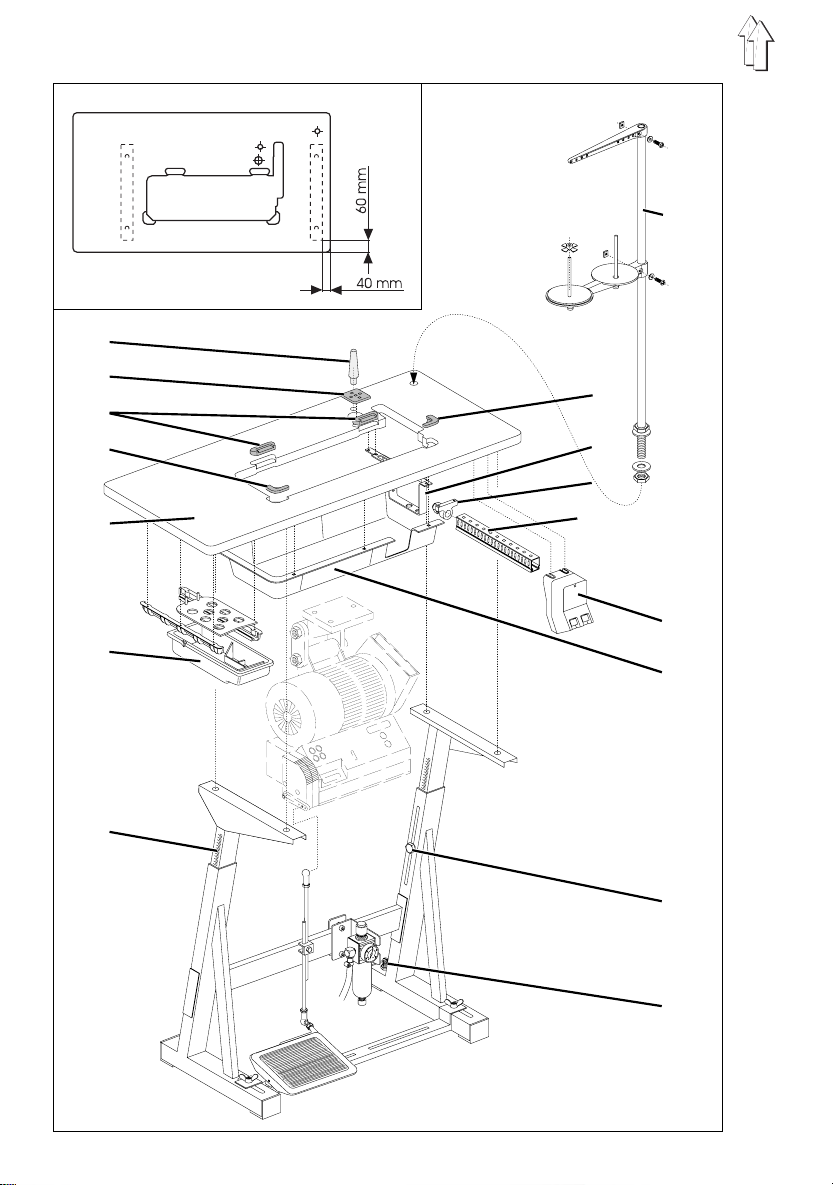
4. Montaggio e collegamento del motore per la macchina
per cucire
4.1 Informazioni generali
Pacchetti motore
Per la classe
per cucire che, a seconda della sottoclasse, sono fornibili, possono es sere rilevati nella
sottostante tabella.
sono disponibili dei pacchetti motore completi. I motori per la macchina
467
Sottoclasse Motore per la macchina Pannello di comando
467-183080
467-183081
I pacchetti motore sono costi tuiti dai seguenti particolari:
–
Motore per la macchina per cuci re
–
Interruttore principale con cavi di collegamento
–
Pannello di comando per l’operato re
–
Tirante per il pedale
–
Puleggia per il motore
–
Cinghia trapezoidale
–
Schema di collegamento
–
Materiale di fissaggio e collegamento.
Pacchetti per il collegamento elettrico
I pacchetti per il collegamento elettrico sono composti da tutti i particolari necessari per
collegare elettricamente la testa della macchina per cucire con il suo motore:
–
Cavi di coll egamento
–
Gruppo di particolari per il collegamento alla massa
–
Schema elettrico costruttivo.
per cucire per l’operatore
FIR 1147-F.752.3 -
Efka VD552/4P72 0V V720
Efka DC1600/DA820V V720
4.2 Montaggio del motore per la macchina per cucire sotto il bancale
–
Fissare il moto re per la macchina per cucire 5 (nell a figura il moto re del tipo "Efka")
con il suo zoc colo 2 sulla superficie inferiore del bancale. A codesto scopo avvitare
le tre viti a testa esagonale 4 (M8x35) con le rondelle 3 negli inserti filettati 1 del
bancale.
7
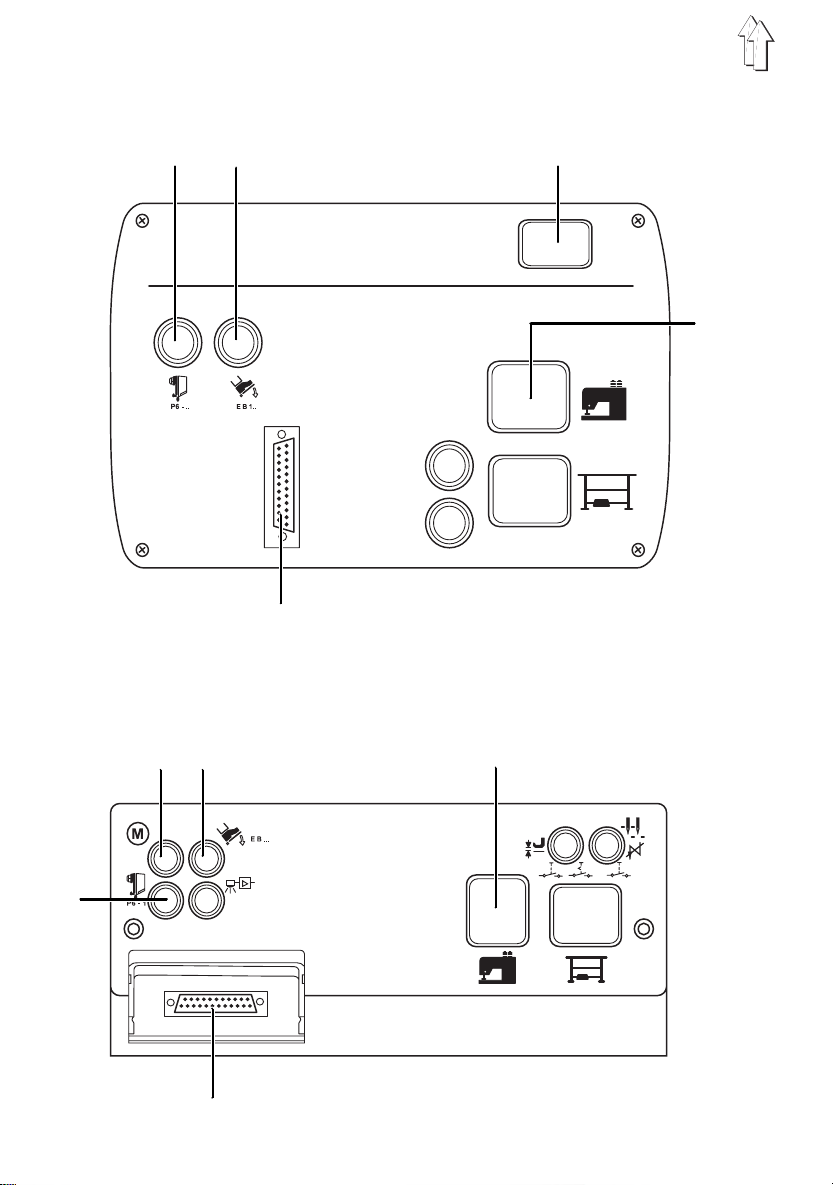
Prese di collegamento EFKA VD552/4P720V:
1 2 3
5
4
Prese di collegamento EFKA DC1600/DA820V:
1 2 3
4
5
8
4.3 Collegamento del motore per la macchina per cu cire
ATTENZIONE IMPORTANTE !
Tutti i lavori sull’equipaggiamento elettrico di codesta macchina
per cucire speciale devono essere effettuati da elettricisti
specializzati ed appositamente addestrati allo scopo. Prima
d’iniziare ogni lavoro sull’equipaggiamento elettrico si deve
estrarre la spina dalla rete d’alimentazione!
Devono essere assolutamente rispettate le istruzioni
contenute nel libretto d’istruzione per l’uso della ditta
produttrice del motore per la macchina per cucire, codesto
libretto d’istruzione è allegato al motore!
Per tutti i motori per la macchina per cucire (FIR e EFKA):
–
Collegare il cavo di collegamento elettrico dall’interruttore principale fino al motore per
la macchina per cucire.
Motore per la macchina per cucire EFKA VD552/4P720V:
–
Collegare il trasduttore per il valore dovuto (pedale) ed il gruppo frizione/freno
(consultare la figura S.12)
Motore per la macchina per cucire EFKA DC1600/DA820V:
–
Collegare il trasduttore di commutazione ed il trasduttore per il valore dovuto (pedale)
(consultare la figura S.12).
Presa di EFKA VD552/4P720V EFKA DC1600/DA820V:
collegamento
1
2
3
4
5
Nel caso di questa classe di macchina le prese di collegamento che non sono state definite
non sono collegate!
Sincronizzatore di Trasduttore di commutazione
posizionamento per DC-Motor
Trasduttore per il valore Trasduttore per il valore dovuto
dovuto (pedale) (pedale)
Frizione/freno Testa della macchina per cucire
Testa della mac china Sincronizzatore di posizionamento
per cucire
Pannello di comando Pannello di comando per l’operatore
per l’operatore
4.4 Controllo della tensio ne nominale d’alimentazi one
ATTENZIONE IMPORTANTE !
La tensione nominale riportata sulla targhetta del motore e la
tensione nominale di rete devono corrispondere tra di loro.
L’adattamento alla tensione locale d’alimentazione di rete può essere effettuata tramite i
morsetti di collegamento sul trasformatore del motore per la macchina per cucire.
–
Controllare la distribuzione dei collegamenti sul trasformatore del motore per la
macchina per cucire.
–
Se fosse necessario adattare i collegamenti in maniera tale che corrispondano alla
tensione locale d’alimentazione di rete (consultare lo schema elettrico costruttivo).
Se vengono impiegati dei motori per macchina per cucire a corrente continua, essi devono
essere alimentati a "Corrente alternata monofase". Per evitare che il collegamento di
numerose macchine per cucire su una rete d’alimentazione trifase comporti uno sfasamento
di rete e di conseguenza un sovraccarico di una singola fase si deve rispettare la seguente
I motori delle singole macchine per cucire devono essere collegati uniformemente
regola:
distribuiti sulle tre fasi della rete d’alimentazione (per il collegamento consultare lo schema
elettrico costruttivo).
9

1 2 3
4
10
5 6 7
4
6 8 9
10 11

5. Montaggio della testa della macchina per cucire
5.1 Inserire la testa della macchina per cucire nel bancale
–
Tramite le viti a testa svasata M6X8 fissare le cerniere 1 sulla base 3 della macchina per
cucire.
–
Inserire la testa della macchina per cucire 2 nell’intaglio del bancale.
5.2 Montaggio e tensionamen to della cingh ia trapezoidale
Smontare i dispositivi di protezione
–
Smontare il carter (a due componenti) di protezione per la cinghia 5 e 7 che è montato
sulla testa della macchina per cucire. Le viti di fissaggio sono accessibili attraverso i fori
praticati in entrambi i componenti del carter di protezione per la cinghia.
–
Smontare il coperchio del carter di protezione per la cinghia 8 montato sul motore per la
macchina per cucire.
Montaggio della cinghia trapezoidale e del carter di protezione per la cinghia
–
Montare la puleggia per il motore 10 (nella scatola degli accessori) sull’albero del
motore per la macchina per cucire.
–
Porre la cinghia trapezoidale 6 sulla puleggia della testa della macchina per cucire.
–
Introdurre verso il basso la cinghia trapezoidale 6 attraverso l’intaglio del bancale.
–
Ribaltare la testa della macchina per cucire verso l’indietro.
–
Porre la cinghia trapezoidale 6 sulla puleggia per il motore 10 del motore per la
macchina per cucire.
–
Riportare nuovamente la testa della macchina per cucire nella sua posizione di lavoro.
–
Montare nuovamente il carter (a due componenti) di protezione per la cinghia 5 e 7 sulla
testa della macchina per cucire.
–
Montare il supporto di sicurezza 4 per il sincronizzatore di posizionamento sul
componente destro 7 del carter di protezione per la cinghia.
(se sono montati all’atto della fornitura)
Tensionamento della cinghia trapezoidale
–
Allentare la vite 9 sullo zoccolo del motore per la macchina per cucire.
–
Tensionare la cinghia trapezoidale 6 oscillando il motore per la mac china per cucire 11.
Se la tensione della cinghia è stata regolata esattamente, la cinghia trapezoidale 6 deve
poter essere premuta senza notevole sforzo nella sua mezzeria per ca. 10 mm verso
l’interno.
–
Dopo la regolazione bloccare nuovamente saldamente la vite 9.
Montare il carter di protezione per la cinghia sul motore per la macchina per cucire
–
Regolare le battute di protezione che servono ad impedire la fuoriuscita della cinghia
trapezoidale (a seconda del tipo del motore squadretta oppure rilievo meccanico di
attuta), codeste battute sono montate nel carter di protezione per la cinghia 8, esse
devono essere regolate nella maniera seguente:
Quando la testa della macchina per cucire è ribaltata, la cinghia trapezoidale 6 deve
rimanere inserita sulle puleggie del motore e del volantino. Per la regolazione
consultare anche le istruzioni per l’uso della ditta produttrice del motore che sono a
corredo del motore!
–
Avvitare nuovamente il coperchio 8 del carter di protezione per la cinghia.
11

1
2
3
7 8
1 - Trasduttore per il valore dovuto
4 - Motore per la macchina per cucire
5 - Pannello di comando
6 - Cavo di collegamento per il trasduttore di commutazione
4
5
6
12

5.3 Montaggio del pedale
–
Fissare il pedale 7 sulla traversa 8 del sostegno.
–
Allineare lateralmente il pedale 7 nella seguente maniera:
Il tirante per il pedale 2 qu ando è agganciato deve lavorare ve rticalmente.La
traversa 8 d el sostegno è provvi st a di fori ampiamente asolati per permettere
l’allineamento del pedale .
–
Agganciare il tirante per il pedal e 2.
–
Allentare leggermente la vite 3.
–
Regolare in al tezza il tirante per il pedale 2 ne l la seguente mani era:
Il pedale 7 quando è in posizione di riposo deve presentare un’inclinazione di ca.
10°.
–
Dopo la regolazione bloccare nuovamente saldamente la vite 3.
7
13

1
2
4
3
5
14
6
5

5.4 Compensazione del potenziale di massa
Il cavo di coll egamento di massa 4 (componente del pacchetto di collegamento
elettrico) ha il compito di convogliare le cariche elettrostatiche della testa della
macchina per cucire 2, attraverso il motore per la macchina per cucire 3 verso la massa.
–
Fisare il capocorda del cavo di collegamento di massa 4, tramite la vite (M4) e la
rondella, sullo zoccolo del motore per la macchina per cucire 3.
–
Inserire il cavo di collegamento di massa 4 nel foro del bancale e portarlo verso l’alto.
–
Fissare il cavo di collegamento di massa 4 con il suo morsetto d’attacco, il morsetto
piatto e la rondella dentata sulla cerniera 1 del basamento della testa della macchina
per cucire.
5.5 Montaggio della leva a ginocchiera
Tramite la leva a ginocchiera 6, i piedini di cucitura vengono sollevati meccanicamente.
–
Inserire la leva a ginocchiera 6 nell’albero cavo 5 e bloccarla innestandola.
ATTENZIONE IMPORTANTE !
Sganciare ed es t rarre la leva a ginoc ch i era 6 prima di
ribaltare verso l’indietro la testa della macchina per cucire.
5.6 Montaggio del pan nello di co mando per l’op eratore
–
Fissare sul bancale il pannello esterno di comando per l’operatore 7 utilizzando la
squadretta di fissaggio 9 e le viti per legno.
–
Inserire il cavo di collegamen to 8 del pannello di comando per l’operatore
attraverso il foro del bancale e portarlo verso il ba sso.
–
Inserire la spina del cavo di collegamento 8 nella corrispondente presa del
pannello di comando del motore (consultare la tabella a pagina 9).
7
8
9
15

6. Montaggio, collegamento e regolazione del
sincronizzatore di posizionamento
1
5 6
6.1 Montaggio del sincronizzatore d i posizionamento
2
3
4
–
Inserire il sincronizzatore d i posizionamento 3 sulla flangia de l volantino della
macchina per c ucire. La scanalatura 6 del sincron i zzatore di posizionamento
dev’essere in serita sul perno d’arresto 5 montato sul carter di protezione per la
cinghia.
–
Bloccare entrambi le viti a brugola 2 sull’anello 1 del sincronizzatore di
posizionamento.
6.2 Collegamento del sincronizzatore di posizionamento
–
Inserire il cavo di collegamento 4 del sincronizzatore di posizi onamento attrav erso
il foro del bancale e portarlo verso il basso.
–
Inserire la spina del cavo di collegamento 4 del sincronizzatore di posizionamento
nella corrispo ndente presa del pannello di comando del m otore (consultare la
tabella a pagina 9).
16

6.3 Controllo del senso di rotazione del motore
ATTENZIONE IMPORTANTE !
Prima d’effettuare il collaudo della macchina per cucire è
assolutamente indispensabile effettuare il controllo del senso
di rotazione del motore per la macchina per cucire.
L’accensione e la messa in moto della macchina per cucire con
un senso di rotazione errato del motore può causare dei
danneggiamenti della macchina.
La freccia nella figura indica il senso giusto d i rotazione del mot ore
(marcia sinistra)
Motori a corrente alternata trifase
Nei motori a corrente alternata trifase il senso di rotazione del motore per la macchina
per cucire viene determinato dal campo rotante del l a rete d’alimentazi one.
–
Inserire la spina nella rete d’alimentazione della macchina.
–
Inserire per un attimo e poi disinserire immediatamente l’interruttore principale e
controllare il senso di rotazione della ventola del motore.
–
In caso di un errato senso di rotazione del motore controllare se la tensione
d’alimentazione genera un campo rotante destro. Se ciò è il caso devono essere
intercambiate tra di loro due fasi nella spina di collegamento della macchina alla rete
d’alimentazione.
Motori a corrente continua
Il senso di rotazione del motore è regolato in fabbrica sul senso di marcia sinistro (senso di
rotazione antiorario). Se la fornitura della macchina non avviene piazzata ma bensì a
componenti singoli si deve controllare obbligatoriamente il senso di rotazione del motore. La
regolazione del senso di rotazione del motore viene effettuata sul pannello di comando per
l’operatore. Per regolare il motore sul senso di marcia sinistro il parametro
regolato sul valore 0 (consultare il libretto d’istruzione della ditta produttrice del motore).
F-161
dev’essere
ATTENZIONE IMPORTANTE !
Dopo una variazione del senso di rotazione è
assolutamen te necessaria una nuova programmaz i one
delle funzioni di posizionamento della macchina per cucire.
.
17

6.4 Controllo del posizionamento
Posizione di riferimento
La posizione di riferimento è il punto di partenza per tutte le posizioni che sono
determinate dalla fabbrica. Nella posizione di riferimento la punta dell’ago (ago durante
il suo movimento di discesa) è situata allo stesso livello della superficie superiore della
placca ago.
1. Posizione
Nel caso di macchine per cucire dotate con il dispositivo rasafilo, nella 1. posizione
viene attivato il ciclo di ta gl i o. L’attivazione del ciclo di taglio deve avvenire prima de l
punto morto inferiore dell’ago poichè in caso contrario il coltello tirafilo del dispositivo di
taglio potrebbe entrare in collisione con l’apricestello.
1
Nella 1. posizione, il bordo inferiore della cruna dell’ago (ago durante il suo movimento
di discesa) dev’essere allineato con l’anello fermacestello 1 del crochet (consultare lo
schizzo).
2. Posizione
Nella 2. posizione la leva tendifilo dev’essere situata nel suo punto morto superiore.
18

Controllo del posizionamento
–
Inserire l’interruttore principale.
–
Premere brevemente il pedale verso l ’ avanti. La macchina per cucire posiziona
nella 1. posizione. Controllare la posizione dell’ago.
–
Premere completamente il pedale verso l’indietro e mantenerlo premuto. I fili
vengono tagliati. La macchina per cucire posiziona nella 2. posizione (leva tendifilo
al suo punto morto superiore).
–
Controllare se la leva tendifi l o si trova nel suo punto morto super i ore. Per
controllare m uovere leggerment e i n avanti ed indietro il volantino.
–
In codesta ma ni era il controllo è terminato. Se dev’essere effettuata una
correzione della regolazione di fabbrica, per la programmazione delle posizioni si
deve procedere come descritto qui a seguito.
6.5 Regolazione delle posizioni
Il sincronizz atore di posizionamento dev’esse re nuovamente regolato dopo i segu enti
lavori effettuati sulla macchina:
–
Montaggio del sincronizzatore di posizionamento al momento dell’installazione
della macchina per cucire
–
Dopo un avvenuto smontaggio del sincronizzato re di posizionamento
–
Dopo una sostituzione del sincronizzatore di posizionamento
–
Dopo una sostituzione del micropr ocessore del pannello di comando del mot ore
–
Dopo una sostituzione del pannello di comando del motore
Sul sincronizzatore di posizionamento del tipo digitale non sono necessarie delle
regolazioni meccaniche. Solo prima del primo collaudo dev’essere regolata la posizione
di riferimento.
Le posizioni della macchina vengono registrat e dal sincronizzatore di posizionamento
in passi (incrementi) e vengon o i ndicate sul "Displ ay". Una rotazione completa del
volantino corrisponde a 512 passi. La variazione dell’indicazione sul "Display" avviene
ogni 2 passi. Qui ndi una variazio ne fino al prossimo valore indicato corrisponde ad un
valore d’angolo di rotazione pari a ca. 1,4°.
La posizione angolare della 1 . posizione e della 2. posizione risp etto alla posizione di
riferimento è definita per ciascuna posizione da un determinato numero di incrementi.
19

Passi di programmazione:
1. Ric hiamo del metodo di correzione
-
Disinserire l’interruttore principale.
-
Premere il tasto "P" e mantenerlo premuto.
-
Inserire l’interruttore principale. Sul "Display" appare "
-
Rilasciare il tasto "P".
2. Per passare sulla "Soglia per il tecnico"
-
Impostare il numero di codice "
-
Premere il tasto "E". Il pannello commuta sulla "Soglia per il tecnico". Sul
"Display" appare il numero di parametro "
-
Se è stato impostato un numer o di codice errato appare il testo "
In questo caso ripetere l’impostazione.
3. Programmazione della posizione di riferimento
-
Impostare il numero di parametro "
-
Premere il tasto "E". Sul "Display " appare il numero di parametro "
l’abbreviazione "
tasto "F" lampeggia.
-
Premere il tasto "F". Sul "Display" appare "
-
Girare manualmente il volantino sempre e solo nel senso normale di rotazione
della macchina ed effettuare a l meno un giro fino a raggiungere la posizione di
riferimento (ago nel suo movimento di discesa e punta dell’ago allo stesso livello
della superf i ci e superiore dell a placca ago).
-
Premere il tasto "P". La posizione di riferimento che è stata regolata viene
memorizzata.
" (Routine di servizio 1). Il diodo luminoso montato sopra il
Sr1
" tramite i tasti per i valori numerici "1...0".
1907
".
F-100
" tramite i tasti per i valori numerici "1...0".
170
Position 0
C-0000
".
".
C-0000 Info F1
F-170
".
" con
4. Programmazione della 1. posiz ione
-
Impostare il numero di parametro "
-
Premere il tasto "E". Sul "Display " appare il numero di parametro "
l’abbreviazione "
tasto "F" lampeggia.
-
Premere il tasto "F". Sul "Display" appare "
corrispondente d’incrementi.
-
Girare manual men te il v ola ntin o fin o a qu an do la m acc hin a ha r ag giunto la 1 . po siz ion e.
5. Programmazione della 2. posiz ione
-
Premere il tasto "E". Sul "Display" appare "
corrispondente d’incrementi.
-
Girare manual men te il v ola ntin o fin o a qu an do la m acc hin a ha r ag giunto la 2 . po siz ion e.
" (Routine di servizio 2). Il diodo luminoso montato sopra il
Sr2
" tramite i tasti per i valori numerici "1...0".
171
F-171
Position 1
Position 2
" ed il numero
" ed il numero
20
" con

6. Abbandono del metodo di correz ione
-
Premere due volte il tasto "P".
7. Memorizzazione della regola zione
-
Premere brevemente verso l’avanti il pedale.
-
Premere completamente verso l’indietro il pedale. Viene attivato un ciclo di taglio
del dispositivo rasafilo. I piedini si sollevano. L’impostazione che è stata appena
corretta viene memorizzata.
-
La macchina per cucire è ora pronta a lavorare.
ATTENZIONE IMPORTANTE !
Alla fine di una procedura di co rrezione è assolutamente
necessario effettuare una cucitura con susseguente ciclo
del dispositivo rasafilo. Solo dopo codesta procedura la
regolazione c he è stata corrett a viene memorizzata. Se si
cuce solo e non si effettua un ciclo di taglio, quando
l’interruttore principale viene disinserito la regolazione
effettuata v i ene persa.
21

1
2
3
4
5
6
6
4
8
2
10
7
22
5

7. Collegamento pneumatico
Per garantire il funzionamento del dispositivo elettropneumatico
automatica della cucitura e sollevamento automatico dei piedini), che è fornibile come
dotazione supplementare, la macchina per cucire dev’essere alim entata con aria
compressa priva di residui d’acqua.
ATTENZIONE IMPORTANTE !
Un funzionamento perfetto del di s positivo
elettropneumatico
cucitura e sollevamento automatico dei piedini) è
assicurato solo se la pressione della rete d’alimentazione
dell’aria compressa è costantemente compresa tra 8 e 10
bar.
La pressione d’ esercizio dei dispositivi pneumati ci montati
sulla macchina per cucire d eve corrisponder e a
–
Collegare il gruppo riduttore per l’aria compressa necessario per l’esercizio del
dispositivo elettropneumatico
sollevamento automatico dei piedini) tramite il tubo di collegamento 5 (Ø = 9 mm)
alla rete d’alimentazione dell’aria compressa.
–
Pacchetto di collegamento pneumatico
Per il sostegno con gruppo riduttore per l’aria compressa, sotto il numero di
particolare 0797 003031 può essere ordinato un pacchetto di collegamento
pneumatico. Codesto pacchetto di collegamento pneumatico è composto dai
seguenti particolari: - Tubo di collegamento, lunghezza 5m, Ø = 9 mm
RAP 13-4
RAP 13-4
(fermatura automatica della cucitura e
- Fascette e bo ccole per il tubo
- Spina e presa d’accoppiamento pneumatico
(fermatura automatica della
RAP 13-4
(fermatura
.
6 bar
7.1 Gruppo riduttore per l’aria comp ressa
Sotto il numero di particolare 9781 000002 può essere ordinato il gruppo riduttore per
l’aria compressa
pneumatico.
per l’esercizio delle dotazioni supplementari a funzionamento
WE-6
Collegamento del gruppo riduttore per l’aria compressa
–
Fissare il gruppo riduttore per l’aria compress a 3 con la squadretta 2 e giunzione 1
sulla traversa del sostegno 4.
–
Tramite il tubo di collegamento 5 (Ø = 9 mm) e l’accoppiamento per il tubo R1/4"
collegare il gruppo ridutto re per l’aria compressa 3 alla rete d’ alimentazione
dell’aria compressa.
Regolazione della pressione d’esercizio
La pressione d’esercizio deve corrispondere a
La pressione d’ esercizio può essere letta sul manometro 7.
–
Per la regolazione della pressione d’esercizio, sollevare la manopola girevole 6 e
rotarla.
Per aumentare la pressione d’esercizio= Rotar e l a manopola girev ol e 6 in senso
orario
Per diminuir e l a pressione d’esercizio= Rotare la manopola girevol e 6 in senso
ant iorario
6 bar
.
23

8. Lubrificazione
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio
lubrificant e. Dopo un conta tto lavarsi accuratamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltimento di oli minerali è
sottoposta a direttive legislative. Smaltite l’olio usato
sempre presso i posti d’accet tazione autorizzati.
Proteggete l’ ambiente. Fate att enzione a non sparg ere
l’olio nell’ambiente.
Per il rifornimento dei recipienti di riserva dell’olio utilizzare sempre ed esclusivamente
dell’olio lubrificante del tipo
qualità con le seguenti caratteristiche tecniche:
–
Viscosità a 40° C : 0 mm2/s
–
Punto d’infiammazione: 150 °C
ESSO SP-NK 1 0
oppure un altro olio lubrificante di alta
L’olio lubrificante
autorizzati della
Canistro da 2 litri: 9047 000013
Canistro da 5 litri: 9047 000014
ESSO SP-NK 1 0
DÜRKOPP AD LER AG
può essere acq uistato presso i punti di vendita
sotto il seguente numero di particolare:
8.1 Rifornimento dei recipienti d i riserva dell’olio
Lubrificazione della base della macchina per cucire
–
Svitare la vite 2 che tappa il bocchettone di rifornimento dell’olio.
–
Effettuare il rifornimento d’olio.
–
Controllare il livello dell’olio sulla spia 3. Il livello dell’olio dev’essere situato tra le
due linie rosse di riferimento.
–
Avvitare nuovamente la vite 2 che tappa il bocchettone di rifornimento dell’olio.
–
Pulire la vaschetta paraolio dall’olio eventualmente traboccato.
Lubrificazione della testa della macchina per cucire
–
Rifornire d’olio il tubetto di distribuzione 1 fino al suo bordo superiore. Tramite il
feltro situato sotto il tubetto di distribuzione l’olio fluisce lentamente nella testa
della macchina per cucire.
24

Lubrificazione del crochet
–
Estrarre la leva a ginocchiera.
–
Ribaltare verso l’indietro la testa della macchina per cucire.
–
Rifornire d’o l i o i l tubetto 4 fino a r aggiungere la linea di riferimento "
ATTENZIONE IMPORTANTE !
Di fabbrica la regolazione dell’afflusso dell’olio è regolata
su una relativamente grande quantità d’afflusso d’olio, ciò
per assicurare che durante il periodo di collaudo della
macchina la lu brificazione del crochet venga sicuramente
garantita. La regolazione dev ’essere controllata e dopo il
periodo di collaudo dev’essere ridotta sulla quantità
sufficiente ad assicurare una costante lubrificazione del
crochet (a questo scopo controllare il libretto d’istruzione
per il servizio).
max.
".
1
2
3
4
25

8.2 Lubrificazione degli stoppini e dei feltri
Al momento del montaggio e dopo un lungo periodo d’inattività della macchina, gli
stoppini ed i l feltro 1 montati nella testa della macchina per cuc i re devono essere
imbevuti manualmente con una piccola quantità d’olio.
1
5
2 3
–
Smontare il c operchio 2 della testa della macchi na.
–
Lubrificare gli stoppini ed il feltro 1 con una piccola quantità d’olio.
–
Rimontare il coperchio 2 della testa della macchina e bloccarlo con le sue viti.
Attenzione importante: Durante codesta operazione curare che la linguetta in feltro
3 del coperchio della testa della macchina sia pinzata tra il feltro d’assorbimento 6
ed il giunto dello stoppino 5. Il foglio 4 deve giacere sulla parte interna del
coperchio 2 d el l a testa della mac china.
26
4
6

9. Collaudo di cucitura
Una volta terminati i lavori di montaggio si pu ò procedere ad un collaudo di cucitura!
–
Inserire la spina nella rete d’alimentazione.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale. Per avvolgere il filo
della spolina, eseguire l’infilatura del filo inferiore solo se
l’interruttore principale è disinserito.
–
Eseguire l’infilatura del filo inferiore per avvolgere il filo della spolina (consultare le
istruzioni per l’uso della macchina).
–
Bloccare i piedini di cucitura nella loro posizione alta (consultare le istruzioni per
l’uso della macchina).
–
Inserire l’interruttore principale.
–
Eseguire l’avv olgimento della spolina a bassa velocità della macchi na.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale. Eseguire l’infilatura del
filo superiore e del filo inferiore solo se l’interruttore
principale è disinserito.
–
Eseguire l’infilatura del filo superiore e del filo inferiore (consultare le istruzioni per
l’uso della macchina).
–
Scegliere il m ateriale che d ev’essere cucito.
–
Eseguire il coll audo di cucitura a bassa velocità e poi aumentare g radatamente e
continuamente la velocità.
–
Controllare se le cuciture corrispondono alla qualità richiesta. Se non viene
raggiunta la qualità di cucitura desiderata, variare il valore di regolazione della
tensione dei fili fino a raggiungere l’effetto di chiusura del punto desiderato
(consultare le istruzioni per l’uso). Se fosse necessario controllare anche le
regolazioni riportate nel manuale d’istruzione per il servizio ed eventualmente
correggerle.
27
 Loading...
Loading...