

Page 1

Indice Pagina:
Home
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso. Classe 467
1. Descrizione del prodotto
2. Descrizione dell’uso e dell’applicazione appropriata
3. Sottoclassi
3.1 Do tazion i suppl eme nta ri . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4. Dati tecnici
5. Uso della macchina
5.1 Infilatura del filo s uperiore . . . . . . . . . . . . . . . . . . . . . . . . . 9
5.2 Regolazione della te nsione per il filo superior e . . . . . . . . . . . . . 9
5.3 Apert ura della t ensione per il filo superio re . . . . . . . . . . . . . . . . 9
5.4 Avvolgimen to del filo infer iore s ulla spoli na . . . . . . . . . . . . . . . 11
5.5 Sostituzione de lla spolina per il filo inferior e . . . . . . . . . . . . . . . 11
5.6 Regolazione della te nsione per il filo inferiore . . . . . . . . . . . . . . 13
5.7 Sostituzione dell’ago . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.8 Sollevamento dei piedini di cucitura . . . . . . . . . . . . . . . . . . . . 15
5.9 Bloccaggio dei piedini di cucitura in posizione sollevata . . . . . . . . 15
5.10 Regolazione della corsa di sollevamento dei piedini di cucitura . . . . 15
5.11 Reg olazi one della p ressi one dei piedini di cucitura . . . . . . . . . . . 16
5.12 Reg ola zione della lunghezza del punto . . . . . . . . . . . . . . . . . . 16
6. Pannello di comando del motore e pannello di comando
per l’operatore
6.1 Informazioni generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
6.2 Tasti sul panne llo di comando per l’operatore . . . . . . . . . . . . . . 18
6.3 Variazione dei valori de i param etr i . . . . . . . . . . . . . . . . . . . . 19
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
. . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
7. Cucire
8. Manutenzione
8.1 Pulizia e contro lli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
8.2 Lu bri fic azione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Page 2

9. Dotazioni supplementari
9.1 Fermatura elettropneumatica della cucitura e sollevamento dei piedini
di cucitura
9.1.1 Funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
9.1 .2 Tast i montati sul braccio della macch ina . . . . . . . . . . . . . . . . 29
9.1.3 Cucire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
(RAP 13-4)
. . . . . . . . . . . . . . . . . . . . . . . . 28
. . . . . . . . . . . . . . . . . . . . . . . . . . 28
Page 3

1. Descrizione del prodotto
La macchina per cucire speciale
essere utilizzata in maniera universale.
Macchina per cucire piana, a doppio punto annodato, dotata di trasporto inferiore a
•
griffa, trasporto a punta d’ago e trasporto superiore a piedini alternati.
A seconda della sottoclasse essa è fornibile come macchina ad un ago con oppure
•
senza dispositivo rasafilo sotto la placca ago.
Regolazione della tensione del filo tramite una tensione principale.
•
Passaggio massimo sotto i piedini di cucitura sollevati pari a 16 mm.
•
Quando la macchina per cucire è ferma, la corsa di sollevamento dei piedini di cucitura
•
a movimento alternato è variabile da 1,5 fino a 6 mm azionando semplicemente un
bottone pressionatore che lavora su un eccentrico di regolazione e girando il volantino
della macchina.
Lubrificazione manuale della testa della macchina per cucire e del supporto del
•
crochet tramite tre punti di rifornimento centrali.
Crochet grande ad asse verticale, a due componenti, montato a destra dell’ago e dotato
•
di scartacestello.
Una frizione slittante di sicurezza impedisce un’alterazione della regolazione oppure un
•
danneggiamento del crochet se il filo penetra nella pista del crochet e lo blocca.
DÜRKOPP ADLER 467
è una macchina che può
2. Descrizione dell’uso e dell’applicazione appropriata
La classe 467 è una macchina per cucire speciale che, conformemente all a sua
destinazione, può essere utilizzata per cucire materiale da leggero a medio-pesante.
Tale materiale consiste normalmente in fibre tessili oppure pelle. Codesti materiali
vengono impiegati nell’industria della confezione e della tappezzeria per mobili ed auto.
Inoltre con codesta macchina per cucire speciale possono essere realizzate delle
cosidette cuciture tecniche. In codesto caso l’utilizzatore ( se desiderato in
collaborazione con la DÜRKOPP ADLER AG ) deve valutare preventivamente i possibili
rischi ivi
connessi ed a seconda dei casi di l avorazione e del l a preventiva valu tazione effettuata,
deve adottare le appropriat e misure di sicurezza.
Generalmente con codesta macchina per cucire speciale si può lavorare solo materiale
asciutto. Il m ateriale non deve s u perare 10 mm di spessore quando esso vi ene premuto
dai piedini di t rasporto abbassati. Il materiale non dev e contenere oggetti duri, in caso
contrario la macchina per cucire speciale dev’essere utilizzata solo utilizzando un
dispositivo di sicurezza per gli occhi. Al momento un dispositivo di sicurezza per gli
occhi adatto al lo scopo non è forn i b i l e.
La cucitura viene generalmente realizzata utilizzando filati in fibra tessile delle seguenti
dimensioni: fino a 11 / 3 NeB ( filati in cotone ), 11 / 3 Nm ( filati sintetici ) oppure 11 / 4
Nm ( filati ritorti e ricoperti ). Chi volesse impiegare altri fili, deve anche in questo caso
valutare pr eventivamente i rischi ivi connessi ed a seconda dei c a si adottare le
appropriate m isure di sicurezza.
Questa macchina per cucire speciale può essere collocata ed utilizzata solo in locali
asciutti e ben tenuti; in caso essa venisse impiega ta in locali che non s i ano asciutti e
ben tenuti, potrebbero rende rsi necessarie altre precauzioni, che devono essere
concordate ( vedi EN 60204-3-1:1990 ).
Come produttori di macchine per cucire industriali diamo per scontato che sui nostri
prodotti lavori personale quantomeno addestrato e che quindi tutte le operazioni
inerenti all’uso e gli eventuali rischi ad esse connesse siano da considerare come
conosciuti.
5
Page 4
3. Sottoclassi
Kl. 467-183080
: Macchina per c ucire piana, ad un ago, a doppio punto annodato
dotata di trasporto inferiore a griffa, trasporto a punta d’ago e
trasporto sup eriore a piedini alte rnati
Kl. 467-183081
: come la classe 467-183080, però dotata di un dispositivo rasafilo
elettromagnetico montato sotto la placca ago
3.1 Dotazioni supplementari
Numero Dotazione supplementare
d’ordine
RAP 13-4
WE-6 Gruppo riduttore per l’aria compressa
Fermatura elettropneumatica della cucitura e sollevamento
dei piedini di cucitura
Per macchine per cucire dotate di dispositivo rasafilo
(sottoclasse
comandata a pedale, fermatura intermendia della cucitura ad
azionamento manuale, eliminazione temporanea della fermatura
automatica della cucitura, cucitura punto a punto, sollevamento
dei piedini di cucitura comandato a pedale.
467-183081
). Fermatura finale della cucitura
Per la dotazion e supplementare elettropneumatica RAP 13-4.
0797 003031 Pacchetto di collegamento pneumatico
Per il sostegno con gruppo riduttore per l’aria compressa, sotto il
numero di particolare 0797 003031 può essere ordinato un pacchetto
di collegamento pneumatico. Codesto pacchetto di collegamento
pneumatico è composto dai seguenti particolari:
Tubo di collegamento, lunghezza 5m, diametro 9 mm, fascette e
boccole per il tubo, spina e presa d’accoppiamento pneumatico.
4. Dati tecnici
Rumorosità:
467-183080
:
Valore d’emissione riferito al posto di la voro
seconda la no rma DIN 45635-48-A-1-KL2
Lc = 84 dB (A)
Lunghezza del punto: 7,2 mm
Corsa di sollevamento dei piedini:1,5 mm
Velocità: 2800 [n/min]
Materiale da cucire: G1 DIN 23328 4 strati
Lc = 85 dB (A)
Lunghezza del punto: 7,2 mm
Corsa di sollevamento dei piedini:5,0 mm
Velocità: 2000 [n/min]
Materiale da cucire: 2 strati "Skai" 1,6 mm 900 g/m
2
DIN 53352
467-183081
6
:
Lc = 84 dB (A)
Lunghezza del punto: 7,2 mm
Corsa di sollevamento dei piedini:1,5 mm
Velocità: 2800 [n/min]
Materiale da cucire: G1 DIN 23328 4 strati
Lc = 85 dB (A)
Lunghezza del punto: 7,2 mm
Corsa di sollevamento dei piedini:5,0 mm
Velocità: 2000 [n/min]
Materiale da cucire: 2 strati "Skai" 1,6 mm 900 g/m
2
DIN 53352
Page 5
Sistema ago: 134-35
Finezza dell’ago (a seconda del nr. "E"): [Nm] 90 - 160
Titolo massimo del filato:
- Cotone [NeB] 11/3
- Filato sintetico [Nm] 11/3
- Filato ritorto e ricoperto [Nm] 11/4
Capacità max. della spolina in caso
di filato sintetico Nm 30/3: ca. [m] 35
Velocità max.: [n / min] 2800
Lunghezza del punto max. :
- in marcia avanti: [mm] 9
- in marcia indietro: [mm] 9
Corsa di sollevamento dei piedini max.: [mm] 6
Corsa di sollevamento della griff a di [mm] 0,5
trasporto:
(sopra la superficie della placca ago)
Passaggio m a x. sotto i piedini di cucitura :
- Durante la cucitura [mm] 10
- A piedini sollevati [mm] 16
Pressione d’esercizio: [bar] 6
(in caso di dotazione con RAP 13-4)
Tensione nominale d’alimentazione: 3 x 400 V, 50 Hz
3 x 230 V, 50 / 60 Hz
1 x 230 V, 50 / 60 Hz
Dimensioni (A x L x P): [mm] 1570 x 500 x 1050
Altezza del pi ano di lavoro (di fa bbrica): [mm] 790
Peso (solo tes ta della macchina pe r
cucire): ca.[kg] 56
7
Page 6
1
2
3
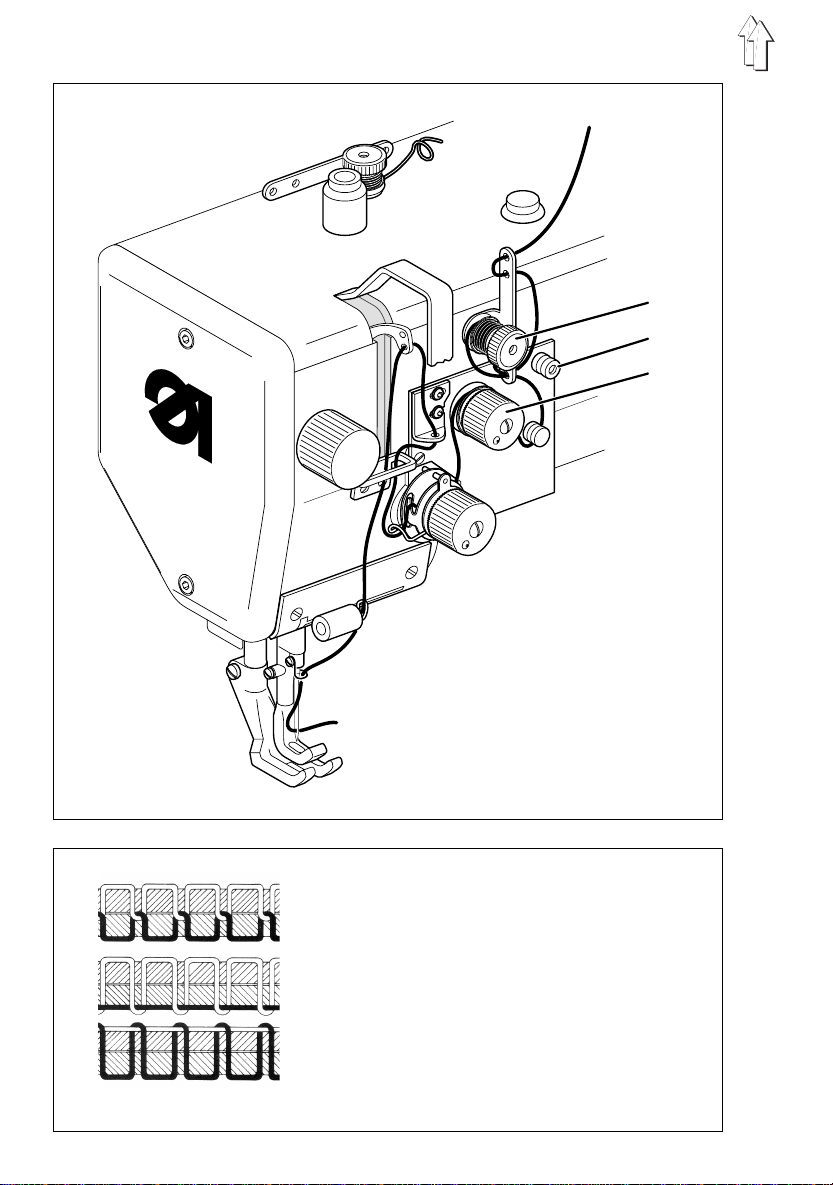
Fig. a: Annodamento corretto dei fili
Fig. b: Tensione per il filo superiore
Fig. c: Tensione per il filo superiore regolata
8
nel mezzo del mat eriale da cucire
regolata troppo forte oppure troppo debole
troppo forte
oppure
tensione per il filo inferiore regolata troppo
debole
Page 7
5. Uso della macchina
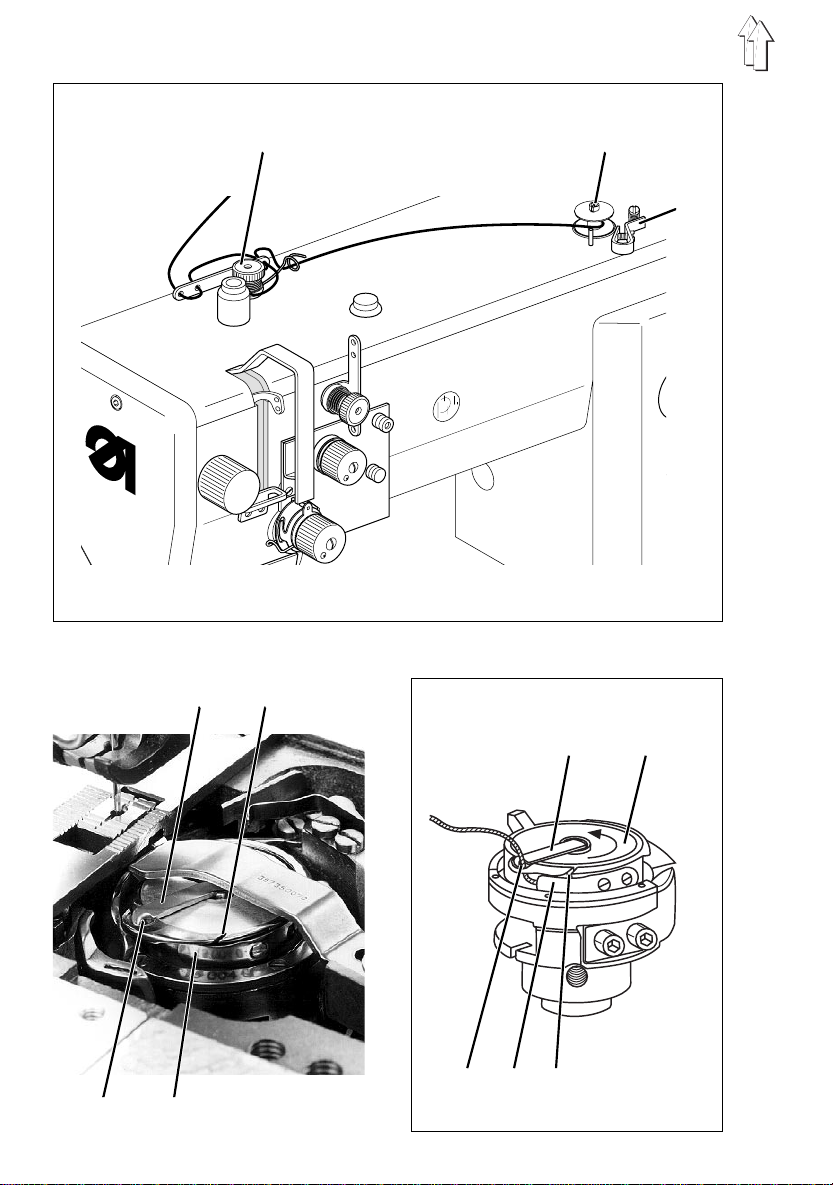
5.1 Infilatura del filo superiore
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Il filo super i ore dev’essere infil ato solo quando
l’interruttore principale della macchina per cucire è
disinserito.
–
Eseguire l’infilatura del filo superiore come visibile nella figura.
5.2 Regolazione della tensione per il filo superiore
Pretensione 1
Nella sottoclasse
è aperta, pe r assicurare un sicuro funzionamento del dispositivo rasafilo è
assolutamente necessario che il filo superiore sia sempre leggermente mantenuto in
tensione.
Codesta tensione secondaria del filo superiore viene realizzata tramite la pretensione 1.
La tensione de l l a pretensione 1 deve s em pre avere un valore m i nore di quello
realizzato tramite la tensione principale 3.
–
Regolare la pretensione 1 girando il bottone zigrinato.
–
In caso di un cambiamento notevole del valore di regolazione della pretensione 1,
regolare di conseguenza la tensione principale 3 in modo da ottenere nuovamente
durante la cucitura un annodamento regolare del punto.
Tensione principale 3
La tensione del filo realizzata tramite la tensione principale 3 dev’essere regolata sul valore
minore possibile. L’annodamento dei fili dev’essere regolare e sempre nel mezzo del
materiale da cucire (consultare la fig. a).
Nel caso di materiale da cucire fino, un tensionamento troppo forte del filo potrebbe causare
un’arricciatura indesiderata del capo cucito ed eventualmente delle rotture del filo.
–
Regolare la tensione principale 3 in maniera da ottenere un annodamento regolare del
punto.
467-183081
, quando durante il ciclo di taglio la tensione principale 3
5.3 Apertura della tensione per il filo superiore
Apertura automatica
La tensione pr i ncipale 3 viene apert a automaticamente:
–
Durante il ciclo di funzionamento del dispositivo rasafilo (sottoclasse
Apertura manuale
La tensione pr i ncipale 3 viene apert a m anualmente:
–
Premendo il bottone 2. La tensione principale 3 rimane aperta per tutto il tempo
d’azionamento del bottone 2.
–
Quando i piedini di cucitura vengono sollevati tramite l’azionamento della leva a
ginocchiera (consultare il capitolo 5.8).
–
Quando i piedini di cucitura vengono bloccati nella loro posizione alta (consultare il
capitolo 5.9).
467-183081
).
9
Page 8
1 2
4 5
3
10
4 8
6 7 5
6 7
Page 9
5.4 Avvolgimento del filo inferiore sulla spolina
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale!
Il filo inferiore per eseguire l’avvolgimento del l a spolina
dev’essere infilato solo quando l’interruttore principale
della macchina per cucire è disi nserito.
–
Se l’avvolgimento della spolina non deve avvenire durante la cucitura ma bensì senza
materiale sotto i piedini di cucitura, procedere nella seguente maniera:
Bloccare i piedini di cucitura nella loro posizione alta (consultare il capitolo 5.9).
–
Effettuare l’infilatura del filo inferiore come visibile nella figura superiore.
–
Inserire la spolina sull’asse del filarello 2.
–
Avvolgere il filo inferiore in senso antiorario circa per cinque giri intorno all’asse della
spolina, inserirlo nella molla di pinzaggio e tagliarlo tramite il coltellino.
–
Premere la leva 3 del filarello contro l’asse della spolina.
–
Regolare la tensione 1.
Il filo inferiore dev’essere avvolto utilizzando la tensione minore possibile.
–
Porre in marcia la macchina.
Quando la spolina è piena, il processo d’avvolgimento viene terminato automaticamente
tramite il disinnesto della leva 3 del filarello.
5.5 Sostituzione della spolina per il filo inferiore
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale. La spolina per il filo
inferiore dev’essere sostituita solo quando l’interruttore
principale della macchina per cucire è disinserito.
Estrazione della spolina vuota dal crochet
–
Premere verso il basso la molla di ritenuta dello scorrevole destro di copertura e
spostare quest’ultimo lateralmente.
–
Sollevare il catenacciolo 4.
–
Estrarre dal crochet la spolina vuota.
Infilatura del filo inferiore
–
Inserire la spolina piena 8 nel cestello.
Attenzione importante: La spolina dev’essere inserita in modo tale che tirando lo
spezzone finale del filo essa giri in direzione della freccia.
–
Far passare il filo inferiore attraverso la fessura 5 fino sotto alla molla di tensionamento
del filo 7.
–
Tirare il filo inferiore ed inserirlo nella fessura 6.
–
Tagliare lo spezzone finale del filo inferiore curando che spunti ancora in fuori per ca. 3 cm.
–
Chiudere il catenacciolo 4.
–
Far passare il filo inferiore attraverso il la scanalatura guidafilo del catenacciolo 4.
–
Spostandolo nuovamente indietro chiudere lo scorrevole destro di copertura.
11
Page 10

1
2
3
12
4
5
Page 11

5.6 Regolazione della tensione per il filo inferiore
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare la tensione per il filo inferiore solo quando
l’interruttore principale della macchina per cucire è disinserito.
Regolazione della molla 2 per la tensione per il filo inferiore
–
Premere verso il basso la molla di ritenuta dello scorrevole destro di copertura e
spostare quest’ultimo lateralmente.
–
Girando la vite di regolazione 1 regolare la molla 2 per la tensione del filo inferiore.
Per aumentare la tensione per il filo inferiore = Girare la vite di regolazione 1 in senso
Per diminuire la tensione per il filo inferiore = Girare la vite di regolazione 1 in senso
–
A regolazione terminata chiudere nuovamente lo scorrevole destro di copertura.
Nota bene:
La molla a tronco di cono che è montata nel cestello ha i seguenti compit i:
–
Quando il catenacciolo del cestello è aperto essa solleva leggermente la spolina per
facilitarne l’estrazione.
–
Essa ha il compiuto di frenare la spolina al momento dell’arresto della macchina oppure
nel momento di un tiraggio brusco del filo inferiore (come per esempio durante il ciclo
del rasafilo) impedendo così uno srotolamento del filo avvolto sulla spolina.
orario
ant iorario
5.7 Sostituzione dell’ago
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Sostituire l’ago solo quando l’interruttore principale della
macchina per cucire è disinserito.
–
Girare manualmente il volantino fino a quando la barra ago 3 ha raggiunto il suo punto
morto superiore.
–
Allentare la vite 4.
–
Estrarre l’ago verso il basso dalla barra ago 3.
–
Inserire il nuovo ago nel foro della barra ago 3 spingendolo verso l’alto fino in battuta.
Attenzione importante! Curare che l’incavo 5 dell’ago, visto dalla parte dell’operatore,
guardi verso destra (verso la punta del crochet) (consultare lo schizzo).
–
Bloccare l’ago tramite la vite 4.
ATTENZIONE IMPORTANTE !
Se viene inserito un ago di un’altra finezza dev’essere
controllata ed eventualmente corretta la distanza tra la punta
del crochet e l’ago (consultare il libretto d’istruzione per il
servizio).
Non effettuando le necessarie correzioni potrebbero avvenire i seguenti inconvenienti:
Utilizzando un ago di una finezza più fine potrebbero avvenire dei salti del punto oppure
dei danneggia m enti del filo.
Utilizzando un ago di un diametro maggiore potrebbero avvenire dei danneggiamenti
della punta del crochet oppure dell’ago.
13
Page 12

2
1
3
4
5
Campo di regolazione Ecce ntric o di Corsa di Velocità max.
della lunghezza del regolazione sollevamento
punto dei piedini
[mm] [Posizio ne] [mm ] [N/min]
A 1,5 2800
B2600
0 - 6 C 2450
D2300
E2150
F 6,0 2000
6 - 9 A - F 1,5 - 6,0 2000
14
Page 13

5.8 Sollevamento dei piedini di cucitu ra
A macchina ferma i pied i n i di cucitura vengono sollevati meccan i camente tramite la
leva a ginocchiera 1:
–
Azionare la leva a ginocchiera 1.
–
I piedini di cucitura rimangono sollevati per tutto il tempo d’azionamento della leva a
ginocchiera 1.
5.9 Bloccaggio dei piedini di cucitura in posizione sollevata
I piedini di cucitura sollevati meccanicamente vengono bloccati nella loro posizione sollevata
tramite la leva di sollevamento 2 (per esempio per effettuare l’avvolgimento del filo inferiore
sulla spolina oppure per sostituire i piedini di cucitura).
La leva di sollevamento 2 è montata sulla parete posteriore del braccio della macchina.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale. Bloccare nella loro
posizione sollevata i piedini di cucitura solo quando
l’interruttore principale della macchina per cucire è disinserito.
–
Spostare la leva di sollevamento 2 verso il basso.
I piedini di cucitura vengono bloccati nella loro posizione alta.
–
Spostare la leva di sollevamento 2 verso l’alto.
Il bloccaggio nella posizione alta dei piedini viene eliminato.
5.10 Regolazione della corsa di sollevamento dei pied ini
La quantità della corsa di soll evamento dei piedini viene regolata tramite il bottone 3 ed
il volantino 4.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare la corsa di sollevamento dei piedini solo quando
l’interruttore principale della macchina per cucire è
disinserito.
Regolare la corsa di sollevamento dei piedini
–
Premere e mantenere premuto il bott one 3.
–
Girare manualmente il volantino 4 fino a percepire l’inserimento del bottone
nell’eccentrico di regolazione.
–
Continuare a girare manualmente i l volantino fino a quando nella spia 5 appare la
lettera cor rispondente alla r egolazione desiderata (Posizione da A fino a F).
Posizione A: Corsa minima di sollevamento d ei piedini (1,5 mm)
Posizione F: Corsa massima di sollevamento dei piedini (6 mm)
ATTENZIONE IMPORTANTE !
La corsa di so l l evamento dei piedini, la lunghezza del
punto e la vel o cità sono paramet ri di regolazione
interdipendenti tra di loro.
Per assicura re una sicura lavorazione e
contemporaneamente una minima usura, la velocit à
massima indicata in tabella non dev’essere superata.
15
Page 14

5.11 Reg olazione della pr essione dei p iedini di cu citura
1 2 3
La pressione desiderata dei piedini di cucitura viene regolata tramite il bottone girevole
1.
–
Per aumentare la pressione dei pi edini = Girare il bottone girevole 1 in senso orario
Per diminuire la pressione dei piedini = Girare il bottone girevole 1 in senso
antiorario
5.12 Regolazione della lunghezza del punto
–
Regolare la lunghezza del punto desiderata tramite il bottone girevole 2.
Per aumentare la lunghezza del punto = Girare il bottone girevole 2 in senso orario
Per diminuire la lunghezza del punto = Girare il bottone girevole 2 in senso
–
Per effettuare delle fermature manuali della cu ci tura, premere la leva 3 del
regolapunt o verso il basso.
La macchina cuce in marcia indietro per tutto il tempo durante il quale la leva viene
azionata verso il basso.
La lunghezza del punto corrisponde alla lunghezza del punto che è stata regolata
per la marcia in avanti.
Consultare anche il capitolo 7.
16
antiorario
Page 15

6. Pannello di comando del motore e pannello di comando
per l’operatore
ATTENZIONE IMPORTANTE !
In codeste istruzioni per l’uso vengono
funzioni degli interruttori e dei pulsanti.
Per la descrizione particolareggiata del pannello di
comando consultare l’attuale libretto d’istruzione per l’uso
della ditta produttrice del motore che è allegato al motore
stesso.
6.1 Informazioni generali
Il pannello di comando del motore vi ene programmato tram i te il pannello di comando
per l’operat o re e nel contempo possono essere programmate le funzio ni per ogni
rispettiva cucitura.
A seconda dei lavori di cucitura che devono essere eseguiti, la cucitura può essere
eseguita man ualmente oppure tramite il modo di programmazione dell a cucitura.
A seconda dei lavori di cucitura che devono essere eseguiti possono essere
programmate sequenze di cucitura, nelle quali le funzioni (fermatura iniziale della
cucitura, fermatura finale della cucitura, conteggio dei punti, taglio dei fili ecc.) ed i
valori di par am etro (quantità dei punti, lunghezza della cucitura, velocità ecc.) pos sono
essere abbinate individualmente a ciascun tratto di cucitura.
L’impostazione dei ri spettivi dati avvi ene nel "Modo di pro g rammazione", i pa rametri ed
i loro rispettivi valori vengon o indicati sul "Disp l ay". Le cuciture pr ogrammate
rimangono memorizzate anche dopo il disinserimento della maccchina per cucire
(batterie tampone).
Per evitare un’involuta variazione di funzioni già preimpostate, il pannello di comando
per l’operatore è suddiviso in differenti soglie d’accesso (soglia per l’operatore, soglia
per il tecnico, soglia per la fabbrica).
L’utilizzatore finale (operatore) può programmare direttamente e l’accesso alla sua
soglia è libero.
L’accesso alle altre soglie viene permesso solo dopo l’impostazione di un codice
numerico d’accesso (Efka).
descritte le
solo
RESET
Nel caso che il pannello di comando per il motore fosse completamente posto fuori
dalla normale regolazione ed il suo riassettamento si rivelasse problematico, il tecnico
ha, tramite la funzione "RESET", la possibilità di ripristinare nel pannello di comando
del motore i valori di base originali di fabbrica presenti nel pannello all’atto della
fornitura.
L’utilizzazione di codesta funzione è descritta nel libretto d’istruzione per il servizio !
17
Page 16

6.2 Tasti sul pannello di coman do per l’operatore
Tasto Funzione Regolazione
Aprire oppure chiudere il "Modo di programmazione"
P
Per confermare la variazione di un valore di parametro
E
Per aumentare il valore di parametro indicato
+
Per diminuire il valore di parametro indicato
-
Conteggio dei punti INSERITO / DISINSERITO
1
Programmazione / Esecuzione dei tratti di cucitura
2
Tasto funzionale (programmabile)
3
Posizione di base dell’ago ALTA / BASSA
4
Sollevamento automatico dei piedini all’arresto
5
della macchina durante la cucitura
Sollevamento automatico dei piedini dopo
6
l’azionamento del rasafilo
Fermatura iniziale della cucitura
7
Fermatura finale della cucitura
8
Dispositivo rasafilo
9
Funzionamento della fotocellula
0
1Solo nel caso di macchine per cucire dotate di dispositivo rasafilo
(sottoclasse 467-183 081) e
1
fermatura elettropneumatica della cucitura e sollevamento dei piedini di cucitura
(RAP 13-4)!
2
In codesta classe di macchina la funzione di questo tasto non è attiva!
1
INSERITO / DISINSERITO
INSERITO / DISINSERITO
1
1
2
SEMPLICE / DOP PI A / DISIN SE RI TA
SEMPLICE / DOP PI A / DISIN SE RI TA
DISPOSITIVO RASAFILO /
DISPOSITIVO RASAFILO
+ RITORNO DEL VOLANTINO/
DISINSERITO
INSERITO / DISINSERITO
18
Page 17

6.3 Variazione dei valori di parametro
La variazione dei valori di parametro nella soglia per l’operatore avviene tramite i
quattro tast i verdi ("P", "E", "+", "-") sotto il "Display".
Nella lista dei parametri compilata nella susseguente pagina sono elencati tutti i
parametri che possono essere variati nella soglia per l’operatore.
1. Aprire il modo di programmazione
-
Premere il tasto "P" .
Il diodo lum i noso sopra il tasto lampeggia.
Esso indica che i l pannello di comando p er l’operatore è ora commutato nel modo
di programmazione.
2. Apparizione del primo parametro della soglia per l’operatore
-
Premere il tasto "E" .
Sul "Display" appare il primo par am etro con il valore di parametro di sua
appartenenza.
Esempio: "
3. Variazione del valore di parametro indicato
-
Aumentare oppure diminuire il valore di parametro tramite i tasti "+" e "-".
Se il tasto "+" oppure "-" viene mantenuto premuto il valore del parametro
continua a mutare fino a quando il tasto viene rilasciato.
4. Memorizzazione del valore di parametro che è stato variato
-
Premere il tasto "E".
Il valore di parametro che è stato variato viene memorizzato.
-
Sul "Display" appare il prossimo parametro della soglia per l’operatore.
Premendo ripetutamente il tasto "E" vengono richiamati in sequenza tutti i
parametri della soglia per l’operatore.
Arv 250
"
= Abbreviazione del param etro
Arv
= Valore di parametro impostato
250
5. Abbandono della soglia di programmazione
-
Premere il tasto "P".
Il valore di parametro che è stato variato per ul timo viene memorizz ato.
-
Il pannello di comando per l’operat ore abbandona il modo di programmazione.
19
Page 18

Lista dei parametri "Soglia per l’operatore":
Parametro Funzione Regolazione
max. min. Preregolazione
1
Arv
Arr
Err
Erv
LS
LSF
LSn
Stc
F
SAv
SAr
SEr
SEv
cFw
FES
Fermatura ini zi al e d el la cu ci tu ra ,
punti in marcia avanti 254 0 2
1
Fermatura ini zi al e d el la cu ci tu ra ,
punti in marcia indietro 254 0 4
1
Fermatura fin al e d el la cu ci tu ra ,
punti in marcia indietro 254 0 2
1
Fermatura fin al e d el la cu ci tu ra ,
punti in marcia avanti 254 0 2
2
Punti di compensazione della fotocellula 254 0 6
2
Numero di punt i d ’i nt er di zi on e d el la fo to ce ll ul a 2 54 0 0
in caso di mate ri al i a tr am a m ol to ra da
2
Numero di cuci tu re eff et tu ab il i c on la
fotocellula 15 1 1
Numero di punt i d el la cu ci tu ra co n 254 0 10
conteggio dei pu nt i
Abbinamento d el ta st o 3 co n u n
parametro del la "S og li a p er il te cn ic o" 5 1 2
1 = Raffreddamen to de ll ’a go
INSERITO / DISI NS ER ITO 2
2 = Variazione della corsa di
sollevamento de i p ie di ni
INSERITA / DISINSERITA2
3 = Variazione della corsa di
sollevamento de i p ie di ni 2
4 = Avvio in marcia lenta "Softstart"
1
Fermatura ini zi al e d el la cu ci tu ra de l t ip o o rn amentale -Nume ro di pu nt i i n m ar ci a a va nt i 254 0 3
1
Fermatura ini zi al e d el la cu ci tu ra de l t ip o o rn amentale -Nume ro di pu nt i i n m ar ci a i nd ie tr o 254 0 3
1
Fermatura fin al e d el la cu ci tu ra de l t ip o o rn amentale -Nume ro di pu nt i i n m ar ci a i nd ie tr o 254 0 3
1
Fermatura fin al e d el la cu ci tu ra de l t ip o o rn amentale -Nume ro di pu nt i i n m ar ci a a va nt i 254 0 3
2
Numero di punt i d el di sp os it iv o d i c on te gg io
dei punti per il controllo del filo restante nella 2540 0 0
spolina
2
Modo di funzio na me nt o d el di sp os it iv o 6 0 0
per il tiraggi o d el fi lo so tt o a l m at er ia le
1Solo nel caso di macchine per cucire dotate di dispositivo rasafilo
(sottoclasse 467-183 081) e
fermatura elettropneumatica della cucitura e sollev ament o dei pie dini di
cucitura (RAP 1 3-4)!
2
In codesta classe di macchina la funzione di questo parametro non è attiva!
20
Page 19

7. Cucire
Per la descrizi one del processo di cucitura si è tenut o conto dei seguen ti presupposti:
–
Si tratta di u na macchina per cucire speciale dotata di dispositivo rasa filo
(sottoclasse 467-183081).
–
Sul pannello di comando per l’operat ore è impostata la seguente funzione:
Posizione di base dell’ago: BASSA (posizione 1)
–
L’interruttore principale è inserito.
–
L’ultimo ciclo di cucitura è stato t erminato con un ciclo del dispositi vo rasafilo.
Sequenza operativa e funzionale durante la c ucitura:
1
Ciclo di cucitura Operazione / Spiegazione
Prima dell’avvio della cucitura
Situazione di partenza
Posizionare il materiale
all’inizio della cucitura
- Pedale in posizione di riposo.
La macchina è ferma.
Ago in alto. Piedini di cucitura in basso.
- Azionare la leva a ginocchiera leva a ginocchiera.
I piedini di cucitura si sollevano.
- Posizionare il materiale da cucire.
- Rilasciare la leva a ginocchiera.
I piedini di cucitura scendono sul materiale da
cucire.
All’inizio della cucitura
Inizio della cucitura
Cucitura della fermatura iniziale
della cucitura
- Premere mantenere premuto verso l’avanti il pedale.
La macchina cuce con la velocità determinata
dalla posizione del pedale.
- Premere la leva regolapunto 1 verso il basso.
La macchina cuce in marcia indietro per tutto il
tempo durante il quale la leva regolapunto 1 è
azionata.
La velocità viene determinata dal pedale.
21
Page 20

Ciclo di cucitura Operazione / Spiegazione
Durante la cucitura
Interruzione del ciclo di cucitura
Cucitura di un angolo
Proseguimento del ciclo di
cucitura
(dopo il rilascio del pedale)
Cucitura di una fermatura della
cucitura intermedia
Alla fine della cucitura
Cucitura della fermatura finale
della cucitura.
Estrarre dalla macchina il
materiale cucito
- R ilasciare il pedale (posizione di riposo).
La macchina si ferma posizionando nella
1. posizione (ago basso).
I piedini di cucitura sono in basso.
- R ilasciare il pedale.
La macchina si ferma posizionando nella
1. posizione (ago basso).
- Az ionare la leva a ginocchiera.
I piedini di cucitura si sollevano.
- R otare il materiale da cucire intorno all’ago.
- R ilasciare la leva a ginocchiera. I piedini di cucitura
scendono sul materiale da cucire.
- Premere verso l’avanti il pedale.
La macchina cuce con la velocità determinata
dalla posizione del pedale.
- Prem ere la leva regolapunto 1 verso il basso.
La macchina cuce in marcia indietro per tutto il
tempo durante il quale la leva regolapunto 1 è
azionata.
La velocità viene determinata dal pedale.
- Prem ere la leva regolapunto 1 verso il basso.
La macchina cuce in marcia indietro per tutto il
tempo durante il quale la leva regolapunto 1 è
azionata. La velocità viene determinata dal pedale.
- Premere verso l’indietro il pedale.
I fili vengono tagliati.
La macchina si ferma posizionando nella 2.
posizione.
I piedini di cucitura sono in basso.
- Az ionare la leva a ginocchiera.
I piedini di cucitura si sollevano.
- Es trarre dalla ma cchina il materiale cucito.
1
22
Page 21

8. Manutenzione
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale!
La manutenzi one della macchina per cucire dev’essere
effettuata solo quando l’interruttore principale della
macchina per cucire è disinserito.
I lavori di manutenzione devono essere eseguiti al più tardi entro gli intervalli di tempo
riportati il tabella (consultare la colonna "Ore di lavoro").
In caso di lavorazione di materiali che producono una grande quantità di pulviscolo gli
intervalli di manutenzione devono essere accorciati.
8.1 Pulizia e controlli
Una macchina per cucire mantenuta ben pulita pre serva la macchina da disturbi
operativi e danneggiamenti!
Lavori di Spiegazione Ore di manutenzione lavoro
Testa della macchina per
cucire
- Eliminare il pulviscolo di
cucitura, i residui di filo e di
taglio.
- Pulire la vaschetta
paraolio.
Punti che devono essere puliti con particolare attenzione:
- Il campo di lavoro sotto la placca ago
- Griffa di trasporto
- Il campo di lavoro intorno al crochet
- Il cestello, a spolina estratta
- Il dispositivo rasafilo
- La tensione per il filo superiore
- Eliminare il pulviscolo di cucitura e le
rimanenze
d’olio tramite un panno da pulire
8
8
Motore per la macchina
per cucire
- Controllare lo stato
d’usura e la
tensione della cinghia
trapezoidale.
La cinghia trapezoidale deve poter
essere ancora premuta nella sua
mezzeria, con la semplice pressione
della dita, per ca. 10 mm.
160
23
Page 22

6
4
8
2
10
1
2
3
24
Page 23

Gruppo riduttore per l’aria compressa (dotazione supplementare )
Se la macchina per cucire speciale fosse dotata con il gruppo riduttore per l’aria
compressa WE-6, devono essere suppletivamente effettuati i lavori di manutenzione
elencati nella sottostante tabella.
Lavori di Spiegazione Ore di manutenzione lavoro
Gruppo riduttore per
l’aria compressa
- Controllare il livello
dell’acqua nel recipiente
di raccolta.
- Pulire la vaschetta del
filtro.
Il livello dell’acqua non deve mai
raggiungere la vaschetta del filtro 1.
- Sotto pres si one, dopo aver avvitato -la
vite di scarico 3, scaricare -l’acqua dal
recipiente di raccolta 2.
Consiglio:
Il recipiente di raccolta 2 è dotato di un
dispositivo semiautomati co di scarico
dell’acqua condensata. Se la pressione
scende sotto un determinato livello,
l’acqua condensata viene automaticamente scaricata.
La vaschetta del filtro 1 ha il compito di
separare dall’aria compressa lo sporco
e l’acqua condensata.
- Staccare la macchina dalla rete
d’ali mentazione dell’aria compressa.
- Avvitare la vite di scarico 3.
Il sistema pneumatico della macchina
dev’essere assolutamente privo di
residui di pre ss i one.
- Svitare il recipiente 2 di raccolta
dell’acqua condensata.
- Svitare la vaschetta del filtro 1
Lavare la vaschetta del filtro ed il filtro
utilizzando benzina avio
(non utilizzare dei solventi, essi
distruggono la vaschetta!)
utilizzando una pistola ad aria
compressa.
- Riassemblare il gruppo riduttore per
l’aria compressa e collegare
nuovamente la macchina alla rete
d’alimentazione dell’aria compressa.
e ripulirli
40
500
25
Page 24

2
1
3
26
4
Page 25

8.2 Lubrificazione
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio
lubrificante. Dopo un contatto lavarsi accuratamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltimento di oli minerali è
sottoposta a direttive legisl at i ve.
Smaltite l’o l i o usato sempre presso i posti d’accett azione
autorizzati.
Proteggete l’ambiente.
Fate attenzione a non spargere l’olio nell’ambiente.
Per la lubrificazione di codesta macchina per cucire speciale utilizzare sempre ed
esclusivamente dell’olio lubrificante del tipo
lubrificant e di alta qualità co n le seguenti caratteristiche tecniche
–
Viscosità a 40° C : 10 mm2/s
–
Punto d’infiammazione: 150 °C
ESSO SP-NK 10
oppure un altro olio
L’olio lubrificante
autorizzati della
Canistro da 2 li t ri: 9047 000013
Canistro da 5 li t ri: 9047 000014
Lavori di Spiegazione Ore di manutenzione lavoro
- Lubrific azione della testa
della macchina per cucire.
- Lubrific azione del crochet. - Levare la lev a a ginocchiera.
- Lubrificazione della base
della testa della macchina
per cucir e .
ESSO SP-NK 10
DÜRKOPP-ADLER AG
può essere acquistato presso i punti di vendita
sotto il seguente numero di particolare:
- Riempire fino all’orlo il tubetto 1 con
olio lubrificante.
Attraverso il feltro piazzato sotto il
tubetto l’olio fluisce lentamente nella
testa del la macchina per cucire.
- Ribaltare verso l’indietro la testa della
macchina per cucire.
- Rifornire con olio lubrificante il tubetto
4 fino alla linea di riferimento "
- Svitare la vite di chiusura 2 del
bocchettone di rifornimento per l’olio.
- Effettuare il rifornimento dell’olio.
- Controllare il livello dell’olio nella spia 3.
Il livello dell’olio dev’essere situato tra
la linea superiore rossa e la linea
"
".
LEER
- Avvitare nuovamente la vite di chiusura
2 del bocche t tone di rifornimento per
l’olio.
- Eliminare le tracce dell’olio che è
traboccato nella vaschetta paraolio.
max.
"
8
8
40
27
Page 26

9. Dotazioni supplementari
9.1 Fermatura elettropneumatica della cucitura e sollevamento dei
piedini di cucitura (RAP 13 -4 )
La fermatura elettropneumatica della cucitura ed il sollevamento dei piedini di cucitura
(
RAP 13-4
rasafilo (sottoclasse
Codesta dotazione supplementare permette le seguenti funzioni:
–
–
–
–
–
9.1.1 Funzionamento
) è fornibile solo per le macchine da cucire speciali dotate di dispositivo
467-183081
Cucitura della fermatura iniziale e finale della cucitura, con azionamento tramite il pedale
Soppressione di un ciclo di fermatura della cucitura
Cucitura punto in punto (fermatura della cucitura di tipo ornamentale)
Cucitura di una fermatura della cucitura intermedia ad azionamento manuale
(tramite il tasto montato sul braccio della macchina)
Sollevamento dei piedini di cucitura, con azionamento tramite il pedale
).
4
1
2
2
3
Fermatura della cucitura
–
All’inizio della fermatura della cucitura lo stelo del cilindro 1 fuoriesce e muove la leva
regolapunto nella posizione per effettuare la cucitura a marcia indietro.
–
La macchina cuce in marcia indietro per tutto il tempo durante il quale lo stelo
del cilindro è nella sua posizione fuoriuscita.
La lunghezza del punto corrisponde alla lunghezza del punto che è stata regolata per la
cucitura in marcia avanti.
Durante il processo di fermatura della cucitura è valida la velocità di fermatura
della cucitura (di fabbrica regolata su 1200 n/min).
Sollevamento dei piedini di cucitura
–
Premere il pedale verso l’indietro fino alla sua prima soglia d’azionamento.
Lo stelo del cilindro 3 fuoriesce ed aziona tramite l’azionatore 2 la leva 4.
–
I piedini di cucitura si sollevano.
28
Page 27

9.1.2 Tasti montati sul braccio della macchina
1 2 3 4
Tasto Funzione / Uso
1 Attivazione di una fermatura intermedia
della cucitura durante la cucitura
- Premere e manten ere premuto il tast o 1.
La fermatura i nt ermedia della cucitura viene effettuata.
La macchina cuce in marcia indietro per tutto il tempo durante il quale
viene premuto il tasto 1.
Senza funzione!
2
3 Soppressione dell’attivazione della fermatura
iniziale oppure finale della cucitura
- Premere il tasto 3.
La prossima fermatura della cucitura, iniziale
oppure finale,
4 Posizionamento dell’ago nella sua posizione alta
oppure bassa (esecuzione di un 1/2 punt o)
- Premere il tasto 4.
L’ago viene posizionato nella sua posizione bassa oppure alta.
non viene cucita
.
29
Page 28

9.1.3 Cucire
Per la descrizione del processo di cucitura si è tenuto conto dei seguenti presupposti:
–
La macchina per cucire speciale è dotata di un dispositivo rasafilo (sottoclasse
467-183081) e di un dispositivo el ettropneumatic o per la fermatura d ella cucitura
ed il sollevamento dei piedini di cucitura (RAP 13-4).
–
Sul pannello di comando per l’operatore sono state impostate le seguenti funzioni:
Fermatura iniziale e finale della cucitura: INSERITA
Posizione dei piedini prima e dopo il taglio dei fili:BASSA
Posizione dell’ago prima del taglio dei fili: BASSA (posizione 1)
–
L’ultima operazione di cucitura è stata terminata con l’esecuzione della fermatura
finale della cucitura ed il taglio dei fili.
Sequenza operativa e funzionale durante la cucitura:
1 2 3
Ciclo di cucitura Operazione / Spiegazione
Prima dell ’a vv io d e ll a
cucitura
Situazione di partenza
Posizionare il m a te ria l e
all’inizio della cucitura
All’iniz io d e lla cucitura
Fermatura iniziale della cucitu ra e
proseguimento della cucitura
Cucire solo la fermatura
iniziale della cucitura
Soppressione della fermatura
iniziale della cucitura
- Pedale in posizion e d i rip oso. La macchina è
ferma. Ago in alto . Piedini di cucitura in basso.
- Premere il tasto 3.
L’ago posiziona nella sua posizione bassa .
- Premere il pedale leggermente verso l’indietro
fino alla sua prima soglia d’azionam ento .
I piedini di cucitura si sollevano .
- Posizionare il materiale da cucire contro l’ago.
- Rilasciare il pedale. I piedini di cucitura
scendono sul materiale da cucire.
- Premere mantenere premuto verso l’avanti il
pedale. La fermatura iniziale della cu cit ura v iene
eseguita. Dopodichè la macchina prosegue la sua
cucitura con la velocità de term in ata d alla
posizione del pedale.
- Premere brevemente il pedale in avanti.
La macchina, dopo l’esecuzione della fermatura
iniziale della cucitura si ferma posiz ionan do nella
1. posizione (ago basso).
- Preme re il ta st o 2 (s op pr essione della fermat ur a
della cucitura).
- Premere verso l’a vant i il peda le.
La macchina cuce con la velocità determinata dalla
posizione del pedale.
30
Page 29

Ciclo di cucitura Operazione / Spiegazione
Durante la cucitura
nterruzione del ciclo di cucitura
I
Cucitura di un angolo
Proseguimento del ciclo di
cucitura (dopo il rilascio del
pedale)
Cucitura di una fermatura
intermedia della cucitura
- Rilasciare il pedale (posizione di riposo).
La macchina si ferma posizionando nella 1.
posizione (ago basso).
I piedini di cucitura sono in basso.
- Premere il pedale leggermente verso l’indietro
fino alla sua prima soglia d’azionamento.
La macchina si ferma posizionando nella 1.
posizione (ago basso).
I piedini di cucitura sono sollevati.
- Rotare il materiale da cucire intorno all’ago.
- Premere verso l’avanti il pedale.
La macchina cuce con la velocità determinata
dalla posizione del pedale.
La fermatura iniz i al e de ll a c uc i tur a
Premere il tasto 1 e mantenere premuto il pedale.
-
La macchina cuce in marcia indietro per tutto
il tempo durante il quale il tasto 1 viene premuto.
La velocità viene determinata dal pedale.
Alla fine della cucitura
Estrarre dalla macchina il
materiale cucito
Non sollevare
0cucitura.
Sop pres s i o ne
iniziale della cucitura
i piedini di
della fermatura
- Premere il pedale completamente verso l’indietro e
mantenerlo premuto.
La fermatura finale della cucitura viene eseguita.
I fili vengono tagliati.
La macchina si ferma posizionando nella 2. posizione.
I piedini di cucitura sono sollevati.
- Premere brevemente il pedale completamente verso
l’indietro.
La fermatura finale della cucitura viene eseguita.
I fili vengono tagliati.
La macchina si ferma posizionando nella 2. posizione.
I piedini di cucitura sono in basso.
- Premere il tasto 2 (soppressione della fermatura
della cucitura).
Premere il pedale completamente verso l’indietro.
La fermatura finale della cucitura non viene cucita.
I fili vengono tagliati.
La macchina si ferma posizionando nella 2. posizione.
La posizione dei piedini di cucitura dipende dalla
posizione del pedale:
a) Mantenendo premuto il pedale verso l’indietro:
- I piedini di cucitura si sollevano.
b) Rilasciando il pedale (posizione di riposo):
- I piedini di cucitura s’abbassano.
non viene cucita.
31
 Loading...
Loading...