


Indice Pagina:
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso. Classe 381 - 382
1. Descrizione del prodotto
2. Descrizione dell’uso e dell’applicazione appropriata
3. Sottoclassi
4. Dotazioni supplementari
5. Dati tecnici
6. Uso della macchina
6.1 Infilatura del filo superiore . . . . . . . . . . . . . . . . . . . . . . . . . 9
6.2 Reg olaz ione della tensione per il fi lo superiore . . . . . . . . . . . . . 11
6.3 Ape rtur a della t ensione per il filo superiore . . . . . . . . . . . . . . . . 11
6.4 Reg olaz ione del regolatore della quantità d i filo . . . . . . . . . . . . . 12
6.5 Avvolgimento del filo inferiore sulla spolina . . . . . . . . . . . . . . . 13
6.6 Sostituzione della spol ina per i l filo in feriore . . . . . . . . . . . . . . . 14
6.7 Reg olaz ione della tensione per il fi lo inferiore . . . . . . . . . . . . . . 15
6.8 Sostituzione e montaggio degli aghi . . . . . . . . . . . . . . . . . . . 16
6.9 Sollevamen to de l piedin o premis toffa . . . . . . . . . . . . . . . . . . . 17
6.10 Bloccaggio del piedino premistoffa in posizione sollevata . . . . . . . . 17
6.11 Regolazione della pressione del piedino premistoffa . . . . . . . . . . 18
6.12 Lunghezza del punto nel caso di macchine non dotate di un dispositivo
aut omatico per l’affrancatura della cuc itura . . . . . . . . . . . . . . . 19
6.12.1 Lunghezza del punto nel caso di macchine dotate di un dispositivo
aut omatico per l’affrancatura della cuc itura . . . . . . . . . . . . . . . 20
6.13 Innesto e disinnesto delle barre ago disinnestabili . . . . . . . . . . . . 21
6.1 4 Traspo rto s uperior e a rullo (puller ) . . . . . . . . . . . . . . . . . . . . 22
6.1 5 Tastiera montata s ul braccio della macchin a per cucire . . . . . . . . . 23
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
. . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
I
7. Motore a corrente continua Efka DC1600/DA82GA
7.1 Informazioni ge nerali . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
7.2 Pan nello di coma ndo per l ’operatore V810 . . . . . . . . . . . . . . . . 2 4
7.2.1 Elementi d’utilizzazione e d’avviso sul pannello di comando per
l’o perator e V810 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
7.2.2 Funzion i dei tasti sul pannello di comand o per l’operatore V810 . . . . 25
7.2.3 Significato dei simboli sul pannello di comando per l’operatore V810 . 25
7.2.4 Modifica dei valori di parametro nella "Soglia per l’operatore" . . . . . 26
7.2 .5 Riduzione del la velocità massima . . . . . . . . . . . . . . . . . . . . . 26
7.2.6 Impos tazione del numero di codice per la "Soglia per il tecnico" . . . . 26
Ausg./Edition: 04/99

Indice Pagina:
7.3 Pan nello di comando per l’operatore V820 . . . . . . . . . . . . . . . 27
7.3.1 Elementi d’utilizzazione e d’avviso sul pannello di comando per
l’opera tore V82 0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
7.3.2 Funzioni dei tasti sul pannello di comando per l’operatore V820 . . . 27
7.3.3 Significato dei simboli sul pannello di comando per l’operatore V820 29
7.3.4 Modifica dei valori di parametro nella "Soglia per l’operatore" . . . . 29
7.3 .5 Riduz ione della velocità massima . . . . . . . . . . . . . . . . . . . . 30
7.3.6 Informazione ed impostazione rapida di valori di regolazione . . . . . 30
7.3.7 Impostazione del numero di codice per la "Soglia per il tecnico" . . . 30
7.3.8 Programmazione della cucitura con il pannello di comando per
l’opera tore V82 0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
7.4 Lista dei parametri dei pannelli di comando per il motore Efka tipo
DA82GA e 6F82FA - "So glia per l’opera tore" . . . . . . . . . . . . . . 31
7.5 Avvisi di situazione e d’errore sui pannelli di comando per l’operatore
V810 e V820 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
8. Motore posizionatore a frizione Efka VD55x/6F82FA
8.1 Informazioni ge nerali . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
8.2 Utilizzazione del pannello di comando del motore tipo 6F82FA . . . . 34
8.2.1 Elementi d’utilizzazione del pannello di comando del motore 6F82FA 34
8.2.2 Funzioni dei tasti del pannello di comando del motore 6F82FA . . . . 34
8.2.3 Modifica dei valori di parametro nella "Soglia per l’operatore" . . . . 34
8.2 .4 Riduz ione della velocità massima . . . . . . . . . . . . . . . . . . . . 35
8.2.5 Impostazione del numero di codice per la "Soglia per il tecnico" . . . 35
9. Cucire
10. Manutenzione
10. 1 Pulizia e controlli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
10.2 Lubrificazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
11. Dotazioni supplementari
11.1 Dispositi vo scart afilo . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36

1. Descrizione del prodotto
Le macchine per cucire special i
destinate alla realizzazione di impunture ornamenta l i a due aghi di alta qualità.
Macchina per cucire piana a due aghi, a doppio punto annodato, dotata di trasporto
•
inferiore a gri ff a e trasporto a p unta d’ago.
Le barre ago sono disinnestabili.
La classe
•
La barra del piedino premistoffa a fessura (standard internazionale) permette
•
l’utilizzazione di gruppi di organi di cucitura normalmente rintracciabili in
commercio.
Su codeste macchine possono essere utilizzati i gruppi di organi di cucitura della
•
classe 380.
Lubrificazione centralizzata a stoppini con spia di controllo della riserva dell’olio
•
montata sul braccio della macchina.
Lubrificazione manuale del crochet.
Filarello incorporato nella macchina.
•
Disco di rego lazione della m acchina integr ato nella macchi na.
•
è dotata su pplettivament e con un traspo rto superiore a rullo (puller).
382
DÜRKOPP ADLER classe 381 e 38 2
sono macchine
2. Descrizione dell’uso e dell’applicazione appropriata
Le classi
destinazione, possono essere utilizzate per cucire materiale leggero. Tale materiale
consiste normalmente in fibre tessili oppure pelle. Codesti materiali vengono impiegati
nell’industria della confezione e della tappezzeria per mobili.
Inoltre con codeste macchine per cucire speciali possono essere eventualmente
realizzate delle cosidette cuciture tecniche. In codesto caso l’utilizzatore ( se
desiderato in collaborazione con la
preventivamente i possibili rischi ivi connessi ed a seconda dei casi di lavorazione e
della preventiva valutazione effettuata, deve adottare le appropriate misure di
sicurezza.
Generalmente con codeste macchine per cucire speciali si può lavorare solo materiale
asciutto. Il materiale non deve superare 8 mm di spessore quando esso viene premuto
dal piedino premistoffa abbassato. Il materiale non deve contenere oggetti duri, in caso
contrario la macchina per cucire speciale dev’essere utilizzata solo utilizzando un
dispositivo di sicurezza per gli occhi. Al momento un dispositivo di sicurezza per gli
occhi adatto al lo scopo non è f ornibile.
La cucitura viene generalmente realizzata utilizzando filati in fibra tessile delle seguenti
dimensioni: fino a 30/2 Nm (( filati sintetici) oppure 30/3 Nm ( filati ritorti e ricoperti ).
Chi volesse impiegare altri fili, deve anche in questo caso valutare preventivamente i
rischi ivi connessi ed a seconda dei casi adottare le appropriate misure di sicurezza.
Queste macchine per cucire speciali possono essere collocate ed utilizzate solo in
locali asciutti e ben tenuti; in caso esse venissero impiegate in locali che non siano
asciutti e ben tenuti, potrebbero rendersi necessarie altre precauzioni, che devono
essere concor date ( vedi EN 60204-3-1:1990 ).
Come produttori di macchine per cucire industriali diamo per scontato che sui nostri
prodotti lavori del personale quantomeno addestrato e che quindi tutte le operazioni
inerenti all’uso e gli eventuali rischi ad esse connesse siano da considerare come
conosciuti.
381 e 382
sono macchine per cucire speciali che, conformemente alla loro
DÜRKOPP ADLER AG
) deve valutare
I
5
3. Sottoclassi
Classe 381 - 160161:
Classe 381 - 160162:
Classe 382 - 160162
: come la classe 381 - 160162, però dotata suppletivamente
Macchina per cuc i re piana a due ag hi , a doppio punto
annodato, con barre ago disinnestabili, trasporto inferiore
a griffa e traspo rto a punta d’ag o e dispositivo rasafilo a
comando elettromagnetico.
come la classe 381 - 160161, però dotata suppletivamente
con un dispositivo elettropneumatico per l’affrancatura
automatica della cucitura e dispositivo per il sollevamento
elettropneumatico del piedino premistoffa.
con un traspo rto superiore a rullo (puller).
4. Dotazioni supplementari
Numero
d’ordine Dotazione supplementare
9822 510001
0APP 1241
0798 500088
9780 000108
0797 003031
Tubo di collegamen to (lunghezza 5m, diametro 9 mm) , fascette e
0381 590014
0382 590014
N900 001941
N900 011038
N900 012015
N900 020039
Lampada per l’illuminazione del campo di cucitura (alogena) tipo
WALDMANN, con lampadina 12V/20W; montabile sulla testa della
macchina per cucire.
Gruppo di particolari per il montaggio di lampade per l’illuminazione
del campo di cucitura, adatto per la lampada 9822 510001.
Trasformatore per la lampada per l’illuminazione del campo di cucitura,
per 230V, con cavo di connes si one alla rete, senza interr uttore, per la
lampada per l’illuminazione del campo di cucitura 9822 510001.
Gruppo riduttore per l’ari a compressa WE 8
per le dotazioni supplementari comandate pneumaticamente.
Pacchetto di collegamento pneumatico per il collegamento pneumatico
di sostegni equipaggiati con un gruppo riduttore per l’aria compressa
e con dotazioni supplementari a comando pneumatico.
Codesto pacchetto di collegamento pneumatico è composto dai
seguenti particolari:
boccole per il t ubo, spina e pres a d’accoppiament o pneumatico.
Scartafilo elettromagnetico per la classe 381
Scartafilo elettromagnetico per la classe 382
Guida oscillabile per l’attacco di guide
Guida di battuta per il bordo del materiale destra, fissa e montata sulla
base della macchina per cucire
Guida di battuta per il bordo del materiale destra, oscillabile e montata
sulla base della macchin a per cucire
Guida di battuta per il bordo del materiale destra, montat a sulla testa
della macchina per cucire, ribaltabile verso l’alto
6

5. Dati tecnici
Rumorosità:
Classe 381 - 160161
Classe 381 - 160162
Classe 382 - 160162
Valore d’emissione riferito al posto di lavoro
seconda la norma DIN 45635-48-A-1-KL2
Lc = 85 dB (A)
Lunghezza del punto: 4,8 mm
Velocità: 2.500 [n/min]
Materiale da cucire: G1 DIN 23328 / 2 Strati
Lc = 85 dB (A)
Lunghezza del punto: 4,8 mm
Velocità: 2.500 [n/min]
Materiale da cucire: G1 DIN 23328 / 2 Strati
Lc = 85 dB (A)
Lunghezza del punto: 4,8 mm
Velocità: 2.500 [n/min]
Materiale da cucire: G1 DIN 23328 / 2 Strati
I
7
Sistema ago: 797
Finezza dell’ago (a seconda del nr.
Larghezza tra le cuciture / Distanza tra gli aghi: [mm] 4,8 - 11,9 (25,4)
(a seconda del nr.
Titolo massimo del filato:
- Filato sintetico [Nm] 30/2
- Filato ritorto e ricoperto [Nm] 30/3
Velocità max.: [n/min] 3 000 *
Lunghezza del punto max. :
- in marcia avanti: [mm] (2 400 punti/min) 6 *
- in marcia indi etro: [mm] (2 400 punti/min) 6 *
Corsa di sollevamento del piedino premistoffa max.:
Corsa di sollevamento della griffa di trasporto: [mm]
(sopra la superficie della placca ago) 1,1
Passaggio max. sotto il piedino premistoffa:
- Durante la cucitura [mm] 8
- A pie di n o premistoffa sollevato [mm] 10
Pressione d’esercizio: [bar] 6
Consumo aria compressa per ciclo di lavoro: ca. [NL] 0,0 2
Tensione nominale d’alimentazione: 1 x 230 V, 50 / 60 Hz
Dimensioni (A x L x P): [mm] 1750 x 1060 x 500
(a seconda del piano di lavoro) 1750 x 1060 x 600
"E"
)
): [Nm] (70 fino a 110) 90
"E"
[mm] 10 (classe 381)
9 (classe 382)
1750 x 1250 x 900
Altezza del piano di lavoro (di fabbrica): [mm] 790
Peso (solo testa della macchina per cucire): ca.[kg] 40
* Con la lunghezza massima del punto la velocità dev’essere ridotta su 2 400 punti/min.
8
6. Uso della macchina
6.1 Infilatura del filo superiore
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Il filo super i ore dev’essere i nfilato solo quando
l’interruttore principale della macchina per cucire è
disinserito.
–
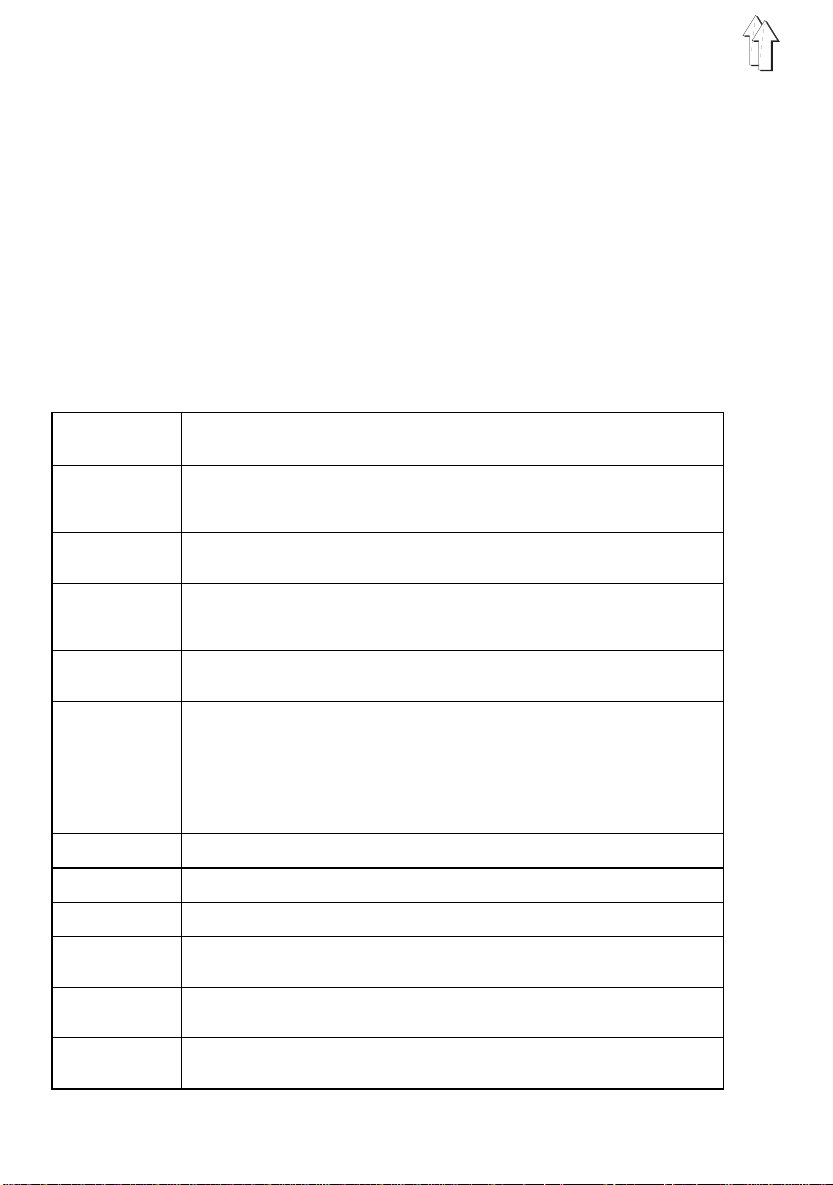
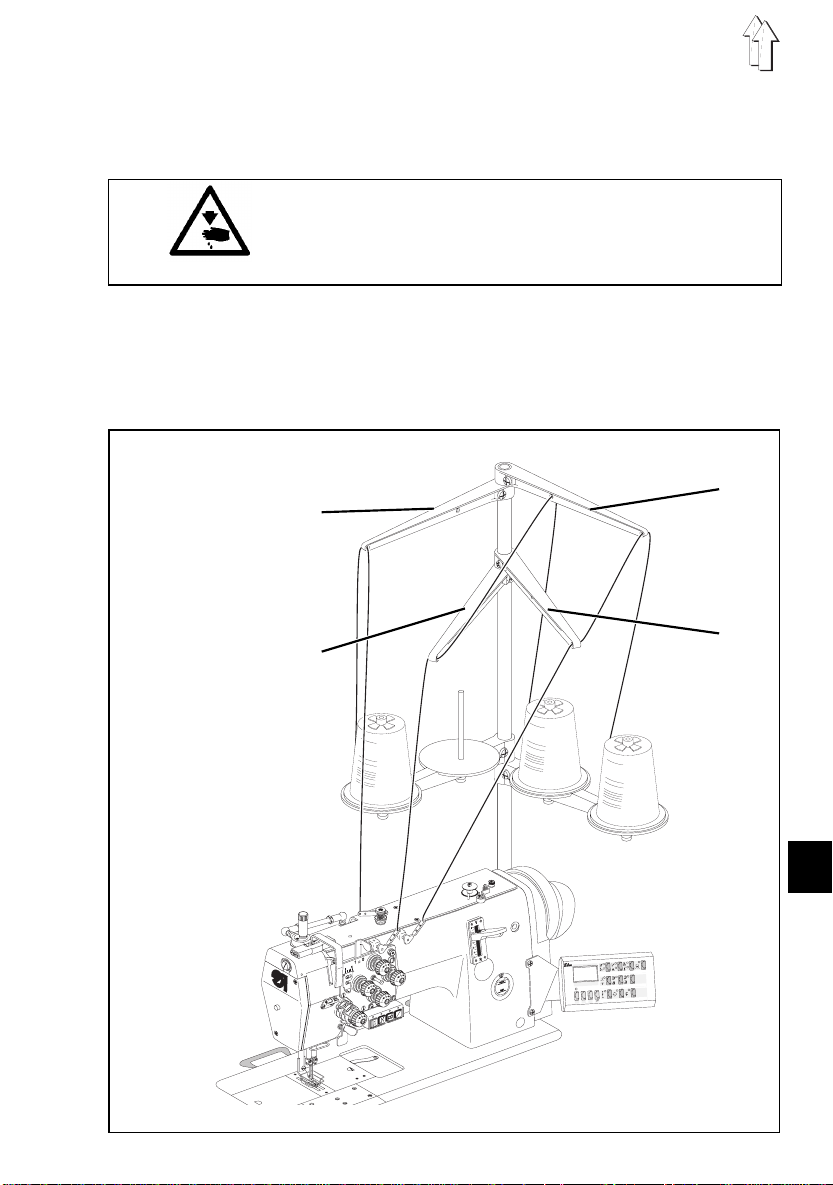
Inserire, come visibile in figura, i coni di filato sul braccio portaconi ed infilare i fili
superiori ed il filo per l’avvolgimento della spolina attraverso i passafili dei bracci
svolgifilo.
I bracci svolgifilo 1 e 3 devono essere allineati verticalmente sopra ai coni di filato.
I bracci svolgifilo 2 e 4 devono essere posizionati come visibile in figura.
Codesta disposizione ha lo scopo di evitare un contatto dei fili superiori.
–
Infilare ulteriormente i fili superiori come visibile nella figura a
pagina 10
1
2
.
3
4
variocontrol 720
P
I
0
98
7
6
45
32
1
+
E
9
1
Fig. a: Annoda m ento corretto dei f i l i
nel mezzo del mat eriale da cucire
A
2
3
10
Fig. b: Tensione per il filo superiore regolat a
troppo debole
oppure
Tensione per il filo inferiore regolata troppo
forte
Fig. c: Tensione per il filo superiore regolata
troppo forte
oppure
Tensione per il filo inferiore regolata troppo
debole

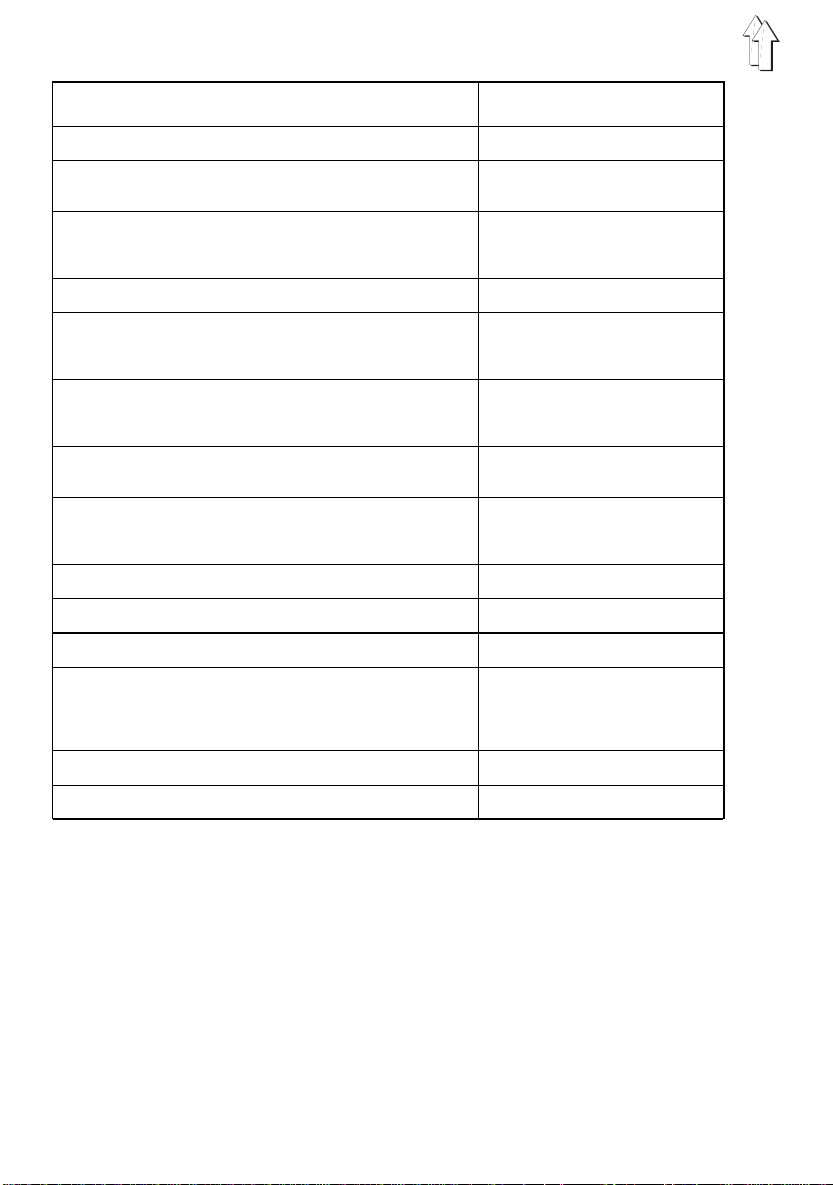
6.2 Regolazione della tensione per il filo superiore
Tensione principale 3
La tensione del filo realizzata tramite la tensione principale 3 dev’essere regolata sul
valore minore possibile.
L’annodamento dei fili dev’essere regolare e sempre nel mezzo del materiale da cucire
(consultare l a fig. a).
Nel caso di materiale da cucire fino, un tensionamento troppo forte del filo potrebbe
causare un’arricciatura indesiderata del capo cucito ed eventualmente delle rotture del
filo.
–
Regolare la tensione principale 3 in maniera da ottenere un annodamento regolare
del punto.
Tensione supplementare 2
La tensione supplementare 2 è inseribile supplettivamente e serve pe r realizzare un
cambiamento rapido della tensione del filo superiore, per esempio nel caso di cuciture
su inspessimenti del materiale dovuti a giunte supplementari oppure ripiegamenti degli
strati del m ateriale da cucire.
–
Regolare la tensione supplementare 2 in maniera tale che il suo valore di
tensionamento del filo sia sempre minore di quello della tensione principale 3.
–
Inserire oppure disinserire la tensione supplementare 2 tramite la leva 1.
0 = La tensione supplementare 2 è disinserita.
1 = La tensione supplementare 2 è inserita.
6.3 Apertura della tensione per il filo superior e
Apertura automatica
La tensione del filo superi ore viene aperta automatica mente durante il ciclo di
funzionamento del dispositivo rasafilo.
Nota bene
Il momento dell’apertura della tensione può essere regolato tramite i parametri F-191 e
F-192 (soglia per il tecnico).
Apertura manuale
Premendo sul punto di pressionamento A la tensione principale e la tensione
supplementare possono essere aperte manualmente.
I
11
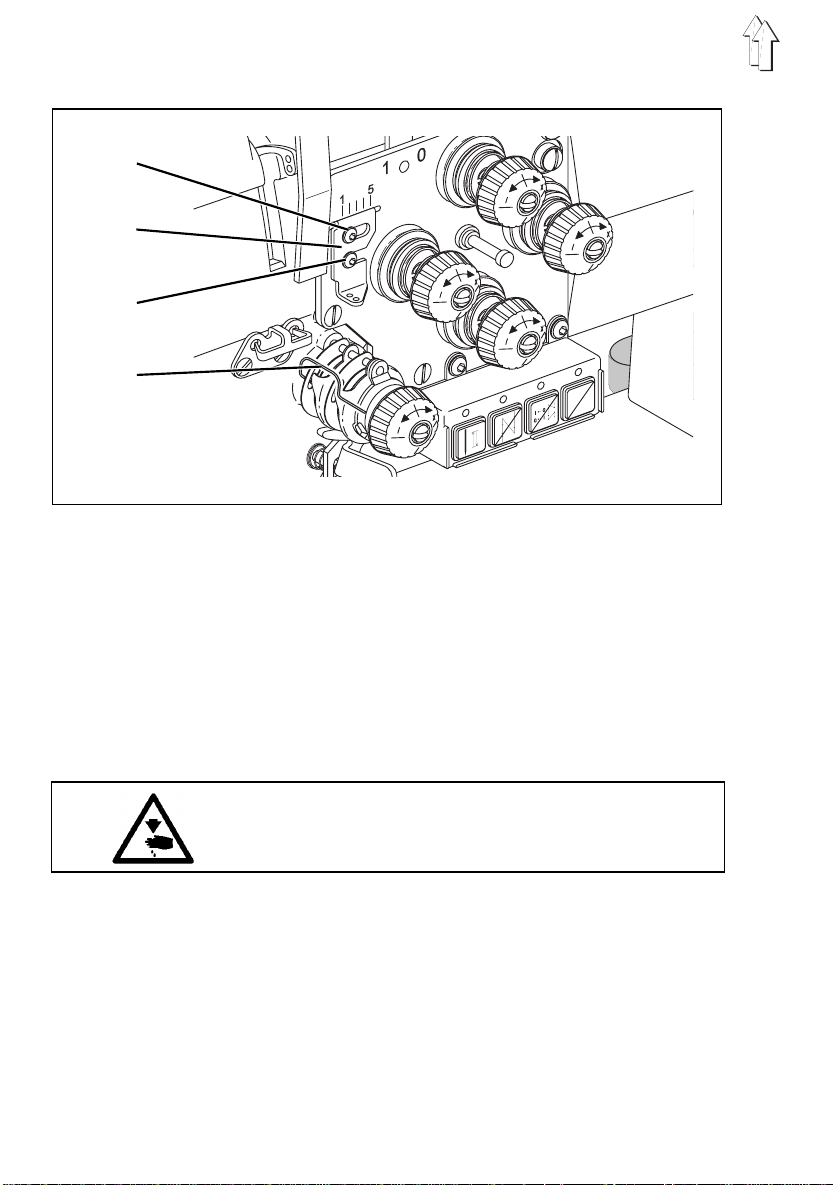
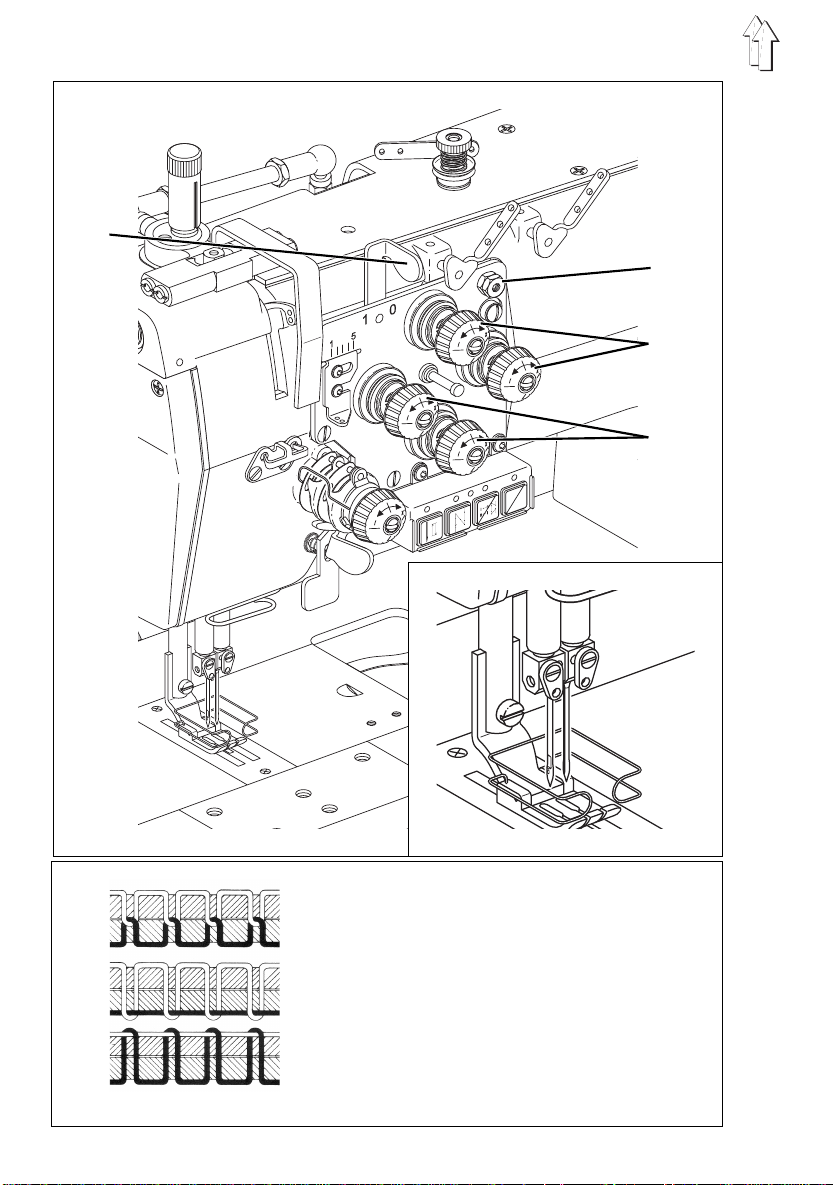
6.4 Regolazione del regolatore della quantità di filo
1
2
3
4
Tramite il regolat ore della quanti tà di filo 2 vien e regolata la quantità giusta d i f i l o
superiore necessaria al crochet per svolgere il cappio.
La regolazione dipende dai seguenti fattori: - Spessore del materiale da cucire
Un regolatore della quantità di filo regolato accuratamente garantisce un ottimo
risultato qualitativo della cucitura realizzato con la tensione del filo superiore minore
possibile.
Se la regolaz i one è corretta , il cappio form ato dal filo superiore deve scorrere con una
minima tensione sulla superficie esterna del punto massimo di diametro del crochet.
Nella posizi one " 1 " del regolatore della quantità di filo viene messa a disposizione la
quantità massima di filo superiore.
Nella posizi one " 5 " del regolatore della quantità di filo viene messa a disposizione la
quantità minima di filo superiore.
- Caratteristiche del filato utilizzato
- Lunghezza del punto
Attenzione pericolo di ferimento !
Regolare il regolatore della quantità di filo 2 solo se
l’interruttore principale della macchina per cucire è
disinserito.
–
Allentare le viti 1 e 3.
–
Variare la posizione del regolatore della quantità di filo 2.
La scala applicata sopra il regolatore della quantità di filo serve come ausilio di
regolazione.
–
Bloccare nuovamente le viti 1 e 3.
Consiglio di regolazione:
Se la regolaz i one del regola t o re della quantità di filo 2 è esatta dev’es sere assolta la
seguente condizione:
–
Nel momento nel quale è necessaria la quantità massima di filo superiore, la molla
recuperafil o 4 dev’essere t i rata verso l’alto e fuori dal l a sua posizione di riposo per
ca. 0,5 mm.
Ciò corrispo nde al momento nel quale il cappio formato d al filo superiore sta
passando il punto di diametro massimo del crochet.
12
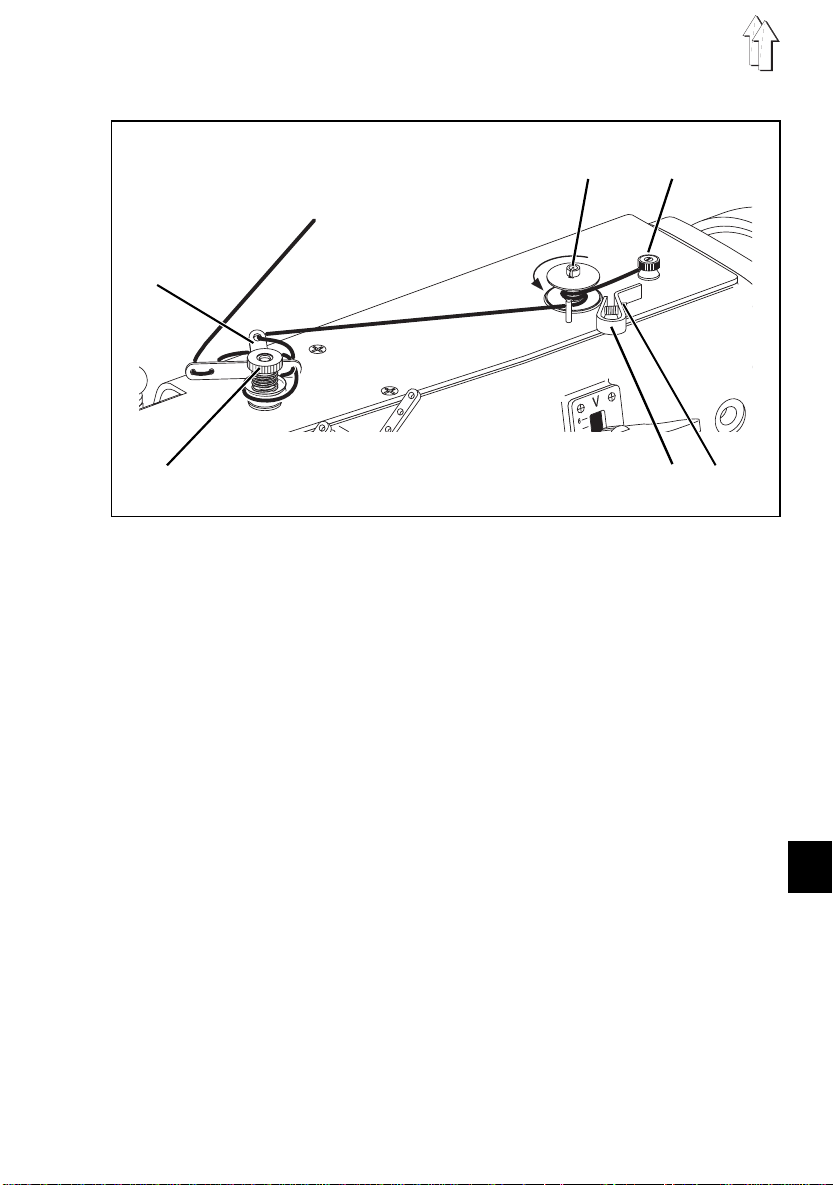
6.5 Avvolgimento del filo inferio re sulla spolin a
5
1
–
Effettuare l’infilatura del filo inferiore come visibile nella figura.
–
Inserire la spolina sull’asse del filarello 2.
–
Avvolgere il filo inferiore in senso antiorario circa per cinque giri intorno all’asse
della spolina.
–
Strappare il filo inferiore sulla pinza per il filo 3.
–
Premere la leva di scatto 4 del filarello contro la spolina 4.
–
Il filo inferiore dev’essere avvolto utilizzando la tensione minore possibile.
A questo scopo regolare la tensione 1.
–
Il filo sulla spolina dev’essere avvolto regolarmente ed a cilindro (non a cono).
A questo scopo piegare leggermente la piastrina di guida 5.
–
Il filarello deve disinnestarsi automaticamente quando è stata avvolta sulla spolina
la quantità desiderata di filo, per ottenere l’avvolgimento massimo consentito della
spolina esso deve disinnestarsi al più tardi quando la spolina è avvolta fino a
0,5 mm dal bordo del suo diametro esterno.
A questo scopo regolar e l a vite 6.
–
Porre in marcia la macchina.
Quando la spoli na è piena, il processo d’avvolgimento viene terminato
automaticamente tramite il disinnesto della leva di scatto del filarello 4.
2 3
4 6
I
13

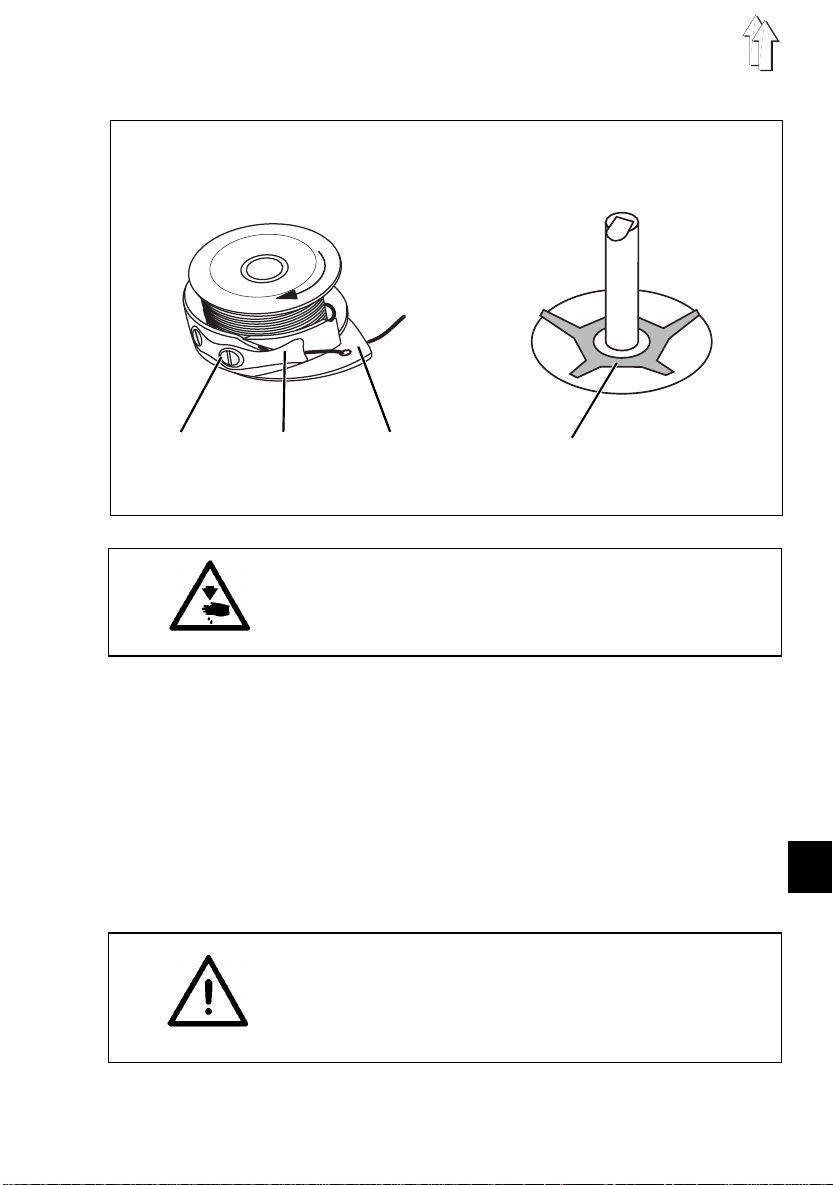
6.6 Sostituzione della spolina per il filo inferiore
1 2 3
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Sostituire le spoline per il filo inferiore solo se l’interruttore
principale della macchina per cucire è disinserito.
4
5 6 7 8
Estrazione della spolina vuota dal crochet
–
Portare le barre ago nel loro punto morto superiore.
–
Aprire i carter scorrevoli di copertura dei crochet 1 e 2.
Sbloccare il c arter di copertura destro 2 p remendo verso il basso la molla a
lamina 3.
–
Sollevare il catenacciolo di bloccaggio della capsula portaspolina.
–
Estrarre dal cestello la capsula portaspolina con la spolina vuota.
Infilatura del filo inferiore
–
Inserire la spolina piena 4 nella capsula portaspolina 7:
La spolina dev’essere inserita in modo tale che tirando lo spezzone finale del filo
essa giri in direzione della freccia.
–
Far passare il filo inferiore attraverso l a fessura 5 fino sotto alla mol la di
tensionamento del filo 6.
–
Infilare il filo inferiore attraverso il foro 8 della capsula portaspolina.
Solo attraverso codesto passaggio viene assicurat a la
tramite il dispositivo rasafilo.
–
Accorciare lo spezzone finale del filo inferiore su una lunghezza pari a ca. 3 cm.
–
Inserire nel cestello del crochet la capsula portaspolina con la spolina piena.
–
Chiudere il catenacciolo di bloccaggio della capsula portaspolina.
–
Chiudere nuovamente i carter scorrevoli di copertura dei crochet 1 e 2.
funzione di taglio del filo
14
6.7 Regolazione della tensione per il filo inferiore
1 2 3
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare la tensione per il filo inferiore solo quando
l’interruttore principale della macchina per cucire è
disinserito
4
–
Estrarre dal cestello del crochet la capsula portaspolina con la spolina.
–
Per sollevar e l a capsula portaspolina fare presa sotto il nasino 3.
–
Regolare la tensione della molla di tensionamento 2 girando la vite di regolazione 1.
–
Dopo la regolazione inserire nuovamente la capsula portaspolina con la spolina nel
cestello del crochet.
Nota bene:
Nel cestello, sotto la spolina, è montata la molla 4.
Essa ha il compiuto di frenare la spolina al momento dell’arresto della macchina oppure
nel momento di un tiraggio brusco del filo i nferiore (com e per esempio durante il ciclo
del rasafilo) impedendo così uno srotolamento del f ilo avvolto sul l a spolina.
ATTENZIONE IMPORTANTE !
La molla 4 deve avere, nel cestello del crochet, sempre la
posizione raff i gurata nello s chizzo.
Durante i lavori di manutenzione e di pulizia controllare la
presenza e la posizione della molla 4 nel cestello del
crochet. Fare a ttenzione a non perdere la molla .
I
15

6.8 Sostituzione e montaggio degli aghi
1
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Sostituire gli aghi solo quando l’interruttore principale della
macchina per cucire è disinserito.
–
Portare le barre ago nel loro punto morto superiore.
–
Allentare le viti 1 (destra oppure sinistra utilizzando la chiave a brugola da 1,5 mm
che si trova negli accessori).
–
Estrarre l’ago verso il basso dal morsetto per l’ago.
–
Inserire il nuovo ago nel foro morsetto per l’ago spinge ndolo verso l’al to fino in
battuta.
1
ATTENZIONE IMPORTANTE !
Guardando dalla parte dell’operatore, curare che l’incavo
dell’ago sinistro sia rivolto verso sinistra e che l’incavo
dell’ago destro sia rivolto verso destra.
–
Bloccare le viti 1 (destra oppure sinistra).
ATTENZIONE IMPORTANTE !
La distanza tra la punta del crochet e l’incavo dell’ago è
regolata di f abbrica in man i era tale che possano essere
utilizzati degli aghi di una finezza compresa tra Nm 80 e Nm
100. Se viene inserito un ag o di un’altra finezza dev’essere
controllata ed eventualme nte corretta la distanza tr a l a punta
del crochet e l’ago (consultare il libretto d’istruzione per il
servizio).
Non effettuando le necess arie correzioni potrebbero avvenire i seguenti inconveni e nti:
Utilizzando un ago di una finezza più fine: - Salti del punto oppure
dei danneggia m enti del filo
Utilizzando un ago di un diametro maggiore: - Danneggiamenti della punta del crochet
oppure dell’ago.
16

6.9 Sollevamento del piedino premistoffa
Il piedino premistoffa può essere sollevat o meccanicamente oppure pneumaticamente .
A seconda dell’equipaggiamento della macchina per cucire, il sollevamento del piedino
premistoffa avviene tramite l’azionamento della leva a ginocchiera 2 oppure
elettropneumaticamente premendo verso l’indietro il pedale
Sollevamento meccanico del piedino pressore (lev a a ginocchiera 2)
–
1
2
Per spostare i l materiale da cucire (per e s. per corregge re la sua posizione)
azionare la leva a ginocchiera 2.
Il piedino premistoffa rimane sollevato per tutto il tempo d’azionamento della leva a
ginocchiera 2.
Sollevamento pneumatico del piedino pressore (pedale)
–
Per sollevare il piedino premistoffa a macchina ferma.
Premere il pedale leggermente verso l’indietro (posizione -1).
–
Per attivare il dispositivo rasafilo ed alla fine del ciclo per sollevare il piedino
premistoffa.
Premere il pedale completamente verso l’indietro (posizione -2).
6.10 Bloccaggio del piedino premistoffa in posizione sollevata
Il piedino premistoffa sollevato meccanicamente oppure pneumaticamente può essere
bloccato nella sua posizion e sollevata tram ite il bottone d’arresto 1 (per esempio per
effettuare l’avvolgimento filo inferiore sulla spolina).
–
A macchina per cucire ferma, premere il pedale leggermente verso l’indietro
oppure azionare la leva a ginoc ch i era.
Il piedino premistoffa si solleva.
–
Premere il bottone d’arresto 1 e rilasciare il pedale oppure la l eva a ginocchiera.
Il piedino premistoffa sollevato rimane bloccato nella sua posizione sollevata.
–
premere ancora una volta il pedale leggermente verso l’indietro oppure azionare
nuovamente l a l eva a ginocchiera.
Il bloccaggio del piedino premistoffa nella sua posizione alta viene eliminato.
I
17

6.11 Regolazione della pressione del piedino premistoffa
La pressione desiderata del piedino pressore viene regolata tramite la bussola di
regolazione 1.
–
Per aumentare la pressione del piedino pressore
Per diminuire l a pressione del pi edino pressore
= Girare la bussola di regolazione 1 in senso orario.
= Girare la bussol a di regolazione 1 in senso antior ario.
1
2
A B
Il campo di regolazione può essere variato capovolgendo il perno di battuta 2.
–
Svitare compl et amente la bussola di regola zi one 1.
–
Estrarre il perno di battuta 2, capovolgerlo ed inserirlo nuovamente.
Posizione di montaggio
Posizione di montaggio
–
Rimontare nuovamente la bussola di regolazione 1 e regolare la pressione
desiderata del piedino pressore.
A
B
= Maggiore pressione del piedino pressore.
= Minore pressione del piedino pressore.
18
6.12 Lunghezza del punto nel caso di macchine non dotate di un
dispositivo automatico per l’affrancatura della cucit ura
1
2
La lunghezza del punto desiderata viene regolata tramite il disco zigrinato di
regolazione e di limitazione 1 montato sulla leva per la regolazione manuale della
lunghezza del punto (leva regolapunto).
La lunghezza del punto è ugua l e sia a marcia in avanti che a m arcia indietro.
Variare la lunghezza del punto durante la cucitura.
Tramite la leva regolapunto 2, la lunghezza del punto può essere variata in continuità
durante la cucitura tra la lunghezza del punto in marcia avanti ed indietro che è stata
impostata d i base tramite il disco di regol azione zigrinato 1.
–
Per cucire in marcia avanti con la lunghezza del punto che è stata impostata.
Leva regolapunto completamente verso l’alto.
–
Per cucire in marcia indietro con la lunghezza del punto c he è stata impo st ata.
Leva regolap u nto completamente verso il basso.
19
I

6.12.1 Lunghezza del punto nel caso di macchine dotate di un dispos itiv o
automatico per l’affrancatura della c ucitura
1
2
3
Macchine per cucire dotate di un dispositivo automatico per l’affrancatura della
cucitura
( Sottoclasse 381-160162 e 382-160162 )
Nel caso di macchine per cucire equipaggiate con un dispositivo automatico per
l’affrancatura della cucitura, le lungh e zze del punto vengono regola te tramite il di sco
zigrinato di limitazione e di regolazione 3 ed il morsetto 1.
Il disco zigr i nato montato s ulla leva regolapunto (consultare la pos. 1 a pagina 19) è
svitato completamente verso l’esterno.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare la lunghezza del punto solo se l’interruttore
principale della macchina per cucire è disinserito.
–
Ribaltare verso l’indietro la testa della macchina per cucire.
–
Svitare completamente verso l’esterno il disco zigrinato montato sulla leva
regolapunto (consultare l a pos. 1 a pagi na 19).
–
Regolazione d el l a lunghezza del punto per la
Allentare la vite 2.
Per diminuire la lunghezza del punto = Spostare verso l’alto il morsetto 1.
Per aumentar e l a lunghezza del punto = Spostare verso i l basso il morsetto 1.
Bloccare nuovamente la vit e 2.
ATTENZIONE IMPORTANTE !
–
Regolazione d el l a lunghezza del punto per la
Per diminuire la lunghezza del punto = Rotare il disco zigrinato 3 in senso orario.
Per aumentar e l a lunghezza del punto = Rotare il disco zigrinato 3 in senso
–
Riportare la testa della macchina per cucire nella sua posi zione normale di l avoro.
Spostando il morsetto 1 varia la lunghezza del
punto per la cucitura in ma rcia avanti.
cucitura a marcia indietro
cucitura in marcia avanti
antiorario.
20
.
.

6.13 Innesto e disinnesto delle barre ago disinnestabili
Le barre ago possono essere disinnestate t ramite la leva 1.
La posizione della leva 1 determina quale barra ago viene disinnestata:
–
Leva 1 in posizione sinistra.
La barra ago sinistra viene disinnestata (la barra ago destra lavora).
–
Leva 1 in posizione destra.
La barra ago destra viene di si nnestata (la barra ago sinis tra lavora).
–
Leva 1 in posizione centrale.
Entrambi le barre ago lavorano.
Disinnesto dell a barra ago:
La barra ago viene bloccata nel suo punto morto superiore. Per codesta ragione la
leva 1 dev’essere azionata quando la barra ago è in basso in posizione di riposo oppure
durante il su o movimento di risalita prima che la barra a go si trovi a 3 mm prima del suo
punto morto superiore.
Se l’azioname nto della leva è stato effettuato troppo tardi, il volanti no dev’essere gi rato
manualmente verso l’indietro in maniera da raggiungere le condizioni desiderate per il
disinnesto dell a barra ago. Girando nuovament e i l volantino in marcia avanti, la b arra
ago viene bloccata nel suo punto morto superiore.
Innestare nuovamente una barra ago disinnesta ta :
–
Premere il tasto 2.
La leva 1 si porta automaticamente nella sua posizione c entrale.
La barra ago che era disinnestata viene nuovamente inn estata. Essa segue il
movimento della barra ago che sta lavorando quando quest’ultima ha raggiunto il
suo punto morto superiore.
Per garantire che prima che avvenga l’esecuzione del prossimo punto la barra ago
disinnestata possa essere nuovamente accoppiata al movimento della barra ago che
sta lavorando, il tasto dev’essere azion at o nel punto morto inferiore della barra a go che
sta lavorando oppure dura nt e il suo movimento di risalita.
Se l’azionamento del tasto è stato effettuato troppo tardi, il volantino dev’essere girato
manualmente verso l’indietro in maniera da raggiungere le condizioni desiderate per
l’innesto della barra ago. Girando nuovamente il volantino in marcia avanti la barra ago
viene innestata.
1
2
I
21

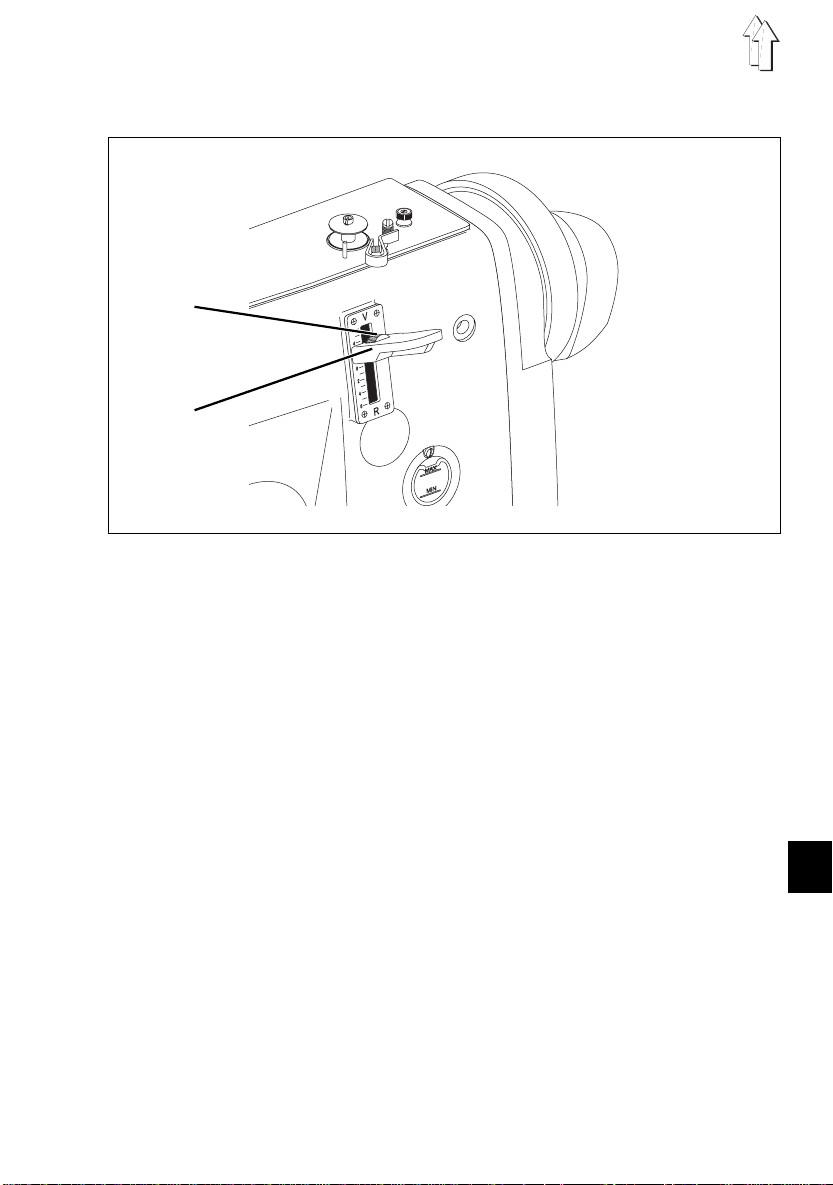
6.14 Trasport o superiore a rullo (puller)
La massima lunghezza di trasporto del trasporto superiore a rullo (puller) corrisponde
a 7 mm.
La lunghezz a di trasporto è regolabile tramite la mano pola girevole di regolazione 2 in
maniera differenziabile rispetto alla quantità di trasporto del trasporto inferiore a griffa.
Il rullo di tr asporto 3 viene a ut omaticamente abbassato dopo l ’ es ecuzione di 10 pu nt i .
La quantità dei punti che vengono eseguiti dalla macchina prima dell’abbassamento del
rullo di trasporto può essere regolata tramite il parametr o F-186 (soglia per i l tecnico).
Il rullo di trasporto 3 viene sollevato a utomaticament e quando viene sollevato il pi edino
premistoffa e durante il ciclo d’affrancatura automatica della cucitura.
12
5
34
4
–
Se la leva manuale 1 viene sollevata:
Il rullo di trasporto con la sua trasmissione è complet a m ente spostato fuori dal suo
campo di lavoro. Il trasporto superiore a rullo (puller) non ha più nessuna funzione.
Se la leva manu al e 1 viene abbassa t a:
Il rullo di trasporto con la sua trasmissione viene inse rito nel suo campo di lavoro.
–
Se viene premuto il tasto 4:
Il rullo di trasporto viene sollevato oppure abbassato.
"LED" 5 ACCESO = Rullo di trasporto sollevato.
"LED" 5 SPENTO = Rullo di trasporto abbassato.
–
La lunghezza di trasporto del trasporto superiore a rullo (puller) può essere
regolata indipendentemente dalla lunghezza di trasporto del trasporto inferiore a
griffa tramite la manopola girevole di regolazione 2.
22

6.15 Tastiera montata sul braccio della macchina per cucire
La funzione ab bi nata ai tasti d el l a tastiera montata sul braccio d el l a macchina per
cucire dipende dalla classe e dalla sottoclasse della macchina.
1 2
7
3456
Sottoclasse:
"LED" Funzione
Tasto
1
campo di lavo ro di elementi c h e possono esser e posti in moto.
2
3
4
5
6
7
8
Indicazione:
Indicazione "LED": A seconda dell’impostazione effettuata sul pannello di
comando per l’operatore la prossima affrancatura inziale oppure finale della
cucitura viene richiamata oppure inibita
Posizionamento dell’ago nella sua posizione alta oppure bassa.
Tramite il paramet ro
1 = Ago alto, 2 = Ago alto / basso, 3 = Punto singolo
La regolazione di fabbrica corrisponde a 1 = Ago alto.
Cucitura manuale a marcia indi etro.
La macchina cuce a marcia indietro per tutta la durata dell’azionamento del
tasto 4.
Richiamo oppure inibizione dell’affrancatura iniziale oppure finale della
cucitura. Se l’affrancatura iniziale oppure finale della cucitura sono
normalmente attivate, tramite un azionamento del tasto la prossima
affrancatura della cucitura viene inibita.
Se l’affrancatura iniziale oppure finale della cucitura sono normalmente
disattivate, tramite un azionamento del tasto la prossima affranca tura della
cucitura viene attivata.
Tasto senza funzione.
Indicazione "LED": Rullo d el trasporto su periore a rullo sollevato.
Sollevare oppure abbassar e i l rullo del trasporto superiore a rullo.
381- 160161
381- 160162
" Motore della macchina per cucire acce so"
Attenzione pericolo di ferimento !
Quando il motore della macchina per cucire è acceso
("LED" 1 acceso)
le seguenti operazioni
- Infilatura del filo superiore e del filo inferiore.
- Sostituzione della spolina, sostituzione dell’ago.
- Regolazione della quantità di filo.
- Tutte le operazioni che devono essere eseguite nel
può essere determinata la funzione del t a sto 3.
F-144
Sottoclasse:
non devono
8
382 - 160162
essere eseguite:
I
23

7. Motore a corrente continua Efka DC1600/DA82GA
7.1 Informazioni generali
Utilizzazione del motore
Il motore per macchina per cucire DC1600/DA82GA dev’essere utilizzato e deve
lavorare abbinato con il pannello di comando per l’operatore V810 oppure con il
pannello di comando per l’operatore V820.
Istruzioni per l’uso
In codeste istruzioni per l’uso vengono descritte le funzioni dei tasti ed il significato dei
simboli dei pannelli di comando per l’operatore ed inoltre viene descritto il
procedimento da seguire per permettere che l’operatore possa variare i valori di
parametro nella "Soglia per l’operatore".
La descrizione completa del pannello di comando del motore può essere rilevata nelle
istruzioni per l’uso "EFKA DA82GA 3301"
Funzioni del pannello di comando DA82GA del motore della macchina per cucire
Le funzioni del pannello di com ando DA82GA del motore della macchina per cucire
sono determinate dal programma e dalla regolazione di parametri. Con la corretta
regolazione dei valori di parametro il pannello di comando del motor e viene adattat o
perfettamente alle singole esigenze di lavorazione della classe e sottoclasse di
macchina per cucire.
Al momento de l l a f ornitura i valo ri di parametro sono preregolati dalla ditta "Efk a"
(preset). A seconda della classe e sottoclasse utilizzata alcuni parametri devono essere
variati. A questo scopo consultare le is truzioni per il montaggio.
Diritto d’accesso per poter impostare i comandi
Per impedire un casuale ed involuta modifica di funzioni già preregolate, l’impostazione
di comandi è distribuita su diverse soglie d’accesso.
Un diritto d’accesso - Il
ha: un numero di codice ha il diritto d’accesso alla soglia più alta
fabbricante
"Soglia per la fabbrica"
- Il
tecnico
alla sottostante
subordinat e
- L’
operatore
alla
"Soglia per l’operatore"
(fabbrica della macchin a per cucire) che tramite
ed a tutte le soglie subordi n ate.
che tramite un numero di codice ha il diritto d’accesso
"Soglia per il tecnico"
che senza un numero di codice ha il diritt o d’accesso
che è la soglia più bassa.
ed a tutte le soglie
7.2 Pannello di comando per l’operatore V810
7.2.1 Elementi d’utilizzazione e d’avviso sul pannello di comando per l’operatore
V810
24

7.2.2 Funzioni dei tasti sul pannello di comando per l’operatore V810
Premendo brevemente i tasti sul pannello di comando per l’operatore è possibile
inserire oppure disinserire le funzioni. Sulla macchina p er cucire le funzioni vengono
effettivamente attivate oppure disattivate naturalmente solo se il corrispondente
dispositivo (per es. sollevamento magnetico o ppure elettropneumatico del piedino) è
montato sulla macchina.
Tasto Funzione Avviso ottico
1 Affrancatura iniziale doppia della cuc itu ra, in se rita
Affrancatura iniziale della cucitura, disins erita
Affrancatura iniziale semplice della cuc itura , inse rit a
2 Affrancat ur a f i na l e d op pia della cucitura , inserita
Affrancatura finale della cucitura, disinserita
Affrancatura finale semplice della cucitu ra, in se rita
3 Sollevamento automatico del piedino durante l’arresto
nella cucitura, inserito
Sollevamento automatico del piedino durante l’arresto
nella cucitura, disinserito
Sollevamento automatico del piedin o dopo il r asaf ilo,
inserito
Sollevamento automatico del piedin o dopo il r asaf ilo,
disinserito
4 Posizione di base dell’ago = in bass o
Posizione di base dell’ago = in alto
A Soppressione oppure richi a m o d ella pr ossima
affrancatura
Se l’affrancat ur a i n iz ia l e o pp ur e l’ a ffra ncatura final e
della cucitura so no i ns er ite , premendo il tasto la
prossima affran ca tu ra vie ne so pp re ss a.
Se l’affrancat ur a i n iz ia l e o pp ur e l’ a ffra ncatura final e
della cucitura so no di s i ns er ite , p re m en do il tasto la
prossima affran ca tu ra vie ne ins er ita .
B Ago alto/basso
oppure funzi on e " Sh i ft " ne l m od o d i pr ogrammazion e.
Premendo il tasto, l’ago esegue un movimento che
può essere definito e progra m m ato tramite il
parametro 14 0.
Consultare la lista dei parametri ne lle istr uz ioni per il
montaggio.
Nel modo di pr og ra m m azione il tasto ha un’altra
funzione. Consultare le istruzio ni per il m onta ggio.
P Modo di programmazione, i ns er ito/disinserito
Per la descrizione consultare le istruzioni per il
montaggio.
E Commutazione dal numero di parametro al valore del
parametro.
Conferma del v al o re de l pa ra m et ro e commutazio ne
nel prossimo parametro.
Per la descrizione consultare le istruzioni per il
montaggio.
Per aumentare il valore indicato nel modo di
"+"
programmazione
Per diminuire il valore indicato nel modo d i
"-"
programmaz i one
Freccia dest ra so pr a i l t asto, accesa
Entrambi le frecce, spente
Freccia sinistra so pr a il t as to , a cc es a
Freccia dest ra so pr a i l t asto, accesa
Entrambi le frecce, spente
Freccia sinistra so pr a il t as to , a cc es a
Freccia sinistra so pr a il t as to , a cc es a
Freccia sinistra so pr a il t as to , s pe nt a
Freccia dest ra so pr a i l t asto, accesa
Freccia dest ra so pr a i l t asto, spenta
Freccia sinistra so pr a il t as to , a cc es a
Freccia dest ra so pr a i l t asto, accesa
Nessun avviso
Nessun avviso
Numero di parametro/Avviso
"Standard"
Numero di parametro/Valore di
parametro
Il valore indic ato viene aumentato
Il valore indic ato viene diminu i to
I
7.2.3 Significato dei simboli sul pannello di comando per l’operatore V810
Simbolo Funzione Avviso ottico
C La veloc i tà au to m at ica è a tt i va
(Solo in percor si d i cu citura che vengon o s v o lti
automaticamente).
D La fotoce llula è in se rita
E Il motore della macchina per cucire è inserito
F La limitazio ne di v elocit à è attiv a
G Il dispositivo di controllo del filo della spolin a è ins erito
Simbolo acce so
Simbolo acce so
Simbolo acce so
Simbolo acce so
Simbolo lam p eg gia quando la spoli na
si sta svuotando
25

7.2.4 Modifica dei valori di parametro nella "Soglia per l’opera tore".
I parametri della "Soglia per l’operatore" sono nella lista dei parametri (consultare il
capitolo 1.4)
–
Inserire l’interruttore principale
–
Premere il tasto
–
Premendo il tasto
precedente parametro.
–
Premere il tasto
–
Tramite i tasti
–
Premere il tasto
parametro oppure premere il tasto
programmazione viene abbandonata.
7.2.5 Riduzione della velocità massima
Per poter adattare la velocità massima della macchina alle esigenze di lavorazione
esiste la possibilità di ridurre la velocità massima.
Dopo l’esecuzione di ogni cucitura completa sul "Display" appare il valore attuale della
velocità massima. Ora, tramite i tasti "+" e "-" codesto valore può essere direttamente
modificato. Il campo di regolazione è compreso tra il valore del parametro
massimo) ed
F-121
. Appare il pri m o p arametro
"P"
oppure
"+"
. Appare il valore del parametro scelto.
"E"
e
"+"
(valore minimo).
il valore di parametro può ess ere modificato.
"-"
. La modifica viene memorizzata ed appare il prossimo
"E"
ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono
memorizzati solo quando, dopo l’abbandono della soglia di
programmazi one, viene eseguito un ciclo di cucitura
completo, ci ò significa che i l pedale è stato premuto in avanti
e poi completamente verso l’indietro. Se subito dopo
l’abbandono della soglia di programmazione il motore della
macchina per c ucire viene disi nserito dalla rete
d’alimentaz i one le modifiche effettuate sono
irrimediabilmente perse.
può essere ri chiamato il pr ossimo oppure i l
"-"
, la modifica viene memorizz ata e la soglia di
"P"
della "Soglia per l’operatore".
F-000
F-111
(valore
ATTENZIONE IMPORTANTE!
Una riduzione della velocità massima riduce anche la
velocità durante l’affrancatura iniziale della cucitura,
l’affrancatura finale della cucitura e du rante l’esecuz i one di
percorsi di cucitura che s i svolgono automaticament e.
7.2.6 Impostazione del numero di codice per la "Soglia per il tecnico"
(Consultare le istruzioni per il montaggio.)
26
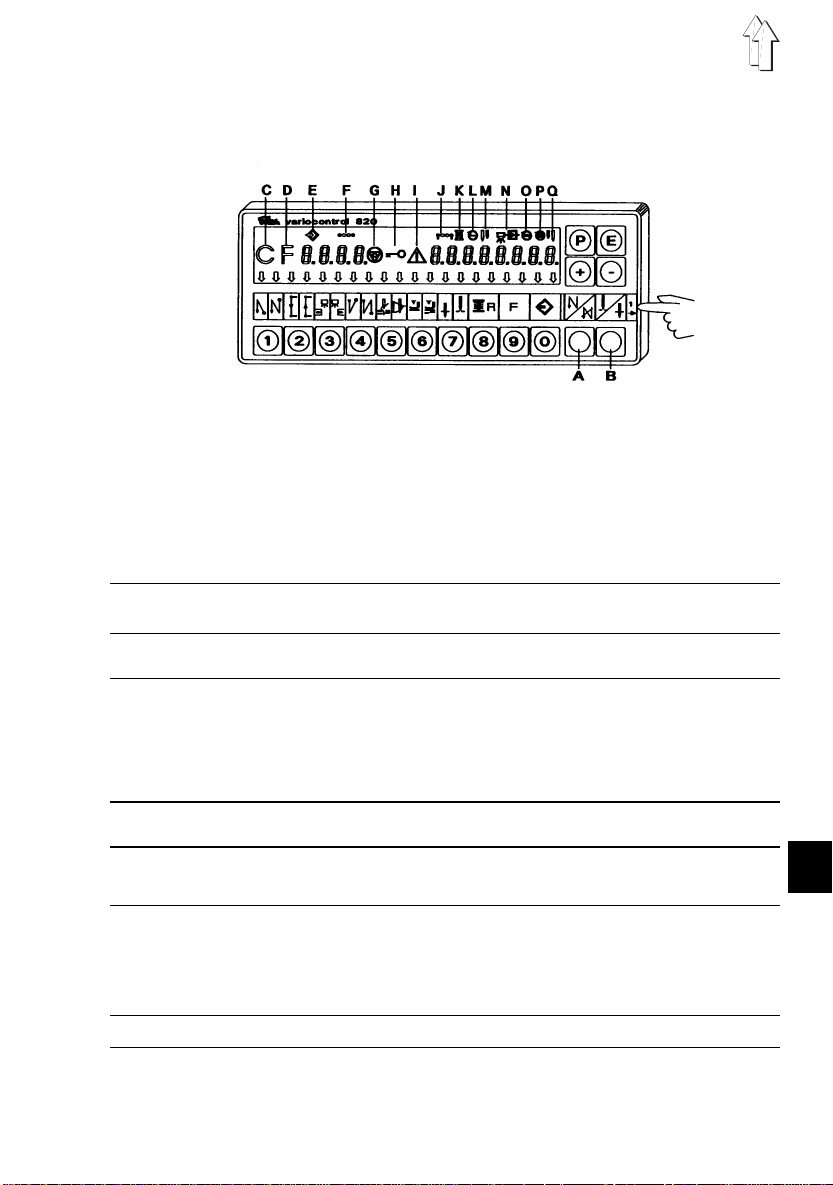
7.3 Pannello di comando per l’op erator e V820
7.3.1 Elementi d’utilizzazione e d’avviso sul pannello di comando per l’operatore
V820
7.3.2 Funzioni dei tasti sul pannello di comando per l’operatore V820
Premendo brevemente i tasti sul pannello di comando per l’operatore è possibile
inserire oppure disinserire le funzioni. Sulla macchina p er cucire le funzioni vengono
effettivamente attivate oppure disattivate naturalmente solo se il corrispondente
dispositivo (per es. sollevamento magnetico o ppure elettropneumatico del piedino) è
montato sulla macchina.
Tasto Funzione Avviso ottico
1 Affrancatura iniziale doppia della cuc itu ra, in se rita
Affrancatura iniziale della cucitura, disins erita
Affrancatura iniziale semplice della cuc itura , inse rit a
2 Conteggio dei punti della cuc itura in ma rcia in dietro
Conteggio dei pu nt i , d isi n se rit o
Conteggio de i punti della cuc i tu ra in m arcia avanti
3 Funzione della fotocellula "Riconosc e luce - N on
riconosce luce"
= Funzione al cambio da: "Materiale non presente" a
"Materiale presente".
Fotocellula disinserita
Funzione della fotocellula " Non riconosce luce Riconosce luce "
= Funzione al cambio da: "Materiale presente" a
"Materiale non presente".
4 Affrancat ur a f i na l e d op pia della cucitura , inserita
Affrancatura finale della cucitura, disinserita
Affrancatura finale semplice della cucitu ra, in se rita
5 Rasafilo, inserito
Scartafilo, inserito
Rasafilo e scartafilo, inseriti
Rasafilo e scartafilo, disins eriti
6 Sollevamento automatico del piedino durante l’arresto
nella cucitura, inserito
Sollevamento automatico del piedino durante l’arresto
nella cucitura, disinserito
Sollevamento automatico del piedin o dopo il r asaf ilo,
inserito
Sollevamento automatico del piedin o dopo il r asaf ilo,
disinserito
7 Posizione di base dell’ago = in bass o
Posizione di base dell’ago = in alto
Freccia dest ra so pr a i l t asto, accesa
Entrambi le frecce, spente
Freccia sinistra so pr a il t as to , a cc es a
Freccia dest ra so pr a i l t asto, accesa
Entrambi le frecce, spente
Freccia sinistra so pr a il t as to , a cc es a
Freccia dest ra so pr a i l t asto, accesa
Entrambi le frecce, spente
Freccia sinistra so pr a il t as to , a cc es a
Freccia dest ra so pr a i l t asto, accesa
Entrambi le frecce, spente
Freccia dest ra so pr a i l t asto, accesa
Freccia sinistra so pr a il t as to , a cc es a
Freccia dest ra so pr a i l t asto, accesa
Entrambi le frecce, accese
Entrambi le frecce, spente
Freccia sinistra so pr a il t as to , a cc es a
Freccia sinistra so pr a il t as to , s pe nt a
Freccia dest ra so pr a i l t asto, accesa
Freccia dest ra so pr a i l t asto, spenta
Freccia sinistra so pr a il t as to , a cc es a
Freccia dest ra so pr a i l t asto, accesa
I
27

Tasto Funzione Avviso ottico
8 Dispositivo di co ntrollo d ella rima nenz a di filo de lla
spolina, inserito
Il modo di funzionamento del dispositivo di controllo
della rimanenza di filo della spolina è c omm uta bile
tramite il parametro
(Consultare la lista dei parametr i nelle is tr uzion i per il
montaggio)
9 Funzion e d el t asto
La funzione del tasto è commutabile tramite il
parametro
capitolo 1.4)
1 = Avvio in marcia lenta "Softstart"
INSERITO/DISINSERITO
2 = Affrancatura ornamentale INSERITA/DISINSERITA
3 = Modo di funzionamento dell’interruttore a
ginocchiera oppure del tasto p er l ’az i on am e nt o d ell a
variazione della corsa dei piedini
INSERITO = Bistabile (azionamento
continuo)D ISINSERITO = Mo no stabile (azionam e nt o
ad intermittenza)
4 = Raffredda m en to ag o INSERITO/D IS I NS E R ITO
5 = Rotazione inversa INSERITA/DISINSERITA
0 Autoapprendimento ("Teach in") oppure
cucitura del programma di cucitura memorizzato.
Consultare le i s tr uzioni per la pr og ra m m az i on e n el le
istruzioni per l’uso del motore EFKA DA82GA 3301
A Soppressione oppure richiamo della prossima
affrancatura della cucitura
Se l’affrancatura iniziale oppure l’affr anca tu ra fin ale
della cucitura sono inserite, premendo il tasto la
prossima affrancatura viene soppressa.
Se l’affrancatura iniziale oppure l’affr anca tu ra fin ale
della cucitura sono disinserite, premendo il tasto la
prossima affrancatura viene inserita.
B Ago alto/basso
oppure funzione "Shift" nel modo di programmazione.
Premendo il t as to , l ’a go esegue un movim en to che
può essere definito e programmato tramite il
parametro 140.
Consultare la lista dei paramet ri nelle ist ru zioni p er il
montaggio.
Nel modo di programmazione il tasto ha un’altra
funzione.
Consultare le i s tr uzioni per il mo nt aggio.
P Modo di programmazione, inserito/disinserito
Per la descri z i on e c on s u lta re l e istruzioni per i l
montaggio.
E Commuta zi o ne da l nu m er o d i parametro al v alore del
parametro.
Conferma del valore del parametro e commutazione
nel prossimo parametro.
Per la descri z i on e c on s u lta re l e istruzioni per i l
montaggio.
+ Per aumentare il valore indicato nel modo di
programmazione
- Per diminuire il valore indicat o nel mo do di
programmazione
F-008
.
195
(consultare la lista dei parametri,
xxxx - -
SSt ON*/OFF < -- > SSc xxx
SrS ON*/OFF
hPr ON*/OFF
nh ON*/OFF
rd ON */OFF
* con ON la freccia sin ist ra
sopra al tasto è ac ce sa .
Numero del programma
Numero del percorso di cucitura
Numero di pu nt i del percorso di
cucitura
Numero di pu nt i dopo il
riconoscimento da parte della
fotocellula
Nessun avvis o
Nessun avvis o
Numero di parametro/Avviso
"Standard"
Numero di parametro/Avviso
"Standard"
Il valore indicato viene aumentato
Il valore indicato viene diminuito
I I
- -
28

7.3.3 Significato dei simboli sul pannello di comando per l’operatore V820
Simbolo Funzione Avviso ottico
C Abbre viazione C per il nu m er o d i co dice
D Abbre vi a zi o ne F pe r il n um e ro del parametro
E Numero del p ro gr am m a ne l fu nz i on am e nt o i n
autoapprendim e nto ("Teach in")
F Numero del percorso di cucitura nel funzionamento in
autoapprendim e nto ("Teach in")
G "Arresto marcia" attivo
H L’impostazione tramite i tas ti è blo ccat a
I Avviso d’errore
J Im p os ta zi o ne de l nu m er o d i pu nt i nel funzioname nt o
in autoapprendimento ("Teach in")
K Dispositivo di controllo della rimanenza di filo sulla
spolina, attiv o
L La limitazione di velocità è attiv a
M L’ago destro è d i sin se ri t o
N Punti di com pens azi one per la f ot ocellu la
O Macchina in marcia
P La velocità au to m at ica è a tt i va
Q L’ago sinistro è disinserito
Simbolo acceso, durante
l’indicazione di un numero di codic e
per es.
Simbolo acceso, durante
l’indicazione di un numero di
parametro per es.
Simbolo acceso, durante
l’indicazione del numero del
programma di un programma di
cucitura
Simbolo acceso, durante
l’indicazione di un numero del
percorso di cucitura di un programma
di cucitura
Simbolo lam p eg gia , s e " A r re st o
marcia" è attivo.
Simbolo acceso, se l’impos tazio ne
tramite i tasti è bloc ca ta .
Simbolo acce so .
(Per la lista degli errori consultare il
capitolo 1.5)
Simbolo acceso, durante
l’indicazione del numero di punti di un
percorso di cucitura.
Simbolo lam p eg gia quando la spoli na
si sta svuotando
Simbolo acceso, quando una delle
possibili limitazioni della velocità è
attiva.
Simbolo acceso, quando la barra ago
destra è dis inserita.
(Solo per macchine dotate di un
dispositivo p er i l di s inserimento
automatico delle barre ago.
Simbolo acce so
Simbolo acce so
Simbolo acceso, quando in un
programma di cucitura un pe rc or so di
cucitura viene svolto
automaticam e nt e con una velocit à
costante.
Simbolo acceso, quando la barra ago
sinistra è di s i ns er i ta .
(Solo per macchine dotate di un
dispositivo p er i l di s inserimento
automatico delle barre ago.
C
1907
F
- 111
I
7.3.4 Modifica dei valori di parametro nella "Soglia per l’operat ore".
–
Inserire l’interruttore principale
–
Premere per primo il tasto
parametro nella "Soglia per l’operatore" (
–
Il valore può essere modificat o azionando il tasto
–
Premere il tasto
parametro oppure premere il tasto
programmazione viene abbandonata.
. La modific a viene memorizzata ed appare il prossimo
"E"
e poi premere i l tasto
"P"
Arv 002
, la modifica viene memorizzata e la soglia di
"P"
. Appare il pri m o valore di
"E"
).
"+"
oppure
"-"
.
29
7.3.5 Riduzione della velocità massima
Per poter adattare la velocità massima della macchina alle esigenze di lavorazione
esiste la possibilità di ridurre la velocità massima.
Dopo l’esecuzione di ogni cucitura completa sul "Display" appare il valore attuale della
velocità massima. Ora, tramite i tasti "+" e "-" codesto valore può essere direttamente
modificato. Il campo di regolazione è compreso tra il valore del parametro
massimo) ed
7.3.6 Informazione ed impostazione rapida di valori di regola zione (HIT)
Per permettere un’informazione veloce dell’operatore ed un’impostazione rapida di
valori di regolazione al momento dell’inserimento delle funzioni tramite i tasti 1, 2, 3, 4 e
9 appaiono i valori ad esse abbinati per ca. 3 secondi sul "Display". Durante codesto
tempo il corrispondente valore può essere immediatamente modificato tramite i tasti
und
"+"
"-"
.
(valore minimo).
F-121
ATTENZIONE IMPORTANTE!
Una riduzione della velocità massima riduce anche la
velocità durante l’affrancatura iniziale della cucitura,
l’affrancatura finale della cucitura e du rante l’esecuz i one di
percorsi di cucitura che s i svolgono automaticament e.
ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono
memorizzati solo quando, dopo l’abbandono della soglia di
programmazi one, viene eseguito un ciclo di cucitura
completo, ci ò significa che i l pedale è stato premuto in avanti
e poi completamente verso l’indietro. Se subito dopo
l’abbandono della soglia di programmazione il motore della
macchina per c ucire viene disi nserito dalla rete
d’alimentaz i one le modifiche effettuate sono
irrimediabilmente perse.
F-111
(valore
7.3.7 Impostazione del numero di codice per la "Soglia per il tecnico"
Consultare le istruzioni per il montaggio.
7.3.8 Programmazione della cucitura con il pannello di comando pe r l’opera tore
V820
Possono essere realizzati al m assimo 8 programmi con un massimo totale di 40
percorsi di cucitura.
Le funzioni affrancatura iniziale della cucitura, affrancatura finale della cucitura,
conteggio dei punti, ciclo rasafilo e sollevamento del piedino possono essere abbi nate
individualmente ad ogni p ercorso di cucit ura.
Per la descrizione consultare le istruzioni per l’uso "EFKA DA82GA 3301"
30

7.4 Lista dei parametri dei pannelli di comando per il motore Efka tipo
DA82GA e 6F82F A - "Soglia per l’operatore"
I sottoelencati valori di "Preset" so no validi per l e classi:381 / 382
Campo di
Parametro regolazione Preset
Nr. Abb. Denominazione/Funzione min max 1000R
000 Arv Nr. punti dell’affrancatura iniziale della 0 254 2
cucitura in marcia avanti
001 Arr Nr. punti dell’affrancatura iniziale della 0 254 4
cucitura in marcia indietro
002 Err Nr. punti dell’affrancatura finale della 0 254 3
cucitura in marcia indietro
003 Erv Nr. punti dell’affrancatura finale della 0 254 3
cucitura in marcia avanti
004 LS Nr. punti di compe nsazione per fotocellula 0 254 4
(lunghezza del punto lunga)
005 LSF Numero di punti del filtro della fotocellula 0 254 0
con tessuti a trama rada
006 LSn Num. di cuciture controllate dalla fotocellula. 0 15 1
007 Stc Numero dei punti della cucitura con 0 254 10
conteggio de i punti
008 F Occupazione del tasto 9 con un parametro 1 52
del "Livello per il tecnico"
1 = Avvio in marcia lenta "Softstart" INSERITO / DISINSERITO
2 = Affrancatura ornamentale INSERITA / DISINSERITA
3 = Tipo di azionamen to della variazione della corsa dei piedini
INSERITO = Bistabile (azionamento continuo)
DISINSERITO = Monostabile (azionamento ad intermittenza)
4 = Raffreddamento ago INSERITO / DISINSERITO
5 = Rotazione inversa INSERITA / DISINSERITA **
009 LS Fotocellula INSERITA / DISINSERITA OFF ON OFF
010 cLS Pun t i di compensazio n e per la 0 254 8
fotocellul a (lunghezza de l punto corta)
013 FA Rasafilo INSERITO / DISINSERITO OFF ON ON
014 FW Scartafilo INSERITO / DISINSERITO OFF ON ON
015 StS C onteggio dei punti INSERITO/DISINSERI TO OFF ON OFF
080 Sav Numero dei punti dell’affrancatura 0 254 3
ornamentale iniziale in marcia avanti
081 SAr Numero dei pu nti d ell’affrancatura 0 254 3
ornamentale iniziale in marcia indietro
082 SEr Numero dei pu nti d ell’affrancatura 0 254 3
ornamentale finale in marcia avanti
083 SEv Numero dei punti dell’affrancatura 0 2 54 3
ornamentale finale in marcia indietro
085** cFW Numero dei punti per il disposit i vo di 0 2540 0
controllo del filo della spolina
I
** non per 6F82FA
31

7.5 Avvisi di situazione e d’errore sui pannelli di comando per
l’operatore V810 e V820
Informazioni generali
V810 V820 Significato
InF A1 InFo A1 Al momento dell’accensione del motore della macchina per
StoP Simbolo "G" "Arresto marcia" è attivo
lampeggia "Arresto marcia"
lampeggia
InF A3 InFo A3 La posizione di rif erimento non è st ata memorizzata.
InF A5 InFo A5 Es Non viene ricono sciuta una resistenza "Autoselect"
Avvisi d’errore durante la programmazione
V810 V820 Significato
Salta InFo F1 E‘ stato impostato un numero di codice oppure di
indietro sulla parametro falso
1. cifra
Avvisi d’errore "Hardware" e "Software"
V810 V820 Significato
InF E1 InFo E1
InF E2 InFo E2 Tensione di rete troppo bassa oppure oppu re il tempo tra il
InF E3 InFo E3 La macchina è bloccata oppure non raggiunge la velocità
InF E4 InFo E4 Il pannello di comand o del motore viene d i st urbato a causa
InF H1 InFo H1 Il cablaggio del trasduttore di commutazione è difettoso
InF H2 InFo H2 I l processore è dist urbato.
cucire il ped al e non è nella sua posizione di ri poso
(posizione 0)
Per la programm azione consultar e l e istruzioni per i l
montaggio.
valida.
Per informazioni consultare le istruzioni per il montaggio
Dopo l’inserimento dell’interruttore principale:
Sincronizzatore di posizionamento oppure trasduttore di
commutazione difettoso oppure cavo di collegamento falso.
Durante la marcia oppure dopo un ciclo di cucitura:
Sincronizzatore di posizionamento difettoso.
disinserimento ed il nuovo inserimento dell’interruttore
principale è stato troppo breve.
dovuta
di un’insufficiente messa a terra oppure a causa di un
contatto diffettoso.
oppure l’ele ttronica di potenza per la cr eazione del cam po
rotante è disturbata.
32

8. Motore posizionatore a frizione Efka VD552/6F82F A
8.1 Informazioni generali
Utilizzazione del motore
Il pannello di comando del mot ore della macchina per cucire VD552/ 6F82FA possiede
un "Pannello di comando per l’operatore" incorporato con 5 tasti, 8 diodi luminosi ed un
avviso ottico LED a tre cifre. Tramite codesto pannello di com ando per l’opera t ore
possono esser e effettuate su l pannello di com ando del motore della macchina per
cucire tutte le regolazioni che sono necessarie. Può essere anche utilizzato il pannello
di comando per l ’ operatore V810 oppure il pannello di comando per l ’ operatore V820
collegandol o al pannello di comando del motore; in code sto caso gli el em enti
d’utilizzazione incorporati nel pannello di comando del motore sono disattivati.
Istruzioni per l’uso
Qui a seguito sono descritte le funzioni degli elementi d’utilizzazione del pannello di
comando 6F82FA del motore del l a m acchina per cu cire ed inoltr e come può essere
effettuata da parte dell’operatore la modifica dei valori di parametro nella "Soglia per
l’operatore".
Per una descrizione più dettagliata del pannello di comando del motore 6F82FA
consultare le istruzioni per l’uso "EFKA 6F82FA 2301"
Per la descrizione del pannello di comando V810 consultare il capitolo 1.2
Per la descrizione del pannello di comando V820 consultare il capitolo 1.3
Funzioni der pannello di comando 6F82FA del motore della macchina per cucire
Le funzioni der pannello di comando 6F82FA del motore della macchi na per cucire sono
determinat e dal programma e dalla regol azione di param et ri. Con la corretta
regolazione dei valori di parametro il pannello di comando del motore viene adattato
perfettamente alle sin g ole esigenze di l avorazione della classe e s ottoclasse di
macchina per cucire.
Al momento della fornitura i valori di parametro sono preiregolati dalla ditta "Efka"
(preset). A seconda della classe e sottoclasse utilizzata alcuni parametri devono essere
variati. A questo scop o consultare le ist ruzioni per il montaggio.
Diritto d’accesso per poter impostare i comandi
Per impedire un casuale ed involuta modifica di funzioni già preregolate, l’impostazione
di comandi è d i st ribuita su diverse soglie d’accesso.
Un diritto d’accesso
ha: - Il
un numero di codice ha il diritto d’accesso alla soglia più alta
- Il
alla sottostante
sub ordi nate
- L’
alla
fabbricante
"Soglia per la fabbrica"
tecnico
operatore
"Soglia per l’operatore"
(fabbrica della macchina per cucire) che tramite
ed a tutte le soglie subordinate.
che tramite un numero di co di ce ha il diritto d’accesso
"Soglia per il tecnico"
che senza un numero di codice ha il diritto d’accesso
che è la soglia più bassa.
ed a tutte le soglie
I
33

8.2 Utilizzazione del pannello di comando del motore tipo 6F82F A
8.2.1 Elementi d’utilizzazione del pannello di comando del motore 6F82FA
8.2.2 Funzioni dei tasti del pannello di comando del motore 6F82FA
Premendo brev em ente i tasti sul pannello di coma ndo per l’operatore è possibile
inserire oppure disinserire le funzioni. Sulla macchina per cucire le funzioni vengono
effettivamente attivate oppure disattivate naturalmente solo se il corrispondente
dispositivo (per es. sollevamento magnetico oppure elettropneumatico del piedino) è
montato sulla macchina.
Tasto Funzione Avviso ottico
S1 Modo di programmazione, inserito/disinserito
S2 Affrancatura iniziale doppia della cucitura, inserita
Affrancatura iniziale della cuc itu ra, d isin serit a
Affrancatura iniziale semplic e della cu cit ura, ins erita
S3 Affrancatura finale doppia della cucitura, inser ita
Affrancatura finale de lla c uc itu ra , d isin se rit a
Affrancatura finale semplic e della cu cit ura, ins erita
S4 Sollevamento automatico del p i ed ino durante l’arr esto
nella cucitura, inserito
Sollevame nt o a ut om atico del pied ino du ra nte l’arresto
nella cucitura, disinserito
Sollevamento automatico del piedino dopo il rasa filo ,
inserito
Sollevamento automatico del piedino dopo il rasa filo ,
disinserito
S5 Posizione di base dell’ago = in basso
Posizione di base dell’ago = in alto
LED 2 acces o, LE D 1 spento
entrambi i LED ‘ s s pe nt i
LED 1 acces o, LE D 2 spento
LED 4 acces o, LE D 3 spento
entrambi i LED ‘ s s pe nt i
LED 3 acces o, LE D 4 spento
LED 5 acces o
LED 5 spento
LED 6 acces o
LED 6 spento
LED 7 acces o, LE D 8 spento
LED 8 acces o, LE D 7 spento
8.2.3 Modifica dei valori di parametro nella "Soglia per l’opera tore".
I parametri della "Soglia per l’operatore" sono nella lista dei parametri (consultare il
capitolo 1.4)
–
Inserire l’interruttore principale
–
Premere il tasto
–
Premendo il tasto
precedente parametro.
–
Premere il tasto
–
Tramite i tasti
–
Premere il tasto
parametro oppure premere due volte il tasto
la soglia di programmazione viene abbandonata.
. Appare il pri m o p arametro
"P"
oppure
"+"
. Appare il valore del parametro scelto.
"E"
e
"+"
il valore di parametro può ess ere modificato.
"-"
. La modifica viene memorizzata ed appare il prossimo
"E"
può essere ri chiamato il pr ossimo oppure i l
"-"
della "Soglia per l’operatore".
000
, la modifica viene memorizz ata e
"P"
34

ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono
memorizzati solo quando, dopo l’abbandono della soglia di
programmazi one, viene eseguito un ciclo di cucitura
completo, ci ò significa che i l pedale è stato premuto in
avanti e poi completamente verso l’indietro. Se subito dopo
l’abbandono della soglia di programmazione il motore della
macchina per c ucire viene disi nserito dalla rete
d’alimentaz i one le modifiche effettuate sono
irrimediabilmente perse.
8.2.4 R iduzione della velocità massima
Per poter adattare la velocità massima della macchina alle esigenze di lavorazione
esiste la possibilità di ridurre la velocità massima.
L’avviso ottico LED indica continuamente durante la marcia della macchina il valore
attuale della velocità massima della macchina. L’avviso ottico è composto solo di tre
cifre e quindi il valore indicato dev’essere moltiplicato per 10 in modo da ottenere il
valore reale di velocità. La velocità massima può essere modificata tramite i tasti
durante la cucitura oppu re durante un’ arresto nel ciclo di cucitura .
"-"
Il campo di regolazione è compreso tra il valore del parametro
ed
8.2.5 Impostazione del numero di codice per la "Soglia per il tecnico"
(valore minimo).
F-121
(Consultare le istruzioni per il montaggio.)
(valore massimo)
F-111
"+"
e
35
I

9. Cucire
Per la descrizione del processo di cucitura si è tenuto conto dei seguenti presupposti:
–
Sul pannello di comando per l’ operatore sono state impos t ate le seguenti funzioni:
Fermatura iniziale della cucitura: Fermatura finale della cucitura:
INSERITA INSERITA
Posizione del piedino premistoffa prima e dopo il taglio dei fili: BASSA
Posizione dell’ago prima del taglio dei fili: BASSA (posizione 1)
–
L’interruttore principale è inserito.
–
L’ultima operazione di cucitura è stata terminata con l’esecuzione dell’affrancatura
finale della cucitura ed il taglio dei fili.
Sequenza operativa e funzionale durante la cucitura:
Ciclo di cucitura Operazione / Spiegazione
Prima dell’avvio della cucitura
Situazione di partenza
Posizionare il materiale
all’inizio della cucitura
All’inizio della cucitura
Fermatura iniziale della cucitura
e proseguimento della cucitura
Soppressione
iniziale della cucitura
dell’affrancatura
1234
- Pedale in posizione di riposo.
La macchina è ferma.
Ago in alto. Piedino premistoffa in basso.
- Premere il pedale leggermente verso l’indietro
fino alla sua prima soglia d’azionamento.
Il piedino premistoffa si solleva.
- Posizionare il materiale da cucire.
- Rilasciare il pedale.
Il piedino premistoffa scende sul materiale da
cucire.
- Premere mantenere premuto verso l’avanti il
pedale.
L’affrancatura iniziale della cucitura viene
eseguita.
Dopodichè la macchina pros egue la sua cucit ura
con la velocità determina ta dalla posizi one del
pedale.
- Premere il tasto 3 (soppressione
dell’affrancatura della cucitura).
- Premere verso l’avanti il pedale.
- La macchina cuce con la velocità determinata
dalla posizione del pedale.
36

Ciclo di cucitura Operazione / Spiegazione
Durante la cucitura
Interruzione del ciclo di cucitura
Proseguimento del ciclo di
cucitura (dopo il rilascio del
pedale)
Cucitura di un angolo
Cucitura di un’affrancatura
intermedia della cucitura
Alla fine della cucitura
Estrarre dal l a macchina il
materiale cucito
Soppressione
finale della cucitura
dell’affrancatura
- Rilasciare il pedale (posizione di riposo).
La macchina si ferma posizionando nella
1. posizione
(ago basso). Il piedino pre m istoffa è in basso.
- Premere verso l’avanti il pedale.
La macchina cuce con la velocità determ inata
dalla posizione del pedale.
L’affrancatura iniziale della cucitura
.
cucita
- Rilasciare il pedale (posizione di riposo).
La macchina si ferma posizionando nella
1. posizione
(ago basso). Il piedino pre m istoffa è in basso.
- Disinserire la barra ago d e stra oppure sinistra.
- Eseguire con la barra ago che è rimasta inserita
i punti che so no necessari.
- Premere il pedale leggermente verso l’indietro
fino alla sua prima soglia d’ azionamento.
Il piedino premistoffa si solleva.
- Rotare il materiale da cucire intorno all’ago.
(
Solo un ago
da cucire).
- Il piedino premistoffa si abbassa.
Cucire i punti che sono necessari.
- Inserire nu ovamente la barra ago.
- Premere il tasto 2 e mantenere premuto il pedale.
La macchina cuce a marcia indi etro per tutto
il tempo d’azionamento del tasto 2.
La macchina cuce con la velocità determ inata
dalla posizione del pedale.
- Premere il pedale completamente verso l’indietro
e mantenerlo premuto.
L’affrancatura final e della cucitura viene esegu i t a .
I fili vengono tagliati.
La macchina si ferma posizionando nella
2. posizione.
Il piedino premistoffa si solleva.
- Premere il tasto 3 (soppressione
dell’affrancatura della cucitura).
Premere il pedale completamente verso l’indietro.
L’affrancatura finale della cucitura
cucita
I fili vengono tagliati.
La macchina si ferma posizionando nella
2. posizione.
La posizione del piedino pr em i stoffa dipende dal
tasto 6 sul pa nnello di comando per l’operatore:
a) Inserito: - Piedino premistoffa inalto
b) Disinserito: - Piedino premistoffa in basso.
dev’essere penetrato nel m ateriale
.
non viene
I
non viene
37

10. Manutenzione
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale!
La manutenzi one della macch i na per cucire de v’ essere
effettuata solo quando l’interruttore principale della
macchina per cucire è disinserito.
I lavori di manutenzione devono essere eseguiti al più tardi entro gli intervalli di tempo
riportati il tabella (consultare la colonna "Ore di lavoro").
In caso di la vorazione di materiali che producono una grande quantit à di pulviscolo gli
intervalli di manutenzione devono essere accorciati.
10.1 Pulizia e controlli
Una macchina per cucire mantenuta ben pulita preserva la macchina da disturbi
operativi e danneggiamenti della macchina!
6
4
8
2
10
1
38
2
3

Lavori di Spiegazione Ore di
manutenzione lavoro
Testa della macchina per
cucire
- Eliminare il pulv isc olo di
cucitura, i residui di filo e di
taglio
- Pulire la vas chetta paraolio.
(sotto la testa della macchina
per cucire).
Motore per la macchina
per cucire
- Controllare lo stato d’usura e
la tensione della cinghia
trapezoidale.
Sistema pneumatico
- Contr ollare il live llo dell’a cqua
nel recipiente di raccolta del
gruppo riduttore.
- Pulire la vas chetta del filt ro.
Punti che devo no es se re pu l iti c on pa rt i co lar e attenzione:
- Il campo di lavoro sotto la placca ago
- I ranghi della griffa di trasporto
- Il campo di lavoro into rn o ai crochet
- La capsula portaspo l ina
- Il d ispos itiv o ras af ilo
- Il c amp o di lav oro in torn o agli agh i
- Elim inare il pulvis co lo di cu cit ura e d i rita gli di
materiale
La cinghia trapezoidale deve poter essere ancora
premuta nella sua mezzeria, con la semplice
pressione della dita, per ca. 10 mm.
l livello dell’acqua non deve mai
raggiungere la vaschetta del filtro 1.
- Sotto pressione, dopo aver avvitato la vite di
scarico 3, scaricare l’acqua dal recipiente di
raccolta 2.
Nota bene:
Il recipiente di raccolta 2 è dotato di un dispositivo
semiautomatico di sca ric o dell’a cq ua co nden sa ta.
Se la pressione sc en de sotto un deter m ina to l ive l lo, l’acqua condensata viene automaticamente scaricata.
La vaschetta d el filtro 1 ha il com pi t o d i se pa rare
dall’aria compressa lo sporco e l’a cqua co nden sata .
- Staccare la macchina dalla rete d’ali m e nt az i on e
dell’aria compressa.
- Avvitare la vite di scarico 3.
Il sistema pneu m at i co de lla m a cc hi n a
dev’essere assolutamente privo di residui di
pressione.
- Svit ar e il rec ipient e 2 di rac co lta de ll’acqu a
condensata.
- S vit are la va sc he tt a del f iltr o 1
Lavare la vaschetta del filtro ed il filt ro
utilizzando benzina avio (
solventi, essi istruggono la vaschetta!
ripulirli utilizzando una pistola ad aria com pre ss a.
- Riassemblare il grupp o r i du tt or e p er l ’ar ia
compressa e collegare nuov amente la mac ch i na
alla rete d’alimentazione dell’ar ia com p ress a.
non utilizzare dei
) e
40
160
40
500
8
I
39

1
3
2
40
4
10.2 Lubrificazione
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio
lubrificante.
Dopo un contatto lavarsi ac curatamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltime nt o di oli mineral i è
sottoposta a direttive le gi slative.
Smaltite l’o l i o usato sempre presso i posti d ’ accettazione
autorizzati.
Proteggete l’ambiente.
Fate attenzione a non spargere l’olio nell’ambiente.
Per la lubrificazione di codesta macchina per cucire speciale utilizzare sempre ed
esclusivamente dell’olio lubrificante del tipo
lubrificant e di alta qualit à con le seguen ti caratteristiche tecniche:
–
Viscosità a 40° C : 10 mm2/s
–
Punto d’infiammazione: 150 °C
ESSO SP-NK 10
oppure un altro olio
L’olio lubrificante
autorizzati della
Canistro da 2 li t ri: 9047 000013
Canistro da 5 li t ri: 9047 000014
Lubrificazione della testa della macchina per cucire
–
Controllare
Il livello dell’olio non deve scendere mai sotto la linea di riferimento
Se fosse necessario rifornire il recipiente attraverso i fori di rifornimento situati
nella spia fino a raggiungere la linea di riferi m ento
ESSO SP-NK 10
DÜRKOPP ADLER AG
settimanalmente
può essere acquistato presso i punti di vendita
sotto il seguente numero di particolare:
il recipiente di riserva dell’olio 1.
.
"MAX"
"MIN"
–
Lubrificazione dei crochet
–
La pista del crochet
.
lavoro
Lubrificare soventemente durante la giornata di lavoro i punti di lubrificazione 2 e 3
con alcune go cce d’olio lubri f icante.
–
Il feltro 4 sotto le trasmissioni dei crochet dev’essere controllato
Se fosse necessario rifornire con olio lubrificante il filtro 4 negli angoli accessibili a
destra ed a sinistra.
dev’essere lubrificata soventemente durante la giornata di
settimanalmente
.
I
.
41

1 1. Dotazioni supplementari
11.1 Dispositivo scartafilo
Se si si desidera che all’inizio di una cucitura lo spezzone finale del filo superiore venga
tirato verso il basso sotto lo strato di materiale da cucire, si deve garant i re che il filo
superiore non rimanga pinzato tra il piedino pressore ed il materiale da cucire. Il
dispositivo scartafilo ga rantisce che lo spezzone final e del filo supe ri ore penda libero
dalla cruna dell’ago.
Il movimento del dispositivo scartafilo avviene dopo il ciclo di taglio del filo e prima che
il piedino premistoffa venga sollevato.
Nota bene
Il dispositivo rasafilo può essere inserito oppure disinserito sul pannello di comando per
l’operatore.
42
 Loading...
Loading...