

Page 1

Indice Pagina:
Parte 2: Istruzioni per il montaggio. Classe 381 - 382
1. Parti componenti della fornitura
2. Informazioni generali e sicurezze per il trasporto
3. Montaggio del sostegno
3.1 Montaggio dei par ticolari c he compongono il sos tegn o . . . . . . . . . 5
3.2 Montaggio del piano di l avoro sul sostegno e completamento . . . . . 5
3.3 Reg olazione in altezza del piano di lavoro . . . . . . . . . . . . . . . . 7
4. Motori per la macchina per cucire
4.1 Pacchetti motore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
4.2 Par ticolari c he compongono i pacchetti mot ore . . . . . . . . . . . . . 7
4.3 Montaggio del mot ore della macchina per cucire . . . . . . . . . . . . 7
5. Montaggio della testa della macchina per cucire
5.1 Inserire la testa del l a macchina per cuci re nel piano di lavoro . . . . .
5.2 Montaggio della t astiera . . . . . . . . . . . . . . . . . . . . . . . . . . 9
5.3 Montaggio e tensionam ento della cinghia t rapezoidale . . . . . . . . .
5.4 Montaggio del ped ale . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Montaggio della leva a ginocchie ra . . . . . . . . . . . . . . . . . . . . 11
5.6 Montaggio del pan nello di comand o per l’operatore . . . . . . . . . . .
5.7 Montaggio della lampada per l’illuminazione del campo di cucitura . . 13
6. Collegamento elettrico
6.1 Inform azioni generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
6.1 .1 Pacchetti di colle game nto . . . . . . . . . . . . . . . . . . . . . . . . . 14
6.1 .2 Cav o di collegamen to di massa . . . . . . . . . . . . . . . . . . . . . . 14
6.2 Con trollo della tensione nominale di alimentazione . . . . . . . . . . . 14
6.3 Collega mento del motore della macchi na per cucire . . . . . . . . . . 14
6.4 Compensazione del potenziale di massa . . . . . . . . . . . . . . . . . 15
6.5 Collegamento del trasformatore per la lampada per l’illuminazione del
campo di cucit ura (dota zione supplementar e) . . . . . . . . . . . . . . 16
6.6 Prese di collegamento sui pannelli di comando dei motori . . . . . . . 17
6.6 .1 Pan nello di comand o del motore DA82GA . . . . . . . . . . . . . . . . 17
6.6 .2 Pan nello di comand o del motore 6F82FA . . . . . . . . . . . . . . . . . 17
6.7 Montaggio del sincronizzatore di posizionamento . . . . . . . . . . . . 18
6.8 Collega mento della testa della macch ina per cucire . . . . . . . . . . . 18
6.9 Con trollo del sens o di r otazione del motore . . . . . . . . . . . . . . . 19
6.1 0 Reg olazione del posizi onamento . . . . . . . . . . . . . . . . . . . . . 20
6.11 Regolazione dei parametri s pecifici della macchina . . . . . . . . . . . 26
6.1 2 Rim essa a zero prin cipale "Ma ster reset" . . . . . . . . . . . . . . . . . 31
. . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . 3
. . . . . . . . . . .
I
7. Collegamento pneumatico
8. Lubrificazione
9. Collaudo di cucitura
Ausg./Edition: 04/99
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
. . . . . . . . . . . . . . . . . . . . . . . . . . . 36
. . . . . . . . . . . . . . . . . . . . . . . . 33
Page 2

6
9
7
1
8
2
10
3
11
12
4
13
5
14
15
2
Page 3
1. Parti componenti della fornitura
Il volume della fornitura
Prima d’effettuare il montaggio controllare se sono stati forniti tutti i particolari
necessari al montaggio.
Dotazione
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
(a seconda della sottoclasse):
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Lampada per l’illuminazione del campo di cucitura
Testa della macchina per cucire
Piano di lavoro
Cassetto
Sostegno
Portaconi
Sincronizzat ore di posizionamento
Carter di pro t ezione per la cinghia
Pannello di comando per l’operatore
Interruttore principale
Leva a ginocchiera
Motore per la macchina per cucire
Gruppo riduttore per l’aria compressa
Tirante per il pedale
Pedale
Puleggia per il motore e cinghia trapezoidale
Utensili e piccoli particolari nella scatola per gli accessori
è dipendente dal Vs. ordine
.
2. Informazioni generali e sicurezze per il trasporto
ATTENZIONE IMPORTANTE !
Codesta macchina per cucire speciale dev’essere montata
solo da personale specializza to ed appositame nte istruito allo
scopo.
Se la macchina è stata fornita piazzata, devono essere rimosse le seguenti sicurezze
per il traspo rt o della macchina:
–
Rimuovere i nastri di sicurezza, le traverse in legno sulla testa della macchina per
cucire, piano di lavoro e sostegno
–
Rimuovere i nastri di sicurezza ed il cuneo di sicurezza per il motore della
macchina per cucire
I
3
Page 4
7
1
2
8
3
9
10
11
4
I
0
12
5
6
13
14
15
16
4
Page 5
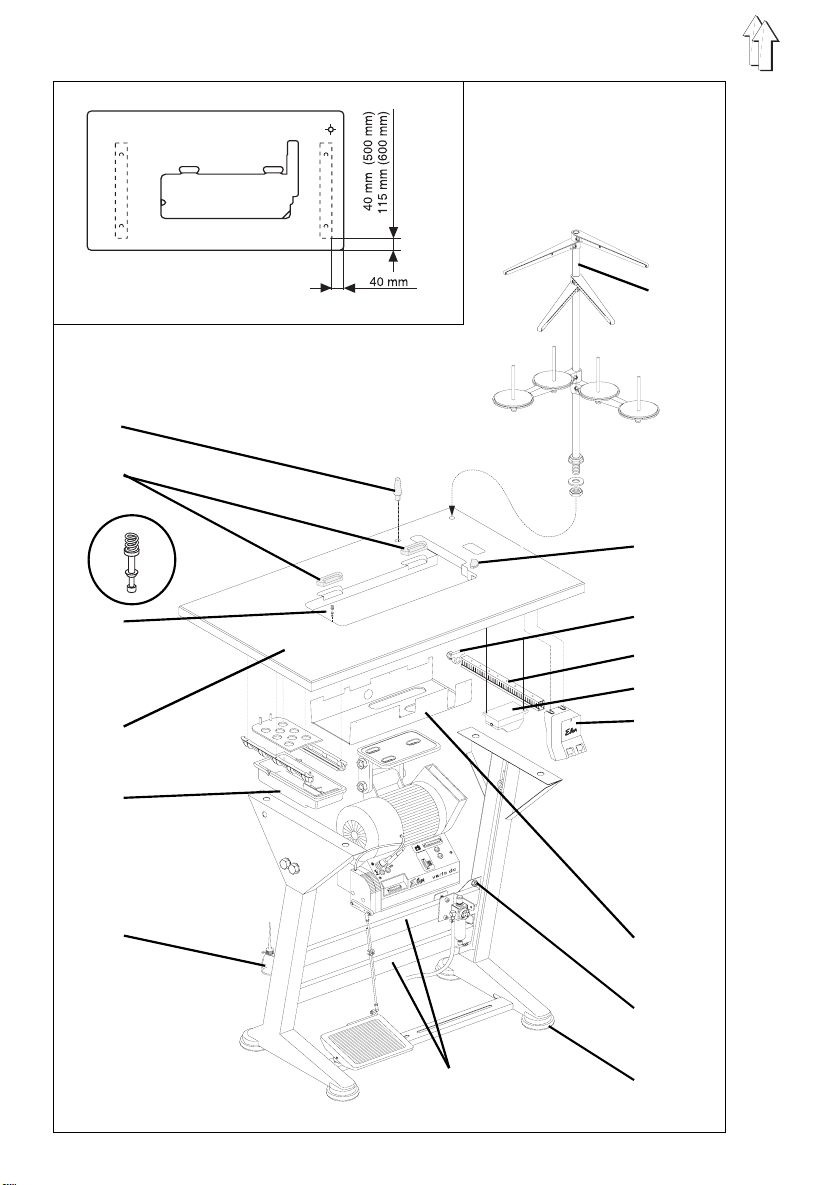
3. Montaggio del sostegno
3.1 Montaggio dei particolari che compongono il so stegno
–
ntare i sing ol i componenti del sostegno come visibile nella figur a .
–
Inserire sulla base del sostegno i 4 piedini 15 a dotazione degli accessori.
–
Allentare leggermente le vit i 14 su entrambi i lati delle traverse 16 in modo da
ottenere una stabilità del sostegno. Il sostegno deve appoggiare con tutti e quatro i
piedini sul pavimento, dopo la regolazione bloccare nuovamente le viti 14.
3.2 Montaggio del piano di lavoro sul sostegn o e complet amento
–
Inserire il
lavoro.
–
Inserire le
nelle feritoie del piano di lavoro 4 ed avvitarl e.
–
Inserire i
–
Inserire il
–
Avvitare a sinistra sotto il piano di lavoro il
–
Avvitare a destra sotto il piano di lavoro l’
–
Montare sotto il piano di lavoro la
principale 12.
–
Avvitare sotto il piano di lavoro il
di collegamento
–
Avvitare il trasformat ore 11
(dotazione supplementare) s otto il piano di lavoro.
–
Inchiodare il
(Per le misure consultare lo schi zzo, i chiodi sono nella scatola per gli accessori)
–
Fissare il
(Per la posizione consultare lo schizzo)
–
Inserire il
fissarlo con i dadi.
Montare i bracci portaconi ed i bracci passafili ed orientarli.
I bracci portaconi ed i bracci passafili devono essere perpendicolari tra di loro.
–
Avvitare il
sostegno.
supporto 1 della testa della macchina per c ucire
parti inferiori 2
gommini 8
tampone 3
dietro la canalina 10.
carter paraolio 13
piano di lavoro 4
portaconi 7
supporto
delle cerniere per la testa della macchina per cucire
.
e montare le molle di pressionamento.
cassetto 5
interruttore principale 12
canalina di posa dei cavi 10
supporto 9 per lo scarico di trazione del cavo
per lampada per l’illuminazione del campo di cucitura
sotto l’intaglio del piano di lavoro.
con le apposit e viti per legno (B 8 x 35) sul sostegno .
nel foro del piano di lavoro e dopo aver inserito le rondelle
per l’
oliatore 6
sul longherone di supporto sinistro del
nel foro del pi ano di
con i suoi supporti.
.
dietro l’interruttore
30 mm
I
25 mm
13
5
Page 6
1
2
3
5
4
6
6
Page 7
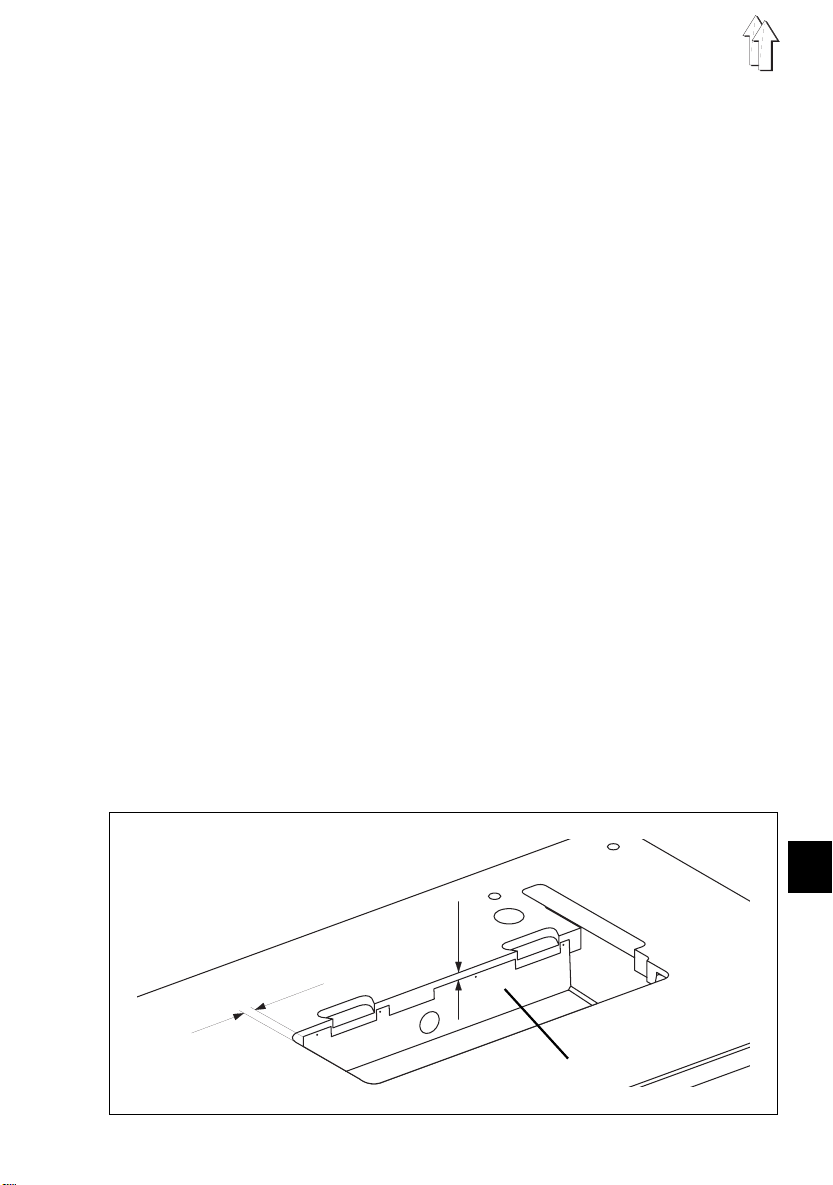
3.3 Regolazione in altezza del piano di lavoro
La posizione in altezza del piano di lavoro può es sere liberament e regolata tra
750 e 900 mm (alt ezza misurata fino al l a superficie del pi ano di lavoro).
–
Allentare le viti 4 su entram bi i l ongheroni di supporto del sosteg no.
–
Regolare il piano di lavoro sull’altezza di lavoro desiderata curando che sia in bolla.
Per impedire uno scivolamento ed incastramento laterale, estrarre ed inserire i l
piano di lavo ro in maniera uniforme su entrambi i lati.
–
Dopo la rego l a zione bloccare nu ovamente saldamente entrambi le v i ti 4.
4. Motori per la macchina per cucire
Per le classi 381 e 382 sono disponibili un motore posizionatore a corrente continua
(DC1600/DA82GA) ed un motore posizionatore a frizione (VD552/6F82FA)
4.1 Pacchetti motore
Classe Pacchetto Tipo del motore Pannello di Tensione nominale di
381 9889 038101 1 VD552/6F82FA senza 3x380-415V 50Hz
381/382 9889 038201 8 DC1600/DA82GA V810 1x190-240V 50/60Hz
4.2 Particolari che compongono i pacchetti motore
Motore posizionatore a corrente continua Motore posizionatore a frizione
Motore dellaa macchina per cucire
DC1600/DA82G A
Pannello di comando per l’operato re V810*
Interruttore principale con cavi di
collegamento
Tiranteria per il pedale
Puleggia di trasmissione
Cinghia trapezoidale
Schema di collegamento
Particolari di minuteria per il montaggio
*
di comando per l’operatore V820.
** Il motore della macchina per cucire VD552/6F82FA non necessita di nessun pannello di comando
per l’operatore, però esso può es sere utilizzato anche con il pannello di comando per l’ope rato re
V810 oppure V820.
motore della macchina comando per alimentazione
per cucire l’operatore
9889 038101 2 3x220-240V 50Hz
9889 038101 3 3x220-240V 60HZ
Motore della macchina per cucire
VD552/6F82FA
**
Interruttore di protezione del motore con
cavi di collegamento
Tiranteria per il pedale
Puleggia di trasmissione
Cinghia trapezoidale
Schema di colle gamento
Particolari di minuteria per il montaggio
Il motore della macchina per cu cire D C1 600/ DA8 2GA può essere utilizza to an che c on il pa nnello
I
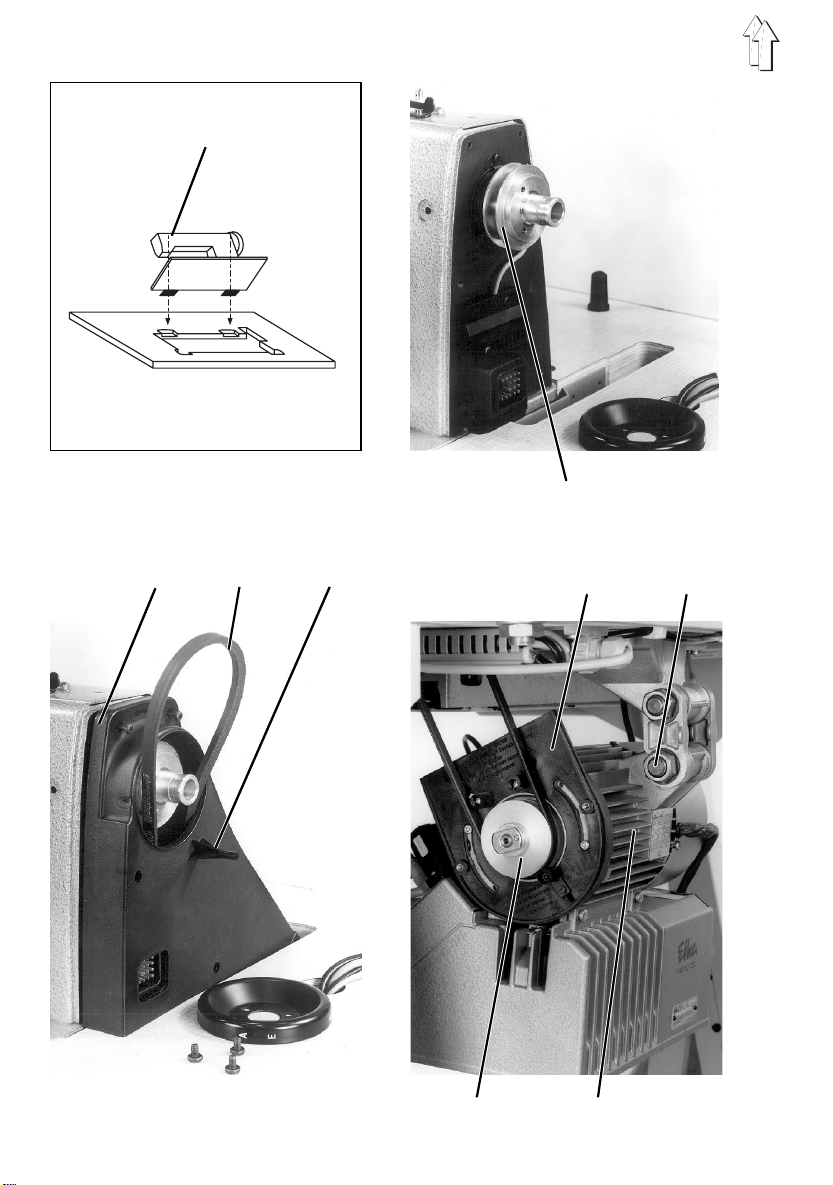
4.3 Montaggio del motore della macchina per cucire
–
Fissare il motore per la macchina per cucire 3 con i l suo zoccolo di supp orto 2 sulla
superficie inferiore del piano di lavoro.
A codesto scopo avvitare le 3 viti a testa esagonale 6 (M8x 35) con le rondell e 5
negli inserti filettati 1 del piano di lavoro.
7
Page 8
1
2
3 4 5
6 7
8 9
8
Page 9

5. Montaggio della testa della macchina per cucire
5.1 Inserire la testa della macchina per cucire nel piano di lavoro
–
Inserire la testa della macchina per cucire 1 nell’intaglio del piano di lavoro.
5.2 Montaggio della tastiera
La piastra di supporto delle te nsioni è provvista di tre fori filet tati che servono per il
montaggio della tastiera.
–
Tramite due viti f issare (come visib i l e nella figura a pagina 10) la tastiera sulla
piastra di supporto delle tensioni. Le due viti sono nella scatola per gli accessori.
Sono possibili due posizioni di montaggio. Nella posizione destra sussiste maggior
spazio per la leva per l’inserimento ed il disinserimento degli aghi disinnestabili.
–
Levare il coperchio del filarello e porre il cavo di collegamento nell’apposita
canalina passacavo.
–
Far passare la spina attraverso l’intaglio del piano di lavoro ed inserirla nella presa
del pannello di comando del motore.
B3
5.3 Montaggio e tensionamento della cinghia trapezoidale
Smontare i dispositivi di protezione
–
Smontare il coperchio del carter di protezione 6 sul motore per la macchina per
cucire.
Montare la cinghia trapezoidale e montare sulla testa della macchina per cucire il
carter di protezione per la cinghia 3
–
Montare la puleggia per il motore 8 (nella scatola degli accessori) sull’albero del
motore per la macchina per cuci re.
–
Porre la cinghia trapezoidale 4 sulla puleggia 2 della testa della macchina per
cucire facendola passare att raverso il carter di protezione.
–
Introdurre verso il basso la cinghia trapezoidale 4 attraverso l’intaglio del piano di
lavoro.
–
Ribaltare la testa della macchina per cucire verso l’indietro.
–
Porre la cinghia trapezoidale 4 sulla puleggia 8 del motore della macchina per
cucire.
–
Riportare nuovamente la testa della macchina per cucire nella sua posizione di
lavoro.
Durante codesto movimento d i ri torno il carter di protezione per l a cinghia deve
poter penetrare liberamente nell’intaglio del piano di lavoro.
–
Avvitare sulla testa della macch i na per cucire il cart er di protezione per la cinghia.
Tensionamento della cinghia trapezoidale
–
Allentare la vite 7 sullo zoccolo del motore pe r l a macchina per cucire.
–
Tensionare la cinghia trapezoidale oscillando il motore 9 per la macchina per cucire.
Se la tensione della cinghia è stata regolata correttamente, la cinghia trapezoidale
4 deve poter essere premuta nella sua mezzeria senza notevole sforzo verso
l’interno per ca. 10 mm.
–
Dopo la rego l a zione bloccare nu ovamente saldamente la vite 7.
I
9
Page 10
11
5
1
6
2
3
4
7
1 Trasduttore pe r il valore di ve l o cità dovuto
6 Motore per l a m acchina per cucire con pannello di comando
9
5
8
10
8
10
Page 11
Montare il carter di protezione per la cinghia sul motore della macchina per cucire
–
Regolare le battute di protezione che servono ad impedire la fuoriuscita della
cinghia trapezoidale (a seconda del tipo del motore squadretta oppure rilievo
meccanico di battuta), codeste battute sono montate nel carter di protezione per la
cinghia 6 (figura a pagina 8), esse devono essere regolate nella maniera seguente:
Quando la testa della macchina per cucire è ribaltata, la cinghia trapezoidale 4
(figura a pagina 8) deve rimanere inserita sulle puleggie del motore e del volantino.
Per la regolazione consultare anche le istruzioni per l’uso della ditta produttrice del
motore che sono a corredo del motore!
–
Avvitare il coperchio del carter di protezione 6 per la cinghia (figura a pagina 8).
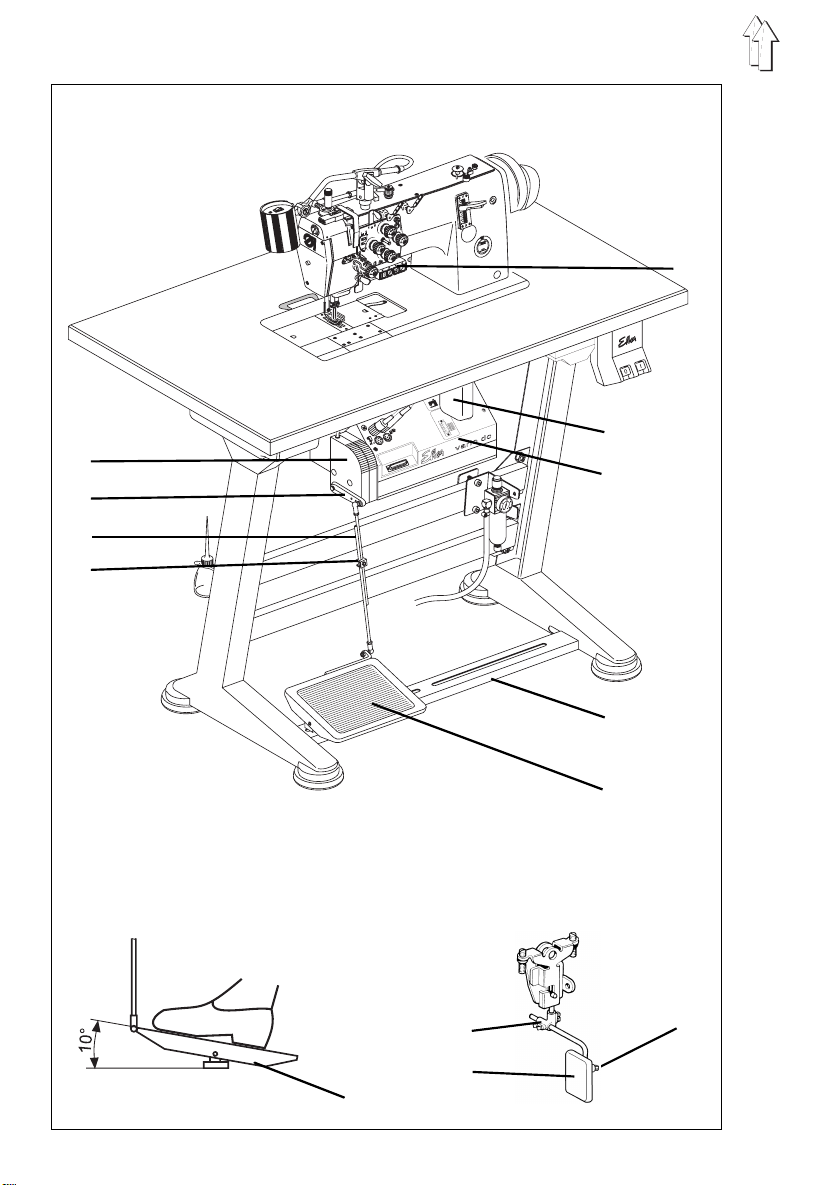
5.4 Montaggio del pedale
–
Fissare il peda l e 8 sulla traversa 7 d el sostegno.
–
Per motivi ergonomici allineare lateralmente il pedale 8 nella seguente maniera:
La mezzeria del pedale dev’essere perpendicolare all’asse dell’ago.
La traversa 7 del sostegno è provvista di fori ampiamente asolati per permettere
l’allineamento del pedale.
–
Avvitare il perno a testa sferica levandolo dal foro intermedio e spostandolo nel
foro anteriore
–
Agganciare il tirante 3 per il pedale.
–
Allentare leggermente la vit e 4.
–
Regolare in altezza il tirante 3 per il pedale nella seguente maniera:
Il pedale 8 in posizione di riposo deve presentare una pendenza di ca. 10°.
–
Dopo la rego l a zione bloccare nu ovamente saldamente la vite 4.
della leva 2.
5.5 Montaggio della leva a ginocchiera
Tramite la leva a gi nocchiera 5 il pie di no premistoffa vi ene sollevato meccanicamente.
–
Agganciare la leva a ginocchiera 5.
–
Allentare le viti sullo snodo 9.
Regolare la posizione della leva a ginocchiera in maniera tale che essa possa
essere azionata in maniera ottimale tramite il ginocchio destro.
Dopo la regolazione avvita re nuovamente saldamente le viti sullo snodo 9 .
–
Allentare la vite 10.
Orientare il cuscino d’appoggio per il ginocchio.
Bloccare nuovamente saldamente la vite 10.
ATTENZIONE IMPORTANTE !
Prima di riba l tare la testa della macchina per cuc i re sganciare
ed estrarre la leva a ginocchiera 5.
I
11
Page 12

2
12
3
5
4
Page 13

5.6 Montaggio del pannello di comando per l’operatore
Il coperchio superiore della testa della macchi na per cucire è pr ovvisto di due fori
filettati che servono per il fissaggio del pannello di comando per l’operatore,.
–
Fissare sul coperchio superiore della testa della macchina per cucire il pannello di
comando per l’operatore 2 tramite la squadretta di supporto e due viti.
–
Introdurre verso il basso attraverso il foro del piano di lavoro il cavo di
collegamento 2 del pannello di comando per l’operatore.
–
Inserire la spina del cavo di c ol l egamento nella presa
comando del motore.
del pannello di
B776
5.7 Montaggio della lampada per l’illuminazione del campo di
cucitura
ATTENZIONE IMPORTANTE !
Disinserendo l’interruttore principale della macchina la
tensione di alimentazione della lampada per l’illuminazione del
campo di cuci t ura non viene int errotta.
–
Incollare l’etichetta autoincollante con gli avvisi di sicurezza sul carter frontale
dell’interruttore principale.
–
Smontare il coperchio del filarello.
–
Fissare il supporto 3 tramite la vite 4 e la rondella di sicurezza 5 sul coperchio del
filarello come visibile in figura.
–
Inserire la lampada per l’illuminazione del campo di cucitura.
–
Porre il cavo di collegamento n e l l a canalina passac avo.
–
Portare il cavo di collegamento verso il basso facendolo passare attraverso il foro
del piano di lavoro.
–
Tramite viti per legno fissare il trasformatore per la lampada per l’illuminazione del
campo di cucitura sotto il piano di lavoro.
–
Fissare tramite fascette fissacavo il cavo di collegamento sotto il piano di lavoro.
–
Effettuare il collegamento della presa con il ca vo di collegament o del trasformatore
per la lampada per l’illuminazione del campo di cucitura.
13
I
Page 14

6. Collegament o elet trico
6.1 Informazioni generali
ATTENZIONE IMPORTANTE !
Tutti i lavori sull’equipaggiamento elettrico di codesta
macchina per c ucire speciale devono essere effettuati da
elettricisti specializzati ed appositamente addestrati allo scopo.
Prima d’iniziare ogni lavoro sull’equipaggiamento elettrico si
deve estrarr e l a spina dalla ret e di alimentazione!
Devono essere assolutamente rispetta te le istruzioni
contenute nel libretto d’istruzione per l’uso del
fabbricante del motore che sono allegate al motore st esso!
6.1-1 Pacchetti di collegamento
Per le classi 381 e 382 sono disponibili diversi pacchetti di collegamento che devono
essere ordinati separatame nte. I pacchetti di collegamento sono composti da tut ti i
particolari necessari per collegare elet tricamente la testa della macc hi na per cucire co n
il motore della macchina per cucire.
Classe Motore della macchina per cucire Pacchetto di
381-160161 DC1600/DA82GA oppure VD552/6F82FA 9880 381010
381-160162 DC1600/DA82GA oppure VD552/6F82FA 9880 381011
382-160162 DC1600/DA82GA 9880 382010
6.1.2 Cavo di collegamento di massa
Il cavo di collegamento di ma ssa (nella scatola per gli accessori) s erve per collegare
alla massa la testa della macchina per cucire.
collegamento
6.2 Controllo della tensione nominale di alimentazione
ATTENZIONE IMPORTANTE !
La tensione nominale di alimentazione riportata sulla targhetta
del motore della macchina per cucire e la tensione nominale di
rete devono corrispondere tra di l oro.
6.3 Collegamento del motore della macchina per cucire
Il
motore posizionatore a corrente continua
alternata monofase".
Nel caso di co l legamento ad una rete di alimentazione a corrente alternata trif ase 3 x
380V, 3 x 400V oppure 3 x 415V il motore della macchina per cucire viene collegato ad
una fase ed al neutro.
Nel caso di co l legamento ad una rete di alimentazione a corrente alternata trif ase 3 x
200V, 3 x 220V, 3 x 230V oppure
3 x 240V il motore della macchina per cucire viene collegato a due fasi.
Per evitare ch e il collegamento di numerose mac chine su una rete di alimentazione
trifase comporti uno sfasame nto di rete e così un sovraccarico di una singol a fase, i
motori delle macchine devono essere collegati uniformemente distribuiti sulle tre fasi
della rete di alimentazione.
Consultare l o schema di collegamento 9800 139001 B
14
dev’essere alimentato a "Corrente
Page 15

Il
motore posizionatore a frizione
corrente alternata trifase 3 x 380 - 415V 50/60Hz oppure 3 x 220 - 240V 50/60Hz.
Consultare lo schema di collegamento 9800 129002 B
Per effettuare il collegamento di dotazioni suppleme nt ari come per es. la l am pada per
l’illuminazione del campo di cucitura, nel caso di una rete di alimentazione a corrente
alternata t ri fase 3 x 380 - 415V, è assolutamente necessaria la presenza del neutro.
–
Posare il cavo di collegamento dall’interruttore principale (oppure interruttore di
protezione del motore) attraverso la canalina di posa dei cavi f i no al motore della
macchina per cuc i re e collegarlo al mo tore.
–
Posare il cavo di collegamento alla rete di alimentazione dall’interruttore principale
(oppure interruttore di prot ezione del motore) attraverso la canalina di posa d ei
cavi e fissarlo con la fascetta di scarico della trazione
–
Inserire il cavo di collegamento dal trasdutt ore di commutazi one nella presa di
collegamento b2 del pannello di com ando del motore. (Solo per il motore
posizionato re a corrente conti nua), consultar e la figura 6.6.1
–
Inserire il cavo di collegamento dal trasduttore per il valore di velocità dovuto nella
presa di collegamento b80 del pannello di comando del motore. (Solo per il motore
posizionato re a corrente conti nua), consultar e la figura 6.6.1
–
Il collegamento alla rete tramite il collegamento con una spina deve avvenire solo
se previament e tutti i cavi di col legamento di massa sono già stati tutti collegat i
(consultare il capitolo 6.4) e tutti i lavori sull’equipaggiamento elettrico (per es. il
collegamento del trasformatore per la lampada per l’illuminazione del campo di
cucitura, capitolo 6.5) sono già stati tutti terminati.
ATTENZIONE IMPORTANTE!
Il collegamento della macchina per cucire alla rete di
alimentazione dev’essere obbligatoriamente effet tuato tramite
un collegamento a spina.
viene colleg ato ad una rete di alimentazione a
6.4 Compensazione del potenziale di massa
2
1
Il cavo di collegamento di massa 1 (scatola per gli accessori) ha il compito di
convogliare le cariche elettrostatiche della testa della macchina per cucire, passando
attraverso i l m o t ore per la macchina per cucire, verso la massa.
–
Fissare il capocorda del cavo di collegamento di massa 1 con la vite (M4) e la
rondella sullo zoccolo del motore della macchina per cucire.
–
Portare verso l’alto il cavo di collegamento di massa 1.
–
Fissare il cavo di collegament o di massa 1 con la spina piatta 2 sulla base della
testa della macchina per cucire.
I
15
Page 16

6.5 Collegamento del trasformatore per la lampada per
l’illuminazione del campo di cucitura (dotazione supplementare)
1
–
Staccare la sp i na di collegament o alla rete di alimentazione per la m acchina per
cucire!
–
Posare il cavo di collegamento alla rete di alim entazione del trasformatore per la
lampada per l’illuminazione del campo di cucitura 1 attraverso la canalina di posa
dei cavi 2 fino all’interruttore principale 3.
–
Il collegamento avviene all’entrata di rete dell’interruttore principale.
(Consultare lo schema di collegamento 9800 139001 B oppure 9800 129002 B)
ATTENZIONE IMPORTANTE!
Il trasformatore per la lampada per l’illuminazione del campo
di cucitura è collegato dirett amente alla rete di alimentazione
ed è sotto tensione anche quando l’interruttore principale è
disinserito.
Lavori sul trasformatore per la lampada per l’illuminazione del
campo di cucitura, per es. sostituzione del fusibile devo no
essere eseguiti solo se previamente è stata sta cc a t a la spina
di collegamento alla rete di alim entazione.
2 3
16
Page 17

6.6 Prese di collegamento sui pannelli di comando dei motori
6.6.1 Pannello di comando del mo tore DA82G A
6.6.2 Pannello di comando del motor e 6F82FA
17
I
Page 18

2
3
1
4 5 6 7
6.7 Montaggio del sincronizzatore di posizionamento
–
Inserire il sincronizzatore di posizionamento 3 sulla flangia del volantino della
macchina per cucire.
La scanalatura 6 sull’involucro del sincronizzatore di posizionamento dev’essere
inserita su l perno d’arresto 5 del sincronizzatore, codesto perno è montato sul
carter di pro t ezione per la cinghia.
–
Bloccare entrambi le viti a brugola 2 sull’anello 4 del sincronizzatore di
posizionamento.
–
Introdurre verso il basso, pass ando attraverso l a f eritoia del piano di lavoro, il cav o
di collegamento 7 del sincroni zzatore di posizi onamento.
–
Inserire la spina del cavo di collegamento del sincronizzatore di posizionamento
nella presa di collegamento B1 del pannello di comando del motore.
6.8 Collegamento della testa della macchina per cucire
Il collegam ento elettrico ve rso la testa della m a cchina per cucire avviene tramite la
spina centrale di collegamento 1.
–
Inserire la sp i na a 16 poli del ca vo di collegament o nella presa di col l e gamento
della testa della macchina per cucire.
–
Far passare il cavo di collegamento verso il basso attraverso l’intaglio del piano di
lavoro.
–
Inserire la spina a 37 poli nella presa di collegament o A del pannello di comando
del motore.
18
Page 19

6.9 Controllo del senso di rotazione del motore
ATTENZIONE IMPORTANTE !
Prima d’effettuare il collaudo del l a macchina per cucire è
assolutamente indispensabile effettuare il controllo del senso
di rotazione del motore per la macchina per cucire.
La messa in m arcia della macc hi na per cucire con un senso di
rotazione errato del motore può causare dei danneggiamenti
della macchina.
La freccia nella figura indica il senso giusto d i rotazione del mot ore della macchina per
cucire. (Mar ci a sinistra = In se nso antiorario gu ardando la puleggi a per il motore)
6.9.1 Controllo del senso di rotazione del motore posizionatore a corrente continua
DC1600/DA82GA.
Il senso di rot az i on e d el m o to re po si z ionatore a corrente continua è regolato d i fa bb rica sul senso di
marcia sinistro tramite il valore di "Preset" (= 1) del parametro F-161. Ciò nonostante prima di
procedere al co l lau do de ll a m a cc hi n a s i de ve obbligatoriame nt e c on tr ol la re i l se ns o d i ro ta zio ne del
motore. Per eseguire codesto controllo procedere per es. nella seguente maniera:
–
Il sincronizz atore di posizionam e nt o d ev ’ es se re gi à st at o m o ntato. Consultar e il c ap i to lo 6 .7
–
La spina del t ra sd ut to re pe r i l v al o re di velocità dovuto, il tr as du tt or e d i co m m ut az i on e, i l
sincronizzat or e d i po si z i on am e nt o e d il p an ne ll o d i co m an do pe r l’ o pe ra to re de vo no essere già
stati collegat i . C on su l ta re la f i gu ra 6. 6.1
–
Non inserire la
–
Inserire l’interruttore principale.
Poichè la spin a a 37 poli non è inser i ta , s ul p an ne l lo d i co m an do pe r l ’operatore appare
l’avviso "I nf o A 5 " , c i ò s i gn if ic a che non viene ric on os ci u ta un re si s tenza "Autoselec t " val id a e
perciò la velocità massima vie ne lim ita ta.
–
Premere leggermente il pedale vers o l’ava nti; il m o tore della ma cc hina p er cu cire g ira;
controllare il s en s o di r ot azione.
–
Dopo il controllo inserire nuovame nte la spina a 37 poli d ella te st a della m ac china per c ucire .
spina a 37 poli della testa della macchina per cucire.
6.9.2 Modifica del senso di rotazione con il motore p osizionatore a co rrente continua
DC1600/DA82GA.
Se il motore della macchina per cucire gira nel falso senso di rotazione, il parametro F-161 nella
"Soglia per il tecnico" dev’essere reg olato sul va lore 1 .
Per la modifica utilizzando il pannello di comando per l’op eratore V8 10 cons ultar e il capito lo 6.11.4
Per la modifica utilizzando il pannello di comando per l’op eratore V8 20 cons ultar e il capito lo 6.11.5
ATTENZIONE IMPORTANTE !
Dopo una vari azione del senso di rotazione è assolutamente
necessaria una nuova regolazione delle funzioni di
posizionamento della macchina per cucire. Consultare il
capitolo 6.10
19
I
Page 20

6.9.3 Motore posizionatore a frizione VD552/6F82F A
Il senso di rotazione del motore posizionato re a frizione (mot ore a corrente alternata
trifase) è di pendente dal collegamento alla rete di alimentazione tri fase. Dopo il
collegament o alla rete di alimen tazione trifase, p ri m a d’effettuare il col l audo della
macchina per cucire, è assolutamente indispensabile effettu are per prima cosa il
controllo del senso di rotazione del motore per la macchina per cucire. Per eseguire
codesto controllo procedere per es. nella seguente maniera:
–
Il sincronizzatore di posizionamento dev’essere già stato montato. Consultare il
capitolo 6.7
–
La spina del sincronizzatore di posizionamento dev’essere già stata inserita.
Consultare la figura 6.6.2
–
Non inserire la
–
Inserire l’interruttore principale (interruttore di protezione del motore).
–
Poichè la spi n a a 37 poli non è inserita, non viene riconosciut a un resistenza
"Autoselect" valida e perciò la velocità massima viene limitata.
–
Premere leggermente il pedale verso l’avanti; il motore della macchina per cucire
gira; controllare il senso d i rotazione.
spina a 37 poli della testa della macchina p e r cucire.
6.9.4 Modifica del senso di rotazione con il motore posizionatore a frizione
–
–
VD552/6F82FA.
Disinserire l’interruttore principale e staccare la spina di collegamento alla rete di
alimentazione.
Sui morsetti del collegamento alla rete di alimentazione devono essere
intercambiate tra di loro i collegamenti di due fasi.
6.10 Regolazione del posizionamento
6.10.1 Definizione delle posizioni
Posizione di riferimento
La posizione di riferimento è la posizione di partenza per tutte le altre posizioni. Essa è
raggiunta e definita quando, girando manualmente il volantino nel senso normale di
rotazione della macchina, la punta dell’ago in discesa raggiunge il livello della
superficie superiore della placca ago. Nel cas o di smontaggio d el sincronizzatore di
posizionamento e presupposto che pannello di comando del motore fosse stato già
previamente regolato esattamente, dev’essere regolata nuovamente solo la posizione
di riferime nto, tutte le al t re posizioni sono poi automaticame nte giuste.
Posizione 1
Nella "Posizione 1" la barra ago, nel senso normale rotazione della macchina, deve
posizionare 2 mm dopo il suo punto morto inferiore. Nelle macchine dotate di un
dispositivo rasafilo in codesta posizion e viene attivat o i l ciclo di taglio.
Posizione 1A
Codesta posizione viene utilizzata solo per delle funzioni interne del pannello di
comando del motore DA82GA.
Posizione 2
Nella "Posizi one 2" la leva ten di filo deve posizi onare nel suo punto morto superior e.
Posizione 2A
Codesta posizione viene utilizzata solo per delle funzioni interne del pannello di
comando del motore DA82GA.
Posizione 3
Nelle classi 381 e 382 codesta posizione non viene utilizzata.
Posizione 3A
Nelle classi 381 e 382 codesta posizione non viene utilizzata.
20
Page 21

6.10.2 Regolazione delle posizioni con il motore posizionatore a co rrente continua
6.10.2.1 Informazioni generali
Il sincronizzatore di posizionamento digitale fornisce al pannello di comando del motore
512 impulsi (incrementi) ed un i mpulso supplettivo una volta per giro. Grazie a code sti
impulsi ed ai valori impostati nei parametri
posizioni di fermata dell’ago.
Sul sincronizzatore di posizionamento non è necessaria nessuna regolazione
meccanica.
ATTENZIONE IMPORTANTE!
Dopo i seguen ti lavori
1. Quando i l motore della ma cchina per cucire v i ene collaudato e p osto per la prima
2. Dopo una sostituzione del motore della macchina per cucire, del pannello di comando
3. Dopo una sostituzione dell’EPROM‘s nel pannello di comando del motore.
DC1600/DA82GA
e
F-170
tutte le posizioni
volta in lavorazione.
del motore oppure della scheda di comando del pannello di comando del motore.
devono essere nuovamente regolate!
vengono determinate tutte le
F-171
Dopo i seguenti lavori dev’essere regolata nuovamente
riferimento
1. Smontaggio e montaggio o ppure sostituzione del sincronizzatore di posizionamento .
.
solo la posizione di
I
21
Page 22

6.10.2.2 Regolazione delle posizioni tramite il pannello di comando per l’operatore V810
Impostazione del numero di codice per la "Soglia per il tecnico"
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di comando del motore
della macchina per cucire.
–
Premere e mantenere premuto il tasto
–
Inserire l’interruttore principale. Nell’avviso ottico appare "
–
Rilasciare il tasto
–
Impostare il numero di codice
valore della cifra lampeggiante. Tramite il tasto
cifra.
–
Premere il tasto
Regolazione della posizione di riferimento
–
Dopo l’impostazione del numero di codice, premere il tasto
Appare il primo parametro
–
Tramite i tasti
–
Premere il tasto
–
Premere il tasto
–
Girare manualmente il volantino nel senso normale di rotazione della macchina fino
a quando sul "Display" sparisce il segno "( )", dopodichè continuare a girare
manualmente il volantino f i no a raggiungere la posizione di riferimento (punt a
dell’ago durante la sua corsa discendente pari al livello della superficie superiore
della placca ago).
–
Premere il tasto
"Display" "
–
Se la posizione di riferimento non fosse stata memorizzata, sul "Display" appare un
avviso d’errore = "
il tasto
"E"
Regolazione della "Posizione 1" e della "Posizione 2"
–
Si pone come pr esupposto che la posizione di rife ri m ento sia già sta t a regolata.
(vedi sopra)
–
Impostare i l parametro
–
Premere il tasto
–
Premere il tasto
"Posizione 1"
–
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
oppure girando manualmente il volantino.
–
Premere il tasto
"Posizione 2"
–
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
oppure girando manualmente il volantino.
–
Premere il tasto
"Posizione 1A"
–
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
oppure girando manualmente il volantino.
–
Premere il tasto
"Posizione 2A"
–
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
oppure girando manualmente il volantino.
–
Premere due volt e il tasto
programmazione viene abbandonata
–
Per il controllo delle posizioni consultare il capitolo 6.10.4
* ATTENZIONE IMPORTANTE!
"P"
1907
. Appare il pri m o p arametro
"E"
nella "Soglia per il tecnico".
F-100
e
"+", "-"
. Avviso sul "Display" = "
"E"
">>"
. La posizione di rif e ri m ento viene memorizzata. Avvi so sul
"E"
"
F- 171
inF E3
e ripetere la sequenza operativa succitata.
. Avviso sul "Display" = "
"E"
">>"
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"E"
impostare il parametro
">>"
. Avviso sul "Display" = "
". Continuare a girare manualmente il volantino, premere
.
F-171
. Avviso sul "Display" = "
. Le regolazi oni sono terminate, la soglia di
"P"
I valori di parametro per le posi z i on i 1, 2, 1A e 2A devono essere
rilevate nella lista dei parametri (sc atola per gli ac ce ss ori)
.
"P"
. Tramite i tasti
">>"
F-100
"
Sr1
PoS0 ( )
"
Sr2
1 xxx
2 xxx
1A xxx
2A xxx
"
C-0000
e
"+"
" = valore di parametro della
viene modificato il
"-"
si commuta sulla prossima
nella "Soglia per il tecnico".
.
"E"
.
F-170
"
" = valore di parametro della
e
"+"
"-"
e
"+"
"-"
" = valore di parametro della
e
"+"
"-"
" = valore di parametro della
e
"+"
"-"
22
Page 23

6.10.2.3 Regolazione delle posizioni tramite il pannello di comando per l’operator e V820
Impostazione del numero di codice per la "Soglia per il tecnico"
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di comando del motore
della macchina per cucire.
–
Premere e mantenere premuto il tasto
–
Inserire l’interruttore principale. Nell’avviso ottico appare "
–
Rilasciare il tasto
–
Tramite i tasti numerici da 0 fino a 9 impostare il numero di codice
–
Premere il tasto
la prima cifra lampeggia.
Regolazione della posizione di riferimento
–
Dopo l’impostazione del numero di codice, premere il tasto
parametro
–
Tramite i tasti da 0 fino a 9 impostare i l parametro
–
Premere il tasto
–
Premere il tasto
–
Girare manual m ente il volanti no nel senso normale di rotazione della macchina fino
a quando sul "Display" sparisce i l segno "( )", dopo di chè continuare a girare
manualmente il volantino fino a raggiungere la posizione di riferimento (punta
dell’ago durante la sua corsa discendente pari al livello della superficie superiore
della placca ago).
–
Premere il tasto
"Display" "
–
Se la posizione di riferimento non fosse stata m emorizzata, sul "Display" appare un
avviso d’erro re = "
raggiungere la posizione di riferimento desiderata.
Regolazione della "Posizione 1" e della "Posizione 2"
–
Si pone come presupposto che la posizione di riferimento sia già stata regolata.
(vedi sopra)
–
Impostare il parametro "
–
Premere il tasto
–
Premere il tasto
della "Posizione 1"
–
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
oppure girando manualmente il vol antino.
–
Premere il tasto
della "Posizione 2"
–
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
oppure girando manualmente il vol antino.
–
Premere il tasto
della "Posizione 1A"
–
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
oppure girando manualmente il vol antino.
–
Premere il tasto
della "Posizione 2A"
–
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
oppure girando manualmente il vol antino.
–
Premere due volte il tasto
programmazione viene abbandona ta
–
Per il controllo delle posizioni consultare il capitolo 6.10.4
* ATTENZIONE IMPORTANTE!
F-100
F- 171
.
"P"
. Appare il primo parametro
"E"
nella "Soglia per il tecnico".
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"B"
. La posizion e di ri ferimento viene memorizzata. Avviso sul
"E"
"
InFo E3
"E"
"B"
"E"
"E"
"E"
". Continuare a girare manualmente il volantino fi no a
".
F-171
. Avviso sul "Display" = "
. Avviso sul "Display" = "
. Avviso sul "Display" = "
. Avviso sul "Display" = "
. Avviso sul "Display" = "
. Le regolazioni sono terminate, la soglia di
"P"
I valori di parametro per le posizioni 1, 2, 1A e 2A devono essere
rilevate nella lista dei parametri (s ca tola p er gli acc es sori) .
.
"P"
F-100
F-170 Sr1"
F-170 PoS 0 ( )
"
Sr2
F 171 1 xxx
F 171 2 xxx
F 171 1A xxx
F 171 2A xxx
"
C-0000
.
1907
nella "Soglia per il tecnico" e
. Appare il primo
"E"
.
F-170
"
" = valore di parametro
"+"
" = valore di parametro
"+"
" = valore di parametro
"+"
" = valore di parametro
"+"
e
e
e
e
"-"
"-"
"-"
"-"
I
23
Page 24

6.10.3 Regolazione delle posizioni con il motore posizionatore a frizione VD552/6F82FA
Informazioni generali
Il sincronizzatore di posizionamento possiede un disco fisso interno (disco generatore) per la
generazione degli incrementi per la regolazione della velocità, un disco intermedio regolabile 1 per
la regolazione della "Posizio ne 1" ed un disco es t er no re go l ab il e 2 pe r l a re go lazione della
"Posizione 2".
Attenzione pericolo di ferimento !
Effettuare la regolazione dei dischi di regolazione delle
posizioni agendo con estrema prudenza ! Pericolo di ferite da
taglio !
ATTENZIONE IMPORTANTE !
Curare che i dischi per la regolazione delle posizioni ed il
disco generatore (disco interno) non vengano danneggiati.
1
2
ATTENZIONE IMPORTANTE!
Prima d’iniziare la regolazione meccanica dei dischi di
regolazione per le posizioni disinserire obbligatoriamente
l’interruttore principale!
–
Si presuppone ch e il s en so di r ot az i on e d el m o to re de l la m a cchina per cucire si a g à s ta to
regolato correttamente.
–
Dopo aver allentato la vite di fissa ggio, smo nt are l’invo luc ro di pro tezio ne del sin cr onizz at ore
di posizionam e nt o
–
Inserire l’interruttore princ ipale.
–
Tramite il tasto S5 (nel pannello di comando del motore ) sce gliere la p osizio ne di bas e dell’ago
"Ago basso" (LED 7 acceso).
–
Premere brevemente il pedale verso l’avanti.
–
Controllare la posizione di posizionamento dell’ago "Pos izio ne 1" (co nsult are il cap itolo
6.10.1).
–
Se l’ago non ha posizionato correttamente nella "Posizione 1", dopo aver previamente
disinserito l ’ inte rr ut to re principale, spos ta re i l di s co i nt er m ed i o 1 pe r l a re go l az ione della
"Posizione 1" nella direzione desiderata.
–
Ripetere la se qu enza operativa fin o a qu ando la "Posizion e 1 " è s t a ta re go l at a c orrettamente.
–
Inserire l’interruttore princ ipale.
–
Tramite il tasto S5 (nel pannello di comando del motore ) sce gliere la p osizio ne di bas e dell’ago
"Ago alto" (LED 8 acceso).
–
Premere brevemente il pedale verso l’avanti.
–
Controllare la posizione di posizionamento dell’ago "Pos izio ne 2" (co nsult are il cap . 6.10. 1).
–
Se l’ago non ha posizionato correttamente nella "Posizione 2", dopo aver previamente
disinserito l ’ inte rr ut to re principale, spos ta re i l di s co esterno 2 per la re go lazione della
"Posizione 2" nella direzione desiderata.
–
Ripetere la se qu enza operativa fin o a qu ando la "Posizion e 2 " è s t a ta re go l at a c orrettamente.
–
A regolazione ultimata rimontare e riavv ita re l’inv olucr o di prot ezion e del s inc roniz za to re di
posizionamento.
24
Page 25

6.10.4 Controllo del posizionamento
"Posizione 1"
–
Inserire l’interruttore principale
–
Premere brevemente il pedale verso l’avanti e poi rilasciarlo. L’ago po si ziona nella
"Posizione 1".
–
Controllare la posizione dell’ago
"Posizione 2"
–
Premere brevemente il pedale verso l’avanti e poi completamente verso l’indietro e
mantenerlo premuto in codesta posizione fino all’arresto della macchina per cucire.
L’ago posiziona nell a " Posizione 2".
–
Controllare la posizione dell’ago
Se una oppure entrambi le posizioni dell’ago non corrispondono a quanto definito nel
capitolo 6. 10.1, dev’essere eff ettuata una correzione della re golazione conformemente
a quanto descritto nel capitolo 6.10.2 oppure 6.10.3.
25
I
Page 26

6.11 Regolazione dei parametri specifici d ella macchina.
6.11.1 Informazioni generali
Le funzioni del pannello di coma ndo del motore della macchina per cucire sono
determinate dal programma e dalla regolazione di parametri.
All’atto della fornitura, sui motori delle macchine per cucire i valori di parametro sono
preregolati dalla ditta "Efka" (valori di "Pres et"). A seconda della classe e sot toclasse
della macchi na per cucire devo no essere modificati alcuni parametri nella "Soglia per il
tecnico" e nella "Soglia per la fabbrica" per ottimizzare il pannello di comando del
motore ed a dattarlo ai compiti che devono essere svolti dalla macchina per cucire. I
parametri c he devono essere m odificati sono riportati nella sottostante tabella e nella
lista dei parametri (nella scatola per gli accessori).
6.11.2 Autoselect
Il pannello di comando del motore riconosce tramite la misurazione della resistenza
"Autoselect " , che è montata sulla macchina per cucire, di quale gruppo di classi di
macchina si tratta. Tramite la funzione "Autoselect" vengono scelte le funzioni di
comando ed i valori di "Preset" dei parametri. Se il pannello di comando del motore non
riconosce ne ssuna oppure una r esistenza "Autose l ect" non valida, il m otore della
macchina per cucire gira solo con le cosiddette "Funzioni d’emergenza" per evitare dei
danneggiamenti della testa della macchina per cucire.
Consultare le istruzioni per l’u so "EFKA DA82GA 3301" oppure " EFK A 6F82FA 2301"
Resistenza Classi Pannello di comando del Lista dei parametri
"Autoselect" motore della macchina
1000R (1000 Ohm) 381, 382 DA82GA 9800 130014 PB50
6F82FA 9800 120009 PB50
6.11.3 Tabella dei parametri specifici della macchina del pannello di comando del
I valori dei parametri sottoelencati devono essere modificati rispetto al valore di
"Preset".
I valori (x) che devono essere impostat i devono essere rilevati dalla lista dei
parametri 9800 13 0014 PB50
(Nella scatola per gli accessori della testa della macchina per cucire).
Parametro * Denominazione 381 382
F-111 T Limite superiore della velocità massima x x
F-171 T "Posizione 1" x x
F-190 T Angolo d’inserimento del dispositivo rasafilo x x
F-192 T Ritardo d’inserimento x x
F-207 A Effetto di frenaggio dalla 1. alla 4. soglia x x
F-220 A Capacità d’accel erazione del mot ore x x
* T = Parametro nella "Soglia per il tecnico", A = Parametro nella "Soglia per la fabbrica"
motore DA82GA
"Posizione 2" x x
dell’apertura della tensione
ATTENZIONE IMPORTANTE!
La modifica dei valori di parametro dev’essere effettuata con
estrema cura, poichè a causa di pannello di comando del
motore mal regolato la testa della macchina per cucire può
essere danneggiata! Tramite una r i messa a zero princip al e
"Masterreset" tutti i valori di parametro possono essere
riassettati nella condizione originale di fornitura (valori di
"Preset"). Consultare il capit olo 6.12
26
Page 27

6.11.4 Regolazione dei valori di parame tro t ram ite il pa nnell o di coma ndo per
Modifica dei valori di parametro nella "Soglia per il tecnico"
Impostazione del numero di codice per la "Soglia per il tecnico"
–
–
–
–
–
–
–
Scelta del parametro e modifica dei valori
–
–
–
–
–
Memorizzazione dei valori di parametro modificati
–
–
–
–
l’operatore V810
Disinserire l’interruttore principale.
Tutte le spine devono essere già state inserite nel pannello di comando del motore
della macchina per cucire.
Premere e mantenere premuto il tasto
Inserire l’interruttore principale. Nell’avviso ottico appare "
Rilasciare il tasto
Impostare il n um e ro di c od i ce
cifra lampeggiante. Tramite il tasto
Premere il tasto
Tramite i tasti
Tramite i tasti
Premere il tasto
Tramite i tasti
Premere il tasto
oppure premere il tasto
Premere il tasto
Eseguire un ci clo di cucitura completo, vale a d i re il pedale dev’es sere premuto in
avanti e poi completamente verso l’indietro. La modifica viene memorizzata.
Se non viene eseguito un cic l o di cucitura co m pleto e la macchi na viene spenta , la
modifica effettuata è irrimediabilmente persa.
Premendo nuov am ente il tasto
programmazione.
"P"
. Appare il primo parametro
"E"
e
"+"
">>", "+"
"+"
viene scelto i l prossimo oppure i l precedente parametro.
"-"
. Appare il valore del parametro scelto.
"E"
e
il valore di parametro può essere modificato.
"-"
. Appare il prossimo parametro
"E"
, la soglia di programmazione viene abbandonata.
"P"
. Tramite i tasti
1907
">>"
, e
il parametro può essere impost ato direttamente.
"-"
- appare lo stesso parametro.
"P"
"P"
.
"P"
C-0000
e
si commuta sulla pr os sim a cif ra .
si ritorna indietro nella soglia di
"+"
viene modificato il valore della
"-"
nella "Soglia per il tecnico".
F-100
"
Modifica dei valori di parametro nella "Soglia per la fabbrica"
Impostazione del numero di codice per la "Soglia per la fabbrica"
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di comando del motore
della macchina per cucire.
–
Premere e mantenere premuto il tasto
–
Inserire l’interruttore principale. Nell’avviso ottico appare "
–
Rilasciare il tasto
–
Impostare il numero di codice
valore della cifra lampeggiante. Tramite il tasto
cifra.
–
Premere il tasto
–
Proseguire come gà descritto nella "Scelta del parametro e modifica dei valori"
"P"
3112
. Appare il primo parametro nella "Soglia per la fabbrica"
"E"
ATTENZIONE IMPORTANTE!
I valori di parametro che so no stati modificati vengono
memorizzati solo quando, dopo l’abbandono della soglia di
programmazione, viene eseguito un ciclo di cucitura completo,
ciò significa che il pedale è stato premuto in avanti e poi
completamente verso l’indietro. Se subito dopo l’abbandono
della soglia di programmazione il motore della macchina per
cucire viene disinserito dalla rete di alimentazione le modifiche
effettuate sono irrimediabilmente perse.
.
"P"
. Tramite i tasti
">>"
".
C-0000
e
"+"
viene modificato il
"-"
si commuta sulla prossima
I
F-200
27
Page 28

6.11.5 Regolazione dei valori di parametro tramite il pannello di comando per
Modifica dei valori di parametro nella "Soglia per il tecnico"
Impostazione del numero di codice per la "Soglia per il tecnico"
–
–
–
–
–
–
–
Scelta del parametro e modifica dei valori
–
–
–
–
–
Memorizzazione dei valori di parametro modificati
–
–
–
–
l’operatore V820
Disinserire l’interruttore principale.
Tutte le spine devono essere già state inserite nel pannello di comando del motore
della macchina per cucire.
Premere e mantenere premuto il tasto
Inserire l’interruttore principale. Nell’avviso ottico appare "
Rilasciare il tasto
Tramite i tasti n um erici da 0 fino a 9 i m postare il numero di codice
Premere il tasto
la prima cifra l ampeggia.
Dopo l’impostazione del numero di codice appare il primo parametro
La prima cifra del numero di parametro lampeggia.
Impostare i l numero di parametro desiderato tramite i tasti nu m erici da 0 fino a 9.
Premere il tasto
Tramite i tasti
Premere il tasto
oppure premere il tasto
Premere il tasto
Eseguire un ciclo di cucitura completo, vale a dire il pedale dev’essere premuto in
avanti e poi completamente verso l’indietro . La modifica viene memorizzata.
Se non viene eseguito un ciclo di cucitura completo e la macchina viene spenta, la
modifica effettuata è irrimedia bi l mente persa.
Premendo nuovamente il tasto
programmazione.
"P"
. Appare il pri m o p arametro
"E"
. Appare il valore del parametro scelto.
"E"
e
"+"
il valore di parametro può essere m odificato.
"-"
. Appare il pros si m o parametro
"E"
"P"
- appare lo s t esso parametro.
"P"
, la soglia di pr ogrammazione viene abbandonata.
"P"
.
"P"
C-0000
nella "Soglia per il tecnico" e
F-100
si ritorna indietro nella soglia di
"
1907
.
F-100
.
Modifica dei valori di parametro nella "Soglia per la fabbrica"
Impostazione del numero di codice per la "Soglia per la fabbrica"
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di comando del motore
della macchina per cucire.
–
Premere e mantenere premuto il tasto
–
Inserire l’interruttore principale. Nell’avviso ottico appare "
–
Rilasciare il tasto
–
Impostare il numero di codice
–
Premere il tasto
–
Proseguire come gà descritto nella "Scelta del p arametro e modifi ca dei valori"
"P"
3112
. Appare il prim o parametro nella "Sogli a per la fabbrica"
"E"
ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono
memorizzati solo quando, dopo l’abbandono della soglia di
programmazi one, viene eseguito un ciclo di cucit u ra completo,
ciò significa che il pedale è stato premuto in avanti e poi
completamente verso l’indietro. Se subito dopo l’abbandono
della soglia di programmazione il motore della macchina per
cucire viene disinserito dall a rete di alimenta zione le modifiche
effettuate s ono irrimediabilm ente perse.
.
"P"
".
C-0000
tramite i tasti numerici da 0 fino a 9.
28
F-200
Page 29

6.11.6 Tabella dei parametr i specifici della macchina del pannello di comando d el
I valori dei parametri sottoelencati devono essere modificati rispetto al valore di
"Preset".
I valori (x) che devono essere impostati devono essere rilevati dalla lista dei
parametri 9800 120009 PB50
(Nella scatola per gli accessori della testa della macchina per cucire).
Parametro * Denominazione 381
F-111 T Limite superiore della velocità massima x
F-190 T Angolo d’inserimento del dispositivo rasafilo x
F-191 T Ritardo di disinserimento x
F-192 T Ritardo d’inserimento x
F-193 T Tempo d’arresto per il ciclo del rasafilo x
F-207 A Effetto di frenaggio dalla 1. alla 4. soglia x
F-220 A Capacità d’accelerazione del motore x
* T = Parametro nella "Soglia per il tecnico", A = Parametro nella "Soglia per la fabbrica"
motore 6F82FA
dell’apertura della tensione
dell’apertura della tensione
ATTENZIONE IMPORTANTE!
La modifica dei valori di parametro dev’essere effettuata con
estrema cura, poichè a causa di pannello di comando del
motore mal regolato la testa della macchina per cucire può
essere danneggiata! Tramite una rimessa a zero principale
"Masterreset" tutti i valori di parametro possono essere
riassettati nella condizione originale di fo rnitura (valori di
"Preset"). Consultare il capitolo 6.12
29
I
Page 30

6.11.7 Regolazione dei valor i di p aramet ro sul p ann ello di com and o del mot ore 6F 82FA
Modifica dei valori di parametro nella "Soglia per il tecnico"
Impostazione del numero di codice per la "Soglia per il tecnico"
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di comando del motore
della macchina per cucire.
–
Premere e mantenere premuto il tasto
–
Inserire l’interruttore principale. Nell’avviso ottico appare "
–
Rilasciare il tasto
–
Impostare il numero di codice
valore della cifra lampeggiante. Tramite il tasto
cifra.
–
Premere il tasto
Scelta del parametro e modifica dei valori
–
Tramite i tasti "+" , "-" e ">>" scegliere il parametro.
–
Premere il tasto
–
Tramite i tasti
–
Premere il tasto
oppure premere il tasto
Memorizzazione dei valori di parametro modificati
–
Premere il tasto
–
Eseguire un ciclo di cucitura completo, vale a dire il pedale dev’essere premuto in
avanti e poi completamente verso l’indietro . La modifica viene memorizzata.
–
Se non viene eseguito un ciclo di cucitura completo e la macchina viene spenta, la
modifica effettuata è irrimedia bi l mente persa.
–
Premendo nuovamente il tasto
programmazione.
"P"
. Tramite i tasti
190
. Appare il primo parametro nella "Soglia per il tecnico" "
"E"
. Appare il valore del parametro scelto.
"E"
e
"+"
il valore di parametro può essere m odificato.
"-"
. Appare il pros si m o parametro
"E"
"P"
- appare lo s t esso parametro.
"P"
, la soglia di pr ogrammazione viene abbandonata.
"P"
.
"P"
"
Cod
e
"+"
">>"
si ritorna indietro nella soglia di
viene modific ato il
"-"
si commuta sulla prossima
100
".
Modifica dei valori di parametro nella "Soglia per la fabbrica"
Impostazione del numero di codice per la "Soglia per la fabbrica"
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di comando del motore
della macchina per cucire.
–
Premere e mantenere premuto il tasto
–
Inserire l’interruttore principale. Nell’avviso ottico appare "
–
Rilasciare il tasto
–
Impostare il numero di codice
valore delle cifre lampeggianti. Tramite il tasto ">>" si commuta sulla prossima
cifra.
–
Premere il tasto
–
Proseguire come gà descritto nella "Scelta del p arametro e modifi ca dei valori"
"P"
. Tramite i tasti
311
. Appare il primo parametro nella "Soglia per il tecnico" "
"E"
ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono
memorizzati solo quando, dopo l’abbandono della soglia di
programmazi one, viene eseguito un ciclo di cucit u ra completo,
ciò significa che il pedale è stato premuto in avanti e poi
completamente verso l’indietro. Se subito dopo l’abbandono
della soglia di programmazione il motore della macchina per
cucire viene disinserito dall a rete di alimenta zione le modifiche
effettuate s ono irrimediabilm ente perse.
"P"
.
".
Cod
e
"+"
viene modificato il
"-"
30
200
"
Page 31

6.12 Rimessa a zero principale "Masterreset"
Tramite una rimessa a zero principale "Masterreset" tutti i valori di parametro vengono
riassettati nelle condizioni che avevano al momento della fornitura (valori di "Preset").
Attenzione importante
Se si deve eseguire una rimessa a zero principale "Masterreset", tutti i carichi esterni,
come per es. il dispositivo di sollevamento del piedino devono essere disinseriti. Perciò
è consigliabile di estrarre la spina a 37 poli "A" del collegamento della testa della
macchina per cuc i re dal pannello di com ando del motore.
–
Disinserire l’interruttore principale.
–
Estrarre la spina a 37 poli "A" dal pannello di comando del motore.
–
Premere il tasto
–
Rilasciare il tasto
–
Impostare il numero di codice "
–
Premere il tasto
–
Premere il tasto
–
Impostare il valore su
–
Premere due volte il tasto "P".
–
Disinserire l’interruttore principale.
–
Inserire la spina a 37 poli "A".
–
Dopo un breve momento d’attesa inserire l’interruttore principale. Tutti i parametri,
ad esclusione di 111, 161, 170, 171 e da 190 fino a 193, hanno nuovamente i valori
di "Preset" che erano stati regolati in fabbrica.
ed inserire l’interruttore principale.
"P"
.
"P"
". Consultare il capitolo 6.10.2 oppure 6.10.5
1907
. Appare il parametro
"E"
. Appare il valore del parametro
"E"
.
170
ATTENZIONE IMPORTANTE!
Nel caso di una rimessa a zero principale "Masterreset" alcuni
parametri come per es.
(velocità ma ssima) non vengono riassettati. Tutti i
F-111
parametri c he devono essere regolati specific am ente per la
macchina devono essere nuovamente regolati secondo
quanto riportato nella lista dei parametri.
Consultare il capitolo 6.11
F-100
.
.
F-100
31
I
Page 32
1
3
6
4
8
2
10
4
32
5
2
4
Page 33

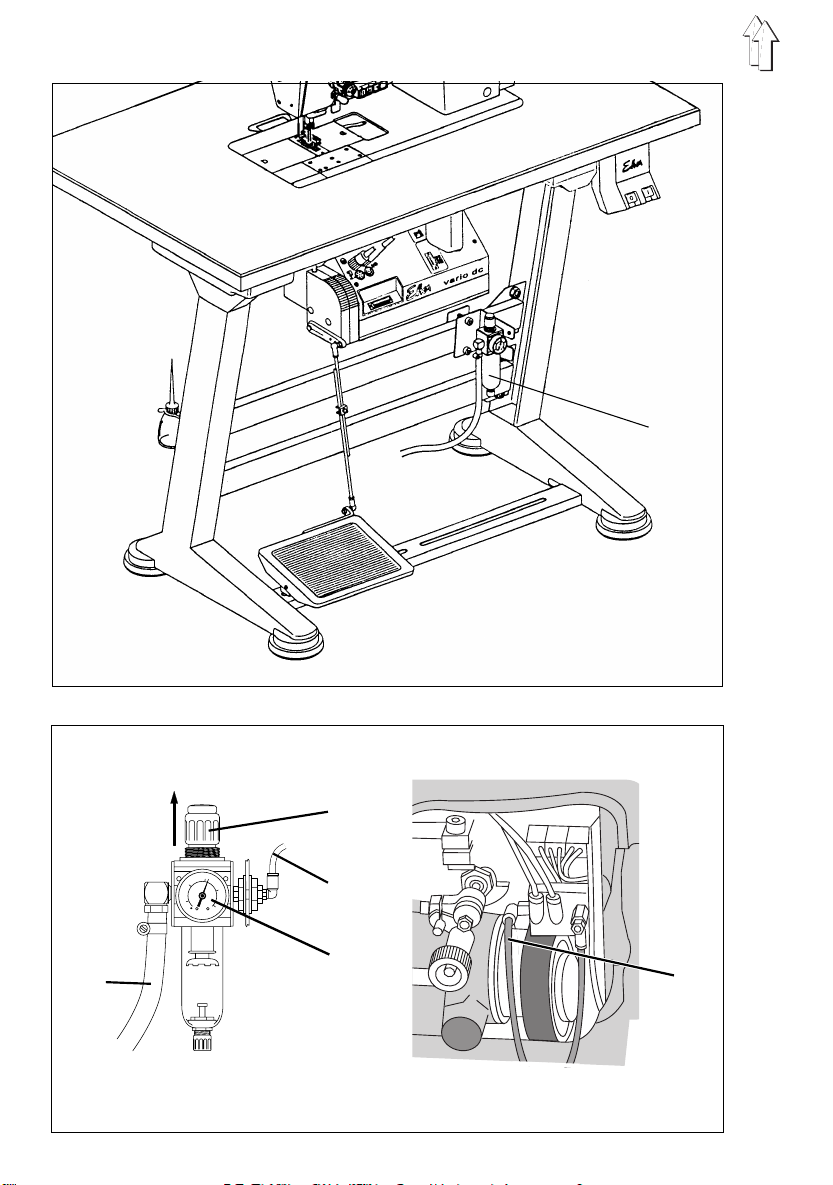
7. Collegamento pneumatico
ATTENZIONE IMPORTANTE !
Un funzionamento perfetto dei dispositivi pneumatici è
assicurato solo se la pressione della rete di alimentazione
dell’aria compressa è costantemente compresa tra 8 e 10 bar.
La pressione d’esercizio dei dispositivi pneumatici montati
sulla macchina per cucire deve corrispondere a
Pacchetto di collegamento pneumatico
Per sostegni e quipaggiati con i l gruppo riduttore per l’aria compressa, sotto in numero
di particolare 0797 003031 può essere ordinato un pacchetto di collegamento
pneumatico.
Codesto pacc hetto di collegam ento pneumatico è composto dai seguenti particolari:
- Tubo di collegamento, lunghezza 5 m, Ø = 9 mm
- Fascette e bo ccole per il tubo
- Spina e presa d’accoppiamento pneumatico
Collegamento del gruppo riduttore per l’aria compressa
–
Fissare sulla traversa del sostegno il gruppo riduttore per l’aria compressa 1 con la
squadretta di supporto, viti e giunzione.
–
Tramite il tubo di collegamento 2 ( Ø = 9 mm) e l’accoppiamento per il tubo R1/4"
collegare il gruppo riduttore per l’aria compressa alla rete di alimentazione dell’aria
compressa
6 bar
.
Collegare il gruppo riduttore per l’aria compressa con la testa de lla mac china per
cucire
–
Collegare il tubo 4 (nella scatola per gli accessori) con la piastra di distribuzione
montata sulla testa della macchina per cucire.
d’esercizio
d’esercizio può essere letta sul manometro 5
–
Per la regolazione della pressione d’esercizio, sollevare la ma nopola girevole 3 e
rotarla.
Per aumentare la pressione d’esercizio = Rotare la manopola girevole 3 in senso
orario
Per diminuire la pressione d’esercizio = Rotare la manopola girevole 3 in senso
antiorario
La pressione d ’ esercizio deve corris pondere a
Regolazione della pressione
. La pressione
6 bar
I
33
Page 34

1
3
2
34
4
Page 35

8. Lubrificazione
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio
lubrificante.
Dopo un contatto lavarsi accuratamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltimento di oli minerali è sottoposta
a direttive legislative.
Smaltite l’olio usato sempre presso i posti d’accettazione
autorizzati.
Proteggete l’ ambiente.
Fate attenzione a non spargere l’olio nell’ambiente.
Per il rifornimento dei recipienti di riserva dell’olio utilizzare sempre ed esclusivamente
dell’olio lubrificante del tipo
qualità con le seguenti caratteristiche tecniche:
–
Viscosità a 40° C : 10 mm2/s
–
Punto d’infiammazione: 150 °C
ESSO SP-NK 10
oppure un altro olio lubrificante di alta
L’olio lubrificante
autorizzati della
Canistro da 2 li t ri: 9047 000013
Canistro da 5 li t ri: 9047 000014
Lubrificazione della testa della macchina per cucire
–
Rifornire il recipiente di riserva dell’olio 1 fino alla linea di riferimento "
Lubrificazione del crochet
–
Lubrificare con alcune gocce d’olio i punti di lubrificazione 2 e 3.
–
Controllar e se il feltro 4 sotto i gruppi di trasmissione per il movimento del croc het
è rifornito a sufficienza con olio lubrificante.
Se fosse necessario, al momento del montaggio della macchina, inumidire con oli o
lubrificante i lembi aperti del feltro 4 nell’angolo destro e sinistro.
Gli ingranaggi del gruppo di trasmissione per il movimento del crochet sono
provvisti di feltri di lubrificazione che vengono riforniti con olio tramite il feltro 4. A
questo scopo il feltro 4 deve avere contatto con i feltri di lubrificazione del gruppo
di trasmissione per il movimento del crochet.
Lubrificazione degli stoppini e dei feltri di lubrificazione
–
Al momento de l m ontaggio della macc hi na e dopo un lungo periodo di fermo de l l a
macchina gli s t oppini ed i feltri di lubrificazione devono essere previamente
inumiditi con alcune gocce d’olio lubrificante prima d’effettuare il collaudo oppure la
rimessa in lav orazione della macchina.
ESSO SP-NK 10
DÜRKOPP ADLER AG
può essere acquistato presso i punti di vendita
sotto il seguente numero di particolare:
max.
".
I
35
Page 36

9. Collaudo di cucitura
Una volta terminati i lavori di montaggio si può procedere ad u n collaudo di cucit ura!
–
Inserire la spina nella rete di alimentazione.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Eseguire l’infilatura del filo superiore e del filo inferiore solo se
l’interruttore principale è disinserito.
–
Infilare il filo per il filarello (consultare le istruzioni per l’uso).
–
Inserire l’interruttore principale.
–
Avvolgere la spolina a bassa velocità.
–
Eseguire l’infilatura del filo superiore e del filo inferiore
(consultare le istruzioni per l’uso).
–
Scegliere il m ateriale che d ev’essere cucito.
–
Eseguire il coll audo di cucitura a bassa velocità e poi aumentare g radatamente e
continuamente la velocità.
–
Controllare se le cuciture corrispondono alla qualità richiesta.
Se non viene raggiunta la quali tà di cucitura desiderata, variare il valore di
regolazione della tensione dei fili fino a raggiungere l’effetto di chiusura del punto
desiderato
(consultare le istruzioni per l’uso).
Se fosse necessario controlla re anche le regolazioni riportate nel manuale
d’istruzione per il servizio e se fosse necessario correggerle.
36
 Loading...
Loading...