

Page 1
Page 2

0407
2
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 3

TABLE OF CONTENTS
INTRODUCTION ...................................................................4
DELIVERY INSPECTION ......................................................4
P ACKAGING ........................................................................4
LOCA TION............................................................................4
Figure 1: Case label information...................................... 5
INST ALLATION .....................................................................6
Leveling ........................................................................... 6
Figure 2: Leveling cases prior to joining .......................... 6
Figure 3: T ypical hat channel locations............................ 7
Figure 4: Shims under bases and case ........................... 7
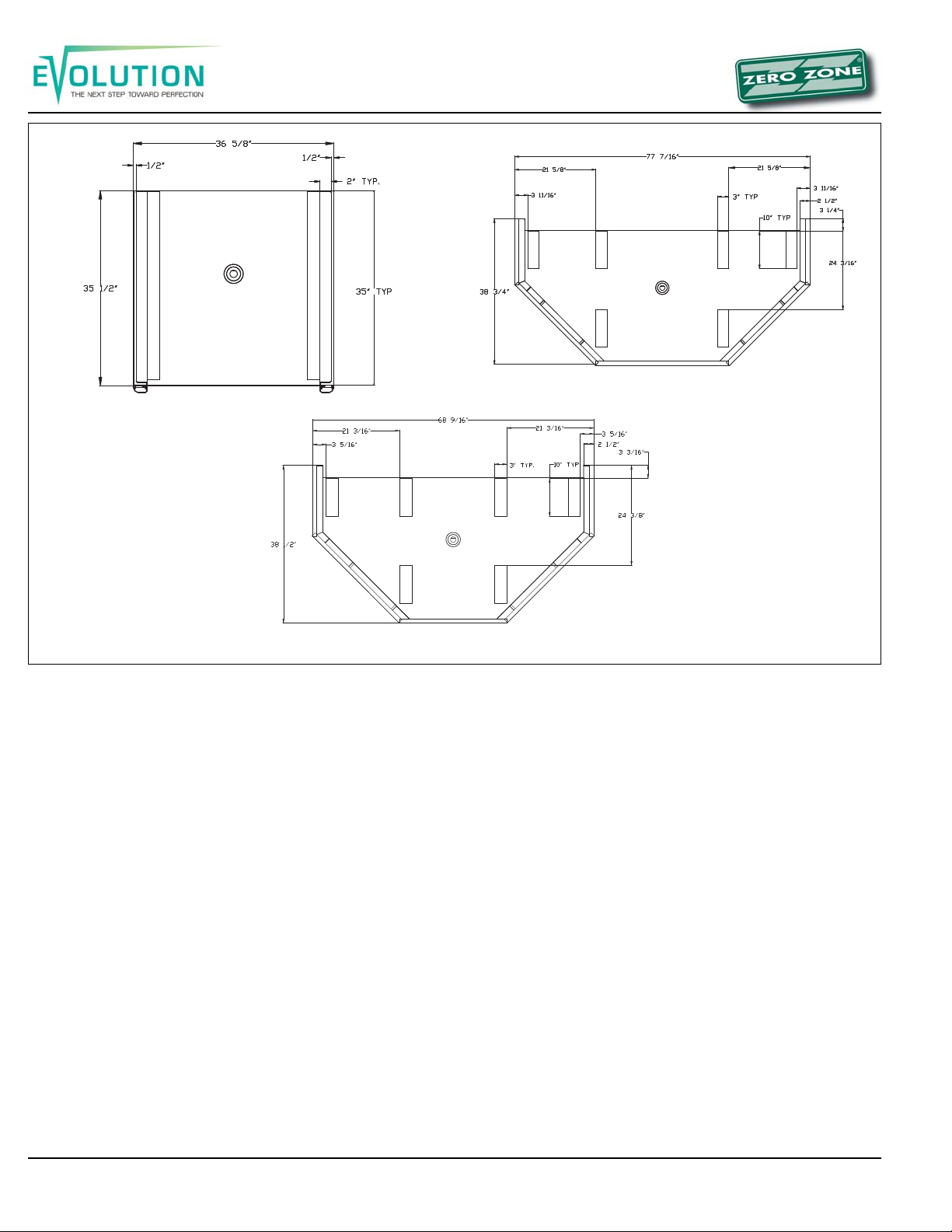
Figure 5A: All base locations ........................................... 8
Figure 5B: All base locations ........................................... 9
Figure 5C: All base locations......................................... 10
CASE MOVEMENT ............................................................ 11
Figure 6: Removing wood planks ................................... 12
Figure 7: Wood block inside base................................. 12
Figure 8: Expandable base............................................ 12
LINE UP ASSEMBL Y ..........................................................13
Figure 9: Caulking cases to be joined ........................... 13
Figure 10: T -strips......................................................... 13
Figure 1 1: Required sealing for
NSF approved installations .......................................... 14
DRAIN LINE ........................................................................ 14
Figure 12: Trap support................................................. 14
BUMPER AND KICK PLA TE ........................................... 15
Installing End Kick Plate ................................................ 15
Installing Bumper........................................................... 15
Figure 13: Other style bumpers ..................................... 15
Figure 14: Installing bumper and kick plate.................... 16
UNDER CASE RETURN AIR FLOW
ASSEMBL Y INSTRUCTIONS .............................................. 16
Figure 15: Bumper air flow ............................................ 16
REFRIGERA TION ...............................................................17
General ......................................................................... 17
Refrigerant Piping ......................................................... 17
Figure 16: Penetration sealing....................................... 17
Figure 17A: Refrigeration line sizing - Frozen Foods .... 18
Figure 17B: Refrigeration line sizing - Ice Cream ......... 19
Figure 18: 45° elbow suction line................................... 20
T emperature Control Adjustment .................................... 20
Leak Check-Evacuation-Charging................................. 20
Figure 19: T emperature settings .................................... 20
Figure 20: T emperature control...................................... 20
ELECTRICAL .....................................................................21
OPTIONAL ELECTRICAL WIRING ......................................21
Single Point Connection ................................................ 21
Master Satellite Connection ........................................... 21
Figure 21: Electric defrost 30” wiring ............................ 22
Figure 22: Electric defrost 24” wiring ............................ 23
Figure 23: Hot gas wiring .............................................. 24
Figure 24: Single point wiring........................................ 25
Figure 25: Master satellite wiring ................................... 26
DEFROSTING ....................................................................27
General ......................................................................... 27
Defrost Settings and Controls........................................ 27
Electric Defrost Operation ............................................. 28
Gas Defrost Operation................................................... 28
Limit Thermostat ............................................................ 28
Figure 26: 30” Electric .................................................. 29
Figure 27: 24” Electric .................................................. 29
Figure 28: Coil 30” Hot gas ........................................... 30
Figure 29: Coil 24” Hot gas ........................................... 30
USER INFORMA TION ..................................................... 31
Cleaning........................................................................ 31
Shelf Location ............................................................... 31
Shelves.......................................................................... 31
Loading the Case .......................................................... 31
Light Switch................................................................... 31
Case thermometer......................................................... 31
SERVICE............................................................................ 31
Evaporator..................................................................... 31
Expansion V alve ............................................................ 31
Defrost Heater Element ................................................. 32
Heater Element Removal................................................ 32
Evaporator Fans............................................................ 32
Fan Removal ................................................................. 32
Ballasts — 1-Door, WA and WB.................................... 32
Fluorescent Lighting ...................................................... 32
Optional lighting ............................................................. 32
0407
3
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 4

INTRODUCTION
The information contained in this manual pertains to the Evolution
display freezers which include:
RVZC30 RVZC24 RVZP30
RVZC30BB RVZCWA RVZP30BB
RVZC30T RVZCWB RVZP30T
RVZC30TBB RVZP30TBB
(The 30" 1-door case is based on the 24" door platform; for the 1door case, please use the coil assembly drawings, defrost and
electrical specifications listed for 24" door cases.) Specification
sheets for each of these cases is supplied separately and are available at www.zero-zone.com. All of these cases are used for merchandising ice, frozen food, or ice cream.
Zero Zone has made every effort to produce refrigeration equipment of the highest quality using state-of-the-art components. The
cases are built with the thickest insulation in the industry and a high
efficiency evaporator coil. Potential case features include:
• Brushless D.C. electronic motors or
PSC or shaded pole fan motors
• T-8 fluorescent lamps
• LED lighting or fiber optic lighting
• Standard-energy , low-energy or no-energy doors
These display cases were designed and tested using the following
industry standards:
• ASHRAE St andard 72-2005 – Method of Testing Commercial
Refrigerators and Freezers (ANSI Approved)
• ARI 1200- Performance Rating of Commercial Refrigerated Display Merchandisers and Storage Cabinets (ANSI Approved)
• UL 471- Commercial Refrigerators and Freezers (ANSI Approved) (equipment certified by ETL)
mediately upon delivery . DAMAGE MUST BE NOTED A T TIME
OF DELIVERY AND ALL CLAIMS FOR DAMAGES MUST BE
FILED WITH THE TRANSPORT A TION COMP ANY - NOT WITH
ZERO ZONE. The carrier will supply necessary report and claim
forms.
P ACKAGING
Each case in a line up is labeled to identify the line up and joint.
The label uses a number and letter designation. The number indicates the lineup. The letter indicates the case joint. Case joints
begin with the letter A at the left most joint in the lineup, when looking at the front of the line up. The joint for two cases has the same
number-letter designation (Figure 1). Back to Back cases have a
unique designation. The left most joint in the lineup when looking
at the front of the case is labeled 1-A. The joint on the back of the
case is 1-A1 (Figure 1).
Insulated dividers are factory installed to separate low and medium
temperature cases. They are also used to join different case models. Factory installed “Plexi” glass dividers separate refrigeration
circuits.
The first case in the line up (with it’s right side labeled A) has a
packet attached to the door handle that contains the manual, special instructions for installing ordered options, and touch up paint if
the cases are custom painted Every other case in the line up has a
packet attached to the door that contains the specific information
for that case. The packing slip is taped to each case’s right hand
door.
Bumpers and kick plates are shipped on top of the case. Shelves
for the case are tie wrapped and blocked into the individual cases.
Other accessories like, drain traps, drain pans, condensate evaporating pans, and hat channels are shipped in the case that require
the parts.
Materials for joining cases include caulk, joining bolts, splices and
T or J strips. These parts are supplied in cases that have a leftside insulated divider or no left end. The parts are bagged and
taped to the coil covers. The T and J strips are tied to the shelves.
• NSF 7- Commercial Refrigerators and Freezers (ANSI Approved)
(equipment certified by NSF)
ASHRAE 72-2005 specifies the test conditions for the equipment.
It includes the ambient conditions of 75° F dry bulb and 55% RH. It
also specifies the door opening requirements for the performance
test. Doors are opened six times in one hour for 6 seconds. The
door opening test period is for 8 hours during one 24-hour performance test. As an example a 5-door case will have 240 door openings during one 24-hour test.
Consult the factory if your store exceeds these test conditions.
DELIVERY INSPECTION
These display cases were carefully factory-tested, inspected and
properly packed to ensure delivery in the best possible condition.
The equipment should be uncrated and checked for damage im-
0407
LOCA TION
These cases must not be installed in the direct rays of the sun or
near a source of radiant heat.
Be certain that the floor under the installation is of sufficient strength
to prevent sagging. Out of level conditions will result in reduced
performance.
Wall cases (cases set with a back to a wall) and cases set back to
back, should be positioned to allow a minimum 2 - 4 inch space
behind the back of the unit(s). This will allow necessary air to circulate behind the display case(s). Higher humidity stores with minimal air circulation require a 4” gap.
4
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 5
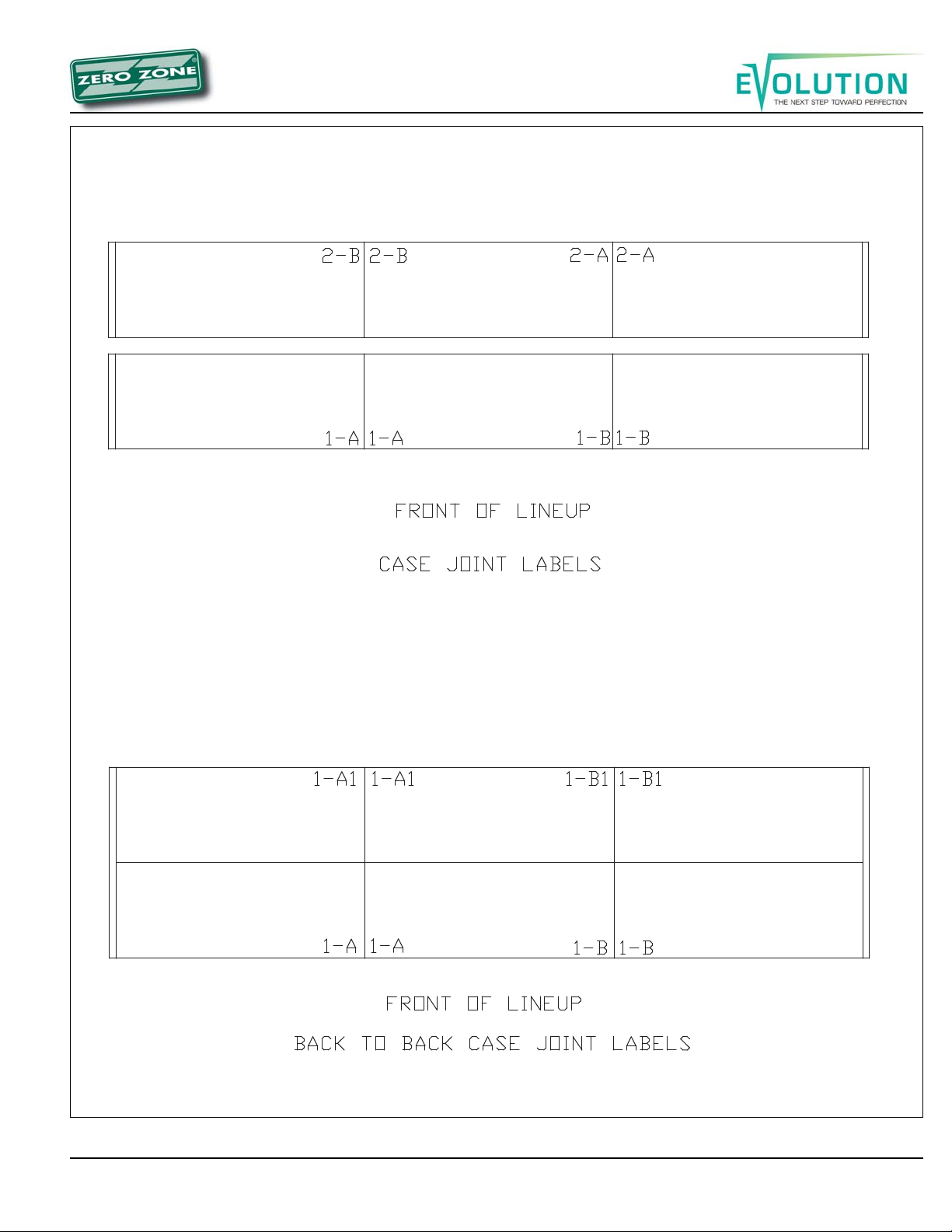
Figure 1. Case label information
0407
5
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 6
INST ALLATION
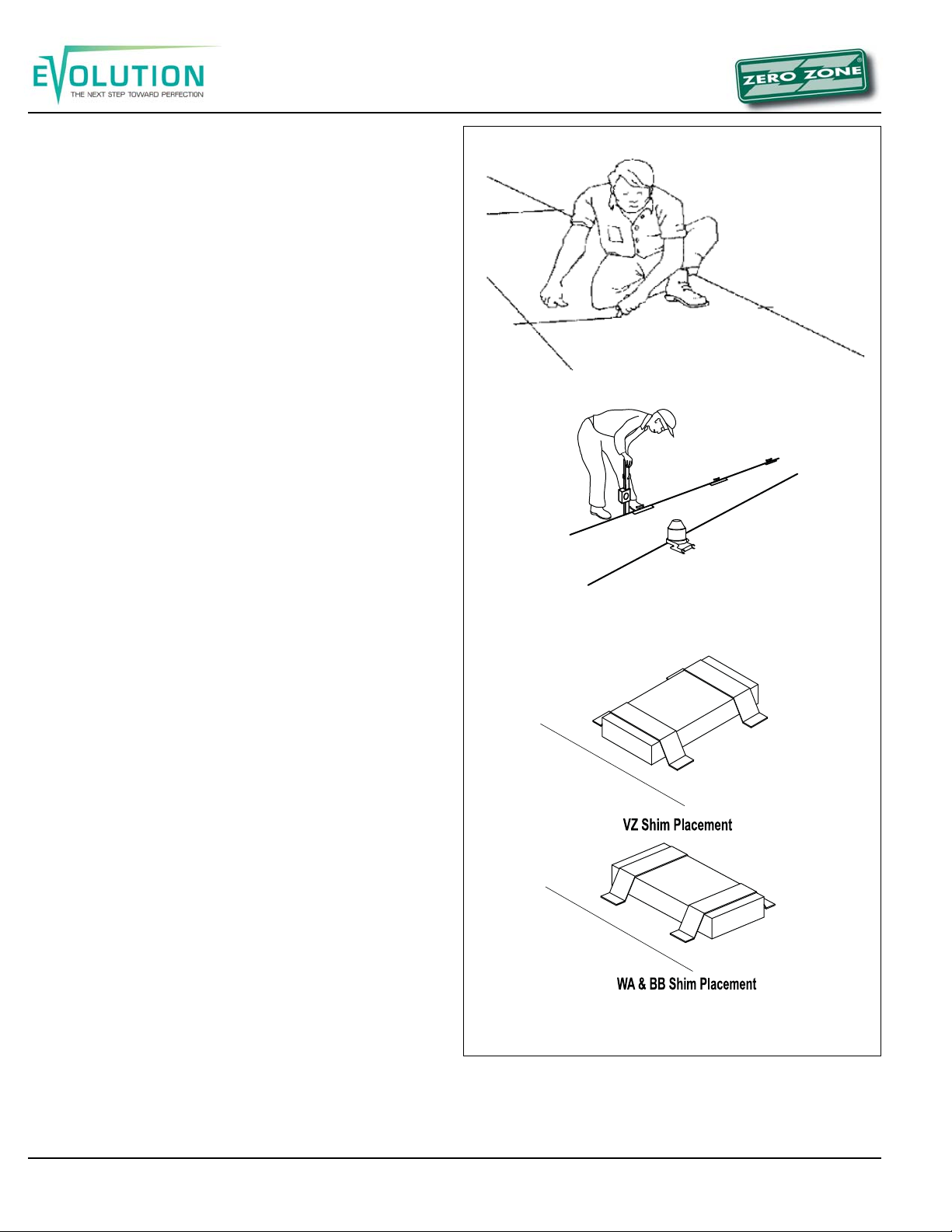
Leveling (Figure 2)
Cases must be installed perfectly level to allow efficient operation of the refrigeration coils and complete drainage of defrost
water. Since a level area is seldom available, the following steps
are recommended to insure a level installation.
1. Measure off and mark on floor the exact dimensions of
the case lineup. (Check blueprints).
2. Snap a chalk line at the locations for the front and back
positions of the base rails.
3. Mark locations of all joints (front and back).
4. Using a laser or transit, find the highest point along
both base rail position lines. Using the high point as a
reference, mark the difference directly on the floor to
each joint (front and back).
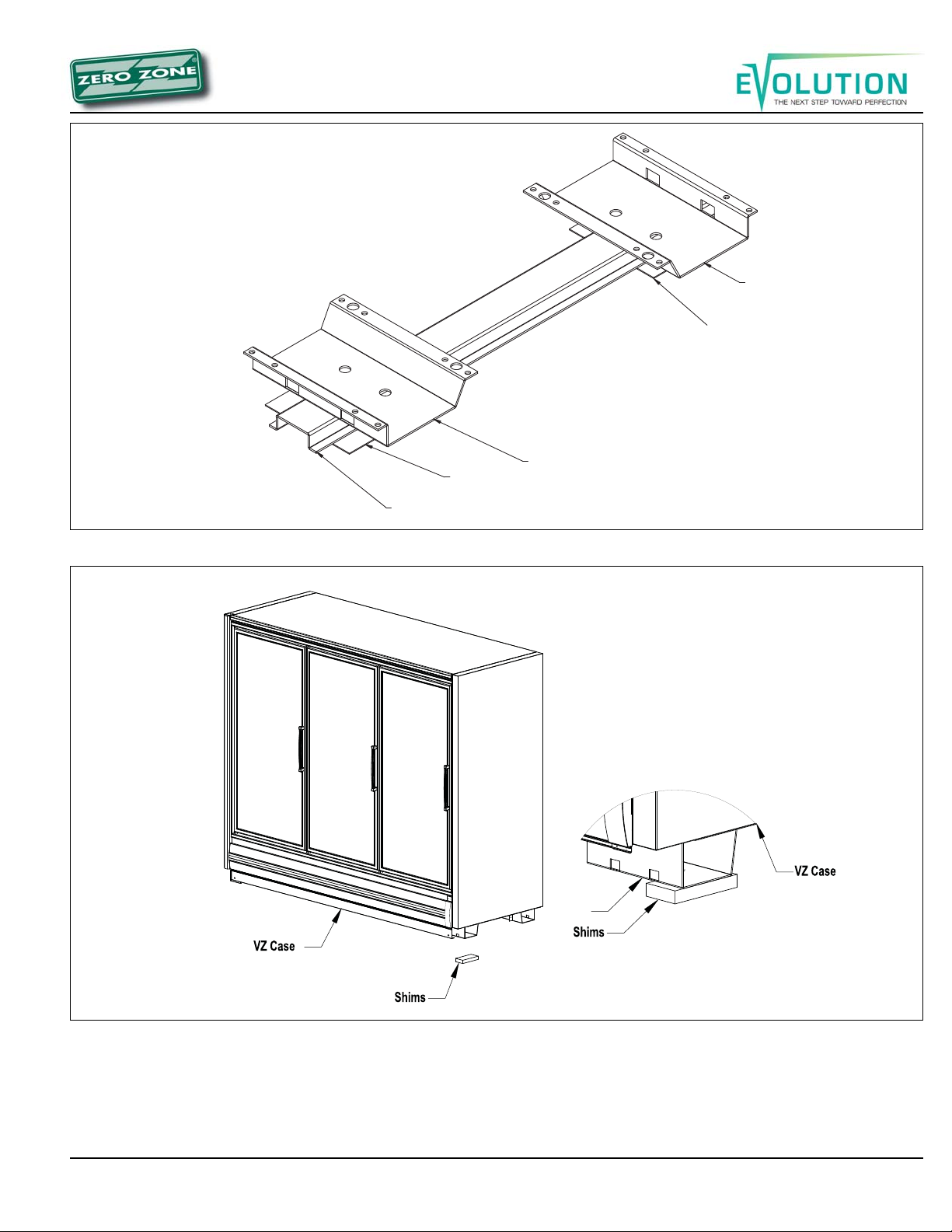
5. If you plan on using optional hat channels to raise the
case height, place them under each pair of bases. The
3 and 4 door hat channels will be angled slightly
to support the front and rear bases. (Figures 3 & 5).
A. Measure and mark exact case outline
6. Place the required number of shims under each base
or optional hat channel at each joint (front and back) to
equal the highest point.
The RVZC/P30 and 24, 2 through 5 door cases, have
segmented bases mounted at the ends and under the
center section of the case. The RVZC 1 door and BB
have full bases that run front to back and are located at
the ends and under the center sections of the case. The
RVZC WA & WB have segmented bases that run front to
back.
Tape all shims in place (Figure 2). Figure 4 shows the
correct orientation of shims under the base or channel.
7. Place additional support shims under all other bases
or hat channels (Figures 5A, 5B & 5C).
8. If you’ve purchased seismic restraints, specific instructions for attaching those restraints are included in your
document package. These instructions should be read
and followed before the line up is assembled.
9. For alternate installation methods visit
www.zero-zone.com.
B. Mark floor level differences
C
a
se F
r
o
n
t
C
as
e
F
ro
nt
C. Shim joints to equal highest points
0407
Figure 2: Leveling cases prior to joining
6
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 7
Base
Shim
Hat section
Figure 3: T ypical hat channel locations
Base
Shim
0407
Base
Figure 4: Shims under bases and case
7
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Both corners of the base must be
supported by shims to prevent
base buckling
Page 8
1 Door Case
Wrap Around Case (W A)
Back-to-Back Wrap Around Case (WB)
Figure 5A: All base locations
0407
8
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 9
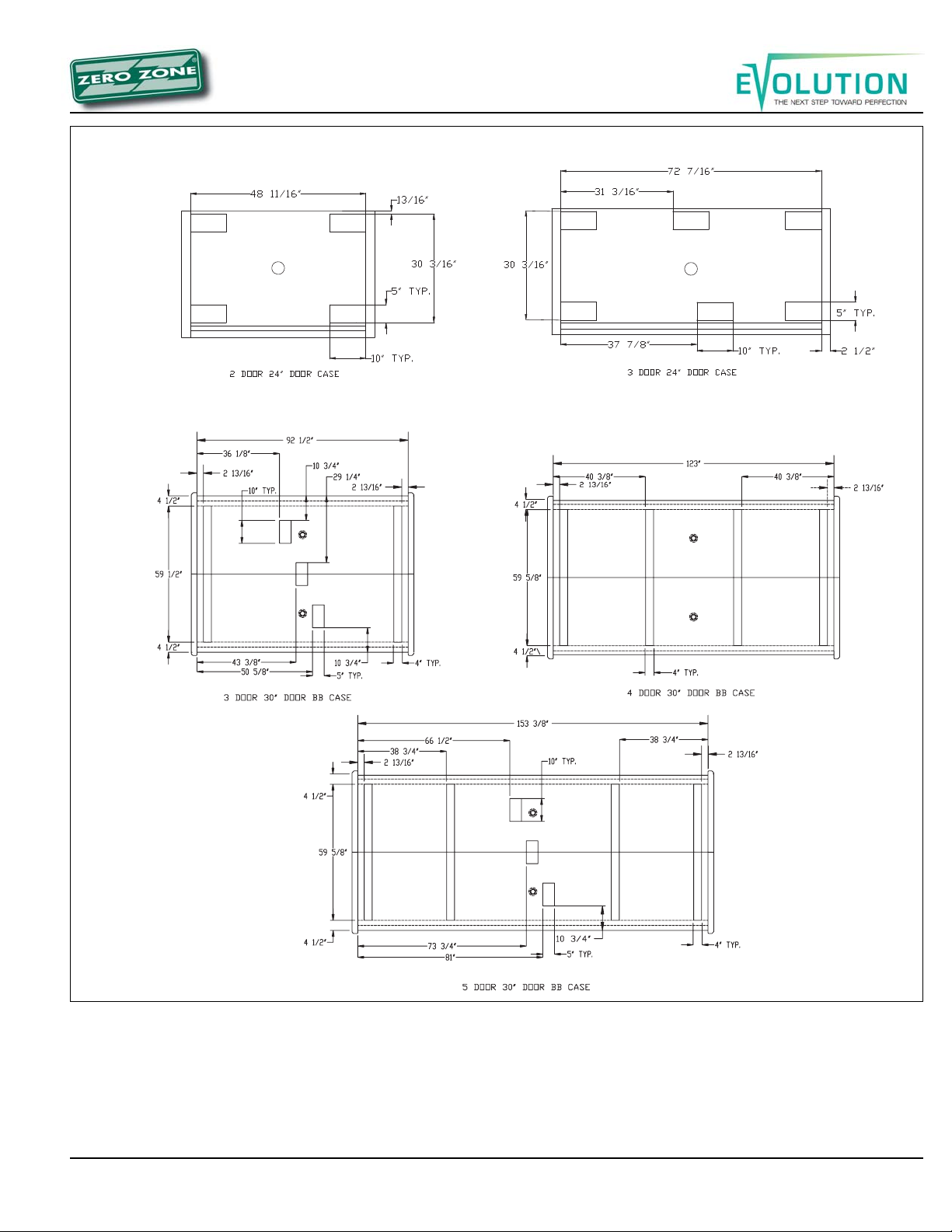
Figure 5B: All base locations
0407
9
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 10
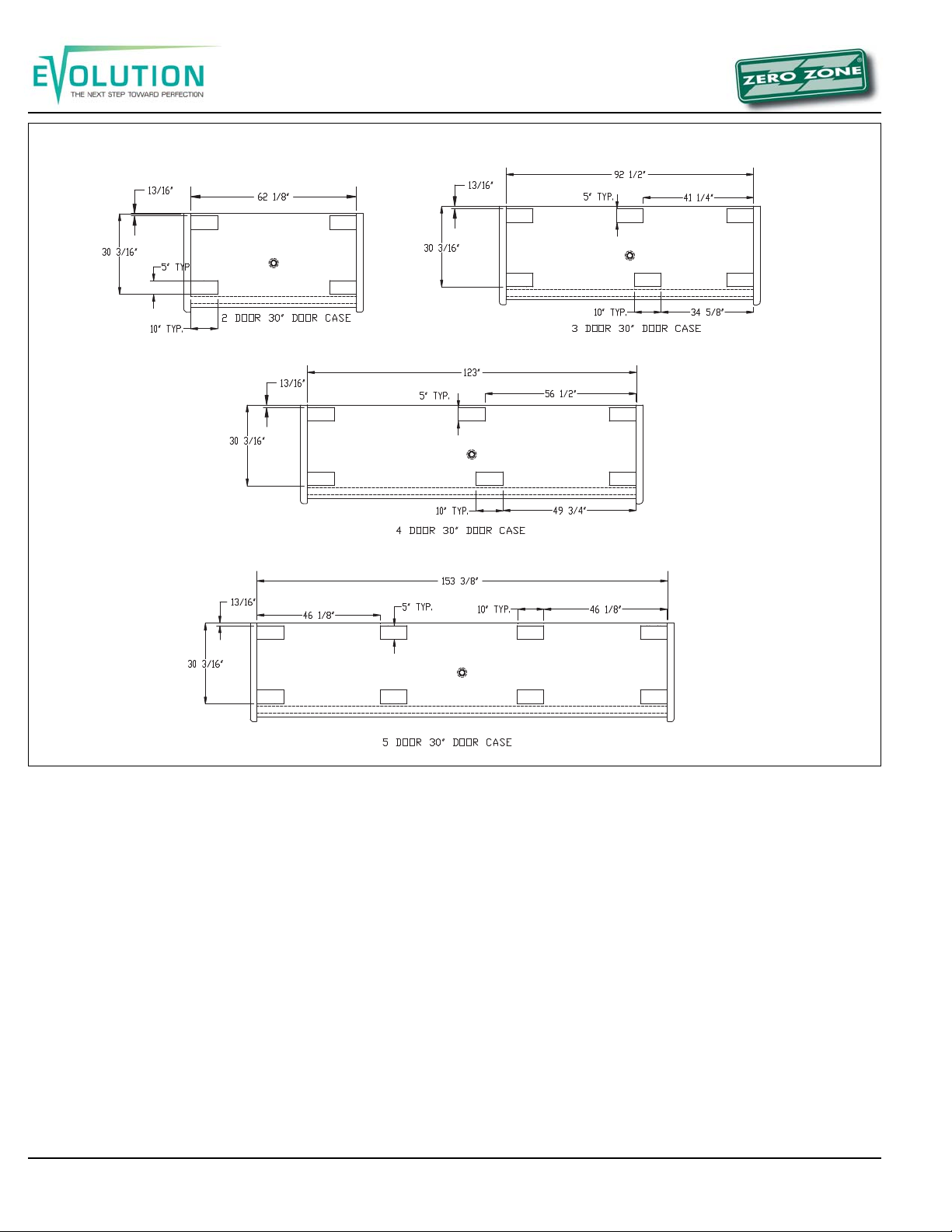
Figure 5C: All base locations
0407
10
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 11

CASE MOVEMENT
The BB cases are shipped with wood planks that allow the use
of pipe rollers. These wood planks should be removed after the
case is moved to its final location (Figure 6).
The RVC/P and BB cases have steel protective support plates
under the ends (not under insulated dividers). These are designed to protect the end from Johnson bar damage.
Only experienced certified fork truck drivers should use fork
trucks to move the cases. The case should only be lifted off
the floor as high as necessary for transport. The fork truck
should be driven slowly avoiding any abrupt motions or bumps.
The following fork lift dimensions must be maintained to avoid
damaging the case when it is lifted.
2-DOOR CASES:
Use the following methods to move the cases.
Forks must extend from 26” to no more than 30” under the
case.
Model Fork lift Johnson Furniture Pipe Safe (case)
RVC/P 30 & 24
RVC WA & WB *
RVC/P BB
* Fork lift from rear
Care should be taken when moving the cases. The doors should
be secured so they cannot open while the case is moved.
from ends bar dolly rollers jacks
3-DOOR CASES:
Use 48” long Forks!
Forks must extend from 39” to no more than 43” under the
case.
4 & 5 DOOR CASES:
Use 48” long forks!
Forks must extend from 44” to 47” under the case.
Fork blades wider than 4 inches will not fit in the bases.
Sp acer blocks are factory installed in the end bases of 4 and 5
door cases that use 4 1/2” bases (Figure 7). These blocks limit
the cases forward tilt while it is being lifted and must be used
when lifting 4 or 5 door cases with 4 1/2” bases.
For low shipping height applications, Zero Zone has optional
expandable bases. As shipped, the base is 1¾” tall. It is
attached with spacers that allow the base to slide away from
the bottom of the case creating a gap that allows the use of a
1½” thick fork truck blade (Figure 8).
0407
11
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 12

Figure 6: Removing wood planks
Figure 7: Wood block inside base
0407
Spacers
Figure 8: Expandable base
12
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 13

LINE UP ASSEMBL Y
1. Set the first Reach-In into the desired position and level
it. Run a 1/4” to 3/8” diameter bead of Butyl caulk 1/2”
in from both the inner and outer surfaces of the case
end. (Figure 9).
2. Push the second Reach-In against the end of the first.
Level the second Reach-In. Remove the left and right
end coil covers and the rectangular pocket hole covers,
accessing the holes in the end frames of each case as
shown. The bolt kit supplied with the cases includes
diagrams of these locations. Install tee strips between
the door frames at case joints (See Figure 10). Use the
special screws and nuts provided.
3. Start the joining bolts, but do not tighten them. Begin
tightening the bolts at the top rear, working down the
back of the case and up the front making sure that the
front seams are flush.
4. For NSF case installation, the interior case seams need
to be sealed using NSF approved caulk (not supplied)
(Figure 11).
5. The end panel protector support plates should be
Figure 10: T-Strips
removed after the cases are set in their final position.
DO NOT APPLY EXCESS AMOUNTS OF BUTYL SEALANT THAT WOULD CAUSE IT TO SQUEEZE ONTO END
FRAME METAL AREAS. Caulk-sealant used to join cases and complete the sealing requirements for NSF compliance
should not come in contact with butyl sealant. Apply to clean, dry surfaces free of contaminants that adversely affect
adhesion and could change color of sealant joint areas over time.
B
A
1/4" - 3/8" TYPICAL
BUTYL SEALANT
BEADS
These procedures are critical! Failure to follow these guidelines will result in a poorly functioning case. This is espe-
Procedure for Joining Cases
cially true of freezers.
DETAIL A
SCALE 1 : 5
1. Apply two 1/4” to 3/8” wide beads of Butyl sealant, 1/2”
in from the inside and outside edges of foamed insulated ceiling, rear wall, base and door frame to be
joined. Apply to only one case joint to avoid excessive
amounts of Butyl sealant that would squeeze out of the
joint. Sealant is not applied to the structural steel end
frames. Af ter cases are joined, caulk the top and back
exterior seams (if possible) at this time.
2. When joining ends of cases, caulk sealant should be
DETAIL B
SCALE 1 : 5
1/4" - 3/8" TYPICAL
BUTYL SEALANT
BEADS
applied in the same like manner for joints.
If 4 shipping blocks are installed to inside of base ends,
remove them to comply with NSF.
Figure 9: Caulking cases to be joined
0407
13
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 14

DRAIN LINE
Figure 11: Required sealing for NSF approved inst allations
The drain is located at the center of the case in the floor pan.
The drain can be reached by removing the center coil covers
and then removing a fan motor. The 1” PVC drain outlet is
located at the center front of the case behind the kick plate.
Install the tee to the outlet pipe and a drain trap to the tee. Plug
the open end of the tee using the clean-out plug supplied with
the drain trap kit. The drain line must be pitched away from the
case. The tee, drain trap and plug are supplied with the case.
The factory installs a drain support at the front of the case on
all 30" door cases. We supply a trap support that is field
mounted to the case (Figure 12). The drain trap must be
level. The drain trap should be primed with water after installation.
0407
Figure 12: Trap Support
14
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 15

BUMPER AND KICK PLA TE
Installing Bumper (Figure 14)
A custom Zero Zone bumper is standard on all case models
and should be installed at the bottom front of the case. Various bumper styles are available (Figure 13). The assembly is
adjustable to compensate for uneven floors. The bumper end
filler is factory installed on bumpers for cases with end panels
that do not include Euro trim.
Installing End Kick Plate (Figure 14)
The end kick plate attaches to the small black bracket attached to each side of the case with an end. The kick plate
can be adjusted vertically to match the height of the floor below it.
1. Attach a Tinnerman clip to the side bumper support.
2. Place the side kick plate against the Tinnerman clip on
the side bracket.
3. Install the black 3/4” screw through the side kick plate
and into the Tinnerman clip. A scratch-awl or similar tool
can be used to line up the holes.
4. The front of the side kick plate is located behind the
front kick plate and attached with screws to the front
kick plate.
The front kick plate and bumper attaches using 1½” screws
attached to brackets located on the front of the case. The kick
plate can be adjusted up and down to fit the height of the floor
below it.
1. Starting from the left end of the lineup, attach a T innerman clip to each bumper support. Locate them over the
hole for a plastic bumper, and over the slot for an
aluminum bumper.
2. Attach the kick plate splice to the right side of the kick
plate using the ¾” screw in the lower hole.
3. Lean the kick plate against the bumper support.
4. Hang the bumper on the case. The kick plate should be
located behind the bumper.
5. Install the black 1½" screw through the bumper, kick
plate, kick plate splice and into the Tinnerman clip. A
scratch-awl or similar tool can be used to line up the
holes.
6. Follow these steps to install the next bumper in the
lineup. A bumper splice (provided) should be installed
between the two cases. Center the splice and adjust
the height so the decorative tape (if applicable) lines up.
Using self-tapping screws (provided), attach the upper
portion of the splice using the predrilled holes in the
splice. Then with two more screws, attach the lower
half.
0407
Figure 13: Other style bumpers
15
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 16

BUMPER END
VZ CASE
END KICKPLATE
KICKPLATE
BUMPER
BUMPER SPLICE
Figure 14: Installing bumper and kick plate
UNDER CASE RETURN AIR FLOW ASSEMBL Y
INSTRUCTIONS
T o assemble the bumper for under case return airflow , a spacer
(provided) must be inserted between the bumper and kick plate
(Figure 15). The spacer is held in place with the standard black
assembly screw used to attach the bumper . One 3/8” spacer is
required at each screw location (2 spacers on a 2-door, 3
spacers on a 3-door).
1. To ease inst allation, hook the bumper to the case and
position the kick plate. Then pull the bottom edge of the
bumper forward, hold the spacer in place, and then
insert the assembly screw through the bumper, sp acer ,
kick plate, bumper bracket and into the Tinnerman clip.
2. With the spacers in place, air will be allowed to flow
between the bumper and kick plate and then underneath
the case. The target airflow rate under the case should
be 50 cfm/door.
END KICKPLATE
BUMPER END
0407
16
Figure 15: Bumper air flow
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 17

REFRIGERA TION
General
Unless otherwise specified, the liquid and suction connections
are made inside the case under the evaporator fan/coil cover.
Refrigerant piping may enter the case through the front left
bottom, the left rear bottom of case or the left rear top of case.
The copper pipe should not touch or rub on the edges of the
sheet metal. After connections have been made, the refrigeration access hole in the case must be sealed completely with
aerosol-dispensed Urethane insulation or equivalent (i.e.: Great
Stuf f). Penetrations made in sheet metal baffles should also be
sealed (Figure 16).
Refrigerant Piping
Correct refrigeration line sizing and installation is essential for
proper system operation (Figure 17A & 17B). A P-trap must be
installed at the bottom of all vertical suction risers (Figure 18).
V arious risers are available as a factory installed option.
When two or more case sections are connected to one compressor, the main liquid and suction line for the group should
be run through the cases and be brought out through the refrigeration outlet of one case only. The factory recommends one
riser per circuit/system for hot gas defrost when using top back
refrigeration exit. Circuit risers are available as a factory installed option. On 30" wide door cases with suction lines over
1-3/8” diameter, a P-trap made with 45° elbows is required
(Figure 18). A piping chase in front of the fan shroud allows
the refrigerant lines to be run through the right or left end frame.
Piping should not be placed near the electric defrost heaters.
The defrost heaters on the 30" door cases will grow one inch to
the left of the coil when they reach operating temperature.
The compressor should be installed as close as possible to the
cases to reduce pressure drop. Install a shallow trap at the
bottom of the riser.
The suction and liquid lines may be taped together to form an
external heat exchanger. Insulate the tubing for at least 20 feet
from the case outlet.
Fill in area with foam after installation
Seal sheet metal perforation
Fill in area with foam after installation
Figure 16: Penetration sealing
The best location for the liquid line drier is inside the freezing
compartment. However , it may be installed near the compressor for easy maintenance. Install moisture indicating sight glass
at the outlet end of the drier.
A low pressure or temperature control can be used to control
case temperature. The control should be selected with adequate
contact capacity for the switching load. In rack systems, an
evaporator pressure-regulating valve may be used to control
the evaporating temperature.
The settings (See Figure 19) are approximate due to variations
in gauge accuracy, differences in compressor efficiency, line
pressure drop and super heat settings. Before making adjustments for store or stocking conditions, make sure the super
heat is set between 6°F and 10°F. Close coupled systems
typically run at the higher end of this range to avoid flood
back.
0407
17
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 18

R-404 Line Sizing Tables for Zero Zone VZ Frozen Food Freezer (-7°F Evaporator Temperature
)
†
†
Liquid Line Sizing - Electric Defrost*
Up to 50 equivalent feet Up to 100 equivalent feet Up to 150 equivalent feet Up to 200 equivalent feet
90°F Liquid, 2°F Pressure Drop
For rated Btuh: For rated Btuh: For rated Btuh: For rated Btuh:
From To Liquid Line From To Liquid Line From To Liquid Line From To Liquid Line
07,300
7,310 15,000
15,010 27,300 3/8 10,310 18,700 3/8 8,160 14,900 3/8 6,950 12,700 3/8
27,310 64,600 1/2 18,710 44,300 1/2 14,910 35,500 1/2 12,710 30,300 1/2
64,610 122,000 5/8 44,310 83,200 5/8 35,510 66,700 5/8 30,310 56,900 5/8
*
For hot gas defrost, use a liquid line one size larger than shown.
∆
For 1°F pressure drop, multiply rated Btuh by 1.45 before using the Liquid Line Sizing Table.
+
Larger liquid line size may be used (such as 3/8), if preferred.
3/4 liquid line may be used to reduce cost.
Liquid Correction Factors for Liquid Line Sizing Table - Use Maximum Liquid Temperature
For maximum liquid temperatures other than 90°F, multiply rated BTU by liquid correction factor before using the Liquid Line Sizing Table.
Maximum Liquid Temperature:
Liquid Correction Factor:
Suction Horizontal Line Sizing
Up to 50 equivalent feet Up to 100 equivalent feet Up to 150 equivalent feet Up to 200 equivalent feet
90°F Liquid, 2°F Pressure Drop
From To Horizontal From To Horizontal From To Horizontal From To Horizontal
01,730
1,740 4,100
4,110 7,700
7,710 12,800
12,810 20,300 7/8 8,790 14,000 7/8 7,040 11,200 7/8 6,010 9,530 7/8
20,310 41,000 1-1/8 14,010 28,200 1-1/8 11,210 22,700 1-1/8 9,540 19,400 1-1/8
41,010 71,400 1-3/8 28,210 49,200 1-3/8 22,710 39,500 1-3/8 19,410 33,800 1-3/8
71,410 113,000 1-5/8 49,210 77,800 1-5/8 39,510 62,500 1-5/8 33,810 53,500 1-5/8
‡
For 1°F pressure drop, multiply rated BTU by 1.44 before using the Suction Horizontal Line Sizing Table.
++
Larger suction horizontal line size may be used, if preferred.
3/4 horizontal suction line may be used to reduce cost.
Liquid Correction Factors for Suction Horizontal Line Sizing Table - Use Maximum Liquid Temperature
For maximum liquid temperatures other than 90°F, multiply rated BTU by liquid correction factor before using the Liquid Line Sizing Table.
Maximum Liquid Temperature:
Liquid Correction Factor:
Δ
90°F Liquid, 2°F Pressure DropΔ90°F Liquid, 2°F Pressure DropΔ90°F Liquid, 2°F Pressure Drop
1/4
5/16
+
+
04,970
4,980 10,300
1/4
5/16
+
+
03,960
3,970 8,150
66,710 111,000
1/4
5/16
7/8
+
+
†
03,370
3,380 6,940
56,910 94,800
40°F 50°F 60°F 70°F 80°F 90°F 100°F 120°F
0.96 0.95 0.95 0.95 0.97 1.00 1.05 1.21
‡
90°F Liquid, 2°F Pressure Drop‡90°F Liquid, 2°F Pressure Drop‡90°F Liquid, 2°F Pressure Drop
For rated Btuh:For rated Btuh:For rated Btuh:For rated Btuh:
3/8
1/2
5/8
7/8
++
++
++
†
01,180
1,190 2,810
2,820 5,280
5,290 8,780
3/8
1/2
5/8
7/8
++
++
++
†
0940
950 2,240
2,250 4,220
4,230 7,030
3/8
1/2
5/8
7/8
++
++
++
†
0800
810 1,910
1,920 3,600
3,610 6,000
62,510 130,000 2-1/8 53,510 112,000 2-1/8
40°F 50°F 60°F 70°F 80°F 90°F 100°F 120°F
0.72 0.76 0.81 0.86 0.92 1.00 1.09 1.37
1/4
5/16
7/8
110°F
1.12
3/8
1/2
5/8
7/8
110°F
1.21
Δ
+
+
†
‡
++
++
++
†
Suction Vertical Riser Sizing
Maximum Allowable Riser Size For Adequate Oil Return*
70°F Minimum
For rated Btuh:
From
1,360 2,550 1/2
2,560 4,270 5/8
4,280 6,790
6,800 13,900 7/8
13,910 24,300 1-1/8
24,310 38,400 1-3/8
38,410 80,000 1-5/8
80,010 142,000 2-1/8
*
If horizontal line size is smaller than specified vertical riser size, the smaller size may be used for both.
†
3/4 suction riser may be used to reduce pressure drop.
Liquid Correction Factors for Suction Vertical Riser Sizing Table - Use Minimum Liquid Temperature
Multiply rated BTU by liquid correction factor before using the Suction Vertical Riser Sizing Table.
Minimum Liquid Temperature:
Liquid Correction Factor:
Liquid Temperat ure, using 0.35 PSI Per 100 Feet (per 2006 ASHRAE Handbook - Refrigeration).
To Vertical
It may be necessary to make adjustments to compensate for
special situations which cause the actual Btuh to differ from
5/8
†
the rated Btuh of the cases.
All liquid line and suction line sizes are inches, refrigeration O.D.
Subject to change without notice.
40°F 50°F 60°F 70°F 80°F 90°F 100°F
0.84 0.88 0.94 1.00 1.07 1.16 1.27
CCR, 4/4/07
SP-0612-01, Rev A
Figure 17A: Refrigeration line sizing - Frozen Foods
0407
18
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 19

R-404 Line Sizing Tables for Zero Zone VZ Ice Cream Freezer (-16°F Evaporator Temperature
)
†
†
Liquid Line Sizing - Electric Defrost*
Up to 50 equivalent feet Up to 100 equivalent feet Up to 150 equivalent feet Up to 200 equivalent feet
90°F Liquid, 2°F Pressure Drop
For rated Btuh: For rated Btuh: For rated Btuh: For rated Btuh:
From To Liquid Line From To Liquid Line From To Liquid Line From To Liquid Line
07,090
7,100 14,600
14,610 26,500 3/8 9,940 18,200 3/8 7,940 14,500 3/8 6,760 12,400 3/8
26,510 62,800 1/2 18,210 43,100 1/2 14,510 34,500 1/2 12,410 29,400 1/2
62,810 117,000 5/8 43,110 80,900 5/8 34,510 64,800 5/8 29,410 55,400 5/8
*
For hot gas defrost, use a liquid line one size larger than shown.
∆
For 1°F pressure drop, multiply rated Btuh by 1.45 before using the Liquid Line Sizing Table.
+
Larger liquid line size may be used (such as 3/8), if preferred.
3/4 liquid line may be used to reduce cost.
Liquid Correction Factors for Liquid Line Sizing Table - Use Maximum Liquid Temperature
For maximum liquid temperatures other than 90°F, multiply rated BTU by liquid correction factor before using the Liquid Line Sizing Table.
Maximum Liquid Temperature:
Liquid Correction Factor:
Suction Horizontal Line Sizing
Up to 50 equivalent feet Up to 100 equivalent feet Up to 150 equivalent feet Up to 200 equivalent feet
90°F Liquid, 2°F Pressure Drop
From To Horizontal From To Horizontal From To Horizontal From To Horizontal
01,420
1,430 3,360
3,370 6,300
6,310 10,500
10,510 16,600 7/8 7,190 11,400 7/8 5,760 9,120 7/8 4,920 7,790 7/8
16,610 33,600 1-1/8 11,410 23,100 1-1/8 9,130 18,600 1-1/8 7,800 15,900 1-1/8
33,610 58,400 1-3/8 23,110 40,300 1-3/8 18,610 32,400 1-3/8 15,910 27,700 1-3/8
58,410 92,300 1-5/8 40,310 63,700 1-5/8 32,410 51,200 1-5/8 27,710 43,800 1-5/8
‡
For 1°F pressure drop, multiply rated BTU by 1.44 before using the Suction Horizontal Line Sizing Table.
++
Larger suction horizontal line size may be used, if preferred.
3/4 horizontal suction line may be used to reduce cost.
Liquid Correction Factors for Suction Horizontal Line Sizing Table - Use Maximum Liquid Temperature
For maximum liquid temperatures other than 90°F, multiply rated BTU by liquid correction factor before using the Liquid Line Sizing Table.
Maximum Liquid Temperature:
Liquid Correction Factor:
Δ
90°F Liquid, 2°F Pressure DropΔ90°F Liquid, 2°F Pressure DropΔ90°F Liquid, 2°F Pressure Drop
1/4
5/16
+
+
04,830
4,840 9,930
1/4
5/16
+
+
03,850
3,860 7,930
64,810 108,000
1/4
5/16
7/8
+
+
†
03,270
3,280 6,750
55,410 92,100
40°F 50°F 60°F 70°F 80°F 90°F 100°F 120°F
0.95 0.94 0.94 0.95 0.97 1.00 1.05 1.23
‡
90°F Liquid, 2°F Pressure Drop‡90°F Liquid, 2°F Pressure Drop‡90°F Liquid, 2°F Pressure Drop
For rated Btuh:For rated Btuh:For rated Btuh:For rated Btuh:
3/8
1/2
5/8
7/8
++
++
++
†
0970
980 2,290
2,300 4,320
4,330 7,180
3/8
1/2
5/8
7/8
++
++
++
†
0770
780 1,840
1,850 3,450
3,460 5,750
3/8
1/2
5/8
7/8
++
++
++
†
0660
670 1,560
1,570 2,950
2,960 4,910
63,710 132,000 2-1/8 51,210 107,000 2-1/8 43,810 91,000 2-1/8
40°F 50°F 60°F 70°F 80°F 90°F 100°F 120°F
0.72 0.76 0.80 0.86 0.92 1.00 1.10 1.38
1/4
5/16
7/8
110°F
1.12
3/8
1/2
5/8
7/8
110°F
1.22
Δ
+
+
†
‡
++
++
++
†
Suction Vertical Riser Sizing
Maximum Allowable Riser Size For Adequate Oil Return*
70°F Minimum
For rated Btuh:
From
1,210 2,280 1/2
2,290 3,810 5/8
3,820 6,050
6,060 12,400 7/8
12,410 21,600 1-1/8
21,610 34,300 1-3/8
34,310 71,300 1-5/8
71,310 127,000 2-1/8
*
If horizontal line size is smaller than specified vertical riser size, the smaller size may be used for both.
†
3/4 suction riser may be used to reduce pressure drop.
Liquid Correction Factors for Suction Vertical Riser Sizing Table - Use Minimum Liquid Temperature
Multiply rated BTU by liquid correction factor before using the Suction Vertical Riser Sizing Table.
Minimum Liquid Temperature:
Liquid Correction Factor:
Liquid Temperat ure, using 0.35 PSI Per 100 Feet (per 2006 ASHRAE Handbook - Refrigeration).
To Vertical
It may be necessary to make adjustments to compensate for
special situations which cause the actual Btuh to differ from
5/8
†
the rated Btuh of the cases.
All liquid line and suction line sizes are inches, refrigeration O.D.
Subject to change without notice.
40°F 50°F 60°F 70°F 80°F 90°F 100°F
0.83 0.88 0.94 1.00 1.08 1.17 1.28
CCR, 3/29/07
SP-0612-02, Rev A
Figure 17B: Refrigeration line sizing - Ice Cream
0407
19
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 20

Figure 18: 45° elbow suction line
T emperature Control Adjustment
When factory installed, the temperature control is located toward the right end of the case behind the black kick plate. The
sensing bulb is located under the coil cover on the back side of
the fan shroud. It can be wired in series with the low-pressure
(L.P.) control. It can also be used in a pump down system by
wiring it in series with the liquid solenoid valve. A thermost at is
shown in Figure 20.
R 404a Frozen Food R 404a Ice Cream
RACK SYSTEMS RACK SYSTEMS
VZ and VZT 30” door VZ and VZT 30” door
Evaporator temp -7°F Evaporator temp -16°F
VZ 24” door and WA and WB VZ 24” door and W A and WB
Evaporator temp -1 1°F Evaporator temp -18°F
CONDENSING UNIT CONDENSING UNIT
VZ and VZT 30” door VZ and VZT 30” door
Condensing unit cut in 35 psig Condensing unit cut in 27psig
Condensing unit cut out 24 psig Condensing unit cut out 16 psig
VZ 24” door and WA and WB VZ 24” door and W A and W
Condensing unit cut in 33 psig Condensing unit cut in 26 psig
Condensing unit cut out 21 psig Condensing unit cut out 15 psig
RETURN & DISCHARGE RETURN & DISCHARGE
AIR TEMPERATURE AIR TEMPERATURE
Return air temp cut in +6°F Return air temp cut in -3°F
Return air temp cut out 0°F Return air temp cut out -9°F
Discharge air temp cut in +3°F Discharge air temp cut in -3°F
Discharge air temp cut out -3°F Discharge air temp cut out -12°F
Note: These set points may require optimization for your
applications to prevent short-cycling or delayed cycling.
Figure 19: T emperature settings
Discharge air temperature probes for electronic case controllers may be installed in many different customer specified locations including, but not limited to, honeycomb, ceiling pocket
cover, rear wall, and return air.
Leak Check-Evacuation-Charging
After all of the refrigeration piping and system components
have been assembled, the entire system must be pressurized
and checked for leaks.
When the system is leak free, evacuate with a deep vacuum
pump. Triple evacuation to a minimum of 500 microns and nitrogen sweep is recommended. A fter the system has been thoroughly evacuated of all moisture and non-condensable gas,
charge the system with the proper refrigerant, using “hi-side/
low-side” charging techniques.
0407
20
Figure 20: T emperature control
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 21

ELECTRICAL
! CAUTION !
DISCONNECT POWER TO THE CASE
BEFORE SERVICING ELECTRICAL COMPONENTS TO
A VOID PERSONAL INJUR Y AND DAMAGE TO THE UNIT.
Figure 21 for 30” door cases and Figure 22 for 24” door
cases shows the typical wiring diagram for a freezer equipped
with electric defrost. Figure 23 shows the typical wiring diagram for a freezer equipped with hot gas defrost. Each case
is provided with a wiring diagram located in the electric box
that shows the exact wiring of the case.
There are many control options available for multiple case
defrost systems. Wiring diagrams and instructions can be
obtained by contacting Zero Zone’s Service Department.
External wiring should be sized according to the amperage
rating stamped on the serial plate. The serial plate is located
on the ceiling inside the left-hand door . Typical electrical values are shown on specification sheets for each of these cases
in the bag attached to the case or are available at
www.Zero-Zone.com. All internal wiring has been done at the
factory. Cases with standard wiring have their control wires
terminated in the electrical compartment located behind the
kick rail at the right end of the case. A terminal block has been
used to simplify field connections. An electrical box is mounted
on the top of the unit for cases equipped with the optional top
mount electrical connections.
run and pumps down the coil. The compressor cycles off on
its low-pressure control. If there is any residual liquid left in
the coil, the suction line pressure will rise and the compressor
may turn on and pump down the coil.
The liquid line solenoid is energized at the end of the defrost
cycle and the defrost heaters are de-energized. The suction
line pressure rises and the compressor starts. When the evaporator reaches operating temperature the delay thermostat (klixons) will close energizing the fans and anti-condensate door
heaters.
Master Satellite Connection
The “master satellite” connection system allows one condensing unit to be connected to multiple cases. Figure 25 shows a
typical diagram for this system.
All of the display case controls including the disconnect switch,
time clock, temperature control, and defrost temperature control are installed behind the kick plate and prewired. The liquid
line solenoid is prewired but is not installed in the liquid line.
The power to operate each display case is connected at each
cases’ disconnect switch. The power to operate condensing
unit is connected at the condensing unit. There are no interconnecting wires between the condensing unit and display case.
There are interconnecting wires that need to be connected
between the cases. The liquid line solenoid valve needs to be
installed in the common liquid line before the liquid is distributed to the cases.
All wiring must comply with the National Electrical Code and
all local codes. Af ter installation of the equipment, correct operation of the electrical circuits and controls and defrost operation and termination should be verified. All operating voltages and amperages should be measured and recorded.
OPTIONAL ELECTRICAL WIRING
Single Point Connection
The “single point” connection system is designed to reduce
the time required to install and wire one display case with one
condensing unit. Figure 24 is a typical diagram for this system.
All of the display case controls, including the disconnect switch,
time clock, temperature control, and defrost temperature control are installed behind the kick plate and prewired. The
liquid line solenoid valve is installed in the liquid line and wired.
The power to operate the display case is connected at the
case disconnect switch. The power to operate condensing
unit is connected in the condensing unit control panel. There
are no interconnecting wires between the condensing unit
and display case.
The controls operate the system as a pump down defrost.
When the display case begins defrost the liquid line solenoid
valve, fans and anti-sweat heaters are de-energized. The
defrost heaters are energized. The compressor continues to
The controls operate the system as a pump down defrost. When
the display case begins defrost, the liquid line solenoid valve,
fans and anti-sweat heaters are de-energized. The defrost
heaters are energized. The compressor continues to run and
pumps down the coil.
The master case contains the time clock. Interconnecting case
wiring allows the master case to control the satellite cases.
When defrost is initiated in the master case, it sends an electrical signal to each case to energize the defrost relay and
initiate a defrost in all of the satellite cases. A second set of
interconnecting wires are connected in series between each
of the cases. Each case defrost heater is de-energized when
the coil reaches the defrost termination temperature. An additional signal is relayed to the next case indicating that the termination temperature has been reached. When all of the cases
have reached termination temperature, the defrost termination
circuit is complete and the defrost is terminated.
The liquid line solenoid is energized at the end of the defrost
cycle and the defrost heaters are de-energized. The suction
line pressure rises and the compressor starts. When the evaporator reaches operating temperature, the delay thermostat (klixons) will close, energizing the fans and anti-sweat door heaters.
0407
21
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 22

Figure 21: Electric defrost 30” wiring
0407
22
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 23

Figure 22: Electric defrost 24” wiring
0407
23
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 24

Figure 23: Hot gas wiring
0407
24
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 25

Figure 24: Single point wiring
0407
25
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 26

Figure 25: Master satellite wiring
0407
26
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 27

DEFROSTING
General
Periodic defrosting to keep the coil free of frost is accomplished automatically by a time clock used in conjunction with
an electric or hot gas defrost.
T emperature termination based on coil temperature allows the
length of defrost to vary depending on how much frost is on
the coil and the defrost heater voltage. Coil frost is a function
of shopping patterns, stocking habits, general door maintenance and ambient temperature and humidity . More frost
requires a longer defrost. A lower defrost heater volt age
extends the defrost period.
For best results, temperature termination of defrost is strongly
recommended on Zero Zone cases.
Defrost Settings and Controls
Electric Defrost
Frequency: One electric defrost per day is recommended.
Time of day: Nighttime defrosting is preferred to avoid periods
of shopping or stocking.
Duration:
Electric defrost does not require any drip time because Zero
Zone provides a built-in fan delay thermostat.
Electric defrost Fail-safe Times:
Ice Cream Frozen Food
VZ 30” door 1/day at 45 minutes 1/day at 45 minutes
VZT 30” door 1/day at 55 minutes 1/day at 55 minutes
VZ 24” door & 1/day at 54 minutes 1/day at 54 minutes
WA, WB
At ASHRAE test conditions and 208 volt defrost heater operation, the typical observed VZ 30” door defrost durations are 28
minutes for ice cream and 19 minutes for frozen food. At the
same conditions, the typical observed VZT 30” door defrost
durations are 39 minutes for ice cream and 26 minutes for
frozen food. VZ 24” and WA and WB defrost durations are 43
minutes.
Preferred Termination: For optimal performance, Zero Zone
recommends a temperature-terminated defrost, using a defrost
termination thermostat or probe sensing the coil temperature.
The VZ and VZT 30” door case has the probe located at the
right hand side of the coil in the center of the bottom row of
tubes.
The VZ 24” door and WA and WB case has the probe located
at the right hand side of the coil in the top row of tubes.
If the case is so equipped, the defrost termination temperature is 50°F . Zero Zone provides a defrost termination thermostat unless a control system defrost probe is requested.
Alternate Termination: If it is not possible to terminate the defrost cycle based on a defrost termination thermostat or probe
sensing the temperature at the coil, and the only available temperature probe is sensing the discharge air temperature, then
the termination temperature should be set to 65°F, zero minutes drip time.
Zero Zone electric defrost freezers are delivered with the defrost thermostat open-on-rise contacts wired in series with the
defrost heaters. Unless the installer rewires the defrost thermostat, the defrost heater is de-energized when defrosting is complete.
Zero Zone VZ and VZT 30” door electric defrost freezers are
also equipped with a high-limit, snap-disc thermostat that deenergizes the defrost heater if the coil temperature exceeds
80°F to provide a secondary safety termination.
Hot Gas Defrost
Frequency: One hot gas defrost per day is recommended.
Time of day: Nighttime defrosting is preferred to avoid periods
of shopping or stocking.
Duration:
Hot gas defrost requires a 5 minute drip time.
Hot Gas Defrost Fail-safe Times:
Ice Cream Frozen Food
Hot Gas 1/day at 30 minutes 1/day at 30 minutes
5 minute drip 5 minute drip
Reduced 1/day at 40 minutes 1/day at 40 minutes
Temperature 5 minute drip 5 minute drip
Gas
Preferred Termination: For optimal performance, Zero Zone
recommends a temperature-terminated defrost, using a defrost
termination thermostat or probe attached to the dump line.
At ASHRAE test conditions, termination ranges from 12-22
minutes.
If the cases are so equipped, the defrost termination is 65°F.
Zero Zone provides a defrost termination thermostat unless a
control system defrost probe is requested.
0407
27
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 28

Electric Defrost Operation
The compressor stops when the defrost is initiated in a nonpump-down system. On pump-down systems, the liquid line
solenoid will be de-energized when the defrost is initiated. The
clock will energize the 208/230 volt defrost heater, and energize the normally closed 208/230 volt contactor or relay. This
de-energizes the 115-volt fans, light s and anti-sweat heaters. If
you don’t have a light circuit limit thermostat, the lights will not
de-energize.
After the defrost period, the compressor will operate. When
the coil temperature reaches +5°F , the fan, light and anti-sweat
heater limit thermostats (Klixons) will close, starting the fans,
lights and anti-sweat heaters.
Gas Defrost Operation
Several types of gas defrost methods in conjunction with time
actuated, time or temperature terminated defrost timers can be
used to defrost the evaporator.
The refrigeration system designer and installer are responsible
for correct line sizing for effective gas defrost and liquid return
from the freezers. Sizing and component selection depend on
the type of defrost, size, and location of high side refrigeration
system.
Zero Zone freezers equipped for gas defrost consist of a side
port distributor and a TXV check valve for coil defrost, and a
suction line check valve to bypass hot gas to the serpentine
coil. The serpentine coil is attached to the bottom of the pan to
ensure pan and drain defrost.
• The refrigeration technician should recheck coil condition
after one week of retail operations to be certain that the frequency and duration of defrost is adequate for the particular
store and locality. For example, if defrost voltage is below
200 volts, additional fail-safe time may be required.
• When using time terminated defrost, defrost termination ther-
mostat should be wired in series with the defrost heater .
• Defrost termination thermostats may be wired in series
for multiple evaporator installations.
• Defrost termination thermostats may be used as a digital
input for electronic controllers.
Limit Thermostat
Each freezer has factory set limit thermostats (Klixons) attached
to the return bends of the coil on the right end of the freezer to
regulate the operation of the evaporator fans and anti-sweat
door heaters. A limit thermostat is optional for the light circuit.
When a limit thermostat is provided in the lighting circuit, the
lights will be off during defrost.
IMPORTANT! OPERATION OF THE LIMIT THERMOSTATS
CAUSES THE EV APORA TOR FANS, FREEZER LIGHTS, AND
ANTI-SWEA T DOOR HEA TERS TO REMAIN OFF UNTIL THE
COMPRESSOR IS OPERA TING AND THE COIL TEMPERATURE IS BROUGHT BELOW THE THERMOSTA T CUT -IN SET TING (+5°F ). SUPERHEA T MUST BE SET CORRECTLY BY
THE INST ALLING CONTRACTOR FOR PROPER THERMOST AT
OPERA TION.
The timer starts the gas defrost cycle by energizing a solenoid,
reversing valve, or directional valve. The gas is injected from
the source into the suction line of the evaporator to be defrosted. The gas flows into the serpentine coil attached to the
floor of the case and then into the evaporator. Condensed liquid leaves the evaporator through the side port distributor,
through a check valve into the liquid line. (Figures 28 & 29).
General Notes
0407
When the freezer first operates, the fans and lights may cycle
off and on a few times until coil temperature is below +5°F.
The superheat must be set for proper operation.
The 30” door models have a high limit thermostat installed on
the coil return bend, wired in series with the defrost heaters.
This thermostat opens when the temperature reaches 80° F .
28
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 29

Figure 26: 30” Electric
0407
Figure 27: 24” Electric
29
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 30

Figure 28: Coil 30” Hot gas
0407
Figure 29: Coil 24” Hot gas
30
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 31

USER INFORMA TION
Light Switch
Cleaning
The case should be thoroughly cleaned before start-up and
routinely thereafter to maintain a clean appearance. Use mild
detergent and warm water (never an abrasive cleaner) to wipe
out the inside of the case. Wash down all glass doors with glass
cleaner. Do not use any product s containing silicon on anti-fog
glass coatings. Clean interior glass reduces fogging and increases visibility . The case will remain bright and sparkling with
just a few minutes of cleaning each week. Internal components
can be cleaned after removal of access panels. The case drain
should be regularly cleared of debris and price tags.
Do not use high-pressure water or steam to clean the interior.
Shelf Location
The shelves are adjustable in 1” increments on cantilever shelf
cases and 1/2” increments on pilaster cases and may be located in any position for best display advantage.
Be sure shelf clips or brackets are completely seated before
installing the shelf.
The shelf brackets are stamped with “R” for Right and “L” for
left to aid installation.
Shelves
Zero Zone manufactures many different styles of shelves, baskets and product stops. The shelves and baskets are placed on
the shelf brackets or on pilaster shelf clips. Baskets used in
place of shelves in a pilaster case are deeper than the shelves
used at the bottom of the case. Some of the baskets may be
reversed and used as a typical shelf.
Loading the Case
The case may be loaded with merchandise after it has been
operated for at least 24 hours with correct case temperature
and proper control operation. While loading the shelves, leave
an air space between the top of the merchandise and the shelf
above it so the customer can remove the merchandise. The air
space allows an air curtain on top of the product. Product should
not extend beyond the front of the shelves or block the return
air grill.
The shelf loads are as follows:
Cantilever typical load 170 lbs. maximum load 235 lbs.
Pilaster typical load 180 lbs. maximum load 250 lbs.
Some deflection may occur under higher loads.
The light switch is located inside the right hand door. T urn the
light switch off during the initial case temperature pull down to
prevent the case lights from cycling off and on. Always turn the
lights off when replacing lamps.
Case Thermometer
The cases are shipped with 2 thermometers. One thermometer is factory mounted in the discharge air stream. The second thermometer is shipped loose and should be installed in
the warmest product location. Specific instructions are p ackaged with the shipped loose thermometer.
SERVICE
See Figures 26 and 28 for the typical component layout of the
30" door case. See Figures 27 and 29 for the typical component layout of the 24" door cases.
The cart bumper must be removed to gain access to the drain
clean out and electrical connection. Disassemble the bumper
and kick rail by removing the 2 or 3 metal screws located in the
kick rail. The bumper assembly can be lifted up and removed
from the case. The kick plate can be removed, exposing the
electric tray cover and drain (Figure 14).
Evaporator
The evaporator coil, located at the rear bottom of the case, is
factory assembled with distributor, expansion valve, and other
refrigeration components. To inspect the coil, remove the center or left of center coil cover. A small inspection port is located
at the rear of the case. To inspect the entire coil, remove the
remaining coil covers and raise the evaporator cover.
Expansion V alve
Unless otherwise specified, a superheat adjustable externally
equalized thermostatic expansion valve with a removable strainer
and pressure limiting charge is mounted to the evaporator
coil. The valve is not preset. Adjust the superheat setting for
maximum coil effectiveness. T ypical superheat settings are between 6°F and 10°F. Close coupled systems should use the
higher superheat setting to minimize the chance of liquid flood
back. To adjust the expansion valve, remove the right end coil
cover. Remove the cap from the bottom of the valve. When
looking at the valve stem end, turn the valve stem counter-
clockwise to decrease superheat. Turn the valve stem clockwise to increase super heat. Measure the suction line tem-
perature at the expansion valve-sensing bulb and compare it to
the suction temperature corresponding to the saturated pressure. Make sure that line pressure drop is taken into account.
0407
Turn the valve stem only 1/4 turn at a time and allow sufficient
time (20 to 30 minutes) for the valve to settle before making
31
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
Page 32

any further adjustments. Replace the valve stem cap after the
valve super-heat has been adjusted. BE CERT AIN THE V AL VE
STEM CAP IS WIPED DRY FIRST.
! CAUTION !
DISCONNECT POWER TO THE CASE
BEFORE SERVICING ELECTRICAL COMPONENTS TO
A VOID PERSONAL INJUR Y AND DAMAGE T O THE UNIT .
Defrost Heater Element
On 30" door cases one heater is located on the front of the coil
and one on the rear of the coil (Figure 25). On 24" door cases
and wraparound cases, the heater element is located under
the coil (Figure 26). The electric wire leads are connected in
the junction box behind the front kick rail.
Heater Element Removal
Front and rear heater location (VZ and VZT 30” door)
The defrost heaters are located on the front and rear face of
the coil. The front heater is located approximately 1" off the
floor and the rear heater is approximately 2" off the floor . The
heater is secured to the coil by a number of stainless steel
heater retaining clips. Heaters are fastened to the floor on the
right hand side of the coil. Remove fasteners holding the heater
to the floor.
The front heater can be removed by pulling the retaining clip
away from the coil and sliding the heater out from under the
clip.
motors having the same characteristics including type, physical size, wattage and RPM.
Air Curtain V elocity
Air curtain velocity is affected by stocking levels, coil frost
loads, temperature and fan condition. The measurement
method also affects the reading. Zero Zone recommends
using an Alnor Velometer Jr ., set to the 0-to-800 fpm range.
Air velocity should be measured at the back edge of the
discharge air honeycomb, at the center of the middle door in
the case (other doors have slightly lower velocity). A typical
VZ velocity reading is 425 feet per minute in a fully-packed
freezer, af ter the freezer has defrosted and pulled down to
operating temperature. A typical VZT velocity reading is 400
feet per minute under the same conditions. Air curtain
velocity in a partially-packed freezer is significantly lower
because more air exits the back wall duct holes.
Fan Removal
1. Turn off power to fans. Remove coil cover.
2. Unplug fan from fan power supply plug located on the
front face of the fan housing.
3. Remove the fan blade nut and fan blade.
4. Remove the two mounting bolts and remove the fan
assembly from the fan housing.
5. Remove the three fan motor mounting screws from the
back of the fan motor.
The rear heater can be removed by raising the heater retaining clip. Raise each clip about 2 inches above the coil working
from right to left on the coil. Repeat this process until the
retaining clips are free of the coil. The heater will slide up with
the retaining clip.
Under coil location (VZ 24” and WA and WB door)
T o remove the defrost element, remove the coil covers. Lift the
inner coil cover upward and tip the fan housing forward. This
will expose the coil. Remove both fan housing end brackets
and center coil supports, then slide out the complete heater
pan assembly from under the coil. Slowly lift the heater pan
assembly between the coil and fan housing, turning it on edge
while lifting.
Heaters are installed in the reverse order of how they were
removed.
Evaporator Fans
Air is circulated throughout the case with 1 15-volt low temperature fan motors. These motors must be operating at all times
except during defrost. Fan motors should be replaced with
0407
6. Reverse steps 1 - 5 to install.
Ballasts — 1-Door, WA and WB
Most Zero Zone case ballasts are located in the door mullion.
Ballasts for the 1 door, WA & WB, are located behind the
kickplate.
Fluorescent Lighting
T-8 lighting is st andard on all cases. These systems use a lens
to direct light output evenly across the shelves. Turn of f power
before servicing the lamps. The lens must be removed to access the lamp. The lens must be replaced after servicing for
proper operation. Detailed information is contained in the door
instruction booklet.
Optional Lighting
When optional lighting systems (LED, fiber optic) are supplied,
separate instructions are supplied with the case.
32
RVZC30 (and BB/T/TBB/WA), RVZP30 (and BB/T/TBB/WA), RVC24
 Loading...
Loading...