

Page 1

XYZware
-Bedienungsanleitung
XYZware-Bedienungsanleitung
S. 1
Page 2
XYZware
-Bedienungsanleitung
Ankündigung
Haftungsbeschränkung
Obwohl wir beabsichtigen, eine Anleitung und Produktfunktionen zu schaffen, die richtig
und stabil sind, haftet XYZprinting in keinem Fall für etwaige direkte, spezielle, indirekte,
beiläufige oder Folgeschäden (einschließlich Datenverlusts auf Ihrem Computer).
Wir empfehlen dringend, Ihre wichtigen Daten vor der Benutzung dieser Software zur
Vermeidung von Datenverlust und -schäden zu sichern oder zu verschieben.
Marken
Alle Marken und eingetragenen Marken sind das Eigentum ihrer jeweiligen Inhaber.
Druckverlauf
Neudrucke der Auagennummer dieser Anleitung können seit der letzten Veröffentlichung
geändertes Material beinhalten. Kleinere Korrekturen und Aktualisierungen können ohne
Änderung des Publikationsdatums und der Auagennummer integriert werden.
Doc-Edition Monat Jahr
3
10
S. 2
2016
Page 3

XYZware
-Bedienungsanleitung
Überblick
1. Über XYZware ..................................................................................................................5
2. Systemanforderungen ......................................................................................................6
3. Installationsanweisungen .................................................................................................7
4. Schnellstart .......................................................................................................................8
4.1 Einfarbige Modelle drucken ........................................................................................8
4.2 Zweifarbige Modelle drucken .................................................................................... 10
5. Funktionen ......................................................................................................................11
5.1 View (Ansicht) ...........................................................................................................11
5.2 Move (Verschieben) ..................................................................................................12
5.3 Rotate (Drehen) ........................................................................................................12
5.4 Scale (Skalierung) ....................................................................................................13
5.5 Info ............................................................................................................................13
5.6 Remove (Entfernen) .................................................................................................15
5.7 Erinnerung ................................................................................................................15
6. Druckeinstellungen .........................................................................................................16
6.1 Print (Drucken) .........................................................................................................16
6.2 Printer (Drucker) .......................................................................................................16
6.3 Quality (Qualität) .......................................................................................................17
6.4 Raft ...........................................................................................................................17
6.5 Support (Stütze) .......................................................................................................18
6.6 Advanced Settings (Erweiterte Einstellungen) ..........................................................18
6.7 Proles (Prole) ........................................................................................................19
6.8 3D Density (3D-Dichte) .............................................................................................19
6.9 Shells (Schalen) .......................................................................................................20
6.10 Layer Height (Schichthöhe) ....................................................................................21
6.11 Speed (Geschwindigkeit) ........................................................................................ 22
7. Weitere Funktionen ........................................................................................................22
7.1 Dateispeicherung ......................................................................................................22
7.2 Dateiexport ...............................................................................................................23
8. Einstellung und Aktualisierung........................................................................................23
8.1 Sprache ändern ........................................................................................................23
8.2 Vorschau der Druckfarbe ..........................................................................................24
8.3 Druckertyp einstellen ................................................................................................24
8.4 Objekte automatisch positionieren ...........................................................................24
8.5 Firmware-Aktualisierung ...........................................................................................25
9. Überwachungsmodus .....................................................................................................26
10. Wartungshinweis ..........................................................................................................26
S. 3
Page 4
XYZware
-Bedienungsanleitung
11. XYZware Pro. ...............................................................................................................27
11.1 Drucker ...................................................................................................................28
11.1.1 Mein Drucker ...................................................................................................28
11.1.2 Druckerprol ....................................................................................................28
11.1.3 Temperatur ......................................................................................................29
11.2 Allgemein ..............................................................................................................30
11.2.1 Schichthöhe .....................................................................................................30
11.2.2 Schalendicke ...................................................................................................31
11.2.3 Füllen ..............................................................................................................36
11.3 Geschwindigkeit ...................................................................................................... 38
11.3.1 Schalen ...........................................................................................................38
11.3.2 Füllen ...............................................................................................................39
11.3.3 Sonstiges .........................................................................................................39
11.4 Stützen ....................................................................................................................40
11.4.1 Raft und Rand .................................................................................................40
11.4.2 Stützen ............................................................................................................42
11.5 Retraction (Rückzug) ..............................................................................................42
11.5.1 Rückzugslänge ................................................................................................ 43
11.5.2 Aktivierungsschwelle .......................................................................................43
11.5.3 Hebehöhe bei Extruderrückzug ....................................................................... 43
11.5.4 Zusätzliches Filament nach Travel < Verfahren < Rückzug zufügen ..............43
11.6 Extrusionsverhältnis ................................................................................................ 43
11.6.1 Schalenextrusionsverhältnis ............................................................................ 43
11.6.2 Füllextrusionsverhältnis .................................................................................. 44
12. XYZware-Farbmodus ...................................................................................................44
12.1 Druckereinstellungen ..............................................................................................45
12.2 Nutzerschnittstelle und Werkzeugleiste ..................................................................45
12.3 Mischmodus ...........................................................................................................46
12.4 Mehrfarbiger Modus ...............................................................................................48
12.5 Mischzone ..............................................................................................................48
S. 4
Page 5
XYZware
-Bedienungsanleitung
1. Über XYZware
XYZware ist eine brandneue von XYZprinting eingeführte Applikation zum Gestalten,
Anpassen und Drucken digitaler 3D-Modelle. Sie kann Objekte im „*.stl“-Dateiformat
importieren und realistische simulierte Objekte erstellen.
XYZware wird zudem mit der da Vinci-3D-Druckerserie verwendet und wurde von
XYZprinting zum schnellen Ausdrucken realistischer Objekte eingeführt. XYZware beseitigt
die technischen Barrieren der traditionellen Produktion und sorgt so für eine Bereicherung
des „kreativen Lebens“ der modernen digitalen Familie.
Für Mac OS-Nutzer
Mac OS-Nutzer können kompatible Software auf der mit dem Drucker gelieferten Master-
CD oder der Website finden. Informationen zur aktuellen Version sowie technischen
Support erhalten Sie auf der XYZprinting-Website: http://support.xyzprinting.com/
S. 5
Page 6
XYZware
-Bedienungsanleitung
2. Systemanforderungen
Bitte stellen Sie sicher, dass Ihr Betriebssystem folgende Anforderungen erfüllt.
(PC)
Software Betriebssystem
Hardware Hardwareanforderungen
Überlegungen zu anderer Firmware und
Drittanbietersoftware
Herkömmliche VGA-Treiber im Betriebssystem eines Computers oder eine Grakkarte, die
Windows XP (.Net 4.0 erforderlich), Windows 7 / Windows 8+
(Mac)
Mac OS X 10.8+, 64 Bit, und aktueller
Mindestsystemanforderungen:
Arbeitsspeicher: 512 MB, Festplattenspeicher: 100 MB oder mehr
Monitorauösung: 1024 x 768
Empfohlene Systemanforderungen:
Arbeitsspeicher: 2 GB, Festplattenspeicher: 500 MB oder mehr
OpenGL 2.1 nicht unterstützt, können unbekannte Fehler in XYZware verursachen.
Über .NET Framework
Bei einem Windows-Betriebssystem nutzt die XYZware-Software dies zur Steigerung von
Stabilität und Betriebsablauf. Unser XYZware-Betatest hat gezeigt, dass der Einsatz älterer
Versionen Installationsfehler und/oder Softwarefehlfunktionen verursachen kann. Wir
empfehlen dringend, die neueste verfügbare Version 4.0 oder aktuellere zu verwenden.
Weitere Informationen zu .NET Framework nden Sie auf der Microsoft-Website.
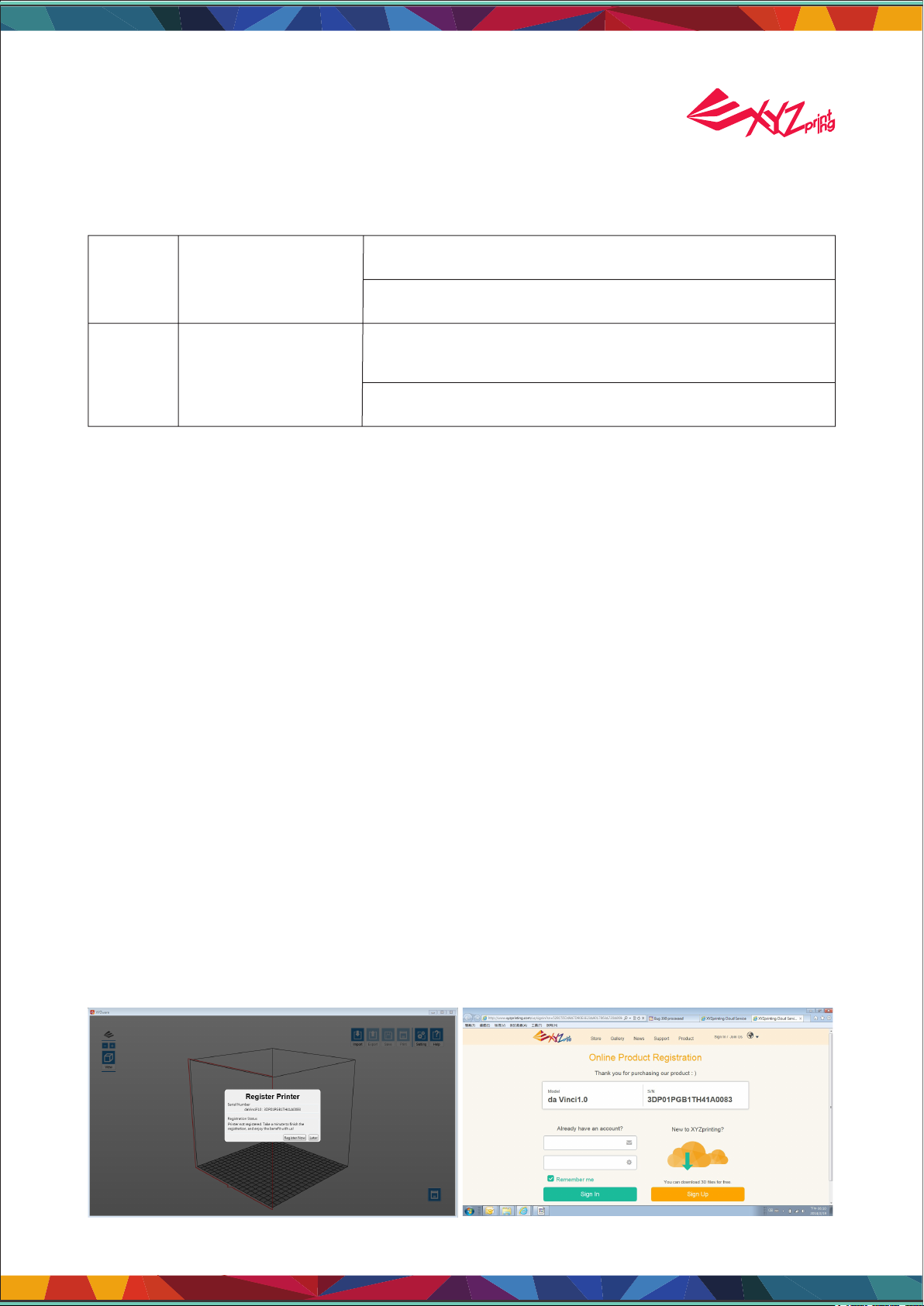
Online-Registrierung
XYZware-Software fordert Sie zur Registrierung Ihres da Vinci 1.0A-3D-Druckers auf,
wenn er erstmals mit dem Computer verbunden wird. Wir empfehlen Ihnen, Ihr Produkt zu
registrieren. Regelmäßige Aktualisierungen werden über die XYZware-Software und das
Internet verfügbar gemacht. Die Registrierung ermöglicht die automatische Durchführung
sämtlicher Aktualisierungen.
Schritt 1. Klicken Sie in XYZware auf „Register Now“ (Jetzt registrieren).
Schritt 2. Geben Sie auf der Registrierungsseite in XYZware alle erforderlichen Daten zum
Abschließen des Vorgangs an.
S. 6
Page 7

XYZware
-Bedienungsanleitung
3. Installationsanweisungen
Bitte installieren Sie vor der Arbeit mit Ihrem Drucker zunächst XYZware. Sie können das
Installationsprogramm auf dem mitgelieferten Medium finden. Zusätzliche Informationen,
Systemaktualisierungen und technischen Support erhalten Sie in den Online-Ressourcen von
XYZprinting:http://www.xyzprinting.com
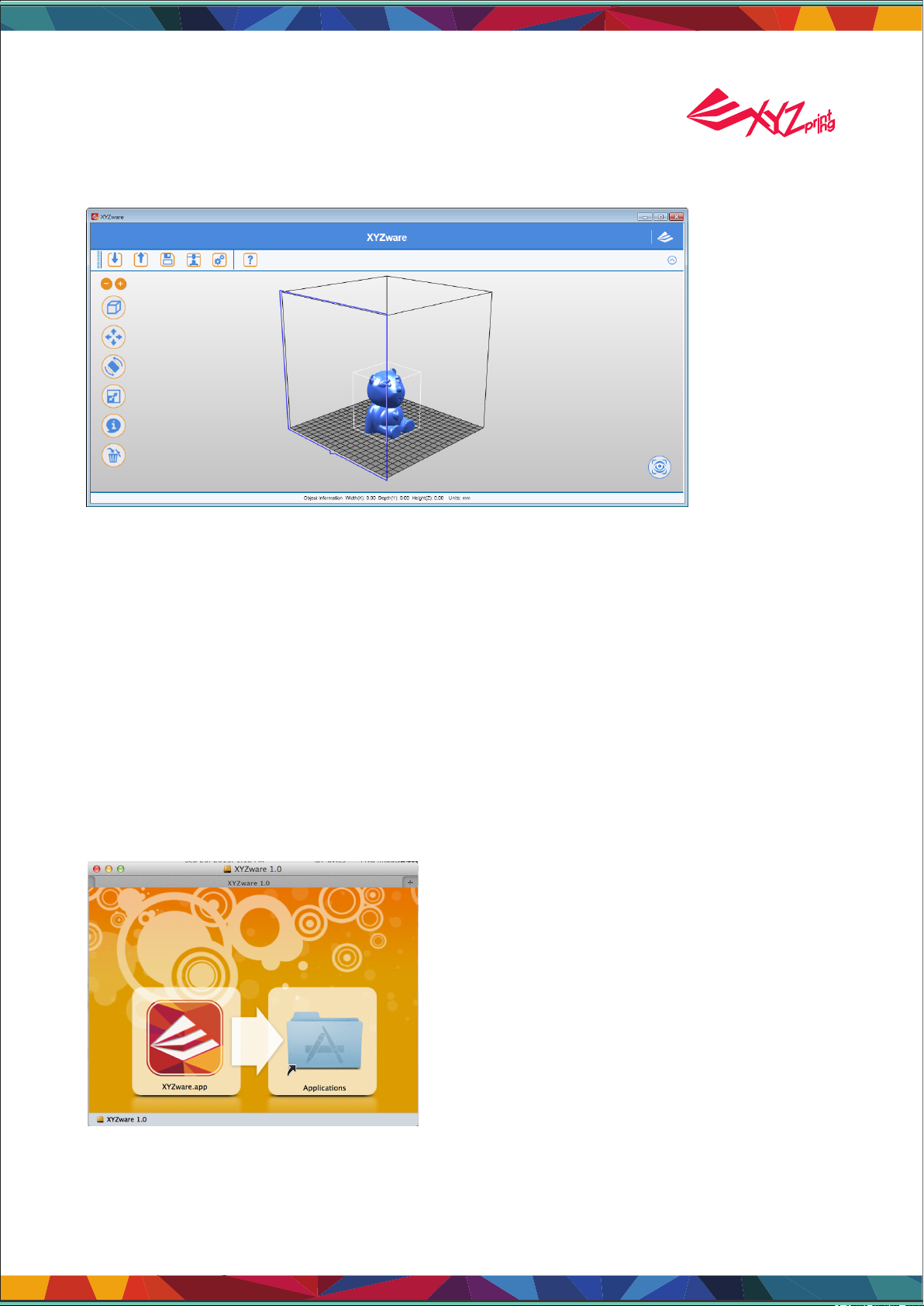
Anschließend erscheint der XYZware-Einrichtungsassistent auf Ihrem Bildschirm. Bitte befolgen
Sie die Bildschirmanweisungen zum Abschließen der Installation.
Sie können das Programm auch manuell einrichten. Öffnen Sie den Datei-Explorer und suchen Sie
wie nachstehend gezeigt das Medium Setup.exe. Klicken Sie doppelt auf Setup.exe.
Herzlichen Glückwunsch! Ihre Installation ist abgeschlossen! Nun können Sie XYZware über den
Desktop ausführen und mit dem Erstellen und Drucken beginnen.
S. 7
Page 8
XYZware
-Bedienungsanleitung
4. Schnellstart
Nutzen Sie dieses Dokument als Anleitung zum 3D-Druckprozess. Bevor Sie die XYZwareSoftware an Ihrem Computer ausführen, sollten Sie das USB-Kabel zwischen Computer
und Drucker anschließen.
Prüfen Sie vor dem Import einer .stl-Datei „Setting“ (Einstellung) rechts oben. Sie können
Anzeigesprache, Druckertyp und weitere Einstellungen für einen reibungsloseren Betrieb
wählen. Eine detaillierte Beschreibung zu Setting (Einstellung) finden Sie unter „8.
Einstellung und Aktualisierung“. Nachstehend folgt die Demonstration eines schnellen
Drucks mit einem da Vinci 1.0-Drucker:
4.1 Einfarbige Modelle drucken
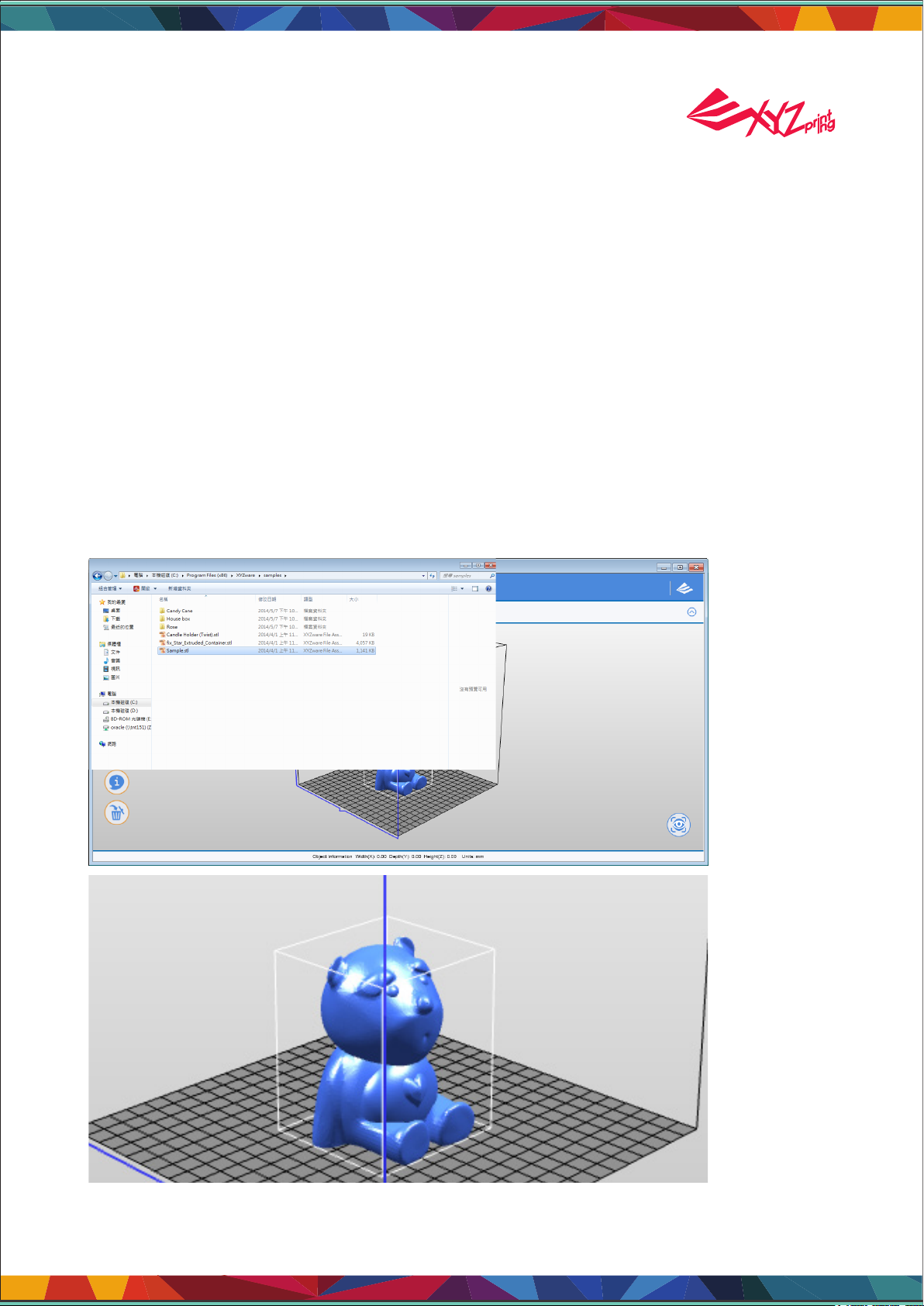
Ihr erstes Objekt drucken
Klicken Sie zur Auswahl der Dateien für den 3D-Druck auf das Symbol „Import“
(Importieren). Die folgenden Anweisungen demonstrieren anhand von „Sample.stl“
beispielhaft, wie Sie Ihr 3D-Objekt drucken.
(Beispieldatei: Sample.stl)
S. 8
Page 9
XYZware
-Bedienungsanleitung
Bearbeitung und Anpassung
Sie können über die links angezeigten Symbole das Objekt verschieben, drehen und
die Objektgröße anpassen. Detaillierte Beschreibungen finden Sie im nächsten Kapitel
„Functions“ (Funktionen).
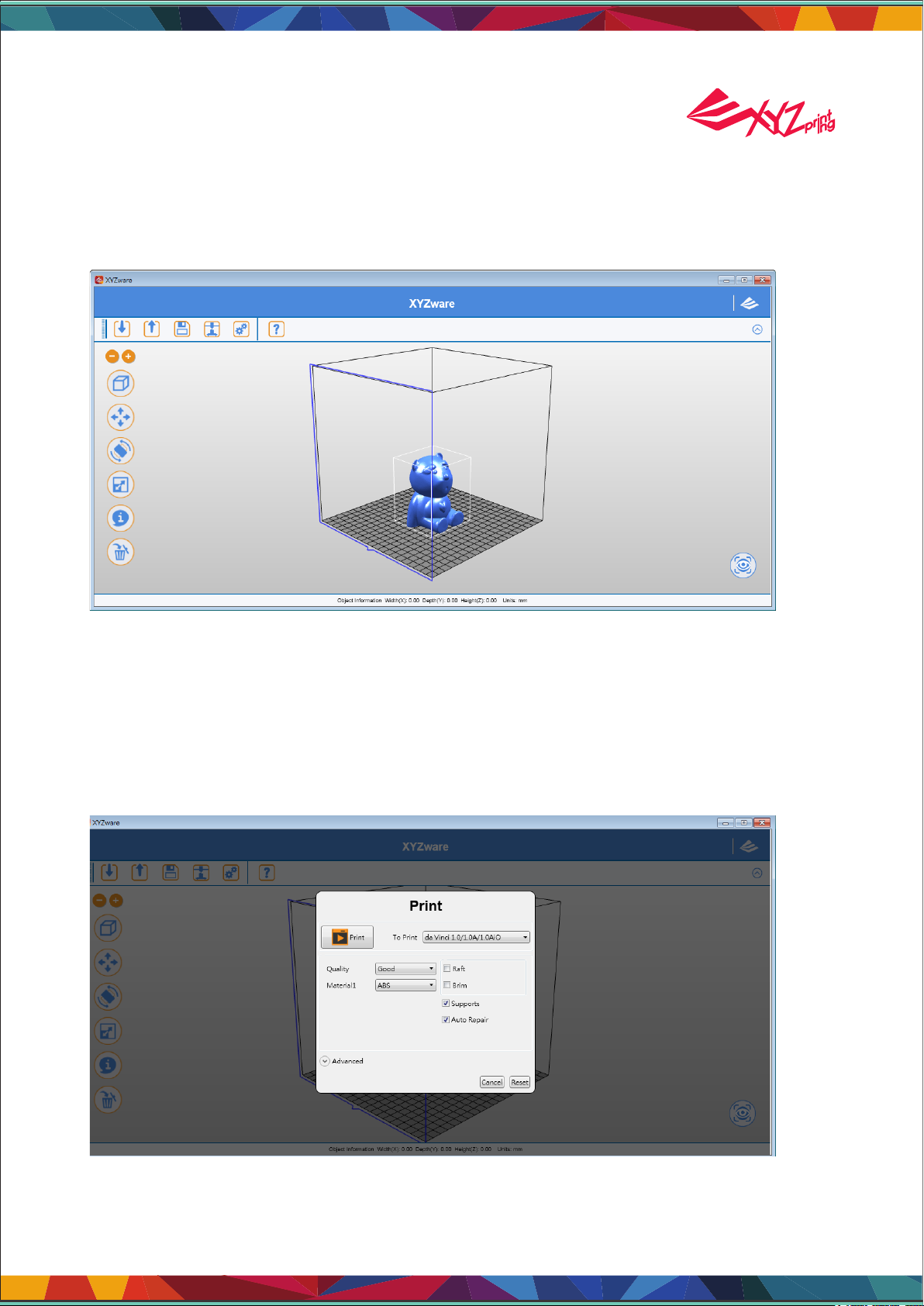
Objekte drucken
Nachdem Sie die Bearbeitung Ihres Objekts abgeschlossen haben, klicken Sie zum
Vorbereiten Ihrer Datei auf das Symbol „Print“ (Drucken). Die Druckeinstellungen können
je nach Anforderungen geändert werden. Weitere Einzelheiten dazu nden Sie im Kapitel
„Printing Setup“ (Druckeinstellungen).
S. 9
Page 10
XYZware
-Bedienungsanleitung
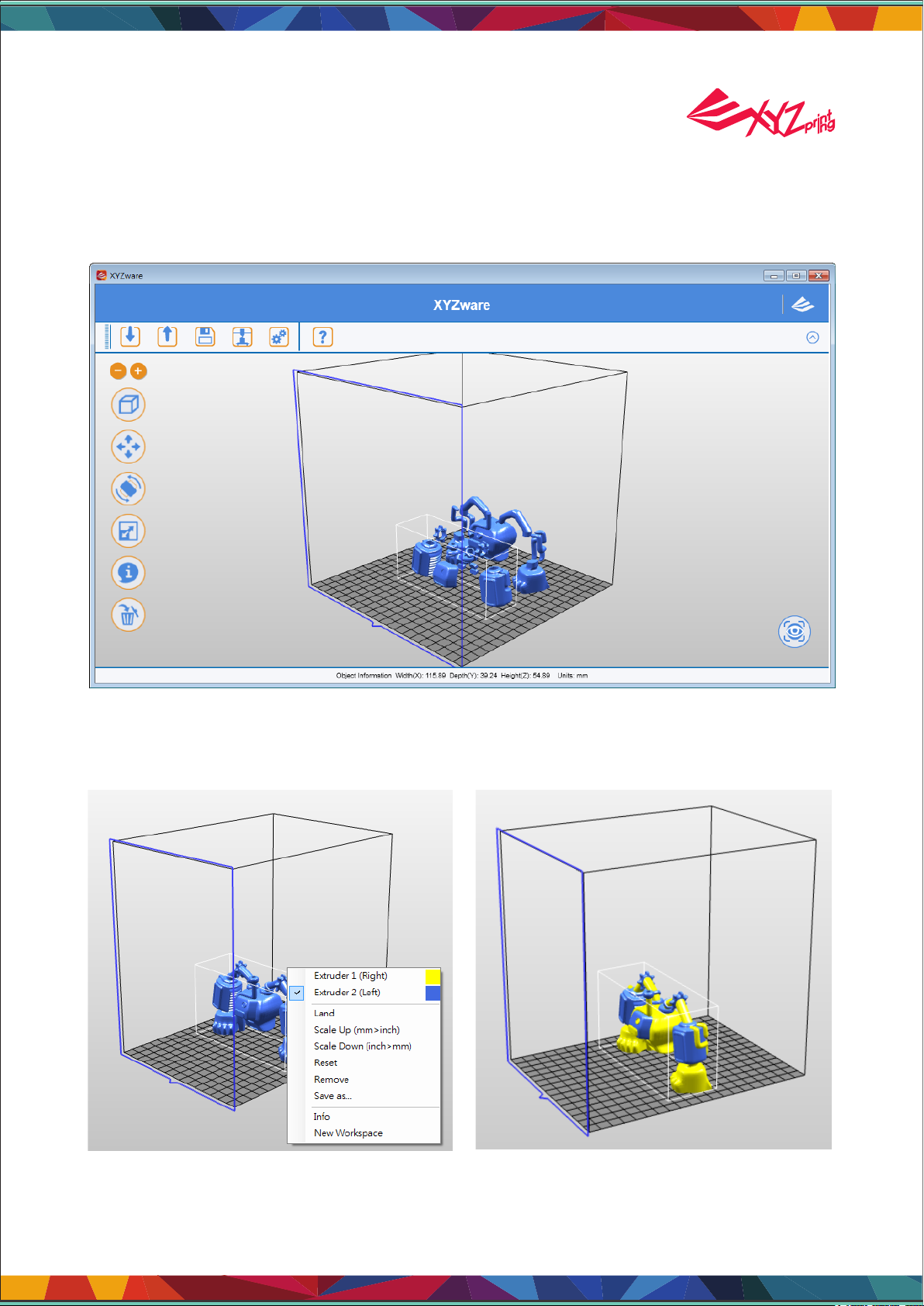
4.2 Zweifarbige Modelle drucken
Zum Drucken eines zweifarbigen Modells mit einem da Vinci 2.0A Duo müssen Sie 2
separate .stl-Objekte importieren, die ein vollständiges Modell ergeben.
Standardmäßig werden alle .stl-Dateien von Extruder 1 gedruckt. Sie können den
Ausdruck eines Objekts Extruder 2 zuweisen.
S. 10
Page 11
XYZware
-Bedienungsanleitung
5. Funktionen
In diesem Kapitel erläutern wir die Funktionen der links angezeigten Symbole.
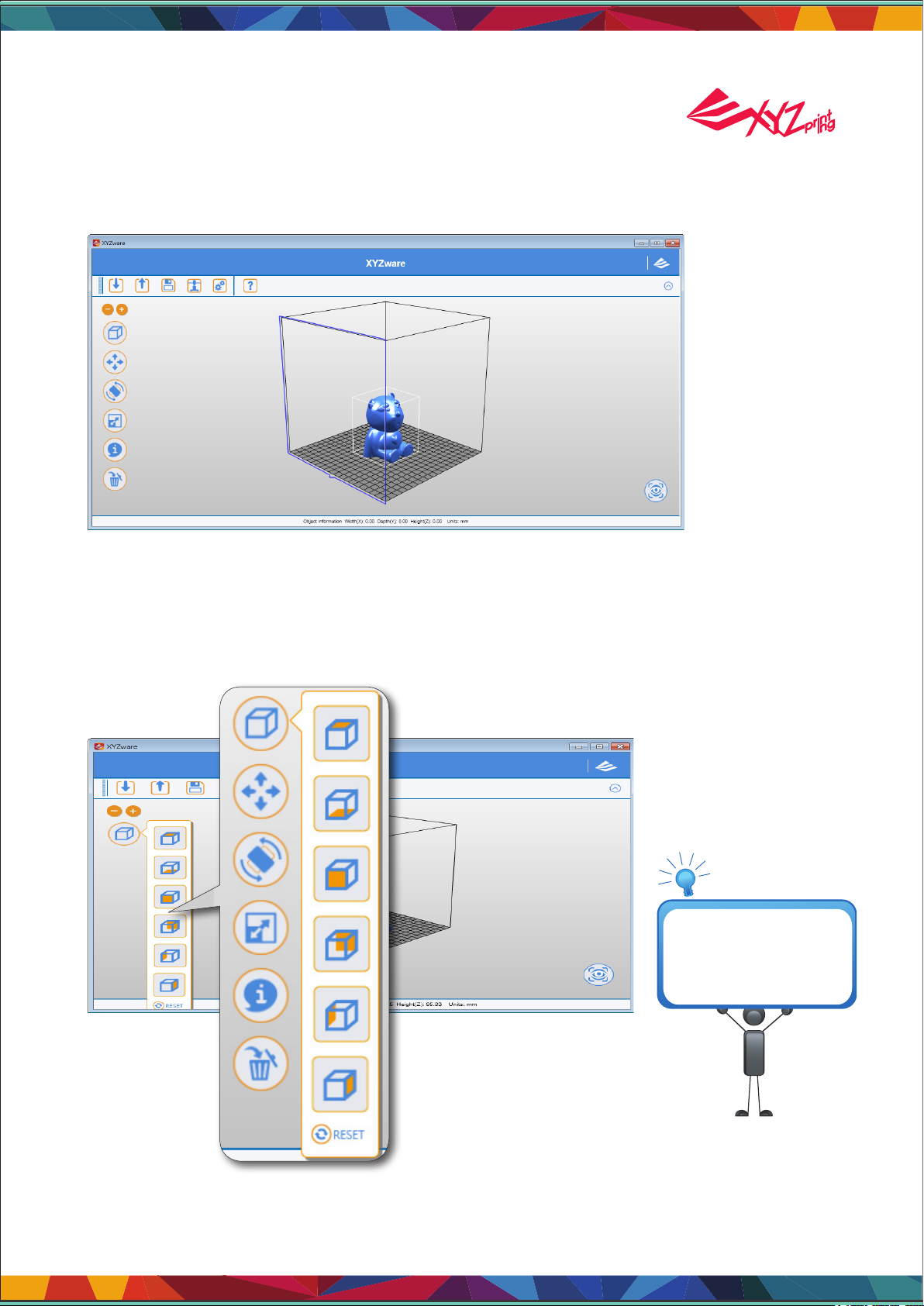
5.1 View (Ansicht)
Alternative: Wechseln Sie die Ansicht durch Klicken und Ziehen mit der Maus.
Sie können
Objektinhalte und
Struktur aus jedem
beliebigen Winkel
betrachten.
S. 11
Page 12

XYZware
-Bedienungsanleitung
5.2 Move (Verschieben)
Alternative: Verschieben Sie das 3D-Objekt, indem Sie die Alt-Taste gedrückt halten und
dann mit der Maus klicken und ziehen.
Passen Sie den
Wert der X-, Y- und
Z-Achse zum Ändern
der Druckposition
des Objekts auf der
Druckplatte an.
5.3 Rotate (Drehen)
Möglicherweise möchten
Sie die Druckqualität und
die Stabilität des Objekts
steigern. Dies können
Sie durch Erhöhen
des Kontaktbereichs
zwischen dem Objekt
und der Druckplatte
erreichen. Denken
Sie daher darüber
nach, Ihr Objekt zur
Erzielung eines besseren
Ergebnisses zu drehen
und zu vergrößern.
S. 12
Page 13
XYZware
-Bedienungsanleitung
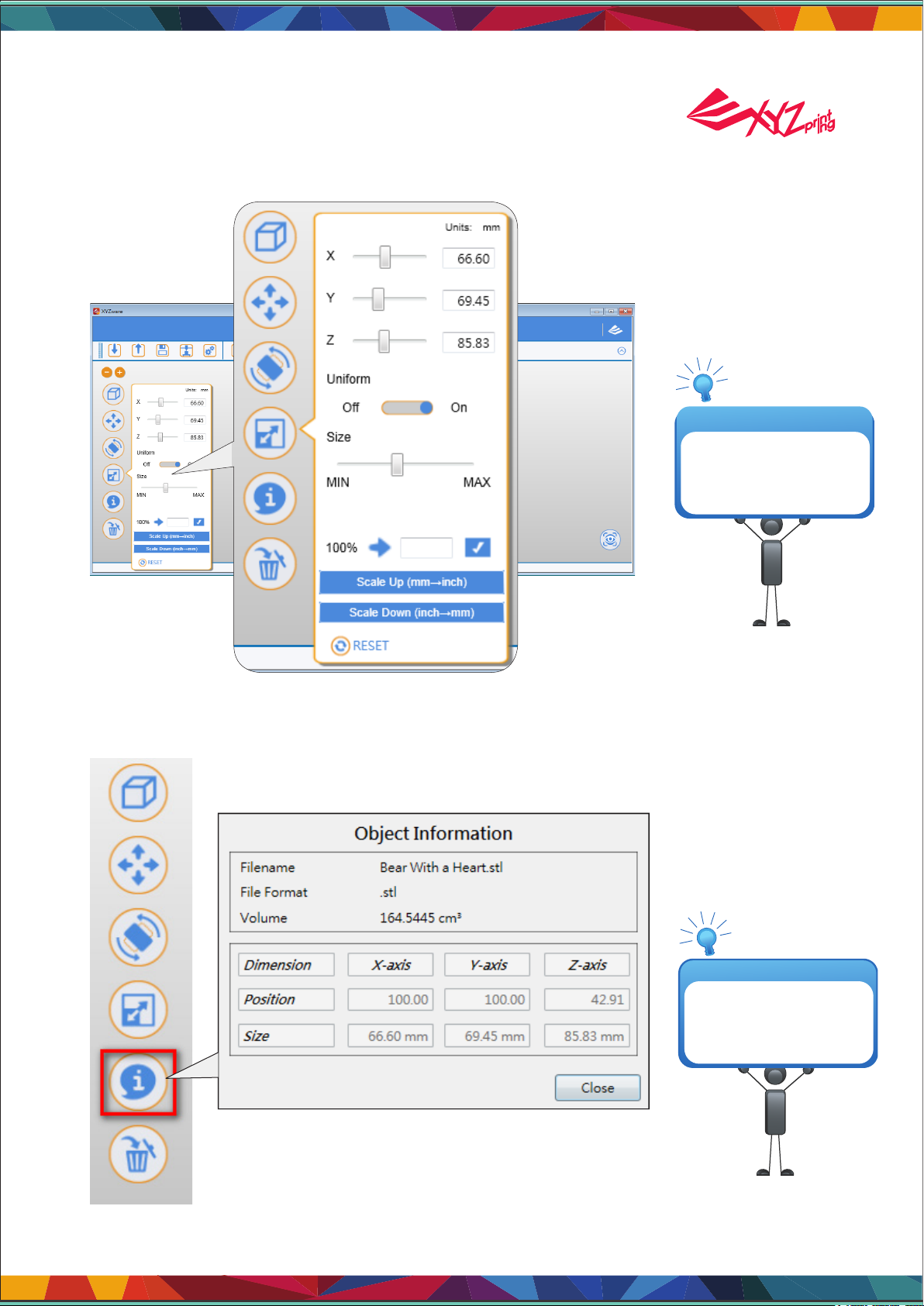
5.4 Scale (Skalierung)
Die Skalenfunktion
ermöglicht Ihnen das
proportionale Vergrößern
oder Verkleinern des Drucks
ohne Auswirkungen auf die
Originaldatei.
5.5 Info
Informationsanzeige zur .stl auf der da Vinci 1.0A-Druckplatte
Im Fenster „Information“
(Informationen) nden Sie
weitere Informationen zu
Objektgröße und Position.
S. 13
Page 14

XYZware
-Bedienungsanleitung
Informationsanzeige zur .stl auf der da Vinci 2.0A Duo-Druckplatte
Zum erneuten Zuweisen des Extruders für die Ausgabe einer .stl-Datei können Sie den
Extruder im Fenster wählen.
Informationen zu .3w-Datei anzeigen
Dieses Fenster zeigt die Druckeinstellungen beim Exportieren der Datei. Bitte importieren
Sie zum Ändern von Druckeinstellungen der Datei die Original-8.STL-Datei und exportieren
sie dann in *.3w mit einer neuen Auswahl von Druckeigenschaften.
S. 14
Page 15
XYZware
-Bedienungsanleitung
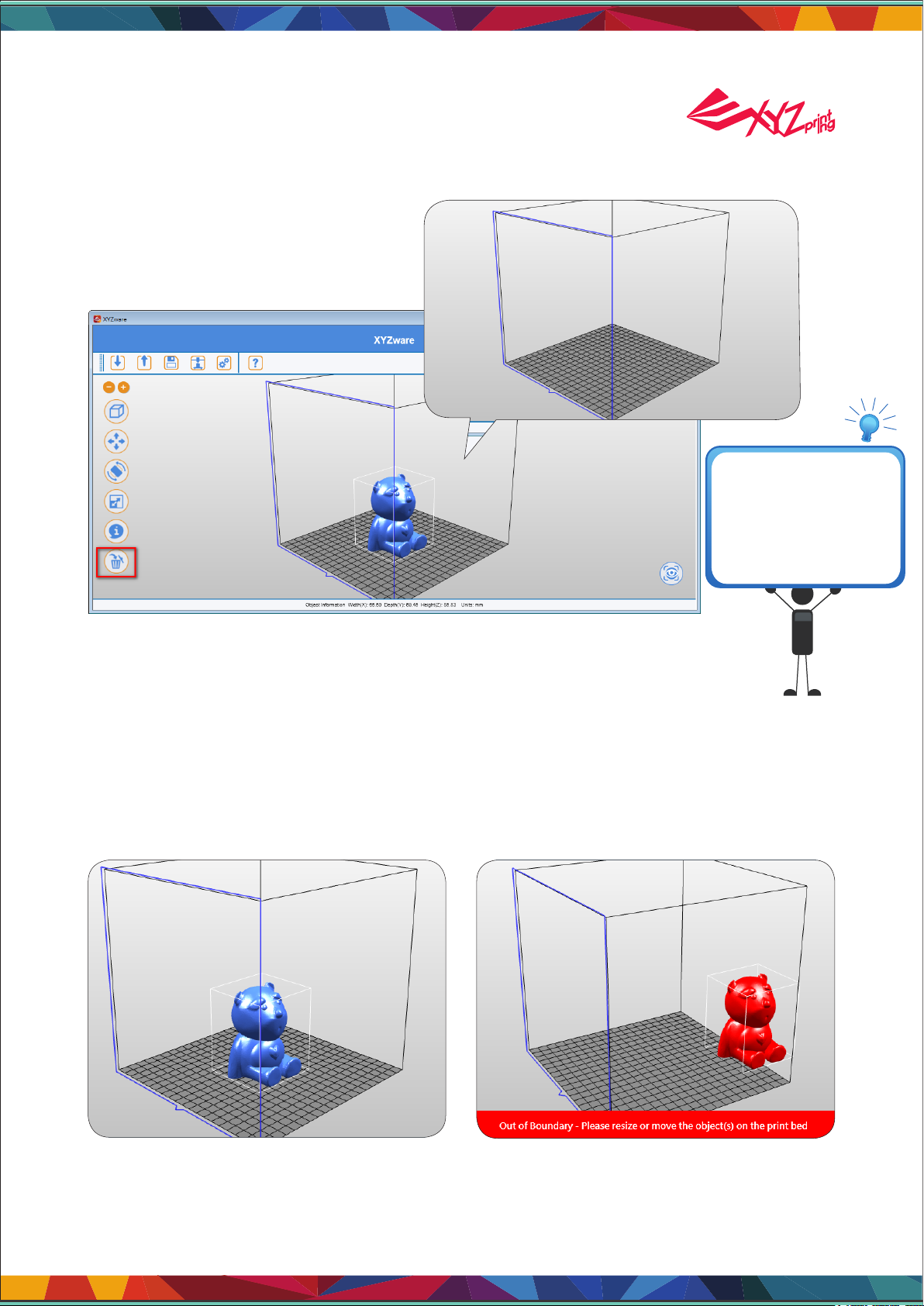
5.6 Remove (Entfernen)
Wählen Sie zum Löschen des
Modells/der Modelle von der
virtuellen Druckplatte das Objekt/
die Objekte und klicken Sie auf
„Remove“ (Entfernen).
Drücken Sie zum Wählen mehrerer
Objekte während der Auswahl die
Shift-Taste. (Entfernen Sie nur Werke
mit STL-importierten Objekten.
*.3w-Importe sind gesperrt und
können nicht entfernt werden.)
5.7 Erinnerung
XYZware ndet automatisch alle ungeeignet platzierten Objekte und markiert sie mit einer
charakteristischen Farbe. Dadurch wird das Objekt nicht auf die Druckplatte gedruckt.
S. 15
Page 16

XYZware
-Bedienungsanleitung
6. Druckeinstellungen
Sie können die Druckergebnisse durch Ändern der Druckeigenschaften modifizieren.
Beispielsweise können Sie durch Einstellen einer langsamen Druckgeschwindigkeit und
Auswahl des Kontrollkästchens „Supports“ (Stützen) eine feinere Druckqualität erzielen.
6.1 Print (Drucken)
Startet den Objektdruck.
Hinweis: Der Druckvorgang
beginnt, sobald Platte und
Extruder die Drucktemperatur
erreicht haben.
6.2 Printer (Drucker)
Wählen Sie da Vinci 1.0 / 1.0A / 1.0AiO, da Vinci 2.0 Duo / 2.0A
Duo zur Ausgabe.
S. 16
Page 17

XYZware
-Bedienungsanleitung
6.3 Quality (Qualität)
Die Druckqualität wirkt sich auf die geschätzte Druckzeit eines Objekts aus. So benötigen
hochwertige Drucke mehr Zeit als Drucke geringer Qualität, da die einzelnen Schichten
dünner gedruckt werden, was für ein detailreicheres Ergebnis sorgt.
Druckqualität:
Standard, Good
(Gut), Excellent
(Hervorragend)
6.4 Raft
Der Druck dünnerer und längerer Objekte erfordert aufgrund der physischen Instabilität
der Formen mehr Aufmerksamkeit; das Objekt kann unter seinem eigenen Gewicht
zusammenbrechen oder sich verdrehen. Denken Sie beim Druck langer, dünner Objekte
darüber nach, den Kontaktbereich zwischen Ihrem Objekt und der Druckplatte zu
vergrößern, indem Sie das Kontrollkästchen „Raft“ auswählen. Rafts sorgen für Stabilität
und können entfernt werden, nachdem Ihr Objekt gedruckt wurde.
S. 17
Page 18
XYZware
-Bedienungsanleitung
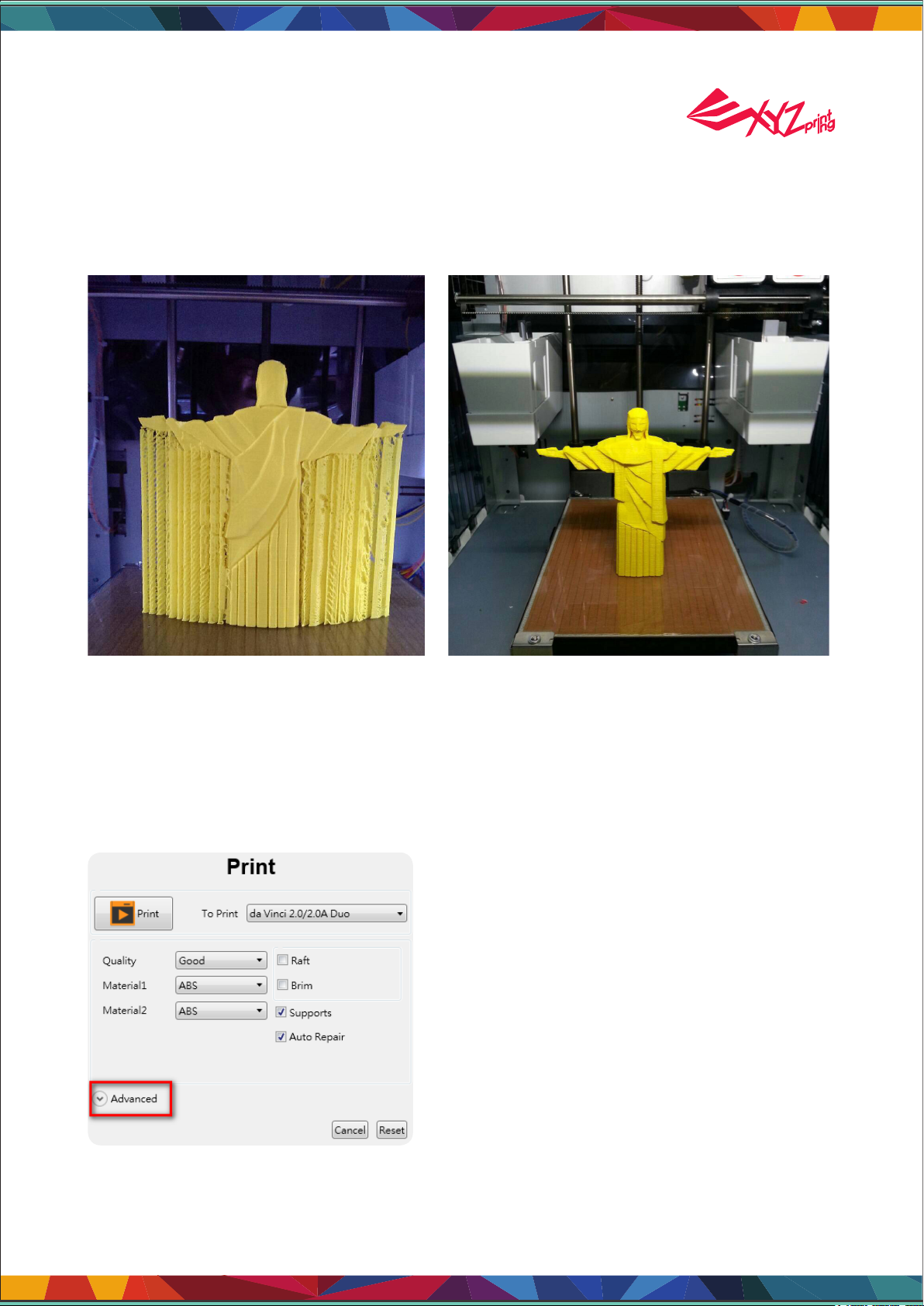
6.5 Support (Stütze)
Die stützenden Strukturen werden entsprechend den Objektmerkmalen gedruckt. Eine
Stütze dient der Schaffung struktureller Festigkeit und stellt sicher, dass Ihr Modell
während des Drucks nicht zusammenbricht.
Modell mit Stütze (Rückansicht) Stütze entfernt
6.6 Advanced Settings (Erweiterte Einstellungen)
Klicken Sie für weitere Druckoptionen auf die Schaltäche „Advanced“ (Erweitert).
S. 18
Page 19

XYZware
-Bedienungsanleitung
6.7 Proles (Prole)
Ergänzen oder wählen Sie gespeicherte Druckeigenschaften über das Auswahlmenü
„Proles“ (Prole). Es können je nach Projektanforderungen verschiedene
Druckeigenschaften erstellt, gespeichert und auf unterschiedliche Modelle angewandt
werden.
6.8 3D Density (3D-Dichte)
Vor dem Druck können Sie über diese Funktion die Druckdichte des Objekts/der Objekte
anpassen. Die Standarddruckereinstellung am da Vinci-3D-Drucker erstellt die interne
Struktur des Objekts/der Objekte basierend auf Wabenstrukturen. Mit dem Auswahlmenü
3D Density (3D-Dichte) können Sie die Dichte der Wabenstruktur von eng bis weit
anpassen und dadurch die gewünschte Stärke erzielen.
Low (10%) (Gering (10 %)) –
Diese Einstellung erfordert weniger
Druckzeit, dafür ist die Struktur
relativ schwach. Die Einstellung
eignet sich für dekorative Objekte.
Verfügbare 3D-Dichten:
Hollow (Hohl) (Struktur
mit der geringsten Anzahl
gestreuter Waben), Low
(Gering), Medium (Mittel),
High (Hoch), Solid (Solide)
Medium (30%) (Mittel (30 %)) –
Die Auswahl verleiht der Struktur
mehr Stärke als bei geringer
Dichte. Wenn Sie ein Objekt für
mechanische Zwecke drucken
möchten, sollten Sie die Dichte auf
30 % oder mehr einstellen.
High (50%) (Hoch (50 %)) – Bei
Objekten, die hohe Beständigkeit
erfordern oder als funktionale
mechanische Teile verwendet
werden, sollten Sie eine höhere
Dichte wählen.
Solid (90%) (Fest (90 %)) –
Objekte mit hoher Dichte sind
beständiger. Allerdings erhöht sich
dabei die Druckzeit und es wird
mehr Filament verbraucht.
S. 19
Page 20

XYZware
-Bedienungsanleitung
6.9 Shells (Schalen)
Schalen sind die Außenschicht des Objekts. Dicke Schalen führen zu einer besseren
Druckqualität, erfordern jedoch mehr Druckzeit. Dünne Schalen verkürzen die Druckzeit,
sind jedoch empndlicher.
Thin (Dünn): Diese Einstellung erzeugt eine einzelne Schicht.
Schaleneinstellungen
Thin (Dünn)
Normal
Thick (Dick), beste Qualität
Normal: Die Außenstruktur besteht aus 2 Schichten. Die zusätzliche Schicht stärkt die
Objekte.
Thick (Dick): Eine dicke Schale besteht aus 3 Schichten. Die gestärkte Struktur ist
beständiger, erfordert jedoch mehr Druckzeit.
S. 20
Page 21

XYZware
-Bedienungsanleitung
Die Objektstärke wird durch die Einstellung von 3D-Dichte und Schale beeinflusst. Zur
Gewährleistung der Beständigkeit von Objekten unterschiedlicher Größe, Form und
Zweckmäßigkeit sind verschiedene Einstellungen bei Dichte und Schale erforderlich.
Hier nden Sie einige Empfehlungen zu Dichte und Schale:
3D-Dichte
Schale
Hohl (0 %)
Gering (10 %) Mittel (30 %) Hoch (50 %) Solide (90 %)
Thin (Dünn)
Normal
Thick (Dick)
kleiner, hohl kleiner, ach,
detailliert
größer, höhergrößer, hohl
kleinere, ache, detaillierte und beständige Teile
größere, beständige Teile
6.10 Layer Height (Schichthöhe)
Durch Einstellung verschiedener Schichthöhen können Sie die Dicke der einzelnen
Schichten ändern, die Ihr Drucker erzeugt.
S. 21
Die gedruckte Schichtdicke
kann auf 0,1 bis 0,4 mm
angepasst werden. Für
optimale Ergebnisse empfehlen
wir einen Schichtdruck von 0,2
bis 0,3 mm.
Page 22

XYZware
-Bedienungsanleitung
6.11 Speed (Geschwindigkeit)
Über die Druckgeschwindigkeitseinstellung können Sie die Einstellungen anhand
der Größe und Detailgenauigkeit des Objekts ändern. Generell führt eine bessere
Objektqualität zu einer geringeren Druckgeschwindigkeit.
Druckgeschwindigkeitseinstellungen
Slow (Langsam), beste Qualität
Standard
Fast (Schnell)
7. Weitere Funktionen
Sobald Sie die Anpassung Ihres Objekts wie gewünscht abgeschlossen haben, kann es in
3D gedruckt oder zur künftigen Nutzung gespeichert werden.
7.1 Dateispeicherung
Klicken Sie auf „Save“ (Speichern); XYZware speichert die Datei im *.stl-Format.
S. 22
Page 23

XYZware
-Bedienungsanleitung
7.2 Dateiexport
Wählen Sie „Export“ (Exportieren); XYZware speichert die Datei im *.3w-Format. .3w ist
das spezifische Dateiformat, das allein für 3D-Drucker der „da Vinci“-Serie entwickelt
wurde. Programme wie XYZware nehmen Aufschichtungsberechnungen von STL-Dateien
vor und speichern das Druckprol in einer .3w-Datei, was Ihr nächstes 3D-Druckprojekt
beschleunigt.
8. Einstellung und Aktualisierung
8.1 Sprache ändern
XYZware unterstützt mehrere Sprachen. Wählen Sie aus dem Auswahlmenü eine Sprache für Ihre
XYZware-Software. Nach Auswahl einer Sprachoption wird die Änderung sofort wirksam.
S. 23
Page 24

XYZware
-Bedienungsanleitung
8.2 Vorschau der Druckfarbe
Die Einstellungen ermöglichen die Vorschau der Filamentfarbe von jedem Extruder. Bitte
beachten Sie, dass die Farbe nur für die Vorschau gilt. Möglicherweise weicht sie von der
tatsächlichen Farbe ab.
8.3 Druckertyp einstellen
Bitte wählen Sie den verwendeten Drucker aus der Auswahlliste. Die Größe der
Druckplatte ändert sich entsprechend dem ausgewählten Drucker.
8.4 Objekte automatisch positionieren
Durch Aktivierung dieser Funktion beim Druck mit einem da Vinci 1.0/1.0A/1.0 AiO
verschiebt XYZware die Landeposition der importierten Objekte auf der Druckplatte,
damit sie nicht aufeinander landen. Bei Verwendung eines da Vinci 2.0 Duo/2.0A Duo3D-Druckers sollten Sie diese Funktion deaktivieren, damit beide Importe in der Mitte der
Druckplatte landen und ein zweifarbiges Objekt mit zwei Filamenten erschaffen werden
kann. Dadurch müssen die Objekte nach dem Import nicht neu positioniert werden.
S. 24
Page 25

XYZware
-Bedienungsanleitung
8.5 Firmware-Aktualisierung
Für beste 3D-Druckergebnisse sollten Sie Software und/oder Firmware stets auf dem
neuesten Stand halten. Die Aktualisierung ist einfach: Klicken Sie auf das Symbol
„About“ (Info), und XYZware sucht nach Aktualisierungen. Falls XYZware eine neuere
Version findet, klicken Sie zum Aktualisieren auf die Schaltfläche „Software Update“
(Softwareaktualisierung) / „Firmware Upgrade“ (Firmware-Aktualisierung).
Hinweis: Prüfen Sie den Internetzugang am Computer, bevor Sie diese Funktion nutzen
und versuchen, die Firmware oder XYZware-Software zu aktualisieren.
S. 25
Page 26

XYZware
-Bedienungsanleitung
9. Überwachungsmodus
Die Temperatur von Druckplatte und Extrudern kann durch Anklicken des Symbols
„Monitor“ (Überwachen) unten rechts aufgerufen werden. Diese Funktion ist deaktiviert,
wenn das USB-Kabel vom Drucker abgezogen ist.
10. Wartungshinweis
Mit der Zeit können sich Kohlefasern oder Filamentstaub an der Düse ansammeln, was
deren Leistung verringert. Sie sollten die Düse alle 25 Betriebsstunden reinigen.
In einem Druckintervall von 25 Stunden zeigt XYZware wie nachstehend dargestellt
einen Hinweis an. Durch Anklicken von „Yes! Tell me how (Ja! Anleitung zeigen)“ können
Sie sich das Anleitungsvideo zur Düsenreinigung ansehen; alternativ finden Sie in der
Produktanleitung detaillierte Anweisungen.
S. 26
Page 27

XYZware
-Bedienungsanleitung
11. XYZware Pro.
Parallel zur Verkaufsaktion des Flaggschiff-3D-Druckers da Vinci 1.0 Professional (nachfolgend da
Vinci 1.0 Pro) wird die erweiterte 3D-Drucksoftware „XYZware Pro“ veröffentlicht. Das neue XYZware
Pro ist ebenso nutzerfreundlich wie die Vorgängerversion. Sie enthält darüber hinaus jedoch
zahlreiche professionelle Funktionen. Bedienung und Beispiele für XYZware Pro werden in diesem
Kapitel vorgestellt.
Die neue Version XYZware Pro bietet wesentlich mehr Freiheit beim Drucken; Sie können Druckumgebung und
die für 3D-Objekte benötigten Gestaltungsbedingungen über Einstellungen der „Export“ (Exportieren)-/„Print“
(Drucken)-Kategoriefunktion steuern und die Objektgestaltung damit noch präziser abstimmen. Gleichzeitig
können 3D-Druckermodell und Filamenttyp angegeben werden, wodurch das System die empfohlenen
Einstellungen automatisch konfiguriert. Alternativ kann der Nutzer die Einstellungen auch manuell anpassen.
Abschließend ermöglichen die Schaltächen „Export“ (Exportieren) und „Print“ (Drucken) das Aufschichten des
3D-Objekts zum Drucken bzw. zum Erstellen einer 3D-Datei.
Hinweis:
In diesem Kapitel werden folgende Funktionen beispielhaft an der „Export)“ (Exportieren-Kategoriefunktion
beschrieben. Teile der Funktionen können nur in Verbindung mit dem 3D-Drucker da Vinci 1.0 Pro verwendet
werden. Daher sollten Sie für optimale Ergebnisse beim Einsatz dieser Software einen 3D-Drucker da Vinci 1.0
Pro kaufen und anschließen.
Kategoriebeschreibung
Drucktemperatur / Druckmaterial wählen
Objektstruktur und Feinheitsparameter einrichten
Extruderbewegungsgeschwindigkeit anpassen
Die das Druckobjekt ergänzende Stützstruktur wählen
Druckmaterialpressmethode wählen
11.1
11.2
11.3
11.4
11.5
Funktionskategorie
Drucker
Allgemein
Geschwindigkeit
Stützen
Rückzug
11.6
Extrusionsverhältnis
Ausgabevolumen des Druckmaterials anpassen
S. 27
Page 28
XYZware
-Bedienungsanleitung
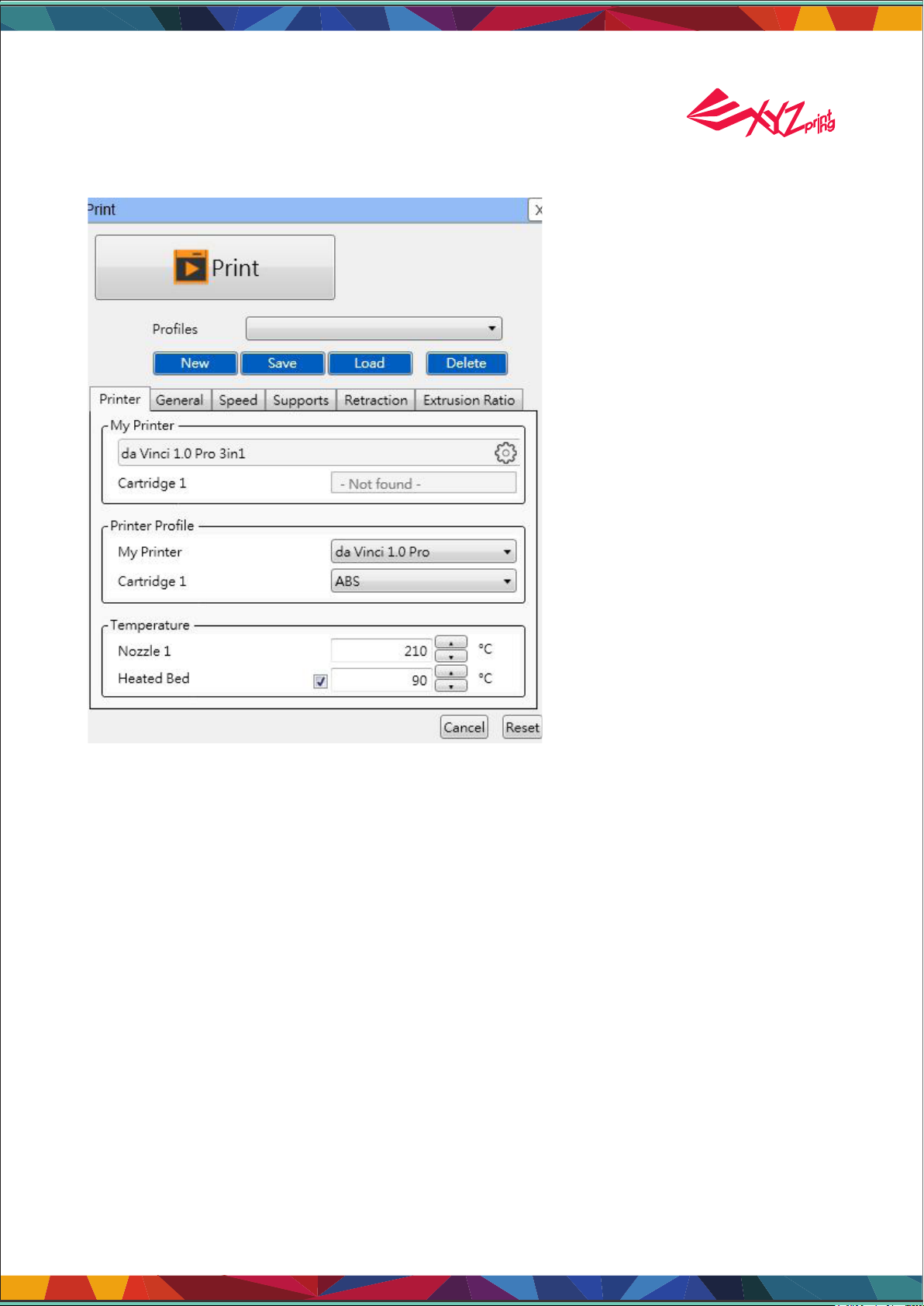
11.1 Drucker
11.1.1 Mein Drucker
Wenn XYZware Pro nicht mit einem 3D-Drucker verbunden ist, werden keine Informationen
in diesem Feld angezeigt. Sie müssen Produktmodell und Druckmaterial über die „Printer
Prole“ (Druckerprol)-Funktion angeben. Nach Verbindung mit dem 3D-Drucker liest das
System die Geräteinformationen und zeigt die Standardparameter dieses Druckers an.
11.1.2 Druckerprol
Sie können 3D-Druckermodell und die Art des geladenen Filaments angeben;
anschließend konfiguriert XYZware Pro die empfohlenen Druckeinstellungen. Alternativ
können Sie die Parameter eigenhändig anpassen; die Funktionen „File Conversion “ und
„Print“ (Drucken) werden in den Objektaufschichtungsinformationen platziert.
Hinweis:
Der da Vinci 1.0 Pro unterstützt das Drucken mit ABS-/PLA-Filament. Sie können die
Drucktemperatur über ABS/PLA ändern.
S. 28
Page 29

XYZware
-Bedienungsanleitung
11.1.3 Temperatur
Die Betriebstemperatur von Druckplatte und Druckmodul kann angepasst werden. Die
Temperaturinformationen werden in den Objektaufschichtungsinformationen gespeichert.
Heizkomponenten
Druckmodul
Druckplatte
Temperaturbereich
170°C – 240 °C
41°C – 90 °C
Hinweis:
● Wenn Sie eine Drucktemperatur im da Vinci 1.0 Pro angeben, zieht XYZware Pro beim Drucken
die Drucktemperaturinformationen in der Datei vor.
● Falls die Temperatur für die Druckplatte auf OFF (Aus) gesetzt ist, wird bei Zimmertemperatur
gedruckt und die Druckplatte wird nicht erhitzt.
● Eine zu geringe Extrudertemperatur kann die Filamentzuführung und damit die Ausgabe aus dem
Druckmodul beeinträchtigen. Daher sollten Sie zunächst die Betriebstemperatur des Extruders
anpassen.
● Bei einer zu geringen Druckplattentemperatur wird das Objekt beim Drucken möglicherweise nicht
präzise platziert, was zu einem schlechten Druckergebnis führen kann. Bitte bringen Sie vor dem
Drucken das Plattenklebeband an. Falls sich das Druckergebnis dadurch nicht verbessern lässt,
erhöhen Sie bitte die Betriebstemperatur der Druckplatte.
● Bei einem Druckobjekt mit einer speziellen Struktur kann zur Verbesserung der Haftung mittels
Klebestift Kleber auf das Plattenklebeband aufgetragen werden. In diesem Fall lässt sich das Objekt
jedoch möglicherweise schwer entfernen.
S. 29
Page 30

XYZware
-Bedienungsanleitung
11.2 Allgemein
Diese Funktion unterstützt die Anpassung der Druckstruktur eines Objekts und die Konguration von
Strukturdichte und Schalendruck zur Erzielung unterschiedlicher Effekte.
11.2.1 Schichthöhe
Mit einer geringeren Schichthöhe erzielen Sie einen feineren Druckeffekt; mit einer größeren
Schichthöhe können Sie das Objekt schneller drucken. Der feine Druck nimmt mehr Zeit in Anspruch.
Funktionsoptionen
Schichthöhe
Einstellungswerte
0,05 – 0,4 mm (50 – 400 Mikrometer)
Hinweis:
● Teile von Objekten mit einfacher Struktur werden bei 0,05 mm (50 µm) präzise gedruckt.
S. 30
Page 31

XYZware
-Bedienungsanleitung
11.2.2 Schalendicke
Die Schale ist die Oberflächenstruktur eines Objekts. Eine dicke Schale begünstigt die
Qualität, erfordert jedoch mehr Zeit. Bei Auswahl einer dünnen Schale wird das Objekt
schneller gedruckt; bestimmte Teile eines Objekts erfordern jedoch meist eine gewisse
Oberächenstärke.
Normal
Bei der Anzahl Druckschichten der Schale für den Objektkörper werden zur Erzielung
einer robusten Schalenschicht und zur Reparatur von Defekten aufgrund des Drucks der
ersten Schicht zwei Schichten (Schichten = 3) von außen nach innen gedruckt, sodass die
Oberäche durchgängig ist und keine Löcher aufweist.
S. 31
Page 32

XYZware
-Bedienungsanleitung
Obere Fläche
Nachdem XYZware Pro die Füllstruktur im oberen Bereich des Druckobjekts abschließt,
wird die letzte Druckschicht im oberen Bereich durchgeführt. Die Oberseite ist
üblicherweise der letzte Teil des Objekts im Druckprozess. Sie können die Anzahl
gedruckter Schichten an der Oberseite anpassen. Je höher die Anzahl Druckschichten,
desto dichter und solider die Struktur der Oberseite.
S. 32
Page 33
XYZware
-Bedienungsanleitung
S. 33
Page 34

XYZware
-Bedienungsanleitung
Untere Fläche
Bevor XYZware Pro die Füllstruktur im unteren Bereich des Druckobjekts druckt, wird eine
durchgängige und solide Bodenäche gedruckt. Eine perfekte, durchgängige Bodenäche
wird üblicherweise durch dreischichtigen Druck erzielt (Schichten = 3). Neben dem unten
abschließenden Effekt wird zudem eine bessere Objektstabilität erzeugt.
S. 34
Page 35

XYZware
-Bedienungsanleitung
Funktionsoptionen
Schalendicke
Einstellungswerte
Auswahlbereich: 1 (dünne Schale) – 10 (dicke Schale), Einheit:Schicht
Hinweis:
Wenn Sie mit der Schalendickenauswahl der Originalversion von XYZware vertraut sind,
beachten Sie bitte die nachstehenden Informationen
Dünn: 1 Schicht
Normal: 2 Schichten
Dick: 3 Schichten
Hinweis:
Wenn oberer Teil und solide Schicht (Füllung) auf 0 eingestellt sind, wird ein hohles Objekt
erstellt
S. 35
Page 36

XYZware
-Bedienungsanleitung
11.2.3 Füllen
Fülldichte
Sie können die Druckdichte des Objekts anpassen und verschiedene Effekte mit Hilfe der
Dichte der internen Struktur erzielen. Die Objektstärke lässt sich durch die Einstellung der
3D-Dichte beeinussen.
S. 36
Page 37

XYZware
-Bedienungsanleitung
Hinweis:
Wenn die Fülldichte auf 0 eingestellt ist, wird keine Füllstruktur gedruckt
Fülltyp
Beinhaltet wabenförmige und verochtene Modi.
S. 37
Page 38

XYZware
-Bedienungsanleitung
11.3 Geschwindigkeit
Durch die Anpassung der Druckgeschwindigkeit können Sie Einstellungen entsprechend der
Objektgröße und dem Präzisionsniveau vornehmen. Anspruchsvolle Objekte sollten üblicherweise
bei geringer Geschwindigkeit gedruckt werden.
11.3.1 Schalen
Normal
Die Druckgeschwindigkeit des Objektkörpers bestimmt Druckdauer und Objektqualität. Mit geringerer
Druckgeschwindigkeit und angemessener Schichthöhe erzielen Sie üblicherweise bei den meisten
Druckobjekten sehr gute Ergebnisse
Oberäche
Bei der Druckgeschwindigkeit der Objektoberäche kann die Anpassung der Druckgeschwindigkeit
des äußersten Teils die Druckqualität der Oberfläche direkt beeinflussen und von der
Druckgeschwindigkeit der internen Füllstruktur abweichen, was die Druckqualität des Objekts
verbessert und gleichzeitig die gesamte Druckzeit optimiert
Kleiner Radius
Falls das Objekt eine bogenförmige Struktur mit einem Radios von knapp unter 2,2 mm besitzt, kann
die Druckgeschwindigkeit über solch eine Einstellung angepasst werden. Beim Drucken mit kleinem
Radius kann über die Geschwindigkeit eine stabilere Konstruktion erzielt werden
S. 38
Page 39
XYZware
-Bedienungsanleitung
Hinweis:
● Bei zu hoher Druckgeschwindigkeit wird das Material möglicherweise nicht gleichmäßig gepresst.
In den meisten Fällen empehlt sich eine Druckgeschwindigkeit zwischen 15 mm/s und 60 mm/s.
Der Filamenttyp wirkt sich auf die Druckqualität aus
● Wenn eine Mindestgeschwindigkeit von 5 mm/s verwendet wird, nimmt der Druck viel Zeit in
Anspruch
● Achten Sie darauf, dass beim Erhöhen der Druckgeschwindigkeit auf die Betriebstemperatur des
Extruders zunimmt; bei unzureichender Materialzuführung kann dies zu Ausgabefehlern führen
11.3.2 Füllen
XYZware Pro kann den Druckstil der Füllstruktur für verschiedene Teile eines Objekts
anpassen
Normal
Typische Füllstrukturen eines Objekts
Obere Fläche
Bei der Objektstruktur werden zum Drucken des oberen Teils vor Beginn des Drucks des
Außenschicht des oberen Teils die letzten drei Strukturschichten vom System ausgewählt
Solide Füllung
Bei den ersten drei Strukturschichten des unteren Teils des eigentlichen Objekts wendet
das System diese Konguration zur Anpassung der Druckgeschwindigkeit an
Hinweis:
Die Füllstruktur sollte bei höherer Geschwindigkeit gedruckt werden. In den meisten Fällen empehlt
sich eine Druckgeschwindigkeit zwischen 30 mm/s und 60 mm/s. Eine Druckgeschwindigkeit unter
30 mm/s wirkt sich kaum auf die Qualität der Objektgestaltung aus
11.3.3 Sonstiges
Brückendruckgeschwindigkeit
Wenn ein Objekt in einem „∏“-förmigen oder ähnlichen Muster gedruckt wird, führt der kürzere
Abstand zwischen zwei Endpunkten nicht zum Druck einer Stützstruktur bis zum Startpunkt; dies
wird als Brückendruck bezeichnet. Eine höhere Brückendruckgeschwindigkeit kann verhindern, dass
das Objekt durchhängt.
Nicht-Druck-Bewegungsgeschwindigkeit
Die Bewegungsgeschwindigkeit des Druckmoduls, während nicht gedruckt wird
Geschwindigkeit untere Schicht
Druckgeschwindigkeit bei der untersten Schicht. Je geringer die Geschwindigkeit, desto besser die
Fixierung und Stabilität
Rückzugsgeschwindigkeit
Die Geschwindigkeit, bei der das Filament zurückgezogen wird. Beachten Sie die
Funktionsvorstellung im nächsten Kapitel
Hinweis:
Das Zusammenwirken von Rückzugsgeschwindigkeit und anderen Druckgeschwindigkeiten wirkt
sich direkt auf die Zuführstabilität beim Druck aus. Wenn die Druckgeschwindigkeit etwas schneller
als die Rückzugsgeschwindigkeit ist, wird die Materialpressung nicht unterbrochen
S. 39
Page 40

XYZware
-Bedienungsanleitung
11.4 Stützen
11.4.1 Raft und Rand
Raft
Über diese Funktion können Sie durch Erhöhen von
Objekte weniger empfindlich für die Ebenheit der Druckplatte machen und eine Verformung bei
langen Druckaufträgen verhindern
Raft
an der Unterseite des Objekts große
S. 40
Page 41

XYZware
-Bedienungsanleitung
Rand
Mit
der Druckplatte vergrößern und so verhindern, dass das Objekt schwenkt und so die
Druckqualität beeinträchtigt
Rand
können Sie beim Drucken relativer langer Objekte die Kontaktfläche mit
S. 41
Page 42

XYZware
-Bedienungsanleitung
11.4.2 Stützen
Die entsprechend den Objekteigenschaften gedruckte Stützstruktur dient üblicherweise
dem Stützen schwebender Objektteile; die Stützen können nach dem Druck entfernt
werden
Hinweis:
Es stehen drei Modi zur Auswahl
Niedrige Stützen
Standard
Hoc
Bei den meisten Druckobjekten eignet sich Niedrige Stützen;
diese Stützstruktur lässt sich leicht abziehen
11.5 Retraction (Rückzug)
S. 42
Page 43

XYZware
-Bedienungsanleitung
11.5.1 Rückzugslänge
Beim Objektdruck wird vor einer großen Bewegung des Druckmoduls durch Erzeugen eines
Unterdrucks im Druckmodul das Druckfilament zurückgezogen, damit Material während der
Bewegung nicht am Objekt haftete; dadurch verbessert sich die Oberflächenqualität des
Druckobjekts
11.5.2 Aktivierungsschwelle
Hierüber lässt sich der Aktivierungsstil des Rückzugmechanismus konfigurieren. Im
Einrichtungsmodus geben Sie üblicherweise die minimale Druckmodul-Bewegungsentfernung für die
Aktivierung des Rückzugmechanismus an
11.5.3 Hebehöhe bei Extruderrückzug
Nach dem Rückzug wird das Druckmodul entsprechend dem festgelegten Wert leicht angehoben.
Dadurch wird verhindert, dass Material am Objekt haftet; der letzte Druckstopp wird gründlicher
abgeschlossen. Beachten Sie jedoch, dass sich bei großer Anhebung die Druckvorbereitungszeit für
die nächste Druckschicht hinauszögert, wodurch sich Teile von Winkeln abkühlen können, was die
Anhaftung zwischen den Schichten erschwert.
11.5.4 Zusätzliches Filament nach Travel < Verfahren <
Rückzug zufügen
Materialkompensation kann zur Verbesserung bei Löchern oder schlechter Extrusion
aufgrund von übermäßigem Extruderrückzug verwendet werden
11.6 Extrusionsverhältnis
Das Extrusionsvolumen kann für Schale oder Füllung angepasst werden.
Standardeinstellung ist 100 %. Dieser Wert kann zur Verringerung der Menge an ausgegebenem
Filament reduziert werden, was zu dünneren Linien führt. Je höher die Einstellung, desto mehr
Material wird ausgegeben, was die Sättigung erhöht und für dickere Linie sorgt.
11.6.1 Schalenextrusionsverhältnis
Extrusionsbereich: 80 bis 200 %.
Je höher die Schalenextrusion, desto dicker die Schale; je geringer die Schalenextrusion,
desto dünner die Schale.
Zur Erzielung einer dickeren Schale können Sie die Schichthöhe und Gravurschichten
anpassen; der Prozentsatz des Schalenextrusionsverhältnis kann zur Verringerung der
Vorlagenredundanz reduziert werden.
S. 43
Page 44
XYZware
-Bedienungsanleitung
11.6.2 Füllextrusionsverhältnis
Extrusionsbereich: 80 bis 200 %.
Je höher das Füllextrusionsverhältnis, desto kompakter die Fülllinien; desto geringer das
Füllextrusionsverhältnis, desto weitläuger die Linien.
Zur Erzeugung eines dichter gefüllten und robusteren Objekts können Sie Schichthöhe und
Schalendicke anpassen und den Prozentsatz des Füllextrusionsverhältnisses zur Verbesserung der
Qualität des fertigen Objekts verringern.
Hinweis:
Das empfohlene Füllextrusionsverhältnis beträgt 90 bis 110 %.
12. XYZware-Farbmodus
Der in diesem Kapitel beschriebene mehrfarbige Druck wird in Kombination mit spezischen Modellen verwendet. Sie können das Farbmischverhältnis basierend auf Ihren Farbpräferenzen in XYZwa-
re anpassen. Während des Drucks kann das von XYZware angezeigte Farbmischverhältnis aufgrund
von Zimmertemperatur und Restfarben vom vorherigen Druck leicht von dem tatsächlichen Objekt
abweichen; dies ist völlig normal. Sie sollten die Funktion FILAMENT LADEN verwenden und drucken, bis die Restfarben vollständig entladen sind.
Stellen Sie vor Verwendung des Farbmodus Folgendes sicher:
A.XYZware wurde auf die zutreffende Version aktualisiert: 2.1.12.4 oder aktueller
B. Modell: da Vinci Junior 2.0 Mix (nachfolgend da Vinci Jr. 2.0 Mix)
S. 44
Page 45
XYZware
-Bedienungsanleitung
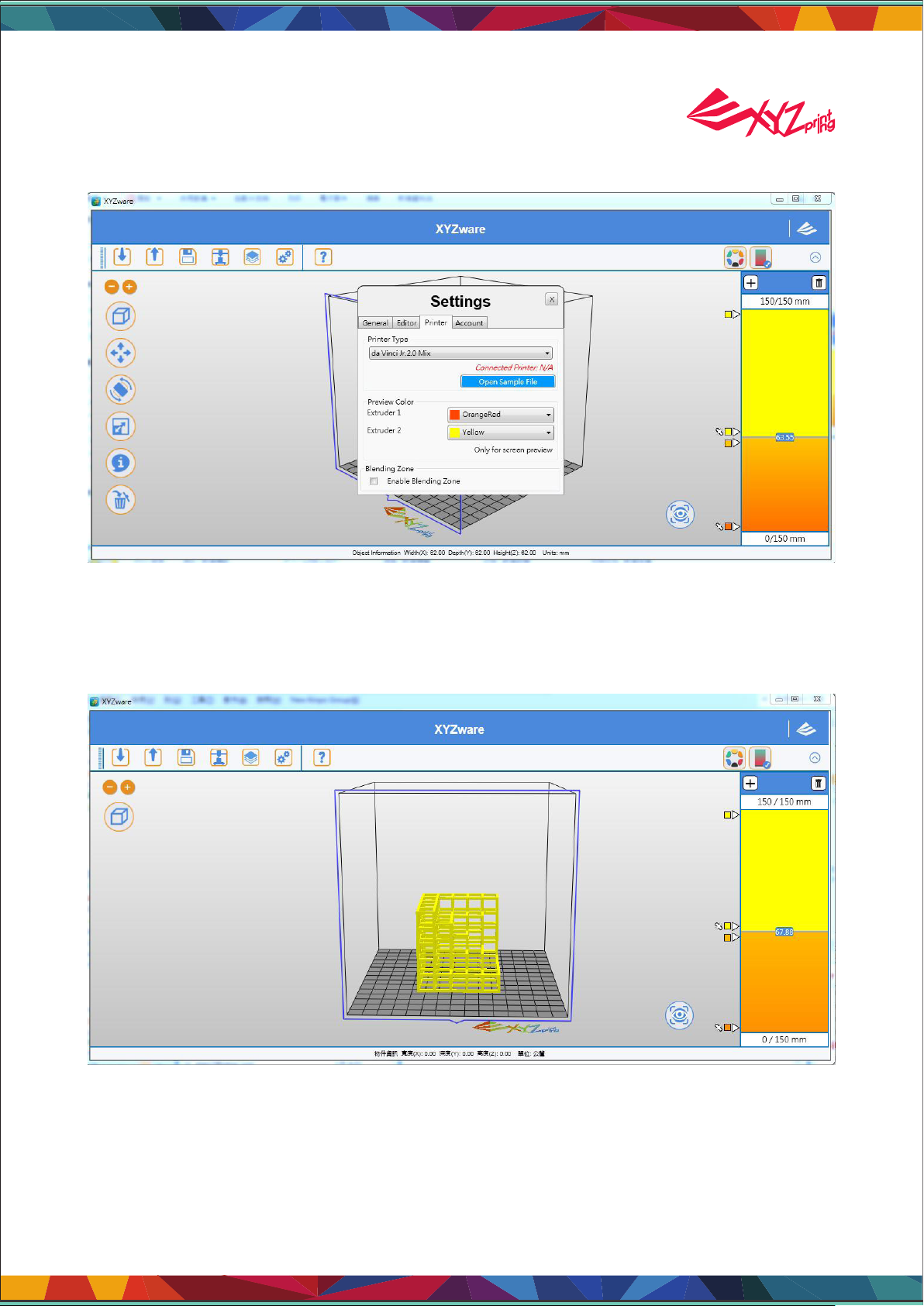
12.1 Druckereinstellungen
Hinweis: Unter „Settings“ (Einstellungen) können Sie das Druckermodell festlegen und die
Farben der Druckmodule 1 und 2 prüfen. Das tatsächliche Ergebnis hängt von der Farbe
des im Drucker geladenen Filaments ab.
12.2 Nutzerschnittstelle und Werkzeugleiste
⑧
①
⑥
⑤
③
②
④
⑦
Mehrfarbiger Modus
①
- Stellen Sie verschiedene Farben für Modelle von verschiedenen Dateiquellen ein.
S. 45
Page 46

XYZware
Mischmodus
②
- Stellen Sie verschiedene Farbblöcke entsprechend der Höhe ein. Jeder Block kann eine Farbe
oder einen Farbverlauf enthalten.
Einen Farbknoten zufügen
③
- Mehrere Farbknoten zufügen, damit das Objekt bunter wird
Einen Farbknoten löschen
④
Startfarbe
⑤
⑥
⑦
Objektfarbhöhe
- Die Größe der am Objekt präsentierten Farbe
⑧
Objektansicht
⑨
Mehrfarbig-Werkzeugleiste
- Farben mit Hilfe der von der Software festgelegten Verhältnisse mischen. Farbverlauf wird in
diesem Modus nicht unterstützt
-Bedienungsanleitung
Sperrfarbe
(wie oben)
⑨
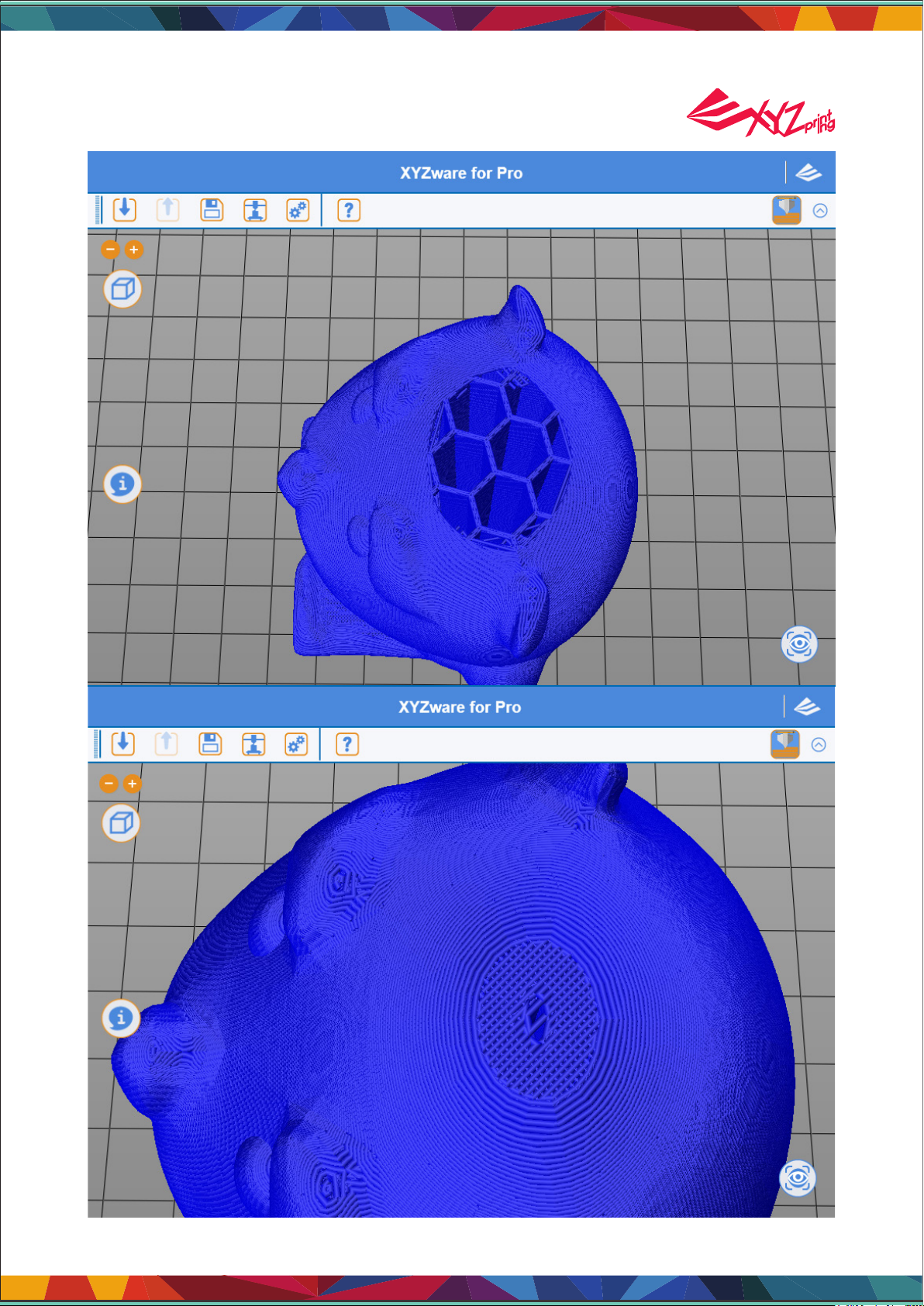
12.3 Mischmodus
Im Mischmodus können Sie anhand der nachstehenden Schritte die Farbe eines mehrfarbigen Drucks bei einem einzigen Objekt verlaufen lassen.
Schritt 1:Objektdatei (*.STL) importieren.
Schritt 2:Höhe des Objekts bestätigen. Wählen Sie zum Zufügen eines Farbknotens entsprechend der Höhe „Mixer Mode (Mischmodus)“ in der oberen Werkzeugleiste (die Höhe
beträgt in diesem Beispiel wie nachstehend gezeigt 62 mm).
S. 46
Page 47

XYZware
-Bedienungsanleitung
Fügen Sie entsprechend
der Objekthöhe einen
Farbknoten hinzu
Hinweis:Die Objekthöhe erfahren Sie über die „Info“-Schaltäche in der linken Werzeugleiste (X-Achse entspricht der Objekt-
höhe)
Schritt 3:Einen Farbknoten zufügen und seine Höhe und Farbe
anpassen. Sie können auch mehrere Knoten festlegen. XYZwa-
re zeigt den Farbverlauf des Objekts. Das tatsächliche Ergebnis
hängt von der Farbe des Filaments ab.
Druckbereich und
Verlaufeffekt am
Objekt
Sie müssen
Farbanpassungen
entsprechend der Höhe
des importierten Objekts
vornehmen
S. 47
<Das tatsächliche Objekt>
Page 48

XYZware
-Bedienungsanleitung
12.4 Mehrfarbiger Modus
da Vinci Jr. 2.0 Mix unterstützt zudem standardmäßiges mehrfarbiges Drucken. Wählen Sie „Multi-color Mode (Mehrfarbiger Modus)“ in
der oberen Werkzeugleiste und die Software erstellt entsprechend dem Farbverhältnis eine Palette für den Nutzer.
Sie können nur eine Farbe je Objekt wählen. Farbverlauf wird in diesem Modus nicht unterstützt.
S. 48
Page 49

XYZware
-Bedienungsanleitung
12.5 Mischzone
Wenn Sie das Modell in mehreren Farben gleichzeitig drucken möchten, wählen Sie bitte das „Enable Blending Zone (Mischzone aktivieren)“-Kontrollkästchen. Wählen Sie das Kästchen zum Drucken
des Modells in einem monochromen Farbschema bitte ab.
Sobald die Palettenfunktion aktiviert ist, erstellt das Gerät Filamenttrennwände und der bedruckbare
Bereich beträgt 14 x 15 x 15 cm (B x T x H).
Hinweis: Weitere Informationen zum zweifarbigen Druck nden Sie in den folgenden
Abschnitten:
4.2 Zweifarbiger Druck
●
5.5 Info
●
8.4 Druckdateien automatisch anordnen
●
S. 49
 Loading...
Loading...