

Page 1
da Vinci
da Vinci Jr. 2.0 Mix-3D-Drucker
Jr.2.0 Mix
Oct. 2016
da Vinci Jr. 2.0 Mix
Schnellanleitung
P 1
Page 2

da Vinci
Diese Bedienungsanleitung soll Nutzern dabei helfen, den 3D-Drucker da Vinci Jr. 2.0 Mix besser zu verstehen und
richtig zu verwenden. Sie enthält Bedienungsanweisungen, Wartungsinformationen und Anwendungskenntnisse des
3D-Druckers da Vinci Jr. 2.0 Mix. Aktuellste Neuigkeiten zum da Vinci Jr. 2.0 Mix-3D-Drucker erhalten Sie von örtlichen Händlern oder auf der ofziellen Webseite von XYZprinting: http://www.xyzprinting.com
Jr.2.0 Mix
Oct. 2016
Marken
Alle Marken und eingetragenen Marken sind das Eigentum ihrer jeweiligen Inhaber.
Druckverlauf
Neue Ausgaben dieser Anleitung enthalten neue und geänderte Materialien, die von vorherigen Ausgaben abweichen.
Kleine Korrekturen und Aktualisierungen können in Neuauagen der aktuellen Ausgabe übernommen werden, ohne
dass zusätzliche Ankündigungen oder Dokumentationen bezüglich der aktualisierten Version veröffentlicht werden.
Die Bedienungsanleitung dient nur zu Referenzzwecken. Wenn Sie aktuellste Informationen benötigen, nden Sie
diese auf der XYZprinting-Website: www.xyzprinting.com
Bitte entfernen Sie vor der Inbetriebnahme dieses
1
Druckers zunächst die Befestigungsmaterialien
von Druckermodul und Druckplatte. Wenn
Sie den Drucker einschalten, ohne diese
Befestigungsmaterialien zu entfernen, kann das
Gerät beschädigt werden.
3
Eine Registrierung via XYZware vor Ihrem ersten
3
Druck wird dringend empfohlen. Wenn Sie sich bei
XYZprinting registrieren, erhalten Sie den aktuellsten
technischen Support und Aktualisierungen. Klicken
Sie zum Start der Registrierung einfach auf
„Register Now“ (Jetzt registrieren).
5
8
Verbinden Sie den PC vor dem Ausführen von XYZware
2
über das USB-Kabel mit dem Drucker. Für ein optimales
Ergebnis sollten Sie das Produkt unbedingt entsprechend
den Anweisungen verwenden.
Bitte bringen Sie vor dem ersten Druck das Plattenklebeband an
4
der Druckplatte an. Das Plattenklebeband kann nach Abschluss
des Drucks entfernt werden. (Das Plattenklebeband kann
wiederverwendet werden.)
Sie können mit XYZware manuelle Aktualisierungen der Drucker-
5
Firmware und -Software starten. Wenn Sie den Drucker das erste
Mal benutzen, sollten Sie eine Internetverbindung herstellen und
die manuelle Aktualisierung zum Erhalt der aktuellsten Ressourcen
einmal ausführen.
Die optimale Raumtemperatur beim Drucken beträgt 15 bis 26 ◦C.
6
Falls die Raumtemperatur höher oder niedriger ist, kann sich dies
auf die Druckqualität auswirken.
Falls Sie detaillierteren technischen Support sowie
7
Programmressourcen benötigen, besuchen Sie unsere Webseite:
http://support.xyzprinting.com/global_en/Support
Stecken Sie der vor Inbetriebnahme des Druckers die SD-
8
Karte in den SD-Kartenschlitz, damit das Druckprogramm richtig
ausgeführt werden kann.
Bitte lesen Sie vor Benutzung dieses Produktes die Bedienungsanleitung.
Wichtiger Hinweis
P 2
Page 3
Produktübersicht
da Vinci
Jr.2.0 Mix
Oct. 2016
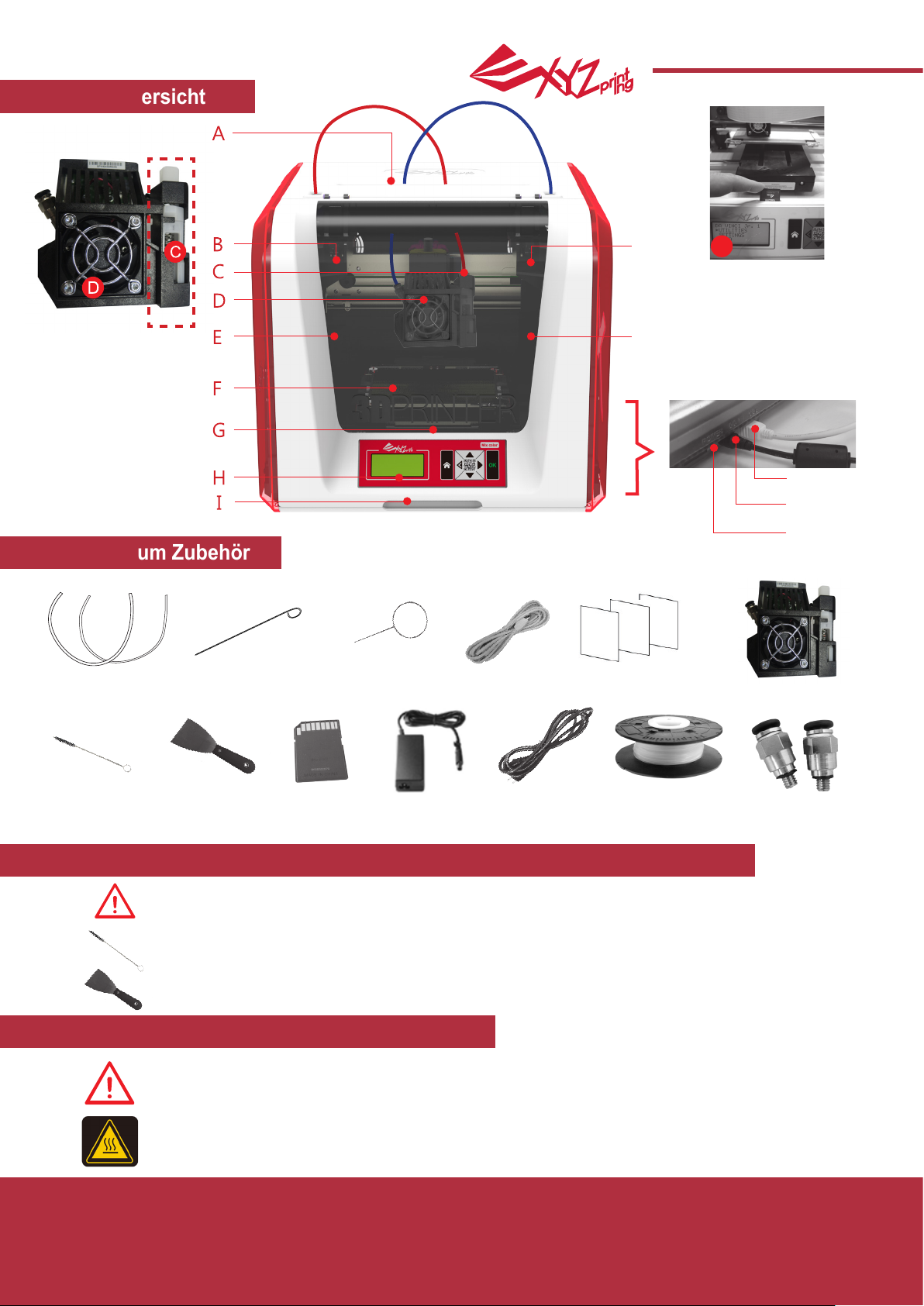
A:
Filamentbewegungsbereich
B: Zuführungsmodul 1
C: Detektor
D: Extruder
E: Filament 1
F: Druckplatte
Prüiste zum Zubehör
Führungsrohr x 2
・
・
Reinigungsdraht x2
Zufuhrpfad-
Reinigungsdraht x 5
・
USB-Kabel
・
J
K
Plattenklebeband x 3
・
G
G: SD-Kartenport
(Speicherformat: FAT32)
H: Bedienfeld und Bildschirm
I: Frontabdeckung
Zuführungsmodul 2
J:
Filament 2
K:
USB-Port
Netzanschluss
Netzschalter
Extruder
.
Mitgeliefertes
Reinigungsbürste
・
Schaber
・
SD-Karte
・
Netzteil
・
Netzkabel
・
・
Filament x2
Wichtige Sicherheitshinweise zur Nutzung der Wartungswerkzeuge
• Die Wartungswerkzeuge sollten nur von Erwachsenen genutzt werden. Halten Sie die Werkzeuge von
Kindern fern.
• Bewahren Sie die Getriebereinigungsbürste angemessen auf. Dieses Werkzeug sollte nur zur Reinigung
der angegebenen Geräteteile und nicht zur Reinigung anderer Teile verwendet werden; andernfalls
könnte das Gerät beschädigt werden.
• Mit dem Schaber können Sie das Objekt nach Abschluss des Drucks von der Druckplatte entfernen. Das
Plattenklebeband kann wiederverwendet werden; es sollte ausgetauscht werden, sobald es verschlissen ist.
Wichtige Hinweise zu Ihrer Sicherheit
• Stellen Sie den Drucker nicht in feuchter oder staubiger Umgebung auf; beispielsweise nicht im Badezimmer oder an
stark frequentierten Stellen.
• Stellen Sie den Drucker nicht auf wackligen Unterlagen auf und achten Sie darauf, dass der Drucker absolut gerade
steht. Der Drucker kann umkippen und schwere Verletzungen oder Sachschäden verursachen.
• Bitte halten Sie die Frontabdeckung zur Vermeidung von Verletzungen während des Drucks geschlossen.
• Berühren Sie das Innere des Druckers während des Drucks nicht. Dies kann aufgrund heißer und beweglicher Teile
gefährlich sein.
Führungsschlauch-
.
griff x 1
Produktübersicht
P 3
Page 4
da Vinci
Jr.2.0 Mix
Oct. 2016
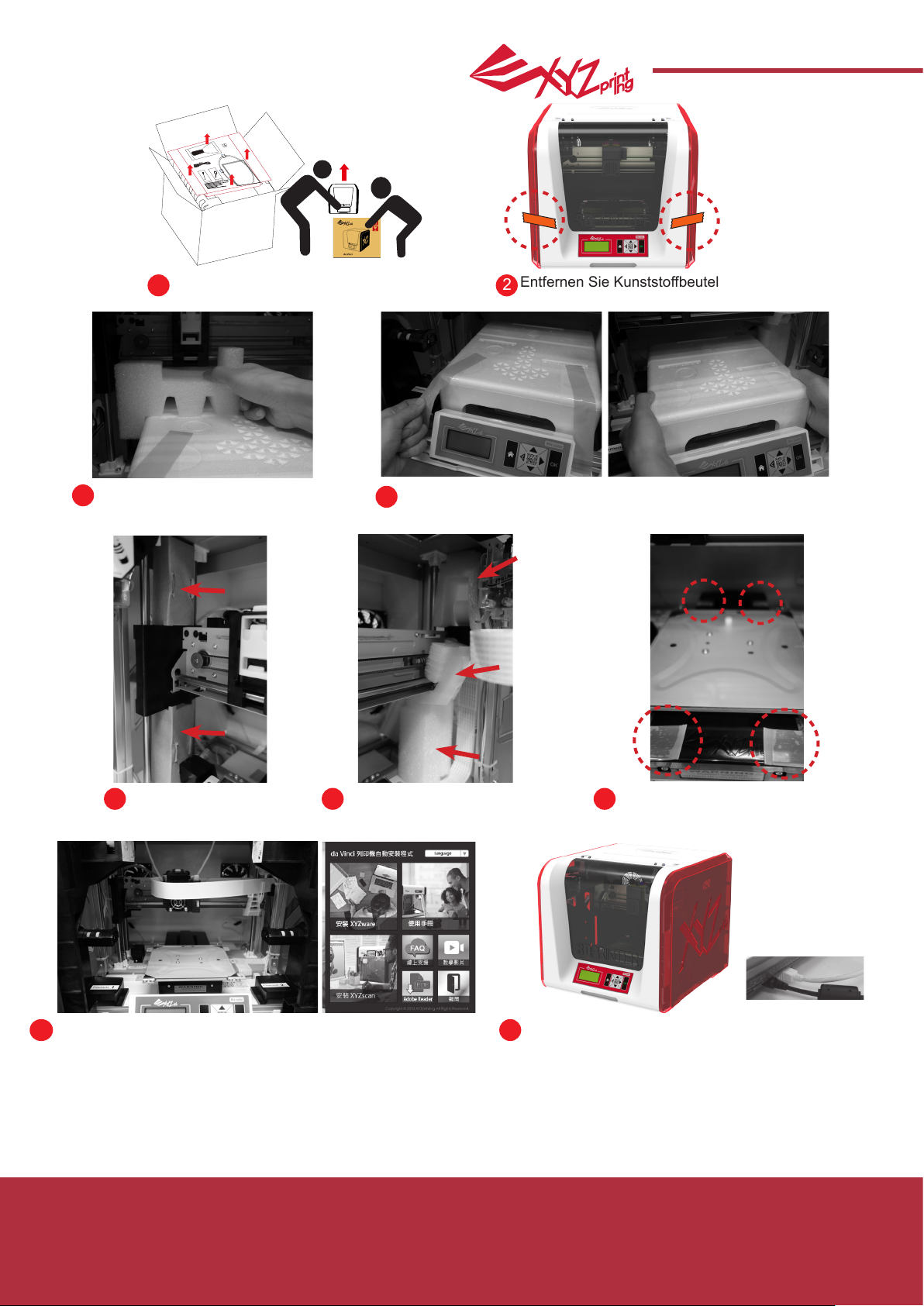
Öffnen Sie die Verpackung und nehmen Sie
1
Zubehör und Polster heraus.
Entfernen Sie das gesamte
3
Klebeband und das Polster zwischen
Druckplatte und Extrudermodul.
Entfernen Sie Kunststoffbeutel
2
und Klebestreifen.
Entfernen Sie Styropor und Klebeband an der Druckplatte.
4
Achten Sie darauf, die
Pappe auf der linken
Seite zu entfernen.
Beachten Sie Seite 5 zur Installation von
8
Filamentführungsrohr und Extruder. Consulte la página 5 para
instalar el tubo de guía del
lamento y el extrusor,Inserte la tarjeta SD incluida con la
impresora en su PC o
descargue la versión más reciente de XYZWare del sitio
web ocial e instálela en su PC.
Achten Sie darauf, das Polster
6
an der rechten
Seite zu entfernen.
Verbinden Sie Drucker und Computer über das USB-
9
Kabel. Verbinden Sie das Netzkabel mit dem Drucker
und schalten Sie dann den Netzschalter ein.
Denken Sie daran, das Klebeband an
75
Rück- und Vorderseite der
Druckplatte zu entfernen.
Hinweis: Bitte verwenden Sie zur Vermeidung von Produktschäden und anderen Gefahren durch
Abweichungen der Spannungsangaben nur das Originalnetzteil und das Originalnetzkabel mit dem Drucker.
Das Produkt auspacken
P 4
Page 5
Hinweis: Bitte befolgen Sie diese Schritte und stellen Sie sicher, dass Führungsrohr und
Extruder richtig installiert sind, bevor Sie die Funktion „LOAD FILAMENT“
(Filament laden) starten.
Filamentführungsrohr und Extruder installieren
da Vinci
Jr.2.0 Mix
Oct. 2016
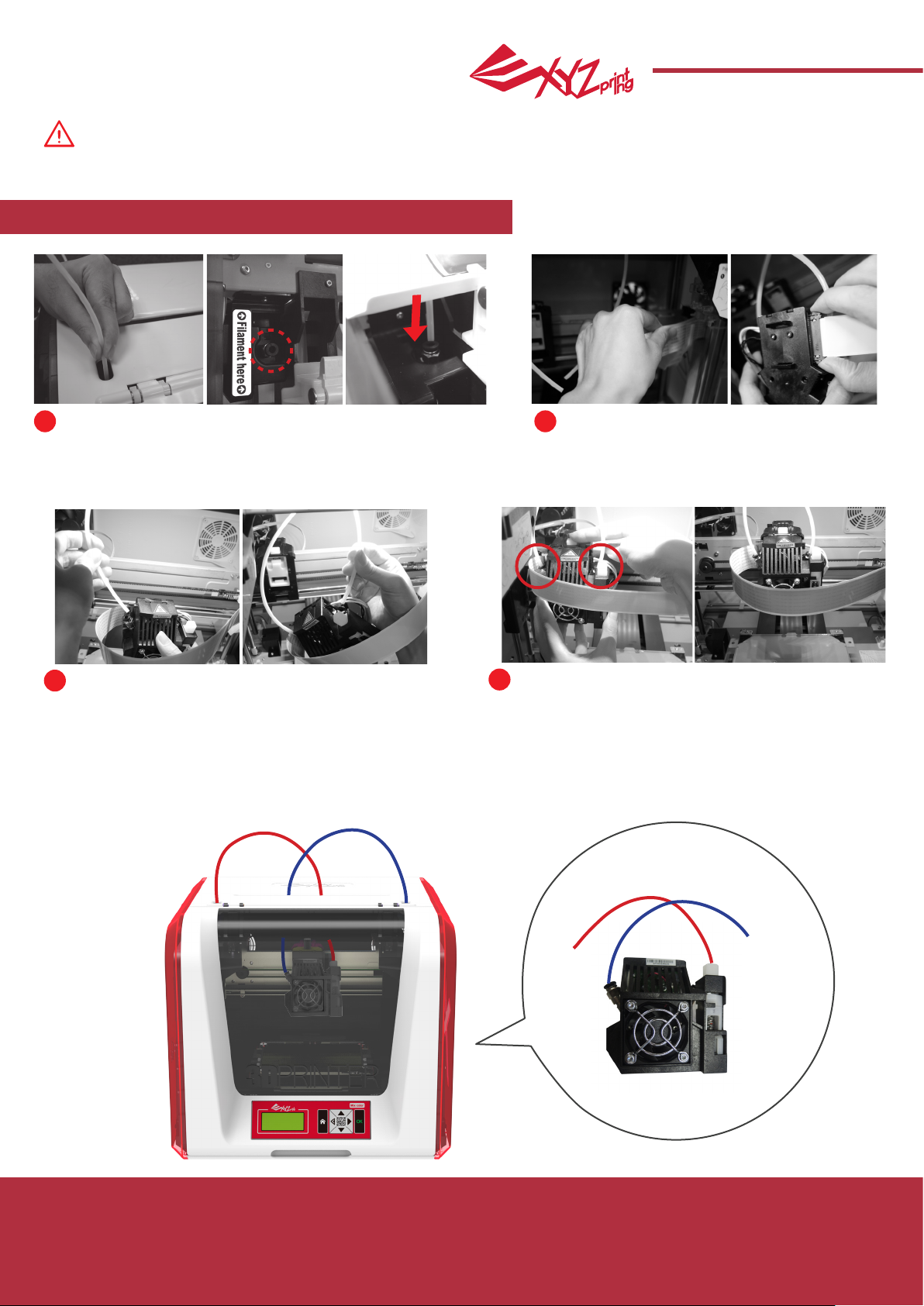
Stecken Sie das Filamentführungsrohr in den
1
Zuführungsmodul-Rohranschluss und schließen Sie die
Installation an beiden Seiten ab.
Schließen Sie das Filamentführungsrohr an den
3
Extruder an. Stecken Sie das Führungsrohr in das
Zuführungsmodul 1 und 2. Achten Sie darauf, dass es
wie abgebildet bis zum Anschlag nach unten geht.
Erinnerung: Bitte bringen Sie die Filamentführungsrohre wie
abgebildet überkreuz an. Schalten Sie das Gerät nach Abschluss der
Installation ein.
Nehmen Sie das flache Kabel von der rechten
2
Seite des Druckers heraus und schließen Sie es
an den Extruder an.
Extruder installieren
4
Richten Sie den Extruder an der Halterung aus
und drücken Sie ihn zur Befestigung am Sockel.
Zuführungsmodul 1
Zubehör installieren
Zuführungsmodul 2
P 5
Page 6

CHANGE SPOOL (Spule wechseln)
da Vinci
Jr.2.0 Mix
Oct. 2016
Beziehen Sie zur Installation des Filamentspulenachsenrings
1
zunächst eine Filamentspule.
Installieren Sie den Sensorchip. Bitte achten Sie darauf, die
3
Installationslöcher am Chip richtig zu positionieren.
Nehmen Sie den Filamentsspulenachsenring heraus und
2
teilen Sie ihn in seine beiden Komponenten auf.
Stecken Sie die Komponenten des
4
Filamentspulenachsenrings an eine der beiden Seiten
der Filamentspule und ziehen Sie die Ringe mit einem
Kreuzschraubendreher an der Achse fest; damit
ist die Installation der Filamentspulenachsenringe
abgeschlossen.
Bringen Sie die montierte Filamentspule (mit den
5
Spulenachsenringen) am Filamenthalter an der linken Seite
des Druckers an.
Öffnen Sie den Freigabearm und drücken Sie das Filament
7
vollständig bis zum Boden, damit das vordere Ende des
Filaments komplett in das Zuführungsmodul eingesteckt ist.
Filament laden
Ziehen Sie das Filament ein Stück heraus und stecken
6
Sie es in den Zuführungsport.
Achtung: Achten Sie darauf, in welcher Richtung
das Filament herausgezogen wird und stellen
Sie sicher, dass die Filamentspulenachse richtig
gedreht wird.
Hinweis: Spitze des Filaments in einem 45-GradWinkel abschneiden, bevor Sie das Filament in die
Führungsöffnung stecken
P 6
Page 7

da Vinci
Filament automatisch zufügen
Wählen Sie „UTILITIES“ (Werkzeuge) > „CHANGE SPOOL“ (Spule wechseln) > „LOAD FILAMENT“ (Filament laden).
1
Jr.2.0 Mix
Oct. 2016
Jr. Mix
BUILD (SD CARD)
UTILITIES
SETTINGS
Warten Sie, bis der Bildschirm
2
„INSERT FILAMENT“ (Filament einstecken)
angezeigt wird, stecken Sie dann das Filament
in die Filamentöffnung. Der Drucker führt das
Filament automatisch über das Führungsrohr
dem Extrudermodul zu.
INSERT FILAMENT
[ OK ] TO CONTINUE
UTILITIES
CHANGE SPOOL
HOME AXES
JOG MODE
CHANGE SPOOL
LOAD FILAMENT
UNLOAD FILAMENT
Drücken Sie nach Installation beider Filamente zum Fortfahren
3
„OK“. Warten Sie, bis sich der Extruder aufgeheizt und das
Filament geladen hat.
Vergewissern Sie sich, dass Filament aus der Düse austritt,
und wechseln Sie dann mit „OK“ zurück zum Hauptmenü.
LOADING
PLEASE WAIT
[ OK ] STOP LOADING
DOES FILAMENT
COME OUT NOZZLE
[ OK ] TO FINISH
[
] TO RETRY
<
Bitte stellen Sie sicher, dass beide Filamente eingesteckt sind; der Drucker kann nicht mit nur einem Filament starten. Falls der
Drucker das Filament nicht erfolgreich laden kann, starten Sie ihn bitte neu und versuchen Sie es noch einmal.
Filament manuell laden
Bitte stecken Sie die beiden Filamente durch
1
die Filamentöffnung; achten Sie darauf, dass
das Filament das Führungsrohr passiert und
am Extrudermodul ankommt. Laden Sie das
Filament dann über das Bedienfeld.
Wählen Sie „LOAD FILAMENT“ (Filament laden) am Drucker.
2
CHANGE SPOOL
LOAD FILAMENT
UNLOAD FILAMENT
Warten Sie, bis sich der Extruder aufgeheizt und das Filament
3
geladen hat. Vergewissern Sie sich, dass Filament aus der Düse
austritt, und wechseln Sie dann mit „OK“ zurück zum Hauptmenü.
LOADING
PLEASE WAIT
[ OK ] STOP LOADING
Filament entladen
Entladen Sie das Filament zunächst über das Bedienfeld am Drucker.
Jr. Mix
BUILD (SD CARD)
UTILITIES
SETTINGS
1
Wählen Sie „UTILITIES“ (Werkzeuge) > „CHANGE SPOOL“ (Spule wechseln) > „UNLOAD FILAMENT“ (Filament entladen).
LOAD FILAMENT
EXTRUDER HEATING
TEMPERATURE 210∘C
PLEASE WAIT
Warten Sie, bis sich der Extruder aufgeheizt und das Filament entladen hat. Drücken
2
Sie zum Herausziehen des Filaments „OK“.
UTILITIES
CHANGE SPOOL
HOME AXES
JOG MODE
UNLOADING
PLEASE WAIT
[ OK ] TO RETURN
Bei Abschluss von „UNLOAD FILAMENT“ (Filament entladen)
Öffnen Sie zunächst den Freigabearm, ziehen Sie das Filament dann mit den
Spulenachsenringen heraus. Legen Sie sie zur späteren Benutzung zaur Seite.
Hinweis: Führen Sie beim Auswechseln der Cassette zur Gewährleistung einer
ordnungsgemäßen Entfernung des Filaments immer „UNLOAD FILAMENT“ (Filament
entladen) durch. Wenn Sie das Filament zu nah am Druckkopf abschneiden, können
Filamentreste den Druckkopf blockieren und beschädigen.
DOES FILAMENT
COME OUT NOZZLE
[ OK ] TO FINISH
[
] TO RETRY
<
CHANGE SPOOL
LOAD FILAMENT
UNLOAD FILAMENT
Filament entladen
P 7
Page 8

da Vinci
Jr.2.0 Mix
Oct. 2016
HOME AXES (Achsen auf Null setzen)
„HOME AXES“ (Achsen in Ausgangsposition fahren) bewegt den Extruder in die Ecke unten links. Die „Y-AXIS“
(Y-Achse) der Druckplatte bewegt sich nach hinten.
So setzen Sie die Achsen auf Null:
home axes
are you sure
NO
YES
Wählen Sie zum Fortfahren „YES“ (Ja).
JOG MODE (Jog-Modus)
„JOG MODE“ (Jog-Modus) dient dem manuellen Verschieben von Extruder und Druckplatte.
So bewegen Sie den Extruder:
jog mode
x-axis
y-axis
z-axis
1. Wählen Sie „X-AXIS“ (X-Achse) (zum Verschieben
2. Wählen Sie den gewünschten Bewegungsschritt mit und
x-axis ok exit
▲
- ■
001mM
010mm
020mm
▲
+
nach rechts und links) oder „Z-AXIS“ (Z-Achse) (zum
Verschieben nach hinten und vorne). Führen Sie zur
und wählen Sie durch Drücken (oder Halten) von oder
Verschiebung der „Z-AXIS“ (Z-Achse) zunächst die
Funktion „Home Axes“ (Achsen auf Null setzen) aus.
„Y-AXIS“ (Y-Achse) (zum Verschieben der Druckplatte
die gewünschte Bewegungsrichtung des Extruders.
nach hinten und vorne).
BUILD FROM CARD (Von Karte erstellen)
1 Testmodelle sind im Drucker integriert. Sie können Ihre ersten 3D-Ausdrucke mit diesen Vorlagen starten.
So drucken Sie eine Vorlage:
build FROM CARD
demo
1. Wählen Sie eine Vorlage zum Drucken.
2. Bringen Sie das Plattenklebeband an der
Druckplatte an.
DEMO
start building
no
yes
3. Wählen Sie zum Starten des
Drucks „YES“ (Ja).
4. Entfernen Sie das Druckobjekt nach Abschluss des
Drucks, wenn sich die Druckplatte gesenkt hat. Das
Plattenklebeband kann wiederverwendet und bei
Verschleiß ausgetauscht werden.
Werkzeuge
P 8
Page 9

da Vinci
Jr.2.0 Mix
Oct. 2016
CALIBRATE (Kalibrieren)
Bitte aktualisieren Sie die Drucker-Firmware zur Gewährleistung der Druckqualität auf die neueste Version. Mit
der neuesten Drucker-Firmware können Sie die Druckplatte bei geringer Druckqualität kalibrieren.
1. Aktivieren Sie die Druckplattenkalibrierung, indem Sie „UTILITIES“ (Werkzeuge) > „CALIBRATE“ (Kalibrieren) >
„YES“ (Ja) am Bildschirm wählen.
2. Drücken Sie den Erkennungskopf an der rechten Seite des Druckkopfs gemäß den Anweisungen der
Bildschirmmeldung, drücken Sie dann OK.
PRESS SWITCH (A)
NEXT TO EXTRUDER
[OK] TO CONTINUE
3. Warten Sie, bis die Erkennung abgeschlossen ist.
4-1A.
Falls „CALIB COMPLETED(KALIB. FERTIG)“
beim Erkennungsergebnis und
AUTO-LEVELING(Auto-Ausgleich)
„
IS DISABLED NOW(JETZT INAKTIV)
“ in der dritten
Reihe am Bildschirm angezeigt wird, weist dies auf
eine gute Plattformebenheit an. Drücken Sie zum
Verlassen und Drucken „OK“.
CALIB COMPLETED
AUTO-LEVELING
IS DISABLED NOW
[OK] TO RETURN
4-2A.
Wenn das Erkennungsergebnis „FAIL“ (Fehler)
zeigt, drücken Sie zum Aufrufen der nächsten Seite
„OK“ und zum Verlassen erneut „OK“.
CALIB FAILED
AUTO-LEVELING
[OK] TO CONTINUE
PLEASE CONTACT
CUSTOMER SERVICE
FOR LEVEL ISSUE
[OK] TO RETURN
Hinweis:
1.Schmutz am Erkennungskopf und an der Oberseite des Druckmoduls beeinträchtigt das Erkennungsergebnis.
Achten Sie darauf, den Schmutz vor der Plattformkalibrierung zu beseitigen; denken Sie daran, das Druckmodul
zu installieren und zu lokalisieren.
2.Falls sich Reste an der Oberseite des Druckmoduls benden, wird das Erkennungsergebnis wie folgt
angezeigt. Beseitigen Sie den Schmutz vor erneuter Kalibrierung der Plattform. Beseitigen Sie den Schmutz
vor erneuter Kalibrierung der Plattform.
4-1B.
Falls Sie „
IS ENABLED NOW(MAINTNT ACTIVE)
AUTO-LEVELING(Auto-Ausgleich)
“ unter „CALIB
COMPLETED(KALIB. FERTIG) sehen, zeigt dies an, dass
die Druckplatte etwas uneben ist.
Der Drucker passt die Konguration automatisch basierend
auf dem Erkennungsergebnis an, während
AUTO-LEVELING(Auto-Ausgleich)
„
IS ENABLED NOW(MAINTNT ACTIVE)
“ aktiviert ist. Der
Druckmodus hilft bei der Verbesserung der Druckqualität mit
geringerer Druckgeschwindigkeit. Sie können die Funktion
unter „Settings“ (Einstellungen) abschalten.
CALIB COMPLETED
AUTO-LEVELING
IS ENABLED NOW
[OK] TO RETURN
4-2B.
Prüfen Sie das Erkennungsergebnis, indem
Sie „INFO“ (Informationen) > „LEVELING INFO“
(Ausgleichsinformationen) aufrufen. Wenden Sie sich
bei dem Problem an den Kundendienst; stellen Sie die
Ergebnisse der Ausgleichsinformationen bereit.
A 0317 0320 0313
B 0318 0323 0308
C 0312 0300 0440
[OK] TO RETURN
A 0000 0000 0000
B 0000 0000 0000
C 0000 0000 0000
[OK] TO RETURN
3. Der Drucker kann den automatischen Ausgleich basierend auf dem Kalibrierungsergebnis aktivieren oder
deaktivieren. Sie können die Funktion unter „Settings“ (Einstellungen) manuell abschalten.
Kalibrieren
P 9
Page 10

da Vinci
Hinweis:
zum Stillstand gekommen ist. Schalten Sie die Stromversorgung nicht direkt ab. Andernfalls kann der Druckkopf verstopfen.
Dieser Abschnitt beschreibt, wie Sie das Zuführungsmodul reinigen. Wenn die Zuführung des Materials nicht reibungslos
oder gar nicht erfolgt, nachdem der Drucker längere Zeit benutzt wurde, befolgen Sie bitte die nachstehenden Schritte:
Das Gerät kann erst ausgeschaltet werden, wenn der Lüfter des Druckkopfs nach Abschluss des Drucks
Referenzen:
Bitte beachten Sie zum Reinigen
eines verstopften Druckkopfs
„Düse reinigen“.
Jr.2.0 Mix
Oct. 2016
Werkzeuge vorbereiten
A. Die mit dem Drucker gelieferte Reini-
gungsbürste
A. Schnellreinigung
Verwenden Sie zum Lösen und Entfernen von Filament
1
die Funktion UNLOAD FILAMENT (Filament entladen).
B. Standardreinigung
B. Schraubendreher (T10) für das Standardreinigungsverfahren
2
Schrubben Sie das Zuführungsgetriebe in Vor- und
Rückwärtsbewegungen mit der Reinigungsbürste;
beseitigen Sie auf diese Weise Filamentreste vom
Getriebe. Bringen Sie den Draht nach Abschluss der
Reinigung wieder an.
Entfernen Sie die Schraube mit dem Schraubendreher
1
und öffnen Sie die obere Abdeckung.
3
Schrubben Sie das Zuführungsgetriebe in Vor- und Rückwärtsbewegungen
mit der Reinigungsbürste; beseitigen Sie auf diese Weise Filamentreste
vom Getriebe. Bringen Sie die obere Abdeckung und das Führungsrohr
nach Abschluss der Reinigung wieder an.
2
Drücken Sie die Kante des Führungsrohrs des
Drahtes vorsichtig und ziehen Sie das Führungsrohr
nach oben aus dem Port, damit Sie einen kompletten
Sichtwinkel erhalten.
Wichtiger Hinweis
Bitte lesen Sie vor Benutzung dieses Produktes die Bedienungsanleitung.
P 10
Page 11

da Vinci
CLEAN NOZZLE (Düse reinigen)
Mit der Zeit können sich Kohlefasern oder Filamentstaub in der Düse ansammeln, was deren Leistung verringert. Sie sollten die
Düse alle 25 Betriebsstunden reinigen.
Wenn das Ergebnis der Druckplattenkalibrierung „ERR“ (Fehler) anzeigt oder Ihre Ausdrucke Reste aufweisen, sollten Sie
ebenfalls eine Düsenreinigung durchführen.
Details zur Reinigung nden Sie unter Support / Häug gestellte Fragen auf der Webseite.
Jr.2.0 Mix
Oct. 2016
A. Zufuhrpfad-Reinigungsdraht
B.Reinigungsdraht
So reinigen Sie die Düse:
CLEAN NOZZLE
ARE YOU SURE ?
NO
YES
1. Wählen Sie zum
Starten „YES“ (Ja).
Falls der Reinigungszyklus den Extruder nicht frei macht, versuchen Sie, den Zufuhrpfad anhand der nachstehenden Schritte zu reinigen.
1.Filament richtig entladen (siehe „UNLOAD FILAMENT“ (Filament entladen)).
2.Bewegen Sie Extruder und Druckplatte mit Hilfe der Funktion HOME AXES (Achsen auf Null setzen).
3.Aktivieren Sie „UNLOAD FILAMENT“ (Filament entladen) noch einmal und warten Sie, bis sich der Extruder auf 150 ° C erhitzt
hat. (Seien Sie zur Vermeidung von Verbrennungen während des Betriebs entsprechend vorsichtig.)
2. Warten Sie, bis sich der Extruder
aufgeheizt und nach vorne bewegt hat;
der Bildschirm muss „READY FOR
CLEAN“ (Zur Reinigung bereit) anzeigen.
3. Halten Sie den Reinigungsdraht mit
einer Zange und führen Sie den Draht
vorsichtig durch die Düsenöffnung.
CLEAN NOZZLE
READY FOR CLEAN
[ OK ] TO RETURN
4. Wählen Sie zum
Zurückkehren „OK“.
4.Drücken Sie zur Freigabe
die weiße Taste an der
Rückseite des Extruders.
5.Drücken Sie leicht auf die Feder rund
um das Zufuhrloch und entfernen Sie
das Filamentführungsrohr (weißes
flaches Kabel nicht trennen)
6. Stecken Sie die beiden geneigten Nadeln
vollständig in die beiden Zufuhrpfade
und bewegen Sie sie in der Düse zum
Herausziehen von Resten hin und her.
7.Installieren Sie nach Reinigung
des Zufuhrpfads das Führungsrohr
wieder an der Oberseite des
Extruders und installieren Sie den
Extruder an der Halterung.
Z OFFSET (Z-Achse) (Druckermodul anpassen)
Mit der Funktion Z OFFSET (Z-Versatz) können Nutzer die Lücke zwischen Druckdüse und Druckplatte anpassen.
Achtung: Dieser Drucker wurde bereits vor Versand getestet und auf die optimale Lücke zwischen Druckdüse und Druckplatte
angepasst. Wir empfehlen, die Originaleinstellungen zu notieren, bevor Sie jegliche Anpassungen vornehmen.
Falls Filament aus der Düse austritt, aber keine erste Schicht druckt, passen Sie bitte den Z-Versatz an.
Z OFFSET (Z-Versatz) einstellen
1.Der empfohlene Abstand zwischen Düse und Druckplatte (mit
sicher befestigter Plattenklebefolie) beträgt 0,3 mm.Dadurch
sollten zwei Blatt Kopierpapier problemlos dazwischen hin- und
herbewegt werden können, sechs Blatt Kopierpapier hingegen
sollten nicht dazwischen passen.
2.Erhöhen/verringern Sie den Wert in 0,05-mm-Schritten.
Durch Erhöhung des Wertes vergrößert sich die Lücke zwischen Druckmodul und Druckplatte um 0,05 mm.
Durch Verringerung des Wertes verkleinert sich die Lücke zwischen Druckmodul und Druckplatte um 0,05 mm.
+ [ ^ ]
Z OFFSET 0.1 mm
─ [ v ]
[OK] TO SAVE
Werkzeuge
P 11
Page 12

da Vinci
Jr.2.0 Mix
Oct. 2016
DRUCK
Dies ist der einzigartige mehrfarbige Funktionsmodus des da Vinci Jr. 2.0 Mix. Sie können zwischen „Multicolor Mode“ (Mehrfarbiger
Modus) und „Blending Mode“ (Mischmodus) wählen. Öffnen Sie zunächst die XYZware-Software, wählen Sie dann den Drucker da
Vinci Jr. 2.0 Mix in den Einstellungen.
Klicken Sie zum Durchsuchen und Auswählen der zu druckenden Modelldatei auf „Import“ (Importieren). Nachdem die Datei geladen
wurde, können Sie Größe, Druckposition und Winkel des Objekts anpassen.
Mehrfarbiger Modus
Mischmodus
- Teilen Sie die Farbblöcke entsprechend der Höhe. Jeder Block
enthält eine einzige Farbe oder eine Reihe Abstufungsfarbblöcke.
- Stellen Sie verschiedene Farben für Modelle von
verschiedenen Dateiquellen ein.
Es gibt monochromatische
Farben und von der
Software in verschiedenen
Proportionen getönte
Farben.
Sie können zwei Objekte
gleichzeitig drucken.
Einen Farbsatz
zufügen
Wenn Sie das Modell in
mehreren Farben gleichzeitig drucken
möchten, wählen Sie bitte das „Enable
Blending Zone“ (Mischbereich
aktivieren)-Kontrollkästchen.
Wenn Sie das Modell in einem
monochromatischen
Farbschema drucken möchten,
wählen Sie das
Kontrollkästchen bitte ab.
Sobald die Palettenfunktion
aktiviert ist, baut das Gerät
Filamenttrennwände und der Druckbereich beträgt
14 x 15 x 15 cm (B x T x H).
Objekthöhe
(Einen Farbknoten entsprechend
der Objekthöhe zufügen.)
Dies ist die Farbe, in der das
Objekt gedruckt wird
Nach Einrichtung des Modells auf die gewünschte Größe, Position und Plazierung können Sie durch Anklicken des Symbols „Export“
(Exportieren)
Druckpräferenzen wie Druckgeschwindigkeit und Schichthöhe anpassen. Klicken Sie zum Aufschichten der Datei auf „Export“ (Exportieren).
Wenn das Modell aufgeschichtet ist, klicken Sie zum Senden der Datei für den Druck auf „Print“ (Drucken).
Farbe-Vorschlag:
Mehrfarbiger Modus /Mischmodus
Vorschlag Zwei transparente Materialien verwendet, um zu drucken
Farbbeschränkung Beim Druck mit dunklen Filamenten werden helle Filamente überlagert, was zu einem mehrfarbigen oder
Opake tiefe Farbe Schwarz, Weiß, Blau, Neongrün
abstufenden Effekt führt.
Printing
P 12
P 12
Page 13

da Vinci
Jr.2.0 Mix
Oct. 2016
Kabellos drucken
Dieses Kapitel erläutert, wie Sie die Einstellungen kongurieren und die kabellose Druckfunktion nutzen. Ob Ihr Produkt die kabellose Druckfunktion unterstützt, entnehmen Sie bitte der nachstehenden Tabelle.
●da Vinci 1.1 Plus ●da Vinci Jr 1.0w ●da Vinci Jr 1.0 3in1 ●da Vinci Jr. 2.0 Mix
Voreinstellung
1. Die Netzwerkdruckfunktion wird primär für den Einsatz in Intranets bereitgestellt. Bitte stellen Sie Drucker und Computer auf
dieselbe Netzwerkdomain ein, verbinden Sie sie also mit demselben WLAN-Zugangspunkt.
2. Passen Sie vor Verbindung des Druckers den Einstellwert des verbundenen WLAN-Zugangspunkts ein. Einzelheiten zur
Einstellung entnehmen Sie bitte der Bedienungsanleitung oder den vom ursprünglichen Hersteller bereitgestellten Informationen.
3. Von der kabellosen Druckfunktion kann eine Kanalbreite von 20 MHz verwendet werden. Bitte beachten Sie zur Anpassung die
Bedienungsanleitung des Herstellers Ihres WLAN-Zugangspunkts.
4. Bitte halten Sie die kabellose Netzwerkfunktion im offenen Zustand.
5. Dieses Gerät kann folgenden Verbindungssicherheitsmodus unterstützen. Bei Einstellung des Druckers im Online-Status müssen
Sie die entsprechenden Informationen zum öffentlichen Schlüssel eingeben.
●WEP ●WPA ●WPA2
(Dieses Abbildung dient nur der Veranschaulichung)
Einstellung starten
1. Bitte stellen Sie sicher, dass die Verbindung zwischen Computer und Drucker richtig hergestellt ist. Aktivieren Sie nach
Abschluss der Verbindung XYZware.
2. Klicken Sie zum Öffnen druckerrelevanter Informationen auf die Druckerüberwachungsfunktion, greifen Sie dann durch
Anklicken von „Mein Drucker“ > „WLAN nutzen“ auf die Seite zur Einrichtung der kabellosen Druckfunktion zu.
WLAN-Druck
P 13
Page 14

da Vinci
3. Bitte geben Sie den Druckernamen ein, blättern Sie dann zum Beziehen der exakten Informationen zum WLAN-Zugangspunkt
mit der „SCAN“-Taste im Menü nach unten. Im Beispiel dient XYZprinting als Name des WLAN-Zugangspunkts. Geben Sie nach
Beziehen der gewünschten Informationen das Kennwort des öffentlichen Schlüssels ein; drücken Sie dann „Use Wi-Fi“ (WLAN
nutzen) und XYZware aktualisiert den Online-Einstellungswert des Druckers über das USB-Anschlusskabel.
Hinweis: Bitte geben Sie Drucker und WLAN-Zugangspunkt einen aus englischen Zeichen bestehenden Namen.
Hinweis: Falls der Drucker die Verbindung zum Zugangspunkt innerhalb 90 Sekunden nicht abschließen kann, stellt XYZware
die Erkennung ein. Bitte prüfen Sie in diesem Fall die richtige Ausführung der Anweisungen und der Netzwerkeinrichtung.
Hinweis: Das Kennwort des öffentlichen Schlüssels entnehmen Sie bitte den auf der Einstellungsseite des WLAN-Zugangs-
punkts angezeigten Informationen; die Kennwortlänge variiert.
4. Bitte drücken Sie nach Abschluss des Drucks zum Verlassen oben rechts auf „X“. Drücken Sie zum Rücksetzen der Draht-
losnetzwerkverbindung die Funktionstasten „STOP WIRELESS NETWORK/CHANGE SETTING“ (WLAN-NETZWERK STOPPEN/EINSTELLUNG ÄNDERN); der zuvor eingestellte Wert wird gelöscht.
Jr.2.0 Mix
Oct. 2016
INFO > WIFI (WLAN) (SSID) INFO > IP ADDRESS
(IP-ADRESSE)
XYZware sichert die IP-Adresse des Druckers und
die Verbindung wird erfolgreich hergestellt.
5. Trennen Sie das USB-Anschlusskabel und starten Sie XYZware neu; nun steht das Gerät wieder für den Online-Druck bereit.
Hinweis: Nach einem Neustart des Druckers werden die IP-Informationen gelöscht. Bitte führen Sie die Einstellung erneut durch.
Hinweis: Die Leistung des Drahtlosnetzwerks kann je nach Umgebungsbedingungen und Gerätespezikationen variieren. Falls
Sie detaillierte Informationen wünschen, wenden Sie sich bitte an den Anbieter des Drahtlosgerätes oder schlagen Sie in der
Anleitung des Herstellers nach. XYZprinting kann keine getesteten Daten für spezische Umgebungen bereitstellen.
Stellen Sie zu diesem Zeitpunkt über die am Drucker angezeigten
Informationen sicher, dass die Verbindung hergestellt ist.
Die Überwachungsfunktion des Druckers kann zur Bestätigung
des Online-Status und der IP-Informationen des verbundenen
Druckers genutzt werden.
WLAN-Druck
P 14
Page 15

da Vinci
Jr.2.0 Mix
Oct. 2016
da Vinci Junior 2.0 Mix -3D-
Modellbezeichnung
Abmessungen
Gewicht
Display
Sprache
Anschlussmethode
Drucktechnologie
Druckvolumen
Druckauösung
Druckmodul
Düsendurchmesser
Filamentdurchmesser
Unterstützte Dateien
Betriebssystem
Drucker
da Vinci Junior 2.0 Mix -3D-Drucker
420 x 430 x 380 mm
12 kg
2,6-Zoll-FSTN-LCM
Mehrere Sprachen
USB-Kabel / SD-Karte /WiFi
FFF (Fused Filament Fabrication)
15 x 15 x 15 cm
200 – 400 µm
Einzelne Düse / Duale Zuführung
0,4 mm
1,75 mm
.stl, XYZ-Format (.3w)
Windows 7, 8 und aktueller (PC)
Mac OS X 10.9, 64-Bit, und aktueller (Mac)
Hardwareanforderungen
X86-32/64-Bit-kompatible PCs mit 4 GB+ DRAM (PC)
X86-64-Bit-kompatible Macs mit 4 GB+ DRAM (Mac)
Umweltfreundliche Materialien / PLA
PLA-Filament wird mit polymerisierter Milchsäure hergestellt, die
aus Mais, Zuckerrohr oder anderen zuckerhaltigen Feldfrüchten
gewonnen wird, und gilt als das umweltfreundlichste 3D-Druckmaterial.
Missglückte PLA-Druckobjekte können einfach auf dem Kompost
entsorgt werden.
Bei geringen Temperaturen druckbares PLA eignet sich nicht nur für
die Familie; seine helle Textur macht es auch unter unseren Kunden zu
einem Favoriten. Sie können die Eigenschaften von PLA während des
Drucks beobachten.
• Ungeachtet der Unbedenklichkeit wird PLA bei einer Umgebungstemperatur von über 50 °C oder in einem
Wasserbad weich und verformt sich.
• Daher eignen sich übermäßig feuchte Orte nicht zur Aufbewahrung von PLA. Wir empfehlen, nicht verwendetes
PLA-Filament angemessen zu versiegeln und wegzustellen.
• Beim Drucken mit PLA-Filament wird häug ein süßlicher Geruch erzeugt, was für einen weiteren angenehmen
Effekt sorgt.
Specications
P 15
 Loading...
Loading...