

Page 1
da Vinci
da Vinci Junior 1.0 Pro-3D-Drucker
Jr.1.0 Pro
May 2016
da Vinci Jr.1.0 Pro
P 1
Page 2
da Vinci
Diese Bedienungsanleitung soll Nutzern dabei helfen, den 3D-Drucker da Vinci Junior 1.0 Pro besser zu verstehen
und richtig zu verwenden. Sie enthält Bedienungsanweisungen, Wartungsinformationen und Anwendungskenntnisse
des 3D-Druckers da Vinci Junior 1.0 Pro . Aktuellste Neuigkeiten zum da Vinci Junior 1.0 Pro-3D-Drucker erhalten Sie
von örtlichen Händlern oder auf der ofziellen Webseite von XYZprinting: http://www.xyzprinting.com
Jr.1.0 Pro
May 2016
Marken
Alle Marken und eingetragenen Marken sind das Eigentum ihrer jeweiligen Inhaber.
Druckverlauf
Neue Ausgaben dieser Anleitung enthalten neue und geänderte Materialien, die von vorherigen Ausgaben abweichen.
Kleine Korrekturen und Aktualisierungen können in Neuauagen der aktuellen Ausgabe übernommen werden, ohne
dass zusätzliche Ankündigungen oder Dokumentationen bezüglich der aktualisierten Version veröffentlicht werden.
Die Bedienungsanleitung dient nur zu Referenzzwecken. Wenn Sie aktuellste Informationen benötigen, nden Sie
diese auf der XYZprinting-Website: www.xyzprinting.com
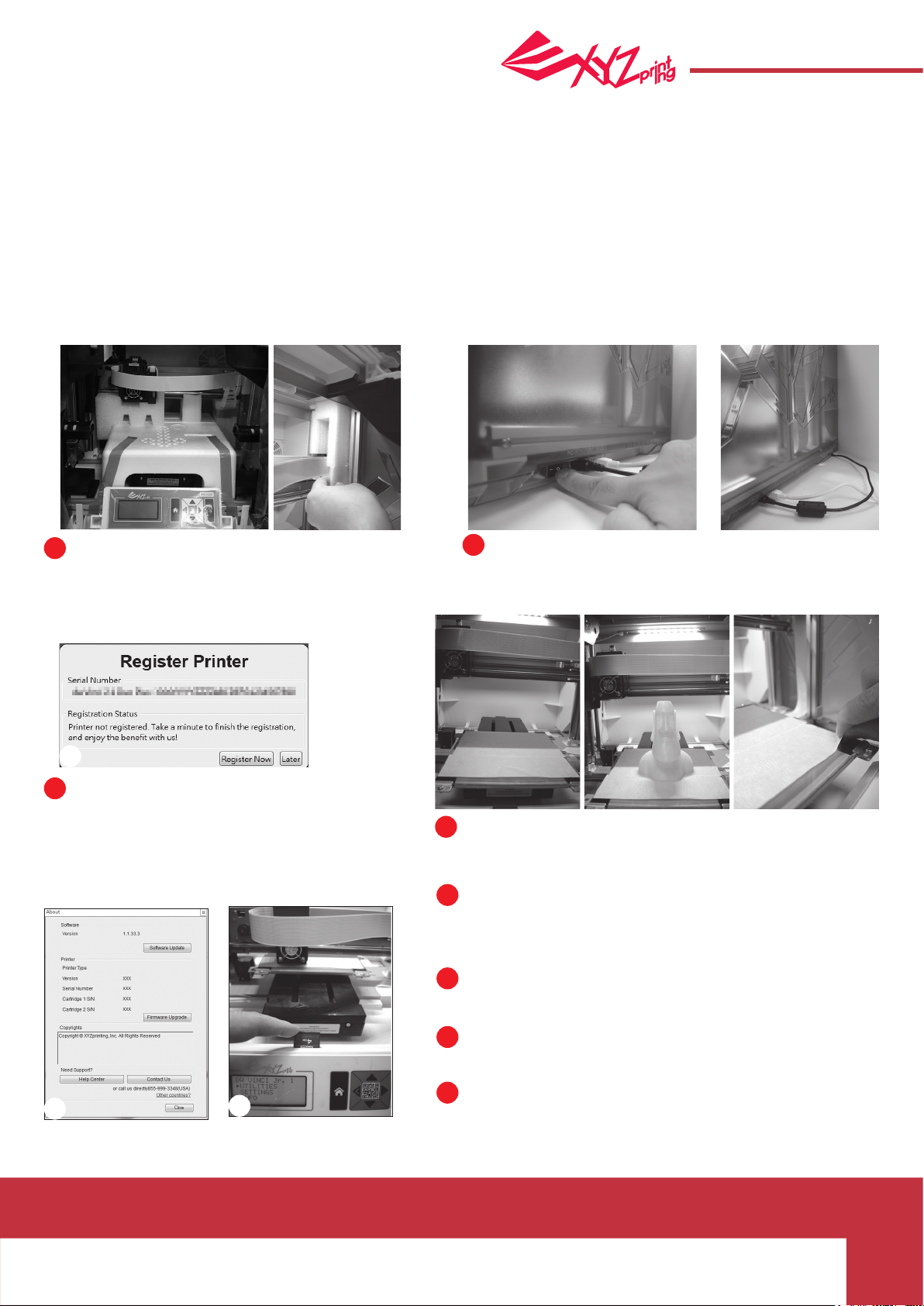
Bitte entfernen Sie vor der Inbetriebnahme dieses
1
Druckers zunächst die Befestigungsmaterialien
von Druckermodul und Druckplatte. Wenn
Sie den Drucker einschalten, ohne diese
Befestigungsmaterialien zu entfernen, kann das
Gerät beschädigt werden.
3
Eine Registrierung via XYZware Pro vor Ihrem
3
ersten Druck wird dringend empfohlen. Wenn
Sie sich bei XYZprinting registrieren, erhalten
Sie den aktuellsten technischen Support und
Aktualisierungen. Klicken Sie zum Start der
Registrierung einfach auf „Register Now“ (Jetzt
registrieren).
5
8
Verbinden Sie den PC vor dem Ausführen von XYZware Pro
2
über das USB-Kabel mit dem Drucker. Für ein optimales
Ergebnis sollten Sie das Produkt unbedingt entsprechend
den Anweisungen verwenden.
Bitte bringen Sie vor dem ersten Druck das Plattenklebeband an
4
der Druckplatte an. Das Plattenklebeband kann nach Abschluss
des Drucks entfernt werden. (Das Plattenklebeband kann
wiederverwendet werden.)
Sie können mit XYZware Pro manuelle Aktualisierungen der
5
Drucker-Firmware und -Software starten. Wenn Sie den Drucker
das erste Mal benutzen, sollten Sie eine Internetverbindung
herstellen und die manuelle Aktualisierung zum Erhalt der
aktuellsten Ressourcen einmal ausführen.
Die optimale Raumtemperatur beim Drucken beträgt 15 bis 32 ◦C.
6
Falls die Raumtemperatur höher oder niedriger ist, kann sich dies
auf die Druckqualität auswirken.
Falls Sie detaillierteren technischen Support sowie
7
Programmressourcen benötigen, besuchen Sie unsere Webseite:
http://support.xyzprinting.com/global_en/Support
Stecken Sie der vor Inbetriebnahme des Druckers die SD-
8
Karte in den SD-Kartenschlitz, damit das Druckprogramm richtig
ausgeführt werden kann.
Bitte lesen Sie vor Benutzung dieses Produktes die Bedienungsanleitung.
Wichtiger Hinweis
P 2
Page 3

da Vinci
Jr.1.0 Pro
Produktübersicht
Prüiste zum Zubehör
A: Filamentbewegungsbereich
B: Zuführungsmodul
C: Detektor
D: Extruder
E: Filament
F: Druckplatte
G: SD-Kartenport
(Speicherformat: FAT32)
H: Bedienfeld und Bildschirm
I: Frontabdeckung
G
USB-Port
Netzanschluss
Netzschalter
May 2016
Führungsrohr
・
Reinigungsbürste
・
Zufuhrpfad-
・
Reinigungsdraht
Schaber
・
・
Netzteil
・
USB-Kabel
・
Reinigungsdraht x 5
.
Filamentspulenachsenring
・
Netzkabel
・
SD-Karte
Wichtige Sicherheitshinweise zur Nutzung der Wartungswerkzeuge
• Die Wartungswerkzeuge sollten nur von Erwachsenen genutzt werden. Halten Sie die Werkzeuge von
Kindern fern.
• Bewahren Sie die Getriebereinigungsbürste angemessen auf. Dieses Werkzeug sollte nur zur Reinigung
der angegebenen Geräteteile und nicht zur Reinigung anderer Teile verwendet werden; andernfalls
könnte das Gerät beschädigt werden.
• Mit dem Schaber können Sie das Objekt nach Abschluss des Drucks von der Druckplatte entfernen. Das
Plattenklebeband kann wiederverwendet werden; es sollte ausgetauscht werden, sobald es verschlissen ist.
Wichtige Hinweise zu Ihrer Sicherheit
• Stellen Sie den Drucker nicht in feuchter oder staubiger Umgebung auf; beispielsweise nicht im Badezimmer oder an
stark frequentierten Stellen.
• Stellen Sie den Drucker nicht auf wackligen Unterlagen auf und achten Sie darauf, dass der Drucker absolut gerade
steht. Der Drucker kann umkippen und schwere Verletzungen oder Sachschäden verursachen.
• Bitte halten Sie die Frontabdeckung zur Vermeidung von Verletzungen während des Drucks geschlossen.
• Berühren Sie das Innere des Druckers während des Drucks nicht. Dies kann aufgrund heißer und beweglicher Teile
gefährlich sein.
Mitgeliefertes Filament
・
Plattenklebeband x 3
・
Produktübersicht
P 3
Page 4

da Vinci
Jr.1.0 Pro
May 2016
Öffnen Sie die Verpackung und
1
nehmen Sie Zubehör und Polster
heraus.
Entfernen Sie alle Klebebänder und
3
das Polster zwischen Druckplatte
und Extrudermodul.
Entfernen Sie Kunststoffbeutel
2
und Klebestreifen.
Achten Sie darauf, das Polster
4
von der Achse zu entfernen.
Entfernen Sie die Styroporteile und
5
das Klebeband an der Druckplatte.
Achten Sie darauf, die
6
Klebebänder an der Rückseite der
Druckplatte zu entfernen.
Stecken Sie die mit dem Drucker gelieferte SD-Karte in
Ihren Computer oder laden Sie die aktuellste XYZware
Pro-Version von der ofziellen Webseite herunter und
installieren Sie sie auf dem Computer.
Hinweis: Bitte verwenden Sie zur Vermeidung von Produktschäden und anderen Gefahren durch
Abweichungen der Spannungsangaben nur das Originalnetzteil und das Originalnetzkabel mit dem Drucker.
Achten Sie darauf, die Pappe
7
nahe der Y-Achse zu entfernen.
Verbinden Sie Drucker und Computer über das USB-
109
Kabel. Verbinden Sie das Netzkabel mit dem Drucker und
schalten Sie dann den Netzschalter ein.
Bitte entfernen Sie alle
8
Fixierungsmaterialien, bevor Sie den
Drucker einschalten; andernfalls
könnte das Gerät beschädigt
werden.
Das Produkt auspacken
P 4
Page 5

da Vinci
Hinweis: Bitte befolgen Sie diese Schritte und stellen Sie sicher, dass das Führungsrohr richtig
installiert ist, bevor Sie die Funktion „LOAD FILAMENT“ (Filament laden) starten. Fehler bei der
Installation des Führungsrohrs können die Filamentzuführung unterbrechen.
Install the lament guide tube
Jr.1.0 Pro
May 2016
Führen Sie das Führungsrohr
vom Rohrbewegungsbereich
von der Maschine weg und
stecken Sie dann das andere
Ende des Filamentrohrs in den
Rohranschluss des Zuführmoduls.
Filament-Führungsrohr am Extruder installieren
4
Stecken Sie das Führungsrohr so weit wie möglich in die Führungsöffnung und
installieren Sie den Extruder wieder am Drucker.
Stellen Sie sicher, dass das Führungsrohr
21
sicher in die Führungsöffnung gesteckt wurde.
Erinnerung: Wenn Sie nicht sicher sind, wo sich der
Zuführungsmodulrohrport bendet, können Sie das Gehäuse des
Gerätes zur Prüfung des Etiketts öffnen.
Extruder entfernen
3
Zum Lösen weiße Taste an der
Rückseite des Extruders drücken.
Extruder installieren
5
Extruder an der Halterung ausrichten
und den Extruder zur Anbringung am
Sockel hineindrücken.
Zubehör installieren
P 5
Page 6
CHANGE SPOOL (Spule wechseln)
da Vinci
Jr.1.0 Pro
May 2016
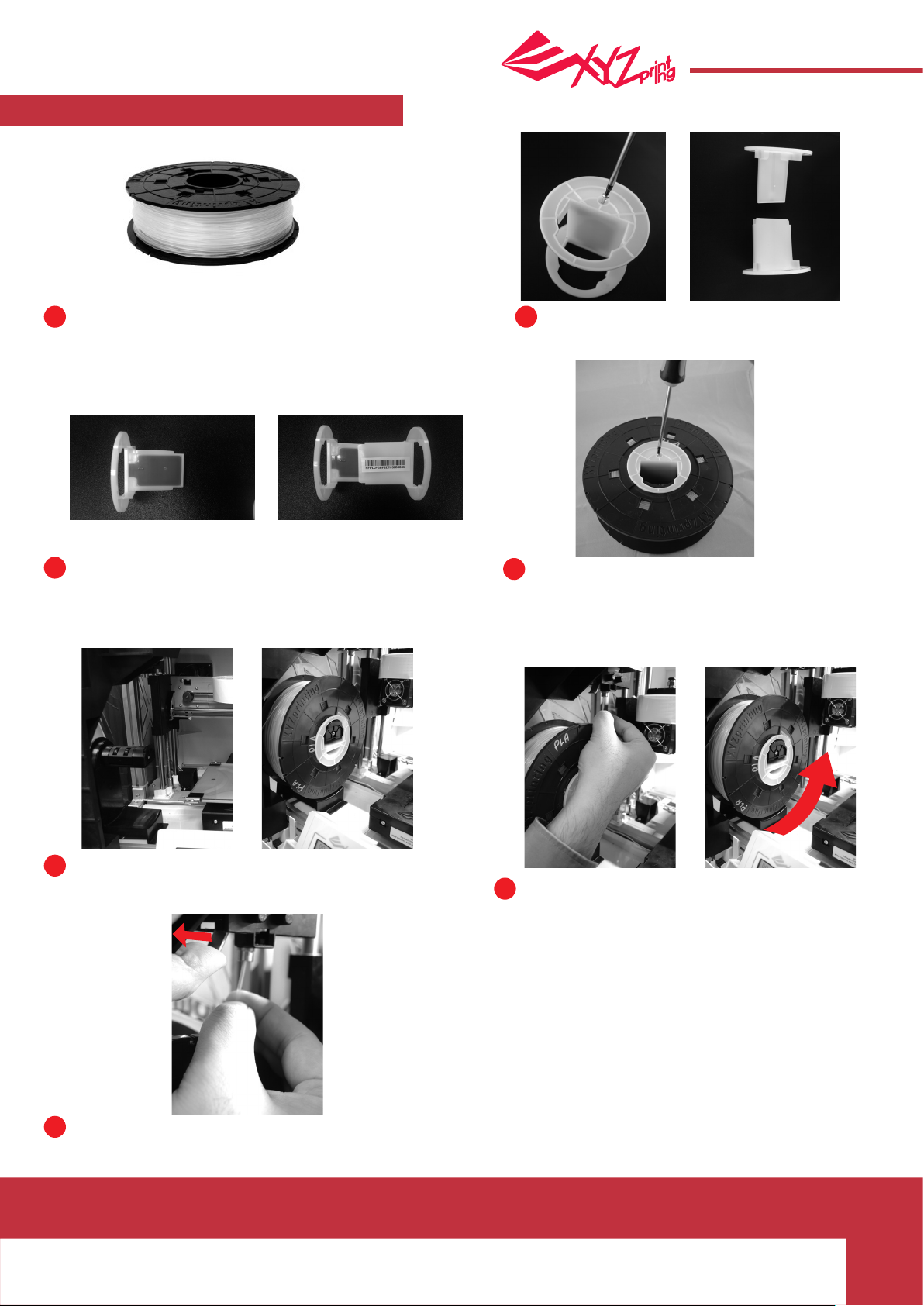
Beziehen Sie zur Installation des
1
Filamentspulenachsenrings zunächst eine Filamentspule.
Installieren Sie den Sensorchip. Bitte achten Sie darauf,
3
die Installationslöcher am Chip richtig zu positionieren.
Nehmen Sie den Filamentsspulenachsenring
2
heraus und teilen Sie ihn in seine beiden
Komponenten auf.
Stecken Sie die Komponenten des
4
Filamentspulenachsenrings an eine der beiden
Seiten der Filamentspule und ziehen Sie die
Ringe mit einem Kreuzschraubendreher an
der Achse fest; damit ist die Installation der
Filamentspulenachsenringe abgeschlossen.
Bringen Sie die montierte Filamentspule (mit den
5
Spulenachsenringen) am Filamenthalter an der linken
Seite des Druckers an.
7
Öffnen Sie den Freigabearm und drücken Sie das Filament
vollständig bis zum Boden, damit das vordere Ende des
Filaments komplett in das Zuführungsmodul eingesteckt ist.
Filament laden
Ziehen Sie das Filament ein Stück heraus und
6
stecken Sie es in den Zuführungsport.
Achtung: Achten Sie darauf, in welcher
Richtung das Filament herausgezogen
wird und stellen Sie sicher, dass die
Filamentspulenachse richtig gedreht wird.
Hinweis: Spitze des Filaments in einem
45-Grad-Winkel abschneiden, bevor Sie das
Filament in die Führungsöffnung stecken
P 6
Page 7

LOAD FILAMENT (Filament laden)
Laden Sie das Filament dann über das Bedienfeld am Drucker.
da Vinci
Jr.1.0 Pro
May 2016
DA VINCI Jr. Pro
UTILITIES
SETTINGS
INFO
Wählen Sie „UTILITIES“ (Werkzeuge) > „CHANGE SPOOL“ (Spule wechseln) > „LOAD FILAMENT“
1
UTILITIES
CHANGE SPOOL
HOME AXES
JOG MODE
CHANGE SPOOL
LOAD FILAMENT
UNLOAD FILAMENT
(Filament laden).
LOAD FILAMENT
EXTRUDER HEATING
TEMPERATURE 210∘C
PLEASE WAIT
2
Warten Sie, bis sich der Extruder aufgeheizt und das
LOADING
PLEASE WAIT
3
Filament geladen hat.
UNLOAD FILAMENT (Filament entladen)
Entladen Sie das Filament zunächst über das Bedienfeld am Drucker.
DA VINCI Jr. Pro
BUILD FROM CARD
UTILITIES
SETTINGS
1
Wählen Sie „UTILITIES“ (Werkzeuge) > „CHANGE SPOOL“ (Spule wechseln) > „UNLOAD FILAMENT“
(Filament entladen).
UTILITIES
CHANGE SPOOL
HOME AXES
JOG MODE
USE XYZPRINTING
SPOOL?
YES
NO
CHECK FILAMENT
OUT FROM NOZZLE
[
] TO RETRY
<
[ OK ] TO RETURN
Vergewissern Sie sich, dass Filament aus
der Düse austritt, und wechseln Sie dann
mit „OK“ zurück zum Hauptmenü.
CHANGE SPOOL
LOAD FILAMENT
UNLOAD FILAMENT
LOAD FILAMENT
EXTRUDER HEATING
TEMPERATURE 210∘C
PLEASE WAIT
2
Warten Sie, bis sich der Extruder aufgeheizt und das Filament entladen hat. Drücken Sie zum
UNLOADING
PLEASE WAIT
[ OK ] TO RETURN
Herausziehen des Filaments „OK“.
Bei Abschluss von „UNLOAD FILAMENT“ (Filament entladen)
Öffnen Sie zunächst den Freigabearm, ziehen Sie das Filament
dann mit den Spulenachsenringen heraus. Legen Sie sie zur
späteren Benutzung zur Seite.
Hinweis: Führen Sie beim Auswechseln der Cassette zur Gewährleistung einer
ordnungsgemäßen Entfernung des Filaments immer „UNLOAD FILAMENT“
(Filament entladen) durch. Wenn Sie das Filament zu nah am Druckkopf
abschneiden, können Filamentreste den Druckkopf blockieren und beschädigen.
Filament entladen
P 7
Page 8

da Vinci
Jr.1.0 Pro
May 2016
CALIBRATE (Kalibrieren)
Bitte aktualisieren Sie die Drucker-Firmware zur Gewährleistung der Druckqualität auf die neueste Version. Mit
der neuesten Drucker-Firmware können Sie die Druckplatte bei geringer Druckqualität kalibrieren.
1. Aktivieren Sie die Druckplattenkalibrierung, indem Sie „UTILITIES“ (Werkzeuge) > „CALIBRATE“ (Kalibrieren) >
„YES“ (Ja) am Bildschirm wählen.
2. Drücken Sie den Erkennungskopf an der rechten Seite des Druckkopfs gemäß den Anweisungen der
Bildschirmmeldung, drücken Sie dann OK.
PRESS DETECTOR
NEXT TO EXTRUDER
[OK] TO CONTINUE
3. Warten Sie, bis die Erkennung abgeschlossen ist.
4-1A.
Falls „SUCCESS (Erfolgreich)“ beim
Erkennungsergebnis und „AUTO LEVEL OFF
(Auto-Ausgleich aus)“ in der dritten Reihe am
Bildschirm angezeigt wird, weist dies auf eine gute
Plattformebenheit an. Drücken Sie zum Verlassen und
Drucken „OK“.
CALIBRATE
SUCCESS
AUTO LEVEL OFF
[OK] TO RETURN
4-2A.
Wenn das Erkennungsergebnis „FAIL“ (Fehler)
zeigt, drücken Sie zum Aufrufen der nächsten Seite
„OK“ und zum Verlassen erneut „OK“.
CALIBRATE
FAIL
AUTO LEVEL ON
[OK] TO CONTINUE
PLEASE CONTACT
CUSTOMER SERVICE
[OK] TO RETURN
Hinweis:
1.Schmutz am Erkennungskopf und an der Oberseite des Druckmoduls beeinträchtigt das Erkennungsergebnis.
Achten Sie darauf, den Schmutz vor der Plattformkalibrierung zu beseitigen; denken Sie daran, das Druckmodul
zu installieren und zu lokalisieren.
2.Falls sich Reste an der Oberseite des Druckmoduls benden, wird das Erkennungsergebnis wie folgt
angezeigt. Beseitigen Sie den Schmutz vor erneuter Kalibrierung der Plattform. Beseitigen Sie den Schmutz
vor erneuter Kalibrierung der Plattform.
4-1B.
Falls Sie „AUTO LEVEL ON“ (Auto-Ausgleich ist
aktiv) unter „SUCCESS“ (Erfolgreich) sehen, zeigt dies
an, dass die Druckplatte etwas uneben ist. Der Drucker
passt die Konguration automatisch basierend auf
dem Erkennungsergebnis an, während „AUTO LEVEL“
(Auto-Ausgleich) aktiviert ist. Der Druckmodus hilft
bei der Verbesserung der Druckqualität mit geringerer
Druckgeschwindigkeit. Sie können die Funktion unter
„Settings“ (Einstellungen) abschalten.
CALIBRATE
SUCCESS
AUTO LEVEL ON
[OK] TO RETURN
4-2B.
Prüfen Sie das Erkennungsergebnis, indem
Sie „INFO“ (Informationen) > „LEVELING INFO“
(Ausgleichsinformationen) aufrufen. Wenden Sie sich
bei dem Problem an den Kundendienst; stellen Sie die
Ergebnisse der Ausgleichsinformationen bereit.
A 0317 0320 0313
B 0318 0323 0308
C 0312 0300 0440
[OK] TO RETURN
A 0000 0000 0000
B 0000 0000 0000
C 0000 0000 0000
[OK] TO RETURN
3. Der Drucker kann den automatischen Ausgleich basierend auf dem Kalibrierungsergebnis aktivieren oder
deaktivieren. Sie können die Funktion unter „Settings“ (Einstellungen) manuell abschalten.
Kalibrieren
P 8
Page 9

LOAD FILAMENT (Filament laden)
Laden Sie das Filament dann über das Bedienfeld am Drucker.
da Vinci
Jr.1.0 Pro
May 2016
DA VINCI Jr. 3in1
UTILITIES
SETTINGS
INFO
Wählen Sie „UTILITIES“ (Werkzeuge) > „CHANGE SPOOL“ (Spule wechseln) > „LOAD FILAMENT“
1
UTILITIES
CHANGE SPOOL
HOME AXES
JOG MODE
(Filament laden).
LOAD FILAMENT
EXTRUDER HEATING
TEMPERATURE 210∘C
PLEASE WAIT
2
Warten Sie, bis sich der Extruder aufgeheizt und das
LOADING
PLEASE WAIT
3
Filament geladen hat.
UNLOAD FILAMENT (Filament entladen)
Entladen Sie das Filament zunächst über das Bedienfeld am Drucker.
DA VINCI Jr. 3in1
BUILD FROM CARD
UTILITIES
SETTINGS
1
Wählen Sie „UTILITIES“ (Werkzeuge) > „CHANGE SPOOL“ (Spule wechseln) > „UNLOAD FILAMENT“
(Filament entladen).
UTILITIES
CHANGE SPOOL
HOME AXES
JOG MODE
CHANGE SPOOL
LOAD FILAMENT
UNLOAD FILAMENT
CHECK FILAMENT
OUT FROM NOZZLE
[
] TO RETRY
<
[ OK ] TO RETURN
Vergewissern Sie sich, dass Filament aus
der Düse austritt, und wechseln Sie dann
mit „OK“ zurück zum Hauptmenü.
CHANGE SPOOL
LOAD FILAMENT
UNLOAD FILAMENT
LOAD FILAMENT
EXTRUDER HEATING
TEMPERATURE 210∘C
PLEASE WAIT
2
Warten Sie, bis sich der Extruder aufgeheizt und das Filament entladen hat. Drücken Sie zum
UNLOADING
PLEASE WAIT
[ OK ] TO RETURN
Herausziehen des Filaments „OK“.
Bei Abschluss von „UNLOAD FILAMENT“ (Filament entladen)
Öffnen Sie zunächst den Freigabearm, ziehen Sie das Filament
dann mit den Spulenachsenringen heraus. Legen Sie sie zur
späteren Benutzung zur Seite.
Hinweis: Führen Sie beim Auswechseln der Cassette zur Gewährleistung einer
ordnungsgemäßen Entfernung des Filaments immer „UNLOAD FILAMENT“
(Filament entladen) durch. Wenn Sie das Filament zu nah am Druckkopf
abschneiden, können Filamentreste den Druckkopf blockieren und beschädigen.
Filament entladen
P 9
Page 10

da Vinci
Jr.1.0 Pro
May 2016
Tastenbedienung
Nachdem Sie den Drucker eingeschaltet haben, können Sie über den Bildschirm an der Vorderseite dessen Status
und Nutzungsdaten einsehen. Die Funktionstasten auf der rechten Seite ermöglichen die Durchführung relevanter
Aktionen.
Taste Funktionen
Aufwärts
Abwärts
Links
Rechts
OK
HOME
Aufwärtsnavigation
Abwärtsnavigation
Rückkehr zum vorherigen Menü / Verringerung des Einstellwertes
Aufruf des Untermenüs / Erhöhung des Einstellwertes
OK; Bestätigung von Auswahl/Einstellung
Startseite-Taste, Rückkehr zum Hauptmenü
Funktion Beschreibung
UTILITIES
(Werkzeuge)
SETTINGS
(Einstellungen)
INFO (Info) Informationen zu Firmware und Druckerstatistik
MONITOR MODE
(Überwachungsmodus)
Druckeranpassung / Filamentwechsel / Musterdruck
Druckerparameter
Überwachung der Betriebstemperatur von Extruder und Druckplatte sowie
Druckfortschritt
DA VINCI Jr. Pro
BUILD FROM CARD
UTILITIES
SETTINGS
Funktionen
P 10
Page 11

da Vinci
Jr.1.0 Pro
May 2016
Startmenü
UTILITIES
(Werkzeuge)
Übergeordnetes Menü
CHANGE SPOOL
(Spule wechseln)
HOME AXES (Achsen
auf Null setzen)
JOG MODE
(Jog-Modus)
BUILD FROM CARD
(Von Karte erstellen)
CALIBRATE
(Kalibrieren)
CLEAN NOZZLE
(Düse reinigen)
Z OFFSET (Z-Versatz)
Untermenü
LOAD FILAMENT
(Filament laden)
UNLOAD FILAMENT
(Filament entladen)
Seite
P6
P7
P7
P11
P11
P11
P12
P14
P14
SETTINGS
(Einstellungen)
INFO (Info)
BUZZER (Summer)
LANGUAGE (Sprache)
ENERGY SAVE
(Energiesparen)
AUTO LEVEL
(Auto-Ausgleich)
RESTORE DEFAULT
(Standard wiederherstellen)
STATISTICS
(Statistiken)
SYSTEM VERSION
(Systemversion)
SPOOL STATS
(Spulenstatistiken)
P15
P15
P15
P15
P15
P16
P16
P16
HELP (Hilfe)
MONITOR MODE
(Überwachungsmodus)
Die obige Übersicht zeigt die Funktionen, auf die Sie über das Bedienfeld am Drucker zugreifen können. Eine detaillierte
Beschreibung der einzelnen Funktionen nden Sie auf den entsprechenden Seiten.
P16
P16
Funktionsübersicht
P 11
Page 12

da Vinci
HOME AXES (Achsen auf Null setzen)
„HOME AXES“ (Achsen auf Null setzen) verfährt den Extruder in die Ecke unten links.
So setzen Sie die Achsen auf Null:
home axes
are you sure
NO
YES
Wählen Sie zum Fortfahren „YES“ (Ja).
JOG MODE (Jog-Modus)
„JOG MODE“ (Jog-Modus) dient dem manuellen Verschieben von Extruder und Druckplatte.
So bewegen Sie den Extruder:
Jr.1.0 Pro
May 2016
jog mode
x-axis
y-axis
z-axis
1. Wählen Sie „X-AXIS“ (X-Achse) (zum Verschieben
2. Wählen Sie den gewünschten Bewegungsschritt mit und
x-axis ok exit
▲
- ■
001mM
010mm
020mm
▲
+
nach rechts und links) oder „Z-AXIS“ (Z-Achse) (zum
Verschieben nach hinten und vorne). Führen Sie zur
und wählen Sie durch Drücken (oder Halten) von oder
Verschiebung der „Z-AXIS“ (Z-Achse) zunächst die
Funktion „Home Axes“ (Achsen auf Null setzen) aus.
„Y-AXIS“ (Y-Achse) (zum Verschieben der Druckplatte
die gewünschte Bewegungsrichtung des Extruders.
nach hinten und vorne).
BUILD FROM CARD (Von Karte erstellen)
1 Testmodelle sind im Drucker integriert. Sie können Ihre ersten 3D-Ausdrucke mit diesen Vorlagen starten.
So drucken Sie eine Vorlage:
build FROM CARD
demo
1. Wählen Sie eine Vorlage zum Drucken.
2. Bringen Sie das Plattenklebeband an der
Druckplatte an.
DEMO
start building
no
yes
3. Wählen Sie zum Starten des
Drucks „YES“ (Ja).
4. Entfernen Sie das Druckobjekt nach Abschluss des
Drucks, wenn sich die Druckplatte gesenkt hat. Das
Plattenklebeband kann wiederverwendet und bei
Verschleiß ausgetauscht werden.
Werkzeuge
P 12
Page 13

da Vinci
Jr.1.0 Pro
May 2016
CALIBRATE (Kalibrieren)
Bitte aktualisieren Sie die Drucker-Firmware zur Gewährleistung der Druckqualität auf die neueste Version. Mit
der neuesten Drucker-Firmware können Sie die Druckplatte bei geringer Druckqualität kalibrieren.
1. Aktivieren Sie die Druckplattenkalibrierung, indem Sie „UTILITIES“ (Werkzeuge) > „CALIBRATE“ (Kalibrieren) >
„YES“ (Ja) am Bildschirm wählen.
2. Drücken Sie den Erkennungskopf an der rechten Seite des Druckkopfs gemäß den Anweisungen der
Bildschirmmeldung, drücken Sie dann OK.
PRESS SWITCH
NEXT TO EXTRUDER
[OK] TO CONTINUE
3. Warten Sie, bis die Erkennung abgeschlossen ist.
4-1A.
Falls „CALIB COMPLETED(KALIB. FERTIG)“
beim Erkennungsergebnis und
AUTO-LEVELING(Auto-Ausgleich)
„
IS DISABLED NOW(JETZT INAKTIV)
“ in der dritten
Reihe am Bildschirm angezeigt wird, weist dies auf
eine gute Plattformebenheit an. Drücken Sie zum
Verlassen und Drucken „OK“.
CALIB COMPLETED
AUTO-LEVELING
IS DISABLED NOW
[OK] TO RETURN
4-2A.
Wenn das Erkennungsergebnis „FAIL“ (Fehler)
zeigt, drücken Sie zum Aufrufen der nächsten Seite
„OK“ und zum Verlassen erneut „OK“.
CALIB FAILED
AUTO-LEVELING
Hinweis:
[OK] TO CONTINUE
PLEASE CONTACT
CUSTOMER SERVICE
FOR LEVEL ISSUE
[OK] TO RETURN
1.Schmutz am Erkennungskopf und an der Oberseite des Druckmoduls beeinträchtigt das Erkennungsergebnis.
Achten Sie darauf, den Schmutz vor der Plattformkalibrierung zu beseitigen; denken Sie daran, das Druckmodul
zu installieren und zu lokalisieren.
2.Falls sich Reste an der Oberseite des Druckmoduls benden, wird das Erkennungsergebnis wie folgt
angezeigt. Beseitigen Sie den Schmutz vor erneuter Kalibrierung der Plattform. Beseitigen Sie den Schmutz
vor erneuter Kalibrierung der Plattform.
4-1B.
Falls Sie „
IS ENABLED NOW(MAINTNT ACTIVE)
AUTO-LEVELING(Auto-Ausgleich)
“ unter „CALIB
COMPLETED(KALIB. FERTIG) sehen, zeigt dies an, dass
die Druckplatte etwas uneben ist.
Der Drucker passt die Konguration automatisch basierend
auf dem Erkennungsergebnis an, während
AUTO-LEVELING(Auto-Ausgleich)
„
IS ENABLED NOW(MAINTNT ACTIVE)
“ aktiviert ist. Der
Druckmodus hilft bei der Verbesserung der Druckqualität mit
geringerer Druckgeschwindigkeit. Sie können die Funktion
unter „Settings“ (Einstellungen) abschalten.
CALIB COMPLETED
AUTO-LEVELING
IS ENABLED NOW
[OK] TO RETURN
4-2B.
Prüfen Sie das Erkennungsergebnis, indem
Sie „INFO“ (Informationen) > „LEVELING INFO“
(Ausgleichsinformationen) aufrufen. Wenden Sie sich
bei dem Problem an den Kundendienst; stellen Sie die
Ergebnisse der Ausgleichsinformationen bereit.
A 0317 0320 0313
B 0318 0323 0308
C 0312 0300 0440
[OK] TO RETURN
A 0000 0000 0000
B 0000 0000 0000
C 0000 0000 0000
[OK] TO RETURN
3. Der Drucker kann den automatischen Ausgleich basierend auf dem Kalibrierungsergebnis aktivieren oder
deaktivieren. Sie können die Funktion unter „Settings“ (Einstellungen) manuell abschalten.
Kalibrieren
P 13
Page 14

da Vinci
Hinweis:
zum Stillstand gekommen ist. Schalten Sie die Stromversorgung nicht direkt ab. Andernfalls kann der Druckkopf verstopfen.
Dieser Abschnitt beschreibt, wie Sie das Zuführungsmodul reinigen. Wenn die Zuführung des Materials nicht reibungslos
oder gar nicht erfolgt, nachdem der Drucker längere Zeit benutzt wurde, befolgen Sie bitte die nachstehenden Schritte:
Das Gerät kann erst ausgeschaltet werden, wenn der Lüfter des Druckkopfs nach Abschluss des Drucks
Referenzen:
Bitte beachten Sie zum Reinigen
eines verstopften Druckkopfs
„Düse reinigen“.
Jr.1.0 Pro
May 2016
Werkzeuge vorbereiten
A. Die mit dem Drucker gelieferte Reini-
gungsbürste
B. Schraubendreher (T10) für das Standardreinigungsverfahren
A. Schnellreinigung
Verwenden Sie zum Lösen und Entfernen von Filament
1
die Funktion UNLOAD FILAMENT (Filament entladen).
B. Standardreinigung
2
Schrubben Sie das Zuführungsgetriebe in Vor- und
Rückwärtsbewegungen mit der Reinigungsbürste;
beseitigen Sie auf diese Weise Filamentreste vom
Getriebe. Bringen Sie den Draht nach Abschluss der
Reinigung wieder an.
Entfernen Sie die Schraube mit dem Schraubendreher
1
und öffnen Sie die obere Abdeckung.
3
Schrubben Sie das Zuführungsgetriebe in Vor- und Rückwärtsbewegungen
mit der Reinigungsbürste; beseitigen Sie auf diese Weise Filamentreste
vom Getriebe. Bringen Sie die obere Abdeckung und das Führungsrohr
nach Abschluss der Reinigung wieder an.
2
Drücken Sie die Kante des Führungsrohrs des
Drahtes vorsichtig und ziehen Sie das Führungsrohr
nach oben aus dem Port, damit Sie einen kompletten
Sichtwinkel erhalten.
Wichtiger Hinweis
Bitte lesen Sie vor Benutzung dieses Produktes die Bedienungsanleitung.
P 14
Page 15

da Vinci
Jr.1.0 Pro
CLEAN NOZZLE (Düse reinigen)
Zufuhrpfad-Reinigungsdraht
A.
Reinigungsdraht
B.
May 2016
Mit der Zeit können sich Kohlefasern oder Filamentstaub in der Düse ansammeln, was deren Leistung verringert. Sie
sollten die Düse alle 25 Betriebsstunden reinigen.
Wenn das Ergebnis der Druckplattenkalibrierung „ERR“ (Fehler) anzeigt oder Ihre Ausdrucke Reste aufweisen, sollten
Sie ebenfalls eine Düsenreinigung durchführen.
So reinigen Sie die Düse:
CLEAN NOZZLE
ARE YOU SURE ?
NO
YES
1. Wählen Sie zum
Starten „YES“ (Ja).
Falls der Reinigungszyklus den Extruder nicht frei macht, versuchen Sie, den Zufuhrpfad anhand der nachstehenden Schritte zu reinigen.
1.Filament richtig entladen (siehe „UNLOAD FILAMENT“ (Filament entladen)).
2.Bewegen Sie Extruder und Druckplatte mit Hilfe der Funktion HOME AXES (Achsen auf Null setzen).
3.Aktivieren Sie „UNLOAD FILAMENT“ (Filament entladen) noch einmal und warten Sie, bis sich der Extruder auf 150 ° C erhitzt
hat. (Seien Sie zur Vermeidung von Verbrennungen während des Betriebs entsprechend vorsichtig.)
2. Warten Sie, bis sich der Extruder
aufgeheizt und nach vorne bewegt hat;
der Bildschirm muss „READY FOR
CLEAN“ (Zur Reinigung bereit) anzeigen.
3. Halten Sie den Reinigungsdraht mit
einer Zange und führen Sie den Draht
vorsichtig durch die Düsenöffnung.
CLEAN NOZZLE
READY FOR CLEAN
[ OK ] TO RETURN
4. Wählen Sie zum
Zurückkehren „OK“.
4.Drücken Sie zur Freigabe
die weiße Taste an der
Rückseite des Extruders.
5.Drücken Sie leicht auf die Feder rund
um das Zufuhrloch und entfernen Sie
das Filamentführungsrohr (weißes
flaches Kabel nicht trennen)
6.Stecken Sie den dicken Reinigungsdraht
vollständig in den Zufuhrpfad und bewegen
Sie ihn in der Düse zum Herausziehen von
Resten hin und her.
7.Installieren Sie nach Reinigung
des Zufuhrpfads das Führungsrohr
wieder an der Oberseite des
Extruders und installieren Sie den
Extruder an der Halterung.
Z OFFSET (Z-Achse) (Druckermodul anpassen)
Mit der Funktion Z OFFSET (Z-Versatz) können Nutzer die Lücke zwischen Druckdüse und Druckplatte anpassen.
Achtung: Dieser Drucker wurde bereits vor Versand getestet und auf die optimale Lücke zwischen Druckdüse und
Druckplatte angepasst. Wir empfehlen, die Originaleinstellungen zu notieren, bevor Sie jegliche Anpassungen vornehmen.
Z OFFSET (Z-Versatz) einstellen
1.Der empfohlene Abstand zwischen Düse und
Druckplatte (mit sicher befestigter Plattenklebefolie)
beträgt 0,3 mm.Dadurch sollten zwei Blatt Kopierpapier
problemlos dazwischen hin- und herbewegt werden
können, sechs Blatt Kopierpapier hingegen sollten nicht
dazwischen passen.
2.Erhöhen/verringern Sie den Wert in 0,05-mm-Schritten.
Durch Erhöhung des Wertes vergrößert sich die Lücke zwischen Druckmodul und Druckplatte um 0,05 mm.
Durch Verringerung des Wertes verkleinert sich die Lücke zwischen Druckmodul und Druckplatte um 0,05 mm.
+ [ ^ ]
Z OFFSET 0.1 mm
─ [ v ]
[OK] TO SAVE
Werkzeuge
P 15
Page 16

da Vinci
Jr.1.0 Pro
May 2016
BUZZER (Summer)
Wenn der Summer eingeschaltet ist, gibt der Drucker bei Betätigung einer Taste, bei Abschluss eines Druckauftrages oder bei
Erkennung eines Problems einen Signalton aus.
Der Summer ist standardmäßig eingeschaltet. So schalten Sie den Summer aus:
BUZZER [ ON ]
OFF
ON
Wählen Sie „OFF“ (Aus) und drücken Sie zum Ändern der Einstellung „OK“.
LANGUAGE (Sprache)
Sie können die Anzeigesprache am Drucker zwischen Englisch und Japanisch umschalten.
Die Standardsprache ist Englisch. So wechseln Sie zu Japanisch:
LANGUAGE [ EN ]
ENGLISH
ニホンゴ
Wählen Sie „
ニホンゴ
“ und drücken Sie zum Ändern der Einstellung „OK“.
ENERGY SAVE (Energiesparen)
LED-Leuchten befinden sich in der Druckkammer. Zum Energiesparen erlischt die Beleuchtung standardmäßig nach 3-minütiger
Inaktivität (03M erscheint am Display).
So wählen Sie ein längeres Zeitintervall:
ENERGY SAVE [ OFF ]
OFF
03M
06M
Wählen Sie „06M“ (zur automatischen Abschaltung nach 6 Minuten) oder „OFF“ (Aus) (wenn sich die LED niemals abschalten soll);
drücken Sie zum Ändern der Einstellung „OK“.
RESTORE DEFAULT (Standard wiederherstellen)
Alle Einstellungen können mit wenigen Klicks auf den werkseitigen Standard zurückgesetzt werden.
So setzen Sie alle Einstellungen auf einmal zurück:
RESTORE DEFAULT
ARE YOU SURE ?
NO
YES
Wählen Sie einfach „YES“ (Ja) und drücken Sie dann zum Rücksetzen „OK“.
AUTO LEVEL (Auto-Ausgleich)
Der Drucker passt die Konguration automatisch basierend auf dem Erkennungsergebnis an, während „AUTO LEVEL“ (Auto-Ausgleich)
aktiviert ist. Der Druckmodus hilft bei der Verbesserung der Druckqualität mit geringerer Druckgeschwindigkeit. Sie können die Funktion
bei Bedarf abschalten.
So ändern Sie die Einstellung zum automatischen Ausgleichen:
AUTO LEVEL [ON]
OFF
ON
Wählen Sie einfach „OFF“ (Aus) und drücken Sie zum Ändern der Einstellung „OK“.
Einstellungen
P 16
Page 17

da Vinci
Jr.1.0 Pro
May 2016
STATISTICS (Statistiken)
Unter „STATISTICS“ (Statistiken) können Sie die aufgelaufene Druckzeit und die letzte Druckzeit prüfen.
STATISTICS
LIFETIME 00006H
LAST TIME 00H34M
[ OK ] TO RETURN
SYSTEM VERSION (Systemversion)
Hier wird die Firmware-Version angezeigt. Für stabile Druckleistung sollten Sie die Firmware auf dem neuesten
Stand halten. Bitte rufen Sie zur Suche nach Firmware-Aktualisierungen XYZware auf.
SYSTEM VERSION
1.1.J
[ OK ] TO RETURN
SPOOL STATS (Spulenstatistiken)
„SPOOL STATISTICS“ (Spulenstatistiken) bietet Informationen zum Cassettenstand (siehe REMAINING (Rest)), zu
Kapazität, Farbe und Material des Filaments. Drücken Sie zur Anzeige der zweiten Seite .
SPOOL STATS
REMAINING 059M
CAPACITY 240M
[ DOWN ]>NEXT PAGE
COLOR BLACK
MOTERIAL PLA
[ OK ] TO RETURN
HELP (Hilfe)
Hier nden Sie die URL zur XYZprinting-Website. Auf der Website nden Sie aktuellste Informationen,
Produktdokumente, Videoanleitungen und mehr.
HELP
WWW.XYZPRINTING.COM
[ OK ] TO RETURN
MONITOR MODE (Überwachungsmodus)
„MONITOR MODE“ (Überwachungsmodus) zeigt die Temperatur des Extruders. Nachstehend nden Sie die
Betriebstemperatur der Teile in verschiedenen Modi.
MONITOR MODE
EXTRUDER 046 C
[ OK ] TO RETURN
〫
Info
P 17
Page 18

da Vinci
Jr.1.0 Pro
May 2016
OFFENES FILAMENT
Wenn Sie Filamente anderer An-
1 2 3
bieter verwenden, sichern Sie bitte
das Filament mit dem Halter.
Laden Sie die Filament-Funktion der Druckerfunktion. Wenn auf dem Bedienfeld Folgendes erscheint:
4
„USE XYZPRINTING SPOOL?“ (XYZPRINTING-SPULE NUTZEN?), wählen Sie „NO“ (NEIN) > „APPLY SETTING“
(EINSTELLUNG ÜBERNEHMEN) (und geben Sie die Temperatureinstellungen ein).
Laden Sie das Filament von
der Rückseite des Druckers.
Führen Sie das Filament im Drucker in den
Zuführungsport ein. Öffnen Sie den Frei-
gabearm, damit das Filament richtig in das
Zuführmodul eingeführt werden kann.
Passen Sie die Düsentemperatur gemäß den
5
Herstellerempfehlungen an.
Verwenden Sie die Linkszur Auswahl der Ziffern.
Verwenden Sie die Aufden Zahlenwert zu erhöhen oder zu reduzieren.
[<]
<
und Ab-
[ ]
und Rechts-
[ ]
-Taste
[>]
Taste, um
<
Wenn die Temperatureinstellungen vorgenommen
6
wurden, drücken Sie „OK“, um die Einstellungen
abzuschließen.
<
>
Der Benutzer kann SETTING (EINSTELLUNG)
Der empfohlene Drucktemperaturbereich beträgt 190
7
bis 230 °C. Auf dem Bildschirm erscheint eine Erinnerung zum Temperaturbereich, falls die Temperaturein-
stellungen den empfohlenen Bereich überschreiten.
INVALID VALUE
MIN / MAX
190 C / 230 C
[ OK ] TO RETURN
8
>USER FILAMENT (NUTZERFILAMENT)
>NOZZLE (DÜSE) wählen, um die Düsentem-
peratur einzustellen.
USER FILAMENT
NOZZLE 210 C
UNLOAD 190 C
Kompatibles Filament installieren
* Hängen Sie die Spule auf den eigens von Ihnen vorbereiteten Filamentspulenhalter
<
>
<
>
* Die Druckqualität kann nicht garantiert werden, falls Filament anderer Hersteller verwendet wird.
* Die Garantie deckt kein festgesetztes Filament sowie keine Produktfehler, Schäden oder Defekte aufgrund der Verwendung
von Filament anderer Hersteller oder aufgrund sonstigen menschlichen Versagens ab.
OFFENES FILAMENT
P 18
Page 19

da Vinci Junior 1.0P-3D-Drucker
da Vinci
Jr.1.0 Pro
May 2016
Modellbezeichnung
Abmessungen
Gewicht
Display
Sprache
Anschlussmethode
Drucktechnologie
Druckvolumen
Druckauösung
Druckmodul
Düsendurchmesser
Filamentdurchmesser
Température d’impression
Unterstützte Dateien
Betriebssystem
Hardwareanforderungen
da Vinci Junior 1.0P 3D Printer
420 x 430 x 380 mm
12 kg
2,6-Zoll-FSTN-LCM
Mehrere Sprachen
USB-Kabel / SD-Karte
FFF (Fused Filament Fabrication)
15 x15x15cm
100 – 400 µm
Einzelne Düse
0,4 mm / 0,3mm (Optional)
1,75 mm
190℃~230℃ / 374℃~446
.stl, XYZ-Format (.3w) ,
Windows 7, 8 und aktueller (PC)
Mac OS X 10.8, 64-Bit, und aktueller (Mac)
X86-32/64-Bit-kompatible PCs mit 4 GB+ DRAM (PC)
X86-64-Bit-kompatible Macs mit 4 GB+ DRAM (Mac)
℃
g-code*
*Pour le 3ème tranchage en G-code, veuillez vous référer aux spécications de l’imprimante
(plus particulièrement à la température d’impression, aux dimensions de l’impression, etc.)
*Ne prend en charge que les logiciels Cura et Slic3r (Choix du G-code : RepRap (Marlin/Sprinter))
Umweltfreundliche Materialien / PLA
PLA-Filament wird mit polymerisierter Milchsäure hergestellt, die aus Mais, Zuckerrohr oder anderen zuckerhaltigen
Feldfrüchten gewonnen wird, und gilt als das umweltfreundlichste 3D-Druckmaterial. Missglückte PLA-Druckobjekte können
einfach auf dem Kompost entsorgt werden.
Bei geringen Temperaturen druckbares PLA eignet sich nicht nur für die Familie; seine helle Textur macht es auch unter unseren
Kunden zu einem Favoriten. Sie können die Eigenschaften von PLA während des Drucks beobachten.
• Ungeachtet der Unbedenklichkeit wird PLA bei einer Umgebungstemperatur von über 50 °C oder in einem Wasserbad weich
und verformt sich.
• Daher eignen sich übermäßig feuchte Orte nicht zur Aufbewahrung von PLA. Wir empfehlen, nicht verwendetes PLA-Filament
angemessen zu versiegeln und wegzustellen.
• Beim Drucken mit PLA-Filament wird häug ein süßlicher Geruch erzeugt, was für einen weiteren angenehmen Effekt sorgt.
Specications
P 19
Page 20

da Vinci
Die Anweisungen zur Problemlösung können Ihnen bei der Behebung von Problemen helfen. Falls sich Probleme
nicht beheben lassen, wenden Sie sich bitte an den Kundendienst. Wenn ein Fehler auftritt beachten Sie bitte den
am Drucker und/oder in der Software angezeigten Servicecode und prüfen Sie die nachstehende Empfehlung zur
Problemlösung.
Technischer Support
Webseite: http://support.xyzprinting.com
E-Mail: US – infous@xyzprinting.com
EU – infoeu@xyzprinting.com
Anderer Regionen – info@xyzprinting.com
Servicecode Symptom Maßnahme
Jr.1.0 Pro
May 2016
0 0 1 1
0 0 1 4
0 0 3 0
0 0 3 1
0 0 3 2
0 0 5 0
0 0 5 1
0 0 5 2
0 0 5 4
0 0 5 7
Fehlermeldung
Drucker ist mit einer anderen
Aufgabe beschäftigt
Aktualisierung der Drucker-Firmware
fehlgeschlagen
Filament 1 verklemmt Cassette 1 entladen und neu laden, Düse reinigen.
Heizproblem Extruder 1 Verbindungen prüfen, Drucker neu starten.
Heizproblem Extruder 1 Verbindungen prüfen, Drucker neu starten.
Unnormale Bewegung der X-Achse
Unnormale Bewegung der Y-Achse
Unnormale Bewegung der Z-Achse
Interner Kommunikationsfehler Drucker neu starten.
Interner Kommunikationsfehler Drucker neu starten.
Extruder-Speicher Fehler Ersetzen Sie den Extruder.
Extruder nicht unterstützen
Extruder kann nicht erkannt werden
Maßnahme
Nach Abschluss aller Aufgaben erneut versuchen. Zudem die am Druckerdisplay angezeigten
Informationen prüfen.
Internetkonnektivität prüfen/Firmware-Aktualisierung später erneut versuchen.
Motor-/Sensorverbindungen prüfen.
Sensorposition prüfen.
Motor-/Sensorverbindungen prüfen.
Sensorposition prüfen.
Motor-/Sensorverbindungen prüfen.
Sensorposition prüfen.
Ersetzen Sie den Extruder.
Bitte installieren Sie den Extruder neu oder schließen Sie das
Flachbandkabel wieder an; starten Sie den Drucker dann neu.
Ladeproblem Filament 1 Cassette 1 entladen und neu laden.
Installationsproblem Filament 1 Installieren Sie Cassette 1 neu oder wählen Sie eine neue Cassette.
Obere Abdeckung offen Obere Abdeckung schließen.
Filament 1-Stand gering: Noch 30 m Cassette 1 bei Bedarf ersetzen.
Filament 1-Stand gering: Noch 5 m Cassette 1 sofort ersetzen.
Hinweis:
Bitte bewahren Sie alle Verpackungsmaterialien auf und versenden Sie Ihr Produkt
zur Inanspruchnahme der Garantie in der Originalverpackung. Ein Versand ohne die
Originalverpackung kann das Produkt während des Transports beschädigen und
Servicegebühren verursachen.
Einzelheiten zum Kundendienst
P 20
Page 21

da Vinci
Jr.1.0 Pro
Sonstige Informationen
1. Dieses Produkt ist im Rahmen einer ordnungsmäßigen und vernünftigen Nutzung des Produktes gemäß den Vorgaben
von XYZprinting ab dem Kaufdatum über einen bestimmten Zeitraum durch eine Garantie für etwaige Störungen
abgedeckt.
Die Vorlage der Garantiekarte mit dem Produkt gewährleistet eine kostenlose Reparatur inhärenter Fehler im Produkt
innerhalb der Garantiedauer. Folgende Teile sind davon jedoch ausgenommen und werden zu den Bedingungen
anderer relevanter Garantieservices gehandhabt:
● Druckmodule/ Druckplattformen/ Motormodule
● Beigefügte Verbrauchsmaterialien (wie Gehäuse, Verpackungsmaterialien, Netzkabel, USB-Kabel,
Spulenverbrauchsmaterialien, Bedienungsanleitungen und Software-CDs):Keine Garantie.
2. Bitten Sie den Händler zum Schutz Ihrer Rechte und Interessen, die Produktinformationen und das Kaufdatum auf der
Produktgarantiekarte anzugeben und mittels Stempel oder Unterschrift zu bestätigen.
3. Bitte bewahren Sie diese Garantiekarte an einem sicheren Ort auf. Geht sie verloren oder wird sie zerstört, kann keine
neue Garantiekarte ausgestellt werden. Wenn während der Garantiedauer Reparatur-, Service- oder Wartungsarbeiten
am Produkt notwendig werden, müssen Sie in jedem Fall die Karte vorlegen.
4. XYZprinting kann unter folgenden Umständen Gebühren erheben:
● Selbst verursachte Schäden: Im Fall von Produktschäden durch unsachgemäße Benutzung, falsche Installation,
unnormalen Verschleiß, physischer Beschädigung oder Deformierung in Folge von Stürzen oder Erschütterungen,
durchgebrannten Schaltkreisen aufgrund von Aktionen durch den Nutzer, abgebrochenen oder verbogenen
Schnittstellen oder Kontakten oder anderen physischen Schäden aufgrund von fehlerhaftem Gebrauch.
● Inkompatibilitätsprobleme:Alles, was nicht mit Fehlfunktionen des Produktes in Zusammenhang steht, wie Konikte
mit elektronischen Geräten, Nutzungserwartungen, Betriebsgeräusche, Geschwindigkeit, Unannehmlichkeiten oder
Hitze.
● Schäden aufgrund höherer Gewalt (wie Blitzschlag, Brand, Erdbeben, Überschwemmung, Unruhen oder Krieg bzw.
andere Ereignisse höherer Gewalt).
● Alle Garantieanfragen nach Ablauf der Garantiedauer.
May 2016
Falls Sie den Garantieservice in Anspruch nehmen möchten, wenden Sie sich bitte an den ursprünglichen Händler oder
senden uns eine E-Mail an infous@xyzprinting.com. Falls Sie weitere Informationen zu unseren Garantiebedingungen
benötigen, melden Sie sich bitte unter www.xyzprinting.com an und wählen Sie „Support“. Dort nden Sie alle Einzelheiten
zu sämtlichen Garantiebedingungen.
Federal Communications Commission (FCC) Statement
You are cautioned that changes or modications not expressly approved by the part responsible for compliance could void the user’s
authority to operate the equipment.
This equipment has been tested and found to comply with the limits for a Class B digital device, pursuant to part 15 of the FCC rules.
These limits are designed to provide reasonable protection against harmful interference in a residential installation. This equipment
generates, uses and can radiate radio frequency energy and, if not installed and used in accordance with the instructions, may
cause harmful interference to radio communications. However, there is no guarantee that interference will not occur in a particular
installation. If this equipment does cause harmful interference to radio or television reception, which can be determined by turning the
equipment off and on, the user is encouraged to try to correct the interference by one or more of the following measures:
● Reorient or relocate the receiving antenna.
● Increase the separation between the equipment and receiver.
● Connect the equipment into an outlet on a circuit different from that to which the receiver is connected.
● Consult the dealer or an experienced radio/TV technician for help.
XYZprinting is not responsible for any radio or television interference caused by using other than recommended cables and
connectors or by unauthorized changes or modications to this equipment. Unauthorized changes or modications could void the
user's authority to operate the equipment.
This device complies with Part 15 of the FCC Rules. Operation is subject to the following two conditions: (1) this device may not
cause harmful interference, and (2) this device must accept any interference received, including interference that may cause
undesired operation.
This device complies with FCC radiation exposure limits set forth for an uncontrolled environment and it also complies with Part 15 of
the FCC RF Rules. This equipment must be installed and operated in accordance with provided instructions and the antenna(s) used
for this transmitter must be installed to provide a separation distance of at least 20 cm from all persons and must not be co-located
or operating in conjunction with any other antenna or transmitter. End-users and installers must be provided with antenna installation
instructions and consider removing the no-collocation statement.
Servicebedingungen
P 21
Page 22

da Vinci
Jr.1.0 Pro
May 2016
Warnung
● Kinder dürfen dieses Gerät nicht ohne elterliche Aufsicht bedienen. Es besteht Stromschlaggefahr. Bewegliche Teile
können ernsthafte Verletzungen verursachen.
● Stellen Sie den Drucker nicht auf einen unebenen oder instabilen Untergrund. Der Drucker kann herunterfallen oder
umkippen und dadurch Schäden und/oder Verletzungen verursachen. Der Drucker kann herunterfallen oder umkippen
und dadurch Schäden und/oder Verletzungen verursachen.
● Legen Sie nichts auf dem Drucker ab. Flüssigkeiten und Gegenstände, die in den Drucker gelangen, können den Drucker
beschädigen und Sicherheitsrisiken darstellen.
● Reinigen Sie dieses Gerät nicht mit brennbaren Chemikalien oder Alkoholtüchern.
● Bauen Sie den Drucker nicht auseinander. Ersetzen Sie die Druckerabdeckung nicht durch Abdeckungen, die nicht von
XYZprinting stammen.
● Berühren Sie während und nach Beendigung des Betriebs keine erhitzten Oberächen. Erhitzte Oberächen können
ernsthafte Verbrennungen verursachen.
● Schließen Sie das Netzkabel ordnungsgemäß an; dies reduziert auch die Gefahr von Stromschlägen und Bränden.
● Versuchen Sie nicht, den Drucker über die in diesem Dokument angegebenen Anweisungen hinaus zu warten. Falls nicht
behebbare Probleme auftreten, wenden Sie sich an den XYZprinting-Kundendienst oder einen Vertriebsbeauftragen.
Warnung!
P 22
 Loading...
Loading...