

Page 1
A Step-by-Step
Guide to
Precision
Sharpening &
Grinding Nearly
Everything
Page 2
Thank You
for purchasing the WORK SHARP tool grinding and
sharpening system. We’ve put together these simple
tips—along with detailed photographs—to help you
create sharper tools and grind more easily and safely.
With sharper tools you’ll get higher quality work done
and with faster, safer results.
Your WORK SHARP tool sharpener can grind and sharpen
just about everything in your shop that gets dull. From
specialized tools like wood chisels to everyday tools
like lawnmower blades, your WORK SHARP is designed
to keep a wide range of tools sharp and on the job.
And, as always, we proudly stand behind every
product we make, including the new WORK SHARP
tool sharpener. If you have any questions or need
further assistance, please visit our website at www.
worksharptools.com or call our technical support
team in Ashland, Oregon. They are standing by and
ready to help you. You can call toll-free at 800-597-
6170 or email us at tech@worksharptools.com
And always remember to Work Sharp!
Sincerely,
Hank O’Dougherty
President, Professional Tool Manufacturing, LLC
Maker of WORK SHARP,™ Drill Doctor,™ and DAREx
™
IMPORTANT
For your own safety,
please read the User’s Guide
before operating
the Work Sharp 2000.
™
Page 3
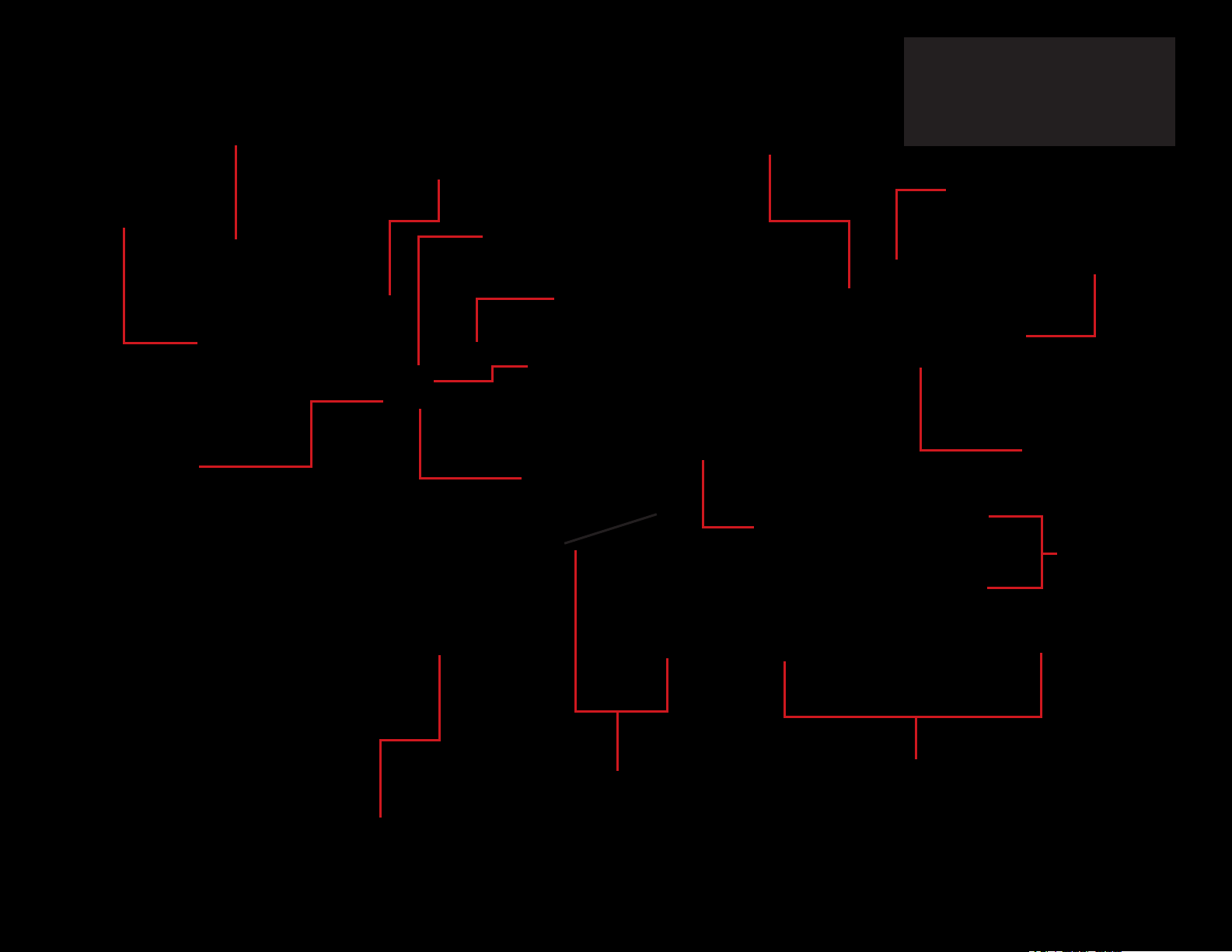
REVIEW THE
Top Tool Rest for
top-side freehand
Durable cast
aluminum top
Alignment Fence
keeps tool square
during sharpening
sharpening
150mm Edge-Vision™ Wheel
with solid adhesive-backed
abrasives applied
Tool hold-down keeps tool
flat during sharpening
Edge-Vision™ Slotted Wheel
allows you to see the cutting
Wheel direction
indicator
Chisel & Plane Blade
Port is 15/8" wide with
fixed 25° angle. Heat
sink is diamond plated
to remove burr.
Air-cooling vent ports for
routed air flow cooling
edge as you sharpen!
Locking
power
switch
KEY PARTS OF YOUR
WORK SHARP 2000
Top Knob for
securing wheel
Durable cast
aluminum top
Edge-Vision™ underside
Sharpening Port
& grit exhaust port
1
⁄5 hp induction
motor produces
1750 rpm
max. wheel speed
Durable plastic
housing and
base
Bench mounting tabs
6' grounded
power cord
Air-cooling vent ports for
routed air flow cooling
Page 4
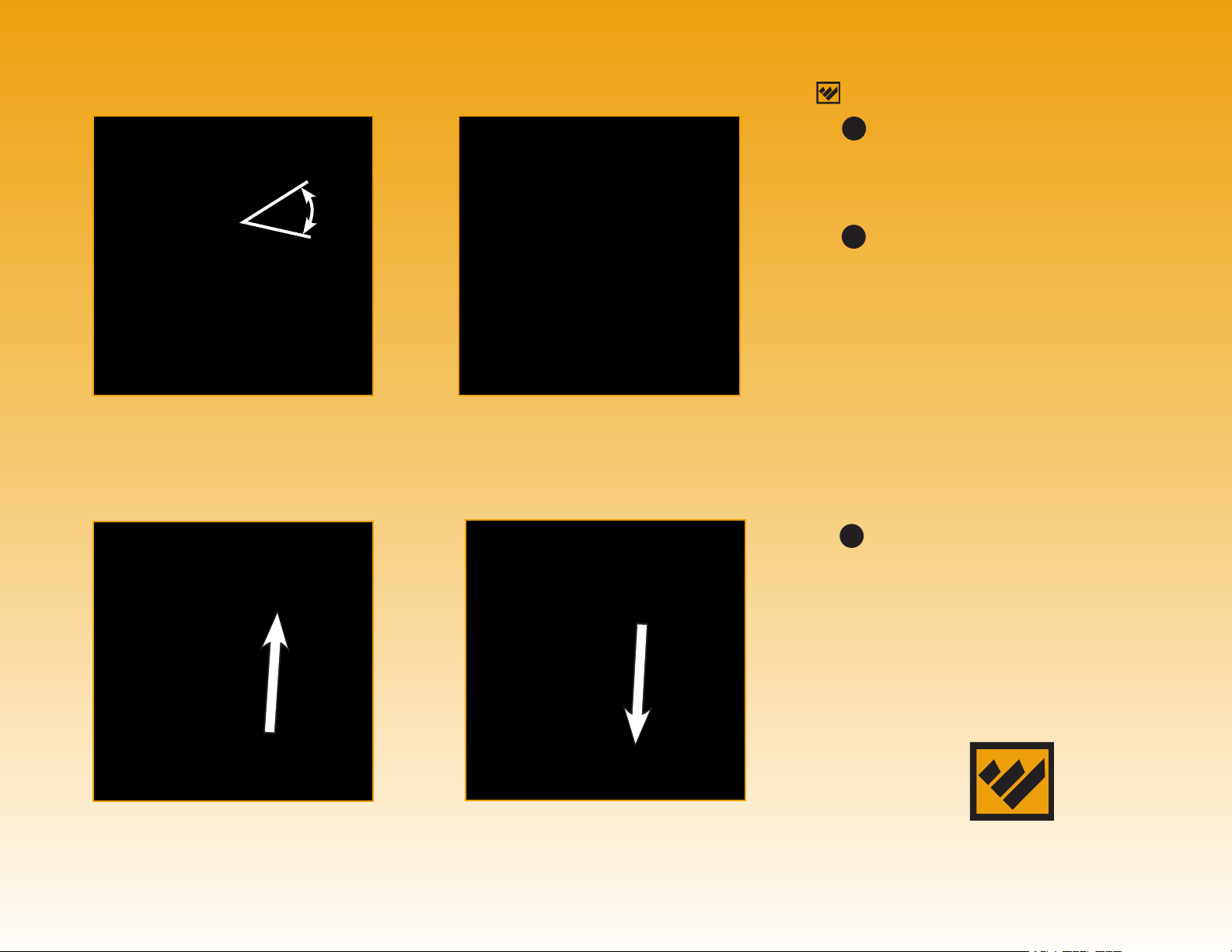
Wood Chisels
Objective:
Create a sharp chisel with the following
features:
4 A flat back all the way to the cutting edge
4 A square cutting edge
4 A 25° bevel angle
4 A sharp edge without burr
Where to Sharpen:
4 Chisel & Plane Blade Port
Abrasive Selection:
4 Rough Shaping: Coarse solid abrasive
(P60 – P80 grit)
4 Fine Sharpening: Fine solid abrasive
(P180 – P320 grit)
Top Tips:
Do not round off cutting edge while
flattening the back of your chisel.
Approach wheel at a 45° angle. Remove
tool in same manner.
Use the ‘plunge and pull’ method for best
results. Do not hold chisel against the
abrasive disk for more than one second.
Keep chisel FLAT on sharpening port heat
sink surface during ‘plunge and pull’ step.
The tool hold down bar will assist you.
Use sharpening port alignment fence
to keep the chisel’s cutting edge square
during sharpening.
Let the machine do the work. Do not force
or overload machine.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 5
1
2
3
45°
45° approach
Coarse solid abrasive (P60–P80 grit)
Flatten back of chisel
Coarse solid abrasive
Method:
• Place the coarse grit solid abrasive
face up on your tool, flatten the back
of your chisel so you have a smooth,
consistent finish. This step is critical
and should not be overlooked.
• Now place the coarse grit solid
abrasive face down on your tool and
plunge and pull your chisel in the
sharpening port. This process may
take some time (3–10 minutes) based
on the degree of damage on the
edge of your tool. Do not plunge the
chisel against the wheel for longer
than one-second intervals or use
excessive load or force. This will only
create unnecessary heat and a large
burr. Follow the light handed ‘plunge
pull’ method for fastest, coolest and
sharpest results.
• Once the bevel and cutting edge
have been re-established and no
longer show signs of damage,
sharpen the back and bevel with
the fine grit solid abrasive following
the same steps as outlined above.
This step should only take about a
minute.
Plunge-and-pull method: Plunge
Coarse solid abrasive
Plunge-and-pull method: Pull
Coarse solid abrasive
Page 6

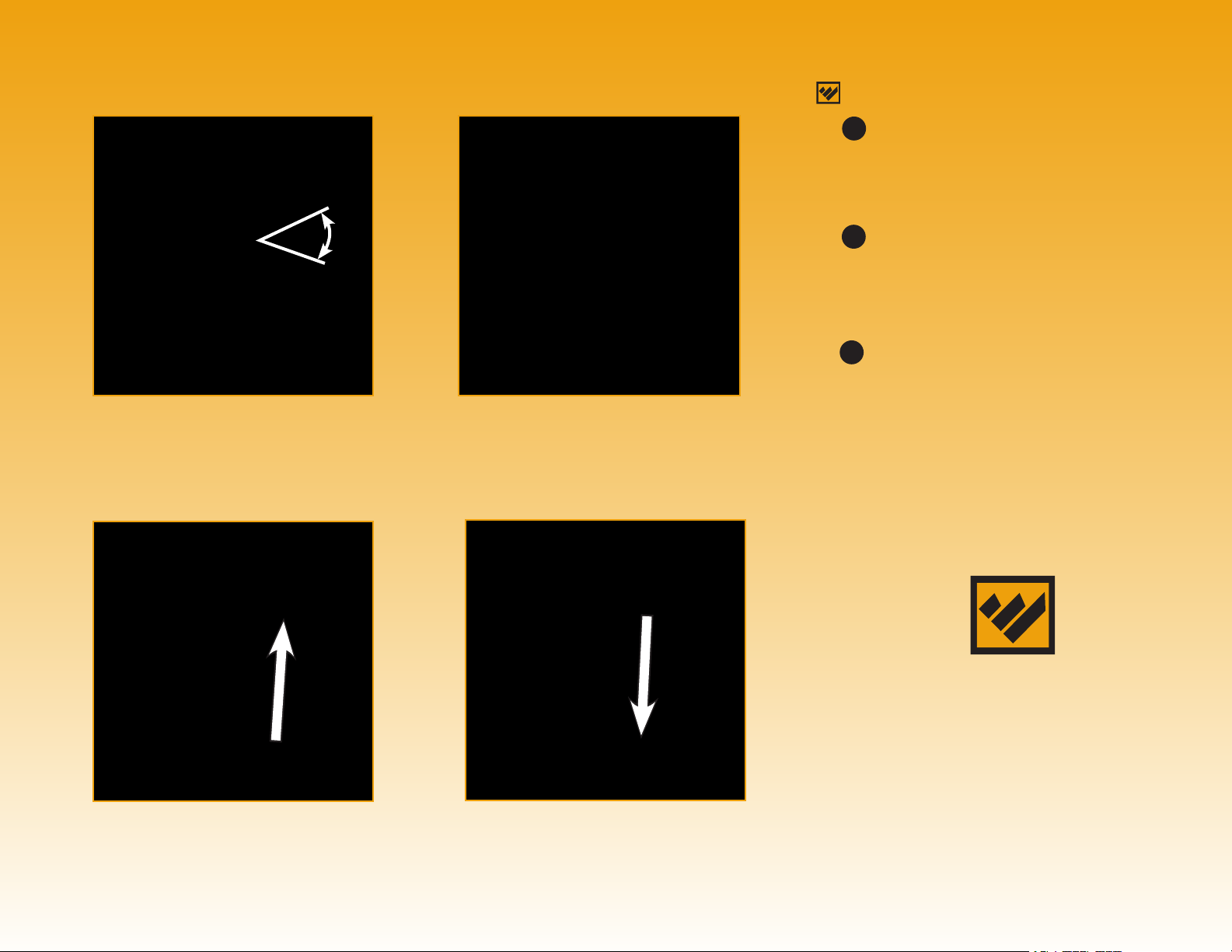
Plane Blades / Irons
Objective:
Create a sharp plane blade with the
following features:
4 A flat back all the way to the cutting edge
4 A square cutting edge
4 A 25° bevel angle
4 A sharp edge without burr
Where to Sharpen:
4 Chisel & Plane Blade Port
Abrasive Selection:
4 Rough Shaping: Coarse solid abrasive
(P60 – P80 grit)
4 Fine Sharpening: Fine solid abrasive
(P180 – P320 grit)
Top Tips:
Do not round off cutting edge while
flattening the back of your blade.
Approach wheel at a 45° angle. Remove
tool in same manner.
Keep plane blade FLAT on sharpening port
heat sink surface during ‘plunge and pull’
step. The tool hold down bar will assist
you.
Use sharpening port alignment fence
to keep the blade’s cutting edge square
during sharpening.
Finer grits than P220 can be purchased if
you wish to have an even sharper edge on
your plane blades.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 7
Method:
1
2
3
Place the fine grit solid abrasive face
•
up on your tool and flatten the back
of your blade so you have a smooth,
consistent finish. This step is critical
and should not be overlooked.
45°
45° approach
Fine solid abrasive (P180–P320 grit)
Flatten back of plane blade
Fine solid abrasive
• Turn the wheel over so the fine grit
solid abrasive is facing down then
sharpen with the same plunge and
pull used for chisels. This process
should only take a few minutes.
• Do not plunge the plane blade
against the wheel for longer than
one second intervals or use excessive
load or force. This will only create
unnecessary heat and burr. Follow
the light handed ‘plunge pull’
method for fastest, coolest and
sharpest results.
Plunge-and-pull method: Plunge
Fine solid abrasive
Plunge-and-pull method: Pull
Fine solid abrasive
Page 8
Carving Tools:
Gouges, V Tools,
Skews & More
Objective:
Create a sharp carving tool with the
following features:
4 A sharp cutting edge
4 The bevel away from the cutting edge
is at the proper angle for the type
of cut the tool is designed for. Small
angles cut better at low entry angles.
Large angles are better for vertical
cutting or chopping.
4 The cutting edge is shaped correctly
for the cut profile desired.
Note: The goal is to recreate the same
geometry as originally supplied by the
manufacturer, but with a new sharp
edge.
Where to Sharpen:
4 Edge-Vision™ Port
Abrasive Selection:
4 Fine slotted Edge-Vision™ abrasive
(P180 – P320 grit)
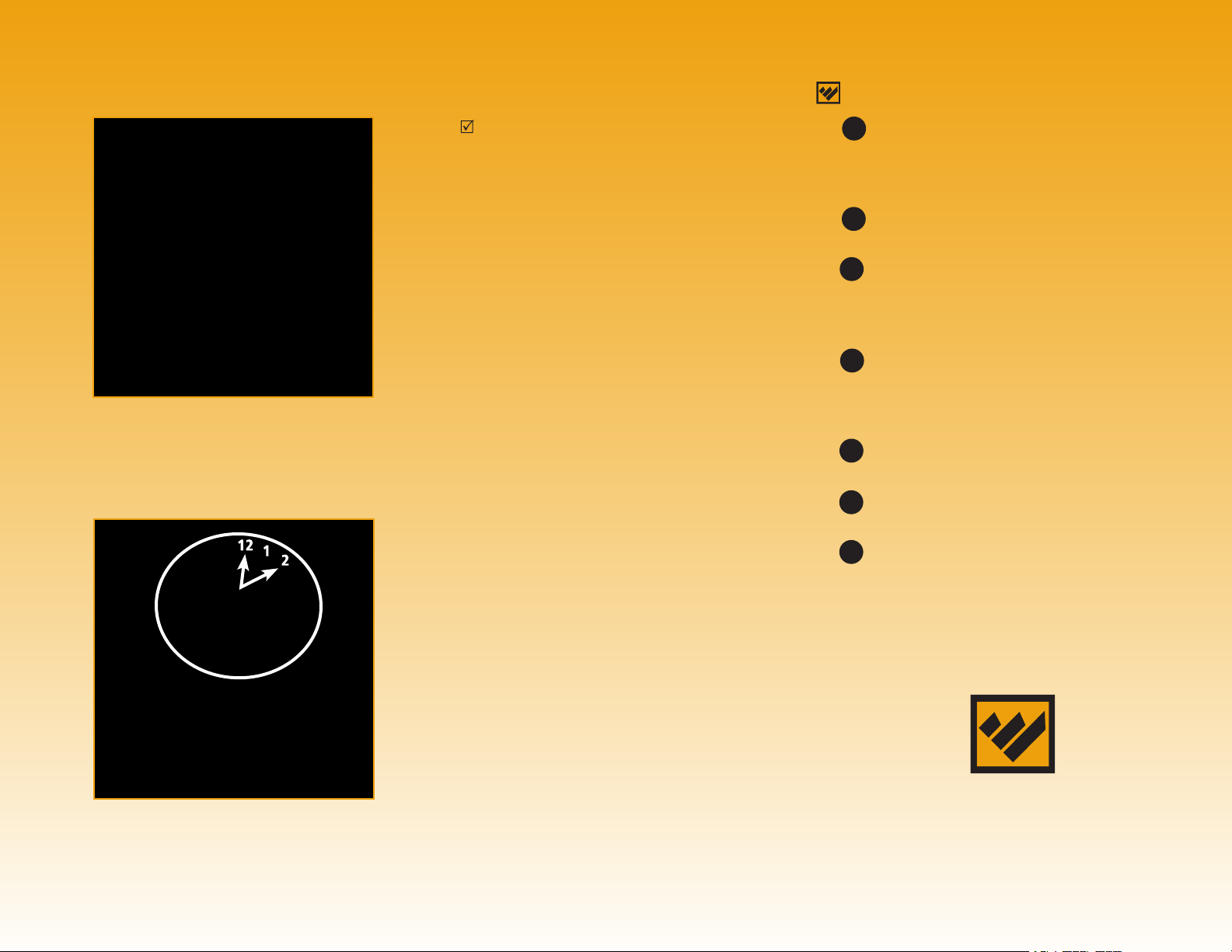
Top Tips:
Use a black marker to color the edge
to be sharpened.
Use a shop/drop light to increase
visibility of edge being sharpened.
Start at the heel of the bevel and
work towards the cutting edge.
Sharpen with carving tool at the 12:00
or 2:00 position in the port to avoid
tearing the abrasive.
After
WORK SHARP
Generally, the naked
eye can’t see the
difference between
a dull and properly
sharpened carving
tool—but your
work will show the
difference!
Page 9
1
2
3
4
5
6
7
Top Tips (cont.):
Method:
Using black marker to darken
edge to be sharpened
If your tool is not cutting well after
sharpening, check the following:
The bevel angle may be too steep;
•
try sharpening a shallower angle.
• The bevel may not have been
sharpened all the way to the
cutting edge.
• There may be a burr on the inside
of the cutting edge.
• Place the fine grit slotted Edge-
Vision™ abrasive face down and
remove the Top Tool Rest for
increased visibility.
• Look down through the spinning
wheel into the Edge-Vision™ port.
• Slowly bring tool to be sharpened
into the Edge-Vision™ port and
contact the heel of the cutting edge
to the abrasive surface.
• Determine location of area being
sharpened by watching where the
black marker is being removed from
the tool.
• Slowly move the tool to remove all
the black marker.
• Edge should now be sharp and have
an even surface finish.
• If burr is created on inside edge of
gouge, simply remove with a rolled
piece of fine sand paper or a fine slip
stone.
Sharpening carving tool in Edge-
Vision™ Port (2:00 position)
Fine slotted abrasive (P180–P320 grit)
Page 10
Lathe Tools: Gouges,
Parting Tools, Scrapers
& More
Objective:
Create a sharp lathe tool with the following features:
4 A sharp cutting edge with a prominent burr
4 A cutting edge that is shaped correctly for
the cut profile desired
4 Note: The goal is to recreate the same
geometry as originally supplied by the
manufacturer, but with a new sharp edge.
Where to Sharpen:
4 Edge-Vision™ Port
After
WORK SHARP
Abrasive Selection:
4 Coarse slotted Edge-Vision™ abrasive
(P60 – P80 grit)
Top Tips:
Use a black marker to color the edge to be
sharpened.
Use a shop/drop light to increase visibility
of edge being sharpened.
Start at the heel of the bevel and work
towards the cutting edge.
Sharpen with lathe tool at the 2:00 position
in the port to create a burr and avoid
tearing the abrasive.
Practice on an older tool before sharpening
your favorite lathe tool.
Creating a burr while sharpening is
important for lathe tools to work correctly.
While the naked eye
can’t see the burr
preferred by lathe
tool users, you can
definitely feel the
difference.
Page 11

Method:
1
2
3
4
5
6
• Place the coarse grit slotted Edge-
Vision™ abrasive face down and
remove the Top Tool Rest for
increased visibility.
• Look down through the spinning
wheel into the Edge-Vision™ Port.
• Slowly bring tool to be sharpened
into the Edge-Vision™ port at the
2:00 position and contact the heel
of the cutting edge to the abrasive
surface.
• Determine location of area being
sharpened by watching where the
black marker is being removed from
the tool.
• Slowly move the tool to remove all
the black marker.
Using marker to darken edge
to be sharpened
• Edge should now be sharp and have
an even surface finish.
Sharpening lathe tool in Edge-
Vision™ Port (2:00 position)
Coarse slotted abrasive (P60–P80 grit)
Page 12

Putty Knives / Scrapers
Objectives:
4 Create a sharp and clean putty knife or
scraper.
4 Clean debris and material off blade face.
4 Sharpen the edge to appropriate
sharpness. Note: If a putty knife is too
sharp, it will cut into wallboard or soft
surfaces. Sharpen only to meet the needs
of your project.
Where to Sharpen:
4 Top Side Sharpening Area
Abrasive Selection:
4 Fine solid abrasive (P180 – P320 grit)
Top Tips:
Sharpen on the right side of the wheel so
wheel spins away from you.
The coarse solid abrasive may be needed
if blade is severely damaged or the surface
is covered in material (i.e., glue, cement,
spackle, etc.).
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 13

1
2
3
Blade flat on right side of wheel
4
5
6
Fine solid abrasive (P180–P320 grit)
Method:
• Place the fine grit solid abrasive face
up on your machine.
• Lay the blade face flat on the right
side of the wheel.
• Use left hand to apply downward
pressure onto tool.
• Pull tool toward yourself and swipe
the tool off the abrasive disk.
• Flip blade face and repeat on other
side.
• Raise handle of putty knife or scraper
to create a beveled edge if desired.
Raise handle to grind bevel edge
Fine solid abrasive (P180–P320 grit)
Page 14

Pry Bars
Objective:
Create a well-functioning pry bar with the
following feature:
4 A clean beveled edge so you can get
underneath or between objects.
4 The edge of the bar should not be too
thin so that it remains strong.
Where to Sharpen:
4 Top Side Sharpening Area
Abrasive Selection:
4 Coarse solid abrasive (P60 – P80 grit)
Top Tips:
Grind a steep bevel angle onto the pry bar
for strongest edge.
Using the Top Tool Rest will help regrind
the bevel.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 15

1
2
Blade flat on right side of wheel
Coarse solid abrasive (P60–P80 grit)
Method:
• Flatten the back on top of coarse
solid abrasive surface.
• Re-grind the bevel on top of the
coarse solid abrasive.
Turn pry bar over and raise handle
to grind bevel edge
Coarse solid abrasive
Page 16

Flat Head Screwdrivers
Objective:
Create a new tip on a damaged screwdriver.
Where to Sharpen:
4 Edge-Vision™ Port and top surface
Abrasive Selection:
4 Fine Slotted Edge-Vision™ Abrasive
(P180 – P320 grit)
Top Tips:
Use the Edge-Vision™ Port and abrasives.
Color the screwdriver tip black to follow
progress while grinding.
Remove the Top Tool Rest to increase
visibility.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 17

1
2
3
Flatten both sides
in Edge-Vision™ Port
Fine slotted abrasive (P180–P320 grit)
Method:
• Place the fine slotted abrasive face
down on your machine.
• Flatten both sides of the screwdriver
face in the Edge-Vision™ Port.
• If you need to re-establish the flat
tip, grind the tip square using the top
side of the grinding wheel near the
center.
Square the tip on top side of wheel
Fine slotted abrasive
Page 18

Cold Chisels
& Masonry Chisels
Objective:
Create a new double beveled edge on a
striking chisel
Where to Sharpen:
4 Top Side Sharpening Area
Abrasive Selection:
4 Coarse solid abrasive (P60 – P80 grit)
Top Tips:
Use the Top Tool Rest to increase safety
and control.
Sharpen on the right side of the wheel so
the wheel is spinning away from you.
The Edge-Vision™ Port and coarse grit
Edge-Vision abrasives can be used for
narrow cold / masonry chisels (see Lathe
Tools).
The edge on a cold chisel should not be
sharp like a wood chisel. If it is too sharp,
the edge will be fragile and will not last.
The goal is to create a ‘like new’ edge
— sharp enough to get into tight spaces
and have a clean beveled edge.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 19

Method:
1
2
3
4
5
6
• Place the coarse grit solid abrasive
face up on your machine.
• Adjust the Top Tool Rest to a low
position above the wheel.
• Holding chisel firmly, place the chisel
on the Top Tool Rest
• Slowly lay the chisel cutting edge
onto the abrasive disk
• Flip chisel and grind the other bevel
of the chisel.
• Repeat until desired finish and
sharpness is attained.
Tool on Top Tool Rest
Coarse solid abrasive (P60–P80 grit)
Page 20

Re-beveling a Bolt or
All-Thread
Objective:
Create a smooth, even bevel around the
top thread of a bolt or All-Thread after the
material has been cut. This will prep thread
to accept a nut
Where to Sharpen:
4 Edge-Vision™ Port
Abrasive Selection:
4 Fine Slotted Edge-Vision™ Abrasive
(P180 – P320 grit)
Top Tips:
Use the Edge-Vision™ Port and abrasives.
Remove the Top Tool Rest to increase
visibility.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 21

1
2
3
Bolt in Edge-Vision™ Port
Fine slotted Edge-Vision™ abrasive
(P180–P320 grit)
Method:
• Place the fine slotted abrasive face
down on your machine.
• Bring bolt into Edge-Vision™ Port
and gently contact the wheel and roll
material so that the lead thread has
been beveled and no burr remains.
• Test the threads with a nut and re-
bevel if necessary.
Testing threads with a nut
Page 22

Grinding or Beveling
Material on the Top
Grinding Surface
Objective:
Create a smooth, even bevel on a piece
of material
Where to Sharpen:
4 Top Side Sharpening Area
Abrasive Selection:
4 Rough Grinding: Coarse solid abrasive
(P60 – P80 grit)
4 Fine Grinding: Fine solid abrasive
(P180 – P320 grit)
Top Tips:
Use the Top Tool Rest for increased control
and safety.
Grind on the right side of the wheel so
the wheel is spinning away from you.
The outer edge of the wheel has a faster
surface speed and will grind material
faster, but with more heat. The center of
the wheel has a slower surface speed and
will grind material slower, but with less
heat.
If you grind close to the tool rest, the
material may skew sideways as the
surface of the disk is moving to your right.
Grinding at the 3 o’clock position on the
wheel will provide optimum control; since
the wheel is moving away from the edge.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 23

1
2
3
12
Method:
• Place the solid abrasive of your choice
face up on your machine.
• Lay material on the Top Tool Rest so
it projects over the wheel.
• Hold material firmly and contact the
grinding wheel to bevel material.
3
Material on Top Tool Rest in 3:00 position
Solid abrasive of your choice
Page 24

Lawnmower Blades
Objective:
Objective: Create a sharp lawnmower blade
with the following features:
4 No nicks or dents at the cutting edge
4 A sharp single bevel edge on both ends
of the blade. Note: The exact angle of the
edge is not critical to cutting performance.
Where to Sharpen:
4 Top Side Sharpening Area
Abrasive Selection:
4 Coarse solid abrasive (P60 – P80 Grit)
Top Tips:
Flat lawnmower blades can easily be
sharpened on your Work Sharp.
Use the coarse solid abrasive for fastest
results on damaged blades
Some curved or mulching style blades
cannot be fully sharpened on Work Sharp
due to their shape. In this case, you have
two options:
• Take the blade to a professional for
complete sharpening.
• Use the Work Sharp to sharpen as much
of the blade as possible. This may be
enough to make it cut more efficiently.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 25

Method:
1
2
3
4
5
6
7
• Place the coarse grit solid abrasive
face up on your machine.
• Adjust the Top Tool Rest to the low
position. Or, in some cases, it may be
easier to remove the tool rest.
• Firmly hold the blade with both
hands.
• Lay the blade cutting edge onto the
abrasive disk to grind and flatten
the back.
• Remove blade and inspect area being
ground. You may wish to replace the
Top Tool Rest in order to make the
bevel on the other side of the blade.
• Continue to sharpen until desired
finish and sharpness is attained.
• Rotate blade and sharpen other side.
Flattening back of blade
Coarse solid abrasive (P60–P80 grit)
Beveling edge using Top Tool Rest
Coarse solid abrasive
Page 26

Axes, Hatchets,
Splitters & Mauls
Objective:
Create a sharp axe, hatchet or maul with the
following features:
4 No nicks or dents at the cutting edge
4 A sharp edge (The exact angle of the edge
is not critical.)
4 A radiused or curved cutting edge with a
bevel on each side
Where to Sharpen:
4 Top Side Sharpening Area
Abrasive Selection:
4 Coarse solid abrasive (P60 – P80 grit)
Top Tips:
Use the Top Tool Rest for best control and
safety.
Use the coarse solid abrasive for fastest
results on damaged blades.
Sharpen equal bevels on each side to
create an even cutting edge.
A steep bevel angle will provide the
strongest edge.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 27

1
2
3
Axe on Top Tool Rest
4
5
6
Coarse solid abrasive (P60–P80 grit)
Method:
• Place the coarse grit solid abrasive
face up on your machine and adjust
the Top Tool Rest to the low position.
• Firmly hold the axe with both hands
and position the axe head onto the
Tool Rest.
• Lay the cutting edge onto the
abrasive disk and roll the axe from
side to side to contact the entire
cutting edge.
• Remove axe and inspect area being
ground. Reposition tool on Top Tool
Rest and re-grind as needed.
• Continue to sharpen until desired
finish and sharpness is attained.
• Flip the axe and sharpen the same
bevel on the other side.
Axe on Top Tool Rest (other side)
Coarse solid abrasive
Page 28

Shovels, Hoes
& Trowels
Objective:
Create a shovel with the following features:
4 No dents or damage on shovel’s cutting
edge
4 Creating a sharp new single bevel edge
(The exact angle of the edge is not
critical.)
Where to Sharpen:
4 Top Side Sharpening Area
Abrasive Selection:
4 Coarse solid abrasive
(P60 – P80 grit)
Top Tips:
Hose off shovel before sharpening to
reduce dirt, debris and dust.
Hold shovel firmly with both hands to
insure safety.
Remove Top Tool Rest to increase working
area.
Due to shovel shape, a freehand method
will yield best results.
Go from this...
Before
WORK SHARP
...to this!
After
WORK SHARP
Page 29

Method:
1
2
3
4
5
• Place the coarse grit solid abrasive
face up on your machine
• Sharpen on right side of wheel so it is
spinning away from you.
• Start on the back, right side edge
of the shovel and roll the shovel to
sharpen the entire surface of the
cutting edge.
• Inspect after first pass to check
progress.
• Re-grind as needed to create a clean,
sharp edge on the tool.
Shovel in sharpening position
Coarse solid abrasive (P60–P80 grit)
Page 30

Additional Edge-Vision™ grinding wheels and
abrasives are available to you from our website,
www.worksharptools.com, or at your local Work
Sharp retailer. You can also use any standard
6" adhesive-backed abrasive. Trimming will be
required to properly fit the Edge-Vision™ wheel.
Page 31

Now we’d like to introduce you to a couple more great tools that we think you’ll appreciate!
A breakthrough for the hex wrench!
A breakthrough for the hex wrench!
Ratcheting action makes tasks faster & easier
9 most commonly used sizes in one handy tool
Durable tempered steel construction
Comfortable and powerful ratchet handle
Compact and easy to use
To order or for more information, visit
www.ratchetinghexwrench.com
www.ratchetinghexwrench.com
SHARPEN YOUR DRILL BITS
• Sharpens a wide variety of bit types and sizes
• Sharpens most bits in less than 60 seconds
• Saves time, money—and trips to the hardware store
• Reduces wear and tear on your drill
Learn more about this must-have tool. Check it out at
www.drilldoctor.com
Another innovative tool from
Professional Tool Manufacturing, LLC
Page 32

Professional Tool Manufacturing,LLC
P.O.Box 730
210 E.Hersey St.
Ashland,OR 97520 USA
Phone:
1-800-597-6170
1-541-552-1301
Fax:
541-552-1377
Web:
www.worksharptools.com
WORK SHARP™ is a trademark of Professional Tool Manufacturing, LLC.
MKM-755 Rev. 0
 Loading...
Loading...