

Page 1
Combination Clutch/Brake
10 Wichita Clutch 800-964-3262
P-1100-WC • 1/11
• For metalforming equipment
• Fast, smooth cycling
• Cool running with higher torque
• Compact disc design
• Simple Installation
The Wichita Combination Clutch-Brake
provides fast, smooth cycling for stamp ing
presses and metalforming equip ment.
The simple Wichita air tube concept
combines an air actuated clutch and a
spring-set brake in a com pact disc design.
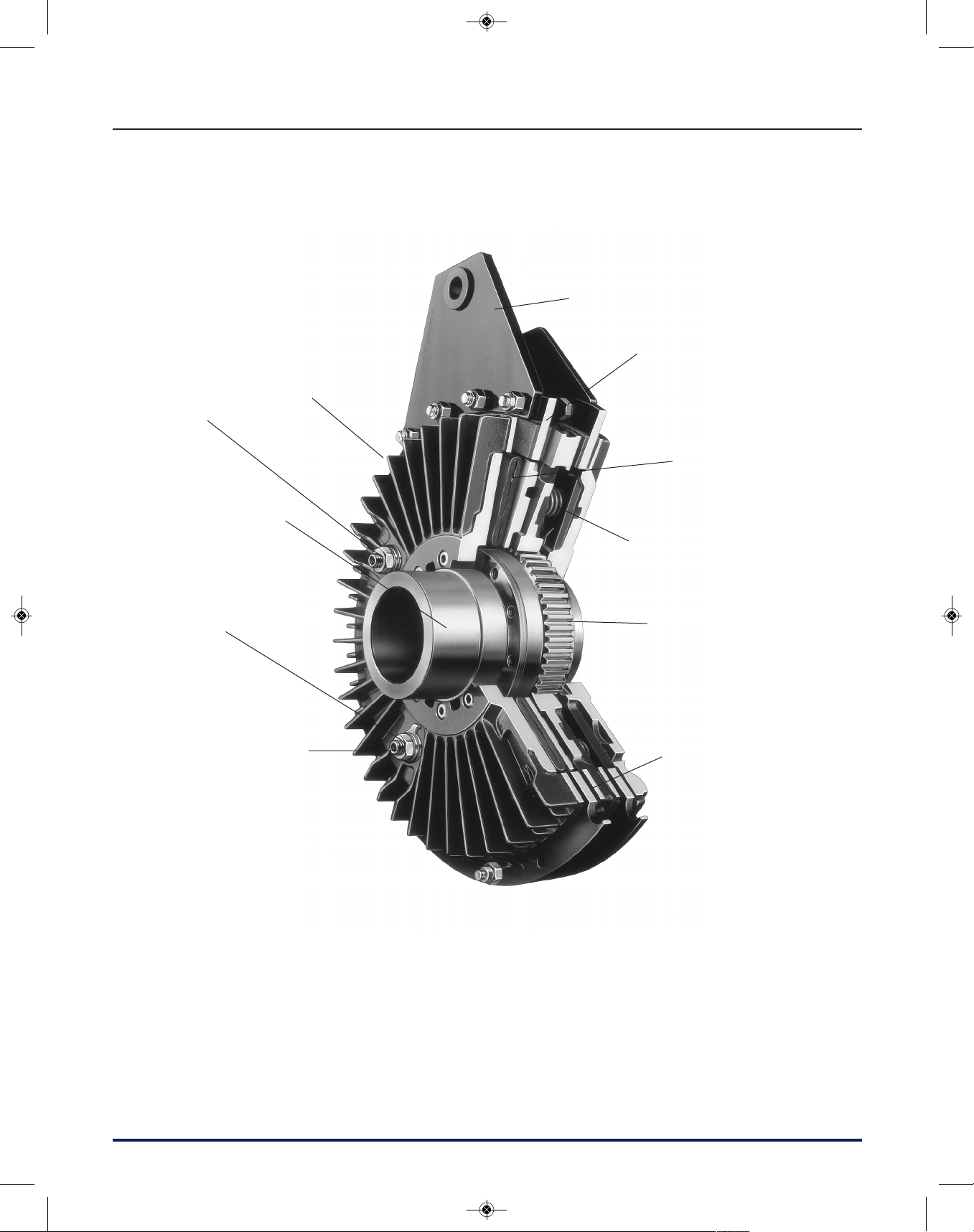
Multiple mounting options
for compatability with other
competitive designs
Friction drive plates supplied
in split form for ease of
installation
Long life air tube.
No O-rings
Asbestos free
friction material
Precision die
springs
Low stress internal
spline eliminates
pins
Extra fins for maximum
heat
dissipation
Optional shrink-disc
hub for ease of installation
and removal. No
keyways required.
All air connections are
external. Optional quick
release valves available
for faster cycling
Design Advantages
• No shaft seals for faster, lower cost
installation
• Optional shrink disc mounting for
simplified, easier installation
• Cool running for faster cycle rates,
higher torques
• Models 380-910 have a single air-tube
design that provides long life and high
reliability
This cut-a-way shows
Model 380-910 design
New larger inlets for
CCB size 675-910 for
a more rapid clutch
and brake response
External locking nut
on air inlet to increase
air tube life
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 10
Page 2
A
Combination Clutch/Brake
P-1100-WC 1/12
Wichita Clutch 800-964-3262 11
Operation
The Wichita Combination Clutch/Brake
provides fast, smooth cycling for stamping
presses and metalforming equipment.
The simple air-tube concept combines an air
actuated clutch and spring-set brake in a
compact, pancake assembly that prevents
overlap. The extra fins and cooling slots allow
for excellent heat dissipation. A low stress
spline eliminates driving pins between the
shaft and centerplate, while the precision die
springs provide con sis tent long-life braking
action.
The high performance air-tube design in sizes
380 and above, with optional quick air-release
valves, provides faster cycling than piston
and cylinder models. There are no o-rings or
piston seals to wear-out and leak, and no
lubrication or adjustment is necessary. Worn
friction plates can be relined at Wichita’s
factory on an ex change basis.
Installation of the CCB is also easy. The
simple air system has external connections
and requires no shaft seals. Metric mount ing
and SAE fasteners are standard. Available in
eight sizes with an optional hub for shrink
disc mounting. Clutch capacities through
340,000 lb.in. and brake torque through
250,000 lb.in.
Wichita Combination Clutch/Brakes are
manufactured and assembled in the United
States and backed by a global sales, service
and distributor organization.
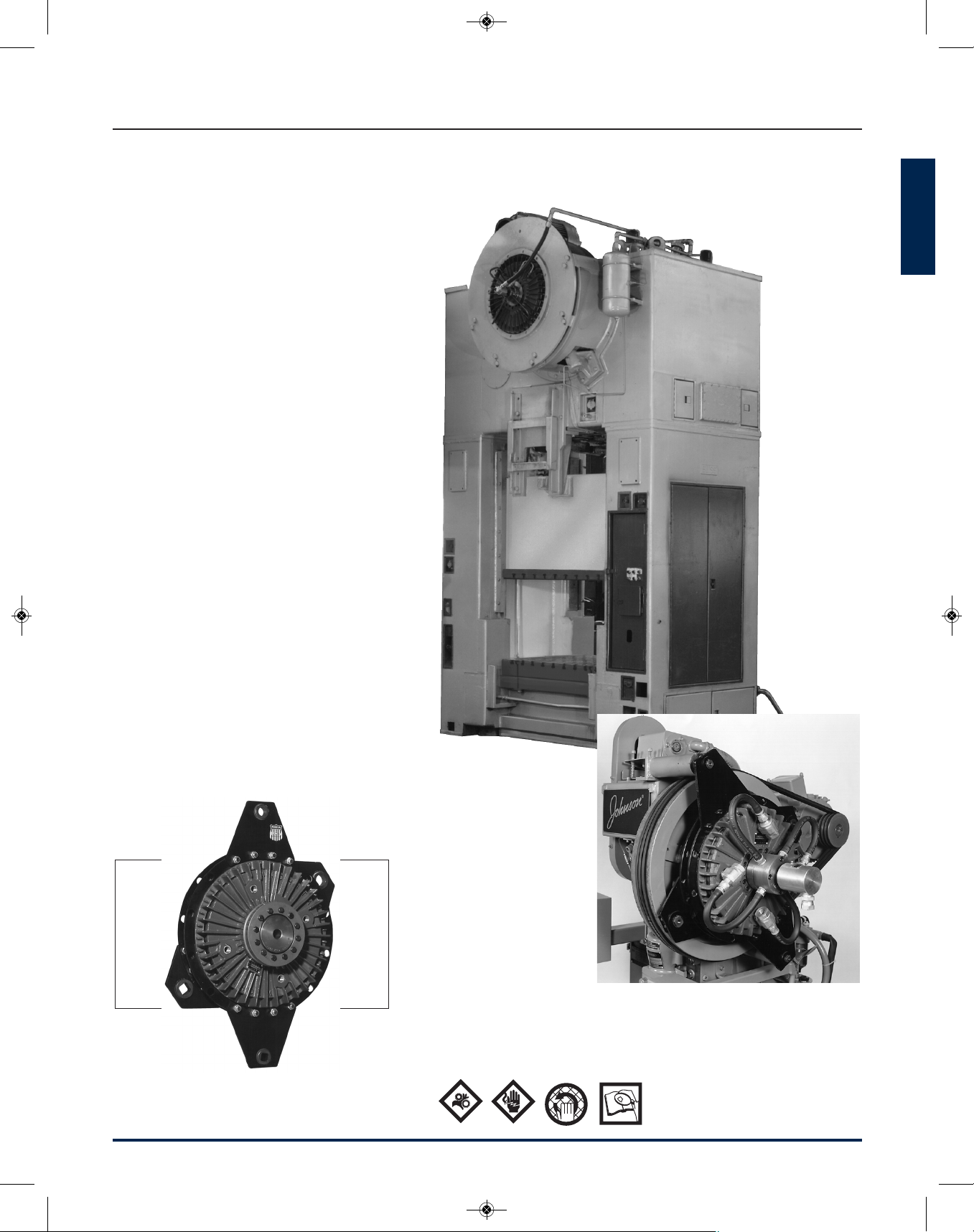
Wichita CCB is ideal for
retrofit applications.
The simple external air
system with quick release
valves provides smooth,
fast cycling.
Optional
Optional shrink disc hub provides ease of
mounting with no keyways.
Typical Applications
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 11
Page 3
Combination Clutch/Brake
12 Wichita Clutch 800-964-3262
P-1100-WC 1/12
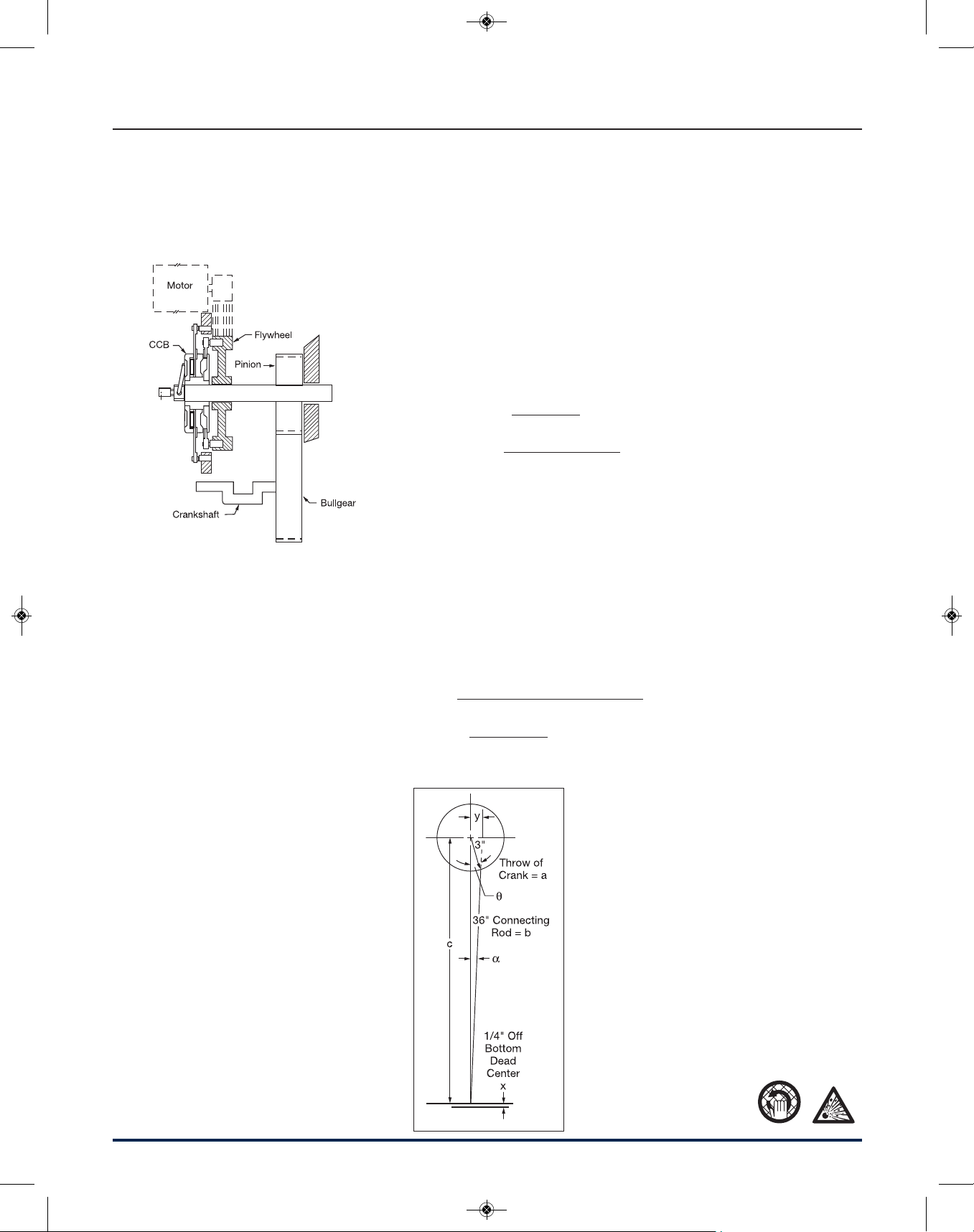
Clutch/Brake Selection
A typical Combination Clutch/Brake application
w
ould be on a geared punch press. To properly
select a CCB the fol low ing application
information is needed.
1. To determine the proper Application Duty
Factor for a Geared Punch Press, consult
page 16. Under Duty “B” or Normal, the
Duty Factor is 1-1/2.
2. To determine the application clutch torque,
t
he following information is needed:
a. Torque @ Crank
= (Rated Tonnage) (2000 lb./ton) (Torque
A
rm)
b. Torque Arm = y = (c) (tan a)
c = a + b - x
=
3 + 36 - .25
= 38.75 in.
b
2
+ c2- a
2
Cos α =
2bc
(36)
2
+ (38.75)2- (3)
2
=
(2) (36) (38.75)
= .99948
= 1.8478°
c. Torque Arm = y = (c) (tan α)
= (38.75) (tan 1.8478)
= (38.75) (.03226)
= 1.25 in.
Torque @ Crank
=(Rate Tonnage) (2000 lb./ton)(Torque Arm)
= (200) (2000) (1.25)
= 500,000 lb.in.
Required Torque @ Clutch
(Torque @ Crank) x (Crank shaft RPM)
= lb.in.
Clutch Shaft RPM
(500,000) (30)
=
lb.in.
204
= 73,529 lb.in.
Application Data
Press Type . . . . . . . . . . . . Geared Punch Press
Rated Tonnage . . . . . . . . . . . . . . . . . . 200 tons
Crankshaft Speed . . . . . . . . . . . . . . . . 30 RPM
Degrees of Crank to Start . . . . . . . . . . . . . . 90°
Distance Above Bottom – x . . . . . . . . . . .25 in.
1/2 of Press Stroke (throw) = a . . . . . . . . . 3 in.
WR
2
of Parts on Backshaft . . . . . . . . . 78 lb.ft.
2
Required Clutch Torque. . . . . . . . . 73,529 lb.in.
Stroke . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 in.
Clutch/Brake Shaft. . . . . . . . . . . . . . . 204 RPM
Degrees of Crank to Stop . . . . . . . . . . . . . . 120
Connecting rod length = b . . . . . . . . . . . . 36 in.
WR
2
of Parts on Crankshaft . . . . . 39,091 lb.ft.
2
Cycles/Minute . . . . . . . . . . . . . . . . . . . . . . . . . 7
Air Pressure Available. . . . . . . . . . . . . . 100 PSI
Shaft Size . . . . . . . . . . . . . . . . . . . . . . . . 4.5 in.
Selection
Press clutch and brake selection is
based on:
1. Application Duty Factor
2. Application clutch torque
3. Application brake torque necessary
to stop
4. Maximum Energy Input
5. Heat generated during cycling
6. Bore size
1/4" distance
above bottom
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 12
Page 4

A
Combination Clutch/Brake
P-1100-WC 1/12
Wichita Clutch 800-964-3262 13
( )
4. Calculate energy input required for the
combination clutch/brake.
a. Kinetic Energy =
(WR
2
)(CCB RPM)
2
5,873
KE =
(1041)(204)
2
= 7,376 lbs.ft.
5,873
b. Maximum energy input to the CCB 600
is 14,229 ft.lbs. Therefore, CCB 600 has
sufficient energy input capacity.
5. To determine the Heat Horsepower
Capacity of the CCB at backshaft speed,
you need the following in for ma tion:
a. Heat HP capacity of CCB 600 @
200 RPM. (Look up capacity under the 200
RPM heading on page 16.)
Heat HP = 3.7 Heat HP @ 200 RPM.
b. To determine the Cycles Per Minute
Ca pac i ty, you need the following
in for ma tion:
(Heat HP @ CCB speed) (1.9 x 10
8
)
(WR
2
) (RPM)
2
or
3.7 (1.9 x 108)
(1041) (204)
2
= 16 CPM
Final Selection:
CCB 600 with 1/2 spring compliment. Also available
with shrink disc shaft mounting.
(See pages 18–19 for various mounting
arrangments).
Note:
This application example is for preliminary
sizing only. Contact a Wichita Sales Engineer
or the factory for final selection.
Application selection torque = the required
torque of 73,529 lb. in. x 1.5
= 110,294 lb.in. (Application Duty Factor for
“
Geared Punch Press”, page 16.
Preliminary selection of CCB based on clutch
torque is the CCB 600 with 50% spring
c
ompliment. The clutch torque for this model
is 124,350 lb.in. @ 80 PSI.
d. Maximum bore for CCB 600 is 5.0 in. bore
a
cceptable.
3. To determine application brake torque necessary
to stop the equipment the following information
is needed:
a.
The inertia of rotating parts referred to the
backshaft. It is given in the application data
that the inertia (WR
2
) of parts on the
crankshaft is 39,091 lb. ft.
2
at 30 RPM. To
calculate WR
2
referred to the backshaft:
30 RPM of Crankshaft
2
x 39,091 lb.ft.
2
204 RPM of Backshaft
= 845 lb.ft.2@ 204 RPM
Total WR2referred to backshaft is:
845 lb.ft.
2
+ 78 lb.ft.2= 923 lb.ft.
2
(WR2of parts on backshaft from application
data)
Total WR
2
to start and stop is:
923 lb.ft.
2
+ 118 lb.ft.2= 1041 lb.ft.
2
(WR2of CCB-600 from page 15)
b. The brake stop time required is 120°. (Based
on rotation at 30 RPM).
Angle to Stop 60
Stop Time =
360 crankshaft RPM
120 60
= = .5 sec.
360 30
c. Required deceleration torque =
(WR
2
) (CCB RPM) (1041) (204)
or
(25.6) (Stop Time sec.) (25.6)(.5)
= 16,590 lb.in.
d. Application brake torque =
(18,466) (1.5) or 27,700 lb.in.
The CCB 600 has a rated brake
torque capacity of 35,850 lb.in.
with 50% spring compliment.
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 13
Page 5

Combination Clutch/Brake
14 Wichita Clutch 800-964-3262
P-1100-WC 1/12
Specifications
Size 380 thru 910
Maximum operatiing pressure is 100 PSI, (7BAR)
* Operating the unit above the Balance speed to Maximum, it is recommended to have the unit balanced. It is suggested to operate the unit in a continuous running,
non-cyclic mode. Operating the unit in a cyclic, single-stroking mode, may result in some dusting of the friction material.
** For dry operation only. It is essential to keep the friction material free of lubricants.
( )
Clutch Maximum
Dynamic Brake Swept Maximum Speed
Slip Torque Dynamic Friction Energy Balance
Spring Capacity Slip Torque Area Input Speed*
CCB Compliment @ 80 PSI** Capacity in.2 lb.ft. RPM
Model % lb.in. (Nm) lb.in. (Nm) (cm2) (Joules) (RPM)
100% 23,000 (2,600) 18,000 (2,030)
380
75% 27,500 (3,100) 13,500 (1,525) 60 4,640 1,550
50% 32,000 (3,600) 9,000 (1,015) (387) (6,290) (895)
25% 36,500 (4,120) 4,500 (505)
100% 43,400 (4,900) 34,500 (3,890)
470
75% 52,000 (5,870) 25,900 (2,920) 120 9,280 1,250
50% 60,650 (6,845) 17,250 (1,945) (774) (12,581) (725)
25% 69,275 (7,800) 8,625 (975)
100% 68,100 (7,685) 54,000 (6,095)
550
75% 81,600 (9,210) 40,500 (4,570) 184 14,229 1,060
50% 95,100 (10,735) 27,000 (3,050) (1,187) (19,291) (620)
25% 108,600 (12,260) 13,500 (1,525)
100% 88,500 (9,900) 71,700 (8,090)
600
75% 106,425 (12,000) 53,775 (6,070) 184 14,229 970
50% 124,350 (14,035) 35,850 (4,045) (1,187) (19,291) (570)
25% 142,275 (16,060) 17,925 (2,220)
100% 132,000 (14,900) 105,400 (11,910)
675
75% 158,350 (17,875) 79,050 (8,930) 308 23,818 860
50% 184,700 (20,845) 52,700 (5,955) (1,987) (32,291) (500)
25% 211,050 (23,820) 26,350 (2,975)
100% 173,210 (19,570) 156,220 (17,652)
760
75% 214,550 (24,240) 117,165 (13,236) 360 27,839 765
50% 255,900 (28,915) 78,110 (8,826) (2,323) (37,743) (450)
25% 291,115 (32,890) 39,055 (4,415)
100% 254,500 (28,750) 199,000 (22,480)
830
75% 309,700 (34,990) 149,300 (16,870) 404 31,241 700
50% 337,300 (38,110) 124,400 (14,055) (2,606) (42,356) (410)
25% 392,500 (44,345) 74,600 (8,430)
100% 346,800 (39,150) 258,400 (29,160)
910
75% 411,400 (46,430) 193,800 (21,870) 462 35,726 640
50% 476,000 (52,725) 129,200 (14,580) (2,981) (48,437) (375)
25% 540,600 (66,000) 64,600 (7,290)
Model Size Assembly (100% SPR. COMPL) Drawing Numbers Part Family
380 7-915-100-209-0000 7-915-100-931-1&2 546
470 7-918-100-205-0000 7-918-100-931-1&2 547
550 7-922-100-209-0000 7-922-100-931-1&2 549
600 7-923-100-209-0000 7-923-100-931-1&2 551
675 7-927-100-209-0000 7-927-100-931-1&2 552
760 7-930-100-209-0000 7-930-100-931-1&2 553
830 7-933-100-209-0000 7-933-100-931-1&2 555
910 7-935-100-209-0000 7-935-100-931-1&2 554
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 14
Page 6

A
Combination Clutch/Brake
P-1100-WC 1/12
Wichita Clutch 800-964-3262 15
Specifications
Size 380 thru 910
Dimensions: inches (mm)
Maximum Bores ‘R’
Twin Rect. Internal External Total
Square Key Keys Shrink Disc Parts Parts Weight
CCB in. in. in. Inertia Inertia (RR Style)
Model (mm) (mm) (mm) lb.ft.
2
(kgm
2
) lb.ft.
2
(kgm
2
) lb. (kg)
380
2-7/8 3-3/16 3-1/8
12.4 (.52) 4 (0.17) 99 (45)
(73) (81) (80)
470
3-3/8 3-3/4 4-1/8
33.3 (1.4) 16 (0.67) 190 (86)
(86) (95) (105)
550
4-1/2 4-3/4 5-1/2
70.2 (3.0) 23 (0.97) 290 (132)
(114) (121) (140)
600
5 5 6-3/32
118 (5.0) 72 (3.0) 380 (172)
(127) (127) (155)
675
5 5-1/2 6-3/32
209 (8.8) 80 (3.4) 530 (240)
(127) (140) (155)
760
6-3/10 6-7/8 7-7/8
370 (15.6) 154 (6.5) 760 (345)
(160) (175) (200)
830
6-7/8 7-1/2 8-15/32
455 (19.2) 226 (9.5) 635 (288)
(175) (191) (215)
910
7-1/8 8-3/8 9-1/4
820 (34.5) 280 (11.8) 1,190 (540)
(181) (213) (235)
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 15
Page 7

Combination Clutch/Brake
16 Wichita Clutch 800-964-3262
P-1100-WC 1/12
* Beyond maximum speed limit
Application Duty Factors
Heat Horsepower Capacity
Speed – RPM
CCB 100 200 300 400 500 600 700 800 900
170 .12 .16 .20 .23 .25 .27 .28 .30 .31
190 .16 .21 .25 .28 .30 .32 .34 .35 .36
230 .28 .35 .42 .45 .48 .51 .54 .58 .61
310 .51 .63 .74 .84 .93 .98 1 1.07 1.12
380 1 1.3 1.6 1.8 1.9 222.4 2.7
470 1.7 2.1 2.4 2.8 3.1 3.4 3.6 3.9 4.2
550 2.5 3.0 3.5 3.9 4.3 4.7 5.1 5.6 6
600 3 3.7 4.3 4.9 5.5 5.9 6.2 6.6 7
675 3.7 4.4 5 5.8 6.5 7.1 7.6 8.1
*
760 5 6.1 7.1 7.7 8.3 8.9 9.5
**
830 6.5 7.9 9.3 10.2 11.1 11.9 12.7
**
910 8 9.8 11.5 12.8 14 15.2
***
Duty B Duty C Duty D
Normal – Factor Heavy – Factor Extra Heavy – Factor
Field of Application 1-1/2 3-1/4 5-1/2
Metal Production Press Brake Shear Forming Press
& Forming Non-Geared Punch Press Back Geared Punch Press Forging Press
Flywheel Drive* Double Back Shaft Drive* Header Press
Geared Punch Press Deep Draw Press Knuckle Press
Single Back Shaft Drive*
Single Reduction Drive* Transfer Press
Single Gear Drive* Toggle Press
* Alternate common industry name for above machine type
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 16
Page 8

A
Combination Clutch/Brake
P-1100-WC 1/12
Wichita Clutch 800-964-3262 17
Component Parts
Size 380 thru 910
1. Hub
2. Bolt
3. Back Plate
4. Center Plate
5. Drive Plate
6. Air-Tube Holding Plate
7. Pressure Plate
8. Air-Tube
9. Air-Tube Holding Plate Bolts
10. Shim
11. Brake Springs
12. End Cap
13. Short Mounting Bracket
14. Long Mounting Bracket
29. Hex Head Capscrew (HHCS)
30. Flex Lock Nuts
31. Socket Head Capscrew (SHCS)
33. Air Spud
34. Air Manifold
35. Socket Head Capscrew (SHCS)
Not Shown:
• Bolt & Nut between Pressure
Plate and Center Plate
• Clip, Bolt & Nut on Ring Mount
15. Drive Pin (Round Clutch)
16. Drive Pin (Square Clutch)
17. Drive Pin (Square Brake)
18. Drive Pin (Round Brake)
19. Drive Bushing (Round Clutch)
20. Drive Bushing (Square Clutch)
21. Drive Bushing (Square Brake)
22. Drive Bushing (Round Brake)
23. Snap Ring
24. Snap Ring
25. Snap Ring
26. Snap Ring
27. Retainer Plate (Brake Drive Pin)
28. Retainer Plate (Clutch Drive Pin)
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 17
Page 9

Combination Clutch/Brake
18 Wichita Clutch 800-964-3262
P-1100-WC 1/12
RP (Ring to Pin)
RR (Ring to Ring)*
PP (Pin to Pin)*
* Dimensions same as RP design
All ring drives to have pins located
in pin size counterbores 0.13" deep.
PEP
(Pin to Extended Pin)
RR
(Ring to Ring)
PP
(Pin to Pin)
Component Parts
Size 380 thru 910
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 18
Page 10

A
Combination Clutch/Brake
P-1100-WC 1/12
Wichita Clutch 800-964-3262 19
Dimensions: inches (mm)
* Maximum bores with square key. Larger bores available with shallow keys.
Note: For mounting, use socket head capscrews conforming to the ASTM-574-97a.
Dimensions: inches (mm)
Component Parts
Size 380 thru 910
C, C1, C2dimensions are ± .007 (.18)
E E1 E2
Model A Max. +.000/ +.001/ +.001/ G G
1
No. Bore* B B1 B2 C C1 C2 D -.002 -.000 -.000 RR PP
380
2.875 17.13 22.05 26.77 16.063 19.488 25.000 14.94 0.709 1.181 0.866 3.24 4.32
(73) (435) (560) (680) (408) (495) (635) (380) (18) (30) (22) (82.2) (109.7)
470
3.375 21.06 27.36 33.66 19.685 24.016 31.102 18.50 0.984 1.575 1.181 4.02 4.88
(86) (535) (695) (855) (500) (610) (790) (470) (25) (40) (30) (102.1) (124.0)
550
4.500 24.41 30.71 37.40 22.992 27.362 34.843 21.65 0.984 1.575 1.181 5.06 6.42
(114) (620) (780) (950) (584) (695) (885) (550) (25) (40) (30) (128.4) (163.1)
600
5.000 26.77 34.25 42.32 25.197 30.315 38.976 23.62 1.181 1.772 1.575 4.83 6.22
(127) (680) (870) (1,075) (640) (770) (990) (600) (30) (45) (40) (122.6) (158.0)
675
5.000 30.51 39.37 48.56 28.543 34.646 44.685 26.57 1.378 2.165 1.772 5.39 6.98
(127) (775) (1,000) (1,235) (725) (880) (1,135) (675) (35) (55) (45) (136.9) (177.3)
760
6.300 34.06 42.91 52.56 31.890 38.189 48.622 29.92 1.575 2.165 1.772 5.96 7.50
(160) (865) (1,090) (1,335) (810) (970) (1,235) (760) (40) (55) (45) (151.4) (190.5)
830
6.875 37.50 49.31 63.09 — 43.307 57.087 32.68 1.772 2.954 2.560 7.19 8.75
(175) (953) (1,252) (1,602) — (1,100) (1,450) (830) (45) (75) (65) (182.6) (222.3)
910
7.125 40.35 52.76 65.75 37.992 46.457 60.039 35.82 1.772 2.953 2.559 7.43 9.61
(181) (1,025) (1,340) (1,670) (965) (1,180) (1,525) (910) (45) (75) (65) (188.7) (244.1)
Lengths
Model K
Thread
No. Qty. Size L N
1
N2 O P R S S1 S2 T1 T2 J U1 U
2
380 4 1/2" NPT
4.41 1.00 1.00 0.47 2.05 0.96 0.75 2.36 1.77 0.79 0.63
3/8–16 NC #10–24 NC #10–24 NC
(112) (25) (25) (12) (52.0) (45.5) (19) (60) (45) (20) (16)
470 4 1/2" NPT
5.50 1.378 1.00 0.41 2.60 1.12 0.87 3.15 2.36 1.06 0.79
1/2–13 NC 1/4–20 NC #10–24 NC
(140) (35) (25) (10.5) (66.5) (28.5) (22) (80) (60) (27) (20)
550 4 1/2" NPT
6.30 1.378 0.984 0.51 3.17 1.34 1.18 3.15 2.36 1.06 0.79
1/2–13 NC 1/4–20 NC #10–24 NC
(160) (35) (25) (13.0) (80.5) (34) (30) (80) (60) (27) (20)
600 4 1/2" NPT
7.28 1.378 1.378 0.49 3.19 1.32 1.06 3.54 3.15 1.16 1.06
5/8–11 NC 5/16–18 NC 1/4–20 NC
(185) (35) (35) (12.5) (81.0) (33.5) (27) (90) (80) (29.5) (27)
675 4 1" NPT
8.00 1.772 1.378 0.49 3.88 1.42 1.25 4.33 3.54 1.52 1.16
3/4–10 NC 5/16–18 NC 1/4–20 NC
(203) (45) (35) (12.5) (98.5) (36) (32) (110) (90) (38.5) (29.5)
760 4 1" NPT
9.06 1.772 1.378 0.49 4.23 1.59 1.50 4.33 3.54 1.52 1.16
7/8–9 NC 5/16–18 NC 1/4–20 NC
(230) (45) (35) (12.5) (107.5) (40.5) (38) (110) (90) (38.5) (29.5)
830 4 1" NPT
8.00 1.75 1.75 0.50 4.32 1.94 1.75 5.91 5.12 1.71 1.71
1–8 NC 5/16–18 NC 5/16–18 NC
(203) (45) (45) (12.7) (109.7) (49.3) (44.5) (150.1) (130) (43.5) (43.5)
910 3 1" NPT
10.24 2.362 1.772 0.89 4.90 2.10 1.75 5.91 5.12 2.07 1.71
1–8 NC 3/8–16 NC 5/16–18 NC
(260) (60) (45) (22.5) (124.5) (53.5) (44.5) (150) (130) (52.5) (43.5)
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 19
Page 11

Combination Clutch/Brake
20 Wichita Clutch 800-964-3262
P-1100-WC 1/12
End Cap Air Manifold
Clearance & Wear Chart
Model Kit No. A B C D E F
.875 H.C.
1/2" NPT
380 8-546-021-000-1 4.188 3.12 N/A 13/32 Drill 1"-14 NF
3 at 120°
4 at 90°
1.250 H.C.
1/2" NPT
470 8-547-021-000-1 4.188 3.12 N/A 13/32 Drill 1"-14 NF
3 at 120°
4 at 90°
4.937 /
3.000 H.C. 2.000 H.C.
1/2" NPT
550 8-549-021-000-1 3.12 13/32 Drill 13/32 Drill 1-1/2"-12 NF
4.935
3 at 120° 3 at 120°
4 at 90°
2.875 H.C.
1/2" NPT
600 8-552-021-000-1 4.938 3.12 13/32 Drill N/A 1-1/2"-12 NF
3 at 120°
4 at 90°
2.875 H.C.
1/2" NPF
675 8-552-021-000-1 4.938 3.12 13/32 Drill N/A 1-1/2"-12 NF
3 at 120°
4 at 90°
3.500 H.C.
1/2" NPT
760 8-553-021-000-1 7.000 3.12 N/A 13/32 Drill 1-1/2"-12 NF
3 at 120°
4 at 90°
4.000 H.C.
1" NPT
830 4-555-021-000-3 9.50 4.06 N/A 9/16 Drill 1-1/2"-12 NF
4 at 90˚
4 at 90˚
7.255 /
5.000 H.C. 3.250 H.C.
1/2" NPT
910 8-554-021-000-1
3.12 17/32 Drill 17/32 Drill 2"-12 NF
7.250
3 at 120° 3 at 120°
6 at 60°
Minimum Maximum Roto Clearance W+ Wear Tank Vol. Pipe Size Coupling*
Model in. (mm) in. (mm) K+ in. (mm) in.3 liters in. (mm) Part No.
380 1/32 (0.8) 0.1 (2.5) 86 0.12 (3) 100 1.6 3/4 (19) 8-240-708-001-1
470 1/32 (0.8) 0.1 (2.5) 134 0.16 (4) 155 2.5 3/4 (19) 8-240-708-001-1
550 3/64 (1.2) 0.11 (2.8) 196 0.20 (5) 250 4.1 1 (32) 8-240-710-002-1
600 3/64 (1.2) 0.11 (2.8) 215 0.20 (5) 275 4.5 1 (32) 8-240-710-002-1
675 1/16 (1.6) 0.12 (3.2) 280 0.25 (6) 390 6.4 1 (32) 8-240-710-002-1
760 1/16 (1.6) 0.12 (3.2) 360 0.25 (6) 500 8.2 1 (32) 8-240-710-002-1
830 3/32 (2.4) 0.16 (4) 489 0.25 (6) 800 13.1 1-1/2 (38) 8-240-710-002-1
910 3/32 (2.4) 0.16 (4) 530 0.28 (7) 1000 16.4 1-1/2 (38) 8-240-712-001-1
*See page 35 for dimensions
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 20
Page 12

A
Combination Clutch/Brake
P-1100-WC 1/12
Wichita Clutch 800-964-3262 21
Hose Kit for Air Manifold or
Cross Drilled Shaft Mounting
Model Part Number
380 8-938-812-402-5 ELB
8-938-820-401-5 QRV
470 8-947-812-402-5 ELB
8-947-820-401-5 QRV
550 8-955-812-402-5 ELB
8-955-820-401-5 QRV
600 8-960-812-402-5 ELB
8-960-820-401-5 QRV
675 8-967-812-402-5 ELB
8-967-820-401-5 QRV
760 8-976-812-402-5 ELB
8-976-820-401-5 QRV
830 8-983-813-401-5 ELB
8-983-831-401-5 QRV
Hose Kit for Shrink Disc
Mid-Shaft Mounting
Model Part Number
380 8-938-812-401-5 ELB
8-938-822-401-5 QRV
470 8-947-812-401-5 ELB
8-947-822-401-5 QRV
550 8-955-812-401-5 ELB
8-955-822-401-5 QRV
600 8-960-812-401-5 ELB
8-960-822-401-5 QRV
675 8-967-812-401-5 ELB
8-967-822-401-5 QRV
760 8-976-812-401-5 ELB
8-976-822-401-5 QRV
830 8-983-813-402-5 ELB
8-983-831-402-5 QRV
Hose Kit for Shrink Disc
Mid-Shaft Mounting
Model Part Number
910 8-991-812-503-5 ELB
8-991-822-503-5 QRV
Hose Kit for Air Manifold or
Cross Drilled Shaft Mounting
Model Part Number
910 8-991-812-502-5 ELB
8-991-820-501-5 QRV
* Optional Quick Release Valves
can replace elbows on most units.
Air Hose Kits
Sizes 380 thru 910
Wichita Air Hose Kits contain all the necessary parts
(fittings, hoses and extensions) to completely plumb
the brake air system. The Hose Kit part number is
de ter mined by model number, type of shaft mounting
and whether or not a quick release valve is needed.
Muffler Part Number: 4-263-605-002-0
WE9289 P1100WC PCB Catalog v4_NEW_P-1100-WC.qxd 1/31/12 10:51 AM Page 21
 Loading...
Loading...