

E
0
v1
3
.-
0
c
-
(\D,)
Inhaltsverzeichnis Seite
1,
Beschreibung
Technische Daten
2.
Inbetriebnahme
3.
Potentialausgleich
4,
Arbeitshinweise
5.
Sicherheitshinweise
6.
Zubehörliste
7.
Lieferumfang
8.
Warnhinweise
F-J
Table des
(-‘\
1. Description
Caracteristiques techniques
2. Mise en Service
3. Equilibrage du potentiel
4. Instructions d‘emploi
5. Consignes de
6.
Liste des
7. Elements compris dans Ia livraison 10
8. Avertissements
f$
Inhoud
c/
1.
Beschrijving
Technische gegevens
2.
Ingebruikname
3.
Potentiaalcompensatie
4.
Werkaanwijzingen
5.
Veiligheidsaanwijzingen
6.
Toebehorenlijst
7.
Leveringsomvang
8.
Waarschuwingen
matit?res
securite
accessoires
Page
Pagina
(D
Indice
1.
Descrizione
Dati tecnici
2. Messa in esercizio
3. Compensazione del potenziale
4. Indicazioni operative
5. Indicazioni di sicurerza
6. Lista degli accessori 20
7. Volume di fornitura
8. Avvertenze
5
($19
Table of contents
8
1.
Description
Technical data
8
9
2.
Starting
9
3. Equipotential
9
4. Instructions for use 24
10
5. Safety instructions 24
10
6.
Accessories 25
7.
Scope
8. Warnings
10
bonding
of supply
cg Innehallsförteckning
13
1. Beskrivning 27
13
Tekniska data
13 2. Driftstart 27
14
3. Potentialutjämning
14
4. Arbetsanvisningar
15
5. Säkerhetsanvisningar
15
6. Tillbehör
15
7. Leveransomfang
15
8. Varningsanvisningar 29
Pagina
Page
Sidan
(r,
Indice
18
1.
18
19
19
19
20
20
20
23
23
23
24
25
25
27
28
28
28
29
29
Descripcion
Datos tecnicos
2. Puesta en funcionamiento
3. Compensacion de
4. Indicaciones para el trabajo
5. Indicaciones referentes a
seguridad
6.
Accesorios
7. Volumen de suministro
8. Indicaciones de advertencia
(3
Indholdsfortegnelse
1.
Beskrivelse
Tekniske data
2.
Idrifttagning
3.
Potentialudligning
4.
Arbejdshenvisninger
5.
Sikkerhedshenvisninger
6.
Ekstratilbehor
7.
Leveringsomfang
8.
Advarselshenvisninger
7 indice
C-1
1. Descricao
Dados tecnicos
2.
Colocacäo
3.
Liga@0
4.
5.
6.
7.
8.
equipotencial
Instrucöes
Instrucöes
Acessorios
Volume de fornecimento
Avisos
potential
Ia
em funcionamento
de trabalho
de
seguranca
Pagina
31
31
32
32
32
33
33
33
33
Side
36
36
36
37
37
37
38
38
38
Pagina
40
40
41
41
41
42
42
42
42
@Q Sisällysluettelo
1.
Kuvaus 45
Tekniset tiedot
2.
Käyttöönotto
3.
Potentiaalintasaus 46
4.
Työskentelyohjeita 46
5.
Turvallisuusohjeita
6.
Lisätarvikkeet 47
7.
Toimituksen
8.
Varoituksia
laajuus
Sivu
45
45
46
47
47
IEhiäa
49
49
50
50
50
51
51
51
52
m
/
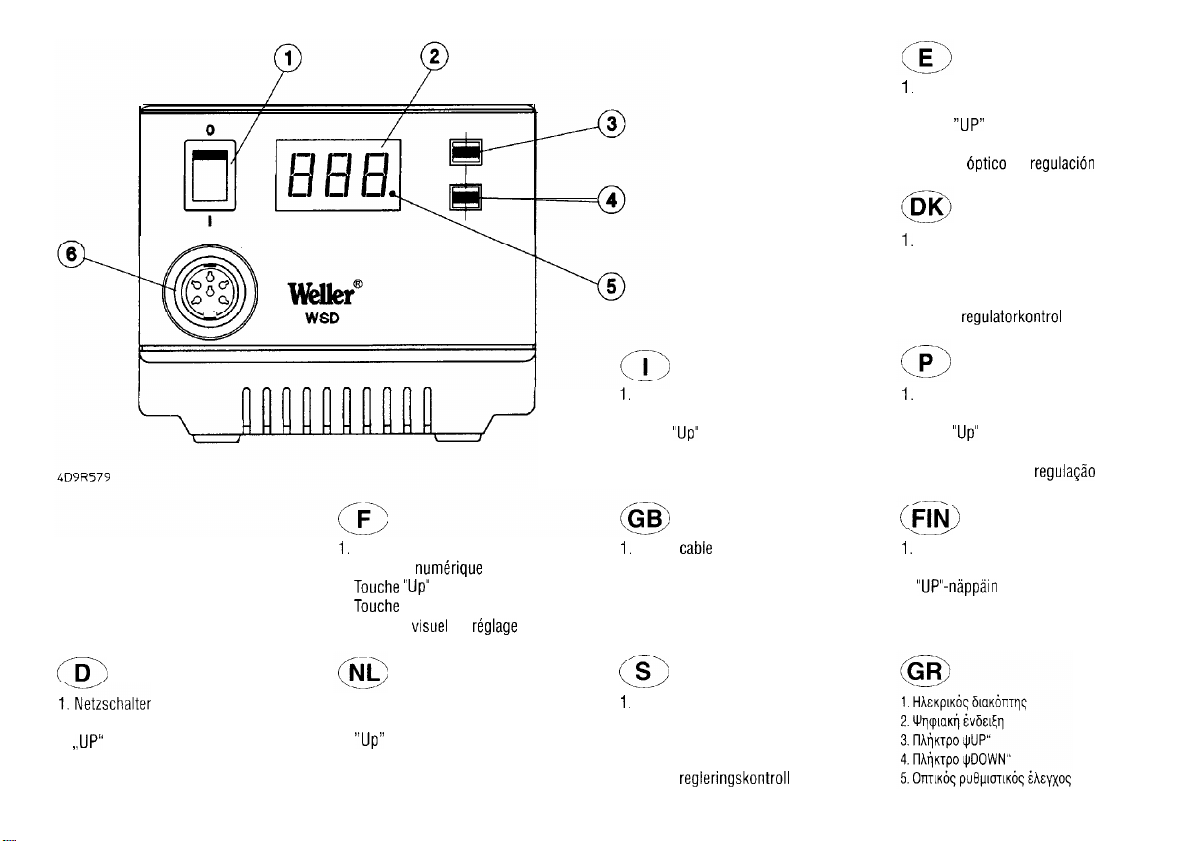
i%&chalter
2. Digitalanzeige
3.
,,UPI’
Taste
4. ,,DOWN” Taste
5. Optische Regelkontrolle
1.
Interrupteur secteur
2.
Afficheur
3.
Tauche “Up”
4.
Tauche
5. Contröle
1.
Netschakelaar
2.
Digitaaldisplay
3.
‘Up”
4.
“Down” toets
5.
Optische regelcontrole
numerique
“Down”
visuel
toets
du
reglage
1.
Interruttore di rete
2. Display digitale
3. Tasto
“Up”
4. Tasto “Down”
5. Controllo di regolazione ottico
1.
Power
cable
2.
Digital display
3.
UP button
4.
DOWN button
5. Optical regulator
/-
CS
-1
1.
Nätströmbrytare
2.
Digitalindikation
3.
UP-tangent
4.
DOWN-tangent
5.
Optisk
regleringskontroll
1.
Interruptor de red
2. Indicacion digital
3. Tecla
“UP”
4. Tecla “DOWN”
5. Control
1.
2. Digitalvisning
3. “UP”-taste
4. “DOWN’‘-taste
5. Optisk
1.
2. Mostrador digital
3. Tecla
4. Tecla “Down”
5. Controlo visual da
(FIN)
1.
2. Digitaalinen näyttö
3.
4. “DOWN”-näppäin
5. Optinen säätökontrolli
optico
de
Netafbryder
regulatorkontrol
Interruptor de rede
“Up”
‘.-I
Verkkokytkin
“UP”-näppäin
regulacion
regulacäo
10
LD9R580
D
c2
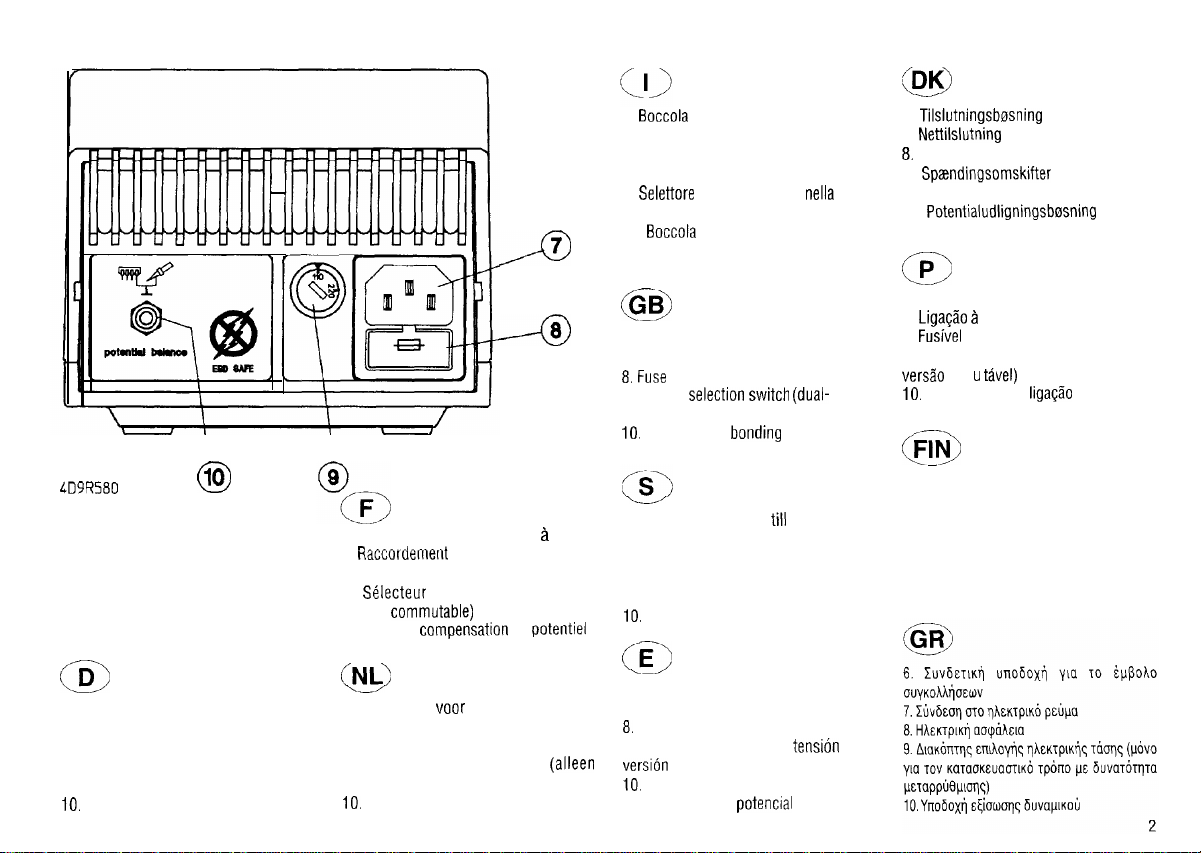
6. Anschlußbuchse für Lötkolben
7. Netzanschluß
8. Netzsicherung
9. Spannungswahlschalter (nur umschaltbare Version)
IO.
Potentialausgleichsbuchse
0
/@
---@
6. Prise de raccordement du fer a souder
7.
Raccordeinent
8. Fusible secteur
9.
Selecteur
Version
10. Prise de
(NL>
1-I
6. Aansluitbus
7. Netaansluiting
8. Netzekering
9. Spanningskeuzeschakelaar
omschakelbare versie)
10.
Potentiaalcompensatiebus
secteur
de tension (uniquement
commutable)
compensation
voor
du
soldeerapparaat
potentiel
(alleen
6.
Botcola
brasatore
7. Collegamento a rete
8. Fusibile di rete
9.
versione commutabile)
10.
potenziale
di collegamento per stilo
Selettore
di tensione (solo
Botcola
per compensazione di
nella
-
Ga
6. Connection bush for soldering iron
7. Power supply connector
8. Fuse
9. Voltage
voltage Version only)
10.
L’
6. Anslutningsbussning
7. Nätanslutning
8. Nätsäkring
9. Spänningsvalbrytare (endast
omkopplingsbar Version)
10.
CE
6. Conector hembra para soldador
7 Conexion de red
8
9. Conmutador selector de
Version
10.
compensacion de
selection switch (dual-
Equipotential
Potentialutjämningsbussning
-\
\-
/
Fusible de red
conmutable)
Conector hembra para
bonding
potential
bush
till
Iödkolv
tension
(solo
(D KJ
-
6.
Tilslutningsbesning
7.
Nettilslutning
8.
Netsikring
9.
Spa%dingsomskifter
Version)
10.
Potentialudligningsbwsning
i=P
3
6. Conector para o ferro de soldar
7.
Ligacäo h
8.
9. Interruptor selector de tensäo (apenas
versao
10.
Fti
i_=
6. Kolvin liitäntä
7. Verkkoliitäntä
8. Verkkosulake
9. Jännitteen valintakytkin (vain
vaihtomahdollisuuden omaavissa
laitteissa)
10. Potentiaalintasausliitäntä
rede
Fusivel
de rede
com u
Conector para a
-
tavel)
til loddekolbe
(kun omskiftelig
ligacäo
equipotencial
1. Beschreibung
1 .l Steuergerät
Die Lötstationen WSD 80 und WSD 50 gehören einer Gerätefamilie an, die für die
industrielle Fertigungstechnik, sowie für den Reparatur- und Laborbereich entwickelt
wurde. Einfache und komfortable Bedienung werden durch den Einsatz eines Mikroprozessors ermöglicht. Die digitale Regelelektronik gewährleistet ein optimales Regelverhalten an unterschiedlichen Lötwerkzeugen. Die Lötwerkzeuge selbst werden von
der Lötstation automatisch erkannt und die entsprechenden Regelparameter zugeordnet. Die besonders leistungsfähigen 24 V Heizelemente ermöglichen ein ausgezeichnetes dynamisches Verhalten, die das Lötwerkzeug so zum universellen Einsatz bringen.
Verschiedene Potentialausgleichsmöglichkeiten zur Lötspitze, Nullspannungsschalter
sowie antistatische Ausführung von Steuergerät und Kolben ergänzen den hohen Qualitätsstandard. Die Anschlußmöglichkeit eines externen Eingabegerätes
Funktionsvielfalt dieser Lötstation. Mit den als Option erhältlichen Eingabegeräten WCBI
und WCB2 können unter anderem Zeit- und Verriegelungsfunktionen realisiert werden.
Integriertes Temperaturmeßgerät und PC-Schnittstelle gehören zum erweiterten Umfang des Eingabegerätes WCB2.
erwettert
die
Leistung von 25 W und schlanker Bauform eignet er sich für feine
WT 50:
LR 82:
WSP 80:
Lötarbeiten.
Die Entlötpinzette WT 50 wurde speziell zum
teilen konzipiert. Zwei Heizelemente (2 x 25 W) mit jeweils eigenem
Temperatursensor sorgen für gleiche Temperaturen an beiden Schenkeln
Leistungsfähiger 80 W Lötkolben für Lötarbeiten mit großem
Wärmebedarf. Die Befestigung der Lötspitze erfolgt
Bajonettverschluß, der einen positionstreuen Spitzenwechsel
ermöglicht (nicht an WSD 50 anschließbar).
Der Lötkolben WSP 80 zeichnet sich durch sein blitzschnelles und
präzises Erreichen der Löttemperatur aus. Durch seine schlanke Bauform
und einer Heizleistung von 80 W ist ein universeller Einsatz von extrem
feinen Lötarbeiten bis hin zu solchen mit hohem Wärmebedarf möglich.
Nach Wechsel der Lötspitze ist ein unmittelbares Weiterarbeiten
möglich, da die Betriebstemperatur in kürzester Zeit wieder erreicht ist
(nicht an WSD 50 anschließbar).
Weiler anschließbare Werkzeuge siehe Zubehörliste.
Technische Daten
Auslöten
uber
von
SMD-Bau-
einen
Die gewünschte Temperatur kann im Bereich von 50°C - 450°C über 2 Tasten
Down) eingestellt werden Soll- und
der vorgewählten Temperatur wird durch Blinken einer roten LED in der Anzeige signalisiert, die zur optischen Regelkontrolle dient. Dauerndes Leuchten bedeutet, daß das
System aufheizt.
Istwert
werden digital angezeigt. Das Erreichen
(Up/
1.2. Lötkolben
LR 21:
MLR 21:
MPR 30: Der Weller Peritronic MPR 30 ist ein Lötkolben mit einstellbarem
Unser
Standard”
sehr breiten Lötspitzenspektrum (ET-Serie) ist dieser Lötkolben
universell im Elektronikbereich einsetzbar.
Mit seiner Leistung von 25 W und einer schlanken Bauform eignet sich
dieser Mikro-Lötkolben besonders für feine Lötarbeiten mit geringem
Wärmebedarf.
Arbeitswinkel von 40”. Dadurch wird eine individuelle Gestaltung des
Lötprozesses hinsichtlich seiner Ergonomie ermöglicht. Durch seine
Lötkolben. Mit einer Leistung von 50 W und einem
Abmessungen in mm:
Netzspannung (6):
Leistungsaufnahme:
Schutzklasse:
Sicherung (8):
Temperaturregelung:
Genauigkeit:
Potentialausgleich (9):
166x115x101 (LxBxH)
230 V / 50 Hz (115 V / 60 Hz umschaltbare Version)
WSD 50: 55 W
WSD ao: 95 w
1 (Steuergerät) und 3 (Lötkolben)
WSD 50:
WSD 80:
50°C f
Über eine
Geräterückseite (Grundzustand hart geerdet)
T315mA
T500mA
450°C
2% vom Endwert
3,5 mm
(5 x 20 im Netzanschlußelement)
Schaltklinkenbuchse an der
2. Inbetriebnahme
Lötkolbenablage montieren (siehe Explo-Zeichnung). Das Lötwerkzeug in der
Sicherheitsablage ablegen. Lötkolbenstecker in die Anschlußbuchse (6) des Steuergerätes einstecken und durch kurze Rechtsdrehung arretieren. Überprüfen, ob die Netz-
?
i
Spannung mit der Angabe auf dem Typenschild übereinstimmt und der Netzschalter
(1) sich im
Gerät am Netzschalter (1) einschalten. Beim Einschalten des Gerätes wird ein Selbst-
test durchgeführt, bei dem alle Anzeigeelemente (2) in Betrieb sind. Anschließend wird
kurzzeitig die eingestellte Temperatur (Sollwert) und die Temperaturversion
angezeigt. Danach schaltet die Elektronik automatisch auf die Istwertanzeige um. Roter
Punkt (5) in der Anzeige (2) leuchtet. Dieser Punkt dient als optische Regelkontrolle.
Dauerndes Leuchten bedeutet System heizt auf. Blinken signalisiert das Erreichen der
Betriebstemperatur.
ausgeschaltenen
Zustand befindet. Steuergerät mit dem Netz verbinden.
(“C/“F)
Temaeratureinstellunq
Grundsätzlich zeigt die Digitalanzeige (2) den
der
,,lJp”
oder ,,Down“-Taste (3) (4) schaltet die Digitalanzeige (2) auf den derzeit eingestellten Sollwert um. Der eingestellte Sollwert (blinkende Anzeige) kann nun durch
Antippen oder permanentes Drücken der
chender Richtung verändert werden. Wird die Taste permanent gedrückt, verändert
sich der Sollwert im Schnelldurchlauf. Ca. 2 sec. nach dem Loslassen schaltet die
Digitalanzeige (2) automatisch wieder auf den
Temperaturistwert
Jlp“
oder ,,Down“-Taste (3) (4) in entspre-
Istwert
um.
an. Durch Betätigen
Weich geerdet: Mit Stecker und eingelötetem Widerstand.
oder
Erdung über den gewählten Widerstandswert
Ohne Stecker und Trennen der Brücke Bl auf der Regelplatine.
Erdung über RC-Filter 100
k0hm /
22
nF
4. Arbeitshinweise
Beim ersten Aufheizen die selektive verzinnbare Lötspitze mit Lot benetzen. Diese entfernt lagerbedingte Oxydschichten und Unreinheiten der Lötspitze. Bei Lötpausen und
vor dem Ablegen des Lötkolbens immer darauf achten, daß die Lötspitze gut verzinnt
ist. Keine zu aggressiven Flußmittel verwenden.
Achtung: Immer auf ordnungsgemäßen Sitz der Lötspitze achten.
Die Lötgeräte wurden für eine mittlere Lötspitze justiert. Abweichungen durch Spitzenwechsel oder der Verwendung von anderen Spitzenformen können entstehen.
Externes Einoabeaerät
WCBl
und
WCBP (Oation)
Wartunq
Der Übergang zwischen
Fremdkörper oder Beschädigung beeinträchtigt werden, da dies Auswirkungen auf die
Genauigkeit der Temperaturregelung hat.
Heizkörper/Sensor
und der Lötspitze darf nicht durch Schmutz,
3. Potentialausgleich
Durch unterschiedliche Beschaltung der 35 mm Schaltklinkenbuchse (10) sind 4 Variationen realisierbar:
Hart geerdet: Ohne Stecker (Auslieferungszustand)
Potentialausgleich
(Impedanz o Ohm): Mit Stecker, Ausgleichsleitung am Mittelkontakt
Potentialfrei: Mit Stecker
Bei der Verwendung eines externen Eingabegerätes stehen folgende Funktionen zur
Verfügung:
Offset:
Setback:
Lack:
“CI”F:
Die reale Lötspitzentemperatur kann durch die Eingabe eines
turoffsets um f
Herabsetzung der eingestellten Solltemperatur auf 150°C (Standby).
Die Setbackzeit, nachdem die Lötstation in den Standbymodus
wechselt, ist 0-99 Minuten einstellbar. Der Setbackzustand wird durch
eine blinkende Istwertanzeige signalisiert und wird durch Drücken
einer Taste oder Fingerschalterdruck wieder beendet. Dabei wird
kurzzeitig der eingestellte Sollwert angezeigt.
Verriegelung der Solltemperatur. Nach dem Verriegeln sind an der
Lötstation keine Einstelländerungen möglich.
Umschalten der Temperaturanzeige von “C in “F um umgekehrt.
Drücken der ,,Down”-Taste während des Einschaltens zeigt die aktuelle
Temperaturversion an.
20°C
verändert werden.
Tempera-
4
Window:
Cal:
Einstellen eines Temperaturfensters. (Nur bei Steuergeräten mit
Optokopplerausgang möglich). Liegt die Isttemperatur innerhalb des
Temperaturfensters wird ein potentialfreier Kontakt
(Optokopplerausgang) durchgeschaltet.
Neujustierung der Lötstation (Nur WCB2) und Factory setting (FSE)
Rücksetzen aller Einstellwerte auf 0, Temperatur
35O”C/66O”F.
5 25 030 99 Thermisches Abisoliergerät WST 20
5 33 229 99 Externes Eingabegerat
5 31 180 99 Externes Eingabegerät WCB2
WCBl
7. Lieferumfang
80WS
WS 50
PC-
Schnittstelle: RS232 (Nur WCB2)
Temperatur-
meßgerät:
Integriertes Temperaturmeßgerät für Thermoelement Typ K (Nur WCB2)
5. Sicherheitshinweise
Für andere, von der Betriebsanleitung abweichende Verwendung, sowie bei eigenmäch-
tiger Veränderung, wird von Seiten des Herstellers keine Haftung übernommen.
Diese Betriebsanleitung und die darin enthaltenen Warnhinweise sind aufmerksam zu
lesen und gut sichtbar in der Nähe des Lötgerätes aufzubewahren. Eine Nichtbeachtung der Warnhinweise kann zu Unfällen und Verletzungen oder zu Gesundheitsschäden führen.
Die WELLER Lötstationen WSD 80 und WSD 50 entsprechen der EG Konformitätser-
klärung gemäß den grundlegenden Sicherheitsanforderungen der Richtlinien
EWG und
73/23/EWG.
8913361
6. Zubehör
529161 99
53311099
533111 99
5 33 112 99
53311399
5 33 120 99
51305099
5 27 026 99
5 27 028 99
Lötkolbenset WSP 80 (nur WSD 80)
Lötkolbenset MPR 30
Lötkolbenset MLR 21
Lötkolbenset LR 21 antistatisch
Lötkolbenset LR 82 (nur WSD 80)
Entlötset WT 50
Reflow-Lötgerät EXIN 5
Vorheizplatte WHP 50
Vorheizplatte WHP 80 (nur WSD 80)
Steuergerät
Lötkolben WSP 80
Netzkabel
Bedienungsanleitung
Lötkolbenablage
Klinkenstecker
Bild Schaltplan siehe Seite
Bild Explo-Zeichnungen siehe Seite
Steuergerät
Lötkolben LR 21
Netzkabel
Bedienungsanleitung
Lötkolbenablage
Klinkenstecker
/
54+55
8. Warnhinweise
1. Halten Sie Ihren Arbeitsplatz in Ordnung.
Legen Sie das Lötwerkzeug wenn es nicht benützt wird immer in der Originalablage ab.
Bringen Sie keine brennbaren Gegenstände in die Nähe des heißen Lötwerkzeugs.
2. Beachten Sie die Umgebungseinflüsse.
Benutzen Sie das
3. Schützen Sie sich vor elektrischem Schlag.
Vermeiden Sie Körperberührung mit geerdeten Teilen, z. B. Rohren, Heizkörpern, Herden und Kühlschränken.
4. Halten Sie Kinder fern.
Lassen Sie andere Personen nicht an das Werkzeug oder das Kabel berühren. Halten
Sie andere Personen von Ihrem Arbeitsplatz fern.
5. Bewahren Sie Ihr Lötwerkzeug sicher auf.
Unbenutzte Lötwerkzeuge sollten an einem trockenen, hochgelegenen oder
Lö:werkzeug
nicht in feuchter oder nasser Umgebung.
abgeschlos-
5
senen Ort, außerhalb der Reichweite von Kindern,
nutzte Lötwerkzeuge spannungs- und druckfrei.
abgelegt werden. Schalten Sie unbe- beim Arbeiten, benutzen Sie immer das angepaßte Lötwerkzeug
6. Überlasten Sie Ihr Lötwerkzeug nicht.
Betreiben Sie das Lötwerkzeug nur mit der angegebenen Spannung und dem angegebenen Druck bzw. Druckbereich.
7. Benutzen Sie das richtige Lötwerkzeug.
Benutzen Sie kein zu leistungsschwaches Lötwerkzeug für Ihre Arbeiten. Benutzen Sie
das Lötwerkzeug nicht für Zwecke, für die es nicht vorgesehen ist.
14. Pflegen Sie Ihre Lötwerkzeuge mit Sorgfalt.
Um besser und
gen Sie die Wartungsvorschriften und die Hinweise über den Lötspitzenwechsel. Kontrollieren Sie regelmäßig alle angeschlossenen Kabel und Schläuche. Reparaturen dürfen nur von einem anerkannten Fachmann durchgeführt werden. Nur original
Ersatzteile verwenden.
SichererArbeiten
zu können, halten Sie das Lötwerkzeug sauber. Befol-
WELLER-
15. Vor Öffnen des Gerätes Stecker aus der Steckdose ziehen.
8. Tragen Sie geeignete Arbeitskleidung.
Verbrennungsgefahr durch flüssiges Lötzinn. Tragen Sie entsprechende Schutzbekleidung, um sich vor Verbrennungen zu schützen.
9. Schützen Sie Ihre Augen.
Tragen Sie eine Schutzbrille. Beim Verarbeiten von Klebern sind insbesonde-
re die Warnhinweise des Kleberherstellers zu beachten. Schützen Sie sich vor Zinnspritzern; Verbrennungsgefahr durch flüssiges Lötzinn.
10. Verwenden Sie eine Lötrauchabsaugung.
Wenn Vorrichtungen zum Anschluß von Lötrauchabsaugungen vorhanden sind, über
zeugen Sie sich, daß diese angeschlossen und richtig benutzt werden.
11.
Verwenden Sie das Kabel nicht für Zwecke, für die es nicht bestimmt
ist.
Tragen Sie das Lötwerkzeug niemals am Kabel. Benutzen Sie das Kabel nicht, um den
Stecker aus der Steckdose zu ziehen. Schützen Sie das Kabel vor Hitze. Öl und schar-
fen Kanten.
12. Sichern Sie das Werkzeug.
Benutzen Sie Spannvorrichtungen um das Werkstück festzuhalten. So ist sicherer gehalten als mit der Hand und Sie haben außerdem beide Hände zur Bedienung des
Lötwerkzeuges frei.
13. Vermeiden Sie abnormale Körperhaltung.
Gestalten Sie Ihren Arbeitsplatz ergonomisch richtig, vermeiden Sie Haltungsfehler
16. Lassen Sie kein Wartungswerkzeug stecken.
Überprüfen Sie vor dem Einschalten, daß Schlüssel und Einstellwerkzeuge entfernt
sind.
17. Vermeiden Sie unbeabsichtigen Betrieb.
Vergewissern Sie sich, daß der Schalter beim Einstecken in die Steckdose bzw. An
Schluß
an das Netz
Lötwerkzeug nicht mit dem Finger am Netzschalter.
ausgeschalten
ist. Tragen Sie an ein Stromnetz angeschlossenes
18. Seien Sie aufmerksam.
Achten Sie darauf, was Sie tun. Gehen Sie mit Vernunft an die Arbeit. Benutzen Sie das
Lötwerkzeug nicht wenn Sie unkonzentriert sind.
19. Überprüfen Sie das Lötwerkzeug auf eventuelle Beschädigungen.
Vor weiterem Gebrauch des Lötwerkzeugs müssen Schutzvorrichtungen oder leicht
beschädigte Teile sorgfältig auf Ihre einwandfreie und bestimmungsgemäße Funktion
untersucht werden. Uberprüfen Sie, ob die beweglichen Teile einwandfrei funktionieren und nicht klemmen oder ob Teile beschädigt sind. Sämtliche Teile müssen richtig
montiert sein und alle Bedingungen erfüllen, um den einwandfreien Betrieb des
Lötwerkzeugs zu gewährleisten. Beschädigte Schutzvorrichtungen und Teile müssen
sachgemäß durch eine anerkannte Fachwerkstatt repariert oder ausgewechselt werden, soweit nicht anderes in der Betriebsanleitung angegeben ist.
20. Achtung
Benutzen Sie nur Zubehör oder Zusatzgeräte, die in der Zubehörliste der Betriebsanlei
tung aufgeführt sind. Benützen Sie WELLER Zubehör oder Zusatzgeräte nur an original
6

WELLER Geräten. Der Gebrauch anderer Werkzeuge und anderen Zubehörs kann eine
Verletzungsgefahr für Sie bedeuten.
21. Lassen Sie Ihr Lötwerkzeug durch eine Elektrofachkraft reparieren.
Dieses Lötwerkzeug entspricht den einschlägigen Sicherheitsbestimmungen. Reparaturen dürfen nurvon einer Elektrofachkraft ausgeführt werden, indem original WELLER
Ersatzteile verwendet werden; andernfalls können Unfälle für den Betreiber entstehen.
22. Arbeiten Sie nicht an unter Spannung stehenden Teilen.
Bei antistatisch ausgeführten Lötwerkzeugen ist der Griff leitfähig.
23. Verwendung mit anderen WELLER Geräten.
Wird das Lötwerkzeug in Verbindung mit anderen WELLER-Geräten bzw. Zusatzgeräten betrieben, so sind auch deren in der Betriebsanleitung aufgeführten Warnhinweise
zu beachten.
24. Beachten Sie die für Ihren Arbeitsplatz geltenden Sicherheitsbestim-
mungen.

1. Description
1 .l
Bloc
d’alimentation
Les stations de soudage WSD 80 et WSD 50 appartiennent a une
a
etc developpee
dans Ie domaine de Ia reparation et du laboratoire. Un microprocesseur rend
utilisation simple et pratique. La regulation
male pour differents outils de soudage. Les outils de soudage sont automatiquement
reconnus par Ia Station de soudage et
leur sont
un excellent
soudage.
Differentes
zero volt
completent
exterieur augmente Ia
programmateurs WCB 1 et WCB 2, disponibles en
de fonctions de temporisation et de verrouillage. Un
pour PC font
WCB 2.
La
temperature souhaitee
(Up/Down).
ciignotement de Ia LED rouge
Signale
que Ia temperature
indique que Ie
pour Ia
fabrication
affectes.
Les
elements chauffants
comportement dynamique et garantissent
possibilites d’equilibrage
et une
protection
Ie Standard de
egalement Partie
La
Valeur
Systeme
qualite elevee.
variete
peut
de consigne et Ia
preselectionnee
est en chauffe.
industrielle de
electronique
les
parametres de regulation correspondants
de 24 V, particulierement performants, offrent
de potentiel
antistatique du
des possibilites de
de
etre reglee
sur
i’aificheur, servant au contröie visuei du regiage
bloc
La
possibilite
I’equipement
entre
50”
Valeur
reelle sont
est atteinte. La LED
meme
garantit une regulation
avec
Ia
d‘alimentation et du fer a souder
de raccorder un programmateur
cette
Option,
thermometre
complementaire du programmateur
C et
1.2 Fer a souder
LR 21:
MLR 21:
MPR 30: Le Weller Peritronic MPR 30 dont on
Notre fer a souder “Standard”.
large gamme de pannes
universelle dans Ie domaine de
Avec
sa puissance de 25
convient plus
faible
Source
particulierement
de chaleur.
(Serie
Watts
Avec
une puissance de 50
ET), ce fer a souder est d’une utilisation
I’electronique
et sa forme
aux travaux de soudage
peut
modifier
Serie
que pour
I’universalite
Panne,
Station de soudage. Les
permettent Ia programmation
450”
affiches
efilee,
d’appareils qui
les
applications
de
une
commutation a
integre et une
C a I’aide de 2
numeriquement. Le
allumee
en
permanente
Watts
ce
micro
fer a souder
necessitant
I’angle
de travail
I’outil
interface
touches
et une
jusqu‘a
leur
opti-
de
une
40”
permet
I’ergonomie.
WT 50:
LR 82:
WSP 80:
_
pour les
ce fer convient pour
La
pince a
dessouder
(2 x 25
temperature aux deux
Un
puissant fer a souder de 80
Source
Systeme a ba’ionnette
en cas de remplacement de
Le fer a souder WSP 80 se distingue par Ia grande rapidite et Ia precision
avec
lesquelles il atteint Ia temperature de soudage.
efilee
et a sa puissance de 80 W, son utilisation est universelle et va des
travaux de soudage de
de chaleur importante.
continuer de travailler sans interruption dans Ia mesure ou Ia temperature
de Service est atteinte
WSD
50).
autres
outils
Caractbristiques
Dimensions en mm:
Tension secteur (7):
Puissance absorbee:
Classe de
Fusible
Regulation de Ia
temperature:
Precision:
Equilibrage de
potentiel (10):
protection:
(8):
d‘individualiser Ie processus de soudage au plan de
Avec
sa puissance de 25
les
dessouder WT 50 a
les
composants
Watts) equipes
de chaleur importante. La fixation de Ia
pouvant
travaux de soudage de precision.
montes
chacun de
extremites
garantissant un parfait positionnement de Ia
celle-ci.
tres
grande precision a
Apres un
tres
rapidement (ne peut pas
&re raccordbs,
Watts
et sa forme
etc
specialement
en surface. Deux
leur
propre
de Ia
pince.
Watts
pour
les
changement de
voir Ia liste des
concus
elements chauffants
Sonde
assurent une
travaux necessitant une
Panne
ceux
requerant une
Panne, il
etre raccorde a
accessoires.
techniques
166 x 155 x 101 (Lxlxh)
23ü Vi50
Hz (115
WSD 50: 55 W
WSD 80: 95 W
1
(bloc
d’alimentation) et 3 (fer a souder)
WSD 50: T315 mA
WSD 80: T500 mA (5 x 20 dans Ia
50” c - 450” c
+
2% de Ia
Par une
Prise jack situee a I’arriere
(etat
d’origine: mise a Ia terre
Valeur
Vi60
Hz pour
maximale
les Version bi-tensrons)
Prise
de I‘appareil
directe)
efilee,
pour
est
assuree
Gräte a
sa forme
est possible de
secteur)
mime
par un
Panne
Source
Ia
2. Mise en
Monter Ie support du fer a souder
support de
d’alimentation et Ia verrouiller en Ia tournant
tension du secteur correspond bien ti Ia tension
si
l’interrupteur
Mettre I’appareil en
I’appareil,
d’afficheur (2) sont
automatiquement Ia
Point
reglage. II
clignote lorsque Ia temperature de consigne est atteinte.
R@lage
Service
securite. Brancher Ia fiche
secteur (1) est
celui-ci
rouge (5) dans I’afficheur (2)
est
de Ia
marche avec
effectue un test automatique au
brievement
temperature
allurne
en
permanente pour
temoerature
(u,oir Ia
vue
eclatee). Placer Ie
du fer ti souder sur Ia
Iegerement
COUP& Brancher
I’interrupteur secteur (1). A Ia mise en
en Service.
de consigne et I‘afficheur indique Ia
s’allume.
indiquee
Ie
bloc
cours
L’electronique commute
Ce
Point
indiquer que Ie
fer ZI souder dans
Prise
vers Ia droite.
sur Ia
d‘alimentation sur Ie secteur.
duquel
rouge sert de
Systeme
(6) du
Verifier
Plaque signaletique
marche de
tous les .Gments
ensuite
Valeur
reelle. Le
controle
visuel du
est en chauffe et
bloc
si Ia
et
Equilibrage de potentiel
Ie
(impedance
Mise ti Ia terre
ou
0
Ohm):
indirecte:
4. Instructions d’emploi
A Ia
Premiere
supprime les
Au
cours
que Ia
mise en temperature,
Couches
des
pauses
Panne
soit bien
Avec fiche, reliee au
Avec fiche
l’intermediaire
Sans
regulation.
100
d’oxyde et les
de travail et avant de reposer Ie fer a souder, s’assurer toujours
etamee.
et
fiche
kohms/22 nF.
etamer
impuretes presentes
Ne pas utiliser de
contact
central.
resistance soudee.
de Ia
Valeur
et
ouverture
Mise a Ia terre par un filtre RC de
Ia
Panne avec
Mise a Ia terre par
de Ia
resistance choisie.
du pont Bl sur Ia carte de
Ia soudure
sur Ia
flux
trop agressif.
appropriee.
Panne Suite au stockage.
Ceci
L’afficheur
ou
consignes
appuyant par intermittence ou de
(4). Lorsque les
Change
numerique
El,lwim
La jonction entre
saletes,
repercute
numerique
“Down” (3)
reglee.
rapidement. Environ 2 secondes
(2) indique automatiquement Ia
des
sur Ia
(2) indique Ia
(4), l’afficheur numerique
Cette
Valeur peut
touches
sont
I’element chauffant/sonde
Corps etrangers ou
precision
de Ia
temperature reelle.
(2) indique
alors
facon prolongee
enfoncees
de
des
endommagee ou etre endommagee
regulation
3. Equilibrage de potentiel
4 variantes d’equilibrage de potentiel peuvent
Ia Prise jack
Mise ti Ia terre
de
3,5 mm
directe:
(10):
Pas de
fiche (&at
En
&re modifiee
apres
Valeur
de Ia
de temperature.
momentanement
sur les
facon prolongees,
avoir
relache
reelle.
Panne
ne doit pas
i?tre realisees
d’origine).
actionnant les touches “Up”
dans Ia
touches “Up” ou
les
suivant Ie
Ia
direction voulue
Ia
“Down” (3)
Valeur
de consigne
touches, l’afficheur
etre alteree
car ceci se
branchement
Valeur
par des
Attenhn: Taujours
de
en
Les appareils de soudage ont
differentes
de pannes de forme
sont
Proarammateurs
Les fonctions
Offset:
Setback:
de
Lack:
“C/“F:
s’assurer de Ia
donc
possibles en cas de changement de
differente.
WCB
1 et WCB 2
ci-apres
sont disponibles si un programmateur est
La
temperature
entrant un offset de
Reduction
temps de
mode Standby peut
Verrouillage
modification
Selection
de Ia
Setback au bout
de Ia temperature de consigne.
du
de I’affichage de Ia temperature en “C ou en
bonne
et6 regles
[oution)
reelle de Ia
temperature.
tempbrature
duquel Ia
etre reglee
reglage
n’est possible sur Ia
fixation de Ia
en fonction d’une
Panne
peut
de consigne
de 0 a 99 minutes.
Panne.
Panne
Panne ou
en cas d’utilisation
utilise:
Gtre modifiee
Station
de k
reglee a
150°C (Standby). Le
de soudage passe dans Ie
Apres ie verrouillage,
Station
de soudage.
moyenne. Des
20°C
en
aucune
‘T.
9
Window:
Cal:
Interface PC:
Thermometre:
5. Consignes de
Le
fabricant decline taute
dans les instructions d’emploi de
autorisation.
Les
presentes
Ius
attentivement et conserves de
soudage. Le non
blessures ou de
Les stations de soudage WELLER WSD 80 et WSD 50
de
conformite
89/336/CEE
Specification d’une
sur les
bloc
Lorsque Ia
temperatures, un
optoelectronique) est
Requalibrage de Ia
RS232 (uniquement WCB 2).
Thermometre integre
WCB 2).
securite
responsabilite en cas d’utilisation autre que
instructions d’emploi et les avertissements qui y figurent doivent
respect
des avertissements
dommages
europeenne suivant les exigences fondamentales de
et
73/23/CEE.
pour Ia
fenetre
de
d‘alimentation
temperature
contact libre de potentiel (sortie a coupleur
Station
mime
maniere
sante.
temperature
avec
sortie a coupleur optoelectronique).
reelle se trouve dans Ia fenetre de
commute.
de soudage (uniquement WCB 2).
pour
thermocouple type K (uniquement
qu’en cas de
bien visible a
peut etre a I’origine
correspondent a
6. Accessoires
5 29 161 99 Kit fer a souder WSP 80 (uniquement WSD 80)
5 33 110 99 Kit fer a souder MPR 30
5 33 111 99 Kit fer a souder MLR 21
5 33 112 99 Kit fer a souder LR 21 antistatique
5 33 113 99 Kit fer a souder LR 82 (uniquement WSD 80)
5 33 120 99 Kit de dessoudage WT 50
5 13 050 99 Appareil de soudage par refusion
5 27 026 99 Plaque de prechauffage WHP 50
EXIN
5
(possible uniquement
modification effectuee
proximite
celle decrite
de I’appareil de
d’accidents et de
Ia
securite
declaration
des directives
sans
etre
5 27 028 99 Plaque de prechauffage WHP 80 (uniquement WSD 80)
5 25 030 99 Appareil
5 33 229 99 Programmateur externe WCB
a denuder
thermique WST 20
1
5 33 180 99 Programmateur externe WCB 2
7. Elements compris dans Ia livraison
WSD
WSD
80
Bloc
d‘alimentation
Fer a
souder WSP 80
Gable
secteur
Instructions d’emploi
Suppor-t
de fer a souder
Fiche
jack
Figure Schema
Figure Vue
klatke,
electrique,
voir Ia page
voir Ia page
50
Bloc
d‘alimentation
a
souder LR 21
Fer
Cäble secteur
Instructions d’emploi
Support de fer
Fiche
jack
/
54+55
a
souder
8. Avertissements
1.
Maintenez de
Deposez
toujours
Ne
placez aucun objet
2. Faites attention aux
N’utilisez pas
3.
Protegez-vous contre les
Evitez
taut
de chauffage, fours, ou
4. Maintenez
Ne laissez
etrangere eloignee
I’ordre sur
I’outil
votre poste de travail.
de soudage que
inflammable a
influences de
I’outil
de soudage dans un milieu humide.
dicharges
contact corporel
les
personne approcher
de votre poste de travail.
avec
des
refrigerateurs.
enfants a distance.
de
I’outil
vous
n’utilisez pas sur son
proximite
de
I’outil
de soudage chaud..
I’environnement.
blectriques.
pieces
mises a Ia terre, par ex. tuyaux,
ni
toucher
Ie
cäble.
Maintenez
support
original.
elements
taute personne
10
5. Conservez votre outil de soudage dans un endroit
Les
outils
non
utilises
doivent
portee
des enfants.
Apres
ehe places
utilisation,
dans un endroh sec,
deconnectez
I’outil du secteur et de Ia Pression.
sik.
eleve
ou
ferm&
hors de
13. Evitez de vous tenir de
Organisez correctement I’ergonomie de votre poste de travail. Evitez des erreurs
a
un mauvais positionnement. Utilisez toujours
facon
anormale.
l’outil
de soudage adapte.
dues
6. Ne surchargez pas votre outil de soudage.
N’utilisez I’outil de soudage que
domaine de pressions
7. Servez-vous d’un outil de soudage
N’utilisez pas un outil de soudage trop faible pour vos travaux. N’utilisez pas I’appareil
a
des fins pour
8. Portez des
Danger
consequence
9.
Protegez
Mettez des
a
respecter
eclaboussures
10. Prevoyez
Si un dispositif a
veillez a ce
Deposez toujours
Ne piacez aucun
11.
N’utilisez pas Ie
Ne prenez
fiche
de Ia
vives.
12. Maintenez Ia
Utilisez des dispositifs de serrage
de
facon
de
l’outil
lesquelles il n’est
vetements de
de
brtilure
au contact de Ia soudure. Portez des
afin de vous
vos yeux.
lunettes
de protection. Si vous
les
avertissements du
d’etain, danger
une aspiration pour
etc
prevu pour Ie
qu’il
soit
branche
I’outil de soudage que vous n’utilisez pas
ubjet infiammabie a proximite
jamais l’outil
Prise
de courant.
piece a
plus
srke qu’a
de soudage.
saus
indique.
cable a
de soudage par Ie
Ia tension indiquee et
pas prevu.
travail
adaptes.
proteger
des
brfilures.
travaillez avec
fabricant
de
brülure au
les
vapeurs de soudure.
branchement
et correctement
des fins pour lesquelles il
Protegez Ie cable
usiner bien en place.
pour
Ia main et
fixer Ia
vous
aurez les deux mains libres pour Ia manipulation
saus
Ia
Pression
ou dans
adapte.
vetements
des
de
tolle.
contact de Ia soudure.
d’une aspiration des vapeurs de soudure,
utilise.
de i’outii de soudage chaud..
cable.
de Ia chaleur, de
piece a
Protegez-vous
N’utilisez pas Ie
usiner. Elle sera ainsi maintenue
de protection en
tolles,
veillez en particulier
sur
son
support
West
pas prevu.
cable
pour retirer Ia
I’huile
et des
contre les
original.
aretes
14. Entretenez vos outils de soudage
Gardez I’outil propre pour un travail meilleur et plus
Ie
maintenance et les remarques concernant Ie changement de
regulierement tous
effectuees
les
que par un
cables
et tuyaux
specialiste agr&.
15. Avant d’ouvrir I’appareil,
16. Ne pas laisser
Avant de mettre en
17.
Eviiez
Assurez-vous
d’arret.
I’interrupteur
Ie fonctionnement
Ne prenez pas un outil de soudage
Iors
du
general.
d’outil de
marche, verifiez
branchement
maintenance dans I’appareil.
de Ia
avec
raccordes.
N’utilisez que des
debranchez
que
cles
et outils de
inopine.
fiche
au
branche au reseau
soin.
Ia
reseau
sUr.
Suivez
Les
reparations
pieces
Prise.
reglage
ont
que
I’interrupteur
en ayant Ie doigt pose
les
Panne. Contrölez
ne peuvent
originales WELLER.
etc recuperes.
18. Soyez attentifs.
Faites attention a ce que
I’outil de soudage si vous
19.
Controlez les
Avant de continuer a
des dispositifs de protection ou des
pieces
mobiles fonctionnent correctement et ne coincent pas, notez si des
endommagees. Toutes les
conditions remplies afin de pouvoir garantir Ie fonctionnement impeccable de I’outil de
soudage. Les dispositifs de protection et les
ou
changes
dans Ie mode d’emploi.
par des professionnels dans un atelier
vous
faites. Travaillez de
n’etes
pas
concentre.
endommagements
utiliser l’appareil,
verifiez soigneusement Ie fonctionnement parfait
pieces Iegerement abimees.
pieces
doivent
facon
eventuels de
etre montees
pieces
correctement et toutes les
endommagees doivent
agr&,
raisonnable. N’utilisez pas
I’appareil.
Assurez-vous que les
sauf
indication
20. Attention
N’utilisez
que les accessoires
du mode d’emploi. Utilisez les
et appareils auxiliaires
accessoires
et appareils auxiliaires uniquement
cites
dans Ia liste d’accessoires
consignes de
etre
est en
Position
pieces
sont
etre repares
contraire
avec
sur
11
des appareils WELLER
blessures.
D’autres
outils
et d’autres
accessoires
peuvent
causer
des
21. Faites
Cet outil
effectuees que par un technicien
originales WELLER; dans Ie cas contraire, I’utilisation
reparer
repond
aux consignes de
votre
outil
de soudage par un technicien
securite
en
vigueur.
specialise
et n’employez que des
Les
peut
spkialise.
reparations
provoquer des accidents.
ne peuvent
pieces
22. Ne travaillez pas sur des pitkes sous tension.
Le manche des outils de soudage du modele antistatique est conductrice.
23. Utilisation
En cas d’utilisation de
ou
avec
les
autres
24. Tenez
avec
d’autres appareils WELLER
I’outil
des appareils auxiliaires. tenez
modes
campte
de soudage en combinaison
d’emploi.
des consignes de
avec
campte
aussi des recommandations faites dans
skcurite
d’autres appareils WELLER
valables
sur
votre poste
travail.
de
etre
rechange
de
12
1. Beschrijving
1 .l
Besturingsapparaat
De soldeerstations WSD 80 en WSD 50 behoren tot een familie van apparaten die voor
de
industriele
ontwikkeld is. Een microprocessor zorgt voor een simpele en comfortabele bediening.
De digitale
soldeerapparaten.
tisch herkend en krijgen de betreffende regelparameters. Door de zeer
verwarmingselementen
soldeerapparaat
Diverse potentiaalcompensatiemogelijkheden voor soldeerpunt,
schakelaar,
kwaliteitsstandaard. De mogelijkheid een extern invoerapparaat aan te sluiten vergroot
het aantal functies van dit soldeerstation. Met de als optie te verkrijgen invoerapparaten
WCB 1 en WCB 2 kunnen onder andere tijds- en vergrendelfuncties gerealiseerd wor-
den. Een geintegreerd temperatuurmeetapparaat en
levering van het invoerapparaat WCB 2.
De gewenste temperatuur kan
worden. Gewenste en werkelijke waarde wordt digitaal aangegeven. Als de gekozen
temperatuur bereikt is, wordt dat aangegeven via het knipperen van een rode LED op
het display die voor de optische regelcontrole dient. Als het
betekent dat dat het systeem opgewarmd wordt.
productietechniek alsmede voor reparatie-bedrijven en laboratoria
regelelectronica
De
Universee1
de antistatische uitvoering van regelapparaat en bout verhogen de hoge
garandeert een optimaal regelen van de diverse
soldeerapparaten
is een bijzonder dynamisch gedrag mogelijk waardoor het
gebruikt kan worden.
zelf worden door het
tussen
50°C - 450°C via 2 toetsen
PC-interface
lichtje
soldeerstation
behoren ook tot de
(upidown) ingesteld
voortdurend brandt,
/-
i?!!Y
automa-
krachtige
nulspannings-
1.2 Soldeerbouten
LR 21:
MLR 21: Met een vermogen van 25 Wen een slanke vorm is deze
MPR 30:
Onze
“standaard”
breed soldeerpuntspectrum (ET-Serie) is deze soldeerbout overal in de
electronica te
zeer
geschikt
De Weller Pesitronic MPR30 is een soldeerbout met een instelbare
werkhoek van 40”. Daardoor is een individuele vormgeving van het
soldeerproces ten aanzien van zijn ergonomie mogelijk. Met een vermogen
van 25 W en zijn slanke vorm is hij zeer
soldeerbout. Met een vermogen van 50 W en een zeer
gebruiken.
voor fijn soldeerwerk waarbij weinig warmte nodig
geschikt
micro-soldeerbout
voor fijn soldeerwerk.
is.
\
WT 50:
LR 82:
WSP 80:
Zie
voor verdere, aan te
De soldeerruimpincet WT 50 is
onderdelen geconcipieerd. Twee
ieder een eigen
aan beide benen.
Een
krachtig
temperatuur
bajonetsluiting waardoor het verwisselen van de
plaats
Het soldeerapparaat WSP 80 onderscheidt
soldeertemperatuur razendsnel en
vorm en een verhittingsvermogen van 80 W kan hij
worden, van extreem fijn soldeerwerk tot soldeerwerk met zeer hoge
temperaturen.
gewerkt worden omdat de bedrijfstemperatuur zeer snel weer bereikt is
(kan niet op de WSD 50 aangesloten worden).
temperatuursensor
80 W soldeerapparaat voor soldeerwerk waarbij een hoge
nodig is. Het bevestigen van de soldeerpunt gaat via een
geschiedt
(kan niet op de WSD 50 aangesloten worden).
Na het wisselen van de soldeerpunt kan
sluiten
apparatuur de
speciaal
voor het
verwarmingselementen
zorgen voor een gelijke temperatuur
exact
bereikt wordt. Door zijn slanke
lijst
met toebehoren.
punt
zieh
doordat de
solderen
op
Universee1
Technische gegevens
Afmetingen in mm:
Netspanning(7):
Krachtontneming:
Beschermklasse:
Beveiliging (8):
Temperatuurregeling:
Precisie:
Potentiaalcompensatie
(10):
166x155~101
230 V / 50 Hz (115 V / 60 Hz omschakelbare versie)
WSD 50: 55 W
WSD 80: 95 W
1 (regelapparaat) en 3 (soldeerapparaat)
WSD 50:
WSD 80:
50°C - 450°C
*
2% van eindwaarde
via een
apparaat (basistoestand hard geaard)
(Ixbxh)
T315mA
T500mA
(5 x 20 in netaansluitelement)
3,5
mm schakelklikbus op de
achterkant
2. Ingebruikname
Soldeerkast
leggen. Stekker soldeerapparaat in de aansluitbus (6) van het regelapparaat steken en
vastzetten door een slag naar rechts te draaien. Controleer of de spanning met die op
monteren
(zie Explo-tekening). Het soldeerapparaat in het veiligheidskastje
van
SMD-
(2 x 25 W) met
exact
de juiste
gebruikt
direct
verder
van het
13
het
typeschildje overeenstemt en de netschakelaar (1)
met
het electriciteitsnet
apparaat aangezet wordt, wordt een
(2) kort gaan branden. Daarna
temperatuur en geeft de werkelijke temperatuur aan. De rode
gaat branden. Deze
dat dat het
is bereikt.
Instellen
In
of “Down” (3) (4) in te drukken wordt het digitaaldisplay op de betreffende gewenste
waarde
nent indrukken van de
veranderd worden. Als de
waarde in snel
tisch weer op de werkelijke waarde omgeschakeld.
systeem opgewarmd wordt. Knipperen betekent
lemaeraiuur
Principe
geeft
gezet.
De ingestelde,
verbinden.
punt
dient als optische regelcontrole. Als hij
het
digitale display (2) de temperatuurwaarde aan. Door de knop
“Up”
tempo.
Ca. 2 seconden na
Apparaat
zelftest
schakelt
de
gewenste
waarde kan
of “Down”
toets
permanent ingedrukt wordt,
toetsen
uitgeschakeld Staat. Regelapparaat
via netschakelaar (1) inschakelen. Als
uitgevoerd waarbij alle display-elementen
electronica
het loslaten
automatisch op de ingestelde
punt
(5) op
continue
dat de
alleen
door
(3) (4) in de betreffende
wordt
brandt
bedrijfstemperatuur
het
aanraken of perma-
verandert
de gewenste
het
display (2) automa-
het
display
betekent
richting
“Up”
het
Dnderhoud
4. Werkaanwijzingen
Als
het
apparaat voor de
met soldeertin bevochtigen. Hierdoor worden door
oxydatielagen en verontreinigingen van de soldeerpunt verwijderd. Tussen
en voordat
goed vertind is. Geen agressieve vloeibare middelen gebruiken.
Attentie:
De
afwijkingen
puntvormen.
het
er altijd op
soldeerapparaten
ontstaan
Extern invoeraoparaat WCB 1 en WCB 2
Bij gebruik van
Offset.:
eerste
keer verwarmd wordt de
soldeerapparaat wordt weggelegd er altijd op
letten dat
de soldeerpunt
zijn voor een gemiddelde soldeerpunt uitgelijnd. Er kunnen
door
het
verwisselen van punten of
selectief te ver-tinnen
het
juist aangebracht
opslaan veroorzaakte
letten dat de
is.
het
gebruik van andere
(optie]
een
extern invoerapparaat zijn de volgende functies beschikbaar
De
reele
temperatuur van de soldeerpunt kan door de invoer
van
een temperatuuroffset
met f 20°C veranderd worden.
soldeerpunt
het solderen
soldeerpunt
De overgang
vuil,
vreemde
op de nauwkeurigheid van de temperatuurregeling.
tussen verwarmingselement / Sensor
Stoffen
of
beschadigingen
belemmerd worden, omdat
3. Potentiaalcompensatie
Door de diverse soorten bedrading van de
mogelijk:
hard geaard:
potentiaalcompensatie
impedantie 0 Ohm):
zacht
geaard:
of
zonder
met stekker, compensatiesnoer aan middelste contact
met
stekker
Aarde via de gekozen weerstandswaarde.
zonder stekker en scheiden van de brug Bi op de regelplaat.
Aarde via
3,5
mm schakelklikbus
stekker
(positie af fabriek)
en vastgesoldeerde weerstand
RC-filter
100
en de soldeerpunt mag niet door
k0hm /
22
nF
dit
invloed heeft
(10)
zijn 4 variaties
Setback:
Lack:
VF:
Window:
Terugzetten
(stand-by). Nadat
gezet
Vergrendeling van de gewenste temperatuur. Na het
vergrendelen kan op
veranderd worden.
Omschakelen van de temperatuuraanwijzing van “C naar “F en
omgekeerd.
Instellen
besturingsapparaten
de werkelijke temperatuur binnen
wordt een potentiaalvrij contact (optokoppelingsuitgang)
doorgeschakeld.
van de ingestelde
van een
het soldeerstation
het soldeerstation
temperatuurvenster
met optokoppelingsuitgang mogelijk). Als
kan de setbacktijd van 0 - 99 minuten
gewenste
temperatuur op
in de stand-by modus is
de
(alleen bij
het
temperatuurvenster
ingesteld
instelling
150°C
worden.
niet meer
ligt,
14
Cal:
PC-interface:
Opnieuw uitlijnen van het
PS232
(alleen WCB 2)
soldeerstation
(alleen WCB 2)
7. Leveromvang
WSD
80
WSD 50
Temperatuur-
meetapparaat:
Ge’integreerd
type K (alleen WCB 2)
temperatuurmeetapparaat voor
thermo-element
5. Veiligheidsaanwijzingen
De fabrikant is niet aansprakelijk voor andere, van de gebruiksaanwijzing afwijkende,
alsmede
voor
eigenmachtige
Deze gebruiksaanwijzing en de daarin
gelezen te worden en goed leesbaar in de
worden. Het niet inachtnemen van de waarschuwingen kan leiden tot ongevallen en
verwondingen of gezondheidsproblemen.
De WELLER
conformiteitsverklaring
73/23lEWG.
soldeerstations
veranderingen.
gestelde
waarschuwingen dienen opmerkzaam
buurt
van het soldeerapparaat bewaard
WSD 80 en WSD 50 beantwoorden aan de EG
conform
de veiligheidseisen van
Richtlijnen 89/336/EWG
en
6. Toebehoren
529 161 99
53311099
533 111 99 Soldeerset MLR 21
53311299
53311399
53312099
5 13 050 99
5 27 026 99
5 27 028 99
5 25 030 99
5 33 229 99
5 33 229 99
Soldeerset WSP 80 (alleen WSD 80)
Soldeerset MPR 30
Soldeerset LR 21 antistatisch
Soldeerset LR 82 (alleen WSD 80)
Soldeerruimset WT 50
Reflow soldeerapparaat EXIN 5
Opwarmplaat WHP 50
Opwarmplaat WHP 80 (alleen WSD 80)
Thermisch isoleerapparaat WST 20
Extern invoerapparaat WCB 1
Extern invoerapparaat WCB 2
Besturingsapparaat
Soldeerapparaat WSP 80
Netkabel
Handleiding
Soldeerapparaatkastje
Klinkenstekker
Afbeelding
Afbeelding Explo-tekening
te
8. Waarschuwingen
schakeldiagram zie Pagina
Besturingsapparaat
Soldeerapparaat LR 21
Netkabel
Handleiding
Soldeerapparaatkastje
Klinkenstekker
zie Pagina 54+55
1. Zorg ervoor dat uw werkplaats in orde is.
Leg het soldeerwerktuig altijd in de originele legplaats
Breng geen brandbare voorwerpen in de
2. Let op
Gebruik het soldeerwerktuig niet in een vochtige of
3.
Vermijd lichaamsaanraking met geaarde voorwerpen, bijv. buizen,
verwarmingselementen, haarden
invloeden
Bescherm uzelf
van de omgeving.
voor elektrische shokken.
buurt
of koelkasten.
van het
natte
neer indien u
hete
soldeerwerktuig.
omgeving
het niet gebruikt.
4. Houd kinderen op een afstand.
Laat andere
op een afstand van uw werkplaats.
5.
Ongebruikte soldeerwerktuigen moeten
hooggelegen of afgesloten plaats worden weggelegd. Ongebruikte soldeerwerktuigen
moeten spannings en drukvrij zijn.
Ruim uw
Personen
niet het werktuig of de kabel aanraken. Houd andere
soldeerwerktuig veilig op.
buhen
het bereik van kinderen op een droge,
Personen
15
6. Let erop dat u het soldeerwerktuig niet overbelast.
Gebruik het soldeerwerktuig alleen met de aangegeven spanning en de aangegeven
druk resp. drukbereik.
7. Gebruik het juiste soldeerwerktuig.
Gebruik geen te vermogenszwakke soldeerwerktuig voor uw werk. Gebruik het
soldeerwerktuig niet voor die doelen, waarvoor het niet bedoeld
8. Draag
Er bestaat verbrandingsgevaar door vloeibaar
voldoende
geschikte
beschermen
werkkleding.
soldeertin.
tegen verbrandingen.
Draag
is.
daarom
kleren die
9. Bescherm uw ogen.
Draag
een
waarschuwingsaanwijzingen van de kleefmiddelenproducentvan belang. Bescherm
veiligheidsbril. Bij het verwerken van kleefmiddelen zijn in
voor tinspetters en verbrandingsgevaar door vloeibaar soldeertin.
het
bijzonder
uzelf
10. Gebruik een soldeerrookafzuiginstallatie.
Indien er voorzieningen voor aansluiting van een soldeerrookafzuiginstallatie voorhanden
zijn, overtuig
worden.
11.
Gebruik de kabel niet voor
Draag het soldeerwerktuig nooit via de
uit
de
uzelf
contactdoüs
er van dat deze aangesloten
doeleinden
kabel.
ie trekken. Bescherm de
Gebruik de kabel ook niet om de stekker
kabel
zijn
en op de juiste manier gebruikt
waarvoor het niet
voor
bitte, ofie
en
geschikt
sche:pe
kanten.
is.
door
een
erkende vakman uitgevoerd worden. Gebruik alleen originele
reservedelen.
15. Voor
het
openen van
het
apparaat de stekker
uit de
contactdoos trekken.
16. Zorg ervoor dat u geen onderhoudswerktuigen achterlaat.
Controleer voor
het
inschakelen of
sleutels
en instelwerktuigen verwijderd zijn
17. Vermijd onopzettelijk gebruik.
Wees
u
de
er zeker van dat de schakelaar uitgeschakeld is bij het insteken in de contactdoos
resp. aansluiting aan het
niet met de vinger aan de netschakelaar.
net.
Draag
een
aan hetstroomnetaangesloten soldeerwerktuig
18. Wees behoedzaam.
Let erop wat u doet. Ga verstandig te werk en gebruik
ongeconcentreerd bent.
19. Controleer het soldeerwerktuig op
Voor verder gebruik van
lichtbeschadigde delen
onderzocht worden, Controleer of de beweegbare delen
klemmen en of er
en aan alle voorwaarden voldoen om
waarborgen.
erkende vakwerkplaats gerepareerd of gewisseld worden, in zoverre er niets anders in
de handleiding
Beschadigde
Staat
het
soldeerwerktuig moeten beschermingsvoorzieningen of
zorgvuldig op een feilloze functie volgens de
delen
beschadigd zijn.
beschermingsvoorzieningen en
aangegeven.
Officiele
een
feilloos gebruik van het soldeerwerktuig
het
soldeerwerktuig niet
eventuele beschadigingen.
feilloos
delen moeten goed gemonteerd zijn
functioneren en niet
delen
moeten door een
WELLER-
indien u
voorschriften
te
12. Beveilig
Gebruik spanvoorzieningen om het werkstuk vast te
hand en u heeft bovendien beide handen vrij voor de bediening van hetsoldeerwerktuig.
het
werkstuk.
Zehen. Het is
veiliger dan met
13. Vermijd abnormale lichaamshoudingen.
Richt uw
werkplaats ergonomisch goed in, vermijd houdingsfouten bij het werk en
gebruik altijd het aangepaste soldeerwerktuig.
14. Onderhoud zorgvuldig uw soldeerwerktuigen.
Houd uw soldeerwerktuig
onderhoudsvoorschriften en de aanwijzingen via de soldeerpuntenwisseling op.
Controleer regelmatig alle aangesloten kabels en
schoon
om beter en veiliger te kunnen werken. Volg
slangen.
Reparaties mogen alleen
20.
Let
de
de
op.
Gebruik alleen toebehoren of
genoemd zijn. Gebruik WELLER toebehoren of randapparatuur alleen bij originele
WELLER apparaten.
letselgevaar
opleveren.
21. Laat uw soldeerwerktuig door
Dit soldeerwerktuig voldoet aan de desbetreffende veiligheidsvoorschriften. Reparaties
mogen alleen door een elektrovakman uitgevoerd worden, waarbij originele WELLER
reservedelen gebruikt worden; in andere gevallen kunnen ongevallen voor de
ontstaan.
randapparatuur,
Het
gebruik van andere
die in de toebehorenlijst van de handleiding
werktuigen
een elektrovakman
en andere toebehoren kan
repareren.
bediener
16

22. Werk niet aan onder spanning staande delen.
Bij antistatisch uitgevoerde soldeerwerktuigen is de greep geleidend.
23. Het gebruik met andere WELLER apparaten.
Wordt het soldeerwerktuig in Verbinding met andere WELLER-apparaten resp.
randapparatuur
opgevolgd die in die handleidingen worden genoemd.
gebruikt, dan moeten ook die waarschuwingsaanwijzingen worden
24. Volg de geldende veiligheidsvoorschriften op die van toepassing zijn
op uw werkplaats.

1. Descrizione
1 .l Apparecchio di controllo
Le stazioni di brasatura WSD 80 e WSD 50 fanno
6
stata progettata per Ia tecnica di costruzione a
applicazioni
6
stato raggiunto un impiego semplice e comodo. L’elettronica digitale di regolazione
garantisce un
Gli
utensili di brasatura stessi vengono riconosciuti automaticamente
brasatura ed abbinati ai relativi parametri di regolazione. Gli elementi riscaldanti da 24V
ad alte prestazioni
ehe permettono un
L’alto Standard di qualita
del
dall’esecuzione antistatica di apparecchio di controllo e cannello. La
collegare un apparecchio di inserimento dati
di
impiego di
opzionali WCB 1 e
temporizzazione e di interblocco. II WCB 2 si contraddistingue
integrato di temperatura e per I’interfaccia PC.
La temperatura desiderata
450°C. II valore reale e il valore di preset vengono visualizzati
raggiungimento
LED rossa
luce
nel campe di
comportamento di regolazione ottimale su differenti utensili di brasatura.
potenziale
all’interno del
fissa significa
riparazioni e di laboratorio. Per mezzo di un microprocessore
permettono di
impiego universale degli utensili di brasatura.
alla
punta
questa
stazione di brasatura. Con gli apparecchi di inserimento dati
WGB
della
temperatura impostata viene segnaiato
ehe il
raggiungere un comportamento
viene completato da differenti
del
brasatore,
2 possono essere realizzate fra
pt10
essere regolata tramite due
display
ehe
sistema 6 in fase di riscaldamento.
serve
1.2. Stilo brasatore
LR
21:
MLR 21:
MPR 30:
II
nostro brasatore “Standard”. Con
molto largo di
Universalmente
Con
una
microstilo brasatore 6
fabisogno
II
Weller Peritronic
punte
da brasatura
adatto nel campe dell’elettronica.
potenza di 25 W ed
termico.
idoneo soprattutto
MPRSO 6 uno
Parte
di
una
familia di apparecchi
scala industriale
dinamico eccellente
dall’interruttore di corrente
esterno
come
una
possibilita
aumenta ulteriormente Ia
controllo visivo. Se essa 6 accesa a
una
potenza di 50W ed
(Serie
ET) questo brasatore
esecuzione
per lavori di brasatura con
stilo brasatore
per Ia compensazione
I’altro delle
inoltre
tasti (Up/Down)
dal
iampeggio di
costruttiva snella
con un
cosiccome per
dalla
stazione di
zero cosiccome
possibilita di
flessibilita
funzioni
per il misuratore
fra 50°C e
digitalmente. II
una
spia
uno
spettro
6
questo
ridotto
angolo di lavoro
WT 50:
ehe
LR 82:
WSP 80:
di
_,_ .
Per
ulterlorl
Dati tecnici
Dimensioni in mm:
Tensione di rete (7):
Assorbimento di potenza:
Classe di protezione:
Fusibile
(8):
Regolazione
temperatura:
Precisione:
Compensazione
potenziale (10):
regolabile di 40”. Tramite tale soluzione 6 possibile impostare il processo
di brasatura secondo Ie
alla
sua potenza di 25 W e
ed accurati lavori di brasatura.
La
pinzetta
dissaldatura di
ciascuna di un proprio sensore di
entrambe Ie
Potente
un
tramite
della
Lo
precisione
sua
Universalmente a
necessitano di un forte
di brasatura 6 possibile continuare subito a lavorare
di
di dissaldatrua WT 50 e stata concepita proprio per Ia
forcelle
stilo
forte
esercizio viene raggiunta subito (non collegabile al WSD 50).
brasatore da 80 W per lavori di brasatura dove 6 necessario
apport0 termico. II
una
chiusura a baionetta
punta di brasatura (non collegabile al WSD 50).
stilo
brasatore WSP 80 si
nel
forma
raggiungimento
snella
necessita
personali in fatto di ergonomia. Grazie
alla sua
forma
snella
esso 6
idoneo
elementi SMD. Due termoresistenze (2 x 25 W)
vi sia Ia stessa temperatura.
e
alla
sua potenza
partire
apport0 termico.
temperaturafanno
fissaggio
da finissimi lavori di brasatura sino a lavori
della
punta di brasatura avviene
ehe permette una
contraddistingtie
della
temperatura di lavoro. Grazie
termica di
Dopo Ia sostituzione
in modo se
esatta
sostituzione
per Ia
sua velocita
80 W 6 possibile utilizzarlo
poiche
latemperatura
per piccoli
dotate
su
e Ia
alla
della
punta
utensili collegabili vedere Ia lista degli accessori.
166 x
155 x 101 (Lungh.xLargh.xAlt.)
della
230 Vi50 Hz (115
WSD
50: 55 W
WSD
80: 95 W
1 (apparecchio di controllo) e 3
WSD
50:
WSD 80:
V/60
T315mA
TSOOmA
(5x20 nell’alimentatore)
Hz
nella versione
(stilo
commutabile)
brasatore)
5o”c-45o”c
f
2%
del
di
Tramite un
(stato
fondamentale
valore di finescala
connettore
da
messa a terra dura)
3,5
mm
sul
retro
dell’apparecchio
sua
ehe
18

2. Messa in esercizio
Montare il supporto
supporto di sicurezza. Inserire Io
(6) dell’apparecchio di controllo e bloccarlo tramite leggera rotazione
Verificare
omologazione e
I’apparecchio di controllo
rete (1). Al momento dell’accensione dell’apparecchio viene eseguito un
tutti
I’elettronica si porta sulla temperatura preimpostata e indica il valore reale. II
rosso (5) nel display (2) 6 acceso. Questo punto serve
e
raggiungimento
ehe
gli elementi di indicazione (2) si trovano accesi per un breve periodo. Subito dopo
fissa significa
Reoolazione della temperatura
Fondamentalmente il
attivazione del tasto
preset attualmente impostato. Ora il valore preimpostato
direzione desiderata in su o in
(3) (4). Se il tasto viene
secondi dopo aver rilasciato il tasto il display digitale (2) si riporta automaticamente
sul
valore di temperatura effettivo.
dello
stilo brasatore (vedere il disegno esploso). Infilare Io stilo
spinotto
del brasatore
Ia tensione di rete corrisponda
ehe I’lnterruttore
ehe
I’apparecchio sta scaldando. II lampeggio
della
temperatura di esercizio.
display digitale (2) indica il valore
“Up”
di rete (1) si trovi in posizione spenta. Collegare
alla
rete. Accendere I’apparecchio mediante I’interruttore di
o ‘Down” (3) (4) il display digitale (2) passa
giU
tasteggiando o tenendo premuti i tasti
tenuto
premuto il valore
alla
nella boccola
tensione indicata sulla targhetta di
come
controllo visivo. Se Ia
della
cambia
in modo rapido. Dopo circa 2
di collegamento
Verso
autotest
della
spia indica
temperatura. Tramite
sul
pt10
essere portato
valore di
“Up”
destra.
in cui
o “Down”
punta
luce
nella
Compensazione di potenziale
(Impedenza o Ohm): Con spinotto, conduttore di compensazione al contatto
nel
Messa a terra dolce: Con
oppure
centrale
spinotto
Messa a terra tramite il valore di resistenza selezionato.
Senza
regolazione.
Messa a terra tramite filtro RC 100
e resistenza integrata.
spinotto
e separazione del
Ponte Bl
k0hm /
4. Indicazioni operative
il
Durante il primo riscaldamento ricoprire Ia punta di brasatura selettiva stagnabile con
dello
stagno. Tale strato rimuove eventuali
dall’immagazzinaggio dell’apparecchio. Durante pause di lavoro e prima di riporre Io
stilo nel supporto fare sempre attenzione
ricoperta di stagno. Non utilizzare fluidificanti troppo forti.
Attenzione:
fare sempre
attenzione
stilo.
Gli apparecchi per brasatura sono stati calibrati per una punta di saldatura di media
grandezza. i dunque possibile
punta o all’utilizzo di forme di punta differenti.
ehe
vengano a crearsi differenze dovute al cambio
Strati
di ossido o
ehe
Ia punta di brasatura sia sempre ben
ehe
Ia
punta
sia
saldamente
impurita
sulla
scheda
22
nF.
derivanti
innestata
di
nello
della
Manutenzione
II
passaggio fra
da
sporco. corpi
negativamente sulla precisione
3. Compensazione
Tramite differente circuitazione
variazioni:
Messa a terra dura:
scaldiglia/sensore
estranei o danneggiamenti
del
Senza
e Ia punta di brasatura non deve essere penalizzato
della
regolazione di temperatura.
poiche tale
fatto andrebbe ad influire
potenziale
della boccola
spinotto (come
da
3,5
mm (10) 6 possibile realizzare 4
fornito da stabilimento)
Apparecchio di inserimento dati
I’utilizzo
Durante
seguenti
Offset:
Setback:
Lack:
diunapparecchiodiinserimento dati
funzioni:
La temperatura reale
di f 20 “C tramite I’inserimento di un offset di temperatura.
L’abbassamento
tempo di
brasatura commuta nel modo standby.
Blocco
apportare modifiche sulla stazione di brasatura.
della
setback 6
della
temperatura di preset. Dopo il blocco non 6 possibile
esterno
WCB 1 e WCB 2
della
punta di brasatura
temperatura impostata a 150 “C (standby).
regolabile da 0 a 99
minuti
(opzionale)
esterno
sono
pu0
essere modificata
dopo
ehe Ia stazlone
disponibili Ie
II
di
19

“CI”F:
Window: Regolazione di unafinestra di temperatura (possibile solo nel
Commutazione dell’indicazione di temperatura da “C a “F e viceversa.
apparecchi di controllo con uscita per accoppiatore ottico). Se
temperatura reale si trova all’interno
viene
apert0 un
ottico).
contatto libero da potenziale (uscita per accoppiatore
della
finestra di temperatura
caso
5
27 026 99 Piastra di preriscaldo WHP 50
5
27 028 99 Piastra di preriscaldo WHP 80 (solo WSD 80)
5
di
Ia
25 030 99 Apparecchio di deisolamento
5
33 229 99 Apparecchio per inserimento dati
53318099
Apparecchio per inserimento dati
termico
esterno
WST 20
esterno
WCB
WCB 2
1
7. Volume di fornitura
Cal:
Interfaccia PC: RS232 (solo per WCB 2)
Misuratore di
temperatura: Misuratore integrato di temperatura per termoelemento tipo K
Ricalibrazione
(solo per WCB 2)
della
stazione di brasatura (solo per WCB 2)
5. Indicazioni di sicurezza
Per
usi
diversi da quanto specificato
all’apparecchio il produttore non si assume nessuna
Questo libretto di istruzioni e gli avvertimenti ivi contenuti vanno letti con attenzione e
devono essere riposti
pt10
essere causa di incidenti, di infortuni o di danni
Le
stazioni di brasatura WELLER WSD 80 e WSD 50 soddisfano Ia dichiarazione di
conformita
89/336/CEE
CE
e
nelle
come
richiesto
73/23/CEE.
vicinanze del brasatore. II
nel
libretto di istruzioni e nel
dalle
fondamentali normative
responsabilitk
mancato
rispetto
alla Salute.
sulla
caso
di manipolazione
delle
sicurezza
avvertenze
delle
direttive
6. Accessori
529161 99 Set stilo brasatore WSP 80 (solo WSD 80)
53311099 Set
53311199 Set stilo brasatore MLR 21
53311299
53311399 Set stilo brasatore LR 82 (solo WSD 80)
5 33 120 99 Set di dissaldatura WT 50
51305099 Brasatore Reflow EXIN 5
st110
brasatore MPR 30
Set stilo brasatore LR 21 antistatico
WSD 80
Apparecchio di controllo
Stilo brasatore WSP 80
Cavo di alimentazione
Istruzioni d’uso
Supporto per stilo brasatore
Spinotto
da
innesto
Io
Schema
elettrico
Per
il
disegno esploso vedere a
Per
vedere a
WSD 50
Apparecchio di controllo
Stilo brasatore LR 21
Cavo di alimentazione
Istruzioni d’uso
Supporto per
Spinotto
da
stilo
innesto
Pagina /
Pagina 54+55
brasatore
8. Avvertenze di sicurezza
1 .Manienere sempre ordinato il posto di
Dopo aver usato il saldatore, riporlo sempre nell’apposito supporto originale. Non
avvicinare
alcun
oggetto infiammabile
all’utensile caldo.
2. Fare attenzione alle condizioni dell’ambiente.
Non utilizzare gli utensile
3. Prevenire il
Evitare di entrare in contatto con elementi
cucine economiche, frigoriferi,
4. Tenere
Assicurarsi
ad altre persone il
lontani
ehe nessun’altra
saldantiidissaldanti
pericolo
di scariche elettriche.
etc.
i bambini.
persona tocchi gli utensili o il cavo. Non rendere accessibile
Posto
di lavoro.
lavoro.
in ambienti umidi o bagnati
collegati
a massa, per esempio tubi, radiatori,
20

5. Conservare il saldatore in un
Qualora
non venga utilizzato, il saldatore deve essere conservato in un
chiuso, o comunque ad
va tenuto in una posizione
un’altezza
esente
Posto
sicuro.
inaccessibile ai bambini. Se non utilizzato, il saldatore
da tensione e
pressrone.
Posto
6. Non sovraccaricare il saldatore.
Utilizzare I’apparecchiatura solamente con Ia tensione e Ia pressione, o il
pressione,
prescritte.
7. Utilizzare I’utensile di saldatura idoneo.
Non operare con un
eseguire. Non utilizzare I’utensile di saldatura per applicazioni non consentite.
utensile di
saldatura con potenza troppo
debore
per i lavori da
asciutto,
campe
13. Evitare una posizione corporea scorretta.
Allestire il
all’atto del
14. Trattare con
Mantenere pulito I’utensile di saldatura, al fine di
una maggior sicurezza. Attenersi alle norme di manutenzione e agli avvisi inerenti
di
cambio
e
autorizzato. Utilizzare solamente pezzi di ricambio originali WELLER.
15. Prima di aprire I’apparecchiatura, estrare Ia
Posto di
lavoro in manieraergonomica, evitare di assumere posizioni
lavoro, utilizzare sempre un utensile di saldatura idoneo.
cura
I’utensile di saldatura.
delle
punte
tubetti. I
saldanti/dissaldanti.
lavori di riparazione possono essere eseguiti solamente da personale
Eseguire regolarmente il controllo di tutti i
poter
lavorare meglio e di garantire
Spina dalla
scorrette
il
cavi
presa.
8. Indossare indumenti da lavoro idonei.
Pericolo di bruciature causato
protezione, al fine di evitare il pericolo di ustioni.
dallo
stagno fluido. Indossare idonei indumenti
9. Proteggere gli occhi.
Portare gli occhiali di protezione. In
particolare attenzione alle avvertenze
da eventuali spruzzi di stagno. Pericolo di bruciature causato
caso
di lavorazione con adesivi. prestare una
della casa
produttrice dell’adesivo. Proteggersi
dallo
stagno
fluide.
10. Servirsi di un dispositivo d’aspirazione dei gas di saldatura.
Nel
caso
sia previsto I’allacciamento a dispositivi d’aspirazione dei gas di saldatura.
assicurarsi
11. Non utilizzare il cavo per scopi diversi da
Non trasportare in nessun
dalla
acuminati.
ehe
essi siano efficienti e ben
caso il
presa, tirandola per il cavo. Evitare il
saldatore, tenendolo per il cavo. Non estrarre Ia
collegati.
contatto del
quelli
per cui e concepito.
cavo con
calore,
olio e oggetti
12. Fissaggio del materiale in lavorazione
Utilizzare dei
modo il pezzo viene mantenuto
si hanno inoltre entrambe Ie mani libere per maneggiare
dispositivi di
fissaggio per bloccare il materiale in lavorazione. In questo
piu
fermo di quanto non si possa fare con una
l’utensile di
saldatura.
Spina
mano,
16. Allontanare gli utensili di manutenzione.
Primadi accendere l’apparecchiatura. accertarsi
di
utensili di regolazione.
ehe
siano stati allontanati chiavi o altri
17. Evitare I’accensione involontaria
All’atto
dell’inserimento
ehe
I’interruttore sia spento.
attenzione a non toccare con Ie dita I’interruttore di rete.
della Spina nella
Nel
trasportare il saldatore
presa o del collegamento a rete, accertarsi
collegato
a rete, prestare
18. Usare molta cautela
Fare attenzione ad ogni movimento e lavorare con buon senso. Non utilizzare il saldatore
se non si e concentrati su
19. Verificare
Per un ulteriore utilizzo
I’ineccepibilefunzionalita
lievemente danneggiati. Verificare
e
ehe
non siano bloccati, ed
devono essere assemblati correttamente e rispondere a
di un funzionamento
danneggiate devono essere
e
rioarazione autorizzato.
ehe
cio ehe
deve essere fatto.
I’utensile di saldatura non presenti danneggiamenti.
dell’utensile di
tonforme
esente
da qualsiasi difetto. I dispositivi di sicurezza e Ie
immediatamente
saldatura deve essere accuratamente accertata
alle norme dei dispositivi di sicurezza o degli elementi
ehe tutti
anche ehe
gli elementi mobili funzionino Perfettarnente
non ci siano parti danneggiate. Tutti I pezzi
riparate o sostituite presso un centro
tutti
i requisiti necessari al fine
parti
di
21

20. Attenzione
Utilizzare solamente accessori o utensili supplementari contemplati
accessori contenuta
supplementari WELLER solamente per Ie apparechiature originali WELLER. L’utilizzo
di altri utensili e di altri accessori
nelle
istruzioni per
l’uso.
Utilizzare solamente accessori 0 utensili
pt10
costituire un pericolo d’infortunio.
nella
lista degli
21. Far riparare I’utensile di saldatura solamente da un tecnico
specializzato.
Questo
utensile
possono essere eseguite solamente da un tecnico specializzato
utilizzare pezzi di ricambio originali WELLER; in
in pericolo di infortunio.
di saldatura risponde alle relative norme di sicurezza. Le riparazioni
caso
contrario I’operatore
ehe sara
tenuto ad
pu0
incorrere
22. Non eseguire lavori su parti sottoposte a tensione.
L’impugnatura degli utensili di saldatura
nella
versione antistatica e conduttiva
23. Utilizzo con altre apparecchiature WELLER
Nel
caso
in cui I’utensile venga utilizzato insieme ad altre apparecchiature o accessori
WELLER, ci si deve attenere
di questi
ultimi.
anche
alle avvertenze contenute
nelle
istruzioni per
I’uso
24. Osservare Ie norme di sicurezza valide per il rispettivo
Posto
di lavoro.
22

1. Description
GB
(_>
1 .l Control unit
The soldering stations WSD 80 and WSD 50 are a part of the range of
were developed for industrial manufacturing as
sector.
A microprocessor makes Operation simple and
control
System
tools. The soldering tools themselves are recognized automatically by the soldering
Station
heating elements make
tools
Various equipotential
and
possibility of connecting an external input unit
of this soldering Station. With the optional
to
implement time
PC
interface
The temperature is set in a range between 50 “C and 450 “C using two
down). The
display
regulator. Constant
guarantees the best possible
and assigned the corresponding control Parameters. The high-powered 24 V
tan
be used universally.
antistatic
design of control
are included in the extended
setpoint
Signals
excellent dynamic
bonding
possibilities for the soldering iron tip, zero power switch
unit
and iron
functions, locking functions,
and
that the preset temperature has been reached - this serves as a
actual value
illumination
are displayed digitally. A blinking red LED in the
means that the
well
as for the repair and laboratory
comfortable.
contra1
Performance for various soldering
Performance possible, so that the soldering
complete
the high quality Standard. The
further
input
scope
increases the variety of
units WCB 1 and WCB 2 it is possible
etc. Integrated temperature gauge and
of the
input
unit WCB 2.
System
is overheating.
products which
The digital
buttons (up/
electronie
functions
Optical
1.2 Solderina irons
LR 21:
MLR 21:
MPR 30:
Our “Standard” soldering iron. With a power of 50
spectrum
of soldering tips (ET series) this soldering iron
anywhere in the
With its
especially
requirement.
The Weller Peritronic MPR 30 soldering iron has an adjustable working
angle of 40” to enable an
25-watt
soldering work.
electronics sector.
25-watt
power and
weil-suited
power and
slim
for fine soldering work with a Iow heating
slim
design, this
individually ergonomic
design makes this soldering iron suitable for fine
Watts
and a wide
tan
be used
micro-soldering
soldering process. The
iron is
WT 50:
LR 82:
WSP 80:
See “Accessories” for additional
The unsoldering tweezers WT 50 were specially designed for unsoldering
SMD components. Two heating elements (2 x 25
own temperature Sensor, ensure
High-Performance 80 watt soldering iron for soldering work with high
heat requirements. The soldering tip is attached by a bayonet catch
ensure correct
WSD
The soldering iron WSP 80 is characterized by its
the soldering temperature quickly and precisely.
power of 80
to
high-temperature soldering work. Work
after switching soldering tips,
quickly
50).
(cannot
Position
when using different tips
Watts
makes universal usage possible - from extremely fine
be
used
with WSD 50).
1001s.
Technical Data
Dimensions in
Supply voltage (7):
Power input:
Class:
Fuse
(8):
Temp. control:
Precision:
Equipotential
mm:
bonding (10):
166x155~101
230 V / 50 Hz (115 V / 60 Hz for dual-voltage Version)
WSD 50: 55
1 (control unit) and 3 (soldering iron)
WSD 50:
T315mA
supply element)
50 “C - 450
f
2% from target value
Via a 3.5 mm
state - hard-grounded)
2. Starting
Assemble soldering iron rest (see exploded
safety rest. Insert the soldering iron
unit
and
leck
specifications on the name
Connect the control
(1). When switching on the unit, a self-test is
(2) are switched on briefly. The
by turning to the right. Check that the power supply corresponds to the
unit to
the power supply.
plug
into the connection bush (6) of the control
plate
and that the power switch (1) is in the OFF Position.
electronie System
constant
since
the temperature is reached again
(Ixwxh)
Watts
WSD 80: 95
WSD 80:
“C
jack
bush on the back of unit (initial
drawing).Place
Switch on
carried
out in
then switches automatically to the
Watts), each
temperatures at both ends.
(cannot
be used with
capacity
Its slim
design and heating
tan
be continued immediately
Watts
T500mA
(5 x 20 in power
the soldering iron in the
the
unit
at the power switch
which
all display elements
for
with its
to
reaching
23

set temperature and displays this value. Constant
is overheating. The blinking
reached.
light Signals that the
illumination
operating ternperature has been
means that the
System
These soldering irons have been adjusted for an
due to
Extemal
exchanging of
inaut unit WCB
the
tip
1 and
or using other
WC6
2
(oational)
tip
average-size tip.
designs.
Deviations
tan
occur
The digital display (2)
key (3, 4) the digital display (2) switches to the setpoint. The
by tapping or by firmly pressing the UP or DOWN button
Pressing the button will
automatically to the actual value approximately 2 seconds after releasing the button.
Shows
the actual value temperature. By pressing the UP or DOWN
Change
the
setpoint
quickly. The digital display (2) returns
setpoint tan
(3,4)
in the desired
be changed
direction.
Maintenance
The transition between the heating element /
may not
come
affects
3. Equipotential
The various circuit
Hard-grounded:
Equipotential
Soft-grounded,
or
in contact with
the precision of the temperature control.
bonding
elements
bonding:
dirt,
foreign
of the 3.5 mm
No
plug
(delivery form)
With
plug,
With
plug
resistance value.
No
plug
and Separation of bridge Bl on the control board.
Grounding via RC
Sensor
and the tip of the soldering iron
particles
or
become
damaged.
jack
bush make 4 variations possible:
equalizer at
and soldered resistance. Grounding via
Center
filter
100 k ohms /
contact (impedance 0
nF
since
this
Ohms)
set
4. Instructions for use
For
initial heating, coat the
or
dirt
on the tip
soldering and before storing the soldering iron, ensure that the tip of the soldering iron
is
well
coated. DO not use aggressive fluxing agents.
Note: Always ensure the proper
selective
which
may have occurred
tinnable tip with
Position
of the soldering iron
during
solder.
This removes any Oxidation
storage.
During pauses
tip.
between
The followina
Offset:
Setback:
Lack:
“C/“F:
Window:
Cal:
PC
interface:
Temp. gauge:
functions
I
are possible when using an external input
The real temperature of
by input of a temperature offset.
Reduction
setback
has switched to standby mode.
Locking
the soldering
Switching the temperature display from “C to
Setting a temperature window (only with
coupler output). If the actual temperature is within the temperature
window, a potential-free contact (Optical
switched through.
Re-adjustment of the soldering
FIS232
Integrated temperature gauge forthermal element Type K (WCB 2
only).
of the
time
tan
the
setpoint
Station
(WCB 2 only).
the
soldering iron
setpoint
temperature to 150 “C (standby). The
be set at 0-99 minutes after the soldering
temperature. Settings
has been
locked.
Station
(WCB 2 only).
unit.
tan
be changed by 2 20
cannot
be changed after
“F,
and
contra1
units with
coupler
output) will be
vice
Station
versa.
Optical
5. Safety instructions
The manufacturer assumes no liability for uses other than those described in the
operating instructions, or for unauthorized alterations.
These operating instructions and warnings should be read carefully and kept in an
easily visible location in the vicinity of the soldering iron. Non-observance of these
warnings
tan result
in accidents,
injury
or risks to health.
“C
24

The WELLER soldering stations WSD 80 and WSD 50 are in compliance with the EC
Declaration
by Directives
of Conformity in accordance with the
89/336/EEC
and
73/23/EEC.
basic
safety requirements specified
6. Accessories
529 161 99 Soldering iron set WSP 80 (WSD 80
53311099
53311199 Soldering iron set MLR 21
5 33 112 99 Soldering iron set LR 21,
53311399
53312099 Soldering iron set WT 50
51305099
5 27 026 99 Preheating plate WHP 50
52702899 Preheating plate WHP 80 (WSD 80
5 25 030 99 Thermal insulating
5 33 229 99 External input unit WCB 1
53318099 External input unit WCB 2
7.
Scope
WSD 80
Control unit Control unit
Soldering iron WSP 80
Power
cable
Operating instructions
Soldering iron rest
Jack Jack
Illustration: Circuit
Illustration: Exploded view, see Page
Soldering iron set MPR 30
Soldering iron set LR 82 (WSD 80 only)
Reflow soldering
unit
unit
EXIN 5
of supply
diaqram,
see Page
54+55
antistatic
WST 20
50
WSD
Soldering iron LR 21
Power
Operating instructions
Soldering iron rest
/
only)
only)
cable
8. Warnings
1. Keep your work area in proper
Always return the soldering
combustible materials near the hot soldering tools.
tool to
Order.
its original holder when not in
use.
DO not bring
2. Take
care
Don’t use the soldering
for the surroundings.
tool
in a moist or wet environment
3. Protect yourself against electrical
Avoid
touching
refrigerators.
4. Keep
Don’t
persons away from your work area.
grounded
children
allow
other persons to
5. Store your soldering
Unused
soldering tools should be stored in a dry location
children
(some
place
6. DO not overload your soldering
Use
the soldering
range.
7. Use the appropriate soldering
Don’t use a soldering
use the soldering
Parts
with your body,
ata distance.
tauch
or disturb the soldering tool or
tool
in an appropriate
high or in a
locked
cabinet).
tool.
tool
only with the specified voltage or specified pressure and pressure
tool.
tool
whose Performance is not adequate for your work. Never
tool
for purposes for
which
8. Wear suitable work cloths.
There is
a
danger
protective
9.
Protect your eyes.
Wear protective eyewear. When working with
to
observe the warning
against spattering
10. Use a soldering vapour suction
If
devices for
correctly used.
11. DO
not
of burning yourself with liquid
clothing
in
Order to protect
notices
solder.
solder
vapour suction are available, ensure
use the
of the
There is a
cord
for purposes for
yourself against burns.
bonding
danger
device
shocks.
e.g.
pipes, heating radiators, stoves,
Cord.
Keep other
place
which
Switch
is was not designed.
solder.
bonding
agents, it is particularly important
agent manufacturer. Protect yourself
of burning yourself with liquid
which
is out of the
off all unused soldering tools.
Wear the corresponding
that
these are connected and
it is
not
designed.
resch
solder.
of
25

Never carry the soldering
from the socket.
12. Pratect the work
Use clamping
your hands, and leaves both hands free to work with the soldering
devices to hold the work
13. Avoid abnormal
Set-up your work place with proper ergonomics. Avoid bad
Always use the
14. Take
Keep the soldering
instructions and the
all connected
technician.
suitable
care
of your soldering tool.
Cords
Use
only original WELLER
15. Remove the power
16. Remove all maintenance
Before switching on the
the
unit.
17. Avoid unexpected Operation.
Make sure that the mains
connecting to mains. Don’t hold a soldering
while touching
the mains
tool
by the
Cord.
Protect
the
cord
from heat,
Don’t
Oil,
and sharp edges.
piece.
piece
in place. This is more secure than
posture.
soldering tool.
tool
clean for
notices
and hoses. Repairs should only be
unit,
swrtch is
switch.
better
concerning
plug
from the socket before opening the
check that all maintenance
and safer work.
changing
the soldering tips.
replacement Parts.
tools
.
turned off when inserting the
tool which
use
the
cord to pull
posture
Follow
carried
tools
have been removed from
is connected to a mains supply
the power plug
tool.
when working.
the maintenance
Regularly
out by a qualified
inspect
unit.
plug into
the socket or
using
20. Attention
Use only accessories or attachments
Operation Manual.
equipment. Use of other tools and other accessories
Use
only WELLER accessories or attachments on original WELLER
21. Repairs to your soldering
which
are listed in the accessories
tan
lead to a
tool
should be
Garried
technician
This soldering
only be
Failure to
22. DO
The grip of
tool is
carried
do so
not
in accordance with the relevant safety
out by a qualified electrician using original WELLER
tan
lead to accidents for the Operator.
work on
antistatic
electrically
designed soldering tools is conductive.
live
Parts.
23. Applications with other WELLER equipment
If
the soldering
attachments, also observe the warning
Manual.
24. Observe
tool is to
be
used
together with other WELLER equipment and
notices
given in the corresponding Operation
the
valid safety regulations for your work place.
danger
out by qualified
regulations.
Repairs should
replacement Parts.
of
list
injury.
of the
18. Pay
attention.
Be careful of what you do. Work with
concentrated on your work.
19.
Inspect the
Before
be
carefully checked
error-free Operation and that they don’t bind, or whether any
Parts must
Operation of the soldering
replaced by a qualified technician, so long as nothing
Manual.
soldering
further
use of the soldering
for error-free and intended Operation. Inspect moving
be properly mounted and all requirements
tool.
caution.
Don’t use the soldering
tool
for any darnage.
tool,
safety devices or slightly damaged
Damaged safety devices and
fulfilled
else is
indicated in the Operation
tool
if you are not
Parts must
Parts
Parts
are damaged. All
for guaranteed error-free
Parts must
be repaired or
for
26

1. Beskrivning
w
1 .l Stvrapoarat
Lödstationerna WSD 80
industriell tillverkningsteknik samt för reparationsbekväm betjäning möjliggörs av en
garanterar
automatiskt av Iödstationerna
speciellt effektiva värmeelementen pa 24 V möjliggör
förhallningssätt
Olika möjligheter
samt
kvalitetstandarden. Möjlighet att ansluta en extern inmatningsapparat utvidgar
Iödstationens
WCB 2 som kan
integrerad temperaturmätningsapparat
för inmatningsapparat WCB 2.
Önskad temperatur kan
ach
pa
systemet värms
att
olika lödverktyg kan
antistatiskt
manga
ärvärde indikeras digitalt. När den valda temperaturen
skärmen som är avsedd
ach
WSD 50
som gör
att
Iödverktyget kan användas
till
potentialutjämning vad gäller Iödspetsen
utförande av styrapparaten
användningsomraden. Med inmatningsapparaterna WCB 1
erhallas
som alternativ
ställas
upp.
till
tillhör
mikroprocessor.
regleras
ach anpassas till
far
man bland annat
ach
PC-gränssnitt hörtill det utvidgade
in
fran
50 C - 450 C via
optisk
regleringskontroll. Ett
en apparatfamilj som har
ach
laboratorieomradena. Enkel
Den digitala
optimalt. Lödverktygen identifieras
motsvarande regleringsparametrar. De
ach
kolvarna kompletterar den höga
regleringselektroniken
ett
utmärkt dynamiskt
universellt.
ach
nollspänningsbrytaren
tids- ach Iasfunktioner.
tva
tangenter
uppnatts
blinkar en röd LED
ständigt
utvecklats
(up/down). Bör-
Ijus
för
ach
ach
En
omfanget
betyder
1.2 Lödkolvar
LR
21:
MLR 21:
MPR 30:
WT 50:
Var
standardlödkolv. Med en
Iödspetsspektra (ET-Serie) kan denna Iödkolv användas inom
elektronikomradet
Med en
sig denna mikrolödkolv speciellt för fina Iödningsarbeten med
värmebehov.
Weller Peritronic MPR 30 är en
fran
40 grader. Därigenom kan Iädprocessen
avseende pa dess ergonomi. Med en
konstruktionsform Iämpar den sig för fina Iödningsarbeten.
Avlödpincetter WT 50 har konstruerats speciellt för utlödning av
överallt i världen.
kapacitet pa
25 W
kapacitet pa
ach
en mycket
Iödkolv
50 W
ach ett
mycket brett
smal
konstruktionsform Iämpar
med inställningsbar arbetsvinkel
gestaltas
kapacitet pa
indviduellt med
25
Wach
en
litet
smal
SMD-
byggdelar.
LR
82: Effektiv Iödkolv pa 80 W för Iödningsarbeten med stort värmebehov.
WSP 80: Lödkolv WSP 80 utmärker sig därigenom
sörjer för samma temperatur pa
Fastsättning av Iödspetsen sker via en bajonettförslutning som möjliggör
ett
mycket snabbt
form
extremt fina Iödningsarbeten
Efter byte av Iödspetsen är det möjligt
drifttemperaturen
Tva
värmeelement (2x25 W) med var sin temperatursensor
positionssäkert byte av spetsen (kan inte anslutas
ach
ach
en värmekapacitet pa 80 W kan den användas universellt för
exakt. Pa grund av Iödkolvens smala konstruktions
uppnas
bada
överstyckena.
att
Iödtemperaturen kan
till
Iödningsarbeten med
att
mycket snabbt (kan inte
arbeta vidare direkt eftersom
anslutas till
Ytterligare anslutningsbara verktyg, se tillbehörslistan.
Tekniska data
Matt i mm:
Nätspänning (7): 230
Effektförbrukning: WSD 50: 55 W
Skyddsklass:
Säkring (8):
att
Temperaturreglering: 50°C - 450°C
Exakthet:
Potentialutjämning
(10):
166x155~101 (LxBxH)
V/!iO
Hz (115 Vi60 Hz omkopplingsbar Version)
WSD 80: 95 W
1
(styrapparat)
WSD 50:
WSD 80:
f
2% av slutvärdet
Via en
(grundtillst&d
ach
3 (Iödkolvar)
T315mA
T500mA
(5 x 20 i nätanslutningselement)
3,5
mm kopplingsbussning
jordat)
pti
apparatens baksida
2. Driftstart
Lödkolvsmagasinet monteras (se ritning). Lödverktyget
Lödkolvens stickpropp
genom en högervridning. Kontrollera
pa typplaten
Koppla pa apparaten med nätkontakten (1). Vid inkoppling av apparaten genomförs
automatiskt
elektroniken automatiskt
samt
test da alla indikationselement
sticks
in i styrapparaten anslutningsbussning (6)
att
att
nätkontakten (1) är avstängd. Anknyt styrapparaten
till
inställd temperatur
nätspänningen överensstämmer med uppgiften
(2) är i drift
placeras
i säkerhetsmagasinet.
under
ach
kort
indikerar ärvärdet. En röd
till
WSD 50).
stort
värmebehov.
WSD 50).
ach
arreteras
till
hd.
Därefter kopplar
uppnas
nätet.
ett
Punkt
27

(5) i indikationen
betyder
uppn&ts.
lyser.
att
systemet värms
Denna
Punkt
tjänar som optisk
upp.
Blinkande
regleringskontroll.
Ijus
signalerar att drifttemperaturen har
Ständigt
TemDeraturinställninq
Digitalindikationen (2) visar av
eller Down-tangenten
Det inställda börvärdet kan nu förändras genom att tippa eller ständigt trycka pa
eller down-tangenten i motsvarande riktning. Om tangenten
förändras börvärdet i snabbkörning. Ungefär 2 sekunderefter det man
kopplar digitalindikationen (2) automatiskt om
princip
(3(
(4) kopplar digitalindikationen (2) om
temperaturens ärvärde. Genom att använda
till
ärvärdet.
till
det inställda börvärdet.
trycks
ned permanent
släppt
tangenten
Underhall
Övergangen
föremal, smuts
exakthet.
mellan
värmekropp/sensor ach
eller skador eftersom det skulle inverka
Iödspetsen
far
inte
paverkas
p!~
temperaturregleringens
avfrämmande
Observera: Se alltid
Ijus
Lödapparaterna har justerats för en mellanstor Iödspets. Avvikelser p8 grund
spetsbyte eller användning av andra spetsformer kan
Extern inmatninosapparat WCB 1
Up-
Vid användning av en extern inmatningsapparat
up
Offset:
Setback:
Lack: Lasning
till
att Iödspetsen sitter ordentligt.
uppsta.
ach
WCB 2
foation)
st%
följande funktioner
Den reella Iödspetstemperaturen kan förändras med
inmatning av ett temperaturoffset.
Sänkning av den inställda börtemperaturen
Setbacktiden kan
bytt
till
standbymodus.
av
att göra
ställas
in
fran 0-99
börtemperaturen.
nagra
inställningsförändringar pa Iödstationen.
Efter det
till
minuter, efter det att lödstation
Iasning skett
till
förfogande.
+-20
C genom
150 C (standby).
är det inte möjligt
av
3. Potentialutjämning
Genom olika koppling av den
Hart
jordad:
Potentialutjämning
(Impedans
Jordad:
eller
0
Dhmj:
3,5
mm kopplingsbussningen (10) kan 4varianter
Utan stickpropp (leveransskick)
Med
stickpropp,
Med stickpropp
motstandsvärde.
Utan stickpropp
an Jordning via
titjämningsledning ps mellankontakten
ach
inlött
motstand.
ach
Separation av brygga Bl pa regelplatin
RC-filter
100 k Ohm/22
Jordning via
nF
4. Arbetsanvisningar
Vid första uppvärmningen fuktas den selektiva förtennbara Iödspetsen med
Den
avlagsnar
Iödningen
förtennad. Inga aggressiva flussmedel
lagerrelaterade oxidsskikt
ach
före Iödkolven Iäggs
ach
orenheter pa Iödspetsen. Vid
undan
ska man alltid se
far
användas.
till att
Iödspetsen är
uppnas:
valt
Iödmetall.
pauser
väl
CIF:
Window: Inställning av ett temperaturfönster (endast möjligt ps styrapparater
Cal:
PC-gränssnitt:
Temperatur-
mätningsapparat: Integrerad temperaturmätningsapparat för termoelement typ K
Omkoppling av temperaturindikationen
med
optokopplingsutgang).
temperaturfönstret
(optokopplingsutgang).
Nyjustering av
RS232 (endast WCB 2)
(endast WCB2)
lödstationen
Om Iödtemperaturen ligger inom
genomkopplas en potentialfri kontakt
(endast WCB 2)
fr%
C
till F ach
5. Säkerhetsanvisningar
i
Tillverkaren tar inget ansvar för användning som avviker
för egenmäktigt förfarande
ach
egenmäktiga ändringar.
frfin
drifthandledningen samt
tvärtom
28

Läs noga igenom drifthandledningen samt varningsanvisningar
närheten avav Iödapparaten. Att inte beaktavarningsanvisningarna kan leda
ach
skador samt vara
WELLER Iödstationer WSD 80
enlighet med grundläggande säkerhetskrav i direktiven
hälsovadligt.
ach
WSD 50 motsvarar EU konformitetsförklaring i
89/336/EEG ach 73/23/EEG.
ach
förvara den i
6. Tillbehör
529 161 99: Lödkolvset WSP 80 (endast WSD 80)
53311099:
533111 99: Lödkolvset MLR 21
53311299: Lödkolvset LR 21 antistatiskt
5 33 113 99:
53312099:
51305099
5 27 026 99
5 27 028 99
5 26 030 99
5 33 229 99
53318099
Lödkolvset MPR 30
Lödkolvset LR 82 (endast WSD 80)
Avlödningsset WT 50
Reflow-lödapparat EXIN 5
Förvärmningsplatta WHP 56
Förvärmningsplatta WHP 80 (endast WSD 80)
Termisk isoleringsapparat WST 20
Extern inmatningsapparat WGB 1
Extern inmatningsapparat WGB 2
till olycksfall
8. Varningsanvisningar
1.
Hall
arbetsplatsen i god ordning.
Placera Iödverktyget pa
komma i kontakt med det heta Iödverktyget.
originalhallaren
när det ej användes. Brännbara ämnen
2. Beakta omgivningen.
Använd ej Iödverktyget i fuktig
eller vat
omgivning
3. Skydd mot elektrisk stöt.
Undvik kroppsberörning med jordade delar
4. Skydda barnen
Undvik
att
frtin
andra
arbetsplatsen.
fran
personer
arbetsplatsen.
berör kabeln
Lex.
eller
verktyget.
5. Uppbevara Iödverktyget pa säker plats.
Oanvända Iödverktyg
utrymme utom
tryck.
skall
räckhall
uppbevaras pa en torr högt belägen plats
för barn. Oanvända Iödverktyg f& ej
rör, värmeelement, spisar.
Hall
oberhöriga
st2 under
personer borta
eller pa lasbart
spänning
far
kylskap.
ej
eller
7.
Leveransomfang
WSD 80
Styrapparat
Lödkolv WSP 80
Nätkabel
Betjäningshandledning
Lödkolvmagasin
Jackstickpropp
Bild
kopplingsschema
Bild ritning se sidan
se sidan
54+55
WSD 50
Styrapparat
Lödkolv LR 21
Nätkabel
Betjäningshandledning
Lödkolvmagasin
Jackstickpropp
/
6. Överbelasta ej Iödverktyget.
Använd Iödverktyget endast för angiven
nätspänning
samt
tryck ach tryckomrade.
7. Använd det rätta Iödverktyget.
Använd ej för svagt
ändamal
än som det är avsett för.
utlagt
verktyg för Iödarbeten. Använd ej Iödverktyget för andra
8. Bär riktiga arbetskläder.
Förbränningsfara
skyddskläder.
p.g.a,
flytande Iödtenn.
För
att undvika förbränningar, bär alltid
9. Skydda ögonen.
Bär
alltid
skyddsglasögon. Vid arbeten med klister
hänvisningar följas. Skydda ögonen särskilt mot förbränningsfara genom stänk av
flytande tenn.
miste
speciellt klisterfabrikantens
29

IO.
Använd utsugningsanordning för
uppstaende
utdunstningar vid
Iödarbete.
När
anslutning av
om att dessa handhas pa rätt
11. Använd inte kabeln för andra
Bär
aldrig
väggurtaget. Skydda kabeln mot värme,
apparater för
Lödverktyget i kabeln. Använd ej kabeln för att dra ut stickproppen
utsugning
sätt
beträffande
är förhanden, maste man först övertyga sig
anslutningen.
ändamal
än som den är avsedd för.
oija ach
vassa kanter.
12. Säkra arbetsstycket.
Använd spännanordning (skruvstycke) för att
man
bada
händerna fria för Iödarbeten.
halla
fast arbetsstycket. Därigrenom har
13. Undvik obekväm kroppställning.
Gestalta
arbetsplatsen ergonomiskt, undvik felaktig kroppställning vid arbetet, samt
använd rätt Iödverktyg.
14. Sköt Iödverktyget sorgfälligt.
Hall verktyget rent, genom denna enkla
underhallsföreskrift
anslutna kablar
betr. hänvisning vid Iödspetsutbyte. Kontrollera regelbundet
ach slangar.
Använd endast original WELLER-reservedelar.
atgärd
arbetar man Iättare
ach
säkrare.
19. Kontrollera Iödverktyget om skador föreligger.
För
vidare användning av Iödverktyget
omsorgsfullt kontrolleras om de funktionera pa föreskrivet
rörliga delar funktionera tillfredsställande
sätt
är defekta.
funktionsduglighet för
eller
ur
defekta säkerhetsinrättningar
auktoriserad verkstad, om ej annat angives i bruksanvisningen.
Alla
delar
att
garantera
miste
maste
ach
vara rätt monterade
ej kilar sig fast,
ett
funktionsrätt arbetssätt av
ach
delar
20. Varning!
Använd endast tillbehör
tillbehörslista.
WELLER verktyg. Användning av andra verktyg
eller
allvarlig skada.
WELLER tillbehör
21. Lödverktyget
Lödverktyget
genomföras av auktoriserad
användas
Följ
alla
22. Arbeta ej med arbetsstycken som
Hos antistatiska Iödverktyg är handtaget ej jordat.
uppfyller
p.g.a.
eller
tillsatsapparatur som är
eller
tillsatsapparatur
far
endast repareras av en auktoriserad elektriker.
Samtliga viktiga säkerhetsföreskrifter. Reparationer
risk för olycksfall.
fackman - ach
endast original WELLER reservdelar
star under
skyddsanordningar
maste
repareras
noterade
far
eller
tillbehör kan förorsaka olycksfall
ach Iätt
sätt.
Kontrollera om
eller
om delarna pa
ach
uppfylla Samtliga krav
Iödverktyget.
eller
i bruksanvisningens
endast användas för original
spänning.
defekta delar
bli utbytta av en
nagot
Felaktiga
f2.r
endast
alla
pa
far
15. Tag bort stickproppen ur väggurtaget innan verktyget
16.
Lat et
serviceverktyg bliva liggande kvar.
Innan arbetet
blivit liggande kvar.
/
17. Undvik ofrivillig drift av verktyg.
l
Kontrollera ah strömbrytaren är
I
samt
l
transporteras med fingret pa nätanslutningen.
I
18. Var
/
Tänk pa vad du gör!
okoncentrerad.
j
/
pabörjas,
att
ingen anslutning
alltid
försiktig
kontrollera
till nät
ach aktsam!
Pabörja ett
att
inga montagenycklar
fr$rslagen
arbete med vernuft. Använd ej
innan stickproppen
är
bestsende.
Det anslutna Iödverktyget
tages
i bruk.
ach
justeringsverktyg har
sticks
in i väggurtaget,
lödverktyget
när du är
23.
För
övriga WELLER verktyg,
där Iödverktyg användes tillsammans med andra WELLER verktyg
maste
Samtliga varningshänvisningar enligt brukanvisning
24.
Följ
alla säkerhetsbestämmelser som gäller för din arbetsplats.
far
inte
eller tillsatsapparatur,
beaktas.
30

1.
Descripcih
-1
C-E
k-
1 .l Unidad de control
Las estaciones de soldadura WSD 80 y WSD 50 pertenecen a una gama de equipos
que fue desarrollada para Ia
de
reparacion
un
manejo sencillo y confortable. El sistema
un
comportamiento de regulacion
herramientas de soldadura mismas son reconocidas
de soldadura que Ie asigna los correspondientes Parametros de regulacion. Los
elementos calefactores de 24 V especialmente potentes permiten un comportamiento
dinamico
soldadura.
Diversas
conmutadores de
y
del
un
equipo
estacion de soldadura. Con los equipos para Ia entrada de datos WCB 1 y WCB 2, que
se
pueden adquirir
y de bloqueo. Un aparato de medicion de Ia temperatura integrado y una interfase de
PC pertenecen al
La
temperafura
2
teclas (Up/Down (arribaiabajo)).
modo digital. Mediante Ia intermitencia de un LED rojo en el indicador se seiiala que
ha alcanzado Ia temperatura preseleccionada, el
regulacion. La
y laboratorio. Mediante Ia aplicacion de un microprocesador se permite
extraordinario, que posibilita Ia aplicacion universal de Ia herramienta de
posibilidades de compensacion de
soldador completan el elevado
tension nula asi como
extern0
para Ia entrada de datos amplia Ia versatilidad funcional de esta
como opcion,
Volumen
deseada se puede ajusta
Iuz
continua significa que el sistema
tecnica
de fabricacion industrial,
optimo
se pueden realizar, entre otras, funciones de tiempo
ampliado del equipo para Ia entrada de datos WCB 2.
El valor de
electronico
en
diversas
potential
Ia
version
estandar
r en el margen entre 50 “C y 450 “C mediante
antiestatica de Ia unidad de control
de calidad. La posibilidad de conexion de
consigna
cual
esta
asi como
para el
digital de regulacion garantiza
herramientas de soldadura. Las
automaticamente
para Ia boquilla de soldadura,
y el valor real se indican de
sirve
en proceso de calentamiento.
como
por Ia estacion
control
optico
sector
de
1.2 Soldadores
LR 21:
MLR 21:
Nuestro soldador
muyamplio de
aplicar Universalmente en el
Con una potencia de 25 W y una forma constructiva
microsoldador es especialmente apropiado para efectuar operaciones de
soldadura finas con una baja necesidad de
“estandar”.
boquillas
Con una potencia de 50 W y un espectro
de soldadura
(Serie
sector electronico.
ET),
calor.
dicho
soldador se puede
muy
delgada, este
MPR 30:
_)
WT 50:
LR 82:
WSP 80:
El Peritronic MPR 30 de Weller es un soldador con un
ajustable de 40 ‘. Por
soldadura en
delgada forma constructiva es apropiado para efectuar operaciones de
soldadura finas.
Las pinzas para desoldadura WT 50 se concibieron especialmente para
separacion
calefactores (2 x 25 W) con un
de que Ia temperatura sea Ia misma en los dos brazos.
Potente soldador de 80 W para efectuar trabajos de soldadura con una
gran necesidad de
a
traves
de un
con
posicion
El soldador WSP 80 se caracteriza porque el alcance
de Ia temperatura de soldadura. Por su delgada forma constructiva y
potencia calorifica de 80 W es posible
de soldadura de extremada precision hasta con
de
calor.
Tras el cambio de Ia
continuacion inmediata del trabajo, ya que Ia temperatura de servicio se
alcanza de nuevo en un tiempo
WSD 50).
Para otras herramientas a conectar,
Datos
tkcnicos
se
Dimensiones en mm:
Tension
de red (7):
Consumo de potencia:
Clase de proteccion:
Fusible
(8):
Regulation
temperatura:
Exactitud:
de
angulo
cada
rapidisimo
de trabajo
uno cuidan
y
al
ello se
relacion
de Ia soldadura de componentes SMD. DOS elementos
calor.
cierre
invariable (no se puede conectar al WSD 50).
166x155~101 (LxAxA)
230 V / 50 Hz (115 V / 60 Hz,
WSD 50: 55 W
WSD 80: 95 W
1 (unidad de control) y 3 (soldador)
WSD 50: T315 mA
WSD 80: T500 mA (5 x 20 en el elemento de conexion a Ia
red)
50°C - 450
+
2% del valor final
permite un diseiio individual del proceso de
a su ergonomia. Por su potencia de 25 W y
Sensor
de temperatura
La fijacion de Ia boquilla de soldadura se
tipo bayoneta que permite un cambio de boquilla
boquilla
minim0
vease Ia lista
“C
unaaplicacion
de soldadura es posible Ia
(no se puede conectar
de accesorios.
universal en trabajos
una
elevada necesidad
Version
conmutable)
su
Ia
efectua
preciso
su

Compensacion de
potential
(10):
Mediante un conector hembra con pestillo de conmutacion
de 25 mm en Ia
con toma de tierra dura)
cara
posterior
del
aparato (estado
basico
3.
Compensacih
Mediante un conexionado diferente del conector
(10)
de
3,5
mm se pueden realizar 4 versiones:
de
potential
hembra con
pestillo de conmutacion
2. Puesta en funcionamiento
Montar Ia
soldadura en Ia
hembra (6) de Ia unidad de control y bloquearlo mediante un breve giro a Ia derecha.
Comprobar si Ia
y si el interruptor de Ia red (1) se encuentra desconectado. Conectar Ia unidad de
control a Ia red. Conectar el aparato con el interruptor de Ia red (1). Al conectar
aparato se realiza un
brevemente en funcionamiento.
automaticamente
rojo (5) en el indicador (2). Este punto sirve
encendido continuo
intermitencia
Ajuste
Fundamentalmente, Ia indicacion digital (2) muestra el valor real de Ia temperatura.
Mediante Ia
al
modificar ahora pulsando brevemente o permanentemente Ia
(4) en el sentido correspondiente. Si se
consignacambia de forma
digital
Mantenimiento
debe quedar
bandeja del
de
Ia temoeratura
valor de
cambia
La zona de
repercusiones
soldador
bandeja
tension
Ia temperatura ajustada e indica el valor real. Se enciende el punto
significa que el sistema
seriala
que se ha alcanzado Ia temperatura de
pulsacion
consigna
ajustado
de nuevo automaticamente al valor real.
transicion
limitada
por Ia suciedad, cuerpos extraiios o
Sabre
Ia precision de Ia
(vease
de seguridad. Calar el enchufe del soldador en el conector
de Ia red coincide con Ia indicada en el
autotest,
de Ia
rapida.
entre cuerpo calefactor /
dibujo de despiece). Depositar Ia herramienta de
rotulo
de caracteristicas
en el que todos los elementos indicadores (2) se ponen
tecla “Up” 0
actualmente.
Aprox. 2
Despues, el
“Down” (3)
pulsa
regulacion
sistema
como
control
esta
en proceso de calentamiento. La
(4)
El valor de
permanentemente Ia
seg. despues
Sensor
de Ia
electronico
optico
servicio.
Ia indicacion digital (2)
consigna
tecla “Up” 0
de
soltar
Ia
y Ia boquilla de soldadura no
dahos,
temperatura.
de
regulacion.
ajustado se puede
tecla, el
tecla,
Ia indicacion
ya que esto tiene
conecta
El
cambia
“Down” (3)
valor de
Con puesta a tierra dura:
Compensacion de
(impedancia 0 ohmios):
Con puesta a tierra suave:
el
0
potential
Sin enchufe (estado de suministro)
Con enchufe,
contacto
Con enchufe y resistencia
Puesta a tierra mediante el valor de resistencia
seleccionado
Sin enchufe y
de
regulacion.
RC 100 kohmios / 22
cable
de compensacion en
central
separacion
Toma de tierra a
soldada.
del puente Bl en Ia pletina
traves
r-d
4. Indicaciones para et trabajo
Durante el primer calentamiento, rociar de soldadura Ia boquilla de soldadura
selectivamente. Esta elimina las
soldadura producidas por el almacenamiento. Al efectuar
soldadura y antes de depositar el soldador, prestar siempre atencion a que Ia boquilla
de soldadura
Atencih:
Los aparatos de soldadura fueron ajustados para una boquilla de soldadura del tipo
medio. Se pueden
otras
este
bien
Observar siempre el
de
producir
boquillas.
formas
estanada.
Aoarato de entrada de datos extern0 WCB 1 y WCB 2
Si se utiliza un aparato de entrada de datos
funciones.
Capas
de
oxido
y las impurezas de Ia boquilla de
No utilizar fundentes excesivamente agresivos.
correcto
asiento de Ia
diferencias por el cambio de
pausas
boquilla
boquilla
en el proceso de
de soldadura.
o Ia
(opcihj
extern0
hay disponibles las siguientes
el
de filtro
estafiable
utilizacion
de
Offset:
La temperatura real de Ia boquilla de soldadura se puede modificar por Ia
entrada de un offset (desviacion) de temperatura de & 20°C
32

Setback:
Lack:
“C l “F:
Window:
Cal:
Interfase de PC:
Disminucion de Ia temperatura de
(Standby) (reserva). El tiempo de
cual Ia
estacion de soldadura
puede ajustar entre 0 y 99 minutos.
Bloqueo de Ia temperatura de
posibles
cambios
del
ajuste
Cambio de Ia indicacion de temperatura de “C a “F y a Ia inversa.
Ajuste
de una ventana de temperatura (solo es posible en unidades
de control con salida para acoplador optico). Si Ia temperatura real
se
encuentra dentro de Ia ventana de temperaturase conecta
un
contacto libre de
Nueva
calibracion de Ia estacion de soldadura (solo
RS 232 (solo WCB 2)
potential
consigna ajustada
reposicion
cambia al
consigna. Despues del
en Ia
(salida
(setback),
modo Standby (reserva),
estacinn
de soldadura.
del
acoplador optico).
a 150” C
despues
del
bloqueo no son
tambien
WC6
2)
6. Accesorios
se
5 29 161 99
53311099
53311199
53311299
53311399
53312099
51305099 Equipo de soldadura Reflow EXIN 5
5 27 026 99 Placa de precalentamiento WHP 50
5 27 028 99
5 25 030 99 Equipo pelacables
5 33 229 99
5 33 180 99
Juego de soldadores WSP 80 (solo WSD 80)
Juego de soldadores MPR 80
Juego de soldadores MLR 21
Juego de soldadores LR 21
Juego de soldadores LR 82 (solo WSD 80)
Juego de sopletes de desoldadura WT 50
Placa de precalentamiento WHP 80 (solo WSD 80)
termico
Equipo de entrada de datos
Equipo de entrada de datos
7. Volumen de suministro
antiestaticos
WST 20
extern0
extern0
WCB 1
WGB 2
Termometro:
Aparato de medicion de Ia temperatura integrado para termoelemento
del tipo K (solo WCB 2)
5. Indicaciones referentes a Ia seguridad
Por
Parte del fabricante
a Ia relacionadaen las instrucciones de servicio,
Estas instrucciones de servicio y las advertencias contenidas en
atentamente y conservarlas en un sitio bien visible en las proximidades del equipo de
soldadura. La inobservancia de las advertencias puede
o
dafios
a Ia
salud.
Las estaciones de soldadura WSD 80 y WSD 50 de WELLER cumplen Ia declaracion de
conformidad CE, de acuerdo con las exigencias de seguridad
891336iCEE
y
73/23/CEE.
no se
asume
responsabilidad
alguna
por
asi como
una u?i!izacion
por modificaciones arbitrarias.
provocar
accidentes y lesiones
basicas
ella se
de las
diferente
deben leer
dlrectivas
Unidad de control
Soldador WSP 80
Cable de red
Instrucciones de manejo Instrucciones de manejo
Bandeja
para soldador
Conector de trinquete
Figura del esquema de conexiones,
Figura del plano de despiece,
Unidad de control
Soldador LR 21
Cable de red
Bandeja
para soldador
Conector de trinquete
vkase Pagina /
vease Pagina 54+55
8. Indicaciones de advertencia
1. Mantenga el
Cuando no
inflamables
2. Tome en
No utilice el soldador en ambientes
lugar
utilice el
cerca
de trabajo en
soldador,
del soldador, cuando
cuenta et
medio ambiente
coloquelo
humedos
Orden.
dentro de su
este se
encuentre
o mojados.
caja
original. Evite colocar objetos
caliente.

3.
Protejase
Evite el contacto
hornillas,
de
neveras.
descargas elktricas
corporal
con elementos conectados a tierra,
p.ej.
tubos, calentadores,
12. Asegure Ia pieza a ser trabajada.
Utilice
dispositivos de
estara
fija y
adern& tentrra
sujecion
para asegurar Ia pieza. De
ambas manos a
disposici6n
esta
forma se asegura que
para
trabajar.
4. Mantega a los niiios alejados
No permita
lejos
que personas
de su lugar de trabajo.
no autorizadas manipulen el soldador
del
lugar de trabajo
yio el
cable.
Mantengalas
5. Guarde el soldador en forma segura
Las herramientas de soldar que Ud. no utilice, deben guardarse en un lugar
elevado o bajo
soldador. cuando
Ilave,
kte
fuera
no
del
alcance de los
estk
siendo utilizado.
niiios.
Desconecte Ia
presion
y
seco,
tension
6. No sobrecargue el soldador
Emplee el soldador
~010
con Ia
tensian
y dentro del rango de
presion
indicados.
7. Utilice un soldador adecuado
No utilice soldadores con potencias inferiores a las requeridas para su trabajo. No
emplee el soldador para fines para los
cuales
no fue concebido.
8. Vista ropa de trabajo adecuada
Existe el peligro de quemaduras por estaiio
correspondiente a fin de protegerse de quemaduras.
9. Proteja
Utilice
importante tomar en cuenta las indicaciones de
Protkjase
10. Utilice dispositivos de
Si se
asegtirese
sus ojos
siempre gafas de
de salpicaduras de
dispone
de dispositivos de
que estos
esten
proteccion.
Al trabajar con pegamentos es especialmente
estaiio.
Existe peligro de quemaduras por
succion
conexion
conectados y que sean utilizados de forma correcta.
11. No utilice el cable para fines para los
Nunca
sostenga o levante el soldador tiirando del cable. No utilice el cable para
enchufe
del tomacorriente. Proteja el cable del
liquide.
precaucian
para
gases de
a aspiradores para
cuales
calor,
aceite y
Vista Ia ropa de seguridad
del
fabricante
del pegamento.
estafio
Iiquido.
soldadura
gases
de soldadura,
no fue concebido.
Cantos cortantes.
sacar el
13. Evite
Disponga su lugar de trabajo de forma
siempre el soldador correspondiente.
posturas
anormales.
ergonamica,
evite
posturas
14. Cuide su soldador con esmero.
Mantenga su soldador limpio para trabajar mejor y con mk seguridad. Siga las
instrucciones de mantenimiento y sugerencias acerca del recambio de
del
regularmente todos los cables y mangueras conectados. Las reparaciones
ser
hechas
WELLER.
por personal
15. Antes de abrir el aparato desconetar el
16. No deje
Antes de
retiradas.
17. Evite Ia
Asegtirese
en Ia toma. No
dedo colocado en el interruptor de
ninguna
encender el
operacion
que el interruptor este en Ia
transporte ningtin
18. Ponga siempre mucha
Ponga
atencion
a Io que
esta desconcentrado.
19. Revise el soldador para verificar
Antes de utilizar el soldador se debe comprobar que los dispositivos de seguridad o
partes daliadas
moviles funcionen
montadas correctamente y Ilenar
correcto
deben ser reparadas apropiadamente o sustituidas en talleres autorizados, siempre y
cuando no se especifique Io contraio en el manual de
ligeramente funciones correctamente. Revise que
funcionamiento del soldador. Dispositivos de
tkcnico
calificado. Utilice solamente piezas de recambio
enchufe
del tomacorriente.
herramienta inserta.
aparato revise que las Ilaves y herramientas de ajuste hayan sido
sin Supervision.
posicion
aparato conectado a Ia red de
encendido.
de apagado cuando conecte el
atencion.
hace.
Realize su trabajo con sesatez. No utilize el soldador
que
no este
correctamente y que no se atasquen. Todas las
todas
las condiciones
dafiado.
necesarias
proteccion
operacion.
anormales y utilice
puntas.
Revise
~010
deben
alimentacik
partes
para garantizar
y
enchufe
con
todas
las
partes
deben estar
partes dafiadas
el
Si
el
34

20.
Atencih
Utilice solo accesorios o aparatos adicionales que
accesorios del manual de
WELLER
herramientas y accesorios de otras
unicamente
operacion.
para equipos originales marca WELLER. El uso de otras
Utilice accesorios o aparatos adicionales marca
marcas
puede traer consigo peligros de
esten
nombrados en Ia lista de
lesion.
21. Haga reparar el soldador
Este soldador
deben Ilevarse a cabo solo por
marca WELLER, de Io contrario podrian originarse accidentes.
reune
los requisitos de seguridad correspondientes. Las reparaciones
22. No trabaje sobre piezas bajo
En soldadores antiestaticos, el mango es conductor.
23.
Utilizacih
Si emplea el soldador con otros equipos o aparatos marca WELLER, revise
las indicaciones de precaucion
24.
Asegiirese que su
con otros aparatos marca WELLER
solo
por
tecnicos
tecnicos
especializados, utilizando repuestos originales
tensih
seiialadas
en el manual de empleo de estos aparatos.
lugar de trabajo
electricistas especializados
reuna
con las condiciones
seguridad pertinentes.
tambien
de
35

1. Beskrivelse
DK,
<I--\
1 .l Styreenhed
Loddestationerne WSD 80 og WSD 50
den industrielle produktionsteknik, samt til reparations- og laboratorieomradet. Den
enkle og komfortable betjening
digitale regulatorelektronik sikrer en optimal regulatorreaktion ved forskellige
loddevzrktsjer. Loddevaerktojerne
tilordnes de tilsvarende
muliggm
anvendeligt.
samt styreenhedens og stemplernes antistatiske udforelse supplerer den
temperaturmaleapparat og
C - 450” C. Den faktiske og den indstillede
temperatur er
en
De forskellige potentialudligningsmuligheder
kvalitetsstandard. Muligheden for tilslutning af et eksternt
denne
loddestations mange funktioner. Med indlzesningsapparaterne WCB 1 og WCB 2
(som Option) kan man blandt andet realisere tids- og blokeringsfunktioner. Et integreret
udvidede omfang.
Den
onskede
temperatur kan indstilles over 2 taster
optisk
regulatorkontrol.
regulatorparametre.
udmaerket
niet,
dynamisk reaktion, som gor
PC-interface horer
vises dette ved, at en
Konstant lys betyder, at
horer
til en apparatfamilie, som er udviklet
gares
mulig ved indsatsen af en
selv erkendes automatisk af loddestationen og
De
saxligt
ydedygtige 24 Vvarmeelementer
til
loddespidsen,
med til
indkesningsapparatet
(Up/Down)
vaxdi
vises digitalt.
rod
LED
blinker pa
systemet
mikroprocessor.
loddevaerktojet
nulspa?ndingskontakt
indlzsningsapparat
indenfor
displayet, der tjener som
er ved at varme op.
universelt
omradet
Nar
den indstillede
Den
hoje
udvider
WGB 2’s
50”
1.2 Loddestemoler
LR
21:
MLR 21:
MPR 30:
WT 50:
Vores “standard”Yoddekolbe.
Spektrum af loddespidser (ET-Serien) er
anvendelig indenfor elektronikomradet.
Med sin effekt pa 25 W og en slank konstruktion egner
loddekolbe sig
Weller Peritronic MPR 30 med en loddekolbe med indstillelig arbejdsvinkel
pa 40”.
med hensyn
konstruktion egner den sig til fine loddearbejder.
Loddepincetten WT 50 er
iszr til
Derved muliggsres en individuel udformning af loddeprocessen
til
dens ergonomi. Med sin effekt pa 25 Wog en slank
Med en effekt pa 50 W og et meget bredt
fine loddearbejder med
specielt
udviklet
denne
loddekolbe universelt
lille
varmebehov.
til
udlodning af
denne mikro-
overflademonterede komponenter. Ta varmeelementer (2 x 25 W) med
LR
82: Kraftig 80 W-loddekolbe
hl
WSP 80: Loddekolben WSP 80
Vedrrrrende
hver sin temperatursensor
Befzstigelsen
en positionstro udskiftning af spidserne (kan ikke
opnar
loddetemperaturen. Med sin slanke konstruktion og en varmeeffekt
pa
80 W er det muligt at
loddearbejder,
erdet umiddelbart muligt at arbejde videre, da
af
korteste
andet
wrktßj,
af loddespidsen foretages over en
ogsa
tid igen er
som kan
sorger
for ens temperaturer ved begge ben.
til
loddearbejder med stoi-t varmebehov.
udmaarker
ved
opnaet
sig ved, at den lynhurtigt og
indsztte
hojt
den universelt
varmebehov.
(kan ikke tilsluttes
tilsluttes:
se listen over
Efter
udskiftning af loddespidsen
driftstemperaturen
bajonetlas,
tilsluttes
til
ekstremt fine
til
WSD 50).
ekstratilbehrrr.
Tekniske data
Mal i mm:
Netspznding
Optaget effekt:
Beskyttelsesklasse:
Sikring (8):
Temperaturregulering:
Nojagtighed:
Potentialudligning
(7):
166x155~101 (LxBxH)
230 V / 50 Hz (Version til omskiftning
WSD 50: 55 W
WSD 80: 95 W
1
(styreenhed) og 3 (loddekolbe)
WSD 50: T315 mA
WSD 80: T500 mA (5 x 20 i nettilslutningselementet)
50” c - 450” c
k
2 % af
(IO):
slutvaerdien
Over en
3,5 mm-klinkebosning pa
(grundtilstand:
hardt
jordet).
til
115 V / 60 Hz)
apparatets bagside
2. Idrifttagning
Loddekolbeholderen
i sikkerhedsholderen. Loddekolbestikket stikkes ind i styreenhedens
(6) og
Iases
overens med angivelsen pa typeskiltet, og om netafbryderen (1) er slukket. Styreenheden
forbindes med
af apparatet gennemfores en selvtest, ved hvilken alle visningselementer (2) kort
Derefter skifter elektronikken automatisk
faktiske
vzrdi.
monteres
fast med en
stromnettet.
Det rode
(se den
sprengte
tegning).
lille
drejning mod
Apparatet
Punkt
(5) pa displayet (2) lyser. Dette
hojre.
Kontroller, om
tzndes
over netafbryderen (1). Ved indkoblingen
til
den indstillede temperatur og viser den
Loddevasrktojet Iaegges
tilslutningsbosning
netspa?ndingen
Punkt
tjener som optisk
som
muliggor
til WSD 50).
prascist
i
lobet
hen
stemmer
tzndes.
36

regulatorkontrol.
er
driftstemperaturen naet.
Indstillina
Generelt viser digitalvisningen (2) den faktiske temperatur. Ved aktivering af
“Down’‘-tasten (3) (4) skifter digitalvisningen (2) over til den aktuelt indstillede
Den indstillede
“Up”-
eller “Down”-tasten (3) (4) i den tilsvarende retning. Hvis tasten holdes trykket
permanent,
tasten, skifter digitalvisningen (2) automatisk over
Konstant
af
temperaturen
vzerdi
a?ndres
lys
betyder, at systemet er ved at varme op.
kan nu
andres
den indstillede
Nar lyset blinker,
ved at
berare
eller ved permanent at trykke
veerdi
hurtigt. Ca. 2 sek. efter at man har sluppet
til
den faktiske
vzrdi
igen.
“Up”-
eller
vzrdi.
loddespidsen er qodt fortinnet. Undlad at benytte for aggressive
Bemzrk: Sm-g
Loddeapparaterne er justeret
nar
spidsen veksles, eller ved brug af andre spidsformer.
De eksterne indla?sninosaaoarater WCB 1 00 WCB 2
pa
Ved brug af et eksternt
Offset:
altid for, at loddespidsen sidder korrekt,
til
mellemstore
indlaasningsapparat st& folgende
Den reelle loddespidstemperatur kan
temperaturoffset pa 2 20”
loddespidser.
C.
(option)
a?ndres
flusmidler.
Der kan
funktioner
ved
indlaasninq
opsta
afvigelser,
til radighed.
af et
Overgangen mellem varmeelementet
smuds, fremmedlegemer eller beskadigelser, da dette
nojagtighed.
/Sensoren
og loddespidsen ma ikke generes af
3. Potentialudligning
Ved forskellig tilkobling af
Hardt jordet:
Potentialudligning
(impedans 0
Blodt
eller:
Ohm):
jordet:
3,5
mm-klinkebosningen (10) kan 4 variationer realiseres:
Uden stik
Med stik, udligningsledning til midterkontakt
Med stik og indloddet modstand. Jording over den valgte
modstandsvzrdi.
Uden stik og adskillelse af “lusen” Bl pa regulatorprintkortet.
Jording over
(leveringstilstand)
PC-filter
100 kW / 22 LF
4. Arbejdshenvisninger
Ved forste opvarmning
Denne
fjerner opbevaringsbetingede
loddepauser og
inden
skal
den selektivt fortinbare loddespids
man
Izgger
oxidlag
loddekolben fra sig, skal man altid sorge for, at
og urenheder fra loddespidsen. Ved
pavirker temperaturreguleringens
fugtes
med loddemasse.
Setback:
Lack:
“CI”F:
Window:
Cal:
PC-interface:
Temperaturmaleapparat: Inteqreret temperaturmaleapparat til termoelement-type K
Reduktion af den indstillede temperatur
tiden, efter hvilken loddestationen skifter til standby-modus, kan indstilles
til
0-99
minutter.
Blokering af indstillingstemperaturen. Efter blokerinqen kan ingen
indstillinger pA loddestationen
Omskiftninq af temperaturvisningen fra “C til “F og omvendt.
Indstilling af et temperaturvindue (kun muligt ved styreenheder med
optokobler-udgang). Hvis den faktiske temperatur ligger indenfor
temperaturvinduet, qennemkobles en potentialfri kontakt
udgang).
Ny justering af loddestationen (kun WCB 2)
RS 232 (kun WCB 2)
a?ndres.
til
150” C (standby).
5. Sikkerhedshenvisninger
Ved andre eller afvigende anvendelser i forhold
til
de i driftsvejledningen beskrevne
Setback-
(optokobler-
(kun
WCB 2).
37

samt ved
advarselshenvisningerne ikke overholdes, kan dette
WELLER loddestationerne WSD 80 og WSD 50 opfylder EF-overensstemmelsesattesten
6.
529161 99
53311099
5 25 030 99
egenmazgtige Endringer fralaagger producenten
Denne
driftsvejledning og de deri indeholdte advarselshenvisninger skal
omhyqgeligt igennem og opbevares
sundhedsskader.
i henhold til de
grundlaaggende
let
synligt i
sikkerhedskrav i direktivene
sig ethvert ansvar.
nzerheden
fore
til
uheld
89/336/E0F
af loddeapparatet. Hvis
og
Ekstratilbehm
53311199
53311299
53311399
533 12099
51305099
5 27 026 99
5 27 028 99
5 33 229 99
53318099
Loddekolbeszet
Loddekolbeszt MPR 30
Loddekolbeszt MLR 21
Loddekolbes&et LR
Loddekolbesa?t LR
Aflodningsszt
Reflow-loddeapparat EXIN 5
Foropvarmningsplade WHP 50
Foropvarmningsplade WHP 80 (kun WSD 80)
Termisk af-isoleringsapparat WST 20
Eksternt
Eksternt
WSP 80 (kun WSD 80)
21
antistatic
82 (kun WSD 80)
WT 50
indlaasningsapparat
indlzsninqsapparat
WCB 1
WCB 2
kvaastelser
og
73/23/E0F.
Ia?ses
eller
8. Advarselshenvisninger
1. Hold
Orden pa
Laag loddevaxktojet pa
til
bare qenstande i
2.
Vax opmaxksom.
Brug ikke
3. Beskyt dig mod elektrisk
Undga
kropsberoring af jordforbundne dele,
4. Hold
bsrn vzk.
Lad ikke andre
din arbejdsplads.
5. Opbevar dit loddexerklßj sikkert.
Ubenyttet
borns rzkkevidde.
6.
Overbelas!
Brug
kun loddevaarktojet
trykomrade.
din arbejdsplads.
de originale hylder
nzerheden
loddevaxktojet
personer rare
loddevaxktoj bar
Stil ubenyttet
ikke dil
i fugtige eller
IoddevaerkMj.
med den anqivne
af
loddevaarktojet.
vade omrader.
stad.
ved
vzerktojet
opbevares pa et
loddevzrktoj spzending
nar
det ikke bliver brugt. Bring ikke brand-
f.eks. rar,
radiator, komfur,
eller kablet. Hold andre
tort, hojtliqgende
spaandiq
eller
og trykfri.
og det angivne tryk
koleskab.
personer vzek
aflast
sted, udenfor
herunder
fra
7. Leveringsomfang
WSD 80
Styreenhed
Loddekolbe WSP 80
Netkabel
Betjeningsvejledning
Loddekolbeholder
Klinkestik
Billede strßmskema:
Billede sprzngt
se side
tegning: se side
WSD
Styreenhed
Loddekolbe LR 21
Netkabel
Betjeningsvejledning
Loddekolbeholder
Klinkestik
/
54+55
7. Benyt det rigtige loddevzrktßj.
Benyt ikke
til formal, som det ikke er beregnet
8. Tag egnet
Forbreendingsfare
dig mod
loddevzrktoj
med for svag ydeevne til dit arbejde. Benyt ikke
til.
arbejdstirj pa.
ved flydende loddetinn. Tag passende sikkerhedstoj
forbrzendinger.
9. Beskyt dine ajne.
Bzr
sikkerhedsbiller. Ved forarbejdning af klister
klisterfremstillerens sikkerhedsforskrifter. Beskyt dig mod
ved flydende loddetinn.
bar
man
loddevaarktojet
pafor
at beskytte
rsazr vaxe opmzrksom pa
tinsprojt, forbraandingsfare
38

10. Benyt en lodderegsudsugning.
Hvis der forefindes indretning hl
om, at
denne
er
tilsluttet
tilslutning
og bliver benyttet rigtigt.
af en
lodder0gsudsugning,
overbevis dig
11. Anvend ikke kablet til formal, det ikke er beregnet til.
Bzr
aldrig
stikkontakten. Beskyt kablet mod varme, olie og skarpe kanter.
loddevaerkt0jet
ved kablet. Brug ikke kablet til at
traekke
stikket ud af
12. Arbejdsmaterialet skal sikres.
Benyt en skruestik for at fastholde arbejdsmaterialet. Det er dermed holdt sikrer end
med
banden
og du har tillige begge
13.
Undga urtormale
Indret din arbejdsplads ergonomisk rigtig,
det tilpassede
kropsstillinger.
loddevaxkt0j.
haender
fri til betjening af
undga
stillingsfejl
loddewkt0jet.
under
arbejdet, benyt
altid
Kontroller, at de
dele er beskadiget. Samtlige dele
for at garantere
og dele
der ikke
20. Pas
Benyt
alene tilbeh0r eller hjaelpemidler,
Benyt
alene
af
ander vzrkt0j
beveegelige
loddevazrkt0jets upaklagelige
b0r
repareres
fremgar
eller
andet af driftsvejledningen..
p%
WELLER
tilbeh0r eller hjaelpevzrkt0j
og andet
dele funktionerer
skal vzre
udskiftes fagligt korrekt af et anerkendt
tilbehar
kan betyde en risiko for tilskadekomst.
upaklageligt
monteret rigtigt og alle betingelserne opfyldt
drift Beskadigede sikker-hedsanordninger
der er
anf0r-t
og ikke
i
tilbeh0rslisten
til originale Weller apparater. Brugen
klemmer, eller
fagvaxksted, savidt
i driftsvejledningen.
21. Lad dit loddevzrktej reparere hos en elektrofagmand.
Dette
kun
ellers
udf0res
loddevzrkt0j
kan der ske
overholder de almindelige sikkerhedsbestemmelser. Reparation
af en elektrofagmand, idet originale WELLER reservedele
uheld
for brugeren.
skal
om
ma
benyttes,
14.
Plej
dit
Hold
loddevzrkt0jet
vedligeholdelsesforskrifterne og
alle
tilsluttede
Anvend
kabler og
alene
originale WELLER-reservedele.
15. Tag stikket ud af stikkontakten
loddewerktßj
med omsorg.
rent, for at kunne arbejde bedre og sikre.
reglerne
slanger.
for loddespidseskift. Kontroller
Reparationer
b0r
far
apparaiet
kun
udf0res
af en anerkendt fagmand.
abnes.
regelmeessigt
16. Lad ikke vedligeholdelsesvaxktej sidde i.
Kontroller
17.
Veer
tilsluttes str0m.
18.
i
,
t
1
,
Va?r opmaxksom ~2,
nar
19. Kontroller
F0r
hedsanordningerne
f0r
du
taender,
Undga utilsigtet
sikker
pa,
at kontakten henholdsvis tilslutningen til nettet er
Vax opmzrksom.
du er ukoncentreret.
hvad du
loddevaxktajet
videre brug af
loddevaerkt0jet b0r
eller
at
n0gle
og
indstillingsvaerkt0j
drift.
gor.
Ga med fornuft
til
for eventuelle skader.
let beskadigede dele fungerer
det kontrolleres omhyggeligt, at
er fjernet.
slukket r-rar
arbejdet. Benyt ikke
upaklageligt
og efter forskrifterne.
apparatet
loddewkt0jet
sikker-
22. Arbejd ikke med dele, der
Ved
F0lg
loddevaxkt0j
der er
udf0rt
23. Brugen sammen med andre WELLERapparater.
Safremt loddeveerkt0jet
henholdsvis
overholdes.
hjaelpevzrkt0j, skal ogsa
bliver drevet i forbindelse med andre WELLER-apparater
24. Overhold de for din arbejdsplads gzldende sikkerhedsbestemmelser.
st% under spaznding.
antistatisk, har grebet ledeevne
disse, i driftsvejledningen
anf0tte
sikkerhedsregler,
39

1.
Descr@o
1 .l Aoarelho de comando
Os postos de soldadura WSD 80 e WSD 50 pertencem a um grupo de aparelhos
concebidos para a tecnologia de
laboratorios. A
microprocessador,
diversas
automaticamente pelo
säo-lhes atribuidos. Os potentes elementos de aquecimento de 24 V permitem um
dinamismo excelente o que faculta a utilizacäo universal das ferramentas de soldar.
Diversos tipos de
bem
como
completam o elevado nivel de qualidade. A possibilidade de ligar um aparelho de
introducäo extern0
Com OS aparelhos de
outras
funcöes,
de
medicäo
entrega do aparelho de
Por meio de
margem entre 50°C
digital. Ao
a piscar para
permanentemente, e sinal de que o sistema
sua
utilizacäo simples e confortavel e possibilitada por um
A
ferramentas de soldadura. As ferramentas de soldar säo reconhecidas
a
de temperatura e um
alcancar
electronica
Posto
ligacao
execucäo
duas teclas (Up/down),
equipotencial ao
anti-estatica do aparelho de comando e do ferro de soldar
ampliaa multiplicidade defuncionamento deste
introducäo
a
funcäo
temporizadora e a
introducao
ate
450°C. Os valores nominal e real
a temperatura
permitir
o
producäo
industrial e a
de regulacäo digital assegura uma regulacäo ideal em
de soldadura e OS respectivos
bico
de soldar, o interruptor de tensäo
WGB 1 e WCB 2
WCB 2.
pre-definida,
controlo visuaf
funcäo
interface
a temperatura desejada pode ser
de bloqueio. Um aparelho integrado
para um PC fazem
um LED vermelho no mostrador
da
regulacäo. Se o LED ficar aceso
esta
na fase de aquecimento.
area
de
parametros
torna-se possivel
Posto
Parte
sao
visualizados de forma
reparacoes
de
de soldadura.
realizar, entre
do volume de
regulacäo
regulada
comeca
nula,
na
1.2 Ferro de soldar
0
nosso
LR 21:
MLR 21:
MPR 30:
ferro de soldar
vasta gama de
uma utilizacäo universal na
Gratas a sua potencia
ferro de soldar e especialmente adequado para trabalhos de soldadura
de precisäo que requerem apenas pouco
0 Weller Peritronic MPR 30 e um ferro de soldar com um
trabalho
regulavel
bicos
de 40”.
“standard”.
de soldar
de 25 W e a
Com uma
(Serie
area
da
electronica.
sua construcäo
lsto
permite influenciar de forma individualizada
potencia
ET), este ferro de soldar permite
estreita, este
calor.
de 50 W e uma
mini-
angulo
de
WT 50:
e
LR 82:
WSP 80:
Outras ferramentas
Dados
Dimensöes em mm:
Tensäo de rede (7):
Potencia
Classe de
Fusivel
WSD 80:
Regulacäo
temperatura:
Precisäo:
Liga@0 equrpotencral
(10):
o processo de soldadura no que respeita a
de 25 W e a
soldadura de precisäo.
A
pinca
componentes SMD. Dois elementos de aquecimento (2 x 25 W),
um com o seu
da
pinca
Ferro de soldar de 80 W potente para trabalhos de soldar que requerem
muito calor.
baioneta que permite
posicäo
0 ferro de soldar WSP 80 e caracterizado pelo facto de
instantaneamente e com elevada precisäo a temperatura de soldadura. A
sua construcäo
a
sua
como tambem
Depois de
trabalhar, dado que a temperatura de funcionamento e
imediato (näo pode ser ligado ao WSD 50).
sua construcäo
de dessoldar WT 50 foi concebida especialmente para dessoldar
proprio Sensor termico,
tenham a mesma temperatura.
A
fixacäo
(näo pode ser ligado ao WSD 50).
estreita e a
utilizacäo universal para trabalhos de soldadura de extrema precisäo,
para trabalhos que requerem um
trocar
o
que podem
ser
estreita permitem realizar trabalhos de
do
bico
de soldar e realizada com um
trocar
o
bico
potencia
bico
de soldar, pode
ligadas,
vide lista de
sua
ergonomia. A
asseguram que ambas as pontas
preservando com exactidäo a
de aquecimento de 80 W tanto permite
calor
continuar-se
muito elevado.
imediatamente a
alcancada
acessbrios.
tecnicos
166x155x101 (cxlxa)
absorvida:
proteccäo:
(8):
da
230 V / 50 Hz (115 V / 60 Hz versäo
WSD 50: 55 W
WSD 80: 95 W
1 (aparelho de comando) e 3 (ferro de soldar)
WSD 50: T3
T500mA
50°C
‘2%
Atraves
Parte
terra)
15mA
(5 x 20 no elemento alimentador de rede)
ate
450°C
do valor final
de uma
de
ficha femea
tras
do aparelho (estado
de
comutacäo
comutavel)
basico ligacäo
sua potiktcia
fecho
alcancar
de
3,5
cada
de
sua
de
mm na
directa
a
40

2.
Coloca@o
Monte o tabuleiro para depositar o ferro de soldar (vide
ferramenta de soldar no respectivo tabuleiro. Ligue aficha do ferro de soldar no conector
(6) do aparelho de comando e fixe-a rodando-a um pouco para a direita. Verifique se a
tensäo de rede coincide com a tensäo especificada na placa de caracteristicas e se o
interruptor de rede (1) se
comando a rede, Ligue o aparelho de comando com o interruptor de rede (1). Ao ligar
o aparelho 6 realizado um auto-teste de funcionamento durante o qual todos OS
elementos indicadores (2) säo colocados em funcionamento por alguns instantes. A
seguir, o
visualiza o valor real. 0 ponto vermelho (5) no mostrador (2)
de controlo
sistema se
servico
Reoula!$io
Por principio, o mostrador digital (2) visualiza sempre o valor real da temperatura.
Carregando nas
nominal
breve ou permanentemente a
permanentemente, o valor nominal 6
depois de largar a
real.
em funcionamento
encontra
sistema electr6nico
visual
de
encontra
foi
na fase de aquecimento. Se piscar, 6 sinal de que a temperatura de
alcancada.
da temaeratura
teclas “Up”
actual.
0 valor nominal ajustado pode ser
tecla,
muda automaticamente para a temperatura definida e
regulacäo.
ou “Down” (3)
tecla “Up”
o mostrador digital (2) muda automaticamente para o valor
Vista
explodida). Deposite a
desligado.
Se estiver permanentemente aceso, 6 sinal de que o
alterado
Estabeleca
(4),
o mostrador digital muda para o valor
ou “Down” (3) (4). Se a
em modo
a
ligacäo
acende.
alterado tonforme
rapide.
do aparelho de
Este ponto serve
desejado premindo
tecla
Aprox. 2 segundos
for premida
Manuteri@@@
Liga@0
equipotencial
(impedancia
Liga@0
ou
0
rjmios):
indirecta a terra:
Com
ficha,
Com
ficha
valor
de
Sem
ficha
Liga@0 a
linha de
e
resistencia
e
terra
compensa@o
resistencia soldada. Liga@0 ti
seleccionado.
separa@o
da
atraves
do filtro RC 100
Ponte BI
no contacto
terra
na platina de
kClhm /
central
atraves
regulacäo.
22
nF
do
4. Instrtyfies de trabalho
Ao realizar o primeiro processo de aquecimento,
com
solda
armazenamento. Ao interromper a soldadura ou antes de depositar o ferro de soldar
no respectivo tabuleiro, assegure-se de que o
Näo use fundentes demasiado agressivos.
Ateqäo:
Os aparelhos de soldar foram ajustados para um
Podem
de
para remover
Assegure sempre a
surgir
bico.
divergencias
camadas
em
fixacäo
funcäo
Aaarelhos de introducäo externes WCB 1 e WCB 2
Se usar um aparelho de
Offset:
introducäo
A remperaiura reai do
um offset de temperatura por volta de
externo, dispöe das
humedeca
de
oxidacäo
bico
de soldar
correcta do
da troca de
bico de
soidar pode ser
o
bico
e impurezas originadas pelo
bico de
bico
de soldar de dimensäo
bico
de soldar
estti
sempre bem estanhado.
soldar.
ou se utilizar outros formatos
estanhavel
(opcionalj
funcöes
seguintes:
alterada introduzindo
+2O”C.
media.
A
transi@o
deteriorada por sujidade,
teria repercussöes sobre a precisäo da
entre o elemento de aquecimento
corpos
estranhos ou qualquer
3. Liga@0 equipotencial
Atraves
de diversos modos de cablagem da
podem
ser realizadas 4
Liga@0
directa $. terra:
variacöes
Sem
diferentes:
ficha
/Sensor
e o
regulacäo
da temperatura.
fichafemea
(estado de entrega)
de
bico
de soldar näo pode ser
danificacäo,
comutacäo
dado
de
3,5
que
isto
mm (IO),
Setback: Reducäo
Lack:
“C/“F:
Window:
tempo de
modo de standby pode ser regulado de 0 a 99 minutos.
Bloqueio da temperatura nominal. Depois do bloqueio näo se
realizar
Mudar a
Ajustar uma
da temperatura nominal ajustada para 150°C (standby). 0
setback
alteracöes
visualizar$.o
janela
depois do
nas
de temperatura (apenas
qua1
o
Posto
de soldadura muda para o
regula@es
da temperatura de “C para “F e
do
Posto
de soldadura.
possivel
podem
vice-versa.
com aparelhos
41

de comando com saida para fotoacoplador). Se a temperatura real
estiver dentro da janela de temperatura, e activado um contacto
potential
(saida do fotoacoplador).
Sem
5 25 030 99 Aparelho de desnudar por
5 33 229 99 Aparelho de
5 33 180 99 Aparelho de
introducäo extern0
introducäo extern0
calor
WST 20
WCB 1
WCB 2
Cal:
Interface para
PC:
Aparelho de
medicäo da
temperatura:
5.
Instrtqöes
0
fabrrcante
utilizacäo
0 presente manual de instrucöes e OS avisos nele contidos devem ser lidos com
e guardados num ponto bem visivel junto do aparelho de soldar. A näo
dos avisos pode
Os postos de soldadura WSD 80 e WSD 50 da WELLER correspondem a
de conformidade segundo OS requisitos
CEE e
73/23:CEE do
6.
Acesshios
5 29 161 99 Conjunto de ferro de soldar WSP 80 (apenas
5 33 110 99
5 33 111 99 Conjunto de ferro de soldar MLR 21
5 33 112 99 Conjunto de ferro de soldar LR 21 anti-estatico
5 33 113 99 Conjunto de ferro de soldar LR 82 (apenas WSD 80)
5 33 120 99 Conjunto de dessoldar WT 50
5 13 050 99 Aparelho de soldar Reflow EXIN 5
5 27 026 99 Placa de
5 27 028 99
Reajuste do
RS232
Aparelho integrado de
do tupo K (apenas WCB 2)
de
näo assume qualquer responsabilidade por danos provocados por uma
divergente da descrita, bem
causar
Conselho.
Conjunto
Placa
de
Posto
de soldadura (apenas WCB 2)
(apenas WCB 2)
medicäo
da temperatura para termoelemento
seguranca
como
por
alteracöes
acidentes e ferimentos ou prejudicar a
basicos
de seguranca das directivas 8913361
de ferro de soldar MPR 30
pre-aquecimento
pre-aquecimento
WHP 50
WHP 80 (apenas WSD 80)
arbitrarias.
saude
WSD
80)
observ%rcia
do utilizador.
declaracäo
atencäo
CE
7. Volume de fornecimento
WSD
80
Aparelho de comando
Ferro de soldar WSP 80
Cabo de
alimentacäo
Manual de instrucöes
Tabuleiro para depositar ferro de soldar
Ficha femea
Esquema de circuitos vide
Vista explodida vide
Pagina
Pagina /
54 + 55
50WSD
Aparelho de comando
Ferro de soldar LR 21
Cabo de
alimentacäo
Manual de instrucöes
Tabuleiro para depositar ferro de soldar
Rcha
femea
8. Avisos
1. Mantenha o
Pouse o aparelho de soldar, sempre que näo esteja em uso, no
tal. Nunca
2. Tome em
Näo
use
3. Precavenhase de choques
Evite o contacto
aquecimentos, fornos, frigorificos.
4. Mantenha o equipamento de
Näo deixe outras pessoas entrar em contacto com o aparelho de soldar ou com o cabo.
Näo deixe que outras pessoas se aproximem do seu
5. Guarde o equipamento de
Aparelhos de soldar que näo estejam em uso devem ser guardados em
altoou fechado 2
seu Posto
aproxime objectos inflamaveis perto do aparelho de soldar quente.
conta
o equipamento de
de trabalho sempre em ordern
possiveis
influencias do
soldar
em ambiente
meio-ambiente.
humido
deposito
ou molhado.
destinado para
electricos.
corporal
com
chave,
fora do alcance de
pecas ligadas a
soldar
soldar
terra,
como
fora do alcance de
Posto
de trabalho.
em
lugar
seguro.
criancas.
Desligue equipamentos de
por exemplo tubos,
criancas
local seco,
soldar,
42

que
näo estejam em
6.
Nao
sabrecarregue o seu equipamento de soldar.
Näo trabalhe com aparelhos de soldar demasiadofracos para as
use o equipamento de soldar para outros fins, senäo aqueles para OS quais foi concebido.
uso,
da
corrente
e do ar comprimido.
was necessidades.Näo
7. Utilize a ferramenta de soldar correcta.
Näo trabalhe com ferramentas de soldar com uma
seu tipo de trabalho. Näo utilize a ferramenta de soldar para trabalhos para OS quais
näo foi prevista a sua
utilizacäo.
potencia
demasiado
fraca
para o
14. Cuide dos seus equipamentos de soldar com especial atent$o.
Mantenha OS aparelhos de soldar limpos. para
seguranca.
soldar. Controle com
Sigaas
intruqöes
frequencia
de
manutencäo
todos OS cabos
15. Antes de abrir o equipamento retire a
16. Näo deixe nenhuma ferramenta de
Antes de ligar o equipamento, certifiquese que
foram retiradas.
poder
e as
indicacöes
elktricos
ficha
manuten@o
todas
trabalhar melhor e com mais
sobre a troca das pontasde
e as mangueiras
da tomada.
no aparelho.
as ferramentas de
manutencäo
ligadas.
8. Use
vestuario
Tome em
apropriado.
9. Proteja a
Use
Oculos
avisos do
Iiquida.
10. Use um aspirador de
Se existe um dispositivo para ligar um aspirador de
correcto
funcionamento.
11.
Nao use
OS
quais foram concebidos.
Nunca transporte
ficha
da tomada puxando pelo cabo
angulosos.
12. Fixe a
Use um dispositivo de
esta
mais segura do que se for segurada apenas com a mäo.
ambas as mäos para o manejo do aparelho de soldar.
13. Evite uma postura
De
uma
configura$io ergonomica
corporal
enquanto trabalha e use sempre o aparelho de soldar adequado.
de trabalho apropriado.
atencäo
o
risco
de queimaduras de solda Iiquida. Use
Vista.
de
proteccäo.
fabricante.
OS cabos
peca
Ao trabalhar com
Protejase de salpicos de solda para evitar queimaduras com solda
gases
electricos
o aparelho de soldar segurandoo pelo cabo
Colas
durante a soldagem.
para outros fins, senäo para aqueles para
elktrico.
a trabalhar devidamente.
apert0
para fixar devidamente a
corporal
fora do normal.
ao seu
local
leia com
gases,
Proteja o cabo do
de trabalho, evite erros de postura
vestukio
de
protec@o
atenqäo
as
indicacöes
useo e certifiquese do seu
elkctrico.
Näo retire a
calor, 8leo
peca
a trabalhar. Assim a
Alkm
disso podemse usar
e
e OS
Cantos
pe$a
17. Evite o funcionamento
Esteja seguro de que o interruptor de rede
equipamento 2
esteja
corrente. Nunca
a manejar no interruptor de rede.
desnecessario
segure um aparelho de soldar ao mesmo tempo que
da equipamento.
esta
na
posicäo
“desligado” antes de ligar o
18. Esteja sempre atento.
Tome sempre
Näo maneje OS aparelhos de soldar se näo estiver concentrado no trabalho.
atencäo aquilo
que
esta
a fazer. Trabalhe sempre com juizo e sensatez.
19. Examine o equipamento de soldar procurando eventuais danos.
Antes de usar o equipamento de soldar, ha que se certificar do bom funcionamento
dos dispositivos de
que as
pecas m6veis
danificadas.
perfeit0 funcionamento do equipamento de soidar. Dispositivos de
tipo de
pecas
por uma oficina especializada (desde que no manual de
contraria).
20.
Atencäo
Use apenas OS
na lista de
combina@o
acesskrios
21. Autorise apenas repara@es que sejam
Esta equipamento de soldadura corresponde as respectivas
seguranca
Todas as
que estejam danificados devem ser substituidos ou reparados apenas
acessorios ou
acessorios
com aparelhos de origem WELLER. 0 uso de outros aparelhos
pode originar graves lesöes.
e das
pecas
näo ficam presas em nenhum sitio e de que näo existem
pecas tem
no manual de
de estar montadas correctamente para assegurar um
equipamentos suplementares que estiverem indicados
ligeiramente danificadas. Esteja seguro de
seguranca ou outro
instru$öes.
Use
instrucöes
acess6rios
feitas
näo haja
WELLER somente em
por especialistas.
normas
de
indicacäo
seguranca.
pecas
ou
43

Qualquer tipo de
apenas
acidentes.
22.
Nunca
Aparelhos de soldar
23.
Combina@o
Se o equipamento de soldar
acessorios WELLER, ha que tomar em
instrucöes
reparacäo SO
pecas
de origem WELLER. Caso
trabalhe com
pecas
antiestaticos
com outros aparelhos WELLER.
dos mesmos.
pode ser efectuada por um especialista, sendo usadas
que se encontrem sob tensäo.
possuem um cabo condutivo.
for
usado em
contrario,
o operador pode sofrer graves
combinacäo
atencäo
OS avisos documentados no
com outros aparelhos
manual
ou
de
24. Tenha em
local
de trabalho.
conta
as
especificagöes
de
seguranca
referentes ao
seu
44

1. Kuvaus
1
.l.
Ohiauslaite
Juotinasemat WSD 80 ja WSD 50
teollisuuden
on yksinkertaista ja miellyttavaa
säätöelektroniikka takaa optimaalisen saatokayttäytymisen käytettäessä erilaisia
juottotyökaluja. Juotinasema tunnistaa
säätöparametrejä. Erityisen tehokkaiden 24
käyttäytyminen on erittäin dynaamista, joten juottotyökalu sopii hyvin monipuoliseen
käyttöön.
valmistustekniikkaa sekä korjaus- ja laboratorioaloja
kuuluvat
,. .<..
mikroprosessorin
juottotyökalut
tuoteperheeseen, joka on kehitetty
.
automaattisesti ja käyttää vastaavia
V:n
kuumennuselementtien ansiosta
Var-ten.
ansiosta. Digitaalinen
Laitteiden
käyttö
laitteen
LR
82:
WSP 80:
Muita
puoliskojen Iämpötila pysyy samana.
Tehokas 80
Juottokärjen kiinnitys tapahtuu pikalukituksella,
kärjenvaihdon (ei voida kytkeä asemaan
WSP 80
Sen kapean rakenteen ja 80
käyttää monipuolisesti erittäin tarkkoihin juotostöihin
Iämpötilaa vaativiin töihin. Työskentelyä voidaan jatkaa välittömästi
juottokärjen vaihdon jälkeen, koska kolvi saavuttaa käyttölämpötilan erittäin
nopeasti (ei voida kytkeä asemaan WSD 50).
asemaan kytketläviä
W:n
kolvi juotostöihin, joissa vaaditaan
-kolvi
saavuttaa juotoslämpötilan erittäin nopeasti ja tarkasti.
W:n
työkaluja Iöydät
WSD
kuumennustehon ansiosta kolviavoidaan
lisätarvikeluettelosta.
suurta
mikä
mahdollistaa tarkan
50).
mutta
Iämpöä.
myös korkeaa
Juottokärkien erilaiset potentiaalintasausmahdollisuudet, nollajännitekytkimet sekä
ohjauslaitteen ja kolvin antistaattisuus täydentävät korkeaa laatutasoa. Juotinaseman
toiminnallisuutta
saatavissa olevien syöttölaitteiden
lukitustoimintoja. Syöttölaitteen WCB 2 laajennettuihin toimintoihin kuuluvat myös
integroitu Iämpötilan
Haluttu
avulla.
Asetus- ja oloarvot näkyvät digitaalisessa näytössä. Kun
saavutettu,
valo palaa jatkuvasti, järjestelmän kuumennus on käynnissä.
Kolvit
1.2.
LR
21:
MLR 21:
MPR 30:
w-r
50:
parantaa lisäksi mahdollisuus kytkeä siihen erillinen
mittauslaite
Iämpötila voidaan säätää
näytön punainen LED alkaa vilkkua ja toimii siten optisena
Standardikolvi, jonka teho on 50 W ja juottokärkivalikoima erittäin laaja
(ET-sarja), joten sitä voidaan käyttää elektroniikan
monipuolisesti.
Tämän mikrokolvin teho on 25 W ja
soveltuu
erityisesti juotostöihin. joissa Iämmöntarve on vähäinen.
Weller Peritronic MPR 30
Tämän ansiosta juottamisprosessi on mahdollista säätää yksilöllisten
ergonomisten tarpeiden mukaiseksi. Laitteen teho on 25 W ja
kapea, joten se
Juotteenpoistopihti WT 50 on suunniteltu erityisesti
SMD-komponenteista. Sen kaksi kuumennuselementtiä (2 x 25 W). joissa
on kummassakin oma Iämpötila-anturi, huolehtivat siitä,
WC6
1 ja WCB 2
ja PC-liitäntä.
välillä
50°C 450°C kahden painikkeen
-kolvin
soveltuu
tarkkoihin juotostöihin.
avulla
rakenne
työskentelykulmaa voidaan säätää 40”.
voidaan käyttää mm. aika- ja
syöttölaite.
valittu
kontrollina.
alueella
erittäin kapea. joten se
juotteen
Optiona
(Up/Down)
lämpötila on
erittäin
rakenne
poistamiseen
että
molempien
Kun
Tekniset tiedot
Mitat (mm):
Verkkojännite (7):
Tehonotto:
Suojausluokka:
Varmistus (8):
Lämpötilan säätö: 50°C - 450°C
Tarkkuus:
Potentiaalintasaus
kova maadoitus)
16x155~101 (PxLxK)
230 V / 50 Hz (115 V / 60 Hz vaihdettava malli)
WSD
50: 55 W
WSD
80: 95 W
1 (ohjauslaite) ja 3 (kolvi)
WSD
50:
T315mA
WSD 80:
f
(10):
TSOOmA
(5 x 20 verkkoliitäntäelementissä)
2 % loppuarvosta
laitteen takana olevan
3,5 mm:n
liitännän kautta (perustila:
2. Käyttöönotto
Asenna kolviteline (ks. räjähdyspiirros). Aseta juottotyökalu turvatelineelle. Työnnä kolvin
pistoke ohjauslaitteen liitäntään (6) ja kiinnitä kääntämällä sitä hieman oikealle. Tarkista,
että verkkovirta vastaa tyyppikilven merkintää ja verkkokytkin (1) on poiskytkettynä.
Liitä ohjauslaite verkkoon. Kytke laite päälle verkkokytkimestä (1). Päällekytkennän
yhteydessä laite suorittaa itsetestauksen, jonka ajaksi
kytkeytyvät hetkeksi päälle. Tämän jälkeen elektroniikka vaihtaa automaattisesti
säädettyyn Iämpötilaan ja osoittaa aktuaalisen Iämpötilan. Näytön (2) punainen
(5) palaa. Tämä
Piste
toimii optisena kontrollivalona. Jos valo palaa jatkuvasti,
karkkt
näyttöelementit (2)
Piste
45

on
käynnissä. Vilkkuminen tarkoittaa
sitä.
että käyttölämpötila Huomio: Tarkista aina,
että
juottokärki on
kunnolla
kiinni.
Lämpötilan
Digitaalinen
“Up”
Asetusarvoa voidaan muuttaa vain painamalla
vastaavaan suuntaan. Jos näppäin pidetään koko ajan painettuna, asetusarvo muuttuu
nopeasti. Noin 2 sekunnin
(2) palaa automaattisesti osoittamaan aktuaalista Iämpötilaa.
säätö
näyttö (2) osoittaa yleensä aktuaalista Iämpötilaa.
tai “Down” (3)
(4),
digitaalinen näyttö (2) osoittaa säädettynä olevan asetusarvon.
kuluttua
painikkeen
“Up”
tai “Down”
ntrpaastämisen
Kun
painetaan näppäimiä
-painikkeita
jälkeen digitaalinen näyttö
(3) (4)
Huolto
Kuumentimen /
kappaleita tai vaurioita, jotka rajoittavat niiden toimintaa, koska tämä vaikuttaa myös
Iämpötilan saadon tarkkuuteen.
anturin
ja juottokärjen siirtymäkohdassa ei saa
olla
Iikaa, vieraita
3. Patentiaalintasaus
3,5 mm:n
eri vaihtoehtoa:
Kova maadoitus:
Potentiaalintasaus
(impedanssi o
Pehmeä maadoitus:
tai
pistukan
Ohm):
(10)
erilaisten kytkentämahdollisuuksien ansiosta on olemassa 4
Ilman
pistoketta (toimitustilanne)
Pistokkeen kanssa, tasausjohto keskikontaktissa
Pistokkeen ja juotetun vastuksen kanssa.
Maadoituksen vastusarvo säädettävissä
Ilman
pistoketta,
Maadoitus
sillan Bi
RC-suotimen
erotus säätölevyllä.
kautta 100
k0hm /
22
nF
4. Työskentelyohjeita
Ensimmäisen kuumennuksen yhteydessä kastele selektiivinen tinattava juottokärki
juotinaineella.
juottokärjestä. Tarkista aina taukoja pitäessäsi ja ennen kuin
juottokärki on kunnolla tinattu. Älä käytä
Tällöin varastoinnin aiheuttamat oksidikerrokset ja epäpuhtaudet poistuvat
liian
aggressiivisia juoksutteita.
asetat
kolvin syrjään, että
Juotinlaitteet on säädetty keskikokoista juottokärkeä varten. Poikkeuksia
kärjenvaihdon yhteydessä tai käytettäessä eri muotoisia
Ulkoiset s~öttölaitteet
Käytettäessä ulkoista syöttölaitetta on olemassa seuraavat optiot:
Offset:
Setback:
Lack:
“C/“F:
Window: Lämpötilaikkunan säätö (vain ohjauslaitteissa, joissa on optisen
Cal:
PC-liitäntä:
Lämpötilamittari: Integroitu Iämpötilamittari tyypin K termoelementeille (vain WCB 2)
WCB 1 ia WCB 2
Juottokärjen
Iämpötilaoffset (ero asetusarvon ja akt. arvon
Säädetyn asetuslämpötilan laskeminen
Juotinaseman standby-tilaan siirtymisen jälkeen vaadittava
palautusaika voidaan saataa
Asetuslämpötilan
ei voida muuttaa.
Lämpötilan näyttötavan vaihto “C ja “F
kytkimen
rajoissa,
Juotinaseman
RS232 (vain WCB 2)
reaalista Iämpötilaa voidaan muuttaa f 20°C
ulostulo).
kytkeytyy
loptioj
lukitus. Lukituksen
Jos aktuaalinen lämpötila on Iämpötilaikkunan
potentiaaliton kontakti
uudelleensäätö
kärkiä
15O”C:een
välille 0-99
(vain WCB 2)
minuuttia.
jälkeen
välillä
(optisen
juotinaseman asetuksia
voi
aiheutua
välillä).
syöttämällä
(standby)
kytkimen ulostulo).
5. Turvallisuusohjeita
Valmistaja ei vastaa muunlaisesta tai käyttöohjeesta poikkeavasta käytöstä eikä
omavaltaisista muutoksista.
Tämä käyttöohje ja siinä olevat varoitukset on
näkyvissä
juotinlaitteen
Iähistöllä.
luettava
Ellei
varoituksia noudateta, saattaa aiheutua
huolellisesti ja säilytettävä hyvin
46

onnettomuuksia ja
loukkaantumrsia
tai terveyshaittoja
tuo
helposti syttyviä aineita kuumien kolvien Iäheisyyteen
WELLER-juotinasemat WSD 80 ja WSD 50 vastaavat
vakuutusta direktiivien
89/336/ETY
ja
73/23/ETY
turvallisuusvaatimusten mukaisesti.
6. Lisätarvikkeet
529161 99 Kolvisarja WSP 80 (vain WSD 80)
53311099
53311199
T3311299
53311399
53312099
51305099
5 27 026 99
5 27 028 99
5 25 030 99
5 33 229 99
53318099
7. Toimituksen
WSD 80
Ohjaus!aite
Kolvi WSP 80
Verkkojohto
Kayttöohje
Kolviteline
Jakkiliitin
Kuva kytkentäkaavio ks. sivu
Kuva räjähdyspiirros ks. sivu 54 + 55
Kolvisarja MPR 30
Kolvisarja MLR 21
Kolvisarja LR 21 antistaattinen
Kolvisarja LR 82 (vain WSD 80)
Juotteenpoistosarja WT 50
Reflow-juotinlaite EXIN 5
Esikuumennuslevy WHP 50
Esikuumennuslevy WHP 80 (vain WSD 80)
Terminen eristeenpoistolaite WST 20
Ulkoinen syöttölaite WCB 1
Ulkoinen syöttölaite WCB 2
laajuus
WSD 50
@hjaus!aite
Kolvi LR 21
Verkkojohto
Käyttöohje
Kolviteline
Jakkiliitin
/
8. Varoituksia
1. Pidä työasemasi järjestyksessä ja puhtaana
Laita aina työt lopetettuasi juotoskolvi
sille
tarkoitettuun telineeseen tai
EY-vaatimustenmukaisuus-
alustalle.
2. Ota huomioon työolosuhteet
Älä käytä juotoslaitteita kosteissa tiloissa
3.
Suojaa
Vältä kosketusta maadoitettuihin osiin, kuten putkistoihin, Iämpöpattereihin, uuneihin
tai jääkaappeihin tms.
4. Pidä
Älä anna ulkopuolisten henkilöiden koskea juotoskolveihin tai johtoihin.
itsesi sähköiskun vaaralta
lapset
loilolla työpisteestäsi
5. Säilytä juotoslaitteita turvallisesti
Säilytä
laitteet käyttämättömät laitteet kuivassa, lukitussa tilassa tai
lapset eivät voi päästä käsiksi. Pidä
ja paineettomia.
6.
Älä
ylikuormita juotoslaitteita
Käytä vain suositeltua verkkojännitettä ja vastaavaa työpainetta tai painealuetta
huoli
suta,
että ei-käytetyt laitteet ovat jännitteettömiä
7. Käytä aina työhön soveltuvaa juotoslaitetta
Älä käytä työhön alimitoitettua laitetta. Älä käytä juotoskolvia
tarkoitetulle työalueelle.
8. Käytä sopivaa työasua
Juokseva tina voi aiheuttaa palovammoja. Käytä sopivaa suoja-asua palovammojen
ehkäisemiseksi.
9. Suojaa silmäsi
Käytä aina suojalaseja. Kun työskennellään liimojen kanssa,
valmistajan varoituksia. Suojaa itsesi tinaroiskeilta (palovammavaara).
tulee
aina noudattaa liiman
10. Käytä juotoshöyryjen imujärjestelmää
Jos työpaikallasi on höyryjen imujärjestelmä, pidä huoli siitä, että sitä myös käytetään
asianmukaisesti.
11.
Älä
käytä juotoskaapelia muihin tarkoituksiin, kuin itse juottamiseen.
Älä koskaan kanna kolvia johdon varassa. Pistoketta ei saavetää seinastä johdon
Äh
ylähyllyillä,
muuhun
kuin
joihin
sille
avulla.
47

Suojaa johto liialta
kuumuudelta,
öljyltä ja teräviltä kulmilta
12. Kiinnitä työkappale kunnolla
Käytä kiinnitykseen erilaisia kiristyslaitteita.
molempia käsiä juotostyöhön.
jolloin
työkappale on tuettu ja voit käyttää
13. Vältä vaikeita työasentoja
Yritä luoda työasemastasi ergonomisesti miellyttävä, tällöin vältyt asentovirheiltä. Käytä
aina työhön parhaiten soveltuvaa laitetta.
14. Huolehdi juotostyökaluistasi hyvin
Pidä laitteet puhtaina ja noudata laitteiden
ohjeita.
huolto-ohjeita
sekä juottokärkien
vaihto-
15. Ennen juotoslaitteiden avaamista, vedä aina verkkopistoke irti.
16.
Älä
Tarkista ennen päällekytkemistä, että kaikki huoltotyökalut on poistettu.
jätä huoltotyökaluja kiini juotoslaitteisiin.
17. Vältä laitteen tahatonta käynnistämistä
Tarkista ennenkuin liität laitteen verkkoon, että esim. laitteen virtakytkin ei ole jäänyt
‘päälle’
asentoon. Älä kanna verkkoon kytkettyä laitetta sormi pääkatkaisijan päällä.
laitteistojen yhteydessä.
tapaturman työntekijälle.
Muunlaisten
lisälaitteidenbvarusteiden
käyttö voi aiheutta
21. Vain koulutettu sähköasentaja saa korjata juotoslaitteistoa
Juotostyökalut tehdään turvallisuusmääräyksiä noudattaen, joten korjaukset on tehtävä
ammattitaitoisen sähköasentajan
tapaturmaisiin vammautumisiin.
22.
Älä
työskentele jännitteen alaisten työkappaleiden kanssa
Juotoslaitteiden kädensija johtaa sähköä, vaikka kolvi muuten onkin antistaattinen.
avulla. Muut
toimenpiteet saattavat johtaa
23. Laitteiden käyttö muiden Weller-laitteiden kanssa
Jos juotoslaitteita käytetään samaan aikaan muiden Weller-laitteiden kanssa, näiden
laitteiden käyttöohjeissa mainitut varoitukset
tulee
ottaa huomioon.
24. Noudata aina oman työpaikkasi työturvallisuusmääräyksiä
18. Yritä
Mieti mitä teet ja hoida järkevällä tavalla työsi valmiiksi. Älä käytä juotoskolveja, jos
o!et
olla
tarkkana
hermostunut tai keskittymiskyvytön.
19. Tarkista juotostyökalut mahdollisten vikojen varalta
Ennen seuraavaa käyttöä suojavarustukset ja mahdolliset pienet laiteviat täytyy tarkistaa,
jotta voidaan turvata laitteen
liikkuvat osat toimivat kevyesti ja että laitteissa ei ole pintavaurioita. Kaikkien osien on
oltava kunnossa, jotta laitteen turvallinen käyttö voidaan
suojavarusteet sekä vialliset osat tulee korjauttaa tai ne an vaihdettava valtuutetulla
korjaamolla,
ellei
laitteen käyttöohjeissa mainita jotakin muuta vaihtoehtoa.
turvallisuusseuraavallekäyttäjälle.Tarkista,
taata.Vaurioituneet
että laitteen
20. Varoitus
Käytä vain niitä lisävarusteita ja lisälaitteita, jotka on mainittu käyttöohjeen
lisävarusteluettelossa. Käytä vain
Weller-lisälaitteitabarusteita
alkuperäisten
Weller-
48

1. lleplypayj
1
.l hlt$llOllK8 bvavo
0
oTaQ.dq ouy~ohh~u&wv
TEXVIKlj &@\q yla Tq ßlO~qXaVlKlj TEXVlKlj
&nt6lOp~~~&~VKalT~V&pyaUTqplaK~V&~ya~t~V.~T~~~U(JKEU~~aUT~~KaTaOT~Tal6UVaT~~Oanh8$
Kal~V&TO~~&lplU~~~T~V&~ap~O~i>~~V~V~q~aVq~~T~V~~~~E<pap~Oy~~&Vi>~~~KpOÜnOAOy~~T~.~O
ljJq(PIUKb qAEKTpOWIK?I
l6avlKfi ~U@NI~LKI~
uuy~0AAquq~
avTioTOlx&< pUflplOTlK~~ napa$TpOU<.
bairepa
&~lTUy~~V~l~ETOVTp~~OaUT~Tqy&VIK~&(P~p~Oy~TOUK~~&a(POpOLj~EVOUEpyaA&iOUUUyK~AAq~~
0lhi~Op&~ 6UVaTbTqTES E$Jb.lUq~
~qbEVLK~~T~Oq~Ka~~~&ni~~KalqaVTl~TaTlK~KaTa~K&U~TOUpU~~I~KO~Opy~VOUKalTOUE~ß~hOU
uupnAqpU>vouvTqV
0~0~~~~~~1ayb1ytj~ pU@NUTLKdNuTolxCitiv
aUTOi TOU UTa@IOi
WCB 2,
EnLTEUXflOIh /.lETa@
T~~UUOKEU~)~.
OLh'd&Uq< npOtJ~nlK0~ unohoylo-rij
pUc$IIUTIKh OTOlX&iWWcB2.
H
CK~CJTOTE
KcAoiou
E'd&lKV;OVTalKaTf!l $qcplaKi>TphiO.
pe avbAap$q $aS K~KKIV~$
anOoKOn&io~~~ OnTlKb pU@IlUTlK6
Oq~aiV&l,~TlTOUljUTq~aßpiOKETaIOTq(ph- TqSl%p~aVOq<.
avayvwpi<ovrai au-rt>laTa
peydAq anb6oq KaTaaToUv 6uvaTfi via
TU
onoia
~nopolh
Eva
anaiTo$vq
$ow
2
1.2Eußohoaunohhrjoewv
LR21.
0
TI~OS
J1E b'a
~~ßOhOaUT~oUyKOAA~U&~V~Vat>pyaVO~E6UVaT~TqTay&VlK~V&~ap~Oy~VUTOVTO~~a
Tl0VqAEKTpOvlK~VKaTaOK&U~V.
WSD 80 Kai WSD 50
pU@NJTIK6
ou~nepicpopfj mi 6iacp9pwv Epyahciwv
u$qAfl
OU~KOAA~UECNMETI~OUUKEU~~ &lOaybly$ pU~~lUTlKbJTOlX&iWwcBi Kai
va
TWV hhhwv
cvuw~aTo~Evoi>yavo~~rpqaq~~q~
nhtjrt~p~
auTb~anor&A&i
nohir
nAaTi ~~O~aalX~huuyK~AAqoq~(KaTaUK&UaOTlK~ OEIpd
LJhTqjPCl
nOlOTlKljOT!l'd~qTq~OUUKEUlj~.
npOpqfl&UTOh OLXpljUTES TqS UUUKElJljS KQT' EKAOyi(V, pnopoirv
KatAElTOUpylKOiTp8nOlXpOVlKO~
~&p~OKpaoiadLhaTalvapU8~loTEiOTovTo~~a~~Ta~~
(UpiDown).
Auxviaq
TO
awjKouv o&
KaTaOK&UhV
TWV
UTOV OTa@Id 0UyK8hhq0qS Kai avanpouappl><ovTal UTIS
Ta
fl&p~aVT~K?l OTOhxEia TWV
TOU
6UVa~iKOti W<npO< TqV alxpfi
rnemiw
QV~KOUV
OTO
01 npoS&nircuQ TI$S
H EniTEU~q
Tq~npOElllAEy/.lhq~~~p~OKpa~ia~~~aTO60T&iTal
LED
OT~V h6ci\q TI)S UUIIKEU++
iA&yxo.
Mia
6#oAbpa<
pia o$.6a ouo~&uch,q
Kahc EniOq<
OUOK&lJ~V aUTh'npOO~~p&lTqV &yytiqUq ylU /.lia
ETlEKTa$VO $y&flOS
ahiKOnq
uuy~9Ahqoq~.
c[aipmKfi 6uvallKfi
TIS
Ocp~oKpaoia~
UU~KOAA~OEW
24 V, Ta
UUyK6AAqUq~,Ol6laK8nT&~
H
hlVaT8TqTaUh6&Oq~/.lia~&~WT&pIK~~
noAunhq8ciq
npOohoplU~O6
KafhS
Kai 01 npaypaTIK8
A@$q
H
~q$
npoavacpEp&EvqS Auxviaq
$Standard”.
onoia
Kai
yla
TOV
Ta
Gcpopa Epyahzia
OnOia 6la86Touv /.lia
uu~ncpicpop6, q
AEITOU~~IK~~~UV~TOT~TE~
KalanoKh&lu~o~
mioq< KalEvaoqpeio
TqS 'JlJOK&Ulj~ &lOaybIylj<
50
Kal450 ßaeph
NJIOT@EV&S TI@$
EV~EIKTIK~~
ME
pia
ioxir
ET)cmoT&hei
TO$a
aur?j Auxvia
unb~q
onoia
50 W
TWV
va
Kai
TO
MLRPl:
To
~IKpOOKOnlKbaUTt,
~jpa&v~&iKvljETaL I&air&pa
analTotiv pi~ptj cJ&pplKfi hpyeia.
MPR30:
To&ßoAo
pu8~1~1$vqyoviacpyaoia~40
~A&3~pq &a@pcpooq
E#bAOU
aUTOir.TO~@OhOaUTb
&vO&LKv6&TalyiaA&nT%~EpyaoiE~
WT50:
Hn~voaanouuyK8AAqoq~WT
E~apTqphTWThIOU SMD.hO
alO8qTilpa Eqyotcpauiaq
~irOo~~hqTOUOpy~vOuau~Oir.
LR82:
Epßoho
OU~KO~~$JEWVIU$IO~
UUyKOhhjO&~V,~~OU~~~lTOirVT~l(I&y~h&~~&~(ICIVTIK~~EV~~y&I&~.
aix~i1Souylt0AAqoqSnpoltljnrEl~~aw via<
KaTaOTfi6UVaT7jTqVaVTIKaTbJTaOqTq~alX~lj~/.lE
86OqS(TO
Q3oAo
OuyKoAh~OEwv PElQi
yiah~n~i~
Epyaoi&S
UIJ~KOAA~OEW
TirnouWellerPeritronicMPR30Eival&aI>pyavo
~~I~OV.METOV
~q~~ladiKaoia~ouy~~AAqoq~,
~ElU$25w Kal/.lETOAEnT6TOU
ouy~ohhjacwv.
50 KaTaOK&dOTqKE ~161~6
8Ep~aVTlK~OTOlXEia(2X25w)pEEVOL0~aTL$I~VO
cppovri<ouvylaTqvEniw<q
80W VE
u$qAfi
Epßoho
aUTb 6E 6ia8bTEIhJVaT6TqTaEcpapf.iOyfiSOTq oUOK&U~~T~TOU
25W
~u~KoAA~~Lw,~~~
rp8no
a~~8KaTaoTiiTal6uvaTfl pia
i>oovacpopa
yla
rq~i6la~0EpyOKpaoia~
anO6OTlKfi IKaVl>TqTaylaEpyaUiES
uUv6cuq~
Tirnou lnayloveTa<,q
an8Aurq
WSD 50).
WSP80.
To
E@oho
auy~oAhrjusov
&niT&U~qTq~aVayKaia~~&p~OKpaUia~OUyK~~qUq~.M&TqA&nT~TOU KClTaOK&UaUTlKfi
/JOpCpfi
Ka%ISEniOq$KalpE
y~~i~E~&cpappoy@,b~ou
&pyaoi&Souyit9AAqoqS,
aVTlKaTbTaUqTq<alX@JS
Enrlhj qA&1~0~py1~r]0Ep~oKpaoiaEnlTuyj$vrTa~
hTTO~iPEI&~, iWOVU~O/il TIJ 6UVOTbTljTU ‘JiV6&Ofl$ Kai dhwv &pyaAeiwv,
0IJ~rfh~pw~aTlKfh’ &@lPTI]~ilTWV.
~iaurbJ&$ UE
Tbq
KaTavhAwq
pE@aTOS:
~hour~:
qAEKTplKOfi 6lKTfiOU
qAEKTpIKOli
(7):
T~OU
WSP80
/.lia
~Ep~aVTlKfilQ~80
analTohTa~Ad~cpyauiE<
01
OnoiLS
analTOh
ouyKbAhqoq<
166x 155x 101
23OVi50
OE
WSD
WSD
(~ljKO~XnhliTo~x l$og
Hz
(KaTClUKEUUUTlK8$ TtinO< ~&oUVar~TqTa~rTappire~loq~
115V160
Hz)
50:55W
80:95W
xapaKTqpijsTalan6Tqv
WEV6EIKVhTaITO
IJE$IAI-
EiValhVaTfiq@EUq UUVeXlq Tq<EpyaOiaS,
ouyn8AAqoq~,
eEppaVTIKfi &V6py&la.
nak$oa
Kacl.iEhEnTi, KaTaOKEUaUTIKb
J~E
T~V
cpyovolia
KaTaOKEUaOTlK6~Tj~a
T~V
anoouyK~AAquq
Tourspiw(ia
TOU
KaloTa
TUS
onoia
T!jpqOqTq< p@.IlOTIKIjSTqS
un&pTax&ia KaiaKplßrj
Epßoho
aUTOVIa
p~$piKaiyia
MET~T~V
OE
ouvTopbTaT0
49

npOUTaT&UTlKlj KaTqyOpia:
AocpSA&la(8):
PIxplOq TI)? 8&p~OKpCIUia~:
AKpißEla:
E\iawoq
6uvapiKoti
(10):
2.
APXIKI~
BEaq UE hcnoupyia
flpOßEiTE oc
EdCIKTIKb 0$6lO). TOIIO6&T$JT&
EVandEUqS. npOß&iTE UE ElUaywyfi
UnO60XfiS
$ow JIIKP~S OE\I~UT~O(P~C n&pioTpocpfi<.
avTanoKpivETa1
(1) EiVal KAEIU~~VO~. /1pOßEiTE aKOhOfi8wS OE Oh6EUq
fhJT& UE
OUOKEUljS lTpOKhTEl6i&V~pyEla EVb$ aUTOEAEyXOU, KaT6. Tq 6hipKEla
AElTOUpyia yla OtiVTOpO XpOVlKb 6NiUTIJpCI
A&lTOUpyia
~&p~oKpaaia,~vUiqouu~~~r] K~V&I~~~~I~~T~~~~~~~~T~~~U(PI~TCI~EV~~TI~~~.TOKOKK~~~
Eni
EkyXO Tq$
H avbhalqq
H
$qcplaKfi EV6EItq
MCaw
EKhJTOTE pUf$IlO$Vq,
aKOhOij~w~~~Ow~la~OXlKdJV UUVT~~~VnUT~~~T~V~~~U~UUVEXO~~
fl $Down" (3)(4) orqv EKCI~TOT&
nAiJKTp0, npOKhTEl I.r&TaTpOllfi TqS
hiaTqpa
nAfiKTpOU
ouvap~oh0yqoq TOU
(6) TOU
pUf$.MJTIKOti Op$lVOU
urqvavTi0~01~qh6~1~q&niTq~naaKi6a~Tq~
AciToupyiaTO t>pyaVO $OwTOU qA&KTpIKOti 6laKbMq
aUTblaTa TO
TqS bdEI{qS TT/S UUUKEUfi<
uüOKXfi~.Ah4KOnq A$LLq
XEI~IU~O~~
2
nfzpinou &uTEpahEnTwv
l&Tappu@.$&Tai
qA&KTpOVlKb 0hTq~aTq< UUOKEUljS, On8TE npOKhTEl q EKbTOTE pU@Mf$Vq
TOU
oq@ou auroir 0qpaToboTEi Tqv
(2) &V~EIKV~EIKaT?lKavbIaTqVnpay~aTIK~U~~UT~~EVq
TOU
nhrji<~pou $Up' In JIDown" (3)(4) p&Tappu@i<&Tai q
npOS
1 (pUf+lOTLKb 6pyaVO) Ka13 (Elßoho 0UyK0hh1$~&wV)
WSD50:T315mA
WSD
80:TSOOmA[5x20 CVT~STOU
qhEKTpIKb pEhpa)
50 - 450
ßaQ.iOi
t/-
2%
~~O~~ia~pU~~lUTlK~~OUV6ETIK~~UnO60~~~~Ey~~OU~~,~~~,
q
onoia
UUOKEU~)C (q ßaolKfi Karbraq rival 0lthqph
E\apTQaToS cvandeoq~
TO
CpyaAEio
TOU
ßIk$IUTO~
Kal0Ta~&pOnOl+JTE TO
(2)
&ivalava@vo.To
O;ii;ükS;. iii TO
TljpqUq Tlpfi.
anaiTo@&vq
npOS
JI&T~ ~ov TcpbaTLo$ ~ou
n9Ai
auT+aTa q qq(plaKfi
KEAaiou
&niTq< TEAIK~S rlpfi~
ßpioKcTai
ccpappoophq
uuy~oAAjo&wv
TOU EpßbAOU
EAEv(TE.
av
TOU
pU@JlOTIKOb OpybOU 0TO qAEKTpLKb 6iKTUO.
bAa
Ta
EV6EIKTlKd
0qpEiO aUTb
OkJTqpU ßphKEiai
&niTEuQ
H pU8~lU~b!q,
Tfip~Ulj TlpfiS FE ~&ydq TaXhTqTa.
npOS
6lfAeüv0q.
h6Elcq (2)
oToiX&iou
OT~V onia6ia
yElu@vq)
TOU
E#bhOU UU~KOAA~~~EWV (ßhhc
&nhvw
UTO E@ipTqpa
OUyKOhAfiU&wV EVTbC TqS OUV6ETlKfiS
npOaVa$‘&p’$EVO ßf$la OTlj BEOIj ClUTfi
q r9aq
TOU
OUUKEU~~S
~q$ AIITOUP~IKI~S 8EppbTqTaS.
Orav naTq@Eiouv~~~ia TO
qhsitrpucoir aaq OIKT~J~U
Kaiav
0qA~~~pi~~~~io~Ornq~
(1).
KaThTq@EOq
6pyaVa (2).
EXE1 WS UKOlli>
TljpljUlJ TLvi) 6lhaTal
naT$.laTO~TOUnA~KTpou~Up"
na$aTo<
UTIjV npayva~~~i U(JIlOT8~&Vq Tlpfi.
OEAEIToupyiaTq$
TOU
OnOiOU ßpiUKOVTal U&
AKoAoirBwS
TOV
uiq
@CXj
~iptj Tq< 8&ploKpaoiaq.
$qcpiaKfi Ev6Et[q
MCT~I
~ou npoavacpcp0bcvou
h6Eoqs OTO
nA&uph
Tqq
aUcpahOTlK~~
~naiV&l OE
aqweio(5)
OnTIKb pU6plUTlK8
Tq< flEppaVUq<.
(2)
OT~V
Va
FETaTpanEi
a<popotivcvo
ani,
XpOVlKb
~Oq)IEio~ETaßißaq~~ETa~~Tou~&p~aVTlKO~o~~aTo~/Toua~o8qT~paKa~Tq~a~~~~~
6&v
rniTphcTa1 va
EnEthj TbT&
3.
E$muq 6uvavItcoir
bk~b~ 6lacpOpETIKfiS
pnopsi
va
I~ht)~fi
yeiwaq:
E@moq 6uvaviKoir
(hh8ETqqAEKTplK~
avTiuTaaq
MaAaKtjyeiwoq:
ij
Xwpis
ßhpa Kai
unoorri 6uo~svtj dpaoq
npOKlhTOUV
EnlTEUXeOIh
0 Ohm).
6U0pEVEiS EnldpIiUElS
UUV6EU~OA~yqUq~Tq~pU6~lUTLK~~ OUV6&TlK~SUnO~OX~S(10)~EyEeOUS3,5mm
4
napahhayiq:
XwpiS
ßtiU~a(KaTCiOTaUq Nlfl~6OOlj~ TqS UUUKEUi]C)
ME
ßIjopa,
aywy8
ME
ßiopa
rEhUrj $00 TqS &i’~lA&y$VqS TllfiS UVTiUTUUqq.
61a~wpio$
Tqq
ybpupac
A0yw
aKaeapoia$ \thwv
Eni
TqS aKpiß&la< Tq< pc@IlOqS TI)<
E[iowoqs orq pEuai0 &na<pfi
KaL J~E ouyKoAAq$vq avTiaTaoq.
Bl
cni Tqq pUf$lOTlK~~
uwparidiwv tj
nharivaq.
rEiWOq ~.rEow CpihTpou
RClOOkOhm122nF
4.05qyig Epyauiaq
KaTciTqvnpOTqe~p~avoqTq~ouo~~uqSnp~nElva
q OnOia hafliT&l h’UT8TqTa EniCJrpwUqS KaOUlT~pOU. p& UAlKb
npoKCmTEiano@Kpuvoq O@I~WTIKWVOT~W$ITWV tcaiaKaf3apotOv anbTqv aixpfi
O<pEihOVTal UTqV anO6fiKEUUq Tq< acpOpOtipEVq< a#lljS. Kam Tq
rpyaoiaq
ouydhqoq~
&vani>ecq~
PE KUUOiTEpO.
010U0KEU~~0UyK~hh~5~~
va
nphei
npOK@OUV anOKAi0ElS
KCIL
nplv
ani,
va
GvcTalnhToTE npoaoxtj
Mq
XP~UIjJO~0l&iTE 6pCIUTlKh /.kOCl POljS.
T~V &vant%oq
6Xouvunoo~Ei
AOyw
via? OVTlKaTtiOTa0IjS
SAAwvyopcpWvaiX~Bv.
mxpwfkiq 0UyKE~~pwTlKfja~x~fi
WATE
p~6~lqylaalX~~uuyK8AAquqS
TI)~
TOU
q aiXprj
alj$IfiS
E@bAou
auykAAqoq~.
hipK&Ia TWV
0uy~Mqoq~ 0~0 @pTqpa
ouyKt>AAqaq<
ouyni>AAqoqq \ Abyw
ME
auyK8Ahqoq~,nou
6iaAEip~firwv
va
cival Kahb EnlcrrpwpEvq
~EUaiOu
~Ey~eOUS.MnopEi
UUyKOhhfiO&b~
Abyw ßhtißqq,
8EppOKpadaS.
ouyhAAqoqS,
TOV
TphO
aUTb
Tlj<
XpqOlpOnOiqOqq
50

EEWTEOIKECOUOKEUECEIO(IVWVACDU~UIUTIKOV
Offset:
Setback:
H npay~amj
~p0cp066~1jq~ EV@
MEiwq qq
(Standby).
LpaS,a~O~npO~yOU~EVw~OUTae~~~
~ph0
puepi0pivq~
Oxphos $Setback” 6irvaTal
$Standby".
aTolr&iwvWCBl KalWCB2f6uvahwa
0EppoKpauian-j~ alXpIjS
$Offset 1 OEppoKpauiaq
npo~ TfipI)UI] fhppoKpauia<
Lack:
ouy~6hhqq~
KarS
va
pU@luTEi an6
UUyKhhJqS
waouovrid
UTOlX&iW
npOKiJnTOUVOl
pnop&iva l&TaTpanEi $00
4-20 ßaepo@ KcAuiou.
UE
150
ßaep0Uq
0-99
~ETa~panEiOTOAEITOUpyIKb
KEAOiOu
npha A&I-IT~TT)S
5.06tlyiq aacpbhelaq
To
Epy0uh~10
anhAiq
of~nepin~oqavsnirpanrwv IcTaTponWv
0~ napoirusc
anOTEhOirvOU(JTaT~K~~OI~EiOaUT~VTWV06T]yl~V,np~n&lVa~laßaO~O~Vn~OO&KrlK~KaiVa~~p~~O~V
UE
npostdon0i~riKf.h
Tq< uyciaq.
01
rqq
EUpbIrIaIKtjS
KaraoKEuliS6cvavaAaClßavel
ani>
TI$
Xp~a~~~nounspiyptr<povm
oQyir< AElrOUpyiaS KahS
ha EpcpaVsS q@O OT7jV TlEpLOXlj
06qyiWv
pnopci
~~~~~~~uu~KoA~~~uE~vWELLERWSD
Eupona'it+ Evwq~ ofil-lrpwva
Evwq~8913361EOKKa~731231EOK.
Kapvia
OTIS
E~~~~$OUOKEU~~$.
miurjq
AElroupyiaS TOU OpyhOu uuy~ohhjuswv.
va
Ex0
~~ano~Bh&u~aa~uX~~a~a~a~~pau~a~~o~o~~~~a~ßA~ßE~
80KaIWSD50avrano~pivov~al
FE
TI?
~ETIKI!I
iuxirouoc~ anainjuei~ aucpciheia~ TWV 06r~yiWv TUS
EUbhjyia
?IAAES
napouoeSo~rlyi&SA&IToupyiaS,
Kai
01
npoct60nomjTiKE~ uno6Ei[m~,
~~~)OEI~,~I~~~~E~~~OT&~O~V
Kab$
miqq Kai
01
Mia pq
TfiptJur) TWV
UTTJ
6rjhoU~UUpßaT8TqTaq
onoisc
Window:
Cal:
II)pEiO
Uh6EqS
IlpOO!NllKOir
unohoyluTlj:
fv!ErappL$llUljrlj~ hb&I~lj<TIJ<
0apcvh
Kai
avhpocpa.
piepq
~vO~napaOi~pou 6cppoKpaaiaq
pU~~lO~IK~V
onoia rl
OcppoKpaaia~. npothml
(~~O~O~OnTlKO~
NEa pi$IlU9
RS232
0pyh1IV NE
npayparlK9 U(PIUT~~EV~
UU~IlA~Knj).
TOU
UTa@IOh UUyK0hh$~&oV
(/.I~vo
UTOV h0
EVUhIpaT@p$VO 6pyavo
ThOU
K
(@o UTOV Timo
8Ep~OKpaUiaSan~ßae~o~SKEAUiOUUEßae~o~S
EC060
uuv?xupoA6yrjq piaq macpijq
WCB 2)
@~pqqs TJS
WCB 2)
(6uvaThqTa
OllTlKOli
UU~llh6Krtj). I& IlEpinTwq, KaT6. TIJV
OEppoKpaoia ßpiatmal
(ph0
i%p~oKpauia< yla
UTOV
.scpappoyfi~@oEni
EVD~S ~ou
EhCIxEpIjS
ThO WCB
~0 8EpvIKb molxcio
napaeipou
6uvapltcoU
2)
529 16199
53311099
53311199
53311299
53311399
53312099
51305099
5 2702699
52702899
52503099
53322999
5 3318099
WSD80
PIJ8piUTIK6 8pyaVO
Epßoho
uuyKoAh$m~v
HAEKI~IK~ KaAhO
IET
EpßOAwouy~8Ahrlq~WSP80(@~0
~~~E~ßOhwvouy~OAA~a~$
~&T&~ß~AWv~uy~OAhrlOqC
IET
E~ßQAw
I~~E~ß6A~vuuy~bhAqq~
IET
~JKEU~OUVKOAA~OEOVR~~~~~
h!xa
nAciKa
O~pp1~66pyavoa~1o@vtiq~
E[WTEPIK~~
EQITE~IKI]
uuy&Aqqc
anouuyttohhtjuswv
npoOippavqSWHP50
npot%ppavuq~
OUCJKCU~~
UUUKEUtj
WSP 80
MPR30
MLR21
WT 50
WHP 80
&ioaywytjS
ElOay~y~~~U~~lOTlK~VOTOl~Ei~V~~~
WSD50
PU@NJTLKi)~pyaVO
E~ßoAoouy~oAAja&wvLR21
HAEKT~IK~ KahhhO
LR
21
aVWTaTlKh
LR82($vo
EXIN5
(ph0 yla TOV rho
WSTPO
pU@IOTLKth
yla
~ov~irno
yla
TOVT~O
U~OlX&iwv
WSD80)
WSD 80)
WSD80)
WCBl
2
51

8.
@Ep&T& TIJV
YqhTaTai
npooTarwT~Kfi Evhpaoia
KaT8AAqAtl
Kiv6uvo~
an6
&VöU~aOia &pjaOiO$
UUyKOAAqTlKb Kpcipa(KaAcii)oE p&uaTfj
npoc
anocpuyij &ywauptiTwv.
KaT~aTaaq.@~p&T~Tqv
KaTfiAAqAq
B@TE amxbloq
Bphe
1.
AiaTr)ph ac TS(q Tr)v BEar\ cpyaaiaq oaq.
AV
6EV
npoßh&nhjJEvq EVaTIdEOQMq <p~p&TEEti(pAEKTaaVTIKEi/I&VaKOVT(1OlO
2.
fl~OQ~X&TETI~E~l~p~(i&l~TOU~&~I~~AAOVTO~.
Mqv XpqUipOnO~EiTE
3.
iIpoaTawTtiT~
AnO[PE~yfx& Ub$laTlK~S Ena@S~&yElt@Va ~~pq,enwSn.X.UwAjVE$, 8EppaVTlKti 'JhlaTa, qAEKTpIKE<
Kou<ive~,$uycia.
4.Kporh&
Mqv
UcpiJvEn SAha npbxtma
npbawna
5.
Aiaq&i~&~qdhm&
AxpqOlponoiqTa
tj
U~KAEIOW~EVO
6.
Mqv
XpqUI~On0lEiT&
nicoq fl TopEa nicqc avTioToLxa.
TOU
antlihaq
TO
Xpqpl~OnOl&iTE acpjvs-rs
o@iou ~q$ ~AEKT~IKI~C ouv6&o~ohi>yrpq~ 0~1) oehi5a
TOU
EV~EIKTIKO~ axdiou orq aehiaa
an6 TO
TO
UUyKOAAqTIK~ aaq
an8
xwntjpa~a
tjhE~~pilt0ti
54 t 55
$pr TO UUyKOAhqTlKb UUq cpyahzio
bpyavo
CIE
Uyp6 fi
pe@aTaq.
a&anbaTaoq~anald~~.
va
nlbouv
TO
ani
Tqv
eiq
Epyaoiaq uac.
TO
auyKoMqTIKb&pyahcia eaenpEn&vasvanoTiBEv~a~5&~va~qp~.
$po~,hou vapqv pnopohvara cpr9oouvnath9.
un&pf#oTi~&T&~o OU~KOAA~TIK~O~~ EpyaAEio.
TO
Uu~KOhhqTiK6Ua~ &pyah&iO~~VOUn8TqVaVarpEp~~EVqT~qKal~qVaVa~Ep8~EVq
OUYKOAAI~TIK~ aaq Epyaheio
Epyaheio ij TO Kahhdlo.
KaUT6'JUyKOtiqTlKb Ua< 6pyaVO.
~OUUKE$VO
oorpaAWq
nbvTa
nep@iAAov.
KpaT$JT& 06
oeu$qhh iur9~~vo
mqv ~16iKtj
UthJTUUq
9Aha
7.Xp~Ul~O~Ol&i~&lOU~~i8~U~KOhA~TlK88p~OVO.
Mqv
Xpqo~~onol&ir&
Xpqul~onoi&iT& TO UU~KOAA~TIK~ cpyahcio yia oKono$, yla TOUS OnoiouS ~EV
ha
ad&v$ ani> hnoijJq K$IOS UU~KOAA~TIK~~ EpyaAEio orqv Epyaaia oa$ pqv
npoßAheTai.
~0p~~~npOOTa~&uT~K~yUOA~~.KaT~TqvE~&~&pya5iayAouTivq~
01 npOUTaTEUTlKi< 08qyiES
OUyKOMqTlKOti KpCi~aTO~(KUh%).Kiv6uvo~
11.
Mqv
Xpyw~onol&iT&
MqvpETa@p&T& ToOuyKoAhqTlKirua~&pyahEio nOTEanbT0 KaAdlO Mqv X~ljUl~OllO~EiTETO KahdlO
yla
va
ßyh&TE ~0 pEu~arOhfjnTq (Cpis) anti
@~rq,
Ac31 Kai alxpqpE<ywvicq.
12.
AacpaA+m
XP~Ul/.l0i70l&iTE TOUS OUO(PIyKTIKO~~ ~qXaVl@lOti~ yla
Kpa~~iraiaacpaA~aTepaan'~~~~~~o~Ep~Ka~~KT~~auToir
TOV
X&lplU~i,TOu
13.
AITO~~E~I~ETC~VTIK~VOVIK~~
hapopcpWoTE
Tqv cpyaoia oaq
14.
hlaTqp&iT&
aocpaAhJTEpa.TqpfioTE TIE npo6iaypacp~~auvTIjpqoq~ KaLTlS uno6&i~El~ylaTqV ahhayfi Tq$ pirTq$
TOU KOhhqTqplO~. EA$ETE TaKTiKh i>Aa
cmTphETa\
alJ8EVTIKb avTahAaKTIK(1 TOU OiKou
15.
16.
~A~y~T~npo~q~eE0q~u~AE~~oupyia,avano~aKpha~~
Tqv BEaq Epyaoiaq oaq E~~~vo~IK@ uoarCI, ano@uyErE rqv
Kai
@pOVTi<ETE PE EITl$A&liI TO IJUYKOAA~TIK~ claq EpyaA&ia.
Kaeapb
va
nplVVa aVOi~ET&TlJVOUOK&Utj
Mqv
1~0p~~b~~ßaApha
TOU
KaTaOKEUaUTlj Tq<. npOUlaTEU8fiTE ai’l8
TO KaAdlo
TO EpyaA&iO.
auyKO~qruK0~
XpqoiponoiEiTE miv-ra
IO UU~KOAA~TIK~
npaypaTomoq8oh $vo
UaS &pyahEiou.
OibJflTOUOCb~aTO$.
WELLER.
ßyhAreT0 pEU~CITOA~m~(~l~)aI'I~TOV
Epyahsia
&yKa@aTOS
yla a~onoi~~nau ä&vnpoopi~ETal.
TOV
p&U/.laTOb8Tq (npica).
npooappoopLv0
UaC
EpyaA&io yla
Ta
UUV6&6&$Va Kahcidla Kai awhqvhlci~. ht~~Opf%JU&l~
anO Evav
ouvr~p~oqq.
(Kbhhaq) nphcr
Abyhl pEUUlOir UUyKOMqTlKOti Kp@aTO<(Kahäq.
Va
UdEpOnOl$JET&
Exm
EAEL%Epa
0uyKoAAqTiKO Epyaheio.
va
pnOpEiT&
avayvwplo$vo TEXVLK~). Xpqai~onoh @vo
KAElhiq
va Tqpq8OhdlaiT&pa
EKTlVauU@EV&S UTayb’ES
npOUTaTi$T& TO
KaLTabue> aaq XEpiayia
AavBaapEvq
va
&py@&OTE KahhEpa Kal
pU@JTlKC!IEpyaAEia.
KahIihO aTll>
TO
EpyahEi0.M' aUTi>
pEU~ClTOi%Tr)(TIpi@).
uThq KaTh
52

17.
A~TocpEiry&~~ TIJV O~%A~TIJ AElToupyia.
~IyOUpEUTEiTE bTlO6laKhlTl)S
~~V~&~6lKT~OU.M~V~&TCI(P~pET&OUyKO~T]TlKi)&~y~hEiOnOUEiV~lOUV6E6&~~VO~E~AEKTpLKi)6iKTUO
18. Na
EiOTE lTpOllEXTIKOi.
19.
EAEYXETE
TO
GUVKOAAIJTIK~ cpyaheio yla TUX~V (yht+
~~oTT~sTIE~cIIT~~ox~~(~~~$ TOU OU~KOAA~TIKOU cpyahciou
OCGJTlj
KalßbJElnpOOplU~O~
Ehacppti (qpia $pq. EM~(TE av
~~no~o~~po~napouo~~~&lßAciß~.‘OAaTa~~pq npthsi
i>AOUS TOUS XEIpIU~ObS,
EAaTTw~aTlKOinpOOTClT&UTlKOi ~~XaVlO~Oi Kai @pq nph&l VCI &nt~lOpbl~Ob/
avayvoplqho Ch~b ouvepycio fl va aAhaXTOh Kai ccp'
Ohjyia AEITOupyiaq.
b&VEiValOE hJljA&~TOUpyia~nplVVaTOV
AclToupyia TOUS OlnpOOTaTEUTlKOi~~XaVlO~Oi KCII Va IlClpOUOl~~OVTa
Ta
KIVT]T~ $pq
hJT& Va
&yKUhVTal /.lla OWOTfi AElTOupyia
np~neiva~h~y~Boljvnp~~~~~~~(Iy~a~qv
AEITOU~~O~
vaEiva~owmiouvap~ohoy~~~vaKalvarrhrjpo~v
000~ 6m
ßCiA&T& OTlJVnpi(alj UTljV
OCIPJTC'I Kai ~EV
onahhvouv fi $)noq
TOU
OUyKOAAqTIKOti EpyahEiOu.
Kardhhqha
avayp@sTal Tinors
~AAo
ani>
A&lTOUpyiaSTOU<.
24.
ha
OT~V
20. llpoaoxlj.
21.
A~~IJTE
va
oa$ EIII~IO~~~IEI
TO
IJUVKOAAI~TIKI) EpyaAEiO 6vaq EI~IKEU~~O$
JA&~~poAi)yoq.
~onap~v~~y~0AA~]~~~8EpyaAEioaVTanOKpiVETalaTOU~~ETlKO~~Ka~O~~~~0ir~aacpaAeia~.EpyauiE~
mipeti0q~
TI< OTIOi&q Xp~Ul~OIIOlOIhTalaUo&VTlK~
npoK~~ouvaTu~~~aTay~a~ovcpya7j~Evo.
mphcral
va npaypaTono[ohTac
aVTaMaKTLK6 TOU
pbVOV
an6
hav EI~IKEU~EVO ~AEKT~oA~~o,K~TI!I
OiKOU WELLER.AAAOlhq f.InOpOh VCI
Tqpja~&
TOUR yla T~V 0hq Epyooiaq oaq IIJX~~OVTES Kavovmvotiq aacpakiaq.
22. Myv
Ef$l<EOTE VE p;pIl TlOU ßi0KOVTCll UlT8 Tbl~.
IE avTloTaTlKd UU~KOAA~]TIK~ EpyahEia EiValayhylpq Kalq Aaßrj
23.
Xpjoy
FE
~IAAES
OUOKEU~S
TOU
OiKoti
WELLER.
AV Xp~Ul~OnOl@&iTO
Tqp@Oh llpOEl60llOlljTlK~~ UIlO6Ei(EiS
(~yKOhh~TlK8 EpyahEiO UE UUVbJaU@ FE ?lMES
TWV
UUIJKEUth aUTblV T[OU Wa~&pOVTalUTI)V
OUOKEUi$
TQTE
nphl&lVa
06qyia
53

1569
5
87
180
09
5
87
107
43
5
24
630
00
5
26
410
BB
5
24
110
99 ET-Serie
5
10 311 BB
13
00 T0.315A

4DlR571
687447
lo
6 87 447
/
29
6
(17
487
40
5
07
407 33
6
26
721
00
87 36
T600mA

#
COOPER
CooperTools
Cooper Tools GmbH
Carl-Benz-Straße 2, D-74354
Postfach 1351, D-74351 Besigheim,
Tel.:
07143/580-0
Fax.
07143/580-108
CooperTools
ZA des Petits Carreaux;
4, avenue des
F-94362 Bonneull-Sur-Marne
Tel
Cooper Tools, A Division of Cooper
IGreat Britain)
Sedling
Tvne
Admin.
Sales Office Tel: (0191) 4166326
Sales
Cooper Industries
CooperTools Divrsion
Vra
Tel
Fax:
S.A.
Coquelrcols
(1) 45.13.16.80;
Limited,
Road
kear
8 Wear, NE38
Tel: (0191)
Office Fax: (0191) 4174721
Lazio 65,
(02)45700053
(02)48843706
6, Washington,
4166062,-
1-20094
Besigherm
B.P
63
CEDEX
Fax: (1)
43.77.94.24
9BZ
England
Italia S.p.A.
Buccinasco (MI)
 Loading...
Loading...