

Page 1

WR 3M
Notice d'utilisation
GB
EN
FR
IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 2
WR 3M
WR 3M
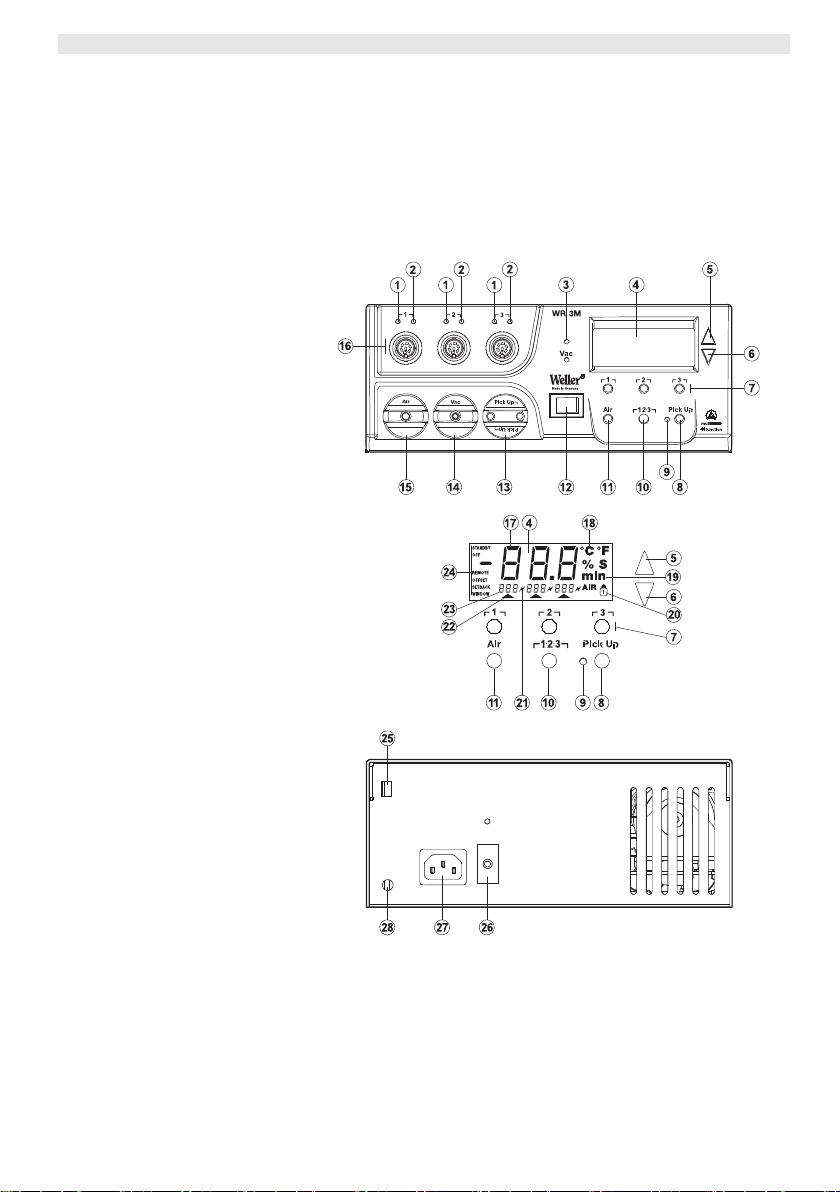
Vue générale de
l'appareil
1 LED sélection de canal
2 LED contrôle de régulation
optique
3 LED vide
4 Visuel
5 Touche UP (vers le haut)
6 Touche DOWN (vers le bas)
7 Touches de sélection de
canal/température
┌ 1 ┐, ┌ 2 ┐, ┌ 3 ┐
8 Démarrage / arrêt pick-up
9 Affichage d'état LED
pick-up
10 Touche de température
┌ 1·2·3 ┐ sélection de canal
11 Touche de réglage air chaud
(Air)
12 Interrupteur d'alimentation
13 Raccords pick-up
14 Raccord vide (Vac)
15 Raccord air chaud (Air)
16 Douilles de raccordement
outil à souder canal
┌ 1 ┐, ┌ 2 ┐, ┌ 3 ┐
17 Affichage de température
18 Symbole de température
19 Fonctions de temps
20 Verrouillage
21 Contrôle de régulation
optique
22 Affichage sélection de canal
23 Affichage température fixe
24 Affichage fonctions spéciales
25 Port USB
26 Fusible secteur
27 Connexion au réseau
28 Fiche de compensation de
potentiel
Page 3

WR 3M 3-22
Table des matières
1
A propos de ce manuel d'instruction.......................................... 3
2 Pour votre sécurité..................................................................... 4
3 Etendue de livraison .................................................................. 4
4 Description de l'appareil ............................................................ 5
5 Mise en service de l'appareil ..................................................... 7
6 Utilisation de l'appareil............................................................... 8
7 Fonctions spéciales ................................................................... 10
8 Réinitialisation aux réglages d'usine.......................................... 19
9 Entretien et maintenance de la station WR 3M .........................19
10 Messages d'erreur et élimination des défauts ........................... 20
11 Accessoires ............................................................................... 21
12 Elimination des déchets............................................................. 22
13 Garantie..................................................................................... 22
1 A propos de ce manuel d'instruction
Nous vous remercions de la confiance que vous nous avez
accordée avec l'achat de l'appareil Weller WR 3M. Sa fabrication a
fait l'objet d'exigences les plus strictes en termes de qualité, ce qui
garantit un fonctionnement irréprochable de l'appareil.
Ce manuel d'utilisation contient des informations importantes pour
pouvoir effectuer la mise en service de la station de réparation WR
3M en toute sécurité et dans les règles de l'art, effectuer les
opérations de commande, de maintenance et éliminer par vousmême les dérangements simples.
Z Veuillez lire en intégralité le présent manuel d'utilisation et les
consignes de sécurité jointes, avant la mise en service de
l'appareil et avant de travailler avec la station de réparation
WR 3M.
Z Conservez le présent mode d'emploi de telle manière qu'il soit
accessible à tous les utilisateurs.
EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
1.1 Directives prises en compte
La station de réparation Weller WR 3M à régulation par
microprocesseur correspond aux indications de la déclaration de
conformité CE ainsi qu'aux directives 89/336/CEE et 2006/95/CE.
1.2 Autres documents en vigueur
Notice d'utilisation de la station de réparation WR 3M
Livret sur les consignes de sécurité accompagnant le manuel
Page 4

4-22 WR 3M
2 Pour votre sécurité
La station de réparation WR 3M a été fabriquée conformément à
l'état actuel de la technique et aux règlements en matière de
sécurité reconnus. Malgré tout, il en résulte un risque pour les
personnes et le matériel si les consignes de sécurité contenues
dans le livret de sécurité joint ainsi que les indications
d'avertissement figurant dans ce manuel ne sont pas observées. Ne
remettez la station de réparation WR 3M à un tiers qu'avec sa notice
d'utilisation.
2.1 Utilisation conforme aux prescriptions
Utilisez la station de réparation WR 3M en vous conformant
exclusivement au domaine d'application indiqué dans la notice
d'utilisation pour le soudage et le dessoudage dans les conditions
mentionnées ici. L'utilisation conforme aux prescriptions de la station
de réparation WR 3M comprend également
vous respectiez le présent mode d'emploi,
vous respectiez tous les autres documents d'accompagnement,
Vous devez respecter les directives nationales en matière de
prévention des accidents, en vigueur sur le lieu d'utilisation.
Le fabricant décline toute responsabilité quant aux modifications
effectuées de façon arbitraire sur l'appareil.
3 Etendue de livraison
Station de réparation WR 3M
Câble secteur
Adaptateur de flexible d'air pour fer à air chaud 1 (HAP 1)
(Hot Air Pencil)
Notice d'utilisation WR 3M
Livret des consignes de sécurité
CD avec logiciel USB (“mise à jour micrologiciel” et “logiciel
moniteur”)
Câble USB
Connecteur de compensation de potentiel
Emballage avec identification de couleur des outils
Page 5

WR 3M 5-22
4 Description de l'appareil
L'appareil Weller WR 3M est une station de réparation à usages
multiples pour les travaux de réparation professionnels sur des
composants électroniques de la technologie la plus récente, dans le
domaine de la technique de production industrielle, ainsi que dans le
domaine des réparations et des laboratoires. La station WR 3M est
pourvue de 3 canaux indépendants pour le fonctionnement
simultané de 3 outils de soudage.
Conjointement avec une technologie de pointe en matière de
capteurs et de transmission de la chaleur à l'intérieur de l'outil de
soudage, l'électrotechnique de régulation numérique garantit un
comportement de régulation de température précis au niveau de la
panne du fer à souder. La détection rapide des valeurs de mesure
garantit une précision de température maximale et un comportement
dynamique de température sous charge optimal.
La température souhaitée peut être réglée dans une plage de 50 °C
à 550 °C (150 °F – 999 °F) pour les outils à air chaud et de 50 °C à
450 °C (150 °F – 842 °F) pour les outils de soudage , et pour les
micros outils (WMRP/WMRT) de 100 °C à 450 °C (212 °F - 842 °F).
La valeur de consigne et la valeur réelle sont affichées sous forme
numérique. Trois touches de température permettent de sélectionner
directement des températures fixes. L'atteinte de la température
présélectionnée est signalée par le clignotement du système de
contrôle de régulation optique (symbole "a" sur le visuel et LED
verte additionnelle).
La station de réparation Weller WR 3M permet également les
fonctions suivantes :
Détection d'outil automatique et activation des paramètres de
régulation correspondants
Tous les outils Weller, y compris HAP 200, peuvent être raccordés
Régulation de température numérique
Possibilité d'entrée de valeurs de décalage (offset)
Abaissement de température programmable (setback)
Fonction veille et fonction verrouillage
Pompe haute performance intégrée
Version antistatique de l'appareil, conformément à la sécurité sur
les composants sensibles aux décharges électrostatiques
Différentes possibilités de compensation de potentiel sur l'appareil
(configuration standard)
Fonction de calibrage spécifique au client
Port USB pour la commande, l'exploitation et la documentation via
un PC
Canal de vide supplémentaire pour la commande des composants
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 6

6-22 WR 3M
4.1 Caractéristiques techniques WR 3M
Dimensions L x l x h (mm) : 273 x 235 x 102
Poids Env. 6,7 kg
Tension de réseau 230 V, 50 Hz (120 V, 60 Hz)
Puissance absorbée 400 W
Degré de protection I et III, boîtier antistatique
Protection Déclencheur à surintensité 1,5 A
Régulation de température
des canaux
Précision de température 9 °C ( 17 °F)
Stabilité en température 2 °C ( 4 °F)
Résistance de fuite de la
panne (Tip to ground)
Tension de fuite de la
panne (Tip to ground)
Pompe (fonctionnement
intermittent (30/30) s)
Pompe à vide
supplémentaire
Compensation de potentiel Via douille jack de 3,5 mm sur la face
L x l x h (inch) : 10,75 x 9,25 x 4,02
Fer à souder et à dessouder en
continu 50 °C – 550 °C
(150 °F – 999 °F)
La plage de température réglable
dépend de l'outil.
WP 80 / WP 120
50 °C-450 °C (150 °F - 850 °F)
WSP 150
50 °C-550 °C (150 °F - 950 °F)
WMRT / WMRP
100 °C-450 °C (200 °F - 850 °F)
DSX 80 / DSXV 80
50 °C-450 °C (150 °F - 850 °F)
HAP 200 / HAP 1
50 °C-550 °C (150 °F - 999 °F)
Conforme à IPC-J-001
Conforme à IPC-J-001
Dépression max. 0,7 bar
Capacité de refoulement max. 18
l/mn
Air chaud max. 15 l/mn
Dépression maxi 0,5 bar
Débit de refoulement maxi 1,7 l/min
arrière de l'appareil.
Page 7
WR 3M 7-22
AVERTISSEMENT !
Compensation de potentiel
Le câblage différent de la douille jack de 3,5 mm (28) permet
4 variantes :
Mise à la terre directe : sans connecteur (état au moment de la
livraison).
Compensation de potentiel : avec connecteur, câble de
compensation sur le contact central.
Sans potentiel : avec connecteur
Mise à la terre indirecte : avec connecteur et résistance soudée.
Mise à la terre via la résistance sélectionnée
Port USB
L'appareil de commande est équipé d'un port USB Mini (25). Un
logiciel Weller est à votre disposition sur CD pour l'utilisation du port
USB, vous permettant
d'effectuer une mise à jour logicielle ("mise à jour de
micrologiciel") sur votre appareil de commande, et
de télécommander l'appareil de commande, ainsi que de
représenter, enregistrer et imprimer des courbes de températures
("logiciel moniteur").
5 Mise en service de l'appareil
Risque de blessures en cas de flexible à vide mal
raccordé.
Si le flexible à vide n'est pas raccordé correctement, de l'air chaud
et de l'alliage à base d'étain liquide peuvent émerger lors de
l'actionnement du fer à souder et entraîner des blessures.
Z Ne raccordez en aucun cas le flexible à vide sur le raccord
"Air" !
1. Déballer l'appareil avec précaution.
2. Raccorder les outils de soudage comme suit :
- Brancher le fer à air chaud (HAP) avec le flexible à air sur le
raccord "Air" (15) et le connecteur sur la prise de raccordement
┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐ (16) de la station de réparation et
verrouiller en effectuant une courte rotation à droite. Le fer à air
chaud HAP 1 peut uniquement être raccordé avec l'adaptateur
de flexible à air.
- Brancher l'outil de dessoudage avec le flexible à vide sur le
raccord "Vac" (14) et le connecteur sur la prise de raccordement
┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐ (16) de la station de réparation et
verrouiller en effectuant une courte rotation à droite.
- Brancher l'outil de soudage avec le connecteur sur la prise de
raccordement ┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐ (16) de la station de
réparation et verrouiller en effectuant une courte rotation à
droite.
- Deux outils pick-up (WRK, WVP) peuvent être raccordés avec le
flexible à vide sur les deux raccords "pick-up" (13), auquel cas
seul le raccord de droite est actif. Une rotation de 180° permet
de passer sur l'autre raccord.
3. Déposer les outils de soudage dans la plaque reposoir de
sécurité.
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 8

8-22 WR 3M
4. Contrôler si la tension de réseau correspond à l'indication sur la
plaque signalétique et que l'interrupteur d'alimentation (12) se
trouve à l'état hors tension.
5. Brancher l'appareil de commande au réseau (27).
6. Mettre l'appareil en marche par le biais de l'interrupteur
d'alimentation (12).
Après la mise en marche de l'appareil, le microprocesseur exécute
un autotest au cours duquel tous les segments sont brièvement
activés. Le système électronique commute ensuite automatiquement
vers le réglage de base correspondant à la température de 350 °C
pour tous les canaux et à 50 % pour le réglage "Air". Le LED verte
(2) est allumée pour les canaux activés qui sont utilisés :
Une LED verte allumée en continu signale le réchauffement de
l'outil raccordé.
Une LED verte clignotante signale l'atteinte de la température
d'outil présélectionnée.
Les canaux actifs sont signalés sur le visuel par le biais d'un
triangle (22) et d'un symbole d'éclair (21).
Remarque Si vous utilisez un HAP 200, celui-ci ne peut être raccordé qu'au
canal 1 ! La puissance de sortie maximale est limitée à 360 watts.
6 Utilisation de l'appareil
6.1 Sélection, activation ou désactivation d'un canal
1. Presser l'une des touches ┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐ pour sélectionner
l'un des trois canaux.
La température de consigne du canal sélectionné apparaît sur le
visuel, ainsi que les températures fixes programmées en petite
police.
- Ou Appuyer sur la touche ┌ 1·2·3 ┐jusqu'à ce que le canal souhaité
apparaisse.
La température actuelle de l'outil apparaît ensuite sur le visuel.
L'état et la température de consigne correspondante
apparaissent additionnellement dans la zone inférieure.
Le canal sélectionné est indiqué par un triangle (21) sur le visuel
et par une LED rouge (1) allumée sur l'appareil.
2. Presser simultanément les touches UP et DOWN, jusqu'à ce que
trois traits "- - -" apparaissent sur le visuel.
3. Relâcher les touches.
Si le canal est désactivé, alors l'affichage "OFF" apparaît sur le
visuel.
Si le canal est activé, alors la température réelle actuelle apparaît
sur le visuel.
Les données mémorisées ne sont pas perdues lors de la
désactivation d'un canal.
Remarque L'affichage commute automatiquement vers le canal sur lequel un
nouvel outil vient d'être raccordé, l'interrupteur à doigt a été pressé
ou l'outil a été retiré de la plaque reposoir commutatrice.
Cette fonction peut être désactivée dans les fonctions spéciales
menu 2 (voir “Désactivation / Activation du changement automatique
de canal” en page 17).
Page 9

WR 3M 9-22
6.2 Réglage de la température
Réglage individuel de la température
1. Sélectionner le canal souhaité en pressant l'une des touches
┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐.
Le visuel affiche la valeur de température réelle du canal
sélectionné.
2. Presser la touche UP ou DOWN.
Le visuel commute sur la valeur de consigne réglée. Le symbole
de température (18) clignote.
3. Presser la touche UP ou DOWN pour régler la température de
consigne souhaitée :
- Un actionnement de courte durée permet de décaler la valeur
de consigne d'un degré.
- Un actionnement permanent permet de décaler la valeur de
consigne à vitesse rapide.
La valeur réelle du canal sélectionné apparaît à nouveau sur le
visuel env. 2 secondes après avoir relâché les touches de
réglage.
Réglage de la température à l'aide des touches de température
┌ 1 ┐, ┌ 2 ┐ et ┌ 3 ┐
La température de consigne peut être réglée individuellement pour
chaque canal en sélectionnant trois valeurs de température
préréglées (températures fixes).
Réglages usine :
┌ 1 ┐ = 150 °C (300 °F), ┌ 2 ┐ = 350 °C (662 °F),
┌ 3 ┐ = 380 °C (716 °F)
1. Sélectionner un canal.
Affichage de 3 températures fixes sur le visuel pendant env. 2
secondes.
Tant que le symbole de température clignote, l'entrée de la valeur
de température peut à présent être effectuée.
2. Régler la température de consigne à l'aide de la touche UP ou
DOWN.
3. Presser la touche de température souhaitée ┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐
et la maintenir pressée pendant trois secondes.
L'affichage de la valeur de température correspondante clignote
pendant ce temps. Après 3 secondes la valeur réglée est
mémorisée.
4. Relâcher à nouveau la touche de température.
Remarque L'affectation d'une température "setback" (abaissement) basse à
une touche de température permet l'abaissement manuel de la
température en cas de non utilisation du fer à souder.
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 10

10-22 WR 3M
Sélection de la température à l'aide des touches de température
┌ 1 ┐, ┌ 2 ┐ et ┌ 3 ┐
1. Sélectionner un canal.
2. Affichage de 3 températures fixes sur le visuel pendant env. 2 s.
Tant que le symbole de température clignote, il est possible de
sélectionner la température souhaitée par ┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐.
6.3 Réglage du débit d'air
En partant d'une valeur de débit maximale de 15 l/s (HAP 200) ou
de 10 l/s (HAP 1), le débit d'air peut être réglé dans une plage
comprise entre 10 % et 100 %.
1. Presser la touche AIR.
Le débit d'air actuel est affiché sur le visuel en pourcentage
pendant env. 2 secondes.
2. Régler le débit souhaité en pressant la touche UP ou DOWN.
La valeur réglée est prise en charge. La température réelle du
canal sélectionné est à nouveau affichée après 3 secondes
Remarque Comme avec les 3 températures fixes, il est aussi possible de
régler et de sélectionner 3 débits d'air fixes.
Réglages usine :
┌ 1 ┐ = 10 %, ┌ 2 ┐ = 50 %, ┌ 3 ┐ = 100 %
6.4 Activation / désactivation du vide de la pompe
pick-up
Z Presser la touche "Pick-up".
La pompe est activée ou désactivée, en fonction de l'état initial.
En mode enclenché, la LED (8) à côté de la touche "Pick-up" est
allumée en vert.
Remarque La pompe à vide n'est pas conçue pour un fonctionnement en
continu. Afin de protéger la pompe, celle-ci est désactivée
automatiquement après 10 minutes de marche continue.
2 s ➾ Menu 1
4 s ➾ Menu 2
1x ➾ ON/OFF
6.5 Soudage et dessoudage
Z Effectuez les travaux de soudage conformément au manuel
d'utilisation de votre outil de soudage raccordé.
7 Fonctions spéciales
Les fonctions spéciales sont réparties sur 2 niveaux de menus :
Menu 1 avec possibilités de réglage pour
température en mode veille, désactivation de température
(setback), temps de coupure automatique (Auto-OFF), décalage
de température (offset), fonction "Window", unités de température,
temps d'activation (On Time) pour fer à air chaud, temporisation
au déclenchement du vide (VAC OFF), temporisation à
l'enclenchement du vide (VAC ON) et fonction de verrouillage.
Menu 2 avec possibilités de réglage pour
niveau manomètre, code ID, fonction calibrage (FCC), puissance
pick-up, changement autom. de canal ON / OFF, verrouillage des
touches ON/OFF et caractéristique de régulation HI / LO.
Page 11

WR 3M 11-22
7.1 Sélection des fonctions spéciales du menu 1
Fonctions spéciales Navigation
VEILLE
SETBACK
AUTO OFF
OFFSET
WINDOW
°C/°F
ON TIME
VAC OFF
VAC ON
1. Sélectionner le canal souhaité ┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐ relatif à
l'entrée des fonctions spéciales.
2. Presser simultanément les touches UP et DOWN et les maintenir
pressées.
Après 2 secondes, l'affichage "– 1 –" apparaît sur l'afficheur.
3. Relâcher les touches.
La sélection des fonctions spéciales du menu 1 est activée.
Les réglages peuvent à présent être effectués.
- Sélectionner les options de menu à l'aide des touches ┌ 1 ┐,
┌ 2 ┐.
- Pour quitter le menu, presser la touche ┌ 3 ┐ (EXIT).
↓
↑
EXIT
┌ 1 ┐
┌ 2 ┐
┌ 3 ┐
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Réinitialisation des fonctions spéciales par rapport aux réglages
usine
1. Presser la touche ┌ 3 ┐ et la maintenir pressée.
2. Presser ensuite simultanément les touches UP et DOWN.
L'affichage "FSE" apparaît sur l'afficheur.
La station de réparation est à présent à nouveau réinitialisée par
rapport aux réglages usine.
Réglage de la température en mode veille
La température en mode veille est réglée automatiquement après
une désactivation de la température. La température réelle clignote.
L'affichage "STANDBY" apparaît sur le visuel.
1. Sélectionner l'option STANDBY dans le menu 1.
2. Régler la température en mode veille au moyen de la touche UP
ou DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Page 12

12-22 WR 3M
Réglage de la désactivation de température (SETBACK)
En cas de non utilisation de l'outil de soudage, la température est
abaissée à la température en mode veille après l'écoulement de la
durée "Setback" réglée. L'état "Setback" est signalé par le biais d'un
affichage de valeur réelle clignotant et de l'affichage "STANDBY" sur
l'afficheur. Une pression sur la touche UP ou DOWN permet de
quitter cet état "Setback". En fonction de l'outil, l'interrupteur à doigt
ou la plaque reposoir commutatrice désactive l'état "Setback".
Les réglages "Setback" suivants sont possibles :
"0 min" : Setback OFF (réglage usine)
"ON" : Setback ON (avec la plaque reposoir commutatrice, la
température est abaissée immédiatement à la température de
veille après le dépôt du fer à souder).
"1-99 min" : Setback ON (temps "Setback" réglable
individuellement)
1. Sélectionner l'option SETBACK dans le menu 1.
2. Régler la valeur "Setback" à l'aide de la touche UP ou DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Réglage du temps de coupure automatique (AUTO-OFF)
En cas de non utilisation de l'outil à souder, le chauffage de l'outil de
à souder est désactivé après l'écoulement du temps "AUTO-OFF".
La coupure de la température s'effectue indépendamment de la
fonction "Setback" réglée. La température réelle clignote sur le
visuel et sert d'affichage de la chaleur restante. L'affichage "OFF"
apparaît sur le visuel. En dessous de 50 °C (122 °F), un trait
clignotant apparaît sur le visuel.
Les réglages de temps AUTO-OFF suivants sont possibles :
"0 min" : la fonction AUTO-OFF est désactivée.
"1-999 min" : temps AUTO-OFF réglable individuellement.
1. Sélectionner l'option OFF dans le menu 1.
2. Régler la valeur de consigne du temps AUTO-OFF à l'aide de la
touche UP ou DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Page 13

WR 3M 13-22
Comportement de la température pour les différents réglages des
fonctions SETBACK et AUTO OFF
Temps
SETBACK [1-
Réglages
Temps OFF
[1-999 min]
Comportement de la température sans plaque reposoir
commutatrice
99 min]
0
ON
0
ON
0
Time
Time 0
Time Time
L'outil à souder reste à la température de soudage réglée.
En cas de non utilisation
1)
, l'outil de soudage est désactivé après
l'écoulement du temps OFF.
1)
En cas de non utilisation
température STANDBY
En cas de non utilisation
température STANDBY
, l'outil de soudage est ramené à la
2)
après l'écoulement du temps SETBACK.
1)
, l'outil de soudage est ramené à la
2)
après l'écoulement du temps SETBACK,
puis désactivé après l'écoulement du temps OFF.
Comportement de la température avec plaque reposoir
commutatrice
0 0 L'outil de soudage dans la plaque reposoir 3) est désactivé.
3)
ON 0
0 Time
ON Time
L'outil de soudage dans la plaque reposoir
température STANDBY
2)
.
L'outil de soudage dans la plaque reposoir
l'écoulement du temps OFF.
L'outil de soudage dans la plaque reposoir
température STANDBY
2)
, puis est désactivé après l'écoulement du
est ramené à la
3)
est désactivé après
3)
est ramené à la
temps OFF.
3)
Time 0
Time Time
L'outil de soudage dans la plaque reposoir
température STANDBY
L'outil de soudage dans la plaque reposoir
température STANDBY
2)
après l'écoulement du temps SETBACK.
2)
après l'écoulement du temps SETBACK,
est ramené à la
3)
est ramené à la
puis désactivé après l'écoulement du temps OFF.
1)
Non utilisation = pas de pression des touches UP/DOWN et pas de chute de température > à 5 °C.
2)
La température STANDBY doit être inférieure à la température de consigne réglée, sinon la fonction
SETBACK n'est pas active.
3)
Si une plaque reposoir commutatrice est raccordée, l'outil à souder reste toujours à la température
de consigne réglée en dehors de la plaque reposoir.
La fonction "plaque reposoir" est activée après le premier dépôt de l'outil à souder
Remarque Réinitialisation du mode STANDBY et du mode OFF :
Sans plaque reposoir commutatrice en appuyant sur la touche
UP ou DOWN.
Avec plaque reposoir commutatrice, en retirant l'outil à souder de
la plaque reposoir.
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 14

14-22 WR 3M
Réglage du décalage de température
La température réelle de la panne à souder peut être adaptée en
entrant un décalage (offset) de température-de ± 40 °C (± 72 °F).
1. Sélectionner l'option OFFSET dans le menu 1.
2. Régler la valeur de température AUTO-OFFSET à l'aide de la
touche UP ou DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Réglage de la fonction "Window" (fenêtre)
En partant d'une température réglée et verrouillée, la fonction
WINDOW permet de régler une fenêtre de température de ± 99 °C
(± 180 °F).
Remarque Pour pouvoir utiliser la fonction WINDOW, la station de réparation
doit se trouver à l'état "verrouillé" (voir "Activation / désactivation de
la fonction de verrouillage", page 14).
1. Sélectionner l'option WINDOW dans le menu 1.
2. Régler la valeur de température WINDOW à l'aide de la touche
UP ou DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Commutation de l'unité de température
Commutation de l'unité de température de °C vers °F ou
inversement.
1. Sélectionner l'option °C / °F dans le menu 1.
2. Régler l'unité de température à l'aide de la touche UP ou DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Limitation du temps d'activation (ON TIME) pour le fer à air chaud
(HAP)
Le temps d'activation du flux d'air chaud du système HAP peut être
limité de 0 à 60 secondes, par pas de 1. Le temps réglé est alors
identique pour les 3 canaux. Le réglage usine est de 0 s ("OFF"),
c'est-à-dire que le flux d'air est activé tant que le bouton du fer à air
chaud ou le commutateur au pied optionnel est actionné.
1. Sélectionner l'option HAP-TIME dans le menu 1.
2. Régler la valeur de temps à l'aide de la touche UP ou DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Réglage de la temporisation au déclenchement du vide (VAC Off)
Afin d'empêcher le colmatage de la panne à dessouder, il est
possible de régler une temporisation de coupure du vide entre 0 et 5
secondes (réglage usine 2 secondes).
1. Sélectionner l'option VAC OFF dans le menu 1.
2. Régler la valeur de temps (VAC OFF) à l'aide de la touche UP ou
DOWN.
3.
Les touches ┌ 1
d'accéder à l'option de menu suivante.
┐ (retour) ou ┌ 2 ┐ (avance) permettent
Page 15

WR 3M 15-22
Réglage de la temporisation à l'enclenchement du vide (VAC ON)
Afin d'éviter un démarrage prématuré de la pompe ou pour garantir
une durée de préchauffage définie du point de soudure, il est
possible de régler une temporisation à l'enclenchement entre 0 et 9
secondes (réglage usine 0 seconde : OFF).
1. Sélectionner l'option VAC ON dans le menu 1.
2. Régler la valeur de temps (VAC ON) à l'aide de la touche UP ou
DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Activation / désactivation de la fonction de verrouillage
Après l'activation de la fonction de verrouillage, seules les touches
de température ┌ 1 ┐, ┌ 2 ┐ et ┌ 3 ┐, la touche Pick-up et la touche
┌ 1·2·3 ┐ peuvent encore être commandées sur la station de
réparation. Tous les autres réglages ne peuvent plus être modifiés
jusqu'au déverrouillage.
Verrouillage de la station de réparation :
1. Sélectionner l'option LOCK dans le menu 1.
L'affichage "OFF" apparaît sur l'afficheur. Le symbole de clé
clignote.
Remarque En pressant les touches ┌ 1 ┐ ou ┌ 2 ┐ pendant l'affichage de
"OFF", l'option de menu est quittée sans mémorisation du code de
verrouillage.
2. Régler le code de verrouillage à 3 caractères avec la touche UP
ou DOWN.
3. Presser la touche ┌ 3 ┐ pendant 5 secondes.
Le code est mémorisé. Le symbole de clé est affiché. La station
est à présent verrouillée. L'affichage commute vers le menu
principal.
Déverrouillage de la station de réparation :
1. Sélectionner l'option LOCK dans le menu 1.
L'affichage "ON" apparaît sur le visuel. Le symbole de clé est
affiché.
2. Entrer le code de verrouillage à 3 caractères avec la touche UP
ou DOWN.
3. Presser la touche ┌ 3 ┐.
La station est à présent déverrouillée. L'affichage commute vers
le menu principal.
7.2 Sélection des fonctions spéciales menu 2
Fonctions spéciales Navigation
LEVEL
ID
FCC
PICK-UP
HAP LOCK
HI / LO CONTROL
AUTO CHANNEL
↓
↑
EXIT
┌ 1 ┐
┌ 2 ┐
┌ 3 ┐
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 16

16-22 WR 3M
1. Sélectionner le canal souhaité ┌ 1 ┐, ┌ 2 ┐ ou ┌ 3 ┐ relatif à
l'entrée des fonctions spéciales.
2. Presser simultanément les touches UP et DOWN et les maintenir
pressées.
Après 4 secondes, l'affichage "– 2 –" apparaît sur l'afficheur.
3. Relâcher les touches.
La sélection des fonctions spéciales du menu 2 est activée.
Les réglages peuvent à présent être effectués.
Sélectionner les options de menu à l'aide des touches ┌ 1 ┐ et ┌ 2 ┐.
Pour quitter le menu, presser la touche ┌ 3 ┐ (EXIT).
Définition de la valeur seuil du manomètre
Cette fonction permet de définir l'intervalle de maintenance de
l'outil à dessouder. A cet égard, il convient de définir la valeur en
mbars à laquelle le manomètre électrique déclenche un message
d'avertissement en cas d'encrassement du système d'aspiration
(la LED (3) de la pompe à vide commute de vert à rouge). La
valeur réglée dépend des buses d'aspiration utilisées.
Réglage usine : -600 mbars
Valeurs réglables : -de 400 mbars à -800 mbars
1. Le système (pointes et filtres) doit être libre
2. Sélectionner l'option LEVEL dans le menu 2.
3. Régler la valeur de pression LEVEL à l'aide de la touche UP ou
DOWN.
La LED du contrôle de régulation passe de rouge à vert et
inversement. A l'aide de la touche UP, augmenter la dépression
de 50 à 80 mbar, comprimer le tuyau à vide et contrôler si le
témoin de contrôle passe de vert à rouge.
4. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Réglage du code d'identification de la station (code ID)
En cas d'utilisation du port USB optionnel, plusieurs stations de
réparation WR 3M peuvent être commandées dans leur entière
fonctionnalité et télécommandées. A cet égard, chaque station
nécessite un code d'identification de station (code ID) afin de
pouvoir être identifiée de façon univoque.
1. Sélectionner l'option REMOTE ID dans le menu 2.
2. Entrer un code ID à l'aide de la touche UP ou DOWN
(valeurs possibles 0 – 999).
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Remarque Presser la touche ┌ 3 ┐ pour quitter l'option de menu sans
modifications (EXIT).
Utilisation de la fonction de calibrage (Factory Calibration Check)
La fonction FCC vous permet de contrôler la précision de
température de la station de réparation et de compenser
d'éventuelles déviations. A cet égard, la température de la panne à
souder doit être mesurée à l'aide d'un appareil de mesure de
température externe et d'une pointe de mesure de température
affectée à l'outil à souder. Le canal correspondant doit être
sélectionné avant l'opération de calibrage.
Page 17

WR 3M 17-22
Modification du calibrage à 100 °C / 212 °F
1. Insérer la sonde de température (0,5 mm) de l'appareil de
mesure de température externe dans la pointe de mesure de
température.
2. Sélectionner l'option FCC dans le menu 2.
3. Presser la touche DOWN .
Le point de calibrage 100 °C / 212 °F est sélectionné.
La panne de soudage est à présent chauffée à 100 °C / 212 °F.
Le système de contrôle de régulation clignote dès que la
température est constante.
4. Comparer les températures affichées sur l'appareil de mesure
avec l'affichage sur l'afficheur.
5. Régler à l'aide de la touche UP ou DOWN la différence entre la
valeur affichée sur l'appareil de mesure externe et la valeur
affichée sur la station de réparation.
Compensation maximale de température possible ± 40 °C
(± 72 °F). Exemple :
Visuel 100 °C, appareil de mesure externe 98 °C : réglage S 2
Visuel 100 °C, appareil de mesure externe 102 °C : réglage T 2
Remarque Presser la touche ┌ 3 ┐ pour quitter l'option de menu sans
modifications (EXIT).
6. Presser la touche ┌ 2 ┐ (Set) pour valider la valeur.
La différence de température est à présent réinitialisée sur 0. Le
calibrage à 100 °C / 212 °F est terminé.
7. Quitter le menu 2 à l'aide de la touche ┌ 3 ┐.
Modification du calibrage à 450 °C / 842 °F
1. Insérer la sonde de température (0,5 mm) de l'appareil de
mesure de température externe dans la pointe de mesure de
température.
2. Sélectionner l'option FCC dans le menu 2.
3. Presser la touche UP .
Le point de calibrage 450 °C / 842 °F est sélectionné.
La panne de soudage est à présent chauffée à 450 °C / 842 °F.
Le système de contrôle de régulation clignote dès que la
température est constante.
4. Comparer les températures affichées sur l'appareil de mesure
avec l'affichage sur l'afficheur.
5. Régler à l'aide de la touche UP ou DOWN la différence entre la
valeur affichée sur l'appareil de mesure externe et la valeur
affichée sur la station de réparation.
Compensation maximale de température possible ± 40 °C
(± 72 °F). Exemple :
Visuel 450 °C, appareil de mesure externe 448 °C : réglage S 2
Visuel 450 °C, appareil de mesure externe 452 °C : réglage T 2
Remarque Presser la touche ┌ 3 ┐ pour quitter l'option de menu sans
modifications (EXIT).
6. Presser la touche ┌ 2 ┐ (Set) pour valider la valeur.
La différence de température est à présent réinitialisée sur 0. Le
calibrage à 450 °C / 842 °F est terminé.
7. Quitter le menu 2 à l'aide de la touche ┌ 3 ┐.
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 18

18-22 WR 3M
Réinitialisation du calibrage par rapport aux réglages usine
1. Sélectionner l'option FCC dans le menu 2.
2. Maintenir la touche ┌ 3 ┐ enfoncée.
3. Presser ensuite simultanément les touches UP et DOWN .
L'affichage "FSE" (Factory Setting Enabled) apparaît sur
l'afficheur.
La station de réparation est à présent à nouveau réinitialisée par
rapport au calibrage usine.
4. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Réglage de la puissance pick-up
Cette fonction permet de régler la puissance de la pompe à vide
additionnelle pour le mode "pick-up" :
Réglage usine : 85 %
Réglable : 50 % – 100 %
1. Sélectionner l'option LEVEL dans le menu 2.
2. Régler la valeur de pression LEVEL à l'aide de la touche UP ou
DOWN.
3. Les touches ┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent
d'accéder à l'option de menu suivante.
Désactivation / Activation du changement automatique de canal
Cette fonction permet de désactiver le changement automatique de
canal activé en usine :
1. Sélectionner l'option AUTO CHANNEL dans le menu 2.
2. Régler le statut à l'aide de la touche UP ou DOWN.
(ON = activer / OFF = désactiver)
3. Les touches┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent de
passer à l'option suivante du menu.
Activation / Désactivation du verrouillage des touches HAP
Cette fonction permet de modifier le comportement des touches du
fer HAP réglé en usine. Si le verrouillage est activé, le HAP est
enclenché à la première pression sur la touche puis arrêté par une
autre pression sur la touche.
1. Sélectionner l'option HAP LOCK dans le menu 2.
2. Régler le statut à l'aide de la touche UP ou DOWN.
(ON = activer / OFF = désactiver)
3. Les touches┌ 1 ┐ (retour) ou ┌ 2 ┐ (avance) permettent de
passer à l'option suivante du menu.
Remarque
Afin de protéger la pompe, celle-ci est désactivée automatiquement
après 20 minutes de marche continue.
Réglage de la caractéristique de régulation du WP 120
La fonction HI / LO CONTROL permet de régler la caractéristique de
régulation du WP 120 paramétrée en usine sur HI :
1 Sélectionner l'option HI / LO dans le menu 2.
2. Régler le statut à l'aide de la touche UP
(HI) ou DOWN (LO).
Page 19

WR 3M 19-22
AVERTISSEMENT !
8 Réinitialisation aux réglages d'usine
Réinitialisation des fonctions spéciales
Cette fonction est décrite en page 11 au chapitre “7.1 Sélection des
fonctions spéciales menu 1”, “Réinitialisation des fonctions spéciales
aux réglages d'usine”.
Réinitialisation du calibrage par rapport aux réglages usine
Cette fonction est décrite en page 15 au chapitre “7.2 Sélection des
fonctions spéciales menu 2”, “Réinitialisation du calibrage aux
réglages d'usine”.
9 Entretien et maintenance de la station
WR 3M
9.1 Maintenance du filtre
Contrôler régulièrement l'état d'encrassement du filtre principal
“VACUUM” et “AIR” et le remplacer si nécessaire.
Risque de détérioration de la pompe à vide en cas
de travail sans filtre.
Z Avant de commencer les travaux de soudure, contrôlez si le
filtre principal est monté !
Remplacement du filtre
1. Tourner le capuchon de recouvrement "Vac" (14) ou "Air" (15) de
45° vers la gauche et le retirer.
2. Retirer le filtre encrassé et le rebuter dans les règles de l'art.
3. Monter une cartouche filtrante WELLER d'origine.
S'assurer à cette occasion de la position correcte du joint
d'étanchéité du couvercle.
4. Monter le ressort de pression.
5. Remonter le capuchon de recouvrement en exerçant une légère
pression et en le tournant de 45° vers la droite.
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 20

20-22 WR 3M
10 Messages d'erreur et élimination des
défauts
Message / symptôme Cause possible Remède
Affichage "- - -"
Le HAP 200 ne fonctionne pas Le HAP 200 n'est pas raccordé
Affichage "tip" La panne à souder de l'outil
L'outil pick-up ne tient pas
Pas d'air au niveau de HAP Flexible à air pas raccordé ou
Pas de vide au niveau de l'outil
à dessouder
L'affichage d'état des LED
"VAC" ne correspond pas
Pas de fonctionnement de
l'afficheur (afficheur éteint)
LED "VAC" rouge Système de vide bouché
L'outil n'a pas été détecté
Outil défectueux
au canal 1
n'est pas insérée correctement
ou est défectueuse
Le vide n'est pas entièrement
établi
Tuyau flexible défectueux ou
plié
Tension initiale du ressort
trop forte
mal raccordé
Flexible à vide pas raccordé
ou mal raccordé
Buse de dessoudage
bouchée
Valeur seuil du manomètre pas
réglée correctement
Pas de tension de réseau
Contrôler le raccordement de
l'outil au niveau de l'appareil
Contrôler l'outil raccordé
Raccorder HAP 200 au canal 1
Réinsérer la panne à souder
Remplacer la panne à souder
défectueuse
Contrôler le vide au niveau du
raccord pick-up
Remplacer le tuyau flexible
Réduire la tension initiale du
ressort
Raccorder le flexible à air sur le
raccord AIR
Raccorder le flexible à vide sur
le raccord VAC
Nettoyer la buse de dessoudage
à l'aide de l'outil de nettoyage
Régler la valeur seuil du
manomètre dans le
menu spécial 2
Enclencher l'interrupteur
d'alimentation
Contrôler la tension de réseau
Contrôler la protection de
l'appareil
Nettoyer la buse d'aspiration
Contrôler le filtre (13) ; si jaune,
le remplacer
Nettoyer l'outil à dessouder –
remplacer le filtre
Contrôler le flexible à vide
Page 21

WR 3M 21-22
11 Accessoires
005 29 194 99 WP 120 kit de soudage avec support
WDH 10T, 120 W
005 29 193 99 WP 120 fer à souder, 120 W
005 29 183 99 WMRP kit fer à micro-souder, 40 watts
005 13 173 99 WMRT kit pincettes de micro-dessoudage, 80 watts
005 29 181 99 WP 80 kit fer à souder, 80 watts
005 29 161 99 WSP 80 kit fer à souder, 80 watts
005 33 155 99 WMP kit fer à souder, 65 watts
005 33 112 99 LR 21 kit fer à souder, 50 watts
005 33 113 99 LR 82 kit fer à souder, 80 watts
005 33 133 99 WTA 50 kit pincettes de dessoudage, 50 watts
005 33 135 99 WSP 150 kit fer à souder, 150 watts
005 25 030 99 WST 20 kit appareil d'isolation thermique, 50 watts
005 25 031 99 WST 82 kit appareil d'isolation thermique, 80 watts
005 27 040 99 WSB 80 bain de soudure, 80 watts
005 27 042 99 WSB 150 bain de soudure, 150 watts
005 27 028 99 WHP 80 plaque de préchauffage, 80 watts
005 13 181 99 DSXV 80 kit fer à dessouder linéaire, 80 watts
005 33 138 99 DSX 80 kit fer à dessouder, 80 watts
005 33 114 99 HAP 1 kit fer à air chaud, 100 watts
005 15 154 99 WRK kit plaques reposoirs commutatrices
005 15 155 99 WRK kit de dessoudage
005 29 184 99 WVP pipette à vide
005 27 116 99 HAP 200 fer à air chaud
005 27 117 99 HAP 200 kit air chaud
005 15 152 99 WDH 30 plaque reposoir pour HAP 200/DSX 80
005 15 153 99 WDH 40 plaque reposoir pour DXV 80
005 15 161 99 WDH 10T plaque reposoir commutatrice
WSP 80/WP 80
005 15 162 99 WDH 20T plaque reposoir commutatrice pour WMP
005 87 617 30 kit de dessoudage 33x33/24x24 avec pick-up
005 87 617 31 Set de dessoudage 27x27/20x20 avec preneur
005 87 617 32 Set de dessoudage 18/15,5/12,5/10 avec preneur
005 13 120 99 interrupteur au pied
005 87 388 50 adaptateur pour interrupteur au pied
005 15 125 99 Eponge de nettoyage à sec WDC 2
005 13 825 99 laine spirale pour WDC
005 87 597 28 connecteur Reset °C
005 87 597 27 connecteur Reset °F
Pour tout accessoire complémentaire, veuillez consulter les notices
d'utilisation des différents kits de fer à souder.
GB EN FR IT ES PT NL SV DK FI GR TR CZ PL HU SK SL EE LV LT
Page 22

22-22 WR 3M
12 Elimination des déchets
Eliminez les composants de l'appareil remplacés, les filtres ou les
anciens appareils conformément aux prescriptions en vigueur dans
votre pays.
13 Garantie
Les réclamations pour vices de fabrication expirent 12 mois après la
livraison. Cela n'est pas valable pour les droits de recours de
l'acheteur selon §§ 478, 479 BGB.
La garantie que nous accordons n'est valable que dans la mesure
où la garantie de qualité ou de solidité a fait l'objet d'une
confirmation écrite par nos soins et moyennant l'emploi du terme
"Garantie".
 Loading...
Loading...