

Weller WAD 101, WAD 101IG Operating Instructions Manual
WAD 101 / WAD 101IG
Betriebsanleitung - Mode d’emploi - Gebruiksaanwijzing - Istruzioni per l’uso - Operating
Instructions - Instruktionsbok - Manual de uso - Betjeningsvejledning - Manual do utilizador Käyttöohjeet - √‰ËÁ›Â˜ §ÂÈÙÔ˘ÚÁ›·˜ - Kullan∂m k∂lavuzu -
Návod k pouÏití - Instrukcja obs∏ugi Üzemeltetési utasítás - Návod na pouÏívanie - Navodila za uporabo - Kasutusjuhend Naudojimo instrukcija - Lieto‰anas instrukcija -
Ръководство за работа - Naputak za rukovanje -
Manual de exploatare
TR
GR
D
F
NL
I
GB
S
E
FIN
P
DK
Inhaltsverzeichnis Seite
1. Achtung! 1
2. Beschreibung Technische Daten 2
3. Inbetriebnahme 2
4. Potentialausgleich 3
5. Arbeitshinweise 3
6. Zubehörliste 4
7. Lieferumfang 4
Table des matières Page
1. Attention! 5
2. Description Caractéristiques techniques 6
3. Mise en service 6
4. Equilibrage de potentiel 7
5. Instruction d'emploi 7
6. Accessoires 8
7. Fournitures 8
Inhoud Pagina
1. Attentie! 9
2. Beschrijving Technische gegevens 10
3. Ingebruikname 10
4. Potentiaal compensatie 11
5. Werkaanwijzingen 11
6. Toebehoren 12
7. Leveromvang 12
Indice Pagina
1. Attenzione! 13
2. Descrizione Dati tecnici 14
3. Messa in esercidio 14
4. Equalizzazione dei potenziali 15
5. Indicazioni per l’uso 15
6. Accessori 16
7. Volume di fornitura 16
Table of contents Page
1. Caution! 17
2. Description Technical data 18
3. Commissioning 18
4. Equipotential bonding 19
5. Instruction for use 19
6. Accessories 20
7. Scope of supply 20
Innehållsförteckning Sidan
1. Observera! 21
2. Beskrivning Tekniska data 22
3. Idrigttagning 22
4. Potentialutjämning 23
5. Arbetsanvisningar 23
6. Tillbehör 24
7. Leveransomfång 24
Indice Página
1. Atencion! 25
2. Descripción Datos técnicos 26
3. Puesta en funcionamiento 26
4. Compensación de potencial 27
5. Indicaciones para el trabajo 27
6. Accesorios 28
7. Extensión del suministro 28
Indholdsfortegnelse Side
1. Forsigtig! 29
2. Beskrivelse Tekniske data 30
3. Ibrugtagning 30
4. Potentialudligning 31
5. Arbejdshenvisninger 31
6. Tilbehør 32
7. Leveringsomfang 32
Índice Página
1. Atençao! 33
2. Descrição Dados técnicos 34
3. Colocação em funcionamento 34
4. Ligação equipotencial 35
5. IInstruções de trabalho 35
6. Acessórios 36
7. Volume de entrega 36
Sisällysluettelo Sivu
1. Huomio! 37
2. Kuvaus Tekniset tiedot 38
3. Käyttöönotto 38
4. Potentiaalintasaus 39
5. Työohjeet 39
6. Lisätarvikkeet 40
7. Toimituksen laajuus 40
¶›Ó·Î·˜ ÂÚȯÔÌ¤ÓˆÓ ™ÂÏ›‰·
1. ¶ÚÔÛÔ¯‹! 41
2. ¶ВЪИБЪ·К‹ ΔВ¯УИО¿ ЫЩФИ¯В›· 42
3. ∞Ъ¯ИО‹ ı¤ЫЛ ЫВ ПВИЩФ˘ЪБ›· 42
4. ∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ 43
5. √‰ËÁ›Â˜ ÂÚÁ·Û›·˜ 43
6. ™˘ÌÏËڈ̷ÙÈο ÂÍ·ÚÙ‹Ì·Ù· 44
7. ª¤ÁÂıÔ˜ Ù˘ ·Ú¿‰ÔÛ˘ 44
Íçindekiler Sayfa
1. Dikkat! 45
2. Tasvir Teknik veriler 46
3. Kullanıma alı¸s 46
4. Potansiyel denkleme 47
5. Kullanımla ilgili notlar 47
6. Aksam listesi 48
7. Satı¸s kapsamı 48
SLO
CZ
PL
H
SK
LV
LT
EST
Obsah Strana
1. Pozor! 49
2. Popis Technické údaje 50
3. Uvedení do provozu 50
4. Vyrovnání potenciálÛ 51
5. Pracovní pokyny 51
6. Seznam pfiíslu‰enství 52
7. Rozsah dodávky 52
Spis treÊci Strona
1. Uwaga! 53
2. Opis Dane techniczne 54
3. Uruchomienie 54
4. Wyrównanie potencja∏u 55
5. Wskazówki dot. pracy 55
6. Lista akcesoriów 56
7. Zakres wyposa˝enia 56
Tartalomjegyzék Oldal
1. Vigyázat! 57
2. Leírás Mıszaki adatok 58
3. Üzembevétel 58
4. Potenciálkiegyenlítés 59
5. Útmutató a munkához 59
6. Tartozéklista 60
7. Szállítási terjedelem 60
Obsah Strana
1. Pozor! 61
2. Opis Technické údaje 62
3. Uvedenie do prevádzky 62
4. Vyrovnanie potenciálov 63
5. Pracovné pokyny 63
6. Zoznam príslu‰enstva 64
7. Objem dodávky 64
Vsebina Stran
1. Pozor! 65
2. Tehniãni opis Tehniãni podatki 66
3. Pred uporabo 66
4. Izenaãevanje potenciala 67
5. Navodila za delo 67
6. Seznam pribora 68
7. Obseg dobave 68
Sisukord Lehekülg
1. Tähelepanu! 69
2. Kirjeldus Tehnilised andmed 70
3. Kasutuselevõtt 70
4. Potentsiaalide ühtlustamine 71
5. Tööjuhised 71
6. Lisavarustuse nimekiri 72
7. Tarne sisu 72
BG
RO
HR
Turinys Puslapis
1. Dòmesio! 73
2. Apra‰ymas Techniniai duomenys 74
3. Pradedant naudotis 74
4. Potencial˜ i‰lyginimas 75
5. Darbo nurodymai 75
6. Papildomos ∞rangos sàra‰as 76
7. Tiekiamas komplektas 76
Satura rÇd¥tÇjs
1. Uzman¥bu! 77
2. Apraksts Tehniskie dati 78
3. Lieto‰ana 78
4. PotenciÇla izl¥dzinljana 78
5. Lieto‰anas noteikumi 79
6. Piederumu saraksts 79
7. PiegÇdes 80
Съдържание страница
1. Внимание! 81
2. Описание Технически данни 81
3. Започване на работа 82
4. Изравняване на потенциалите 82
5. Инструкции за работа 83
6. Спецификация на принадлежностите 84
7. Обем на доставката 84
Cuprins Pagina
1. Atenție! 85
2. Descriere Date tehnice 85
3. Punerea în funcțiune 86
4. Egalizarea de potențial 87
5. Instrucțiuni de lucru 87
6. Lista de accesorii 88
7. Pachetul de livrare 88
Sadržaj Stranica
1. Pažnja! 89
2. Opis Tehnički podaci 89
3. Puštanje u pogon 90
4. Izjednačavanje potencijala 91
5. Upute za rad 91
6. Popis pribora 92
7. Popratna oprema 92
NLFD
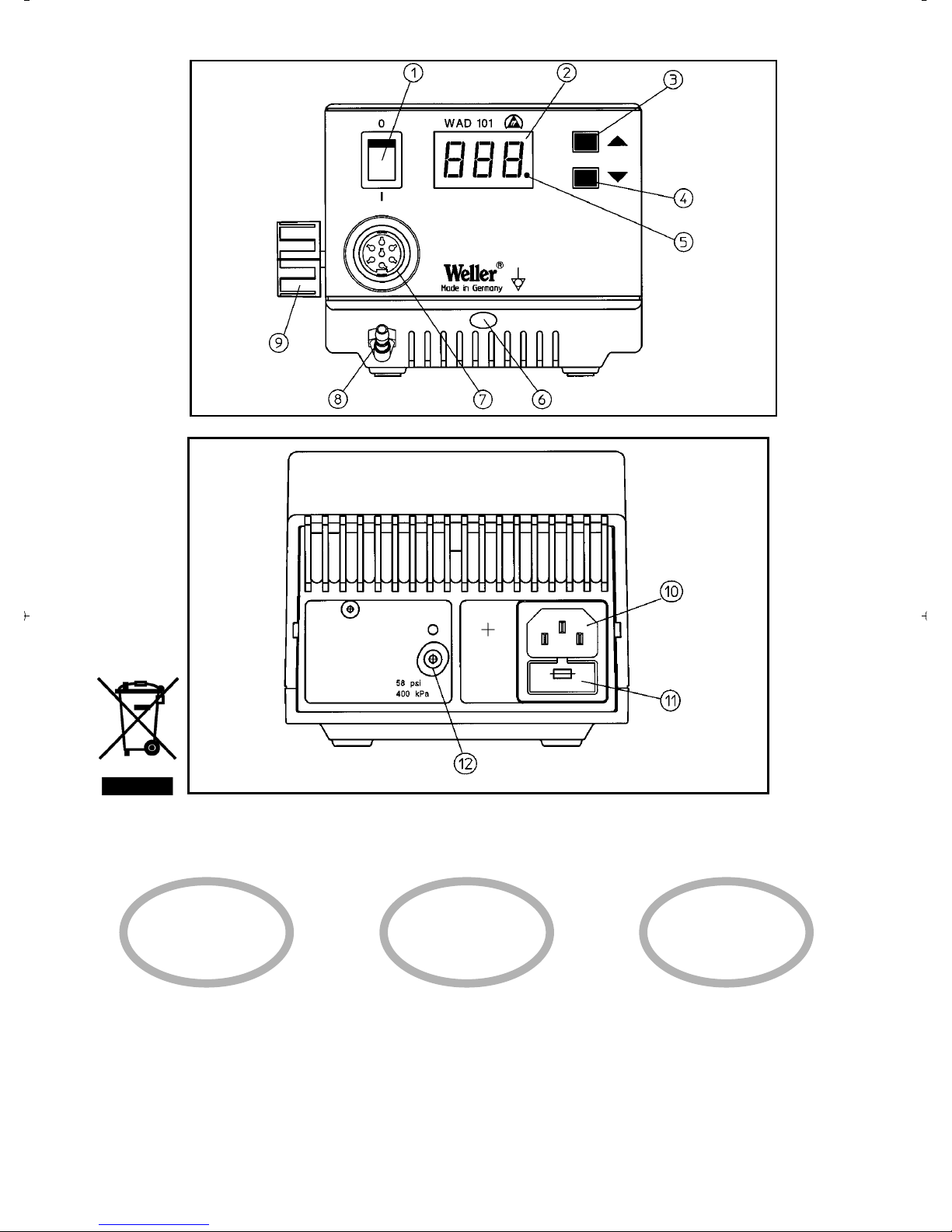
1. Netzschalter
2. Digitalanzeige
3. „Up“-Taste
4. „Down“-Taste
5. Optische Regelkontrolle
6. Potentialausgleichsbuchse
7. Anschlussbuchse für Lötkolben
8. Luftanschlussnippel für
Heißluftkolben
9. Drosselventil für Durchflussmenge
10. Netzanschluss
11. Netzsicherung
12. Schnellkupplung für
Druckluftanschluss
1. Interrupteur secteur
2. Afficheur numérique
3. Touche „Up“
4. Touche „Down“
5. Contrôl visuel du réglage
6. Prise de compensation du
potentiel
7. Prise de raccordement du le fer
à souder
8. Tenon d’air comprimé pour le fer
à air chaud
9. Soupape d’étranglement pour
le débit de passage
10. Raccordement secteur
11. Fusible secteur
12. Accouplement rapide pour
le raccordement d’air comprimé
1. Netschakelaar
2. Digitaal display
3. Up“ toets
4. Down“ toets
5. Optische regelcontrole
6. Potentiaalcompensatiebus
7. Aansluitbus voor soldeerapparaat
8. Luchtaansluitingsnippel
voor heteluchtbout
9. Smoorklep voor
doorstroomhoeveelheid
10. Netaansluiting
11. Netzekering
12. Snelkoppeling voor
persluchtaansluiting
FIN
1. Verkkokytkin
2. Digitaalinen näyttö
3. „UP“-näppäin
4. „DOWN“-näppäin
5. Optinen säätökontrolli
6. Potentiaalintasausliitäntä
7. Kolvin liitäntä
8. Kuumailmaliitäntä
(kuumailmamäntä)
9. Läpivirtausmäärän kuristusventtiili
10. Verkkoliitäntä
11. Verkkosulake
12. Paineilmaliitoksen pikaliitin
P
1. Interruptor de rede
2. Mostrador digital
3. Tecla „Up“
4. Tecla „Down“
5. Controlo visual da regulação
6. Conector para a ligação equipoten
cial
7. Conector para o ferro de soldar
8. Niple de ligação para o ar para
dispositivo de ar quente
9. Estrangulador para débito de
passagem
10. Ligação à rede
11. Fusível de rede
12. Acoplamento de desengate rápido
para ligação ao ar comprimido
DK
1. Netafbryder
2. Digitalvisning
3. „Up“-knap
4. „Down“-knap
5. Optisk regulatorkontrol
6. Potentialudligningsbøsning
7. Tilslutningsbøsning til lodde
kolbe
8. Lufttilslutningsnippel ti varm
luftkolbe
9. Drosselventil til
gennemstrømningsmængden
10. Nettilslutning
11. Netsikring
12. Hurtigkobling til tryklufttilslut
ningen
E
SGB
I
1. Mains switch
2. Digital display
3. „Up“-Button
4. „Down“-Button
5. Optical regulator
6. Equipotential bonding bush
7. Connection bush for soldering
iron
8. Air Connection Nipple for
Hot Air Soldering Tool
9. Flow Control Valve For Flow Rate
10. Power supply connector
11. Fuse
12. Quick Action Coupling
for Compressed Air Connection
1. Nätströmbytare
2. Digitalindikation
3. „Up“-tangent
4. „Down“-tangent
5. Optisk regleringskontroll
6. Potentialutjämningsbussning
7. Anslutningsbussning till lödkolv
8. Trycklufts - anslutningsnippel
för varmluftslödkolv
9. Strypventil för tryckluft
10. Nätanslutning
11. Nätsäkring
12. Snabbkoppling
för tryckluftsmatningen
TR
GR
1. Interruttore di rete
2. Indicatore digitale
3. Tasto „Up“
4. Tasto „Down“
5. Controllo di regolazione ottico
6. Boccola per compensazione di
potenziale
7. Boccola di collegamento per
stilo saldatore
8. Nipplo per attacco aria
9. Valvola di regolazione portata
10. Collegamento a rete
11. Fusibile di rete
12. Giunto rapido per attacco
aria compressa
1. Interruptor de red
2. Indicación digital
3. Tecla „Up“
4. Tecla „Down“
5. Control óptico de regulación
6. Conector hembra para compensa
ción de potencial
7. Conector hembra para soldador
8. Niple de toma de aire para el
soldador de aire caliente
9. Válvula mariposa para regulación
del caudal
10. Conexión de red
11. Fusible de red
12. Cople rápido para la toma de
aire comprimido
1. ∏ПВОЪИОfi˜ ‰И·ОfiЩЛ˜
2. æËÊȷ΋ ¤Ó‰ÂÈÍË
3. ¶Ï‹ÎÙÚÔ „UP“
4. ¶Ï‹ÎÙÚÔ „DOWN“
5. √ЩИОfi˜ Ъ˘ıМИЫЩИОfi˜ ¤ПВБ¯Ф˜
6. ÀÔ‰Ô¯‹ Â͛ۈÛ˘ ‰˘Ó·ÌÈÎÔ‡
7. ™˘У‰ВЩИО‹ ˘Ф‰Ф¯‹ БИ· ЩФ ¤М‚ФПФ
Ы˘БОФПП‹ЫВˆУ
8. ∂Н¿ЪЩЛМ· МВ ВЪИОfi¯ПИФ БИ· ЩЛУ
Ы‡У‰ВЫЛ ЩФ˘ ·¤Ъ· ЪФ˜ ПВИЩФ˘ЪБ›·
ЩФ˘ ВМ‚fiПФ˘ ıВЪМФ‡ ·¤Ъ·
9. ™ЩЪ·ББ·ПИЫЩИО‹ ‚·П‚›‰· БИ· ЩЛ
Ъ‡ıМИЫЛ ЩЛ˜ ФЫfiЩЛЩ·˜ ‰И·ЪЪФ‹˜
·¤Ú·
10. ™‡У‰ВЫЛ ЫЩФ ЛПВОЩЪИОfi ЪВ‡М·
11. ∏ПВОЩЪИО‹ ·ЫК¿ПВИ·
12. Δ·¯˘Û˘ÌϤÎÙ˘ ÁÈ· ÙËÓ Û‡Ó‰ÂÛË
ÙÔ˘ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·
1. Elektrik ¸salteri
2. Dijital gösterge
3. „UP”- (yukarı) tu¸su
4. „DOWN” (a¸sa˘gı) tu¸su
5. Optik ayar kontrolu
6. Potansiyel denkleme giri¸si
7. Lehim kalemleri için giri¸s
8. Sıcak havalı lehim kalemleri için
hava ba˘glama rakoru
9. Akım miktarı için kısma supabı
10. Elektrik ba˘glantısı
11. Elektrik sigortası
12. Basınçlı hava için çabuk ba˘glantı
BG
LV
LT
SLO
SK
HPL
CZ
EST
1. SíÈov˘ vypínaã
2. Displej
3. Tlaãítko UP
4. Tlaãítko DOWN
5. Optická kontrola regulace
6. Zdífika pro vyrovnání potenciálÛ
7. Zásuvka pro pfiipojení pájeãky
8. Pfiipojovací spojka pro
horkovzdu‰nou pájeãku
9. Regulaãní ventil pro regulaci
prÛtoku vzduchu
10. SíÈová pfiípojka
11. SíÈová pojistka
12. Rychlospojka pro pfiipojení
stlaã. vzduchu
1. W∏àcznik sieciowy
2. Wskaênik cyfrowy
3. Przycisk UP
4. Przycisk DOWN
5. Optyczna kontrola regulacji
6. Gniazdo wyrównania potencja∏u
7. Gniazdo przy∏àczeniowe kolby
lutowniczej
8. Z∏àczka przy∏àczeniowa powietrza
do lutownic na goràce powietrze
9. Zawór d∏awiàcy dla nat ˝enie
przep∏ywu
10. Przy∏àcze sieciowe
11. Bezpiecznik sieciowy
12. ¸àcznik wtykowy dla przy∏àcza
spr ˝onego powietrza
1. hálózati kapcsoló
2. digitális kijelzŒ
3. UP gomb
4. DOWN gomb
5. optikai szabályozóellenŒrzŒ
6. PotenciálkiegyenlítŒ hüvely
7. forrasztópáka csatlakozóhüvelye
8. levegŒcsatlakozó a
forrólevegŒs páka számára
9. mennyiségszabályozó fojtószelep
10. hálózati csatlakozás
11. hálózati biztosíték
12. sırített levegŒ gyorscsatlakozója
1. SieÈov˘ vypínaã
2. Digitálny ukazovateº
3. Tlaãidlo UP
4. Tlaãidlo DOWN
5. Optická kontrola regulácie
6. Prípojka pre vyrovnanie napätia
7. Pripájacia zásuvka pre spájko
vaãku
8. Pripájacia spojka pre
horúcovzdu‰nú spájkovaãku
9. Regulaãn˘ ventil pre reguláciu
prietoku vzduchu
10. SieÈová prípojka
11. SieÈov˘ istiã
12. R˘chlospojka pre pripojenie
stlaã. vzduchu
1. OmreÏno stikalo
2. Digitalni prikaz
3. Tipka UP (gor)
4. Tipka DOWN (dol)
5. Vizualna kontrola krmiljenja
6. Pu‰a za izenaãevanje potenciala
7. Prikljuãna doza za spajkalnik
8. Prikljuãni nastavek spajkalnika
za vroãi zrak
9. Du‰ilni ventil za pretok
10. Vtiãnica za elektriãni kabel
11. OmreÏna varovalka
12. Hitra spojka za prikljuãek
komprimiranega zraka
1. Võrgulüliti
2. Digitaalnäidik
3. "UP" klahv
4. "DOWN" klahv
5. Optiline reguleerimiskontroll
6. Potentsiaalide ühtlustuspuks
7. Jootekolvi ühenduspuks
8. Õhuühendusnippel
kuumaõhukolvi jaoks
9. Vooluhulga drosselventiil
10. Võrguühendus
11. Võrgukaitse
12. Suruõhu kiirühenduspesa
1. Tinklo jungiklis
2. Skaitmeninis indikatorius
3. Mygtukas „UP"
4. Mygtukas „DOWN"
5. Optinò valdymo kontrolò
6. Potencial˜ i‰lyginimo lizdas
7. Lituoklio jungimo lizdas
8. Oro jungimo mova kar‰to oro
strypui
9. Oro srauto droselinis voÏtuvas
10. Lizdas elektros tinklui prijungti
11. Tinklo saugiklis
12. Mova suspaustam orui
prijungti
1. Мрежов прекъсвач
2. Цифрова индикация
3. Бутон “UP”
4. Бутон “DOWN”
5. Оптичен контрол на регулирането
6. Букса за изравняване на
потенциали
7. Съединителна букса за поялника
8. Нипел за присъединяване на
въздух за въздушен поялник
9. Дроселен вентил за разхода
10. Букса за включване в мрежата
11. Мрежов предпазител
12. Бързодействащ съединител за
съединител за сгъстен въздух
1. Elektr¥bas baro‰anas slïdzis
2. DigitÇlie rÇd¥jumi
3. "UP" (Aug‰up) tausti¿‰
4. "DOWN" (Lejup) tausti¿‰
5. OptiskÇ regulï‰ana
6. PotenciÇlu izl¥dzinljanas bukse
7. LodÇmura kontaktvieta
8. Gaisa pieslïguma iemava karstÇ
gaisa lodÇmuram
9. Droseles vÇrsts caurpldes apjo
mam
10. T¥kla pieslïgums
11. Elektr¥bas t¥kla dro‰¥bas elements
12. PaÇtrinÇtais savienojums saspiestÇ
gaisa pieslïgumam

HR
RO
WAD 101
WAD 101IG
WP 80IG
WP 120IG
1 Comutator de rețea
2. Afișaj digital
3. Tasta „UP“
4. Tasta „DOWN“
5. Controlul optic al setării
6. Mufă pentru egalizarea de potențial
7. Priză de racordare pentru
ciocanul de lipit
8. Niplu de racordare pentru letconul cu
aer cald
9. Supapă de strangulare a debitului
10. Racord la rețea
11. Siguranță de rețea
12. Cuplă rapidă pentru racordul de aer
comprimat
1. Mrežna sklopka
2. Digitalni zaslon
3. Tipka „UP“
4. Tipka „DOWN“
5. Optička kontrola upravljanja
6. Utičnica za izjednačavanje potencijala
7. Priključna utičnica za lemilo
8. Nazuvica za priključak zraka za
lemilo na vrući zrak
9. Zaporni ventil za količinu protoka
10. Mrežni priključak
11. Mrežni osigurač
12. Brza spojnica za spoj
komprimiranog zraka
Wir danken Ihnen für das mit dem Kauf der Weller
Heißluftstation WAD 101 / WAD 101IG erwiesene Vertrauen.
Bei der Fertigung wurden strengste Qualitäts-Anforderungen
zugrunde gelegt, die eine einwandfreie Funktion des Gerätes
sicherstellen.
1. Achtung!
Vor Inbetriebnahme des Gerätes lesen Sie bitte diese
Betriebsanleitung und die beiliegenden Sicherheitshinweise
aufmerksam durch. Bei Nichteinhaltung der Sicherheitsvorschriften droht Gefahr für Leib und Leben.
Für andere, von der Betriebsanleitung abweichende Verwendung, sowie bei eigenmächtiger Veränderung, wird von
Seiten des Herstellers keine Haftung übernommen.
Die Weller Heißluftstation WAD 101 / WAD 101IG entspricht
der EG Konformitätserklärung gemäß den grundlegenden
Sicherheitsanforderungen der Richtlinien 2004/108/EG,
2006/95/EG und 2011/65/EU (RoHS).
2. Beschreibung
2.1 Steuergerät WAD 101
Die WAD 101 ist eine Heißluftstation, die sich durch ihre große
Funktionsvielfalt aus zeichnet.
2.2 Steuergerät WAD 101IG
Die WAD 101IG ist eine Schutzgaslötstation für den Betrieb der
Schutzgas Lötkolben WP 80IG und WP 120IG.
Durch den Einsatz eines Mikroprozessors wird eine einfache
und kom fortable Bedienung ermöglicht. Die Regelelektronik
gewährleistet ein optimales Regelverhalten an unterschiedlichen Lötwerkzeugen. Die Lötwerkzeuge selbst
werden automatisch erkannt und die entsprechenden
Regelparameter zuge ordnet. Die besonders leistungsfähigen
24 V Heizelemente ermöglichen ein ausge zeichnetes
dynamisches Verhalten. So wird das Lötwerkzeug zum universellen Einsatz gebracht.
Die gewünschte Temperatur kann über 2 Tasten (UP/DOWN)
eingestellt werden. Für den Heißluftkolben sind Temperaturen
von 50°C - 550°C (122°F - 999°F) realisierbar, beim Anschluss
eines Lötkolbens wird der Einstellbereich automatisch auf max.
450°C (842°F) begrenzt. Soll- und Istwert werden digital angezeigt. Das Erreichen der vor gewählten Temperatur wird durch
Blinken einer roten LED in der Anzeige signalisiert, die zur
optischen Regelkontrolle dient. Dauerndes Leuchten bedeutet,
dass das System aufheizt.
Bei dem Steuergerät WAD 101 wird der Luftdurchfluss durch
einen, im Handgriff integrierten, Fingerschalter gesteuert.
Die Durchflussmengeneinstellung erfolgt stufenlos über ein
Drosselventil im Bereich von ca. 0-10 l/min.
Die ausströmende Heißluft ist frei von statischer Aufladung.
Bei dem Steuergerät WAD 101IG wird der Gasdurchfluss
durch die Schaltablage WDH 10T gesteuert.
Die Durchflusmengeneinstellung ist im Bereich 0-5 l/min.
möglich.
Verschiedene Potentialausgleichsmöglichkeiten zur
Lötspitze, Nullspannungsschal tung und antistatische
Ausführung von Steuergerät und Kolben ergänzen den hohen
Qualitätsstandard. Die Anschlussmöglichkeit eines externen
Eingabegerätes erweitert die Funktionsvielfalt. Mit den als
Option erhältlichen Eingabe geräten WCB 1 und WCB 2
können unter anderem Zeit- und Verriege lungs funktionen
realisiert werden. Ein integriertes Temperaturmeßgerät
gehört zum erweiterten Um fang des Eingabegerätes WCB 2.
2.3. Lötkolben
HAP 1:
100 W Heißluftkolben mit integriertem Fingerschalter. Eignet
sich zum Löten und Entlöten von oberflächenmontierten
Bauelementen. Ein breites Düsenprogramm macht den HAP 1
universell einsetzbar.
Der Heißluftkolben kann an der WAD 101IG nicht betrieben
werden
WMP:
Der Weller Micro Lötkolben WMP eignet sich durch sein
handliches Konzept zur Bearbeitung professioneller SMD
Elektronik. Eine kurze Distanz zwischen Griffpunkt und
Lötspitze erlaubt eine ergonomische Handhabung des 65 W
Lötkolbens bei der Durchführung feinster Lötarbeiten.
MPR 80:
Der Weller Peritronic MPR 80 ist ein Lötkolben mit einstellbarem Arbeitswinkel von 40°. Dadurch wird eine individuelle
Gestaltung des Lötprozesses hinsichtlich seiner Ergonomie
ermöglicht. Durch seine Leistung von 80 W und schlanker
Bauform eignet er sich für feine Lötarbeiten.
WTA 50:
Die Entlötpinzette WTA 50 wurde speziell zum Auslöten von
SMD-Bauteilen konzipiert. Zwei Heizelemente (2 x 25 W) mit
jeweils eigenem Temperatursensor sorgen für gleiche
Temperaturen an beiden Schenkeln.
LR 82:
Leistungsfähiger 80 W Lötkolben für Lötarbeiten mit großem
Wärmebedarf. Die Befestigung der Lötspitze erfolgt über
einen Bajonettverschluss, der einen positionstreuen
Spitzenwechsel ermöglicht.
Deutsch
1
2
WP 80 / WSP 80:
Der Lötkolben WP 80 / WSP 80 zeichnet sich durch sein
blitzschnelles und präzises Erreichen der Löttemperatur aus.
Durch seine schlanke Bauform und einer Heizleistung von
80 W ist ein universeller Einsatz von extrem feinen
Lötarbeiten bis hin zu solchen mit hohem Wärmebedarf
möglich. Nach Wechsel der Lötspitze ist ein unmittelbares
Weiterarbeiten möglich, da die Betriebstemperatur in
kürzester Zeit wieder erreicht ist.
Weiter anschließbare Werkzeuge siehe Zubehörliste.
3. Inbetriebnahme
Das Lötwerkzeug in der Sicherheitsablage ablegen.
Druckluftschlauch mit Außen durch messer 6 mm in die
Schnellkupplung für Druckluftanschluss (12) einstecken.
Druckluftversorgung mit 400 kPa (58 psi) trockener ölfreier
Druckluft oder Stickstoff N2herstellen.
Warnung: Bei der Verwendung von Stickstoff ist auf
ausreichende Raumbelüftung zu achten.
Die elektrische Verbindungsleitung des Lötwerkzeugs in die
7 pol. Anschlussdose (7) an der Frontplatte einstecken und
arretieren. Den Luftschlauch auf den Luft anschluss nippel (8)
stecken. Überprüfen, ob die Netzspannung mit der Angabe
auf dem Typenschild übereinstimmt und der Netzschalter (1)
sich im ausgeschalteten Zustand befindet. Bei korrekter
Netzspannung das Steuergerät mit dem Netz verbinden.
Warnung:
Den Heißluftkolben nicht auf Personen oder brennbare
Gegenstände richten.
Gerät am Netzschalter (1) einschalten. Beim Einschalten des
Gerätes wird ein Selbsttest durchgeführt, bei dem alle
Anzeigeelemente (2) in Betrieb sind. Anschließend wird kurzzeitig die eingestellte Temperatur (Sollwert) und die
Temperaturversion (°C/°F) angezeigt. Danach schaltet die
Elektronik automatisch auf die Istwertanzeige um. Roter
Punkt (5) in der Digitalanzeige (2) leuchtet. Dieser Punkt
dient als optische Regelkontrolle. Dauerndes Leuchten
bedeutet, System heizt auf. Blinken signalisiert das
Erreichen der Betriebstemperatur.
Temperatureinstellung
Grundsätzlich zeigt die Digitalanzeige (2) den
Temperaturistwert an. Durch Betätigung der „UP“ oder
„DOWN“ Taste (3) (4) schaltet die Digitalanzeige (2) auf den
derzeit eingestellten Sollwert um.
Der eingestellte Sollwert (blinkende Anzeige) kann nun durch
Antippen oder permanentes Drücken der „UP“ oder „DOWN“
Taste (3) (4) in entsprechender Richtung verändert werden.
Wird die Taste permanent gedrückt, verändert sich der
Sollwert im Schnelldurchlauf. Ca. 2 sec. nach dem Loslassen
schaltet die Digitalanzeige (2) automatisch wieder auf die
Istwertanzeige um.
Luftmengeneinstellung
Die gewünschte Durchflussmenge kann am Drosselventil (9)
eingestellt werden. Linksdrehung am Drosselventil (9) erhöht
die Durchflussmenge. Solange sich der Fingerschalter im
gedrückten Zustand befindet, wird Luft durch den
Heißluftkolben gefördert.
Deutsch
Technische Daten
Abmessungen in mm: 166 x 134 x 101 (L x B x H)
Netzspannung: 230 V / 50 Hz (120 V / 60 Hz)
Leistungsaufnahme WAD 101: 105 W
Leistungsaufnahme WAD 101IG: 150 W
Schutzklasse: 1 (Steuergerät) und 3 (Lötwerkzeug)
Sicherung: 230 V: T 630 mA (120 V: T 1,0 A)
Temperaturregelung: °C Version: Heißluft 50°C - 550°C
Lötkolben & Schutzgaslötkolben 50°C - 450°C
°F Version: Heißluft 122°F - 999°F
Lötkolben & Schutzgaslötkolben 122°F - 842°F
Genauigkeit: Heißluft ± 30°C (± 54°F)
Lötkolben & Schutzgaslötkolben ± 9°C (± 17°F)
Luftmenge: ca. 0 - 10 l/min
Regelbereich WAD 101IG: ca. 0 - 5 I/min.
Druckluft: Eingangsdruck 400 kPa (58 psi) ölfreie, trockene Druckluft oder Stickstoff N
2
Druckluftanschluss: Druckluftschlauch Außendurchmesser 6 mm (0,24“)
Schutzgasdruck: Der Eingangsdruck ist über eine Druckregeleinheit fest auf 200 kPa eingestellt.
Die Druckregeleinheit darf nicht verstellt werden.
Standardsetback bei Steuergerät WAD 101
Herabsetzen der eingestellten Solltemperatur auf 150°C.
Die Setbackzeit, nachdem die Lötstation in den
Standbymodus wechselt beträgt 20 min. Nach dreifacher
Setback zeit (60 Min) wird die „AUTO-OFF“ Funktion aktiviert.
Das Lötwerkzeug wird abge schalten (blinkender Strich in der
Anzeige).
Einstellung: Während des Einschaltens die „UP“ - Taste (3)
gedrückt halten bis ON oder OFF in der Anzeige erscheint.
Beim Loslassen der “UP” - Taste wird die Einstellung abgespeichert. Zum Verändern Vorgang wiederholen.
Standardsetback bei Steuergerät WAD 101IG
Nach Ablegen des Lötkolbens wird nach 2 Min. die
Solltemperatur auf 180°C abgesenkt und die
Schutzgaszufuhr abgeschaltet. Die „AUTO-OFF“ Funktion ist
deaktiviert.
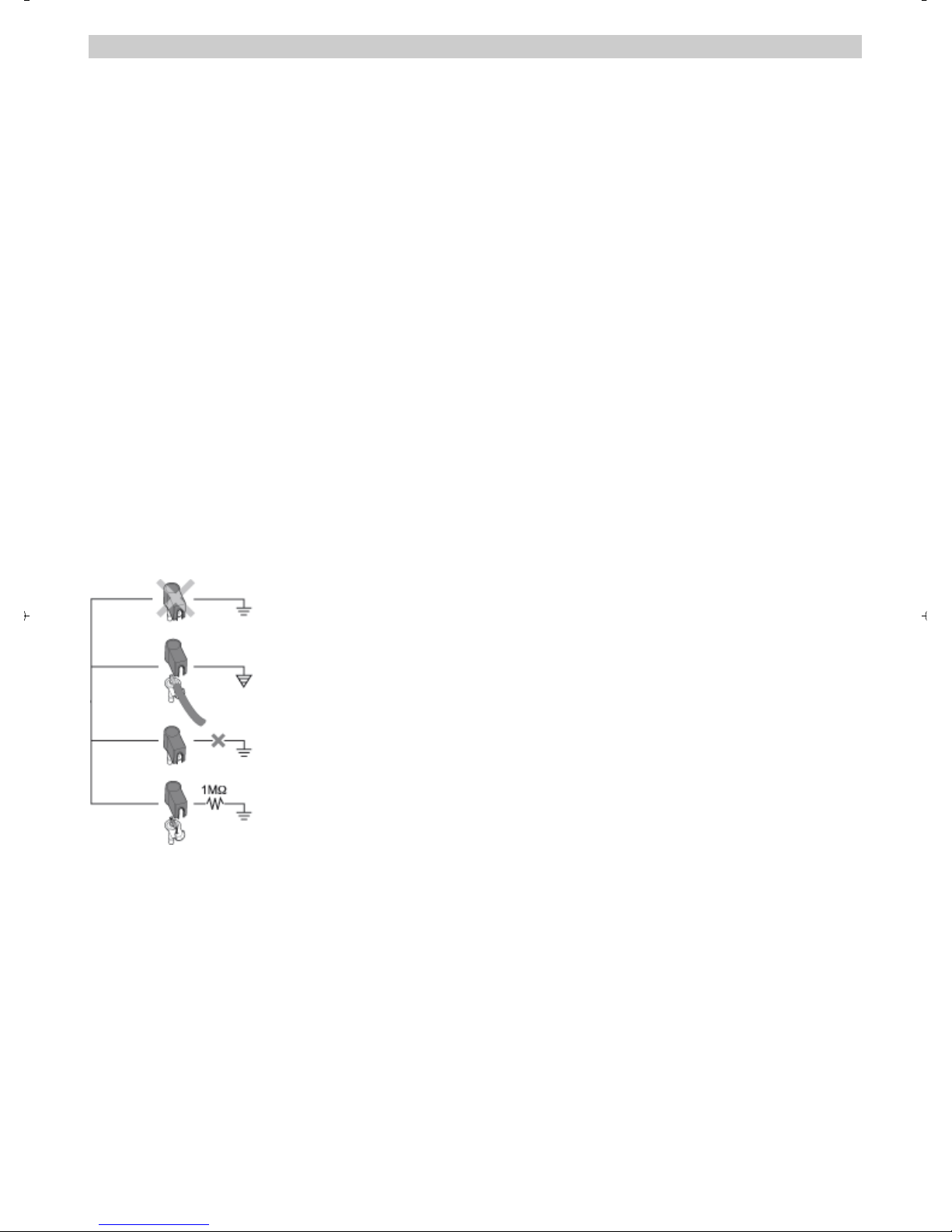
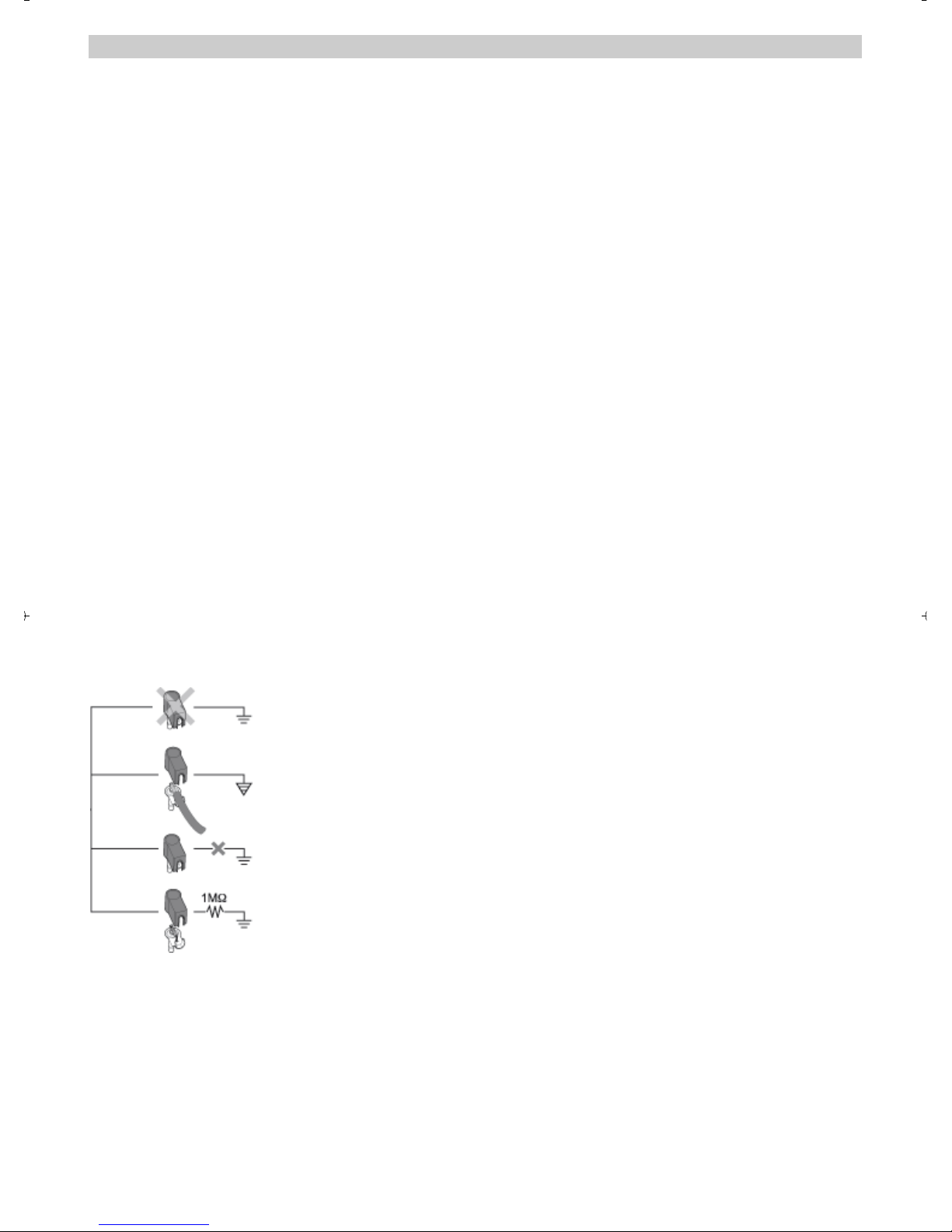
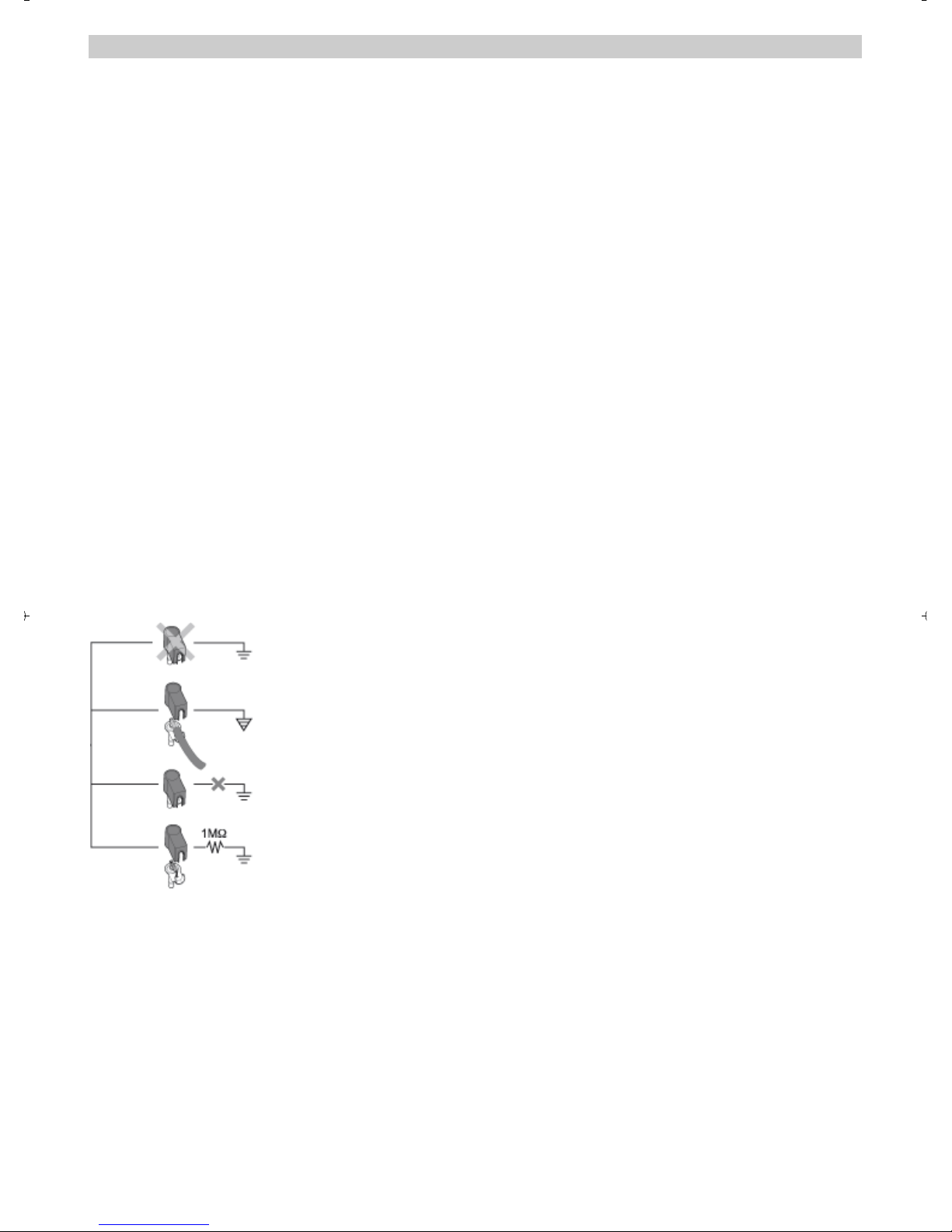
4. Potentialausgleich
Durch unterschiedliche Beschaltung der 3,5 mm
Schaltklinkenbuchse (6) sind 4 Va ri a tionen realisierbar:
Hart geerdet:
Ohne Stecker
(Auslieferungszustand)
Potentialausgleich
(Impedanz 0 Ohm):
Mit Stecker, Ausgleichsleitung am
Mittelkontakt
Potentialfrei:
Mit Stecker
Weich geerdet:
Mit Stecker und eingelötetem
Widerstand. Erdung über den
gewählten Widerstandswert
5. Arbeitshinweise
Externes Eingabegerät WCB 1 und WCB 2 (Option)
Bei der Verwendung eines externen Eingabegerätes stehen
folgende Funktionen zur Verfügung.
3
Offset:
Die reale Lötspitzentemperatur kann durch die Eingabe eines
Tempe raturoffsets um ± 40°C verändert werden.
Setback:
Herabsetzung der eingestellten Solltemperatur auf
150°C/300°F (Standby). Die Setbackzeit, nachdem die
Lötstation in den Standby -modus wechselt, ist von
0-99 Minuten einstellbar. Der Setbackzu stand wird durch
eine blinkende Istwertanzeige signalisiert. Nach dreifacher
Setbackzeit wird die „AUTO-OFF“aktiviert. Das Lötwerkzeug
wird abgeschalten (blinkender Strich in der Anzeige).
Durch Drücken einer Taste oder Fingerschalterdruck wird der
Setbackzustand bzw. Auto-OFF Zustand beendet.
Dabei wird kurzzeitig der eingestellte Sollwert angezeigt.
Lock:
Verriegelung von Solltemperatur und Temperaturfenster.
Nach dem Verriegeln sind an der Lötstation keine
Einstelländerungen möglich.
°C/°F:
Umschalten der Temperaturanzeige von °C in °F und umgekehrt. Drücken der „DOWN“ Taste während des Einschaltens
zeigt die aktuelle Temperaturversion an.
Window:
Einschränkung des Temperaturbereichs auf max. ± 99°C
ausgehend von einer durch die „LOCK“ Funktion verriegelten
Temperatur. Die verriegelte Temperatur stellt somit die Mitte
des einstellbaren Temperaturbereiches dar.
Cal:
Factory setting FSE (Rücksetzen aller Einstellwerte auf 0,
Temperatursollwert 350°C/660°F).
PC-Schnittstelle:
RS 232 (nur WCB 2)
Temperaturmeßgerät:
Integriertes Temperaturmeßgerät für Thermoelement Typ K
(nur WCB 2)
Heißluftkolben
Die Heißluftdüsen sind in den Heizkörper eingeschraubt. Zum
Düsenwechsel den Steckschlüssel SW 8 verwenden und am
Heizkörper mit Gabelschlüssel kontern.
Achtung:
Die Gewindetiefe beträgt max. 5 mm (0,2“). Ein längeres
Gewinde führt zur Zerstörung des Heizkörpers.
Stickstoff N
2
vermindert die Oxidation und das Flussmittel
bleibt länger aktiv. Wir empfehlen Stickstoff N2, der in
Stahlflaschen im Handel erhältlich ist. Die Flasche muss mit
einem Druckminderer 0-10 bar ausgerüstet sein.
Deutsch
3

4
Lötkolben
Der Übergang zwischen Heizkörper/Sensor und der Lötspitze
darf nicht durch Schmutz, Fremdkörper oder Beschädigung
beeinträchtigt werden, da dies Auswirkungen auf die
Genauigkeit der Temperaturregelung hat. Beim ersten
Aufheizen die selektiv verzinnbare Lötspitze mit Lot benetzen. Dies entfernt lagerbedingte Oxydschichten und
Unreinheiten der Lötspitze. Bei Lötpausen und vor dem
Ablegen des Lötkolbens immer darauf achten, dass die
Lötspitze gut verzinnt ist. Keine zu aggressiven Flussmittel
verwenden.
Achtung:
Immer auf ordnungsgemäßen Sitz der Lötspitze achten.
Die Lötgeräte wurden für eine mittlere Lötspitze bzw. Düse
justiert. Abweichungen durch Spitzenwechsel oder der
Verwendung von anderen Spitzenformen können entstehen.
6. Zubehörliste
T005 33 114 99 Heißluftset HAP 1
T005 29 180 99 Lotkolbenset WP 80
T005 29 161 99 Lötkolbenset WSP 80
T005 33 131 99 Lötkolbenset MPR 80
T005 33 113 99 Lötkolbenset LR 82
T005 33 133 99 Entlötset WTA 50
T005 27 040 99 Lötbad WSB 80
T005 33 155 99 Lötkolbenset WMP
T005 27 028 99 Vorheizplatte WHP 80
T005 25 030 99 Thermisches Abisoliergerät WST 20
T005 31 180 99 Externes Eingabegerät WCB 2
T005 33 158 99 Lötset Inert Gas mit Schaltablage
WSP 80IG (PU WAD 101IG)
T005 29 198 99 Schutzgaslötkolben WP 120IG
(PU WAD 101IG)
T005 15 161 99 WDH 10T Sicherheitsablage mit
Stop+Go-Funktion
7. Lieferumfang
WAD 101
Steuergerät
Heißluftkolben HAP 1
Sicherheitsablage KH 27
Netzkabel
Wechselwerkzeug für Düsen
Klinkenstecker 3,5 mm
Heißluftdüse R04
Betriebsanleitung
Sicherheitshinweise
PU WAD 101
Steuergerät
Klinkenstecker 3,5 mm
Netzkabel
Betriebsanleitung
Sicherheitshinweise
PU WAD 101IG
Steuergerät
Netzkabel
Klinkenstecker 3,5 mm
Betriebsanleitung
Sicherheitshinweise
Bild Düsensortiment HAP 1 siehe Seite 93
Bild Schaltplan siehe Seite 94
Bild Explo-Zeichnung siehe Seite 95
Technische Änderungen vorbehalten!
Die aktualisierten Betriebsanleitungen finden Sie unter
www.weller-tools.com.
Deutsch
Nous vous remercions de la confiance que vous nous avez
accordée en achetant la station de soudage WAD 101 /
WAD 101IG. Lors de la fabrication, des exigences de qualité
très sévères assurant un fonctionnement parfait de l’appareil,
ont été appliquées.
1. Attention!
Avant la mise en service de l’appareil, veuillez lire attentivement ce mode d’emploi et les consignes de sécurité ci-jointes. Dans le cas du non-respect des consignes de sécurité, il
y a danger pour le corps et danger de mort.
Le fabricant décline toute responsabilité pour les utilisations
autres que celles décrites dans le mode d’emploi de même
que pour les modifications effectuées par l’utilisateur.
La station de soudage WAD 101 / WAD 101IG correspond à la
déclaration de conformité européenne en application des
exigences de sécurité fondamentales de la directive
2004/108/CE, 2006/95/CE et 2011/65/CE (RoHS).
2. Description
2.1 Bloc d‘alimentation
La WAD 101 est une station à air chaud qui se distingue par
sa grande diversité de fonctionnalité.
2.2 Commande WAD 101IG
Le WAD 101IG est une station de soudage à gaz de protection
permettant de commander les fers à souder à gaz de
protection WP 80IG et WP 120IG.
L’utilisation d’un microprocesseur permet une manipulation
simple et confortable. L'électronique de régulation assure un
comportement optimal sur différents outils de soudage. Ces
derniers sont reconnus automatiquement et les paramètres
correspondants de régulation sont attribués. Les éléments
chauffants particulière ment puissants de 24 V permettent un
excellent comportement dynamique. Le fer reçoit ainsi des
possibilités universelles d‘application.
La température désirée peut être ajustée par deux touches
(UP/DOWN = augmentation / diminution). Des températures
se situant entre 50°C et 550°C (122°F et 599°F) peuvent être
atteintes pour le fer à air chaud; pour le branchement d’un fer
à souder, la plage de réglage est limitée automatiquement à
450°C (842°F) au maximum. Les valeurs de consigne et
réelles sont affichées numériquement. Le clignotement d’une
diode électroluminescente rouge sur l’afficheur, servant au
contrôle optique de régulation, signalise que la température
présélectionnée est atteinte. L’allumage permanent signifie
que le système chauffe.
Sur la commande WAD 101, le débit d'air se pilote à l'aide
d'un interrupteur digital intégré dans la poignée. Le réglage
du débit d‘air est effectué sans échelon par une soupape
d’étranglement dans la plage approximative de 0 à 10 l/min.
L’air chaud affluant est exempt de charges statiques.
Sur la commande WAD 101IG, le débit de gaz se pilote à
l'aide de la plage de réception WDH 10T.
Le réglage du débit s'effectue dans une plage de 0 à 5 l/min.
Différentes possibilités de compensation du potentiel sur la
panne cuivre du fer à souder, l’électro-aimant à minimum de
tension ainsi que le modèle antistatique du bloc d‘limentation et du fer, complètent le standard élevé de qualité. La possibilité de branchement d’un boîtier de câlibrage élargit la
diversité des fonctions. Des fonctions de durée et de verrouillage peuvent être entre autres réalisées grâce aux boîtiers de
câlibrage WCB 1 et WCB 2 vendus en option. Le WCB 2 peut
s‘utiliser pour la mesure de température.
2.3 Fer à souder
HAP 1:
Fer à air chaud de 100 W avec Switch intégré. Approprié pour
braser et dessouder les composants montés en surface.
Une gamme étendue de buses lui attribue des propriétés
universelles d‘application.
Le fer à air chaud ne fonctionne pas sur la commande
WAD 101IG
WMP:
Grâce à son concept compact, le fer micro WMP convient
pour une utilisation professionnelle en technologie CMS.
La courte distance entre le point de préhension et la panne
autorise une manipulation ergonomique du fer 65 W pour des
travaux de haute précision.
MPR 80:
Le Weller Peritronic MPR 80 dont on peut modifier l‘angle de
travail jusqu‘à 40° permet d‘individualiser le processus de
soudage au plan de l'ergonomie. Avec sa puissance de
80 watts et sa forme éfilée, ce fer convient pour les travaux
de soudage de précision.
WTA 50:
La pince à dessouder WTA 50 a été spécialement conçus
pour dessouder les composants montés en surface. Deux
éléments chauffants (2 x 25 watts) équipés chacun deleur
propre sonde assurent une même température aux deux
extrémités de la pince.
Français
5
6
LR 82:
Un puissant fer à souder de 80 watts pour les travaux
nécessitant une source de chaleur importante.
La fixation de la panne estassurée par un système à
baïonnette garantissant un parfait positionnement de la
panne en cas de remplacement de celle-ci.
WP 80 / WSP 80:
Le fer à souder WP 80 / WSP 80 se distingue par la grande
rapidité et la précision avec lesquelles il atteint la
température de soudage. Grâce à sa forme éfilée et à sa
puissance de 80 W, son utilisation est universelle et va des
travaux de soudage de très grande précision à ceux
requérant une source de chaleur importante. Après un
changement de panne, il est possible de continuer de
travailler sans interruption dans la mesure ou la
température de service est atteinte très rapidement.
Pour les autres outils pouvant être raccordés, voir la
liste des accessoires.
3. Mise en service
Déposer le fer dans le repose fer. Introduire le tuyau flexible
d’air comprimé d’un diamètre extérieur de 6 mm dans le
raccord rapide (11). Actionner l’alimentation en air comprimé
sec et non huilé ou en azote N2 sous 400 kPa (58 psi).
Avertissement:
Veiller à une aération suffisante des locaux en utilisant
l’azote.
Introduire et bloquer le connecteur du fer dans la connextion
à 7 pôles (6) sur la plaque frontale. Installer le tuyau flexible
d’air comprimé sur le tenon de raccordement (8). Contrôler
si la tension du réseau secteur correspond à la valeur figurant sur la plaque signalétique et si l’interrupteur de réseau
(1) est hors tension. Brancher le bloc d‘alimentation au
réseau secteur si la tension du réseau est correcte.
Avertissement:
Ne pas diriger le fer à air chaud sur des personnes ou
des objets inflammables.
Enclencher l’appareil avec l’interrupteur de réseau (1).
Un test autonome, au cours duquel tous les éléments
d’affichage (2) sont en service, est effectué lorsque
l’appareil est enclenché. Ensuite, la température ajustée
(valeur de consigne) et l’unité de température (°C/°F) sont
affichées brièvement. Le système électronique commute
alors automatiquement sur l’affichage de la valeur réelle.
Le point rouge (5) sur l’afficheur numérique (2) s’allume.
Ce point sert de contrôle optique de régulation.
L’allumage permanent signifie que le système chauffe.
Le clignotement signifie que la température de consigne est
atteinte.
Réglage de la température
L'afficheur numérique (2) indique la température réelle.
En actionnant les touches "UP" ou "DOWN" (3) (4), l'afficheur numérique (2) indique momentanément la valeur de
consignes réglée. Cette valeur peut alors être modifiée dans
la direction voulue en appuyant par intermittence ou de
façon prolongée sur les touches "UP" ou "DOWN" (3) (4).
Français
Caractéristiques techniques
Dimensions en mm : 166 x 134 x 101 (L x l x H)
Tension de réseau : 230 V / 50 Hz (120 V / 60 Hz)
Puissance absorbée WAD 101: 105 W
Puissance absorbée WAD 101IG: 150 W
Classe de protection : 1 (bloc d‘alimentation) et 3 (outil de brasage)
Fusible : 230 V: T 630 mA (120 V: T 1,0 A)
Régulation de température Version °C: Air chaud 50°C - 550°C
Fer à souder & fer à souder à gaz de protection 50°C - 450°C
Version °F: Air chaud 122°F - 999°F
Fer à souder & fer à souder à gaz de protection 122°F - 842°F
Précision : Air chaud ± 30°C (± 54°F)
Fer à souder & fer à souder à gaz de protection ± 9°C (± 17°F)
Quantité d’air : Environ 0 - 10 l/min.
Plage de réglage de WAD 101IG : env. 0 - 5 I/min.
Air comprimé : Pression d’entrée 400 kPa (58 psi) en air comprimé sec et non huilé ou en
azote N
2
Raccordement d’air comprimé : Tuyau flexible d’air comprimé d’un diamètre extérieur de 6 mm (0,24 ‘’)
Pression du gaz de protection : la pression d'entrée se règle via une unité de réglage de la pression sur 200 kPa.
L'unité de réglage de la pression doit être correctement réglée.
Lorsque les touches sont enfoncées de façon prolongées, la
valeur de consigne change rapidement.
Environ 2 secondes après avoir relâché les touches,
l'afficheur numérique (2) indique automatiquement la valeur
réelle.
Réglage de la quantité d’air
Le débit d‘air désiré peut être ajusté par la soupape
d’étranglement (9). La rotation à gauche sur la soupape
d’étranglement (9) augmente le débit de passage. L’air est
alimenté vers le fer à air chaud tant que le switch est
enfoncé.
Mise en veille sur la commande WAD 101
Réduction de la température de consigne à 150°C. Le temps
de réduction au bout duquel la station de soudage se met en
stand-by est de 20 mn. Après trois fois le temps de
réduction (60 min), la fonction ”AUTO-OFF” est activée. L’outil
de soudage est mis à l’arrêt (trait clignotant sur l’afficheur).
Réglage: Pendant la mise en marche, maintenir la touche
”UP” (3) enfoncée jusqu’à ce que l’afficheur indique ON ou
OFF. Le relâchement de la touche "UP" entraîne l’enregistrement du réglage. Répéter cette opération pour modifier.
Mise en veille sur la commande WAD 101
Une fois le fer à souder déposé, la température de consigne
doit descendre à 180°C et l'alimentation en gaz de protection être désactivée après un délai de 2 minutes. La fonction
"AUTO OFF" est désactivée.
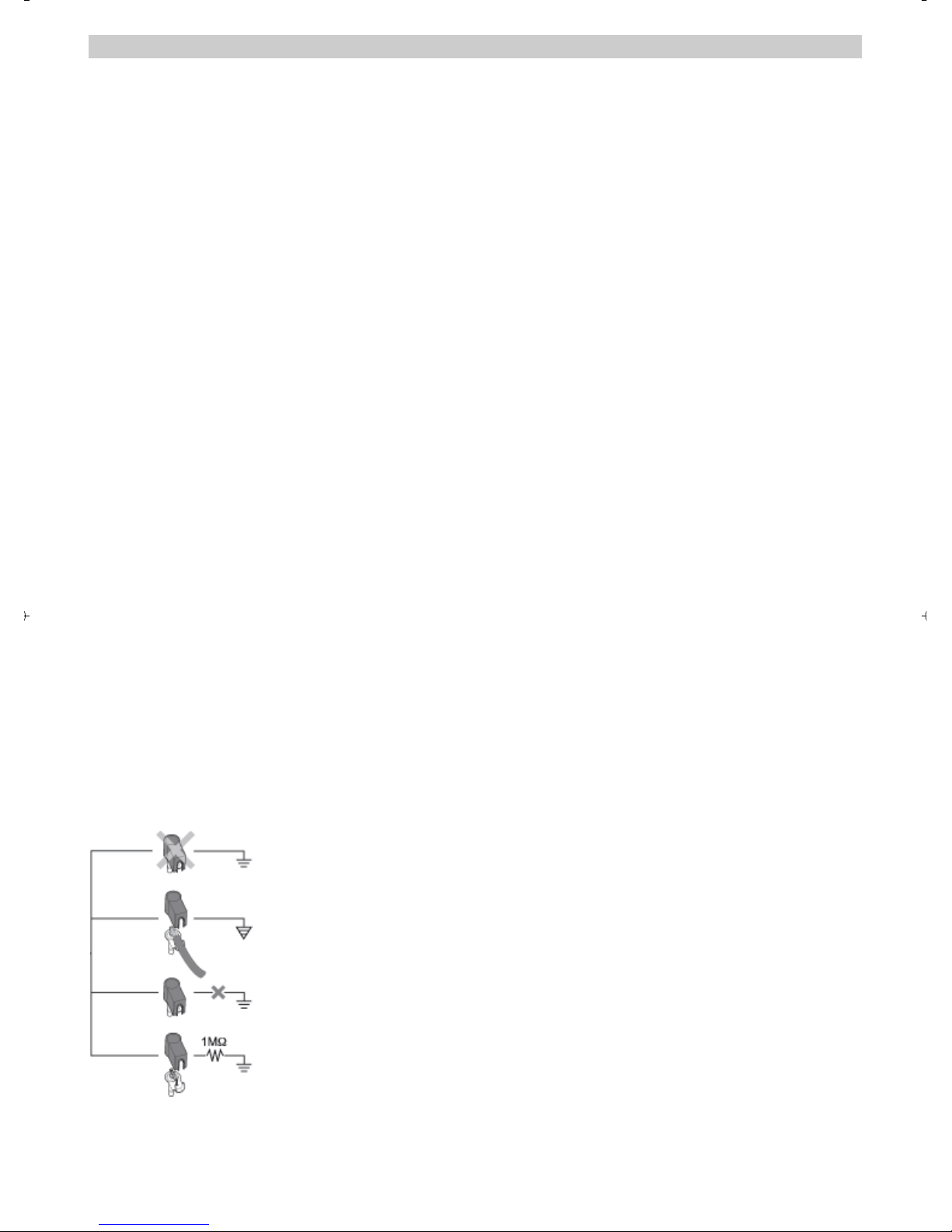
4. Equilibrage de potentiel
4 variantes d‘equilibrage de potentiel peuvent être réalisées
suivant le branchement de la prise jack de 3,5 mm (6):
Mise à la terre directe:
Pas de fiche (état d'origine).
Equilibrage de potentiel
(impédance 0 Ohm):
Avec fiche, reliée au contact
central.
Libre de potentiel:
Avec fiche
Mise à la terre indirecte:
Avec fiche et résistance soudée.
Mise à la terre par l'intermédiaire
de la valeur de la résistance
choisie.
5. Instructions d'emploi
Programmateurs WCB 1 et WCB 2 (option)
Les fonctions ci-après sont disponibles si un programmateur
est utilisé:
Offset:
La température réelle de la panne peut être modifiée de
± 40°C en entrant un offset de température.
Setback:
Réduction de la température prescrite réglée à 150°C/300°F
(Standby). Le temps de Setback au bout duquel la station de
soudage se met en standby est réglable entre 0 et 99 minutes. L’état de Setback est signalé par le clignotement de l’affichage de valeur réelle. Après le triple temps de Setback,
„Auto-Off“ est activé. L’outil de soudage n‘est plus alimenté
(trait clignotant sur l’afficheur). En appuyant sur une touche
ou sur le commutateur, l’état de Setback ou l’état Auto-Off
est terminé et la valeur prescrite réglée est brièvement indiquée.
Lock:
Vérrouillage de la température de consigne. Après le
vérrouillage, aucune modification du réglage n'est possible
sur la station de soudage.
°C/°F:
Sélection de l'affichage de la température en °C ou en °F.
Window:
Limitation de la plage de température à ± 99°C maxi. à
partir d'une température verrouillée avec la fonction "LOCK".
La température verrouillée représente alors le milieu de la
plage de température réglable.
Cal:
Recâlibrage de la station de soudage
(uniquement WCB 2).
Interface PC:
RS232 (uniquement WCB 2).
Thermomètre:
Thermomètre intégré pour thermocouple type K
(uniquement WCB 2).
Fer à air chaud
Les buses d’air chaud sont vissées dans le corps de chauffe.
Utiliser la clé à pipe SW 8 pour remplacer les buses et
bloquer sur le corps de chauffe avec la clé à fourche.
Attention:
La profondeur de filetage s’élève au maximum à 5 mm
(0,2’’). Un filetage plus long conduit à la destruction du
corps de chauffe.
Français
7

8
L’azote N2réduit l’oxydation et le décapant de soudage reste
actif plus longtemps. Nous recommandons d’utiliser l’azote
N
2
vendu dans le commerce dans des bouteilles en acier.
La bouteille doit être équipée d’un manodétendeur pour
0 – 10 bars.
Fer à souder
La transition entre le corps de chauffe/capteur et la panne
cuivre du fer à souder ne doit pas être amoindrie par des
impuretés, des corps étrangers ni un endommagement car
cela se répercute sur l’exactitude de la régulation de
température. Lors de la première utilisation, un étamage
de la panne est indispensable. Ceci élimine les couches
d’oxyde qui se forment lors du stockage ainsi que les
impuretés sur la panne. Lors des interruptions de brasage et
avant de déposer le fer à souder, toujours veiller à ce que la
panne cuivre soit bien recouverte d’étain. Ne pas utiliser de
décapants trop agressifs.
Attention:
Toujours veiller à une installation correcte de panne
cuivre du fer à souder.
Les appareils de brasage ont été ajustés pour une panne
cuivre ou une buse moyenne. Des variations en raison d’un
changement de la panne cuivre ou de l’utilisation d’autres
formes de pannes peuvent se produire.
6. Accessoires
T005 33 114 99 Set à air chaud HAP 1
T005 29 180 99 Kit fer à souder WP 80
T005 29 161 99 Kit fer à souder WSP 80
T005 33 131 99 Kit fer à souder MPR 80
T005 33 113 99 Kit fer à souder LR 82
T005 33 133 99 Kit de dessoudage WTA 50
T005 27 040 99 Bain de brasage WSB 80
T005 33 155 99 Kit fer à souder WMP
T005 27 028 99 Plaque de préchauffage WHP 80
T005 25 030 99 Appareil à dénuder thermique WST 20
T005 31 180 99 Boîtier de câlibrage WCB 2
T005 33 158 99 Kit de soudage à gaz inerte avec plage
de réception WSP 80IG (PU WAD 101IG)
T005 29 198 99 Fer à souder à gaz de protection
WP 120IG (PU WAD 101IG)
T005 15 161 99 WDH 10T Plage de sécurité avec
fonction Stop + Go.
7. Fournitures
WAD 101
Boîtier de câlibrage
Fer à air chaud HAP 1
Repose fer KH 27
Kit de maintenance
Outil de rechange pour injecteur
Connecteur à encliquetage 3,5 mm
Injecteur d'air chaud R04
Buse à air chaud
Cordon secteur
Mode d‘emploi
Consignes de sécurité
PU WAD 101IG
Bloc d‘alimentation
Connecteur à encliquetage 3,5 mm
Cordon secteur
Mode d‘emploi
Consignes de sécurité
PU WAD 101
Bloc d‘alimentation
Cordon secteur
Connecteur à encliquetage 3,5 mm
Mode d‘emploi
Consignes de sécurité
Gamme de buses HAP 1, voir page 93
Plan des connexions électriques, voir page 94
Vue éclatée, voir page 95
Sous réserve de modifications techniques!
Vous trouverez les manuels d'utilisation actualisés sur
www.weller-tools.com.
Français
We danken u voor de aankoop van de Weller heteluchtstation
WAD 101 / WAD 101IG een heteluchtstation vertrouwen in
ons product. Bij de productie werd aan de strengste
kwaliteitsvereisten voldaan om een perfecte werking van het
toestel te garanderen.
1. Attentie!
Gelieve voor de ingebruikneming van het toestel deze
gebruiksaanwijzing en de bijgeleverde veiligheidsvoorschriften aandachtig door te nemen. Bij het niet naleven van de
veiligheidsvoorschriften dreigt gevaar voor leven en goed.
Voor ander, van de gebruiksaanwijzing afwijkend gebruik,
alsook bij eigenmachtige verandering, wordt door de
fabrikant geen aansprakelijkheid overgenomen.
De Weller heteluchtstation WAD 101 is conform de EGconformiteitsverklaring volgens de fundamentele veiligheidsvereisten van de richtlijnen 2004/108/EG, 2006/95/EG en
2011/65/EG (RoHS).
2. Beschrijving
2.1 Regelapparaat
De WAD 101 is een heteluchtstation met een grote
verscheidenheid aan functies.
2.2 Regelapparaat WAD 101IG
De WAD 101IG is een schermgassoldeerstation voor het
gebruik van de schermgassoldeerbouten WP 80IG en
WP 120IG.
Door het gebruik van een microprocessor is een eenvoudige
en comfortabele bediening mogelijk. De regelelektronica
garandeert een optimaal regelgedrag aan verschillende
soldeerwerktuigen. De soldeerapparatuur zelf wordt automatisch herkend en krijgt de betreffende regelparameter toebedeeld. De bijzonder krachtige 24 V verwarmingselementen
zorgen voor een uitstekend dynamisch gedrag en maken zo
een universeel gebruik van het soldeerapparaat mogelijk.
De gewenste temperatuur kan via 2 toetsen (UP/DOWN)
ingesteld worden. Voor de heteluchtbout zijn temperaturen
van 50°C - 550°C (122°F - 999°F) mogelijk, bij aansluiting
van een soldeerbout wordt het instelbereik automatisch op
max. 450°C (842°F) begrensd. Gewenste en werkelijke
waarden worden digitaal aangegeven. Het bereiken van de
gekozen temperatuur wordt door het knipperen van een rode
LED op het display dat voor de optische regelcontrole dient
gesignaleerd. Als het lampje voortdurend brandt, betekent
dat dat het systeem aan het opwarmen is.
Bij het regelapparaat WAD 101 wordt de luchtdoorstroming
door een, in de handgreep geïntegreerde, vingerschakelaar
gestuurd.
De luchtdoorstroom wordt bestuurd door een in de handgreep
geïntegreerde vingerschakelaar. De instelling van de
doorstroomhoeveelheid verloopt traploos via een smoorklep
tussen ca. 0-10 l/min. De uitstromende hete lucht is vrij van
statische lading.
Bij het regelapparaat WAD 101IG wordt de gasdoorstrroming
door de schakelhouder WDH 10T gestuurd.
De doorstromingshoeveelheidsinstelling is in het bereik van
0-5 l/min. mogelijk.
Verschillende equipotentiaalmogelijkheden voor de soldeerpunt, een nul spannings regelaar en een antistatische uitvoering
van het besturingsapparaat en de bout verhogen de hoge kwaliteitstandaard. De mogelijkheid een extern invoerapparaat aan
te sluiten voegt nog een verdere functie toe aan dit heteluchtstation. Met de als optie te verkrijgen ingaveapparaten WCB 1
en WCB 2 kunnen o.a. tijd- en vergrendelingsfuncties ge realiseerd worden. Een geïntegreerd temperatuurmeetapparaat behoort tot de verdere omvang van het ingaveapparaat
WCB 2.
2.3 Soldeerbouten
HAP 1:
100 W heteluchtbout met geïntegreerde vingerschakelaar.
Geschikt voor het solderen en verwijderen van soldeer van op
de oppervlakte gemonteerde onderdelen. En uitgebreid
mondstukprogramma maakt hem universeel inzetbaar.
De heteluchtbout kan aan de WAD 101IG niet gebruikt
worden
WMP:
De Weller Micro soldeerbout WMP is door zijnhandig concept
geschikt voor de bewerking van professionele SMD elektronica. Een korte afstand tussen grijppunt en soldeerpunt zorgt
voor een ergonomische bediening van de 65 W soldeerbout
bij
het uitvoeren van de fijnste soldeerwerkzaamheden.
MPR 80:
De Weller Pesitronic MPR 80 is een soldeerbout met een
instelbare werkhoek van 40°. Daardoor is een individuele
vormgeving van het soldeerproces ten aanzien van zijn ergonomie mogelijk. Met een vermogen van 80 W en zijn slanke
vorm is hij zeer geschikt voor fijn soldeerwerk.
WTA 50:
De soldeerruimpincet WTA 50 is speciaal voor het solderen
van SMD-onderdelen geconcipieerd. Twee verwarmingselementen (2 x 25 W) met ieder een eigen temperatuursensor
zorgen voor een gelijke temperatuur aan beide benen.
Nederlands
9
10
LR 82:
Een krachtig 80 W soldeerapparaat voor soldeerwerkwaarbij
een hoge temperatuur nodig is. Het bevestigen van de
soldeerpunt gaat via een bajonetsluiting waardoor het
verwisselen van de punt op exact de juiste plaats geschiedt.
WP 80 / WSP 80:
Het soldeerapparaat WP 80 / WSP 80 onderscheidt zich
doordat de soldeertemperatuur razendsnel en exact bereikt
wordt. Door zijn slanke vormen een verhittingsvermogen van
80 W kan hij universeel gebruikt worden, van extreem fijn
soldeerwerk tot soldeerwerk met zeer hoge
temperaturen.Na het wisselen van de soldeerpunt kan direct
verder gewerkt worden omdat de bedrijfstemperatuur zeer
snel weer bereikt is.
Zie voor verdere, aan te sluiten apparatuur de lijst met
toebehoren.
3. Ingebruikname
Leg het soldeerapparaat op de veiligheidshouder.
Steek de persluchtslang met buitendiameter 6 mm in de
snelkoppeling voor persluchtaansluiting (12). Zorg voor een
persluchtaanvoer met 400 kPa (58 psi) droge, olievrije
perslucht of stikstof N2.
Waarschuwing:
Zorg bij gebruik van stikstof voor voldoende ventilatie.
Steek het elektrische snoer van het soldeerapparaat in de
7-polige aansluiting (7) op de frontplaat en zet hem vast.
Steek de luchtslang in de luchtaansluitingsnippel (8).
Controleer of de netspanning overeenkomt met de gegevens
op het typebordje en of de netschakelaar (1) op de uitstandstaat. Verbind bij correcte netspanning het
besturingsapparaat met het elektriciteitsnet.
Waarschuwing:
Richt de heteluchtbout niet op personen of brandbare
voorwerpen.
Schakel het apparaat in via de netschakelaar (1). Als het
apparaat ingeschakeld wordt, wordt een zelftest uitgevoerd
waarbij alle displayelementen (2) in gebruik zijn. Daarna
wordt kort de ingestelde temperatuur (gewenste waarde) en
de temperatuurversie (°C/°F) aangegeven. Dan schakelt de
elektronica automatisch over op de werkelijke waarde. De
rode punt (5) op het digitale display (2) brandt. Deze punt
dienst als optische regelcontrole. Als het lampje continue
brandt, betekent dat dat het systeem aan het opwarmen is.
Knipperen signaleert dat de bedrijfstemperatuur bereikt is.
Instellen temperatuur
In principe geeft het digitale display (2) de temperatuurwaarde aan. Door de knop ”UP” of ”DOWN” (3) (4) in te drukken
wordt het digitaaldisplay op de betreffende gewenste
waarde gezet. De ingestelde, gewenste waarde kan alleen
door het aanraken of permanent indrukken van de ”UP” of
”DOWN” toetsen (3) (4) in de betreffende richting veranderd
worden. Als de toets permanent ingedrukt wordt, verandert
de gewenste waarde in snel tempo. Ca. 2 seconden na het
loslaten wordt het display (2) automatisch weer op de werkelijke waarde omgeschakeld.
Nederlands
Technische gegevens
Afmetingen in mm: 166 x 134 x 101 (l x b x h)
Netspanning: 230 V / 50 Hz (120 V / 60 Hz)
Capaciteit WAD 101: 105 W
Capaciteit WAD 101IG: 150 W
Beschermklasse: 1 (besturingsapparaat) en 3 (soldeerapparaat)
Zekering: 230 V: T 630 mA (120 V: T 1,0 A)
Temperatuurregeling: °C versie: hete lucht 50°C - 550°C
soldeerbout & schermgassoldeerbout 50°C - 450°C
°F versie: hete lucht 122°F - 999°F
soldeerbout & schermgassoldeerbout 122°F - 842°F
Precisie: Hete lucht ± 30°C (± 54°F)
Soldeerbout & schermgassoldeerbout ± 9°C (± 17°F)
Regelbereik WAD 101IG: ca. 0 - 5 I/min.
Luchthoeveelheid: ca. 0 - 10 l/min
Perslucht: Ingangsdruk 400 kPa (58 psi) olievrije, droge perslucht of stikstof N
2
Persluchtaansluiting: Persluchtslang buitendiameter 6 mm (0,24”)
Schermgasdruk: de ingangsdruk is via een drukregeleenheid vast op 200 kPa ingesteld.
De drukregeleenheid mag niet versteld worden.
Instelling luchthoeveelheid
De gewenste doorstroomhoeveelheid kan via de smoorklep
(9) ingesteld worden. Door de smoorklep (9) naar links te
draaien wordt de doorstroomhoeveelheid verhoogd. Zolang
de vingerschakelaar ingedrukt blijft, wordt lucht door de
heteluchtbout aangevoerd.
Standaardsetback bij regelapparaat WAD 101
Verlagen van de ingestelde, gewenste temperatuur op 150°C.
De setbacktijd bedraagt 20 minuten nadat het soldeerstation
in de standbymodus is gegaan. Na drievoudige setbacktijd
(60 min) wordt de ”auto-off” functie geactiveerd. Het soldeergereedschap wordt uitgeschakeld (knipperende streep op het
display).
Instelling: houd tijdens het inschakelen de ”UP”-toets (3)
ingedrukt tot ON of OFF op het display verschijnt. Bij het loslaten van de "UP"-toets wordt de instelling opgeslagen.
Herhaal procedure voor wijzigingen.
Standaardsetback bij regelapparaat WAD 101IG
Na het afleggen van de soldeerbout wordt na 2 min. de
gewenste temperatuur op 180°C verlaagd en wordt de
schermgastoevoer uitgeschakeld. De "AUTO-OFF"-functies is
gedeactiveerd.
4. Potentiaalcompensatie
Door de diverse soorten bedrading van de 3,5 mm
schakelklikbus (6) zijn 4 variaties mogelijk:
Hard geaard:
zonder stekker (positie af fabriek)
Potentiaalcompensatie
impedantie 0 Ohm):
met stekker, compensatiesnoer
aan middelste contact
Potentiaalvrij:
met stekker
Zacht geaard:
met stekker en vastgesoldeerde
weerstand Aarde via de gekozen
weerstandswaarde.
5. Werkaanwijzingen
Extern invoerapparaat WCB 1 en WCB 2 (optie)
Bij gebruik van een extern invoerapparaat zijn de volgende
functies beschikbaar.
Offset:
De reële temperatuur van de soldeerpunt kan door de invoer
van een temperatuuroffset met ± 40°C veranderd worden.
Setback:
Terugstellen van de ingestelde gewenste temperatuur op
150°C/300°F (stand-by). Nadat het soldeerstation op de
standby-modus is gezet kan de setbacktijd van 0-99 minuten
ingesteld worden. De setbacktoestand wordt gesignaleerd
door een knipperende werkelijke waarde indicatie. Nadat drie
keer de setbacktijd is geactiveerd, wordt ”Auto-OFF”
geactiveerd. Het soldeerapparaat wordt uitgeschakeld
(knipperde streep op het display). Door op een toets te
drukken of door vingerschakeldruk wordt de setbacktoestand
c.q. de Auto-off toestand beëindigd. Daarbij wordt kort de
ingestelde gewenste waarde aangegeven.
Lock:
Vergrendeling van de gewenste temperatuur.
Na het vergrendelen kan op het soldeerstation de instelling
niet meer veranderd worden.
°C/°F:
Omschakelen van de temperatuuraanwijzing van °C naar °F
en omgekeerd.
Window:
Beperking van het temperatuurbereik tot max. ± 99°C
uitgaande van een door de "LOCK" functie vergrendelde
temperatuur. De vergrendelde temperatuur vormt daardoor
het middenpunt van het instelbare temperatuurbereik.
Cal:
Opnieuw uitlijnen van het soldeerstation (alleen WCB 2)
PC-interface:
RS232 (alleen WCB 2)
Temperatuurmeetapparaat:
Geïntegreerd temperatuurmeetapparaat voor
thermoelement type K (alleen WCB 2)
Heteluchtbout
De heteluchtmondstukken zitten in het verwarmingselement
geschroefd. Gebruik steeksleutel SW 8 om het mondstuk te
verwisselen en houd het daarbij op het verwarmingselement
met een steeksleutel tegen.
Let op:
De draaddiepte bedraagt max. 5 mm (0,2”). Een langere
draad maakt het verwarmingselement kapot.
Stikstof N
2
vermindert de oxydatie en het vloeimiddel blijft
langer actief. Wij raden stikstof N2aan die in stalen flessen in
de handel is. De fles moet van een drukregelaar van minimaal
0-10 bar voorzien zijn.
Nederlands
11

12
Soldeerbout
De overgang tussen verwarmingselement/sensor en de
soldeerpunt mag niet door vuil, vreemde voorwerpen of
beschadigingen beïnvloed worden, omdat dit invloed heeft
op de precisie van de temperatuurregeling.
Als het apparaat voor de eerste keer opgewarmd wordt,
moet soldeer op de selectief vertinbare soldeerpunt gedaan
worden. Hierdoor worden door opslag veroorzaakte
oxydatielagen en vuil van de soldeerpunt verwijderd.
Bij pauzes tussen het solderen en voordat de soldeerbout
wordt weggelegd moet de soldeerpunt altijd goed van
soldeer voorzien worden. Gebruik geen agressieve
vloeimiddelen.
Let op:
Zorg er altijd voor dat de soldeerpunt goed vastzit.
De soldeerapparaten zijn uitgelijnd voor een gemiddelde
soldeerpunt c.q. mondstuk.. Er kunnen afwijkingen ontstaan
als de punt verwisseld wordt of doordat andere puntvormen
gebruikt worden.
6. Toebehoren
T005 33 114 99 Heteluchtset HAP 1
T005 29 180 99 Soldeerset WP 80
T005 29 161 99 Soldeerset WSP 80
T005 33 131 99 Soldeerset MPR 80
T005 33 113 99 Soldeerset LR 82
T005 33 133 99 Soldeerruimset WTA 50
T005 27 040 99 Soldeerbad WSB 80
T005 33 155 99 Soldeerset WMP
T005 27 028 99 Opwarmplaat WHP 80
T005 25 030 99 Thermisch isoleerapparaat WST 20
T005 33 229 99 Extern invoerapparaat WCB 2
T005 33 158 99 Soldeerset inert gas met schakelhouder
WSP 80IG (PU WAD 101IG)
T005 29 198 99 Schermgassoldeerbout WP 120IG
(PU WAD 101IG)
T005 15 161 99 WDH 10T Veiligheidshouder met
Stop+Go-functie
7. Leveromvang
WAD 101
Besturingsapparaat
Heteluchtbout HAP 1
Veiligheidshouder KH 27
Serviceset
Wisselwerktuig met mondstukken
Stekker 3,5 mm
Heteluchtmondstuk R04
Elektriciteitssnoer
Gebruikshandleiding
Veiligheidsinstructies
PU WAD 101IG
Besturingsapparaat
Stekker 3,5 mm
Elektriciteitssnoer
Gebruikshandleiding
Veiligheidsinstructies
PU WAD 101
Besturingsapparaat
Elektriciteitssnoer
Stekker 3,5 mm
Gebruikshandleiding
Veiligheidsinstructies
Afbeelding mondstukkenassortiment HAP 1 zie
pagina 93
Afbeelding schakelschema zie pagina 94
Afbeelding explosietekening zie pagina 95
Technische wijzigingen voorbehouden!
De geactualiseerde gebruiksaanwijzingen vindt u bij
www.weller-tools.com
Nederlands
Grazie per la fiducia accordataci acquistando la stazione ad
aria calda Weller WAD 101 / WAD 101IG. È una stazione ad
aria calda rispetto dei più severi requisiti di qualità, così da
garantire un funzionamento perfetto dell’apparecchio.
1. Attenzione!
Prima di mettere in funzione l’apparecchio, leggere accuratamente queste Istruzioni per l’uso e le Norme di sicurezza
allegate. La mancata osservanza delle norme di sicurezza
può causare pericolo per la vita e la salute.
Il costruttore non è responsabile per un uso dell’apparecchio
diverso da quello previsto nelle presenti Istruzioni per l’uso né
per eventuali modifiche non autorizzate.
La stazione ad aria calda Weller WAD 101 / WAD 101IG
corrisponde alla Dichiarazione di conformità CE, ai sensi dei
requisiti fondamentali per la sicurezza delle direttive
2004/108/CE, 2006/95/CE e 2011/65/CE (RoHS).
2. Descrizione
2.1 Unità di controllo
La WAD 101 è una stazione ad aria calda che si
contraddistingue per la sua ampia varietà funzionale.
2.2 Centralina WAD 101IG
La WAD 101IG è una stazione di saldatura per il
funzionamento con gas inerte per l'utilizzo dei saldatori
WP 80IG e WP 120IG.
La presenza di un microprocessore rende l‘utilizzo della
stazione di estrema semplicità. Il dispositivo di controllo
elettronico garantisce un comportamento ottimale anche con
differenti stili. Tali stili vengono riconosciuti automaticamente
e abbinati ai relativi parametri di regolazione.
Gli elementi riscaldanti a 24 V garantiscono un eccezionale
comportamento dinamico. In tale maniera gli still consentono
applicazioni universali.
La temperatura desiderata può essere impostata tramite i
tasti UP e DOWN. Per lo stilo ad aria calda è possibile ottenere temperature da 50°C a 550°C, mentre se viene collegato
uno stilo saldante il campo di regolazione viene limitato automaticamente ad un massimo di 450°C. I valori settati e quelli reali vengono indicati sul display digitale. Il raggiungimento
della temperatura preimpostata viene segnalato dal lampeggio di un LED rosso, che ha la funzione di controllo ottico. Se
la luce del LED rimane fissa significa che il sistema è in fase
di riscaldamento.
Con la centralina WAD 101 il flusso dell'aria viene gestita
attraverso un interruttore (a pressione digitale) integrato
nell'impugnatura.
Il flusso dell`aria è controllato da un pulsante integrato
nell‘impugnatura. La regolazione del flusso avviene in
maniera continua nel campo tra 0 e 10 l/min tranite una
valvola. L’aria calda fuoriuscente è priva di carica
elettrostatica.
Con la centralina WAD 101IG viene gestito il flusso di gas
mediante il supporto con commutazione WDH 10T.
È possibile impostare la quantità di flusso all'interno del
range 0-5 l/min.
Lo standard qualitativo viene ulteriormente migliorato da
differenti possibilità di equalizzazione del potenziale con la
punta saldante, da un interruttore a tensione 0 e dall‘antistaticità della unità di controllo e dello stilo. Collegando alla
stazione gli apparecchi di inserimento dati esterni WCB 1 e
WCB 2, disponibili opzionalmente, è possibile fra l’altro
inserire funzioni temporali e di interblocco. Il WCB 2 dispone
inoltre di un termometro integrato.
2.3. Stili saldanti
HAP 1:
Stilo ad aria calda da 100 W con pulsante integrato.
Adatto per saldare e dissaldare componenti a montaggio
superficiale. L‘ampia gamma di ugelli consente qualsiasi
applicazione.
Il pistone ad aria calda può essere collegato al WAD 101IG
WMP:
Il microsaldatoio Weller WMP, grazie alla sua impostazione,
risulta particolarmente maneggevole ed idoneo per le
lavorazioni professionali di componenti elettronici con
tecnologia SMD. La breve distanza tra impugnatura e punta
di brasatura permettono una manipolazione ergonomica del
saldatoio da 65 W nell'esecuzione dei lavori ad alta
precisione.
MPR 80:
Il Weller Peritronic MPR 80 è uno stilo saldante con testa
regolabile di 40°. Tramite tale soluzione è possibile
impostare ergonomicamente il processo di saldatura.
Grazie alla sua potenza di 80 W e alla sua forma snella esso
è idoneo per piccoli ed accurati lavori di saldatura.
WTA 50:
La pinzetta dissaldante WTA 50 è stata concepita proprio per
la dissaldatura di componenti SMD. Due elementi riscaldanti
accoppiati (2 x 25 W) dotati ciascuno di un proprio sensore di
temperatura fanno in modo che su entrambe le punte vi sia
la stessa temperatura.
Italiano
13
14
LR 82:
Potente stilo saldante da 80 W ideale per lavori di saldatura
dove è necessario un forte apporto termico. Il fissaggio della
punta saldante avviene tramite un innesto a baionetta che
permette una veloce sostituzione.
WP 80 / WSP 80:
Lo stilo saldante WP 80 / WSP 80 si contraddistingue per la
sua precisione e la sua velocità nel raggiungimento della
temperatura di lavoro. Grazie alla forma maneggevole e alla
potenza di 80 W è possibile utilizzarlo universalmente a
partire da finissimi lavori di saldatura sino a lavori che
necessitano di un forte apporto termico.
Dopo la sostituzione della punta saldante è possibile
ricominciare subito a lavorare poichè la temperatura di
esercizio viene raggiunta subito.
Per ulteriori utensili collegabili vedere la lista degli
accessori.
3. Messa in funzione
Riporre lo stilo saldante nel supporto di sicurezza. Inserire il
tubo flessibile dell’aria compressa con diametro esterno di
6 mm nel giunto rapido (12). Realizzare ora l’alimentazione
di aria compressa pulita e senza olio o azoto N2 con
400 kPa.
Avvertenza:
Se si usa azoto è necessario fare in modo che il locale
sia ben aerato.
Inserire e bloccare in posizione la spina dello stilo saldante
nella presa a 7 poli (7) posta nella parte frontale dell’apparecchio. Inserire il tubo dell’aria nel raccordo rapido (8).
Controllare che la tensione di rete corrisponda ai dati
riportati sulla targhetta di omologazione e che l’interruttore
principale (1) si trovi in posizione off. Se la tensione è
corretta collegare l’apparecchio alla rete elettrica.
Avvertenza:
Non rivolgere mai lo stilo ad aria calda verso persone o
oggetti infiammabili.
Accendere l’apparecchio premendo l’interruttore principale
(1). Al momento dell’accensione viene eseguito un autotest
durante il quale tutte le spie luminose (2) sono accese. Infine
per breve tempo vengono indicate la temperatura impostata
e l‘unità di misura della temperatura (°C/°F).
Successivamente la centralina elettronica mostra automaticamente sul display il valore attuale. Il LED rosso (5) sul
display (2) si accende: esso serve come controllo ottico della
regolazione. Se la spia è accesa a luce fissa significa che il
sistema è in fase di riscaldamento. Se essa lampeggia
significa che la temperatura di esercizio è stata raggiunta.
Impostazione della temperatura
Normalmente il display digitale (2) indica il valore reale della
temperatura. Premendo i tasti „UP“ oppure "DOWN" (3) (4) il
display digitale (2) mostra il valore attualmente impostato.Il
valore preimpostato può essere modificato sia digitando sia
tenendo premuti i tasti "UP" e "DOWN" (3) (4). Se un tasto
viene tenuto premuto il valore cambia più rapidamente. Circa
2 secondi dopo aver rilasciato il tasto il display digitale (2) si
riporta automaticamente sul valore di temperatura effettivo.
Regolazione del flusso d‘aria
Il flusso d‘aria desiderato viene impostato mediante una
valvola di regolazione (9). Girando la valvola di regolazione
(9) verso sinistra il flusso aumenta.
Italiano
Dati tecnici
Dimensioni in mm: 166 x 134 x 101 (lungh. x largh. x alt.)
Tensione di rete: 230 V / 50 Hz (120 V / 60 Hz)
Assorbimento di potenza WAD 101: 105 W
Assorbimento di potenza WAD 101IG: 150 W
Classe di sicurezza: 1 (centralina) e 3 (utensile per saldatura)
Fusibile: 230V:T 630 mA (120V:T 1,0 A)
Regolazione di temperatura: Aria calda 50°C - 550°C
Stilo saldante & Saldatori a gas inerte 50°C - 450°C
Precisione: Aria calda ± 30°C
Stilo saldante & Saldatori a gas inerte ± 9°C
Flusso d’aria: Ca. 0-10 l/min
Range di regolazione WAD 101IG: ca. 0 - 5 I/min.
Aria compressa: Pressione di ingresso 400 kPa di aria pulita e senza olio oppure azoto N2
Attacco aria compressa: Tubo flessibile per aria compressa diametro esterno 6 mm (0,24”)
Pressione gas inerte: La pressione di ingresso è impostata a 200 kPa mediante un'apposita unità
di regolazione pressione. Le impostazioni dell'unità di regolazione pressione
non devono essere variate.
Se si tiene premuto il mircrointerruttore posto
sull‘impugnatura dello stilo fuoriesce aria calda.
Setback standard con centralina WAD 101
Consiste nell’abbassamento automatico della temperatura di
esercizio a 150°C (Standby). Il tempo di Setback, dopo il
quale la temperatura scende al valore di Standby, è di
c.a. 20 min. Dopo tre tempi di Setback si attiva la funzione di
”AUTO-OFF” che spegne l’utensile (lineetta lampeggiante sul
display).
Impostazione: Durante l’accensione tenere premuto il
pulsante ”UP” (3) sino a quando compare sul display ”ON”
oppure ”OFF”. Rilasciando il tasto "UP" l’impostazione viene
memorizzata. Per modifiche, ripetere l’operazione.
Standardsetback con centralina WAD 101IG
Una volta deposto il saldatore, dopo 2 minuti la temperatura
nominale scende a 180°C e l'apporto di gas viene
disattivato. La funzione "AUTO-OFF" è disattivata.
4. Equalizzazione del potenziale
L‘equalizzazione dei potenziali sulla punta saldante può essere realizzata tramite un apposito spinotto collegato sul retro
dell‘apparecchiatura.
Collegamento a massa:
Senza spinotto inserito (come
fornito da stabilimento) (di rete)
Equalizzazione dei potenziali
(Impedenza 0 Ohm):
Spinotto inserito, collegamento al
terminale centrale dello spinotto
Potenziale libero:
Con spinotto inserito
Collegamento a massa del
banco di lavoro:
Con spinotto inserito.
(Collegamento a massa tramite
resistenza saldata all‘interno dello
spinotto).
5. Istruzioni per l‘uso
Unità esterne di calibrazione WCB 1 e WCB 2 (opzionali)
Mediante l‘utilizzo delle unità esterne di inserimento dati
sono disponibili le seguenti funzioni:
Offset:
La temperatura reale della punta saldante può essere
modificata di ± 40°C tramite l'inserimento di un offset di
temperatura.
Setback:
Riduzione della temperatura impostata a 150°C (standby). Il
tempo di setback, dopo il quale la stazione saldante passa
alla modalità standby, è impostabile da 0 a 99 minuti. Lo
stato setback viene segnalato dal lampeggio sul display del
valore attuale. Dopo un triplice tempo di setback viene
attivato l’”AUTO-OFF”. Lo stilo saldante viene spento
automaticamente (lineetta lampeggiante sul display).
Premendo un tasto o il microinterruttore lo stato setback o
Auto-Off viene terminato.Contemporaneamente viene
indicato per breve tempo il valore impostato.
Lock:
Blocco della temperatura impostata. Dopo il blocco non è
possibile apportare modifiche sulla stazione saldante a meno
che si intervenga ancora con l‘unità esterna.
°C/°F:
Commutazione dell‘unità di misura delle temperature da °C a
°F e viceversa.
Window:
Limitazione del campo di temperatura a max. ± 99°C, riferiti
ad una temperatura di "interblocco" impostata mediante la
funzione "LOCK". La temperatura interbloccata va a
rappresentare dunque il "centro" del campo di temperatura
impostabile.
Cal:
Ricalibrazione della apparecchiatura saldante
(solo per WCB 2)
Interfaccia PC:
Interfaccia seriale RS232 (solo per WCB 2)
Misuratore di temperatura:
Termometro integrato collegabile ad una termocoppia di tipo
K (solo per WCB 2)
Stilo ad aria calda
Gli ugelli dell’aria calda sono avvitati all’interno dell’elemento riscaldante. Per sostituire gli ugelli utilizzare la chiave da
8 mm applicando una controforza all’elemento riscaldante
con la chiave.
Attenzione:
La profondità della filettatura è al massimo 5 mm. Una
filettatura più profonda causa il danneggiamento
dell’elemento riscaldante.
Utilizzando azoto N2 si può ridurre l’ossidazione e il fluidificante rimane attivo più a lungo. Raccomandiamo di usare
azoto N2 in bombole. La bombola è dotata di un riduttore di
pressione 0-10 bar.
Italiano
15

16
Stilo saldante
Il passaggio del calore fra l’elemento riscaldante / sensore e
la punta non deve essere compromesso da sporco, corpi
estranei o parti danneggiate, poichè ciò andrebbe ad influire
sulla precisione della regolazione della temperatura.
Durante la prima fase di riscaldamento ricoprire la punta
saldante a stagnatura selettiva con stagno. In tale maniera è
possibile rimuovere gli strati di ossido formatisi durante la
conservazione dello stilo cosìccome le impurità che si trovano sulla punta saldante. Durante pause di lavoro e prima di
riporre lo stilo fare attenzione che la punta saldante sia ben
ricoperta di stagno. Non usare detergenti troppo aggressivi.
Attenzione:
Fare attenzione che la punta saldante sia inserita
correttamente nella propria sede.
Gli stili saldanti sono stati regolati per una punta o per un
ugello di dimensioni medie. È possibile che vengano a crearsi differenze se vengono usate punte con forma differente
o in caso di sostituzione.
6. Accessori
T005 33 114 99 Set stilo ad aria calda HAP 1
T005 29 180 99 Set stilo saldante WP 80
T005 29 161 99 Set stilo saldante WSP 80
T005 33 131 99 Set stilo saldante MPR 80
T005 33 113 99 Set stilo saldante LR 82
T005 33 133 99 Set pinza termica WTA 50
T005 27 040 99 Crogiolo WSB 80
T005 33 155 99 Set stilo saldante WMP
T005 27 028 99 Piastra di preriscaldo WHP 80
T005 25 030 99 Spellafili termico WST 20
T005 31 180 99 Unità di calibrazione esterna WCB 2
T005 33 158 99 Saldatore a gas inerte con supporto
(con commutazione) WSP 80IG
(PU WAD 101IG)
T005 29 198 99 Saldatore a gas inerte WP 120IG
(PU WAD 101IG)
T005 15 161 99 WDH 10T Supporto di sicurezza con
funzione Stop+Go
7. Volume di fornitura
WAD 101
Unità di controllo
Stilo ad aria calda HAP 1
Supporto di sicurezza KH 27
Set di assistenza
Utensile per la sostituzione degli ugelli
Presa jack 3,5 mm
Ugello ad aria calda R04
Cavo di alimentazione
Istruzioni d’uso
Norme di sicurezza
PUD WAD 101IG
Unità di controllo
Presa jack 3,5 mm
Cavo di alimentazione
Istruzioni d’uso
Norme di sicurezza
PU WAD 101
Unità di controllo
Cavo di alimentazione
Presa jack 3,5 mm
Istruzioni d’uso
Norme di sicurezza
Illustrazione: Per l’assortimento degli ugelli HAP 1 vedi a
pagina 93
Illustrazione: Per lo schema elettrico vedere pagina 94
Illustrazione: Per il disegno esploso vedere pagina 95
Salvo modifiche tecniche!
Trovate le istruzioni per l'uso aggiornate su
www.weller-tools.com
Italiano
Thank you for placing your trust in our company by purchasing the Weller hot air station WAD 101 / WAD 101IG.
Production was based on stringent quality requirements
which guarantee the perfect operation of the device.
1. Caution!
Please read these Operating Instructions and the attached
Safety Information carefully prior to initial operation. Failure
to observe the safety regulations results in a risk to life and
limb.
The manufacturer shall not be liable for damage resulting
from misuse of the machine or unauthorised alterations.
The Weller hot air station WAD 101 /WAD 101IG corresponds
to the EC Declaration of Conformity in accordance with the
basic safety requirements of Directives 2004/108/EC,
2006/95/EC and 2011/65/EC (RoHS).
2. Description
2.1 Control Unit
The WAD 101 is a hot air station that features a wide variety
of functions.
Control unit WAD 101IG
The WAD 101IG is an inert gas soldering station designed for
the operation of inert gas soldering irons WP 80IG and
WP 120IG.
As a result of the use of a microprocessor, the unit is straightforward and easy to use. The control electronics ensure optimal adaptation of the control characteristics to different soldering tools. The soldering tools themselves are detected
automatically and assigned the appropriate control parameters. Excellent dynamic behaviour is made possible by the
particularly powerful 24 W heater elements. The soldering
tool is thus of universal application.
The required temperature can be set via 2 buttons
(UP/DOWN). Temperatures from 50°C - 550°C
(122°F - 999°F) are realisable with hot air soldering tools.
When a soldering iron is connected, the adjustment range is
automatically limited to max. 450°C (842°F). Required and
actual values are displayed digitally. A flashing red LED indicates when the selected temperature is reached, this LED
serves as an optical regulator monitor. The continuous illumination of the LED indicates that the system is warming up.
In the case of the control unit WAD 101, air flow is controlled
by a finger switch integrated in the handle. The air flow is
controlled via a finger operated switch integrated in the
handle. The flow rate can be adjusted continuously over the
range from approx. 0-10 l/min via a control valve.
The hot air output is free of static charge.
In the case of control unit WAD 101IG, gas flow is controlled by tool stand WDH 10T. The flow rate can be adjusted within the 0-5 l/min range.
Various methods of equipotentially bonding the soldering iron
bit, a zero voltage switch, and the anti-static design of the
control unit and soldering tools supple ment the high standard of the unit. The possibility of connecting an external
input unit extends the functional diversity. Additional functions including timing and interlocking can be realised using
the WCB 1 and WCB 2
Input Units, available as optional extras. The extended features of the WCB 2 Input Unit include an integrated temperature measurement unit.
2.3 Soldering irons
HAP 1:
100 W hot air soldering tool with integrated finger switch.
Suitable for soldering and desoldering surface mounted components. A wide range of nozzles makes the tool of universal
application.
The hot air tool can cannot be operated with WAD 101IG
WMP:
The Weller Micro Soldering Iron WMP is suitable for
processing SMD electronics due to its manageable design.
The short distance between grip and soldering tip makes
ergonomic handling of the 65 W soldering iron possible when
carrying out very fine soldering tasks.
MPR 80:
The Weller Peritronic MPR 80 soldering iron has an adjustable workingangle of 40° to enable an individually ergonomic
soldering process. The 80-watt power and slim design makes
this soldering iron suitable for fine soldering work.
WTA 50:
The unsoldering tweezers WTA 50 were specially designed
for unsoldering SMD components. Two heating elements
(2 x 25 watts), each with its own temperature sensor, ensure
constant temperatures at both ends.
LR 82:
High-performance 80 watt soldering iron for soldering work
with high heat requirements. The soldering tip is attached by
a bayonet catch to ensure correct position when using
different tips.
English
17
18
WP 80 / WSP 80:
The soldering iron WP 80 / WSP 80 is characterized by its
capacity for reachingthe soldering temperature quickly and
precisely. Its slim design and heating power of 80 watts
makes universal usage possible - from extremely fine to
high-temperature soldering work. Work can be continued
immediately after switching soldering tips, since the temperature is reached again quickly.
See "Accessories" for additional tools.
3. Commissioning
Place the soldering tool in the holder. Insert compressed air
hose with 6 mm outer diameter in the quick action coupling
(12). Provide supply of compressed air with 400 kPa (58 psi)
dry, oil-free compressed air or nitrogen (N2).
Warning:
When using nitrogen, attention must be paid to
satisfactory room ventilation.
Plug the electrical lead from the soldering tool in the 7 pole
socket (7) on the front panel and lock. Connect the compressed air hose to the compressed air connection nipple (8).
Check that the mains voltage matches that on the rating
plate and that the mains switch (1) is in the off position. If the
mains voltage is correct, plug the control unit into the mains.
Warning:
Do not direct hot air soldering tools at people or
inflammable objects.
Switch on the unit at the mains switch (1). When the unit is
switched on, a self-test is performed during which all the
indicators (2) are illuminated. The temperature set (required
value) and the temperature scale (°C/°F) are then briefly displayed. The electronics then switch automatically to the display of the actual value. The red dot (5) on the display (2) illuminates. This dot serves as an optical regulation monitor.
Continuous illumination means that the system is heating
up. Flashing indicates that the operating temperature has
been reached.
Setting the temperature
The digital display (2) shows the actual value temperature.
By pressing the UP or DOWN key (3, 4) the digital display (2)
switches to the setpoint. The setpoint can be changed by
tapping or by firmly pressing the UP or DOWN button (3, 4)
in the desired direction. Pressing the button will change the
setpoint quickly. The digital display (2) returns automatically
to the actual value approximately 2 seconds after releasing
the button.
Adjusting the Air Flow Rate
The air flow rate required can be adjusted at the flow control
valve (9). Turning the control valve (9) to the left increases
the flow rate. Air is fed to the hot air soldering tool as long as
the finger operated switch is held down.
Standard setback for control unit WAD 101:
Setting back the set temperature to 150°C. The setback
time, which follows the switching of the soldering station to
standby mode, is 20 minutes. After three setback times
(60 minutes) the ”AUTO-OFF” function is activated. The
soldering tool is switched off (blinking line on the display).
English
Technical Data
Dimensions in mm: 166 x 134 x 101 (L x B x H)
Mains Voltage: 230 V / 50 Hz (120 V / 60 Hz)
Power Consumption WAD 101: 105 W
Power Consumption WAD 101IG: 150 W
Protection Class: 1 (Control Unit) and 3 (Soldering Tool)
Fuse: 230 V: T 630 mA (120 V: T 1,0 A)
Temperature Regulation: °C Version Hot Air 50°C - 550°C
Soldering Iron & inert gas soldering irons 50°C - 450°C
°F Version Hot Air 122°F - 999°F
Soldering Iron & inert gas soldering irons 122°F - 842°F
Precision: Hot Air ± 30°C (± 54°F)
Soldering Iron & inert gas soldering irons ± 9°C (± 17°F)
Flow Rate: Approx. 0 - 10 l/min
Control range of WAD 101IG: approx. 0 - 5 l/min.
Compressed Air: Inlet pressure 400 kPa (58 psi), oil-free, dry compressed air or nitrogen (N2)
Compressed Air Connection: Compressed air hose of 6 mm (0.24") diameter
Inert gas pressure: The inlet pressure is set permanently to 200 kPa by a pressure regulator.
The pressure regulator must not be adjusted.
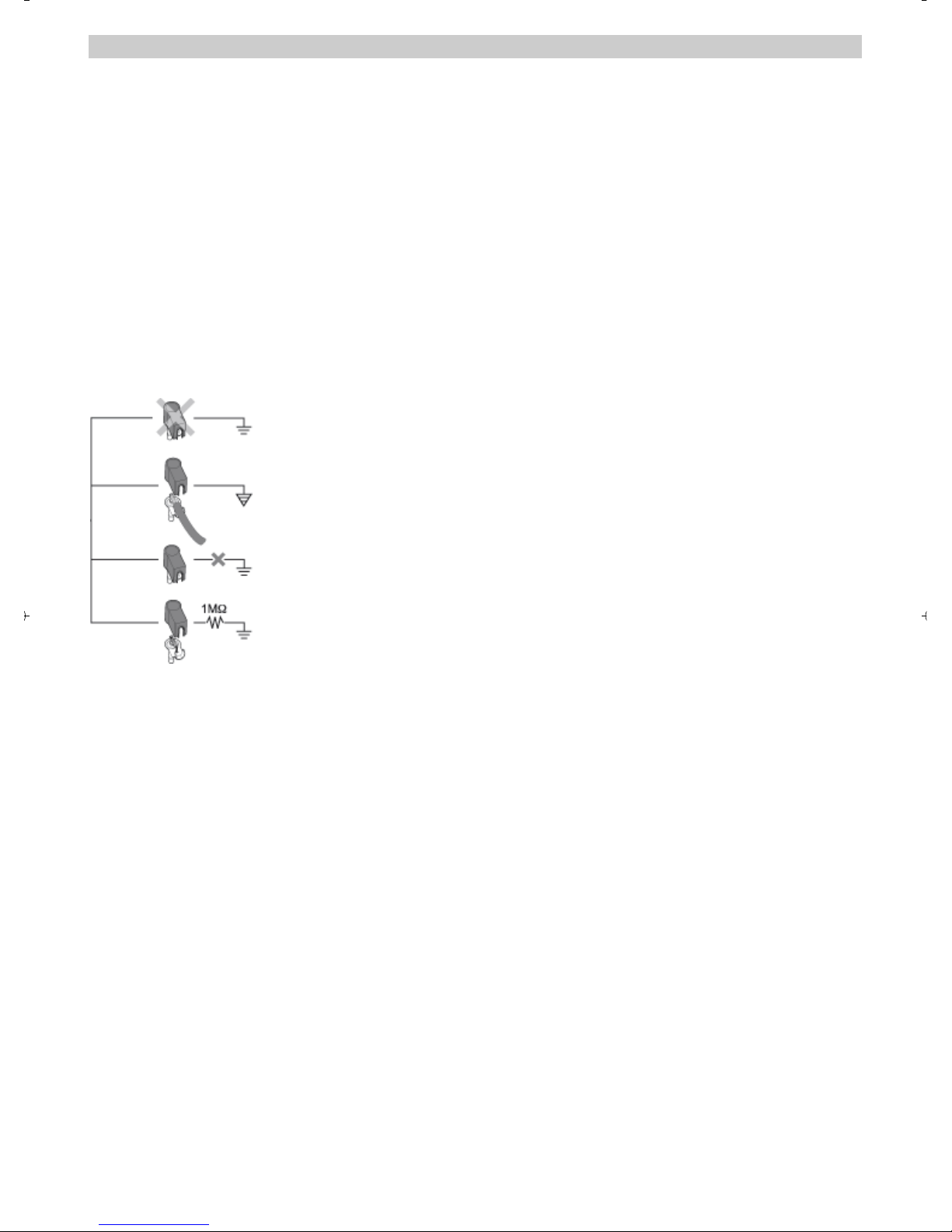
Setting: When switching on, hold the ”UP” key (3) until ON or
OFF appears in the display.
The setting is saved when the "UP" button is released.
Repeat this step to change.
Standard setback for control unit WAD 101IG
After placing the soldering iron on its stand, the nominal temperature is reduced to 180°C and inert gas feed is shut off
after 2 min. The "AUTO-OFF" function is deactivated.
4. Equipotential bonding
The various circuit elements of the 3.5 mm jack bush make
4 variations possible:
Hard-grounded:
No plug (delivery form)
Equipotential bonding:
With plug, equalizer at center
contact (impedance 0 Ohms)
Potential free:
With plug
Soft-grounded:
With plug and soldered
resistance. Grounding via set
resistance value.
5. Instructions for use
External input unit WCB 1 and WCB 2 (optional)
The following functions are possible when using an external
input unit.
Offset:
The real temperature of the soldering iron can be changed by
± 40°C by input of a temperature offset.
Setback:
Reduction of the required temperature set to 150°C / 300°F
(standby). The set-back time, the time after which the
soldering station switches into standby mode, can be
adjusted from 0-99 minutes. The set-back condition is
indicated by a flashing actual value display. After a period
equal to three times the set-back time, „AUTO-OFF“ is
activated. The soldering iron is switched off (flashing dash on
the display). The set-back or auto-off condition is ended by
pressing a button or finger switch pressure. During this
process the required value set is briefly displayed.
Lock:
Locking the setpoint temperature. Settings cannot be
changed after the soldering station has been locked.
°C/°F:
Switching the temperature display from °C to °F, and vice
versa.
Window:
Limitation of the temperature range to max. ± 99°C based on
a locked temperature resulting from the "LOCK” function.
The locked temperature represents the median point of the
adjustable temperature range.
Cal:
Re-adjustment of the soldering station (WCB 2 only).
PC interface:
RS232 (WCB 2 only).
Temp. gauge:
Integrated temperature gauge for thermal element Type K
(WCB 2 only).
Hot Air Soldering Tool
The hot air nozzles are screwed into the heater element. To
change the nozzle use the 8 SW socket spanner and lock the
heater element with an open ended spanner.
Important:
The maximum thread depth is 5 mm (0.2").
A longer thread will irreparably damage the heater
element.
Nitrogen N2 reduces oxidation and flux remains active for
longer. We recommend the nitrogen N2 that is available in
steel bottles. The bottle must be equipped with a 0-10 bar
pressure reducer.
Soldering Iron
The transition between the heater element/sensor and the
soldering iron bit must not be degraded by dirt, foreign bodies
or damage because these will have an effect on the
precision of temperature regulation.
When heating up for the first time, wet the selectively tinnable soldering iron bit with solder. This removes oxide layers
and soiling that have formed during storage. Always ensure
that the soldering iron bit is well tinned during breaks in soldering and when placing in the holder. Do not use aggressive fluxes.
Important:
Always ensure that the soldering iron bit is correctly
seated.
English
19

20
The soldering equipment has been set up for a medium size
bit or nozzle. Variations may occur if the bit is changed or if
other bit shapes are used.
6. Accessories
T005 33 114 99 Hot air set HAP 1
T005 29 161 99 Soldering iron set WSP 80
T005 33 131 99 Soldering iron set MPR 80
T005 33 113 99 Soldering iron set LR 82
T005 33 133 99 Soldering iron set WTA 50
T005 27 131 99 Soldering bath WSB 80
T005 33 155 99 Soldering iron set WMP
T005 27 028 99 Preheating plate WHP 80
T005 25 030 99 Thermal insulating unit WST 20
T005 31 180 99 External input unit WCB 2
T005 33 158 99 Inert gas soldering set with tool
stand WSP 80IG (PU WAD 101IG)
T005 29 198 99 Inert gas soldering iron
WP 120IG (PU WAD 101IG)
T005 15 161 99 WDH 10T stand with
Stop+Go function
7. Scope of supply
WAD 101
Control Unit
Hot Air Soldering Tool HAP 1
Holder KH 27
Service Set
Nozzle changing tool
3.5 mm Jack Plug
Hot Gas Nozzle
Mains Cable
Operating Instructions
Safety Information
PU WAD 101IG
Control Unit
3.5 mm Jack Plug
Mains Cable
Operating Instructions
Safety Information
PU WAD 101
Control Unit
Mains Cable
3.5 mm Jack Plug
Operating Instructions
Safety Information
Figure: HAP 1 Nozzle Range, see page 93
Figure: Circuit Diagram, see page 94
Figure: Exploded Diagram, see page 95
Subject to technical alterations and amendments!
See the updated operating instructions at
www.weller-tools.com
English
Tack för köpet av varmluftslödstation WAD 101 / WAD 101IG
från Welle och visat förtroende. Vid tillverkningen har mycket
stränga kvalitetskrav tillämpats för att säkerställa en
klanderfri apparatfunktion.
1. Observera!
Läs noggrant igenom denna bruksanvisning och bifogade
säkerhetsanvisningar innan du sätter apparaten i drift. Det är
livsfarligt att inte följa säkerhetsföreskrifterna.
Tillverkaren ansvarar inte för användningar som avviker från
bruksanvisningen, samt för egenmäktiga förändringar.
WELLER varmluftslödstation WAD 101 / WAD 101IG
motsvarar EG- försäkran om överensstämmelse enligt de
grundläggande säkerhetskraven i direktiv 2004/108/EG,
2006/95/EG, 2011/65/EG (RoHS).
2. Beskrivning
2.1 Styranordning
WAD 101 är en varmluftslödstation som utmärker sig genom
sitt mångfald av användningsområden.
2.2 Manöverenhet WAD 101IG
WAD 101IG är en skyddsgaslödstation som används i
kombination med skyddsgaslödkolvarna WP 80IG och
WP 120IG.
Användningen av en mikroprocessor gör en enkel och
bekväm användning möjlig. Reglerelektroniken ger en
optimal reglering av olika lödverktyg. Reglerelektroniken
identifierar automatiskt de olika lödverktygen och tilldelar
dem respektive reglerparameter. De mycket effektiva
värmeelementen, som drivs med 24 V, bidrar till att man
åstadkommer en mycket dynamisk reglering. Därför kan
lödverktyget användas på ett mycket universellt sätt.
Den önskade temperaturen kan ställas in via två tryckknappar (UP/DOWN). Varmluftslödstationen arbetar inom temperaturområdet 50°C - 550°C (122°F - 999°F). Vid anslutning av en
lödkolv begränsas inställningsområdet automatisk till max.
450°C (842°F). Bör- och ärvärdet visas digitalt. När den förinställda temperaturen har uppnåtts blinkar den röda LED (lysdioden), vilken fungerar som en optisk reglerkontroll. När lysdioden lyser permanent betyder det att systemet värms upp.
I manöverenheten WAD 101 styrs luftgenomströmningen
med en fingerbrytare i handtaget. Inställningen av den
genomströmmande luftmängden sker steglöst inom området
0 - 10 l/min med hjälp av en strypventil. Den utströmmande
varmluften är fri från statisk uppladdning.
I manöverenheten WAD 101IG styrs gasflödet med brytar-
stället WDH 10T. Flödet kan ställas in i området 0-5 l/min.
Den höga kvalitetsstandarden förbättras ytterligare genom
olika möjligheter till potentialutjämning på lödspetsen, genom
en nollspänningsskyddsbrytare och genom att styrenheten
och kolven är konstruerade på så sätt att statisk uppladdning
förebyggs. Genom möjlighet till anslutning av en extern
inmatningsapparat utökas antalet användningsmöjligheter
för varmluftstationen. Med inmatningsapparaterna WCB 1
och WCB 2, som kan köpas som tillval, kan bl. a. tids- och
förreglings funktioner erhållas. Ett integrerat temperaturmätinstrument ingår i den utökade versionen av inmatningsapparaten WCB 2.
2.3 Lödkolvar
HAP 1:
100 W Varmluftkolv med integrerad tryckknapp. Den är lämplig för lödning och avlödning av ytmonterade komponenter.
Ett brett program av munstycken gör den användbar på ett
mångsidigt sätt.
Hetluftspennan kan inte användas med WAD 101IG.
WMP:
Weller Micro lödkolv WMP lämpar sig genom sin lätthanterlighet för professionell bearbetning av SMD elektronik. Ett
kort avstånd mellan greppunkt och lödspets ger en ergonomisk hantering av lödkolven med 65 W vid utförandet av
känsliga lödarbeten.
MPR 80:
Weller Peritronic MPR 80 är en lödkolv med inställningsbar
arbetsvinkel från 40 grader. Därigenom kan lödprocessen
gestaltas indviduellt med avseende på dess ergonomi. Med
en kapacitet på 80 W och en smal konstruktionsform lämpar
den sig för fina lödningsarbeten.
WTA 50:
Avlödpincetter WTA 50 har konstruerats speciellt för utlödning av SMD-byggdelar. Två värmeelement (2x25 W) med var
sin temperatursensor sörjer för samma temperatur på båda
överstyckena.
LR 82:
Effektiv lödkolv på 80 W för lödningsarbeten med stort värmebehov. Fastsättning av lödspetsen sker via en bajonettförslutning som möjliggör ett positionssäkert byte av spetsen.
WP 80 / WSP 80:
Lödkolv WP 80 / WSP 80 utmärker sig därigenom att
lödtemperaturen kan uppnås mycket snabbt och exakt.
Svenska
21
22
På grund av lödkolvens smala konstruktions form och en
värmekapacitet på 80 W kan den användas universellt för
extremt fina lödningsarbeten till lödningsarbeten med stort
värmebehov. Efter byte av lödspetsen är det möjligt att arbeta vidare direkt eftersom drifttemperaturen uppnås mycket
snabbt.
Ytterligare anslutningsbara verktyg, se tillbehörslistan.
3. Idrifttagning
Lägg lödverktyget i säkerhetsförvaringsstället. Anslut tryckluftslangen med ytterdiametern 6 mm till snabbkopplingen
för tryckluft (12). Matningsluften ska ha ett tryck på 400 kPa
(58 psi) och bestå av oljefri luft eller kväve N
2
.
Varning:
Vid användning av kväve måste man se till att utrymmet
är tillräckligt bra ventilerat.
Den elektriska förbindningskabeln till lödverktyget ska
anslutas till det 7-poliga uttaget (7) på framsidan och arreteras. Luftslangen ska kopplas till anslutningsnippeln för luft
(8). Kontrollera att nätspänningen stämmer överens med
spänningen på märkskylten och att strömbrytaren (1) är
avstängd. Om spänningen är korrekt kan styrapparaten
kopplas till nätet.
Varning: Rikta inte varmluftskolven mot personer eller
brännbara material.
Slå till nätströmbrytaren (1). När strömmen kopplas på sker
automatiskt en kontroll varvid alla indikeringselement (2) är
aktiverade.
Under en kort stund visas sedan den inställda temperaturen
(börvärde) och temperaturversionen (°C/°F). Därefter visar
elektroniken automatiskt ärvärdet. Den röda punkten (5) i
det digitala fönstret (2) lyser. Den här punkten är till för den
optiska reglerkontrollen. Om punkten lyser permanent betyder det att systemet håller på att värmas upp. En blinkande
punkt betyder att den inställda temperaturen har uppnåtts.
Temperaturinställning
Digitalindikationen (2) visar av princip temperaturens ärvärde. Genom att använda UP- eller DOWN-tangenten (3) (4)
kopplar digitalindikationen (2) om till det inställda börvärdet.
Det inställda börvärdet kan nu förändras genom att tippa
eller ständigt trycka på up eller down-tangenten i motsvarande riktning. Om tangenten trycks ned permanent förändras börvärdet i snabbkörning. Ungefär 2 sekunder efter det
man släppt tangenten kopplar digitalindikationen (2) automatiskt om till ärvärdet.
Inställning av luftmängden
Den önskade genomströmningsmängden kan ställas in med
hjälp av strypventilen (9). Vänstervridning på strypventilen
(9) ökar genomströmningsmängden. Så länge tryckknappen
i handtaget hålls intryckt strömmar luft genom varmluftskolven.
Standardmässig temperatursänkning på
manöverenheten WAD 101
Sänker den inställda, nominella temperaturen till 150°C.
Temperatursänkningen tar 20 min, efter att lödstationen
slagit om till standby-modus. Efter tre gånger så lång tid
(60 min) aktiveras funktionen „AUTO-OFF”.
Lödningsverktyget stängs av (blinkande streck i displayen).
Svenska
Tekniska data
Mått i mm: 166 x 134 x 101 (L x B x H)
Nätspänning: 230 V / 50 Hz (120 V / 60 Hz)
Effektförbrukning WAD 101: 105 W
Effektförbrukning WAD 101IG: 150 W
Skyddsklass: 1 (Styrenhet) och 3 (Lödverktyg)
Säkring: 230 V: T 630 mA (120 V: T 1,0 A)
Temperaturreglering: C Version: Varmluft 50°C - 550°C
Lödkolv och skyddsgaslödkolv 50°C - 450°C
F Version: Varmluft 122°F - 999°F
Lödkolv och skyddsgaslödkolv 122°F - 842°F
Noggrannhet: Varmluft ± 30°C (± 54°F)
Lödkolv och skyddsgaslödkolv ± 9°C (± 17°F)
Luftmängd: ca. 0 - 10 l/min
Reglerområde WAD 101IG: ca. 0 - 5 I/min
Tryckluft: Inkommande tryck 400 kPa (58 psi) oljefri tryckluft eller kväve N
2
Skyddsgastryck: Ingångstrycket är fast inställt på 200 kPa med en tryckregulator.
Tryckregulatorn får inte justeras.
Tryckluftanslutning: Tryckluftslang ytterdiamenter 6 mm (0,24")
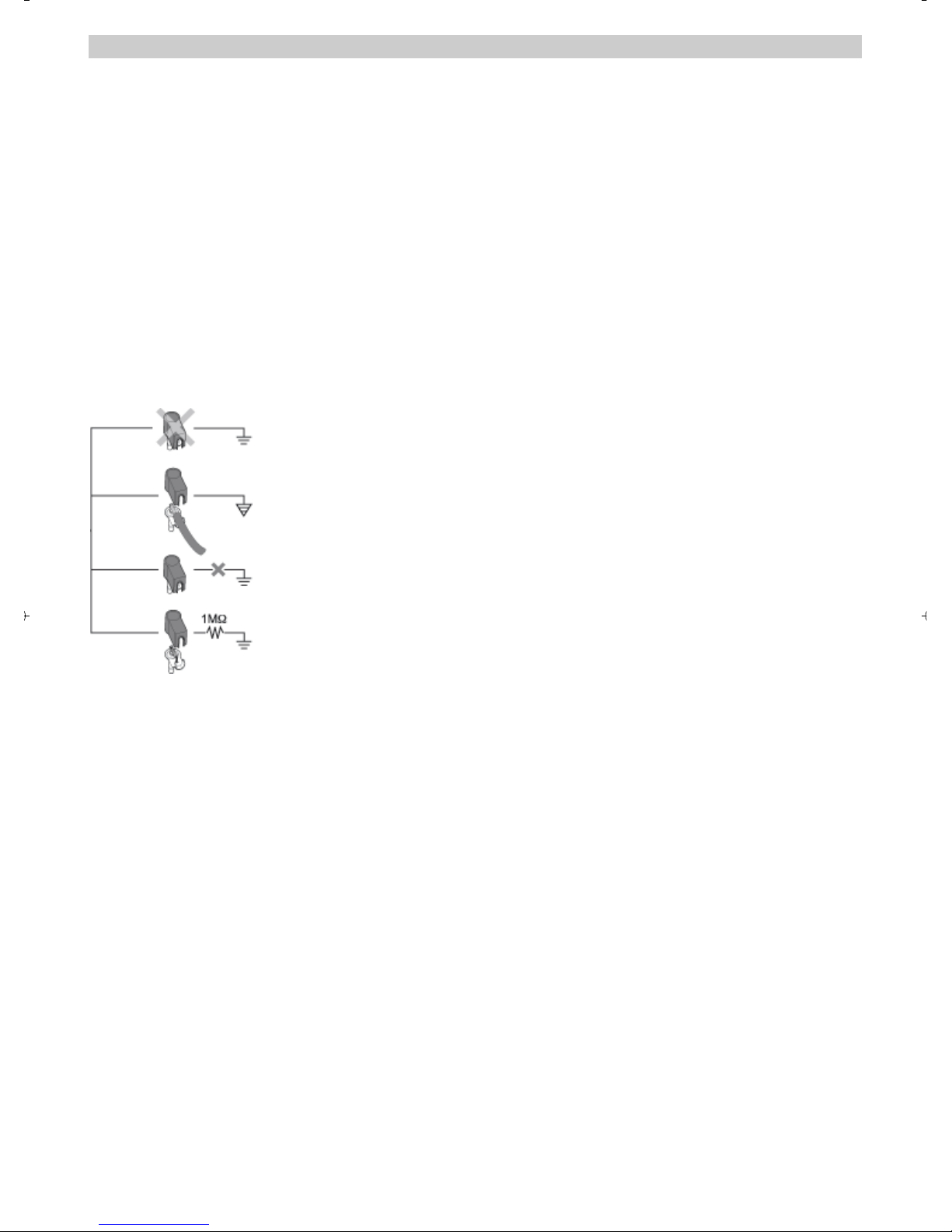
Inställning: Håll „UP”-knappen (3) intryckt under påslagningen, tills att ON eller OFF syns i displayen. När man släpper
"UP"-tangenten lagras inställningen. Upprepa processen, om
du vill ändra.
Standardmässig temperatursänkning på
manöverenheten WAD 101IG
När lödkolven lagts ned sänks den inställda temperaturen till
180 °C efter 2 minuter och skyddsgasflödet stängs av.
Funktionen ”AUTO-OFF” är inte aktiv.
4. Potentialutjämning
Genom olika koppling av den 3,5 mm kopplingsbussningen
(6) kan 4 varianter uppnås:
Hårt jordad:
Utan stickpropp (leveransskick)
Potentialutjämning (impedans
0 Ohm):
Med stickpropp,
utjämningsledning på
mellankontakten
Potentialutj.:
Med stickpropp
Jordad:
Med stickpropp och inlött
motstånd. Jordning via valt
motståndsvärde.
5. Arbetsanvisningar
Extern inmatningsapparat WCB 1 och WCB 2 (option)
Vid användning av en extern inmatningsapparat står följande
funktioner till förfogande.
Offset:
Den reella lödspetstemperaturen kan förändras med ± 40°C
genom inmatning av ett temperaturoffset.
Setback:
Terugstellen van de ingestelde gewenste temperatuur op
150°C/300°F (Standby). Nadat het soldeerstation op de
standby-modus is gezet kan de setbacktijd van 0-99 minuten
ingesteld worden. De setbacktoestand wordt gesignaleerd
door een knipperende werkelijke waarde indicatie. Nadat drie
keer de setbacktijd is geactiveerd, wordt ”AUTO-OFF” geactiveerd. Het soldeerapparaat wordt uitgeschakeld (knipperde
streep op het display). Door op een toets te drukken of door
vingerschakeldruk wordt de setbacktoestand c.q. de Auto-off
toestand beëindigt. Daarbij wordt kort de ingestelde gewenste waarde aangegeven.
Lock:
Låsning av börtemperaturen. Efter det låsning skett är det
inte möjligt att göra några inställningsförändringar på
lödstationen.
°C/°F:
Omkoppling av temperaturindikationen från °C till °F och
tvärtom.
Window:
Begränsning av temperaturområdet till max ± 99°C,
utgående från en temperatur som är låst via "LOCK"funktionen. Den låsta temperaturen utgör därmed mitten av
det inställda temperaturområdet.
Cal:
Nyjustering av lödstationen (endast WCB 2)
PC-gränssnitt:
RS232 (endast WCB 2)
Temperaturmätningsapparat:
Integrerad temperaturmätningsapparat för termoelement
typ K (endast WCB 2)
Varmluftskolv
Varmluftsmunstyckena är inskruvade i värmeelementet. Vid
byte av ett munstycke ska hylsnyckel SW 8 användas och på
värmeelementet ska man hålla emot med en gaffelnyckel.
Obs:
Gängdjupet är maximalt 5 mm (0,2"). Vid användning av
längre gänga förstörs värmeelementet.
Kväve N2reducerar oxidationen och flussmedlet håller sig
aktivt en längre tid. Vi rekommenderar kväve N
2
som säljs i
stålflaskor. Flaskan måste utrustas med en tryckregulator för
0 - 10 bar.
Varmluftskolven
I övergången mellan värmeelement/sensor och lödspets får
det inte förekomma smuts eller främmande partiklar och det
får inte heller förekomma någon skada. Dessa faktorer skulle kunna påverka noggrannheten av temperaturregleringen.
Vid den första uppvärmningen ska den selektivt förtennade
lödspetsen förtennas en gång till. På så sätt avlägsnas oxidering och smuts som har bildats under förvaringen. Under
uppehåll i lödningen och innan lödkolven stängs av ska man
alltid se till att lödspetsen är förtennad. Flussmedlet som
används får ej vara för aggressivt.
Obs:
Se alltid till att lödspetsen sitter ordentligt fast
Svenska
23
 Loading...
Loading...