

Page 1
DUPLICATOR
DESKTOP 3D PRINTER
I3 MINI
INSTRUCTION MANUAL
MODEL NUMBER:DUPLICATOR I3 MINI
Page 2

Page 3
Important
Read the manual carefully
It will help you get set up with ease
Visit www.wanhao3dprinter.com
We’ve got additional support videos and guides
Email support@wanhao3dprinter.com
We’re always happy to help
Join Wanhao Technical Forum for online support
https://groups.google.com/forum/#!forum/wanhao-printer-3d
Getting the most out of your 3D Printer:
Read the manual carefully
It will help you get set up with ease
Visit www.wanhao3dprinter.com
We’ve got additional support videos and guides
Join Wanhao Technical Forum for online support
https://groups.google.com/forum/#!forum/wanhao-printer-3d
Google Forum
Email support@wanhao3dprinter.com
We’re always happy to help
Warranty Note
If you experience any issues with this product, or it’s
performance is not what you had expected, please contact
us at WANHAO before returning the item to the store.
It is likely that we can resolve any problems for you via
phone or email.
We can be reached through your local distributor. Or on
Phone: +86-571-23290996(Mon-Sat; 8:30am-5:00pm)
Email: support@wanhao3dprinter.com
Web: www.wanhao3dprinter.com
Page 4
3D Printer
support@wanhao3dprinter.com
Warranty Details
The product is guaranteed to be free from defects in workmanship and mother board for a period
of 12 months from the date of purchase. The extruder is guaranteed to be free of defects for 90
days. Printing with materials other than WANHAO FILAMENTS which require temperatures above
250 °C or which are different from those recommended on the website www.wanhao3dprinter.
com, will result in the immediate loss of the Warranty. Defects that occur within this warranty
period, under normal use and care, will be repaired, replaced or refunded at our discretion.
The bene ts conferred by this warranty are in addition to all rights and remedies in respect of
the product that the consumer has under the China laws. In case you purchase from WANHAO
distributor, your warranty shall be covered by distributor’s Warranty and honored by WANHAO
distributor too.
Our goods come with guarantees that cannot be excluded under the Chinese Consumer Law.
You are entitled to a replacement or refund for a major failure and for compensation
for any other reasonably foreseeable loss or damage. You are also entitled to have the goods
repaired or replaced if the goods fail to be of acceptable quality and the failure does not amount to
a major failure.
AFTER SALES SUPPORT
86-571-23290996
4
support@wanhao3dprinter.com
MODEL: Duplicator I3 MiNi
Page 5
Safety Instructions
Before you get started, please read these important safety instructions.
CAUTION: The WANHAO 3D Printer generates high temperatures and includes moving parts
that can cause injury. Never reach inside of the WANHAO 3D Printer while it is in operation,
and allow time for the printer to cool down after operation.
HOT SURFACE
Vapours/fumes may be irritating at operating temperatures. Always use the WANHAO
3D Printer in an open, well ventilated area.
Do not leave the WANHAO 3D Printer unattended during operation
Contact with extruded material may cause burns. Wait for printed objects to cool before
removing them from the build platform.
Always take care when using the Scraper. Never direct the Scraper towards your ngers.
Only use the WANHAO 3D Printer in a clear working area.
• The printer must not be exposed to water or rain, or damage will occur.
• The printer is designed to be used with ambient temperature ranging 15°C - 30°C, and humidity
ranging 20% - 50%. Operating outside these limits may result in low quality models.
• In case of emergency, turn off the 3D printer at the power outlet.
• It is recommended that you use eye protection when cleaning/sanding printed models to avoid
small particles contacting eyes.
• Please read and understand the contents of this installation and user manual carefull.Failure to
read the manual to make the most out of the WANHAO 3D Printer.
• The WANHAO 3D Printer is not intended for use by persons with reduced physical and / or
mental capabilities, or lack of experience and knowledge,unless they have been given
supervision or instruction concerning the use of the appliance by a person responsible
for their safety.
• Children should be under constant supervision when using the printer.
• Before installation ,you should make sure that the WANHAO 3D Printer is unplugged from the
power supply. Only use furniture that can safely suppport WANHAO 3D Printer.
• Ensure the mains socket-outlet is near the equipment and is easily accessible.
MOVING PARTS
5
Page 6

Contents
Warranty Details
Safety Instructions
Parts List
Technical Specications
Introduction
1.1 What is 3D Printing?
1.2 From 3D Design to Printed 3D Object
Product Overview
2.1 Printer Front View
2.2 Printer Rear View
2.3 Control Panel
Product Assembly & Intial Setup
3.1 Unboxing and Assembly
3.2 Home Screen
3.3 Navigating the Menus
3.4 Menus Tree
3.5 Adding Filament
3.6 Levelling The Bed
3.6.1 The Levelling Wizard
3.6.2 Manually Levelling the Bed
Printing and Removing Models
4.1 Printing a File
4.2 Good 3D Printing Practices
4.3 Removing 3D Objects from the Bed
4.4 Removing Filament
4.5 Quick Settings
4.6 Advanced Settings
4.7 Filamnent
4.8 Storage
4.9 Creating and Printing your Own Models
4.1.1 During Print Settings
4.7.1 PLA Filament
4.9.1 Saving Files to MicroSD Card
4.9.2 Creating a WANHAO File Using Cura
4.9.3 Installing Cura
4.9.4 Adding your WANHAO 3D Printer to Cura
4.9.5 Loading a 3D Design into Cura
4
5
8
9
10
10
10
12
12
13
14
15
15
16
16
17
18
18
18
19
20
20
20
21
22
22
23
23
24
24
25
25
25
25
25
26
26
6
Page 7
Servicing
5.1 Servicing your Duplicator I3 MiNi
5.1.1 Replacting the Print Mat
5.1.2 Nozzle Cleaning
5.1.3 Routine Component Check
Finishing
6.1 Finishing Techniques
5.1.4 Storing
6.1.1 Useful Tools/Equipment
6.1.2 Removing Support Material
6.1.3 Sanding
6.1.4 Surface Coating
Maintenance
Disposal of Packaging
Disposal of Product
Troubleshooting
10.1 Troubleshooting
10.1.1 Printing Problems
10.1.2 Commectivty Problems
10.2 Useful Terms
10.1.3 Other Problems
Appendix
References
Repair and Refurbished Goods or Parts Notice
27
27
27
27
28
28
29
29
29
29
29
30
30
31
31
32
32
32
33
34
35
36
36
37
7
Page 8

Parts List
1 x WANHAO 3D Printer
1 x Filament Spool Stand
1 x Power Cable
1 x USB Cable
1 x 4GB MicroSD Card
1 x Scraper
1 x PTFE Tube
1 x Hex Key Set
1 x Cable Ties
1 x 10m PLA Filament
1 x Spare Print Bed Mats
1 x Instruction Manual
(Not Shown)
1 x Getting Started Guide
(Not Shown)
1 x Warranty Card
(Not Shown)
1 x Levelling Card
1 x Solid glue
8
Page 9

Technical Specications
Printing
Print Technology: Fused Filament Fabrication (FFF)
Build Volume: 120 x 135 x 100 mm(Width x Depth x Height)
Layer Resolution: 0.1 – 0.4mm
Positioning Accuracy: X 0.012mm
Y 0.012mm
Z 0.004mm
Extruder Quantity: Single Extruder
Nozzle Diameter: 0.4mm
Print Speed: 10mm/s - 70mm/s
Travel Speed: 10mm/s - 70mm/s
Supported Print Materials: WANHAO Branded PLA, PLA Wood
Temperature
Ambient Operating Temperature: 15°C – 30°C
Operational Extruder Temperature: 170°C - 260°C
Software
Slicer Software: Cura Wanhao Edition
Cura Input Formats: .STL, .OBJ, .DAE, .AMF
Cura Output Format: .GCODE
Connectivity: Micro SD Card, USB port (Firmware updating only)
Electrical
Input Rating: 85~264V AC, 47~63HZ,
0.95A/115VAC 0.56A/230VAC
Physical Dimensions
Printer Frame Dimensions: 325 x 240 x 380 mm(Width x Depth x Height)
Weight: 7KG
9
Page 10
INTRODUCTION
1.1 What is 3D Printing?
3D Printing is a process whereby a real object is created from a 3D Design. Fused Filament
Fabrication (FFF) is one of the most common technologies used by 3D Printers to achieve this.FFF
works on an 'additive' principle by laying down material, such as PLA or ABS lament,in layers to
create a 3D object.
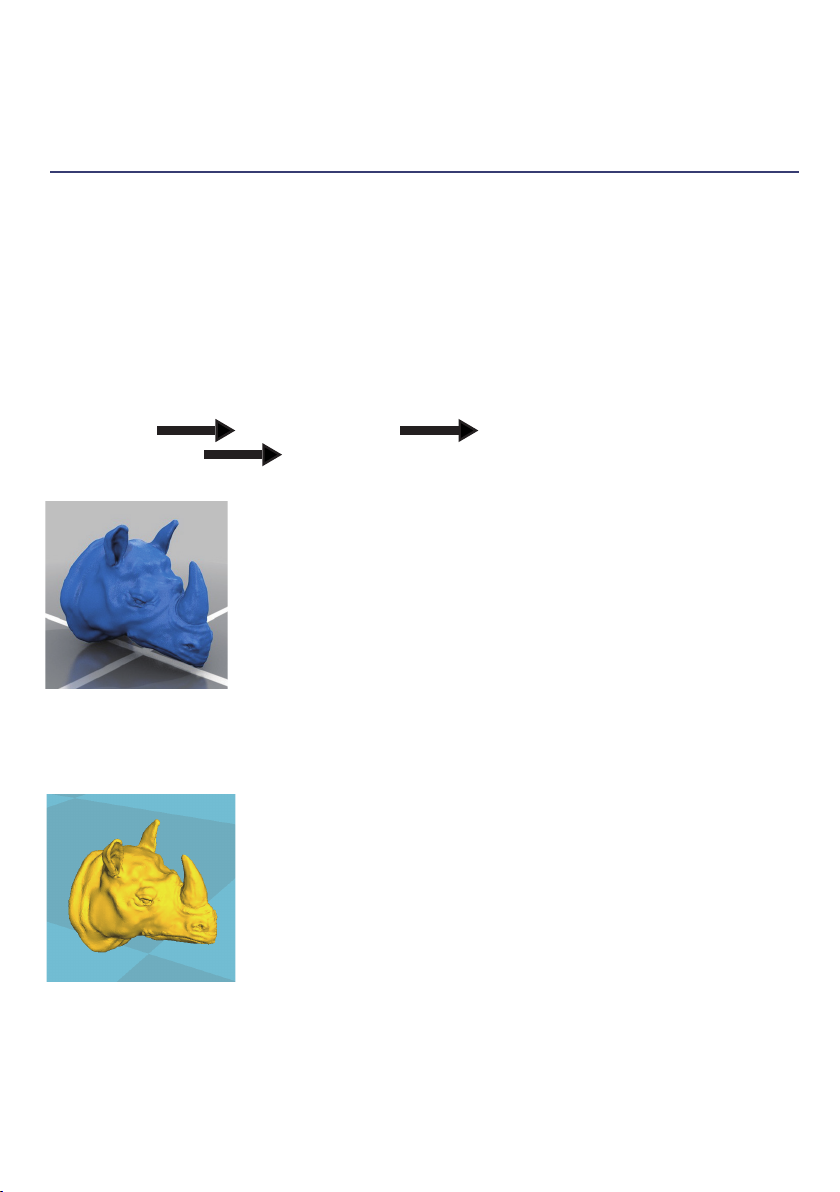
1.2 From 3D Design to Printed 3D Object
3D Design Slice to GCODE Setup WANHAO 3D Printer
3D Printing Process 3D Printed Object
3D Design
Having a 3D design is the rst step to creating a 3D Object.
There are a number of free 3D Designs that can be downloaded
and printed for personal use. Websits such as Thingiverse.com,
Pinshape.com and YouMagine.com are a good place to start,
but there are many more available!
Alternatively,you can create your own 3D Design using 3D Modelling Software. Programs such as
Sketchup or Blender allow this, however this can take some practice before successfully modelling
your 3D Design. After you've nished your 3D Design,you can export it as an. STL le,to be imported
into a 'Slicer' program such as Cura.
Slice to GCODE
A 'Slice' converts a 3D Design (usually an .STL or .AMF format)into
individual layers. It then generates the machine code (such as GCODE)
that the 3D Printer will use for printing.
We recommend the program Cura as it uses a simple interface and includes a large amount of
10
Page 11
INTRODUCTION
support material.
Setup WANHAO 3D Printer
It's important to check your printer before every print.We've included
some steps on page 21 in section 4.2 Good 3D Printing Practices
for you to quickly refer to each time.
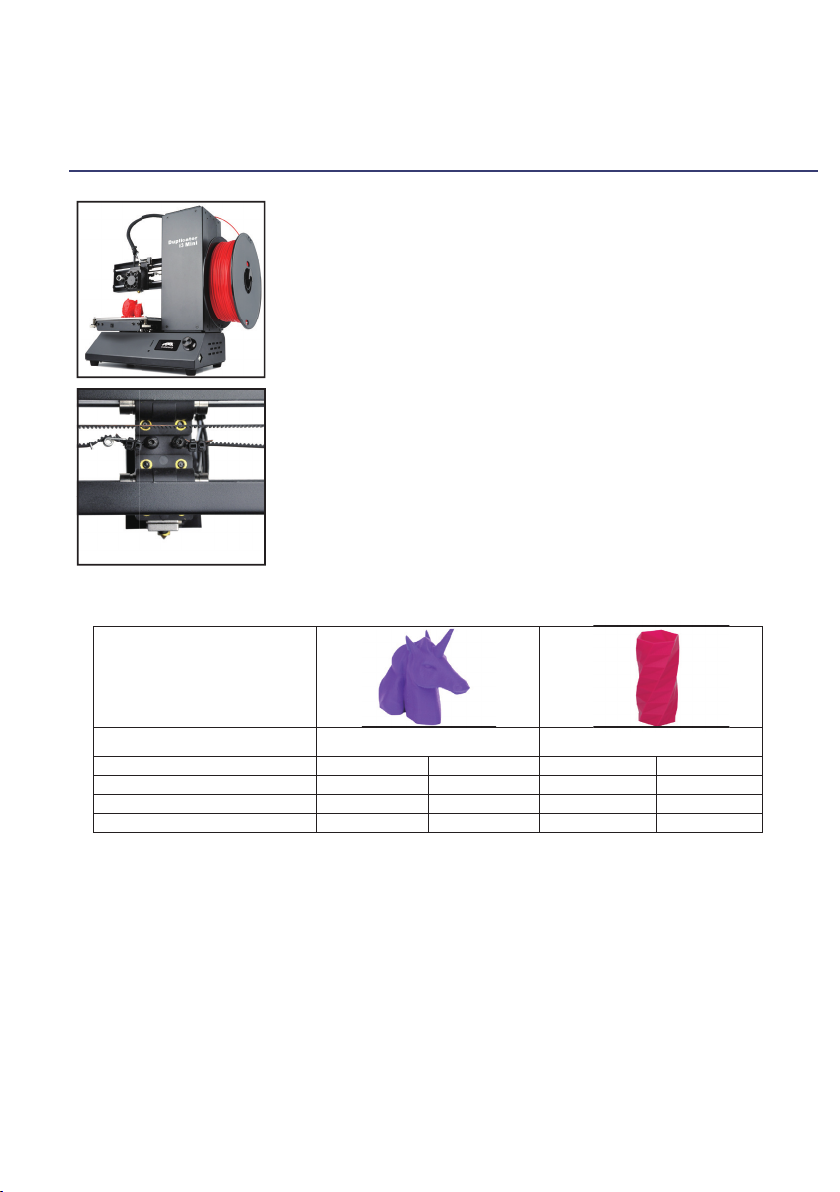
3D Printing Process
Now that you've loaded a GCODE file onto the printer,it will
commence heating up the Extruder, then start printing. While
printing, the nozzle will move along the X and Y acis as each layer is
printed. This can take some time,depending on the size of the 3D
model, print speed of the 3D printer and resolution of each layer.
Here is an example of how size,in ll,and resolution can affect printing time:
Dimensions:
In ll:
Resolution:
Print Time:
Filament Used:
3D Printed Object
Once the printer has completed all of the layers, you will have a 3D Printed Object. The
results are certainly worth it, with 3D models ranging from simple to complex.
62.5 x 25.75 x 67.75mm 70 x 70 x 140mm
20%
2mm
53min
4m
0%
2mm
39min
2.54m
20%
2mm
6hr 40min
45m
20%
1mm
13hr 12min
45.67m
11
Page 12

Product Overview
2.1 Printer Front View
1
8
9
2
3
10
4
5
6
7
1. Filament Tuble
2. X-Axis Frame
3. Cooling Fan
4. Nozzle
12
5. Print Bed
6. Front Thumbwheels
7. Control Panel
8. Filament Clamp
9. Tower Frame
10. Spool Holder
Page 13

Product Overview
2.2 Printer Rear View
4
3
1
1. Power Switch
2. Plug Socket
2
3. Rear Thumbwheels
4. Extruder Assembly
13
Page 14

Product Overview
2.3 Control Panel
1
2
1. MicroSD Card Slot
2. Restart Button
3. LCD Display Screen
4. Dial Button
3
4
5
5. USB Port
14
Page 15

PRODUCT ASSEMBLY& INITIAL SETUP
3.1 Unboxing and Assembly
Your WANHAO 3D Printer is carefully packed to avoid damage in transit. Take your time
unpacking it. The printer is preassembld and requires only minimal set up before powering on.
Carefully remove the 3D printer from the box and
1.
place on a clean, level work space.
Cut the 2 x Cable ties holding the Print Bed to the
2.
X-Axis Frame.
Unscrew and remove the outer plastic nut from the
3.
Filament Spool Holder, then insert the nut into the side
slot of the towers. Screw in the Filament Spool Holder
into the side of the Printer.
NOTE:
do not overtighten
4.
the power supply cable into the back of the 3D Printer.
Insert the other end into a nearby mains power outlet.
Turn on the power outlet, then turn on the power switch
at the back of the 3D Printer.
5.
initialize and show the Home Screen.
Ensure the Filament Spool Holder is secure and
Ensure the power switch is in the OFF position,then
After a few seconds, the LCD display screen will
15
Page 16

SETUP
3.2 Home Screen
* Printer Status: Current printer status or memory card status if removed or inserted
* Elapsed Time: Length of time the current model has been printing (if applicable)
* Progress: Displays percentage of model completed (if applicable)
* Speed:Current printing speed - 100 % is full speed
NOTE: The initial pringting speed is dened in the GCODE le, not by the printer
* Extruder Temperature: The temperature shown above the symbol is the
set/target temperature. The temperature below the same symbol is the current
temperature.
NOTE: When no temperature is set, the extruder will register the current ambient
temperature.
3.3 Navigating the Menus
To enter the Main Menu, quickly press and release the Dial button
1.
To move throughout the menu, turn the Dial Button.Note some menus have
2.
options not visible one the screen. Keep turning the dial to see all options available
To make a selection, quickly press and release the Dial Button
3.
To move to the previous menu or exit, highlight 'back'at the top of each menu
4.
and push the Dial Button
16
Page 17

SETUP
3.4 Menu Tree
Home Screen
Main Menu
Quick Settings
Advanced Settings
17
Page 18

SETUP
3.5 Adding Filament
1. Place your roll of lament on the Filament Spool Holder
2. Turn on the 3D Printer with the power switch located at the back of the printer
3. Push the Dial Button to access the main menu and navigate to Quick Settings Change
Filament Add Filament. The Extruder will automatically
raise and preheat; always wait until is has fully preheated
4. After the extruder has preheated, hold the Filament clamp
lament through the entire tube until it reaches the extruder.
The lament will satrt to extrude once the extruder has
motor can push the lament through
5. Once lament is extruding from the nozzle press back to
stop extruding
6. Carefully remove any excess lament from the nozzle using
the scraper;Filament is loaded and ready to print
WARNING: The extruder will still be hot and the scraper should be
used to remove the lament from the nozzle
3.6 Levelling the bed
Levelling the bed is arguably the most important step in producing successful prints and should
be checked before every print.Before levelling the Print Bed check all springs and thumbwheels
are in place
3.6.1 The levelling wizard
1. Clean off any excess lament residue from the tip of the nozzle using the scraper
2. Enter the main menu and select level bed
3. After initializing , the level wizard will guide you through levelling all 4 corners of your print
bed. Press next to proceed to the next screen/corner
4. On each corner, turn the relevant thumbwheel until you can just slide a piece of copy paper
between the extruder and print bed with slight resistance,about 0.1mm
5. After levelling the last corner you can return to the main menu or restart the levelling wizard.
If this is your rst time levelling the bed we recommend completing the wizard again to
ensure it is level
NOTE: The maximum depth is 135mm on the Y-Axis.
18
Page 19

SETUP
3.5 Adding Filament
1. Clean off any excess lament residue from the tip of the nozzle using the scraper
2. Enter the main menu and select Quick Settings Move Home XYZ to move
the nozzle to the home position in the front right corner
NOTE: Immediately turn off the machine any motors are jamming pr forcing against the chassis.
3. Select back Disanle steppers to enable movement of the print bed and extruder
4. Manually move the print bed and extruder to each corner or area you would like to level
5. On each corner, turn the relevant thumbwheel until you can just slide a piece of copy paper
between the extruder and print bed with slight resistance,about 0.1mm
6. Continue checking points on the print bed until you are satised it is level
CHECKING CHART
SIDE VIEW END VIEW COMMENTS
Nozzle Too High:
Insufcient contact
area resulting in
poor adhesion and
extrusion skipping.
OK:
Filament pushed
into the build
surface slightly to
maximize surface
area contact while
still allowing good
extrusion ow.
NOZZLE TOO LOW:
Not enough
clearance for the
lament to be
extruded... this will
result in damage to
the extruder and/or
build surface.
MAGNIFICATION NOTES
RAFT
NOZZLE TOO HIGH:
Wavey tracks,or tracjs
narrower than 1.2mm
(use vernier callpers
to check)
NOZZLE TOO LOW:
Trancks sides pushed
over neighbouring
tracks.
If you are new to 3D Printing we highly recommend that you visit our website to review our
video tutorial on levelling the print bed at https://www.wanhao3dprinter.com
19
Page 20

PRINTING AND REMOVING MODELS
4.1 Printing a le
The I3 MiNi only accepts and prints GCODE les.The included microSD Card has sameple model
GCODE available to get you started.See section 4.9 Creating and Printing your own models on
page 25 to load your own models.
1. Check the print bed has been levelled correctly
2. Insert the included microSD Card into the memory card slot
next to the LCD screen with the lablel facting to the left as shown
3. Enter the main menu and select print le
4. Select the le you would like to print
5. The printer will return to the status screen and display 'Heating...' in the upper left corner of
the display. The nozzle temperature will heat until it reaches the target temperature
6. Once the nozzle reaches the target temperature the printer will automatically begin printing
the le
NOTE:
* Micro SD memory cards(up to 32GB) should be formatted to FAT32. If there is no
MicroSD card inserted the main menu will display no SD card no les will be available to print
* If your le is not printing correctly,press the main dial button and select 'Stop print' from the
menu.Ensure the extruder is raised prior to removing the print off the print bed
* Immediately turn off the machine if any of the motors are jamming of forcing against
the chassis
* If you cannot access the print menu,it is likely the microSD card is not mounted properly.Try
removing and reinserting the microSD card.
4.1.1 During Print Settings
While printing,some settings can be modied.Push the button to access these settings.
1. Speed: Turn the dial to adjust the print speed %. Note the original print speed is determined
by GCODE le generated, not the printer
2. Nozzle:Modify the temperature of the Nozzle
3. Pause print: Pauses the print once the last instruction GCODE instruction has completed(be
patient). Tap Resume print to keep printing
4. Stop print: Stops the current print
20
Page 21

PRINTING AND REMOVING MODELS
4.2 Good 3D Printing Practices
Please refer to these steps during every print to ensure the best quality.
Before Printing
5. Ensure your GCODE le is correctly setup, lament diameter is set to to 1.75mm and correct
temperature settings for the material you are using.The I3 MiNi prints PLA lament.
Depending on the type of PLA lament ,temperations can rangs from 180 to 210
are unsure,start with 190
°C
6. Check all cables and connerctors are connected and the printer is on a stable surface
7. Check that Heated Print Bed is level and approximately 0.1mm from the nozzle
8. Check that Heated Print Bed is clean and dust free and nozzle does not have excess material
stuck to it
. If you
°C
Always check Gcode
le settings match
lament and printer
Always check
Print Mat is clean
and there is no
residual plastic
Always check Extruder
& Print Bed
Temperatures are set
for correct lament type
Always check all
cords are
connected
Always check
Extruder distance is
0.1mm from Print Mat
Always check
Print Bed is level
During Printing
1. Closely monitor the rst layer being printed – Most problems, like poor adhesion and
warping, will occur in the rst layer. If problems occur, stop the 3D Printer in the menu or
power off the printer
2. Do not leave the 3D Printer unattended while in operation
3. Keep hands clear while machine is operating
After Printing
1. Wait for the Extruder to cool down
2. Carefully remove 3D Object. Never use Scraper towards your body. Keep Scraper evenly at
when scraping to avoid damage to the Heated Print Bed. Damaged Heated Print Beds/ mats
may affect adhesion for future prints
3. Store 3D printer in a clean, dry environment
21
Page 22

PRINTING AND REMOVING MODELS
4.3 Removing 3D objects from the bed
Once the I3 Mini has completed printing your 3D printed object follow these steps to
remove it from the print bed.
1. Once the print is completed,wait for the extruder to cool and then turn off your 3D printer
2. Using the supplied, carefull'wedge'under one of the edges of the 3D object.Take
care to keep the scraper at with the bed to preven damaging the print mat
3. As one edge begins to lift,gently maneuver the scraper forward to continue to'wedge
between the 3D object and print bed
4. Once the 3D object has fully separated from the print bed,it is safe to remove
NOTE:
* Always take care when using the scraper.Never use excessive force scrape towards your hand.
Scrape away from the body and keep hands clear to prevent injury
* Always keep the scrape as level as possible.Scrape can damage the print mat if not used
corretly
* Removing a 3D object,particularly one with a large surface size, can be a long process.Never
rush when removing a 3D printed object
TIP: If you are persistently having trouble removing 3D printed objects, try the following:
* Use a layer of bule masking tape(designed to not leave behind residue) on the print bed.Be
sure to remove and replace after each print
* Check if the printing mat is damaged and replace if needed
* Replacement mats can be purchased at https://www.wanhao3dprinter.com
4.4 Removing Filament
Follow these steps to remove alment
NOTE: You do not have to remove lament after each print,however
if you do not intend to print for long periods of time we recommend
removing and storing lament in a resealable air tight bag
1. Turn on the 3D printer with the power switch located at the back
of the printer
2. Push the dial button to access the main menu and navigate to
Quick setting Chanege lament Remove lament.
The extruder will automatically raise and preheat;always wait
until it has fully preheater
3. After the extruder has preheated,hold the lament clamp on the
top of the tower and push the lament so a small amount begins
to extrude
4. Once lament is extruding from the nozzle,while holding the lament clamp,quick pull the
lament out of the extruder and tube
5. Store the lament in a resealable bag to protect it from moisture
22
Page 23

PRINTING AND REMOVING MODELS
4.5 Quick settings
To access the quick settings,press the dial button and select quick settings in the main menu
Move:
* Move X,Y,Z: Manually move the X,Y,Z axes by 1mm increments
* Extruder: Manually extrude or retract lament by 1mm increments
IMPORTANT NOTE: You must preheat the extrude or retract lament,180
* Home XYZ: Return to the home position is the front right corner
Change lament:
* Add lament: On screen guide to to Add lament if no lament is currently inserted
* Remove lament: On screen guide to remove alment if cruuently inserted
* Preheat: Preheat the nozzle
* Raise extruder 10mm: Raises the extruder by 10mm
Disable steppers: Disables all motors so you can manually move the bed and extruder position
in the X and Y directions
Preheat: Preheat the nozzle
Cooldown: Cools the nozzle
4.6 Advanced settings
To access the Advanced settings,press the dail button and select advanced in the main menu.
Unless you are an experienced user we do not recommend adjusting settings in the advanced
menus.
Temperature:
* Nozzle: Set the current temperature of the nozzle (0-250
* PID-P: Proportional Response
* PID-I: Integral Response
* PID-D: Derivate Response
* Preheat PLA conf: Adjusts the default PLA heating temperature
°C
)
minimum
°C
Save setting: Save the current settings
NOTE: You must save settings after every changs.Unsaved settings will be lost after restar
Factory Reset: Restores default factory settings
23
Page 24

SETUP
4.7 Filament
The WANHAO Duplicator I3 Mini is designed to be only used with PLA(Polylactic Acid BioPlastic)
alment.Only use genuine WANHAO laments as using generic laments may damage your 3D
printer and may void your warranty. Extra lament including multiple colours and PLA types are
availabe from the online store at
4.7.1 PLA lament
id.aliexpress.com/store/120824V
Extruder Temp: 215
Ofcial Name: Polyactic Acid
Printing Level: Basic
Advantages: * Bioplastic
Disadvantages: * Low heat resistance
Finishing: * Sanding possible
°C
* Non-Toxic
* Less warping issues
* Hard or soft/exible variants
* High print speed
* Easier break than ABS
* Requires thicker walls than ABS
* Limited gluing
24
Page 25

SETUP
4.8 Storage
PLA laments are sensitive to moisture. If stored in a humid environment,the quality of the
lament can deteriorate,with a tendency to bubble and spurt from the nozzle tip.This will
affect print quality,so when stroing PLA or other material for an extended period of time,
follow these tips.
* Store in a sealed,air tight bag/container.We recommend a vacuum seal bag
* Store with a silica gel (moisture absorber)pack. One is included with each lament spool
4.9 Creating and Printing your own Models
4.9.1 Saving les to MicroSD Card
* Format new MicroSD Cards up to 32GB to FAT32
* Save les only in the root directory on the MicorSD Card.The I3 Mini will not read les in
folders.
* Ensure your models are saved as GCODE les.STL and other 3D le formats should be
converted or 'sliced' into GCODE before loading them on the MicroSD Card. See the section
Creating a GCODE le using Cura for information on creating GCDOE les
4.9.2 Creating a GCODE le using Cura
A GCODE le provides the essential temperature settings and movement information for your
WANHAO I3 Mini. A number of 'Slicer' software programs exist which convert a 3D model le
into a series of 3D printable layers. Cura is free open source slicer software relesed on the
AGPLv3 license.It is available on MacOS X and windows.
4.9.3 Installing Cura
1. Install the le located on your included MicroSD Card or download Cura from
www.wanhao3dprinter.com
2. Select a destination folder for the install,then press'Next'
3. Select the components to install,then press 'Install'
4. Once complete,press 'Finish'
5. Refer to your computer manual of further instructions on the above steps if required
25
Page 26

SETUP
4.9.4 Adding your Duplicator I3 Mini to Cura
On rst launch,Cura will ask you to add a 3D printer from the list provided.Alternatively,you
can add a 3D printer by selecting Machine Machine settings Add new Machine
1. Select Other
2. Select Custom...
3. Enter Machine name as 'Duplicator I3 Mini', or your desired name
4. Input Machine width as 120mm
5. Input Machine depth as 135mm
6. Input Machine height as 100mm
7. Change Nozzle size to 0.4mm
8. Ensure heated print bed is Not ticked
9. Select'Finish'
For the latest optimized/recommended Cura settings for your Duplicator I3 Mini,Visit
www.wanhao3dprinter.con
4.9.5 Loading a 3D design into Cura
1. Clear the platform using File clear platform...
2. Then, load your 3D design le onto the platform using File Load model le...
3. Load any le with the following extensions: .STL, .OBJ, .DAE,.AMF
TIP : You can load more than one le onto the platform.Cura will automatically move the
additional les to t
NOTE: Files in grey are outside of the print area and need to be moved or scaled to t.
26
Page 27

SERVICING
5.1 Servicing your Duplicator I3 Mini
5.1.1 Replacing the print mat
The Duplicator I3 Mini includes 2 x extra prin mats. Additional print mats are available for
purchase from https://www.wanhao3dpriner.com
1. Remove the current print mat by slowly peeling from one corner
2. Using rubbing alcohol and a microber towel,carefully remove any residual adhesive
left in the print bed
3. Peel the 3M backing from the new print mat
4. Gently place the new print mat onto the print bed,making sure to align with each edge.
It is recommended to start at a corner to ensure no bubbles become present
5. Use the scraper to apply pressure on the new print mat,ensuring strong adhesion.keep
the scraper level as it can damage the print mat
5.1.2 Nozzle cleaning
TIP: You can also use masking tape in lieu of a print mat.Blue painters tape is recommended.
If your Extruder nozzle becomes blocked,follow these steps to clean the nozzle.
1. Remove the existing lament using the steps in Quick settings Chanege lament
Remove lament
2. Using a clean 0.4mm drill bit,insert the drill bit into the nozzle by hand,twisting while
inserting
3. Remove the drill bit from the nozzle, twisting while removing
4. Repeat steps'2' and '3' three times,then follow the steps in Quick settings Chanege
lament Add lament
27
Page 28

SERVICING
5.1.3 Routine Component Check
Motor Connectors
Loose motor connections could cause a 3D print to fail.It's a good habit to routinely check for any
damage to the connectors or the black cables.
Axis Lubrication
Regular lubrication of the X and Y Axis rods is important for the longevity and smooth running of
your printer.The rods can be lubricated with machine oil or synthetic grease.We recommend using
bearing grease and to apply liberally to both the X Axis and Y Axis rods.
Nuts and Bolts
Loose nuts and bolts could affert the geometry of the Duplicator I3 MiNi . Check that all nuts
and bolts remain rmly tightened.If required,retightern using the hex wrench.
5.1.4 Storing
Always store your Duplicator I3 MiNi in a cool,dry location that is free from dust.
28
Page 29

FINISHING
6.1 Finishing Techniques
6.1.1 Useful Tools/Equipment
• Safety Goggles
• Mask
• Long-nose Pliers
• Wire cutters
• Sandpaper (100,200,300,400,500,600 Grit)
• Medium, ne and extra ne sanding sponges
• Acrylic based primer spray paint
• Acrylic based spray paint (colour of your choice)
• Acrylic based varnish spray paint
NOTE: Different paint types are also compatible with PLA and ABS. Consult your local paint supplier
for the best compatibility for your intended purpose.
6.1.2 Removing support Material
Even after support material is removed by hand, residual material will remain.
1. Ensure that safety goggles and a mask are worn for protection
2. Remove most of the support material by hand, taking care not to
damage the 3D object
3. Using the long-nose pliers, carefully grasp some of the remaining
material, then twist to remove. Repeat until no more material can be
removed.
4. Using the wire cutters, cut away any excess lament.
6.1.3 Sanding
Though fused lament fabrication(FFF)is capable of producing high quality objects straight out
of the machine,the layer lines will be visible.Sanding will reduce these 'step'marks in the model.
1. Ensure that safety goggles and a mask are worn of protection
2. Starting with 100 grit sandpaper,carefull sand your 3D object using small,circular motions
NOTE: PLA is less resistant to high temperatures caused by sanding. Take your time sanding
your 3D object to avoid damage.
3. Using the medium sanding sponge,sand dif cult to reach areas of your 3D object
4. Gradually increase the sandpaper grid until the 3D print is smooth
TIP: Spraying a primer ller also help to reduce the layer lines on the 3D object.This can then be
sanded away and repeated,until the desired smoothness is achieved
29
Page 30

FINISHING
6.1.4 Surface Coating
Finally,to make tour models more presentable,follow these steps;
1. Ensure that safety goggles and a mask are worn for protection
2. Ensure that your 3D object is clean and free from dust
3. Spray your model using an acrylic based primer,following the directions of your primer
4. Allow appropriate time to dry before applying additional coats
5. Spray your model using an acrylic based paint of your colour.Allow appropriate time to dry
6. Spray your model using an acrylic based varnish,following the direchtions of your varnish
Allow appropriate time to dry before applying additional coats.
NOTE:
the best compatibility for your intended purpose.
Congratulations!Your 3D object now looks like a professionally nished product!
Different paint types are also compatible with PLA.Consult your local paint supplier for
MAINTENANCE
The maintenance of Duplicator I3 Mini should be conducted by skilled person only.Always
unplug the printer before doing maintenance or modications. In order to have a smoothly
working Duplicator I3 Mini it is important to maintain it correctly.Please follow the safety/
deterioration checks during maintenance:
* Check condition of all rubber belts
* Oil the lead screens with light machine oil(sewing machine oil)
* Check the condition of the power cable.Make sure there are no cracks in the sheath
* Check the condition of the wiring on the printer to ensure nothing is pinched of damaged
* Check the fans are operational during print
* Check the chassis is secure.Tighten any screws if there is ex in the frame
30
Page 31

DISPOSAL OF PACKAGING
This product has been packaged to protect it against transportation damage.Unpack the
appliance and keep the original packaging carton and materials in a safe place.It will help
prevent any damage if the product needs to be transported in the future,and you can use
it to store the appliance when it is not in use.
In the event, it is to be disposed of, please recucle all packaging material where possible.
Wrapping can be a suffocation hazard for babies and young children,so ensure all packaging
materials are out of their reach and disposed of safely.Observe any local regulations regarding
the disposal of packaging and dispose of it appropriately for recycling.Contact your local
authorities for advice on recycling facilities in your area.
DISPOSAL OF PRODUCT
Observe any local regulations regarding the disposal of waste products.Contact your local
authorities for advice on recycling facilities in your area.
At the end of its working life,do not throw this product out with your household rubbish,
Electrical and electronic products contain substances that can have a detrimental effect on
the environment and human health if disposed of inappropriately.Observe any local regulations
regarding the disposal of electrical consumer goods and dispose of it appropriately for
recycling.Contact your local authorities for advice on recycling facilities in your area.
31
Page 32

TROUBLESHOOTING
10.1 Troubleshooting
If having any troubles when using the Duplicator I3 MiNi,please refer to the troubleshooting
guide below,or call customer support on +86-571-23290996
You can also visit https://www.wanhao3dprinter.comfor support videos and advanced tutorials
10.1.1 Printing Problems
Clicking sound from one of the stepper motors
One of your stepper motors may not be connected properly. Check each connection and then
inspect the cable routing for any faults
File not printing
Remove the Micro SD Card and insert into your Computer. Open the GCODE le using a text editor
(eg. Notepad), and inspect if GCODE is readable or not. If le consists of multiple ‘ÿÿÿÿ’ symbol,
then le has been corrupted. Try reformatting your Micro SD Card and reloading the GCODE le.
NOTE: Reformatting will delete all les on your SD card
Not extruding when starting to print
Ensure that the nozzle temperature has been set to match your material
Not sticking to the bed
• Ensure that the bed is clean and free from dust
• Check that the bed is level and set to a distance of approximately 0.1mm-see 3.6 Levelling
the bed
• If there are defects / deep scratches in the printing mat, it may need to be changed. Change
the mat or use blue painters masking tape
• Add a brim or raft to your le
• Ensure nozzle to bed gap is not bigger than 0.1mm. Material will solidify if gap is large
• Visit https://www.wanhao3dprinter.com for a tutorial on levelling the print bed
Models Warping/Curling
• Check the inll % of your GCODE. The higher the inll, the more likely to warp
• Add a brim or raft to your le
32
Page 33

Model appears very ‘stringy’
• Ensure that the lament diameter is set to match your lament spool (1.75mm), then try
creating a new GCODE before printing again
• Check you are using the correct temperature for the lament used
Print stopped halfway
• Check that the GCODE le is complete and not corrupt
• Check the original model le
The motor does not stop at the end of axis
Check that the stop micro switches are aligned with the motor mount and registering.
The print head/bed does not move
Check the part can be moved by hand when stepper motor is disabled. Clear anything that is
blocking the path
10.1.2 Connectivity Problems
My 3D Printer isn’t turning on
Check that you have correctly inserted the power cable into the rear of the Control Box, the power
cord is plugged into the mains outlet and that the Control Box power switch is on.
Micro SD Card not shown
• Please ensure your MicroSD Card is 32GB or less
• Please ensure your MincroSD Card is formatted as FAT32
• Navigate SD Card,select Unmounts SD Card, then select Mount SD Card.Your MicroSD Card
should now appear in the menu.
33
Page 34

TROUBLESHOOTING
10.1.3 Other Problems
Filament stuck when removing
Please visit www.wanhao3dprinter.com/Video for a video on how to clear the nozzle with stuck
lament.
Where can I buy more lament?
If you require more lament, visit our online store, id.aliexpress.com/store/120824V to purchase
various colours and types.
What brand of lament should I buy?
We recommend using only WANHAO branded lament. Lower quality generic laments can
damage your 3D Printer and potentially void your warranty.
What types of lament can my 3D Printer Print?
The WANHAO 3D Printer accepts various types of laments including PLA, ABS, PVA, HIPS
and specialty laments such as wood, exible, luminous and conductive. For our full range of
laments visit id.aliexpress.com/store/120824
34
Page 35

TROUBLESHOOTING
10.2 Useful Terms
Display
Provides the main interface for operating the 3D Printer
Firmware
Software that is programmed into the electronic board
GCODE
Code that is produced using the slicing process. Describes the movements and temperature
settings of your 3D printer
Nozzle
Opening at the bottom of the print head where lament is pushed through
Extruder Assembly
The section lament is pushed through encompassing the hot end and nozzle
Micro SD Card
Secure Digital memory card. This is where your GCODE les can be stored and accessed by the 3D
Printer
PLA Filament
Commonly used plastic lament with low environmental impact
Brim/Raft
Types of printed foundations that help madels adhere to the print bed
Slicing
Process that turns a 3D Design into a code that can be used by 3D Printers
Spool
Filaments of PLA and ABS are wrapped, creating a spool
Stepper Motor
DC motors that move in discrete steps. This allows for precise positioning and/or speed control
.stl
A common le format for 3D Designs/Models
USB Cable
This cable allows communication between the WANHAO 3D Printer and a computer, using
the USB port of the computer
35
Page 36

Appendix
References
Some of the 3D Models used in this manual and other included materials were sourced from the
below:
36
Page 37

3D Printer
Repair and Refurbished Goods
or Parts Notice
Unfortunately, from time to time, faulty products are manufactured which need to be
returned to the Supplier for repair.
Please be aware that if your product is capable of retaining user-generated data (such as les
stored on a computer hard drive, telephone numbers stored on a mobile telephone, songs
stored on a portable media player, games saved on a games console or les stored on a USB
memory stick) during the process of repair, some or all of your stored data may be lost.
We recommend you save this data elsewhere prior to sending the product for repair.
You should also be aware that rather than repairing goods, we may replace them with
refurbished goods of the same type or use refurbished parts in the repair process.
Please be assured though, refurbished parts or replacements are only used where they
meet WANHAO’s stringent quality speci cations.
If at any time you feel your repair is being handled unsatisfactorily, you may escalate your
complaint. Please telephone us on 86-571-23290996 or write to us at:
WANHAO Precision Casting Co.,Ltd
77, RENMING ROAD, JINHUA, CHINA
WANHAO Help Desk 86-571-23290996
(Operating Hours: Mon - Sat; 8:00am - 5:00pm)
support@wanhao3dprinter.com
www.wanhao3dprinter.com
AFTER SALES SUPPORT
86-571-23290996
support@wanhao3dprinter.com
MODEL: Duplicator I3 MiNi
37
Page 38

 Loading...
Loading...