

Page 1
Verabar V450 (Hand Insert)
1.0 SCOPE
These instructions provide procedures for installing the
V450 Verabar flow sensor. Procedures are given for all
industrial flow measurement applications including liquid,
steam and gas service for both horizontal and vertical
piping configurations.
2.0 RECEIVING INSPECTION
The following tasks should be performed as part of the
receiving inspection procedure:
• Check items received against the packing list.
• Check sensor nameplate for proper model number,
serial number and customer number.
• Verify that the actual pipe diameter matches the ID
stated on the sensor nameplate.
• Check the bullet shaped sensor tube for any signs
of damage. Damage to the sensor tube may result
in erroneous flow readings.
• Check the round cover tube for any damage,
especially axial gouges or scratches. Damage to
the cover tube may prevent the packing from
sealing properly.
3.0 SAFETY PRECAUTIONS
The following tasks should be conducted prior to
installing the Verabar flow sensor:
• Check maximum operating conditions on the flow
sensor nameplate and verify that they exceed the
maximum conditions of the installation. If any
pressure, temperature or flow limits will be
exceeded, consult the factory before proceeding.
–05 Sensor –10 Sensor –15 Sensor
130 psig max. 50 psig max. 15 psig max.
Table 1. Maximum Pressures
INSTALLATION INSTRUCTIONS
• Note the maximum pressures shown in Table 1.
4.0 INSTALLATION PREPARATION
4.1 Location
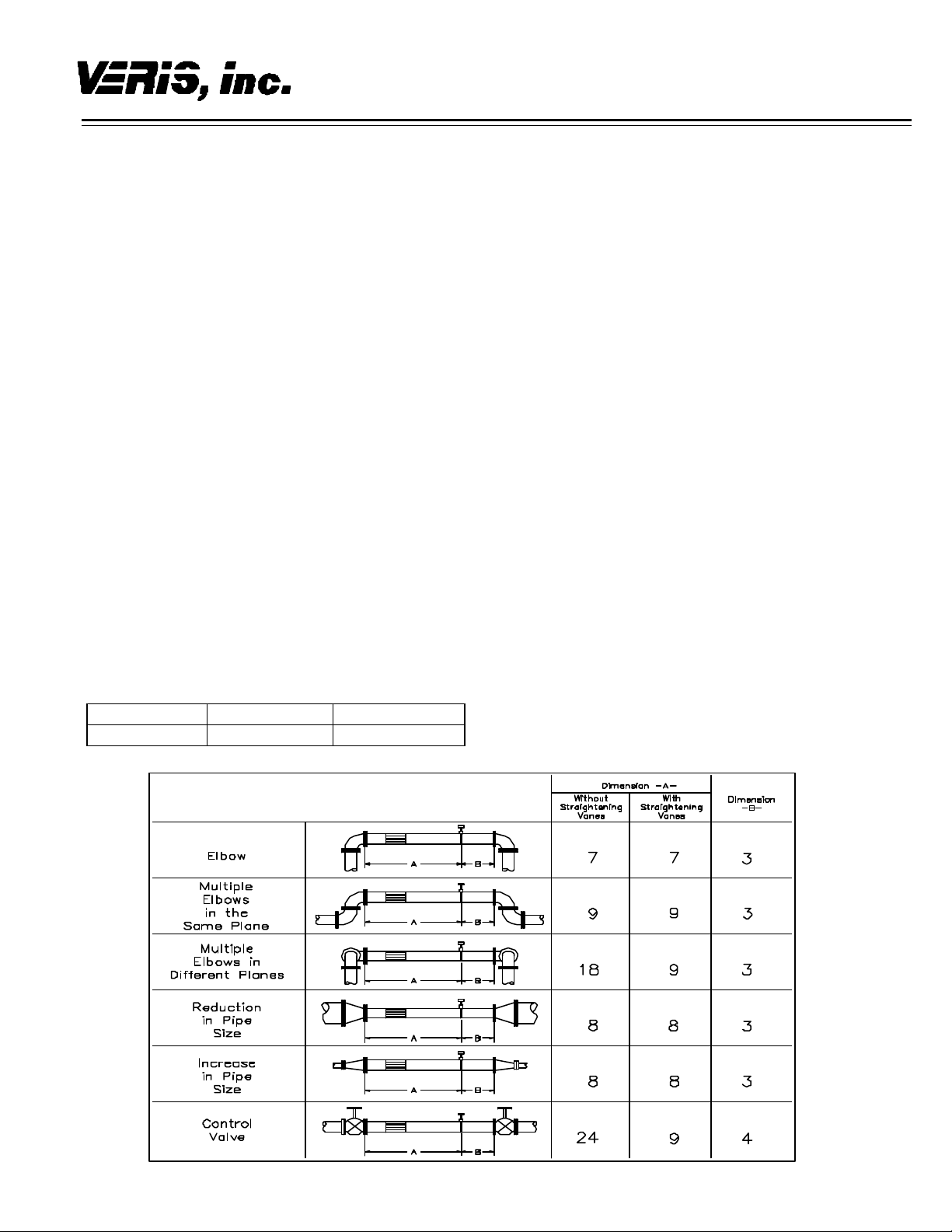
For the most accurate flow measurement, a minimum
straight run of pipe is required. Table 2 shows the
minimum straight run requirements. If longer straight
runs are available, position the Verabar such that the
ratio of upstream straight run to downstream straight run
is approximately 4 to 1. If straight run lengths are less
than the values stated in Table 2, consult the factory for
additional accuracy and location information. For
additional piping configurations, see Drawing SUB -4521.
Position straightening vanes such that the end closest to
the Verabar is half way between the Verabar and the
closest upstream configuration. For elbow installations,
mount the Verabar in the same plane as the closest
upstream elbow.
4.2 Orientation
Verify the proper sensor orientation by checking for an
“-H” (horizontal piping) or a “-V” (vertical piping) in the
model number on the Verabar nameplate. Verify that the
flow arrow stamped on the instrument head is pointing
downstream in the direction of flow.
4.2.1 Horizontal Piping
For air or gas installations, mount the Verabar in the
upper 160° of the pipe to allow any condensate to drain
into the pipe (Figure 1). For liquid or steam installations,
mount the Verabar in the lower 160° of the pipe. This
allows any entrained air to bleed back into the pipe for
liquid applications and allows condensate to collect in
the instrument piping for steam applications.
Piping Configuration
Table 2. Straight Run Requirements
Page 2
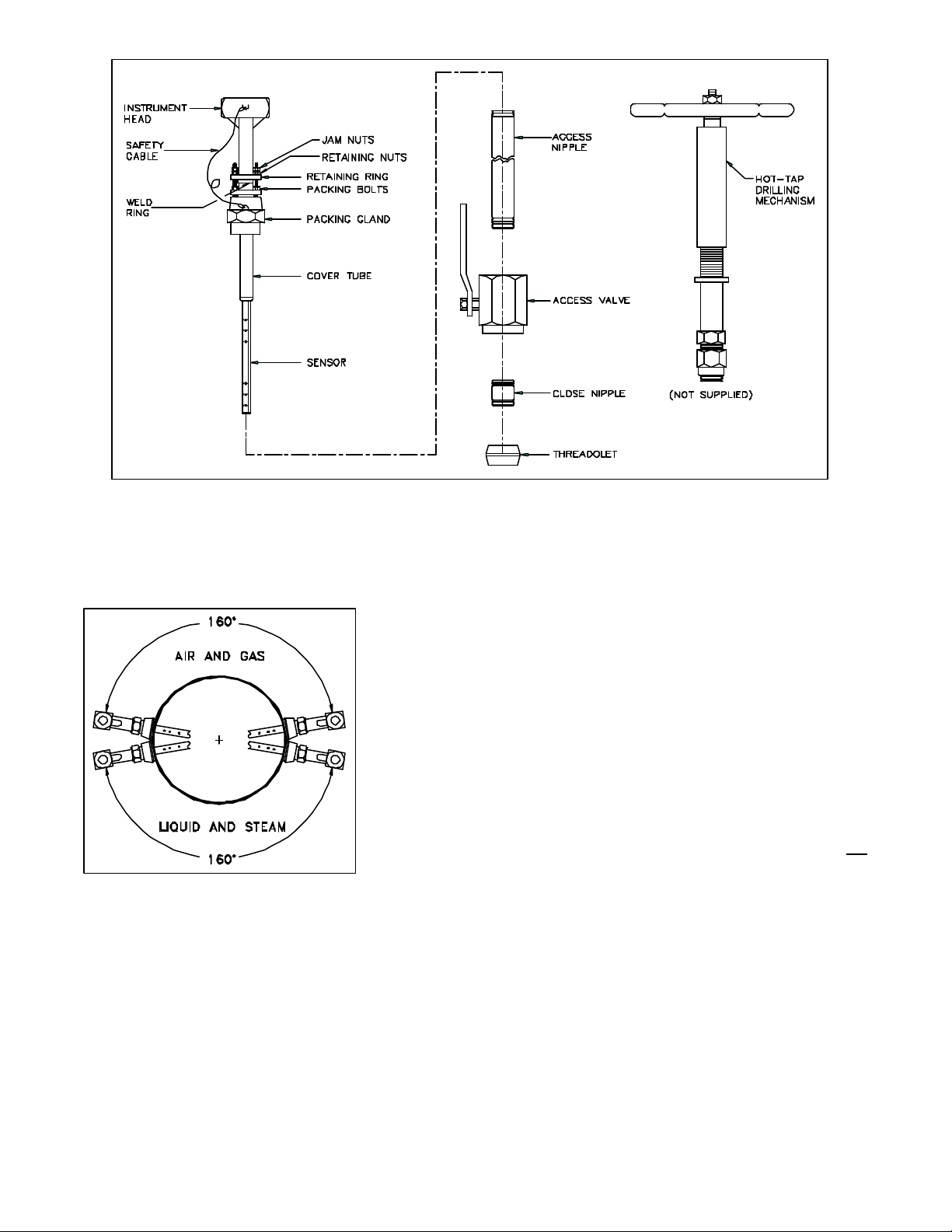
Figure 2. Verabar Model V450
4.2.2 Vertical Piping
The Verabar may be mounted in any location around the
circumference of the pipe for vertical piping applications
(Figure 1).
Figure 1. Verabar Orientation in Horizontal Pipe
4.3 DP Transmitter/Local Indicator
Location
When choosing a Verabar location, consider the DP
transmitter/local indicator location:
• The transmitter must be mounted below the
Verabar for liquid and steam applications.
• The transmitter must be mounted above the
Verabar for air and gas applications.
4.4 Installation Drawings and Bill of
Materials
Additional information is available in the Installation
Drawings and Bill of Materials VB-7061 (also on the
VeraData CD). It contains standard and alternate
transmitter locations and a complete bill of materials
based on the fluid type and sensor orientation on the
pipe.
4.5 Piping Support
For sensors that extend more than 36” (915mm) beyond
the pipe wall or for sensors mounted in thin-walled pipes,
external support of the Verabar is recommended. This
will reduce stresses on the pipe wall.
5.0 INSTALLATION PROCEDURE
5.1 Assemble the Verabar
Your Verabar is shipped loosely assembled and is not
properly tightened for proper pressure retention. Follow
all assembly steps to ensure a safe installation.
5.2 Install Instrument Valves or Manifold
5.2.1 Valves
If the Verabar does not have a valve head, install
instrument valves using proper thread sealant (Figure 2).
Be sure instrument shut -off valves are installed and shut
prior to repressurizing the pipe.
5.2.2. Manifold
If the Verabar has a direct or integral manifold, be sure
the high and low pressure block valves are shut off prior
to repressurizing the pipe.
Page 3

5.3 Retract Sensor and Tighten Packing
Remove jam nuts and retaining nuts. Retract the
Verabar such that the tip of the sensor is flush with the
end of the access nipple (Figure 3). Tighten the packing
bolts on the packing gland.
COVER
TUBE
Figure 3. Access Nipple
the chart below). Follow the instructions given by
the Hot -Tap Drilling Machine.
Sensor Size Hole Dia
V450-05 ½” (13mm)
V450-10 1” (25mm)
V450-15 1-1/2” (38mm)
• After the hole has been completely drilled, retract
the Hot -Tap Drilling Machine. Shut off the access
valve prior to removal of the Hot-Tap Drilling
Machine.
5.4 Weld Mounting Flange to Pipe
Mark the location where the Verabar is to be mounted.
Position the mounting flange over the center of the mark.
Using the appropriate weld gap (1/16” [1.5mm] typical),
tack weld the mounting flange into position. Note the
flange orientation per Figure 4). The bolt holes on the
flange should straddle the centerline of the pipe (2-holing
pattern). Finish welding the mounting flange to the pipe
per applicable codes (Figure 4).
Figure 4. Flange Orientation
5.5 Install Access Valve
Bolt the access valve to the mounting flange using the
gasket, studs and nuts provided. Orient the valve such
that the valve stem is parallel with the centerline of the
pipe (Figure 5). Verify that the access valve is properly
tightened, because beyond this point it will not be
serviceable without depressurizing the line.
Gap (1/16" [1.5mm] typical
Tack Weld
Protect Threads
Complete Weld
Access
Valve
Close
Nipple
Threadolet
Figure 5. Weld Gap
5.6 Drill Hole in Pipe
• Install an appropriate Hot Tap Drilling Machine
(Figure 6). Place the access valve in the full open
position, and drill a hole in the pipe (hole sizes per
Figure 6. Hot Tap Drilling Machine
Note: There are numerous Hot Tap Drilling Machines on
the market with various pressure and temperature
ratings. These devices can usually be rented at a local
utility company. For more information concerning Hot
Tap Drilling Machines, the following companies can be
contacted: Mueller Co., Decatur, IL (217) 423-4471 or
T.D. Williamson, Inc., Tulsa, OK (918) 446-1941.
5.7 Mount Sensor Assembly to Access
Valve
Orient the sensor such that the arrow labeled “flow” on
the instrument head is in the direction of the flow in the
pipe to within 3° (orientation per Figure 7). Bolt the
access nipple to the access valve using the gasket,
studs and nuts provided.
5.8 Vent Access Valve to Verify No
Leaks Are Present
With the instrument valves shut, slowly crack open the
access valve and verify there are no process fluid leaks.
If leaks are present, shut off the access valve and tighten
the leaky joint.
5.9 Insert Sensor Assembly
Warning: The flow rate must be decreased to the
amount stated on the Verabar tag: the maximum
insertion/withdrawn DP/flow limit.
• The Verabar should be oriented such that the
arrow on the head is pointing in the direction of
flow. Orientation of flow arrow is per (A) or (B) in
Figure 7.
• Attach a come-along or similar type device to the
come-along ring on the instrument head (Fig, 8).
• Wrap the other end of the come-along around the
circumference of the pipe and firmly secure it.
• Completely open the access valve.
• Using the come-along or similar type device, insert
the Verabar until the tip of the sensor completely
bottoms on the opposite end of the pipe. Continue
to insert the sensor until firm resistance is met.
Figure 8. Come-along
Page 4

Figure 7. Orientation of Flow Arrow
• Once the sensor is completely bottomed, slide the
retaining ring over the three retaining studs and
tighten the retaining nuts. The retaining nuts
should be tightened until the ring presses firmly
against the weld ring. (This will prevent the sensor
tip from vibrating free from the opposite wall of the
pipe). Jam nuts should now be threaded on and
pressed tightly against the retaining nuts.
Warning: The retaining ring must be secured
before the come-along is removed.
• At this point, the come-along can be safely
removed.
• Re-verify that the orientation of the sensor is such
that the arrow labeled “flow” on the instrument
head is in the direction of the flow in the pipe to
within 3° (Figure 7).
Warning: The retaining ring should not be removed
unless a come-along is properly attached and all
slack is removed from the come-along.
The Verabar is now properly installed (Figure 9).
Periodic Maintenance
The assembly should be periodically checked. Verify
that no leaks are present. Tighten the packing bolts if
necessary.
Sensor Removal Procedure
• Shut off instrument valves.
• Properly install a come-along and remove all slack
from the come-along.
• Remove jam nuts, then remove retaining nuts and
pull retaining ring off retaining studs.
6315 Monarch Park Place • Niwot, CO 80503 USA • Phone: (303) 652-8550 IO -450 VWI-CS-029 REV B (6/08)
Fax: (303) 652-8552 • Email: contact@veris-inc.com • Website: www.veris-inc.com Printed in USA
• Retract the sensor until the safety cable is tight.
• Completely shut off the access valve. Slowly
crack open one of the Verabar instrument valves
and bleed off any remaining pressure contained in
the access nipple. The sensor assembly can now
be removed.
Figure 9. Installed V450
 Loading...
Loading...