


INSTRUCTIONS, ENGINEER’S AND ILLUSTRATED PARTS MANUAL
BETRIEBSANLEITUNG, W ARTUNGSANLEITUNG UND
ILLUSTRIERTES TEILEVERZEICHNIS
01_2009
BaBa
g Fg F
Ba
g F
BaBa
g Fg F
SacSac
Sac
SacSac
MANUAL NO. / KATALOG NR. G270C
G(S)29905 / GR(S)29905 / GB(S)29905 / GBR(S)29905
G(S)29910 / GR(S)29910 / GB(S)29910 / GBR(S)29910
kzuführkzuführ
kzuführ
kzuführkzuführ
FOR STYLES / FÜR TYPEN
GB(S)29915 / GBR(S)29915
F(S)29905A / FB(S)29905A
F(S)29910A / FB(S)29910A
F(S)29915A / FB(S)29915A
eed-in Deeed-in De
eed-in De
eed-in Deeed-in De
einriceinric
einric
einriceinric
2990029900
29900
2990029900
GBR(S) 29920
FB(S)29920A
vicesvices
vices
vicesvices
htunghtung
htung
htunghtung
enen
en
enen
MANUAL NO. G270C
INSTRUCTIONS FOR BAG FEED-IN DEVICES
29900
KA TALOG NR. G270C
BETRIEBSANLEITUNG FÜR SACKZUFÜHREIN-
RICHTUNGEN 29900
First Edition Copyright 2008
by
Union Special GmbH Rights Reserved in all
Countries
Printed in Germany
PREFACE
This manual has been prepared to guide you while
operating bag feed-in devices 29900.
This manual explains in detail the proper settings for
operation of the bag feed-in device. Illustrations are
used to show the adjustments and reference letters
are used to point out specific items discussed.
Careful attention to the instructions and cautions for
operating and adjusting these bag feed-in devices will
enable you to maintain the superior performance and
reliability designed and built into every Union Special
bag feed-in device.
Adjustments and cautions are presented in sequence
so that a logical progression is accomplished. Some
adjustments performed out of sequence may have
an adverse effect on the function of the other related
parts.
Erste Auflage © 2008
Weltweit beanspruchte Union Special GmbH Rechte
Gedruckt in Deutschland
VORWORT
Diese Betriebsanleitung leitet Sie bei der Bedienung und
Instandhaltung der Sackzuführeinrichtungen 29900 an.
In dieser Betriebsanleitung werden die richtigen Einstellungen zum Betreiben der Maschine erläutert. Abbildungen zeigen die Einstellungen und Referenzbuchstaben weisen auf die speziell erörterten Punkte
hin.
Die sorgfältige Beachtung der Betriebsanleitung mit den
Sicherheitshinweisen für den Betrieb und das Einstellen dieser Sackzuführeinrichtungen hält die hohe Leistung und Betriebssicherheit dieser Union Special Sackzuführeinrichtungen aufrecht.
Einstellungen und Sicherheitshinweise sind folgerichtig im logischen Verlauf aufgeführt. Einige Einstellungen, die außer der Reihe ausgeführt werden, können
die Funktion anderer zugehöriger Teile ungünstig beeinflussen.
This manual has been comprised on the basis of available information. Changes in design and / or improvements may incorporate a slight modification of configuration in illustrations or cautions.
On the following pages will be found illustrations and
terminology used in describing the instructions for your
bag feed-in device.
Dieser Katalog basiert auf vorhandenen Informationen.
Konstruktionsänderungen und/oder -verbesserungen
können sich geringfügig auf den Aufbau der bildlichen
Darstellungen und die Sicherheitshinweise auswirken.
Die nachfolgenden Seiten beinhalten die bildlichen
Darstellungen und Beschreibungen der Betriebsanleitung Ihrer Sackzuführeinrichtung.
2

TABLE OF CONTENTS
INHALTSVERZEICHNIS
Page / Seite
Preface
Safety Rules
Common Specifications
Types of Bag Closures
Maintenance
Assembling
Synchronizing the feed-in speed of the feed-in de-
vices G29900 with gear motor with the conveyor speed
Synchronizing the feed-in speed of the feed-in devices F29900 with frequency controlled gear motor
with the conveyor speed
Tightening and Adjusting the Chains
Adjusting the Chain Pressure
Adjusting the Bag-Top Fold-over Device
Adjusting the Knives and Tape Folder of
Bag Feed-in Device Nos. 29910 and 29920
Adjusting the Knives of Bag Feed-in Device
No. 29915
Pre-Switch
Assembly of Chain Guide and Sprocket Gears
Blower Device
Ordering Wear and Spare Parts
Views and Description of Parts
Numerical Index of Parts
Manufacturer’s Declaration
Vorwort
Sicherheitshinweise
Allgemeine Spezifikationen
Sackverschlußarten
Wartung
Anbau
Anpassen der Zuführgeschwindigkeit der Sackzuführ-
einrichtungen G29900 mit Getriebemotor an die
Transportgeschwindigkeit
Anpassen der Zuführgeschwindigkeit der Sackzuführungen F29900 mit frequenzgesteuertem Getriebemotor an die Transportbandgeschwindigkeit
Spannen und Einstellen der Ketten
Einstellen des Kettendrucks
Einstellung der Sackumfalteinrichtung
Einstellung der Messer und des Bandapparates bei
den Sackzuführeinrichtungen Nr. 29910 und 29920
Einstellung der Messer bei den Sackzuführeinrichtungen Nr. 29915
Vorschalter
Montage der Kettenführung und der Kettenräder
Blasvorrichtung
Bestellung von Verschleiß- und Ersatzteilen
Darstellungen und Teilebeschreibungen
Numerisches Teileverzeichnis
Herstellerklärung
2
4 - 5
5
6 - 7
8
8
9 - 10
10
11
11
12
12
13
14
15
15
16
17 - 39
40 - 41
43
3
SAFETY RULES
SICHERHEITSHINWEISE
1. Before putting the bag feed-in devices described
in this manual into service, carefully read the instructions. The starting of each machine is only
permitted after taking notice of the instructions
and by qualified operators.
IMPORTANT! Before putting the machine into
service, also read the safety rules and instructions from the motor supplier.
2. Observe the national safety rules valid for your
country.
3. The machines described in this instruction manual
are prohibited from being put into service until it
has been ascertained that the sewing units which
these machines will be built into, have conformed
with the provisions of EC Machinery Directive 98/
37/EC, Annex II B.
Each machine is only allowed to be used as foreseen. The foreseen use of the particular machine
is described in paragraph “STYLES OF MACHINE”
of this instruction manual. Another use, going beyond the description, is not as foreseen.
4. All safety devices must be in position when the
machine is ready for work or in operation. Operation of the machine without the appertaining safety
devices is prohibited.
1. Lesen Sie vor Inbetriebnahme der in diesem Katalog beschriebenen Sackzuführeinrichtungen die Betriebsanleitung
sorgfältig. Jede Maschine darf erst nach Kenntnisnahme
der Betriebsanleitung und nur durch entsprechend unterwiesene Bedienungspersonen betätigt werden.
WICHTIG: Lesen Sie vor Inbetriebnahme auch die Sicherheitshinweise und die Betriebsanleitung des Motorherstellers.
2. Beachten Sie die für Ihr Land geltenden nationalen Unfallverhütungsvorschriften.
3. Die Inbetriebnahme der in dieser Betriebsanleitung beschriebenen Maschinen ist solange untersagt, bis festgestellt wurde, daß die Näheinheiten bzw. Nähanlagen, in
die diese Maschinen eingebaut werden sollen, den Bestimmungen der EG-Richtlinie Maschinen 98/37/EG, Anhang
II B entsprechen.
Jede Maschine darf nur ihrer Bestimmung gemäß verwendet werden. Der bestimmungsmäßige Gebrauch der einzelnen Maschine ist im Abschnitt „MASCHINENTYPEN“ der
Betriebsanleitung beschrieben. Eine andere, darüber hinausgehende Benutzung, ist nicht bestimmungsgemäß.
4. Bei betriebsbereiter oder in Betrieb befindlicher Maschine
müssen alle Schutzeinrichtungen montiert sein. Ohne zugehörige Schutzeinrichtungen ist der Betrieb nicht erlaubt.
5. Wear safety glasses.
6. In case of machine conversions and changes all
valid safety rules must be considered. Conversions
and changes are made at your own risk.
7. The warning hints in the instructions are marked
with one of these two symbols:
8. When doing the following the sewing unit has to
be disconnected from the power supply by turning
off the main switch or by pulling out the main plug:
8.1 When threading needle(s), looper etc.
8.2 When replacing any parts such as needle(s),
presser foot, throat plate, looper, feed dog,
needle guard, folder, fabric guide etc.
8.3 When leaving the workplace and when the
workplace is unattended.
8.4 When doing maintenance work.
5. Tragen Sie eine Schutzbrille.
6. Umbauten und Veränderungen der Maschinen dürfen nur
unter Beachtung der gültigen Sicherheitsvorschriften vorgenommen werden. Umbauten und Veränderungen erfolgen auf eigene Verantwortung.
7. Überall da, wo die Betriebsanleitung Warnhinweise enthält,
sind diese durch eines der beiden Symbole gekennzeichnet.
8. Bei folgendem ist die Nähanlage durch Ausschalten am
Hauptschalter oder durch Herausziehen des Netzsteckers
vom Netz zu trennen:
8.1. Zum Einfädeln von Nadel(n), Greifer usw.
8.2. Zum Auswechseln von Nähwerkzeugen, wie Nadel,
Drückerfuß, Stichplatte, Greifer, Transporteur, Nadelanschlag, Apparat, Nähgutführung usw.
8.3. Beim Verlassen des Arbeitsplatzes und bei unbeauf-
sichtigtem Arbeitsplatz.
8.4. Für Wartungsarbeiten.
4
9. Maintenance, repair and conversion work (see item
8) must be done only by trained technicians or specially skilled personnel under consideration of the
instructions.
Only genuine spare parts approved by UNION SPECIAL have to be used for repair. These parts are designed specifically for your machine and manufactured with utmost precision to assure long lasting
service.
9. Wartungs-, Reparatur- und Umbauarbeiten (siehe Punkt
8) dürfen nur von Fachkräften oder entsprechend unterwiesenen Personen unter Beachtung der Betriebsanleitung
durchgeführt werden.
Für Reparaturen sind nur die von UNION SPECIAL freigegebenen Original-Ersatzteile zu verwenden. Diese T eile sind
speziell für Ihre Maschine konstruiert und mit der höchsten Präzision für lange Lebensdauer gefertigt.
10. Any work on the electrical equipment must be done
by an electrician or under direction and supervision
of specially skilled personnel.
11. Work on parts and equipment under electrical power
is not permitted. Permissible exceptions are described in the applicable section of standard sheet
EN 50110 / VDE 0105.
12. Before doing maintenance and repair work on the
pneumatic equipment, the machine has to be disconnected from the compressed air supply. In case
of existing residual air pressure after disconnecting
from compressed air supply (i.e. pneumatic equipment with air tank), the pressure has to be removed
by bleeding.
COMMON SPECIFICATIONS
BAG FEED-IN DEVICES
G(S)29900, GR(S)29900, GB(S)29900, GBR(S)29900
for feeding bags and sacks into bag closing machines.
Standard voltage for motors:
220-240, 380-415 V, 3 phase, 50 Hz
243-277, 420-480 V, 3 phase, 60 Hz.
Other voltages and frequencies on request.
10. Arbeiten an der elektrischen Ausrüstung dürfen nur von
Elektrofachkräften oder unter Leitung und Aufsicht von entsprechend unterwiesenen Personen durchgeführt werden.
11. Arbeiten an unter Spannung stehenden Teilen und Einrichtungen sind nicht erlaubt. Ausnahmen regeln die zutreffenden Teile der EN 50 110 / VDE 0105.
12. Vor Wartungs- und Reparaturarbeiten an pneumatischen
Einrichtungen ist die Maschine vom pneumatischen Versorgungsnetz zu trennen. Wenn nach der Trennung vom
pneumatischen Versorgungsnetz noch Restenergie ansteht
(z. B. bei pneumatischen Einrichtungen mit Windkessel),
ist diese durch Entlüften abzubauen.
ALLGEMEINE SPEZIFIKATIONEN
SACKZUFÜHREINRICHTUNGEN
G(S)29900, GR(S)29900, GB(S)29900, GBR(S)29900
zum Zuführungen von Sacken und Beuteln in Sackzunähmaschinen.
Standardspannung für Motoren:
220-240, 380-415 V, Drehstrom, 50 Hz
243-277, 420-480 V, Drehstrom, 60 Hz.
Abweichende Spannungen und Frequenzen auf Anfrage.
F(S)29900, FB(S)29900
Frequency controlled feed-in speed
Voltage for motor: 230 V, 1 phase, 50/60 Hz,
switchable to 115V, 1 phase, 50/60 Hz.
Special conveying chains to protect the bag material.
Degree of protection: IP 55. Insulation class F.
Painting: RAL 9002, powder coated.
Delivery includes switch on parts kit to start the sewing
machine.
F(S)29900, FB(S)29900
Frequenz gesteuerte Zuführgeschwindigkeit
Spannung für Motor: 230 V, Wechselstrom, 50/60 Hz,
umschaltbar auf 115V, Wechselstrom, 50/60 Hz.
Spezielle Transportketten zur Schonung des Sackmaterials.
Schutzgrad: IP 55. Isolierstoffklasse F.
Lackierung: RAL 9002 - pulverbeschichtet.
Lieferung einschließlich Einschaltteilesatz zum Starten der
Nähmaschine.
5
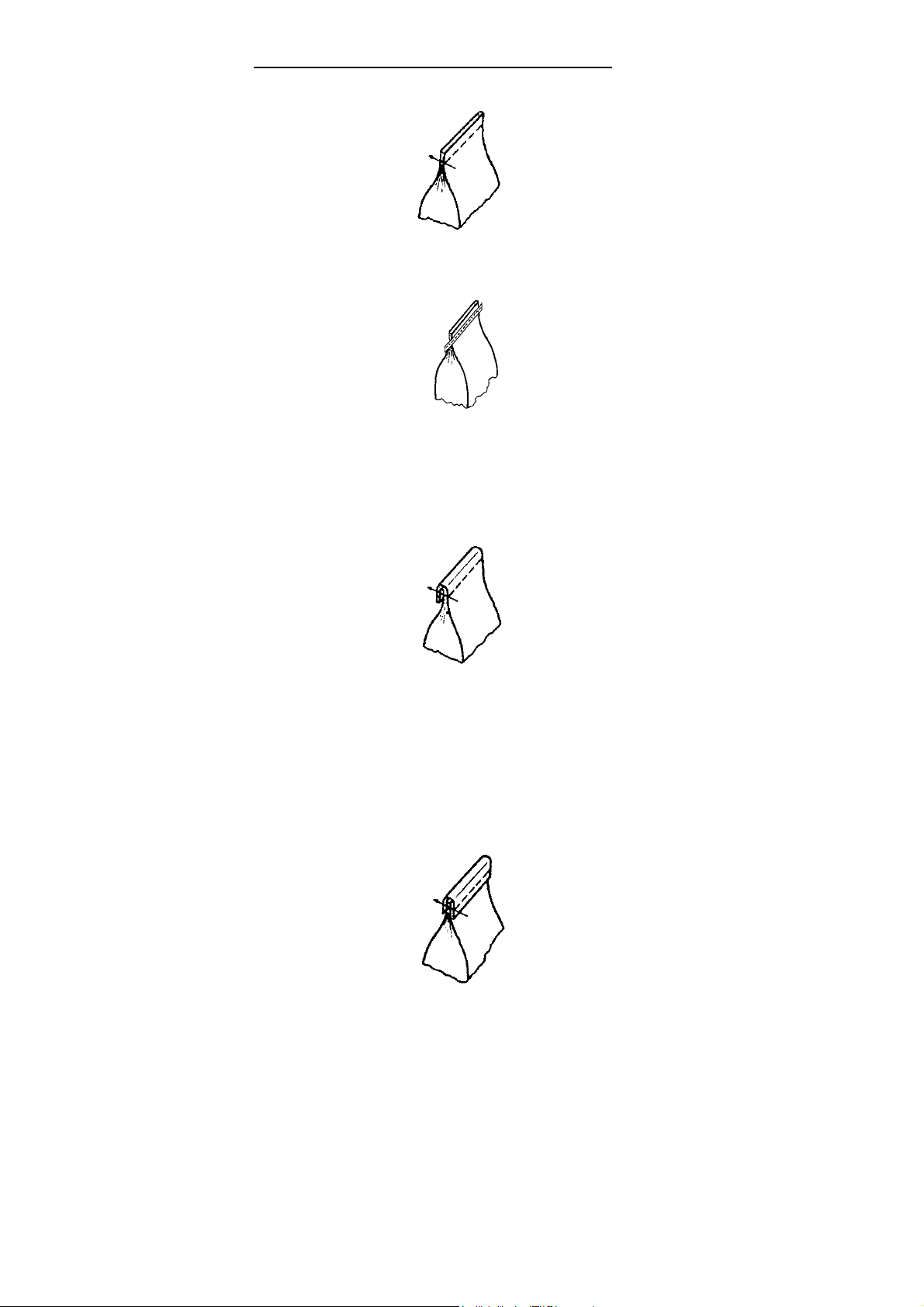
TYPES OF BAG CLOSURES / SACKVERSCHLUSSARTEN
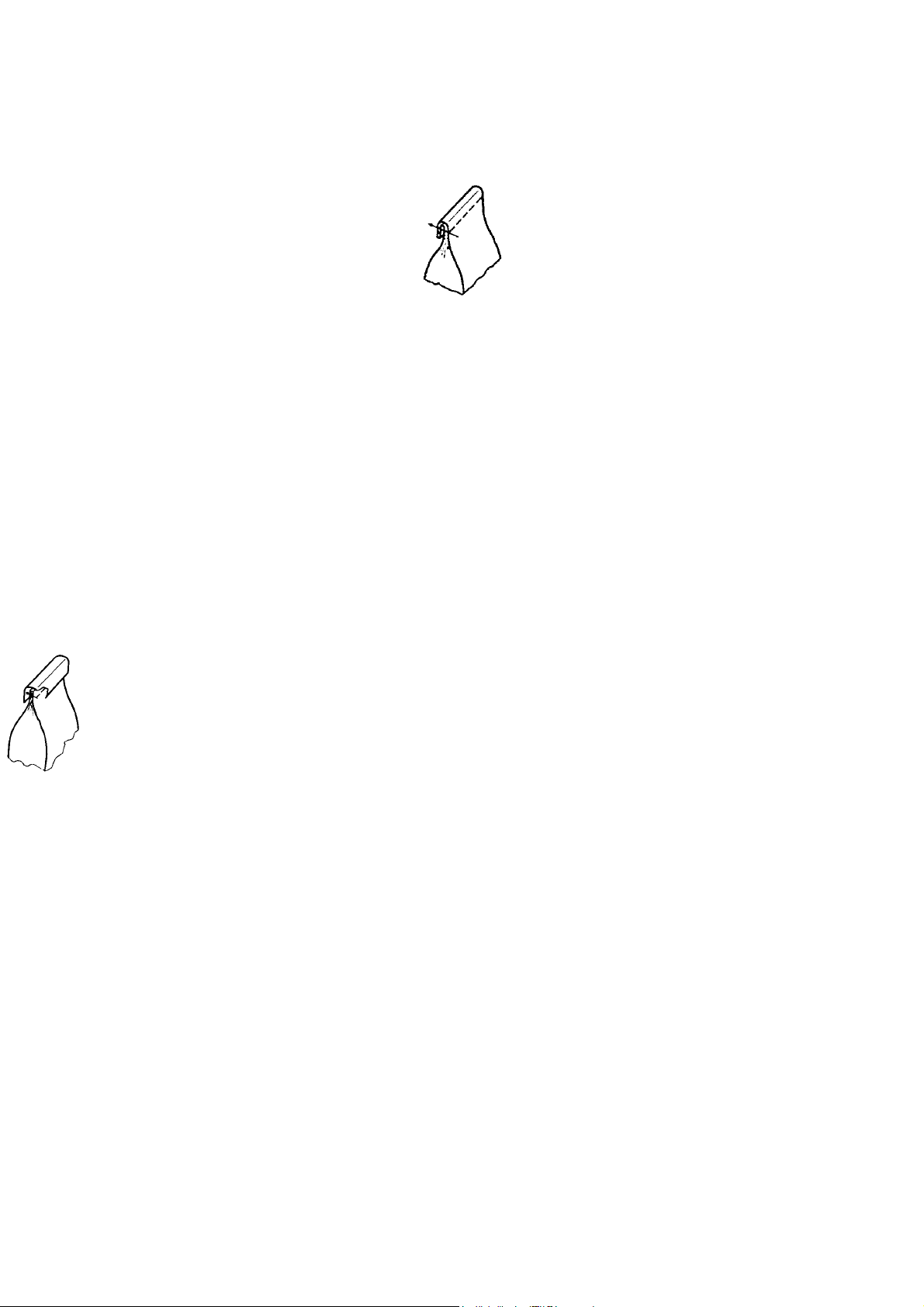
GB(S)29905G / FB(S)29905A Bag feed-in device
The spread paper, HDPE-foil or woven PP bag is fed
into the sewing machine.
Speed 11-23 m/min. at 50 Hz. Gear motor I = 30:1.
Depending on the length and filling height of the bag the
seam can be adjusted to a depth of up to 120 mm from
the top of the bag, standard setting 30-40 mm. Suitable
for sewing machines of styles
BC111P(D)12-1M, -1A, -1B.
BC191PT12-1M, -1A, -1B.
BC111UA12-1M, -1A, -1B.
G(S)29905G / F(S)29905A Same as GB(S)29905G, but
short version.
GBR(S)29905G Same as GB(S)29905G , but speed 9-16 m/
min. at 50 Hz.
Gear motor I = 38:1.
Suitable for sewing machines of styles
BC111P(D)12 -1M, -1A, -1B.
BC191PT12-1M, -1A, -1B.
BC111UA12-1M, -1A, -1B.
80800R, RL, RLM.
GR(S)29905G Same as GBR(S)29905G, but short version.
93051FA Bag-top fold-over device to fold the bag top to
the rear. Assembling to the bag feed-in devices
FB29905A, GB29905G and GBR29905G required.
For all kinds of self-supporting bags.
Performance test of bag material recommended.
GB(S)29905G / FB(S)29905A Sackzuführeinrichtung
Der gespreizte Papier-, HDPE-Folien- oder PPGewebesack wird der Nähmaschine zugeführt. Zuführgeschwindigkeit 11-23 m/min. bei 50 Hz. Getriebemotor I = 30:1. Abhängig von der Länge und Füllhöhe des
Sackes kann die Naht max. 120 mm tief im Sack liegen, im Regelfall ca. 30 - 40 mm.
Geeignet für Nähmaschinen der Typen
BC1 11P(D)12-1M, -1A, -1B.
BC191PT12-1M, -1A, -1B.
BC1 1 1UA12-1M, -1A, -1B.
G(S)29905G / F(S)29905A Wie GB(S)29905G, aber
kurze Ausführung.
GBR(S)29905G Wie GB(S)29905G , aber mit Zuführgeschwindigkeit 9-16 m/min. bei 50 Hz.
Getriebemotor I = 38:1.
Geeignet für Nähmaschinen der Typen
BC1 11P(D)12-1M, -1A, -1B.
BC191PT12-1M, -1A, -1B.
BC1 1 1UA12-1M, -1A, -1B.
80800R, RL, RLM.
GR(S)29905G Wie GBR(S)29905G, aber kurze Ausführung.
93051FA Sackumfalteinrichtung zum Umfalten der
Sackoberkante nach hinten. Anbau an die Sackzuführungen FB29905A, GB29905G undGBR29905G erforderlich.
Geeignet für freitragende Sackarten.
Eignungsversuch des Sackmaterials erforderlich.
93051FE Bag-top fold-over device for manually folding
the bag top to the rear. Mounted sidewise in front of the
sewing machines 80800 or BC100.
For all kinds of self-supporting bags.
Performance test of bag materail recommended.
GB(S)29910G / FB(S)29910A Combined bag feed-in,
trimming and taping device with crepe tape folder . Wid th
of tape not adjustable. Folder available for 50, 55 and
60 mm wide tapes. Please specify. Standard 50 mm.
Speed 11-23 m/min. at 50 Hz. Gear motor I = 30:1.
The paper or HDPE-foil bag top is trimmed approx. 20
mm (max. 90 mm). Taped before sewing. Performance
test of bag material recommended.
Suitable for sewing machines of styles
BC1 11TA12-1M.
BC111UA12-1M, -1A, -1B.
G(S)29910G / F(S)29910A Same as GB(S)29910G, but
short version. Suitable for sewing machines of styles
BC1 11TA12-1M.
BC111UA12-1M, -1A, -1B.
GBR(S)29910G Same as GB(S)29910G, but speed 916 m/min. at 50 Hz. Gear motor I = 38:1
Suitable for sewing machines of styles
BC1 11TA12-1M.
BC111UA12-1M, -1A, -1B.
80800UA, UAL, UALM.
93051FE Sackumfalteinrichtung zum manuellen Umfalten der Sachoberkante nach hinten. Seitlich vor den
Nähmaschinen 80800 oder BC100 angeordnet.
Geeignet für freitagende Sackarten.
Eignungsversuch des Sackmaterial erforderlich.
GB(S)29910G / FB(S)29910A Kombinierte Sackzuführ-, Beschneide- und Einfaßeinrichtung mit Reiterbandapparat. Bandbreite nicht einstellbar. Apparat lieferbar für Bandbreiten 50, 55 und 60 mm. Bitte angeben. Standard 50 mm. Zuführgeschwindigkeit: 11-23
m/min. bei 50 Hz. Getriebemotor I = 30:1. Der Papieroder HDPE-Foliensack wird an seiner Oberkante ca.
20 mm (max. sind ca. 90 mm möglich) beschnitten.
Vor dem Einlauf in die Nähmaschine wird das Reiterband zugeführt. Eignungsversuch des Sackmaterials
erforderlich.
Geeignet für Nähmaschinen der Typen
BC1 11TA12-1M.
BC1 1 1UA12-1M, -1A, -1B.
G(S)29910G / F(S)29910A Wie GB(S)29910G, aber
kurze Ausführung.
Geeignet für Nähmaschinen der Typen
BC1 11TA12-1M.
BC1 1 1UA12-1M, -1A, -1B.
GBR(S)29910G Wie GB(S)29910G , aber mit Zuführgeschwindigkeit 9-16 m/min. bei 50 Hz.
Getriebemotor I = 38:1.
Geeignet für Nähmaschinen der Typen
BC1 11TA12-1M.
BC1 1 1UA12-1M, -1A, -1B.
80800UA, UAL, UALM.
GR(S)29910G Same as GBR(S)29910G, but short version.
GR(S)29910G Wie GBR(S)29910G, aber kurze Ausführung.
6
GB(S)29915G / FB(S)29915A Combined bag
feed-in, trimming and fold-over device. Speed 1123 m/min. at 50 Hz. Gear motor I = 30:1,
Performance test of bag material recommended.
The paper or HDPE-foil bag top is trimmed
approx. 20 mm (max. 50 mm), folded over to the
rear by approx. 30-40 mm and fed into the sewing machine.
Suitable for sewing machines of styles
BC1 11P12-1M, -1A, -1B.
GB(S)29915G / FB(S)29915A Kombinierte Sackzuführ-,
Beschneide- und Umfalteinrichtung. Zuführgeschwindigkeit 11-23 m/min. bei 50 Hz. Getriebemotor I = 30:1.
Eignungsversuch des Sackmaterials erforderlich.
Der Papier- oder HDPE-Foliensack wird an seiner
Oberkante ca. 20 mm (max. 50 mm) beschnitten, ca.
30-40 mm nach hinten umgeschlagen und der Nähmaschine zugeführt.
Geeignet für Nähmaschinen der Typen
BC1 1 1P12-1M, -1A, -1B.
GBR(S)29915G Same as GB(S)29915G, but
speed 9-16 m/min. at 50 Hz. Gear motor I = 38:1.
Suitable for sewing machines of styles
BC1 11P12-1M, -1A, -1B.
80800R, RL, RLM.
GBR(S)29920G / FB(S)29920A Combined bag
feed-in and trimming device. Speed 9-16 m/min.
at 50 Hz.
Gear Motor I = 38:1. The paper or HDPE-foil bag
top is trimmed approx. 20 mm (max. 90 mm).
Taped after sewing.
Performance test of bag material recommended.
Suitable for sewing machine of styles
BC111KA12-1M.
80800T ALM, TAL.
(S) = parallel bag feed-in
GBR(S)29915G Wie GB(S)29915G, aber mit Zuführge-
schwindigkeit 9-16 m/min. bei 50 Hz.
Getriebemotor I = 38:1.
Geeignet für Nähmaschinen der Typen
BC1 1 1P12-1M, -1A, -1B.
80800R, RL, RLM.
GBR(S)29920G / FB(S)29920A Kombinierte Sackzuführund Beschneideeinrichtung. Zuführgeschwindigkeit: 916 m/min. Der Papier- oder HDPE-Foliensack wird an
seiner Oberkante ca. 20 mm (max. 90 mm) beschnitten.
Das Klebeband wird nach dem Nähen aufgebracht.
Eignungsversuch des Sackmaterials erforderlich.
Geignet für Nähmaschinen der Typen
BC111KA12-1M.
80800TALM, T AL.
(S) = paralleler Sackeinzug
7
MAINTENANCE
WARTUNG
When sacking flour, salt, aggressive fertilizers, chemicals, etc. the feeding chains of the bag feed-in device
have to be cleaned and lubricated daily to prevent corrosion.
To clean and lubricate the feeding chains remove the
lower cover plates (A, Fig. 1) which are fixed with 4
screws each at the carrier plates (B, Fig. 1). We
recommend to use oil UNSP No. 28604KE.
The gears are lubricated once per month through the
grease nipple (A. Fig. 2). We recommend to use grease
UNSP No. 3003032.
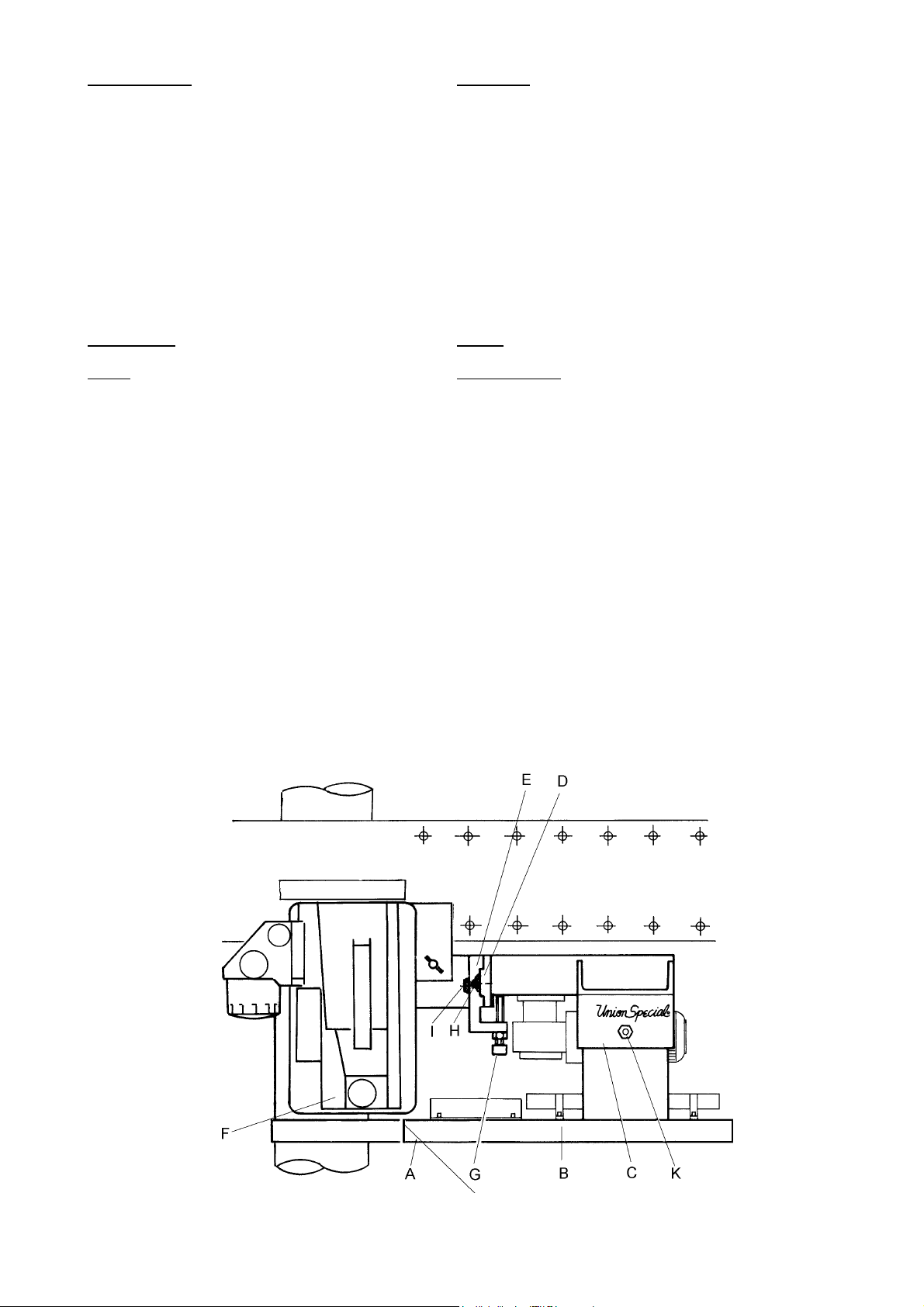
ASSEMBLING
NOTE: Instructions stating direction or location, such
as right, left, front or rear of bag feed-in device, are
given relative to operator’s position at the bag closing
unit, unless otherwise noted.
Mount the bag feed-in device (C, Fig. 1) with the bracket
(D, Fig. 1) to the traverse (E, Fig. 1) on column. The
carrier plates (B, Fig. 1) should be as close as possible
below the sewing machine (F, Fig. 1) without contacting it. Fix this height setting between bag feed-in device
and bracket with supporting screw (G, Fig. 1). Tighten
the two screws (H, Fig. 1). Align the bag feed-in device
horizontally with the bracket relative to the sewing machine. Rear chain should match the throat plate surface of the sewing machine, but when using FB29915A,
GB29915G , GBR29915G or 93051F A rear chain should
be positioned in front of the throat plate surface depending on the thickness of the bag. Tighten the two
screws (I, Fig. 1) and recheck the height setting position of the bag feed-in device.
Beim Absacken von Mehl, Salz, aggressivem Kunstdünger,
Chemikalien usw. müssen die Führungsketten der Sackzuführeinrichtung täglich gereinigt und neu eingefettet werden,
um Rostansatz zu verhindern.
Zum Reinigen und Ölen der Ketten entfernen Sie die unteren Abdeckbleche (A, Fig. 1), die mit je vier Schrauben an
den Tragplatten (B, Fig. 1) befestigt sind. Wir empfehlen Öl
mit der UNSP Nr. 28604KE.
Die Zahnräder werden einmal im Monat durch den Schmiernippel (A, Fig. 2) mit Fett geschmiert. Wir empfehlen Fett
UNSP Nr. 3003032.
ANBAU
BEACHTEN SIE: Angaben von Richtung und Lage, wie rechts,
links, vorn oder hinten an der Sackzuführeinrichtung sind,
wenn nicht anders angegeben, auf den Platz der
Bedienperson an der Sackzunähanlage bezogen.
Montieren Sie die Sackzuführeinrichtung (C, Fig. 1) mit der
Zwischenplatte (D, Fig. 1) an die Traverse (E, Fig. 1) der
Säule. Die Tragplatten (B, Fig. 1) sollen so dicht wie möglich
unterhalb der Nähmaschine (F, Fig. 1) sein, ohne diese zu
berühren. Mit der Stützschraube (G, Fig. 1) wird die Höheneinstellung zwischen Sackzuführeinrichtung und Zwischenplatte justiert. Ziehen Sie die beiden Muttern (H, Fig. 1) an.
Richten Sie die Sackzuführeinrichtung mit der Zwischenplatte
in horizontaler Ebene relativ zur Nähmaschine aus; hintere
Kette in etwa bündig zur Stichplattenoberfläche der Nähmaschine, jedoch bei FB29915A, GB29915G , GBR29915G oder
93051FA hintere Kette in Abhängigkeit der Sackdicke vor der
Stichplattenoberfläche. Ziehen Sie die beiden Schrauben (I,
Fig. 1) an und prüfen Sie nochmals die Höheneinstellung
der Sackzuführeinrichtung.
Connect the plug of the bag feed-in device to the
corresponding socket on column switch box.
Stecken Sie den Stecker der Sackzuführeinrichtung in die
entsprechende Steckdose im Schaltkasten der Säule.
FIG. 1
Short Version / Kurze Ausführung
8
SYNCHRONIZING THE FEED-IN SPEED OF THE FEED-IN
DEVICES G29900 WITH GEAR MOTOR WITH THE CONVEYOR SPEED
ANPASSEN DER ZUFÜHRGESCHWINDIGKEIT DER SACKZUFÜHREINRICHTUNGEN G29900 MIT GETRIEBEMOTOR AN DIE
TRANSPORTBANDGESCHWINDIGKEIT
The feed-in speed of the bag feed-in device is infinitely
adjustable from 11 to 23 m/min. resp. 9 to 16 m/min. at
50 Hz and 13 to 27 m/min. resp. 10 to 19 m/min. at 60
Hz. Within this range it can be matched with each conveyor speed.
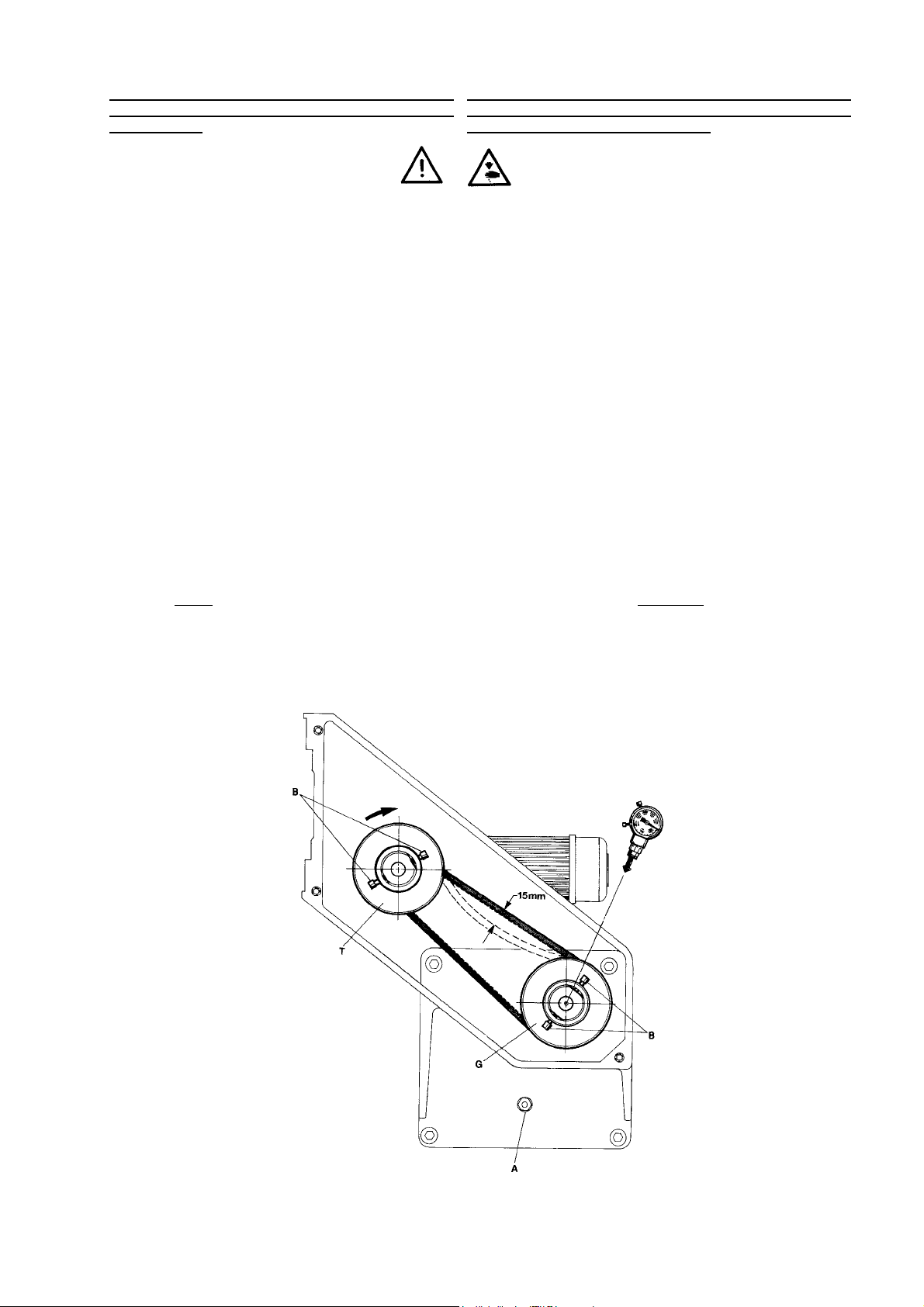
To measure and adjust the feed-in speed, remove the
upper cover of the bag feed-in device.
Start the feed-in device (the conveyor will run simultaneously) and measure the revolutions of the driven pulley (see Fig. 2).
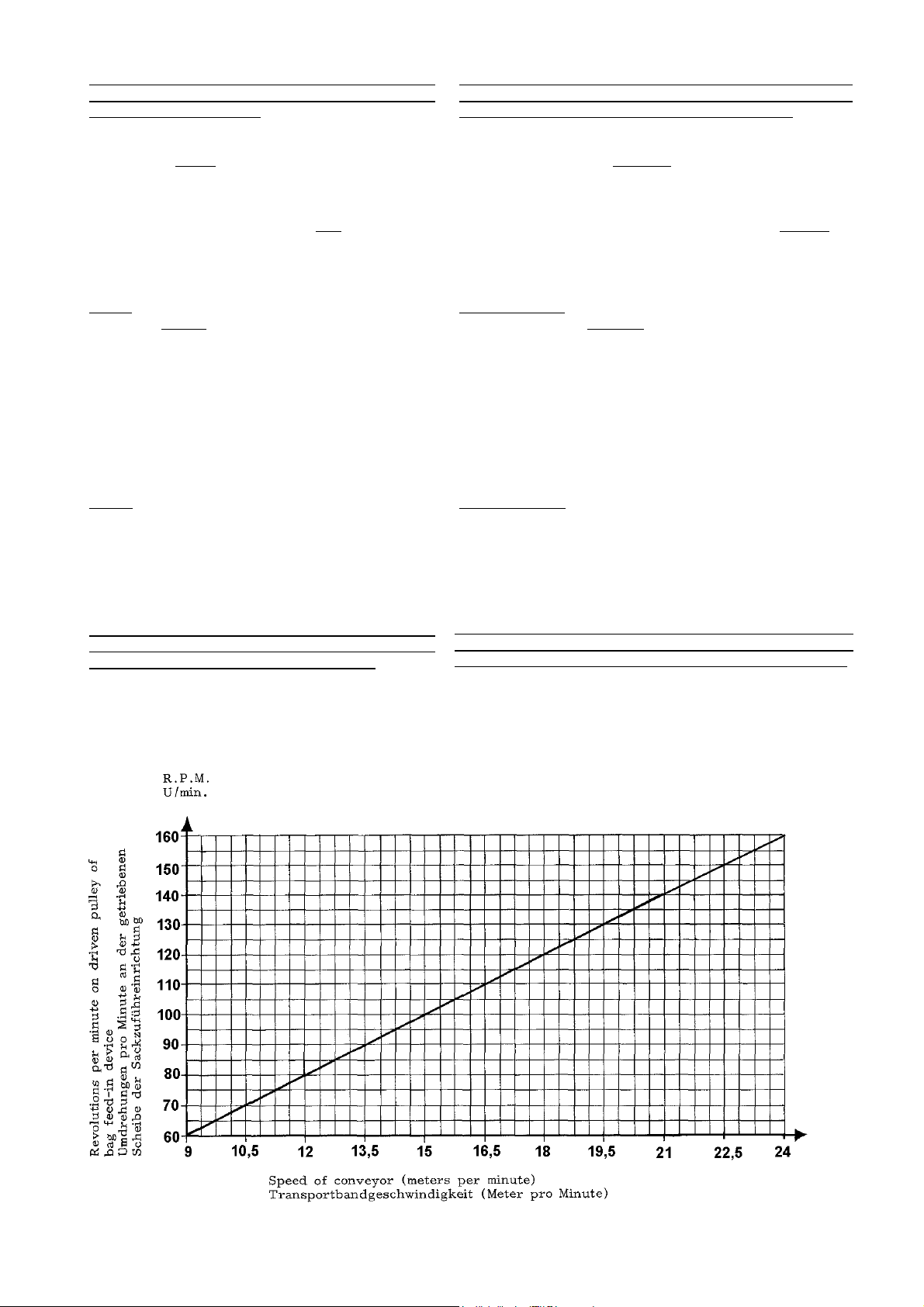
Read on the revolutions versus speed diagram (Fig. 3),
which conveyor speed corresponds with the revolutions
measured on driven pulley, respectively how many revolutions are necessary to correspond with the conveyor
speed.
If the feed-in speed (revolutions of driven pulley) has to
be changed, proceed as follows:
Switch off bag feed-in device at the main switch.
Loosen screws (B, Fig. 2) of driving and driven pulley.
If the feed-in speed it too low and has to be increased,
screw out
the revolutions. Full and half revolutions are possible.
Then screw in the driving pulley (T, Fig. 2) with the
same amount of revolutions.
driven pulley (G, Fig. 2) accordingly. Count
Die Zuführgeschwindigkeit der Sackzuführeinrichtung ist von
11 bis 23 m/min. bzw. 9 bis 16 m/min. bei 50 Hz und 13 bis 27
m/min. bzw. 10 bis 19 m/min. bei 60 Hz stufenlos einstellbar
und kann an jede innerhalb dieses Bereiches liegende
Transportbandgeschwindigkeit angepaßt werden.
Zum Messen und Einstellen der Zuführgeschwindigkeit entfernen Sie den oberen Deckel der Sackzuführeinrichtung. Schalten Sie die Sackzuführeinrichtung ein (das Transportband läuft
dabei gleichzeitig mit) und messen Sie die Drehzahl der getriebenen Scheibe (siehe Fig. 2).
Auf dem Drehzahl-Geschwindigkeits-Diagramm, (Fig. 3) können Sie ablesen, welcher Transportbandgeschwindigkeit die
an der getriebenen Scheibe gemessene Drehzahl entspricht,
bzw. welche Drehzahl für eine bestimmte Transportgeschwindigkeit notwendig ist.
Ist eine Änderung der Zuführgeschwindigkeit (Drehzahl der
getriebenen Scheibe) notwendig, gehen Sie wie folgt vor:
Schalten Sie die Sackzuführeinrichtung am Hauptschalter
aus.
Lösen Sie die Schrauben (B, Fig. 2) in der treibenden und getriebenen Scheibe.
Ist die Zuführgeschwindigkeit zu niedrig und muß erhöht
werden, schrauben Sie die
entsprechend heraus. Zählen Sie die Umdrehungen. Es sind
sowohl halbe wie ganze Umdrehungen möglich. Schrauben
Sie anschließend die treibende Scheibe (T, Fig. 2) um die
gleiche Anzahl Umdrehungen hinein.
getriebene Scheibe (G, Fig. 2)
FIG. 2
9
SYNCHRONIZING THE FEED-IN SPEED OF THE FEED-IN
DEVICES G29900 WITH GEAR MOTOR WITH THE CONVEYOR SPEED (continued)
ANPASSEN DER ZUFÜHRGESCHWINDIGKEIT DER SACKZUFÜHREINRICHTUNGEN G29900 MIT GETRIEBEMOTOR AN DIE
TRANSPORTBANDGESCHWINDIGKEIT (Fortsetzung)
If the feed-in speed it too high and has to be reduced,
screw out the
the revolutions. Then screw in the driven pulley (G, Fig.
2) with the same amount of revolutions.
Retighten screws (B, Fig. 2) on the
measure the revolutions on driven pulley (G, Fig. 2), to
check if the feed-in speed corresponds with the conveyor
speed.
NOTE: The V-belt pulleys (G and T, Fig. 2) have to be
assembled
Check the tension of the V-belt. The belt tension is correct, when the V-belt can be depressed manually by
15 mm (19/32 in.) (see Fig. 2).
To check if the speeds of the bag feed-in device and the
conveyor correspond, it is also possible to mark the conveyor belt and to convey an empty bag through the feedin device. Both speeds should match.
NOTE: Depending on the conditions at site, e.g. bag
material, it is sometimes necessary to slightly increase
the speed of the bag feed-in device in relation to the
conveyor speed.
Remount the upper cover.
driving pulley (T , Fig. 2) accordingly. Count
flats of pulleys and
aligned with each other.
Ist die Zuführgeschwindigkeit zu hoch und muß reduziert werden, schrauben Sie die
chend heraus, zählen Sie die Umdrehungen und drehen dann
die getriebene Scheibe (G, Fig. 2) um die gleiche Anzahl Umdrehungen hinein.
Ziehen Sie die Schrauben (B, Fig. 2) wieder auf den
Scheiben an und messen Sie die Drehzahl an der getriebenen
Scheibe (G, Fig. 2), um zu prüfen, ob die Zuführgeschwindigkeit
der Transportgeschwindigkeit entspricht.
BEACHTEN SIE: Die Keilriemenscheiben (G und T, Fig. 2) müssen beim Montieren
Prüfen Sie die Spannung des Keilriemens. Die Riemensp annung
ist richtig, wenn der Keilriemen etwa 15 mm von Hand eingedrückt werden kann (siehe Fig. 2).
Um zu prüfen, ob die Geschwindigkeiten von Sackzuführeinrichtung und Transportband übereinstimmen, kann man auch
das Transportband markieren und einen leeren Sack in der Sackzuführeinrichtung mitlaufen lassen. Beide Geschwindigkeiten
sollen gleich sein.
BEACHTEN SIE: Abhängig von den Bedingungen am Einsatzort, z. B. vom Sackmaterial, ist es manchmal erforderlich, die
Geschwindigkeit der Sackzuführeinrichtung etwas schneller zu
stellen als die des Transportbandes.
Montieren Sie den oberen Deckel wieder.
treibende Scheibe (T, Fig. 2) entspre-
Flächen der
fluchtend zueinander ausgerichtet werden!
SYNCHRONIZING THE FEED-IN SPEED OF THE FEED-IN
DEVICES F29900 WITH FREQUENCY CONTROLLED
GEAR MOTOR WITH THE CONVEYOR SPEED
Adjustment is made by turning a potiometer fixed to the
terminal box of the gear motor.
ANPASSEN DER ZUFÜHRGESCHWINDIGKEIT DER SACKZUFÜHREINRICHTUNGEN F29900 MIT FREQUENZGESTEURTERTEM GETRIEBEMOTOR AN DIE TRANSPORTBANDGESCHWINDIGKEIT
Die Anpassung erfolgt durch Drehen eines am Klemmkasten
des Getriebemotors angebrachten Potentiometers.
FIG. 3
10
TIGHTENING AND ADJUSTING THE CHAINS,
FORMER VERSION
SP ANNEN UND EINSTELLEN DER KETTEN,
FRÜHERE AUSFÜHRUNG
Switch off bag feed-in device at the
main switch!
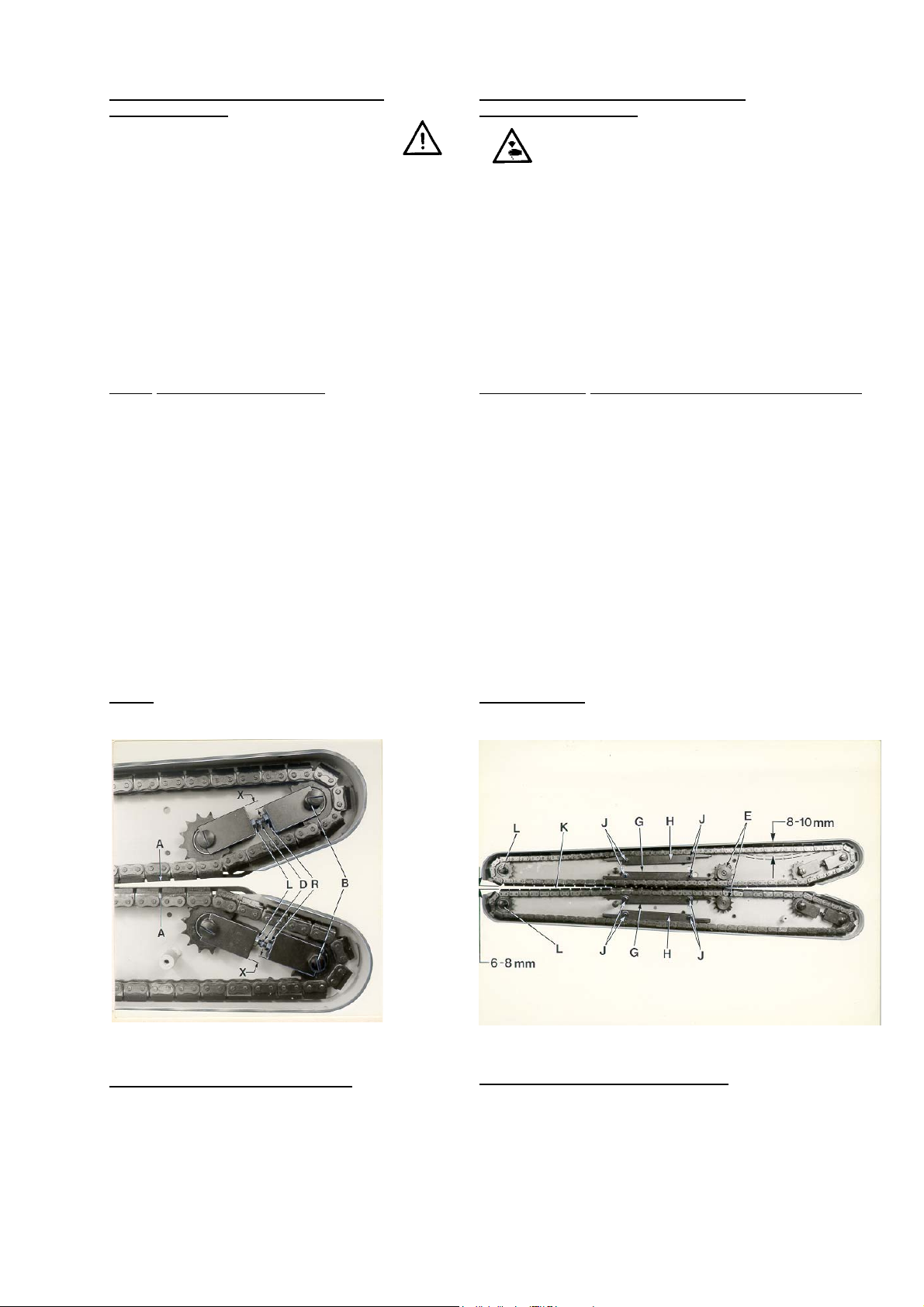
Remove the two lower chain covers (A, Fig. 1). Mount the
two chains so, that the chain links are offset to each other
and the gaps between the chain links are positioned approx.
within the center of the chain links of the opposite chain
(A, Fig. 4).
After loosening the two nuts (B, Fig. 4) on the top of carrier plates and the nuts (L and R, Fig. 4) the chains can be
tightened with threaded bolts (D, Fig. 4). Caution, nuts (L,
Fig. 4) have a left hand thread. the chains should be tightened just so, that they can be depressed manually by 8 to
10 mm (5/16 to 25/64 in.) (see Fig. 4A).
NOTE: Do not over tighten chains. This may cause chain
breaking as well a damages on the carrier plates and the
motor.
The chain adjusters have to be mounted offset to each
other (see X, Fig. 4). Retighten nuts (B, L and R, Fig. 4).
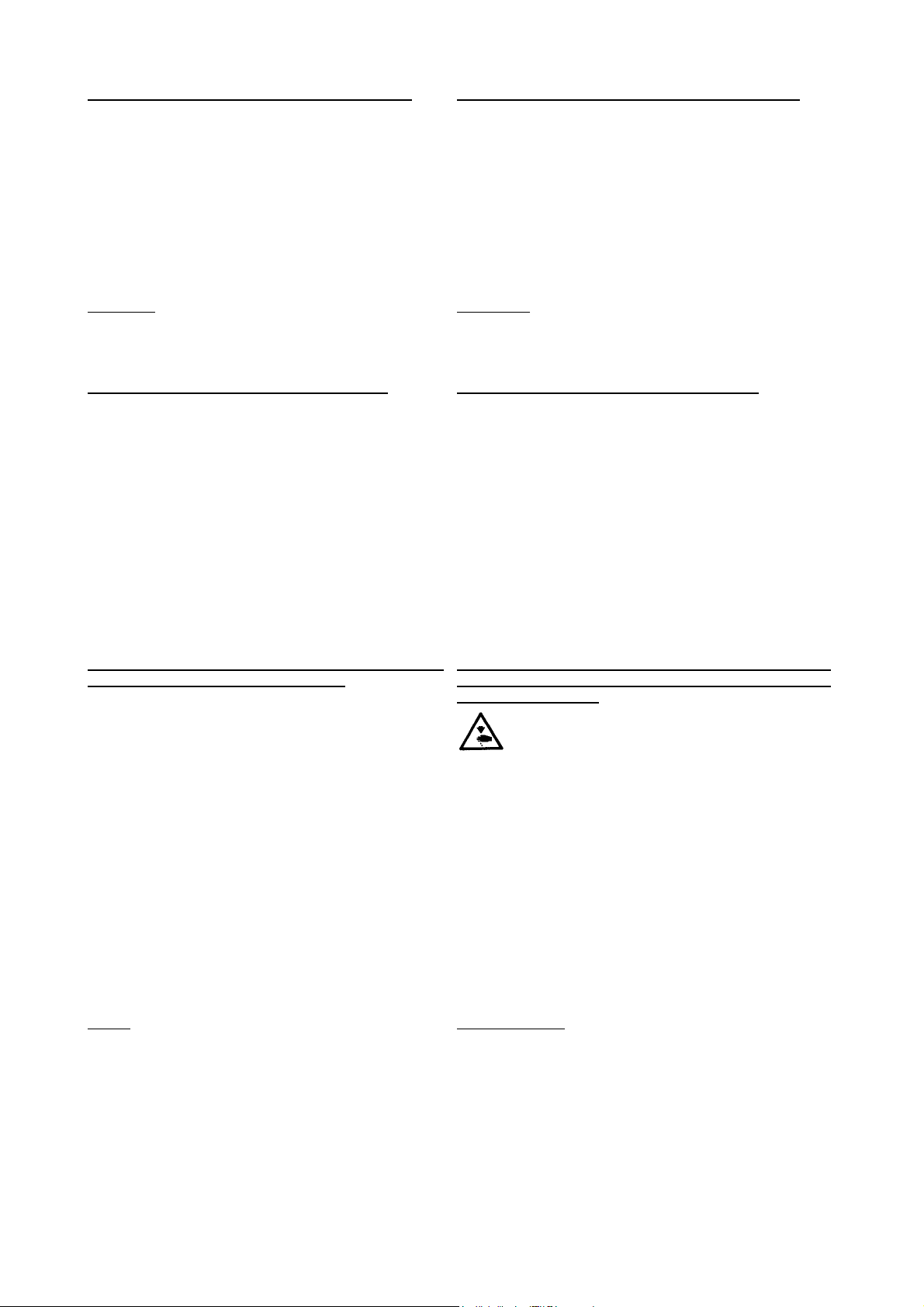
The chain guides (G and H, Fig. 4A) are adjustable after
loosening screws (J, Fig. 4A) Set the two inner chain guides
(G, Fig. 4A) parallel to each other and so that the chains
are not pushed away from the sprockets (E, Fig. 4A). The
sprockets must engage fully between the rolls of the chain
links.
Schalten Sie die Sackzuführeinrich tung am Hauptschalter aus!
Entfernen Sie die beiden unteren Abdeckungen (A, Fig. 1) der
Transportketten. Montieren Sie die beiden Ketten gegeneinander so, daß die Kettenglieder versetzt sind und die Lücken
zwischen den Kettengliedern etwa auf Mitte der Glieder der
gegenüberliegenden Kette stehen (A, Fig. 4).
Nach Lösen der beiden Muttern (B, Fig. 4) auf der Oberseite
der Tragplatten und den Muttern (L und R, Fig. 4), können die
Ketten mit den Gewindebolzen (D, Fig. 4) gespannt werden.
Achtung, die Muttern (L, Fig. 4) haben Linksgewinde. Die Ketten sollen so stark gespannt sein, daß sie etwa 8 bis 10 mm
von Hand durchgedrückt werden können (siehe Fig. 4A).
BEACHTEN SIE: Die Ketten dürfen nicht überspannt werden.
Dies kann zum Reißen der Ketten, zu Beschädigungen der
Tragplatten und des Motors führen.
Die Kettenspanner müssen gegeneinander versetzt montiert
werden (siehe X, Fig. 4). Ziehen Sie die Muttern (B, L und R,
Fig. 4) wieder an.
Die Kettenführungen (G und H, Fig. 4A) können nach Lösen
der Schrauben (J, Fig. 4A) eingestellt werden. Stellen Sie die
beiden inneren Kettenführungen (G, Fig. 4A) parallel zueinander und so an die Ketten, daß diese nicht von den Kettenrädern (E, Fig. 4A) weggedrückt werden. Die Kettenräder müssen voll zwischen die Rollen der Kettenglieder eingreifen.
Set the two outer chain guides (H, Fig. 4A), without presser,
parallel and close to the chains. Retighten screws (J, Fig.
4A) and mount the covers.
NOTE: Bag feed-in devices with automatic chain
adjusters, see page 23.
FIG. 4
Stellen Sie die beiden äußeren Kettenführungen (H, Fig. 4A)
so, daß sie ohne zu drücken parallel an den Ketten anliegen.
Ziehen Sie die Schrauben (J, Fig. 4A) wieder an und montieren Sie die Abdeckungen.
BEACHTEN SIE: Sackzuführungen mit automatischem
Kettenspanner , siehe Seite 23.
FIG. 4A
ADJUSTING THE CHAIN PRESSURE
The presser of the front roller chain can be adjusted with
stop screw and lock nut (K, Fig. 1). The stop screw is
normally set so, that the chain in the front spring loaded
chain case just contacts the rear chain, without exerting
any pressure on it. Depending on the type and thickness
of the bag material, this setting sometimes has to be
changed slightly.
11
EINSTELLEN DES KETTENDRUCKES
Mit der Anschlagschraube mit Kontermutter (K, Fig. 1) kann
der Druck der vorderen Rollenkette eingestellt werden. Normalerweise wird die Anschlagschraube so gestellt, daß die Kette
im vorderen gefederten Kettenkasten gerade an der hinteren
Kette anliegt, ohne auf diese zu drücken. Je nach Art und Dikke des Sackmaterials muß diese Einstellung manchmal etwas
verändert werden.
ADJUSTING THE CHAIN PRESSURE (continued)
EINSTELLEN DES KETTENDRUCKES (Fortsetzung)
In the sewing area of the sewing machine (K, Fig. 4A) the
chains of the bag feed-in device should only guide the bag,
to avoid an interference of the intermittent feed of the sewing machine with the continuous feed ot the bag feed-in
device. Therefore the chains open in this area by approx.
6 to 8 mm (15/64 to 5/16 in,) (see Fig. 4A). If necessary,
this opening can be enlarged or reduced slightly after loosening nuts (L, Fig. 4A) on the top of the chain cases. Retighten nuts (L, Fig. 4A) on the top of the chain cases.
Retighten nuts (L, Fig. 4A).
CAUTION! Do not pull the front chain case to the front
during operation, because the chain may jump out of the
sprocket.
ADJUSTING THE BAG-TOP FOLD-OVER DEVICE
The sword (1, page 18) and the deviating spiral (12, page
24) are adjustable forwards and backwards as well as in
the height. The back side of the sword is positioned in
front of the throat plate surface of the sewing machine
depending on the thickness of the bag. The upper edge of
the sword is set approx 20 mm above the sewing needle.
The end of the folding surface of the deviating spiral should
match the throat plate surface and has to be positioned
close to the sword with-out jamming the bag to be closed.
The guide (17, page 18) is used to control the height of the
folded edge of the bag top. Adjustments of the bag-top
fold-over device depend on the bag material.
Im Nähbereich der Nähmaschine (K, Fig. 4A) sollen die Ketten der Sackzuführeinrichtung nur den Sack führen, damit
sich der intermittierende (ruckweise) Transport der Nähmaschine und der kontinuierliche Transport der Sackzuführeinrichtung nicht gegenseitig beeinflussen. Deshalb öffnen sich
die Ketten in diesem Bereich um etwa 6 bis 8 mm (siehe Fig.
4A). Bei Bedarf kann diese Öffnung nach Lösen der Muttern
(L, Fig. 4A) auf der Oberseite der Kettenkästen noch etwas
vergrößert oder verkleinert werden. Ziehen Sie die Muttern
(L, Fig. 4A) wieder an.
ACHTUNG! Ziehen Sie während des Betriebs den vorderen
Kettenkasten nicht nach vorne, weil dabei die Kette aus dem
Kettenrad springen kann.
EINSTELLUNG DER SACKUMFALTEINRICHTUNG
Das Schwert (1, Seite 18) und die Faltwendel (12, Seite 24)
sind mit Schrauben sowohl nach vorne oder hinten, als auch
in der Höhe einstellbar. Die hintere Seite des Schwerts wird
um etwa Sackdicke vor der Stichplattenoberfläche der Nähmaschine angeordnet und die Oberkante des Schwerts ca.
20 mm über der Nähnadel. Das Ende der Faltfläche der
Faltwendel wird bündig zur Stichplattenoberfläche und dicht
an das Schwert gestellt, ohne den zu verschließenden Sack
zu stauen. Die Führung (17, Seite 18) dient zur Höhenkontrolle
der Sackumfaltkante. Die Einstellungen der Sackumfalteinrichtung sind sackmaterialabhängig.
ADJUSTING THE KNIVES AND T APE FOLDER OF BAG
FEED-IN DEVICE NOS. 29910 AND 29920
Switch off bag feed-in device at the
main switch!
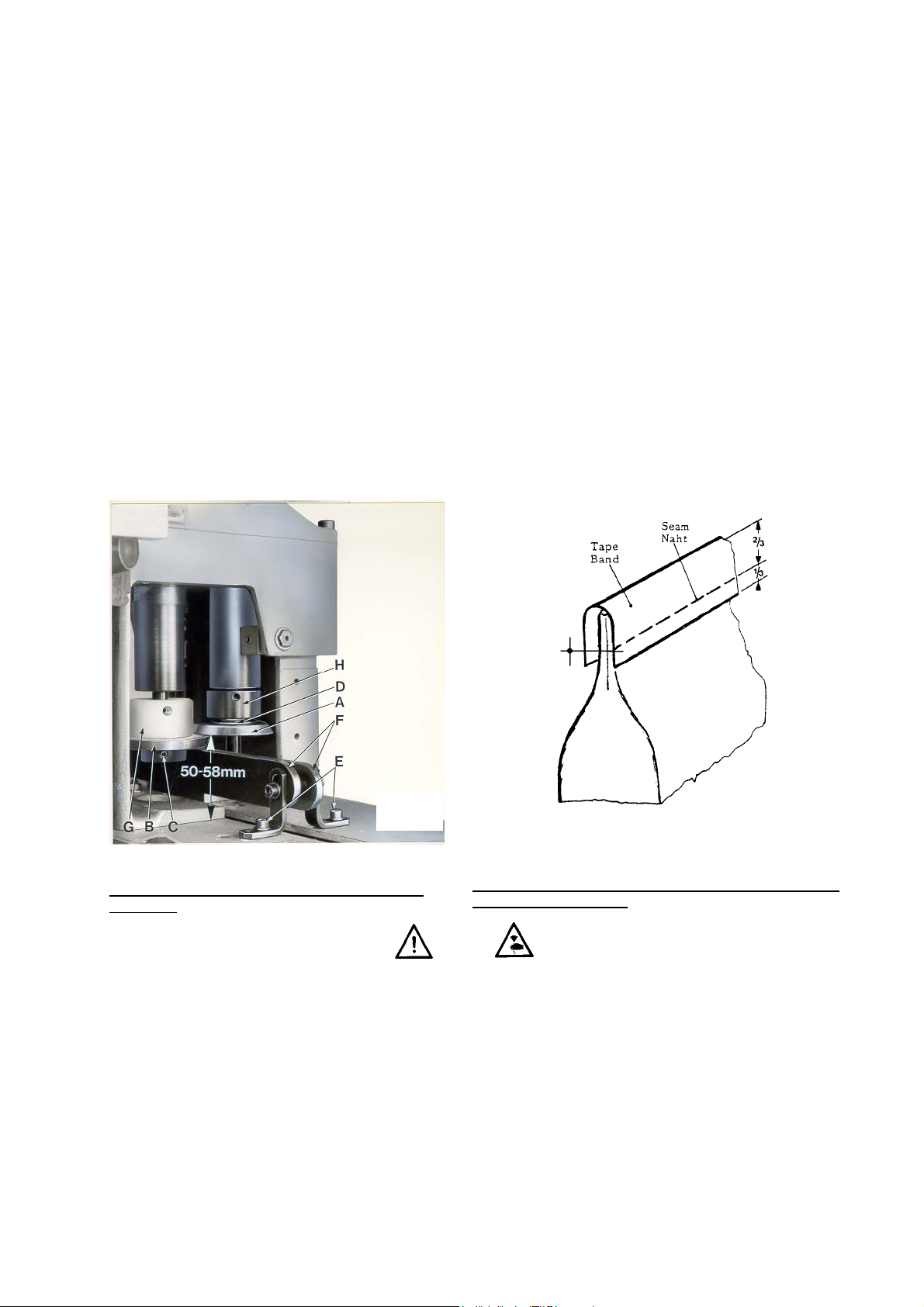
The cutting height of the knives is adjustable from 50 to
58 mm (1 31/32 to 2 9/32 in.), measured from the upper
surface of chain case (see Fig. 5). The standard setting is
54 mm (2 1/8 in.).
To replace the knives (A, B, Fig. 5), remove the chip chute,
the left hand guard and the two guide rails (F, Fig. 5) which
are fastened with four screws (E, Fig. 5). Turn the knives
in a position where the screw (C, Fig. 5) located in the hub
of the lower knife (B, Fig. 5) is accessible from the left.
Loosen screw (C, Fig. 5) with the special screw driver No.
95620 and remove lower knife (B, Fig. 5), upper knife (A,
Fig. 5) and spring (D, Fig. 5).
NOTE: There is no screw in the hub of the upper knife (A,
Fig. 5).
When assembling, slip spring (D, Fig. 5) and upper knife
(A, Fig. 5) on the front knife shaft. Turn the knife to and
fro, until the Woodruff key, cemented in the knife shaft,
engages with the key groove in the knife hub. Hold upper
knife in position. Slip the lower knife (B, Fig. 5) on the rear
EINSTELLUNG DER MESSER UND DES BANDAPPARATES BEI DEN SACKZUFÜHREINRICHTUNGEN
NR. 29910 UND 29920
Schalten Sie die Sackzuführeinrichtung am Hauptschalter aus!
Die Schneidhöhe der Messer ist im Bereich von ca. 50 bis 58
mm einstellbar, von der Oberkante des Kettenkastens aus
gemessen (siehe Fig. 5). Die Grundeinstellung beträgt 54 mm.
Zum Auswechseln der Messer (A, B, Fig. 5) entfernen Sie die
Abfallrinne, den linken Handschutz, sowie die beiden Führungsschienen (F, Fig. 5), die mit vier Schrauben (E, Fig. 5)
befestigt sind. Drehen Sie die Messer soweit, daß die Schraube (C, Fig. 5) in der Nabe des Untermessers (B, Fig. 5) von
links zugänglich ist. Lösen Sie mit dem Spezial-Schraubendreher Nr. 95620 die Schraube (C, Fig. 5) und nehmen Sie
das Untermesser (B, Fig. 5) und Obermesser (A, Fig. 5) sowie die Feder (D, Fig. 5) heraus.
BEACHTEN SIE: Die Nabe für das Obermesser (A, Fig. 5)
enthält keine Befestigungsschraube.
Beim Einbau schieben Sie die Feder (D, Fig. 5) und das Obermesser (A, Fig. 5) auf die vordere Messerwelle. Drehen Sie
das Messer hin und her, damit die in die Welle eingeklebte
Scheibenfeder in die Keilnut der Messernabe eingreift. Halten Sie das Obermesser fest. Schieben Sie das Untermesser
12
knife shaft, so that the Woodruff key engages with key
slot, and push the lower knife with the upper knife up to
the stop on plastic collar (G, Fig. 5). Tighten screw (C,
Fig. 5) in the hub of the lower knife securely. The collar
(G, Fig. 5) serves as a stop for the set cutting height of
the knives. Therefore, it is not necessary to readjust the
height when replacing the knives. It also prevents the
cut-off bag strips from being wound-up on the knife shaft.
The pressure exerted by the upper knife on the lower
knife can be reduces or increased by raising or lowering
collar (H, Fig. 5).
Reassemble the two guide rails (F, Fig. 5), the left hand
guard and the chip chute. The chip chute should be set
as close as possible to the lower knife without contacting the knives, the knife shafts or the collars.
The tape folder has to be positioned close to the sewing
machine and aligned with the throat plate surface on
sewing machine. The height should be adjusted so that
the tape fully covers the bag opening and the seam is
located in the lower third of the tape (see Fig. 6).
(B, Fig. 5) auf die hintere Messerwelle, so daß die Scheibenfeder in die Keilnut eingreift und drücken Sie das Untermesser
mit dem Obermesser nach oben bis das Untermesser am Stellring aus Kunststoff (G, Fig. 5) anschlägt. Ziehen Sie die Schraube (C, Fig. 5) in der Nabe des Untermessers gut an. Der Stellring (G, Fig. 5) dient als Anschlag für die eingestellte Schneidhöhe der Messer, so daß nach einem Messerwechsel die Höhe
nicht neu eingestellt werden muß und verhindert, daß sich die
abgeschnittenen Sackstreifen um die Messerwelle wickeln.
Durch Höher- oder Tieferstellen des Stellrings (H, Fig. 5) kann
der Druck den das Obermesser auf das Untermesser ausübt,
verringert oder erhöht werden.
Montieren Sie die beiden Führungsschienen (F, Fig. 5), den
linken Handschutz und die Abfallrinne wieder. Die Abfallrinne
muß so dicht wie möglich ans Untermesser gesetzt werden
ohne die Messer, die Messerwellen oder Stellringe zu berühren.
Der Bandapparat wird dicht an die Nähmaschine gestellt und
nach der Oberfläche der Stichplatte der Nähmaschine ausgerichtet. Die Höhe muß so eingestellt sein, daß das Einfaßband die Sacköffnung voll umschließt und die Naht etwa im
unteren Drittel des Bandes liegt (siehe Fig. 6).
FIG. 5
ADJUSTING THE KNIVES OF BAG FEED-IN DEVICE
NO. 29915
Switch off bag feed-in device at the
main switch!
The cutting height of the knives is adjustable from 86
to 94 mm ( 3 25/64 to 3 45/64 in.), measured from the
upper surface of chain case (see Fig. 7). The standard
setting is 90 mm (3 35/64 in.).
T o replace the knives (A, Fig. 7), remove the chip chute,
the left hand guard and the two guide rails (E, Fig. 7)
which are fastened with four screws (D, Fig. 7). Turn
the knives in a position where the screws (B, C, Fig. 7)
located in the hub of the knives are accessible from
the left. Loosen screws (B, C, Fig. 7) with the special
screw driver No. 95620 and remove the knives.
FIG . 6
EINSTELLUNG DER MESSER BEI DEN SACKZUFÜHREINRICHTUNGEN NR. 29915
Schalten Sie die Sackzuführeinrichtung am Hauptschalter aus!
Die Schneidhöhe der Messer ist im Bereich von ca. 86 bis
94 mm einstellbar, von der Oberkante des Kettenkastens
aus gemessen (siehe Fig. 7). Die Grundeinstellung beträgt 90 mm.
Zum Auswechseln der Messer (A, Fig. 7) entfernen Sie
die Abfallrinne, den linken Handschutz, sowie die beiden
Führungsschienen (E, Fig. 7), die mit vier Schrauben (D,
Fig. 7) befestigt sind. Drehen Sie die Messer soweit, daß
die Schrauben (B, C, Fig. 7) in der Nabe der Messer (A,
Fig. 7) von links zugänglich sind. Lösen Sie mit dem
Spezial-Schraubendreher Nr. 95620 die Schrauben (B,C,
Fig. 7) und nehmen Sie die Messer heraus.
13
PRE- SWITCH
VORSCHAL TER
PRE-FEELER SWITCH (ST ANDARD)
The bag feed-in devices are fitted with a pre-feeler switch
to enable an earlier start of the automatic sewing machine.
This feeler switch starts sewing before the incoming bag
reaches the feeler of the sewing machine. This prevents
break-downs of the sewing machine.
Mounting
NOTE: The operations described in the
following have to be done by an electrician.
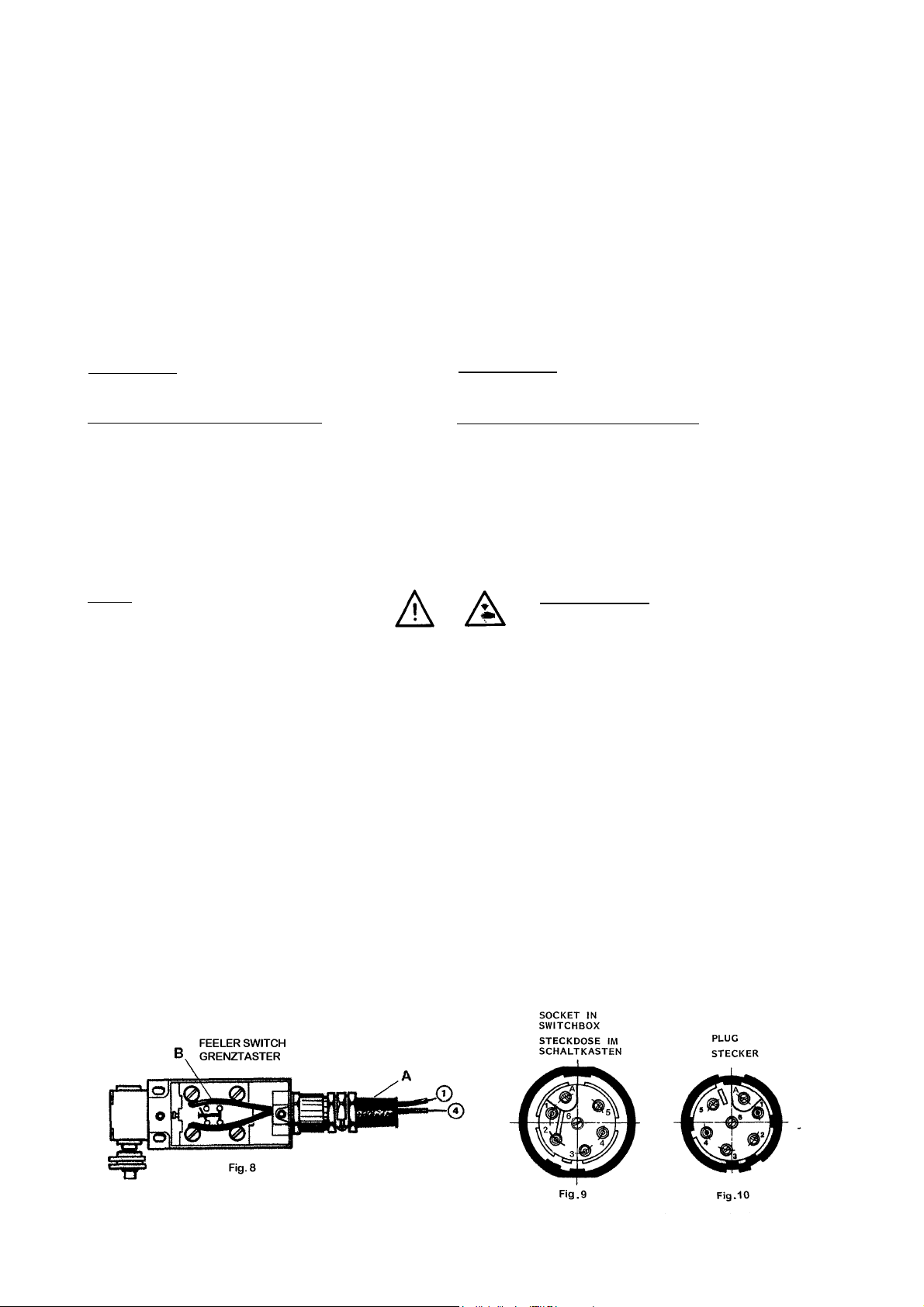
Connect cable (A, Fig. 8) according to Fig. 8 to the feeler
switch (B, Fig. 8) and to plug (Fig. 10).
For connection of socket (Fig. 9) see wiring diagram,
contained in the switch box of each column.
When assembling the plug-socket-connection choose
built-in position “A” (see Fig. 9), i.e. screw driver slot and
the letter “A” on the contact insert must point to the wide
stay on the receptacle housing after being pushed in and
locked.
Solder the four socket contacts on the corresponding cable
leads and press the contacts accordingly in the holes
marked 1, 2,3 and 4 of the receptacle as well as the three
sealing plugs in the holes marked A, 5 and 6.
VORTASTERSCHALTER (STANDARD)
Zum früheren Start der Automatik-Nähmaschine wird stan-
dardmäßig ein Vortasterschalter an die Sackzuführeinrichtung
montiert. Dieser Vortasterschalter startet das Nähen bevor
der einlaufende Sack den Tasterschalter der Nähmaschine
betätigt. Dadurch werden Störungen an der Nähmaschine
vermieden.
Anbau
BEACHTEN SIE: Die nachfolgend beschriebenen Arbeiten müssen von
einem Elektriker ausgeführt werden!
Schließen Sie das Kabel (A, Fig. 8) entsprechend Fig. 8 im
Grenztaster (B, Fig. 8) und am Stecker (Fig. 10) an.
Anschluss der Steckdose (Fig. 9) siehe Schaltplan, der im
Schaltkasten jeder Säule enthalten ist.
Wählen Sie beim Zusammenbau der Steckverbindung die
Einbaustellung „A“ (siehe Fig. 9), d. h. Schraubendreherschlitz und der Buchstabe „A“ auf dem Kontaktträger müssen nach dem Eindrücken und Verriegeln auf den breiten
Steg im Gehäuse der Steckdose zeigen. Löten Sie die vier
Buchsenkontakte an die entsprechenden Aderleitungen und
drücken Sie die Kontakte entsprechend in die mit 1, 2, 3 und
4 bezeichneten Bohrungen des Kontaktträgers der Steckdose, sowie die drei Blindstopfen in die Bohrungen A, 5 und 6.
When the pre-feeler switch is not in use, cover the receptacle with the protection cap to avoid contamination.
Wenn der Vortasterschalter nicht verwendet wird, verschließen Sie die Steckdose mit der V erschlußkappe, um Verunreinigungen zu verhindern.
14

LIGHT BARRIER (OPTIONAL)
LICHTSCHRANKE (OPTION)
Instead of the standard pre-feeler switch the start of the
sewing machine can also be initiated by a light barrier
mounted above or below the feeding chains (see views
and description of parts).
When the pre-feeler switch is not in use, cover the receptacle with the protection cap to avoid contamination.
ASSEMBLY OF CHAIN GUIDE AND SPROCKET
GEARS
Statt des standardmäßig vorgesehenen Vortasterschalters kann das Starten der Nähmaschine durch eine
oberhalb oder unterhalb der Transportketten montierten
Lichtschranke erfolgen (siehe Darstellungen und Teilebeschreibungen).
Wenn der Vort asterschalter nicht verwendet wird, verschließen Sie die Steckdose mit der Verschlußkappe, um Verunreinigungen zu verhindern.
MONTAGE DER KETTENFÜHRUNG UND DER KETTENRÄDER
BLOWER DEVICE
Bag feed-in device Nos. 29910, 29915 and 29920 are
equipped with a blower for the trimmings.
During the time of being fed through the bag feed-in device, the bag switches on the air blast by means of a whisker valve.
The air blast can be regulated on hollow bolt with throttle
check valve (A, page 30).
The necessary working pressure for the blower device is 3
to 4 bar (44 to 59 psi). Mounting see page 30.
Filtered, oil-free compressed air is required.
BLASVORRICHTUNG
Die Sackzuführeinrichtungen Nr. 29910, 29915 und 29920
sind mit einer Blasvorrichtung für die Schneidabfälle ausgerüstet.
Für die Dauer seines Durchlaufs durch die Sackzuführeinrichtung schaltet der Sack über ein Federstabventil die
Blasluft ein.
An der Hohlschraube mit Auslaßdrossel (A, Seite 30) kann
die Blasluft geregelt werden.
Der für die Blasvorrichtung notwendige Arbeitsdruck liegt
bei ca. 3 bis 4 bar. Anbau siehe Seite 30.
Es wird gefilterte, nicht geölte Druckluft benötigt.
15

ORDERING WEAR AND SPARE PARTS
BESTELLUNG VON VERSCHLEISS- UND ERSATZTEILEN
This catalog has been arranged to simplify ordering wear
and spare parts. Views of various sections of the
mechanism are shown so that the parts may be seen in
their actual position in the bag feed-in device. On the page
opposite the illustration will be found a listing of parts with
their part numbers, descriptions and the number of pieces
required in the particular view being shown.
Numbers in the first column are reference numbers only,
and merely indicate the position of that part in the
illustrations. Reference numbers should never be used in
ordering parts. Always use the part number listed in the
second column.
Component parts of sub-assemblies which can be
furnished for repairs are indicated by indenting their
descriptions under the description of the main
subassembly.
IMPORTANT: ON ALL ORDERS, PLEASE INCLUDE P ART
NUMBER, PART NAME AND STYLE OF BAG FEED-IN
DEVICE FOR WHICH PART IS ORDERED.
Dieser Katalog wurde zusammengestellt, um Verschleiß- und
Ersatzteilbestellungen zu vereinfachen. Darstellungen der einzelnen Gruppen des Mechanismus zeigen die Lage der Einzelteile in der Sackzuführeinrichtung. Auf der der Bildseite gegenüberliegenden Seite befindet sich ein Verzeichnis der Teile mit
Teilenummern, Beschreibungen und der für den gezeigten
Bildausschnitt benötigten Anzahl.
Die Nummern in der ersten Spalte sind Positionsnummern
und zeigen lediglich, wo das Teil in der Abbildung zu finden ist.
Positionsnummern dürfen bei Teilebestellungen nie verwendet
werden. Verwenden Sie immer die Teilenummer in der zweiten
Spalte.
Einzelteile von Kompletteilen, die als Ersatzteile geliefert werden können, sind durch Einrücken ihrer Beschreibung unterhalb der Beschreibung des Kompletteiles gekennzeichnet.
WICHTIG: BITTE GEBEN SIE AUF ALLEN BESTELLUNGEN
DIE TEILENUMMER, DIE TEILEBESCHREIBUNG UND DEN
TYP DER SACKZUFÜHREINRICHTUNG , FÜR DEN DAS TEIL
BESTELLT WIRD, AN.
16

VIEWS AND DESCRIPTIONS
OF PARTS
DARSTELLUNGEN UND
TEILEBESCHREIBUNGEN
17

18

BAG FEED-IN DEVICE NO. 29905
SACKZUFÜHREINRICHTUNGEN NR. 29905
Ref. No.
Pos. No.
1 - 103
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
21A
22
23
23A
24
24A
25
26
27
28
29
30
31
32
33
34
35
35A
36
Part No.
Teil Nr.
G(S)29905G
GB(S)29905G
GR(S)29905G
GBR(S)29905G
F(S)29905A
FB(S)29905A
99631
95413
95951
99644
95412
99644A
95205
999-107
999-109
99627
95408
95675A
95251
96900
96201
95251
997G405P
997G401P
997A402F
95145
998-337AK
998-313C
G21233CJ
G21233FCJ
998-313J
998-257D
998-257E
998-256D
998-256E
95154V
96100
95257V
99642
95205
999-78B
999-21
999-22
99639D
99640
999-106
999-106R
99640D
Ref. Nos. 37 – 80 see page 21
Description
Bag Feed-in Device
220-240/380-415 V, 3 phase, 50 Hz
Speed: 11-23 m/min., I = 30:1
243-277/420-480 V, 3 phase, 60 Hz
Speed: 13-27 m/min., I = 30:1
Bag Feed-in Device
220-240/380-415 V, 3 phase, 50 Hz
Speed: 9-16 m/min., I = 38:1
243-277/420-480 V, 3 phase, 60 Hz
Speed: 10-19 m/min., I = 38:1
Bag Feed-in Device
230V, 1 phase, 50/60 Hz,
switchable to 115V, 1phase, 50/60 Hz
Speed: 9-23 m/min, I = 30:1
Cover
Screw
Washer
Pulley without Hub
Screw
Pulley with Hub
Set Screw
V-Belt
Lip Seal
Support
Screw
Stud
Nut
Washer
Spring Washer
Nut
Gear Motor
220-240/380-415 V, 3 phase, 50 Hz
243-277/420-480 V, 3 phase, 60 Hz
I = 30:1
Gear Motor
220-240/380-415 V, 3 phase, 50 Hz
243-277/420-480 V, 3 phase, 60 Hz
I = 38:1
Gear Motor, frequency controlled
speed, 230 V, 1 phase, 50/60 Hz,
switchable to 115V, 1 phase,
50/60 Hz.
I = 30:1
Screw for Motor
Reduction
Cable Screwing
Cable for G29900
Cable for F29900
Cable Screwing
Plug for G29900
Plug for F29900
Socket for G29900
Socket for F29900
Screw
Lockwasher
Nut
Gear
Set Screw
Plug
Lubricating Nipple
Lubricating Mark
Spacer Sleeve
Flange Bushing Assembly, upper
Ball Bearing
Ball Bearing, stainless steel
Spacer Sleeve
19
Beschreibung
Sackzuführeinrichtung
220-240/380-415 V, Drehstrom, 50 Hz
Zuführgeschwindigkeit: 11-23 m/min., I = 30:1
243-277/420-480 V, Drehstrom, 60 Hz
Zuführgeschwindigkeit: 13-27 m/min., I = 30:1
Sackzuführeinrichtung
220-240/380-415 V, Drehstrom, 50 Hz
Zuführgeschwindigkeit: 9-16 m/min., I = 38:1
243-277/420-480 V, Drehstrom, 60 Hz
Zuführgeschwindigkeit: 10-19 m/min., I = 38:1
Sackzuführeinrichtung
230V, Wechselstrom, 50/60 Hz,umschaltbar
auf 115V, Wechselstrom, 50/60 Hz
Zuführgeschwindigkeit: 9-23 m/min., I = 30:1
Deckel
Zylinderschraube M6x10
Scheibe B6,4
Riemenscheibe ohne Nabe
Zylinderschraube M5x10
Riemenscheibe mit Nabe
Gewindestift M6x8
Keilriemen 18x5-540
Wellendichtring
Träger
Zylinderschraube M8x25
Stiftschraube M8x35
Mutter M8
Scheibe A8,4
Federring 8
Mutter M8
Getriebemotor
220-240/380-415 V, Drehstrom, 50 Hz
243-277/420-480 V, Drehstrom, 60 Hz
I = 30:1
Getriebemotor
220-240/380-415 V, Drehstrom, 50 Hz
243-277/420-480 V, Drehstrom, 60 Hz
I = 38:1
Getriebemotor, frequenzgesteuert,
230 V, Wechselstrom, 50/60 Hz,
umschaltbar auf 115 V, Wechselstrom
50/60 Hz
I = 30:1
Senkschraube M6x15 für Motor
Erweiterung PG11/PG13
Kabelverschraubung PG13
Kabel für G29900
Kabel für F29900
Kabelverschraubung
Stecker für G29900
Stecker für F29900
Steckdose für G29900
Steckdose für F29900
Zylinderschraube M4x16
Fächerscheibe A4,3
Mutter M4
Zahnrad
Gewindestift M6x8
Schutzstopfen
Schmiernippel
Kennzeichnung für Schmierung
Distanzbuchse
Flanschbuchse komplett, oben getrieben
Kugellager
Kugellager, Edelstahl
Distanzbuchse
Pos. Nrn. 37 – 80 siehe Seite 21
Amt. req.
Anzahl
1
1
1
1
1
1
3
3
2
4
2
2
1
1
1
4
2
2
2
2
2
1
1
1
4
1
1
1
1
1
1
1
1
1
4
4
4
2
1
2
1
1
2
1
2
2
1

20

Ref. No.
Pos. No.
37
38
38A
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
55A
56
57
58
58A
58B
58C
59
59A
59B
59C
60
61
62
63
65
69
70
70A
70B
70C
70D
70E
70F
70G
70H
70J
70K
70L
71
72
72A
73
74
75
75A
76
77
77A
77B
78
79
79A
79B
Part No.
Teil Nr.
99640A
999-106
999-106R
95412
99641A
99643
95205
99641B
99641
99628A
99629
99589A
95001
95251
97010
95500
95051
95250
99640B
999-106
999-106R
95412
99630
99634HB
99634HBKA
99634HBSKA
99634HBSA
99634VB
99634VBKA
99634VBSKA
99634VBSA
99635FH
99635FV
95412
96905
999-125WA
95403
999-121A
999-121AA
999-121AE
999-121AEA
999-121L
999-121LA
999-121LE
999-121LRE
999-121LK
999-121LKE
999-121K
999-121KA
95290
51244L
1021U
99639D
99639G
999-106
999-106E
99638
99632E
99632EKA
99632ESA
141
99635GL
99635GA
99635GK
BAG FEED-IN DEVICE NOS. 29905
SACKZUFÜHREINRICHTUNGEN NR. 29905
Description
Flange Bushing Assembly, upper
Ball Bearing
Ball Bearing, stainless steel
Screw
Upper Shaft, driven
Cardan Joint
Set Screw
Lower Shaft, driven
Driving Shaft
Gear Box
Bushing
Stud
Hex. Head Screw
Nut
Spring
Set Screw for 99589A
Hex. Head Screw
Nut
Flange Bushing Assembly, lower
Ball Bearing
Ball Bearing, stainless steel
Screw
Swivel Arm
Carrier Plate, rear
Carrier Plate, rear, short version
Carrier Plate, rear, short parallel version
Carrier Plate, rear, parallel version
Carrier Plate, front
Carrier Plate, front, short version
Carrier Plate, front, short parallel version
Carrier Plate, front, parallel version
Guide Rail, rear
Guide Rail, front
Screw
Washer
Warning Sign
Screw
Roller Chain, U-type with rubber
Master Link for 999-121A ,not shown
Roller Chain, stainless steel,
U-type with rubber
Master Link for 999-121AE, not shown
Roller Chain, L-type with rubber
Master Link for 999-121L, LK not shown
Roller Chain, stainless steel, L-type
with rubber
Master Link for 999-121LE LKE, not
shown
Roller Chain, short version, L-type
with rubber
Roller Chain, stainless steel, short
version, L-type with rubber
Roller Chain, short version, U-type
without rubber
Master Link for 999-121K, not shown
Nut
Washer
Washer
Spacer Sleeve
Sprocket Assembly
Ball Bearing
Ball Bearing, stainless steel
Spacer Stud
Chain Guard
Chain Guard, short version
Chain Guard, parallel version
Screw
Chain Guide, 430 mm long
Chain Guide, 270 mm long
Chain Guide, 255 mm long
Beschreibung
Flanschbuchse komplett, oben treibend
Kugellager
Kugellager, Edelstahl
Zylinderschraube M5x10
Welle oben, getrieben
Kreuzgelenk
Gewindestift M6x8
Welle unten, getrieben
Welle, treibend
Räderkasten
Bundbuchse
Bolzen
Sechskantschraube M8x25
Mutter M8
Feder
Gewindestift M6x8 für 99589A
Sechskantschraube M6x16
Mutter M6
Flanschbuchse komplett, unten
Kugellager
Kugellager, Edelstahl
Zylinderschraube M5x10
Schwenkstück
Tragplatte, hinten
Tragplatte, hinten, kurze Ausführung
Tragplatte, hinten, kurze parallele Ausf.
Tragplatte, hinten, parallele Ausführung
Tragplatte, vorn
Tragplatte, vorn, kurze Ausführung
Tragplatte, vorn, kurze parallele Ausf.
Tragplatte, vorn, parallele Ausführung
Führungsschiene, hinten
Führungsschiene, vorn
Zylinderschraube M5x10
Scheibe B5,3
Warnschild
Zylinderschraube M6x16
Rollenkette, U-Bügel mit Gummi
Kettenschloss für
Rollenkette, Edelstahl, U-Bügel mit
Gummi
Kettenschloß für 999-121AE, nicht abgebildet
Rollenkette, L-Bügel mit Gummi
Kettenschloß für 999-121L, LK, nicht abgeb.
Rollenkette, Edelstahl, L-Bügel
mit Gummi
Kettenschloß für 999-121LE, LKE
nicht abgeb.
Rollenkette, kurze Ausführung, L-Bügel
mit Gummi
Rollenkette, Edelstahl, kurze Ausführung,
L-Bügel mit Gummi
Rollenkette, kurze Ausführung, U-Bügel
ohne Gummi
Kettenschloß für 999-121K, nicht abgeb.
Mutter M10
Scheibe
Scheibe B10,5
Distanzbuchse
Kettenrad komplett
Kugellager
Kugellager, Edelstahl
Distanzbolzen
Kettenschutz
Kettenschutz, kurze Ausführung
Kettenschutz, parallele Ausführung
Zylinderschraube Q2x8
Kettenführung, 430 mm lang
Kettenführung, 270 mm lang
Kettenführung, 255 mm lang
999-121A, nicht abgeb.
Amt. req.
Anzahl
1
1
1
4
1
1
2
1
1
1
2
2
1
1
2
2
1
1
2
1
1
4
1
1
1
1
1
1
1
1
1
1
1
4
4
1
6
2
1
2
1
2
1
2
1
2
2
2
1
4
4
4
4
6
1
1
4
2
2
2
8
2
2
4
Ref. Nos. 80 – 101 see page 23
Pos. Nrn. 80 – 101 siehe Seite 23
21

22

BAG FEED-IN DEVICE NOS. 29905
SACKZUFÜHREINRICHTUNGEN NR. 29905
Ref. No. Part No. Description Beschreibung Amt. req.
Pos. No. Teil Nr. Anzahl
80
81
82
83
*84
*85
*86
*87
88
89
90
91
92
93
*97
*98
99
100
**101
**102
**103
95403
96902
99639TA
95205
269
18
51240D
99619A
99373D
99639E
95253
99627K
95002
95953
21388
95633B
95601
95641
29926A
29926EO
29926EU
Screw
Washer
Sprocket, 12 teeth
Set Screw
Nut, lefthand thread
Nut
Stud for Chain Adjuster
Chain Adjuster Fork
Hex. Head Screw
Washer
Nut
Bracket for Feed-in Device
Hex. Head Screw
Washer
Wrench, size 9.5 mm
Wrench, size 5/16” x 3/8”
Allen Wrench size 4 mm
Wrench for Belt Drive
Pre-feeler Switch
Light Barrier Assembly, upper
Light Barrier Assembly, lower
Zylinderschraube M6x16
Scheibe B6,4
Kettenrad, 12 Zähne
Gewindestift M6
Mutter R2, Linksgewinde
Mutter Q2
Gewindebolzen für Kettenspannung
Kettenspannergabel
Sechskantschraube M12x30,4
Scheibe 13 x 25 x 4,20
Mutter M12
Halter für Sackzuführeinrichtung
Sechskantschraube M8x35
Scheibe B8,4
Einmaulschlüssel SW 9,5 mm
Doppelmaulschlüssel SW 5/16 x 3/8 Zoll
Sechskantstiftschlüssel SW 4 mm
Schlüssel für Keilriemenantrieb
Vortasterschalter
Lichschranke komplett, oben
Lichtschranke komplett, unten
8
8
2
1
2
2
2
4
2
4
2
1
2
2
1
1
1
1
1
1
1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
V99619B
1021U
95578
95290
99619C
97020
99619B
99365BA145
95953
99619D
96669
95290
51244L
99639D
99638
99639G
999-106
*for previous version
**not shown, see pages 34 to 37
AUTOMATIC CHAIN TENSION ADJUSTER, SPRING LOADED
AUTOMATISCHER KETTENSPANNER, FEDERND
Chain Tension Adjuster
Washer
Nut
Nut
Sleeve
Spring
Fork
Bolt
Washer
Holder
Roll Pin
Nut
Washer
Sp acer Sleeve
Spacer Stud
Sprocket Assembly
Ball Bearing
*für frühere Ausführung
**nicht abgebildet, siehe Seiten 34 bis 37
Kettenspanner
Scheibe
Mutter M8
Mutter M10
Gleithülse
Druckfeder
Gabel
Gewindestange
Scheibe 8,4
Halterung
Spannstift 3x20
Mutter M10
Anlaufscheibe
Distanzhülse 12,1
Distanzbolzen
Kettenrad komplett
Kugellager
1
1
1
1
1
1
1
1
1
1
1
1
3
1
1
1
1
23

24

BAG-TOP FOLD-OVER DEVICE 93051FA*
SACKUMFALTEINRICHTUNG 93051FA*
Ref. No.
Pos. No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Part No.
Teil Nr.
93051FB1
93051FB2
95115
96207
95255
93051F1A
95117
96207
93051EB2
95412
96905
93051FB3
93051F3A
95412
95403A
93051FB7
93051F6
95412B
93051E4
93051E5
95403
96902
99590E
96905
95412
Description
Sword
Bracket
Screw
Locking Ring
Nut
Connection
Screw
Locking Ring
Guide
Screw
Washer
Deviating Spiral
Bracket
Screw
Screw
Guide
Guide
Screw
Bracket
Bracket
Screw
Washer
Bracket
Washer
Screw
Beschreibung
Schwert
Winkel
Senkschraube M5x12
Federring 5
Mutter M5
Verbindungslasche
Senkschraube M5x10
Federring 5
Führungsschiene
Zylinderschraube M5x10
Scheibe
Faltwendel
Haltewinkel für Umlenkwedel
Zylinderschraube M5x10
Zylinderschraube M5x16
Führungsschiene
Führung
Zylinderschraube M5x8
Halter
Winkel
Zylinderschraube M6x16
Scheibe B6,4
Haltewinkel
Scheibe B5,3
Zylinderschraube M5x10
Amt. req.
Anzahl
1
1
2
2
3
1
1
1
1
4
10
1
1
2
2
1
1
2
1
1
2
2
3
6
6
* Extra order and charge item for bag feed-in device
Nos. GB(S)29905 and GBR(S)29905.
BAG-TOP FOLD-OVER DEVICE 93051FE*, MANUALL Y OPERA TED
SACKUMFALTEINRICHTUNG 93051FE*, MANUELLE BEDIENUNG
Ref. No.
Pos. No.
1
2
3
4
5
6
7
8
9
10
11
12
13
Part No.
Teil Nr.
93051FE1
93051FE2
93051FE4
93051FE6
93051FE5
999-375
95951
95403
95250
23144B
95408B
95953
95001
Description
Guide
Holder
Bolt
Guide, front
Holder
Screwed Insert
Washer
Screw
Nut
Washer
Screw
Washer
Screw
* Gegen zusätzliche Bestellung und Berechnung bei Sack-
zuführeinrichtungen Nrn. GB(S)29905 und GBR(S)29905.
Beschreibung
Umlegeblech
Halter
Bolzen
Führungsschiene vorne
Halterung
Gewindeeinsatz M6
Scheibe B6,4
Schraube M6x16
Mutter M6
Zahnscheibe A10,3
Schraube M10x20
Scheibe B8,4
Schraube M8x25
Amt. req.
Anzahl
1
1
1
1
1
2
5
6
1
2
2
2
2
25
26

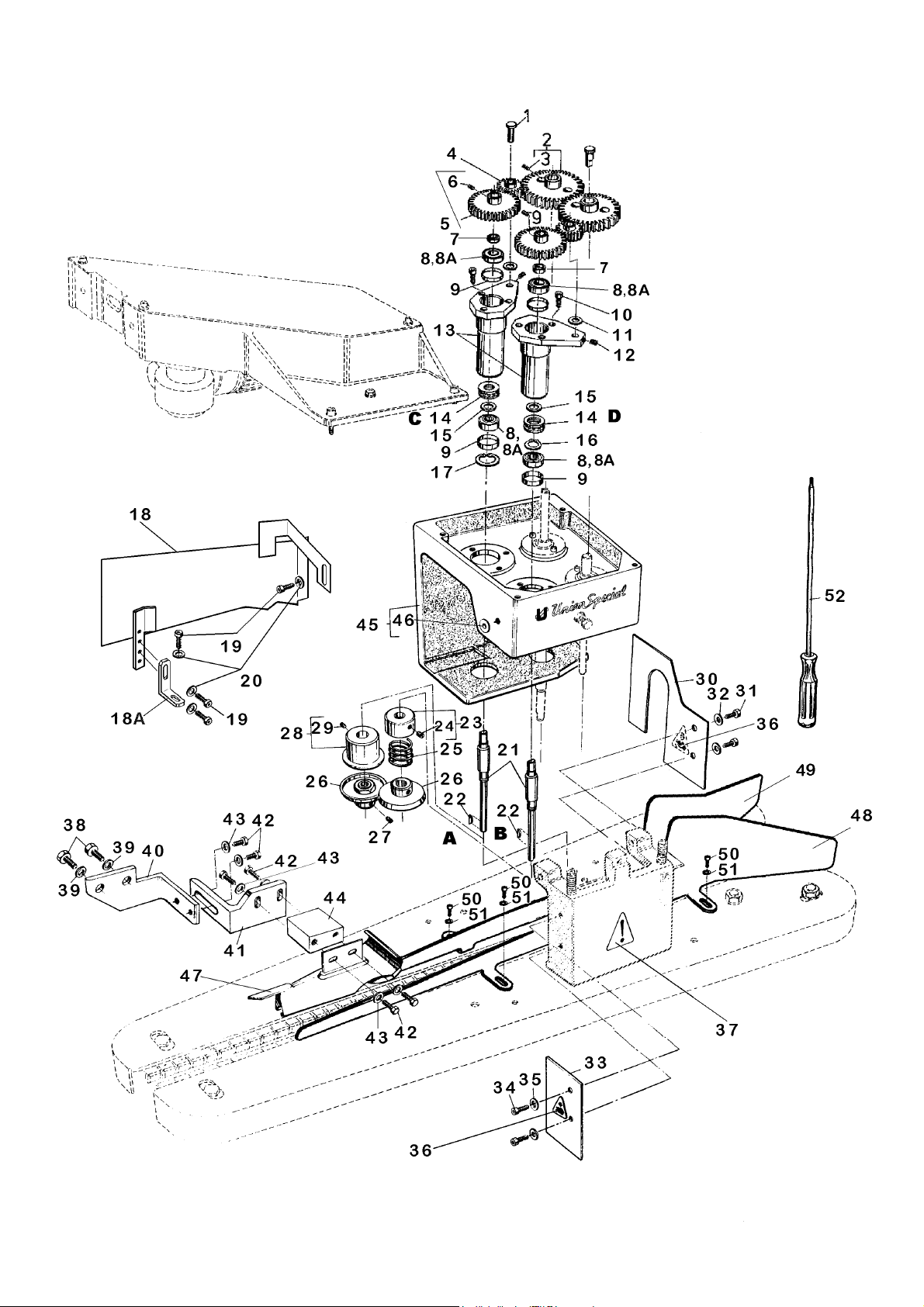
BAG FEED-IN, TRIMMING AND TAPING DEVICE NO. 29910
SACKZUFÜHR-, BESCHNEIDE- UND BANDEINFASSEINRICHTUNGEN NR. 29910
BAG FEED-IN AND TRIMMING DEVICE NO. GBR29920
SACKZUFÜHR– UND BESCHNEIDEEINRICHTUNG NR. GBR29920
Ref. No.
Pos. No.
1 - 49
1
2
3
4
5
6
7
8
8A
9
10
11
12
13
14
15
16
17
18
18A
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
Part No.
Teil Nr.
G(S)29910G
GB(S)29910G
GR(S)29910G
GBR(S)29910G
GBR(S)29920G
F(S)29910A
FB(S)29910A
FB(S)29920A
99532B
99642
95205
99642D
99642B
95205
99639D
999-106
999-106R
999-122
95412
54274P
95515
99640J
999-106X
96163A
96253
96172
99584AC
99590E
95413
96902
99641J
96378
99641JA
95500
97010B
99670KA
95500
99641JB
95500
99632C
95412
96905
99632DA
95412
96905
999-125WB
999-125WA
Description
NOTE: Parts which are not illustrated and
listed are the same as for bag feed-in
devices shown on pages 18 to 23.
Bag Feed-in Device
220-240/380-415 V, 3 phase, 50 Hz
Speed: 11-23 m/min., I = 30:1
243-277/420-480 V, 3 phase, 60 Hz
Speed: 13-27 m/min., I = 30:1
Bag Feed-in Device
220-240/380-415 V, 3 phase, 50 Hz
Speed: 9-16 m/min., I = 38:1
243-277/420-480 V, 3 phase, 60 Hz
Speed: 10-19 m/min., I = 38:1
Bag Feed-in Device
230V, 1 phase, 50/60 Hz,
switchable to 115V, 1phase, 50/60 Hz
Speed: 9-23 m/min.depending on application,
I = 30:1
Stud
Gear
Set Screw
Intermediate Gear
Gear
Set Screw
Spacer Sleeve
Ball Bearing
Ball Bearing, stainless steel
Compensating Ring
Screw
Washer
Set Screw
Bushing
Thrust Ball Bearing
Supporting Ring
Retaining Ring
Retaining Ring
Chip Chute
Bracket
Screw
Washer
Knifeshaft
Woodruff Key
Set Collar
Set Screw
Spring
Knife
Setscrew for Lower Knife
Set Collar
Set Screw
Hand Guard, right
Screw
Washer
Hand Guard, left
Screw
Washer
Warning Sign Hand
Warning Sign
Beschreibung
BEACHTEN SIE: Nicht abgebildete und aufgelistete Teile sind gleich wie die auf den Seiten 18 bis 23
abgebildeten Sackzuführeinrichtungen.
Sackzuführeinrichtung
220-240/380-415 V, Drehstrom, 50 Hz
Zuführgeschwindigkeit: 11-23 m/min., I = 30:1
243-277/420-480 V, Drehstrom, 60 Hz
Zuführgeschwindigkeit: 13-27 m/min., I = 30:1
Sackzuführeinrichtung
220-240/380-415 V, Drehstrom, 50 Hz
Zuführgeschwindigkeit: 9-16 m/min., I = 38:1
243-277/420-480 V, Drehstrom, 60 Hz
Zuführgeschwindigkeit: 10-19 m/min., I = 38:1
Sackzuführeinrichtung
230V, Wechselstrom, 50/60 Hz,umschaltbar
auf 115V, Wechselstrom, 50/60 Hz
Zuführgeschwindigkeit: 9-23 m/min. abhängig von
der Anwendung, I = 30:1
Bundbolzen
Zahnrad
Gewindestift M6x8
Zwischenzahnrad
Zahnrad
Gewindestift M6x8
Distanzbuchse
Kugellager
Kugellager, Edelstahl
Toleranzring
Zylinderschraube M5x10
Scheibe
Gewindestift M5x5
Buchse mit Flansch
Axial-Rillenkugellager
Stützscheibe
Sicherungsring 12x1
Sicherungsring 28x1,2
Abfallrinne
Haltewinkel
Schraube M6x10
Scheibe
Welle für Messerantrieb
Scheibenfeder
Stellring
Gewindestift M6x8
Druckfeder
Messer
Gewindestift für Untermesser
Stellring
Gewindestift M6x8
Handschutz, rechts
Zylinderschraube M5x10
Scheibe B5,3
Handschutz, links
Zylinderschraube M5x10
Scheibe B5,3
Warnschild Hand
Warnschild
Amt. req.
Anzahl
1
1
1
2
2
1
2
2
1
2
4
4
4
6
2
2
2
2
2
1
1
1
1
4
4
2
2
1
1
1
2
1
1
1
1
2
2
1
2
2
2
1
27

28

BAG FEED-IN, TRIMMING AND TAPING DEVICE NO. 29910
SACKZUFÜHR-, BESCHNEIDE- UND BANDEINFASSEINRICHTUNGEN NR. 29910
BAG FEED-IN AND TRIMMING DEVICE NO. 29920
SACKZUFÜHR– UND BESCHNEIDEEINRICHTUNG NR. 29920
Ref. No. Part No. Description Beschreibung Amt. req.
Pos. No. Teil Nr. Anzahl
*38
*39
*40
*41
*42
*43
*44
*45
*46
*47
48
49
50
51
52
53
95053
1021U
A8852BA
A8852BB
95051
96902
A8852BC
99628A
99629
A8852A50
A8852A55
A8852A60
A8852A63
A8852A65
A8852A70
99635FV-TA
99635FH-TA
95412
96905
95620
29927P
Hex. Head Screw
Washer
Bracket
Adjustable Bracket
Screw
Washer
Folder Bracket
Gear Box
Bushing
Paper Tape Folder for 50 mm wide tape
Paper Tape Folder for 55 mm wide tape
Paper Tape Folder for 60 mm wide tape
Paper Tape Folder for 63 mm wide tape
Paper Tape Folder for 65 mm wide tape
Paper Tape Folder for 70 mm wide tape
Guide Rail, front
Guide Rail, rear
Screw
Washer
Screw Driver
Blower Device, not shown,
see pages 38 and 39.
Sechskantschraube M10x16
Scheibe 10,5
Halter
Halter, einstellbar
Zylinderschraube M6x16
Scheibe B6,4
Apparatehalter
Räderkasten
Bundbuchse
Papierband-Einfaßapparat für 50 mm breites
Band
Papierband-Einfaßapparat für 55 mm breites
Band
Papierband-Einfaßapparat für 60 mm breites
Band
Papierband-Einfaßapparat für 63 mm breites
Band
Papierband-Einfaßapparat für 65 mm breites
Band
Papierband-Einfaßapparat für 70 mm breites
Band
Führungsschiene, vorne
Führungsschiene, hinten
Zylinderschraube M5x10
Scheibe
Schraubendreher SW 3 mm
Blasvorrichtung, nicht abgebildet,
siehe Seiten 38 und 39.
2
2
1
1
6
6
1
1
2
1
1
1
1
1
1
1
1
4
4
1
1
* only for bag feed-in, trimming and taping device
No. 29910
AA
A
Cemented in the lower key slot.
AA
BB
B Cemented in the upper key slot.
BB
CC
C The smaller inner diameter of thrust ball bearing
CC
in the rear bushing must be up when assembling. in der hinteren Buchse muß beim Einbau oben sein.
DD
D The bigger inner diameter of thrust ball bearing
DD
in the front bushing must be up when assembling. in der vorderen Buchse muß beim Einbau oben sein.
AA
A In die untere Keilnut eingeklebt.
AA
BB
B In die obere Keilnut eingeklebt.
BB
CC
C Der kleinere Innendurchmesser des Axial-Rillenkugellagers
CC
DD
D Der größere Innendurchmesser des Axial-Rillenkugellagers
DD
* Nur für Sackzuführ-, Beschneide- und
Bandeinfasseinrichtung No. 29910
29

30

BAG FEED-IN, TRIMMING AND FOLD OVER DEVICE NO. 29915
SACKZUFÜHR-, BESCHNEIDE- UND UMLEGEEINRICHTUNGEN NR.29915
Ref. No.
Pos. No.
1 - 55
1
2
3
4
5
6
7
8
8A
9
10
11
12
13
14
15
16
16A
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32-53
32
33
34
35
36
37
38
39
40
41
42
43
Part No.
Teil Nr.
GB(S)29915G
GBR(S)29915G
F(S)29915A
FB(S)29915A
99532B
99642
95205
99642D
99642B
95205
99639D
999-106
999-106R
999-122
95412
54274P
95515
99640BJ
96253
96172
99584AB
99590E
95413
96902
99628A
99629
99641BJ
99670KA
95500
99632C
95412
96905
99632DA
95412
96905
999-125WB
999-125WA
93051FB
93051FB1
93051FB2
95115
96207
95255
93051F1A
95117
96207
93051EB2
95412
96905
93051FB3
Description
NOTE: Parts which are not illustrated and
listed are the same as for bag feed-in
devices shown on pages 18 to 23.
Bag Feed-in Device
220-240/380-415 V, 3 phase, 50Hz
Speed: 11-23 m/min., I = 30:1
243-277/420-480 V, 3 phase, 60Hz
Speed: 13-27 m/min., I = 30:1
Bag Feed-in Device
220-240/380-415 V, 3 phase, 50Hz
Speed: 9-16 m/min., I = 38:1
243-277/420-480 V, 3 phase, 60Hz
Speed: 10-19 m/min., I = 38:1
Bag Feed-in Device
230V, 1 phase, 50/60 Hz,
switchable to 115V, 1phase, 50/60 Hz
Speed: 9-23 m/min, depending on
application, I = 30:1
Stud
Gear
Set Screw
Intermediate Gear
Gear
Set Screw
Spacer Sleeve
Ball Bearing
Ball Bearing, stainless steel
Compensating Ring
Screw
Washer
Set Screw
Bushing
Retaining Ring
Retaining Ring
Chip Chute with Washer Plate
Bracket
Screw
Washer
Gear Box
Bushing
Knifeshaft
Knife
Set Screw
Hand Guard, right
Screw
Washer
Hand Guard, left
Screw
Washer
Warning Sign Hand
Warning Sign
Bag-Top Fold-Over Device
Sword
Bracket
Screw
Locking Ring
Nut
Connection
Screw
Locking Ring
Guide
Screw
Washer
Deviating Spiral
31
Beschreibung
BEACHTEN SIE: Nicht abgebildete und aufgelistete
Teile sind gleich wie die auf den Seiten 18 bis 23
abgebildeten Sackzuführeinrichtungen.
Sackzuführeinrichtung
220-240/380-415 V, Drehstrom, 50 Hz
Zuführgeschwindigkeit: 11-23 m/min., I = 30:1
243-277/420-480 V, Drehstrom, 60 Hz
Zuführgeschwindigkeit: 13-27 m/min., I = 30:1
Sackzuführeinrichtung
220-240/380-415 V, Drehstrom, 50 Hz
Zuführgeschwindigkeit: 9-16 m/min., I = 38:1
243-277/420-480 V, Drehstrom, 60 Hz
Zuführgeschwindigkeit: 10-19 m/min., I = 38:1
Sackzuführeinrichtung
230V, Wechselstrom, 50/60 Hz,umschaltbar
auf 115V, Wechselstrom, 50/60 Hz
Zuführgeschwindigkeit: 9-23 m/min, abhänging
von der Anwendung, I = 30:1
Bundbolzen
Zahnrad
Gewindestift M6x8
Zwischenzahnrad
Zahnrad
Gewindestift M6x8
Distanzbuchse
Kugellager
Kugellager, Edelstahl
Toleranzring
Zylinderschraube M5x10
Scheibe
Gewindestift M5x5
Buchse mit Flansch
Sicherungsring 12x1
Sicherungsring 28x1,2
Abfallrinne mit Unterlegplatte
Haltewinkel
Schraube M6x10
Scheibe B6,4
Räderkasten
Bundbuchse
Welle für Messerantrieb
Messer
Gewindestift M6x8
Handschutz, rechts
Zylinderschraube M5x10
Scheibe B5,3
Handschutz, links
Schraube
Scheibe
Warnschild Hand
Warnschild
Sackumfalteinrichtung
Schwert
Winkel
Senkschraube M5x12
Federring 5
Mutter M5
Verbindungslasche
Senkschraube M5x16
Federring 5
Führungsschiene
Zylinderschraube M15x10
Scheibe
Faltwendel
Amt. req.
Anzahl
1
1
1
2
2
1
2
2
1
2
4
4
4
6
2
2
2
2
2
1
1
3
3
1
2
2
2
2
1
2
2
1
2
2
2
1
1
1
1
2
2
3
1
1
1
1
4
10
1

32

BAG FEED-IN, TRIMMING AND FOLD OVER DEVICE NO. 29915
SACKZUFÜHR-, BESCHNEIDE- UND UMLEGEEINRICHTUNGEN NR. 29915
Ref. No. Part No. Description Beschreibung Amt. req.
Pos. No. Teil Nr. Anzahl
44
45
46
47
48
49
50
51
52
53
54
55
93051F3A
95412
95403A
93051FB7
93051F6
95412B
93051E4
93051E5
95403
96902
95620
29927P
Bracket
Screw
Screw
Guide
Guide
Screw
Bracket
Bracket
Screw
Washer
Screw Driver
Blower Device, not shown,
see pages 38 and 39
Haltewinkel für Umlenkwedel
Zylinderschraube M5x10
Zylinderschraube M5x16
Führungsschiene
Führung
Zylinderschraube M5x8
Halter
Winkel
Zylinderschraube M6x16
Scheibe B6,4
Schraubendreher SW 3 mm
Blasvorrichtung, nicht abgebildet,
siehe Seiten 38 und 39
1
2
2
1
1
2
1
1
2
2
1
1
33

34

PRE-FEELER SWITCH
VORTASTERSCHALTER
Ref. No.
Pos. Nr.
1-20
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22*
Part No.Teil Nr.
29926A
90233BE
1240007
998-226A5
998-226A1
998-226A2
998-226A3
998-226A4
998-297
998-228
998-227A2
998-227A3
998-226A4
998-227A1
998-358C
99590M
95413
96902
998-526M20
998-480
95415
96100
998-230
Description
Pre-Feeler Switch Parts Kit
Cable and Plug Assembly
Cable 1,5 m (5 ft.) long
Cable Sleeve
Plug Housing
Contact Insert for Plug
Pin Contact
Sealing Plug
Cable End Piece
Protecting Cap
Contact Insert for Receptacle
Socket Contact
Sealing Plug
Receptacle Housing
Cable Clamp
Bracket for Feeler Switch
Screw
Washer
Cable Screwing
Feeler Switch
Screw
Lockwasher
Nut
Beschreibung
Vortasterschalter Teilesatz
Kabel und Stecker komplett
Kabel 1,5 m lang
Tülle
Steckergehäuse
Kontaktträger für Stecker
Stiftkontakt
Blindstopfen
Aderendhülse
Verschlußkappe
Kontaktträger für Steckdose
Buchsenkontakt
Blindstopfen
Steckdosengehäuse
Kabelschelle
Halter für Grenztaster
Zylinderschraube M6x10
Scheibe
Kabelverschraubung M20
Grenztaster
Zylinderschraube M4x30
Fächerscheibe A4,3
Mutter PG13,5
Amt. Req.
Anzahl
1
1
1
1
1
1
2
5
2
1
1
4
3
1
2
1
2
2
1
1
2
2
1
* Extra order and charge item * Gegen zusätzliche Bestellung und Berechnung.
35

36

Ref. No.
Pos. Nr.
Part No.
Teil Nr.
Description
LIGHT BARRIER, UPPER
LICHTSCHRANKE, OBEN
Beschreibung
Amt.
Req.Anzahl
1 - 32
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
29926EO
998-364RP
95257V
96100
998-364PB
998-364P
998-364PA
998-226A1
998-226A2
998-226A3
998-226A4
998-226A5
998-416B
95176Z
95403
96102
99720LF
99720LB
95146
99720L
95412
96905
99636
998-358C
998-493
998-496D
90234DA
998-228
998-227A2
998-227A3
998-226A4
998-227A1
998-230
Light Barrier Assembly
Repeller
Nut
Lock Washer
Light Barrier with Plug
Light Barrier
Cable with Plug f. Light Barrier
Plug Housing
Contact Insert for Plug
Pin Contact
Sealing Plug
Sleeve
Cable Sleeve
Screw
Screw
Lock Washer
Holder
Guide Plate
Screw
Holder
Screw
Washer
Clamp
Cable Clamp, not shown
Clamp, not shown
Marking Strip, not shown
Socket Assembly for Light Barrier
with plug
Protecting Cap
Contact Insert for Receptacle
Socket Contact
Sealing Plug
Receptacle Housing
Nut
Lichtschranke komplett
Reflektor
6Kt Mutter M4
Fächerscheibe A4,3
Lichtschranke mit Stecker
Lichtschranke
Kabel mit Steckbuchse f. Lichtschr.
Steckerhäuse
Kontaktträger für Stecker
Stiftkontakt
Blindstopfen
Tülle
Knickschutztülle
Zylinderschraube M4x22
Zylinderschraube M6x16
Fächerscheibe
Halter für Lichtschranke
Führungsblech
Senkschraube M4x16
Halter für Reflektor
Schraube M5x10
Unterlagscheibe
Pratze
Befestigungsschelle, nicht abgeb.
Durchgangsklemme, nicht abgeb.
Bezeichnungsstreifen, nicht abgeb.
Einbaubuchse für Lichtschranke mit
Stecker
Verschlußkappe
Kontaktträger für Steckdose
Buchsenkontakt
Blindstopfen
Steckdosengehäuse
Mutter PG13,5
1
1
2
5
1
1
1
1
1
4
3
1
1
3
2
2
1
1
2
1
4
4
4
3
1
1
1
1
1
4
3
1
1
Ref. No.
Pos. Nr.
1 - 16
1
2
3
4
5
6
7
8
11
12
13
14
15
16
Part No.
Teil Nr.
29926EU
998-364RQ
95257V
96100
998-364PB
95176Z
95403
96102
95146
C99720LD
998-358C
998-493
998-496D
90234DA
99590M
LIGHT BARRIER, LOWER
LICHTSCHRANKE, UNTEN
Description
Light Barrier Assembly
Repeller
Nut
Lock Washer
Light Barrier with Plug
Screw
Screw
Lock Washer
Screw
Holder
Cable Clamp, not shown
Clamp, not shown
Marking Strip, not shown
Socket Assembly for Light Barrier
with plug, not shown
Holder for Micro Switch, not shown
37
Beschreibung
Lichtschranke komplett
Reflektor
6Kt Mutter M4
Fächerscheibe A4,3
Lichtschranke mit Stecker
Zylinderschraube M4x22
Zylinderschraube M6x16
Fächerscheibe
Senkschraube M4x16
Halter für Reflektor
Befestigungsschelle, nicht abgeb.
Durchgangsklemme, nicht abgeb.
Bezeichnungsstreifen, nicht abgeb.
Einbaubuchse für Lichtschranke mit
Stecker, nicht abgebildet
Halter für Mikroschalter, nicht abgeb.
Amt.
Req.Anzahl
1
1
2
5
1
3
2
2
2
1
3
1
1
1
1

The blower device can be mounted
supplementary also on former bag feed-in
devices. For this, two tap holes M6 have to
be drilled on the rear of the gear box of the
bag feed-in device, see sketch.
Die Blasvorrichtung kann auch nachträglich
an ältere Sackzuführeinrichtungen montiert
werden. Dazu müssen auf der Rückseite des
Räderkastens der Sackzuführeinrichtung
zwei Gewindebohrungen M6 angebracht
werden, siehe Skizze.
38

BLOWER DEVICE FOR TRIMMINGS
BLASVORRICHTUNG FÜR SCHNEIDABFÄLLE
Ref. No.
Pos. Nr.
1-16
1
2
3
4
5
6
7
8
9
9A
10
11
12
13
14*
15*
16
17
18
Part No.
Teil Nr.
29927P
95255
95955
95951
95413
A9893RA1
999-255F
95422
999-149
999-248K
999-249B
999-127
95412
96905
A9893RA
1314002
1314001
999-163A
999-163B
999-199B
Description
Blower Device for G29910, GR29910,
GB29910, GBR29910, GB29915,
GBR29915 and GBR29920
Nut
Washer
Washer
Hex. Head Screw
Bracket
Whisker Valve
Screw
Gasket
Nipple
Screw with Valve
Corner Connect
Screw
Washer
Blower Tube
PE-Tube, 0.36 m long
PE-Tube, 0.8 m long
T-Fitting, not shown
T-Coupling, not shown
Coupling, not shown
Beschreibung
Blasvorrichtung für G29910, GR29910,
GB29910, GBR29910, GB29915,
GBR29915 und GBR29920
Mutter
Scheibe
Scheibe
Sechskantschraube M6x10
Halter
Federstabventil
Schraube
Dichtring
Ringstutzen R1/8
Hohlschraube mit Auslaufdrossel R1/8
Eck-Anschlussanstück
Schraube
Scheibe
Blasrohr
PE-Rohr, 0,36 m lang
PE-Rohr, 0,8 m lang
T-Verschraubung, nicht abgebildet
T-Schnellverschraubung, nicht abgeb.
Steckkupplung, nicht abgebildet
Amt. Req.
Anzahl
1
2
2
2
2
1
1
2
2
1
1
1
1
1
1
1
1
1
1
1
* Please indicate Part-No., description and required length
when ordering.
* Geben Sie beim Bestellen bitte Teil-Nr., Beschreibung
und die benötigte Länge an.
39

NUMERICAL INDEX OF PARTS
NUMERISCHES TEILEVERZEICHNIS
Part No. Page
Teil Nr. Seite
1021U ... 21, 23, 29
1240007 ... 35
1314001 ... 39
1314002 ... 39
141 ... 21
18 ... 23
21388 ... 23
23144B ... 25
269 ... 23
29926A ... 23, 35
29926EO ... 23, 37
29926EU ... 23
29927P ... 29, 33, 39
51240D ... 23
51244L ... 21, 23
54274P ... 27, 31
90233BE ... 35
90234DA ... 37
93051E4 ... 25, 33
93051E5 ... 25, 33
93051EB2 ... 25, 31
93051F1A ... 25, 31
93051F3A ... 25, 33
93051F6 ... 25, 33
93051FB ... 31
93051FB1 ... 25, 31
93051FB2 ... 25, 31
93051FB3 ... 25, 31
93051FB7 ... 25, 33
93051FE1 ... 25
93051FE2 ... 25
93051FE4 ... 25
93051FE5 ... 25
93051FE6 ... 25
95001 ... 21, 25
95002 ... 23
95031 ... 18
95051 ... 21, 29
95053 ... 29
95068 ... 18
951 15 ... 25, 31
951 17 ... 25, 31
95145 ... 19
95146 ... 37
95154V ... 19
95176Z ... 37
95205 ... 19, 21, 23, 27, 31
95250 ... 21, 25
95251 ... 19, 21
95253 ... 23
Part No. Page
Teil Nr. Seite
95255 ... 25, 31, 39
95257V ... 19, 37
95290 ... 21, 23
95403 ... 21, 23, 25, 33
95403A ... 25, 33
95403C ... 37
95408 ... 19
95408B ... 25
95412 ... 19, 21, 25, 27, 29, 31, 33, 37, 39
95412B ... 25, 33
95413 ... 19, 27, 31, 35, 39
95415 ... 35
95422 ... 39
95500 ... 21, 27, 31
95515 ... 27, 31
95578 ... 23
95601 ... 23
95620 ... 29, 33
95633B ... 23
95641 ... 23
95675A ... 19
95951 ... 19, 25, 39
95953 ... 23, 25
95955 ... 39
96100 ... 19, 35, 37
96102 ... 37
96163A ... 27
96172 ... 27, 31
96201 ... 19
96207 ... 25, 31
96253 ... 27, 31
96378 ... 27
96669 ... 23
96900 ... 19
96902 ... 23, 25, 27, 29, 31, 33, 35
96905 ... 21, 25, 27, 29, 31, 37, 39
97010 ... 21
97010B ... 27
97020 ... 23
99365BA145 ... 23
99373D ... 23
99532B ... 27, 31
99584AB ... 31
99584AC ... 27
99589A ... 21
99590E ... 25, 27, 31
99590M ... 35, 37
99619A ... 23
99619B ... 23
99619C ... 23
Part No. Page
Teil Nr. Seite
99619D ... 23
99627 ... 19
99627K ... 23
99628A ... 21, 29, 31
99629 ... 21, 29, 31
99630 ... 21
99631 ... 19
99632C ... 27, 31
99632DA ... 27, 31
99632E ... 21
99632EKA ... 21
99632ESA ... 21
99634HB ... 21
99634HBKA ... 21
99634HBSA ... 21
99634HBSKA ... 21
99634VB ... 21
99634VBKA ... 21
99634VBSA ... 21
99634VBSKA ... 21
99635FH ... 21
99635FH-T A ... 29
99635FV ... 21
99635FV-T A ... 29
99635GA ... 21
99635GK ... 21
99635GL ... 21
99636 ... 37
99638 ... 21, 23
99639D ... 19, 21, 23, 27
99639DB ... 31
99639E ... 23
99639G ... 21, 23
99639T A ... 23
99640 ... 19
99640A ... 21
99640B ... 21
99640BJ ... 31
99640D ... 19
99640J ... 27
99641 ... 21
99641A ... 21
99641B ... 21
99641BJ ... 31
99641J ... 27
99641JA ... 27
99641JB ... 27
99642 ... 19, 27, 31
99642B ... 27, 31
99642D ... 27, 31
99643 ... 21
40

NUMERICAL INDEX OF PARTS
NUMERISCHES TEILEVERZEICHNIS
Part No. Page
Teil Nr. Seite
99644 ... 19
99644A ... 19
99670KA ... 27, 31
99720L ... 37
99720LA ... 37
99720LB ... 37
997A401F ... 19
997G401 ... 19
997G405 ... 19
998-226A1 ... 35, 37
998-226A2 ... 35, 37
998-226A3 ... 35, 37
998-226A4 ... 35, 37
998-226A5 ... 35, 37
998-227A1 ... 35, 37
998-227A2 ... 35, 37
998-227A3 ... 35, 37
998-228 ... 35, 37
998-230 ... 35, 37
998-256D ... 19
998-256E ... 19
998-257D ... 19
998-257E ... 19
998-297 ... 35
998-313C ... 19
998-313J ... 19
998-337AK ... 19
998-358C ... 35, 37
998-364P ... 37
998-364P A ... 37
998-364PB ... 37
998-364RP ... 37
998-364RQ ... 37
998-416B ... 37
998-480 ... 35
998-493 ... 37
998-496D ... 37
998-526M20 ... 35
999-106 ... 19, 21, 23, 27, 31
999-106E ... 21
999-106R ... 19, 21, 27, 31
999-106X ... 27
999-107 ... 19
999-109 ... 19
999-121A ... 21
999-121AA ... 21
999-121AE ... 21
999-121AEA ... 21
999-121K ... 21
999-121KA ... 21
999-121L ... 21
Part No. Page
Teil Nr. Seite
999-121LA ... 21
999-121LE ... 21
999-121LK ... 21
999-121LKE ... 21
999-121LRE ... 21
999-122 ... 27, 31
999-125WA ... 21, 27, 31
999-125WB ... 27, 31
999-127 ... 39
999-149 ... 39
999-163A ... 39
999-163B ... 39
999-199B ... 39
999-21 ... 19
999-22 ... 19
999-248K ... 39
999-249B ... 39
999-255F ... 39
999-375 ... 25
999-78B ... 19
A8852A50 ... 29
A8852A55 ... 29
A8852A60 ... 29
A8852A63 ... 29
A8852A65 ... 29
A8852A70 ... 29
A8852BA ... 29
A8852BB ... 29
A8852BC ... 29
A9893RA ... 39
A9893RA-1 ... 39
C99720LD ... 37
F(S)29905A ... 19, 27
F(S)29915A ... 31
FB(S)29905A ... 19, 27
FB(S)29920A ... 27
G 21233CJ ... 19
G21233FCJ ... 19
G29905G ... 19
G29910G ... 27
GB29905G ... 19
GB29910G ... 27
GB29915G ... 31
Part No. Page
Teil Nr. Seite
GBR(S)29915G ... 31
GBR(S)29920G ... 27
GBR29905G ... 19
GBR29910G ... 27
GR(S)29910G ... 27
GR29905G ... 19
V99619B ... 23
41

42

UNION SPECIAL GmbH
Raiffeisenstraße 3
D-71696 Möglingen
Germany
MANUF ACTURER’S DECLARA TION
In accordance with the EC Machinery Directive 98/37/EC, Annex IIB
We herewith declare that the bag feed-in device described as
Part No. 29900
must be incorporated into a sewing unit or sewing system and that it must not be put into
service until the sewing unit or sewing system into which this bag feed-in device is to be
incorporated has been declared in conformity with the provisions of the EC Machinery Directive.
Applied harmonized standards: in particular:
EN ISO 12100-1, EN ISO 12100-2, EN ISO 10821, EN 60204-1, EN 60204-31.
HERSTELLERERKLÄRUNG
im Sinne der EG-Maschinenrichtlinie 98/37/EG, Anhang IIB
Hiermit erklären wir, daß die Bauart der Sackzuführeinrichtung
Teil Nr. 29900
zum Einbau in eine Näheinheit oder Nähanlage bestimmt ist und daß ihre Inbetriebnahme so
lange untersagt ist, bis festgestellt wurde, daß die Näheinheit oder Nähanlage, in die diese
Sackzuführeinrichtung eingebaut werden soll, den Bestimmungen der EG-Maschinenrichtlinie
entspricht.
Angewendete harmonisierte Normen, insbesondere:
EN ISO 12100-1, EN ISO 12100-2, EN ISO 10821, EN 60204-1, EN 60204-31.
UNION SPECIAL GmbH
Rolf Iseler
Managing Director / Geschäftsführer
43

 Loading...
Loading...