


INSTRUCTIONS, ENGINEER’S AND ILLUSTRATED PARTS MANUAL
BETRIEBSANLEITUNG, WARTUNGSANLEITUNG UND
ILLUSTRIERTES TEILEVERZEICHNIS
01/14/09
CLASS 80800 - AUTOMATIC SEWING MACHINES FOR
CLOSING FILLED BAGS
KLASSE 80800 - AUTOMATIK-NÄHMASCHINEN ZUM
SCHLIESSEN GEFÜLLTER SÄCKE
MANUAL NO. / KATALOG NR. G280-GR
FOR STYLES / FÜR TYPEN
80800R, S, RL, SL, TL, TAL, U, UL, UA, UAL
MANUAL NO. G280-GR
INSTRUCTIONS FOR 80800 SERIES MACHINES
KATALOG NR. G280-GR
BETRIEBSANLEITUNG FÜR MASCHINENKLASSE 80800
First Edition Copyright 2006
Union Special GmbH Rights Reserved in All Countries
Printed in Germany
PREFACE
This manual has been prepared to guide you while
operating 80800 series machines and arranged to
simplify ordering wear and spare parts.
This manual explains in detail the proper settings for
operation of the machines. Illustrations are used to
show the adjustments and reference letters are used to
point out specific items discussed.
Careful attention to the instructions and cautions for
operating and adjusting these machines will enable
you to maintain the superior performance and reliabil-
ity designed and built into every Union Special bag
closing machine.
Adjustments and cautions are presented in sequence
so that a logical progression is accomplished. Some
adjustments performed out of sequence may have an
adverse effect on the function of the other related
parts.
This manual has been comprised on the basis of avail-
able information. Changes in design and / or improve-
ments may incorporate a slight modification of con-
figuration in illustrations or cautions.
On the following pages will be found illustrations and
terminology used in describing the instructions and the
parts for your machine.
In addition to the instructions and to the mandatory rules
and regulations for accident prevention and en-
vironmental protection in the country and place of use
of the machine / unit, the generally recognized
technical rules for safe and proper working must also
be observed.
The instructions are to be supplemented by the
respective national rules and regulations for accident
prevention and environmental protection.
by
Weltweit beanspruchte Union Special GmbH
VORWORT
Dieser Katalog leitet Sie bei der Bedienung und
Instandhaltung der Maschinenklasse 80800 und
wurde zusammengestellt, um Verschleiß- und Ersatz-
teilbestellungen zu vereinfachen.
In diesem Katalog werden die richtigen Einstellungen
zum Betreiben der Maschine erläutert. Abbildungen
zeigen die Einstellungen und Referenzbuchstaben
weisen auf die speziell erörterten Punkte hin.
Die sorgfältige Beachtung der Betriebsanleitung mit
den Sicherheitshinweisen für den Betrieb und das
Einstellen dieser Maschinen hält die hohe Leistung
und Betriebssicherheit dieser Union Special Sackzu-
nähmaschinen aufrecht.
Einstellungen und Sicherheitshinweise sind folgerich-
tig im logischen Verlauf aufgeführt. Einige Einstellun-
gen, die außer der Reihe ausgeführt werden, können
die Funktion anderer zugehöriger Teile ungünstig be-
einflussen.
Dieser Katalog basiert auf vorhandenen
Informationen. Konstruktionsänderungen und / oder
-verbesserungen können sich geringfügig auf den
Aufbau der bildlichen Darstellungen und die
Sicherheitshinweise auswirken.
Die nachfolgenden Seiten beinhalten die bildlichen
Darstellungen und Beschreibungen der Betriebs-
anleitung und der Teile Ihrer Maschine.
Neben der Betriebsanleitung und den im Verwen-
derland und an der Einsatzstelle geltenden verbindli-
chen Regelungen zur Unfallverhütung und zum Um-
weltschutz sind auch die anerkannten fach-
technischen Regeln für sicherheits- und fachgerech-
tes Arbeiten zu beachten.
Die Betriebsanleitung ist um Anweisungen aufgrund
bestehender nationaler Vorschriften zur Unfallverhü-
tung und zum Umweltschutz zu ergänzen.
Erste Auflage © 2006
Rechte
Gedruckt in Germany
2
TABLE OF CONTENTS
PREFACE
VORWORT
IDENTIFICATION OF MACHINES, STYLES OF MACHINES
BEZEICHNUNG DER MASCHINEN, MASCHINENTYPEN
SAFETY RULES
SICHERHEITSVORSCHRIFTEN
NOISE EMISSION
GERÄUSCHEMISSION
OILING DIAGRAM, LUBRICATION AND OPERATION, NEEDLES, THREADING
ÖLANLEITUNG, SCHMIERUNG UND INBETRIEBNAHME, NADELN, EINFÄDELN
THREADING THE MACHINE
EINFÄDELN DER MASCHINE
ADJUSTING INSTRUCTIONS
EINSTELLANLEITUNG
ORDERING WEAR AND SPARE PARTS
BESTELLUNG VON VERSCHLEISS- UND ERSATZTEILEN
EXPLODED VIEWS AND DESCRIPTION OF PARTS
EXPLOSIONSZEICHNUNGEN UND TEILE
BUSHINGS AND OILING PARTS
BUCHSEN UND ÖLER
CLOTH PLATES AND MISCELLANEOUS COVERS
STOFFPLATTEN UND VERSCHIEDENE ABDECKUNGEN
THREAD TENSIONS, THREAD GUIDES AND NEEDLE BAR GUARD
FADENSPANNUNGEN, FADENFÜHRUNGEN UND NADELSTANGENSCHUTZ
NEEDLE BAR, NEEDLE LEVER, CRANKSHAFT, PULLEY, LOOPER DRIVE AND LOOPER
AVOID ECCENTRIC
NADELSTANGE, NADELHEBEL, KURBELWELLE, RIEMENSCHEIBE, GREIFERANTRIEBS- UND
GREIFERSEITWEGEXZENTER
LOOPER AVOID ECCENTRIC FORK, LOOPER, LOOPER DRIVE LEVER AND ROCKER,
LOOPER THREAD CAST-OFF
GABEL FÜR GREIFERSEITWEGEXZENTER, GREIFER, GREIFERANTRIEBSHEBEL UND GREIFERHEBEL,
GREIFERFADENABZUG
FEED MECHANISM
TRANSPORT-MECHANISMUS
PRESSER BAR, PRESSER BAR SPRINGS AND PRESSER FOOT LIFTER PARTS
DRÜCKERFUSS-STANGEN, FEDERN FÜR DRÜCKERFUSS-STANGEN UND DRÜCKERFUSSLIFTERTEILE
AIR CYLINDER DRIVE ASSEMBLY AND SOLENOID DRIVE ASSEMBLY FOR CUTTER
LUFTANTRIEB AND MAGNETANTRIEB FÜR ABSCHNEIDER
FEELER, PROXIMITY SWITCH, THREAD CHAIN CUTTER FOR STYLES 80800R, S, RL AND SL
TASTER, NÄHERUNGSSCHALTER, KETTENSCHERE FÜR MASCHINEN 80800R, S, RL UND SL
TAPE CUTTER FOR STYLES 80800U, UA, UL AND UAL
BANDABSCHNEIDER FÜR DIE MASCHINEN 80800U, UA, UL UND UAL
TAPE CUTTER FOR STYLES 80800TL AND TAL
BANDABSCHNEIDER FÜR DIE MASCHINEN 80800TL UND TAL
PRESSER FEET, THROAT PLATES AND FEED DOGS
DRÜCKERFÜSSE, STICHPLATTEN UND TRANSPORTEURE
TAPE REEL ASSEMBLY FOR STYLES 80800TL, TAL, U, UA, UL, UAL
BANDROLLENHALTER KOMPLETT FÜR MASCHINEN 880800TL, TAL, U, UA, UL, UAL
TAPE FOLDER FOR STYLES 80800U, UL, MACHINE FASTENING SCREWS
BANDEINFASSAPPARAT FÜR MASCHINEN 80800U, UL, MASCHINENBEFESTIGUNGSSCHRAUBEN
ADHESIVE TAPE FOLDER AND GUIDE ROLLERS FOR ADHESIVE TAPE FOR STYLES 80800TL AND TAL
AND BAG GUIDE RAIL FOR STYLE 80800TL
KLEBEBAND-EINFASSAPPARAT UND FÜHRUNGSROLLEN FÜR KLEBEBAND FÜR MASCHINEN 80800TL UND TAL
UND SACKLEITSCHIENE FÜR MASCHINE 80800TL
ACCESSORIES AND ADDITIONAL ACCESSORIES FOR MOUNTING THE SEWING MACHINE ON FORMER BAG
CLOSING COLUMNS WITHOUT TRAVERSE AND ON BAG CLOSING COLUMNS 20600 WITH TRAVERSE
ZUBEHÖR UND ZUSATZ-ZUBEHÖR ZUM ANBAU DER NÄHMASCHINE AN ÄLTERE SACKZUNÄHSÄULEN
OHNE TRAVERSE UND AN SACKZUNÄHSÄULEN 20600 MIT TRAVERSE
NUMMERICAL INDEX OF PARTS
NUMMERISCHES TEILEVERZEICHNIS
INHALTSVERZEICHNIS
Page
Seite
2
4 - 5
6 - 7
8
8 - 9
10
11 - 21
22
23 - 55
24 - 25
26 - 27
28 - 29
30 - 31
32 - 33
34 - 35
36 - 37
38 - 39
40 - 41
42 - 43
44 - 45
46 - 49
50 - 51
50 - 51
52 - 53
54 - 55
56 - 58
3

IDENTIFICATION OF MACHINES
Each UNION SPECIAL machine is identified by a Style number,
which on this Class machine is stamped into the Style plate affixed
to the right front of machine. Serial number is stamped into bed
casting at the right front base of machine.
STYLES OF MACHINES
High performance automatic sewing machines with automatic
start and stop of the machine and automatically operated
thread chain and tape cutters. For closing filled bags and sacks
made of jute, cotton, paper, plastic or woven polypropylene
tapes as well as bituminized or foil laminated materials.
Equipped with guides for application of filler cord sealing the
needle punctures.
The bag being fed into the machine starts the sewing operation
by a feeler controlled, contactless, electronic proximity switch.
When the bag is closed, the machine stops automatically. Thread
chain, respectively thread chain with binding tape, are cut
automatically.
One Needle, High Throw, Manual Lubrication, Lateral Looper
Travel, Plain Feed, Weight net: 30 kg.
80800R Sewing machine for closing filled bags and sacks of all
kinds with a two thread double locked stitch. With solenoid
operated thread chain cutter. Degree of protection of the
cutting solenoid: IP54 (IEC 529).
Seam Specification: 1.01.01/401* (401 SSa-1**)
Stitch range: 2 1/2 to 4 S.P.I. (6.5 to 11 mm)
Standard setting: 3 S.P.I. (8 mm)
Capacity under presser foot: 7/16" (11 mm), adjustable
Sewing capacity on paper bags: up to 32 plies of paper
Working dia. of handwheel: 4 1/4" (108 mm)
Maximum speed: up to 1800 stitches/min., depending
on stitch length and speed of conveyor as well as on
operation and material.
80800S same as style 80800R, but single thread chain stitch, seam
specification 1.01.01/101* (101 SSa-1**).
80800RL same as style 80800R, except with electro-pneumatically
operated thread chain cutter.
Operating pressure 44 to 59 psi (3 to 4 bar).
Degree of protection of the solenoid valve: IP65 (IEC 529).
80800SL same as style 80800S, except with electropneumatically
operated thread chain cutter.
Operating pressure 44 to 59 psi (3 to 4 bar).
Degree of protection of the solenoid valve: IP65 (IEC 529).
80800TL Sewing machine for closing filled bags and sacks made
of paper or plastic foil (minimum thickness of foil .007" (0.18
mm) with a two thread double locked stitch, and simul-
taneously folding a 2" (50 mm) or 2 3/8" (60 mm) wide self-
adhesive crepe paper tape over the closed mouth of the bag
and the seam, which seals the bag closing seam very tight.
Electro-pneumatically operated thread chain and tape cutter.
Operating pressure 44 to 59 psi (3 to 4 bar).
Degree of protection of the solenoid valve: IP65 (IEC 529).
The projecting length of tape on both ends of bag is approx.
1 1/2" (35 mm).
Seam specification: 3.01.01/401* (401 BSa-1**)
Stitch range: 2 1/2 to 3 S.P.I. (6,5 to 8 mm)
Standard setting: 3 S.P.I. (8 mm)
Capacity under presser foot: 9/32" (7 mm)
Sewing capacity on paper bags: up to 24 plies of paper
Working dia. of handwheel: 4 1/4" (108 mm)
Maximum speed: up to 1200 stitches/min., depending on
stitch length and speed of conveyor, as well as on
operation and material.
Recommended self-adhesive crepe paper tape:
Part No. 999-114TB50, Width: 50 mm (2"),
Color: chamois.
Part No. 999-114TB60, Width: 60 mm (2 3/8")
Color: chamois.
Length of roll 200 m (219 yd.)
Root dia of roll 76 mm (3")
* according to ISO 4916 and 4915
** according to Federal Standard No. 751a (USA)
up to 5/8" (16 mm)
BEZEICHNUNG DER MASCHINEN
Jede UNION SPECIAL Maschine hat eine Typennummer, die bei
dieser Maschinenklasse in das Typenschild eingeprägt ist, das
rechts vorne an der Maschine befestigt ist. Die Seriennummer ist
in das Gußgehäuse rechts vorne im Sockel der Maschine einge-
prägt.
MASCHINENTYPEN
Hochleistungs-Automatik-Nähmaschinen mit automatischem
Start und Stopp der Maschine und automatisch arbeitenden
Fadenketten- bzw. Bandabschneidern. Zum Schließen gefüllter
Säcke und Beutel aus Jute, Baumwolle, Papier, Kunststofffolie oder
Kunststoffbändchengewebe, sowie bitumen- oder folien-
kaschiertem Material. Ausgestattet mit Führungen für Beilaufgarn
zum Abdichten der Nadeleinstiche.
Der in die Maschine einlaufende Sack startet den Nähvorgang
über einen Taster mit kontaktlosem, elektronischem Näherungs-
schalter. Ist der Sack verschlossen stoppt die Maschine automa-
tisch. Fadenkette bzw. Fadenkette mit Einfaßband werden auto-
matisch abgeschnitten.
Eine Nadel, hoher Nadelhub, manuelle Schmierung, seitliche
Greiferbewegung, Untertransport, Gewicht netto: 30 kg.
80800R Nähmaschine zum Zunähen gefüllter Säcke und Beutel
aller Art mit einem Zweifaden-Doppelkettenstich.
Mit elektromagnetisch betätigtem Fadenkettenabschneider.
Schutzgrad des Elektromagneten: IP54 (IEC 529).
Nahtbild: 1.01.01/401* (401 SSa-1**)
Stichlänge: 6,5 bis 11 mm
Standard-Einstellung: 8 mm
Durchgang unter dem Drückerfuß: 11 mm, einstellbar
Vernähbarkeit bei Papiersäcken: bis 32 Lagen Papier
Wirksamer Handrad-Durchmesser: 108 mm
Maximale Drehzahl: bis 1800 Stiche/Min., abhängig von
Stichlänge und Transportbandgeschwindigkeit, sowie
Einsatzzweck und Material.
80800S wie Maschine 80800R, jedoch Einfaden-Einfachketten-
stich, Nahtbild 1.01.01/101* (101 SSa-1**).
80800RL wie Maschine 80800R, jedoch mit elektropneumatisch
betätigtem Fadenkettenabschneider.
Erforderlicher Luftdruck 3 bis 4 bar.
Schutzgrad des Magnetventils: IP65 (IEC 529).
80800SL wie Maschine 80800S, jedoch mit elektropneumatisch
betätigtem Fadenkettenabschneider.
Erforderlicher Luftdruck 3 bis 4 bar.
Schutzgrad des Magnetventils: IP65 (IEC 529).
80800TL Nähmaschine zum Zunähen gefüllter Säcke und Beutel
aus Papier oder Kunststofffolie (Mindeststärke der Folie 0,18 mm)
mit einem Zweifaden-Doppelkettenstich, bei gleichzeitigem
Überkleben der geschlossenen Sacköffnung und der Naht mit
einem selbstklebenden Krepppapiereinfaßband von 50 oder
60 mm Breite, das die Verschließnaht sehr dicht abschließt.
Elektropneumatisch betätigter Fadenketten- und Bandab-
schneider. Erforderlicher Luftdruck 3 bis 4 bar.
Schutzgrad des Magnetventils: IP65 (IEC 529).
Bandüberstand an beiden Sackenden ca. 35 mm.
Nahtbild: 3.01.01/401* (401 BSa-1**)
Stichlänge: 6,5 bis 8 mm
Standard-Einstellung: 8 mm
Durchgang unter dem Drückerfuß: 7 mm
Vernähbarkeit bei Papiersäcken: bis 24 Lagen Papier
Wirksamer Handrad-Durchmesser: 108 mm
Maximale Drehzahl: bis 1200 Stiche/Min., abhängig von
Stichlänge und Transportbandgeschwindigkeit, sowie
Einsatzzweck und Material.
Empfohlenes selbstklebendes Kreppapierband:
Teilnummer: 999-114TB50, Breite: 50 mm,
Farbe: chamois.
Teilnummer: 999-114TB60, Breite: 60 mm,
Farbe: chamois.
Lauflänge der Rolle 200 m,
Rollenkern-Ø 76 mm
* nach ISO 4916 und 4915
** nach FEDERAL STANDARD Nr. 751a (USA)
bis 16 mm
4

80800TAL same as style 80800TL, but for use with combined
bag feed-in and trimming device GBR29920.
80800U Sewing machine for closing filled bags and sacks made
of paper or plastic foil (minimum thickness of foil .007" (0.18
mm) with a two thread double locked stitch, and
simultaneously binding the bag mouth with a 2" to 2 3/4" (50
to 70 mm) wide crepe paper or plastic tape (folder
adjustable). With solenoid operated thread chain and tape
cutter.
Degree of protection of the cutting solenoid: IP54 (IEC 529).
The projecting length of tape on both ends of bag is approx.
1 5/8" (40 mm).
Seam specification: 3.01.01 / 401* (401 BSa-1**)
Stitch range: 2 1/2 to 4 S.P.I. (6.5 to 10 mm)
Standad setting: 3 S.P.I. (8 mm)
Capacity under presser foot: 9/32" (7 mm)
Sewing capacity on paper bags: up to 24 plies of paper
Working dia. of handwheel: 4 1/4" (108 mm)
Maximum speed: up to 1800 stitches/min., depending
on stitch length and speed of
conveyor, as well as on operation
and material.
80800TAL wie Maschinenklasse 80800TL, jedoch vorgese-
hen für kombinierte Sackzuführ- und Beschneideeinrichtung
GBR29920.
80800U Nähmaschine zum Zunähen gefüllter Säcke und Beu-
tel aus Papier oder Plastikfolie (Mindeststärke der Folie 0,18
mm) mit einem Zweifaden-Doppelkettenstich, bei gleich-
zeitigem Einfassen der Sacköffnung mit einem 50 bis 70 mm
breiten Krepppapier- oder Kunststoffreiterband (Band-
apparat einstellbar). Mit elektromagnetisch betätigtem
Fadenketten- und Bandabschneider.
Schutzgrad des Elektromagneten: IP54 (IEC 529).
Bandüberstand an beiden Sackenden ca. 40 mm.
Nahtbild: 3.01.01 / 401* (401 BSa-1**)
Stichlänge: 6,5 bis 10 mm
Standard-Einstellung: 8 mm
Durchgang unter dem Drückerfuß: 7 mm
Vernähbarkeit bei Papiersäcken: bis 24 Lagen Papier
Wirksamer Handrad-Durchmesser: 108 mm
Maximale Stichzahl: bis 1800 Stiche/Min., abhängig
von Stichlänge und Transport-
bandgeschwindigkeit, sowie
Einsatzzweck und Material.
80800UL same as style 80800U, except with electro-
pneumatically operated thread chain and tape cutter.
Operating pressure 44 to 59 psi (3 to 4 bar).
Degree of protection of the solenoid valve: IP65 (IEC 529).
80800UA, same as style 80800U, except without tape folder.
For use with combined bag feed-in, trimming- and taping
device No. GBR29910.
80800UAL same as style 80800UL, except without tape folder.
For use with combined bag feed-in, trimming- and taping
device No. GBR29910.
TYPES OF BAG CLOSURES
80800UL wie Maschine 80800U, jedoch mit elektropneu-
matisch betätigtem Fadenketten- und Bandabschneider.
Erforderlicher Luftdruck 3 bis 4 bar.
Schutzgrad des Magnetventils: IP65 (IEC 529).
80800UA wie Maschine 80800U, jedoch ohne Bandapparat.
Vorgesehen für kombinierte Sackzuführ-, Beschneide- und
Bandeinfaßeinrichtung GBR29910.
80800UAL wie Maschine 80800UL, jedoch ohne Band-
apparat. Vorgesehen für kombinierte Sackzuführ-, Beschnei-
de- und Bandeinfaßeinrichtung GBR29910.
SACKVERSCHLUSSARTEN
* according to ISO 4916 and 4915
** according to FED. STD. No. 751a (USA)
* Nach ISO 4916 und 4915
** Nach FEDERAL STANDARD Nr. 751a (USA)
5

SAFETY RULES
SICHERHEITSHINWEISE
1. Before putting the machine described in this
manual into service, carefully read the instruc-
tions. The starting of each machine is only permit-
ted after taking notice of the instructions and by
qualified operators.
IMPORTANT! Before putting the machine into service,
also read the safety rules and instructions from
the motor supplier.
2. Observe the national safety rules valid for your
country.
3. The sewing machine described in this instruction
manual is prohibited from being put into service
until it has been ascertained that the sewing units
which these sewing machines will be built into,
have conformed with the provisions of EC Ma-
chinery Directive 98/37/EC, Annex II B.
The machine is only allowed to be used as fore-
seen. The foreseen use of the particular machine
is described in paragraph STYLE OF MACHINE of
this instruction manual. Another use, going be-
yond the description, is not as foreseen.
4. All safety devices must be in position when the
machine is ready for work or in operation. Opera-
tion of the machine without the appertaining
safety devices is prohibited.
1. Lesen Sie vor Inbetriebnahme der in diesem Katalog
beschriebenen Maschine die
Betriebsanleitung sorg-fältig. Jede Maschine darf
erst nach Kenntnisnahme der Betriebsanleitung
und nur durch entsprechend unterwiesene
Bedienungspersonen betätigt werden.
WICHTIG: Lesen Sie vor Inbetriebnahme auch die
Sicherheitshinweise und die Betreibsanleitung des
Motorherstellers.
2. Beachten Sie die für Ihr Land geltenden nationalen
Unfallverhütungsvorschriften.
3. Die Inbetriebnahme der in dieser Betriebsanleitung
beschriebenen Nähmaschine ist solange untersagt,
bis festgestellt wurde daß die Näheinheiten bzw.
Nähanlagen, in die diese Nähmaschine eingebaut
werden soll, den Bestimmungen der EG-Richtlinie
Maschinen 98/37/EG, Anhang II B entspricht.
Jede Maschine darf nur ihrer Bestimmung gemäß
verwendet werden. Der bestimmungsmäßige
Gebrauch der einzelnen Maschine ist im Abschnitt
MASCHINENTYP der Betriebsanleitung beschrieben.
Eine andere, darüber hinausgehende Benutzung
ist nicht bestimmungsgemäß.
4. Bei betriebsbereiter oder in Betrieb befindlicher
Maschine müssen alle Schutzeinrichtungen
montiert sein. Ohne zugehörige Schutzeinrich-
tungen ist der Betrieb nicht erlaubt.
5. Wear safety glasses.
6. In case of machine conversions and all valid
safety rules must be considered. Conversions
and changes are made at your own risk.
7. When doing the following machine has to be
disconnected from the power supply by turning
off the main switch or by pulling out the main
plug.
7.1 When threading needle(s), looper, spreader
etc.
7.2 When replacing any parts such as needle(s),
presser foot, throat plate, looper, spreader,
feed dog, needle guard, folder, fabric guide
etc.
7.3 When leaving the workplace and when the
work place is unattended.
7.4 When doing maintenance work.
7.5 When using clutch motors without actua-
tion lock, wait until motor is stopped totally.
5. Tragen Sie eine Schutzbrille.
6. Umbauten und Veränderungen der Maschine
dürfen nur unter Beachtung der gültigen
Sicherheitsvorschriften vorgenommen werden.
Umbauten und Veränderungen erfolgen auf
eigene Verantwortung.
7. Bei folgendem ist die Maschine durch Ausschalten
am Hauptschalter oder durch Herausziehen des
Netzsteckers vom Netz zu trennen:
7.1 Zum Einfädeln von Nadel(n), Greifer, Leger
usw.
7.2 Zum Auswechseln von Nähwerkzeugen, wie
Nadel, Drückerfuß, Stichplatte, Greifer,
Leger, Transporteur, Nadelanschlag,
Apparat, Nähgutführung usw.
7.3 Beim Verlassen des Arbeitsplatzes und bei
unbeaufsichtigtem Arbeitsplatz.
7.4 Für Wartungsarbeiten.
7.5 Bei mechanisch betätigten Kupplungs-
motoren ohne Betätigungssperre ist der
Stillstand des Motors abzuwarten.
6

8. Maintenance, repair and conversion work (see item
7) must be done only by trained technicians or
special skilled personnel under condsideration of
the instructions.
Only genuine spare parts approved by Union Spe-
cial have to be used for repairs.
9. Any work on the electrical equipment must be
done by an electrician or under direction and
supervision of special skilled personnel.
10. Work on parts and equipment under electrical
power is not permitted. Permissible exceptions are
described in the applicable section of standard
sheet EN 50110 / VDE 0105.
8. Wartungs-, Reparatur- und Umbauarbeiten
(siehe Punkt 7) dürfen nur von Fachkräften
oder entsprechend unterwiesenen Personen
unter Beachtung der Betriebsanleitung
durchgeführt werden.
Für Reparaturen sind nur die von Union Special
freigegebenen Original-Ersatzteile zu
verwenden.
9. Arbeiten an der elekrischen Ausrüstung dürfen
nur von Elektrofachkräften oder unter Leitung
und Aufsicht von entsprechend unterwiesenen
Personen durchgeführt werden.
10. Arbeiten an unter Spannung stehenden Teilen
und Einrichtungen sind nicht erlaubt. Ausnahmen
regeln die zutreffenden Teile der EN 50110 / VDE
0105.
11. Before doing maintenance and repair work on the
pneumatic equipment, the machine has to be
disconnected from the compressed air supply. In
case of existing residual air pressure after discon-
necting from compressed air supply (e.g. pneu-
matic equipment with air tank), the pressure has to
be removed by bleeding. Exceptions are only al-
lowed for adjusting work and function checks done
by special skilled personnel.
11. Vor Wartungs- und Reparaturarbeiten an
pneumatischen Einrichtungen ist die Maschine
vom pneu–matischen Versorgungsnetz zu
trennen. Wenn nach der Trennung vom
pneumatischen Versorgungsnetz noch
Restenergie ansteht (z. B. bei pneumatischen
Einrichtungen mit Windkessel), ist diese durch
Entlüften abzubauen. Ausnahmen sind nur bei
Einstellarbeiten und Funktionsprüfungen durch
entsprechend unterwiesene Fachkräfte zulässig.
7
NOISE EMISSION
GERÄUSCHEMISSION
Equivalent continuous A-weighted sound pressure
level (L
10821-CB-M1 at 1400 RPM and 50 % duty cycle.
) at workstation: 81 dB(A) according to ISO
pAd
Arbeitsplatzbezogener Emissionswert (L
ISO 10821-CB-M1 bei Betriebsdrehzahl 1400 U/min. und
50 % Einschaltdauer.
): 81 dB(A) nach
pAd
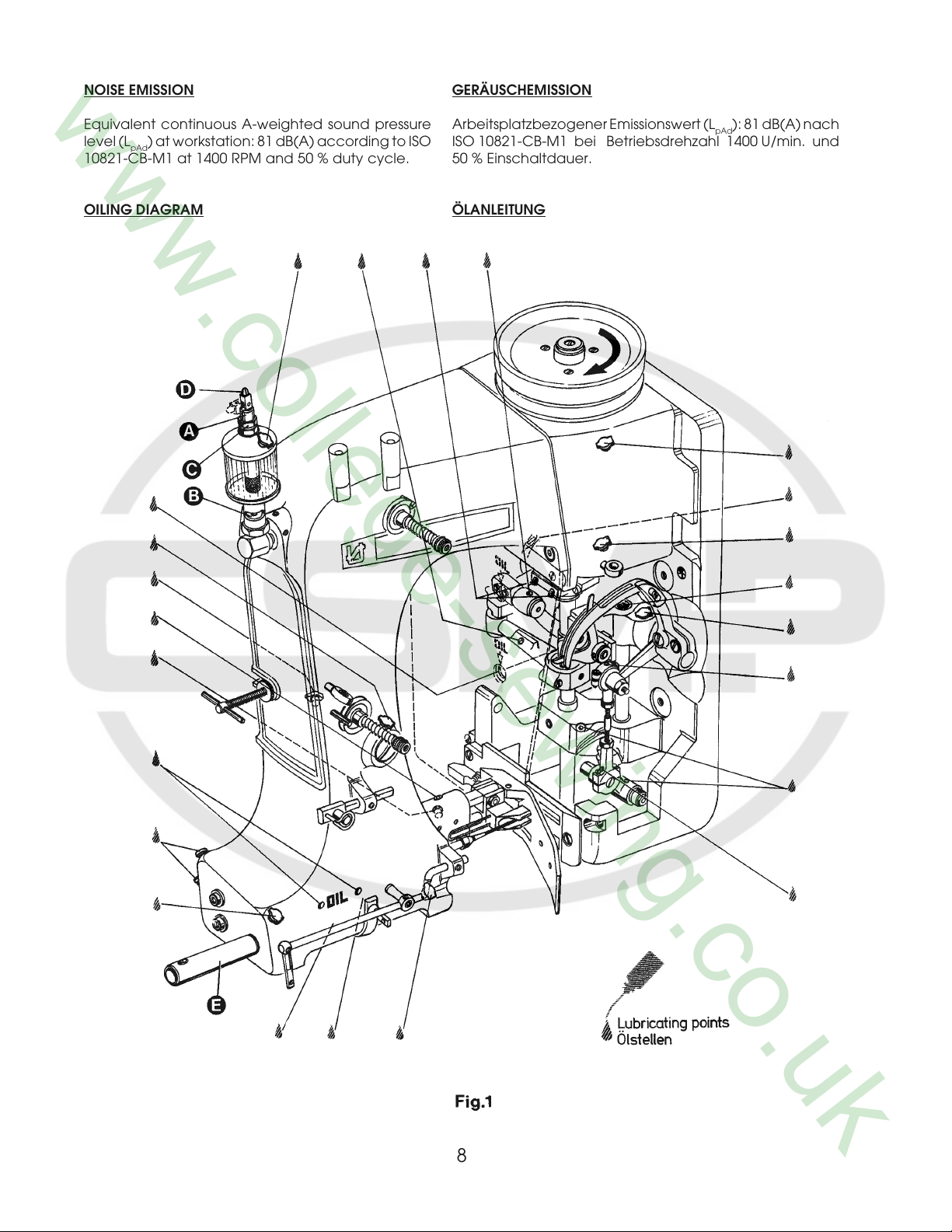
OILING DIAGRAM
ÖLANLEITUNG
8

LUBRICATION AND OPERATION
SCHMIERUNG UND INBETRIEBNAHME
The machines of class 80800 have to be cleaned and
lubricated twice a day before the morning and afternoon start
on the lubricating points indicated on the oiling diagram (Fig.
1). The sight feed oiler has to be kept filled and should be
adjusted so that it feeds two to three drops of oil per minute.
The oiler has to be refilled latest, when 2/3 of the oil is used up.
For lubrication we recommend "Mobil Oil DTE Medium" or
equivalent, which can be purchased from UNION SPECIAL
CORPORATION in 1/2 liter containers under part number
G28604L, or in 5 liter containers under part no. G28604L-5.
Before operating a new machine for the first time, the needle
bar guard (E, Fig. 1) and the sight feed oiler, which come with
the accessories of the machine, have to be screwed in. The
sight feed oiler has to be adjusted. All lubricating points,
indicated on the oiling diagram (Fig. 1), have to be oiled.
For adjusting fill the sight feed oiler half-way with oil and turn
the metering pin (A, Fig. 1) a little bit out and then turn it in,
until there will flow approx. two drops of oil per minute. This
can be checked on the sight glass (B, Fig. 1). Secure the setting
of the metering pin with lock nut (C, Fig. 1). Fill the oiler.
Repeat the oiling of a new machine after 10 minutes of
operation!
When the machine is out of operation, the oil flow can be
stopped by tilting the lever (D, Fig. 1) on the sight feed oiler.
IMPORTANT! The oil flow has to be switched on again before
operating the machine.
NEEDLES
Each needle has both a type and size number. The type
number denotes the kind of shank, point, length, groove, finish
and other details. The size number, stamped on the needle
shank, denotes largest diameter of blade, measured in
hundredths of a millimeter respectively in thousandths of an
inch, midway between shank and eye. Collectively, type and
size number represent the complete symbol, which is given on
the label of all needles packaged and sold by UNION SPECIAL.
The standard needle for machines covered in this manual is
9848GS250/100.
For closing bags made of plastic or woven polypropylene tapes
it is recommended to use needle type 9856T with teflon
coating.
Below are the descriptions and available sizes:
Die Maschinen der Klasse 80800 müssen zweimal täglich, vor
der Inbetriebnahme am Morgen und Nachmittag, gereinigt
und an den in der Ölanleitung (Fig. 1) angegebenen Stellen
geschmiert werden. Der Tropföler muß gefüllt und so eingestellt
sein, daß pro Minute zwei bis drei Tropfen Öl fließen. Der Öler
muß spätestens nachgefüllt werden, wenn 2/3 der Ölmenge
verbraucht sind.
Zur Schmierung empfehlen wir "Mobil Oil DTE Medium" oder ein
gleichwertiges Öl, das von UNION SPECIAL GmbH in 1/2 Liter
Behältern unter der Teilnummer G28604L oder in 5-Liter Behäl-
tern unter der Teilnummer G28604L-5, bezogen werden kann.
Bevor eine Maschine zum ersten Mal in Betrieb genommen wird,
müssen der im Zubehör der Maschine enthaltene Nadel-
stangenschutz (E, Fig. 1) und der Tropföler eingeschraubt wer-
den. Der Tropföler muß eingestellt werden. Alle in der
Ölanleitung (Fig. 1) angegebenen Schmierstellen müssen ge-
ölt werden.
Füllen Sie den Tropföler zum Einstellen halb mit Öl und drehen
Sie den Zumeßstift (A, Fig. 1) etwas aus und dann so weit ein,
bis pro Minute etwa zwei Tropfen Öl fließen. Dies kann am Schau-
glas (B. Fig. 1) geprüft werden. Sichern Sie die Einstellung des
Zumeßstiftes mit der Kontermutter (C, Fig. 1). Füllen Sie den Öler.
Wiederholen Sie bei einer neuen Maschine das Ölen nach ei-
ner Betriebsdauer von 10 Minuten!
Wenn die Maschine nicht in Betrieb ist, kann der Ölfluß durch
Umlegen des Hebels (D, Fig. 1) am Tropföler gestoppt werden.
WICHTIG: Der Ölfluß muß vor Inbetriebnahme der Maschine wie-
der eingeschaltet werden.
NADELN
Jede Nadel hat eine Typ- und eine Dickennummer. Die Typ-
nummer bezeichnet die Art des Nadelkolbens, der Spitze,
Länge, Rinne, Oberfläche und andere Einzelheiten. Die Dicken-
nummer, im Nadelkolben eingeprägt, gibt den größten
Durchmesser des Nadelschaftes in hundertstel Millimeter bzw.
tausendstel inch an, gemessen in der Mitte zwischen Kolben
und Öhr. Typ- und Dickennummer zusammen ergeben die
vollständige Nadelbezeichnung, die auf jedem Etikett aller von
der UNION SPECIAL gepackten und verkauften Nadeln steht.
Die Standardnadel für die in diesem Katalog beschriebenen
Maschinen ist 9848GS250/100.
Zum Schließen von Säcken aus Plastik oder Kunststoffbändchen-
gewebe ist es empfehlenswert ein Nadeltyp 9856T mit Teflon-
Beschichtung zu verwenden.
Nachstehend finden Sie die Beschreibungen und die lieferba-
ren Dicken:
Type No. Description and sizes
9848GS Round shank, square point, double
groove, spotted, chromium plated.
Sizes available: 150/060, 170/067, 200/080,
250/100, 300/120, 400/156.
9856T Round shank, round point, double groove,
spotted, teflon-coated.
Sizes available: 200/080, 250/100.
Selection of proper needle size is determined by size of thread
used. Thread should pass freely through needle eye in order
to produce a good stitch formation.
To have needle orders promptly and accurately filled, an
empty package, a sample needle or type and size number
should be forwarded. Use description on label. A complete
order would read: "100 needles, Type 9848GS, Size 250/100".
THREADING
Thread machine as illustrated in Fig. 2.
When threading the looper, be sure the thread goes through
the front eyelets, over the take-up and through the back eyelet
before threading the looper.
Typnummer: Beschreibung und Dicken
9848GS Rundkolben, Vierkantspitze, Doppelrinne,
- Hohlkehle, verchromt.
Lieferbare Dicken: 150/060, 170/067, 200/080,
250/100, 300/120, 400/156.
9856T Rundkolben, Rundspitze, Doppelrinne, Hohl-
kehle, Teflon beschichtet.
Lieferbare Dicken: 200/080, 250/100.
Die Wahl der Nadeldicke richtet sich nach dem verwendeten
Nähfaden. Der Faden muß frei durch das Nadelöhr gleiten, um
eine gute Stichbildung zu gewährleisten.
Um Nadelbestellungen prompt erledigen zu können, senden
Sie bitte eine leere Nadelpackung oder eine Musternadel ein
oder geben Sie die Typ- und Dickennummer an. Benützen Sie
die Beschreibung auf dem Etikett der Nadelpackung. Eine voll-
ständige Bestellung würde z. B. lauten: "100 Nadeln, Typ
9848GS, Dicke 250/100".
EINFÄDELN
Fädeln Sie die Maschine wie in Fig. 2 gezeigt ein.
Beim Einfädeln des Greifers muß sichergestellt sein, daß der Fa-
den durch die vorderen Ösen über den Fadenabzug und durch
die hintere Öse geführt wird bevor der Greifer eingefädelt wird.
9
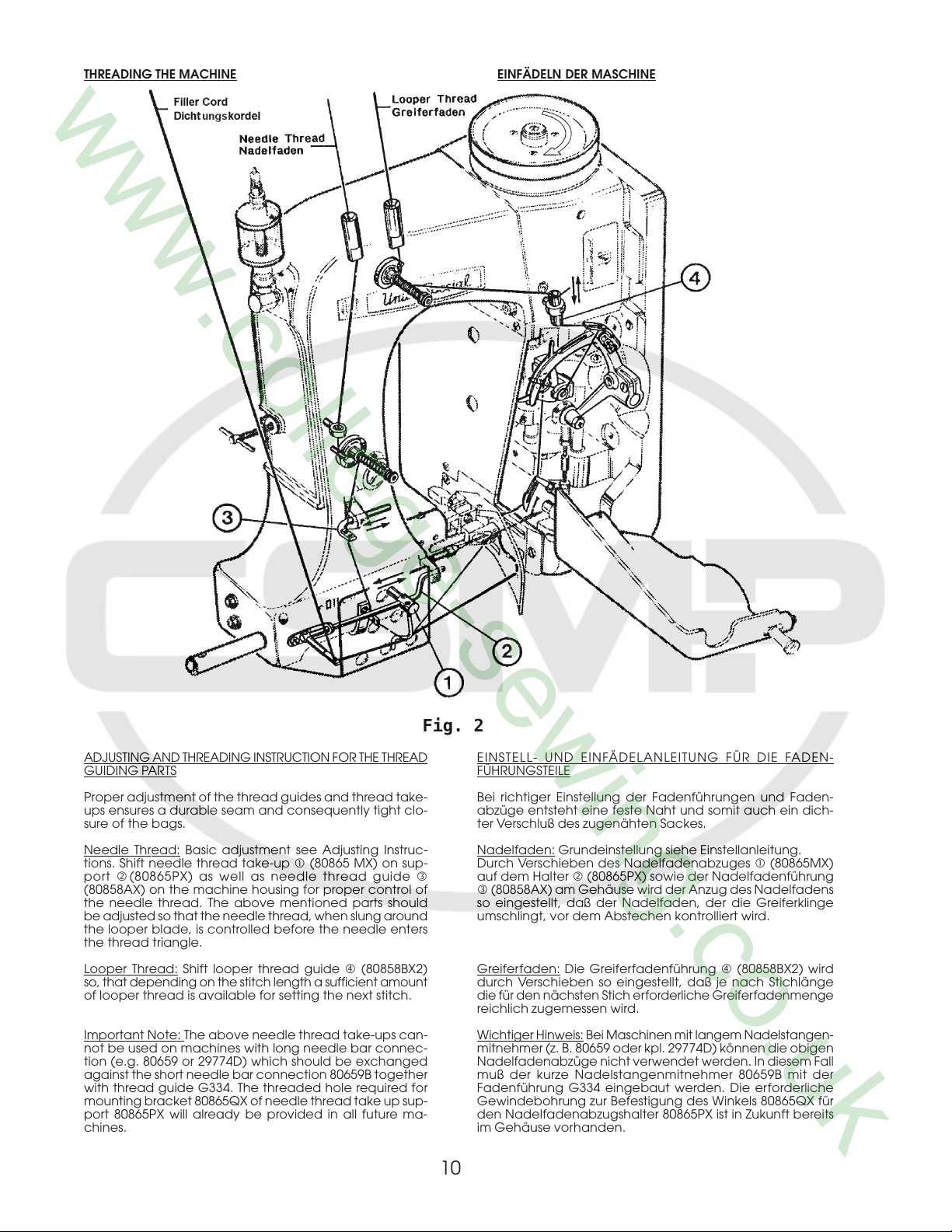
THREADING THE MACHINE EINFÄDELN DER MASCHINE
ADJUSTING AND THREADING INSTRUCTION FOR THE THREAD
GUIDING PARTS
Proper adjustment of the thread guides and thread take-
ups ensures a durable seam and consequently tight clo-
sure of the bags.
Needle Thread: Basic adjustment see Adjusting Instruc-
tions. Shift needle thread take-up c (80865 MX) on sup-
port d (80865PX) as well as needle thread guide e
(80858AX) on the machine housing for proper control of
the needle thread. The above mentioned parts should
be adjusted so that the needle thread, when slung around
the looper blade, is controlled before the needle enters
the thread triangle.
Looper Thread: Shift looper thread guide f (80858BX2)
so, that depending on the stitch length a sufficient amount
of looper thread is available for setting the next stitch.
Important Note: The above needle thread take-ups can-
not be used on machines with long needle bar connec-
tion (e.g. 80659 or 29774D) which should be exchanged
against the short needle bar connection 80659B together
with thread guide G334. The threaded hole required for
mounting bracket 80865QX of needle thread take up sup-
port 80865PX will already be provided in all future ma-
chines.
Fig. 2
EINSTELL- UND EINFÄDELANLEITUNG FÜR DIE FADEN-
FÜHRUNGSTEILE
Bei richtiger Einstellung der Fadenführungen und Faden-
abzüge entsteht eine feste Naht und somit auch ein dich-
ter Verschluß des zugenähten Sackes.
Nadelfaden: Grundeinstellung siehe Einstellanleitung.
Durch Verschieben des Nadelfadenabzuges c (80865MX)
auf dem Halter d (80865PX) sowie der Nadelfadenführung
e (80858AX) am Gehäuse wird der Anzug des Nadelfadens
so eingestellt, daß der Nadelfaden, der die Greiferklinge
umschlingt, vor dem Abstechen kontrolliert wird.
Greiferfaden: Die Greiferfadenführung f (80858BX2) wird
durch Verschieben so eingestellt, daß je nach Stichlänge
die für den nächsten Stich erforderliche Greiferfadenmenge
reichlich zugemessen wird.
Wichtiger Hinweis: Bei Maschinen mit langem Nadelstangen-
mitnehmer (z. B. 80659 oder kpl. 29774D) können die obigen
Nadelfadenabzüge nicht verwendet werden. In diesem Fall
muß der kurze Nadelstangenmitnehmer 80659B mit der
Fadenführung G334 eingebaut werden. Die erforderliche
Gewindebohrung zur Befestigung des Winkels 80865QX für
den Nadelfadenabzugshalter 80865PX ist in Zukunft bereits
im Gehäuse vorhanden.
10

ADJUSTING INSTRUCTIONS
NOTE: Instructions stating direction or location, such as right,
left, front or rear of machine, are given relative to
mechanic's position in front of the machine, when the
machine is placed on an adjusting table, with the
pulley to the right and the needle bar in vertical
position. The pulley rotates clockwise, in operating
direction; when viewed from the right end of the
machine.
INSERTING THE NEEDLE
Before adjusting the machine, insert a new needle with the
shank as far as possible into the needle bar. The long needle
groove must point to the front (toward the operator). Tighten
the needle clamp nut securely. Use the single ended open
jaw wrench part No. 21388 from the accessories of the
machine.
SETTING THE LOOPER
Remove the presser foot, throat plate and feed dog and on
styles 80800TL, TAL, U, UA, UL and UAL also the needle guard
for convenient access to the machine. On styles 80800R, RL,
S and SL loosen the screw (A, Fig. 3) in the feed bar (B) and
push the feed bar needle guard (C) to the rear to avoid its
contacting the needle (D).
For the two thread double locked stitch styles 80800R, RL, TL,
TAL, U, UA, UL and UAL, set the looper connecting rod (E) so
the distance (X, Fig. 4) between the center lines of the two
ball joints is 69.8 mm (2 3/4"). The dimension (X, Fig. 4) should
be 68.3 mm ( 2 11/16) on the single thread chain stitch styles
80800S and SL. For adjustment loosen the two nuts (F, Fig. 3)
and turn connecting rod (E) forward or backward as required
to obtain specified dimension, retighten nuts (F).
NOTE: The left nut has a left hand thread.
Set the looper (G) so the distance from the centerl ine of the
needle (D) to the looper (G) is 8 mm (5/16") when the looper
is at its farthest position to the right. Looper gauge No. 21225-
5/16 can be used advantageously in making this adjustment.
For adjustment loosen screws (H) in the looper drive lever (J),
reposition as required to obtain specified dimension and
retighten screws (H) assuring that all end play is taken out of
the looper drive lever rocker shaft. Check to insure a
clearance of approx. 1 mm (.040") between the point of the
looper and the bed end cover when the looper is at its extre-
me left position. Should the looper strike the bed end cover,
recheck the distance between center lines of ball joints and
the looper gauge distance as described above.
Rotate the machine pulley in operating direction so that the
looper moves from right to left. The looper point should pass
as close as possible to the back of the needle without
contacting 0.08 to 0.13 mm (.003 to .005") clearance. For
adjustment loosen screws (A, Fig. 4) in the looper eccentric
fork (B) and turn looper rocker shaft (C) on the looper rocker
forward or backward as required. Retighten screw (A).
EINSTELLANLEITUNG
BEACHTEN SIE: Hinweise auf Richtung und Lage, wie rechts,
links, vorne oder hinten beziehen sich auf die Sicht vom
Platz des sich vor der Maschine befindlichen Mechani-
kers aus, wenn die Maschine auf einem Einnähtisch steht,
mit dem Handrad nach rechts und mit senkrecht
stehender Nadelstange. Die Riemenscheibe dreht sich
im Uhrzeigersinn in Nährichtung, vom rechten Ende der
Maschine aus gesehen.
EINSETZEN DER NADEL
Vor dem Einstellen der Maschine muß eine neue Nadel so ein-
gesetzt werden, daß der Nadelkolben oben in der Nadelstange
anstößt und die lange Rinne der Nadel nach vorne (zur
Bedienungsperson) zeigt. Ziehen Sie die Nadel-Klemmmutter gut
an. Verwenden Sie den Einmaulschlüssel Teil Nr. 21388 aus dem
Maschinen-Zubehör.
EINSTELLUNG DES GREIFERS
Zur bequemeren Einstellung entfernen Sie Drückerfuß, Stichplatte
und Transporteur und bei den Maschinen 80800TL, TAL, U, UA,
UL und UAL auch den Nadelanschlag. Lösen Sie bei den Ma-
schinen 80800R, RL, S und SL die Schraube (A. Fig. 3) im
Transporteurträger (B) und drücken Sie den Nadelanschlag
nach hinten, damit er die Nadel (D) nicht berühren kann.
Bei den Zweifaden-Doppelkettenstichmaschinen Typen 80800R,
RL, TL,TAL, U, UA, UL und UAL muß die Greiferverbindungsstange
(E) so eingestellt sein, daß der Abstand (X, Fig. 4) von der Mitte
zu Mitte Kugelgelenk 69,8 mm beträgt. Bei den Einfaden-Ein-
fachkettenstichmaschinen Typen 80800S und SL beträgt der Ab-
stand (X, Fig. 4) 68,3 mm. Zum Einstellen lösen Sie die beiden
Muttern (F, Fig. 3) und drehen die Verbindungsstange (E) vor
oder zurück bis der erforderliche Abstand erreicht ist. Ziehen Sie
die Muttern (F) wieder an.
BEACHTEN SIE: Die linke Mutter hat ein Linksgewinde.
Stellen Sie den Greifer (G) so, daß der Abstand von Mitte Nadel
(D) bis zur Spitze des Greifers (G) 8 mm beträgt, wenn der Greifer
in seiner rechten Endstellung ist. Die Greifereinstelllehre Nr. 21225-
5/16 erleichtert diese Einstellung. Zur Einstellung lösen Sie die
Schrauben (H) im Greiferantriebshebel (J) und verdrehen die-
sen entsprechend, bis der erforderliche Abstand erreicht ist. Zie-
hen Sie die Schrauben (H) wieder an und achten Sie darauf,
daß die Greiferantriebshebelwelle kein Spiel hat. Prüfen Sie, ob
zwischen Greiferspitze und Abschlußblech ein Abstand von etwa
1 mm ist, wenn der Greifer in seiner äußerst linken Endstellung
ist. Sollte der Greifer gegen das Abschlußblech schlagen, muß
der Abstand von Mitte zu Mitte Kugelgelenk sowie der Greifer-
abstand, wie oben beschrieben, überprüft werden.
Drehen Sie die Riemenscheibe in Nährichtung so, daß sich der
Greifer von rechts nach links bewegt. Die Greiferspitze soll so
dicht wie möglich hinter der Nadel vorbeigehen, ohne diese zu
berühren (0,08 bis 0,13 mm Abstand). Zur Einstellung lösen Sie
die Schraube (A, Fig. 4) in der Greiferexzentergabel (B) und
schwenken die Greiferhebelwelle (C) am Greiferhebel mit
Greifer nach Bedarf vor oder zurück. Ziehen Sie die Schraube
(A) wieder an.
Fig. 3
11
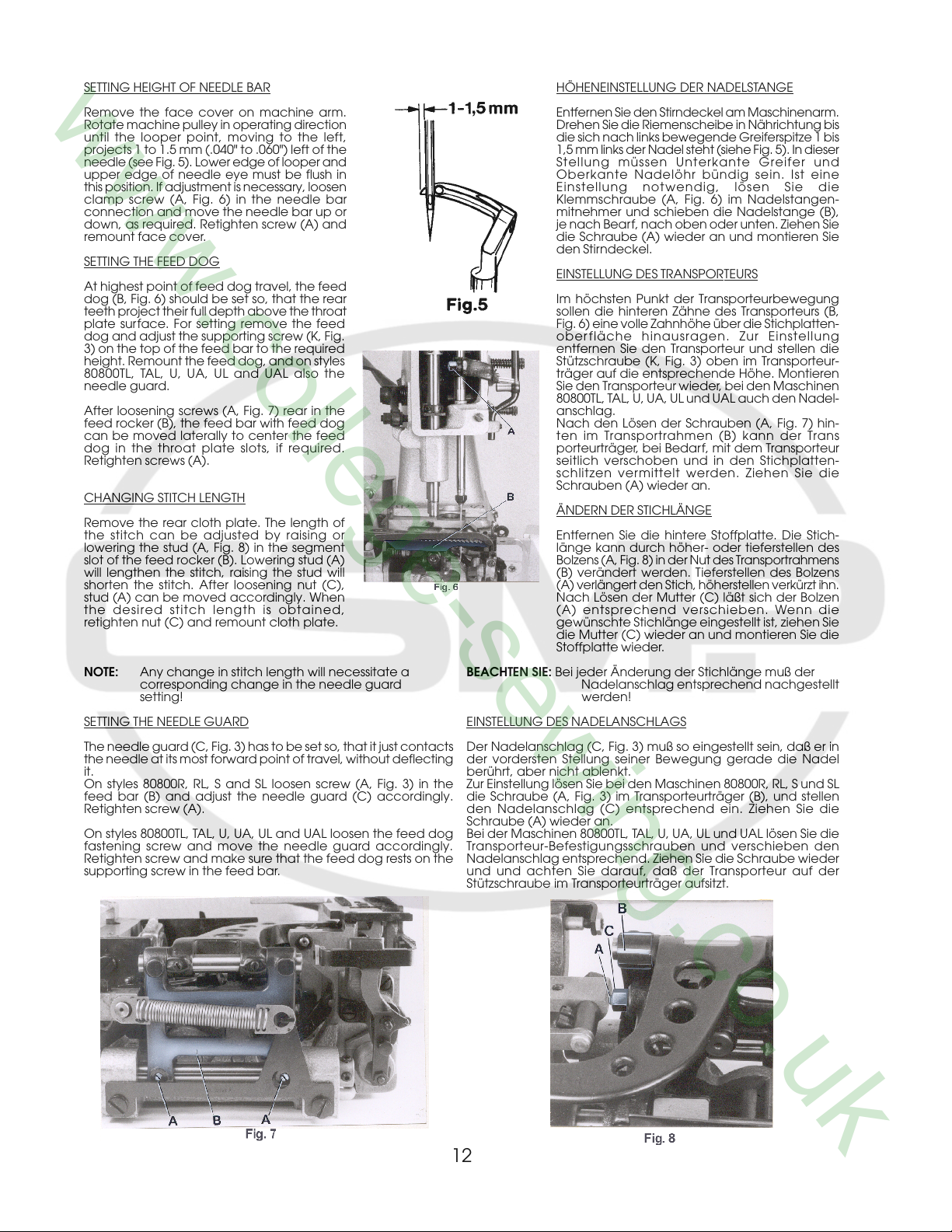
SETTING HEIGHT OF NEEDLE BAR
Remove the face cover on machine arm.
Rotate machine pulley in operating direction
until the looper point, moving to the left,
projects 1 to 1.5 mm (.040" to .060") left of the
needle (see Fig. 5). Lower edge of looper and
upper edge of needle eye must be flush in
this position. If adjustment is necessary, loosen
clamp screw (A, Fig. 6) in the needle bar
connection and move the needle bar up or
down, as required. Retighten screw (A) and
remount face cover.
SETTING THE FEED DOG
At highest point of feed dog travel, the feed
dog (B, Fig. 6) should be set so, that the rear
teeth project their full depth above the throat
plate surface. For setting remove the feed
dog and adjust the supporting screw (K, Fig.
3) on the top of the feed bar to the required
height. Remount the feed dog, and on styles
80800TL, TAL, U, UA, UL and UAL also the
needle guard.
After loosening screws (A, Fig. 7) rear in the
feed rocker (B), the feed bar with feed dog
can be moved laterally to center the feed
dog in the throat plate slots, if required.
Retighten screws (A).
CHANGING STITCH LENGTH
Remove the rear cloth plate. The length of
the stitch can be adjusted by raising or
lowering the stud (A, Fig. 8) in the segment
slot of the feed rocker (B). Lowering stud (A)
will lengthen the stitch, raising the stud will
shorten the stitch. After loosening nut (C),
stud (A) can be moved accordingly. When
the desired stitch length is obtained,
retighten nut (C) and remount cloth plate.
NOTE: Any change in stitch length will necessitate a
SETTING THE NEEDLE GUARD
The needle guard (C, Fig. 3) has to be set so, that it just contacts
the needle at its most forward point of travel, without deflecting
it.
On styles 80800R, RL, S and SL loosen screw (A, Fig. 3) in the
feed bar (B) and adjust the needle guard (C) accordingly.
Retighten screw (A).
On styles 80800TL, TAL, U, UA, UL and UAL loosen the feed dog
fastening screw and move the needle guard accordingly.
Retighten screw and make sure that the feed dog rests on the
supporting screw in the feed bar.
corresponding change in the needle guard
setting!
BEACHTEN SIE: Bei jeder Änderung der Stichlänge muß der
EINSTELLUNG DES NADELANSCHLAGS
Der Nadelanschlag (C, Fig. 3) muß so eingestellt sein, daß er in
der vordersten Stellung seiner Bewegung gerade die Nadel
berührt, aber nicht ablenkt.
Zur Einstellung lösen Sie bei den Maschinen 80800R, RL, S und SL
die Schraube (A, Fig. 3) im Transporteurträger (B), und stellen
den Nadelanschlag (C) entsprechend ein. Ziehen Sie die
Schraube (A) wieder an.
Bei der Maschinen 80800TL, TAL, U, UA, UL und UAL lösen Sie die
Transporteur-Befestigungsschrauben und verschieben den
Nadelanschlag entsprechend. Ziehen Sie die Schraube wieder
und und achten Sie darauf, daß der Transporteur auf der
Stützschraube im Transporteurträger aufsitzt.
HÖHENEINSTELLUNG DER NADELSTANGE
Entfernen Sie den Stirndeckel am Maschinenarm.
Drehen Sie die Riemenscheibe in Nährichtung bis
die sich nach links bewegende Greiferspitze 1 bis
1,5 mm links der Nadel steht (siehe Fig. 5). In dieser
Stellung müssen Unterkante Greifer und
Oberkante Nadelöhr bündig sein. Ist eine
Einstellung notwendig, lösen Sie die
Klemmschraube (A, Fig. 6) im Nadelstangen-
mitnehmer und schieben die Nadelstange (B),
je nach Bearf, nach oben oder unten. Ziehen Sie
die Schraube (A) wieder an und montieren Sie
den Stirndeckel.
EINSTELLUNG DES TRANSPORTEURS
Im höchsten Punkt der Transporteurbewegung
sollen die hinteren Zähne des Transporteurs (B,
Fig. 6) eine volle Zahnhöhe über die Stichplatten-
oberfläche hinausragen. Zur Einstellung
entfernen Sie den Transporteur und stellen die
Stützschraube (K, Fig. 3) oben im Transporteur-
träger auf die entsprechende Höhe. Montieren
Sie den Transporteur wieder, bei den Maschinen
80800TL, TAL, U, UA, UL und UAL auch den Nadel-
anschlag.
Nach den Lösen der Schrauben (A, Fig. 7) hin-
ten im Transportrahmen (B) kann der Trans
porteurträger, bei Bedarf, mit dem Transporteur
seitlich verschoben und in den Stichplatten-
schlitzen vermittelt werden. Ziehen Sie die
Schrauben (A) wieder an.
ÄNDERN DER STICHLÄNGE
Entfernen Sie die hintere Stoffplatte. Die Stich-
länge kann durch höher- oder tieferstellen des
Bolzens (A, Fig. 8) in der Nut des Transportrahmens
(B) verändert werden. Tieferstellen des Bolzens
(A) verlängert den Stich, höherstellen verkürzt ihn.
Nach Lösen der Mutter (C) läßt sich der Bolzen
(A) entsprechend verschieben. Wenn die
gewünschte Stichlänge eingestellt ist, ziehen Sie
die Mutter (C) wieder an und montieren Sie die
Stoffplatte wieder.
Nadelanschlag entsprechend nachgestellt
werden!
12
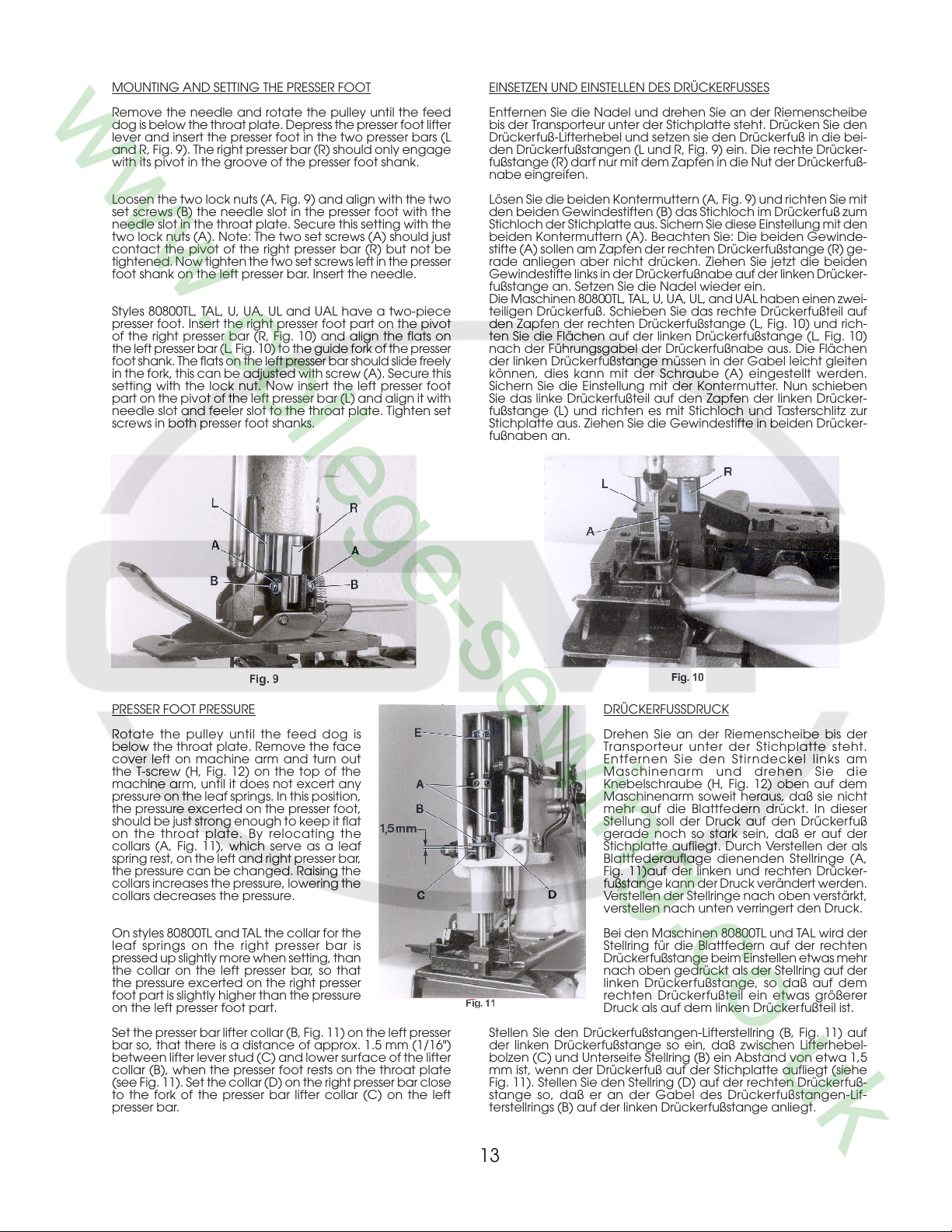
MOUNTING AND SETTING THE PRESSER FOOT
Remove the needle and rotate the pulley until the feed
dog is below the throat plate. Depress the presser foot lifter
lever and insert the presser foot in the two presser bars (L
and R, Fig. 9). The right presser bar (R) should only engage
with its pivot in the groove of the presser foot shank.
Loosen the two lock nuts (A, Fig. 9) and align with the two
set screws (B) the needle slot in the presser foot with the
needle slot in the throat plate. Secure this setting with the
two lock nuts (A). Note: The two set screws (A) should just
contact the pivot of the right presser bar (R) but not be
tightened. Now tighten the two set screws left in the presser
foot shank on the left presser bar. Insert the needle.
Styles 80800TL, TAL, U, UA, UL and UAL have a two-piece
presser foot. Insert the right presser foot part on the pivot
of the right presser bar (R, Fig. 10) and align the flats on
the left presser bar (L, Fig. 10) to the guide fork of the presser
foot shank. The flats on the left presser bar should slide freely
in the fork, this can be adjusted with screw (A). Secure this
setting with the lock nut. Now insert the left presser foot
part on the pivot of the left presser bar (L) and align it with
needle slot and feeler slot to the throat plate. Tighten set
screws in both presser foot shanks.
EINSETZEN UND EINSTELLEN DES DRÜCKERFUSSES
Entfernen Sie die Nadel und drehen Sie an der Riemenscheibe
bis der Transporteur unter der Stichplatte steht. Drücken Sie den
Drückerfuß-Lifterhebel und setzen sie den Drückerfuß in die bei-
den Drückerfußstangen (L und R, Fig. 9) ein. Die rechte Drücker-
fußstange (R) darf nur mit dem Zapfen in die Nut der Drückerfuß-
nabe eingreifen.
Lösen Sie die beiden Kontermuttern (A, Fig. 9) und richten Sie mit
den beiden Gewindestiften (B) das Stichloch im Drückerfuß zum
Stichloch der Stichplatte aus. Sichern Sie diese Einstellung mit den
beiden Kontermuttern (A). Beachten Sie: Die beiden Gewinde-
stifte (A) sollen am Zapfen der rechten Drückerfußstange (R) ge-
rade anliegen aber nicht drücken. Ziehen Sie jetzt die beiden
Gewindestifte links in der Drückerfußnabe auf der linken Drücker-
fußstange an. Setzen Sie die Nadel wieder ein.
Die Maschinen 80800TL, TAL, U, UA, UL, and UAL haben einen zwei-
teiligen Drückerfuß. Schieben Sie das rechte Drückerfußteil auf
den Zapfen der rechten Drückerfußstange (L, Fig. 10) und rich-
ten Sie die Flächen auf der linken Drückerfußstange (L, Fig. 10)
nach der Führungsgabel der Drückerfußnabe aus. Die Flächen
der linken Drückerfußstange müssen in der Gabel leicht gleiten
können, dies kann mit der Schraube (A) eingestellt werden.
Sichern Sie die Einstellung mit der Kontermutter. Nun schieben
Sie das linke Drückerfußteil auf den Zapfen der linken Drücker-
fußstange (L) und richten es mit Stichloch und Tasterschlitz zur
Stichplatte aus. Ziehen Sie die Gewindestifte in beiden Drücker-
fußnaben an.
PRESSER FOOT PRESSURE
Rotate the pulley until the feed dog is
below the throat plate. Remove the face
cover left on machine arm and turn out
the T-screw (H, Fig. 12) on the top of the
machine arm, until it does not excert any
pressure on the leaf springs. In this position,
the pressure excerted on the presser foot,
should be just strong enough to keep it flat
on the throat plate. By relocating the
collars (A, Fig. 11), which serve as a leaf
spring rest, on the left and right presser bar,
the pressure can be changed. Raising the
collars increases the pressure, lowering the
collars decreases the pressure.
On styles 80800TL and TAL the collar for the
leaf springs on the right presser bar is
pressed up slightly more when setting, than
the collar on the left presser bar, so that
the pressure excerted on the right presser
foot part is slightly higher than the pressure
on the left presser foot part.
Set the presser bar lifter collar (B, Fig. 11) on the left presser
bar so, that there is a distance of approx. 1.5 mm (1/16")
between lifter lever stud (C) and lower surface of the lifter
collar (B), when the presser foot rests on the throat plate
(see Fig. 11). Set the collar (D) on the right presser bar close
to the fork of the presser bar lifter collar (C) on the left
presser bar.
DRÜCKERFUSSDRUCK
Drehen Sie an der Riemenscheibe bis der
Transporteur unter der Stichplatte steht.
Entfernen Sie den Stirndeckel links am
Maschinenarm und drehen Sie die
Knebelschraube (H, Fig. 12) oben auf dem
Maschinenarm soweit heraus, daß sie nicht
mehr auf die Blattfedern drückt. In dieser
Stellung soll der Druck auf den Drückerfuß
gerade noch so stark sein, daß er auf der
Stichplatte aufliegt. Durch Verstellen der als
Blattfederauflage dienenden Stellringe (A,
Fig. 11)auf der linken und rechten Drücker-
fußstange kann der Druck verändert werden.
Verstellen der Stellringe nach oben verstärkt,
verstellen nach unten verringert den Druck.
Bei den Maschinen 80800TL und TAL wird der
Stellring für die Blattfedern auf der rechten
Drückerfußstange beim Einstellen etwas mehr
nach oben gedrückt als der Stellring auf der
linken Drückerfußstange, so daß auf dem
rechten Drückerfußteil ein etwas größerer
Druck als auf dem linken Drückerfußteil ist.
Stellen Sie den Drückerfußstangen-Lifterstellring (B, Fig. 11) auf
der linken Drückerfußstange so ein, daß zwischen Lifterhebel-
bolzen (C) und Unterseite Stellring (B) ein Abstand von etwa 1,5
mm ist, wenn der Drückerfuß auf der Stichplatte aufliegt (siehe
Fig. 11). Stellen Sie den Stellring (D) auf der rechten Drückerfuß-
stange so, daß er an der Gabel des Drückerfußstangen-Lif-
terstellrings (B) auf der linken Drückerfußstange anliegt.
13

PRESSURE FOOT PRESSURE (continued)
On styles 80800TL and TAL set the collar (D, Fig. 11) on
the right presser bar approx. 2.5 mm (7/64") above the
fork of the presser bar lifter collar (B). This effects, when
lifting the presser foot, that the left presser foot part is
lifted first by approx. 2.5 mm (7/64"), before the right
presser foot part will lift too.
The presser foot lift is limited with the upper stop collar (E,
Fig. 11) on the left presser bar. When the needle is in its
lowest position and the presser foot is lifted with presser
foot bottom tilted up, the needle bar respectively needle
clamp nut should not contact the presser foot bottom.
Set collar (E) accordingly.
Now turn in T-screw (H, Fig. 12) until the necessary presser
foot pressure for proper feeding is excerted (determine
by sewing tests). Secure this setting with the knurled nut
(J), which simultaneously fastens the upper arm cover.
Remount the face cover.
THREAD TENSION
The tension (A, Fig. 12) on the needle thread should be
fairly strong to produce uniform stitches. On the two
thread double locked stitch styles the tension (B) on the
looper thread should be barely sufficient to steady it.
LOOPER THREAD TAKE-UP
On the two thread double locked stitch styles, the height
of the looper thread take-up (A, Fig. 13) is set so, that the
cast-off hook (C) forces the looper thread over the corner
(B) of the looper thread take-up (A) at the time the point
of the descending needle is flush with the lower edge at
looper or projects up to 1 mm (.040") below the lower
edge of looper.
Draw the looper thread into the machine, rotate pulley
in operating direction and note the position of the needle
point to lower edge of looper at the time the cast-off
(C) forces the looper thread over the corner (B).
For setting the looper thread take-up loosen screw (D,
Fig. 13).
When needle point is positioned above the lower edge
of looper, the looper thread take-up (A) has to be raised
accordingly. When the needle point is positioned more
than 1 mm (.040") below the lower edge of looper, the
looper thread take-up (A) has to be lowered accordingly.
Retighten screw (D).
SETTING NEEDLE THREAD TAKE-UP ROLLER AND EYELET
On the two thread double locked stitch styles 80800R,
RL, TL, TAL, U, UA, UL and UAL, the height of the needle
thread take-up roller (C, Fig. 12) is set so, that the needle
thread on the downstroke of the needle just contacts
the roll at the time the needle thread loop is released
from the looper. Loosen screw (D) and set the needle
thread take-up roller accordingly. Retighten screw (D).
DRÜCKERFUSSDRUCK (Fortsetzung)
Bei den Maschinen 80800TL und TAL stellen Sie den Stellring (D,
Fig. 11) auf der rechten Drückerfußstange etwa 2,5 mm über
die Gabel des Drückerfußstangenlifter-Stellrings (B). Dadurch
wird beim Liften des Drückerfußes zuerst das linke Drückerfußteil
etwa 2,5 mm angehoben bevor das rechte Drückerfußteil mit
anhebt.
Der Hub des Drückerfußes wird mit dem Anschlag-Stellring (E,
Fig.11) oben auf der linken Drückerfußstange begrenzt. Wenn
die Nadel in der untersten Stellung ist und der Drückerfuß mit
dem Drückerfuß-Lifterhebel angehoben und die Drücker-
fußsohle nach oben gekippt wird, darf die Nadelstange bzw.
Nadelstangenmutter die Drückerfußsohle nicht berühren. Stel-
len Sie den Stellring (E) entsprechend ein.
Nun drehen Sie die Knebelschraube (H, Fig. 12) so weit ein,
daß der zum einwandfreien Transport notwendige Drückerfuß-
druck erzeugt wird (durch Nähversuche ermitteln). Sichern Sie
diese Einstellung mit der Rändel-Kontermutter (J), mit der
gleichzeitig der obere Armdeckel befestigt wird. Montieren Sie
den Stirndeckel wieder.
FADENSPANNUNG
Die Spannung (A, Fig. 12) auf den Nadelfaden soll so stark sein,
daß eine gleichmäßige Stichbildung erreicht wird. Bei den
Zweifaden-Doppelkettenstichmaschinen soll die Spannung (B)
auf den Greiferfaden ganz gering sein, so daß der Faden
gleichmäßig gleitet.
GREIFERFADENAUFNEHMER
Bei den Zweifaden-Doppelkettenstichmaschinen wird die Höhe
des Greiferfadenaufnehmers (A, Fig. 13) so eingestellt, daß der
Greiferfadenabzugshaken (C) den Greiferfaden zu dem
Zeitpunkt über die Ecke (B) am Greiferfadenaufnehmer (A)
zieht, wenn die Spitze der sich nach unten bewegenden Nadel
mit der Unterkante des Greifers bündig ist oder bis zu 1 mm
unterhalb der Greiferunterkante steht.
Fädeln Sie den Greiferfaden ein, drehen Sie die Riemenschei-
be in Nährichtung und merken Sie sich die Stellung der Nadel-
spitze zur Greiferunterkante zum Zeitpunkt wo der Greiferfaden-
abzugshaken (C) den Greiferfaden über die Ecke (B) zieht.
Zur Einstellung des Greiferaufnehmers lösen Sie die Schraube
(D, Fig. 13).
Steht die Nadelspitze oberhalb der Greiferunterkante muß der
Greiferfadenaufnehmer (A) entsprechend höher gestellt wer-
den. Steht die Nadelspitze mehr als 1 mm unter der Greifer-
unterkante, muß der Greiferfadenaufnehmer entsprechend
tiefer gestellt werden. Ziehen Sie die Schraube (D) wieder an.
EINSTELLUNG DER NADELFADENABZUGSROLLE UND FADEN-
FÜHRUNG
Bei den Zweifaden-Doppelkettenstichmaschinen 80800R, RL,
TL, TAL, U, UA, UL und UAL wird die Höhe der Nadelfadenab-
zugsrolle (C, Fig. 12) so eingestellt, daß der Nadelfaden beim
Niedergehen der Nadel, die Rolle zu dem Zeitpunkt gerade
berührt, wenn die Nadelfadenschlinge vom Greifer freigege-
ben wird. Lösen Sie die Schraube (D) und stellen Sie die Nadel-
fadenabzugsrolle (C) entsprechend ein. Ziehen Sie die
Schraube (D) wieder an.
14
SETTING NEEDLE THREAD TAKE-UP ROLLER AND EYELET
continued
On the single thread chain stitch styles 80800S and SL, the
needle thread take-up roller (C) should be positioned so as
not to contact the needle thread at any time.
On all styles the eyelet (E, Fig. 12) should be positioned so,
that the needle thread runs nearly horizontal, parallel to cloth
plate, between eyelet (G) on needle bar connection and
eyelet (E) on machine arm, when the needle is in its upmost
position. Eyelet (E) is secured by screw (F).
MOUNTING THE PROXIMITY SWITCH FOR FEELER
Remove cloth plate and left end cover. Mount the electronic
proximity switch (A, Fig. 14) to the dimension of 28 mm (1.1"),
as shown in Fig. 14.
NOTE: Be careful when tightening the two plastic nuts (B) in
order not to damage the switch.
The electronic proximity switch (A) is short circuit proof! It is
connected according to wiring diagrams Fig. 26 for styles
80800R, S, U and UA and Fig. 27 for styles 80800RL, SL, TL, TAL,
UL and UAL.
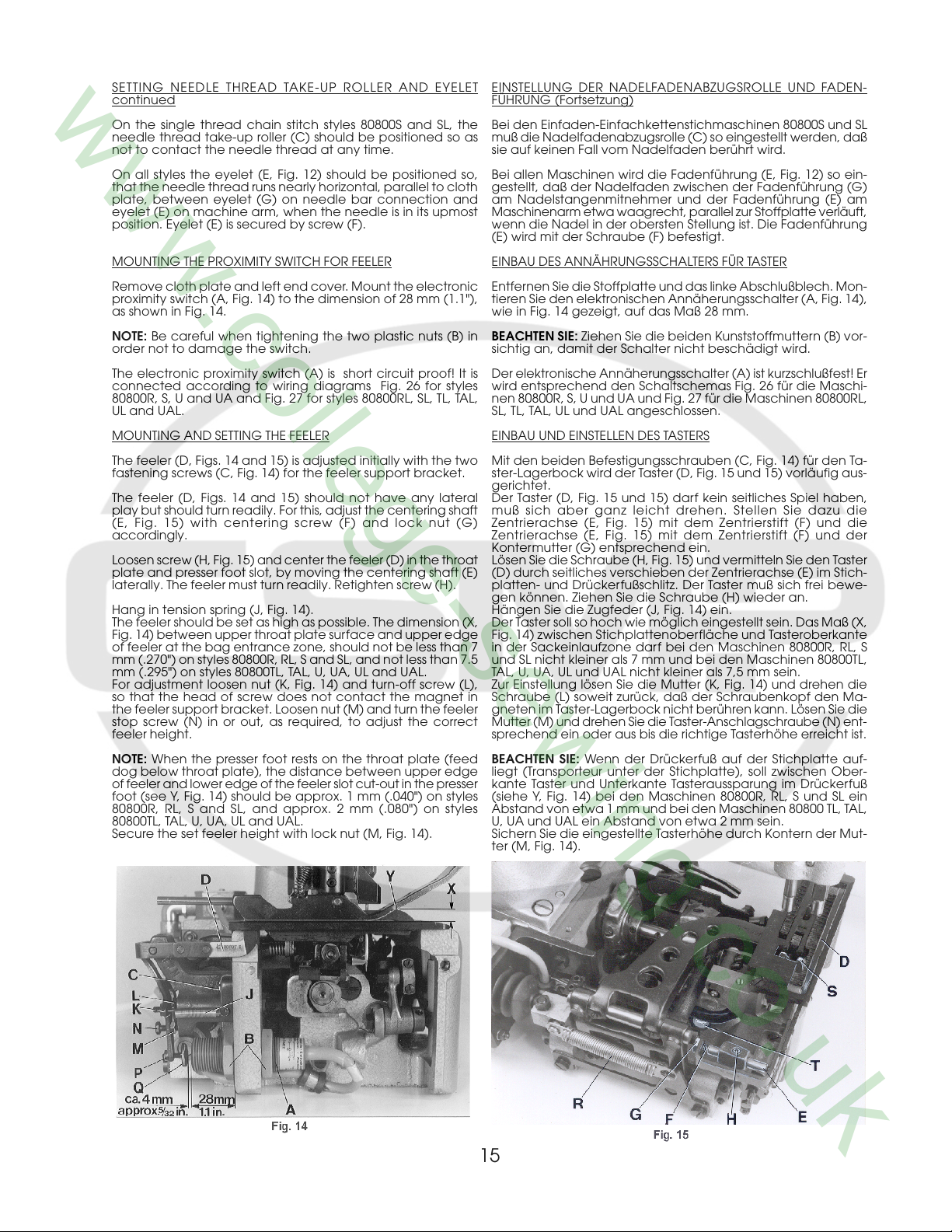
MOUNTING AND SETTING THE FEELER
The feeler (D, Figs. 14 and 15) is adjusted initially with the two
fastening screws (C, Fig. 14) for the feeler support bracket.
The feeler (D, Figs. 14 and 15) should not have any lateral
play but should turn readily. For this, adjust the centering shaft
(E, Fig. 15) with centering screw (F) and lock nut (G)
accordingly.
Loosen screw (H, Fig. 15) and center the feeler (D) in the throat
plate and presser foot slot, by moving the centering shaft (E)
laterally. The feeler must turn readily. Retighten screw (H).
Hang in tension spring (J, Fig. 14).
The feeler should be set as high as possible. The dimension (X,
Fig. 14) between upper throat plate surface and upper edge
of feeler at the bag entrance zone, should not be less than 7
mm (.270") on styles 80800R, RL, S and SL, and not less than 7.5
mm (.295") on styles 80800TL, TAL, U, UA, UL and UAL.
For adjustment loosen nut (K, Fig. 14) and turn-off screw (L),
so that the head of screw does not contact the magnet in
the feeler support bracket. Loosen nut (M) and turn the feeler
stop screw (N) in or out, as required, to adjust the correct
feeler height.
NOTE: When the presser foot rests on the throat plate (feed
dog below throat plate), the distance between upper edge
of feeler and lower edge of the feeler slot cut-out in the presser
foot (see Y, Fig. 14) should be approx. 1 mm (.040") on styles
80800R, RL, S and SL, and approx. 2 mm (.080") on styles
80800TL, TAL, U, UA, UL and UAL.
Secure the set feeler height with lock nut (M, Fig. 14).
EINSTELLUNG DER NADELFADENABZUGSROLLE UND FADEN-
FÜHRUNG (Fortsetzung)
Bei den Einfaden-Einfachkettenstichmaschinen 80800S und SL
muß die Nadelfadenabzugsrolle (C) so eingestellt werden, daß
sie auf keinen Fall vom Nadelfaden berührt wird.
Bei allen Maschinen wird die Fadenführung (E, Fig. 12) so ein-
gestellt, daß der Nadelfaden zwischen der Fadenführung (G)
am Nadelstangenmitnehmer und der Fadenführung (E) am
Maschinenarm etwa waagrecht, parallel zur Stoffplatte verläuft,
wenn die Nadel in der obersten Stellung ist. Die Fadenführung
(E) wird mit der Schraube (F) befestigt.
EINBAU DES ANNÄHRUNGSSCHALTERS FÜR TASTER
Entfernen Sie die Stoffplatte und das linke Abschlußblech. Mon-
tieren Sie den elektronischen Annäherungsschalter (A, Fig. 14),
wie in Fig. 14 gezeigt, auf das Maß 28 mm.
BEACHTEN SIE: Ziehen Sie die beiden Kunststoffmuttern (B) vor-
sichtig an, damit der Schalter nicht beschädigt wird.
Der elektronische Annäherungsschalter (A) ist kurzschlußfest! Er
wird entsprechend den Schaltschemas Fig. 26 für die Maschi-
nen 80800R, S, U und UA und Fig. 27 für die Maschinen 80800RL,
SL, TL, TAL, UL und UAL angeschlossen.
EINBAU UND EINSTELLEN DES TASTERS
Mit den beiden Befestigungsschrauben (C, Fig. 14) für den Ta-
ster-Lagerbock wird der Taster (D, Fig. 15 und 15) vorläufig aus-
gerichtet.
Der Taster (D, Fig. 15 und 15) darf kein seitliches Spiel haben,
muß sich aber ganz leicht drehen. Stellen Sie dazu die
Zentrierachse (E, Fig. 15) mit dem Zentrierstift (F) und die
Zentrierachse (E, Fig. 15) mit dem Zentrierstift (F) und der
Kontermutter (G) entsprechend ein.
Lösen Sie die Schraube (H, Fig. 15) und vermitteln Sie den Taster
(D) durch seitliches verschieben der Zentrierachse (E) im Stich-
platten- und Drückerfußschlitz. Der Taster muß sich frei bewe-
gen können. Ziehen Sie die Schraube (H) wieder an.
Hängen Sie die Zugfeder (J, Fig. 14) ein.
Der Taster soll so hoch wie möglich eingestellt sein. Das Maß (X,
Fig. 14) zwischen Stichplattenoberfläche und Tasteroberkante
in der Sackeinlaufzone darf bei den Maschinen 80800R, RL, S
und SL nicht kleiner als 7 mm und bei den Maschinen 80800TL,
TAL, U, UA, UL und UAL nicht kleiner als 7,5 mm sein.
Zur Einstellung lösen Sie die Mutter (K, Fig. 14) und drehen die
Schraube (L) soweit zurück, daß der Schraubenkopf den Ma-
gneten im Taster-Lagerbock nicht berühren kann. Lösen Sie die
Mutter (M) und drehen Sie die Taster-Anschlagschraube (N) ent-
sprechend ein oder aus bis die richtige Tasterhöhe erreicht ist.
BEACHTEN SIE: Wenn der Drückerfuß auf der Stichplatte auf-
liegt (Transporteur unter der Stichplatte), soll zwischen Ober-
kante Taster und Unterkante Tasteraussparung im Drückerfuß
(siehe Y, Fig. 14) bei den Maschinen 80800R, RL, S und SL ein
Abstand von etwa 1 mm und bei den Maschinen 80800 TL, TAL,
U, UA und UAL ein Abstand von etwa 2 mm sein.
Sichern Sie die eingestellte Tasterhöhe durch Kontern der Mut-
ter (M, Fig. 14).
15
SETTING THE SWITCHING PRESSURE
The switching pressure on the feeler is set with screw (K,
Fig. 14).
Turn screw (K) slowly towards the magnet in the feeler
support bracket, until its head just contacts the magnet,
then turn it back 1/2 turn, so that the feeler moves freely
and the screw head is within the range of influence of
the magnet.
NOTE: The closer the head of screw (K, Fig. 14) to the
magnet the higher the switching pressure on the feeler.
Secure the position of screw (K) with lock nut (L).
SETTING THE SWITCHING POINT
The electrical switching point of the proximity switch (A,
Fig. 14) is determined by screw (Q, Fig. 14). The distance
between screw head and the face of the proximity switch
is approx. 4 mm (5/32") (see Fig. 14), when the feeler is in
home position. This distance of 4 mm (5/32") is not exactly
the same for all switches. Connect the machine elec-
trically. With feeler in home position set the proper
switching point as follows:
Loosen nut (P, Fig. 14). Turn screw (Q) away from switch,
until the switch switches on. Then turn screw (Q) slowly
towards the switch, until the switch switches off. Now turn
screw (Q) a further 1/2 turn towards the switch. Secure
this position of screw (Q) with lock nut (P).
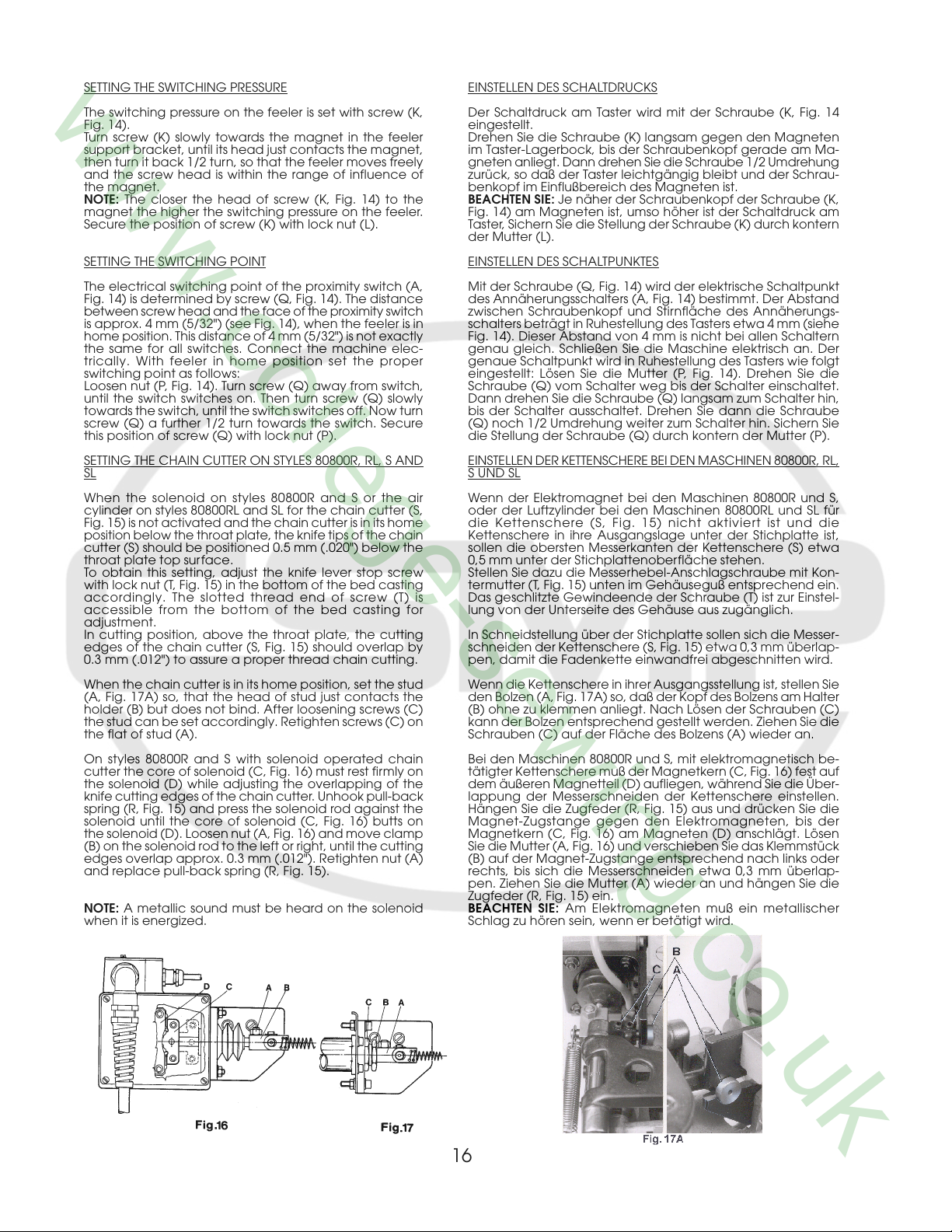
SETTING THE CHAIN CUTTER ON STYLES 80800R, RL, S AND
SL
When the solenoid on styles 80800R and S or the air
cylinder on styles 80800RL and SL for the chain cutter (S,
Fig. 15) is not activated and the chain cutter is in its home
position below the throat plate, the knife tips of the chain
cutter (S) should be positioned 0.5 mm (.020") below the
throat plate top surface.
To obtain this setting, adjust the knife lever stop screw
with lock nut (T, Fig. 15) in the bottom of the bed casting
accordingly. The slotted thread end of screw (T) is
accessible from the bottom of the bed casting for
adjustment.
In cutting position, above the throat plate, the cutting
edges of the chain cutter (S, Fig. 15) should overlap by
0.3 mm (.012") to assure a proper thread chain cutting.
When the chain cutter is in its home position, set the stud
(A, Fig. 17A) so, that the head of stud just contacts the
holder (B) but does not bind. After loosening screws (C)
the stud can be set accordingly. Retighten screws (C) on
the flat of stud (A).
On styles 80800R and S with solenoid operated chain
cutter the core of solenoid (C, Fig. 16) must rest firmly on
the solenoid (D) while adjusting the overlapping of the
knife cutting edges of the chain cutter. Unhook pull-back
spring (R, Fig. 15) and press the solenoid rod against the
solenoid until the core of solenoid (C, Fig. 16) butts on
the solenoid (D). Loosen nut (A, Fig. 16) and move clamp
(B) on the solenoid rod to the left or right, until the cutting
edges overlap approx. 0.3 mm (.012"). Retighten nut (A)
and replace pull-back spring (R, Fig. 15).
NOTE: A metallic sound must be heard on the solenoid
when it is energized.
EINSTELLEN DES SCHALTDRUCKS
Der Schaltdruck am Taster wird mit der Schraube (K, Fig. 14
eingestellt.
Drehen Sie die Schraube (K) langsam gegen den Magneten
im Taster-Lagerbock, bis der Schraubenkopf gerade am Ma-
gneten anliegt. Dann drehen Sie die Schraube 1/2 Umdrehung
zurück, so daß der Taster leichtgängig bleibt und der Schrau-
benkopf im Einflußbereich des Magneten ist.
BEACHTEN SIE: Je näher der Schraubenkopf der Schraube (K,
Fig. 14) am Magneten ist, umso höher ist der Schaltdruck am
Taster, Sichern Sie die Stellung der Schraube (K) durch kontern
der Mutter (L).
EINSTELLEN DES SCHALTPUNKTES
Mit der Schraube (Q, Fig. 14) wird der elektrische Schaltpunkt
des Annäherungsschalters (A, Fig. 14) bestimmt. Der Abstand
zwischen Schraubenkopf und Stirnfläche des Annäherungs-
schalters beträgt in Ruhestellung des Tasters etwa 4 mm (siehe
Fig. 14). Dieser Abstand von 4 mm is nicht bei allen Schaltern
genau gleich. Schließen Sie die Maschine elektrisch an. Der
genaue Schaltpunkt wird in Ruhestellung des Tasters wie folgt
eingestellt: Lösen Sie die Mutter (P, Fig. 14). Drehen Sie die
Schraube (Q) vom Schalter weg bis der Schalter einschaltet.
Dann drehen Sie die Schraube (Q) langsam zum Schalter hin,
bis der Schalter ausschaltet. Drehen Sie dann die Schraube
(Q) noch 1/2 Umdrehung weiter zum Schalter hin. Sichern Sie
die Stellung der Schraube (Q) durch kontern der Mutter (P).
EINSTELLEN DER KETTENSCHERE BEI DEN MASCHINEN 80800R, RL,
S UND SL
Wenn der Elektromagnet bei den Maschinen 80800R und S,
oder der Luftzylinder bei den Maschinen 80800RL und SL für
die Kettenschere (S, Fig. 15) nicht aktiviert ist und die
Kettenschere in ihre Ausgangslage unter der Stichplatte ist,
sollen die obersten Messerkanten der Kettenschere (S) etwa
0,5 mm unter der Stichplattenoberfläche stehen.
Stellen Sie dazu die Messerhebel-Anschlagschraube mit Kon-
termutter (T, Fig. 15) unten im Gehäuseguß entsprechend ein.
Das geschlitzte Gewindeende der Schraube (T) ist zur Einstel-
lung von der Unterseite des Gehäuse aus zugänglich.
In Schneidstellung über der Stichplatte sollen sich die Messer-
schneiden der Kettenschere (S, Fig. 15) etwa 0,3 mm überlap-
pen, damit die Fadenkette einwandfrei abgeschnitten wird.
Wenn die Kettenschere in ihrer Ausgangsstellung ist, stellen Sie
den Bolzen (A, Fig. 17A) so, daß der Kopf des Bolzens am Halter
(B) ohne zu klemmen anliegt. Nach Lösen der Schrauben (C)
kann der Bolzen entsprechend gestellt werden. Ziehen Sie die
Schrauben (C) auf der Fläche des Bolzens (A) wieder an.
Bei den Maschinen 80800R und S, mit elektromagnetisch be-
tätigter Kettenschere muß der Magnetkern (C, Fig. 16) fest auf
dem äußeren Magnetteil (D) aufliegen, während Sie die Über-
lappung der Messerschneiden der Kettenschere einstellen.
Hängen Sie die Zugfeder (R, Fig. 15) aus und drücken Sie die
Magnet-Zugstange gegen den Elektromagneten, bis der
Magnetkern (C, Fig. 16) am Magneten (D) anschlägt. Lösen
Sie die Mutter (A, Fig. 16) und verschieben Sie das Klemmstück
(B) auf der Magnet-Zugstange entsprechend nach links oder
rechts, bis sich die Messerschneiden etwa 0,3 mm überlap-
pen. Ziehen Sie die Mutter (A) wieder an und hängen Sie die
Zugfeder (R, Fig. 15) ein.
BEACHTEN SIE: Am Elektromagneten muß ein metallischer
Schlag zu hören sein, wenn er betätigt wird.
16

SETTING THE CHAIN CUTTER ON STYLES 80800R, RL, S AND SL
(continued)
EINSTELLEN DER KETTENSCHERE BEI DEN MASCHINEN 80800R, RL, S
UND SL (Fortsetzung
On styles 80800RL and SL with electro-pneumatic operated
chain cutter, the cutting edges should overlap approx. 0.3
mm (.012"), when clamp (A, Fig. 17), on the piston rod of
the air cylinder butts on the hexagon head stop screw (B).
For adjusting loosen lock nut (C, Fig. 17) and press clamp
(A) against the hexagon head stop screw (B). Now turn stop
screw (B) in or out, as required, until the cutting edges
overlap approx. 0.3 mm (.012"). Secure the setting of stop
screw (B) with lock nut (C).
NOTE: The piston of the air cylinder should not strike against
the cylinder inside when actuated. The stroke of piston must
be limited by clamp (A, Fig. 17) striking against hexagon
head stop screw (B).
Operating pressure of air cylinder: 3 to 4 bar (44 to 59 psi).
REPLACING THE CHAIN CUTTER
The knives of the chain cutter can not be changed
individually, the complete chain cutter part No. 80677R has
to be replaced.
Remove presser foot, throat plate and cloth plate. Swing-
off the end dover. Turn pulley until the feed dog is in its extre-
me front position. Loosen screws (A, Fig. 18) and pull the
chain cutter with stud (B) to the front and take it out of the
machine.
Assemble the new chain cutter. Insert the hole on knife pilot
(C, Fig. 18) down on the pin in the knee lever. Insert stud (B)
in the hole on knife pilot (D) and tighten screws (A) on the
flat of the stud. Check if the cutting edges overlap approx.
0.3 mm (.012").
Swing-in the end cover. Remount cloth plate, throat plate
and presser foot.
Bei den Maschinen 80800RL und SL mit elektropneumatisch
betätigter Kettenschere müssen die Messerschneiden etwa 0,3
mm überlappen, wenn das Klemmstück (A, Fig. 17) auf der Kol-
benstange des Luftzylinders an der Sechskant-Anschlagschraube
(B) anschlägt.
Zur Einstellung lösen Sie die Kontermutter (C, Fig. 17) und drücken
Sie das Klemmstück (A) gegen die Sechskant-Anschlagschraube
(B). Drehen Sie nun die Anschlagschraube (B) nach Bedarf aus
oder ein, bis sich die Messerschneiden etwas 0,3 mm überlappen.
Sichern Sie die Einstellung der Anschlagschraube (B) durch kontern
der Mutter (C).
BEACHTEN SIE: Der Kolben des Luftzylinders darf beim Betätigen
nicht mehr im Zylinder anschlagen, der Kolbenweg soll durch
Anschlagen des Klemmstücks (A, Fig. 17) an der Sechskant-An-
schlagschraube (B) begrenzt werden.
Betätigungsdruck des Luftzylinders: 3 bis 4 bar.
AUSTAUSCH DER KETTENSCHERE
Die Messer der Kettenschere können nicht einzeln ausgetauscht
werden, es muß immer die komplette Schere Teil Nr. 80677R aus-
gewechselt werden.
Entfernen Sie den Drückerfuß, Stichplatte und Stoffplatte. Klap-
pen Sie das Abschlußblech weg. Drehen Sie an der Riemenschei-
be, bis der Transporteur in seiner vordersten Stellung ist. Lösen Sie
die Schrauben (A, Fig. 18), ziehen Sie die Kettenschere mit dem
Bolzen (B) nach vorne und nehmen Sie sie nach oben aus der
Maschine.
Montieren Sie die neue Schere. Hängen Sie die Bohrung im Messer-
schenkel (C, Fig. 18) unten am Stift im Messerhebel ein. Stecken
Sie den Bolzen (B) durch die Bohrung am Messerschenkel (D) und
ziehen Sie die Schrauben (A) auf der Fläche des Bolzens an. Prüfen
Sie ob die Messerschneiden der neuen Kettenschere etwa 0,3 mm
überlappen.
Klappen Sie das Abschlußblech ein. Montieren Sie Stoffplatte,
Stichplatte und Drückerfuß wieder.
RESHARPENING CHAIN CUTTER KNIVES
The knives of the chain cutter can be resharpened as long
as the cutting edges will overlap approx. 0,3 mm (.012") and
the knife pilot (D, Fig. 19) clears on the bottom surface of
the throat plate when in cutting position. The knife pilot (D)
should not contact the bottom surface of the throat plate,
because the stroke of the chain cutter must be limited on
styles 80800R and S by the core of the solenoid (C, Fig. 16)
striking against the solenoid (D, Fig. 16) and on styles 80800RL
and SL by the clamp (A, Fig. 17) striking against the hexagon
head stop screw (B, Fig. 17). The knife pilot (C, Fig. 19) and
head of stud (B, Fig. 19) should not contact, when in cutting
position.
NACHSCHLEIFEN DER KETTENSCHEREN-MESSER
Die Kettenscheren-Messer können nur so oft nachgeschliffen
werden, solange sich die Schneiden etwa 0,3 mm überlappen
und der Messerschenkel (D, Fig. 19), in Schneidstellung, an der
Stichplattenunterkante freigeht. Der Messerschenkel (D) darf die
Unterseite der Stichplatte nicht berühren, da die Hubbegrenzung
der Kettenschere bei den Maschinen 80800R und S durch den
am äußeren Magnetteil (D, Fig. 16) anschlagenden Magnetkern
(C, Fig. 16) und bei den Maschinen 80800RL und SL durch das an
der Sechskant-Anschlagschraube (B, Fig. 17) anschlagende
Klemmstück (A, Fig. 17) erfolgen muß. In Schneidstellung dürfen
sich der Messerschenkel (C, Fig. 19) und der Kopf des Bolzens (B,
Fig. 19) nicht berühren.
17

SETTING THE TAPE CUTTER ON STYLES 80800TL, TAL, U, UA, UL
AND UAL
When the solenoid on styles 80800U and UA or the air cylinder
on styles 80800TL, TAL, UL or UAL for the tape cutter is not
activated and the upper knife (A, Fig. 20) is in its home
position, the tip of the cutting edge of upper knife should
be positioned approx. 20 mm (51/64") above the throat
plate top surface (see Fig. 20).
To obtain this setting, adjust the stop screw with lock not (B,
Fig. 20) in the knife holder lever accordingly.
The lower knife (C, Fig. 20) has to be set so, that its cutting
edge is flush with the throat plate top surface. The fastening
screw is located below the throat plate (See A, Fig. 21 for
styles 80800U, UA, UL and UAL and A, Fig. 22 for styles 80800TL
and TAL). In cutting position the cutting edges of upper and
lower knife should overlap approx. 0.3 mm (.012") to assure
a proper tape and thread chain cutting.
When the tape cutter is in its home position, set the stud (A,
Fig. 17A) so, that the head of stud just contacts the holder
(B) but does not bind. After loosening screws (C) the stud
can be set accordingly. Retighten screws (C) on the flat of
stud (B).
On styles 80800U and UA with solenoid operated taper
cutter, the core of solenoid (C, Fig. 16) must rest firmly on
the solenoid (D, Fig. 16) while adjusting the overlapping of
the knife cutting edges of the tape cutter. Unhook pull-back
spring (R, Fig. 15) and press the solenoid rod against the
solenoid until the core of solenoid (C, Fig. 16) butts on the
solenoid. Loosen nut (A, Fig. 16) and move clamp (B, Fig.
16) on the solenoid rod to the left or right until the cutting
edges overlap approx. 0.3 mm (0.012 in.). Retighten nut (A)
and replace pull-back spring (R, Fig. 15).
NOTE: A metallic sound must be heard on the solenoid when
it is energized.
On styles 80800TL, TAL, UL und UAL with electro-pneumatic
operated tape cutter, the cutting edges of upper and lower
knife should overlap approx. 0.3 mm (.012"), when clamp
(A, Fig. 17) on the piston rod of the air cylinder butts on the
hexagon head stop screw (B).
For adjustment loosen lock nut (C, Fig. 17) and press clamp
(A) against the hexagon head stop screw (B). Now turn stop
screw (B) in or out, as required, until the cutting edges
overlap approx. 0.3 mm (.012"). Secure the setting of stop
screw (B) with lock nut (C).
NOTE: The piston of the air cylinder should not strike against
the cylinder inside when actuated. The stroke of piston must
be limited by clamp (A, Fig. 17) striking against hexagon
head stop screw (B).
SETTING THE SHEAR ANGLE
After loosening screws (D and E, Fig. 20) the shear angle
between upper and lower knife of tape cutter can be
adjusted by twisting the upper knife holder. The shear angle
should be kept as small as possible, just so that the tape
with thread chain will be cut properly. Retighten screws (D
and E).
EINSTELLEN DES BANDABSCHNEIDERS BEI DEN MASCHINEN 80800TL,
TAL, U, UA, UL UND UAL
Wenn der Elektromagnet bei den Maschinen 80800 U und UA
oder der Luftzylinder bei den Maschinen 80800TL, TAL, UL oder
UAL für den Bandabschneider nicht aktiviert ist und das
Obermesser (A, Fig. 20) in seiner Ausgangsstellung ist, soll die Spitze
der Schneidkante des Obermessers etwa 20 mm über der Stich-
plattenoberfläche stehen (siehe Fig. 20).
Stellen Sie dazu die Anschlagschraube mit Kontermutter (B, Fig.
20) im Hebel für den Obermesserhalter entsprechend ein.
Das Untermesser (C, Fig. 20) wird so montiert, daß es mit seiner
Schneidkante eben zur Stichplattenoberlfäche ist. Die Befes-
tigungsschraube befindet sich unter der Stichplatte (siehe A, Fig.
21 für die Maschinen 80800U, UA, UL und UAL und A, Fig. 22 für
die Maschinen 80800TL und TAL).
In Schneidstellung sollen sich die Schneiden von Ober- und Unter-
messer etwa 0,3 mm auf der ganzen Länge überlappen, damit
das Band mit Fadenkette einwandfrei abgeschnitten wird.
Wenn der Bandabschneider in seiner Ausgangsstellung ist, stellen
Sie den Bolzen (A, Fig. 17A) so, daß der Kopf des Bolzens am Hal-
ter (B) ohne zu klemmen anliegt. Nach Lösen der Schrauben (C)
kann der Bolzen entsprechend gestellt werden. Ziehen Sie die
Schraube (C) auf der Fläche des Bolzens wieder an.
Bei den Maschinen 80800U und UA mit elektomagnetisch betä-
tigtem Bandabschneider muß der Magnetkern (C, Fig. 16) fest
auf dem äußeren Magnetteil (D, Fig. 16) aufliegen, während Sie
die Überlappung der Messerschneiden des Bandabschneiders
einstellen. Hängen Sie die Zugfeder (R, Fig. 15) aus und drücken
Sie die Magnet-Zugstange gegen den Elektromagneten, bis der
Magnetkern (C, Fig. 16) anschlägt. Lösen Sie die Mutter (A, Fig.
16) und verschieben das Klemmstück (B, Fig. 16) auf der sich die
Messerschneiden etwa 0,3 mm überlappen. Ziehen Sie die Mutter
(A) wieder an und hängen Sie die Zugfeder (R, Fig. 15) wieder
ein.
BEACHTEN SIE: Am Elektromagneten muß ein metallischer Schlag
zu hören sein, wenn er eingeschaltet wird.
Bei den Maschinen 80800TL, TAL, UL und UAL mit elektro-
pneumatisch betätigtem Bandabschneider müssen die Messer-
schneiden etwa 0,3 mm überlappen, wenn das Klemmstück (A,
Fig. 17) auf der Kolbenstange des Luftzylinders an der Sechskant-
Anschlagschraube (B) anschlägt.
Zur Einstellung lösen Sie die Kontermutter (C, Fig. 17) und drücken
das Klemmstück (A) gegen die Sechskant-Anschlagschraube (B).
Drehen Sie nun die Anschlagschraube (B) je nach Bedarf aus
oder ein, bis sich die Messerschneiden etwa 0,3 mm überlappen.
Sichern Sie die Einstellung der Anschlagschraube (B) durch
kontern der Mutter (C).
BEACHTEN SIE: Der Kolben des Luftzylinders darf beim Betätigen
nicht im Zylinder anschlagen, der Kolbenweg soll durch Anschla-
gen des Klemmstücks (A, Fig. 17) an der Sechskant-Anschlag-
schraube (B) begrenzt werden.
EINSTELLEN DES SCHERWINKELS
Nach Lösen der Schrauben (D und E, Fig. 20) läßt sich der
Scherwinkel zwischen Ober- und Untermesser des Bandab-
schneiders durch Verdrehen des Obermesserhalters einstellen.
Der Scherwinkel soll so klein wie möglich gehalten werden, gera-
de so, daß das Band mit Fadenkette sauber abgeschnitten wird.
Ziehen Sie die Schrauben (D und E) wieder an.
18

REPLACING THE TAPE CUTTER KNIVES
Swing-off the end cover.
Remove the presser foot for replacing the upper knife on
styles 80800U, UA, UL and UAL and for replacing the lower
knife, additionally the throat plate.
The upper knife on styles 80800TL and TAL can be
replaced directly. For replacing the lower knife remove
both presser foot parts, the throat plate and the cloth
plate and loosen the cutter plate.
Make sure, especially when mounting resharpened
knives, that the cutting edges overlap approx. 0.3 mm
(.012") in cutting position. Recheck the shear angle, if
necessary.
Swing-in end cover and remount the parts removed.
TAPE FOLDER FOR STYLES 80800U AND UL
Take out the tape folder with fastening parts from the
machine accessories and assemble it as shown on page
50. The folder has to be aligned with the support rods to
the top surface of throat plate. The height should be
adjusted so, that the tape fully covers the bag opening
and the seam is located in the lower third of the tape
(see Fig. 23).
The folder can be adjusted for tape widths from 50 to 70
mm (1 31/32 to 2 3/4"). Set the guides so, that the bag
opening will be equally bound.
Assemble the tape reel as shown on page 50.
AUSTAUSCH DER BANDABSCHNEIDER-MESSER
Klappen Sie das Abschlußblech weg.
Bei den Maschinen 80800U, UA UL und UAL muß zum Austausch
des Obermessers der Drückerfuß und zum Austausch des Unter-
messers zusätzlich die Stichplatte entfernt werden.
Bei den Maschinen 80800TLund TAL kann das Obermesser direkt
ausgewechselt werden. Zum Austausch des Untermessers bau-
en Sie die beiden Drückerfußteile, die Stichplatte und die Stoff-
platte aus und lösen die Abschneiderplatte.
Beachten Sie, insbesondere bei nachgeschliffenen Messern, daß
sich die Messerschneiden in Schneidstellung etwa 0,3 mm über-
lappen müssen. Überprüfen Sie, wenn notwendig, den Scher-
winkel.
Schwenken Sie das Abschlußblech zurück und montieren Sie die
ausgebauten Teile wieder.
BANDEINFASSAPPARAT FÜR DIE MASCHINEN 80800U UND UL
Nehmen Sie den Bandeinfaßapparat mit Befestigungsteilen aus
dem Zubehör der Maschine und montieren Sie ihn wie auf Seite
50 gezeigt. Der Apparat wird mit den Trägerbolzen zur Stich-
plattenoberfläche ausgerichtet. Die Höhe muß so eingestellt
werden, daß das Einfaßband die Sacköffnung voll umschließt und
die Naht etwa im unteren Drittel des Bandes liegt (siehe Fig. 23).
Der Apparat kann für Bandbreiten von 50 bis 70 mm eingestellt
werden. Stellen Sie die Führungen so, daß die Sacköffnung gleich-
mäßig eingefaßt wird.
Montieren Sie den Bandrollenhalter, wie auf Seite 50 gezeigt.
ADHESIVE TAPE FOLDER FOR STYLES 80800TL AND TAL
The adhesive tape folder (A, Fig. 24) has to be assembled
so, that it fits close to the bevelling of the cut-out in the
throat plate (see Dig. 24). The inner lower edge of the
folder mouth (B) must be flush with the top surface of
throat plate, and set as far to the left in the throat plate
cut-out so the adhesive tape will fully cover the closed
bag opening. The folder bracket and the folder can be
set accordingly after loosening screws (C and D, Fig. 24)
Retighten screws.
Assemble the tape reel as shown on page 50.
Assemble the guide rollers for the adhesive tape and the
bag guide rail as shown on page 52. Set the collars (E,
Fig. 24A) on the front guide roller and the collars (F) on
the folder to the width of the used adhesive tape. Insert
the adhesive tape as shown in Fig. 24A.
KLEBEBAND-EINFASSAPPARAT FÜR DIE MASCHINEN 80800TL UND
TAL
Der Klebeband-Einfaßapparat (A, Fig. 24) muß so montiert sein,
daß er satt an der Schräge des Ausschnitts in der Stichplatte an-
liegt (siehe Fig. 24). Die innere untere Kante des Apparate-Mund-
stücks (B) muß mit der Stichplattenoberfläche eben sein und so-
weit nach links in den Stichplattenausschnitt gestellt werden, daß
das Klebeband die zugenähte Sacköffnung voll umschließt. Der
Apparatehalter und der Apparat können nach Lösen der Schrau-
ben (C und D, Fig. 24) entsprechend eingestellt werden. Ziehen
Sie die Schrauben wieder an.
Montieren Sie den Bandrollenhalter wie auf Seite 50 gezeigt.
Montieren Sie die Führungsrollen für das Klebeand und die Sack-
Leitschiene wie auf Seite 52 gezeigt. Stellen Sie die Stellringe (E,
Fig. 24A) auf der vorderen Führungsrolle und die Stellringe (F) am
Apparat auf die Breite des verwendeten Klebebandes ein. Le-
gen Sie das Klebeband wie in Fig. 24A gezeigt ein.
19

TORQUE REQUIREMENTS
ERFORDERLICHE DREHMOMENTE
Torque specifications given in this catalog are measured
in Nm (Newton-meter) and inch-pound (in.lbs.).
All straps and eccentrics must be tightened to 2,2 - 2,4
Nm (19-21 in.lbs.), unless otherwise noted. All nuts, bolts,
screws etc., without torque specifications must be
secured as tightly as possible, unless otherwise noted.
Special torque specifications of connecting rod, links,
screws etc., are shown on part illustrations.
SETTING THE TIME RELAY IN THE SWITCH BOX OF THE
SEWING STATION
When the bag is closed the thread chain cutter or the
tape cutter should cut at the moment the sewing
machine stops and the bag conveyed on, just tightens
the thread chain or tape.
The time delay up to the cutting action is set at the time
delay relais D1, the operating time of the solenoid
respectively the solenoid valve is set on the impulse relais
D2 in the switch box of the Union Special sewing station
20600 (Fig. 25).
IThe switch box of sewing station with style 80800TL resp.
TAL includes 4 time relais marked D1,D2, D3 and D4.
Depending on the tape cutter design of these machines,
the tape with thread chain is cut on the start and on the
stop of the machine, to obtain equal projecting length
of tape on both ends of the bag.
Choose the time delay between the start of sewing
machine and the cutting of the tape at time delay relais
D3 so that the projecting length on the beginning of the
bag will be approx. 35 mm (1 1/2").
The operating time of the solenoid respectively the
solenoid valve is set at the impulse relais D4 for this
trimming action.
The time delay up to the cutting action when machine
stops is set, as described above, at time delay relais D1
and the operating time of the solenoid respectively the
solenoid valve is set at the impulse relais D2.
Die Drehmomente werden in diesem Katalog in Nm (Newton-
meter) und inch-pound (in.lbs.) angegeben.
Alle Verbindungslager und Exzenter sollen mit 2,2 - 2,4 Nm an-
gezogen werden, wenn nicht anders angegeben. Alle Muttern,
Bolzen, Schrauben usw., ohne Drehmomentangaben, müssen
so stark wie möglich angezogen werden, wenn nicht anders
angegeben. Spezielle Drehmomentangaben von
Verbindungsstangen, Gelenken, Schrauben usw. finden Sie bei
den Teileabbildungen.
EINSTELLUNG DER ZEITRELAIS IM SCHALTKASTEN DER NÄHSTATION
Wenn der Sack zugenäht ist, sollen die Fadenkettenschere oder
der Bandabschneider in dem Augenblick schneiden, in dem
die Nähmaschine stillsteht und der auf dem Transportband
weiterlaufende Sack die Fadenkette oder das Einfaßband
gerade strafft.
Die Verzögerungszeit bis zum Schneidvorgang wird am
Verzögerungsrelais D1 und die Anzugszeit des Schneid-
magneten bzw. des Magnetventils wird am Impulsrelais D2 im
Schaltkasten der Union Special Nähstation 20600 eingestellt
(Fig. 25).
Im Schaltkasten der Nähstation mit der Maschine 80800TL bzw.
TAL befinden sich vier Zeitrelais mit der Bezeichnung D1, D2,
D3 und D4.
Bedingt durch die Konstruktion des Bandabschneiders dieser
Maschinen wird das Klebeband mit Fadenkette beim Start und
beim Stopp der Maschine geschnitten, damit der Bandüber-
stand an beiden Sackenden etwa gleich groß ist.
Wählen Sie die Verzögerungszeit zwischen Start der Nähma-
schine und Schneiden des Bandes am Verzögerungsrelais D3
so, daß ein Bandüberstand am Sackanfang von etwa 35 mm
verbleibt. Die Anzugszeit des Schneidmagneten bzw. des
Magnetventils für diesen Schneidvorgang wird am Impulsrelais
D4 eingestellt.
Die Verzögerungszeit bis zum Schneidvorgang beim Stopp der
Maschine wird, wie oben beschrieben, am Verzögerungsrelais
D1 und die Anzugszeit des Schneidmagneten bzw. des
Magnetventils am Impulsrelais D2 eingestellt.
Set the operating time for the cutter solenoid respectively
the solenoid valve as short as possible.
NOTE: The cutter solenoid respectively the solenoid valve
should attract securely!
CAUTION! WHEN SETTING THE RELAYS, THERE IS LINE-
VOLTAGE ON THE OPEN SWITCH BOX!
D1 D2
TIME RELAIS / ZEITRELAIS
Stellen Sie die Anzugszeit für den Schneidmagneten bzw. für
das Magnetventil so kurz wie möglich ein.
BEACHTEN SIE: Der Schneidmagnet bzw. das Magnetventil muß
sicher anziehen!
ACHTUNG! BEIM EINSTELLEN DER RELAIS, IM OFFENEN
SCHALTKASTEN LIEGT NETZSPANNUNG AN!
Fig. 25
20

Pay attention to the numbers on
contact insert of plug when
connecting the cable leads.
Beachten Sie beim Anschließen der
Kabeladern die Zahlen am Kontakt-
träger des Steckers.
When assembling the plug
choose built-in position "A" for the
contact insert, i. e. screw driver
slot, ground contact and the
letter "A" on the contact insert
must point to the wide stay on
the plug housing after being
pushed in and locked (see
illustration).
Wählen Sie beim Zusammenbau des
Steckers die Einbaustellung "A" für
den Kontaktträger, d. h. Schrauben-
dreherschlitz, Erdungskontakt und
der Buchstabe "A" auf dem
Kontaktträger müssen nach dem
Eindrücken und Verriegeln auf den
breiten Steg des Steckergehäuses
zeigen (siehe Abbildung).
21

ORDERING WEAR AND SPARE PARTS
BESTELLUNG VON VERSCHLEISS- UND ERSATZTEILEN
ILLUSTRATIONS
This manual has been arranged to simplify ordering wear
and spare parts. Exploded views of various sections of the
mechanism are shown so that the parts may be seen in their
actual position in the sewing machine. On the page
opposite the illustration will be found a listing of the parts
with their part numbers, descriptions and the number of
pieces required in the particular view being shown.
Numbers in the first column are reference numbers only and
merely indicate the position of that part in the illustration.
Reference numbers should never be used in ordering parts.
Always use the part number listed in the second column.
ABBILDUNGEN
Dieser Katalog wurde zusammengestellt, um Verschleiß- und
Ersatzteilbestellungen zu vereinfachen. Explosionszeichnungen
der einzelnen Gruppen des Mechanismus zeigen die Lage der
Einzelteile in der Nähmaschine. Auf der der Bildseite gegenüber-
liegenden Seite befindet sich ein Verzeichnis der Teile mit Teil-
nummern, Beschreibungen und der für den gezeigten Bildaus-
schnitt benötigten Anzahl.
Die Nummern in der ersten Spalte sind Positionsnummern und
zeigen lediglich, wo das Teil in der Abbildung zu finden ist.
Positionsnummern dürfen bei Teilebestellungen nie verwendet
werden. Verwenden Sie immer die Teilenummer in der zweiten
Spalte.
Component parts of sub-assemblies which can be furnished
for repairs are indicated by indenting their description under
the description of the main sub-assembly.
At the back of the catalog will be found a numerical index
of all parts shown in this catalog. This will facilitate locating
the illustration and description when only the part number
is known.
IMPORTANT! ON ALL ORDERS, PLEASE INCLUDE PART NUMBER,
PART NAME AND STYLE OF MACHINE FOR WHICH PART IS
ORDERED.
Recommended Spare Parts (all styles)
Parts Description Quantity
69H Washer 1
73X Screw 2
88 Screw 1
93A Screw 1
107D Ferrule 1
108E Tension nut 1
110-3 Tension spring 1
110-4 Tension spring 1
12934A Nut 1
15465F Cone 1
22560A Screw 1
22560B Screw 1
22574 Screw 1
22894C Screw 1
22894Y Screw 1
22894AD Screw 1
80617 Needle bar 1
80634E Eccentric fork 1
80634EB Felt 1
80636A Guide plate 1
80657A Ball joint assembly 1
80658A Ball joint assembly 1
80666C Collar 1
80676A Tension disc 2
80686C Stay bolt 1
AS22D Screw 1
G5144 Nut 1
G22515A Screw 1
HA56 Nut 1
HA95 Screw 1
HA1348 Ferrule 1
HA1349 Sleeve 1
9848GS250/100 Needle 50
Recommended Spare Parts (specific styles)
AS26XA Looper ( stylesR, RL, TL, TAL, U,,
80608A Spreader (styles S & SL) 1
80137 Looper collar (styles S & SL) 1
80137A Looper collar (styles S & SL) 1
80605R Feed dog (styles R, S, RL & SL) 1
80628R Throat plaTE (styles R, S, RL & SL) 1
80827R Presser foot (styles R, S, RL & SL) 1
80625 Needle guard (styles R, S, RL & SL) 1
80625H Needle guard (styles TL, TAL, U,
80805T Feed dog (styles TL & TAL) 1
80828T Throat plate (styles TL & TAL) 1
80827T Presser foot (styles TL & TAL) 1
80805U Feed dog (styles UA, UL & UAL) 1
80828U Throat plate styles UA, UL & UAL) 1
80827U Presser foot (styles UA, UL & UAL) 1
2170B Upper knife (styles UA, UL , UAL,
80875U Lower knife (styles UA, UL, UAL
UA, UL & UAL) 1
UA, UL & UAL) 1
TL & TAL) 1
TL & TAL) 1
Einzelteile von Komplettteilen, die als Ersatzteile geliefert werden
können, sind durch Einrücken ihrer Beschreibung unterhalb der
Beschreibung des Komplettteiles gekennzeichnet.
Am Ende des Katalogs befindet sich ein Nummernverzeichnis
sämtlicher im Katalog dargestellter Teile. Dies erleichtert das
Auffinden der Abbildung und Beschreibung, wenn nur die Teile-
nummer bekannt ist.
WICHTIG: BITTE GEBEN SIE AUF ALLEN BESTELLUNGEN DIE
TEILENUMMER, DIE TEILEBESCHREIBUNG UND DEN MASCHINENTYP,
FÜR DEN DAS TEIL BESTELLT WIRD, AN.
Empfehlenswerf (alle maschinentypen)
Teil Beschreibung Anzahl
69H Scheibe 1
73X Schraube 2
88 Schraube 1
93A Schraube 1
107D Fadenspannungshülse 1
108E Fadenspannungsmutter 1
110-3 Spannungsfeder 1
110-4 Spannungsteder 1
12934A Mutter 1
15465F Kegelbolzen 1
22560A Schraube 1
22560B Schraube 1
22574 Schraube 1
22894C Schraube 1
22894Y Schraube 1
22894AD Schraube 1
80617 Nadelstange 1
80634E Gabel 1
80634EB Olfilz 1
80636A Führungsgabel 1
80657A Kugelgelenk, komplett 1
80658A Kugelgelenk, komplett 1
80666C Stelring 1
80676A Fadenspannungsscheibe 1
80686C Stehbolzen 1
AS22D Schraube 1
G5144 Mutter 1
G22515A Schraube 1
HA56 Mutter 1
HA95 Schraube 1
HA1348 Fadengleithulse 1
HA1349 Federhulse 1
9848GS250/100 Nadel 50
Empfehlenswerfeersatztellen (spezifische maschinentypen)
AS26XA Greifer (maschine R, RL, TL, TAL,
80608A Greifer (maschine S & SL) 1
80137 Greifer-uterlegring (maschine S & SL) 1
80137A Greifer-uterlegring (maschine S & SL) 1
80605R Transporteur (maschine R, S, RL & SL) 1
80628R Stich platte (maschine R, S, RL & SL) 1
80827R Druckerfub (maschine R, S, RL & SL) 1
80625 Nadelanschlag (maschine R, S, RL & SL) 1
80625H Nadelanschlag (maschine TL, TAL, U, UA,
80805T Transporteur (maschine TL & TAL) 1
80828T Stich platte (maschine TL &TAL) 1
80827T Druckerfub (maschine TL & TAL) 1
80805U Transporteur (maschnie U, UA, UL & UAL) 1
80828U Stich platte (maschine U, UA, UL & UAL) 1
80827U Druckerfub (maschine U, UA, UL & UAL) 1
2170B Obermesser (maschine UA, UL, UAL,
80875U Untermesser (maschine UA, UL, UAL,
U, UA, UL & UAL) 1
UL & UAL) 1
TL & TAL) 1
TL & TAL) 1
22

EXPLODED VIEWS
AND
DESCRIPTION OF PARTS
EXPLOSIONSZEICHNUNGEN
UND
TEILEBESCHREIBUNGEN
23

24

BUSHINGS AND OILING PARTS
BUCHSEN UND ÖLER
Ref. No.
Pos. Nr.
Part No.
Teil Nr.
1
666-79
2
80898A
3
GR-80293A
4
22894K
5
22894J
6
80667
7
80644
8
80846
9
89
10
88
11*
80862
12*
80673B
13**
95861
14
22539
14A
WO3
15
80885
15A
80885C
15B
22596D
15C
999-106D
15D
80885B
15E
22891
16
80885A
17
HA81
18
HA95
19
80694DA
20
80640EA
21
80639EA
22
80639FA
23
80692EA
24
80692DA
25
95500
26
80689C
27
80689D
28
G41046G
29
M129K
30
M129C
* NOTE: The presser bar bushings and the needle bar
bushings are cemented in the bed casting.
Therefor
repair sets for renewing the bushings:
29916REB
80673B
80689D
999-114B
DZ29185
DZ29327
Description
Sight Feed Oiler
Union Elbow
Oil Distributor
Spot Screw, headless
Set Screw
Pin
Plug Screw
Bushing for needle lever shaft
Set Screw for needle lever shaft bushing
Set screw for plug screw
Presser Bar Bushing (see note)
Needle Bar Bushing (see note)
Screw (see note)
Plug Screw
Wick Yarn, length 50 mm (2")
(please specify length when ordering)
Ball Bearing Assembly for crankshaft
Retaining Ring
Screw
Deep Groove Ball Bearing
Hub
Screw
Bearing
Spot Screw for crankshaft bearing housing
Set Screw for crankshaft bearing housing
Bushing for crankshaft
Bushing for looper driver lever rocker shaft
Looper Shaft Bushing, right
Looper Shaft Bushing, left
Feed Rocker Shaft Bushing
Knife Lever Shaft Bushing
Plug Screw (Styles 80800R, S, RL, SL only)
Oiler, shank dia. 7 mm
Oiler, shank dia. 5 mm
Oiler, shank dia. 6 mm
Name Plate
Grooved Drive Pin, round head
e we recommend to order the following
Repair Set for renewing the Needle Bar
Bushings, consists of:
Needle Bar Bushing
Oiler
Superfast Engineering Adhesive
Instruction
Instruction
Beschreibung
Tropföler
Winkelverschraubung
Ölverteiler
Gewindestift mit Spitze
Gewindestift
Stift
Verschlußschraube
Buchse für Nadelhebelwelle
Gewindestift für Nadelhebelwellenbuchse
Gewindestift für Verschlußschraube
Buchse für Drückerfußstange (siehe Anmerkung)
Buchse für Nadelstange (siehe Anmerkung)
Schraube (siehe Anmerkung)
Verschlußschraube
Dochtwolle, 50 mm lang
(bei Bestellung bitte Länge angeben)
Kugellager, komplett für Kurbelwelle
Haltering
Schraube
Rillenkugellager
Nabe
Schraube
Lager
Gewindestift mit Spitze für Kurbelwellenlagergehäuse
Gewindestift für Kurbelwellenlagergehäuse
Buchse für Kurbelwelle
Buchse für Greiferantriebshebelwelle
Buchse für Greiferwelle, rechts
Buchse für Greiferwelle, links
Buchse für Transportrahmenwelle
Buchse für Messerhebelwelle
Gewindestift (nur für Maschinen 80800R, S, RL, SL)
Kugelöler, Schaftdurchmesser 7 mm
Kugelöler, Schaftdurchmesser 5 mm
Kugelöler, Schaftdurchmesser 6 mm
Typenschild
Halbrundkerbnagel
* BEACHTEN SIE: Die Buchsen für die Drückerfuß-
stangen und die Nadelstange sind im Guß-
gehäuse eingeklebt. Wir empfehlen des-
halb für die Erneuerung der Buchsen fol-
gende Reparatursätze zu bestellen:
Reparatursatz zur Erneuerung der Nadelstangen-
buchsen, bestehend aus:
Nadelstangenbuchse
Kugelöler
Superschnell-Konstruktionskleber
Anleitung
Anleitung
Amt. Req.
Anzahl
1
1
1
1
1
1
2
2
2
2
4
2
3
3
1
1
1
3
1
1
2
1
1
1
2
2
1
1
2
2
1
1
8
3
1
2
1
2
2
1
1
1
29916REE
80862
999-114B
G41046G
80689D
DZ29818
DZ29327
** Torque for screw No. 95861 (Ref. No. 13) 25 Nm (220 in.lbs.)
The screw has to be secured with the superfast engineering
adhesive part No. 999-114B.
Repair Set for renewing the Presser Bar
Bushings, consists of:
Presser Bar Bushing
Superfast Engineering Adhesive
Oiler
Oiler
Instruction
Instruction
Reparatursatz zur Erneuerung der Drückerfuß-
stangenbuchsen, bestehend aus:
Buchse für Drückerfußstange
Superschnell-Konstruktionskleber
Kugelöler
Kugelöler
Anleitung
Anleitung
** Drehmoment für die Schraube Nr. 95861 (Pos. Nr. 13)
25 Nm.
Die Schraube muß mit dem Superschnell-
Konstruktionskleber Teil Nr. 999-114B gesicher werden.
25
1
4
1
2
2
1
1

26

CLOTH PLATES AND MISCELLANEOUS COVERS
STOFFPLATTEN UND VERSCHIEDENE ABDECKUNGEN
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
Part No.
Teil Nr.
64Y
35733B
80888
80801R
22574
80801U
22842
22517B
80887A
22528
80682R
92121
J1614
80682RA
80882T
80284H
94
8564
80601D
80440
81239
80438
89
80801TA
80440
81239
80438
89
99682NE
95412
95955
Description Beschreibung Amt. Req.
T-Screw
Knurled Nut
Arm Cover
Cloth Plate for Styles 80800R,S,RL,SL
Countersunk Screw
Cloth Plate for Styles 80800TL,TAL,
U,UA,UL,UAL
Screw
Screw
Face Cover
Screw
End Cover for Styles 80800R,S,RL,SL
Shoulder Screw
Spring Washer
End Cover for Styles 80800U,UA,UL,UAL
End Cover for Styles 80800TL,TAL
Guard
Screw
Hinge Pin
Hinge Cover Assembly for all Styles
except 80800TL, TAL
Locking Bolt Knob
Locking Bolt
Spring
Set Screw
Hinge Cover Assembly for Style 80800TL, TAL
Locking Bolt Knob
Locking Bolt
Spring
Set Screw
Finger Guard for Styles 80800TL,TAL,U,UA,UL,
UAL
Screw
Washer
Knebelschraube
Rändelmutter
Armdeckel
Stoffplatte für Maschinen 80800R,S,RL,SL
Senkschraube
Stoffplatte für Maschinen 80800TL,TAL,
U,UA,UL,UAL
Schraube
Schraube
Stirndeckel
Schraube
Abschlußblech für Maschinen 80800R,S,RL,SL
Ansatzschraube
Federscheibe
Abschlußblech für Maschinen 80800U,UA,UL,UAL
Abschlußblech für Maschinen 80800TL,TAL
Schutzblech
Schraube
Scharnierstift
Scharnierplatte, komplett für alle Maschinen
außer 80800TL, TAL
Griffschraube für Rastbolzen
Rastbolzen
Feder
Gewindestift
Scharnierplatte, komplett für Maschinen 80800TL, TAL
Griffschraube für Rastbolzen
Rastbolzen
Feder
Gewindestift
Fingerschutz für Maschinen 80800TL,TAL,U,UA,UL,
UAL
Schraube
Scheibe
Anzahl
1
1
1
1
3
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
1
1
2
1
1
1
1
2
1
2
2
27

28

THREAD TENSIONS, THREAD GUIDES AND NEEDLE BAR GUARD
FADENSPANNUNGEN, FADENFÜHRUNGEN UND NADELSTANGENSCHUTZ
Ref. No.
Pos. Nr.
14A
14B
14C
+17
+18
+19
+21
+22
+23
+24
10
11
12
13
14
15
16
20
25
26
1
2
3
4
5
6
7
8
9
Part No.
Teil Nr.
80858AX
22894AD
80667
HS106
HA1348
80676A
HA1349
110-4
110-3
107D
108E
81256A
22560B
AS137A
80858BX1
80858BX2
28C
22560B
22894AD
80665C
88
80865QX
136A
80865MX
88
80865NX
80865PX
22894C
80673CB
Description Beschreibung Amt. Req.
Needle Thread Guide
Set Screw
Pin for Tension Discs
Tension Post
Tension Post Ferrule
Tension Disc
Tension Sleeve
Spring for needle thread tension
Spring for looper thread tension
Tension Spring Ferrule
Tension Nut
Thread Sleeve
Set Screw
Thread Eyelet
Holder
Ferrule
Set Screw
Set Screw
Set Screw
Guide for filler cord
Set Screw
Bracket
Screw
Needle Thread Take Up
Set Screw
Needle Thread Take Up Wire
Support
Set Screw
Needle Bar Guard
Nadelfadenführung
Gewindestift
Stift für Fadenspannungsscheiben
Fadenspannungsbolzen
Fadengleithülse
Fadenspannungsscheibe
Federhülse
Feder für Nadelfadenspannung
Feder für Greiferfadenspannung
Fadenspannungshülse
Fadenspannungsmutter
Fadenhülse
Gewindestift
Fadenöse
Halter
Gleithülse
Gewindestift
Gewindestift
Gewindestift
Führung für Beilaufgarn
Gewindestift
Winkel
Schraube
Nadelfadenabzug
Gewindestift
Nadelfadenabzugsbügel
Halter
Gewindestift
Nadelstangenschutz
Anzahl
1
1
2
2
2
4
2
1
1
2
2
2
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
+May be
purchases as assembly 29476WT
29

30

NEEDLE BAR, NEEDLE LEVER, CRANK SHAFT, PULLEY, LOOPER DRIVE AND LOOPER AVOID ECCENTRIC
NADELSTANGE, NADELHEBEL, KURBELWELLE, RIEMENSCHEIBE, GREIFERANTRIEBS- UND GREIFERSEITWEGEXZENTER
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
7A
8
9
10
11
13
14
15
16
17
18
19
20+
21
22
23**
24++
25
26
27++
28
29
30
31
32
33
33A
34
35
36
37++
38
39
40
41***
42
43
44
45*
46*
47
48**
49
50
51*
52
Part No.
Teil Nr.
80617
HA56
G29479PA
80615A
22894AD
22894K
22811
96653
22894AY
G334
80659B
BP108
22894Y
51134Y
666-260
HA54B
80643
29066LA
80650LA
22587
80656
80636A
G22515A
80630C
80630
80630G
80630D
80822
80652
22587
80674
80
80621B
81399
80
80621A
80681
22891
HA66K
29442N
80236
88F
666-19
PI18
80642
22894L
22894C
80636A
G22515A
80645
AS38B
22894K
PI18
Description Beschreibung Amt. Req.
Needle Bar
Needle Clamp Nut
Needle Lever Assembly
Needle Lever
Set Screw
Spot Screw
Screw
Pin
Set Screw
Thread Eyelet
Needle Bar Connection
Screw
Set Screw
Link Pin, cyl.
Oil Wick
Connecting Link
Needle Lever Shaft
Needle Lever Ball Link
Shell
Screw
Ball Stud
Guide Fork
Screw
Nut, left hand thread
Needle Lever Connecting Rod
Oil Felt
Nut, right hand thread
Crank Shaft
Shell
Screw
Lock Washer for pulley hub
Countersunk Screw
Pulley
Pin
Countersunk Screw
Pulley Hub
Collar
Screw
Woodruff Key
Looper Drive Eccentric Assembly
Connection
Screw
Oil Wick
Pin for oil wick
Eccentric
Spot Screw, headless
Set Screw
Guide Fork
Screw
Ball Stud
Looper Avoid Eccentric
Spot Screw, headless
Pin for oil wick
Nadelstange
Nadelklemmmutter
Nadelhebel, komplett
Nadelhebel
Gewindestift
Gewindestift mit Spitze
Schraube
Stift
Gewindestift
Fadenführung
Nadelstangenmitnehmer
Schraube
Gewindestift
Gelenkstift, zyl.
Öldocht
Verbindungsgelenk
Welle für Nadelhebel
Kugelgelenk am Nadelhebel
Lagerschale
Schraube
Kugelbolzen
Führungsgabel
Schraube
, Linksgewinde
Mutter
Nadelhebel-Verbindungsstange
Ölfilz
Mutter, Rechtsgewinde
Kurbelwelle
Lagerschale
Schraube
Befestigungsscheibe für Riemenscheibennabe
Senkschraube
Riemenscheibe
Stift
Senkschraube
Nabe für Riemenscheibe
Stellring
Schraube
Scheibenfeder
Exzenter für Greiferantrieb, komplett
Verbindungslager
Schraube
Ölfilz
Stift für Ölfilz
Exzenter
Gewindestift mit Spitze
Gewindestift
Führungsgabel
Schraube
Kugelbolzen
Greiferseitwegexzenter
Gewindestift mit Spitze
Stift für Ölfilz
Anzahl
1
1
1
1
1
1
1
1
1
1
1
1
2
2
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
2
1
1
1
1
3
1
1
2
1
1
1
4
2
2
1
1
1
1
1
1
1
1
1
* Torque for screws No. 22894L, 22894C and 81
(Ref. Nos. 45, 46 and 51) 2 Nm (18 in. lbs.)
** Torque for screw No. G22515A (Ref. Nos. 23
and 48) 2.2 Nm (20 in. lbs.)
*** Torque for screw No. 88F (Ref. No. 41) 2.4 Nm (22 in. lbs.)
+ Torque for screw No. 22587 (Ref. No. 20)
3.8 Nm (34 in. lbs.)
++ Torque for nuts 80630C and 80630D and for screw No.
22891 (Ref. Nos. 24, 27 and 37) 6 Nm (54 in. lbs.) Nuts
80630C and 80630D (Ref. Nos. 24 and 27) have to be
secured additionally with the engineering adhesive part
No. 999-114C.
* Drehmoment für Schrauben Nr. 22894L, 22894C
und 81 (Pos. Nrn. 45, 46 und 51) 2 Nm
** Drehmoment für Schraube Nr. G22515A (Pos. Nrn.
23 und 48) 2,2 Nm
*** Drehmoment für Schraube Nr. 88F (Pos. Nr. 41) 2,4 Nm
+ Drehmoment für Schraube Nr. 22587 (Pos. Nr. 20)
3,8 Nm
++ Drehmoment für Muttern 80630C und 80630D und für
die Schraube Nr. 22891 (Pos. Nrn. 24, 27 und 37) 6 Nm
Die Muttern 80630C und 80630D (Pos. Nrn. 24 und 27)
müssen zusätzlich mit dem Konstruktions-Kleber Teil
31
Nr. 999-114C gesichert werden.

32

LOOPER AVOID ECCENTRIC FORK, LOOPER, LOOPER DRIVE LEVER AND ROCKER, LOOPER THREAD CAST-OFF
GABEL FÜR GREIFERSEITWEGEXZENTER, GREIFER, GREIFERANTRIEBSHEBEL UND GREIFERHEBEL, GREIFERFADENABZUG
Ref. No.
Pos. Nr.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
49A
50
51
52
53
54
Part No.
Teil Nr.
1
80638A
2
136
3
96
4
80691
5
80680
6
80680B
7
94
8
85
9
22811B
80634EC
482C
22894C
80639
WO3
80640
80653A
80653B
HA102A
22743
80604
AS22D
22548
AS26XA
80608A
80137A
80137
29479
15745B
80613A
15465F
22894W
22894W
12987A
73X
80657A
6040A
22729
237A
HA18A
269
80641
18
80658A
271E
22729D
HS36K
36E
12538
80637X
22517
22562B
80623
22569
80858CX
1280
Description Beschreibung Amt. Req.
Rocker for looper drive lever shaft
Screw
Spot Screw, headless
Nut
Looper Avoid Eccentric Fork Assembly
Guide Plate
Screw
Screw
Screw
Oil Felt
Collar
Set Screw
Looper Shaft
Wick Yarn, length 0.6 m (2')
(please specify length when ordering)
Looper Drive Lever Rocker Shaft
Looper Thread Cast-off Assembly
Bracket
Thread Eyelet
Set Screw
Cast-off Hook
Countersunk Screw
Screw
Looper for two thread double locked stitch
Looper for single thread chain stitch
Looper Collar 1 mm (.040") thick
(if r
equired only)
Looper Collar 1.8 mm (.070") thick
(if required only)
Looper Rocker Assembly
Cone Stud
Looper Rocker
Cone
Set Screw
Set Screw
Nut
Screw for looper
Ball Joint Assembly
Shell
Screw
Ball Stud
Nut
Nut, left hand thread
Connecting Rod
Nut, right hand thread
Ball Joint Assembly
Shell
Screw
Washer
Ball Stud
Nut
Looper Drive Lever
Screw
Screw
Looper Thread Take-up
Screw
Looper Thread Guide
Nut for looper rocker
Schwinghebel für Greiferantriebshebelwelle
Schraube
Gewindestift mit Spitze
Mutter
Gabel für Greiferseitwegexzenter, komplett
Führungsplättchen
Schraube
Schraube
Schraube
Ölfilz
Stellring
Gewindestift
Greiferwelle
Dochtwolle, 0,6 m lang
(bei Bestellung bitte Länge angeben)
Welle für Greiferantriebshebel
Greiferfadenabzug komplett
Halter
Fadenöse
Gewindestift
Abzugshaken
Senkschraube
Schraube
Greifer für Zweifaden-Doppelkettenstich
Greifer für Einfaden-Einfachkettenstich
Greifer-Unterlegring 1 mm dick
(nur wenn erforderlich)
Greifer-Unterlegring 1,8 mm dick
(nur wenn erforderlich)
Greiferhebel, komplett
Kegelbolzen
Greiferhebel
Kegelring
Gewindestift
Gewindestift
Mutter
Schraube für Greifer
Kugelgelenk, komplett
Lagerschale
Schraube
Kugelschraube
Mutter
Mutter, Linksgewinde
Verbindungsstange
Mutter, Rechtsgewinde
Kugelgelenk, komplett
Lagerschale
Schraube
Scheibe
Kugelschraube
Mutter
Greiferantriebshebel
Schraube
Schraube
Greiferfadenaufnehmer
Schraube
Greiferfadenführung
Mutter für Greiferhebel
Anzahl
1
2
1
1
1
2
2
1
1
1
1
2
1
1
1
1
1
2
2
1
2
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
2
1
1
1
1
1
1
1
2
1
1
1
1
2
1
1
1
1
1
33

Loctite 262
(CE66)
34

FEED MECHANSM
TRANSPORT-MECHANISMUS
Ref. No.
Pos. Nr.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27**
28
29*
30
31
32
33
34
35
36
37*
38
Part No.
Teil Nr.
1
80634R
2
89
3
97X
4
G5144
5
80686C
6
69H
7
80625
8
HA95
9
80634H
89
73C
22519K
69H
80625H
80634E
80634EB
93A
11
80633
89
8A
482C
22894C
80696
29099S
80651A
22587
80695A
22894L
666-121
666-19
80654
HA20A
HA18A
80206
HA43X
22894D
73A
Description Beschreibung Amt. Req.
Feed Bar for Styles 80800R, S, RL, SL
Set Screw
Feed Dog Supporting Screw
Nut for feed dog
Stud Bolt for feed dog
Washer
Needle Guard for Styles 80800R, S, RL, SL
Screw for needle guard
Feed Bar for Styles 80800TL, TAL, U, UA,
UL, UAL
Set Screw
Feed Dog Supporting Screw
Screw for feed dog and needle guard
Washer
Needle Guard for Styles 80800TL, TAL,
U, UA, UL, UAL
Feed Lift Eccentric Fork
Oil Felt
Screw for eccentric fork
Feed Bar Shaft
Feed Rocker
Set Screw
Feed Rocker Shaft
Collar
Set Screw
Stitch Regulating Stud
Feed Drive Eccentric Assembly
Connection
Screw
Eccentric
Spot Screw, headless
Oil Wick
Oil Wick
Flange Bushing
Washer
Nut for stitch regulating stud
Feed Lift Eccentric for Styles 80800R, S,
RL, SL
Feed Lift Eccentric for Styles 80800TL,
TAL, U, UA, UL, UAL
Spot Screw, headless
Screw
Transporteurträger für Maschinen 80800R, S, RL, SL
Gewindestift
Stützschraube für Transporteur
Mutter für Transporteur
Stehbolzen für Transporteur
Scheibe
Nadelanschlag für Maschinen 80800R, S, RL, SL
Schraube für Nadelanschlag
Transporteurträger für Maschinen 80800TL, TAL, U,
UA, UL, UAL
Gewindestift
Stützschraube für Transporteur
Schraube für Transporteur und Nadelanschlag
Scheibe
Nadelanschlag für Maschinen 80800TL, TAL,
U, UA, UL, UAL
Gabel für T
Ölfilz
Schraube für Exzentergabel
Welle für Transporteurträger
Transportrahmen
Gewindestift
Welle für Transportrahmen
Stellring
Gewindestift
Stichstellerbolzen
Transportantriebsexzenter, komplett
Verbindungslager
Exzenter
Öldocht
Öldocht
Bundbuchse
Scheibe
Mutter für Stichstellerbolzen
Transporthubexzenter für Maschinen 80800R, S, RL,
SL
Transporthubexzenter für Maschinen 80800TL, TAL,
U, UA, UL ,UAL
Gewindestift mit Spitze
Schraube
ransporthubexzenter
Schraube
Gewindestift mit Spitze
Anzahl
1
2
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
2
1
2
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
+ May be purchases as assembly 29476WN
* Torque for screws No. 22894L and 22894D
(Ref. Nos. 29 and 37) 2 Nm (18 in. lbs.)
** Torque for screw No. 22587 (Ref. No. 27) 3.8 Nm
(34 in. lbs)
+ Kann auch gekauft werden, wie montage
* Drehmoment für Schrauben Nr. 22894L und 22894D
(Pos. Nr. 29 und 37) 2 Nm
** Drehmoment für Schraube Nr. 22587 (Pos. Nr. 27) 3,8 Nm
35

36

DRÜCKERFUSS-STANGEN, FEDERN FÜR DRÜCKERFUSS-STANGEN UND DRÜCKERFUSS LIFTERTEILE
PRESSER BAR, PRESSER BAR SPRINGS AND PRESSER FOOT LIFTER PARTS
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Part No.
Teil Nr.
80663
80664
482C
22894C
80666C
22894C
80648A
80632C
258
258A
420
80649
80661B
80660
Description Beschreibung Amt. Req.
Leaf Spring, upper
Leaf Spring. lower
Collar
Set Screw
Presser Bar Lifter Collar
Set Screw
Presser Foot Lifter Lever
Lifter Lever Stud
Nut
Nut
Stud for Lifter Lever
Spring
Presser Bar, left and right for all Styles,
except 80800TL, TAL
Presser Bar, right for Styles 80800TL, TAL
Presser Bar, left for Styles 80800TL, TAL
Blattfeder, oben
Blattfeder, unten
Stellring
Gewindestift
Drückerfuß-Lifterstellring
Gewindestift
Drückerfuß-Lifterhebel
Lifterhebelbolzen
Mutter
Mutter
Bolzen für Lifterhebel
Feder
Drückerfußstange, links und rechts für alle
Maschinen außer 80800TL, TAL
Drückerfußstange, rechts für Maschinen 80800TL, TAL
Drückerfußstange, links für Maschinen 80800TL, TAL
Anzahl
2
2
4
2
1
2
1
1
1
1
1
1
2
1
1
37

38

AIR CYLINDER DRIVE ASSEMBLY AND SOLENOID DRIVE ASSEMBLY FOR CUTTER
Ref. No.
Pos. Nr.
11A
23A
23B
42A
52**
53**
54**
55**
56**
57**
58**
Part No.
Teil Nr.
1*
29925
2
998-59D
3
95153
4
95257
5
95954
6
998-247-1
7
998-247-4
8
998-313D
9
998-419
10
998-313F
11
90233DCB
G21233EA
12
998-226A5
13
998-226A1
14
998-227A3
15
998-226A3
16
998-226A4
17
998-226A2
18
90233C
19
999-234
20
99371
21
999-167BA
22
999-149
23
GR-999A374
GR-999B374
GR-999M374
GR-998-429B
GR-998-429M
24
999-411G1/8-6
25
99675G1000
26
80880LA
27
95406A
28
80880L
29
95403A
30
95255
31
95955
32
99374
33
99372
34
998-358G
35
G21233EB220/50T
G21233EB220/60T
G21233EB110/50T
G21233EB110/60T
36
998AT357
998CT357
998TT357
998BT357
37
998-313
38
998-247-1
39
998-247-4
40
998-419
41
998-313F
42
90233DCB
G21233EA
43
998-226A5
44
998-226A1
45
998-227A3
46
998-226A3
47
998-226A4
48
998-226A2
49
95421
50
95255
51
95955
998-228
998-227A2
998-226A3
998-227A3
998-226A4
998-227A1
998-230
LUFTANTRIEB UND MAGNETVENTIL FÜR ABSCHNEIDER
Description Beschreibung Amt. Req.
Air Cylinder Drive Assembly for Styles
80800RL, SL, TL, TAL, UL, UAL
Terminal Box
Screw
Nut
Washer
Marking Ring 1
Marking Ring 4
Cable Screwing
Elbow Screw Fitting
Cable Screwing
Cable with Plug
Supply Cable
Cable Sleeve
Plug Housing
Socket Contact
Pin Contact
Sealing Plug
Contact Insert for plug
Cable
Air Cylinder
Connector
Hex. Nut
Aluminium Gasket
Solenoid Valve 200 - 230 V, 50/60 Hz
Solenoid Valve 100 - 110 V, 50/60 Hz
Solenoid Valve 24 V DC
Coupler Plug 110 - 230 V, 50/60 Hz
Coupler Plug 24 V DC
Elbow Fitting
PE-Tube, length 1 meter
Spacer Plate
Screw
Bracket
Screw
Nut
Washer
Lock Nut
Stop Screw
Cable Clamp
Solenoid Drive Assembly 220 V, 50 Hz
Solenoid Drive Assembly 220 V, 60 Hz
Solenoid Drive Assembly 110 V, 50 Hz
Solenoid Drive Assembly 110 V, 60 Hz
for Styles 80800R, S, U, UA
AC-Solenoid 220 V, 50 Hz
AC-Solenoid 220 V, 60 Hz
AC-Solenoid 110 V, 50 Hz
AC-Solenoid 110 V, 60 Hz
Cable Screwing
Marking Ring 1
Marking Ring 4
Elbow Screw Fitting
Cable Screwing
Cable with Plug
Supply Cable
Cable Sleeve
Plug Housing
Socket Contact
Pin Contact
Sealing Plug
Screw
Nut
Washer
Protection Cap
Contact Insert for receptacle
Pin Contact
Socket Contact
Sealing Plug
Receptacle Housing
Nut
Contact Insert for plug
Luftantrieb, komplett für Maschinen
80800RL, SL, TL, TAL, UL, UAL
Klemmengehäuse
Schraube
Mutter
Scheibe
Bezeichnungsring 1
Bezeichnungsring 4
Kabelverschraubung
Winkel-Kabelverschraubung
Kabelverschraubung
Kabel mit Stecker
Zuleitung
Tülle
Steckergehäuse
Buchsenkontakt
Stiftkontakt
Blindstopfen
Kontaktträger für Stecker
Kabel
Luftzylinder
Verschraubung
Sechskantmutter
Aluminium-Dichtring
Magnetventil 200 - 230 V, 50/60 Hz
Magnetventil 100 - 110 V, 50/60 Hz
Magnetventil 24 V DC
Gerätedose 110 - 230 V, 50/60 Hz
Gerätedose 24 V DC
Eckanschlußstück
PE-Rohr, Länge 1 Meter
Distanzplatte
Schraube
Halter
Schraube
Mutter
Scheibe
Kontermutter
Anschlagschraube
Kabelschelle
Magnetantrieb, komplett 220 V, 50 Hz
Magnetantrieb, komplett 220 V, 60 Hz
Magnetantrieb, komplett 110 V, 50 Hz
Magnetantrieb, komplett 110 V, 60 Hz
für Maschinen 80800R, S. U, UA
WS-Hubmagnet 220 V, 50 Hz
WS-Hubmagnet 220 V, 60 Hz
WS-Hubmagnet 110 V, 50 Hz
WS-Hubmagnet 110 V, 60 Hz
Kabelverschraubung
Bezeichnungsring 1
Bezeichnungsring 4
Winkel-Kabelverschraubung
Kabelverschraubung
Kabel mit Stecker
Zuleitung
Tülle
Steckergehäuse
Buchsenkontakt
Stiftkontakt
Blindstopfen
Schraube
Mutter
Scheibe
Verschlußklappe
Kontaktträger für Steckdose
Stift Kontakt
Buchsen Kontakt
Blindstopfen
Steckdosengehäuse
Mutter
Kontaktträger für Stecker
Anzahl
1
1
2
4
4
2
2
2
1
1
1
1
1
1
1
4
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
4
4
8
1
1
1
1
1
1
1
1
1
1
1
1
2
2
1
1
1
1
1
1
1
4
2
1
4
4
4
1
1
1
4
2
1
1
* Please indicate voltage and frequency when ordering!
** Ref Nos. 52 and 58 are part of the switch box for the bag closing
station and listed and illustrated for reference only.
For assembling the plug and connection the cable leads (Ref. Nos. 11
to 17 and Ref. Nos. 42 to 48) refer also to Figs. 26 and 27 on page 21.
* Bei Bestellung bitte Spannung und Frequenz angeben!
** Pos. Nrn. 52 bis 58 gehören zum Schaltkasten der Sackzunähanlage
und sind nur als Hinweis aufgelistet und abgebildet.
Zum Zusammenbau des Steckers und zum Anschließen der Kabel-
adern (Pos. Nrn. 11 bis 17 und Pos. Nrn. 42 bis 48) siehe auch Fig. 26
und 27 auf Seite 21.
39

40

FEELER, PROXIMITY SWITCH, THREAD CHAIN CUTTER FOR STYLES 80800R, S, RL AND SL
TASTER, NÄHERUNGSSCHALTER, KETTENSCHERE FÜR MASCHINEN 80800R, S, RL UND SL
Ref. No.
Pos. Nr.
15A**
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36*
37
38
39*
40*
41
42
43
44
45
46
47
48
49*
50
51
52
53
54
55
56
58
Part No.
Teil Nr.
89890R
80638S
80838R
99288
15037A
80891R
22894AD
90710C
96826
22541A
96718
22782A
99339
907
80897R
80897S
80897U
80897T
22519
998-356
998-356M
998-358E
22569C
69H
99625B
80696RA
96714
99625C
80696RA
96717
80696S
22548
22548
80843S
80843R
55235E
80880R
99289
80851P
80884S
22894F
22894AD
80852S
80883R
22894AD
22743
62C
80699R
80851R
80851S
33174B
18
80677R
97000
80265
41071G
8062R
99338
18
Description Beschreibung Amt. Req.
Holder for feeler
Center Pin
Center Shaft
Center Screw
Nut
Support for feeler
Set Screw
Magnet
Grooved Pin
Screw
Spring
Feeler Stop Screw
Screw
Nut
Feeler for Styles 80800R, S, RL, SL
Extended Feeler for Styles 80800R, S,
RL, SL, for earlier start of the
sewing machine
Feeler for Styles 80800U, UA, UL, UAL
Feeler for Styles 80800TL, TAL
Screw for feeler
Proximity Switch 20 - 250 V AC/DC
Plastic Nut
Cable Clamp, plastic
Screw
Washer
Pull Back Spring Assembly for Styles
80800R, S, RL, SL
Spring Eyelet
Spring
Pull Back Spring Assembly for Styles
80800TL, TAL, U, UA, UL, UAL
Spring Eyelet
Spring
Spring Holder
Screw for Styles 80800R, S, RL, SL
Screw for Styles 80800TL, TAL, U, UA, UL, UAL
Clamp
Locking Stud
Nut
Bracket
Screw
Stud
Connecting Lever
Set Screw
Set Screw
Stud
Lever
Set Screw
Set Screw
Shaft
Parallel Pin
Stud
Stud for knife
Screw
Nut
Chain Cutter
Spring
Washer
Nut
Stud
Stop Screw
Nut
Halter für Taster
Zentrierstift
Zentrierachse
Zentrierschraube
Mutter
Lagerbock für Taster
Gewindestift
Magnet
Paßkerbstift
Schraube
Zugfeder
Taster-Anschlagschraube
Schraube
Mutter
Taster für Maschinen 80800R, S, RL, SL
Verlängerter Taster für Maschinen 80800R,
S, RL, SL, zum früheren Start der
Nähmaschine
Taster für Maschinen 80800U, UA, UL, UAL
Taster für Maschinen 80800TL, TAL
Schraube für Taster
Näherungsschalter 20 - 250 V AC/DC
Kunststoffmutter
Kabelschelle
Schraube
Scheibe
Rückzugfeder, komplett für Maschinen
80800R, S, RL, SL
Federöse
Zugfeder
Rückzugfeder, komplett für Maschinen
80800TL, TAL, U, UA, UL, UAL
Federöse
Zugfeder
Federhalter
Schraube für Maschinen 80800R,S, RL, SL
Schraube für Maschinen 80800TL, TAL, U, UA, UL, UAL
Klemmstück
Klemmblozen
Mutter
Halter
Schraube
Bundbolzen
Zwischenhebel
Gewindestift
Gewindestift
Bundbolzen
Zwischenhebel
Gewindestift
Gewindestift
Welle
Zylinderstift
Bundbolzen
Bolzen für Messer
Schraube
Mutter
Kettenschere
Feder
Scheibe
Mutter
Bolzen
Anschlagschraube
Mutter
Anzahl
1
1
1
1
1
1
1
1
1
2
1
1
2
3
1
1
1
1
2
1
2
2
2
2
1
2
1
1
2
1
1
2
1
1
1
1
1
3
1
1
2
2
1
1
2
2
1
1
1
1
2
1
1
1
1
2
1
1
1
* The screws have to be secured with the
engineering adhesive part No. 999-114C.
** On demand only
* Die Schrauben müssen mit dem Konstruktions-
kleber Teil Nr. 999-114C gesichert werden.
** Nur bei Bedarf
41

42

BANDABSCHNEIDER FÜR DIE MASCHINEN 80800U, UA, UL UND UAL
TAPE CUTTER FOR STYLES 80800U, UA, UL AND UAL
Ref. No.
Pos. Nr.
15*
2*
10
11
12
13
14
16
17
18
19
20
21
22
23
24
25
26
27
Part No.
Teil Nr.
1
80884U
22894F
3
80852U
4
80871U
5
22777B
6
627A
7
2170B
8
22528
9
80883U
22894AD
627
18
652L24
A9285C
22894AD
80851U
80875U
99248
80040-1
80874U
2190
96662
TR39
22574
22861C
95407
21657E
Description Beschreibung Amt. Req.
Lever
Set Screw
Stud
Upper Knife Holder
Screw
Screw
Upper Knife
Screw
Support Lever for upper knife holder
Set Screw
Stop Screw
Nut
Washer
Spring
Set Screw
Shaft for support lever
Lower Knife
Screw
Washer
Plate for tape cutter
Bushing
Clamping Sleeve to align the lower
knife cutting edge
Transfer "OIL"
Countersunk Screw
Screw
Hexagon Socket Cap Screw
Washer
Hebel
Gewindestift
Bundbolzen
Obermesserhalter
Schraube
Schraube
Obermesser
Schraube
Trägerhebel für Obermesserhalter
Gewindestift
Anschlagschraube
Mutter
Scheibe
Feder
Gewindestift
Welle für Trägerhebel
Untermesser
Schraube
Scheibe
Platte für Bandabschneider
Buchse
Spannhülse zum Ausrichten der Unter-
messerschneide
Abziehbild "OIL"
Senkschraube
Schraube
Zylinderschraube mit Innensechskant
Scheibe
Anzahl
1
2
1
1
1
1
1
2
1
2
1
1
1
1
2
1
1
1
1
1
2
1
3
1
2
1
2
* The screws habe to be secured with the
engineering adhesive part No. 999-144C.
* Die Schrauben müssen mit dem Konstruktions-
kleber Teil Nr. 999-114C gesichert werden.
43

44

BANDABSCHNEIDER FÜR DIE MASCHINEN 80800TL UND TAL
TAPE CUTTER FOR STYLES 80800TL AND TAL
Ref. No.
Pos. Nr.
2*
10
11
12
13
14
15*
16
17
18
19
20
21
22
23
24
25
26
27
Part No.
Teil Nr.
1
80884U
22894F
3
80852U
4
80871T
5
22777B
6
627A
7
2170B
8
376A
9
80883U
22894AD
627
18
652L24
A9285C
22894AD
80851U
80875U
99248
80040-1
80874T
2190
96662
TR39
22574
22861C
95407
21657E
Description Beschreibung Amt. Req.
Lever
Set Screw
Stud
Upper Knife Holder
Screw
Screw
Upper Knife
Screw
Support Lever for upper knife holder
Set Screw
Stop Screw
Nut
Washer
Spring
Set Screw
Shaft for support lever
Lower Knife
Screw
Washer
Plate for tape cutter
Bushing
Clamping Sleeve to align the lower
knife cutting edge
Transfer "OIL"
Countersunk Screw
Screw
Hexagon Socket Cap Screw
Washer
Hebel
Gewindestift
Bundbolzen
Obermesserhalter
Schraube
Schraube
Obermesser
Schraube
Trägerhebel für Obermesserhalter
Gewindestift
Anschlagschraube
Mutter
Scheibe
Feder
Gewindestift
Welle für Trägerhebel
Untermesser
Schraube
Scheibe
Platte für Bandabschneider
Buchse
Spannhülse zum Ausrichten der Unter-
messerschneide
Abziehbild "OIL"
Senkschraube
Schraube
Zylinderschraube mit Innensechskant
Scheibe
Anzahl
1
2
1
1
1
1
1
2
1
2
1
1
1
1
2
1
1
1
1
1
2
1
3
1
2
1
2
* The screws have to be secured with the
engineering adhesive part No. 999-114C.
* Die Schrauben müssen mit dem Konstruktions-
kleber Teil Nr. 999-114C gesichert werden.
45

46

PRESSER FEET, THROAT PLATES AND FEED DOGS
DRÜCKERFÜSSE, STICHPLATTEN UND TRANSPORTEURE
Ref. No.
Pos. Nr.
7*
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26*
27
28
29
30
31
32
32A
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
Part No.
Teil Nr.
1
80827R
2
80830
3
22560A
4
12934A
5
22894C
6
99682VA
95686
8
97165A
9
96667
80620G
80627T
80620H
80620P
96522
80830B
96815
80628R
80605R
80827U
80830E
22560B
22560A
12934A
22894AD
99682VA
95686
97165A
96667
96522
80830U
80828U
80805U
80805US
80827TL
80830F
22894J
96505
80830TL
80827T
80830G
22894AD
22525C
907
22894E
12982
96521
80830T
80828T
80805T
80
Description Beschreibung Amt. Req.
Presser Foot for Styles 80800R, S, RL, SL
Presser Foot Shank
Set Screw
Nut
Set Screw
Finger Guard
Screw
Lock Washer
Clamping Sleeve
Spring
Chaining Section
Chaining Section
Spring
Pin
Presser Foot Bottom
Straight Grooved Pin
Throat Plate for Styles 80800 R, S, RL, SL
Feed Dog for Styles 80800R, S, RL, SL
One-piece Presser Foot for Styles 80800U, UA,
UL, UAL
Two-piece version see following pages
Presser Foot Shank
Set Screw
Set Screw
Nut
Set Screw
Finger Guard
Screw
Lock Washer
Clamping Sleeve
Pin
Presser Foot Bottom
Throat Plate for Styles 80800U, UA, UL, UAL
Feed Dog for Styles 80800U, UA, UL, UAL
Feed Dog, superhard version for Styles 80800U,
UA, UL, UAL
Presser Foot, left for Styles 80800TL, TAL
Presser Foot Shank with guard
Set Screw
Parallel Pin
Presser Foot Bottom with guard
Presser Foot, right for Styles 80800TL, TAL
Presser Foot Shank
Set Screw
Countersunk Screw
Nut
Adjusting Screw
Nut
Parallel Pin
Presser Foot Bottom
Throat Plate for Styles 80800TL, TAL
Feed Dog for Styles 80800TL, TAL
Screw for throat plate
Drückerfuß für Maschinen 80800R, S, RL, SL
Drückerfußnabe
Gewindestift
Mutter
Gewindestift
Fingerschutz
Schraube
Sicherungsscheibe
Spannhülse
Feder
Kettelfuß
Spannhülse
Feder
Stift
Drückerfußsohle
Zylinderkerbstift
Stichplatte für Maschinen 80800R, S, RL, SL
Transporteur für Maschinen 80800R, S, RL, SL
Einteiliger Drückerfuß für Maschinen 80800U, UA, UL,
UAL
Zweiteilige Ausführung siehe nachfolgende Seiten
Drückerfußnabe
Gewindestift
Gewindestift
Mutter
Gewindestift
Fingerschutz
Schraube
Sicherungsscheibe
Spannhülse
Stift
Drückerfußsohle
Stichplatte für Maschinen 80800U, UA, UL, UAL
Transporteur für Maschinen 80800U, UA, UL, UAL
Transporteur, superhart für Maschinen
80800U, UA, UL, UAL
Drückerfuß, links für Maschinen 80800TL, TAL
Drückerfußnabe mit Schutzbügel
Gewindestift
Zylinderstift
Drückerfußsohle mit Schutzbügel
Drückerfuß, rechts für Maschinen 80800TL, TAL
Drückerfußnabe
Gewindestift
Senkschraube
Mutter
Einstellschraube
Mutter
Zylinderstift
Drückerfußsohle
Stichplatte für Maschinen 80800TL, TAL
Transporteur für Maschinen 80800TL, TAL
Schraube für Stichplatte
Anzahl
1
1
2
2
3
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
3
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
2
1
1
1
1
1
1
1
1
2
* The screws have to be secured with the superfast
engineering adhesive part No. 999-114B.
* Die Schrauben müssen mit dem Superschnell-Kon–
struktionskleber Teil Nr. 999-114B gesichert werden.
47

48

TWO-PIECE PRESSER FOOT FOR MACHINE STYLES 80800U, UA, UL, UAL
ZWEITEILIGER DRÜCKERFUSS FÜR MASCHINENKLASSEN 80800U, UA, UL, UAL
Ref. No.
Pos. Nr.
1A
10
11
12
13
14
15
16
17
18
19*
20
21
22
23
24
25
26
27
Part No.
Teil Nr.
1
80661B
80860
2
80663
3
80664
4
482C
5
22894C
6
80866
7
22894C
8
80666C
9
22894C
80827UL
80830UL
22894AD
80830AA
22597E
12982
22894AD
96505
99682VE
92125A
80827UR
80830UR
96505
22894AD
80830AB
22894AD
22597E
12982
Description Beschreibung Amt. Req.
Presser Bar
Presser Bar
Leaf Spring, upper
Leaf Spring, lower
Collar
Screw
Lifter Collar
Screw
Lifter Collar
Screw
Presser Foot, left
Presser Foot Bottom, left
Set Screw
Presser Foot Shank, left
Screw
Nut
Set Screw
Link Pin, length 18 mm
Finger Guard
Screw
Presser Foot, right
Presser Foot Bottom, right
Link Pin
Set Screw
Presser Foot Shank, right
Set Screw
Screw
Nut
Drückerfußstange
Drückerfußstange
Drückerfußfeder, oben
Drückerfußfeder, unten
Stellring für Drückerfußlifter
Gewindestift
Stellring für Drückerfußlifter
Gewindestift
Stellring für Drückerfußlifter
Gewindestift
Drückerfuß, links
Drückerfußsohle, links
Gewindestift
Drückerfussnabe, links
Gewindestift
Sechskantmutter
Gewindestift
Zylinderstift, 18 mm lang
Fingerschutz
Zylinderschraube
Drückerfuß, rechts
Drückerfußsohle, rechts
Zylinderstift
Gewindestift
Drückerfußnabe, rechts
Gewindestift
Gewindestift
Sechskantmutter
Anzahl
1
1
1
1
3
2
1
2
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
* The screw has to be secured with the superfast
engineering adhesive part No. 999-114B.
* Die Schraube muß mit dem Superschnell-Kon–
struktionskleber Teil Nr. 999-114B gesichert werden.
49

50

TAPE REEL ASSEMBLY FOR STYLES 80800TL, TAL, U, UA, UL, UAL
BANDROLLENHALTER, KOMPLETT FÜR DIE MASCHINEN 80800TL, TAL, U, UA, UL, UAL
Ref. No.
Pos. Nr.
Ref. No.
Pos. Nr.
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
1
2
3
4
5
6
Part No.
Teil Nr.
29480XR
93064M
93064MA
95555
95055
96203
Part No.
Teil Nr.
G23451
G23451V
G23451H
94
69H
HA20B
97160
G23451A
188D
BP108
23451M
99008
1635U
G11667VB
95054
1021U
80463A
96203
Description Beschreibung Amt. Req.
Tape Reel Assembly
Tape Reel
Tape Reel Guide
Screw
Screw
Washer, lock
TAPE FOLDER FOR STYLES 80800U, UL
MACHINE FASTENING SCREWS
BANDEINFASSAPPARAT FÜR DIE MASCHINEN 80800U, UL
MASCHINENBEFESTIGUNGSSCHRAUBEN
Description Beschreibung Amt. Req.
Tape Folder Assembly
Edge Guide for tape, front
Edge Guide for tape, rear
Screw
Washer
Washer
Retaining Ring
Collar
Thumb Screw
Screw for tape folder
Tape Folder Support Rod
Nut
Washer
Mounting Plate
Screw
Washer
Machine Fastening Screw
Locking Ring
Bandrollenhalter, komplett
Bandrollenhalter
Bandrollenführung
Flügelschraube M8x40
Schraube M10x25
Federring 10
Bandeinfaßapparat, komplett
Kantenführung für Band, vorne
Kantenführung für Band, hinten
Schraube
Scheibe
Scheibe
Sicherungsscheibe
Stellring
Rändelschraube
Schraube für Bandeinfaßapparat
Trägerbolzen für Bandeinfaßapparat
Mutter
Scheibe
Befestigungsplatte
Schraube
Scheibe
Maschinenbefestigungsschraube
Federring
Anzahl
1
1
2
1
2
2
Anzahl
1
1
1
4
4
2
2
2
1
2
2
4
4
1
2
2
3
3
51

52

ADHESIVE TAPE FOLDER AND GUIDE ROLLERS FOR ADHESIVE TAPE FOR STYLES 80800TL AND TAL
KLEBEBAND-EINFASSAPPARAT UND FÜHRUNGSROLLEN FÜR KLEBEBAND FÜR MASCHINEN 80800TL UND TAL
AND BAG GUIDE RAIL FOR STYLE 80800TL
UND SACK-LEITSCHIENE FÜR MASCHINE 80800TL
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9*
10*
11*
12*
13*
14*
15*
16
17
18
19
20
21
22
23
24
Part No.
Teil Nr.
A8940T50
A8940T60
97160
G23451A
188D
A8941
303
69H
A8942AA
95051
96902
A8552BC
A8852BB
A8852BA
95054
1021U
A8942E
95051
96102
A8942D
93071C
22894AD
A8942DA
9271
22894AD
Description Beschreibung Amt. Req.
Adhesive Tape Folder for 50 mm (2")
wide tape
Adhesive Tape Folder for 60 mm (2 3/8")
wide tape
Retaining Ring
Collar
Thumb Screw
Folder Bracket
Screw
Washer
Bag Guide Rail
Screw
Washer
Guide Rail Bracket
Adjustable Bracket
Bracket
Screw
Washer
Bracket for guide rollers
Screw
Lock Washer
Guide Roller for tape
Collar on guide roller
Set Screw
Guide Roller for tape
Collar for guide roller
Set Screw
Klebeband-Einfaßapparat für 50 mm
breites Band
Klebeband-Einfaßapparat für 60 mm
breites Band
Sicherungsscheibe
Stellring
Rändelschraube
Haltewinkel für Apparat
Schraube
Scheibe
Sack-Leitschiene
Schraube
Scheibe
Leitschienenhalter
Halter, einstellbar
Halter
Schraube
Scheibe
Halter für Führungsrollen
Schraube
Fächerscheibe
Führungsrolle für Band
Stellring auf Führungsrolle
Gewindestift
Führungsrolle für Band
Stellring für Führungsrolle
Gewindestift
Anzahl
1
1
2
2
1
1
4
4
1
6
6
1
1
1
2
2
1
2
2
1
2
2
1
4
2
* For Style 80800TL only * Nur für Maschine 80800TL
53

54

ACCESSORIES AND ADDITIONAL ACCESSORIES FOR MOUNTING THE SEWING MACHINE ON FORMER BAG CLOSING COLUMNS
ZUBEHÖR UND ZUSATZ-ZUBEHÖR ZUM ANBAU DER NÄHMASCHINE AN ÄLTERE SACKZUNÄHSÄULEN OHNE TRAVERSE
WITHOUT TRAVERSE
Ref. No.
Pos. Nr.
9**
10*
11
12
13
1
2
3
4
5
6
7
8
Part No.
Teil Nr.
95602
116
21388
118G
G43294B
95621
21202
21204
999-114B
G11667V
G11667VA
95053
96203
G11683E
Description Beschreibung Amt. Req.
Hex Socket Head Wrench, size 5 mm
for Styles 80800TL, TAL, U, UA, UL, UAL
Single Jawed Wrench, size 9/32" (7.2 mm)
Single Jawed Wrench, size 3/8" (9.5 mm)
Tweezers
Oil Can
Screwdriver for hex socket head screw,
size 3/32"
Screwdriver
Screwdriver
Superfast Engineering Adhesive,
contents 10 ml
Machine Support
Chain with pin
Screw
Locking Ring
Clamp Screw
Sechskantstiftschlüssel, SW 5 mm
für Maschinen 80800TL, TAL, U, UA, UL, UAL
Einmaulschlüssel, SW 7,2 mm
Einmaulschlüssel, SW 9,5 mm
Pinzette
Ölkanne
Schraubendreher für Innensechskantschraube,
SW 3/32"
Schraubendreher
Schraubendreher
Superschnell-Konstruktionskleber,
Inhalt 10 ml
Maschinenträger
Kette mit Stift
Schraube
Federring
Gelenkspanner
Anzahl
1
1
1
1
1
1
1
1
1
1
1
1
1
2
* These parts have to be ordered additionally when the
sewing machine will be mounted on a former column
without traverse.
** Not furnished with machine, has to be purchased
separately.
55
1
* Diese Teile müssen zusätzlich bestellt werden,
wenn die Nähmaschine an eine ältere Säule
ohne Traverse angebaut werden soll.
** Wird nicht mit der Maschine geliefert, erhältlich
gegen zusätzliche Bestellung.

NUMERICAL INDEX OF PARTS
NUMMERISCHES TEILEVERZEICHNIS
Part No.
Teil Nr.
1021U ... 51, 53
107D ... 29
108 .E.. 29
11 ... 35
110-3 ... 29
110-4 ... 29
116 ... 55
118G ... 55
12538 ... 33
1280 ... 33
12934A ... 47
12982 ... 47, 49
12987A ... 33
136 ... 33
136A ... 29
15037A ... 41
15465F ... 33
15745B ... 33
1635U ... 51
18 ... 33, 41, 43, 45
188D ... 51, 53
21202 ... 55
21204 ... 55
21388 ... 55
21657E...43, 45
2170B ... 43, 45
2190 ... 43, 45
22517 ... 33
22517B ... 27
22519 ... 41
22519K ... 35
22525C ... 47
22528 ... 27, 43
22539 ... 25
22541A ... 41
22548 ... 33, 41
22560A ... 47
22560B ... 29, 47
22569 ... 33
22569C ... 41
22574 ... 27, 43, 45
22587 ... 31, 35
22596D ... 25
22597E ... 49
22729 ... 33
22729D ... 33
22743 ... 33, 41
22777B ... 43, 45
22782A... 41
22811 ... 31
22842 ... 27, 43, 45
22861C... 27, 45
Page
Seite
Part No.
Teil Nr.
22891 ... 25, 31
22894AD ... 31,41
22894AD ... 43,45,47,49,53
22894AY... 31
22894C ... 29, 31, 33, 35
22894C ... 37, 47, 49
22894D ... 35
22894E ... 47
22894F ... 41, 43, 45
22894J ... 25, 47
22894K ... 25, 31
22894L ... 31, 35
22894W... 33
23451M ... 51
237A ... 33
258 ... 37
258A ... 37
269 ... 33
271E ... 33
28C ... 29
29066LA ... 31
29099S ... 35
29442N ... 31
29476WN... 35
29476WT... 29
29479 ... 33
29480XR ... 51
29916REB ... 25
29916REE ... 25
29925 ... 39
303 ... 53
318 ... 33
33174B ... 41
35733B ... 27
36E ... 33
376A... 45
41071G ... 41
420 ... 37
482C ... 33, 35, 37, 49
51134V ... 31
55235E ... 41
6040A ... 33
627 ... 43, 45
627A ... 43, 45
62C ... 41
64Y ... 27
652L24 ... 43, 45
666-121 ... 35
666-19 ... 31, 35
666-260 ... 31
666-79 ... 25
69H ... 35, 41, 51, 53
Page
Seite
Part No.
Teil Nr.
73A... 35
73C ... 35
73X ... 33
80 ... 31, 47
80040-1 ... 43, 45
80137 ... 33
80137A ... 33
80206 ... 35
80236 ... 31
80265 ... 41
80284H ... 27
80438 ... 27
80440 ... 27
80463A ... 51
80601D ... 27
80604 ... 33
80605R ... 47
80608A ... 33
80613A ... 33
80615A ... 31
80617 ... 31
80620G ... 47
80620H ... 47
80620P ... 47
80621A ... 31
80621B ... 31
80623 ... 33
80625 ... 35
80625H ... 35
80627T ... 47
80628R ... 47
8062R ... 41
80630 ... 31
80630C ... 31
80630D ... 31
80630G ... 31
80632C ... 37
80633 ... 35
80634E ... 35
80634EB ... 35
80634EC ... 33
80634H ... 35
80634R ... 35
80636A ... 31
80637 ... 33
80638A ... 33
80638S ... 41
80639 ... 33
80639EA ... 25
80639FA ... 25
80640 ... 33
80640EA ... 25
Page
Seite
Part No.
Teil Nr.
80641 ... 33
80642... 31
80643 ... 31
80644 ... 25
80645 ... 31
80648A ... 37
80649 ... 37
80650LA ... 31
80651A ... 35
80652 ... 31
80653A ... 33
80653B ... 33
80654 ... 35
80656 ... 31
80657A ... 33
80658A ... 33
80659B ... 31
80660 ... 37
80661B ... 37, 49
80663 ... 37, 49
80664 ... 37, 49
80665C ... 29
80666C ... 37, 49
80667 ... 25, 29
80673B ... 25
80673CB ... 29
80674 ... 31
80676A ... 29
80677R ... 41
80680 ... 33
80680B ... 33
80681 ... 31
80682R ... 27
80682RA ... 27
80686C ... 35
80689C ... 25
80689D ... 25
80691 ... 33
80692DA ... 25
80692EA ... 25
80694DA ... 25
80695A ... 35
80696 ... 35
80696RA ... 41
80696S ... 41
80699R ... 41
80801R ... 27
80801TA ... 27
80801U ... 27
80805T ... 47
80805U ... 47
80805US ... 47
Page
Seite
56

NUMERICAL INDEX OF PARTS
NUMMERISCHES TEILEVERZEICHNIS
Part No.
Teil Nr.
80822 ... 31
80827R ... 47
80827T ... 47
80827TL ... 47
80827U ... 47
80827UL ... 49
80827UR ... 49
80828T ... 47
80828U ... 47
80830 ... 47
80830AA ... 49
80830AB ... 49
80830B ... 47
80830E ... 47
80830F ... 47
80830G ... 47
80830T ... 47
80830TL ... 47
80830U ... 47
80830UL ... 49
80830UR ... 49
80838R ... 41
80843R ... 41
80843S ... 41
80846 ... 25
80851P ... 41
80851R ... 41
80851S ... 41
80851U ... 43, 45
80852S ... 41
80852U ... 43, 45
80858AX ... 29
80858BX1 ... 29
80858BX2 ... 29
80858CX ... 33
80860 ... 49
80862 ... 25
80865MX ... 29
80865NX ... 29
80865PX ... 29
80865QX ... 29
80866 ... 49
80871T ... 45
80871U ... 43
80874T ... 45
80874U ... 43
80875U ... 43, 45
80880L ... 39
80880LA ... 39
80880R ... 41
80882T ... 27
80883R ... 41
Page
Seite
Part No.
Teil Nr.
80883U ... 43, 45
80884S ... 41
80884U ... 43, 45
80885 ... 25
80885A ... 25
80885B ... 25
80885C ... 25
80887A ... 27
80888 ... 27
80891R ... 41
80897R ... 41
80897S ... 41
80897T ... 41
80897U ... 41
80898A ... 25
81239 ... 27
81256A ... 29
81399... 31
85 ... 33
8564 ... 27
88 ... 25, 29, 33
88F ... 31
89 ... 25, 27, 35
89890R ... 41
8A ... 35
90233C ... 39
90233DCB ... 39
907 ... 41, 47
90710C ... 41
92121 ... 27
92125A ... 49
9271 ... 53
93064M ... 51
93064MA ... 51
93071C ... 53
93A ... 35
94 ... 27, 33, 51
95051 ... 53
95053 ... 55
95054 ... 51, 53, 55
95055 ... 51
95153 ... 39
95255 ... 39
95257 ... 39
95403A ... 39
95406A ... 39
95407 ... 43, 45
95412 ... 27
95421 ... 39
95500 ... 25
95555 ... 51
95602 ... 55
Page
Seite
Part No.
Teil Nr.
95621 ... 55
95686 ... 47
95861 ... 25
95954 ... 39
95955 ... 27, 39
96 ... 33
96102 ... 53
96203 ... 51, 55
96505 ... 47, 49
96521 ... 47
96522 ... 47
96653... 31
96662 ... 43, 45
96667 ... 47
96714 ... 41
96717 ... 41
96718 ... 41
96815 ... 47
96826 ... 41
96902 ... 53
97000 ... 41
97160 ... 51, 53
97165A ... 47
97X ... 35
99008 ... 51
99248 ... 43, 45
99288 ... 41
99289 ... 41
99338 ... 41
99339 ... 41
99371 ... 39
99372 ... 39
99374 ... 39
99625B ... 41
99625C ... 41
99675G1000 ... 39
99682NE ... 27
99682VA ... 47
99682VE ... 49
998-226A1 ... 39
998-226A2 ... 39
998-226A3 ... 39
998-226A4 ... 39
998-226A5 ... 39
998-227A1 ... 39
998-227A2 ... 39
998-227A3 ... 39
998-228 ... 39
998-230 ... 39
998-247-1 ... 39
998-247-4 ... 39
998-313 ... 39
Page
Seite
Part No.
Teil Nr.
998-313D ... 39
998-313F ... 39
998-356 ... 41
998-356M ... 41
998-358E ... 41
998-358G ... 39
998-419 ... 39
998-59D ... 39
998AT357 ... 39
998BT357 ... 39
998CT357 ... 39
998TT357 ... 39
999-106D ... 25
999-114B ... 25, 55
999-149 ... 39
999-411G1/8-6 ... 39
999-167BA ... 39
999-234 ... 39
A8552BC ... 53
A8852BA ... 53
A8852BB ... 53
A8940T50 ... 53
A8940T60 ... 53
A8941 ... 53
A8942AA ... 53
A8942D ... 53
A8942DA ... 53
A8942E ... 53
A9285C ... 43, 45
AS137A ... 29
AS22D ... 33
AS26XA ... 33
AS38B ... 31
BP108 ... 31, 51
G11667V ... 55
G11667VA ... 55
G11667VB ... 51
G11683E ... 55
G21233EA ... 39
G21233EB110/50T ... 39
G21233EB110/60T ... 39
G21233EB220/50T ... 39
G21233EB220/60T ... 39
G22515A ... 31
G23451 ... 51
G23451A ... 51, 53
Page
Seite
57

NUMERICAL INDEX OF PARTS
NUMMERISCHES TEILEVERZEICHNIS
Part No.
Teil Nr.
G23451H ... 51
G23451V ... 51
G29479PA ... 31
G334 ... 31
G41046G ... 25
G43294B ... 55
G5144 ... 35
GR-80293A ... 25
GR-998-429B ... 39
GR-998-429M ... 39
GR-999A374 ... 39
GR-999B374 ... 39
GR-999M374 ... 39
HA102A ... 33
HA1348 ... 29
HA1349 ... 29
HA18A ... 33, 35
HA20A ... 35
HA20B ... 51
HA43X ... 35
HA54B ... 31
HA56 ... 31
HA66K ... 31
HA81 ... 25
HA95 ... 25, 35
HS106 ... 29
HS36K ... 33
Page
Seite
Part No.
Teil Nr.
Page
Seite
Part No.
Teil Nr.
Page
Seite
Part No.
Teil Nr.
Page
Seite
J1614 ... 27
M129C ... 25
M129K ... 25
PI18 ... 31
TR39 ... 43, 45
WO3 ... 25, 33
58
NOTES
NOTIZEN
59

 Loading...
Loading...