

Page 1
OPERATOR / ILLUSTRATED PARTS MANUAL
08-20-08
FS300 SERIES, PLAIN AND DIFFERENTIAL FEED,
HIGH SPEED FLAT BED MACHINES
MANUAL NO. PT9914
FOR STYLES
FS315L63
FS316L61
FS316L62
FS316L63
Page 2

Manual No. PT9914 llustrated Parts List for FS300 Series Machines
First Edition Copyright 2000
By
Union Special Corporation Rights Reserved In All Countries
Printed in U.S.A. Jan. 2000
PREFACE
This parts manual has been prepared to assist you in locating individual parts or assemblies on FS300 Series machines.
It can be used in conjunction with Union Special Engineer's Manual EN9424.
It is the desire of Union Special that each machine run at its optimum performance. Parts listed in this manual are
designed specifically for your machine and are manufactured with utmost precision to assure long lasting service.
This manual has been comprised on the basis of available information. Changes in design and/or improvements may
incorporate a slight modification of configuration in illustrations or part numbers.
On the following pages are illustrations and terminology used in describing the parts used on FS300 Series machines.
CONTENTS
PREFACE .................................................................................................................................................................... 2
IDENTIFICATION OF MACHINES ............................................................................................................................... 4
CLASS DESCRIPTION ................................................................................................................................................. 4
STYLE OF MACHINES ................................................................................................................................................. 4
STYLE OF MACHINES CONT. .................................................................................................................................... 5
ILLUSTRATIONS........................................................................................................................................................... 5
IDENTIFYING PARTS ................................................................................................................................................... 5
NEEDLES ..................................................................................................................................................................... 5
SAFETY RULES ............................................................................................................................................................ 6
FS300 SERIES BUILDING BLOCK STYLE DESIGNATION SYSTEM................................................................................ 7
CAUTION AREAS: ...................................................................................................................................................... 8
OPERATOR'S DAILY CHECK LIST:.............................................................................................................................. 9
OPERATING CAUTIONS: ........................................................................................................................................... 9
OPERATING CAUTIONS (CONT.): .......................................................................................................................... 10
OPERATING THE PEDALS: ....................................................................................................................................... 10
LUBRICATION: ......................................................................................................................................................... 11
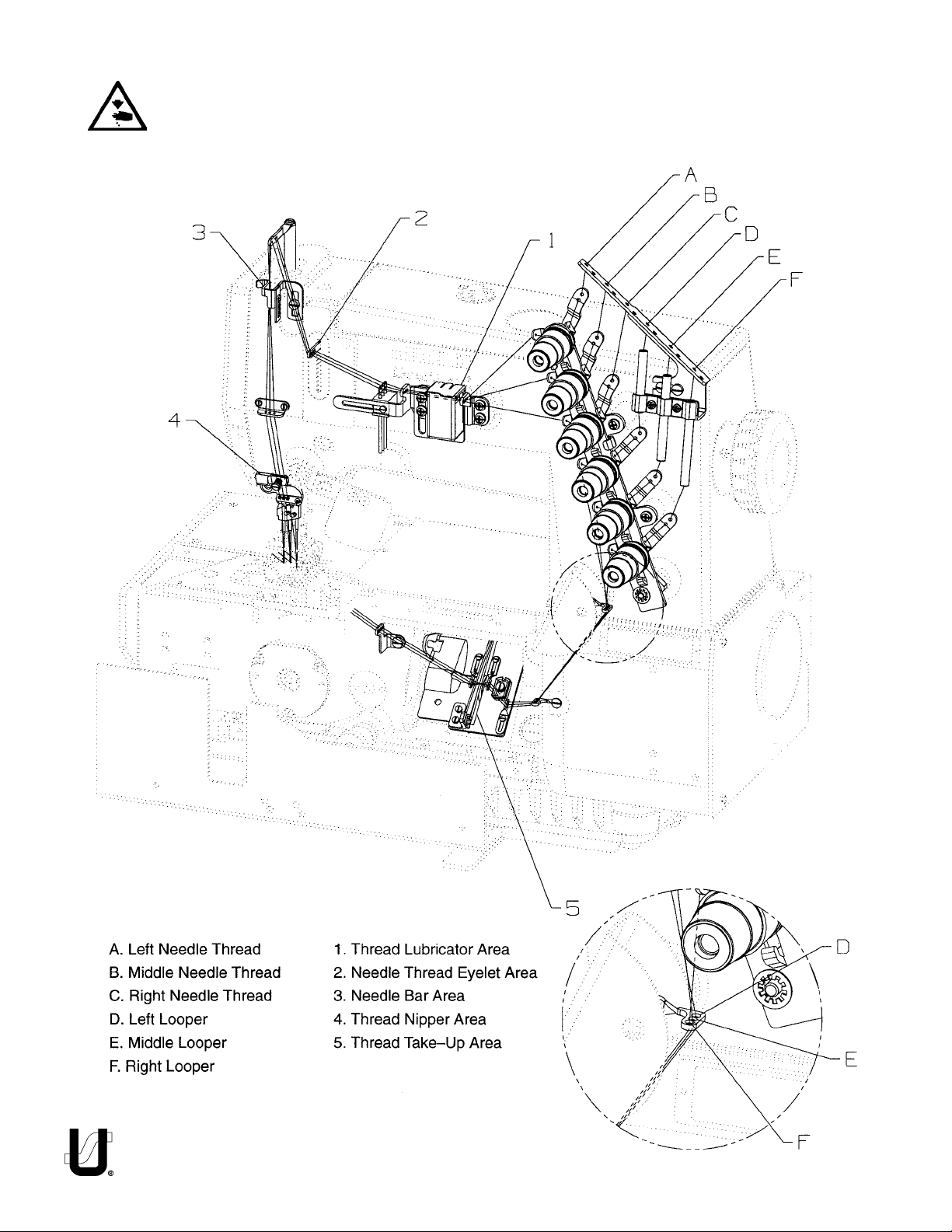
THREADING THE MACHINE: ................................................................................................................................... 12
THREADING THE MACHINE (CONT.): .................................................................................................................... 13
THREADING METHODS ........................................................................................................................................... 14
ADJUSTING THE STITCH LENGTH: ........................................................................................................................... 15
PRESSER FOOT PRESSURE AND LIFTER: .................................................................................................................. 15
FEED, NEEDLE LOOPER TIMING:............................................................................................................................. 16
NEEDLE ALIGNMENT: .............................................................................................................................................. 16
LOOPER SETTING:.................................................................................................................................................... 17
NEEDLE BAR SETTING: ............................................................................................................................................. 17
2
Page 3

REAR NEEDLE GUARD: ........................................................................................................................................... 18
FEED DOG CENTERING AND HEIGHT ABOVE THROAT PLATE: ............................................................................ 18
PRESSER FOOT: ........................................................................................................................................................ 18
LOOPER THREAD TAKE-UP CAM SETTING: ............................................................................................................ 19
THREAD CONTROL: ................................................................................................................................................ 19
PULLER ADJUSTMENTS: ........................................................................................................................................... 20
PULLER ADJUSTMENTS CONT.: ............................................................................................................................... 21
BUSHINGS ................................................................................................................................................................ 23
NEEDLE BAR ............................................................................................................................................................ 25
UPPER MAIN SHAFT ................................................................................................................................................. 27
THREAD GUIDE ........................................................................................................................................................ 29
TENSION RELEASE & THREAD TENSION .................................................................................................................. 31
PRESSER FOOT LIFT .................................................................................................................................................. 33
COVERS, UPPER ARM ............................................................................................................................................ 35
LOWER MAIN SHAFT ............................................................................................................................................... 37
LUBRICATION, OIL TUBING & OIL PUMP ................................................................................................................ 39
LOOPER DRIVE ........................................................................................................................................................ 41
NEEDLE GUARD ...................................................................................................................................................... 43
LOOPER THREAD TAKE-UP ..................................................................................................................................... 45
FEED DRIVE MECHANISM FOR PLAIN FEED .......................................................................................................... 47
FEED DRIVE MECHANISM FOR DIFFERENTIAL FEED .............................................................................................. 49
FEED DRIVE MECHANISM FOR PLAIN FEED .......................................................................................................... 51
FEED DRIVE MECHANISM FOR DIFFERENTIAL FEED .............................................................................................. 53
COVERS, LOWER BED............................................................................................................................................. 55
COVERS, LOWER BED............................................................................................................................................. 57
SEWING PARTS ........................................................................................................................................................ 59
FOLDERS .................................................................................................................................................................. 61
PULLER DRIVE ASSEMBLY ........................................................................................................................................ 63
PULLER ASSEMBLY ................................................................................................................................................... 65
PULLER ASSEMBLY ................................................................................................................................................... 67
MISCELLANEOUS PARTS PA1 (USE WITH CC2 CHAIN CUTTER) ........................................................................... 69
MISCELLANEOUS PARTS PA1A (USE WITHOUT CC2 CHAIN CUTTER) .................................................................. 71
TUBING PA1 WITH CHAIN CUTTER ......................................................................................................................... 72
TUBING PA1A WITHOUT CHAIN CUTTER ................................................................................................................ 73
TABLING (EXTRA SEND CHARGE) .......................................................................................................................... 75
PRESSER FOOT LIFTER .............................................................................................................................................. 77
ACCESSORIES ......................................................................................................................................................... 79
NUMERICAL INDEX OF PARTS ................................................................................................................................ 80
NUMERICAL INDEX OF PARTS ................................................................................................................................ 81
3
Page 4
IDENTIFICATION OF MACHINES
Each UNION SPECIAL machine is identified by a style number, which is stamped into the style plate affixed to the
middle of the machine under the tension assembly. The serial number is stamped into the serial number plate affixed
to the right rear base of the machine.
CLASS DESCRIPTION
Precision high speed, single needle, plain or differential feed flat bed machines. Totally enclosed feed and looper
drive mechanism, automatic forced feed lubrication system with easily replaceable filter. Main feed has thumbscrew
adjustment and differential feed has lever adjustment and independently driven rear needle guard.
STYLE OF MACHINES
FS316L61-3H36CC2PA1 DOUBLE LAP SEAM. Three needle, plain feed, high capacity, flat sewing parts, close-
coupled toothed roller puller, pneumatic power "AIR-KLIPP" Chain cutter, pneu
matic assisted presser foot and roller lift, and double lap seam folder with 1/8"
(3.2mm) capacity. For attaching the risers to jeans, seat seaming operations on
jeans, bibs to overalls and piecing sleeves on denim jackets. Seam Specifications
401LSc-3. Recommended needle 128 GAS sizes 140/054 - Stitch range 7-10 S.P.I..
Maximum recommended speed 6000 R.P.M.
FS316L61-3H36PA1 DOUBLE LAP SEAM. Three needle, plain feed, high capacity, flat sewing parts, close-
coupled toothed roller puller, pneumatic assisted presser foot and roller lift, and
double lap seam folder with 1/8" (3.2mm) capacity. For attaching the risers to jeans,
seat seaming operations on jeans, bibs to overalls and piecing sleeves on denim
jackets. Seam Specifications 401LSc-3. Recommended needle 128 GAS sizes 140/
054 - Stitch range 7-10 S.P.I.. Maximum recommended speed 6000 R.P.M..
FS316L62-3H36CC2PA1 DOUBLE LAP SEAM. Three needle, plain feed, high capacity, .040" stepped chaining
sewing parts, close-coupled toothed roller puller, pneumatic power "AIR-KLIPP"
Chain cutter, pneumatic assisted presser foot and roller lift, and double lap seam
folder with 1/8" (3.2mm) capacity. For attaching the risers to jeans, seat seaming
operations on jeans, bibs to overalls and piecing sleeves on denim jackets. Seam
Specifications 401LSc-3. Recommended needle 128 GAS sizes 140/054 - Stitch
range 7-10 S.P.I.. Maximum recommended speed 6000 R.P.M..
FS316L62-3H36PA1 DOUBLE LAP SEAM. Three needle, plain feed, high capacity, .040" stepped chaining
sewing parts, close-coupled toothed roller puller, pneumatic assisted presser foot
and roller lift, and double lap seam folder with 1/8" (3.2mm) capacity. For attaching
the risers to jeans, seat seaming operations on jeans, bibs to overalls and piecing
sleeves on denim jackets. Seam Specifications 401LSc-3. Recommended needle
128 GAS sizes 140/054 - Stitch range 7-10 S.P.I.. Maximum recommended speed
6000 R.P.M..
FS316L63-3H32CC2PA1 DOUBLE LAP SEAM. Three needle, plain feed, high capacity, .070" stepped chaining
sewing parts, close-coupled toothed roller puller, pneumatic power "AIR-KLIPP"
Chain cutter, pneumatic assisted presser foot and roller lift, and double lap seam
folder with 1/8" (3.2mm) capacity. For attaching the risers to jeans, seat seaming
operations on jeans, bibs to overalls and piecing sleeves on denim jackets. Seam
Specifications 401LSc-3. Recommended needle 128 GAS sizes 140/054 - Stitch
range 7-10 S.P.I.. Maximum recommended speed 6000 R.P.M..
FS316L63-3H32PA1 DOUBLE LAP SEAM. Three needle, plain feed, high capacity, .070" stepped chaining
sewing parts, close-coupled toothed roller puller, pneumatic assisted presser foot
and roller lift, and double lap seam folder with 1/8" (3.2mm) capacity. For attaching
the risers to jeans, seat seaming operations on jeans, bibs to overalls and piecing
sleeves on denim jackets. Seam Specifications 401LSc-3. Recommended needle
128 GAS sizes 140/054 - Stitch range 7-10 S.P.I.. Maximum recommended speed
6000 R.P.M..
4
Page 5

STYLE OF MACHINES CONT.
FS315L63-3H32CC2PA1 Same as FS316L63-3H32CC2PA1 except differential feed.
FS315L63-3H32PA1 Same as FS316L63-3H32PA1 except differential feed.
ILLUSTRATIONS
This manual has been arranged to simplify ordering repair parts. Exploded views of various sections of the mechanism are
shown so that the parts may be seen in their actual position in the machine. On the page opposite the illustration will be
found a listing of the parts with their part numbers, description and the number of pieces required in the particular view
being shown.
Numbers in the first column are reference numbers only, and merely indicate the position of the part in the illustration. The
reference number should never be used in ordering parts. Always use the part number listed in the second column.
Component parts of sub-assemblies which can be furnished for repairs are indicated by indenting their descriptions under
the description of the main sub-assembly. As an example refer to the following text.
5. 50366B Needle Thread Strike-Off Assembly ................................................................................ 1
6. 50358V Needle Thread Strike-Off .................................................................................. 1
7. 50370F Thread Strike-Off Component ......................................................................... 1
8. SS7060310SP Screw, for plate strike-off .................................................................................. 1
When a part is common to all machines covered in this manual, no specific usage will be mentioned in the description.
However, when the parts for the various machines are not the same, the specific usage will be mentioned in the description
and, if necessary, the difference will be shown in the illustration.
*Ref. No. showing no Part No. is for location only. Part is not for sale separately.
A numerical index of all the parts shown in this manual is located at the back. This will facilitate locating the illustration and
description when only a part number is known.
IDENTIFYING PARTS
Where construction permits, each part is stamped with its part number. On some of the smaller parts and on those where
construction does not permit, an identification letter is stamped in to distinguish the part from similar ones.
PLEASE NOTE: Part numbers represent the same part, regardless of which manual they appear. On all orders please include
part number, name and style of machine for which the part was ordered.
For optimum performance use only genuine Union Special replacement parts.
NEEDLES
Each needle has both a type and size number. The type number denotes the kind of shank, point, length, groove, finish
and other details. The size number, stamped on the needle shank, denotes the largest diameter of the blade measured
between the shank and the eye. Collectively, the type number and size number represent the complete symbol which
is given on the label of all needles packed and sold by Union Special.
TYPE DESCRIPTION
128 GAS Short, double groove, struck groove, ball eye, spotted, round point, chromium plated- Sizes available 080/032,
090/036, 100/040, 110/044, 125/049, 150/060.
When changing the needle, make sure it is fully inserted in the needle holder before the screw is tightened.
When ordering needles, please use the complete type and size numbers as printed on the package to ensure prompt and
accurate processing of your order. A complete order should read as follows: "100 needles, type 128 GAS, size 150/060".
5
Page 6
SAFETY RULES
1. Before putting the machines described in this manual into service, carefully read the instructions. The
starting of each machine is only permitted after taking notice of the instructions and by qualified
operators.
IMPORTANT! Before putting the machine into service, also read the safety rules and instructions from the
motor supplier.
2. Observe the national safety rules valid for your country.
3. The sewing machines described in this instruction manual are prohibited from being put into service until
it has been ascertained that the sewing units which these sewing machines will be built into, have
conformed with the EC Council Directives (89/392/EEC, Annex II B).
Each machine is only allowed to be used as foreseen. The foreseen use of the particular machine is
described in paragraph “STYLES OF MACHINES” of this instruction manual. Another use, going beyond
the description, is not as foreseen.
4. All safety devices must be in position when the machine is ready for work or in operation. Operation
of the machine without the appertaining safety devices is prohibited.
5. Wear safety glasses.
6. In case of machine conversions and changes all valid safety rules must be considered. Conversions
and changes are made at your own risk.
7. The warning hints in the instructions are marked with one of these two symbols:
8. When doing the following the machine has to be disconnected from the power supply by turning off
the main switch or by pulling out the main plug:
8.1 When threading needle(s), looper, spreader etc.
8.2 When replacing any parts such as needle(s), presser foot, throat plate, looper, spreader, feed
dog, needle guard, folder, fabric guide etc.
8.3 When leaving the workplace and when the workplace is unattended.
8.4 When doing maintenance work.
8.5 When using clutch motors without actuation lock, wait until the motor is stopped totally.
9. Maintenance, repair and conversion work (see item 8) must be done only by trained technicians or
special skilled personnel under consideration of the instructions.
10. Any work on the electrical equipment must be done by an electrician or under direction and supervision
of special skilled personnel.
11. Work on parts and equipment under electrical power is not permitted. Permissible exceptions are
described in the applicable sections of standard sheet DIN VDE 0105.
12. Before doing maintenance and repair work on the pneumatic equipment, the machine has to be
disconnected from the compressed air supply. In case of existing residual air pressure, after disconnecting from compressed air supply (i.e. pneumatic equipment with air tank), the pressure has to be
removed by bleeding.
6
Page 7
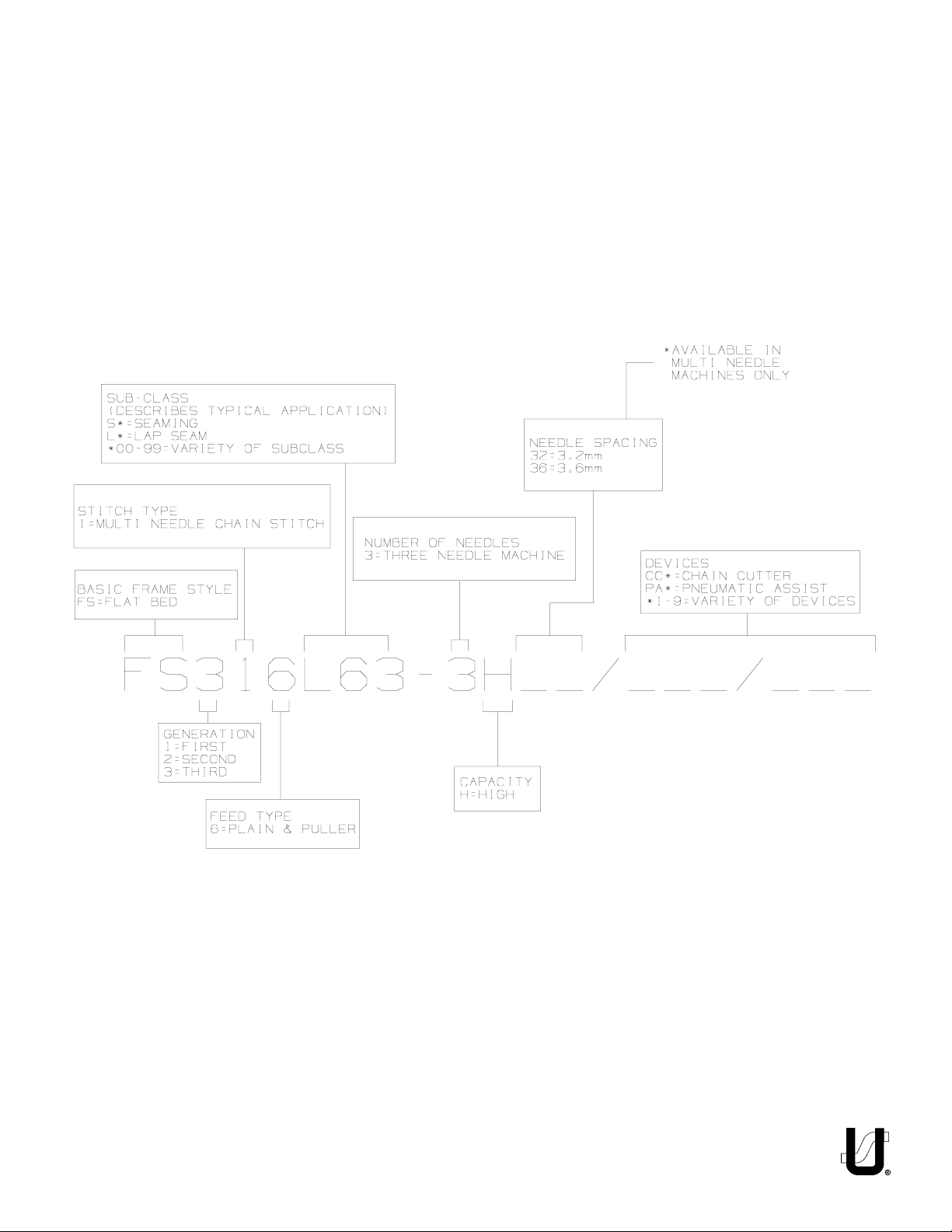
FS300 SERIES BUILDING BLOCK STYLE DESIGNATION SYSTEM
7
Page 8
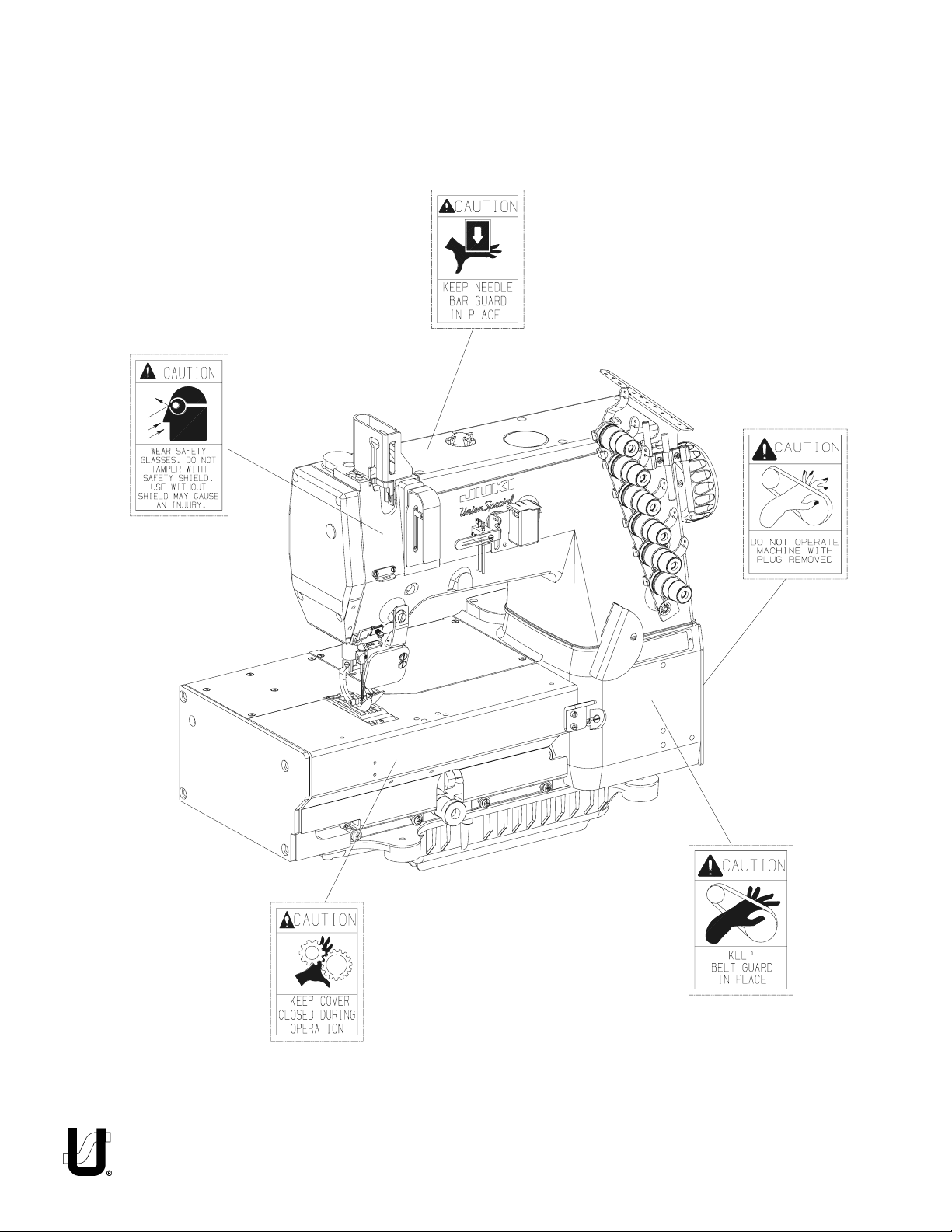
CAUTION AREAS:
8
Page 9
OPERATOR'S DAILY CHECK LIST:
The following should be checked daily and cleaned as required when it applies to your Union Special
machine:
••Lint area (clean with compressed air or brush)
••Needle bar bushings
••Under feed dogs & throat plates
••In knives
••In thread control eyelets
1. The oil level in the sight gauge
should be between the two red
lines when the machine is at rest.
If not, fill with Union Special
Specification 175 oil, (Union Special Part No. 28604R).
2. The correct rotating direction of
••Cooling airways
••In the machine
••In the motor
••In the cooling package
(package is an extra send charge)
the handwheel is counterclockwise, as viewed from the
handwheel's side. NEVER run the
machine in reverse direction.
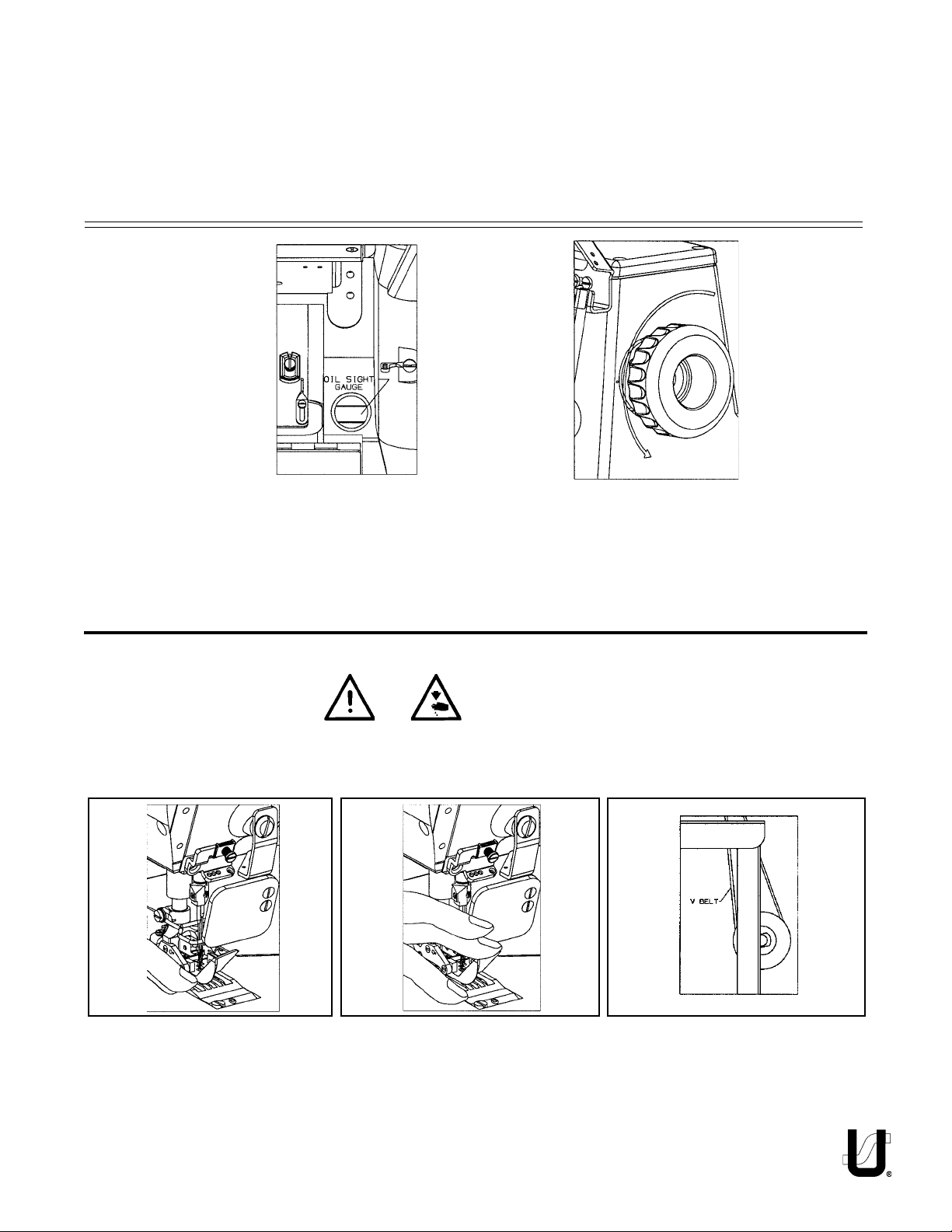
OPERATING CAUTIONS:
1. Do not put your hand under
the needles when turning on
the power switch or at any
time.
2. Do not put your hand into the
sewing area while the machine
is running.
3. Turn off the power switch and
make sure the clutch motor is
at rest before removing the V
belt.
9
Page 10
OPERATING CAUTIONS (CONT.):
4. During operation, do not allow head, hands or any instrument, tool etc. near handwheel, V belt and
motor.
5. Do not operate your machine without the proper belt guard, sewing guards or any other protectors that
have been provided. Doing so is very dangerous.
6. Before inspecting, adjusting, cleaning, threading the head or replacing needles, turn OFF the power
switch. Make sure the flywheel on the motor has stopped, it will be kept running by inertia after turning
OFF the power switch. DO NOT depress the foot pedal while the machine is running or it will cause the
machine to rotate abruptly.
7. Turn OFF the power switch when you leave your machine or in case of a power failure.
8. Do not wipe the machine surface with lacquer thinner.
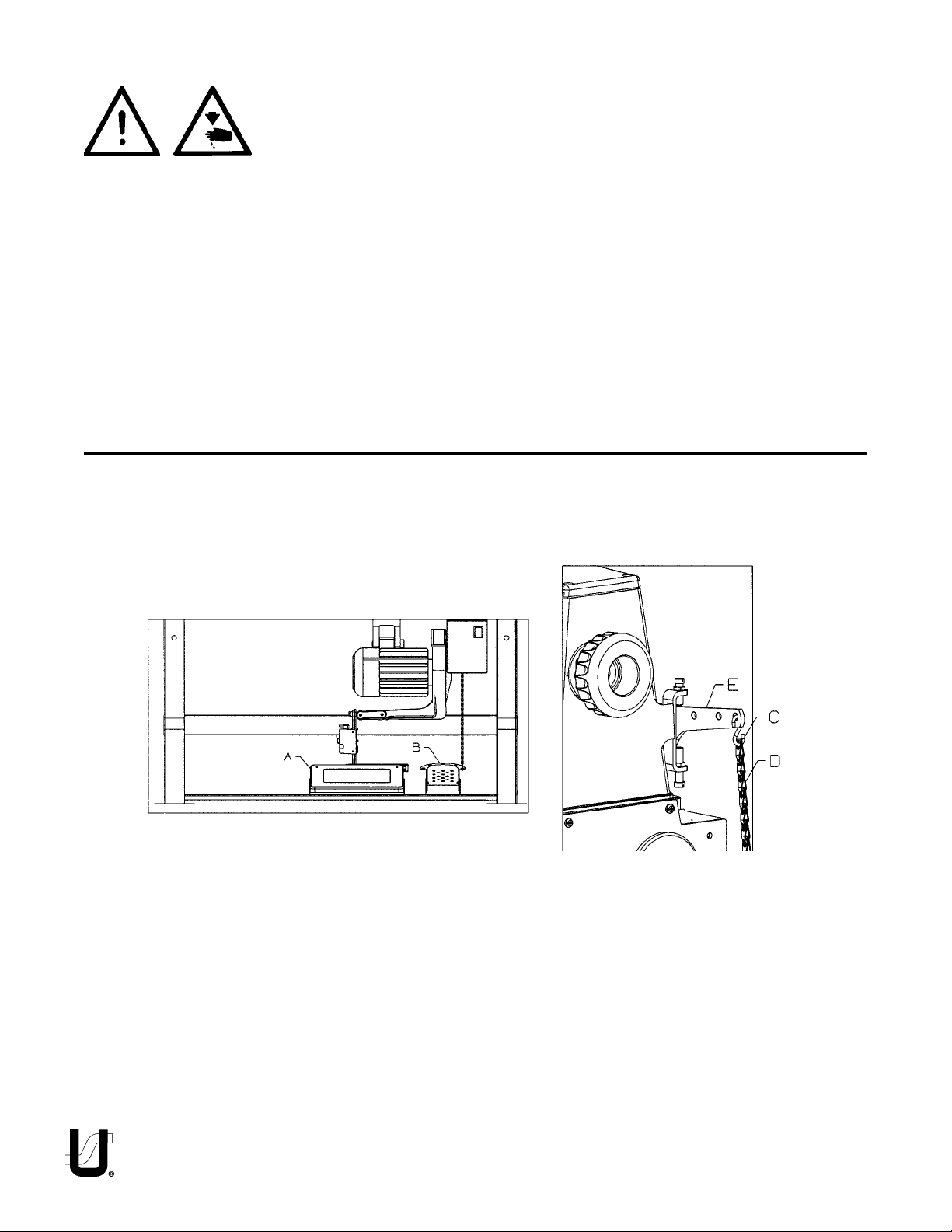
OPERATING THE PEDALS:
1. Locate the center of drive treadle (A) to be in line with the
needles.
2. Locate presser lifter pedal (B) for operator comfort.
3. Use S-shaped hook (C) to connect presser lifter pedal chain (D) to
presser lifting lever (E).
10
Page 11
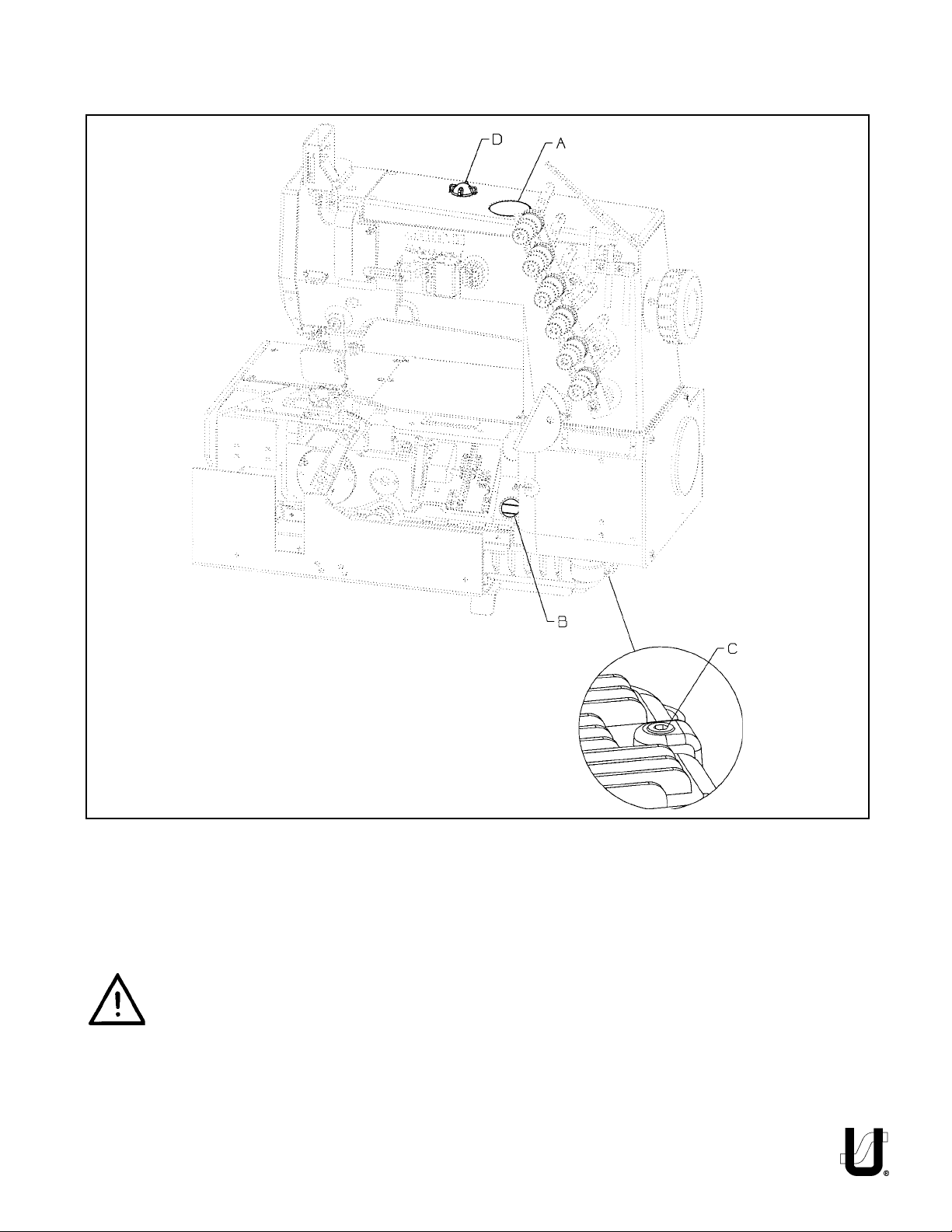
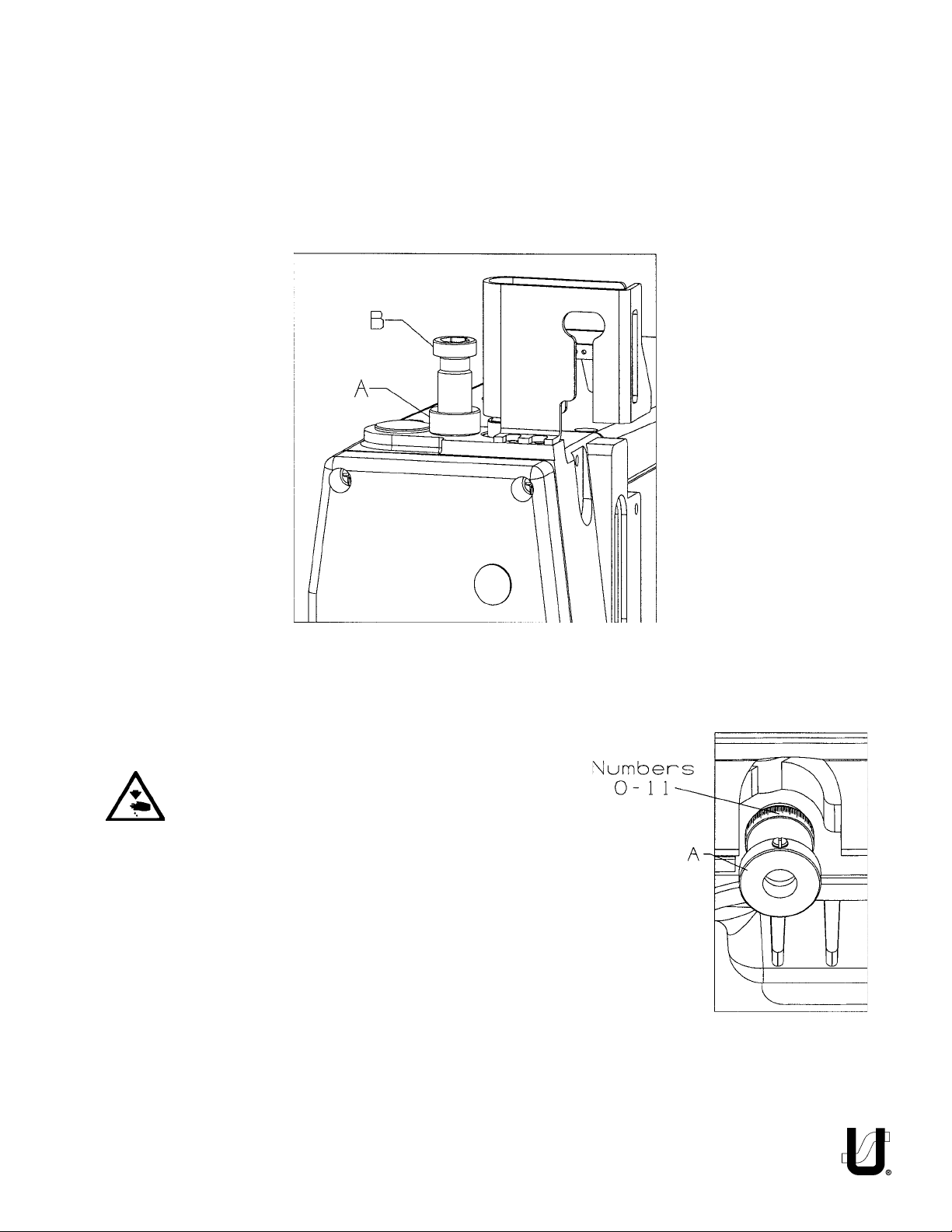
LUBRICATION:
The oil should be between the two red lines in sight gauge (B) when the machine is at rest.
1. If oil is required remove oil cap (A).
2. Fill between lines (B) with Union Special Specification 175 oil (Union Special Part No. 28604R).
CAUTION! Do not exceed the upper red marker line. Excessive oil in the machine will result in
oil leakage and possible overheating.
3. To drain oil reservoir, remove oil drain cap (C) on the underside of the machine.
4. To ensure oil flow through machine, check oil flow window (D).
11
Page 12
THREADING THE MACHINE:
Turn off main power switch before threading! When using clutch motors without actuation lock
wait until the motor has completely stopped.
Thread the machine according to the following threading illustrations.
12
Page 13

THREADING THE MACHINE (CONT.):
13
Page 14
threading the machine (cont.):
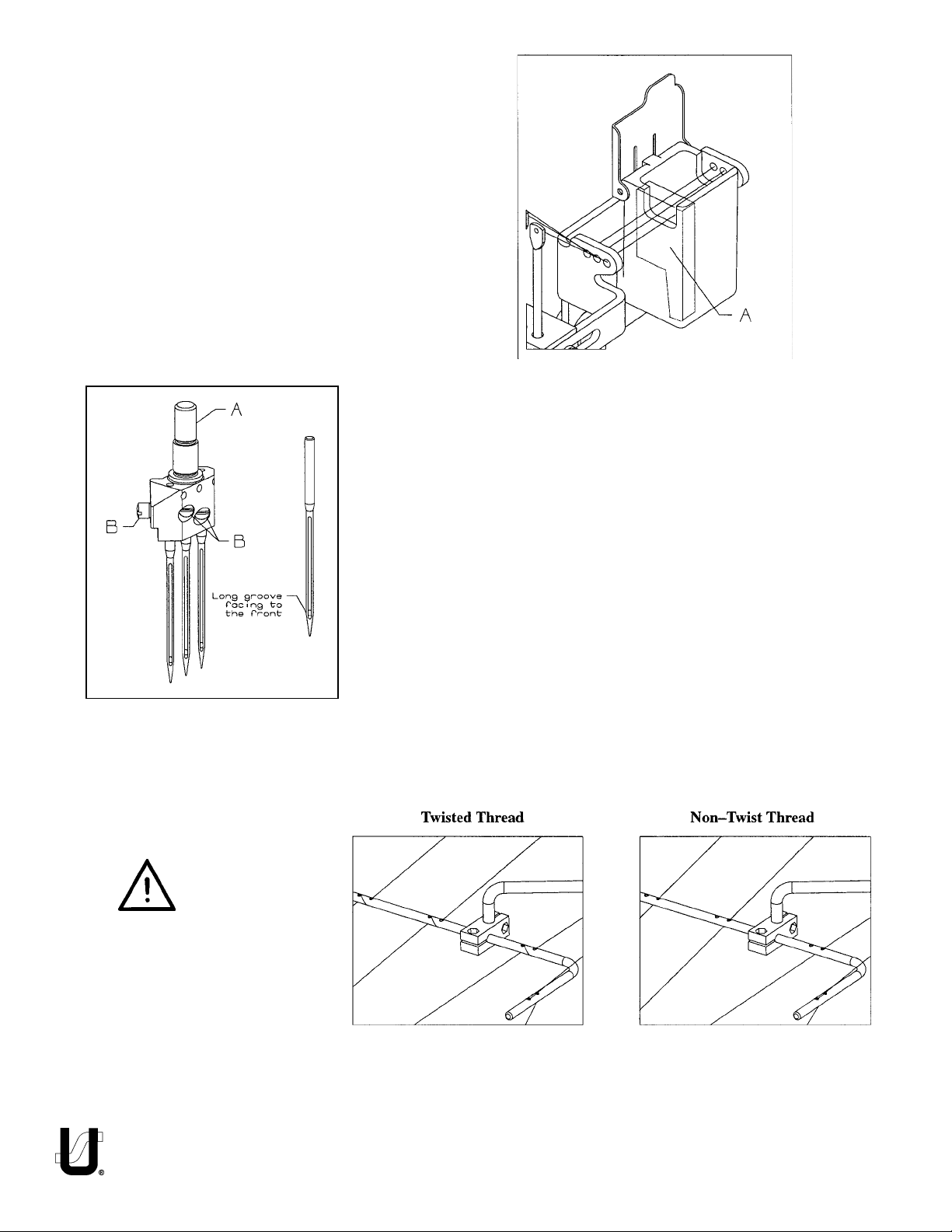
When the needle thread lubricator is used:
1. Saturate felt (A).
2. Pass thread over felt.
When the needle thread lubricator is not used:
1. Remove felt (A).
The standard needle is 128 GAS, needle range sizes "090/036 150/060."
Insert needle according to the following procedure:
1. Bring needle head (A) to the highest position.
2. Loosen screw (B), insert needle into holes. The needle scarf
should face rearwards as viewed from the operator's side.
THREADING METHODS
CAUTION!
When using an untwisted thread
such as wooly nylon or weak
thread, do not wind it around the
intermediate thread guide.
3. Retighten screw (B).
14
Page 15
PRESSER FOOT PRESSURE AND LIFTER:
1. Adjust presser foot pressure by loosening nut (A) and turning presser foot adjust screw (B) clockwise to
increase the pressure, counterclockwise to decrease the pressure.
2. Retighten nut (A).
ADJUSTING THE STITCH LENGTH:
Turn off main power switch before setting the
stitch length! When using clutch motors without
actuation lock wait until the motor has completely stopped.
1. To change stitch length turn stitch regulating screw (A).
Clockwise to increase the stitches per inch/shorten the
length of one stitch.
Counterclockwise to decrease stitches per inch/increase
the length of one stitch.
2. Numbers 0-11 on stitch regulating screw are for operator's
reference only.
15
Page 16
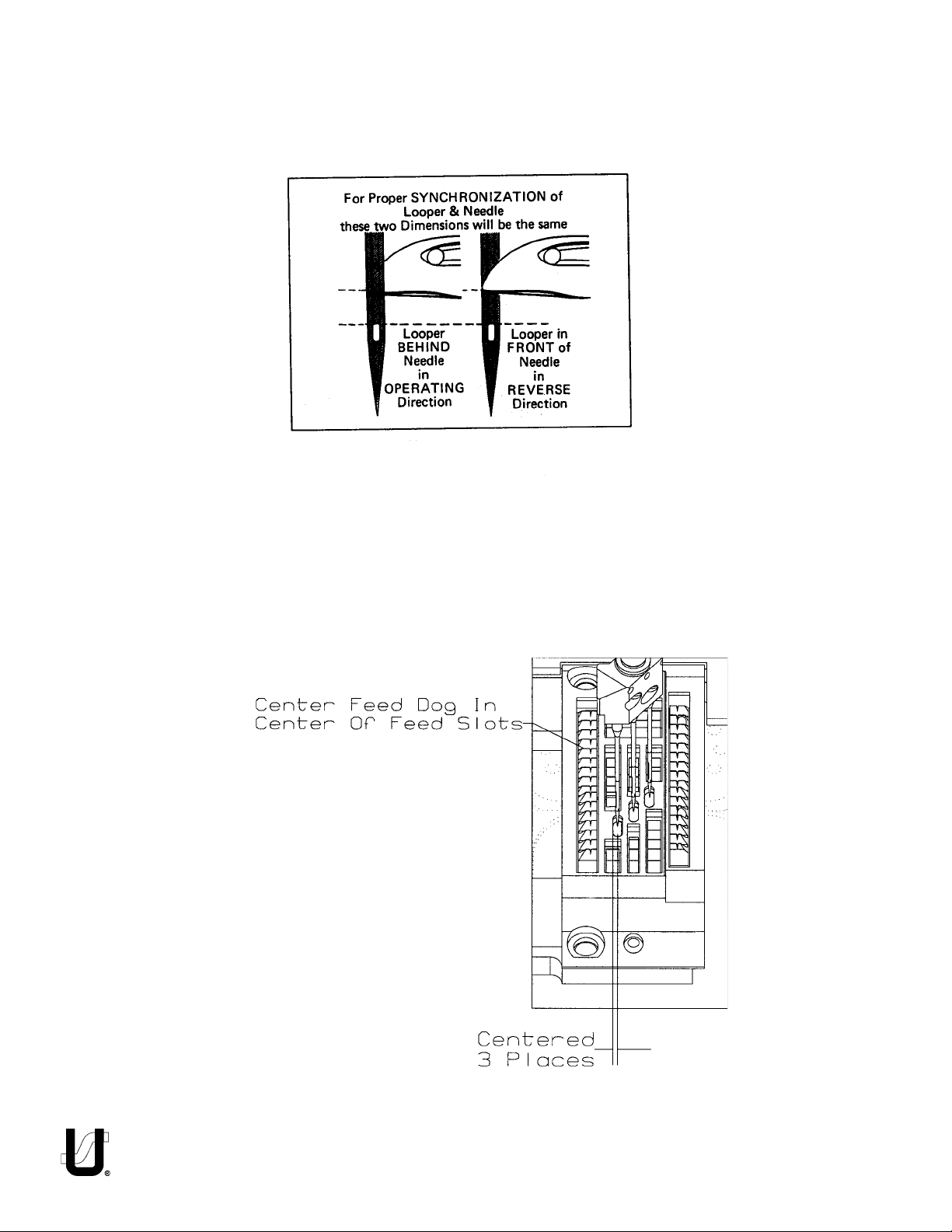
FEED, NEEDLE LOOPER TIMING:
Set the first screw in operating direction of the feed drive eccentrics to be straight up, then, holding this
position, set the needle bar at B.D.C.. Set the looper timing to the needles to be synchronized. Adjust the
looper timing with the looper avoid drive sprocket.
NEEDLE ALIGNMENT:
Torque needle head to 14 to 16 in-lbs (1.6 to 1.8Nm).
Install the feed dog, needles and throat plate. Use the adjustable ferrules to align the needles in the throat
plate and align the feed dog so it is centered side to side. tighten the throat plate support and ferrules in
place.
16
Page 17
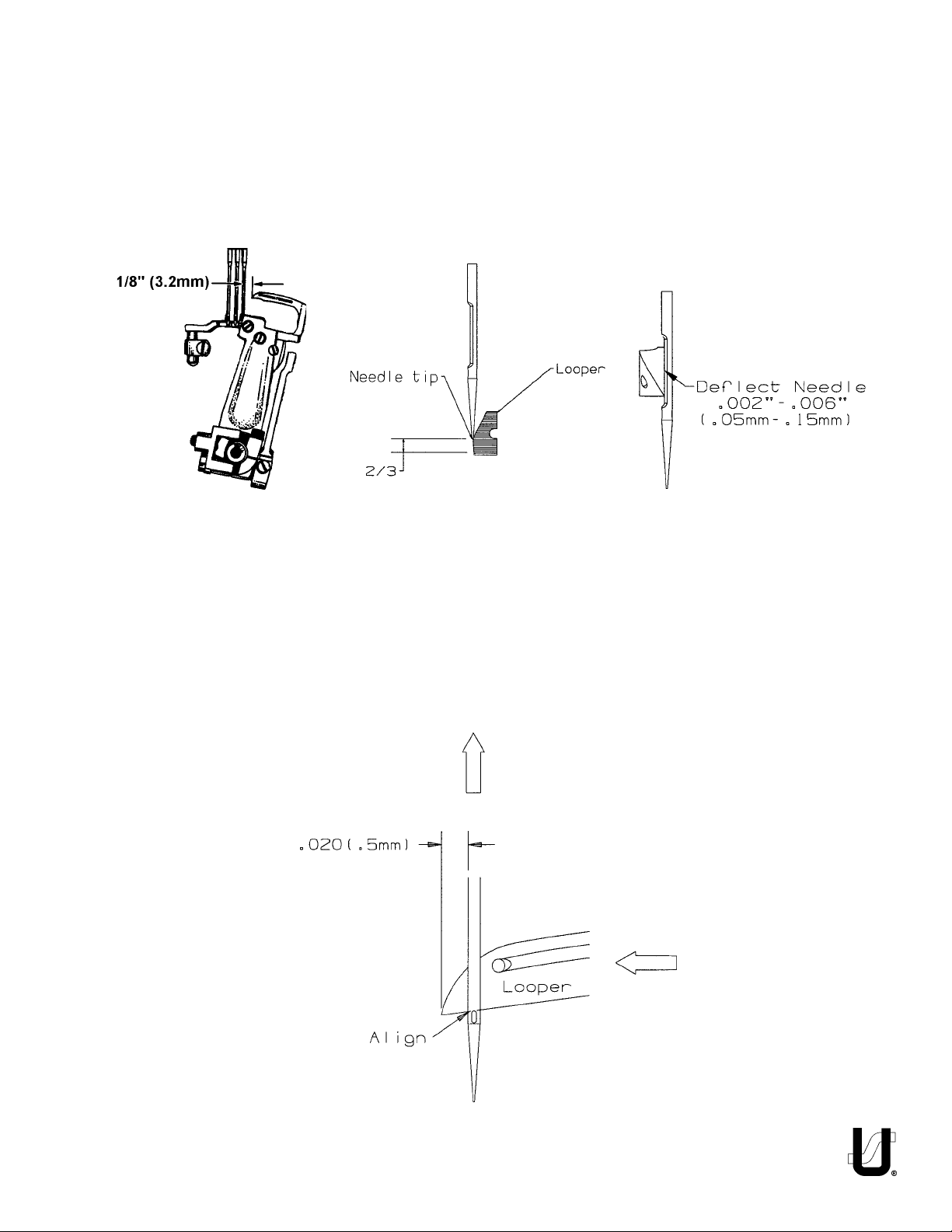
LOOPER SETTING:
Use the right needle and looper to set the looper gauge. Set the looper gauge to 1/8" (3.2mm)when loopers
at extreem right. Set the loopers front to back to deflect the needles forward .002" to .006" (.05mm to
.10mm). set the looper avoid so the needle touches the back of the looper 2/3 down back as needles
decend.
NEEDLE BAR SETTING:
Set the needle height so when the top of the needle eye is even with the bottom of the looper (on it's travel
to the left) the looper tip is .020" (.5mm) past the needle. Use the left needle. Recheck looper setting.
Torque needle bar clamp screw to the following specifications:
Torque needle bar@
18 to 20 in.-lbs. (2.0 to 2.3Nm)
17
Page 18
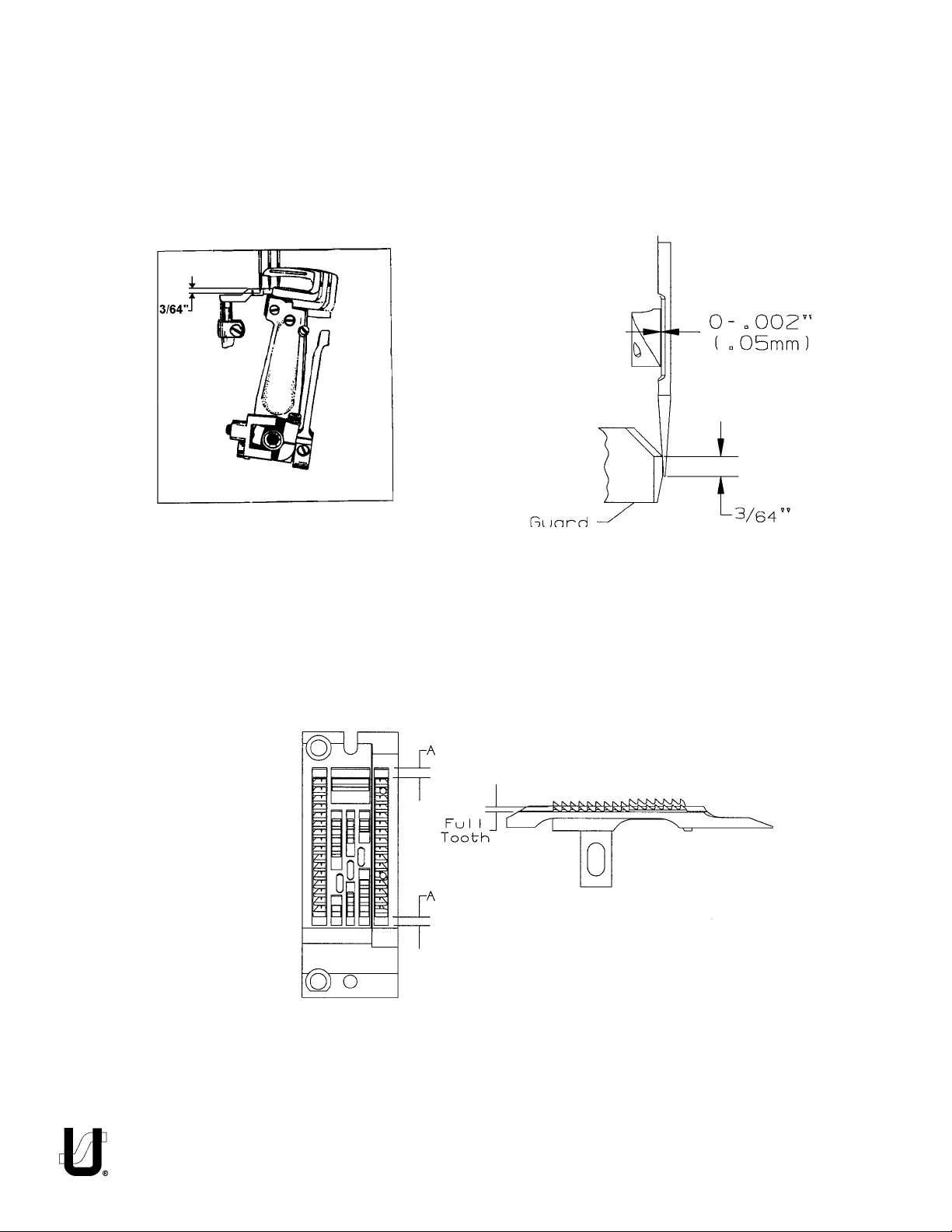
REAR NEEDLE GUARD:
Set the timing of the rear needle guard so the guard reaches it's furthest travel forward as the loopers enter
the scarfs on the travel to the left.
Bring the looper tips to the center of the needles in the scarf. The tip of the needles should be 3/64"
+/-1/64" (1.2mm +/-.4mm) below the top guarding surface. The guard should just touch the needles up to
.002 (.05mm) deflection. The loopers when traveling to the left should just touch the needles to .002"
(.05mm) clearance when entering the scarf area.
FEED DOG CENTERING AND HEIGHT ABOVE THROAT PLATE:
Set the machine to its longest stitch length. Center feed dog, front to back, so as to obtain equal clearance
on the front side and back side of feed dog in the throat plate slots. Set the feed dogs to come out of the
throat plate level. Set feed dog height to be full tooth at the rear when the feed dog is at the top of its
stroke.
PRESSER FOOT:
Center the needles in the presser foot needle slots. The presser foot lifter lever stop should be set to when
the foot is lifted it does not interfere with the needle head when the needle bar is down.
18
Page 19
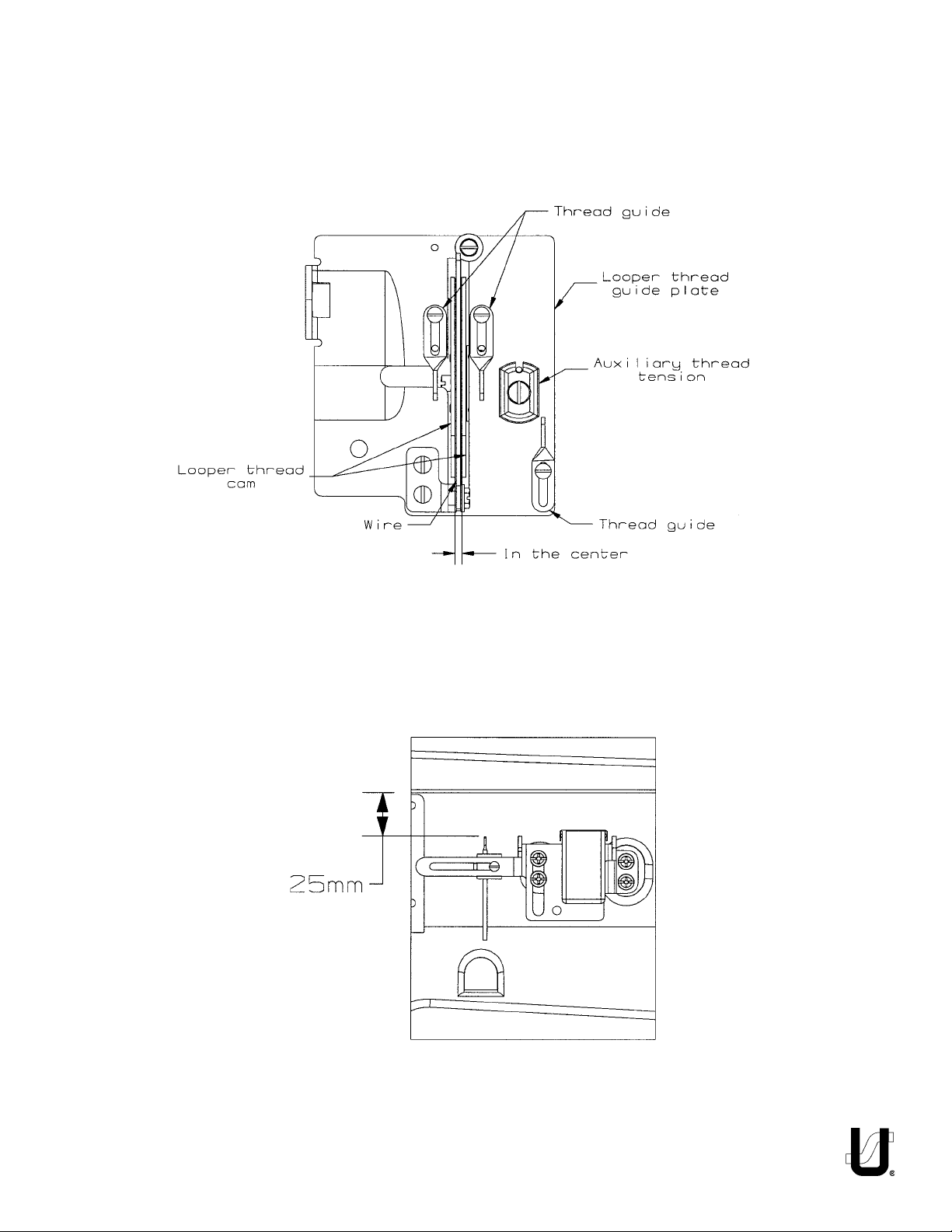
LOOPER THREAD TAKE-UP CAM SETTING:
The looper thread cam should be set so that the looper threads cast off the high lobe of the cam as the point
of the needles are just even with the under side of the looper. Set the cast-off plate eyelets so that when
the looper reaches its left end of travel, all of the looper thread is used and no thread is drawn from the
cone. Move down for less. Set the retaining finger so that the finger is even with the bottom edge of its
holder and the tip on the right side is touching the cast-off plate.
THREAD CONTROL:
Set the individual needle thread eyelets so they are 25mm below the top casting and to the extreme right
when using the mount adapter.
19
Page 20
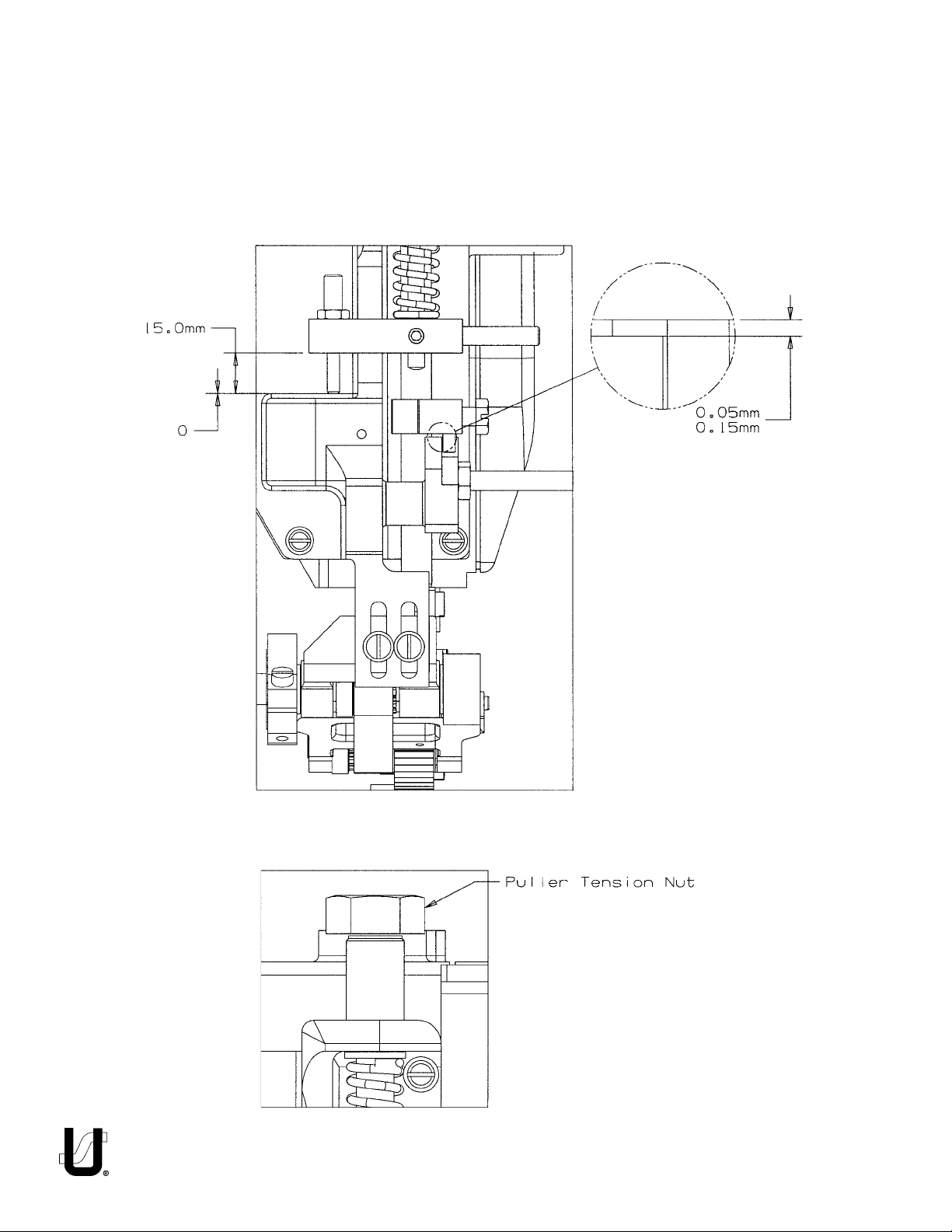
PULLER ADJUSTMENTS:
With the roller resting on the top of the throat plate, the stop collar should be set about 15mm above the
ledge of the puller casting where the stop screw rests. Set the stop screw to rest on the casting and lock
in place. Set the lifter lever block to have 0.05mm to 0.15mm clearance above the lifter lever in the neutral
position.
Note: When changing sprockets, if the total number of teeth on both sprockets is differentthan what was
on the puller, check and readjust these settings.
Use the puller tension nut to add or remove pressure frm the roller.
20
Page 21

PULLER ADJUSTMENTS CONT.:
When assembeling the puller to the
machine, make sure that a minimum of
.05 clearence is maintained between
the roller and the throat plate step.
Also the roller must sit flat on the throat
plate.
Time the puller so the roller feeds at
the same time the feed dog is feeding.
When setting, both should be feeding
at the same S.P.I.. Adjust the timing by
using the sprocket on the upper main
shaft in the arm.
SNOITANIBMOCTEKCORPSRELLUP
EVIRDRELLUP
TEKCORPS
RELLUP
TEKCORPS
2/1±.I.P.S
HCTITS
41518
41412/17
51417
51312/16
31512/18
316
19
61316
21612/19
116101
21
Page 22
22
Page 23

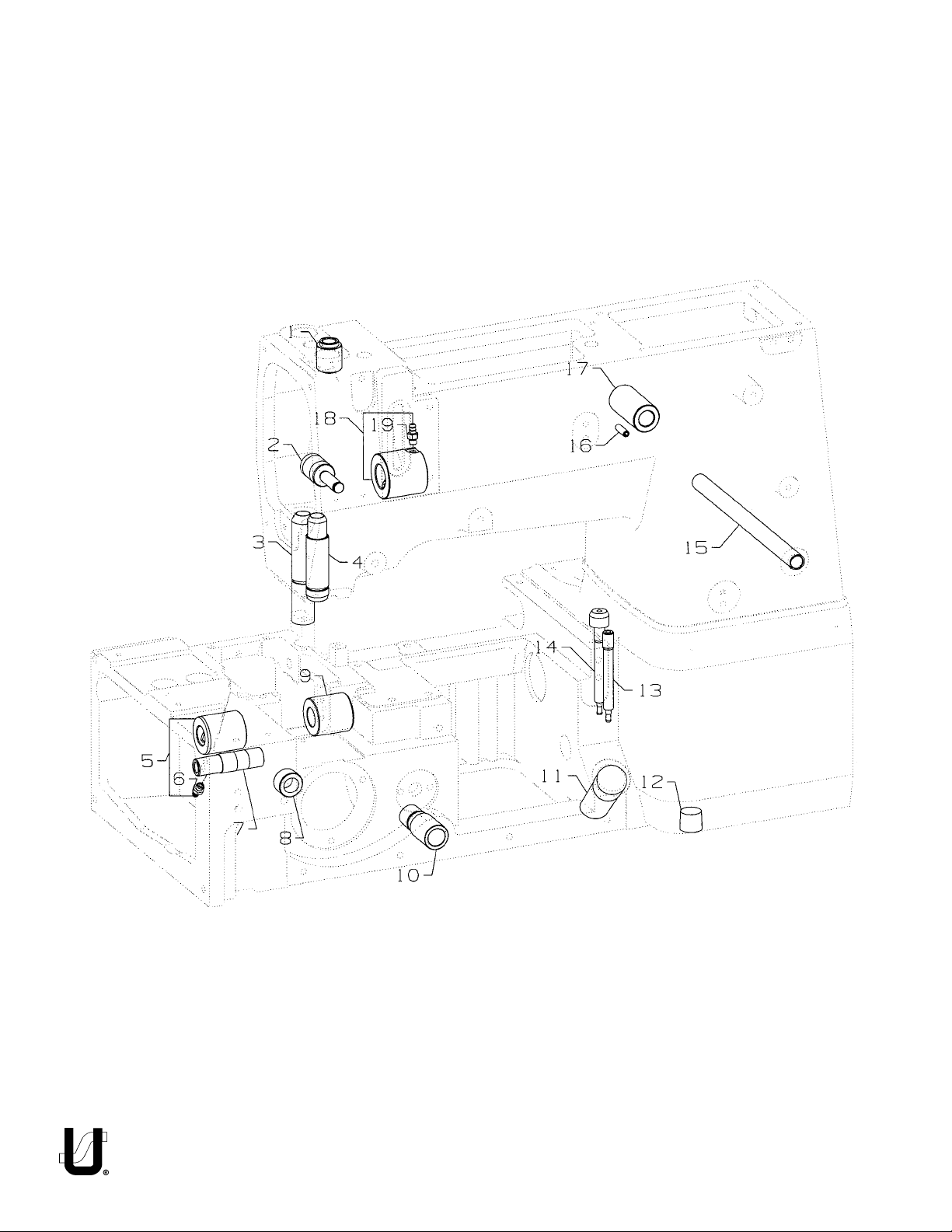
BUSHINGS
Ref.
No.
Part No.
1.
50654
2.
50332U
3.
50330CZ
4.
50654A
5.
50344BE
6.
SQ1110401MZ
7.
50344BC
8.
50344E
9.
50344BF
10.
35036BS
11.
50393GE
12.
22571L
13.
50393FU
14.
50393EY
15.
50392AB
16.
PS0400142KH
17.
50381E
18.
50344BU
19.
SQ1110401MZ
Description
Bushing, for needle bar, upper .....................................................................
Pin, for front lifter lever ..................................................................................
Bushing, for presser bar ................................................................................
Bushing, for needle bar, lower ......................................................................
Bushing, for lower mainshaft, left .................................................................
Fitting .....................................................................................................
Bushing, for needle lever ..............................................................................
Bushing ........................................................................................................
Bushing, for lower mainshaft, right ...............................................................
Stitch Regulator Bushing ..............................................................................
Oil Sight Gauge ............................................................................................
Screw, for drain plug ....................................................................................
Fitting, oil tube ..............................................................................................
Fitting, filter ..................................................................................................
Bushing, for tension release..........................................................................
Pin ................................................................................................................
Bushing, for lifter lever, back ........................................................................
Bushing, front ...............................................................................................
Fitting .....................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
23
Page 24
24
Page 25

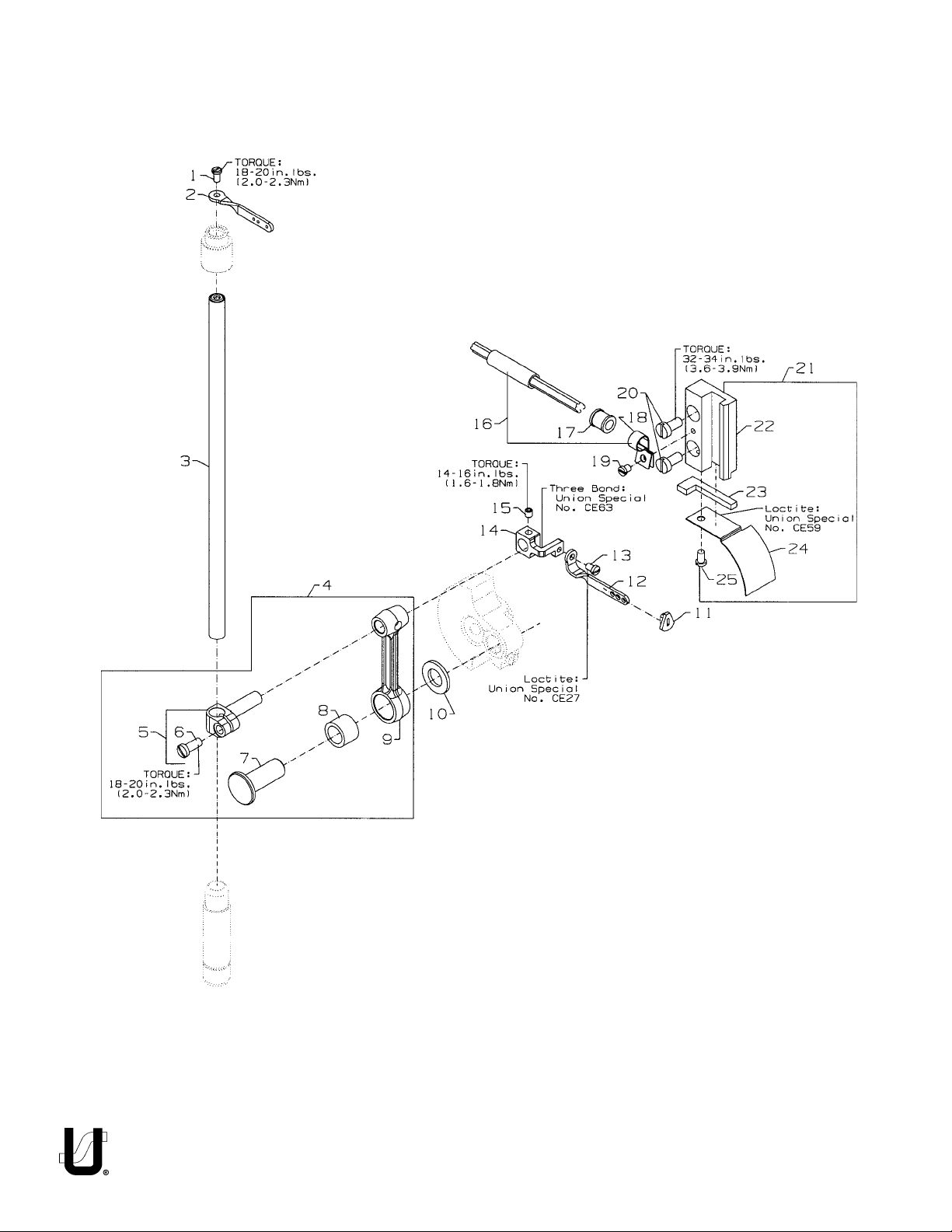
NEEDLE BAR
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
-
14.
-
15.
16.
17.
18.
19.
20.
21.
22.
23.
-
24.
25.
Part No.
SS4080620TP
50323P
50317B
50345W
50355AM
SS7111120TP
50352
661-259B
50355AN
50351A
50393JP
50358X
SS7080520SP
CE27
50354F
CE63
SS8110422TP
29476TC
50393JZ
50393JW
SS6090440SP
SS6121010SP
29476VN
50338
666-328
CE59
50338A
SS6090620SP
Description
Screw ...........................................................................................................
Needle Bar Eyelet .........................................................................................
Needle Bar ...................................................................................................
Connecting Rod Assembly ...........................................................................
Needle Bar Clamp .................................................................................
Screw ...............................................................................................
Pivot Pin .................................................................................................
Needle Bearing Cage ............................................................................
Connecting Rod ....................................................................................
Washer .........................................................................................................
Eyelet Seal ....................................................................................................
Needle Thread Eyelet ...................................................................................
Screw ...........................................................................................................
Loctite Adhesive, (not shown), for screw .....................................................
Slide Block ....................................................................................................
Three Bond Adhesive, (not shown), for slide block .......................................
Screw ...........................................................................................................
Oil Tube Assembly ........................................................................................
Oil Tube ........................................................................................................
Hose Clamp .................................................................................................
Screw, for oil tube assembly .........................................................................
Screw ...........................................................................................................
Slide Block Guide and Cover Assembly ........................................................
Guide, for slide block .............................................................................
Felt, for slide block ..................................................................................
Loctite Adhesive, (not shown), for felt ...................................................
Cover, for guide .....................................................................................
Screw .....................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
1
1
1
-
1
1
1
1
1
1
2
1
1
1
1
1
25
Page 26
26
Page 27

UPPER MAIN SHAFT
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
Part No.
50322BC
50691
SS7111120TP
SS7681410TP
SS8681412TP
50322AF
50642A
22894T
50335BD
SS8660612TP
661-262
50342BE
SS8661012TP
660-1087
50321F
SS8681412TP
660-1043
661-261
SS7660520SP
Description
Upper Main Shaft Assembly ..........................................................................
Counter Weight .....................................................................................
Screw, for counter weight ...............................................................
Screw, for counter weight ......................................................................
Screw, for counter weight ......................................................................
Upper Main Shaft ...................................................................................
Sprocket, Main Drive ....................................................................................
Screw .....................................................................................................
Bearing Adapter Assembly ..........................................................................
Screw, for bearing adapter ...................................................................
Retaining Ring ..............................................................................................
Sprocket, for upper main shaft .....................................................................
Set Screw, for sprocket ...........................................................................
"O" Ring.........................................................................................................
Handwheel ..................................................................................................
Set Screw, for handwheel ......................................................................
Tack Pin, for handwheel ...............................................................................
Load Ring, for lower main shaft ....................................................................
Screw, for handwheel preload ....................................................................
Amt.
Req.
1
1
1
1
1
1
1
4
1
2
1
1
2
1
1
2
1
2
1
27
Page 28

28
Page 29

THREAD GUIDE
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
Part No.
SS7120640SP
50666A
SS4090815SP
50666
50692E
50666C
50366
SS4120915SP
50663A
50393HH
50392V
SS4090815SP
36271A
50358W
SS8080410TP
SS7080510TP
50683
50658B
SS7090610SP
SS7120640SP
50658A
SS1121010SP
50357AE
SD0380551SL
50357AS
50357Y
50392BA
50357V
605A
C50044E
SS7120710SP
50366B
SS7060310SP
50370F
50358V
Description
Screw, for lead-in eylet ................................................................................
Thread Eyelet Assembly ...............................................................................
Screw .....................................................................................................
Tube Bracket ..........................................................................................
Lead-In Tension Eyelet ...........................................................................
Thread Tube ...........................................................................................
Thread Eyelet Tube ................................................................................
Screw, for spreader thread guide ................................................................
Thread Ratio Control Assembly ....................................................................
Silicone Thread Lubricator .....................................................................
Needle Thread Guide ............................................................................
Screw, for silicone tank ..........................................................................
Adjusting Needle Thread Eyelet .............................................................
Holder, For Needle Thread Eyelet ...........................................................
Screw ...............................................................................................
Screw .....................................................................................................
Mounting Bracket ........................................................................................
Looper Frame Eyelet ....................................................................................
Screw ...........................................................................................................
Screw ...........................................................................................................
Looper Frame Eyelet ....................................................................................
Screw, for thread guide ................................................................................
Nipper Plate Assembly .................................................................................
Screw .....................................................................................................
Nipper Spring .........................................................................................
Nipper Spring Plate ................................................................................
Thread Guide .........................................................................................
Nipper Plate ...........................................................................................
Screw, for needle thread guide ...................................................................
Needle Thread Guide ..................................................................................
Screw, for strike-off .......................................................................................
Needle Thread Strike-Off Assembly ..............................................................
Screw .....................................................................................................
Thread Strike-off Component ................................................................
Needle Thread Strike-off ........................................................................
Amt.
Req.
2
1
2
2
1
1
2
2
1
1
1
2
3
1
3
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
29
Page 30

30
Page 31

TENSION RELEASE & THREAD TENSION
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
-
12.
13.
-
14.
15.
16.
17.
18.
19.
20.
21.
22.
Part No.
50392Z
660-283A
SS4120915SP
50692D
57892K
56392G
B3120352000
B3126012000
B3120704000
56392H
11550100
B3103800400
B3112704000
50692J
56392M
50692
50392AV
SS7090520SP
50692A
57865
NS6110420SP
50392BC
22875N
SS7121410TP
Description
Tension Needle Lever Assembly ...................................................................
Retainer Washer ...........................................................................................
Screw, for tension assembly .........................................................................
Six Thread Tension Assembly .........................................................................
Thread Tension Eyelet ............................................................................
Tension Post ...........................................................................................
Tension Disc Felt .....................................................................................
Tension Disc ...........................................................................................
Tension Disc Felt .....................................................................................
Spring Shield ..........................................................................................
Spring, needle (Purple) ..........................................................................
Spring, looper (Blue) ..............................................................................
Ferrule, tension spring ............................................................................
Knob, needle (Purple) ............................................................................
Knob, looper (Blue) ................................................................................
Tension Disc Separator ...........................................................................
Guide, for tension disc separator ...........................................................
Screw, for guide .....................................................................................
Tension Bracket ......................................................................................
Lead-In Thread Guide ............................................................................
Nut .........................................................................................................
Tension Release Lever Shaft Connection .....................................................
Stop Screw .............................................................................................
Binder Screw ..........................................................................................
Amt.
Req.
1
1
2
1
6
6
6
12
6
6
3
3
6
3
3
1
2
2
1
6
6
1
1
1
31
Page 32

32
Page 33

PRESSER FOOT LIFT
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
-
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
-
26.
27.
28.
Part No.
11071602
11071701
660-1014
C50056B
50632A
50643C
SS6110610TP
50335AG
50335AH
SS8110422TP
660-739
RE0500000K0
50381F
SD0790303SP
CE49
29476YD
SD0790303SP
50355AR
50381G
SS9151740CP
29476TT
SS6151920SP
NS6150310SP
50332V
SS6153040SP
SS4121215SP
CE49
50381
RO068190100
50381B
Description
Adjusting Screw, for spring ...........................................................................
Locking Nut ..................................................................................................
"O" Ring ........................................................................................................
Spring Rod ....................................................................................................
Spring, for presser bar ...................................................................................
Presser Bar ....................................................................................................
Screw, for guide plate ..................................................................................
Guide Plate, for presser bar ..........................................................................
Presser Bar Guide .........................................................................................
Set Screw ...............................................................................................
Oil Seal .........................................................................................................
E Ring, for pin ................................................................................................
Lever, for lifter, front .....................................................................................
Screw, for wire connector ............................................................................
Loctite Adhesive, (not shown), for screw .....................................................
Rear Lifter Lever Assembly ............................................................................
Screw, for lifter lever assembly ...............................................................
Wire Connector .....................................................................................
Lifter Lever, rear .....................................................................................
Hex Screw ........................................................................................
Stop Assembly ..............................................................................................
Screw, for adjusting stopper ..................................................................
Hex Nut ..................................................................................................
Stopper, for lifter lever ............................................................................
Screw, for adjusting stopper ..................................................................
Screw, for stopper ........................................................................................
Loctite Adhesive, (not shown), for screw .....................................................
Spring, for lifter lever .....................................................................................
"O" Ring ........................................................................................................
Lifter Lever Assembly ....................................................................................
Amt.
Req.
1
1
1
1
1
1
2
1
1
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
2
1
1
1
33
Page 34

34
Page 35

COVERS, UPPER ARM
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
*21.
*22.
*23.
*24.
*25.
*26.
*27.
*28.
*29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
Part No.
SS4121615SP
50393EU
B3530555000
660-212
50382FW
50382FZ
SS7120640SP
50317C
TA1050504RO
50393HB
50684C
50662A
SS6121050SP
50684B
WP0480856SP
22569B
50382FY
50382FX
SS4121215SP
TA1100604RO
21237EV
21237DR
22784N
21237ET
660-886
21237EU
51170D
671-102A
SS7090610SP
99682XCA
NS6620320SP
99682XC1
99682XC2
WZ0641510KP
SD0640323TP
99682XC
SS1110640SL
22517B
652C16
50393EW
50382GA
SS4120915SP
SS4120615SP
50382GM
SS4120615SP
50658B
LA452
Description
Screw, for top cover .....................................................................................
Plug, for top cover ........................................................................................
Oil Sight Gauge, top .....................................................................................
"O" Ring, for oil sight gauge ...........................................................................
Top Cover .....................................................................................................
Quad Ring, for top cover ..............................................................................
Screw, for needle bar guard ........................................................................
Needle Bar Guard ........................................................................................
Plug, for bed .................................................................................................
Plug, for bed .................................................................................................
Gasket, for puller drive Adapter ...................................................................
Puller Drive Adapter .....................................................................................
Screw, for puller drive adapter .....................................................................
Gasket, for Puller Drive Housing ....................................................................
Washer .........................................................................................................
Screw ...........................................................................................................
Quad Ring, for head cover ...........................................................................
Head Cover .................................................................................................
Screw, for head cover ..................................................................................
Plug, for head cover .....................................................................................
Needle Cooler Assembly ..............................................................................
Cooler Tube ...........................................................................................
Screw .....................................................................................................
Cooler Housing ......................................................................................
O-Ring ....................................................................................................
Bracket ..................................................................................................
Nut .........................................................................................................
Flow Control ...........................................................................................
Screw ...........................................................................................................
Protection Shield Assembly ..........................................................................
Nut .........................................................................................................
Bracket Holder .......................................................................................
Bracket ..................................................................................................
Spring Washer ........................................................................................
Shoulder Screw ......................................................................................
Protection Shield ...................................................................................
Counter Sunk Head Screw .....................................................................
Screw ...........................................................................................................
Washer .........................................................................................................
Rubber Gasket, for needle lever ..................................................................
Cover, for thread take-up ............................................................................
Screw, for thread take-up cover ..................................................................
Screw, for thread cover ...............................................................................
Thread Cover ...............................................................................................
Screw, for thread take-up cover ..................................................................
Eyelet ...........................................................................................................
Label, direction of rotation ..........................................................................
Amt.
Req.
6
1
1
1
1
1
2
1
1
2
1
1
5
1
4
4
1
1
4
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
* PA1 KIT ONLY
35
Page 36

36
Page 37

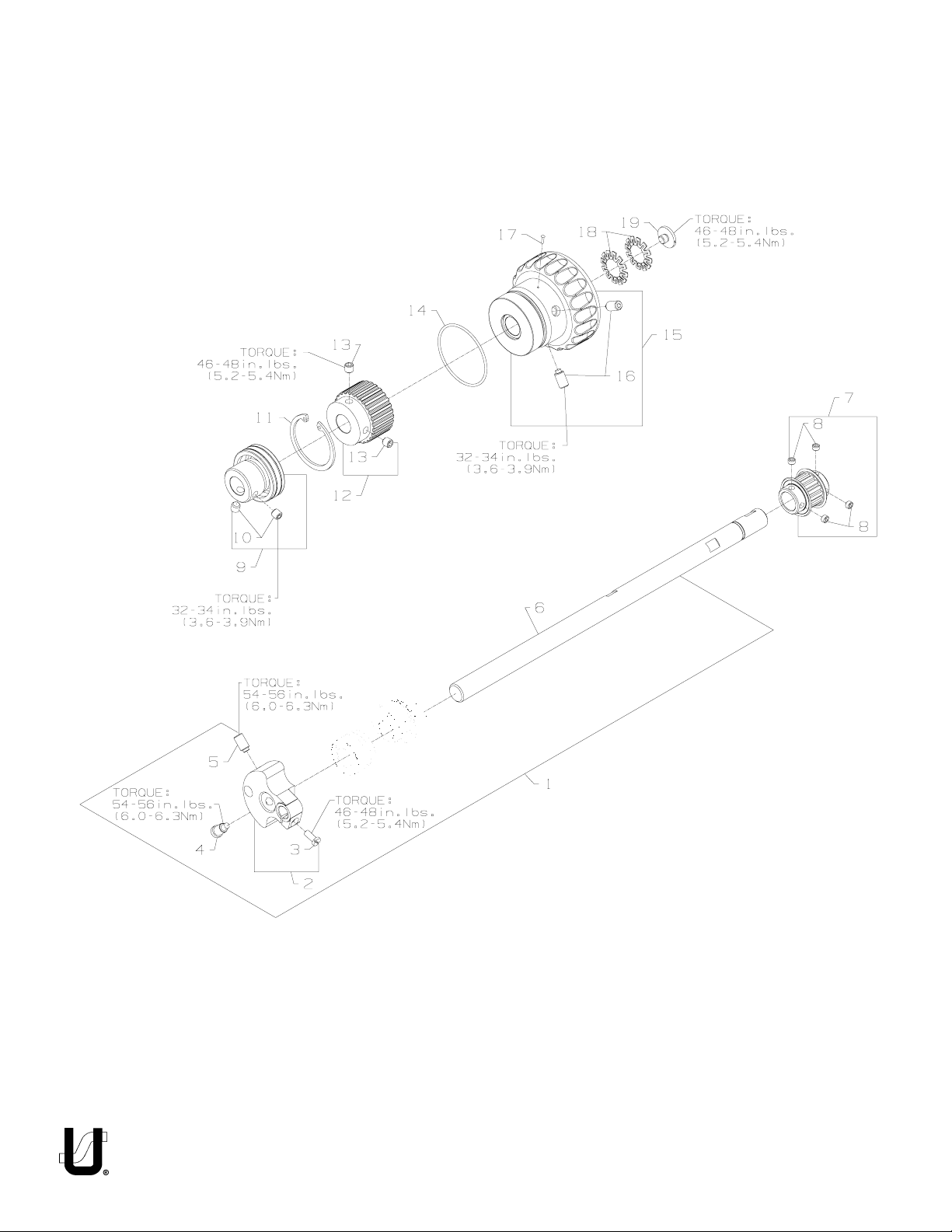
LOWER MAIN SHAFT
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
17A.
18.
Part No.
SS7660520SP
660-1062
50374
50321G
SS8661012TP
50342AX
SS8660612TP
50342BS
50335AK
29476UH
50322AL
50335BB
50322AG
50333A
SS8660612TP
660-934
50622D
50622E
SS8660410SP
Description
Shoulder Screw, for lower main shaft, right ..................................................
Spring Washer ..............................................................................................
Spacer, for pulley assembly .........................................................................
Pulley Assembly ...........................................................................................
Set Screw ...............................................................................................
Sprocket, for lower main shaft .....................................................................
Screw ....................................................................................................
Timing Belt ....................................................................................................
Retaining Ring, for ball bearing ...................................................................
Mainshaft Assembly, lower, right .................................................................
Ball Bearing, for lower main shaft ...........................................................
Retaining Ring .......................................................................................
Lower Main Shaft, right ..........................................................................
Coupling, for lower main shafts ....................................................................
Screw ....................................................................................................
Oil Seal .........................................................................................................
Lower Main Shaft, left for plain feed.............................................................
Lower Main Shaft, left for differential feed ...................................................
Screw ....................................................................................................
Amt.
Req.
1
1
1
1
2
1
2
1
1
1
1
1
1
1
4
1
1
1
2
37
Page 38

38
Page 39

LUBRICATION, OIL TUBING & OIL PUMP
Ref.
No.
Part No.
1.
50393HN
2.
SS8660612TP
3.
50332S
4.
34393D
5.
50393EX
6.
SS8660612TP
7.
50393GB
8.
50393GD
9.
SS4091015SP
10.
50393FR
11.
50384
12.
11843208
13.
50393FV
14.
29476XV
15.
SS7120710SP
16.
NS6110310SP
17.
SQ1110402MZ
18.
50393KH
19.
50393-27
20.
50393KM
21.
50393-407
22.
13765607
23.
50393-47
24.
50393-51
25.
50393-89
26.
29476UT
27.
50393KH
28.
50393-70
29.
50393KM
30.
13765607
31.
50393-140
32.
50393-40
33.
50393-170
34.
50393KF
35.
50393KM
36.
50393HR
37.
50393HL
38.
50393FS
39.
998-358F
40.
SS4090815SP
41.
50393HK
42.
SS6151812TP
43.
WS0631510KP
44.
22571E
45.
RM2871B
46.
50393EB
47.
50384A
48.
50393FT
49.
50393HJ
Description
Oil Pump Assembly, 2-stage .........................................................................
Screw .....................................................................................................
Spring, for plunger..................................................................................
Plunger ..................................................................................................
Collar, for oil pump .................................................................................
Screw ...............................................................................................
Oil Pump Housing, 2 Stage......................................................................
Oil Pump Housing, 2 Stage......................................................................
Screw, for oil filter cover................................................................................
Cover, for oil filter..........................................................................................
"O" Ring, for oil filter cover.............................................................................
Oil Filter.........................................................................................................
Oil Tube, for supply (1) ..................................................................................
Oil Supply Assembly, upper ..........................................................................
Screw, for front upper tube ....................................................................
Nut .........................................................................................................
Fitting .....................................................................................................
Tube Retaining, spring ...........................................................................
Oil Tube ..................................................................................................
Tube Retaining, spring ...........................................................................
Oil Tube ..................................................................................................
"T" Connector .........................................................................................
Oil Tube ..................................................................................................
Oil Tube ..................................................................................................
Oil Tube ..................................................................................................
Oil Supply Assembly, lower ...........................................................................
Tube Retaining, spring ...........................................................................
Oil Tube ..................................................................................................
Tube Retaining, spring ...........................................................................
"T" Connector .........................................................................................
Oil Tube ..................................................................................................
Oil Tube ..................................................................................................
Oil Tube ..................................................................................................
Oil Tube ..................................................................................................
Tube Retaining, spring ...........................................................................
Plug, for feed chamber ..........................................................................
Oil Tube, for suction ................................................................................
Oil Tube Holder .............................................................................................
Plastic Clip ....................................................................................................
Screw, for oil tube holder ..............................................................................
Felt ...............................................................................................................
Screw, for oil pan ..........................................................................................
Spring Washer ..............................................................................................
Screw, for oil drain plug ................................................................................
Cable Tie ......................................................................................................
Oil Pan ..........................................................................................................
"O" Ring ........................................................................................................
Oil Tube, for suction ......................................................................................
Oil Tube, for suction ......................................................................................
Amt.
Req.
1
2
2
2
1
2
1
1
3
1
1
1
1
1
2
1
1
1
1
7
1
2
1
1
1
1
2
1
5
2
1
1
1
1
3
1
1
1
1
1
1
6
6
1
2
1
1
1
1
39
Page 40

40
Page 41

LOOPER DRIVE
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
-
15.
-
16.
-
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
Part No.
50313C
22652B10
22565
C50041D
538A
C50041H
22652J10
C50041E
53634C
22881C
C50041G
C50041F
51909C
51909D8
51909D9
51908B8
51908B9
SS7120910SP
CE63
660-893
50344AM
660-455
50313J
SS7120910SP
50314F
50314E
50642
22653J8
667J33
660-979
50342BJ
SS8660612TP
50342BK
SS8660612TP
50342BP
Description
Looper Holder ..............................................................................................
Screw, for looper holder ........................................................................
Screw, for looper holder ........................................................................
Looper Throwout Lever ................................................................................
Screw ....................................................................................................
Collar, Stop ..................................................................................................
Screw ....................................................................................................
Lock, Looper Holder .....................................................................................
Washer .........................................................................................................
Screw ...........................................................................................................
Stop .............................................................................................................
Spring, Plunger ......................................................................................
Looper, Middle (all gauges) .........................................................................
Looper, Rear (32 gauge) ..............................................................................
Looper, Rear (36 gauge) ..............................................................................
Looper, Front (32 gauge) .............................................................................
Looper, Front (36 gauge) .............................................................................
Screw, for bearing housing ..........................................................................
Three Bond Adhesive, (not shown), for screw ..............................................
Oil Seal, looper .............................................................................................
Bearing Housing Assembly, for looper drive .................................................
"O" Ring, for bearing housing assembly ........................................................
Looper Rocker Assembly .............................................................................
Screw, for retaining plate ............................................................................
Eccentric Retaining Plate ............................................................................
Looper Avoid Adjusting Eccentric ...............................................................
Looper Drive Assembly ................................................................................
Screw ....................................................................................................
Crank Pin ...............................................................................................
"O" Ring ..................................................................................................
Sprocket, for looper driven ..........................................................................
Screw ....................................................................................................
Sprocket, for looper drive ............................................................................
Screw ....................................................................................................
Looper Drive Belt ..........................................................................................
Amt.
Req.
1
1
2/3
1
1
1
1
1
1
1
1
1
1
1
1
1
1
3
1
1
1
1
2
1
1
1
1
1
2
1
2
1
2
1
41
Page 42

42
Page 43

NEEDLE GUARD
Ref.
No.
Part No.
1.
50373DA
2.
SS8110422TP
3.
50368W
4.
50668
5.
SS8110422TP
6.
50368E
7.
50368A
8.
50622C
9.
RC0560711KP
10.
50625
11.
SS6090620SP
12.
C50025E
Description
Needle Guard Eccentric .............................................................................
Screw, for needle guard eccentric .......................................................
Connecting Rod Assembly, for needle guard ..............................................
Pivot Link ......................................................................................................
Screw .....................................................................................................
Washer .........................................................................................................
Pivot Pin ........................................................................................................
Shaft, for needle guard ................................................................................
Retaining Ring .......................................................................................
Holder, for needle guard .............................................................................
Screw ....................................................................................................
Needle Guard, Rear (32 Gauge/36 Gauge).................................................
Amt.
Req.
1
1
2
1
1
2
2
1
1
1
2
1
43
Page 44

44
Page 45

LOOPER THREAD TAKE-UP
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
Part No.
50657A
SD0380551SL
50332AC
50347R
51959B
50358H
SS7060310SP
SS6060440TP
41358
SS9080410SP
50304H
50604
SS7080520SP
50383E
50357AN
SS9111010SP
SS6110610TP
29476UK
SS7092110TP
50383F
50304K
WZ0640200KP
SD0630275SP
50623B
22894C
50323B
22-348
C50077P
50323L
77B
Description
Cast-Off Plate Assembly ...............................................................................
Screw .....................................................................................................
Tension Spring ........................................................................................
Pin ..........................................................................................................
Tension Disc ...........................................................................................
Eyelet .....................................................................................................
Screw .....................................................................................................
Screw .....................................................................................................
Washer ...................................................................................................
Screw .....................................................................................................
Strike-Off Wire ........................................................................................
Retaining Finger .....................................................................................
Screw .....................................................................................................
Mounting Bracket ..................................................................................
Cast-Off Plate ........................................................................................
Screw, for collar bracket ..............................................................................
Screw, for cast-off holder .............................................................................
Cast-Off Plate Holder Assembly ...................................................................
Screw, for collar bracket ........................................................................
Take-up Collar Bracket ..........................................................................
Cast-Off Plate Holder .............................................................................
Washer ...................................................................................................
Shoulder Screw, for cast-off plate holder ...............................................
Take-up Assembly ........................................................................................
Set Screw ...............................................................................................
Take-up Hub ...........................................................................................
Pin ....................................................................................................
Spacer ...................................................................................................
Disc, for take-up .....................................................................................
Screw, for take-up disc ..........................................................................
Amt.
Req.
1
1
1
1
2
3
3
1
2
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
2
1
2
1
2
2
45
Page 46

46
Page 47

FEED DRIVE MECHANISM
FOR PLAIN FEED
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
Part No.
18-1432
50334BD
29126FB
50634
50334A
50634E
22637P24
SS7091110TP
50640-29
SS8660612TP
SS7090530SP
50334Y
50334W
50634C
50637A
50335BA
50634D
50637
Description
Screw ...........................................................................................................
Hex Eccentric Stud .......................................................................................
Drive Fork Assembly, right .............................................................................
Feed Bar Assembly .......................................................................................
Plain Feed Bar Guide ....................................................................................
Feed Dog Holder ..........................................................................................
Screw .....................................................................................................
Screw ...........................................................................................................
Feed Eccentric, main ...................................................................................
Screw .....................................................................................................
Screw ...........................................................................................................
Oil Shield ......................................................................................................
Oil Scraper ...................................................................................................
Feed Bar Seal ...............................................................................................
Guide Plate, left, rear ...................................................................................
Guide Plate, right, rear .................................................................................
Feed Bar Seal ...............................................................................................
Guide Plate, front .........................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
2
10
1
1
1
1
1
1
1
47
Page 48

48
Page 49

FEED DRIVE MECHANISM
FOR DIFFERENTIAL FEED
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
Part No.
18-1432
50334BD
29476VV
50334AW
50340F
SS8660612TP
50334BE
50334AX
50640A29
SS8660612TP
SS7090530SP
50334Y
50334V
50334BH
50335AM
50335BA
50334BJ
50335AN
660-220
50337J
SS4121215SP
29476YH
50337H
50337U
50337BD
SS7090610SP
B1647704000A
50387
SS7090610SP
50337S
SS8110422TP
50337L
SS6110650TP
50337R
SS8090710SP
SS6091022TP
SP0550271TP
50337M
Description
Screw ...........................................................................................................
Hex Eccentric Stud .......................................................................................
Drive Fork Assembly ......................................................................................
Drive Fork Assembly ......................................................................................
Feed Eccentric, differential .........................................................................
Screw ....................................................................................................
Feed Bar Assembly .......................................................................................
Drive Fork Assembly, right .............................................................................
Feed Eccentric, main ...................................................................................
Screw .....................................................................................................
Screw ...........................................................................................................
Oil Shield ......................................................................................................
Oil Scraper ...................................................................................................
Feed Bar Seal ...............................................................................................
Guide Plate, left, rear ...................................................................................
Guide Plate, right, rear .................................................................................
Feed Bar Seal ...............................................................................................
Guide Plate, front .........................................................................................
"O" Ring ........................................................................................................
Stem, for differential feed lever ....................................................................
Screw, for stem .............................................................................................
Differential Feed Lever Assembly .................................................................
Differential Feed Lever ..........................................................................
Stop .......................................................................................................
Plate, for differential feed lever .............................................................
Screw .....................................................................................................
Knob, for differential feed lever .............................................................
Screw .....................................................................................................
Screw ...........................................................................................................
Collar ...........................................................................................................
Screw .....................................................................................................
Coupling, for differential feed lever .............................................................
Screw .....................................................................................................
Collar, for differential feed lever ..................................................................
Screw .....................................................................................................
Screw .....................................................................................................
Screw, for spring ...........................................................................................
Spring, for differential feed lever ..................................................................
Amt.
Req.
2
2
1
1
1
2
1
1
1
2
10
1
1
1
1
1
1
1
1
1
1
1
1
2
1
2
1
1
2
1
2
1
2
1
1
1
1
1
49
Page 50

50
Page 51

FEED DRIVE MECHANISM
FOR PLAIN FEED
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
Part No.
TA075404RO
22591A
50334BC
50674
50334BB
SS8110422TP
50337T
SS8110422TP
661-96
660-969
SS8661012TP
35036F
660-220
35036AZ
50634G
50335D
22894P
50333S
22894P
29476UF
660-980
50322AR
660-206
50336Y
SS8110422TP
50335
22714C
50355
50335A
50336S
661-35
22596H
Description
Plug, for eccentric shaft ...............................................................................
Screw, for eccentric shaft ............................................................................
Eccentric Shaft .............................................................................................
Washer, for eccentric shaft ..........................................................................
Collar, for eccentric shaft .............................................................................
Screw, for collar .....................................................................................
Collar, for eccentric shaft .............................................................................
Screw, for collar .....................................................................................
Spring Washer ...............................................................................................
"O" Ring, for bushing ......................................................................................
Screw, for bushing ........................................................................................
Bushing, for stitch adjusting shaft ..................................................................
"O" Ring, for stitch adjusting shaft ..................................................................
Brake Pad .....................................................................................................
Stitch Adjusting Shaft Assembly ....................................................................
Collar ............................................................................................................
Screw .....................................................................................................
Collar ............................................................................................................
Screw .....................................................................................................
Stitch Length Adjusting Rod Assembly ..........................................................
"O" Ring, stitch control shaft ...................................................................
Shaft, for stitch control ...........................................................................
"O" Ring, for stitch control shaft ..............................................................
Stitch Knob, indicator .............................................................................
Screw ...............................................................................................
Spring Retainer .............................................................................................
Screw, for spring retainer ..............................................................................
Spring ...........................................................................................................
Spring Holder ................................................................................................
Stitch Control Lever ......................................................................................
Pin ..........................................................................................................
Screw .....................................................................................................
Amt.
Req.
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
1
1
1
1
1
2
51
Page 52

52
Page 53

FEED DRIVE MECHANISM
FOR DIFFERENTIAL FEED
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
Part No.
22591A
50334BC
50368AD
50334BB
SS8110422TP
50337T
SS8110422TP
661-96
660-969
SS8661012TP
35036F
660-220
35036AZ
50634G
50335D
22894P
50333S
22894P
29476UF
660-980
50322AR
660-206
50336Y
SS8110422TP
50335
22714C
50355
50335A
50336S
661-35
22596H
Description
Screw, for eccentric shaft ............................................................................
Eccentric Shaft ............................................................................................
Washer, for eccentric shaft ..........................................................................
Collar, for eccentric shaft ............................................................................
Screw, for collar .....................................................................................
Collar, for eccentric shaft ............................................................................
Screw, for collar .....................................................................................
Spring Washer ..............................................................................................
"O" Ring, for bushing .....................................................................................
Screw, for bushing ........................................................................................
Bushing, for stitch adjusting shaft .................................................................
"O" Ring, for stitch adjusting shaft .................................................................
Brake Pad .....................................................................................................
Stitch Adjusting Shaft Assembly ...................................................................
Collar ...........................................................................................................
Screw .....................................................................................................
Collar ...........................................................................................................
Screw .....................................................................................................
Stitch Length Adjusting Rod Assembly .........................................................
"O" Ring, stitch control shaft ...................................................................
Shaft, for stitch control ...........................................................................
"O" Ring, for stitch control shaft .............................................................
Stitch Knob, indicator ............................................................................
Screw ..............................................................................................
Spring Retainer ............................................................................................
Screw, for spring retainer .............................................................................
Spring ...........................................................................................................
Spring Holder ...............................................................................................
Stitch Control Lever ......................................................................................
Pin ..........................................................................................................
Screw .....................................................................................................
Amt.
Req.
1
1
1
1
2
1
2
1
1
2
2
1
2
2
1
2
1
2
1
1
1
1
1
1
1
1
1
1
1
1
2
53
Page 54

54
Page 55

COVERS, LOWER BED
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
-
Part No.
18-1448
50601F
50601E
50303B
SS6121212TP
50382CP
50382CS
SS7150740SP
22587N
35036AE
50380D
51280K
660-939
C067D
22517
50382CR
50382CL
SS4120615SP
CE63
Description
Screw ...........................................................................................................
Cloth Plate, left ............................................................................................
Cloth Plate, right ..........................................................................................
Acoustic Pad .........................................................................................
Screw, for cover ...........................................................................................
Cover, for feed chamber .............................................................................
Gasket .........................................................................................................
Screw ...........................................................................................................
Screw .....................................................................................................
Ferrule, Locating ...................................................................................
Throat Plate Support, complete ...................................................................
Pin ..........................................................................................................
Rubber Bumper, for Throat Plate Support ..............................................
Cork .............................................................................................................
Screw, for bed ..............................................................................................
Gasket .........................................................................................................
Cover, rear, for feed chamber, ....................................................................
Screw, for cover ...........................................................................................
Three Bond Adhesive, (not shown), for screw ...............................................
Amt.
Req.
11
1
1
1
6
1
1
2
2
2
1
1
1
2
2
1
1
2
-
55
Page 56

56
Page 57

COVERS, LOWER BED
Ref.
No.
1.
2.
2A.
3.
3A.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
Part No.
50393HB
50684A
50382CM
50682B
50382KE
SS4151415SP
50393HA
WO3
22841U
50383G
50382CG
SS7090850SP
50378S
SS9110543CP
660-1020
SS6120930TP
20
50382T
50393W
22519J
50682D
22729D
50667
SS4121015SP
50393HU
50382CJ
50332A
39250J
22513D
50382FP
25CC
35569J
50332B
SS7120710SP
22799AH
Description
Plug, for bed .................................................................................................
Gasket, for left end cover .............................................................................
Quad Ring, for left end cover .......................................................................
Left End Cover ..............................................................................................
Left End Cover ..............................................................................................
Screw ...........................................................................................................
Plug ..............................................................................................................
Oil Wick, for needle guard ............................................................................
Machine Support Stud ..................................................................................
Gasket, for chamber cover ..........................................................................
Dry Chamber Cover .....................................................................................
Screw ...........................................................................................................
Hinge ............................................................................................................
Screw ...........................................................................................................
Rubber Bumper ............................................................................................
Screw ...........................................................................................................
Washer .........................................................................................................
Stop, for front cover ......................................................................................
Rubber Bumper ............................................................................................
Screw ...........................................................................................................
Swing Down Cover .......................................................................................
Screw ...........................................................................................................
Lever ............................................................................................................
Screw ...........................................................................................................
Plug, right end, non-synchronizer .................................................................
Cover, for drive belt .....................................................................................
Latch Spring .................................................................................................
Nut ................................................................................................................
Screw ...........................................................................................................
Latch, looper throw-out safety .....................................................................
Screw ...........................................................................................................
Nut ................................................................................................................
Support Block ...............................................................................................
Screw ...........................................................................................................
Spring Latch Stud ..........................................................................................
Amt.
Req.
2
1
1
1
1
4
1
1
4
1
1
8
2
4
2
4
2
2
2
2
1
2
1
4
1
1
2
2
2
1
2
1
1
2
2
57
Page 58
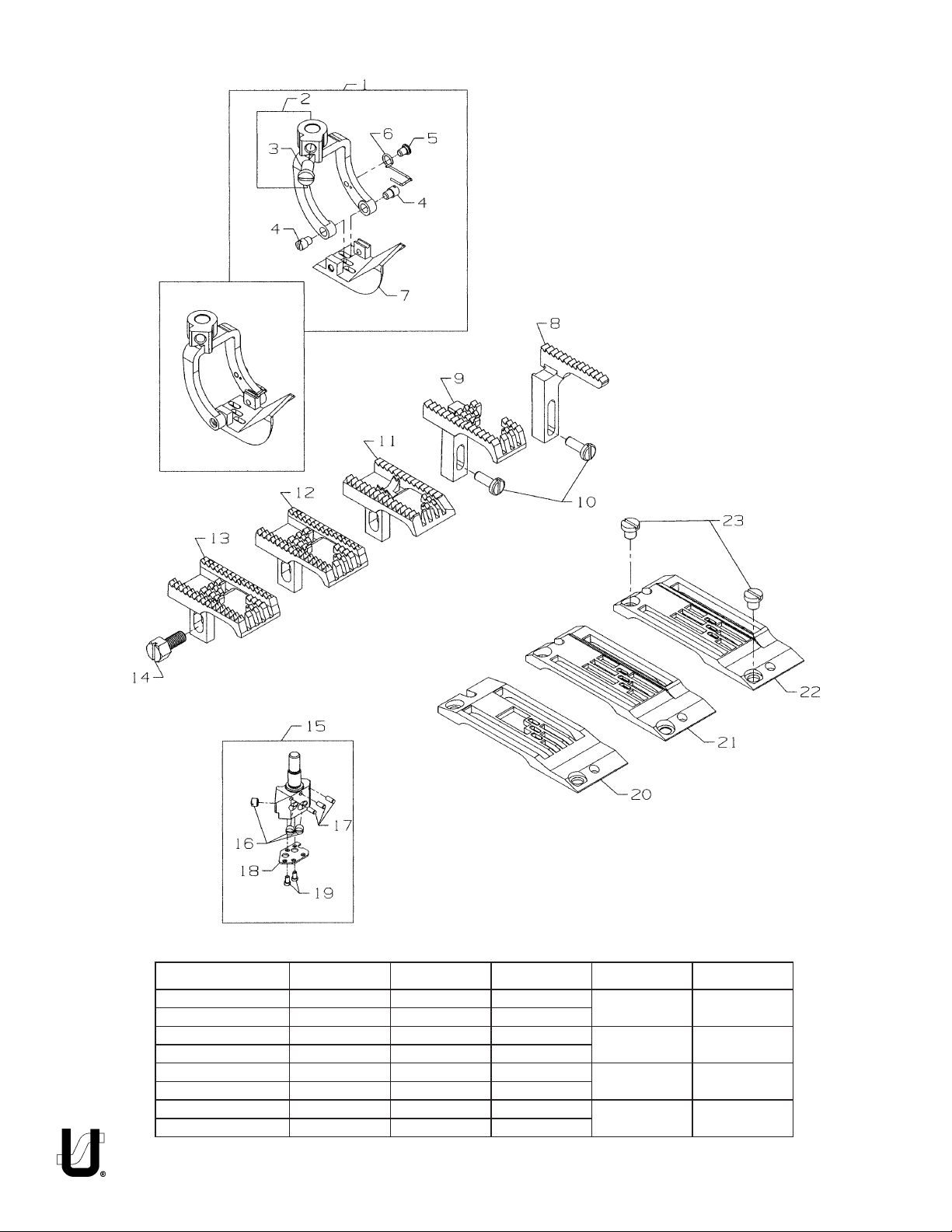
LEDOMDAEHELDEEN
1AP2CC23H3-36L513SFB8160523A02
1AP2CC63H3-36L513SFC8160563A0260563R42605
1AP2CC23H3-16L613SFB8160523A0260523A42605
1AP2CC23H3-16L613SFC8160563A0260563A42605
1AP2CC23H3-26L613SFB8160523A0260523B42605
1AP2CC6
3H3-26L613SFC8160563A0260563B42605
1AP2CC23H3-36L613SFB8160523-0260523R42605
1AP2CC63H3-36L613SFC8
160563-0260563R42605
TOOFRESSERP
YLBMESSA
60523R42605
58
ETALPTAORHTGODDEEFNIAM
D50605D62605
63C5
0605-----
B50605-----
63R50605-----
DEEFLAITNEREFFID
GOD
Page 59

SEWING PARTS
1.
2.
3.
4.
5.
6.
7.
-
-
-
-
-
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
-
19.
20.
21.
22.
23.
- - - - - 50630C
SS7120910TP
22845A
22599
35830K
35830R8
35830R9
50630B32
50630B36
50630A
50630
50605D
50626D
SS7091110TP
- - - - - -
- - - - - -
- - - - - 18-1481
- - - - - SS8080310TP
660-1046
50618D
50618A
22655B7
- - - - - -
- - - - - -
- - - - - 22570
Presser Foot Assembly, (see Chart) ..............................................................
Presser Foot Fork ....................................................................................
Screw ..............................................................................................
Screw ....................................................................................................
Screw ....................................................................................................
Spring ....................................................................................................
Presser Foot Bottom, for style FS316L61-3H32CC2PA1 ............................
Presser Foot Bottom, for style FS316L61-3H36CC2PA1 ............................
Presser Foot Bottom, for style FS316L62-3H32CC2PA1 ............................
Presser Foot Bottom, for style FS316L62-3H36CC2PA1 ............................
Presser Foot Bottom, for style FS316L63-3H32CC2PA1 ............................
Presser Foot Bottom, for style FS316L63-3H36CC2PA1 ............................
Feed Dog,(see chart) FS315L63-3H32CC2PA1, FS315L63-3H36CC2PA1......
Feed Dog,(see chart) FS315L63-3H32CC2PA1, FS315L63-3H36CC2PA1......
Screw ...........................................................................................................
Feed Dog,(see chart) FS316L61-3H32CC2PA1, FS316L61-3H36CC2PA1......
Feed Dog,(see chart) FS316L62-3H32CC2PA1, FS316L62-3H36CC2PA1 ..
Feed Dog,(see chart) FS316L63-3H32CC2PA1, FS316L63-3H36CC2PA1 ..
Screw ...........................................................................................................
Needle Head, (see chart) ............................................................................
Screw ....................................................................................................
Pin ..........................................................................................................
Needle Head Eyelet ..............................................................................
Needle Head Eyelet ..............................................................................
Screw ....................................................................................................
Throat Plate, for style FS316L61-3H32CC2PA1, FS316L61-3H36CC2PA1 ....
Throat Plate, for style FS316L62-3H32CC2PA1, FS316L62-3H36CC2PA1 ....
Throat Plate, for style FS316L63-3H32CC2PA1, FS316L63-3H36CC2PA1 ....
Screw ...........................................................................................................
1
1
1
2
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
3
3
1
1
2
1
1
1
2
59
Page 60

60
Page 61

FOLDERS
Ref.
No.
Part No.
23420S8-1/8
1.
23420S9-1/8
23420U16-3/32
25C
2.
57864B
3.
23421U16-3/32
4.
23421U18-3/32
23422BZ-3/32
5.
23422U-3/32
28
6.
25C
7.
57864B
8.
Description
Folder, for Styles, FL53-3H32 ..........................................................................
Folder, for Styles, FL53-3H36 ..........................................................................
Folder, for Styles, FL52-3H64 ..........................................................................
Screw .....................................................................................................
Clamp Plate ...........................................................................................
Scroll, For Styles, FL52-3H32 ...........................................................................
Scroll, For Styles, FL52-3H36, FL52-2H72 .........................................................
Scroll, Lower, For Styles, FL52-3H32, FL52-3H36 .............................................
Scroll, Lower, For Styles, FL52-2H72 ...............................................................
Screw .....................................................................................................
Screw .....................................................................................................
Clamp Plate ...........................................................................................
Amt.
Req.
1
1
1
2
1
1
1
1
1
1
2
1
61
Page 62

62
Page 63

PULLER DRIVE ASSEMBLY
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
Part No.
29476YG
660-893
22524
C50082AP
660-886A
660-914
660-918
660-890
136
50677A
660-886B
660-891B
50677U
660-889
C50078M
C50078K
C50078J
22593
C50078N
50677
22894J
660-886C
660-892C
C50078P
661-70A
C50022L
C50042AC16
98
660-891C
660-888
59451F
22574D
C50082AR
C50042AF
671F19
671F64
Description
Puller Drive Assembly ...............................................................................
Lip Seal .............................................................................................
Screw ................................................................................................
Cover ................................................................................................
"O" Ring .............................................................................................
Finger Spring .....................................................................................
Retaining Ring ...................................................................................
Bearing ............................................................................................
Screw ...............................................................................................
Bearing Housing ................................................................................
"O" Ring .............................................................................................
Snap Ring ..........................................................................................
Internal Gear .....................................................................................
Bearing .............................................................................................
Internal Gear .....................................................................................
Pin ...............................................................................................
Slide Block .........................................................................................
Screw ................................................................................................
Guide Ring ........................................................................................
Puller Drive Housing ...........................................................................
Screw ................................................................................................
"O" Ring .............................................................................................
Bearing .............................................................................................
Eccentric Housing .............................................................................
Snap Ring ..........................................................................................
Eccentric Drive Shaft .........................................................................
Sprocket ...........................................................................................
Screw ..........................................................................................
Snap Ring ..........................................................................................
Bearing .............................................................................................
Washer ..............................................................................................
Screw ................................................................................................
Cover ................................................................................................
Timing Belt .........................................................................................
Barb Fitting ........................................................................................
Extension Fitting .................................................................................
Amt.
Req.
1
1
6
1
2
2
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
63
Page 64

64
Page 65

PULLER ASSEMBLY
Ref.
No.
Part No.
29476YB
1.
C50077D
2.
50677N
3.
WZ0850302K0
4.
50677G
5.
RM3211-12
6.
50667A
7.
50677C
8.
50695A
9.
50677E
10.
SS9110430TP
11.
SS9121210TP
12.
B4107850M00
13.
50677L
14.
50677M
50677R
50677K
SS8090540SP
15.
50677F
16.
C50042AD
17.
50677H
18.
SS6080810SP
19.
50635
20.
604
21.
39656A
22.
SS6121610SP
23.
50677S
24.
50638
25.
660-887
26.
50677T
27.
50642D
28.
SS8090540SP
29.
WP0531000SD
30.
SS6122030SP
31.
50633A
32.
11846805
33.
SS9151440CP
34.
50633
35.
50647
36.
SS8150822TP
37.
22726Z
38.
NS6150310SP
39.
50677B
40.
28633L
41.
51242L
42.
50662B
43.
SS7120910SP
44.
Description
Puller Assembly ............................................................................................
Screw, Adjusting ....................................................................................
Bracket, Main Puller ...............................................................................
Washer ..................................................................................................
Lever, Lifter ............................................................................................
Nut .........................................................................................................
Knob, Ball ...............................................................................................
Lever, Lifter ............................................................................................
Stud Screw .............................................................................................
Lever, Roll Pressure ................................................................................
Screw ..............................................................................................
Screw ..............................................................................................
Pin ..........................................................................................................
Feed Roller .............................................................................................
Feed Roller, Urethane ............................................................................
Feed Roller, Knurled ...............................................................................
Feed Roller, Reversed Teeth ..................................................................
Screw ..............................................................................................
Shaft, Feed Roller ...................................................................................
Belt ........................................................................................................
Yoke, Feed Roller ...................................................................................
Screw ..............................................................................................
Link, Connection .............................................................................
Screw ..............................................................................................
Knife ................................................................................................
Screw ..............................................................................................
Washer ..................................................................................................
Block, Mounting .....................................................................................
Bearing ..................................................................................................
Shaft, Feed Roller ...................................................................................
Sprocket, Feed Roller .............................................................................
Screw ..............................................................................................
Washer ..................................................................................................
Screw .....................................................................................................
Block, Adjustable ...................................................................................
Pin ...................................................................................................
Screw ..............................................................................................
Collar, Puller Lifter ..................................................................................
Pin ...................................................................................................
Screw ..............................................................................................
Screw ..............................................................................................
Nut .........................................................................................................
Shaft, Puller Lifter ...................................................................................
Spring ....................................................................................................
Washer ..................................................................................................
Adaptor Plate ..............................................................................................
Screw ...........................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
2
1
1
1
1
2
2
2
1
1
1
1
1
1
1
1
1
1
1
1
2
65
Page 66

66
Page 67

PULLER ASSEMBLY
Ref.
No.
Part No.
22825
1.
50696C
2.
50696D
3.
50642B
4.
C50042Z14
*5.
C50042Z13
* -
88B
6.
C50042Z15
*7.
C50042Z16
* -
88B
8.
22569C
9.
* See puller sprocket combinations chart ( page 21).
Description
Screw ...........................................................................................................
Belt Guard, Upper ........................................................................................
Belt Guard, Lower ........................................................................................
Belt ...............................................................................................................
Sprocket, 14 Teeth .......................................................................................
Sprocket, 13 Teeth .......................................................................................
Screw .....................................................................................................
Sprocket, 15 Teeth .......................................................................................
Sprocket, 16 Teeth .......................................................................................
Screw .....................................................................................................
Screw ...........................................................................................................
Amt.
Req.
4
1
1
1
1
1
2
1
1
2
5
67
Page 68

68
Page 69

MISCELLANEOUS PARTS PA1
(USE WITH CC2 CHAIN CUTTER)
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
Part No.
29480AWN
50364H
96902
90561K
AS7-2
RM3293-5
22653B10
671-85
RM4377-4
AS7-1
667C16
AS7-3
660-168
671F82H
660-403
671F86B
671F82H
671-196
999-160
90561E
671-66
671F82F
660-397
671F82C
99327
21233FB
99590Q
99372B
41071G
Description
Knee Press Fitting .........................................................................................
Mounting Plate ......................................................................................
Washer ..................................................................................................
Wood Screw ..........................................................................................
Knee Press Base .....................................................................................
Flat Washer ............................................................................................
Screw .....................................................................................................
3-Way Valve Assembly ..........................................................................
Screw .....................................................................................................
Knee Press Rod ......................................................................................
Dowel Pin ...............................................................................................
Knee Press ..............................................................................................
Knee Press Pad ......................................................................................
Elbow Fitting .................................................................................................
Muffler .........................................................................................................
Hose "Y" Connector ......................................................................................
5/32" To 1/4" T Reducer .................................................................................
Flow Control .................................................................................................
Bracket ........................................................................................................
Wood Screw .................................................................................................
Toggle Valve ................................................................................................
Male Elbow ..................................................................................................
Air Cylinder ..................................................................................................
Male Elbow ..................................................................................................
Nut ...............................................................................................................
Nut ...............................................................................................................
Cylinder Rod ................................................................................................
Screw ...........................................................................................................
Nut ...............................................................................................................
Amt.
Req.
1
1
2
2
1
2
2
1
2
1
1
1
1
2
1
2
2
1
1
2
1
2
1
2
1
1
1
1
1
69
Page 70

70
Page 71

MISCELLANEOUS PARTS PA1A
(USE WITHOUT CC2 CHAIN CUTTER)
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
Part No.
29480AWN
50364H
96902
90561K
AS7-2
RM3293-5
22653B10
671-85
RM4377-4
AS7-1
667C16
AS7-3
660-168
671F82H
660-403
671F86B
671F82H
671-196
999-160
90561E
671-66
671F82F
660-397
671F82C
99327
21233FB
99590Q
99372B
41071G
29480ARN
671F86D
29480ASU
90561K
671F81A
671D42
671F88
Description
Knee Press Fitting .........................................................................................
Mounting Plate ......................................................................................
Washer ..................................................................................................
Wood Screw ..........................................................................................
Knee Press Base .....................................................................................
Flat Washer ............................................................................................
Screw .....................................................................................................
3-Way Valve Assembly ..........................................................................
Screw .....................................................................................................
Knee Press Rod ......................................................................................
Dowel Pin ...............................................................................................
Knee Press ..............................................................................................
Knee Press Pad ......................................................................................
Elbow Fitting .................................................................................................
Muffler .........................................................................................................
Hose "Y" Connector ......................................................................................
5/32" To 1/4" T Reducer .................................................................................
Flow Control .................................................................................................
Bracket ........................................................................................................
Wood Screw .................................................................................................
Toggle Valve ................................................................................................
Male Elbow ..................................................................................................
Air Cylinder ..................................................................................................
Male Elbow ..................................................................................................
Nut ...............................................................................................................
Nut ...............................................................................................................
Cylinder Rod ................................................................................................
Screw ...........................................................................................................
Nut ...............................................................................................................
Treadle Assembly .........................................................................................
Fitting ...........................................................................................................
Filter Regulator Gauge Kit ............................................................................
Wood Screw ..........................................................................................
Elbow Fitting ..........................................................................................
Combination Filter Regulator ................................................................
Barb Fitting .............................................................................................
Amt.
Req.
1
1
2
2
1
2
2
1
2
1
1
1
1
2
1
2
2
1
1
2
1
2
1
2
1
1
1
1
1
1
1
1
2
1
1
1
71
Page 72

TUBING PA1
WITH CHAIN CUTTER
72
Page 73

TUBING PA1A
WITHOUT CHAIN CUTTER
73
Page 74

74
Page 75

TABLING
(EXTRA SEND CHARGE)
Ref.
No.
Part No.
1. 21317AAH48
Description
Table Board, for plain feed machines ..........................................................
Amt.
Req.
1
75
Page 76

76
Page 77

PRESSER FOOT LIFTER
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
Part No.
SS6122030SP
50383AR
NS6120310SP
WS0510002KP
SS4121015SP
50374K
29480AXJ
671A360
671F81C
50383AF
660-1099
SS4121215SP
Description
Screw ...........................................................................................................
Cylinder Support Bracket .............................................................................
Nut .........................................................................................................
Washer ..................................................................................................
Screw .....................................................................................................
Spacer .........................................................................................................
Presser Foot Lifter Assembly ..........................................................................
Air Cylinder ............................................................................................
Fitting .....................................................................................................
Bracket ..................................................................................................
Air Cylinder Cap ....................................................................................
Screw .....................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
1
2
77
Page 78

78
Page 79

ACCESSORIES
Ref.
No.
Part No.
1.
21101W4
-
21101W6
2.
35095B
3.
21201A
4.
660-240
5.
660-264
6.
421D34
7.
128GAS140/054
8.
28604R
Description
Thread Stand (2 Needle) ..............................................................................
Thread Stand (3 Needle) ..............................................................................
Isolator .........................................................................................................
Screw Driver, for needle head .....................................................................
Thread Tweezer ............................................................................................
S-Hook ..........................................................................................................
Chain ...........................................................................................................
Needles .......................................................................................................
Oil, (1 pint) ....................................................................................................
Amt.
Req.
1
1
4
1
1
2
1
10
2
79
Page 80

NUMERICAL INDEX OF PARTS
Part No. Page No.
11071602 .....33
11071701 .....33
11550100 .....31
11843208 .....39
11846805 .....65
128GAS140/054 .....79
136 .....63
13765607 .....39
18-1432 .....47, 49
18-1448 .....55
18-1481 .....59
20 .....57
21101W4 .....79
21101W6 .....79
21201A .....79
21233FB .....69, 71
21237DR .....35
21237ET .....35
21237EU .....35
21237EV .....35
21317AAH48 .....75
22-348 .....45
22513D .....57
22517 .....55
22517B .....35
22519J .....57
22524 .....63
22565 .....41
22569B .....35
22569C .....67
22570 .....59
22571E .....39
22571L .....23
22574D .....63
22587N .....55
22591A .....51, 53
22593 .....63
22596H .....51, 53
22599 .....59
22637P24 .....47
22652B10 .....41
22652J10 .....41
22653B10 .....69, 71
22653J8 .....41
22655B7 .....59
22714C .....51, 53
22726Z .....65
22729D .....57
22784N .....35
22799AH .....57
22825 .....67
22841U .....57
22845A .....59
22875N .....31
22881C .....41
22894C .....45
22894J .....63
22894P .....51, 53
22894T .....27
23420S8-1/8 .....61
23420S9-1/8 .....61
23420U16-3/32 .....61
Part No. Page No.
23421U16-3/32 .....61
23421U18-3/32 .....61
23422BZ-3/32 .....61
23422U-3/32 .....61
25C .....61
25CC .....57
28 .....61
28604R .....79
28633L .....65
29126FB .....47
29476TC .....25
29476TT .....33
29476UF .....51, 53
29476UH .....37
29476UK .....45
29476UT .....39
29476VN .....25
29476VV .....49
29476XV .....39
29476YB .....65
29476YD .....33
29476YG .....63
29476YH .....49
29480ARN .....71
29480ASU .....71
29480AWN .....69, 71
29480AXJ .....77
34393D .....39
35036AE .....55
35036AZ .....51, 53
35036BS .....23
35036F .....51, 53
35095B .....79
35569J .....57
35830K .....59
35830R8 .....59
35830R9 .....59
36271A .....29
39250J .....57
39656A .....65
41071G .....69, 71
41358 .....45
421D34 .....79
50303B .....55
50304H .....45
50304K .....45
50313C .....41
50313J .....41
50314E .....41
50314F .....41
50317B .....25
50317C .....35
50321F .....27
50321G .....37
50322AF .....27
50322AG .....37
50322AL .....37
50322AR .....51, 53
50322BC .....27
50323B .....45
50323L .....45
50323P .....25
Part No. Page No.
50330CZ .....23
50332A .....57
50332AC .....45
50332B .....57
50332S .....39
50332U .....23
50332V .....33
50333A .....37
50333S .....51, 53
50334A .....47
50334AW .....49
50334AX .....49
50334BB .....51, 53
50334BC .....51, 53
50334BD .....47, 49
50334BE .....49
50334BH .....49
50334BJ .....49
50334V .....49
50334W .....47
50334Y .....47, 49
50335 .....51, 53
50335A .....51, 53
50335AG .....33
50335AH .....33
50335AK .....37
50335AM .....49
50335AN .....49
50335BA .....47, 49
50335BB .....37
50335BD .....27
50335D .....51, 53
50336S .....51, 53
50336Y .....51, 53
50337BD .....49
50337H .....49
50337J .....49
50337L .....49
50337M .....49
50337R .....49
50337S .....49
50337T .....51, 53
50337U .....49
50338 .....25
50338A .....25
50340F .....49
50342AX .....37
50342BE .....27
50342BJ .....41
50342BK .....41
50342BP .....41
50342BS .....37
50344AM .....41
50344BC .....23
50344BE .....23
50344BF .....23
50344BU .....23
50344E .....23
50345W .....25
50347R .....45
50351A .....25
50352 .....25
Part No. Page No. Part No. Page No.
50354F .....25
50355 .....51, 53
50355AM .....25
50355AN .....25
50355AR .....33
50357AE .....29
50357AN .....45
50357AS .....29
50357V .....29
50357Y .....29
50358H .....45
50358V .....29
50358W .....29
50358X .....25
50364H .....69, 71
50366 .....29
50366B .....29
50368A .....43
50368AD .....53
50368E .....43
50368W .....43
50370F .....29
50373DA .....43
50374 .....37
50374K .....77
50378S .....57
50380D .....55
50381 .....33
50381B .....33
50381E .....23
50381F .....33
50381G .....33
50382CG .....57
50382CJ .....57
50382CL .....55
50382CM .....57
50382CP .....55
50382CR .....55
50382CS .....55
50382FP .....57
50382FW .....35
50382FX .....35
50382FY .....35
50382FZ .....35
50382GA .....35
50382GM .....35
50382KE .....57
50382T .....57
50383AF .....77
50383AR .....77
50383E .....45
50383F .....45
50383G .....57
50384 .....39
50384A .....39
50387 .....49
50392AB .....23
50392AV .....31
50392BA .....29
50392BC .....31
50392V .....29
50392Z .....31
50393-140 .....39
50393-170 .....39
50393-27 .....39
50393-40 .....39
50393-407 .....39
50393-47 .....39
50393-51 .....39
50393-70 .....39
50393-89 .....39
50393EB .....39
50393EU .....35
50393EW .....35
50393EX .....39
50393EY .....23
50393FR .....39
50393FS .....39
50393FT .....39
50393FU .....23
50393FV .....39
50393GB .....39
50393GD .....39
50393GE .....23
50393HA .....57
50393HB .....35, 57
50393HH .....29
50393HJ .....39
50393HK .....39
50393HL .....39
50393HN .....39
50393HR .....39
50393HU .....57
50393JP .....25
50393JW .....25
50393JZ .....25
50393KF .....39
50393KH .....39
50393KM .....39
50393W .....57
50601E .....55
50601F .....55
50604 .....45
50605D .....59
50618A .....59
50618D .....59
50622C .....43
50622D .....37
50622E .....37
50623B .....45
50625 .....43
50626D .....59
50630 .....59
50630A .....59
50630C .....59
50630B32 .....59
50630B36 .....59
50632A .....33
50633 .....65
50633A .....65
50634 .....47
50634C .....47
50634D .....47
50634E .....47
80
Page 81

NUMERICAL INDEX OF PARTS
50634G .....51, 53
50635 .....65
50637 .....47
50637A .....47
50638 .....65
50640-29 .....47
50640A29 .....49
50642 .....41
50642A .....27
50642B .....67
50642D .....65
50643C .....33
50647 .....65
50654 .....23
50654A .....23
50657A .....45
50658A .....29
50658B .....29, 35
50662A .....35
50662B .....65
50663A .....29
50666 .....29
50666A .....29
50666C .....29
50667 .....57
50667A .....65
50668 .....43
50674 .....51
50677 .....63
50677A .....63
50677B .....65
50677C .....65
50677E .....65
50677F .....65
50677G .....65
50677H .....65
50677K .....65
50677L .....65
50677M .....65
50677N .....65
50677R .....65
50677S .....65
50677T .....65
50677U .....63
50682B .....57
50682D .....57
50683 .....29
50684A .....57
50684B .....
50684C .....35
50691 .....27
50692 .....31
50692A .....31
50692D .....31
50692E .....29
50692J .....31
50695A .....65
50696C .....67
50696D .....67
51170D .....35
51242L .....65
35
51280K .....55
51908B8 .....41
51908B9 .....41
51909C .....41
51909D8 .....41
51909D9 .....41
51959B .....45
53634C .....41
538A .....41
56392G .....31
56392H .....31
56392M .....31
57864B .....61
57865 .....31
57892K .....31
59451F .....63
604 .....65
605A .....29
652C16 .....35
660-1014 .....33
660-1020 .....57
660-1043 .....27
660-1046 .....59
660-1062 .....37
660-1087 .....27
660-1099 .....77
660-168 .....69, 71
660-206 .....51, 53
660-212 .....35
660-220 .....49
660-220 ..51, 53
660-240 .....79
660-264 .....79
660-283A .....31
660-397 .....69, 71
660-403 .....69, 71
660-455 .....41
660-739 .....33
660-886 .....35
660-886A .....63
660-886B .....63
660-886C .....63
660-887 .....65
660-888 .....63
660-889 .....63
660-890 .....
660-891B .....63
660-891C .....63
660-892C .....63
660-893 .....41, 63
660-914 .....63
660-918 .....63
660-934 .....37
660-939 .....55
660-969 .....51, 53
660-979 .....41
660-980 .....51, 53
661-259B .....25
661-261 .....27
661-262 .....27
661-35 .....51, 53
63
Part No. Page No.Part No. Page No.Part No. Page No.
661-70A .....63
661-96 .....51, 53
666-328 .....25
667C16 .....69, 71
667J33 .....41
671-102A .....35
671-196 .....69, 71
671-66 .....69, 71
671-85 .....69, 71
671A360 .....77
671D42 .....71
671F19 .....63
671F64 .....63
671F81A .....71
671F81C .....77
671F82C .....69, 71
671F82F .....69, 71
671F82H .....69, 71
671F86B .....69, 71
671F86D .....71
671F88 .....71
77B .....45
88B .....67
90561E .....69, 71
90561K .....69, 71
96902 .....69, 71
98 .....63
99327 .....69, 71
99372B .....69, 71
99590Q .....69, 71
99682XC .....35
99682XC1 .....35
99682XC2 .....35
99682XCA .....35
998-358F .....39
999-160 .....
AS7-1 .....69, 71
AS7-2 .....69, 71
AS7-3 .....69, 71
B1647704000A .....49
B3103800400 .....31
B3112704000 .....31
B3120352000 .....31
B3120704000 .....31
B3126012000 .....31
B3530555000 .....35
B4107850M00 .....65
C067D .....55
C50022L .....63
C50025E .....43
C50041D .....41
C50041E .....41
C50041F .....41
C50041G .....41
C50041H .....41
C50042AC16 .....63
C50042AD .....65
C50042AF .....63
C50042Z13 .....67
C50042Z14 .....67
C50042Z15 .....67
69, 71
C50042Z16 .....67
C50044E .....29
C50056B .....33
C50077D .....65
C50077P .....45
C50078J .....63
C50078K .....63
C50078M .....63
C50078N .....63
C50078P .....63
C50082AP .....63
C50082AR .....63
CE27 .....25
CE49 .....33
CE59 .....25
CE63 .....25, 41, 55
LA452 .....35
NS6110310SP .....39
NS6110420SP .....31
NS6120310SP .....77
NS6150310SP .....33, 65
NS6620320SP .....35
PS0400142KH .....23
RC0560711KP .....43
RE0500000K0 .....33
RM2871B .....39
RM3211-12 .....65
RM3293-5 .....69, 71
RM4377-4 .....69, 71
RO068190100 .....33
SD0380551SL .....29, 45
SD0630275SP .....45
SD0640323TP .....35
SD0790303SP .....33
SP0550271TP .....49
SQ1110401MZ .....23
SQ1110402MZ .....39
SS1110640SL .....35
SS1121010SP .....29
SS4080620TP .....25
SS4090815SP .....29, 39
SS4091015SP .....39
SS4120615SP .....35, 55
SS4120915SP .....29
SS4120915SP .....31, 35
SS4121015SP .....57, 77
SS4121215SP .....33, 35
SS4121215SP .....49, 77
SS4121615SP .....35
SS4151415SP .....57
SS6060440TP .....45
SS6080810SP .....65
SS6090440SP .....25
SS6090620SP .....25, 43
SS6091022TP .....49
SS6110610TP .....33, 45
SS6110650TP .....49
SS6120930TP .....57
SS6121010SP .....25
SS6121050SP .....35
SS6121212TP .....55
Part No. Page No.Part No. Page No.
SS6121610SP .....65
SS6122030SP .....65, 77
SS6151812TP .....39
SS6151920SP .....33
SS6153040SP .....33
SS7060310SP .....29, 45
SS7080510TP .....29
SS7080520SP .....25, 45
SS7090520SP .....31
SS7090530SP .....47, 49
SS7090610SP .....29
SS7090610SP .....35, 49
SS7090850SP .....57
SS7091110TP .....47, 59
SS7092110TP .....45
SS7111120TP .....25, 27
SS7120640SP .....29, 35
SS7120710SP .....29
SS7120710SP .....39, 57
SS7120910SP .....41, 65
SS7120910TP .....59
SS7121410TP .....31
SS7150740SP .....55
SS7660520SP .....27, 37
SS7681410TP .....27
SS8080310TP .....59
SS8080410TP .....29
SS8090540SP .....65
SS8090710SP .....49
SS8110422TP .....25, 33
SS8110422TP .....43, 49
SS8110422TP .....51, 53
SS8150822TP .....65
SS8660410SP .....37
SS8660612TP .....27, 37
SS8660612TP .....39, 41
SS8660612TP .....47, 49
SS8661012TP .....27, 37
SS8661012TP .....51, 53
SS8681412TP .....27
SS9080410SP .....45
SS9110430TP .....65
SS9110543CP .....57
SS9111010SP .....45
SS9121210TP .....65
SS9151440CP .....65
SS9151740CP .....33
TA075404RO .....51
TA1050504RO .....35
TA1100604RO .....35
WO3 .....57
WP0480856SP .....35
WP0531000SD .....65
WS0510002KP .....77
WS0631510KP .....39
WZ0640200KP .....45
WZ0641510KP .....35
WZ0850302K0 .....65
81
Page 82

NOTES
82
Page 83

NOTES
83
Page 84
 Loading...
Loading...