

Page 1
INSTRUCTIONS AND ILLUSTRATED PARTS MANUAL
BETRIEBSANLEITUNG UND ILLUSTRIERTES TEILEVERZEICHNIS
03/25/09
ONE OR TWO NEEDLE DOUBLE LOCKED STITCH MACHINES
FOR PRODUCTION OF CONTAINER BAGS
EIN- ODER ZWEINADEL-DOPPELKETTENSTICH-NÄHMASCHINEN
FÜR CONTAINERSACKFERTIGUNG
MANUAL NO. / KATALOG NR. PT0502-GR
FOR STYLES / FÜR TYPEN
80700C3, C4, CD3, CD4
Page 2

MANUAL NO. PT0502-GR
INSTRUCTIONS AND ILLUSTRATED PARTS LIST FOR
80700 SERIES MACHINES
KATALOG NR. PT0502-GR
BETRIEBSANLEITUNG UND ILLUSTRIERTES
TEILEVERZEICHNIS FÜR MASCHINENKLASSE 80700
First Edition Copyright 2006
by
Union Special Rights Reserved in All Countries
Printed in USA
PREFACE
This catalog has been prepared to guide you while
operating 80700 series machines and arranged to
simplify ordering spare parts.
This catalog explains in detail the proper settings for
operation of the machines. Illustrations are used to
show the adjustments and reference letters are
used to point out specific items discussed.
Careful attention to the instructions and cautions for
operating and adjusting these machines will enable
you to maintain the superior performance and reliability designed and built into every Union Special
bag sewing machine.
Adjustments and cautions are presented in sequence so that a logical progression is accomplished. Some adjustments performed out of sequence may have an adverse effect on the function of the other related parts.
Weltweit beanspruchte Union Special Rechte
Erste Auflage © 2006
Gedruckt in USA
VORWORT
Dieser Katalog leitet Sie bei der Bedienung und
Instandhaltung der Maschinenklasse 80700 und
wurde zusammengestellt, um Ersatzteilbestellungen
zu vereinfachen.
In diesem Katalog werden die richtigen Einstellungen
zum Betreiben der Maschine erläutert. Abbildungen
zeigen die Einstellungen und Referenzbuchstaben
weisen auf die speziell erörterten Punkte hin.
Die sorgfältige Beachtung der Betriebsanleitung mit
den Sicherheitshinweisen für den Betrieb und das
Einstellen dieser Maschinen hält die hohe Leistung
und Betriebssicherheit dieser Union Special Sacknähmaschinen aufrecht.
Einstellungen und Sicherheitshinweise sind folgerichtig im logischen Verlauf aufgeführt. Einige Einstellungen, die außer der Reihe ausgeführt werden, können
die Funktion anderer zugehöriger Teile ungünstig beeinflussen.
This manual has been comprised on the basis of
available information. Changes in design and / or
improvements may incorporate a slight modification of configuration in illustrations or cautions.
On the following pages will be found illustrations
and terminology used in describing the instructions
and the parts for your machine.
In addition to the instructions and to the mandatory
rules and regulations for accident prevention and
environmental protection in the country and place
of use of the machine / unit, the generally recognized
technical rules for safe and proper working must also
be observed.
The instructions are to be supplemented by the
respective national rules and regulations for accident
prevention and environmental protection.
Dieser Katalog basiert auf vorhandenen Informationen. Konstruktionsänderungen und / oder -verbesserungen können sich geringfügig auf den Aufbau
der bildlichen Darstellungen und die Sicherheitshinweise auswirken.
Die nachfolgenden Seiten beinhalten die bildlichen
Darstellungen und Beschreibungen der Betriebsanleitung und der Teile Ihrer Maschine.
Neben der Betriebsanleitung und den im Verwenderland und an der Einsatzstelle geltenden verbindlichen Regelungen zur Unfallverhütung und zum Umweltschutz sind auch die anerkannten fachtechnischen Regeln für sicherheits- und fachgerechtes
Arbeiten zu beachten.
Die Betriebsanleitung ist um Anweisungen aufgrund
bestehender nationaler Vorschriften zur Unfallverhütung und zum Umweltschutz zu ergänzen.
2
Page 3

TABLE OF CONTENTS
INHALTSVERZEICHNIS
PAGE / SEITE
SAFETY RULES
SICHERHEITSHINWEISE
IDENTIFICATION OF MACHINES
BEZEICHNUNG DER MASCHINEN
APPLICATION OF THIS INSTRUCTION MANUAL
HINWEIS ZUR BENÜTZUNG DIESER BETRIEBSANLEITUNG
STYLES OF MACHINES
MASCHINENTYPEN
INSTALLATION, LUBRICATING
AUFSTELLUNG, ÖLEN
NEEDLES
NADELN
THREADING DIAGRAMS
EINFÄDELANLEITUNGEN
OPERATING INSTRUCTIONS
BEDIENUNGSANLEITUNG
INSTRUCTION FOR ENGINEERS
MECHANIKERANLEITUNG
ORDERING WEAR AND SPARE PARTS
BESTELLUNG VON VERSCHLEISS- UND ERSATZTEILEN
EXPLODED VIEWS AND DESCRIPTION OF PARTS
EXPLOSIONSZEICHNUNGEN UND BESCHREIBUNG DER TEILE
BUSHINGS AND OILING PARTS
BUCHSEN UND ÖLER
CLOTH PLATES AND MISCELLANEOUS COVERS
STOFFPLATTEN UND VERSCHIEDENE ABDECKUNGEN
THREAD TENSION, THREAD GUIDES AND NEEDLE BAR GUARD FOR 80700 C3
FADENSPANNUNG, FADENFÜHRUNGEN UND NADELSTANGENSCHUTZ FÜR 80700 C3
THREAD TENSION, THREAD GUIDES AND NEEDLE BAR GUARD FOR 80700 CD3, CD4
FADENSPANNUNG, FADENFÜHRUNGEN UND NADELSTANGENSCHUTZ FÜR 80700 CD3, CD4
NEEDLE LEVER
NADELHEBEL
NEEDLE BAR, NEEDLE LEVER LINK, CRANK SHAFT, PULLEY, LOOPER DRIVE AND LOOPER AVOID ECCENTRIC
NADELSTANGEN, NADELHEBELGELENK, KURBELWELLE, RIEMENSCHEIBE, GREIFERANTRIEBS- UND GREIFERSEITWEGEXZENTER
LOOPER AVOID ECCENTRIC FORK, LOOPER LEVER AND ROCKER; LOOPER THREAD CAST-OFF
GABEL FÜR GREIFERSEITWEGEXZENTER, GREIFER; GREIFERANTRIEBSHEBEL UND GREIFERHEBEL, GREIFERFADENABZUG
FEED MECHANISM
TRANSPORT-MECHANISMUS
UPPER FEED DRIVE MECHANISM
OBERTRANSPORT-ANTRIEBSMECHANISMUS
PRESSER BAR, PRESSER BAR SPRINGS AND PRESSER FOOT LIFTER LEVER
DRÜCKERFUSS-STANGEN, FEDERN FÜR DRÜCKERFUSS-STANGEN UND DRÜCKERFUSS-LIFTERHEBEL
PNEUMATIC-PARTS FOR PRESSER FOOT LIFTER
PNEUMATIC-TEILE FÜR DRÜCKERFUSSLIFTUNG
THREAD CHAIN CUTTERS
FADENKETTEN-ABSCHNEIDER
SEWING PARTS, STYLE 80700 C3, C4
NÄHTEILE, MASCHINE 80700 C3, C4
SEWING PARTS, STYLE 80700 CD3, CD4
NÄHTEILE, MASCHINE 80700 CD3, CD4
ACCESSORIES
ZUBEHÖR
NUMERICAL INDEX OF PARTS
NUMMERISCHES TEILEVERZEICHNIG
4-5
5
5
6 -7
8 - 17
17
18 - 19
20 - 21
22 - 29
30
31
32 - 33
34 - 35
36 - 37
38 - 39
40 - 41
42 - 43
44 - 45
46 - 47
48 - 49
50 - 51
52 - 53
54 - 55
56 - 57
58 - 59
60 - 63
64 - 67
3
Page 4
SAFETY RULES
SICHERHEITSHINWEISE
1. Before putting the machines described in this manual
into service, carefully read the instructions. The
starting of each machine is only permitted after
taking notice of the instructions and by qualified
operators.
IMPORTANT! Before putting the machine into service, also read the safety rules and instructions from
the motor supplier.
2. Observe the national safety rules valid for your country.
3. The sewing machines described in this instruction
manual are prohibited from being put into service
until it has been ascertained that the sewing units
which these sewing machines will be built into, have
conformed with the provisions of EC Machinery
Directive 98/37/EC, Annex II B.
Each machine is only allowed to be used as foreseen. The foreseen use of the particular machine is
described in paragraph "STYLES OF MACHINES" of
this instruction manual. Another use, going beyond
the description, is not as foreseen.
4. All safety devices must be in position when the
machine is ready for work or in operation. Operation of the machine without the appertaining safety
devices is prohibited.
1. Lesen Sie vor Inbetriebnahme der in diesem Katalog
beschriebenen Maschinen die Betriebsanleitung
sorgfältig. Jede Maschine darf erst nach Kenntnisnahme der Betriebsanleitung und nur durch
entsprechend unterwiesene Bedienungspersonen
betätigt werden.
WICHTIG! Lesen Sie vor Inbetriebnahme auch die
Sicherheitshinweise und die Betreibsanleitung des
Motorherstellers.
2. Beachten Sie die für Ihr Land geltenden nationalen
Unfallverhütungsvorschriften.
3. Die Inbetriebnahme der in dieser Betriebsanleitung
beschriebenen Nähmaschinen ist so lange untersagt,
bis festgestellt wurde, daß die Näheinheiten bzw.
Nähanlagen, in die diese Nähmaschinen eingebaut
werden sollen, den Bestimmungen der EG-Richtlinie
Maschinen 98/37/EG, Anhang II B entsprechen.
Jede Maschine darf nur ihrer Bestimmung gemäß
verwendet werden. Der bestimmungsgemäße Gebrauch der einzelnen Maschine ist im Abschnitt
"MASCHINENTYPEN" der Betriebsanleitung beschrieben. Eine andere, darüber hinausgehende
Benutzung ist nicht bestimmungsgemäß.
4. Bei betriebsbereiter oder in Betrieb befindlicher
Maschine müssen alle Schutzeinrichtungen montiert
sein. Ohne zugehörige Schutzeinrichtungen ist der
Betrieb nicht erlaubt.
5. Wear safety glasses.
6. In case of machine conversions and changes all
valid safety rules must be considered. Conversions
and changes are made at your own risk.
7. The warning hints in the instructions are marked with
one of these two symbols.
8. When doing the following the machine has to be
disconnected from the power supply by turning off
the main switch or by pulling out the main plug.
8.1 When threading needle(s), looper, spreader etc.
8.2 When replacing any parts such as needle, presser
foot, throat plate, looper,spreader, feed dog,
needle guard, folder, fabric guide etc.
8.3 When leaving the workplace and when the
work place is unattended.
8.4 When doing maintenance work.
8.5 When using clutch motors with or without actuation
lock, wait until motor is stopped totally.
5. Tragen Sie eine Schutzbrille.
6. Umbauten und Veränderungen der Maschinen
dürfen nur unter Beachtung der gültigen Sicherheitsvorschriften vorgenommen werden. Umbauten und
Veränderungen erfolgen auf eigene Verantwortung.
7. Überall da, wo die Betriebsanleitung Warnhinweise
enthält, sind diese durch eines der beiden Symbole
gekennzeichnet.
8. Bei folgendem ist die Maschine durch Ausschalten
des Hauptschalters oder durch Herausziehen des
Netzsteckers vom Netz zu trennen:
8.1 Zum Einfädeln von Nadel(n), Greifer, Leger
usw.
8.2 Zum Auswechseln von Nähwerkzeugen, wie
Nadel, Drückerfuß, Stichplatte, Greifer, Leger,
Transporteur, Nadelanschlag, Apparat, Nähgutführung usw.
8.3 Beim Verlassen des Arbeitsplatzes und bei
unbeaufsichtigtem Arbeitsplatz.
8.4 Für Wartungsarbeiten.
8.5 Bei mechanisch betätigten Kupplungsmo-
toren mit oder ohne Betätigungssperre ist
der Stillstand des Motors abzuwarten.
4
Page 5
9. Maintenance, repair and conversion work (see
item 8) must be done only by trained technicians
or special skilled personnel under condsideration
of the instructions.
9. Wartungs-, Reparatur- und Umbauarbeiten (siehe
Punkt 8) dürfen nur von Fachkräften oder entsprechend unterwiesenen Personen unter Beachtung der Betriebsanleitung durchgeführt werden.
Only genuine spare parts approved by UNION
SPECIAL have to be used for repairs. These parts
are designed specifically for your machine and
manufactured with utmost precision to assure
long lasting service.
10. Any work on the electrical equipment must be
done by an electrician or under direction and
supervision of special skilled personnel.
11. Work on parts and equipment under electrical
power is not permitted. Permissible exceptions
are described in the applicable section of standard sheet EN 50 110 / VDE 0105.
12. Before doing maintenance and repair work on
the pneumatic equipment, the machine has to
be disconnected from the compressed air supply. In case of existing residual air pressure after
disconnecting from compressed air supply (e.g.
pneumatic equipment with air tank), the pressure
has to be removed by bleeding. Exceptions are
only allowed for adjusting work and function
checks done by special skilled personnel.
IDENTIFICATION OF MACHINES
Each UNION SPECIAL machine is identified by a
Style number, which on this Class machine, is
stamped into the Style plate affixed to the right
front of machine. Serial number is stamped into
bed casting at the right front base of machine.
Für Reparaturen sind nur die von UNION SPECIAL
freigegebenen Original-Ersatzteile zu verwenden.
Diese Teile sind speziell für Ihre Maschine konstruiert
und mit höchster Präzision für eine lange Lebensdauer gefertigt.
10. Arbeiten an der elekrischen Ausrüstung dürfen
nur von Elektrofachkräften oder unter Leitung
und Aufsicht von entsprechend unterwiesenen
Personen durchgeführt werden.
11. Arbeiten an unter Spannung stehenden Teilen
und Einrichtungen sind nicht erlaubt. Ausnahmen
regeln die zutreffenden Teile der EN 50 110 / VDE
0105.
12. Vor Wartungs- und Reparaturarbeiten an pneumatischen Einrichtungen ist die Maschine vom
pneumatischen Versorgungsnetz zu trennen.
Wenn nach der Trennung vom pneumatischen
Versorgungsnetz noch Restenergie ansteht (z. B.
bei pneumatischen Einrichtungen mit Windkessel),
ist diese durch Entlüften abzubauen.
Ausnahmen sind nur bei Einstellarbeiten und
Funktionsprüfungen durch entsprechend
unterwiesene Fachkräfte zulässig.
BEZEICHNUNG DER MASCHINEN
Jede UNION SPECIAL Maschine hat eine Typennummer, die bei dieser Maschinenklasse in das Typenschild eingeprägt ist, das rechts vorne an der
Maschine befestigt ist. Die Seriennummer ist in das
Gußgehäuse rechts vorne im Sockel der Maschine
eingeprägt.
APPLICATION OF THIS INSTRUCTION MANUAL
NOTE: Instructions stating direction or location
such as right left, front or rear of machine,
are given relative to operator’s position at
the machine, unless otherwise noted.
The handwheel pulley rotates clockwise,
in operating direction, when viewed from
the right end of machine.
CAUTION! Before putting into service check the
direction of rotation. Breakage may
occur when the direction of rotation is
wrong.
HINWEIS ZUR BENÜTZUNG DIESER BETRIEBSANLEITUNG
BEACHTEN SIE: Hinweise auf Richtung und Lage,
wie rechts, links, vorne oder hinten
beziehen sich auf die Sicht vom
Platz der sich vor der Maschine befindlichen Bedienungsperson aus,
wenn nicht anders angegeben.
Die Handrad-Riemenscheibe
dreht sich im Uhrzeigersinn in
Nährichtung, vom rechten Ende
der Maschine aus gesehen.
ACHTUNG! Überprüfen Sie vor Inbetriebnahme
die Drehrichtung. Bei falscher
Drehrichtung kann Bruch entstehen.
5
Page 6

STYLES OF MACHINES
MASCHINENTYPEN
One and two needle sewing machines with plain feed
and synchronized upper feed.
80700C3: Single needle double locked chainstitch
machine for even matched seaming of container
bags and simultaneously attaching belt bands. Its
design and pedestal installation makes it especially
suitable for attaching filling and discharging tubes
and inserting top covers.
Guides for filler cord from the top and / or from below
for sealing the needle punctures.
Mechanically driven built-in thread chain cutter.
Internal top feed mechanism.
Seam specification: 401 SSa-1
Sewing capacity: up to 17 mm (43/64 in.)
Standard needle: 9848G250/100
Stitch range: 6 to 11 mm
Standard setting: 10 mm
Working diameter
of handwheel pulley: 150 mm (5 29/32 in.)
Speed: up to 1400 stitches per minute,
depending on thread, fabric
and sewing operation.
Equivalent continuous A-weighted sound pressure level
at workstations at the operating speed
1400 RPM: 75 dB (A)
Noise measurement according DIN 45635-48 / ISO 10821
Weight net: 42 kg
Ein- und Zweinadel-Nähmaschinen mit Untertransport
und synchron arbeitendem Obertransport.
80700C3: Einnadel-Doppelkettenstich-Nähmaschine
zum verschiebungsfreien Nähen von Containersäcken
und gleichzeitigem Annähen von Gurtbändern. Auf
Grund ihrer Bauform und Pedestalaufstellung besonders geeignet zum Annähen von Ein- und
Auslaufstutzen und zum Einnähen von Deckeln.
Führungen für Dichtungskordel von oben und / oder
unten zum Abdichten der Nadeleinstiche.
Mechanisch angetriebener eingebauter Fadenkettenabschneider.
Nahtbild: 401 SSa-1
Nähgutdurchgang: bis 17 mm
Standardnadel: 9848G250/100
Stichlänge: 6 - 11 mm
Standardstichlänge: 10 mm
Wirksamer Durchmesser der HandradRiemenscheibe: 150 mm
Drehzahl: bis 1400 Stiche / Min., je
nach Nähfaden, Material und
Nähoperation.
Arbeitsplatzbezogener Emmissionswert der Näheinheit
bei Stichzahl
1400 1/min.: 75 dB (A)
Geräuschmessung nach DIN 45635-48 / ISO 10821
Gewicht, netto: 42 kg
80700C4: Same as 80700C3 except with Built-in electro pneumatically operated presser foot and upper
feed lifter.
Pneumatic presser foot spring.
Working pressure when using a Union Special installation
with electro-pneumatically operated presser foot and
upper feed dog lifter: 4 bar (58 PSI)
Air consumption: 10Nl/min )0.3 cu. ft./min)
80700C4: Wie 80700C3, jedoch mit Eingebaute
elektropneumatisch betätigte Düvkerfuß- und
Obertransporteurliftung.
Pneumatische Drückertußfeder
Arbeitsdruck bel Vertwendung einer Union Special
Aufstellung mit elektropneumatisch betätigyem
Drückerfuß-und Obertransporteurlifter: 4 bar
Luftverbrauch: 10Nl/min.
6
Page 7

80700CD3: Two needle independent row, double locked
chainstitch machine with enlarged sewing parts for
even matched seaming of container bags and
simultaneously attaching belt bands. Its design and
pedestal installation makes it especially suitable for
attaching filling and discharging tubes and inserting
top covers.
Guides for fillter cord from the top and / or from below
for sealing the needle punctures of the left needle.
Mechanically driven built-in thread chain cutter.
When removing one needle, the machine can be
operated as a single needle machine.
80700CD3: Zweinadel-Zweilinien-Doppelkettenstich-
Nähmaschine zum verschiebungsfreien Nähen von
Containersäcken und gleichzeitigem Annähen von
Gurtbändern. Auf Grund ihrer Bauform und Pedestalaufstellung besonders geeignet zum Annähen von
Ein- und Auslaufstutzen und zum Einnähen von Deckeln.
Führungen für Dichtungskordel von oben und / oder
unten zum Abdichten der Nadeleinstiche der linken
Nadel.
Mechanisch angetriebener eingebauter Fadenkettenabschneider.
Durch Herausnehmen einer Nadel kann die Maschine
auch als Einnadelmaschine eingesetzt werden.
Seam specification: (401.401) SSa-2
Needle distance: 7,2 mm (18 ga)
Sewing capacity: up to 18 mm
Standard needle: 9848G300/120
Stitch range: 6 to 12 mm
Standard setting: 10 mm
Working diameter of
handwheel pulley: 150 mm (5 29/32 in.)
Speed: up to 1400 stitches per minute,
depending on thread, fabric
and sewing operation.
Equivalent continous A-weighted sound pressure level
at workstations at the operating speed
1400 RPM: 75 dB (A)
Noise measurement according DIN 45635-48 / ISO 10821
Weight net: 42 kg
80700CD4: Same as 80700CD3, except with Built-in
electro-pneumatically operated presser foot and
upper feed dog lifter.
Pneumatic presser foot spring.
Working pressure when using a Union Special installation
with electro-pneumatically operated presser foot and
upper feed dog lifter: 4 bar (58 PSI)
Air consumption: 10 Nl/min (0,3 cu.ft./min.)
Nahtbild: (401.401) SSa-2
Nadelabstand: 7,2 mm
Nähgutdurchgang: bis 18mm
Standardnadel: 9848G300/120
Stichlänge: 6 - 12 mm
Standardstichlänge: 10 mm
Wirksamer Durchmesser der HandradRiemenscheibe: 150 mm
Drehzahl: bis 1400 Stiche / Min., je
nach Nähfaden, Material und
Nähoperation.
Arbeitsplatzbezogener Emissionswert der Näheinheit bei
Stichzahl
1400 1/min.: 75 dB (A)
Geräuschmessung nach DIN 45635-48 / ISO 10821
Gewicht, netto: 42 kg
80700CD4: Wie 80700CD3, jedoch mit Eingebaute
elektropneumatisch betätigte Drückerfuß- und
Obertransporteurliftung.
Pneumatische Drückerfußfeder.
Arbeitsdruck bei Verwendung einer Union Special Aufstellung mit elektropneumatisch betätigtem Drückerfußund Obertransporteurlifter: 4 bar
Luftverbrauch: 10 Nl/min.
Use Union Special installations for the described sewing
machines. Union Special sewing tables and pedestals
complete the particular sewing machine to a sewing
unit and guarantee safe operation as well as the indicted
data of the sound presser level generated by the sewing
unit.
Verwenden Sie Union Special Installationen für die beschriebenen Nähmaschinen. Union Special Nähtische
und Pedestale ergänzen die einzelne Nähmaschine zur
Näheinheit und gewährleisten den sicheren Betrieb sowie die angegebenen arbeitsplatzbezogenen Emissionswerte der Näheinheit.
7
Page 8
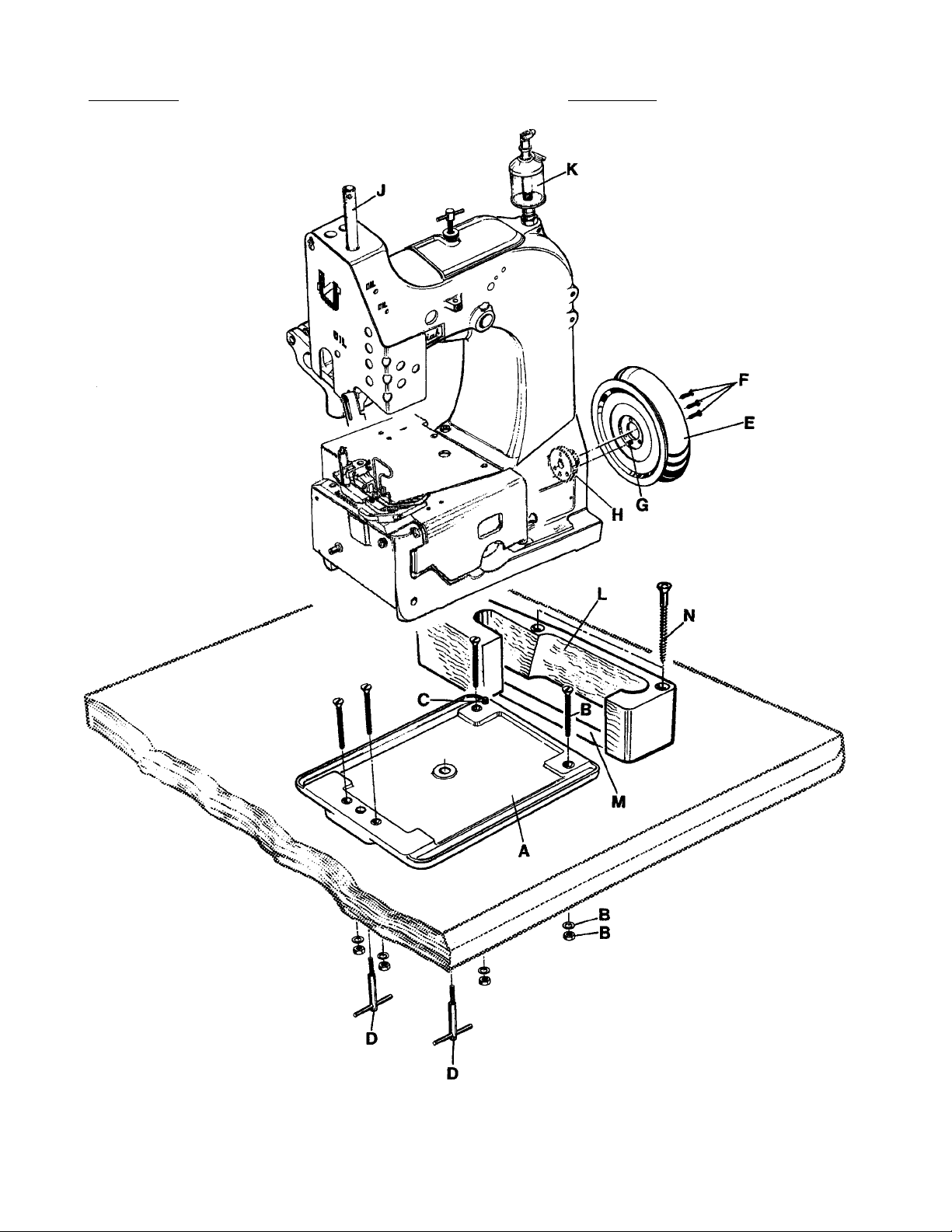
INSTALLATION AUFSTELLUNG
Fig. 1
8
Page 9
INSTALLATION (continued)
AUFSTELLUNG (Fortsetzung)
1. Unpack the sewing machine and the accessories.
2. Mount the base plate (A, Fig. 1) with four screws, nuts
and washers (B) in the provided holes on the table
board.
3. Place the sewing machine on the base plate so that
the roll pin (C) in the base plate engages with the
right rear hole in the machine base.
4. Fasten the sewing machine with the two T-screws (D)
on the base plate.
5. Place the V-belt, supplied with the sewing table, on
the handwheel pulley .
6. Assemble the handwheel pulley (E) with three
countersunk screws (F) to the sewing machine. Pin
(G) must engage with the hole in hub (H).
7. Screw in needle bar guard (J).
8. Screw in sight feed oiler (K).
9. Align the handwheel belt guard (L) with the V-belt
slot (M) in the table board and with the handwheel
pulley and fasten it with two wood screws (N) on the
table board.
1. Packen Sie die Nähmaschine und das Zubehör aus.
2. Montieren Sie die Grundplatte (A, Fig. 1) mit vier
Schrauben, Muttern und Scheiben (B) in den dafür
vorgesehenen Bohrungen auf der Nähtischplatte.
3. Stellen Sie die Nähmaschine auf die Grundplatte, so
daß die Spannhülse (C) in der Grundplatte in der Bohrung rechts hinten im Maschinensockel eingreift.
4. Befestigen Sie die Nähmaschine mit den beiden
Knebelschrauben (D) auf der Grundplatte.
5. Legen Sie den mit dem Nähtisch gelieferten Keilriemen auf die Handrad-Riemenscheibe.
6. Montieren Sie die Handrad-Riemenscheibe (E) mit
drei Senkschrauben (F) an die Nähmaschine. Der Stift
(G) muß in die Bohrung in der Nabe (H) eingreifen.
7. Schrauben Sie den Nadelstangenschutz (J) ein.
8. Schrauben Sie den Tropföler (K) ein.
9. Richten Sie den Handrad-Riemenschutz (L) zum Keilriemenschlitz (M) in der Nähtischplatte und zur Handrad-Riemenscheibe aus und befestigen Sie ihn mit
zwei Holzschrauben (N) auf der Nähtischplatte.
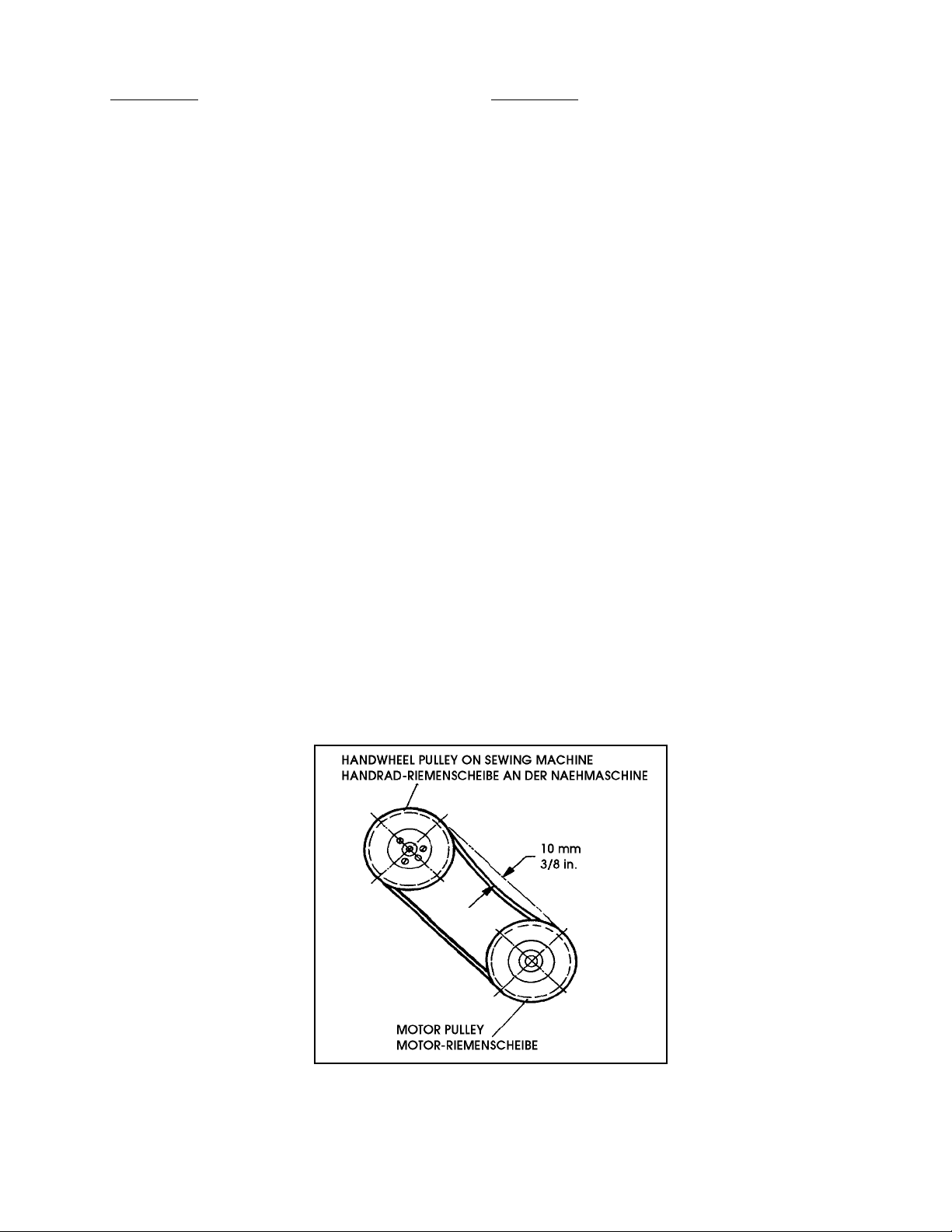
10. Dismount motor belt guard. Place the V-belt around
the motor pulley and slue the motor to tense the belt.
The tension on the V-belt is correct, when with moderate finger pressure it will deflect approx. 10 mm
(3/8 in.) midway between handwheel pulley on the
sewing machine and motor pulley (see Fig. 2).
Remount motor belt guard.
10. Bauen Sie den Motor-Riemenschutz ab. Legen Sie
den Keilriemen um die Motorriemenscheibe und
schwenken Sie den Motor, um den Riemen zu spannen. Der Keilriemen ist richtig gespannt, wenn er in
der Mitte zwischen Handrad-Riemenscheibe und
Motor-Riemenscheibe mit mäßigem Fingerdruck
etwa 10 mm eingedrückt werden kann (siehe Fig. 2).
Bauen Sie den Motorriemenschutz wieder an.
Fig. 2
9
Page 10
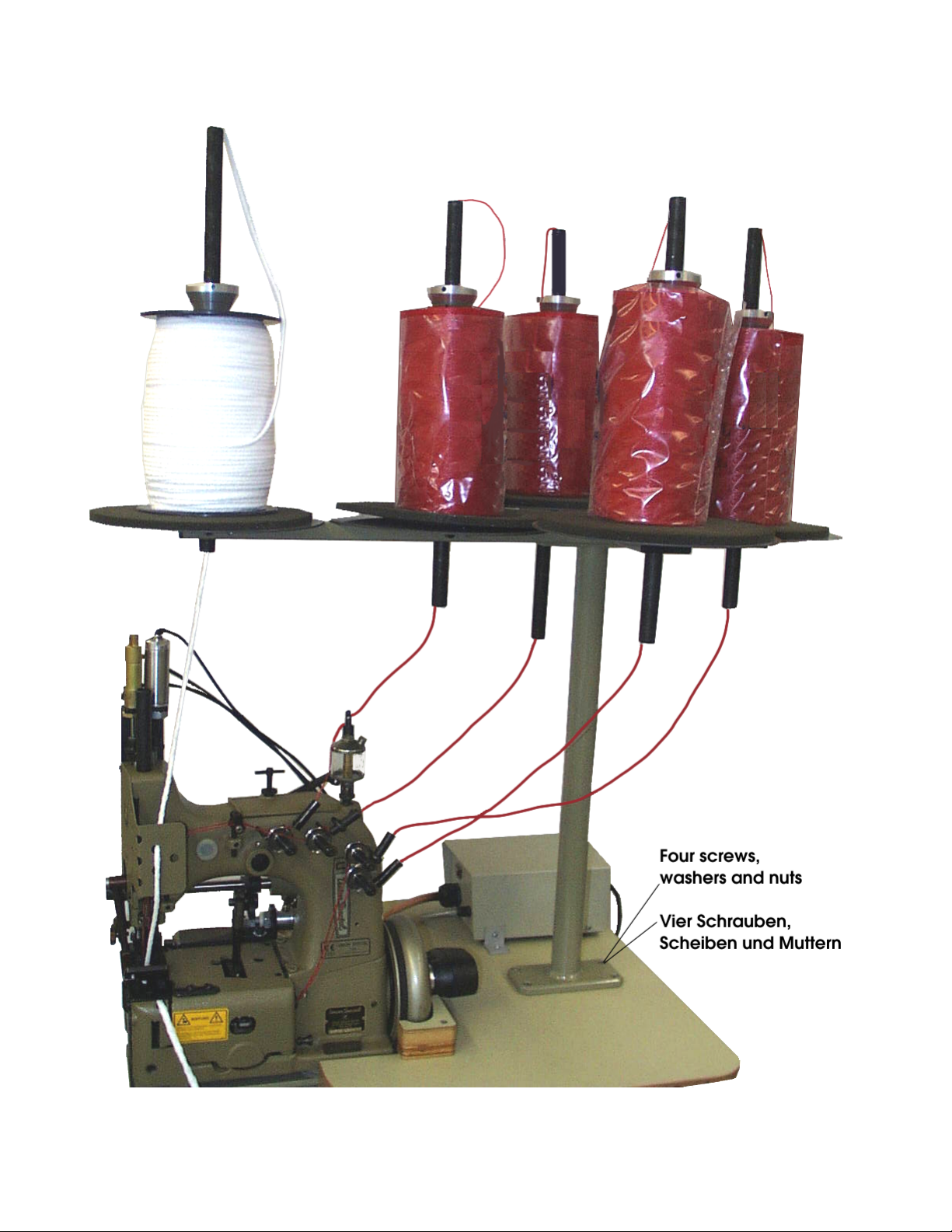
THREAD STAND, FIVE CONES FADENSTÄNDER, FÜNFTEILIG
93065D5
Fig. 3
10
Page 11
INSTALLATION (continued)
AUFSTELLUNG (Fortsetzung)
11. Hook the lifter chain to the lifter lever of the sewing
machine and to the small treadle on the sewing table.
12. Mount the thread stand base with four screws on the
right side of the table board and assemble the thread
stand as shown in Fig. 3, see also pages 76 to 77.
13. Check the direction of rotation. The handwheel pulley
must rotate clockwise (to the right), when viewed from
the right end of the machine.
Switch on the motor. Only shortly and very slightly depress the motor treadle and check the direction of rotation. Immediately release the treadle. Switch off and
wait until the motor has stopped.
CAUTION! In case the direction of rotation has to be
changed, the reversing of the polarity is only
allowed to be done by a skilled electrician.
11. Hängen Sie die Lifterkette am Lifterhebel der Nähmaschine und am kleinen Pedal des Nähtisches ein.
12. Montieren Sie den Fadenständer fuß mit vier Schrauben
auf die rechte Seite der Nähtischplatte, und bauen Sie
den Fadenständer wie in Fig. 3 gezeigt zusammen, siehe
auch Seiten 76 bis 77.
13. Prüfen Sie die Drehrichtung. Die Handrad-Riemenscheibe muß sich im Uhrzeigersinn (nach rechts) drehen, vom rechten Ende der Maschine aus gesehen.
Schalten Sie den Motor ein. Treten Sie das Motorpedal
nur ganz kurz und leicht nach unten und prüfen Sie die
Drehrichtung. Lassen Sie das Pedal sofort wieder los.
Schalten Sie aus und warten Sie den Stillstand des Motors
ab.
ACHTUNG! Wenn die Drehrichtung geändert werden
muß, darf das Umpolen nur von einer Elektro-Fachkraft durchgeführt werden!
11
Page 12
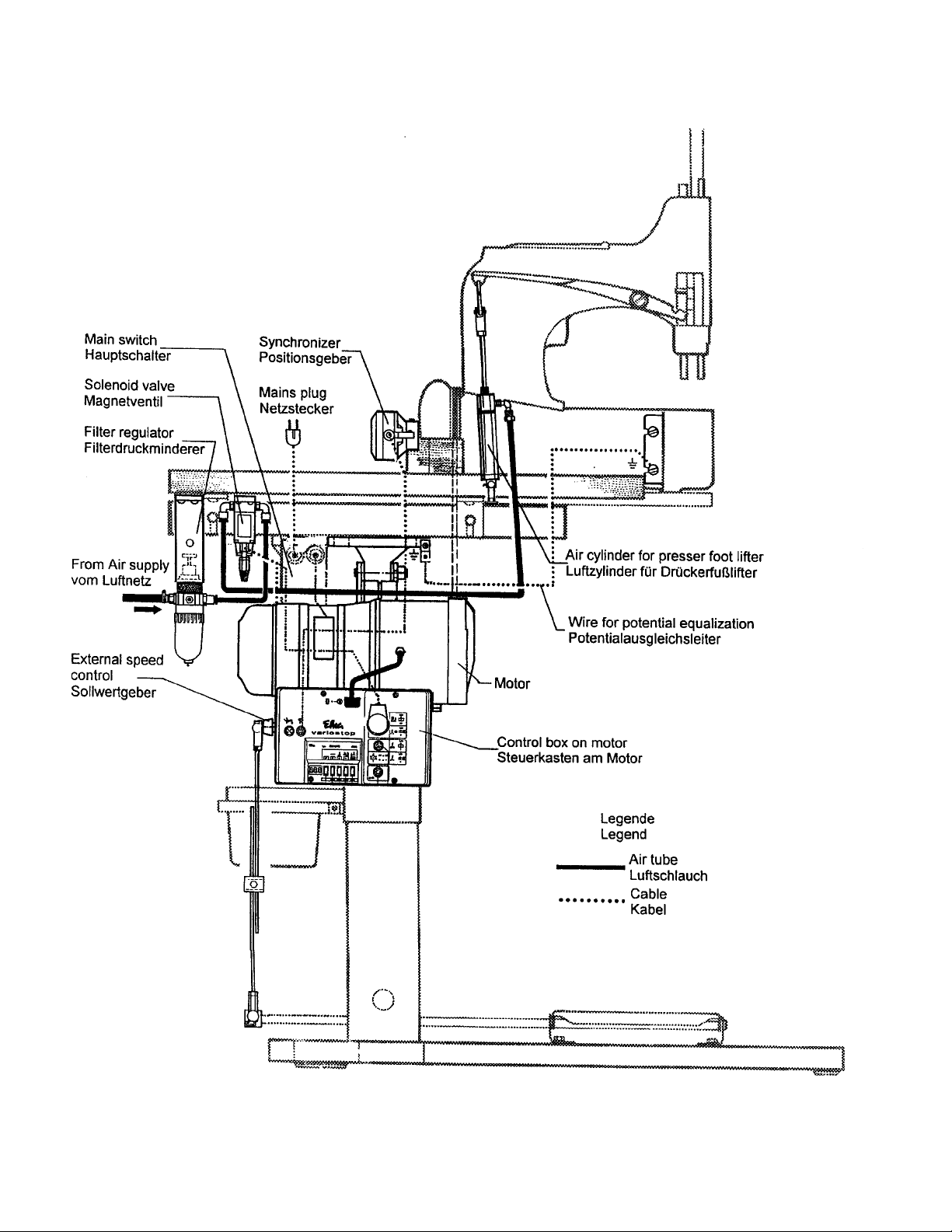
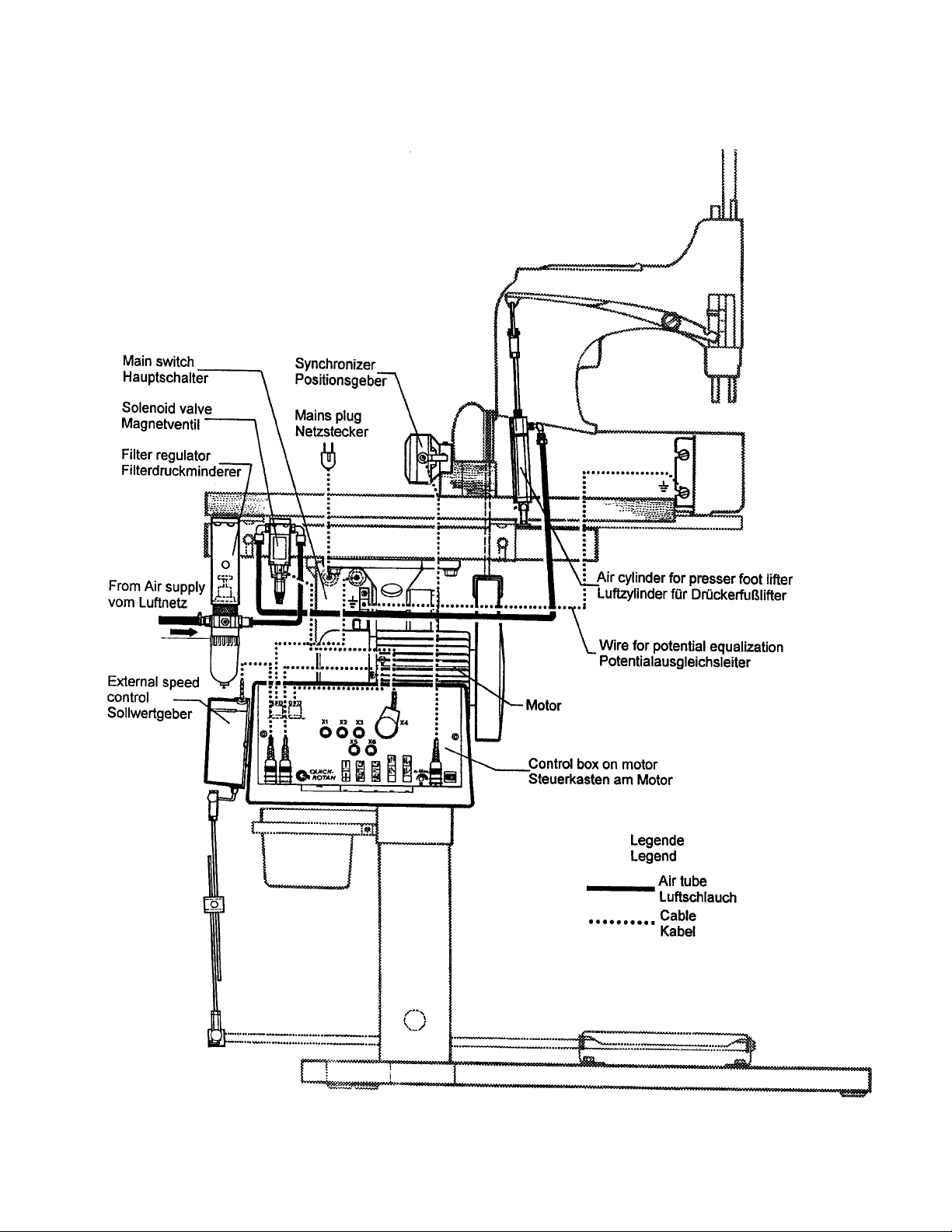
ELECTRIC AND PNEUMATIC CONNECTIONS FOR MACHINE 80700C3 (REAR VIEW)
ELEKTRISCHE UND PNEUMATISCHE ANSCHLÜSSE FÜR DIE MASCHINE 80700C3 (RÜCKANSICHT)
Fig. 4
12
Page 13
ELECTRIC AND PNEUMATIC CONNECTIONS FOR MACHINE 80700CD3 (REAR VIEW)
ELEKTRISCHE UND PNEUMATISCHE ANSCHLÜSSE FÜR DIE MASCHINE 80700CD3 (RÜCKANSICHT)
Fig. 5
13
Page 14
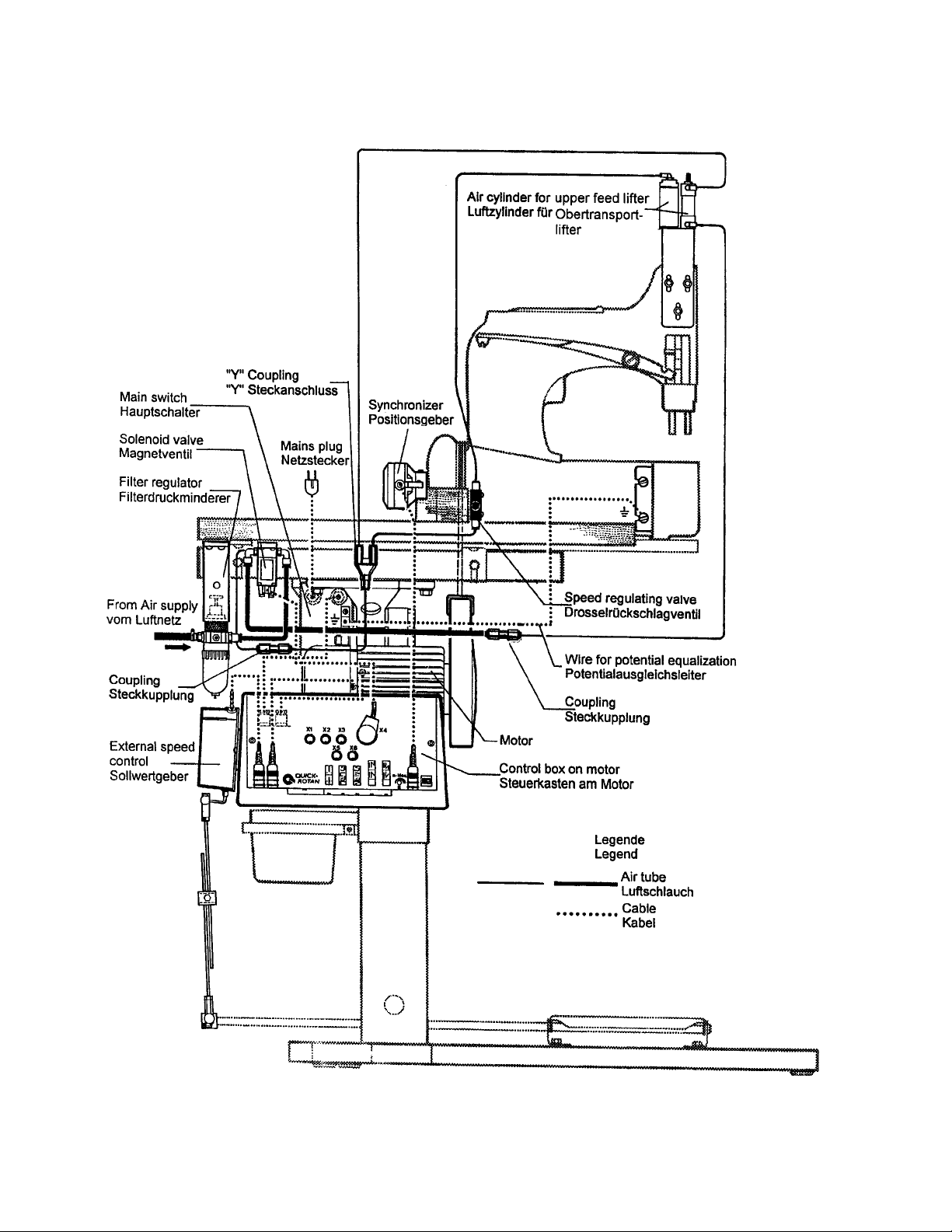
ELECTRIC AND PNEUMATIC CONNECTIONS FOR MACHINE 80700C4 & CD4 (REAR VIEW)
ELEKTRISCHE UND PNEUMATISCHE ANSCHLÜSSE FÜR DIE MASCHINE 80700C4 & CD4 (RÜCKANSICHT)
Fig. 6
14
Page 15

15
Page 16
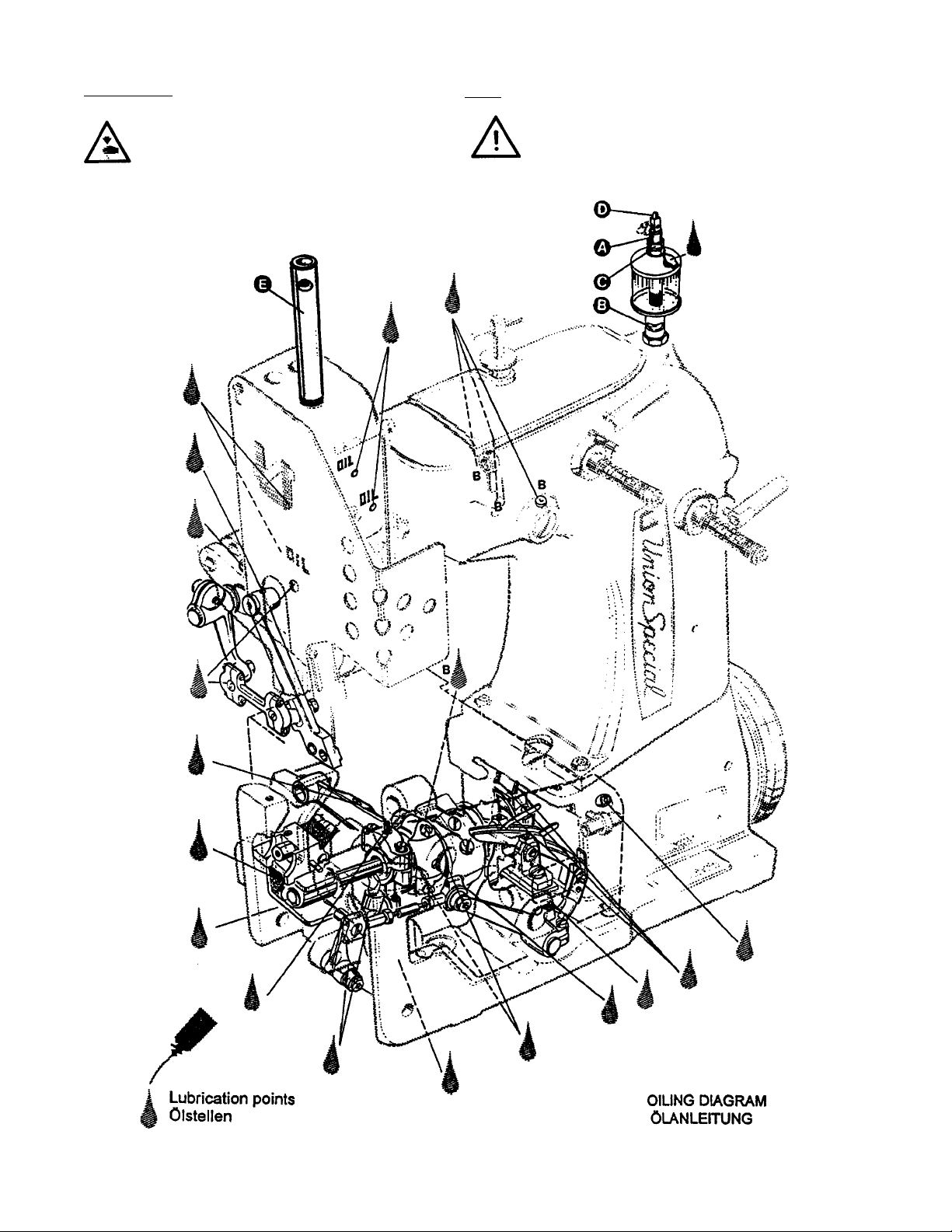
LUBRICATING
ÖLEN
Turn off main power switch before
lubricating! When using clutch motors with
or without actuation lock wait until motor
has completely stopped.
Schalten Sie vor dem Ölen den Hauptschalter aus! Beim Gebrauch von Kupplungsmotoren mit oder ohne Betätigungssperre ist der Stillstand des Motors abzuwarten.
Fig. 8
16
Page 17
LUBRICATING (continued)
ÖLEN (Fortsetzung)
PREPARING FOR OPERATING
Before operating a new machine for the first time, the sight
feed oiler has to be adjusted. All lubrication points, indicated
on the oiling diagram (Fig. 7), have to be oiled.
For adjusting fill the sight feed oiler half-way with oil and turn
the metering pin (A, Fig. 7) a little bit out and then turn it in,
until there will flow two to three drops of oil per minute. This
can be checked on the sight glass (B). Secure the setting of
the metering pin with lock nut (C). Fill the oiler.
Repeat the oiling of a new machine after 10 minutes of
operation!
When the machine is out of operation, the oil flow can be
stopped by tilting lever (D).
IMPORTANT! The oil flow has to be switched on again
before operating the machine.
For lubrication we recommend "Mobil Oil DTE Medium" or
equivalent, which can be purchased from UNION SPECIAL
in 1/2 liter containers under part number G28604L or in 5 liter
containers under part number G28604L5.
NEEDLES
Each needle has both a type and size number. The type
number denotes the kind of shank, point, length, groove,
finish and other details. The size number, stamped on the
needle shank, denotes largest diameter of the blade,
midway between shank and eye. Collectively, type and size
number represent the complete symbol, which is given on
the label of all needles packaged and sold by UNION
SPECIAL.
The standard needle for machine Style 80700C is 9848G,
Size 250/100.
The standard needle for machine Style 80700CD is 9848G,
Size 300/120.
For sewing bags made of woven polypropylene tapes it is
recommended to use needle type 9856T with Teflon coating.
Below are the descriptions and available sizes:
Type No.Description and sizes
VORBEREITEN ZUR INBETRIEBNAHME
Bevor eine neue Maschine zum ersten Mal in Betrieb genommen wird, muß der Tropföler eingestellt werden. Alle in
der Ölanleitung (Fig. 7) angegebenen Schmierstellen müssen geölt werden.
Füllen Sie den Tropföler zum Einstellen halb mit Öl und drehen Sie den Zumeßstift (A, Fig. 7) etwas aus und dann so weit
ein, bis pro Minute zwei bis drei Tropfen Öl fließen. Dies kann
am Schauglas (B) geprüft werden. Sichern Sie die Einstellung
des Zumeßstiftes mit der Kontermutter (C).
Füllen Sie den Öler.
Wiederholen Sie bei einer neuen Maschine das Ölen nach
einer Betriebsdauer von 10 Minuten!
Wenn die Maschine nicht in Betrieb ist, kann der Ölfluß durch
Umlegen des Hebels (D) am Tropföler gestoppt werden.
WICHTIG! Der Ölfluß muß
schine wieder eingeschaltet werden.
Zum Ölen empfehlen wir "Mobil Oil DTE Medium" oder ein
gleichwertiges Öl, das von UNION SPECIAL in 1/2-Liter Behältern unter der Teilnummer G28604L oder in 5-Liter Behältern
unter der Teilnummer G28604L5 bezogen werden kann.
NADELN
Jede Nadel hat eine Typ- und eine Dickennummer. Die
Typnummer bezeichnet die Art des Nadelkolbens, der Spitze, Länge, Rinne, Oberfläche und andere Einzelheiten. Die
Dickennummer, im Nadelkolben eingeprägt, gibt den
größten Durchmesser des Nadelschaftes an, gemessen in
der Mitte zwischen Kolben und Öhr. Typ- und Dickennummer
zusammen ergeben die vollständige Nadelbezeichnung, die
auf jedem Etikett aller von UNION SPECIAL gepackten und
verkauften Nadeln steht.
Die Standardnadel für die Maschinenklasse 80700C ist 9848G
250/100.
Die Standardnadel für die Maschinenklasse 80700CD ist
9848G 300/120.
Zum Nähen von Säcken aus Kunststoffbändchengewebe
ist es empfehlenswert, die Nadeltype 9856T mit
Teflonbeschichtung zu verwenden.
Nachstehend finden Sie die Beschreibungen und die lieferbaren Dicken:
Typ Nr. Beschreibung und Dicken
vor Inbetriebnahme der Ma-
9848G Round shank, square point, double
groove,spotted, chromium plated.
Sizes available: 150/060, 170/067,
200/080, 250/100, 300/120, 400/156.
9856T Round shank, round point, double
groove, spotted, Teflon coated.
Sizes available: 200/080, 250/100.
Selection of proper needle size is determined by size of thread
used. Thread should pass freely through needle eye in order
to produce good stitch formation.
To have needle orders promptly and accurately filled, an
empty package, a sample needle or type and size number
should be forwarded. Use description on label. A complete
order would read:
100 needles, Type 9848G, Size 300 / 120.
9848G Rundkolben, Vierkantspitze,
Doppelrinne, Hohlkehle, verchromt.
Lieferbare Dicken: 150/060, 170/067,
200/080, 300/120, 400/156.
9856T Rundkolben, Rundspitze, Doppelrinne,
Hohlkehle, Teflon beschichtet.
Lieferbare Dicken: 200/080, 250/100.
Die Wahl der Nadeldicke richtet sich nach dem verwendeten Nähfaden. Der Faden muß frei durch das Nadelöhr
gleiten, um eine gute Stichbildung zu gewährleisten.
Um Nadelbestellungen richtig und prompt erledigen zu
können, senden Sie bitte eine leere Nadelpackung oder
eine Musternadel ein, oder geben Sie die Typ-und
Dickenummer an. Benützen Sie die Beschreibung auf dem
Etikett der Nadelpackung. Eine vollständige Bestellung würde z. B. lauten:
100 Nadeln, Typ 9848G, Dicke 300/120.
17
Page 18
THREADING DIAGRAM
EINFÄDELANLEITUNG
CAUTION! Turn of f main power switch before
threading! When using clutch motors with
or without actuation lock wait until the
motor has completely stopped!
ACHTUNG! Schalten Sie vor dem Einfädeln den
Hauptschalter aus! Warten Sie bei
Kupplungsmotoren mit oder ohne
Betätigungssperre den Stillstand des Motors ab!
THREADING DIAGRAM FOR STYLES 80700C3, C4
EINFÄDELANLEITUNG FÜR DIE TYPEN 80700C3, C4
Fig. 8
18
Page 19
THREADING DIAGRAM
EINFÄDELANLEITUNG
CAUTION! Turn of f main power switch before
threading! When using clutch motors with
or without actuation lock wait until the
motor has completely stopped!
ACHTUNG! Schalten Sie vor dem Einfädeln den
Hauptschalter aus! Warten Sie bei
Kupplungsmotoren mit oder ohne
Betätigungssperre den Stillstand des Motors ab!
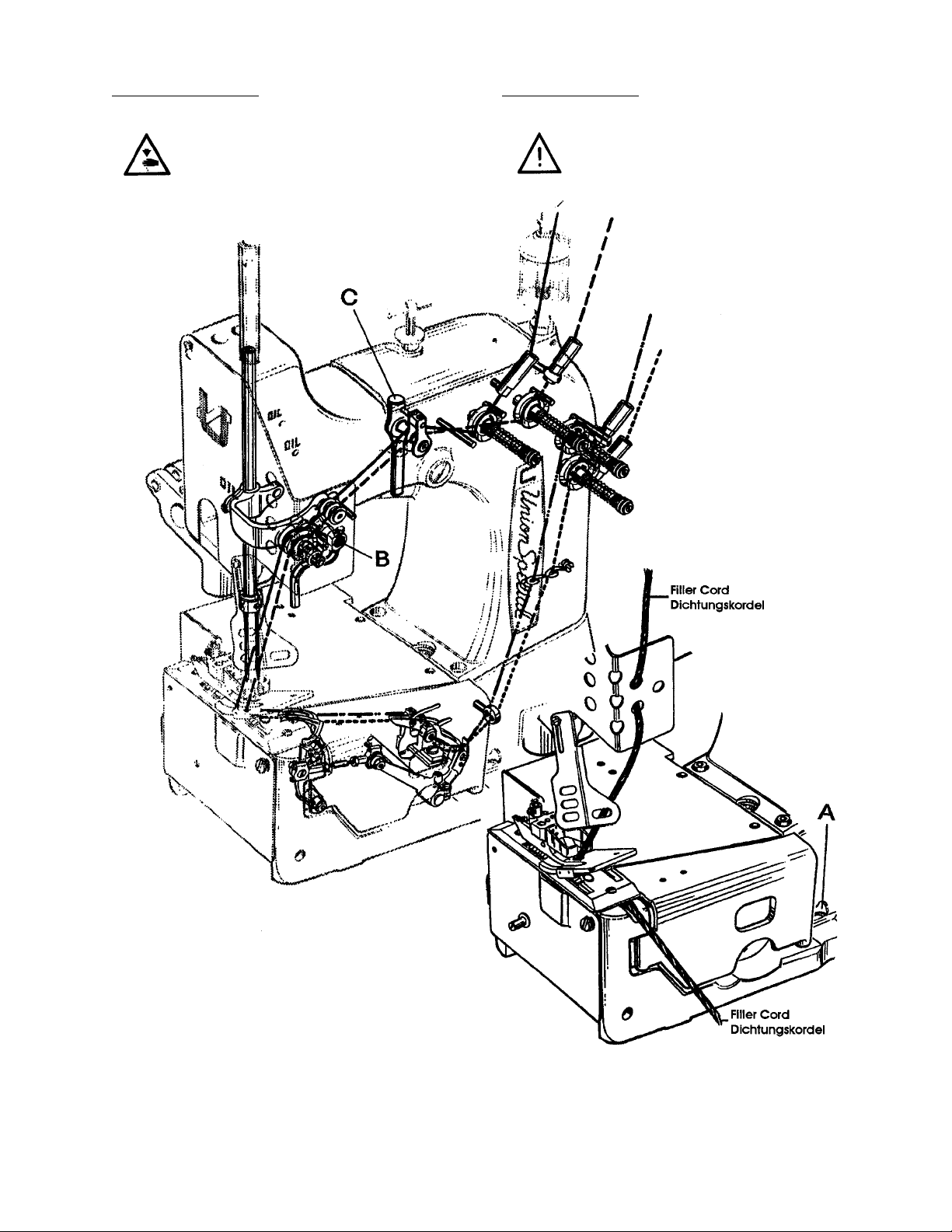
THREADING DIAGRAM FOR STYLES 80700CD3, CD4
EINFÄDELANLEITUNG FÜR DIE TYPEN 80700CD3, CD4
Fig. 9
19
Page 20
OPERATING INSTRUCTIONS
BEDIENUNGSANLEITUNG
THREADING
CAUTION! Turn of f main power switch before
threading! When using clutch motors with
or without actuation lock wait until the
motor has stopped!
Style 80700C3, C4 is threaded as shown in Fig. 8
Style 80700CD3, CD4 is threaded as shown in Fig. 9.
For threading the needle turn handwheel pulley in operating direction until the needle is in the upmost position.
For looper threading open the hinge plate by lifting
locking bolt knob (A, Figs. 8 and 9).
When threading be sure the thread goes thru the front
eyelet, over the take-up and thru the back eyelet before
threading the looper (see also Fig. 22).
Reclose hinge plate after threading.
OPERATING
1. Switch on main power switch.
2. Without lifting the presser foot, place the fabric to
be sewn as close as possible in front of the needle
and to the right on the edge guide.
EINFÄDELN
ACHTUNG! Schalten Sie vor dem Einfädeln den Haupt-
schalter aus! Warten Sie bei Kupplungsmotoren mit oder ohne Betätigungssperre den
Stillstand des Motors ab!
Die Maschine 80700C3, C4 wird, wie in Fig.8 gezeigt, eingefädelt.
Die Maschine 80700CD3, CD4 wird, wie in Fig. 9 gezeigt,
eingefädelt.
Drehen Sie zum Einfädeln der Nadel die Handrad-Riemenscheibe in Nährichtung bis die Nadel in ihrer obersten Stellung ist.
Öffnen Sie zum Greifer-Einfädeln die Scharnierplatte
durch Anheben der Griffschraube (A, Fig. 8 und 9).
Beim Einfädeln muß sichergestellt sein, daß der Faden
durch die vordere Öse über den Fadenabzug und durch
die hintere Öse geführt wird, bevor der Greifer eingefädelt wird (siehe auch Fig. 22).
Schließen Sie die Scharnierplatte nach dem Einfädeln
wieder.
BEDIENEN
1. Schalten Sie den Hauptschalter ein.
2. Legen Sie das Nähgut, ohne dabei den Drückerfuß
anzuheben, so dicht wie möglich vor die Nadel und
rechts an der Kantenführung an.
CAUTION! Remove the foot from the motor treadle to
avoid inadvertently starting of the machine
in cade it is necessary to lift presser foot and
upper feed dog by hand for aligning the
fabric to be sewn!
3. Depress the motor treadle. The machine sews.
Guide the fabric to be sewn.
CAUTION! Keep a security distance of approx. 100 mm
(4 in.) between hand and sewing needle
when guiding the fabric to be sewn!
4. Release the motor treadle. The machine stops.
Cut the thread chain at the trailing edge of the
fabric and remove the fabric from the machine.
ACHTUNG! Nehmen Sie den Fuß vom Motorpedal,
damit die Maschine nicht unabsichtlich
startet, wenn es notwendig ist, Drückerfuß
und Obertransporteur zum Ausrichten des
Nähgutes von Hand anzuheben.
3. Treten Sie das Motorpedal nach vorne. Die Maschine näht. Führen Sie das Nähgut.
ACHTUNG! Halten Sie beim Führen des Nähgutes ei-
nen Sicherheitsabstand von ca. 100 mm
zwischen Hand und Nähnadel ein!
4. Lassen Sie das Motorpedal los. Die Maschine stoppt.
Schneiden Sie die Fadenkette am Ende des Nähgutes
ab und nehmen Sie das Nähgut von der Maschine.
20
Page 21
CHANGING THE NEEDLE(S)
AUSWECHSELN DER NADEL(N)
CAUTION! Turn off main power switch before
changing the needle! When using
clutch motors with or without actuation lock wait until the motor has
stopped!
Turn the handwheel pulley in operating direction
until the needle is in its upmost position.
Unthread the eye of the needle to be changed.
Loosen needle clamp nut resp. screws (Figs. 8 and
9) for the needles and pull out the needle(s). Insert
the shank of the new needle as far as it will go with
the long groove of the needle facing to the front
(toward the operator). Tighten the needle clamp
nut resp. the screws securely. Thread the needle
eye.
For the needle clamp nut use the single ended
open jaw wrench part No. 21388 from the
accessories of the machine.
EDGE GUIDE
CAUTION! Turn off main power switch before set-
ting edge guide. When using clutch
motors with or without actuation lock
wait until the motor has stopped!
MAINTENANCE
ACHTUNG! Schalten Sie vor dem Auswechseln der Na-
del den Hauptschalter aus! Warten Sie bei
Kupplungsmotoren mit oder ohne Betätigungssperre den Stillstand des Motors ab!
Drehen Sie die Handrad-Riemenscheibe in Nährichtung
bis die Nadel in ihrer oberen Stellung ist.
Fädeln Sie das Öhr der zu wechselnden Nadel aus.
Lösen Sie die Nadelklemm-Mutter bzw. die Schrauben
(Fig. 8 und 9) für die Nadel(n) und ziehen Sie die Nadel(n)
heraus. Setzen Sie die neue(n) Nadel(n) so ein, daß der
Nadelkolben oben anstößt und die lange Rinne der
Nadel nach vorne (zur Bedienungsperson) zeigt. Ziehen
Sie die Nadel-Klemmutter bzw. die Schrauben für die
Nadeln fest und fädeln Sie das Nadelöhr ein.
Verwenden Sie für die Nadelklemm-Mutter den Einmaulschlüssel Teil Nr. 21388 aus dem Maschinen-Zubehör.
KANTENFÜHRUNG
WICHTIG! Schalten Sie vor dem Einstellen der Kan-
tenführung den Hauptschalter aus! Warten
Sie bei Kupplungsmotoren mit oder ohne
Betätigungssperre den Stillstand des
Motors ab!
WARTUNG
CAUTION! Turn off main power switch before
LUBRICATING AND CLEANING
The machines of class 80700 have to be cleaned
and lubricated twice a day before morning and
afternoon start on the lubrication points indicated
on the oiling diagram (Fig. 7). The sight feed oiler
has to be kept filled and should be adjusted so,
that it feeds two to three drops of oil per minute.
The oiler has to be refilled latest, when 2/3 of the
oil are used up.
Also refer to section
doing maintenance works! When
using clutch motors with or without
actuation lock wait until the motor has
stopped!
LUBRICATING.
ACHTUNG! Schalten Sie vor Wartungsarbeiten den
ÖLEN UND REINIGEN
Die Maschinen der Klasse 80700 müssen zweimal täglich, vor der Inbetriebnahme am Morgen und Nachmittag, gereinigt und an den in der Ölanleitung (Fig.
7) angegebenen Stellen geschmiert werden. Der
Tropföler muß gefüllt und so eingestellt sein, daß pro
Minute zwei bis drei Topfen Öl fließen. Der Öler muß
spätestens nachgefüllt werden, wenn 2/3 der
Ölmenge verbraucht sind.
Siehe auch Abschnitt
Hauptschalter aus! Warten Sie bei Kupplungsmotoren mit oder ohne Betätigungssperre den Stillstand des Motors
ab!
ÖLEN.
21
Page 22

INSTRUCTION FOR ENGINEERS
MECHANIKERANLEITUNG
Observe the SAFETY RULES when making
adjustments!
Insert new needle(s)!
Refer to paragraph CHANGING THE NEEDLE(S) in section
OPERATING INSTRUCTIONS.
SETTING THE LOOPER(S)
Remove the presser foot, throat plate and feed dog, for
convenient access to the machine. Loosen the screw
(A, Fig.10) in the feed bar (B) and push the feed bar
needle guard (C) to the rear to avoid its contacting the
needle(s) (D).
Set the looper connecting rod (E) so the distance (X,
Fig. 12) between the centerlines of the two ball joints
is 69.8 mm (2 3/4 in.). For adjustment loosen the two
nuts (F, Fig.10) and turn connecting rod (E) forward or
backward as required to obtain specified dimension,
retighten nuts (F).
Note: The left nut has a left hand thread.
Set the looper (G) so that the distance from the
centerline of the needle (D) to the looper (G) is 7 mm
(9/32 in.), when the looper is at its furthest position to the
right. Looper gauge No. 21225-9/32 can be used
advantageously in making this adjustment. For
adjustment loosen screws (H) in the looper driver lever
(J), reposition as required to obtain specified dimension
and retighten screws (H) assuring that all end play is taken
out of the looper drive lever rocker shaft. Check to insure
a clearance of approx. 1 mm (.040 in.) between the point
of the looper and the bed end cover when the looper is
at its extreme left position. Should the looper strike the
bed end cover, recheck the distance between
centerlines of ball joints and the looper gauge distance
as described above.
Beachten Sie die SICHERHEITSHINWEISE,
wenn Sie Einstellarbeiten vornehmen!
Wechseln Sie die Nadel(n) aus!
Siehe Absatz AUSWECHSELN DER NADEL(N) im Abschnitt
BEDIENUNGSANLEITUNG.
EINSTELLUNG DES GREIFERS BZW. DER GREIFER
Zur bequemeren Einstellung entfernen Sie Drückerfuß,
Stichplatte und Transporteur. Lösen Sie die Schraube (A,
Fig.10) im Transporteurträger (B) und drücken Sie den
Nadelanschlag (C) nach hinten, damit er die Nadel(n)
(D) nicht berühren kann.
Die Greiferverbindungsstange (E) muß so eingestellt sein,
daß der Abstand (X, Fig. 12) von Mitte zu Mitte Kugelgelenk 69,8 mm beträgt. Zum Einstellen lösen Sie die beiden Muttern (F, Fig.10) und drehen die Verbindungsstange (E) vor oder zurück bis der erforderliche Abstand
erreicht ist. Ziehen Sie die Muttern (F) wieder an.
Beachten Sie: Die linke Mutter hat ein Linksgewinde.
Stellen Sie den Greifer (G) so, daß der Abstand von Mitte
Nadel (D) bis zur Spitze des Greifers (G) 7 mm (9/32 in.)
beträgt, wenn der Greifer in seiner rechten Endstellung
ist. Die Greifereinstellehre Nr. 21225-9/32 erleichtert diese Einstellung. Zur Einstellung lösen Sie die Schrauben (H)
im Greiferantriebshebel (J) und schwenken diesen entsprechend, bis der erforderliche Abstand erreicht ist. Ziehen Sie die Schrauben (H) wieder an und achten Sie
darauf, daß die Greiferantriebshebelwelle kein Spiel hat.
Prüfen Sie, ob zwischen Greiferspitze und Abschlußblech
ein Abstand von etwa 1 mm ist, wenn der Greifer in seiner
äußerst linken Endstellung ist. Sollte der Greifer gegen
das Abschlußblech schlagen, muß der Abstand von Mitte
zu Mitte Kugelgelenk sowie der Greiferabstand, wie oben
beschrieben, überprüft werden.
Rotate handwheel in operating direction so that the
looper moves from right to left. The looper point should
pass the back of the needle as close as possible without
bending it to the front. For adjustment loosen screw
(A, Fig. 11) in the looper eccentric fork (B) and turn looper
rocker shaft (C) on the looper rocker with looper forward
or backward as required. Retighten screw (A).
Fig. 10 Fig. 11
Drehen Sie das Handrad in Nährichtung so, daß sich der
Greifer von rechts nach links bewegt. Die Greiferspitze
soll so dicht wie möglich hinter der Nadel vorbeigehen,
ohne diese nach vorne wegzudrücken. Zur Einstellung
lösen Sie die Schraube (A, Fig.11) in der Greiferexzentergabel (B) und schwenken die Greiferhebelwelle (C) am
Greiferhebel mit Greifer nach Bedarf vor oder zurück.
Ziehen Sie die Schraube (A) wieder an.
22
Page 23

SETTING HEIGHT OF NEEDLE BAR
HÖHENEINSTELLUNG DER NADELSTANGE
Remove the face cover on machine arm. Rotate
handwheel in operating direction until the looper point,
moving to the left, projects 1 to 1.5 mm (.040 to .060 in.)
left of the needle (see Fig. 12). Lower edge of looper
and upper edge of needle eye must be flush in this
position. If adjustment is necessary, loosen clamp screw
(A, Fig. 13) in the needle bar connection and move the
needle bar up or down, as required. Retigten screw (A)
and remount face cover.
Fig. 12
Entfernen Sie den Stirndeckel am Maschinenarm. Drehen Sie das Handrad in Nährichtung bis die sich nach
links bewegende Greiferspitze 1 bis 1,5 mm links der Nadel steht (siehe Fig.12). In dieser Stellung müssen Unterkante Greifer und Oberkante Nadelöhr bündig sein. Ist
eine Einstellung notwendig, lösen Sie die Klemmschraube (A, Fig. 13) im Nadelstangenmitnehmer und schieben
die Nadelstange (B) entsprechend nach oben oder
unten. Ziehen Sie die Schraube (A) wieder an und montieren Sie den Stirndeckel.
SETTING THE LOWER FEED DOG
At highest point of feed dog travel, the lower feed dog
(C, Fig. 13) should be set so that the rear teeth project
their full depth (X, Fig. 13) above the throat plate surface.
For setting remove the lower feed dog and adjust the
supporting screw (K, Fig. 10) on the top to the feed bar
to the required height. Remount the lower feed dog.
After loosening screws (A, Fig. 14) rear in the feed rocker
(B) the feed bar with feed dog can be moved laterally
to center the feed dog in the throat plate slots, if required.
Retighten screws (A).
Also refer to paragraph SETTING THE UPPER FEED DOG.
Fig. 13
EINSTELLUNG DES UNTEREN TRANSPORTEURS
Im höchsten Punkt der Transporteurbewegung sollen die
hinteren Zähne des unteren Transporteurs (C, Fig. 13) eine
volle Zahnhöhe (X, Fig. 13) über die Stichplattenoberfläche hinausragen. Zur Einstellung entfernen Sie
den Transporteur und stellen die Stützschraube (K, Fig.
10) oben im Transporteurträger auf die entsprechende
Höhe. Montieren Sie den Transporteur wieder.
Nach dem Lösen der Schrauben (A, Fig. 14) hinten im
Transportrahmen (B) kann der Transporteurträger bei
Bedarf mit dem Transporteur seitlich verschoben und in
den Stichplattenschlitzen vermittelt werden. Ziehen Sie
die Schrauben (A) wieder an.
Siehe auch Absatz EINSTELLUNG DES OBEREN TRANSPOR-
TEURS.
Fig. 14
23
Page 24

MOUNTING AND SETTING THE PRESSER FOOT
EINSETZEN UND EINSTELLUNG DES DRÜCKERFUSSES
Remove the needle and rotate handwheel until the
feed dog is below the throat plate. Depress the presser
foot lifter lever and insert the presser foot in the two
presser bars (L and R, Fig. 15). The left presser bar (L)
should only engage with its pivot in the opening of the
presser foot shank.
Loosen the two lock nuts (A, Fig. 15) and align with the
two set screws (B), the needle slot in the presser foot
with the needle slot in the throat plate. Secure this
setting with the two lock nuts (A).
NOTE: The two set screws (A) should just contact the
pivot of the left presser bar (L) but not be
tightened. Now tighten the two set screws (C)
right in the presser foot shank on the right
presser bar. Insert the needle.
Entfernen Sie die Nadel und drehen Sie das Handrad bis
der Transporteur unter der Stichplatte steht. Drücken Sie
den Drückerfuß-Lifterhebel und setzen Sie den Drückerfuß in die beiden Drückerfußstangen (L und R, Fig. 15)
ein. Die linke Drückerfußstange (L) darf nur mit dem Zapfen in die Öffnung der Drückerfußnabe eingreifen.
Lösen Sie die beiden Kontermuttern (A, Fig. 15) und richten Sie mit den beiden Gewindestiften (B) das Stichloch
im Drückerfuß zum Stichloch der Stichplatte aus. Sichern
Sie diese Einstellung mit den beiden Kontermuttern (A).
BEACHTEN SIE:Die beiden Gewindestifte (A) sollen am
Zapfen der linken Drückerfußstange (L)
gerade anliegen, aber nicht drücken. Ziehen Sie jetzt die beiden Gewindestifte (C)
rechts in der Drückerfußnabe auf der
rechten Drückerfußstange an. Setzen Sie
die Nadel wieder ein.
Fig. 15
SETTING THE STITCH LENGTH
Stud (C, Fig. 14) for setting the stitch length is accessible
from the outside.
The length of the stitch can be adjusted by raising or
lowering the stud (C, Fig. 14) in the segment slot of the
feed rocker (B). Lowering stud (C) will lengthen the
stitch, raising the stud will shorten the stitch. After
loosening nut (D), stud (C) can be moved accordingly.
When the desired stitch length is obtained, retighten
nut (D).
NOTE: Any change in stitch length will necessitate a
corresponding change in the needle guard
setting!
SETTING THE NEEDLE GUARD
The needle guard (C, Fig. 10) has to be set so, that it
just contacts the needle at its most forward point of
travel, without deflecting it.
Loosen screw (A, Fig. 10) in the feed bar (B) and adjust
the needle guard (C) accordingly. Retighten screw (A).
EINSTELLUNG DER STICHLÄNGE
Der Bolzen (C, Fig. 14) zur Einstellung der Stichlänge ist
von außen zugänglich.
Die Stichlänge kann durch Höher- oder Tieferstellen des
Bolzens (C, Fig. 14) in der Nut des Transportrahmens (B)
verändert werden. Tieferstellen des Bolzens (C) verlängert den Stich, Höherstellen verkürzt ihn. Nach Lösen der
Mutter (D) läßt sich der Bolzen (C) entsprechend verschieben. Wenn die gewünschte Stichlänge eingestellt
ist, ziehen Sie die Mutter (D) wieder an.
BEACHTEN SIE: Bei jeder Änderung der Stichlänge muß
der Nadelanschlag entsprechend nachgestellt werden!
EINSTELLUNG DES NADELANSCHLAGS
Der Nadelanschlag (C, Fig. 10) muß so eingestellt sein,
daß er in der vordersten Stellung seiner Bewegung gerade die Nadel berührt, aber nicht ablenkt.
Zur Einstellung lösen Sie die Schraube (A, Fig. 10) im
Transporteurträger (B), und stellen den Nadelanschlag
(C) entsprechend ein. Ziehen Sie die Schraube (A) wieder an.
24
Page 25

SETTING THE UPPER FEED DOG
EINSTELLUNG DES OBEREN TRANSPORTEURS
Assemble the upper feed dog (B, Fig. 16) . The upper
feed dog should not push against the front or rear end
when moving in the slots of presser foot (C).
Simultaneously the upper feed dog (B, Fig. 17) should
be positioned so that the tips of its teeth engage with
the tooth spaces of the lower feed dog (A), without
contacting it. When the lower feed dog (A) is in its
highest and the upper feed dog (B) in its lowest point of
travel, there must be a small gap between both feed
dogs.
The feed travel of the upper and the lower feed dog
should be synchronous.
For setting the upper feed dog with respect to the slot
ends in the presser foot and the tooth spaces of the
lower feed dog, loosen screw (D, Fig. 16) and turn drive
lever (E) accordingly to the front or rear. Retighten screw
(D).
Montieren Sie den Obertransporteur (B, Fig. 16). Der
Obertransporteur darf bei seiner Bewegung in den
Schlitzen im Drückerfuß (C) weder vorne noch hinten
anstoßen.
Gleichzeitig muß der Obertransporteur (B, Fig. 17) so positioniert sein, daß die Spitzen seiner Zähne in die Zahnlücken des unteren Transporteurs (A) eingreifen, ohne
diesen zu berühren. Wenn der untere Transporteur (A)
in der höchsten und der Obertransporteur (B) in der untersten Stellung seiner Bewegung ist, muß zwischen beiden Transporteuren ein Luftspalt sein.
Der Transportweg von oberem und unterem Transporteur soll gleich (synchron) sein.
Zum Einstellen des Obertransporteurs im Bezug zu den
Schlitzenden im Drückerfuß und zu den Zahnlücken des
unteren Transporteurs lösen Sie die Schraube (D, Fig. 16)
und schwenken den Antriebshebel (E) entsprechend
nach vorne oder hinten. Ziehen Sie Schraube (D) wieder
an.
Fig. 16 Fig. 17
For setting the small gap between the feed dogs loosen
nut (F, Fig. 18). Turning in screw (G) increases the gap,
turning it out decreases the gap. Retighten nut (F).
For matching the upper feed dog travel with the lower
feed dog travel loosen screw (A, Fig. 19). Moving the
ball link in the slot of rocker lever (B) to the front decreases
the upper feed dog travel, moving it to the rear increases
the travel. Retighten screw (A).
Zum Einstellen des Luftspalts zwischen den Transporteuren lösen Sie die Mutter (F, Fig. 18). Eindrehen der
Schraube (G) vergrößert den Luftspalt, Herausdrehen
verkleinert ihn. Ziehen Sie die Mutter (F) wieder an.
Zum Angleichen des Obertransportwegs an den Weg
des unteren Transporteurs lösen Sie die Schraube (A,
Fig. 19). Verschieben des Kugelgelenks im Kulissenhebel
(B) nach vorne verkleinert den Obertransportweg,
Verschieben nach hinten vergrößert ihn. Ziehen Sie die
Schraube (A) wieder an.
Fig. 18 Fig. 19
25
Page 26

HINT: In general the travels of lower and upper feed dog
are set equally. Depending on the fabric to be
sewn however, it may be necessary to set a slightly
longer upper feed dog travel in order to get a
proper end matching of the fabric plies.
Also refer to paragraph SETTING THE STITCH
LENGTH.
HINWEIS: Normalerweise werden die Transportwege
von unterem Transporteur und Obertransporteur gleich eingestellt. Abhängig vom
Nähgut kann es jedoch erforderlich sein, den
Obertransporteurweg etwas größer einzustellen um Lagenverschiebungen auszugleichen.
Siehe auch Absatz EINSTELLUNG DER STICH-
LÄNGE.
SETTING THE LIFT MOTION OF THE UPPER FEED DOG
On the return travel, the upper feed dog should lift so
high that no fabric will be pulled against the sewing
direction.
The motion should be set so that the rear four teeth of
the upper feed dog (B, Fig. 16) remain approx. 1/3 of
their height in the presser foot slots when lifting.
For adjustment loosen the two screws (H, Fig. 18) and
raise the supporting yoke (J) when the upper feed dog
should lift more, or lower it when it should lift less.
Retighten screws (H).
On request an alternating upper feed is also available.
PRESSER FOOT PRESSURE
Styles 80700C3
Rotate handwheel until the lower feed dog is below the
throat plate. Loosen knurled nut (A, Fig. 20) and turn out
T-screw (B) until it does not exert any pressure on the leaf
springs. In this position, the pressure exerted on the
presser foot should be so strong that the presser foot
bottom rest squarely on the throat plate.
By relocating the collars (C, Fig. 21) which serve as a
leaf spring rest, on the left and right presser bar, the
pressure can be changed. Raising the collars increases
the pressure, lowering the collars decreases it.
EINSTELLUNG DER ABHEBBEWEGUNG DES OBERTRANSPORTEURS
Beim Rückweg muß der Obertransporteur so hoch
abheben, daß kein Nähgut entgegen der Nährichtung
gezogen wird.
Die Bewegung muß so eingestellt sein, daß die hinteren
vier Zähne des Obertransporteurs (B, Fig. 16) beim
Abheben noch mit etwa 1/3 ihrer Höhe in den Drückerfußschlitzen sind.
Zum Einstellen lösen Sie die beiden Schrauben (H, Fig.
18) und stellen das Stützlager (J) höher, wenn der Ober-
transporteur mehr oder tiefer, wenn er weniger abheben soll. Ziehen Sie die Schrauben (H) wieder an.
Auf Kundenwunsch ist auch ein alternierender Obertransport lieferbar.
DRÜCKERFUSSDRUCK
Typen 80700C3
Drehen Sie am Handrad bis der untere Transporteur unter
der Stichplatte steht. Lösen Sie die Rändelmutter (A, Fig.
20) und drehen Sie die Knebelschraube (B) soweit
heraus, daß sie nicht mehr auf die Blattfedern drückt. In
dieser Stellung soll der Druck auf den Drückerfuß so stark
sein, daß die Drückerfußsohle flach auf der Stichplatte
aufliegt.
Durch Verstellen der als Blattfederauflage dienenden
Stellringe (C, Fig. 21) auf der linken und rechten
Drückerfußstange, kann der Druck verändert werden.
Verstellen der Stellringe nach oben verstärkt, Verstellen
nach unten verringert den Druck.
The presser foot lift is limited with the upper stop collar
(D, Fig. 21) on the right presser bar. When the needle is in
its lowest position and the presser foot is lifted with the
presser foot lifter lever, the needle holder should not contact the presser foot.
Make sure that both presser bars move up and down
freely without binding.
Der Hub des Drückerfußes wird mit dem Anschlag-Stellring (D, Fig. 21) oben auf der rechten Drückerfußstange
begrenzt. Wenn die Nadel in der untersten Stellung ist
und der Drückerfuß mit dem Drückerfuß-Lifterhebel
angehoben wird, darf der Nadelhalter den Drückerfuß
nicht berühren.
Überzeugen Sie sich, daß sich beide Drückerfußstangen,
ohne zu klemmen, auf- und abbewegen.
26
Page 27

Now turn in T-screw (B, Fig. 20) until the necessary presser
foot pressure for proper feeding is exerted (determine
by sewing tests). Secure this setting with the knurled nut
(A) which simultaneously fastens the upper arm cover.
Remount the face cover and the finger guard.
Nun drehen Sie die Knebelschraube (B, Fig. 20) soweit
ein, daß der zum einwandfreien Transport notwendige Drückerfußdruck erzeugt wird (durch Nähversuche
ermitteln). Sichern Sie diese Einstellung mit der Rändelmutter (A), mit der gleichzeitig der obere Armdeckel
befestigt wird. Montieren Sie den Stirndeckel und den
Fingerschutz wieder.
Fig. 21
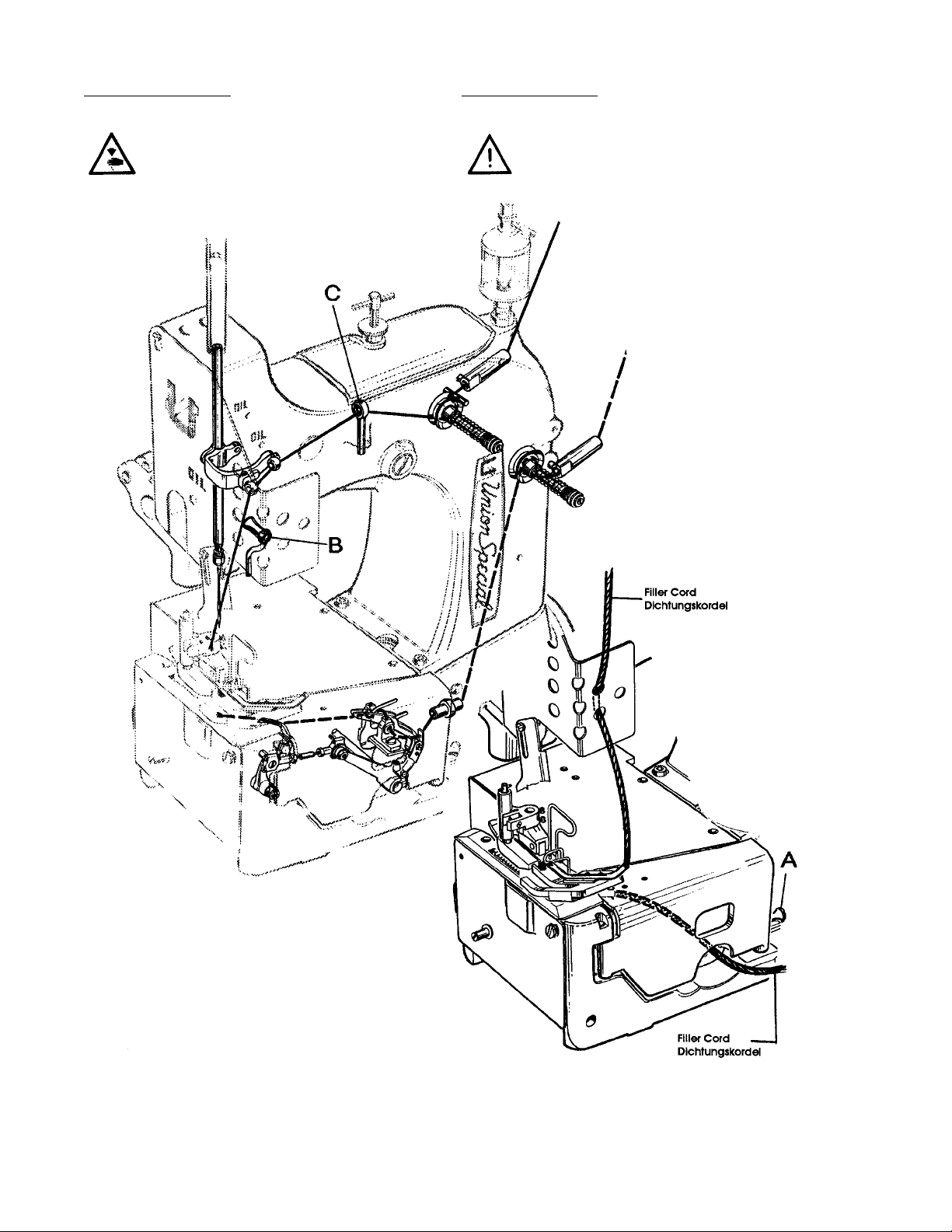
NEEDLE THREAD TAKE-UP
Basically the needle thread take-up roller (B, Figs. 8 and
9) located left on the upper bed casting under the face
cover, is set in the middle of its shaft.
In case more needle thread should be pulled off for a
bigger needle thread loop (depending on thread and
fabric), raise the needle thread take-up roller accordingly.
Fasten the needle thread guide (C, Figs. 8 and 9),
located on the top of the upper bed casting,
approx. in the middle of its shank.
THREAD TENSION
Regulate the tension on the threads so that uniform
stitches are produced.
In general the tension applied to the needle thread is
slightly higher than the tension applied to the looper
thread.
Turning the tension nuts clockwise increases the
tension, turning counterclockwise decreases the
tension.
Fig. 22
NADELFADENABZUG
Standardmäßig wird die Nadelfadenabzugsrolle (B,
Fig. 8 und 9) links am Gehäuseoberteil unter dem
Stirndeckel in die Mitte ihres Schaftes gestellt.
Soll mehr Nadelfaden für eine größere Nadelfadenschlinge abgezogen werden (abhängig von Faden
und Nähgut), stellen Sie die Nadelfadenabzugsrolle
entsprechend höher.
Befestigen Sie die Nadelfadenführung (C, Fig. 8 und
9), die sich oben am Gehäuseoberteil befindet,
ungefähr in der Mitte ihres Schaftes.
FADENSPANNUNG
Regeln Sie die Spannung auf die Fäden so, daß eine
gleichmäßige Stichbildung erreicht wird.
In der Regel ist die Spannung auf den Nadelfaden
etwas höher als die auf den Greiferfaden.
Drehen der Fadenspannungsmuttern im Uhrzeigersinn
verstärkt die Spannung, Drehen gegen den Uhrzeigersinn verringert sie.
27
Page 28

LOOPER THREAD TAKE-UP
GREIFERFADENAUFNEHMER
On the two thread double locked stitch machines, the
height of the looper thread take-up (A, Fig. 22) is set so
that the cast-off hook (C) forces the looper thread over
the corner (B) of the looper thread take-up (A) at the
time the point of the descending needle is flush with
the lower edge of looper or projects up to 1 mm (0.40
in.) below the lower edge of looper.
Draw the looper thread into the machine, rotate
handwheel in operating direction and note the position
of the needle point to lower edge of looper at the time
the cast-off (C) forces the looper thread over the corner
(B).
For setting the looper thread take-up loosen screw (D,
Fig. 22). When the needle point is positioned above
the lower edge of looper, the looper thread take-up
(A) has to be raised accordingly. When the needle
point is positioned more than 1 mm (.040 in.) below
the lower edge of looper the looper thread take-up
(A) has to be lowered accordingly. Retighten screw
(D).
Bei den Zweifaden-Doppelkettenstich-Nähmaschinen
wird die Höhe des Greiferfadenaufnehmers (A, Fig. 22)
so eingestellt, daß der Greiferfadenabzugshaken (C) den
Greiferfaden zu dem Zeitpunkt über die Ecke (B) am
Greiferfadenaufnehmer (A) abwirft, wenn die Spitze der
sich nach unten bewegenden Nadel mit der Unterkante
des Greifers bündig ist oder bis zu 1 mm unterhalb der
Greiferunterkante steht.
Fädeln Sie den Greiferfaden ein, drehen Sie das Handrad in Nährichtung und merken Sie sich die Stellung der
Nadelspitze zur Greiferunterkante zum Zeitpunkt wo der
Greiferfadenabzugshaken (C) den Greiferfaden über die
Ecke (B) abwirft.
Zur Einstellung des Greiferfadenaufnehmers lösen Sie die
Schraube (D, Fig. 22). Steht die Nadelspitze oberhalb der
Greiferunterkante, muß der Greiferfadenaufnehmer (A)
entsprechend höher gestellt werden. Steht die Nadelspitze mehr als 1 mm unter der Greiferunterkante, muß
der Greiferfadenaufnehmer entsprechend tiefer gestellt
werden. Ziehen Sie die Schraube (D) wieder an.
SETTING THE THREAD CHAIN CUTTING KNIVES
Styles 80700C3, C4
Set the stationary knife (A, Fig. 23) so that its tip is flush
with the supporting surface for the throat plate on the
bed casting.
Fasten the movable knife (B) in the knife lever so that
its tip moves freely .012 to .020 in. (0.3 - 0.5 mm) below
the underside of the throat plate and its cutting edge
overlaps the cutting edge of the stationary knife by
.040 in. (0.5 mm).
Fig. 23
EINSTELLUNG DER FADENKETTEN-ABSCHNEIDMESSER
Typen 80700C3, C4
Stellen Sie das feststehende Messer (A, Fig. 23) so, daß
seine Spitze mit der Auflagefläche für die Stichplatte am
Gehäuseguß eben ist.
Befestigen Sie das bewegliche Messer (B) so im Messerhebel, daß seine Spitze etwa 0,3 bis 0,5 mm unter der
Stichplattenunterseite frei geht und in Schneidstellung
mit seiner Schneide die Schneide des feststehenden
Messers etwa 0,5 mm überlappt.
Fig. 24
28
Page 29

ORDERING WEAR AND SPARE PARTS
BESTELLUNG VON VERSCHLEISS- UND ERSATZTEILEN
The following section of this manual simplifies ordering
wear and spare parts. Exploded views of various sections
of the mechanism are shown so that the parts may be
seen in their actual position in the sewing machine. On
the page opposite the illustration will be found a listing
of the parts with their part numbers, descriptions and
the number of pieces required in the particular view
being shown.
Numbers in the first column are reference numbers only,
and merely indicate the position of that part in the
illustration. Reference numbers should never be used in
ordering parts. Always use the part number listed in the
second column.
Component parts of sub-assemblies which can be
furnished for repairs are indicated by indenting their
descriptions under the description of the main subassembly. As an example refer to the following text:
25 29479 Looper Rocker Assembly for 80700C3 Greiferhebel komplett für 80700 C3 1
26 15745B Cone Stud Kegelbolzen 1
27 80613A Looper Rocker Greiferhebel 1
28 15465F Cone Kegelring 1
29 88 Set Screw Gewindestift 2
Der folgende Teil dieses Handbuches vereinfacht die
Bestellungen von Verschleiß- und Ersatzteilen. Explosionszeichnungen der einzelnen Gruppen des Mechanismus zeigen die Lage der Einzelteile in der Nähmaschine. Auf der der Bildseite gegenüberliegenden Seite befindet sich ein Verzeichnis der Teile mit Teilnummern, Beschreibungen und der für den gezeigten Bildausschnitt
benötigten Anzahl.
Die Nummern in der ersten Spalte sind Positionsnummern
und zeigen lediglich, wo das Teil in der Abbildung zu
finden ist. Positionsnummern dürfen bei Teilebestellungen
nie verwendet werden. Verwenden Sie immer die Teilenummer in der zweiten Spalte.
Einzelteile von Komplettteilen, die als Ersatzteile geliefert
werden können, sind durch Einrücken ihrer Beschreibung
unterhalb der Beschreibung des Kompletteiles gekennzeichnet. Als Beispiel siehe folgenden Text:
At the back of the catalog will be found a numerical
index of all parts shown in this catalog. This will facilitate
locating the illustration and description when only the
part number is known.
IMPORTAN! ON ALL ORDERS, PLEASE INCLUDE PART
NUMBER, PART NAME AND STYLE OF
MACHINE FOR WHICH PART IS ORDERED.
Am Ende des Katalogs befindet sich ein Nummernverzeichnis sämtlichen im Katalog dargestellten Teile. Dies
erleichtert das Auffinden der Abbilung und Beschreibung,
wenn nur die Teilenummer bekannt ist.
WICHTIG! BITTE GEBEN SIE AUF ALLEN BESTELLUNGEN DIE
TEILENUMMER, DIE TEILEBESCHREIBUNG UND
DEN MASCHINENTYP, FÜR DEN DAS TEIL
BESTELLT WIRD, AN.
29
Page 30

30
Page 31

VIEWS AND DESCRIPTION
OF PARTS
DARSTELLUNGEN UND
TEILEBESCHREIBUNGEN
31
Page 32

32
Page 33

BUSHINGS AND OILING PARTS
BUCHSEN UND ÖLER
Ref. No.
Pos. Nr.
1*
2*
3
4
5
6
7
8
9
10
11*
12*
13
14*
15*
16
17
18
19
20
21
22
23
24*
25*
26*
27*
28
29
30
31
32
33
Part No.
Teil Nr.
80862
81373A
666-79
80293A
22894K
22894J
80846
89
88
80644
80640EA
80694DA
95861
80692EA
80694DC
80791A
80791B
22891
999-106D
80885C
22596D
HA95
HA81
80639FA
80639EA
80692DA
80640EA
22539
15430L
WO3
80689C
80689D
G41046G
Description Beschreibung Amt. Req.
Anzahl
Presser Bar Bushing
Needle Bar Bushing
Sight Feed Oiler
Oil Distributor
Spot Screw, headless
Set Screw
Bushing for needle lever shaft
Spot Screw, headless
Set Screw
Plug Screw
Bushing, left for upper feed drive shaft
Bushing, right for upper feed drive shaft
Screw
Bushing for feed rocker shaft
Bushing for crank shaft
Ball Bearing Assembly for crank shaft
Hub
Screw
Deep Groove Ball Bearing
Retaining Ring
Screw
Set Screw
Spot Screw, headless
Bushing, left for looper shaft
Bushing, right for looper shaft
Bushing for knife lever shaft
Bushing for looper drive rocker
Plug Screw
Felt
Cotton Swab (as required)
Spring Valve Oiler
Spring Valve Oiler
Spring Valve Oiler
Buchse für Drückerfußstange
Buchse für Nadelstange
Tropföler
Ölverteiler
Gewindestift mit Spitze
Gewindestift
Buchse für Nadelhebelwelle
Gewindestift mit Spitze
Gewindestift
Verschlußschraube
Buchse, links für Obertransp-Antriebswelle
Buchse, rechts für Obertransport
Antriebswelle
Schraube
Buchse für Transportrahmenwelle
Buchse für Kurbelwelle
Kugellager, komplett für Kurbelwelle
Nabe
Schraube
Rillenkugellager
Haltering
Schraube
Gewindestift
Gewindestift mit Spitze
Buchse, links für Greiferwelle
Buchse, rechts für Greiferwelle
Buchse für Messerhebelachse
Buchse für Greiferantriebshebelwelle
Verschlußschraube
Filz
Wattestäbchen (nach Bedarf)
Kugelöler
Kugelöler
Kugelöler
4
2
1
1
1
1
2
1
1
2
1
1
3
2
2
1
1
2
1
1
3
1
1
1
1
2
2
2
2
1
8
1
NOTE: Bushings marked with an asterisk are cemented in the
IMPORTANT! When cementing, align the oil holes in the
bed basting. Instead of single bushings we recommend
to order the following repair sets which include the
required amount of bushings with engineering
adhesive and instructions.
29916REE
29916REF
29916REM
29916REL
29916REQ
29916RES
29916REK
29916REN
Presser Bar Bushings (Ref. No. 1)
Needle Bar Bushings (Ref. No. 2)
Bushings for upper feed drive shaft
(Ref. Nos. 11 and 12)
Bushings for feed rocker shaft
(Ref. No. 17)
Bushings for looper driver rocker shaft
(Ref. No. 18)
Bushings for crankshaft (Ref. No. 15)
Bushings for looper shaft
(Ref. Nos. 25 + 26)
Bushings for knife lever shaft
(Ref. No. 27)
bushings with the oil holes in the bed casting!
33
BEACHTEN SIE: Mit einem Sternchen bezeichnete
Buchsen sind im Gußgehäuse eingeklebt.
Anstelle der einzelnen Buchsen empfehlen wir
folgende Reparatursätze zu bestellen, welche
die benötigte Anzahl Buchsen mit Konstruktionskleber und Anleitung enthalten.
Buchsen für Drückerfußstangen (Pos. Nr. 1) 1
Nadelstangenbuchsen (Pos. Nr. 2) 1
Buchsen für Obertransport-Antriebswelle 1
(Pos. Nrn. 11 und 12)
Buchsen für Transportrahmenwelle 1
(Pos. Nr. 17)
Buchsen für Greiferantriebs-Schwingwelle 1
(Pos. Nr. 18)
Buchsen für Kurbelwelle (Pos. Nr. 15) 1
Buchsen für Greiferwelle 1
(Pos. Nrn. 25 + 26)
Buchsen für Messerhebelwelle 1
(Pos. Nr. 27)
WICHTIG! Richten Sie beim Einkleben die Ölbohrun-
gen in den Buchsen zu den Ölbohrungen
im Gußgehäuse aus!
Page 34

34
Page 35

CLOTH PLATES AND MISCELLANEOUS COVERS
STOFFPLATTEN UND VERSCHIEDENE ABDECKUNGEN
Ref. No.
Pos. Nr.
1
2
3
4
4A
5
6
7
8
9
10
11
12
13
14
15
16
16A
17
18
19
20
21
22
Part No.
Teil Nr.
80888
64Y
35733B
80701C
80701B
22574
A10405
25S
81387
22528
A9453A
AS126
80683
80782
92121
J1614
80701CB
80701A
80440
81239
80438
89
8564
999-216E
Description Beschreibung Amt. Req.
Arm Cover
T-Screw
Knurled Nut
Cloth Plate for 80700C3, C4
Cloth Plate for 80700CD3, CD4
Countersunk Screw
Cover
Screw
Face Cover
Screw
Finger Guard for 80700C3, C4
Washer
End Cover for 80700C3, C4
End Cover for 80700CD3, CD4
Shoulder Screw
Spring Washer
Hinge Cover Assembly for 80700C3, C4
(2 threaded holes)
Hinge Cover Assembly for 80700CD3, CD4
(4 threaded holes)
Locking Bolt Knob
Locking Bolt
Spring
Set Screw
Hinge Pin
Plug
Armdeckel
Knebelschraube
Rändelmutter
Stoffplatte für 80700C3, C4
Stoffplatte für 80700CD3, CD4
Senkschraube
Abdeckung
Schraube
Stirndeckel
Schraube
Fingerschutz für 80700C3, C4
Scheibe
Abschlußblech für 80700C3, C4
Abschlußblech für 80700CD3, CD4
Ansatzschraube
Federscheibe
Scharnierplatte komplett für 80700C3, C4
(Gewindebohrungen)
Scharnierplatte komplett für 80700CD3, CD4
(4 Gewindebohrungen)
Griffschraube für Rastbolzen
Rastbolzen
Feder
Gewindestift
Scharnierstift
Stopfen
Anzahl
1
1
1
1
1
3
1
2
1
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
35
Page 36

36
Page 37

THREAD TENSION, THREAD GUIDES AND NEEDLE BAR GUARD FOR 80700C3, C4
FADENSPANNUNG; FADENFÜHRUNGEN UND NADELSTANGENSCHUTZ FÜR 80700C3, C4
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
Part No.
Teil Nr.
AS135
HA103B
28C
22894AD
80667
81256A
22560B
HS106
HA1349
80676A
HA1349
HS110A
110-2
107
108
80858BX1
80858BX2
28C
22894AD
80665D
88
80668
HS53B
22560
HA1286B
12964C
81086G
22894AD
80673CB
Description
Holder
Eyelet
Screw
Set Screw
Pin for tension discs
Thread Sleeve
Set Screw
Tension Post
Tension Post Ferrule
Tension Disc
Tension Sleeve
Spring for needle thread tension
Spring for looper thread tension
Tension Spring Ferrule
Tension Nut
Holder
Ferrule
Set Screw
Set Screw
Needle Thread Take-up Roller
Set Screw
Take-up Roller
Roller Stud Assembly
Set Screw
Spring
Spring Ball
Roller Stud
Set Screw
Needle Bar Guard
Beschreibung Amt. Req.
Halter
Fadenöse
Gewindestift
Gewindestift
Stift für Spannungsscheiben
Fadenhülse
Gewindestift
Spannungsbolzen
Hülse für Spannungsbolzen
Spannungsscheibe
Federhülse
Feder für Nadelfadenspannung
Feder für Greiferfadenspannung
Spannungsfeder-Hülse
Spannungsmutter
Halter
Gleithülse
Gewindestift
Gewindestift
Nadelfadenabzugsrolle komplett
Gewindestift
Abzugsrolle
Rollenbolzen komplett
Gewindestift
Feder
Federkugel
Rollenbolzen
Gewindestift
Nadelstangenschutz
Anzahl
1
1
1
1
2
2
2
2
2
4
2
1
1
2
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
37
Page 38

38
Page 39

THREAD TENSIONS, THREAD GUIDES AND NEEDLE BAR GUARD FOR 80700CD3, CD4
FADENSPANNUNG, FADENFÜHRUNGEN UND NADELSTANGENSCHUTZ FÜR 80700CD3, CD4
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
Part No.
Teil Nr.
80250C
80250A
80668A
81086
22560
HA1286B
12964C
88
80250D
22743
81283
22894AD
81256A
81256B
AS135
28C
22560B
80655A
80667
HS106
81292A
HA1348
80676A
HA1349
HS110A
110-2
107
108
81254A
22894AD
81365A
81365
88
80668A
81386
22560
HA1286B
12964C
81386A
22894AD
80673CB
Description
Needle Thread Roller Guide Assembly
Roller Support
Thread Guide Roller
Roller Stud Assembly
Set Screw
Spring
Spring Ball
Set Screw
Pin
Set Screw
Thread Guide Fork
Screw
Thread Sleeve
Thread Sleeve
Bracket
Set Screw
Set Screw
Pin for tension discs
Pin for tension discs
Tension Post
Tension Post
Tension Post Ferrule
Tension Disc
Tension Sleeve
Spring for needle thread tension
Spring for looper thread tension
Tension Spring Ferrule
Tension Nut
Looper Thread Eyelet
Set Screw
Needle Thread Take-up Roller Assembly
Roller Support
Set Screw
Thread Guide Roller
Roller Stud Assembly
Set Screw
Spring
Spring Ball
Roller Stud
Set Screw
Needle Bar Guard
Beschreibung Amt. Req.
Anzahl
Nadelfaden-Rollenführung komplett
Rollenhalter
Fadenführungsrolle
Rollenbolzen komplett
Gewindestift
Feder
Federkugel
Gewindestift
Stift
Gewindestift
Fadenführungsgabel
Gewindestift
Fadenhülse
Fadenhülse
Halter
Gewindestift
Gewindestift
Stift für Spannungsscheiben
Stift für Spannungsscheiben
Spannungsbolzen
Spannungsbolzen
Hülse für Spannungsbolzen
Spannungsscheibe
Federhülse
Feder für Nadelfadenspannung
Feder für Greiferfadenspannung
Spannungs-Federhülse
Spannungsmutter
Greiferfadenöse
Gewindestift
Nadelfadenabzugsrollenführung komplett
Rollenhalter
Gewindestift
Fadenführungsrolle
Rollenbolzen komplett
Gewindestift
Feder
Federkugel
Rollenbolzen
Gewindestift
Nadelstangenschutz
1
1
1
1
1
1
1
1
1
3
1
1
2
2
2
2
4
3
2
2
2
4
8
4
2
2
4
4
1
1
1
1
1
1
1
1
1
1
1
1
1
39
Page 40

40
Page 41

NEEDLE LEVER
NADELHEBEL
Ref. No.
Pos. Nr.
1
1A
2
3
3A
4
5
6
7
8
9
10
11
12
12A
13
14
14A
15
16
16A
17
18
19
20
20A
21
21A
22
23
23A
24
25
26
27
28
29
30
Part No.
Teil Nr.
80732A
80732
22894AD
51134Y
51134V
666-260
22870
258
22707
907
80768
79
80769
80770A
80770
22894Y
51134Y
51134V
666-260
80771A
80771
80772
80774
80776
HA54B
HA54A
51134Y
51134V
666-260
80715A
80715
22894Y
22894C
22894J
22894H
96653
BP108
80643
Description
Guide Link for straight pin
Guide Link for taper pin
Set Screw
Link Pin, straight, Ø 6.53
Taper Pin
Felt Wick
Shank Screw
Nut
Screw
Nut
Supporting Yoke
Screw
Sliding Block
Lift Lever for straight pin
Lift Lever for taper pin
Set Screw
Link Pin, straight, Ø 6.53
Taper Pin
Felt Wick
Link for straight pin
Link for taper pin
Washer, leather
Guide
Stud
Connecting Link for straight pin
Connecting Link for taper pin
Link Pin, straight, Ø 6.53 mm
Taper Pin
Felt Wick
Needle Lever for straight pin
Needle Lever for taper pin
Set Screw
Set Screw
Set Screw
Set Screw
Roll pin
Hex. Head Cap Screw
Needle Lever Shaft
Beschreibung Amt. Req.
Anzahl
Führungsgelenk für zylindrischen Stift
Führungsgelenk für konischen Stift
Gewindestift
Gelenkstift, zylindrisch , Ø 6,53
Geenkstift, konisch
Ölfilz
Zapfenschraube
Mutter
Schraube
Mutter
Stützlager
Schraube
Gleitstein
Hubhebel für zylindrischen Stift
Hubhebel für konischen Stift
Gewindestift
Gelenkstift, zylindrisch, Ø 6,53
Gelenkstift, konisch
Ölfilz
Gelenk für zylindischen Stift
Gelenk für konischen Stift
Scheibe, Leder
Führung
Bolzen
Verbindungsgelenk für zylindrischen Stift
Verbindungsgelenk für konischen Stift
Gelenkstift, zylindrisch, Ø 6,53 mm
Gelenkstift, konisch
Ölfilz
Nadelhebel für zylindrischen Stift
Nadelhebel für konischen Stift
Gewindestift
Gewindestift
Gewindestift
Gewindestift
Spannhülse
Sechskantschraube
Welle für Nadelhebel
1
1
4
1
1
1
1
1
1
1
1
2
1
1
1
2
1
1
2
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
41
Page 42

42
Page 43

NEEDLE BAR, NEEDLE LEVER LINK, CRANK SHAFT, PULLEY, LOOPER DRIVE AND LOOPER AVOID ECCENTRIC
NADELSTANGEN, NADELHEBELGELENK, KURBELWELLE, RIEMENSCHEIBE, GREIFERANTRIEBS- UND GREIFERSEITWEGEXZENTER
Ref. No.
Pos. Nr.
1
2
3
3A
4
5
6
7
8
9
10
11
12
12A
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56*
57*
Part No.
Teil Nr.
80717
HA56
81559A
81559
BP108
22894Y
22894W
81254B
80717B
80751
89
22894W
80759A
80759
BP108
22894Y
22894W
80669A
81246
92132
80676
81294
HA58C
HA58F
HA58D
21111
22743
80655
81293
HS52B
22560
HA1286B
12964C
81086C
29066LA
80636A
G22515A
80630C
80630
80630G
80630D
80652
22587
PI18
80822A
HA66K
29442N
80636A
G22515A
AS38B
22894K
80791A
80621A
81321B
80
80674
80
A9469N
22574
Description
Needle Bar for 80700C
Needle Clamp Nut for 80700C
Needle Bar Connection, straight pin
for 80700C, marked "FK"
Needle Bar Connection, taper pin
for 80700C, marked "GD"
Hex. Head Cap Screw
Set Screw
Set Screw
Eyelet for 80700C
Needle Bar for 80700CD
Needle Holder for 80700CD
Spot Screw
Set Screw
Needle Bar Connection, straight pin
for 80700CD, marked "FJ"
Needle Bar Connection, taper pin
for 80700CD, marked "GC"
Hex. Head Cap Screw
Set Screw
Set Screw
Tension Post Ferrule for 80700CD
Tension Post for 80700CD
Shank Screw for 80700CD
Tension Disc for 80700CD
Spacer Ring for 80700CD
Spring Ferrule for 80700CD
Spring for 80700CD
Tension Ferrule for 80700CD
Collar for 80700CD
Set Screw
Pin for 80700CD
Thread Guide Collar for 80700CD
Roller Stud Assembly for 80700CD
Set Screw
Spring
Spring Ball
Roller Stud
Needle Lever Ball Link
Guide Fork
Screw
Nut, left hand thread
Needle Lever Connecting Rod
Felt wick
Nut, right hand thread
Shell
Screw
Pin for felt wick
Crank Shaft
Woodruff Key
Looper Drive Eccentric Assembly
Guide Fork
Screw
Looper Avoid Eccentric
Spot Screw, headless
Ball Bearing Assembly for crank shaft
Hub for handwheel pulley
Handwheel Pulley
Countersunk Screw
Lock Washer for hub
Countersunk Screw
Adapter
Countersunk Screw for A9469N
Beschreibung Amt. Req.
Anzahl
Nadelstange für 80700C
Nadelklemmutter für 80700C
Nadelstangenmitnehmer, zylindisch,
für 80700C, gezeichnet "FK"
Nadelstangenmitnehmer, konisch,
für 80700C, gezeichnet "GD"
Sechskantschraube
Gewindestift
Gewindestift
Fadenöse für 80700C
Nadelstange für 80700CD
Nadelhalter für 80700CD
Gewindestift
Gewindestift
Nadelstangenmitnehmer. zylindrisch,
für 80700CD, gezeichnet "FJ"
Nadelstangenmitnehmer, konisch,
für 80700CD, gezeichnet "GC"
Sechskantschraube
Gewindestift
Gewindestift
Hülse f. Spannungsbolzen 80700CD
Spannungsbolzen für 80700CD
Zapfenschraube für 80700CD
Spannungsscheibe für 80700CD
Distanzring für 80700CD
Federhülse für 80700CD
Feder für 80700CD
Spannungshülse für 80700CD
Stellring für 80700CD
Gewindestift
Stift für 80700CD
Fadenführungsrolle für 80700CD
Rollenbolzen komplett für 80700CD
Gewindestift
Feder
Federkugel
Rollenbolzen
Kugelgelenk am Nadelhebel
Führungsgabel
Schraube
Mutter, Linksgewinde
Nadelhebelverbindungsstange
Ölfilz
Mutter, Rechtsgewinde
Lagerschale
Schraube
Stift für Ölfilz
Kurbelwelle
Scheibenfeder
Exzenter für Greiferantrieb komplett
Führungsgabel
Schraube
Greiferseitwegexzenter
Gewindestift mit Spitze
Kugellager komplett für Kurbelwelle
Nabe für Handrad-Riemenscheibe
Handrad-Riemenscheibe
Senkschraube
Befestigungsscheibe für Nabe
Senkschraube
Synchronisatorstutzen
Senkschraube für A9469N
1
1
1
1
1
1
2
2
1
1
1
2
1
1
1
2
1
1
1
1
4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
3
1
1
1
3
* Extra order and charge item
* Gegen zusätzliche Bestellung und Berechnung
43
Page 44

44
Page 45

GABEL FÜR GREIFERSEITWEGEXZENTER, GREIFER, GREIFERANTRIEBSHEBEL UND GREIFERHEBEL, GREIFERFADENABZUG
LOOPER AVOID ECCENTRIC FORK, LOOPER LEVER AND ROCKER, LOOPER THREAD CAST-OFF
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
Part No.
Teil Nr.
80638A
136
96
80691
80640
80653 B
HA102A
22743
22548
80753C
97
80804RD
222D
80680
80680B
94
85
22811B
80634EC
482C
22894C
80639
WO3
AS26XA
29479
15745B
80613A
15465F
88
12987A
73X
1280
80657A
HA18A
269
80641
18
80658A
HS36K
12538
80637X
22517
GR80623
80858CX
A10415
22569
22562B
A8375
A8376
A8377A
15745B
15465F
12987A
73X
12982
80137A
Description
Rocker for looper drive lever shaft
Screw
Spot Screw, headless
Nut
Looper Drive Lever Rocker Shaft
Bracket
Thread Eyelet
Set Screw
Screw
Looper Thread Cast-off Support
Screw
Cast-off Hook
Countersunk Screw
Looper Avoid Eccentric Fork Assembly
Guide Plate
Screw
Screw
Screw
Oil Felt
Collar
Set Screw
Looper Shaft
Wick Yarn, length 0,6 m (2ft.)
(please specify length when ordering)
Looper for 80700C
Looper Rocker Assembly for 80700C
Cone Stud
Looper Rocker
Cone
Set Screw
Nut
Screw for looper
Nut for looper rocker
Ball Joint Assembly
Nut
Nut, left-hand thread
Connecting Rod
Nut, right-hand thread
Ball Joint Assembly
Washer
Nut
Looper Drive Lever
Screw
Looper Thread Take-up
Looper Thread Guide for 80700C
Looper Thread Guide for 80700CD
Screw
Screw
Looper, front for 80700CD
Looper, rear for 80700CD
Looper Drive Lever for 80700CD
Cone Stud
Cone
Nut
Screw for looper
Nut for 80700CD
Washer
Beschreibung Amt. Req.
Anzahl
Schwinghebel für Greiferantriebswelle
Schraube
Gewindestift mit Spitze
Mutter
Welle für Greiferantriebshebel
Halter
Fadenöse
Gewindestift
Schraube
Halter für Greiferfadenabzug
Schraube
Abzugshaken
Senkschraube
Gabel für Greiferseitwegexzenter komplett
Führungsplättchen
Schraube
Schraube
Schraube
Ölfilz
Stellring
Gewindestift
Greiferwelle
Dochtwolle, 0,6 m lang
(beim Bestellen bitte Länge angeben)
Greifer für 80700C
Greiferhebel komplett für 80700C
Kegelbolzen
Greiferhebel
Kegelring
Gewindestift
Mutter
Schraube für Greifer
Mutter für Greiferhebel
Kugelgelenk komplett
Mutter
Mutter, Linksgewinde
Verbindungsstange
Mutter, Rechtsgewinde
Kugelgelenk komplett
Scheibe
Mutter
Greiferantriebshebel
Schraube
Greiferfadenaufnehmer
Greiferfadenführung für 80700C
Greiferfadenführung für 80700CD
Schraube
Schraube
Greifer, vorn für 80700CD
Greifer, hinten für 80700CD
Greiferantriebshebel für 80700CD
Kegelbolzen
Kegelring
Mutter
Schraube für Greifer
Mutter für 80700CD
Scheibe
1
2
1
1
1
1
2
2
1
1
2
1
2
1
2
2
1
1
1
1
2
1
1
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
4
1
3
45
Page 46

46
Page 47

FEED MECHANISM
TRANSPORT-MECHANISMUS
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
Part No.
Teil Nr.
80634R
88
80686C
G5144
5144
69H
93A
97X
HA95
80625
80825RD
80633
89
73A
11
29099S
80651A
22587
80654
666-121
666-19
80695A
22894L
HA18A
HA20A
80696
482C
22894C
8A
80634EB
80634E
80206
22894D
Description
Feed Bar
Set Screw
Stud Bolt
Nut for 80700C
Nut for 80700CD
Washer
Screw
Screw for feed dog height adjustment
Screw for needle guard
Needle Guard for 80700C
Needle Guard for 80700CD
Feed Rocker
Set Screw
Screw for stitch regulating stud
Feed Bar Shaft
Feed Drive Eccentric Assembly
Connection
Screw
Flange Bushing
Felt Wick
Felt Wick
Eccentric
Spot Screw, headless
Nut for stitch regulating stud
Washer
Stitch Regulating Stud
Collar
Set Screw
Reed Rocker Shaft
Felt Wick
Feed Lift Eccentric Fork
Feed Lift Eccentric
Spot Screw, headless
Beschreibung Amt. Req.
Transporteurträger
Gewindestift
Stehbolzen
Mutter für 80700C
Mutter für 80700CD
Scheibe
Schraube
Schraube für Transporteur-Höheneinstellung
Schraube für Nadelanschlag
Nadelanschlag für 80700C
Nadelanschlag für 80700CD
Transportrahmen
Gewindestift
Schraube für Stichregulierungsbolzen
Welle für Transporteurträger
Transportantriebsexzenter
Verbindungslager
Schraube
Bundbuchse
Ölfilz
Ölfilz
Exzenter
Gewindestift mit Spitze
Mutter für Stichstellerbolzen
Scheibe
Stichstellerbolzen
Stellring
Gewindestift
Welle für Transportrahmen
Ölfilz
Gabel Für Transporthubexzenter
Transporthubexzenter
Gewindestift mit Spitze
Anzahl
1
2
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
2
1
1
1
1
1
1
1
1
2
2
1
1
1
1
1
47
Page 48

48
Page 49

UPPER FEED DRIVE MECHANISM
OBERTRANSPORT-ANTRIEBSMECHANISMUS
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
Part No.
Teil Nr.
80722
80791
BP108
52951C
57847
80755
HS36K
18
80734
21212
81235
80735C
51242L
20
2165D0.5
51147
95
80790A
22884
80786
21712A
21711A
29066Z
80630C
80745A
80630D
80740B
666-19
PI18
80745
22587
80740A
22894C
22894L
Description
Drive Shaft
Drive Lever
Hex. Head Cap Screw
Washer
Collar for 80700CD3, CD4
Connecting Link Assembly
Washer
Nut
Feed Lever
Ring
Stud for 80700C3, C4
Stud for 80700CD3, CD4
Washer as required
Washer
Washer
Collar
Set Screw
Rock Lever
Screw
Stud
Washer
Nut
Ball Joint Assembly
Nut, left hand thread
Connecting Rod
Nut, right hand thread
Drive Eccentric Assembly
Felt Wick
Pin
Shell
Screw
Eccentric
Set Screw
Spot Screw, headless
Beschreibung Amt. Req.
Antriebswelle
Antriebshebel
Sechskantschraube
Scheibe
Stellring für 80700CD3, CD4
Verbindungsgelenk komplett
Scheibe
Mutter
Transporteurhebel
Ring
Bolzen für 80700C3, C4
Bolzen für 80700CD3, CD4
Scheibe nach Bedarf
Scheibe
Scheibe
Stellring
Gewindestift
Kulissenhebel
Schraube
Bolzen
Scheibe
Mutter
Kugelgelenk komplett
Mutter, Linksgewinde
Verbindungsstange
Mutter, Rechtsgewinde
Antriebsexzenter komplett
Ölfilz
Stift
Lagerschale
Schraube
Exzenter
Gewindestift
Gewindestift mit Spitze
Anzahl
1
1
1
1
1
1
1
2
1
1
1
1
1 - 4
1
1
1
2
1
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
49
Page 50

50
Page 51

PRESSER BAR, PRESSER BAR SPRINGS AND PRESSER FOOT LIFTER LEVER
DRÜCKERFUSS-STANGEN, FEDERN FÜR DRÜCKERFUSS-STANGEN UND DRÜCKERFUSS-LIFTERHEBEL
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
11A
12
13
14
15
16
Part No.
Teil Nr.
80648
420
80649
80631
94
81566A
99376A
80666D
22894C
80663
80664
80664
80767A
80766
80661B
80760A
80743
Description Beschreibung Amt. Req.
Lifter Lever
Shoulder Screw for lifter lever
Spring
Guide Plate
Screw
Collar
Screw
Collar
Set Screw
Leaf Spring, upper
Leaf Spring, lower for 80700C3, C4
Leaf Spring, lower for 80700CD3, CD4
Shank Screw
Spring Rest
Presser Bar, right
Presser Bar, left for 80700C3, C4
Presser Bar, left for 80700CD3, CD4
Lifterhebel
Ansatzschraube für Lifterhebel
Feder
Führungsplättchen
Schraube
Stellring
Schraube
Stellring
Gewindestift
Blattfeder, oben
Blattfeder, unten für 80700C3, C4
Blattfeder, unten für 80700CD3, CD4
Schaftschraube
Federunterlage
Drückerfußstange, rechts
Drückerfußstange, links für 80700C3, C4
Drückerfußstange, links für 80700CD3, CD4
Anzahl
1
1
1
2
4
2
1
1
2
1
1
2
1
1
1
1
1
51
Page 52

52
Page 53

80700CD4, C4
ELECTRO-PNEUMATIC PARTS KIT FOR UPPER FEED PRESSURE AND LIFTER FOR 80700 WITH ELECTRONIC DRIVE
ELEKTROPNEUMATIK-TEILESATZ FÜR OBERTRANSPORTDRUCK UND -LIFTUNG FÜR 80700 MIT ELEKTRONIK-ANTRIEB
Ref. No.
Pos. Nr.
1-33
1-22,
24-34
1
2
3*
4
5
6
7
8
9
10
10A
11
12
13
14
15
16
17
18
19
20
21
22
22A**
22B**
23
24
25
26
27
28
29
30
31
32*
33
33A**
Part No.
Teil Nr.
A10455-807E
A10455H
671A1
999-411G1/8-4
1314003
21233FB
671G22
999-194Q
GR-999-411M5-4
95291
671G23
671C25
22894C
80783
99373G
HA20B
671-168
999-430-4-4
99590J
95111
90561K
GR-999-174D
GR-998-429B
999-292
995-735Q
90233CX
995-852F
GR-99683M
999-179
999-254N
999-254D
999-210A
99683C
90561K
999-411G1/8-6
1314001
999-460M5-4
995-735QH
995-852FH
Description Beschreibung Amt. Req.
Anzahl
Electro-Pneumatic Parts Kit for upper
feed pressure and lifter for 80700CD4
Electro-Pneumatic Parts Kit for upper
feed pressure, lifter and (hot) thread
chain cutter for 80700
Air Cylinder with nut
Corner Connection
PA-Tube 4 x 0.65, length 3 m
Nut
Cylinder Rod End
Air Cylinder with nut
Coupling
Nut
Cylinder Rod End
Connection
Screw
Bracket
Screw
Washer
Speed Regulating Valve
Coupling
Bracket
Screw
Wood Screw
4 Way Solenoid Valve 24 V DC
Coupler Plug
Coupling
Cable with plug, 37 pins, for
997A735, not shown
Cable with plug, 6 pins, for 997A730
Cable with plug, 37 pins, for
997A852, not shown
Filter Regulator Assembly
Filter Regulator
O-Ring
Filter Glass with condence drain
Barbed Fitting
Holder
Wood Screw
Coupling
PA-Tube 6 x 1, length 1.5 m
Speed Regulating Coupling
Cable with plug, 37 pins, for 997A735,
not shown
Cable with plug, 37 pins, for
997A852, not shown
Elektropneumatik-Teilesatz für Obertransportdruck und -liftung für 80700CD4
Elektropneumatik-Teilesatz für Obertransportdruck, -liftung und Fadenketten(Heiß) Abschneider für 80700
Luftzylinder mit Mutter
Winkeleinschraubanschluß
PA-Schlauch 4 x 0,65, Länge 3 m
6Kt Mutter
Druckstück
Luftzylinder mit Mutter
Winkeleinschraubanschluß
6Kt Mutter
Druckstück
Mitnehmer
Gewindestift
Halter für Zylinder
6Kt Schraube
Scheibe
Drosselrückschlagventil
Y-Steckanschluß
Platte für Magnetventil
Senkschraube
Holzschraube
4/2 Wege-Magnetventil 24 V DC
Gerätedose
Steckkupplung
Steuerltg. mit Stecker, 37 Stifte,
für 997A735, nicht abgebildet
Steuerltg. mit Stecker, 6 Stifte, für 997A730
Steuerltg. mit Stecker, 37 Stifte, für
997A852, nicht abgebilder
Filterdruckminderer, komplett
Filterdruckminderer
O-Ring
Filterglas mit Ablaßventil
Stecknippel
Halter
Holzschraube
Winkeleinschraubanschluß
PA-Schlauch 6 x 1, Länge 1,5 m
Drosselrückschlag-Verschraubung
Steuerleitung mit Stecker, 37 Stifte, für
997A735, nicht abgebildet
Steuerleitung mit Stecker, 37 Stifte, für
997A852, nicht abgebildet
1
1
1
1
1
1
1
1
1
1
1
1
2
1
3
3
1
1
1
2
2
1
1
2
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
* Please indicate part No., description and required
length when ordering.
** Extra order and charge item
53
* Geben Sie beim Bestellen bitte Teil-Nr., Beschrei-
bung und die benötigte Länge an.
** Gegen zusätzliche Bestellung und Berechnung
Page 54

10a
54
Page 55

THREAD CHAIN CUTTER KNIVES AND CHAIN CUTTER DRIVE FOR 80700 C3, C4
FADENKETTEN-ABSCHNEIDMESSER UND KETTEN-ABSCHNEIDMESSERANTRIEB FÜR 80700 C3, C4
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
10a
11
12
13
Part No.
Teil Nr.
80671
22852G
98
460
88
110-4
80677
459
80675
88D
8372A
29132S
18
80670
Description Beschreibung Amt. Req.
Knife Bar
Screw for upper knife
Screw
Collar
Set Screw
Spring
Upper Knife
Shaft for chain cutter knife
Lower Knife
Screw for lower knife
Washer
Connection Ass. for chain cutter drive
Nut
Fiber Plate
Messerantriebshebel
Schraube für Obermesser
Schraube
Stellring
Gewindestift
Feder
Obermesser
Achse für Kettenabschneidmesser
Untermesser
Schraube für Untermesser
Scheibe
Verbindungslager für Messerantrieb komplett
Mutter
Fiberplättchen
Anzahl
1
1
1
1
1
1
1
1
1
1
1
1
1
1
55
Page 56

56
Page 57

SEWING PARTS, STYLE 80700C3, C4
NÄHTEILE, MASCHINE 80700C3, C4
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
15A
16
16A
17
18
19
20
Part No.
Teil Nr.
80720C
80730E
22570
HA65E
907
22525C
80730F
80730D
80620H
80730B
80730C
99293
95955
81226AF
136A
99286A
80724C
80724E
80
G80605E
81203
22548
Description Beschreibung Amt. Req.
Presser Foot with filler cord guide
opening dia. 5 mm
Presser Foot Shank
Screw
Shoulder Screw
Nut
Countersunk Screw
Spring
Chaining Section
Sleeve
Presser Foot Bottom
Filler Cord Guide
Screw
Washer
Upper Feed Dog for 80700C3, C4
Screw for 80700C3, C4
Screw for 80700C3, C4
Throat Plate with filler cord guide
opening dia. 5 mm and guiding tube
for 80700C3, C4
Throat Plate with filler cord guide
opening dia 5 mm but without guiding
tube for 80700C3, C4
Countersunk Screw
Feed Dog for 80700C3, C4
Edge Guide
Screw
Drückerfuß mit Dichtungskordel-Führungsöffnung
Durchmesser 5 mm
Drückerfußnabe
Schraube
Ansatzschraube
Mutter
Senkschraube
Feder
Kettelstück
Spannhülse
Drückerfußsohle
Dichtkordelführung
Schraube
Scheibe
Obertransporteur für 80700C3, C4
Schraube for 80700C3, C4
Schraube for 80700C3, C4
Stichplatte mit Dichtungskordel-Führungsöffnung
Durchmesser 5 mm und Führungsrohr
für 80700C3, C4
Stichplatte mit Dichtungskordel-Führungsöffnung
Durchmesser 5 mm jedoch ohne Führungsrohr
für 80700C3, C4
Senkschraube
Transporteur für 80700C3, C4
Stoff-Führung
Schraube
Anzahl
1
1
2
1
1
1
1
1
1
1
1
2
2
1
2
2
1
1
3
1
1
2
57
Page 58

58
Page 59

SEWING PARTS, STYLE 80700CD3 / CD4
NÄHTEILE, MASCHINE 80700CD3 / CD4
Ref. No.
Pos. Nr.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Part No.
Teil Nr.
80720DA
80730HA
22894C
80732B
22560A
12934A
80796A
91
80730N
80730M
80730K
96502
80730J
96502
80620H
80730GA
22856C
80726
22868G
80724D
80
80705
80703
22548
Description Beschreibung Amt. Req.
Presser Foot with filler cord guide
opening dia. 6 mm
Presser Foot Shank
Screw
Spring
Screw
Nut
Finger Guard
Screw
Presser Foot Spring
Presser Foot Spring
Presser Foot Yielding Section
Parallel Pin
Presser Foot Yielding Section
Parallel Pin
Sleeve
Presser Foot Bottom
Parallel Pin
Upper Feed Dog
Screw
Throat Plate with filler cord guide
opening dia 5 mm
Countersunk Screw
Feed Dog
Edge Guide
Screw
Drückerfuß mit Dichtungskordel-Führungsöffnung Durchmesser 6 mm
Drückerfußnabe
Gewindestift
Drückerfußfeder
Gewindestift
Sechskantmutter
Fingerschutz
Zylinderschraube
Drückerfußfeder
Drückerfußfeder
Drückerfuß Kettelstück links
Zylinderstift
Drückerfuß Kettelstück rechts
Zylinderstift
Spannhülse
Drückerfußsohle
Zylinderstift
Obertransporteur
Schraube
Stichplatte mit Dichtungskordel-Führungsöffnung Durchmesser 5 mm
Senkschraube
Transporteur
Stoff-Führung
Schraube
Anzahl
1
1
3
1
2
2
1
1
2
2
1
1
1
1
2
1
1
1
2
1
3
1
1
2
* Extra order and charge item
* Gegen zusätzliche Bestellung und Berechnung
59
Page 60

60
Page 61

ACCESSORIES
ZUBEHÖR
Ref. No.
Pos. Nr.
1
1A
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
21A
22
Part No.
Teil Nr.
93065B3
93065B5
93065BCB
93065BCA
93065BM
99265
93065BE
93065BG
93065BJ
93065BL
93065BD
G41041B
531
90805K
95068A
96201
93065BA
95003
95141A
96902
95250
99681J
99681JA
90562D
Description Beschreibung Amt. Req.
Thread Stand, 3 Cones
Thread Stand, 5 Cones
Thread Stand Rod
Thread Stand Rod
Coupling
Set Screw
Thread Guide
Clamp Washer for 16 mm
Clamp Washer for 12 mm
Washer
Spool Pin
Collar
Set Screw
Spool Seat Disc
Hex. Head Cap Screw
Locking Ring
Base
Hex. Head Cap Screw
Countersunk Screw
Washer
Hex. Nut
Belt Guard for handwheel
Belt Guard for handwheel with
snychronizer
Countersunk Wood Screw
Fadenständer, 3-teilig
Fadenständer, 5-teilig
Fadenträgerstange
Fadenträgerstange
Muffe
Gewindestift
Fadenführung
Spannscheibe für 16 mm
Spannscheibe für 12 mm
Scheibe
Spulenstift
Stellring
Gewindestift
Fadenteller
Sechskantschraube
Federring
Fuß
Sechskantschraube
Senkschraube
Scheibe
Sechskantmutter
Riemenschutz für Handrad
Riemenschutz für Handrad mit
Synchronisator
Senkholzschraube
Anzahl
1
1
1
1
1
1
3/5
6/10
6/10
6/10
3/5
3/5
6/10
3/5
6/10
6/10
1
2
3
3
3
1
1
1
61
Page 62

62
Page 63

ACCESSORIES
ZUBEHÖR
Ref. No.
Pos. Nr.
1
1A
1B
1C
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
33A
34
35
36
37
38
39
40
41
42
43
44
45
46
Part No.
Teil Nr.
93065D2
93065D3
93065D4
93065D5
93065DA
93065DC2
93065DC3
95067
96203
93065DH
93065DB
93065DD
93065DE
95141A
93065DJ
96902
95250
90709K6
95407
93065DG
93065DF
90709K5
93065DTK
A10287T
A10287G
1021U
95252
95005
96203
93065DT
90805K
95407
A10287F
96658
HA69B
99681J
99681JA
90562D
80463A
96203
21393M
666-166
116
116A
21388R
WR56
TT16
21202
21204
G43294B
Description Beschreibung Amt. Req.
Thread Stand, 2 Cones
Thread Stand, 3 Cones
Thread Stand, 4 Cones
Thread Stand, 5 Cones
Thread Stand Base
Cone Support
Cone Support
Screw
Locking Ring
Sleeve
Cone
Thread Guide Rod
Spool Seat Disc
Screw
Clamp Plate
Washer
Nut
Cap
Screw
Pad
Pad
Cap
Thread Stand, 1 cone, bottom
Extension
Rod for thread support
Washer
Nut
Screw
Retaining Ring
Spool Set
Spool Seat Disc
Screw
Extension Rod
Roll Pin
Thread Guide Rod
Belt Guard for handwheel
Belt Guard for handwheel
with synchronizer
Countersunk Wood Screw
Machine Fastening Screw
Locking Ring
Clamp Spring
Oil Drain Reservoir
Wrench, size 9/32" (7.2 mm)
Wrench, size 7/32" (5.5 mm)
Wrench, size 3/8" and 1/2"
(9.5 and 12.7 mm)
Socket Head Wrench,
size 1/8" (3.2 mm)
Tweezers
Screwdriver
Screwdriver
Oil Can
Fadenständer, 2-teilig
Fadenständer, 3-teilig
Fadenständer, 4-teilig
Fadenständer, 5-teilig
Fadenständerfuß
Fadenträger
Fadenträger
Sechskantschraube
Federring
Distanzhülse
Kegel
Fadenführungsrohr
Fadenteller
Senkschraube
Gewindeplatte
Scheibe
Sechskantmutter
Fußkappe
Zylinderschraube
Scheibe
Dämpfungsscheibe
Fußkappe
Fadenständer, 1-teilig, unten
Verlängerung
Stange für Fadenteller
Scheibe
Mutter
Sechskantschraube
Sicherungsscheibe
Fadenträger
Fadenteller
Zylinderschraube
Verlängerungsstange
Spannstift
Fadenstange
Riemenschutz für Handrad
Riemenschutz für Handrad mit
Synchronisator
Senkholzschraube
Maschinenbefestigungsschraube
Federring
Klemmfeder
Oelbehälter
Gabelschlüssel, SW 7,2 mm
Gabelschlüssel, SW 5,5 mm
Gabelschlüssel, SW 9,5 und 12,7 mm
Sechskantstiftschlüssel, SW 3,2 mm
Pinzette
Schraubendreher
Schraubendreher
Oelboy
1
1
1
1
1
-
-
1
1
1
1
1
-
-
2
3
2
3
2
3
4
4
1
1
4
4
4
4
2
2
2
3
2
3
2
3
1
1
1
1
1
2
2
1
1
1
1
2
1
1
1
1
1
1
3
3
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
4
4
4
4
1
4
4
4
4
4
4
-
Anzahl
1
1
1
1
1
1
1
5
5
5
4
1
4
4
4
5
5
5
-
63
Page 64

NUMERICAL INDEX OF PARTS
NUMMERISCHES TEILEVERZEICHNIS
Part No.
Teil Nr.
Page
Seite
1021U ... 63
107 ... 37, 39
108 ... 37, 39
11 ... 47
110-2 ... 37, 39
110-4 ... 55
116 ... 63
116A ... 63
12538 ... 45
1280 ... 45
12934A ... 59
12964C ... 37, 39, 43
12982 ... 45
12987A ... 45
1314001 ... 53
1314003 ... 53
136 ... 45
136A ... 57
15430L ... 33
15465F ... 45
15745B ... 45
18 ... 45, 49, 55
20 ... 49
21111 ... 43
21202 ... 63
21204 ... 63
21212 ... 49
21233FB ... 53
21388R ... 63
21393M ... 63
2165D0.5 ... 49
21711A ... 49
21712A ... 49
222D ... 45
22517 ... 45
22525C ... 57
22528 ... 35
22539 ... 33
22548 ... 45, 57, 59
22560 ... 37, 39, 43
22560A ... 59
22560B ... 37, 39
22562B ... 45
22569 ... 45
22570 ... 57
22574 ... 35, 43
22587 ... 43, 47, 49
22596D ... 33
22707 ... 41
Part No.
Teil Nr.
Page
Seite
22743 ... 39, 43, 45
22811B ... 45
22852G ... 55
22856C ... 59
22870 ... 41
22884 ... 49
22891 ... 33
22894AD ... 37, 39, 41
22894C ... 41, 45, 47, 49, 51, 59
22894D ... 47
22894H ... 41
22894J ... 33, 41
22894K ... 33, 43
22894L ... 47, 49
22894W ... 43
22894Y ... 41, 43
258 ... 41
25S ... 35
269 ... 45
28C ... 37, 39
29066LA ... 43
29066Z ... 49
29099S ... 47
29132S ... 55
29442N ... 43
29479 ... 45
35733B ... 35
420 ... 51
459 ... 55
460 ... 55
482C ... 45, 47
51134V ... 41
51134Y ... 41
51147 ... 49
51242L ... 49
5144 ... 47
52951C ... 49
531 ... 61
57847 ... 49
64Y ... 35
666-121 ... 47
666-166 ... 63
666-19 ... 47, 49
666-260 ... 41
666-79 ... 33
671-168 ... 53
671A1 ... 53
671C25 ... 53
671G22 ... 53
671G23 ... 53
69H ... 47
Part No.
Teil Nr.
73A ... 47
73X ... 45
79 ... 41
80 ... 43, 57, 59
80137A ... 45
80206 ... 47
80250A ... 39
80250C ... 39
80250D ... 39
80293A ... 33
80438 ... 35
80440 ... 35
80463A ... 63
80613A ... 45
80620H ... 57, 59
80621A ... 43
80625 ... 47
80630 ... 43
80630C ... 43, 49
80630D ... 43, 49
80630G ... 43
80631 ... 51
80633 ... 47
80634E ... 47
80634EB ... 47
80634EC ... 45
80634R ... 47
80636A ... 43
80637X ... 45
80638A ... 45
80639 ... 45
80639EA ... 33
80639FA ... 33
80640 ... 45
80640EA ... 33
80641 ... 45
80643 ... 41
80644 ... 33
80648 ... 51
80649 ... 51
80651A ... 47
80652 ... 43
80653 B ... 45
80654 ... 47
80655 ... 43
80655A ... 39
80657A ... 45
80658A ... 45
80661B ... 51
80663 ... 51
80664 ... 51
64
Page
Seite
Part No.
Teil Nr.
80665D ... 37
80666D ... 51
80667 ... 37, 39
80668 ... 37
80668A ... 39
80669A ... 43
80670 ... 55
80671 ... 55
80673CB ... 37, 39
80674 ... 43
80675 ... 55
80676 ... 43
80676A ... 37, 39
80677 ... 55
80680 ... 45
80680B ... 45
80683 ... 35
80686C ... 47
80689C ... 33
80689D ... 33
80691 ... 45
80692DA ... 33
80692EA ... 33
80694DA ... 33
80694DC ... 33
80695A ... 47
80696 ... 47
80701A ... 35
80701B ... 35
80701C ... 35
80701CB ... 35
80703 ... 59
80705 ... 59
80715 ... 41
80715A ... 41
80717 ... 43
80717B ... 43
80720C ... 57
80720DA ... 59
80722 ... 49
80724C ... 57
80724E ... 57
80726 ... 59
80730B ... 57
80730C ... 57
80730D ... 57
80730E ... 57
80730F ... 57
80730GA ... 59
80730HA ... 59
80730J ... 59
Page
Seite
Page 65

NUMERICAL INDEX OF PARTS
NUMMERISCHES TEILEVERZEICHNIS
Part No.
Teil Nr.
80730K ... 59
80730M ... 59
80730N ... 59
80732 ... 41
80732A ... 41
80732B ... 59
80734 ... 49
80735C ... 49
80740A ... 49
80740B ... 49
80743 ... 51
80745 ... 49
80745A ... 49
80751 ... 43
80753C ... 45
80755 ... 49
80759 ... 43
80759A ... 43
80760A ... 51
80766 ... 51
80767A ... 51
80768 ... 41
80769 ... 41
80770 ... 41
80770A ... 41
80771 ... 41
80771A ... 41
80772 ... 41
80774 ... 41
80776 ... 41
80782 ... 35
80783 ... 53
80786 ... 49
80790A ... 49
80791 ... 49
80791A ... 33, 43
80791B ... 33
80796A ... 59
80804RD ... 45
80822A ... 43
80825RD ... 47
80846 ... 33
80858BX1 ... 37
80858BX2 ... 37
80858CX ... 45
80862 ... 33
80885C ... 33
80888 ... 35
81086 ... 39
81086C ... 43
81086G ... 37
Page
Seite
Part No.
Teil Nr.
Page
Seite
81203 ... 57
81226AF ... 57
81235 ... 49
81239 ... 35
81246 ... 43
81254A ... 39
81254B ... 43
81256A ... 37, 39
81256B ... 39
81283 ... 39
81292A ... 39
81293 ... 43
81294 ... 43
81321B ... 43
81365 ... 39
81365A ... 39
81373A ... 33
81386 ... 39
81386A ... 39
81387 ... 35
81559 ... 43
81559A ... 43
81566A ... 51
85 ... 45
8372A......55
8564 ... 35
88 ... 33, 37, 39, 45, 47, 55
88D ... 55
89 ... 33, 35, 43, 47
8A ... 47
90233CX ... 53
90561K ... 53
90562D ... 61, 63
907 ... 41, 57
90709K5 ... 63
90709K6 ... 63
90805K ... 61, 63
91 ... 59
92121 ... 35
92132 ... 43
93065B3 ... 61
93065B5 ... 61
93065BA ... 61
93065BCA ... 61
93065BCB ... 61
93065BD ... 61
93065BE ... 61
93065BG ... 61
93065BJ ... 61
93065BL ... 61
93065BM ... 61
Part No.
Teil Nr.
93065D2 ... 63
93065D3 ... 63
93065D4 ... 63
93065D5 ... 63
93065DA ... 63
93065DB ... 63
93065DC2 ... 63
93065DC3 ... 63
93065DD ... 63
93065DE ... 63
93065DF ... 63
93065DG ... 63
93065DH ... 63
93065DJ ... 63
93065DT ... 63
93065DTK ... 63
93A ... 47
94 ... 45, 51
95 ... 49
95003 ... 61
95005 ... 63
95067 ... 63
95068A ... 61
95111 ... 53
95141A ... 61, 63
95250 ... 61, 63
95252 ... 63
95291 ... 53
95407 ... 63
95861 ... 33
95955 ... 57
96 ... 45
96201 ... 61
96203 ... 63
96502 ... 59
96653 ... 41
96658 ... 63
96902 ... 61, 63
97 ... 45
97X ... 47
98 ... 55
99265 ... 61
99286A ... 57, 59
99293 ... 57
99373G ... 53
99376A ... 51
995-735Q ... 53
995-735QH ... 53
995-852F ... 53
995-852FH ... 53
99590J ... 53
65
Page
Seite
Part No.
Teil Nr.
Page
Seite
99681J ... 61, 63
99681JA ... 61, 63
99683C ... 53
999-106D ... 33
999-179 ... 53
999-194Q ... 53
999-210A ... 53
999-216E ... 35
999-254D ... 53
999-254N ... 53
999-292 ... 53
999-411G1/8-4 ... 53
999-411G1/8-6 ... 53
999-430-4-4 ... 53
999-460M5-4 ... 53
A10287F ... 63
A10287G ... 63
A10287T ... 63
A10405 ... 35
A10415 ... 45
A10455-807E ... 53
A10455H ... 53
A10458-2 ... 59
A8375 ... 45
A8376 ... 45
A8377A ... 45
A9453A ... 35
A9469N ... 43
AS126 ... 35
AS135 ... 37, 39
AS26XA ... 45
AS38B ... 43
BP108 ... 41, 43, 49
G22515A ... 43
G41041B ... 61
G41046G ... 33
G43294B ... 63
G5144 ... 47
G80605E ... 57
GR80623 ... 45
GR-999-411M5-4 ... 53
GR-999-174D ... 53
GR-998-429B ... 53
GR-99683M ... 53
Page 66

NUMERICAL INDEX OF PARTS
NUMMERISCHES TEILEVERZEICHNIS
Part No.
Teil Nr.
Page
Seite
HA102A ... 45
HA103B ... 37
HA1286B ... 37, 39, 43
HA1348 ... 39
HA1349 ... 37, 39
HA18A ... 45, 47
HA20A ... 47
HA20B ... 53
HA54A ... 41
HA54B ... 41
HA56 ... 43
HA58C ... 43
HA58D ... 43
HA58F ... 43
HA65E ... 57
HA66K ... 43
HA69B ... 63
HA81 ... 33
HA95 ... 33, 47
HS106 ... 37, 39
HS110A ... 37, 39
HS36K ... 45, 49
HS52B ... 43
HS53B ... 37
Part No.
Teil Nr.
Page
Seite
Part No.
Teil Nr.
Page
Seite
Part No.
Teil Nr.
Page
Seite
J1614 ... 35
PI18 ... 43, 49
TT16 ... 63
WO3 ... 33, 45
WR56 ... 63
66
Page 67

NOTES
NOTIZEN
67
Page 68

 Loading...
Loading...