

Page 1

ADJUSTING INSTRUCTIONS / ILLUSTRATED PARTS LIST
REV.08/31/98
63900 STREAMLINED
HIGH SPEED NEEDLE FEED
TOP AND BOTTOM ROLLER FEED
LOCKSTITCH MACHINES
MANUAL NO. PT9636
STYLES
63900AM
63900AML
63900AT
63900AW
63900AAE
Page 2

CONTENTS
•PREFACE............................................................................................................................................................... 4
•SAFETY RULES ........................................................................................................................................................ 5
•IDENTIFICATION OF MACHINES........................................................................................................................... 6
•CLASS DESCRIPTION ........................................................................................................................................... 6
•STYLE OF MACHINES ............................................................................................................................................ 6
•ILLUSTRATIONS ...................................................................................................................................................... 6
•ILLUSTRATIONS (CONT.) ....................................................................................................................................... 7
•IDENTIFYING PARTS .............................................................................................................................................. 7
•NEEDLES ................................................................................................................................................................ 7
•TABLEBOARD........................................................................................................................................................ 8
•BOBBIN WINDER................................................................................................................................................... 8
•BELTS ..................................................................................................................................................................... 8
•LUBRICATION........................................................................................................................................................ 9
•RECOMMENDED OIL ........................................................................................................................................... 9
•OIL GAUGE .......................................................................................................................................................... 9
•SELF-PRIMING HEAD OIL SIPHON ...................................................................................................................... 10
•INSTALLING AND MAINTENANCE OF OIL SIPHON............................................................................................ 10
•THREAD............................................................................................................................................................... 11
•REMOVING THE BOBBIN CASE .......................................................................................................................... 11
•WINDING THE BOBBIN ....................................................................................................................................... 11
•THREADING THE BOBBIN CASE.......................................................................................................................... 11
•THREADING THE BOBBIN CASE (CONT.) ........................................................................................................... 12
•REPLACING THE BOBBIN CASE.......................................................................................................................... 12
•INSERTING THE NEEDLE ...................................................................................................................................... 12
•THREADING THE NEEDLE .................................................................................................................................... 12
•PREPARATION FOR SEWING .............................................................................................................................. 12
•TENSIONS ............................................................................................................................................................ 12
•BOBBIN THREAD TENSION .................................................................................................................................. 12
•BOBBIN THREAD TENSION (CONT.) ................................................................................................................... 13
•NEEDLE THREAD TENSION .................................................................................................................................. 13
•CHANGING THE STITCH LENGTH ....................................................................................................................... 13
•TIMING THE NEEDLE FEED WITH THE CONTINUOUS TURNING ROLLER FEED.................................................... 14
•PRESSURE ON MATERIAL .................................................................................................................................... 14
•SETTING THE NEEDLE BAR TO HEIGHT ................................................................................................................ 14
Page 3

CONTENTS (CONT.)
•TIMING THE HOOK ............................................................................................................................................. 15
•NEEDLE GUARD INSTRUCTIONS ......................................................................................................................... 15
•NEEDLE GUARD INSTRUCTIONS (CONT.) .......................................................................................................... 16
•HOOK LUBRICATION.......................................................................................................................................... 16
•PRESSER BAR GUIDE ........................................................................................................................................... 16
•PRESER BAR CONNECTION ............................................................................................................................... 16
•TENSION ASSEMBLY ADJUSTMENT ..................................................................................................................... 17
•TENSION RELEASE ............................................................................................................................................... 17
•THREAD CONTROL............................................................................................................................................. 17
•THREAD CONTROL (CONT.) .............................................................................................................................. 18
•BOTTOM COVER ................................................................................................................................................ 18
•HOOK SHAFT ...................................................................................................................................................... 18
•HOOK SHAFT (CONT.)........................................................................................................................................ 19
•REMOVAL OF OILING DEVICE .......................................................................................................................... 19
•REASSEMBLY OF OILING DEVICE ...................................................................................................................... 20
•REASSEMBLY OF OILING DEVICE (CONT.)........................................................................................................ 21
•UPPER MAIN SHAFT ............................................................................................................................................ 21
•UPPER MAIN SHAFT (CONT.) ............................................................................................................................. 22
•HANDWHEEL ...................................................................................................................................................... 22
•HANDWHEEL (CONT.)........................................................................................................................................ 23
•ATTACHMENTS ................................................................................................................................................... 23
•NEEDLE HOLE INSERT.......................................................................................................................................... 23
•MAINFRAME, BUSHING, OIL GAUGE HEAD OIL SIPHON AND MISCELLANEOUS OILING PARTS.................... 25
•MAINFRAME, BUSHING, OIL GAUGE HEAD OIL SIPHON AND MISCELLANEOUS OILING PARTS (CONT.) ..... 27
•MAIN FRAME MISCELLANEOUS COVERS AND NEEDLE TENSION PARTS ......................................................... 29
•MAIN FRAME MISCELLANEOUS COVERS AND NEEDLE TENSION PARTS (CONT.) .......................................... 31
•MAIN AND HOOK DRIVE SHAFTS, NEEDLE BAR AND FOOT LIFTER MECHANISM............................................ 33
•NEEDLE FEED DRIVING PARTS............................................................................................................................ 35
•PRESSER FEET, PRESSER BAR, TOP FEED ROLLER MECHANISM AND ATTACHMENTS....................................... 37
•PRESSER FEET, PRESSER BAR, TOP FEED ROLLER MECHANISM AND ATTACHMENTS....................................... 39
•ROTATING HOOK ASSEMBLY AND HOOK OILING PARTS ................................................................................ 41
•FEED ROLLER DRIVING PARTS............................................................................................................................ 43
•FEED ROLLER DRIVING PARTS (CONT.) ............................................................................................................. 45
•BOBBIN WINDER AND MISCELLANEOUS ACCESSORIES .................................................................................. 47
•NUMERICAL INDEX OF PARTS............................................................................................................................ 48
•NUMERICAL INDEX OF PARTS............................................................................................................................ 49
•NOTES ................................................................................................................................................................. 50
•NOTES ................................................................................................................................................................. 51
Page 4
Manual No. PT9636 Illustrated Parts List for 63900 Series Machines
First Edition Copyright 1997
By
Union Special Corporation Rights Reserved In All Countries
Printed in U.S.A. October 1997
PREFACE
This parts manual has been prepared to assist you in locating individual parts or assemblies on 63900 Series
machines.
It is the desire of Union Special that each machine run at its optimum performance. Parts listed in this manual
are designed specifically for your machine and are manufactured with utmost precision to assure long
lasting service.
This manual has been comprised on the basis of available information. Changes in design and/or
improvements may incorporate a slight modification of configuration in illustrations or part numbers.
On the following pages are illustrations and terminology used in describing the parts used on 63900 Series
machines.
4
Page 5
SAFETY RULES
1. Before putting the machines described in this manual into service, carefully read the instructions. The
starting of each machine is only permitted after taking notice of the instructions and by qualified
operators.
IMPORTANT! Before putting the machine into service, also read the safety rules and instructions from the
motor supplier.
2. Observe the national safety rules valid for your country.
3. The sewing machines described in this instruction manual are prohibited from being put into service until
it has been ascertained that the sewing units which these sewing machines will be built into, have
conformed with the EC Council Directives (89/392/EEC, Annex II B).
Each machine is only allowed to be used as foreseen. The foreseen use of the particular machine is
described in paragraph “STYLES OF MACHINES” of this instruction manual. Another use, going beyond
the description, is not as foreseen.
4. All safety devices must be in position when the machine is ready for work or in operation. Operation of
the machine without the appertaining safety devices is prohibited.
5. Wear safety glasses.
6. In case of machine conversions and changes all valid safety rules must be considered. Conversions and
changes are made at your own risk.
7. The warning hints in the instructions are marked with one of these two symbols:
8. When doing the following the machine has to be disconnected from the power supply by turning off the
main switch or by pulling out the main plug:
8.1 When threading needle(s), looper, spreader etc.
8.2 When replacing any parts such as needle(s), presser foot, throat plate, looper, spreader, feed
dog, needle guard, folder, fabric guide etc.
8.3 When leaving the workplace and when the workplace is unattended.
8.4 When doing maintenance work.
8.5 When using clutch motors without actuation lock, wait until the motor is stopped totally.
9. Maintenance, repair and conversion work (see item 8) must be done only by trained technicians or
special skilled personnel under consideration of the instructions.
10. Any work on the electrical equipment must be done by an electrician or under direction and supervision
of special skilled personnel.
11. Work on parts and equipment under electrical power is not permitted. Permissible exceptions are
described in the applicable sections of standard sheet DIN VDE 0105.
12. Before doing maintenance and repair work on the pneumatic equipment, the machine has to be
disconnected from the compressed air supply. In case of existing residual air pressure, after disconnecting from compressed air supply (i.e. pneumatic equipment with air tank), the pressure has to be
removed by bleeding.
5
Page 6

IDENTIFICATION OF MACHINES
Each UNION SPECIAL machine is identified by a style number, which is stamped into the style plate affixed
to the middle of the machine under the tension assembly. The serial number is stamped into the serial
number plate affixed to the right rear base of the machine.
CLASS DESCRIPTION
High speed streamlined long arm needle feed lockstitch machines. one needle, light, medium and heavy
duty, continuous running roller feed, rotary hook, horizontal hook shaft, gears for changing stitch length, slot
segment for adjusting needle feed, 1 1/4 inch needle bar travel, one reservoir enclosed automatic
lubrication system, head oil siphon, adjustable hook oil control, needle bearing for take-up lever and needle
bar driving link, needle feed timing on upper shaft, maximum work space to right of needle bar 8 inches.
STYLE OF MACHINES
63900AM For making 3/8 on 1/2 inch turned down hem on legs of overalls, coveralls, and dungarees.
Seam Specification 301-EFb-1 inverted, Specify size of hem. Maximum recommended speed
5200 R.P.M.
63900AML Same as 63900AM except includes a hook with 52% greater bobbin capacity to reduce
frequency of bobbin changes.
63900AT For making a 1/2 or 2 1/2 inch hem turned by hand on children's wear, men's dress pants,
semi-dress pants and work pants. Sewn when garment reaches machine inside out. Seam
Specification 301EFb-1 or EFa-1. Maximum recommended speed 5200 R.P.M.
63900AW For top stitching waistbands on twill and woolen pants. Machine equipped to sew over belt
loops. Fitted with cloth plate extension. Seam Specification 301-SSa-1. Maximum recommended speed 5200 R.P.M.
63900AAE Same as Style 63900AW, except fitted with spring guide keel on presser foot in line with
centerline of needle hole.
ILLUSTRATIONS
This manual has been arranged to simplify ordering repair parts. Exploded views of various sections of the
mechanism are shown so that the parts may be seen in their actual position in the machine. On the page
opposite the illustration will be found a listing of the parts with their part numbers, description and the
number of pieces required in the particular view being shown.
Numbers in the first column are reference numbers only, and merely indicate the position of the part in the
illustration. The reference number should never be used in ordering parts. Always use the part number listed
in the second column.
Component parts of sub-assemblies which can be furnished for repairs are indicated by indenting their
descriptions under the description of the main sub-assembly. As an example refer to the following text.
18. 29126EL Needle Feed Driving Eccentric and Connecting Rod Assembly ................................. 1
19. 22894J Set Screw .................................................................................................................. 2
6
Page 7

ILLUSTRATIONS (CONT.)
When a part is common to all machines covered in this manual, no specific usage will be mentioned in the
description. However, when the parts for the various machines are not the same, the specific usage will be
mentioned in the description and, if necessary, the difference will be shown in the illustration.
*Ref. No. showing no Part No. is for location only. Part is not for sale separately.
A numerical index of all the parts shown in this manual is located at the back. This will facilitate locating the
illustration and description when only a part number is known.
IDENTIFYING PARTS
Where construction permits, each part is stamped with its part number. On some of the smaller parts and on
those where construction does not permit, an identification letter is stamped in to distinguish the part from
similar ones.
PLEASE NOTE: Part numbers represent the same part, regardless of which manual they appear. On all
orders please include part number, name and style of machine for which the part was ordered.
For optimum performance use only genuine Union Special replacement parts.
NEEDLES
Each needle has both a type and size number. The type number denotes the kind of shank, point, length,
groove, finish and other details. The size number, stamped on the needle shank, denotes the largest
diameter of the blade measured between the shank and the eye. Collectively, the type number and size
number represent the complete symbol which is given on the label of all needles packed and sold by Union
Special.
TYPE DESCRIPTION
180 GYS Round shank, round point, lockstitch, short length ball eye single groove, struck groove, deep
spot, chromium plated - sizes 075/029, 080/032, 090/036, 100/040, 125/049, 140, 054, 150/060.
180 GWS Round shank, round point, lockstitch, short length, oversize ball eye, single groove, struck
groove, deep spot, chromium plated - sizes 090/036, 100/040, 110/044, 125/049, 140/054.
When changing the needle, make sure it is fully inserted in the needle holder before the screw is tightened.
When ordering needles, please use the complete type and size numbers as printed on the package to
ensure prompt and accurate processing of your order. A complete order should read as follows: "100
needles, type 130 GS, size 125/049".
7
Page 8
TABLEBOARD
The tableboard can now be mounted on the pedestal using four screws, adjusting the nuts so the top of the
tableboard is flush with the top of the machine bed plate.
BOBBIN WINDER
The bobbin winder should be secured to the table top so that its pulley will be located directly in front of the
sewing machine belt and will bear against the belt when in operation. The base of the winder has two
elongated attaching holes, which allow the mechanism to be moved closer to or farther away from the belt
as needed. The pulley of the winder, when in operation, should exert only enough pressure against the belt
to wind the bobbin. Regulation and operation of the bobbin winder is described under "Winding The
Bobbin", under "Instructions For Operator's".
BELTS
These machines are equipped to use either #1 "Vee" or round belts.
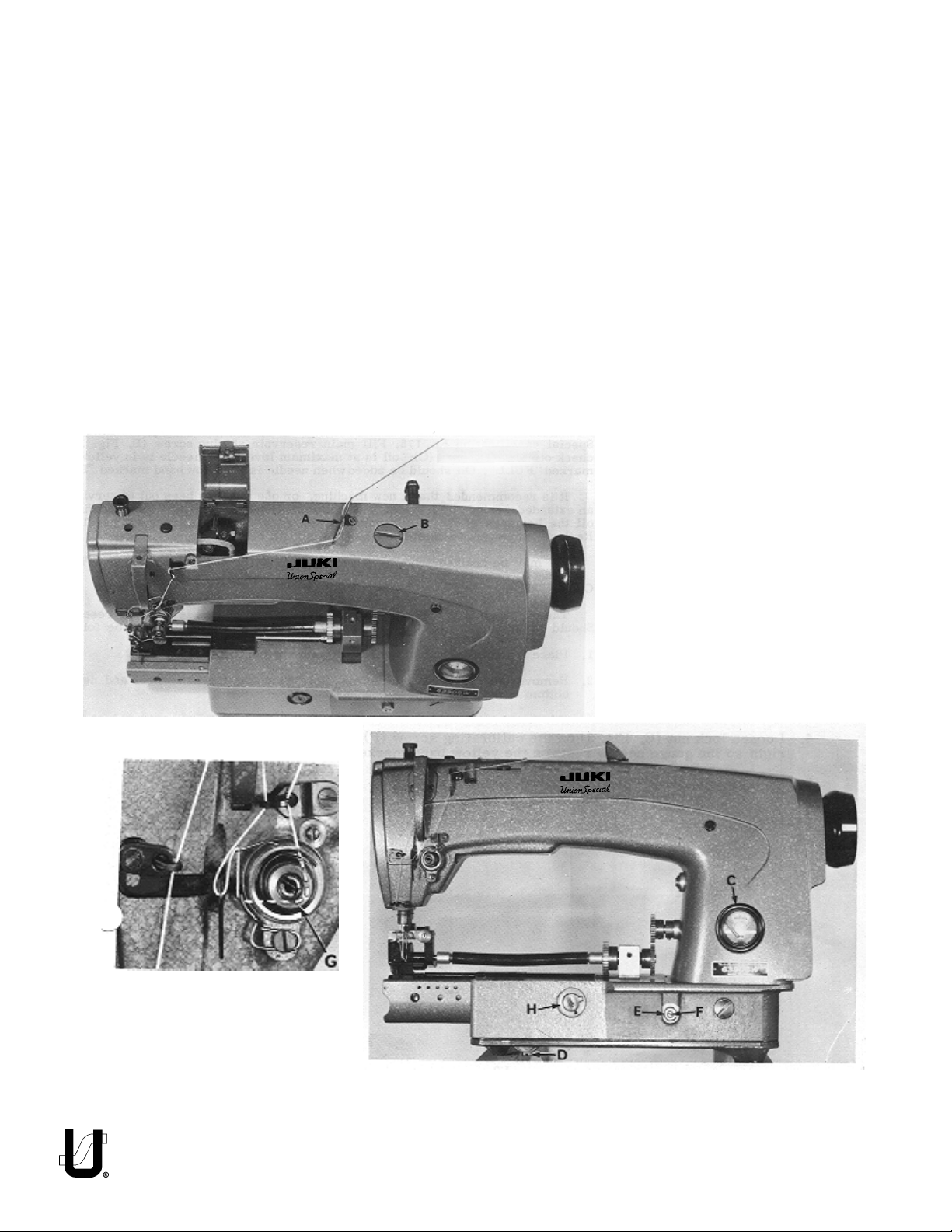
Fig. 3
8
Page 9

LUBRICATION
CAUTION! Oil has been drained from the main reservoir before shipment and the reservoir must be filled
before starting to operate.
Lubricate machine thoroughly, in accordance with instructions which follow, and run slowly for several
minutes to distribute the oil to the various parts. Full speed operation can then be expected without
damage.
RECOMMENDED OIL
Use a stainless water-white straight mineral oil of a Saybolt viscosity of 90 to 125 seconds at 100° Fahrenheit
in the main reservoir. This is equivalent to Union special specification No. 175. Fill main reservoir at plug
screw (B, Fig. 3) and check oil level at gauge (C): oil is at maximum level when needle is in yellow band
marked "FULL". Oil should be added when needle is in yellow band marked "LOW".
It is recommended that a new machine, or one that has been out of service for an extended period, be
lubricated as follows: Remove the head cover and directly oil the bearings of the needle bar link, the takeup and its lever and needle bar. Replace end cover, as no further hand oiling will be required.
Oil may be drained from main reservoir by removing plug screw (D, Fig. 3).
OIL GAUGE
The oil gauge is set at the factory to show the proper oil level in the reservoir. Should and adjustment
become necessary, the following steps should be followed:
1. Place the machine upright on a level table or bench.
2. Remove the reservoir plug screw (located below the handwheel and near the bottom of the
machine).
3. Oil should be added or removed so that the oil level is approximately 1/8 inch below the bottom edge
of the hole.
4. Loosen lock nut (E, Fig. 3) on the calibrating screw (F), and turn screw left or right so the gauge needle
rests on the yellow band marked "FULL" on gauge (C).
5. Tighten lock nut and replace plug screw.
9
Page 10
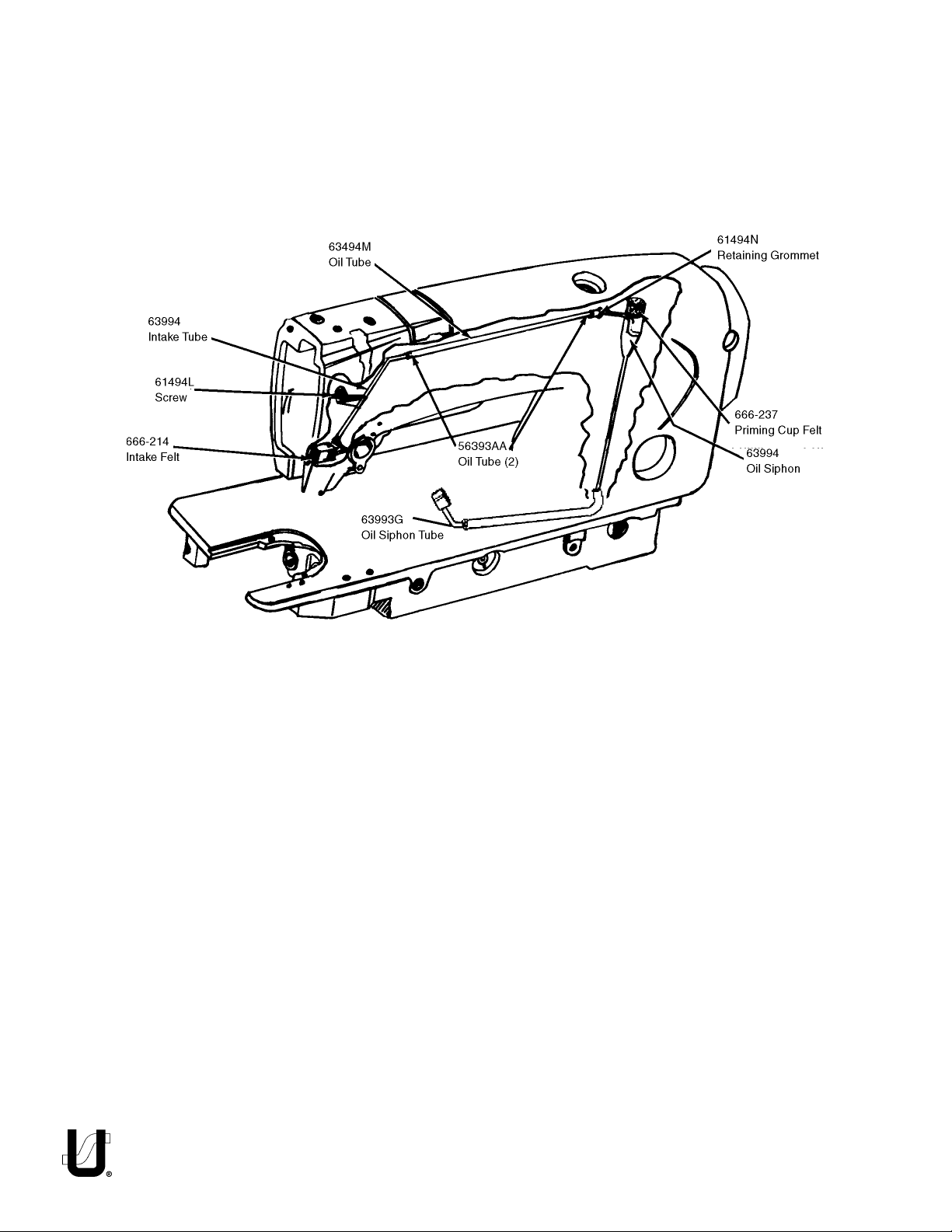
SELF-PRIMING HEAD OIL SIPHON
Class 63900 machines are equipped with a self-priming head oil siphon. When the machine is started, oil
splashes on the priming cup felt, filters through the felt and trickles down the vertical oil tube, thus priming
the siphon. Once the prime is established, it is maintained, unless the felt is removed. The siphon operates
twenty-four hours a day, removing oil at the rate of six to twelve drops per minute, which, of course, far
exceeds the rate at which oil collects in the head.
INSTALLING AND MAINTENANCE OF OIL SIPHON
A newly installed siphon starts its action within three to five minutes after the machine is operating. However,
it may be twenty minutes or so before all the air is removed from the line and the siphon is in full operation.
Within an hour, there should be a distinct reduction of the oil in the head sump. If the siphon does not
function, determine if the siphon intake tube, located in the head, is inserted in the felt block and that the
plastic tube is connected at both ends. If the above two items do not correct the siphon, replace the siphon
felts as described below.
The felt in the priming cup is designed for a specific purpose. This felt, No. 666-237, is to meter the flow of
priming oil and to prevent the entrance of air. The felt also acts as a filter and keeps the siphon clear of lint.
If the priming cup felt and the intake felt (666-214) becomes contaminated with an excessive amount of lint,
it may be necessary to replace the felts. The priming cup felt is replaced by removing access plug at back
of machine and replacing felt 666-237. For the best initial self-priming condition, the felt of the siphon should
be installed dry. The intake felt is replaced by removing the end cover.
However, if for some reason the priming cup felt has been oiled before installing, the siphon may fail
because air is trapped in the felt. As a precaution, remove felt from cup. Then, while squeezing the felt
between the fingers, saturate it well with oil. In other words, squeeze out the air and replace it with oil. This
prevents the trapping of air, and no trouble should be experienced when starting the siphon.
10
10
Page 11
THREAD
While the direction of the twist in the bobbin thread is immaterial, the direction of the hook rotation favors
the use of a left twist thread in the needle. To determine the direction of twist, grasp a short length of thread
between thumb and forefinger of each hand. Turn the thread away from you with your right hand. If the
strands unwind, it is a left twist, if not, it is a right twist.
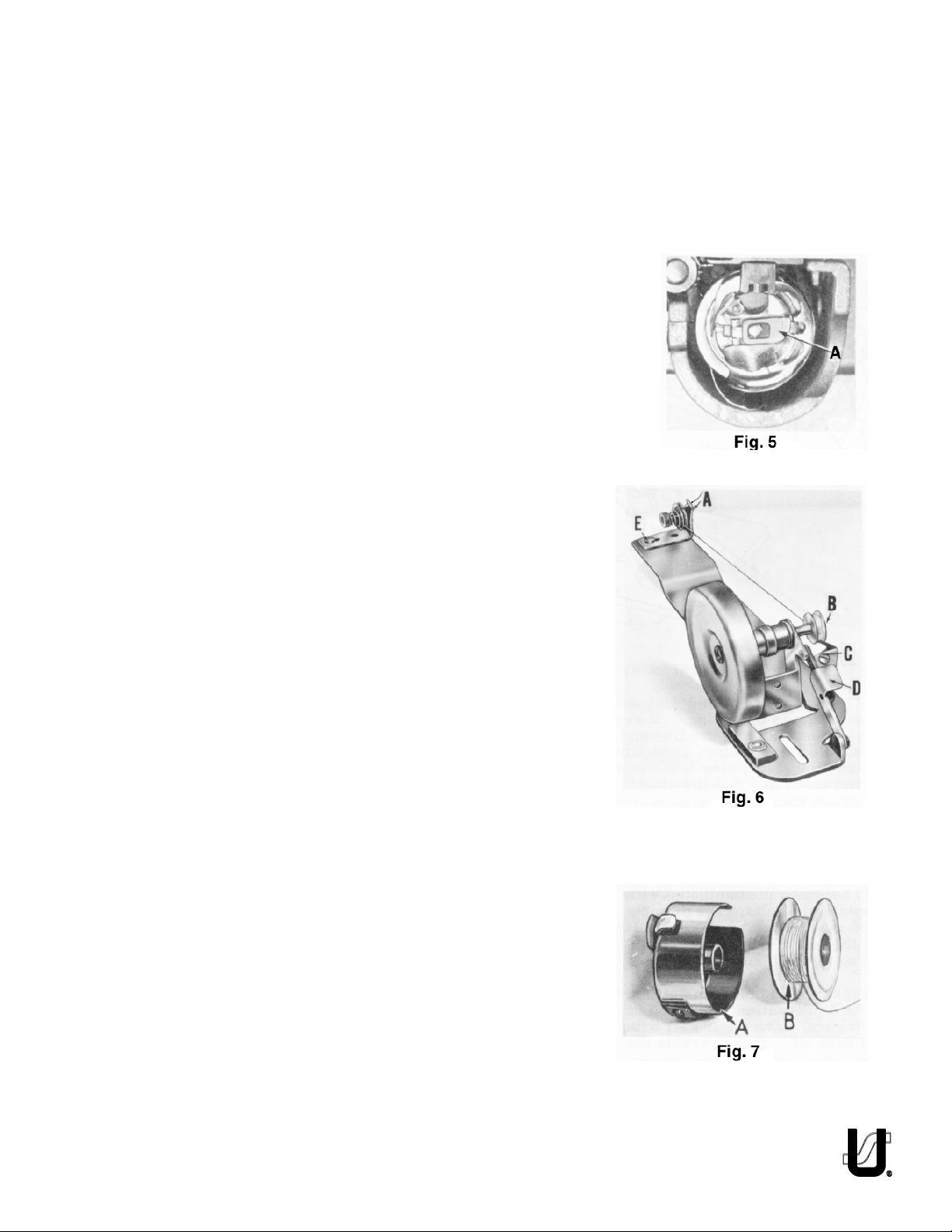
REMOVING THE BOBBIN CASE
To remove the bobbin case, turn handwheel in operating direction until
needle reaches its highest position. Using the left hand, reach in under the
throat plate at left end of machine, open the bobbin case latch (A, Fig. 5),
and pull the bobbin case out of the sewing hook.
Opening the latch retains the bobbin in the case. When the latch is closed,
the bobbin is released and can readily be removed.
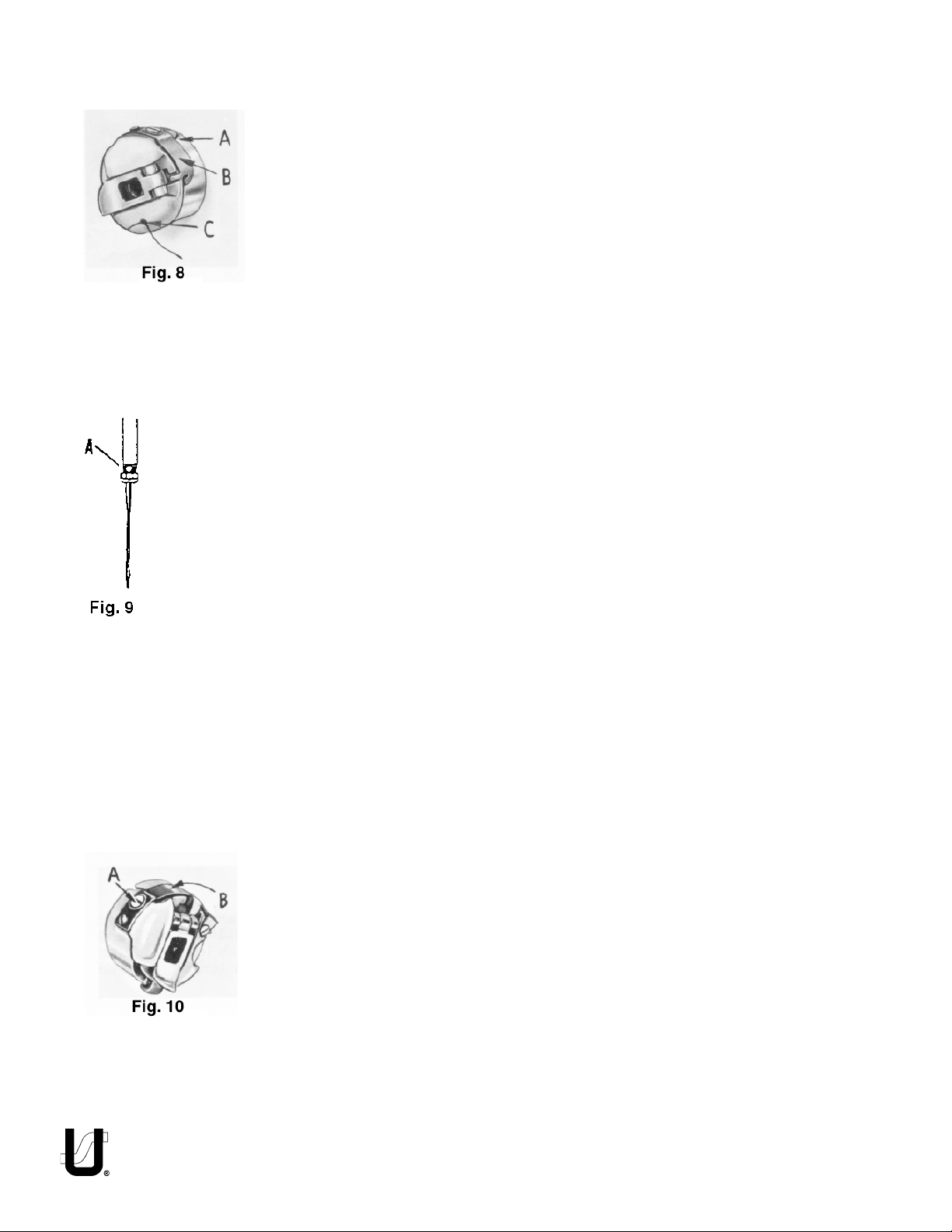
WINDING THE BOBBIN
Thread the bobbin winder by leading the thread from the supply down
through the eyelet (A, Fig. 6), down between the tension discs, and
under the tension post. Press an empty bobbin on the winder shaft (B),
up to the stop, wind the end of thread around the bobbin a few turns
in a clockwise direction and press downwardly on hand lever (D) until
pulley is moved into contact with machine belt, and is locked in that
position. When the machine is operated, the bobbin will be rotated
and filled until the thread engages the automatic throw-out member,
which disengages the pulley. The extent to which the bobbin is filled
can be varied by regulating the screw (C).
The tension post bracket is mounted on the winder base, and can be
shifted from left to right by loosening screw (E) so that any tendancy
of the bobbin to wind unevenly may be readily corrected.
The purpose of the bobbin winder is to assure an operator of a full
bobbin at all times. When the bobbin in the machine is used up,
replace it with the full one, and begin to wind the empty on immediately. Bobbins can be rewound while the machine is sewing.
THREADING THE BOBBIN CASE
The bobbin case (A, Fig. 7) should be held between the thumb,
forefinger and second finger of the LEFT hand.
The bobbin (B) itself should be held between the thumb and forefinger
of the right hand with thread coming off the bottom of the bobbin.
11
Page 12
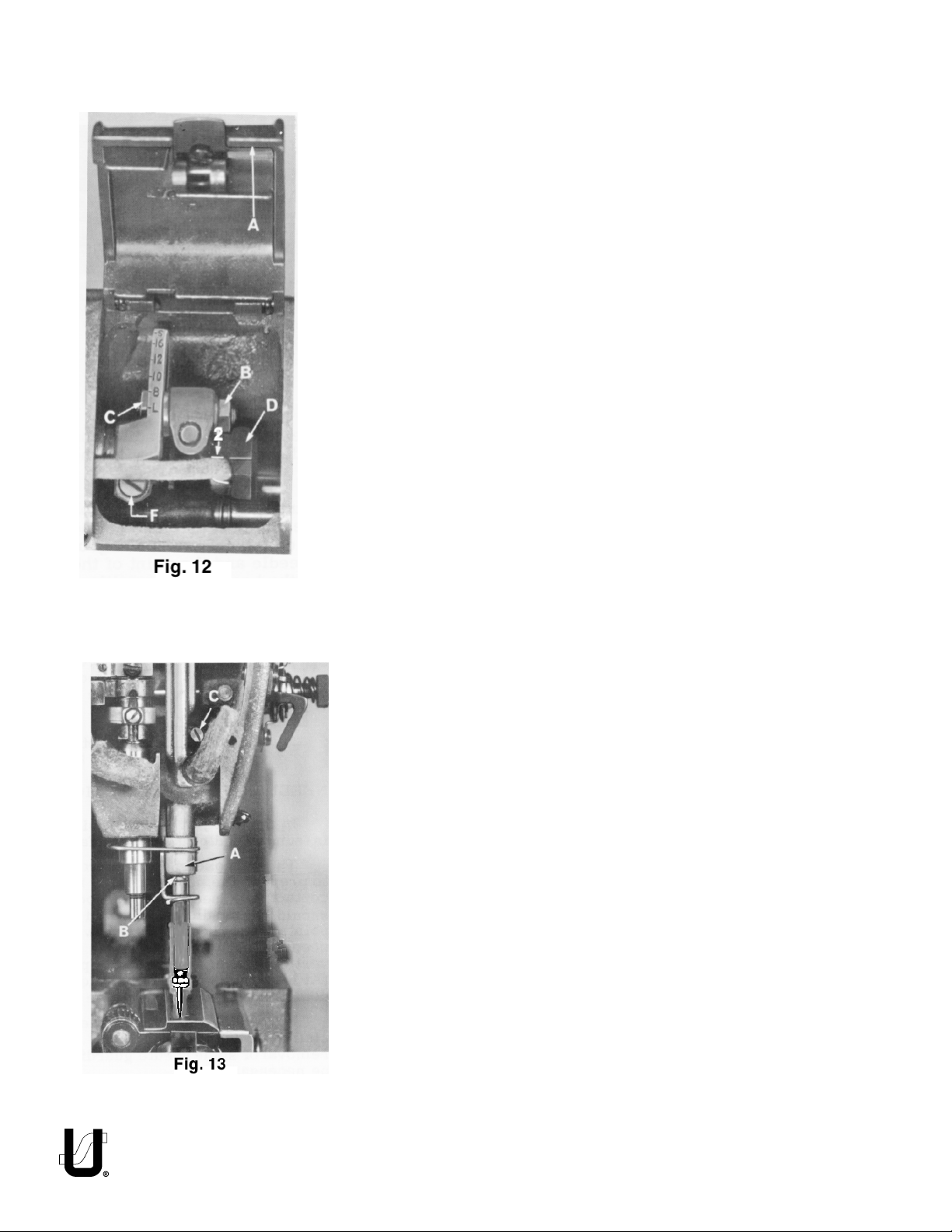
THREADING THE BOBBIN CASE (CONT.)
Place the bobbin in the bobbin case. In one continuous motion, with thumb and
forefinger of right hand, draw the bobbin thread through diagonal slot in bobbin
case (A, Fig. 8) under the tension spring (B) and into self threading slot (C) on case.
Mote direction of the rotation of the bobbin as the end of the thread is pulled when
looking at the bobbin case from the back. The bobbin should rotate counterclockwise.
REPLACING THE BOBBIN CASE
Have the needle bar at tis highest position, allow about two and one half inches of
thread to hang free. The bobbin case latch should be opened with the left hand,
and by reaching under the throat plate and through the bed plate extension, it should be placed part way
into the sewing hook. the latch should then be released and bobbin case into position.
INSERTING THE NEEDLE
Insert the needle into the needle bar as far as it will go, with the spot (sometimes called scarf)
towards the right, facing the handwheel. Tighten the nut securely.
The cross hole in the needle bar, about 1/4 inch from the end (A, Fig. 9), is to show the operator
when the needle has been inserted as far as it will go, and to provide a means for cleaning the
accumulated lint from needle hole so the needle will seat properly.
THREADING THE NEEDLE
Threading diagram (Fig. 3) shows the places where the needle thread passes. Please note that
the needle thread passes through the needle eye from left to right.
PREPARATION FOR SEWING
With your left hand, hold the end of the needle thread, leaving it slack, and turn the handwheel in operating
direction until the needle moves down and up again to its highest position. Pull up the needle thread and
the bobbin thread will come up with it, through the needle hole in the throat plate. Draw both threads under
the presser foot.
TENSIONS
A perfect stitch is one in which the needle thread and bobbin thread are locked
together in the center of the material being sewn. A stitch of this kind is secured by
regulating the tensions on both threads.
BOBBIN THREAD TENSION
The tension on the bobbin case is applied by means of a set screw (A, Fig. 10) which
regulates the tension spring (B). The tension on the spring is correct when it is just
sufficient to hold the bobbin case and bobbin suspended by the bobbin thread. The thread should not be
in the eyelet for this adjustment check.
12
Page 13

BOBBIN THREAD TENSION (CONT.)
Remove the bobbin case from its holder and turn set screw in spring
in a clockwise direction to apply more tension or counterclockwise
to release tension.
When the bobbin thread tension is correct, it rarely becomes necessary to make any changes as varying the needle thread tension
will usually attain a good stitch.
NEEDLE THREAD TENSION
The needle thread tension is varied by turning the tension regulating
nut (G, Fig. 3). Turning the nut in a clockwise direction increases the
tension, while counterclockwise decreases it. This should not be
done when the presser foot is in its raised position, but is generally
done while the machine is sewing on a piece of scrap material.
CHANGING THE STITCH LENGTH
Unless otherwise specified machine Styles 63900AM, AML and AT will
be equipped with upper feed regulator gear No. 63949-39 and
lower feed regulator gear No. 63949-41 to produce 9 stitches per
inch (S.P.I.), while Styles 63900AW, and AAE will be equipped with
upper feed regulator gear No. 63949-37 and lower feed regulator
gear No. 63949-43 to produce 10 S.P.I. Other gears are available and may be ordered separately. Refer
to "Gear Chart" below for the gears necessary to produce S.P.I. other than previously described.
GEAR CHART
S.P.I. UPPER GEAR LOWER GEAR
6 63949-47 63949-33
7 63949-44 63949-36
8 63949-41 63949-39
9 63949-39 63949-41
10 63949-37 63949-43
11 63949-36 63949-44
12 63949-33 63949-47
To remove feed regulators gears, first remove feed drive gear cover located under arm of machine. Now
loosen screws (A and B Fig. 11) and slide gears (C and D) off their respective shafts. Replace with gears for
desired stitch length. After new gears have been installed be sure to reset needle feed stitch length to
agree with the continuous turning roller feed.
13
Page 14
TIMING THE NEEDLE FEED WITH THE CONTINUOUS TURNING ROLLER FEED
Open top cover (A, Fig. 12) in the head of the machine and loosen needle
frame drive segment locking nut (B). Set connection stud (C) to point of
maximum number of stitches per inch of needle feed. This would locate the
connecting arm at letter "S".
Loosen two set screws on the needle frame drive eccentric (D). Rotate the
handwheel until the needle bar is at the bottom of its stroke. Rotate the
eccentric only, until the timing line (2) on the connecting arm and the
eccentric hub coincide. Tighten all screws, on every thick seams that
cause thread breakage advance needle feed timing slightly.
Rotate handwheel until the needle bar is at bottom of its stroke. The needle
bar should be vertical. If it is not, loosen clamp screw (F) and move needle
bar frame forward and backward until bar is vertical. Tighten screw,
making sure allside play is removed from between the needle bar frame
and the segment.
To set needle feed with roller feed loosen needle frame drive segment
locking nut. Set connection toward higher designated letter on segment
for approximate setting. Vary the needle travel so as to obtain the least
amount of needle deflection when the needle enters or leaves the thickest
section to be sewn.
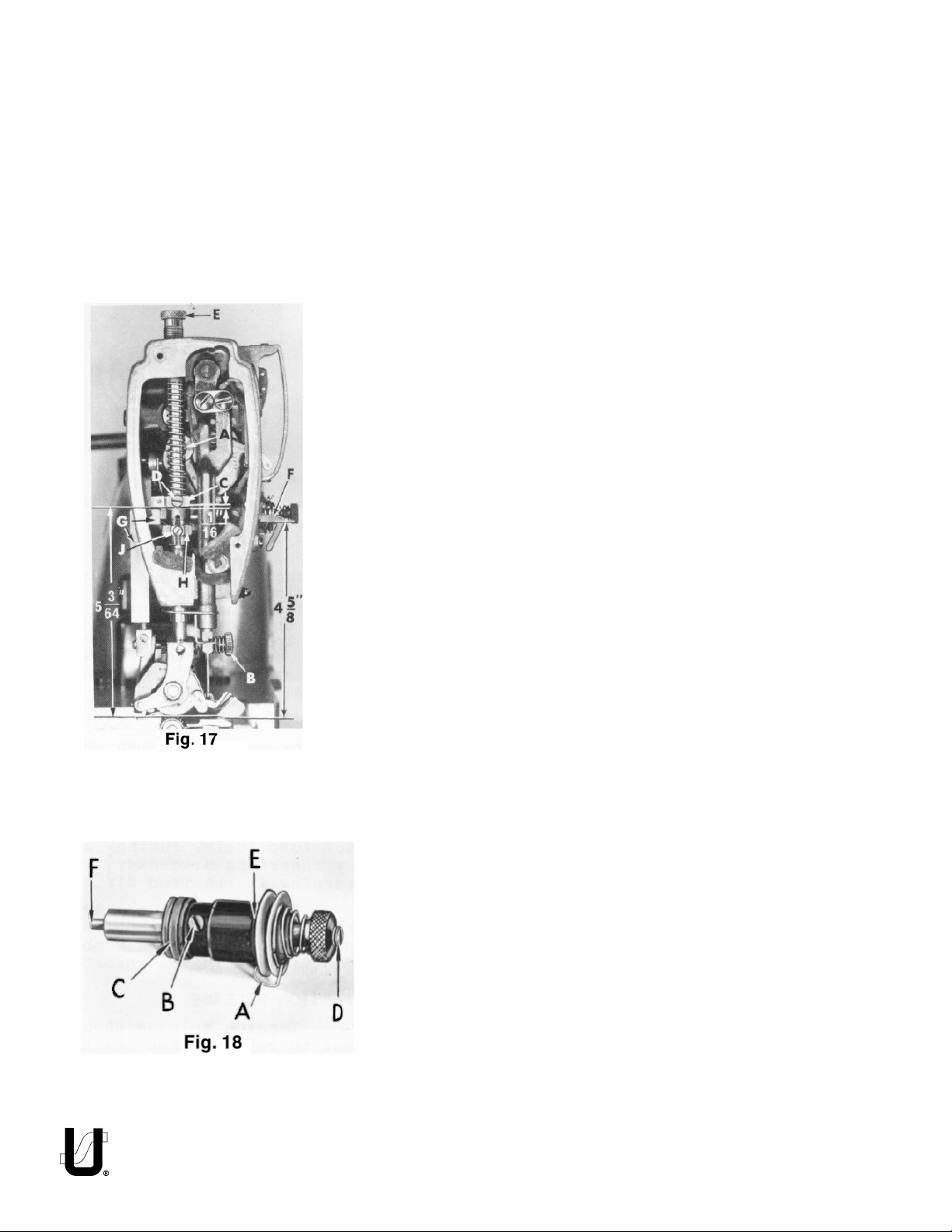
PRESSURE ON MATERIAL
The presser spring (A, Fig. 17) should exert only enough pressure on the feed
rollers to make the work feed uniformly. To increase the pressure on the
preser foot, turn presser spring regulator (B, Fig. 17) in a clockwise direction.
Turning the regulator counterclockwise decreases the pressure.
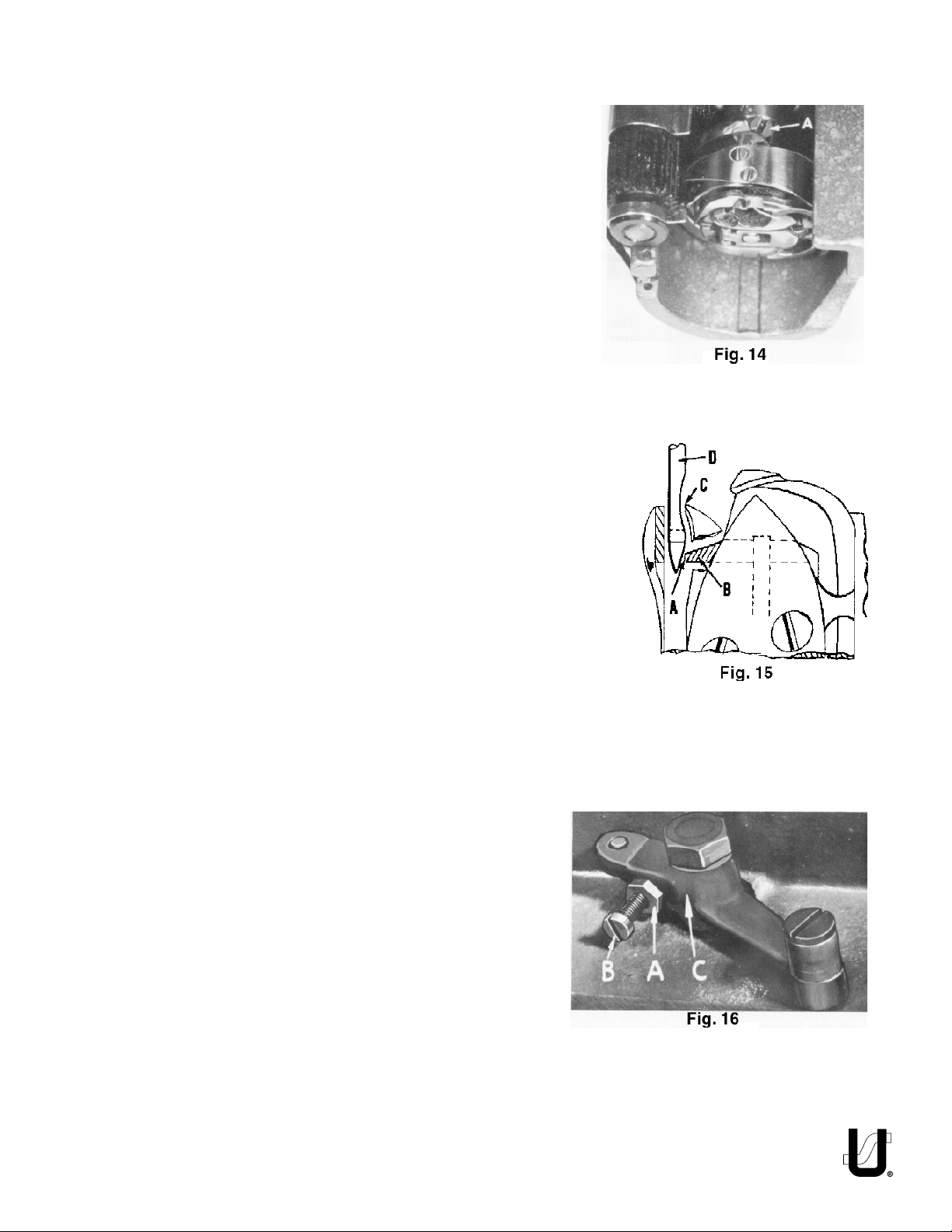
SETTING THE NEEDLE BAR TO HEIGHT
The three lines engraved on the needle bar are used in setting needle
bar to height, and are referred to as TIMING LINES.
Th middle and lower lines are used for Styles 63900M, T, and W. For
63900AM, AML, AAE, AT and AW the upper and middle lines are used.
When the needle bar is at its lowest position the upper timing line (B, Fig.
13) should be EVEN with the lower edge of the lower needle bar frame
(A).
To change the position of the needle bar, turn handwheel until the bar
is at its lowest position. Then, loosen the clamp screw (C) and move the
bar to the proper timing line. Keeping the needle bar line at its lowest
position, tighten the screw securely.
14
Page 15
TIMING THE HOOK
Remove throat plate. Loosen three set screws (A) in the hook, and
hold the hook and the bobbin case holder in such a position as to
prevent interference with the needle. Turn handwheel in operating
direction until the needle bar is at its lowest position, and continue
to turn the handwheel until the needle is ascending and the middle
timing make (Fig. 13) used in setting the needle bar is even with the
lower edge of the needle bar frame (A).
Turn the hook on the shaft until the point of the hook is even with the
center of the needle and as close to the needle as possible without
deflecting it. A spacing of .003 to .005 inch between the needle and
the point of the hook is satisfactory. With the hook in this position,
tighten the set screw opposite the hook point securely. Then,
tighten the two remaining screws securely, and recheck the timing
of the hook with the needle. At the hook timing position the top of
the eye of the needle should be about 1/64 inch below the bottom
of the hook point.
Replace throat plate, allowing 1/32 inch clearance between the outside
edge of projection and the inside edge of bobbin case recess.
NEEDLE GUARD INSTRUCTIONS
In the hook, at the right side of the needle hole in bobbin case holder (B,
Fig. 15) is found a needle guarding surface (A, Fig. 15).
The purpose of this guarding surface is to prevent the hook point (C) from
coming in contact with needle (D) at loop-taking time, should the needle
be deflected toward the hook point. The needle guard will deflect the
needle slightly when needle is at bottom of its vertical travel if the hook is
properly timed. (At loop-taking time there should be little or no deflection
of needle by the needle guard.)
For additional needle clearance, especially with use of larger needles,
removal of some needle guarding surface may necessary.
Before metal removal from the guarding surface all related settings should be checked as follows:
1. See that the needle bar is set to correct height.
2. Check for proper hook timing.
3. Rotate the handwheel in operating direction by hand.
Check for excessive needle deflection beyond what is
cited on preceding page as a desirable condition.
4. If needle deflection is excessive, follow steps (A) and (B)
below.
(A) Remove bobbin case holder from hook.
(B) Remove excess metal from the needle guarding
surface. This may be done by using a diamond file
No. TT60 or fine emery cloth (#320), with one end secured to the bench, and rubbing the
guarding surface back and forth until sufficient metal is removed. When metal is being removed
from needle guarding surface, the bobbin case holder should be reinserted frequently and
tested until proper needle guarding is obtained.
15
Page 16
NEEDLE GUARD INSTRUCTIONS (CONT.)
CAUTION! Damage to the hook point may result if too much metal is removed from the needle guarding
surface.
The bobbin case holder should be thoroughly cleaned before reassembly into the hook base.
When altering needle guarding surface, it is suggested that the hook NOT BE REMOVED or disturbed from its
timed position.
The bobbin case holder only may be removed by removing gib screws and gib and pulling on bobbin case
stem as the handwheel is rocked backward and forward slightly.
HOOK LUBRICATION
CAUTION! Do not run the machine without the bobbin case in the
hook as hook damage may result.
With the bobbin case in hook, run machine for a full minute. Place a piece
of white paper directly under the hook and continue running the machine.
After about five seconds, remove the paper and a definite and distinct
pattern of oil spots should be observed.
Should more or less oil be required, turn oil control adjusting shaft (H, Fig.
3), located on the front of the machine just blow the cloth plate surface,
in direction of the change required. After a change in the hook oil flow,
the machine should be run about one minute before checking for the
desired oil flow.
When locating presser bar guide (C, Fig. 17) presser foot must rest directly
against throat plate. Proper setting of guide is 5 3/64 inches between
underside of presser bar guide and the top of throat plate (Fig. 17). To
obtain this setting, remove pressure from the presser spring (A) and loosen
set screw (D). Tap on presser foot to insure it is down against throat plate.
Set guide to the 5 3/64 inch dimension, center foot by turning it so needle
enters the middle of its slot and retighten screw (D). Apply pressure to top
feed roller by turning regulator (E) clockwise.
Set needle thread pull-up bracket (F) so that underside of wire is 4
5/8 inches above throat plate (Fig. 17).
Presser bar conection (G, Fig. 17) should be set about 1/16 inch
below prese bar guide (C). Accomplish this by loosening lick nut (A,
Fig. 16), and relocating stop screw (B) on lifter lever bell crank (C),
located at the back of machine, under bed plate. turning stop
screw to right or left, properly sets presser car connection. Tighten
lock nut (A) to lock stop screw.
PRESSER BAR GUIDE
PRESER BAR CONNECTION
16
Page 17

TENSION ASSEMBLY ADJUSTMENT
Test check spring tension (A, Fig. 18). There should be enough tension to
assure a good returning snap when the spring is depressed and released.
Should it require adjusting, loosen set screw in head located under arm
and to the right of tension assembly and remove tension assembly.
Partially loosen tension post set screw (B) in tension post socket (C). Turn
tension post (D) counterclockwise until check spring moves away from
upper stop (E) and has no tension on it. Turn tension post (D) in a
clockwise direction until spring again touches upper stop (E). Proceed
further in same direction approximately 1/4 turn until desired tension is
obtained. When correctly set, tension post set screw (B) should be drawn
up snugly, yet not forcefully. Further adjustment of check spring tension
can be made by inserting a screwdriver into slotted end of tension post
(D) and turning in required direction.
Replace tension assembly with check spring about 3/8 inch above thread take-up bracket (A, Fig. 19).
Replace tension post assembly while presser foot is resting on throat plate.
TENSION RELEASE
Tension release should be set so as not release when sewing over seams
or when presser foot is raised. Adjustment of tension release cam (H, Fig.
17) and in and out position of tension assembly are required for proper
operation.
The in and out position of the tension assembly is correct when the
tension discs are in line with the check spring eyelet (B, Fig. 19). Set the
stop screw (C, Fig. 19) so that when the flange of the tension assembly
rests against it, this position is maintained. Tighten the tension assembly
set screw.
The tension release cam (H, Fig. 17) should now be positioned by
loosening set screw (J) and then rising or lowering cam (H) to suit the
sewing conditions. The average release point is between 1/4 and 5/16
inch of presser foot lift above the throat plate. Tighten tension release cam set screw securely.
THREAD CONTROL
Check the adjustment of tension assembly (A, Fig. 20) and
check spring tension. There should be enough tension to insure
a good returning snap when spring (B, Fig. 20) is depressed and
released. The check spring tension is adjusted from about 1 to
1 1/4 ounces when measured with a postal scale, No. 21227DN,
(C, Fig. 20). This is measured when the check is 1/32 to 1/16 inch
from the stop. The tension post set screw should be drawn up
snugly but not forcefully tightened (B, Fig. 18). The tension
release pin should move freely in the tension post (D, Fig. 18).
The check spring eyelet (B, Fig. 19), located just below the
tension discs, should be set for correct height as follows:
With a thread running from the tension post to the thread takeup bracket (A, Fig. 19) in a straight line, the check spring eyelet
should be set 1/16 to 1/8 inch below the thread line (Fig. 19). Be
sure the eyelet is set close to the tension discs so that the check
spring will pass freely over it without obstruction. After making this setting, proceed to thread machine as
per threading diagram (Fig. 3).
17
Page 18

THREAD CONTROL (CONT.)
Sew slowly on a piece of material and observe the action of the check spring. The thread from the check
spring to the take-up bracket should be taut when the take-up is at the bottom if its stroke. Slight changes
in needle thread tension may necessary at this point, but a reasonable tension should be used to maintain
a uniform and consistent stitch. The machines are sewn off with 4 to 8 ounces maximum needle thread
tension on T120 or similar thread, using a postal scale (A, Fig. 21). Depress check spring when checking
tension. The check spring will feel heavy to you, but this is a required setting for Class 63900, and as a result,
the tension on the discs can be reduced.
BOTTOM COVER
Before removing bottom cover, place machine on bench so that the plug screw is accessible from
underneath. Remove this plug screw and catch reservoir oil in some convenient container. Tip machine
back, loosen and remove the two cover screws. Cover should be tapped free with a wooden block or
mallet. Do not pry the cover loose with any sharp instrument as the gasket may become damaged.
CAUTION! When the bottom cover is removed, care should be taken not to mar or scratch the gasket
seat area of the machine bottom.
Before replacing cover, the machine gasket seat should be wiped clean and free of all lint and dirt. The
cover gasket should also be inspected for damage and cleaned of dirt. Two additional gaskets are used
to seal the bolts and must be cleaned before assembly. Carefully set the cover in place and tighten the two
bolts securely.
To replace a damaged cover gasket, proceed as follows:
1. Clean cover gasket recess of any foreign matter.
2. The gasket in cross section is triangular in shape with a groove in the top or widest part. With the cover
resting as it does in the machine, oil distributing plate to your right, begin inserting in the middle of the
back recess. The grooved wide edge of the gasket should be up and the ling sloped edge inward.
Continue pressing the gasket into the cover recess until gasket is in place.
The bolt sealing gaskets may have a tendency to fall out when the cover is being installed and may be
temporarily cemented in place by applying grease to their recesses. Torque to 72 inch lbs.
HOOK SHAFT
The hook shaft (A, Fig. 22) is held in
position by the pinion (B) and collar
(C) thrusting against hard steel washers (D) between the long left hand
bushing (E) and the short right hand
bushing (F).
Should hook shaft setting be disturbed, the left and right position can
be determined by measuring from the
hook end of the hook shaft to the
point of a new needle (G) and reading 9/16 inch on a scale.
18
Page 19

HOOK SHAFT (CONT.)
To reposition the hook shaft, loosen the set screws of the pinion and collar and establish the 9/16 inch
dimension. Move the pinion and thrust washer against the left bushing, and after making certain one of the
set screws in on the shaft FLAT, tighten both screws securely. Liberally coat the collar and its washer with
oil and press the collar away from the pinion so as to remove all end play and tighten both set screws
securely.
Hook oiling is accomplished by a high speed rotary pump on the end of the hook shaft. The quantity of oil
supplied to the hook is regulated by the longer or shorter path the oil is required to travel through the
metering felt of metering cup (G, Fig. 23). (Increase or decrease of oil supply is controlled by a dial (P, Fig.
23) with an arrow marked "INCREASE", found below the cloth plate.) The hook oil feed roller (A, Fig. 23) which
rests against the metering cup felt serves not only to feed oil to the unit from the oil reservoir, but filters the
oil as well.
REMOVAL OF OILING DEVICE
The following steps are necessary to remove hook oiling device:
1. Remove hook oil feed roller (A, Fig. 23).
2. Remove hook oil control finger (B).
3. Apply finger pressure to hook oil control shaft (D) to prevent loss pump disc pivot pin (E); using Allen
wrench, loosen set screw (C). Move assembly slowly to right, being careful not to drop pivot pin
located on the end of the hook oil control shaft. When pivot pin is clear of pump disc (F), disc is free
to fall.
4. Remove metering cup (G) along with oil supply felt (K) and air seal felt (J).
5. Remove cop (H) from hook oil control shaft.
19
Page 20

REASSEMBLY OF OILING DEVICE
Before reassembly, the end of the hook shaft, its spiral groove and the pump disc should be thoroughly
cleaned. Remove any end play found in the hook shaft and determine that the 35/64 inch dimension has
been maintained (Fig. 22).
The following steps are necessary to reassemble the hook oiling device:
1. Remove and separate the air seal felt (J, fig. 23) from oil supply felt (K).
2. Make sure small end of air seal spring (R) is located on boss of metering cup behind felt attached to
cup. Position the metering cup (G) and air seal spring on the hook shaft (S) with open end toward
handwheel end of the machine (Fig. 23).
NOTE: The hook shaft should pass through hole of felt attached to metering cup.
3. Position oil supply felt (K, Fig. 23) on the hook shaft, making certain the felt's projection extends into
dovetail of metering cup.
4. Position air seal felt (J) on hook shaft.
5. Insert pump disc (F) into assembly tool No. 21227BY, with the stop pin on the spring side of tool, 180°
from handle. Insert disc approximately half way into the spring and center in tool (Fig. 25).
6. Insert hook oil control shaft (D, fig. 23) and its bushing (L) part way into its boss which is located directly
behind the hook shaft, being careful NOT TO DROP the pump disc pivot pin (E).
20
Page 21

REASSEMBLY OF OILING DEVICE (CONT.)
7. A clearance cut on the edge of the metering cup, located between the dovetail and the long
horizontal slot, has been provided for the pump disc tool and should be facing you (Fig. 25).
8. With the fork of the tool in line with the meter-
ing cup clearance cut and centered about
the hook shaft end, press felts to the left with
tool until the pump disc is in contact with end
of the hook shaft.
9. Press hook oil control shaft bushing (L) to the
left until control shaft (D) is approximately 1/
16 inch away from pump disc (F). Make sure
the control shaft pivot pin (E) seats in the
depression at the center of the pump disc.
Tighten set screw (C, Fig. 25) and withdraw
assembly tool. Be sure sir seal felt (J) has
seated against the pump disc.
10. Turn the hook oil control shaft (D, Fig. 26) until
screw hole (M) is accessible. Manually rotate
pump disc (F) so its stop pin (N) is 90° above screw hole.
11. Rotate metering cup so the short slot (T) is 180° from stop pin (N). Now, install hook oil control finger
(B) by first hanging the hooked portion of finger over the stop pin and lowering to insert the projection
at bottom left into the short slot of the metering cup. Tighten the finger in place by means of screw
and washer, making sure the hook oil control finger
does not bind or distort metering cup.
12. Assemble the hook oil feed roller (A, Fig. 27), and
rotate the metering cup so that the roller contacts
the metering cup felt at point (U, Fig. 27). Turn the
oil control adjusting shaft (P, Fig. 27) in the increase
direction until projection stops against the stop in
(this is maximum oil supply) and install the cog (H,
Fig. 27) on the hook oil control shaft. After meshing
the teeth, tighten set screw securely.
13. Check for proper contact of the hook oil feed roller
and the metering cup by turning the oil control
adjusting shaft through its complete travel and observe the feed roller turning as the metering cup
turns. With the oil control adjusting shaft set at
maximum, the feed roller point of contact with the
metering cup felt should be at the mid-point of the
slot that permits the metering cup felt to enter the
metering cup.
NOTE: The feed roller should be in contact with the metering cup felt through its complete travel.
UPPER MAIN SHAFT
In a high speed machine, the alignment of the take-up mechanism is extremely important and is controlled
by the left and right position of the upper main shaft. Should the main shaft position be altered, it is
imperative that the take-up alignment be checked before operating.
21
Page 22

UPPER MAIN SHAFT (CONT.)
TO CHECK FOR ALIGNMENT
1. Remove the presser bar spring, washer and regulator screw.
2. Rotate the handwheel so that the needle bar is at the
bottom of its stroke. Loosen hexagonal head screw
on back of the presser bar roller bracket, and set
screw on left side or roller bracket. Then loosen screw
on presser bar guide and remove presser bar, presser
bar spring washer and presser bar guide.
3. Remove the upper left plastic plug on the back of the
machine and loosen screw in plug hole. Remove
take-up lever pin. With light inward finger pressure,
move the take-up lever to the take-up lever boss.
There should be a small amount of interference be
tween the lever and the boss. With light outward
finger pressure, move the lever across the boss face.
There should be clearance between the boss face
and lever. These two tests, in effect, are checking
the lateral play of the take-up and provide for operation of the take-up in the center of the lateral play.
Now, line up the take-up lever hole in the lever boss.
Insert the oil wick about 1/2 inch in the bore of the take-up lever. With the oil groove up, insert the takeup lever pin in the lever, making sure the wick is in the groove and press the pin into its hole in the arm. There
should be no end play in the take-up lever after the set screw is securely tightened. Replace the plastic
plug.
Replace presser bar guide and presser bar spring washer
into position. Place presser bar into presser bar roller
bracket with flat on bar to the rear and tighten hex
head screw and set screw securely.
Line up needle hole in the presser foot with the needle
and tighten presser bar guide screw.
Assemble presser spring, presser spring washer and
presser spring regulator screw.
Refer to paragraph on "Presser Bar Guide" for proper
setting of the guide.
Should the alignment test show the main shaft is out of
position, the upper sprocket and handwheel should be
loosened and the shaft moved left or right as the
conditions indicate. Retighten sprocket and handwheel
so that there is no end play in the upper main shaft and
repeat the alignment check.
HANDWHEEL
The handwheel is constructed so as to minimize noise and is therefore isolated from the pulley by shock
mounts. If for any reason the handwheel is disassembled, the following steps should be used for reassembly.
22
Page 23

HANDWHEEL (CONT.)
1. Using the upper main shaft as a mandrel, assemble the pulley thrust face down so that at least 1 1/2
inches of the shaft protrudes above it. Tighten the two set screws.
2. Place the rubber isolator ring on the pulley face and align holes.
3. Carefully slide handwheel down the shaft to contact the isolator and align the three holes.
4. Three plastic "O" rings are now inserted into their respective holes in the handwheel.
5. The outer isolator rings and cap are assembled.
6. Insert the three screws that are run through the complete assembly and tighten lightly.
7. Loosen the two pulley screws and slowly revolve the whole assembly several times for good alignment.
Now, gradually tighten the three screws, moving from one to the other until all are snug.
8. The assembly should run true as it revolves freely on the shaft. If any sidewise run-out is noted, it can
be corrected by slight changes of screw pressure in the three isolator screws.
CAUTION! When replacing the handwheel assembly on the main shaft, care must be taken not to
damage the oil seal located near the end of the shaft. The surface of the ring should be lightly oiled
and the handwheel worked over the seal gently.
ATTACHMENTS
Style 63900AM, AML is equipped with a retractable hemmer (A, Fig. 28) which produces 3/8 to 1/2 inch width
of hem. To adjust to desired width loosen two screws (B & C) and slide hemmer scroll (D) to the right or left.
To change the sewing margin loosen screws (E & F) and slide
the hemmer (A) to the right or left to obtain desired margin.
Style 63900AT is equipped with an adjustable edge guide for
producing margins from 1/2 to 2 1/2 inches wide. For margins
wider than 1 5/16 inches the base of the edge guide must be
reversed.
To change margin relocate edge guide in holes provided
until desired margin is obtained.
Style 63900AAE, AW is equipped with a cloth plate extension
to provide a platform for guiding trousers. It is easily attached
to the machine by three No. 22517B screws.
NEEDLE HOLE INSERT
(SEE PAGE 44)
The throat plate has a replaceable needle hole insert. To remove this insert, drive it out from the underside
of the throat plate.
23
Page 24

24
Page 25

MAINFRAME, BUSHING, OIL GAUGE HEAD OIL SIPHON AND
MISCELLANEOUS OILING PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
Part No.
61490B
61490C
63949R
22569B
666-200
666-254
63993D
666-225
63984C
666-223
63993C
22784K
61494N
63494M
56393AA
22815
666-224
666-228
61985H
61985G
61494L
63994
666-214
63953A
22564
63957A
51-159BLK
61490D
63494C
61494D
61494E
Description
Main Shaft Bushing Housing, including bushing ...........................................
Bushing ..................................................................................................
Plug, for bed .................................................................................................
Screw ...........................................................................................................
Oil Felt ..........................................................................................................
Felt Baffle .....................................................................................................
Head Oil Supply Line ....................................................................................
Felt ...............................................................................................................
Spring Clip ....................................................................................................
Roll Felt .........................................................................................................
Head Oiler Assembly ...................................................................................
Screw ...........................................................................................................
Retaining Grommet .....................................................................................
Oil Siphon Connecting Tube ........................................................................
Oil Tube ..................................................................................................
Plug Screw ....................................................................................................
Roll Felt .........................................................................................................
Oil Felt ..........................................................................................................
Needle Bar Frame Rocker Shaft Bushing, right .............................................
Needle Bar Frame Rocker Shaft Bushing, left ................................................
Stud ..............................................................................................................
Oil Siphon Head Tube ...................................................................................
Oil Felt ....................................................................................................
Oil Shield ......................................................................................................
Screw ...........................................................................................................
Presser Bar Bushing, lower ............................................................................
Plug ..............................................................................................................
Upper Main Shaft Bushing, left ......................................................................
Oil Gauge Float Assembly ............................................................................
Oil Gauge Float ......................................................................................
Oil Gauge Float Lever ............................................................................
Amt.
Req.
1
1
1
4
1
1
1
1
1
1
1
2
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
32. thru 60. see following page.
25
Page 26

26
Page 27

MAINFRAME, BUSHING, OIL GAUGE HEAD OIL SIPHON AND
MISCELLANEOUS OILING PARTS (CONT.)
Ref.
No.
Part No.
1. thru 31. see preceding page.
22890C
32.
22564
33.
63993H
34.
63962D
35.
63962G
36.
666-238
37.
61293N
38.
63494D
39.
666-237
40.
666-221
41.
63962E
42.
63962F
43.
63962C
44.
63494K
45.
63494F
46.
63494G
47.
660-455
48.
61432B
49.
61494H
50.
660-221
51.
11635B
52.
61494T
53.
61496P
54.
61496S
55.
61441A
56.
63432C
57.
63993B
58.
666-239
59.
666-234
60.
63490B
-
Description
Screw .........................................................................................................
Screw ..........................................................................................................
Oil Siphon Primer Position Bracket ..............................................................
Lower Reduction Gear Shaft Bushing, left ..................................................
Upper Reduction Gear Shaft Bushing, left .................................................
Bed Oil Drain Hole Felt ................................................................................
Bed Plug .....................................................................................................
Oil Siphon Priming Cup .............................................................................
Cup Felt ................................................................................................
Oil Wick, for bushing housing .....................................................................
Middle Reduction Gear Stud Bushing ........................................................
Upper Reduction Gear Shaft Bushing, right ...............................................
Lower Reduction Gear Shaft Bushing, right ...............................................
Oil Gauge Assembly ..................................................................................
Nut ........................................................................................................
Spring Washer ......................................................................................
"O" Ring ................................................................................................
Hook Drive Shaft Bushing, right ..................................................................
Oil Gauge Connecting Link ........................................................................
"O" Ring ......................................................................................................
Nut .............................................................................................................
Float Lever Pivot Stud .................................................................................
Hook Oil Control Shaft Bushing ...................................................................
Hook Oiling Control Adjusting Bushing .......................................................
Hook Shaft Bushing, right ............................................................................
Hook Drive Shaft Bushing, left ....................................................................
Hook Shaft Bushing Oil Tube .......................................................................
Oil Wick .......................................................................................................
Head Oil Attraction Felt .............................................................................
Gasket (not shown) ...................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
27
Page 28

28
Page 29

MAIN FRAME MISCELLANEOUS COVERS AND NEEDLE TENSION PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
Part No.
63494A
22733D
22570A
61470D
22539P
63982A
22513D
63982F
61982C
61982D
22894E
63994C
660-409
22516
63982
63970B
63970A
63470A
63470
90
22766
63492
HS24C
660-219A
22597E
22863B
61470C
22766
Description
Gasket .......................................................................................................
Plug Screw, for oil filler hole .....................................................................
Screw ..........................................................................................................
Frame Thread Eyelet ...................................................................................
Plug Screw ..................................................................................................
Top Cover ....................................................................................................
Screw ....................................................................................................
Spring Clip .............................................................................................
Top Cover Hinge .......................................................................................
Top Cover Hinge Pin .................................................................................
Screw .........................................................................................................
Plug, plastic, overall length 7/16 inch (11.1mm) ..........................................
Tension Release Bushing Plug ......................................................................
Screw ...........................................................................................................
Head Cover .................................................................................................
Needle Bar Bushing Thread Guide ..............................................................
Thread Pull-up Bracket ................................................................................
Upper Needle Thread Eyelet .....................................................................
Lower Needle Thread Eyelet .......................................................................
Screw ..........................................................................................................
Screw ..........................................................................................................
Tension Post Eyelet .......................................................................................
Screw ..........................................................................................................
Roll Pin .........................................................................................................
Set Screw, for tension assembly ..................................................................
Stop Screw, for tension assembly .............................................................
Thread Guide ..........................................................................................
Screw ......................................................................................................
Amt.
Req.
1
1
1
1
4
1
1
1
2
4
1
6
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
29. thru 58. see following page.
29
Page 30

30
Page 31

MAIN FRAME MISCELLANEOUS COVERS AND NEEDLE TENSION PARTS (CONT.)
Ref.
No.
Part No.
1. thru 28. see preceding page.
29.
22562
30.
61471A
31.
22805
32.
63971A
33.
666-222
34.
22564
35.
63451
36.
29475AR
37.
660-269A
38.
61492E
39.
22560G
40.
61492G
41.
61492F
42.
63453
43.
109
44.
61492H
45.
61392F14
46.
61292C
47.
21680AX
48.
22652D8
49.
22517B
50.
63996
51.
666-240
52.
21662AE
53.
22644K48
54.
652-16
55.
63982C
56.
22571F
57.
61482J
58.
660-204
Description
Screw ...........................................................................................................
Frame Thread Eyelet ....................................................................................
Screw ...........................................................................................................
Take-up Lever Shield ..................................................................................
Felt Pad ................................................................................................
Screw ..........................................................................................................
Take-up Shield ..........................................................................................
Thread Tension Assembly ............................................................................
Quad Ring .............................................................................................
Tension Post Socket ............................................................................
Tension Release Pin ................................................................................
Tension Post ........................................................................................
Take-up Spring ...................................................................................
Tension Disc .........................................................................................
Tension Release Washer ........................................................................
Tension Spring ........................................................................................
Tension Nut ............................................................................................
Base Plate ....................................................................................................
Screw, for base plate ...................................................................................
Screw ...........................................................................................................
Hook Oil Return Channel .............................................................................
Hook Oil Return Channel Felt .................................................................
Shaft Bracket, rear .....................................................................................
Screw ........................................................................................................
Washer ......................................................................................................
Oil Reservoir Bottom Cover .......................................................................
Plug Screw .............................................................................................
Gasket .........................................................................................................
"O" Ring .......................................................................................................
Set Screw .........................................................................................
Amt.
Req.
2
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
3
2
1
1
1
2
2
1
1
1
2
31
Page 32

32
Page 33

MAIN AND HOOK DRIVE SHAFTS, NEEDLE BAR AND FOOT LIFTER MECHANISM
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
Part No.
63917C
63443
22894C
63940
63993G
61360G
22884
61460A
22653D6
61460B
660-269
63921
61421G
22574C
63921BA
22894V
652B20
61468B
421H
22890A
63466
61467
22758B
15872F
22817A
660-283A
61468D
63479E
22651CD-3
61460
22884
9937
22874F
63422
63491D
22839
22894W
22894V
29486AB
61451
61451G
61451D-625
61541D-626
61541D-627
61455
22757D
63455
63952C
61451A
61351C
22784E
61255
22562B
61451B
61468F
61468E
22712G
Description
Needle Bar, marked "EN" ......................................................................................................
Hook Shaft Driving Gear ......................................................................................................
Set Screw ....................................................................................................................
Hook Driving Shaft .............................................................................................................
Oil Return Pump ................................................................................................................
Shaft Collar .........................................................................................................................
Screw .................................................................................................................................
Hook Driving Shaft Sprocket ..............................................................................................
Screw ...............................................................................................................................
Feed Driving Belt ...................................................................................................................
Quad Ring ..............................................................................................................................
Handwheel Assembly ...........................................................................................................
Hub Washer .....................................................................................................................
Screw ...............................................................................................................................
Handwheel ...................................................................................................................
Set Screw ........................................................................................................................
Lock Washer .............................................................................................................................
Lifter Lever Extension Stud and "S" Hook ................................................................................
Lifter Lever Chain ......................................................................................................................
Screw, left thread ....................................................................................................................
Lifter Lever .................................................................................................................................
Lifter Lever Link ......................................................................................................................
Screw .........................................................................................................................................
Lifter Lever Spring .....................................................................................................................
Screw .........................................................................................................................................
Spring Grip Fastener ..............................................................................................................
Chain Hook ..............................................................................................................................
Main Shaft Reduction Drive Gear ......................................................................................
Set Screw .........................................................................................................................
Main Shaft Driving Sprocket ...................................................................................................
Set Screw ...........................................................................................................................
Nut ..........................................................................................................................................
Screw .......................................................................................................................................
Main Shaft ................................................................................................................................
Counterweight .......................................................................................................................
Screw .........................................................................................................................................
Spot Screw ...............................................................................................................................
Set Screw ...................................................................................................................................
Take-Up Lever and Needle Bar Link Assembly ..............................................................
Take-Up Lever ..............................................................................................................
Take-Up Lever Eyelet .........................................................................................
Needle Bearing, .625 inch diameter .........................................................................
Needle Bearing, .626 inch diameter ..........................................................................
Needle Bearing, .627 inch diameter ..........................................................................
Needle Bar Link .............................................................................................................
Screw .............................................................................................................................
Thrust Washer ...................................................................................................................
Take-Up Lever Crank Pin, marked "L" .........................................................................
Take-Up Lever Link .......................................................................................................
Thrust Washer ...................................................................................................................
Screw ..............................................................................................................................
Needle Bar Connection ........................................................................................................
Screw ..............................................................................................................................
Take-Up Lever Pin .................................................................................................................
Lifter Lever Bell Crank ..........................................................................................................
Bell Crank Roller ....................................................................................................................
Screw ....................................................................................................................................
Amt.
Req.
1
1
2
1
1
1
2
1
2
1
1
1
1
3
1
2
1
1
1
1
1
1
1
1
1
1
1
1
2
1
2
1
1
1
1
2
1
2
1
1
1
38
38
38
1
1
1
1
1
1
1
1
1
1
1
1
1
33
Page 34

34
Page 35

NEEDLE FEED DRIVING PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
Part No.
22894E
61985J
666-139
61985A
63985B
22504H
61985D
61985A
51773
88B
61984C
61985F
22839
60038G
666-173
20
18
29126EL
22894J
63984A
95
14077
Description
Screw, for needle bar frame pivot stud ........................................................
Needle Bar Frame Pivot Adjustable Bushing ................................................
Oil Wick ........................................................................................................
Needle Bar Frame Pivot Stud ........................................................................
Needle Bar Frame ........................................................................................
Screw ...........................................................................................................
Needle Bar Frame Rock Shaft Connecting Link ............................................
Needle Bar Frame Rock Shaft .......................................................................
Collar ...........................................................................................................
Screw .....................................................................................................
Needle Bar Drive Eccentric Connecting Stud ..............................................
Needle Bar Frame Rock Shaft Driving Lever .................................................
Clamp Screw .........................................................................................
Bearing ........................................................................................................
Oil Wick ........................................................................................................
Washer .........................................................................................................
Nut ...............................................................................................................
Needle Feed Drive Eccentric and Connecting Rod Assembly .....................
Set Screw ...............................................................................................
Needle Bearing Retaining Collar .................................................................
Screw .....................................................................................................
Nut ...............................................................................................................
Amt.
Req.
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
2
1
2
3
35
Page 36

36
Page 37

PRESSER FEET, PRESSER BAR, TOP FEED ROLLER MECHANISM AND ATTACHMENTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
*33A.
34.
35.
Part No.
63920
22585A
27-435BLK
61458H
21756G
61439AN
22738B
95
22882
61458D
22845
61458C
88B
230
63959B
73C
22570
61356
61256G
61257G
63457R
63958
660-219B
61458G
63957
61439AM
54430E
660-249
63939K
110-4
51292C
138
63939R
61439AG
95
61439AP
Description
Presser Foot, marked "AF", for Style 63900AW ...............................................
Screw ...........................................................................................................
Washer .........................................................................................................
Presser Foot Shank .......................................................................................
Screw Pin ......................................................................................................
Presser Foot Shank Hinge Pin ........................................................................
Screw ...........................................................................................................
Set Screw, for presser bar .............................................................................
Screw, for presser bar ...................................................................................
Presser Foot Tension Bar ...............................................................................
Screw Pin ................................................................................................
Presser Foot Lifter Block ................................................................................
Screw .....................................................................................................
Screw ...........................................................................................................
Presser Bar Guide .........................................................................................
Screw .....................................................................................................
Screw .....................................................................................................
Roller Presser Spring .................................................................................
Presser Spring Washer ..............................................................................
Presser Spring Regulator and Bushing ......................................................
Presser Bar Spring Washer .......................................................................
Presser Bar Connection ...........................................................................
Roll Pin ...............................................................................................
Tension Release Cam ..................................................................................
Presser Bar ...................................................................................................
Top Roller Bracket ........................................................................................
Pin ..........................................................................................................
Needle Bearing ...................................................................................
Top Feed Roller Shaft ....................................................................................
Presser Foot Tension Regulating Spring ........................................................
Presser Foot Tension Regulating Nut .............................................................
Screw ...........................................................................................................
Top Feed Roller, 48 teeth, 1 1/4 inch diameter ............................................
Top Feed Roller, coarse knurl, 1 1/4 inch diameter .......................................
Set Screw ...............................................................................................
Upper Roller Stripper ....................................................................................
Amt.
Req.
1
1
4
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
2
1
1
2
1
36. thru 69. see following page.
* Available if specified on order or as an extra send and charge item.
37
Page 38

38
Page 39

PRESSER FEET, PRESSER BAR, TOP FEED ROLLER MECHANISM AND ATTACHMENTS
Ref.
No.
Part No.
1. thru 35. see preceding page.
36.
22798A
37.
61430V
38.
21629
39.
61430CL
39A.
50A.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
61430BW
22738F
61430BX
63903
22875
61403
22704
63930A
63920A
73A
61430R
63920B3/8
63920B1/2
22738B
61430X
23564
6958
88
23564E
23564D
22711
23564A
23364AD
23364AG
22593
91A
23564C
907
20110
22711
23564G
22517B
Description
Screw, for Styles 63900AW, AEE ....................................................................
Spring, for edge guide, for Styles 63900AW, AEE ...........................................
Screw, for compensating edge guide, ........................................................
Edge Guide, for Style 63900AEE ....................................................................
Compensating Edge Guide, for Style 63900AW ...........................................
Screw .....................................................................................................
Compensating Edge Guide ...................................................................
Edge Guide Mounting Bracket, for Style 63900AT ........................................
Screw, for edge guide mounting bracket ....................................................
Edge Guide, for Style 63900AT ......................................................................
Screw ...........................................................................................................
Presser Foot Bottom, for Style 63900AAE .......................................................
Presser Foot, for Style 63900AT ......................................................................
Screw .....................................................................................................
Presser Foot Edge Guide ........................................................................
Presser Foot, for 3/8 inch hem, on Style 63900AM .........................................
Presser Foot, for 1/2 inch hem, on Style 63900AM .........................................
Screw .....................................................................................................
Presser Foot Needle Guard, marked "A" .............................................
Hemmer, complete, for making 3/8 to 1/2 inch turned don hem, on Style
63900AM ......................................................................................................
Collar .....................................................................................................
Hemmer Operating Rod ........................................................................
Hemmer Base ........................................................................................
Screw .....................................................................................................
Hemmer Scroll, right ..............................................................................
Hemmer Scroll, left ................................................................................
Hemmer Scroll Slide Spring ....................................................................
Screw .....................................................................................................
Stop Screw .............................................................................................
Hemmer Scroll Slide ...............................................................................
Nut .........................................................................................................
Hemmer Operating Rod Spring ..............................................................
Screw, for hemmer, on Style 63900AM .........................................................
Hemmer Mounting Bracket ..........................................................................
Screw ...........................................................................................................
Set Screw .........................................................................................
Amt.
Req.
1
1
1
1
1
2
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
2
1
1
1
1
2
1
2
39
Page 40

40
Page 41

ROTATING HOOK ASSEMBLY AND HOOK OILING PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
Part No.
29474SA
-
29474AH
-
29474VA
63913A
61415A
61216
61216N
22564M
22716K
61414F
63918A
61415
61212B
63914D
63907A
61411B
22716M
22569H
63908
-
63408
61210C
22716L
61351C
12865
88
61444
89
61440
63432
HA73B
61496V
22868D
51225W
61496F
61496G
61496E
63496B
61496J
666-181
666-182
61496C
660-219D
61496D
35857R
61496L
61496K
27-527BLK
22819
61496P
22894R
61496N
660-221
39198D
61496M
22743
Description
Rotating Hook Assembly for 63900AAE, AT, AW ............................................
Rotating Hook, for Style 63900AML, 1/2, 3/8, AMLZ .......................................
Rotating Hook, for Style 63900AM, 1/2, 3/8 ................................................
Bobbin Case Assembly ..........................................................................
Bobbin Case Latch Lever .................................................................
Bobbin Case Latch Hinge Pin ...........................................................
Bobbin Case Latch Spring ................................................................
Screw ...............................................................................................
Tension Regulating Screw ................................................................
Bobbin Case Tension Spring .............................................................
Bobbin Case ....................................................................................
Bobbin Case Latch ...........................................................................
Bobbin ....................................................................................................
Bobbin Case Holder ...............................................................................
Hook, Thread Retainer and Thread Deflector Assembly .........................
Hook Thread Retainer ......................................................................
Screw ...............................................................................................
Set Screw .........................................................................................
Hook ................................................................................................
Hook, for Styles 63900AML1/2, 3/8 ...................................................
Hook Thread Deflector .....................................................................
Screw ...............................................................................................
Thrust Washer ................................................................................................
Thrust Collar ................................................................................................
Screw .....................................................................................................
Hook Shaft Pinion ..........................................................................................
Screw .....................................................................................................
Hook Shaft ....................................................................................................
Hook Shaft Collar, left ...................................................................................
Screw .....................................................................................................
Hook Shaft Wick Insert Assembly ..................................................................
Screw ...........................................................................................................
Washer .........................................................................................................
Retaining Spring ...........................................................................................
Pivot Pin ........................................................................................................
Hook Oil Feed Roller .....................................................................................
Metering Cup ...............................................................................................
Air Seal Spring ...............................................................................................
Oil Supply Felt .............................................................................................
Air Seal Felt ...................................................................................................
Pump Disc .....................................................................................................
Roll Pin ....................................................................................................
Pump Disc Pivot Pin ...................................................................................
Spring ...........................................................................................................
Hook Oil Control Shaft ...................................................................................
Hook Oil Control Finger .................................................................................
Washer ........................................................................................................
Screw ............................................................................................................
Hook Oil Control Shaft Bushing .....................................................................
Spot Screw ....................................................................................................
Oil Control Adjusting Shaft ............................................................................
Oil Seal Ring ..................................................................................................
Spring Washer ...............................................................................................
Oil Control Cog .............................................................................................
Set Screw ................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
3
2
1
1
1
4
2
1
2
1
2
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
41
Page 42

42
Page 43

FEED ROLLER DRIVING PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
*18.
19.
*20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
Part No.
63962H
22894V
39552C
660-318
660-207
63962L
63962K
22878
63962J
22525C
22894J
63962B
22597A
63962A
63962
61248H
531
63949-39
*-
63949-37
18-500
63949-41
*-
63949-43
18-500
63939
63939H
22652B-10
63939A
61339D
95
63982E
22517B
Description
Lower Reduction Gear .................................................................................
Set Screw ...............................................................................................
Thrust Washer ...............................................................................................
Truarc Ring ...................................................................................................
"O" Ring ........................................................................................................
Middle Reduction Gear .............................................................................
Upper Reduction Drive Dear ........................................................................
Set Screw ...............................................................................................
Upper Reduction Driven Gear ......................................................................
Screw .....................................................................................................
Set Screw ...............................................................................................
Upper Reduction Gear Shaft ........................................................................
Set Screw ......................................................................................................
Middle Reduction Gear Stud ........................................................................
Lower Reduction Gear Shaft ........................................................................
Thrust Collar .................................................................................................
Screw .....................................................................................................
Upper Stitch Regulating Gear, for Styles 63900M, T .......................................
Upper Stitch Regulating Gear, for Styles 63900W, AE ....................................
Set Screw ...............................................................................................
Lower Stitch Regulating Gear, for Styles 63900M, T .......................................
Lower Stitch Regulating Gear, for Styles 63900W, AE ....................................
Set Screw ...............................................................................................
Top Feed Roller Drive Shaft Bushing Housing ................................................
Top Feed Roller Drive Shaft Bushing ........................................................
Screw ...........................................................................................................
Top Feed Roller Drive Shaft ...........................................................................
Lower Feed Roller Drive Gear .......................................................................
Set Screw ...............................................................................................
Cloth Plate Extension, for Style 63900W, AE ..................................................
Screw, for Style 63900W, AE ..........................................................................
Amt.
Req.
1
2
2
2
1
1
1
2
1
3
2
1
1
1
1
1
2
1
1
1
1
1
1
1
1
2
1
1
2
1
3
30. thru 52. see following page.
* See page 13 "Gear Chart", for the gear combinations to produce stitches per inch, other
than the ones indicated.
† Available as extra send and charge item.
43
Page 44

44
Page 45

FEED ROLLER DRIVING PARTS (CONT.)
Ref.
No.
Part No.
1. thru 29. see preceding page.
30.
63939P
†-
63939E
31.
22580
32.
22569C
33.
63928
33A.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
63928A
61414E
22653K-6
22875
63939N
63982B
660-219
63941
63941A
22637R-96
63939B
51239E
22580
63939S
63939F
22569C
63939J
22650AA-2
22517B
63982D
Description
Lower Feed Roller, 24 teeth ..........................................................................
Lower Feed Roller, medium diamond knurl ..................................................
Set Screw ...............................................................................................
Screw ...........................................................................................................
Throat Plate ..................................................................................................
Needle Hole Insert, .080 inch dia. needle hole .......................................
Bobbin Case Holder Positioning Finger ........................................................
Screw ...........................................................................................................
Screw ...........................................................................................................
Lower Feed Roller Stripper ............................................................................
Hook Housing Cover, for Styles 63900M, T .....................................................
Roll Pin, for Styles 63900M, T ..........................................................................
Hook Shaft Bushing Housing .........................................................................
Hook Shaft Bushing ................................................................................
Screw ...........................................................................................................
Lower Feed Roller Drive Shaft .......................................................................
Lower Feed Roller Driven Gear .....................................................................
Set Screw ...............................................................................................
Lower Feed Drive Shaft Housing ...................................................................
Clamp Plate .................................................................................................
Screw ...........................................................................................................
Top Feed Roller Flexible Drive Shaft ..............................................................
Allen Set Screw, standard No. 8-32 national coarse thread, 1/8 inch long ...........
Screw ...........................................................................................................
Feed Drive Gear Cover ................................................................................
Amt.
Req.
1
1
1
2
1
1
1
1
2
1
1
1
1
1
3
1
1
2
1
1
4
1
4
1
1
† Available as extra send and charge item.
45
Page 46

46
Page 47

BOBBIN WINDER AND MISCELLANEOUS ACCESSORIES
Ref.
No.
Part No.
61477M
1.
22846M-12
2.
61337N
3.
21227BY
*4.
61212
5.
21388AV
*6.
22653E-20
7.
21227BZ
*8.
22789B
9.
21665L
10.
21663F
11.
21665C
12.
21663C
13.
#14.
650AC-36
28604S
660-457
-
* Not furnished with machine, but may be ordered separately as an extra send and charge.
Description
Bobbin Winder, complete ............................................................................
Wood Screw ..........................................................................................
Trip Latch ...............................................................................................
Felt Assembly Adaptor .................................................................................
Bobbin ..........................................................................................................
Bearing Housing Puller .................................................................................
Clamp Screw .........................................................................................
Take-Up Eyelet Replacement Tool ...............................................................
Thumb Screw .........................................................................................
Bell Crank Actuator Rod, for Styles 63900T, W, and AE ..................................
Knee Press Plate Rod, for Style 63900M .........................................................
Rock Shaft Connecting Arm, for actuating folder actuator finger, for
Style 63900M ...............................................................................................
Knee Press Plate Rod, for Styles 63900T, W, and AE .......................................
Screw, for table top ......................................................................................
Can of Oil, Spec. No. 175, 1 quart (not shown) ..............................................
Dust Cover, (not shown) ...............................................................................
Amt.
Req.
1
2
1
1
1
1
1
1
1
1
1
1
1
4
1
1
# Not furnished with machine, but is a component of 1400D pedestal.
47
Page 48

NUMERICAL INDEX OF PARTS
Part No. Page No.
109 .....31
110-4 .....37
11635B .....27
12865 .....41
138 .....37
14077 .....35
15872F .....33
18 .....35
18-500 .....43
20 .....35
20110 .....39
21227BY .....47
21227BZ .....47
21388AV .....47
21629 .....39
21662AE .....31
21663C .....47
21663F .....47
21665C .....47
21665L .....47
21680AX .....31
21756G .....37
22504H .....35
22513D .....29
22516 .....29
22517B .....31, 39,
22517B .....43, 45
22525C .....43
22539P .....29
22560G .....31
22562 .....31
22562B .....33
22564 .....25, 27, 31
22564M .....41
22569B .....25
22569C .....45
22569H .....41
22570 .....37
22570A .....29
22571F .....31
22574C .....33
22580 .....45
22585A .....37
22593 .....39
22597A .....43
22597E .....29
22637R-96 .....45
22644K48 .....31
22650AA-2 .....45
22651CD-3 .....33
22652B-10 .....43
22652D8 .....31
22653D6 .....33
22653E-20 .....47
22653K-6 .....45
22704 .....39
22711 .....39
22712G .....33
22716K .....41
Part No. Page No.
22716L .....41
22716M .....41
22733D .....29
22738B .....37, 39
22738F .....39
22743 .....41
22757D .....33
22758B .....33
22766 .....29
22784E .....33
22784K .....25
22789B .....47
22798A .....39
22805 .....31
22815 .....25
22817A .....33
22819 .....41
22839 .....33, 35
22845 .....37
22846M-12 .....47
22863B .....29
22868D .....41
22874F .....33
22875 .....39, 45
22878 .....43
22882 .....37
22884 .....33
22890A .....33
22890C .....27
22894C .....33
22894E .....29, 35
22894J .....35, 43
22894R .....41
22894V .....33, 43
22894W .....33
230 .....37
23364AD .....39
23364AG .....39
23564 .....39
23564A .....39
23564C .....39
23564D .....39
23564E .....39
23564G .....39
27-435BLK .....37
27-527BLK .....41
28604S .....47
29126EL .....35
29474AH .....41
29474SA .....41
29474VA .....41
29475AR .....31
29486AB .....33
35857R .....41
39198D .....41
39552C .....43
421H .....33
51-159BLK .....25
51225W .....41
Part No. Page No.
51239E .....45
51292C .....37
51773 .....35
531 .....43
54430E .....37
56393AA .....25
60038G .....35
61210C .....41
61212 .....47
61212B .....41
61216 .....41
61216N .....41
61248H .....43
61255 .....33
61256G .....37
61257G .....37
61292C .....31
61293N .....27
61337N .....47
61339D .....43
61351C .....33, 41
61356 .....37
61360G .....33
61392F14 .....31
61403 .....39
61411B .....41
61414E .....45
61414F .....41
61415 .....41
61415A .....41
61421G .....33
61430BW .....39
61430BX .....39
61430CL .....39
61430R .....39
61430V .....39
61430X .....39
61432B .....27
61439AG .....37
61439AM .....37
61439AN .....37
61439AP .....37
61439AR .....37
61440 .....41
61441A .....27
61444 .....41
61451 .....33
61451A .....33
61451B .....33
61451D-625 .....33
61451G .....33
61455 .....33
61458C .....37
61458D .....37
61458G .....37
61458H .....37
61460 .....33
61460A .....33
61460B .....33
Part No. Page No.
61467 .....33
61468B .....33
61468D .....33
61468E .....33
61468F .....33
61470C .....29
61470D .....29
61471A .....31
61477M .....47
61482J .....31
61490B .....25
61490C .....25
61490D .....25
61492E .....31
61492F .....31
61492G .....31
61492H .....31
61494D .....25
61494E .....25
61494H .....27
61494L .....25
61494N .....25
61494T .....27
61496C .....41
61496D .....41
61496E .....41
61496F .....41
61496G .....41
61496J .....41
61496K .....41
61496L .....41
61496M .....41
61496N .....41
61496P .....27, 41
61496S .....27
61496V .....41
61541D-626 .....33
61541D-627 .....33
61982C .....29
61982D .....29
61984C .....35
61985A .....35
61985D .....35
61985F .....35
61985G .....25
61985H .....25
61985J .....35
63408 .....41
63422 .....33
63432 .....
63432C .....27
63443 .....33
63451 .....31
63453 .....31
63455 .....33
63457R .....37
63466 .....33
63470 .....29
63470A .....29
41
Part No. Page No.
63479E .....33
63490B .....27
63491D .....33
63492 .....29
63494A .....29
63494B .....29
63494C .....25
63494D .....27
63494F .....27
63494G .....27
63494K .....27
63494M .....25
63496B .....41
63903 .....39
63907A .....41
63908 .....41
63913A .....41
63914D .....41
63917C .....33
63918A .....41
63920 .....37
63920A .....39
63920B1/2 .....39
63920B3/8 .....39
63921 .....33
63921BA .....33
63928 .....45
63928A .....45
63930A .....39
63939 .....43
63939A .....43
63939B .....45
63939E .....45
63939F .....45
63939H .....43
63939J .....45
63939K .....37
63939N .....45
63939P .....45
63939R .....37
63939S .....45
63940 .....33
63941 .....45
63941A .....45
63949-37 .....43
63949-39 .....43
63949-41 .....43
63949-43 .....43
63949R .....25
63952C .....33
63953A .....25
63957 .....37
63957A .....25
63958 .....37
63959B .....37
63962 .....43
63962A .....43
63962B .....43
63962C .....27
48
Page 49

NUMERICAL INDEX OF PARTS
Part No. Page No.
63962D .....27
63962E .....27
63962F .....27
63962G .....27
63962H .....43
63962J .....43
63962K .....43
63962L .....43
63970A .....29
63970B .....29
63971A .....31
63982 .....29
63982A .....29
63982B .....45
63982C .....31
63982D .....45
63982E .....43
63982F .....29
63984A .....35
63984C .....25
63985B .....35
63993B .....27
63993C .....25
63993D .....25
63993G .....33
63993H .....27
63994 .....25
63994C .....29
63996 .....31
650AC-36 .....47
652-16 .....31
652B20 .....33
660-204 .....31
660-207 .....43
660-219 .....45
660-219A .....29
660-219B .....37
660-219D .....41
660-221 .....27, 41
660-249 .....37
660-269 .....33
660-269A .....31
660-283A .....33
660-318 .....43
660-409 .....29
660-455 .....
660-457 .....47
666-139 .....35
666-173 .....35
666-181 .....41
666-182 .....41
666-200 .....25
666-214 .....25
666-221 .....27
666-222 .....31
666-223 .....25
666-224 .....25
666-225 .....25
666-228 .....25
27
Part No. Page No.
666-234 .....27
666-237 .....27
666-238 .....27
666-239 .....27
666-240 .....31
666-254 .....25
6958 .....39
73A .....39
73C .....37
88 .....39, 41
88B .....35, 37
89 .....41
90 .....29
907 .....39
91A .....39
95 .....35, 37, 43
9937 .....33
HA73B .....41
HS24C .....29
49
Page 50

NOTES
50
Page 51

NOTES
51
Page 52

 Loading...
Loading...