

Page 1
Instruction Sheet
ERGOCRIMP
Crimp-Handzange
PN 539 635-1
411-18087
15 Sept 2010 UL
Rev. E
Instruction Sheet
ERGOCRIMP
Crimp Hand Tool
P/N 539 635-1
Page 2
Seite/Page 1
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
1 Using the
instruction sheet
The instruction sheet must be constantly within reach
at the hand tool.
Each person who is working with the hand tool, must
be familiar with the instruction sheet and strictly
observe the instructions therein.
Tyco Electronics declines to accept any liability for
damages that are incurred due to the fact that the
instructions on the hand tool or in the instruction sheet
have been disregarded.
The user is responsible for supplementing the instruction sheet with any instructions resulting from
current national regulations for accident prevention
and protection of the environment.
2 Basic safety instructions
The hand tool has been constructed according to
state-of-the-art technology and the acknowledged
technical safety regulations.
2.1 Responsibilities
The hand tool may only be operated by trained and
authorized personnel.
The user must clearly define and observe the responsibilities of the personnel for operation, maintenance
and service.
Should the user make any changes to the hand tool
without consulting the manufacturer or the supplier,
the latter will not be liable for any damage that may
result.
2.2 Notes on setting up and
operating the hand tool
The hand tool may only be set up and operated in
perfect technical condition, observing all the safety
regulations and considering any possible danger.
The hand tool may only be used for the purpose
specified in the instruction sheet.
The manufacturers and suppliers will not be liable for
any damages which may result due to the hand tool
being used for a purpose other than that for which it
was intended. This is done entirely at the user‘s own
risk.
1 Umgang mit der
Betriebsanleitung
Die Betriebsanleitung muß ständig bei der Handzange verfügbar sein.
Jeder, der mit der Handzange arbeitet, muß die
Betriebsanleitung kennen und beachten.
Die Firma Tyco Electronics lehnt jede Haftung für
Schaden ab, der durch Nichtbeachten von Hinweisen
auf der Handzange oder in der Betriebsanleitung
entsteht.
Die Betriebsanleitung ist vom Benutzer der Handzange um Anweisungen aufgrund bestehender nationaler Vorschriften zur Unfallverhütung und zum Umweltschutz zu ergänzen.
2 Grundlegende Sicherheitshinweise
Die Handzange ist nach dem Stand der Technik und
den anerkannten sicherheitstechnischen Regeln gebaut.
2.1 Zuständigkeiten
Die Handzange darf nur von eingewiesenem und
autorisiertem Personal betrieben werden.
Die Zuständigkeit des Personals für Bedienen, Warten und Instandhalten ist vom Benutzer der Handzange klar festzulegen und einzuhalten.
Eigenmächtige Veränderungen an der Handzange
schließen eine Haftung des Herstellers bzw. Lieferers
für daraus resultierende Schäden aus.
2.2 Hinweise zum Einrichten und
Betreiben der Handzange
Die Handzange darf nur in technisch einwandfreiem
Zustand sowie sicherheits- und gefahrenbewußt benutzt werden.
Die Handzange ist ausschließlich nur für den in der
Betriebsanleitung beschriebenen Zweck zu verwenden.
Für Schäden, die aus nicht bestimmungsgemäßer
Verwendung entstehen, haftet der Hersteller bzw.
Lieferer nicht: das Risiko hierfür trägt allein der Benutzer.
Page 3
Seite/Page 2
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
2.3 Hinweise zum Inhalt
dieser Betriebsanleitung
Diese Betriebsanleitung beschreibt die Anwendung
und Bedienung der ERGOCRIMP Crimp-Handzange
539 635-1 sowie erforderliche Wartungsmaßnahmen. Detaillierte Informationen zum Crimpverfahren,
zur Crimphöhen-Prüfung und Einstellung der
Crimpmatrizen sind den jeweils beigepackten Betriebsanleitungen der separat gelieferten Crimpmatrizen zu entnehmen.
Für Informationen, die nicht in dieser Anleitung enthalten sind sowie zur Technischen Unterstützung,
wenden Sie sich bitte direkt an:
Kundendienst
Ampèrestraße 12-14
64625 Bensheim
2.3 Notes to the Contens of
this Manual
This IS describes the use and the operation of the
ERGOCRIMP Hand Tool 539 635-1 as well as
necessary maintenance measures. Detailed
information concerning the crimp process, the crimp
height measurement and die adjustment should be
taken from the IS of the separately delivered Die
Sets.
For further information, not included in this IS , and for
technical assistance please contact:
Field Service
Ampèrestraße 12-14
64625 Bensheim
Page 4
Seite/Page 3
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
3 Verwendungszweck
Mit der ERGOCRIMP Crimp-Handzange können unter Einsatz verschiedener Crimpmatrizen die unterschiedlichsten Crimpkontakte verarbeitet werden.
In den meisten Fällen wird die Crimp-Handzange als
Teil einer Werkzeugeinheit zusammen mit einer
produktspezifischen Crimpmatrize ausgeliefert.
HINWEIS
Die ERGOCRIMP Crimp-Handzange ist für die
Aufnahme verschiedener Crimpmatrizen ausgelegt. Kontaktieren Sie den Tyco Electronics
Kundendienst bezüglich der Verfügbarkeit von
Crimpmatrizen für spezielle Anwendungen.
HINWEIS
Alle Abmessungen in dieser Betriebsanleitung werden in Millimeter 'mm' angegeben. Die
abgebildeten Komponenten sind nicht maßstabsgetreu dargestellt.
HINWEIS ZUR ANWENDUNG
Kumulative traumatische Beschwerden können die Folge einer dauerhaften Anwendung
von Handzangen sein. Tyco Electronics Handzangen sind für gelegentliche Anwendungen
und geringe Stückzahlen vorgesehen. Für den
gesteigerten Bedarf bzw. für die Produktion
bietet Tyco Electronics eine große Auswahl
entsprechender Werkzeuge.
HINWEIS
Die Werkzeuge sind ausschließlich für den
hier beschriebenen Zweck zu verwenden!
3 Application
The ERGOCRIMP Hand Tool applies various crimp
contacts using different die sets.
In most of the cases, the crimp hand tool will be
delivered as part of a tool assembly together with a
product specific die set.
NOTE
The ERGOCRIMP Hand Tool has been
designed to accomodate different crimp die
sets. For availability of die sets for special
applications please contact the Tyco
Electronics Field Service.
NOTE
Dimensions on this sheet are in millimeters
"mm" . Figures and illustrations are not drawn
to scale.
PROPER USE GUIDELINES
Cumulative Traume Disorders can result from
a prolonged use of manually powered hand
tools. Tyco Electronics hand tools are
intended for occasional use and low volume
applications. For extended use or production
operations, Tyco Electronics offers a wide
selection of powered application equipment.
NOTE
The tool may only be used for the described
purpose.
Page 5

Seite/Page 4
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
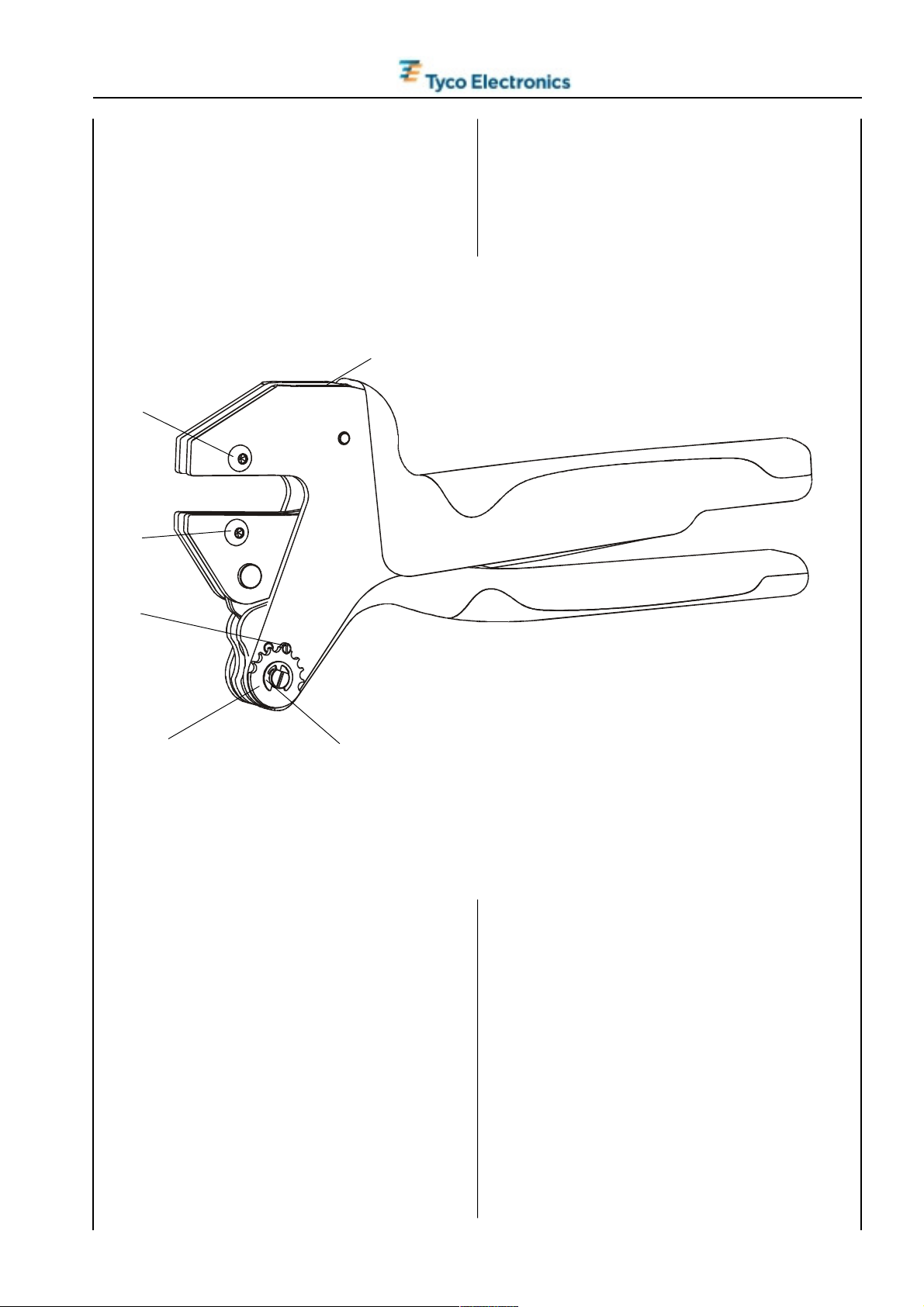
Bild / Figure 1
4 Beschreibung
Die Crimp-Handzange ERGOCRIMP besteht im wesentlichen aus zwei Crimpbacken, einer einstellbaren Ratsche, zwei selbstöffnenden Handgriffen, zwei
Befestigungsschrauben für Matrizen und der Ratschen-Notauslösung. Die geschlitzte Backenkonstruktion erlaubt den einfachen Ein- und Ausbau
von Crimpmatrizen. Die Verstellung des Ratschenmechanismus erlaubt gleichzeitig die Einstellung der
erforderlichen Betätigungskraft und gewährleistet
damit die optimale Crimpkraft der Matrizen.
4 Description
The ERGOCRIMP tool consists of two crimping jaws,
an adjustable ratchet, spring-actuated handles, two
die retaining screws, and an emergency ratchet
release. The slotted design of the crimping jaws
permits easy installation and removal of crimping
dies. The adjustable ratchet allows handle pressure
to be set for optimum crimping die performance.
feststehender Crimpbacken
stationary jaw
Matrizenbefestigungsschrauben
die retaining screws
Schaftschraube
screwed stop pin
beweglicherCrimpbacken
Sicherungsscheibe
retaining plate
Ratscheneinstellrad
ratchet adjustment wheel
Exzenterbolzen
eccentric bolt
Page 6

Seite/Page 5
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
Sechskantmutter
Nut
Abschrägung
Chamfer
Matrizenbefestigungsschrauben
Die retaining
screws
Positioniereinheit
Locator assembly
Bild / Figure 2
5 Matrizen, Ein- und Ausbau
Wählen Sie den gewünschten Matrizensatz aus.
5 Die Installation and removal
Select the desired die assembly.
Matrizen - Einbau
1. Öffnen Sie die Zangengriffe und entfernen Sie die
beiden Befestigungsschrauben aus den
Crimpbacken.
2. Positionieren Sie die Crimper-Matrize für Drahtund Isolationscrimp in der feststehenden Crimpbacke, so daß die Abschrägungen nach außen
zeigen.
3. Drehen Sie eine Matrizen-Befestigungsschraube
durch Backe und Matrize, ziehen Sie aber die
Schraube noch nicht fest.
4. Positionieren Sie die untere Matrize in der beweglichen Crimpbacke der Handzange. Drehen Sie
eine Matrizen-Befestigungsschraube durch Bakke und Matrize, ziehen Sie die Schraube aber
noch nicht fest.
Obere Matrize
Upper die
Untere Matrize
Lower die
Sechskantmutter
Nut
Die - Installation
1. Open the tool handles and remove the two die
retaining screws from the tool jaws.
2. Move the wire and insulation crimper dies, with
the chamfers facing the front of the stationary
jaws.
3. Insert a die retention screw through the jaw and
die and tighten the screw so that the die is held
in place, but do not tighten the screw completely
at this point.
4. Place the lower die in the moving jaw of the tool
frame. Install a die retention screw through the
jaw and die and tighten the screw so that the die
is held in place, but do not tighten the screw
completely at this point.
Kontaktabstützung
Contact guide
Page 7

Seite/Page 6
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
HINWEIS
Der Ratschenmechanismus der Handzange
besitzt Raststufen, die beim Schließen der
Zangengriffe sieben hörbare 'Klicks' ergeben.
Beim sechsten (6.) 'Klick' wird der Ratchenmechanismus ausgelöst (geöffnet).
5. Drücken Sie die Zangengriffe langsam zusammen, so daß die Matrizen aneinandergefügt und
ausgerichtet werden. Drücken Sie die Zangengriffe bis zum fünften (5.) 'Klick' zusammen und
ziehen Sie dann die beiden Matrizen-Befestigungsschrauben fest.
6. Befestigen Sie die Positioniereinheit auf der feststehenden bzw. die Kontaktabstützung auf der
beweglichen Crimpbacke mit der entsprechenden Sechskantmutter nach der Vorschrift für den
entsprechenden Matrizentyp.
Matrizen - Ausbau
1. Für den Ausbau des Matrizensatzes schließen
Sie die Zange bis der Ratschenmechanismus
auslöst und die Zangengriffe (ganz) öffnen. Lösen
und entfernen Sie die beiden Matrizen-Befestigungsschrauben und schieben Sie die Matrizen aus den Crimpbacken.
NOTE
The ERGOCRIMP tool ratchet has detents
that are audible as seven "clicks" as the
handles are closed. The ratchet releases on
the sixth "click".
5. Slowly close the tool handles, allowing the dies to
mate and/or align. Continue closing the tool handles
until the ratchet makes the fifth "click", then
tighten both die retention screws until snug.
6. Install the locator assembly on the stationary or
the contact guide on the movable jaw and tighten
the hex nut according the instruction for the
corresponding die.
Die - removal
1. To remove the die assembly, close the tool
handles until the ratchet releases, and allow the
handles to open fully. Loosen and remove the die
retention screws and slide the dies out of the tool
jaws.
Page 8
Seite/Page 7
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
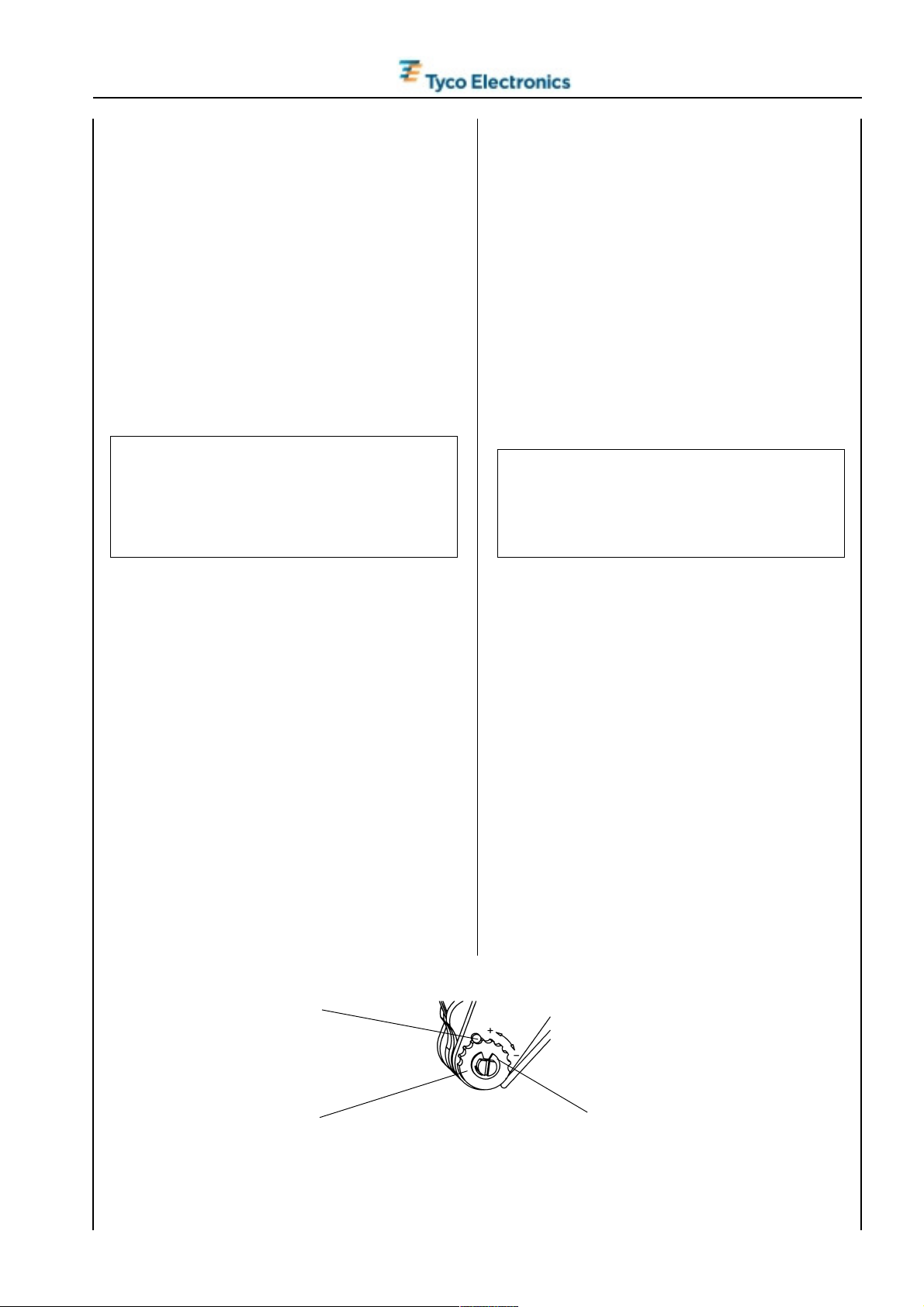
Einstellrad
adjustment wheel
Schaftschraube
screw stop pin
Sicherungsscheibe
retaining plate
Bild / Figure 3
6 Einstellung der Crimphöhe
Die Crimp-Handzange besitzt einen Ratschenmechanismus mit einem Einstellrad, das einen bestimmten Einstellbereich aufweist. Durch den
Ratschenmechanismus wird sichergestellt, daß der
Crimpzyklus vollständig beendet wird. Über das Einstellrad wird der Betätigungsweg (vor Öffnen der
Ratsche) und damit die erforderliche Crimpkraft eingestellt. Auch trotz Voreinstellung ab Werk ist es
sehr wichtig, die Crimphöhe zu überprüfen. Üblicher
Gebrauch und Abnutzung sind ebenfalls Ursache für
eine Fehleinstellung der Crimphöhe. Es wird empfohlen, daß die Crimphöhe regelmäßig durch QualitätsKontroll-Personal überprüft und ggf. eingestellt wird.
HINWEIS
Dies ist eine allgemeine Beschreibung des
Einstellverfahrens. Detaillierte Informationen
sind den Matrizen jeweils beigepackten Betriebsanleitungen zu entnehmen.
1. Crimpen Sie einen Kontakt an eine ordnungsgemäß vorbereitete (abisolierte) Leitung korrekter
Größe (Querschnitt).
2. Ist die Crimphöhe größer als empfohlen, öffnen
Sie die Zange und entfernen mit einem Schraubendreher die Schaftschraube. Drehen Sie das
Einstellrad GEGEN den Uhrzeigersinn (+).
Ist eine größere Crimphöhe erforderlich, so drehen Sie das Einstellrad IM Uhrzeigersinn, um
einen 'niederen' Wert einzustellen (-).
3. Sichern Sie das Einstellrad mit der Schaftschraube.
4. Crimpen Sie einen Kontakt und messen Sie die
Crimphöhe. Ist die Crimphöhe nicht akzeptabel,
so wiederholen Sie die Einstellung.
6 Crimp height adjustment
The tool frame assembly features a ratchet
mechanism and adjustment wheel with a range of
settings. The ratchet mechanism ensures that the
tool has completed the cycle. The adjustment wheel
controls the operating distance of the tool jaws
(before the ratchet opens) thereby controlling the
required crimp force. Although the ratchet is preset
prior to shipment, it is important that you verify the
crimp height. Also, general use and subsequent wear
may cause the tool to go out of adjustment. It is
recommended that the crimp height be inspected and adjusted, if necessary - on a regular basis by
quality control personnel.
NOTE
This is a general explanation of the procedure.
For specific information, refer to the
instruction sheet packaged with the die
assembly.
1. Crimp a contact onto a properly- prepared wire of
the correct size.
2. If the crimp height is greater than recommended,
open the plier and remove the screwed stop pin
with a screwdriver. Rotate the adjustment wheel
COUNTERCLOCKWISE (+). If a looser crimp is
required, rotate the adjustment wheel CLOCKWISE (-).
3. Replace the screwed stop pin.
4. Make a sample crimp and measure the crimp
height. If the dimension is acceptable, replace
and secure the lockscrew. If the dimension is
unacceptable, continue to adjust the ratchet, and
again measure a sample crimp.
Page 9

Seite/Page 8
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
7 Wartung, Instandhaltung
7.1 Tägliche Wartung
Zur täglichen Wartung sind vom zuständigen Bediener die folgenden Schritte durchzuführen:
1. Entfernen Sie vom Werkzeug Staub, Feuchtigkeit
und andere Rückstände mit einer sauberen, weichen Bürste oder einem fusselfreien Tuch. Verwenden Sie keine harten oder abschleifenden
Mittel, mit denen das Werkzeug beschädigt werden könnte.
2. Stellen Sie sicher, daß die Lagerbolzen eingesetzt und durch Sicherungsscheibe gehalten werden.
3. Versehen Sie alle Stifte, Drehpunkte und Lageroberflächen mit einem dünnen Ölfilm eines guten
SAE 20 Motoröls. Ölen Sie aber nicht übermäßig.
4. Wird die Handzange nicht benötigt, dann schließen Sie die Zangengriffe und lagern die Zange
sauber und trocken.
7.2 Periodische Überprüfung
Eine Überprüfung der Crimpzange sollte durch entsprechend qualifiziertes Personal regelmäßig (je nach
Nutzung) durchgeführt und aufgezeichnet werden.
1. Entfernen Sie jegliche Schmiermittel und Rückstände, indem Sie die Handzange (Griffe teilweise
geschlossen) in ein Fett-Lösemittel eintauchen,
das Farbe und Kunststoffe nicht angreift.
2. Stellen Sie sicher, daß alle Lagerbolzen eingesetzt und durch Sicherungsscheibe gehalten werden.
3. Schließen Sie die Zangengriffe bis der Ratschenmechanismus auslöst bzw. öffnet, und lassen Sie
die Zangengriffe frei öffnen. Öffnen die Griffe nicht
schnell und vollständig, dann ist die Feder beschädigt und muß ersetzt werden.
4. Überprüfen Sie die Zange auf Abnutzung und
Beschädigung, insbesondere im Bereich der
Crimpbacken und Drehzapfen.
7 Maintenance / Inspection
7.1 Daily Maintenance
AMP recommends that operators of the tool be made
aware of and responsible for the following steps of
daily maintenance:
1. Remove dust, moisture, and any other
contaminants from the tool with a clean, soft
brush, or a clean, soft, lint-free cloth. Do NOT use
hard or abrasive objects that could damage the
tool.
2. Make certain that the pivot pins are in place and
that they are secured with the retaining plates.
3. All pins, pivot points, and bearing surfaces should
be protected with a thin coat of any good SAE
No. 20 motor oil. Do not oil excessively.
4. When the tool is not in use, keep handles closed
to prevent objects from becoming lodged in the
crimping jaws. Store the tool in a clean, dry area.
7.2 Periodic Inspection
Regular inspections of the tool should be performed
by quality control personnel. A record of scheduled
inspections should remain with the tool or be supplied
to supervisory personnel responsible for the tool.
Inspection frequency should be based upon amount
of usage, working conditions, operator training and
skill and established company standards.
1. Remove all lubrication and accumulated film by
immersing the tool (handles partially closed) in a
suitable commercial degreaser that will not affect
paint or plastic material.
2. Make certain that all pivot pins are in place and
secured with retaining plates.
3. Close tool handles until ratchet releases and then
allow them to open freely. If they do not open
quickly and fully, the spring is defective and
must be replaced.
4. Inspect the tool frame for wear or damage, paying
particular attention to the tool jaws and pivot
points.
Page 10
Seite/Page 9
ERGOCRIMP Handzange
PN 539 635-1
411-18087 / Rev. E
ERGOCRIMP Hand Tool
PN 539 635-1
411-18087 / Rev. E
8 Ersatz- und Verschleißteile
In der folgenden Tabelle sind die Ersatzteile des
Reparaturkits 539 635-2 für die ERGOCRIMP Handzange 539 635-1 aufgelistet.
Instruction Sheet 411-18087; PN 5-744 001-2
6
1
2
5
3 4
Teil Beschreibung Menge
1 Matrizen-Befestigungsschraube
M4x11 ISO 7380 1
2 Matrizen-Befestigungsschraube
M4x10 ISO 7380 1
3 Einstellrad 1
4 Sicherungsscheibe 4 DIN 6799 2
5 Schaftschraube M3x5 DIN 427 1
6 Zugfeder DIN 17223 C 1
Bei Montage von Kontaktaufnahmen sind die
Gewindeschrauben und Muttern in der Beschreibung für den speziellen Matrizentyp
angegeben.
8 Spare parts and wear and tear parts
The spare parts of the repair kit 539 635-2 for the
ERGOCRIMP Hand Tool 539 635-1 are listed in the
following table.
Instruction Sheet 411-18087; PN 5-744 001-2
Item Description Qty
1 die retaining screw
M4x11 ISO 7380 1
2 die retaining screw
M4x10 ISO 7380 1
3 adjustment wheel 1
4 retaining plate 4 DIN 6799 2
5 screwed stop pin M3x5 DIN 4271
6 tension spring DIN 17223 C 1
Installing the terminal holding fixture use the thread
screws and nuts as described for the respective die
types.
Bild / Figure 4
Page 11

Europe, Middle East and
Africa
Wire Processing
Austria - Croatia - Serbia &
Montenegro
Bosnia & Herzegovina Macedonia - Yugoslavia
Phone +43-1-90560-1236
Herbert.Wiesinger@
tycoelectronics.com
BeNeLux
Phone +31-(0)73-6246-362
nltoolingservicecentre@
tycoelectronics.com
BeNeLux
Product Information Center
Phone +31-(0)73-6246-999
Fax +31-(0)73-6246-931
picbenelux@tycoelectronics.com
Czech - Slovakia
Phone +420-541-162-150
dbazant@tycoelectronics.com
Denmark
Phone +45-40179779
Bkristensen@tycoelectronics.com
Finland
Phone +358-400413846
hsuorsa@tycoelectronics.com
France
Phone +33-(0)1-3420-8770
DVersmee@tycoelectronics.com
France
Product Information Center
Phone +33-(0)1-3420-8943
Fax +33-(0)1-3420-8623
pic.france@tycoelectronics.com
Germany
Phone +49-(0)6251-133-1376
KD-Hotline.ampde@
tycoelectronics.com
Germany
Product Information Center
Phone +49-(0)6251-133-1999
Fax +49-(0)6251-133-1998
germanypic@tycoelectronics.com
Great Britain and
Republic of Ireland
Phone +44-(0)1237-428673
gfaulkner@tycoelectronics.com
United Kingdom
Product Information Center
Phone +44-(0)800 267 666
Fax +44-(0)208 420 8383
PICUK@tycoelectronics.com
Hungary
Phone +36-1-2891000
gabor.toth@tycoelectronics.com
India - Pune
Phone +91-20-56071700
muppi@tycoelectronics.com
Italy
Phone +39-011-4012-272
eracca@tycoelectronics.com
Norway
Phone +47-66778889
tmikalsen@tycoelectronics.com
Poland - Lithuania - Latvia Belarus
Phone +48-52-32-50-131
AOrbik@tycoelectronics.com
Poland
Product Information Center
Phone +48-(0)22-4576-704
Fax +48-(0)22-4576-720
jmatasz@tycoelectronics.com
South Africa
Phone +27-41-503-4509
frikkies@tycoelectronics.com
Spain & Portugal
Phone +34-93-291-0396
JBaena@tycoelectronics.com
Spain
Product Information Center
Phone +34-93-291-0330
Fax +34-93-200-3779
pic.spain@tycoelectronics.com
Sweden
Phone +46-8-50725000
landersson@tycoelectronics.com
Switzerland
Phone +41-71-447-0284
p.eigenmann@tycoelectronics.com
Detailed Field Service Information is available at the following Tyco Electronics Companies:
Europe, Middle East
and Africa
Board Processing
Great Britain
Phone +44-(0)7801-303735
ashley.dakin@tycoelectronics.com
Americas
Wire Processing
Brasil - Bragança Paulista,
São Paulo
Phone +55-11-4034 6021
Fax +55-11-4034 6088
cclima@tycoelectronics.com
Canada - Toronto
Phone +1-905-475-6222
Fax +1-905-474-5520
fieldservicenorthamerica@
tycoelectronics.com
Mexico - Mexico City
Phone +52-55-1106-0800
Fax +52-55-1106-0910
fieldservicenorthamerica@
tycoelectronics.com
USA - Harrisburg, PA
Phone +1-800-722-1111
Fax +1-717-810-2861
fieldservicenorthamerica@
tycoelectronics.com
Americas
Board Processing
USA - Willow Grove, PA
Phone +1-215-657-6202
Fax +1-215-706-3936
teagsales@tycoelectronics.com
Asia / Pacific
Wire and Board Processing
Asia
Central Asia
China - Shenzhen
Phone +86-755-2515-4759
Fax +86-755-2598-0416
david.wang@tycoelectronics.com
North Asia
Japan - Kawasaki
Phone +81-44-900-5026
Fax +81-44-900-5064
jp_tool@tycoelectronics.com
North Asia
Korea - Gyungsang
Phone +82-53-850-0083
Fax +82-53-850-0202
kh.suh@tycoelectronics.com
South Asia
Thailand - Bangkok
Phone +66-2-955-0500
Fax +66-2-955-0505
tam.kwok@tycoelectronics.com
Australia - Kingsgrove
Phone +61-2-9554-2670
Fax +61-2-9150-7737
terry.ghataora@tycoelectronics.com
All specifications subject to change. Consult Tyco Electronics for latest specifications.
www.tooling.tycoelectronics.com/europe www.tycoelectronics.com
Issued 06-06
 Loading...
Loading...