

Page 1
STANDOFF CONTROL
TORCH
MODE
LIFTER
SPEED
Model SC11
AUTO
M
O
D
HT
E
FIND
HT
P
L
A
S
M
A
L
O
I
F
N
T
E
S
R
P
E
E
HI
D
LO
R
E
ARC VOLTS
M
0
.
2
O
0
T
.
3
E
S
T
0
A
.
1
N
D
O
F
F
C
0
.
4
O
0
.
5
N
0
T
.
7
R
5
O
0
.
L
2
5
P
I
E
R
1
H
C
0
T
.
E
5
T
(
i
n
.
H
c
h
.
C
0
e
.
s
1
.
)
A
C
2
T
5
I
V
E
2
P
I
E
D
R
E
C
3
L
E
A
Y
U
7
(
s
5
P
e
c
0
)
T
O
E
R
N
D
C
R
O
H
E
F
1
T
C
0
R
0
U
A
T
C
T
(
%
D
)
N
A-00686
Instruction Manual
November 30, 2001 Manual No. 0-2556
Page 2

Page 3
W ARNINGS
Read and understand this entire Manual and your employer’s safety practices before installing, operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer's best judgement, the
Manufacturer assumes no liability for its use.
Standoff Control
Model SC11
Instruction Manual No. 0-2556
Published by:
Thermal Dynamics Corporation
82 Benning Street
W est Lebanon, New Hampshire, USA 03784
(603) 298-5711
Copyright 1997 by
Thermal Dynamics Corporation
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to
any party for any loss or damage caused by any error or omission in this
Manual, whether such error results from negligence, accident, or any
other cause.
Printed in the United States of America
Publication Date: November 30, 2001
Record the following information for W arranty purposes:
Where Purchased: _______________________________________
Purchase Date: _______________________________________
Power Supply Serial #: _______________________________________
T or ch Serial #: _______________________________________
Page 4
TABLE OF CONTENTS
SECTION 1:
GENERAL INFORMATION ............................................................................................... 1-1
1.01 Notes, Cautions and Warnings ..................................................................... 1-1
1.02 Important Safety Precautions ....................................................................... 1-1
1.03 Publications.................................................................................................. 1-2
1.04 Note, Attention et Avertissement .................................................................. 1-3
1.05 Precautions De Securite Importantes........................................................... 1-3
1.06 Documents De Reference ............................................................................ 1-5
1.07 Declaration of Conformity ............................................................................. 1-7
1.08 Statement of Warranty.................................................................................. 1-8
SECTION 2:
INTRODUCTION & DESCRIPTION.................................................................................. 2-1
2.01 Scope of Manual .......................................................................................... 2-1
2.02 General Description ..................................................................................... 2-1
2.03 Specifications & Design Features................................................................. 2-1
SECTION 3:
INST ALLATION PROCEDURES ....................................................................................... 3-1
3.01 Introduction .................................................................................................. 3-1
3.02 Site Location ................................................................................................ 3-1
3.03 Unpacking .................................................................................................... 3-1
3.04 Installation - General .................................................................................... 3-1
3.05 Mounting Bracket Assembly Installation ....................................................... 3-2
3.06 Standoff Control Assembly Installation ......................................................... 3-2
3.07 Installation With Automated Systems ........................................................... 3-3
3.08 Internal Selections........................................................................................ 3-3
3.09 External Cable Connections......................................................................... 3-5
3.10 Lifter Motor Installation ................................................................................. 3-6
SECTION 4:
OPERATION ..................................................................................................................... 4-1
4.01 Introduction .................................................................................................. 4-1
4.02 Functional Overview..................................................................................... 4-1
4.03 Operating Controls ....................................................................................... 4-1
4.04 Sequence Of Operations .............................................................................. 4-3
SECTION 5:
CUSTOMER/OPERATOR SERVICE................................................................................. 5-1
5.01 Introduction .................................................................................................. 5-1
5.02 Routine Maintenance ................................................................................... 5-1
5.03 Troubleshooting Guide ................................................................................. 5-1
5.04 T roubleshooting Specific Problems............................................................... 5-2
5.05 Test Procedures ........................................................................................... 5-3
Page 5

TABLE OF CONTENTS (continued)
SECTION 6:
PARTS LISTS.................................................................................................................... 6-1
6.01 Introduction .................................................................................................. 6-1
6.02 Ordering Information .................................................................................... 6-1
6.03 Standoff Control Assembly Parts.................................................................. 6-2
6.04 Replacement External Control Cables ......................................................... 6-3
6.05 Lifter Motor Assembly Parts ......................................................................... 6-4
APPENDIX 1: STANDOFF CONTROL ACCESSORY - WIRING DIAGRAM............................. A-1
APPENDIX 2: STANDOFF CONTROL PC BOARD PARTS LOCATION .................................. A-2
APPENDIX 3: START CIRCUIT SCHEMATICS ........................................................................A-3
APPENDIX 4: MO TION (OK-TO-MOVE) CIRCUIT SCHEMATICS ...........................................A-4
APPENDIX 5: CNC CONTR OL CABLE INTERFACE DIAGRAM.............................................. A-5
APPENDIX 6: SYSTEM INTERCONNECTION DIA GRAM.......................................................A-6
APPENDIX 7: LIFTER MO TOR ASSEMBLY DETAILED DIMENSIONS ...................................A-7
MOUNTING HOLE TEMPLATE .................................................................................................A-9
Page 6

Page 7
SECTION 1:
GENERAL INFORMATION
1.01 Notes, Cautions and Warnings
Throughout this manual, notes, cautions, and warnings
are used to highlight important information. These highlights are categorized as follows:
NOTE
An operation, procedure, or backgr ound information which requires additional emphasis or is helpful in efficient operation of the system.
CAUTION
A procedure which, if not properly followed, may
cause damage to the equipment.
WARNING
A procedure which, if not properly followed, may
cause injury to the operator or others in the operating area.
1.02 Important Safety Precautions
WARNINGS
OPERATION AND MAINTENANCE OF
PLASMA ARC EQUIPMENT CAN BE DANGEROUS AND HAZARDOUS TO YOUR
HEAL TH.
Plasma arc cutting produces intense electric and
magnetic emissions that may interfere with the
proper function of cardiac pacemakers, hearing
aids, or other electronic health equipment. Persons who work near plasma arc cutting applications should consult their medical health professional and the manufacturer of the health
equipment to determine whether a hazard exists.
To prevent possible injury, read, understand and
follow all warnings, safety precautions and instructions before using the equipment. Call 1-603298-5711 or your local distributor if you have any
questions.
GASES AND FUMES
Gases and fumes produced during the plasma cutting
process can be dangerous and hazardous to your health.
• Keep all fumes and gases from the breathing area.
Keep your head out of the welding fume plume.
• Use an air-supplied respirator if ventilation is not
adequate to remove all fumes and gases.
• The kinds of fumes and gases from the plasma arc
depend on the kind of metal being used, coatings
on the metal, and the different pr ocesses. Y ou must
be very careful when cutting or welding any metals which may contain one or more of the following:
Antimony Chromium Mercury
Arsenic Cobalt Nickel
Barium Copper Selenium
Beryllium Lead Silver
Cadmium Manganese Vanadium
• Always read the Material Safety Data Sheets
(MSDS) that should be supplied with the material
you are using. These MSDSs will give you the information regarding the kind and amount of fumes
and gases that may be dangerous to your health.
• For information on how to test for fumes and gases
in your workplace, refer to item 1 in Subsection 1.03,
Publications in this manual.
• Use special equipment, such as water or down draft
cutting tables, to capture fumes and gases.
• Do not use the plasma torch in an area where combustible or explosive gases or materials are located.
• Phosgene, a toxic gas, is generated from the vapors
of chlorinated solvents and cleansers. Remove all
sources of these vapors.
• This product, when used for welding or cutting,
produces fumes or gases which contain chemicals
known to the State of California to cause birth defects and, in some cases, cancer . (California Health
& Safety Code Sec. 25249.5 et seq.)
ELECTRIC SHOCK
Electric Shock can injure or kill. The plasma arc process
uses and produces high voltage electrical energy. This
electric energy can cause severe or fatal shock to the operator or others in the workplace.
• Never touch any parts that are electrically “live”
or “hot.”
Date: No v ember 15, 2001 1-1 GENERAL INFORMATION
Page 8
• Wear dry gloves and clothing. Insulate yourself
from the work piece or other parts of the welding
circuit.
• Repair or replace all worn or damaged parts.
• Extra care must be taken when the workplace is
moist or damp.
• Install and maintain equipment according to NEC
code, refer to item 9 in Subsection 1.03, Publications.
• Disconnect power source before performing any
service or repairs.
• Read and follow all the instructions in the Operating Manual.
FIRE AND EXPLOSION
Fire and explosion can be caused by hot slag, sparks, or
the plasma arc.
• Be sure there is no combustible or flammable material in the workplace. Any material that cannot
be removed must be protected.
• Ventilate all flammable or explosive vapors from
the workplace.
• Do not cut or weld on containers that may have
held combustibles.
• Provide a fire watch when working in an area where
fire hazards may exist.
• Hydrogen gas may be formed and trapped under
aluminum workpieces when they are cut underwater or while using a water table. DO NOT cut
aluminum alloys underwater or on a water table
unless the hydrogen gas can be eliminated or dissipated. T rapped hydrogen gas that is ignited will
cause an explosion.
NOISE
Noise can cause permanent hearing loss. Plasma arc processes can cause noise levels to exceed safe limits. You
must protect your ears from loud noise to prevent permanent loss of hearing.
• T o protect your hearing from loud noise, wear pr otective ear plugs and/or ear muffs. Protect others
in the workplace.
• Noise levels should be measured to be sure the decibels (sound) do not exceed safe levels.
• For information on how to test for noise, see item 1
in Subsection 1.03, Publications, in this manual.
PLASMA ARC RA YS
Plasma Arc Rays can injure your eyes and burn your skin.
The plasma arc process produces very bright ultra violet
and infra red light. These arc rays will damage your
eyes and burn your skin if you are not properly pr otected.
• To protect your eyes, always wear a welding helmet or shield. Also always wear safety glasses with
side shields, goggles or other protective eye wear.
• Wear welding gloves and suitable clothing to protect your skin from the arc rays and sparks.
• Keep helmet and safety glasses in good condition.
Replace lenses when cracked, chipped or dirty.
• Protect others in the work area from the arc rays.
Use protective booths, screens or shields.
• Use the shade of lens as suggested in the following
per ANSI/ASC Z49.1:
Minimum Protective Suggested
Arc Current Shade No. Shade No.
Less Than 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* These values apply where the actual arc is clearly
seen. Experience has shown that lighter filters
may be used when the arc is hidden by the workpiece.
1.03 Publications
Refer to the following standards or their latest revisions
for more information:
1. OSHA, SAFETY AND HEAL TH STANDARDS, 29CFR
1910, obtainable from the Superintendent of Documents, U.S. Government Printing Office, Washington,
D.C. 20402
2. ANSI Standard Z49.1, SAFETY IN WELDING AND
CUTTING, obtainable from the American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126
3. NIOSH, SAFETY AND HEALTH IN ARC WELDING
AND GAS WELDING AND CUTTING, obtainable
from the Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402
4. ANSI Standard Z87.1, SAFE PRACTICES FOR OCCUP ATION AND EDUCA TIONAL EYE AND FACE PROTECTION, obtainable from American National Standards Institute, 1430 Broadway, New York, NY 10018
5. ANSI Standard Z41.1, STANDARD FOR MEN’S
SAFETY -TOE FOOTWEAR, obtainable from the American National Standards Institute, 1430 Broadway, New
York, NY 10018
GENERAL INFORMATION 1-2 Date: Nov ember 15, 2001
Page 9
6. ANSI Standard Z49.2, FIRE PREVENTION IN THE USE
OF CUTTING AND WELDING PROCESSES, obtainable from American National Standards Institute, 1430
Broadway, New York, NY 10018
7. AWS Standar d A6.0, WELDING AND CUTTING CONTAINERS WHICH HAVE HELD COMBUSTIBLES, obtainable from American Welding Society, 550 N.W.
LeJeune Rd, Miami, FL 33126
8. NFPA Standard 51, OXYGEN-FUEL GAS SYSTEMS
FOR WELDING, CUTTING AND ALLIED PROCESSES, obtainable from the National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269
9. NFPA Standard 70, NATIONAL ELECTRICAL CODE,
obtainable from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269
10. NFPA Standard 51B, CUTTING AND WELDING PROCESSES, obtainable from the National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269
11. CGA Pamphlet P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS, obtainable from the
Compressed Gas Association, 1235 Jefferson Davis
Highway, Suite 501, Arlington, VA 22202
12. CSA Standard W1 17.2, CODE FOR SAFETY IN WELDING AND CUTTING, obtainable from the Canadian
Standards Association, Standards Sales, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3
13. NWSA booklet, WELDING SAFETY BIBLIOGRAPHY
obtainable from the National Welding Supply Association, 1900 Arch Street, Philadelphia, PA 19103
14. American W elding Society Standard AWSF4.1, RECOMMENDED SAFE PRACTICES FOR THE PREPARATION FOR WELDING AND CUTTING OF CONT AINERS AND PIPING THAT HAVE HELD HAZARDOUS
SUBSTANCES, obtainable fr om the American Welding
Society, 550 N.W. LeJeune Rd, Miami, FL 33126
ATTENTION
Toute procédur e pouvant r ésulter
l’endommagement du matériel en cas de nonrespect de la procédur e en question.
AVERTISSEMENT
Toute procédure pouvant provoquer des blessures
de l’opérateur ou des autres personnes se trouvant
dans la zone de travail en cas de non-respect de la
procédure en question.
1.05 Precautions De Securite Importantes
AVERTISSEMENTS
L’OPÉRATION ET LA MAINTENANCE DU
MATÉRIEL DE SOUDAGE À L’ARC AU JET
DE PLASMA PEUVENT PRÉSENTER DES
RISQUES ET DES DANGERS DE SANTÉ.
Coupant à l’arc au jet de plasma produit de l’énergie
électrique haute tension et des émissions
magnétique qui peuvent interférer la fonction
propre d’un “pacemaker” cardiaque, les appareils
auditif, ou autre matériel de santé electronique.
Ceux qui travail près d’une application à l’arc au
jet de plasma devrait consulter leur membre
professionel de médication et le manufacturier de
matériel de santé pour déterminer s’il existe des
risques de santé.
15. ANSI Standard Z88.2, PRACTICE FOR RESPIRATOR Y
PROTECTION, obtainable from American National
Standards Institute, 1430 Broadway, New York, NY
10018
1.04 Note, Attention et
Avertissement
Dans ce manuel, les mots “note,” “attention,” et
“avertissement” sont utilisés pour mettre en relief des
informations à caractère important. Ces mises en relief
sont classifiées comme suit :
NOTE
Toute opération, procédure ou renseignement
général sur lequel il importe d’insister davantage
ou qui contribue à l’efficacité de fonctionnement
du système.
Date: No v ember 15, 2001 1-3 GENERAL INFORMATION
Il faut communiquer aux opérateurs et au personnel TOUS les dangers possibles. Afin d’éviter les
blessures possibles, lisez, comprenez et suivez tous
les avertissements, toutes les précautions de sécurité
et toutes les consignes avant d’utiliser le matériel.
Composez le + 603-298-5711 ou votr e distributeur
local si vous avez des questions.
FUMÉE et GAZ
La fumée et les gaz produits par le procédé de jet de
plasma peuvent présenter des risques et des dangers de
santé.
Page 10
• Eloignez toute fumée et gaz de votre zone de respiration. Gardez votre tête hors de la plume de fumée
provenant du chalumeau.
• Utilisez un appareil respiratoire à alimentation en air
si l’aération fournie ne permet pas d’éliminer la fumée
et les gaz.
• Ne touchez jamais une pièce “sous tension” ou “vive”;
portez des gants et des vêtements secs. Isolez-vous
de la pièce de travail ou des autres parties du circuit
de soudage.
• Réparez ou remplacez toute pièce usée ou
endommagée.
• Les sortes de gaz et de fumée provenant de l’arc de
plasma dépendent du genre de métal utilisé, des
revêtements se trouvant sur le métal et des différ ents
procédés. Vous devez prendre soin lorsque vous
coupez ou soudez tout métal pouvant contenir un ou
plusieurs des éléments suivants:
antimoine cadmium mercure
argent chrome nickel
arsenic cobalt plomb
baryum cuivre sélénium
béryllium manganèse vanadium
• Lisez toujours les fiches de données sur la sécurité
des matières (sigle américain “MSDS”); celles-ci
devraient être fournies avec le matériel que vous
utilisez. Les MSDS contiennent des renseignements
quant à la quantité et la nature de la fumée et des gaz
pouvant poser des dangers de santé.
• Pour des informations sur la manière de tester la
fumée et les gaz de votre lieu de travail, consultez
l’article 1 et les documents cités à la page 5.
• Utilisez un équipement spécial tel que des tables de
coupe à débit d’eau ou à courant descendant pour
capter la fumée et les gaz.
• N’utilisez pas le chalumeau au jet de plasma dans une
zone où se trouvent des matières ou des gaz combustibles ou explosifs.
• Le phosgène, un gaz toxique, est généré par la fumée
provenant des solvants et des produits de nettoyage
chlorés. Eliminez toute source de telle fumée.
• Ce produit, dans le procéder de soudage et de coupe,
produit de la fumée ou des gaz pouvant contenir des
éléments reconnu dans L’état de la Californie, qui
peuvent causer des défauts de naissance et le cancer .
(La sécurité de santé en Californie et la code sécurité
Sec. 25249.5 et seq.)
CHOC ELECTRIQUE
• Prenez des soins particuliers lorsque la zone de travail est humide ou moite.
• Montez et maintenez le matériel conformément au
Code électrique national des Etats-Unis. (V oir la page
5, article 9.)
• Débranchez l’alimentation électrique avant tout travail d’entretien ou de réparation.
• Lisez et respectez toutes les consignes du Manuel de
consignes.
INCENDIE ET EXPLOSION
Les incendies et les explosions peuvent résulter des scories
chaudes, des étincelles ou de l’arc de plasma. Le procédé
à l’arc de plasma produit du métal, des étincelles, des
scories chaudes pouvant mettre le feu aux matières combustibles ou provoquer l’explosion de fumées
inflammables.
• Soyez certain qu’aucune matière combustible ou inflammable ne se trouve sur le lieu de travail. Protégez
toute telle matière qu’il est impossible de retirer de la
zone de travail.
• Procurez une bonne aération de toutes les fumées
inflammables ou explosives.
• Ne coupez pas et ne soudez pas les conteneurs ayant
pu renfermer des matières combustibles.
• Prévoyez une veille d’incendie lors de tout travail dans
une zone présentant des dangers d’incendie.
• Le gas hydrogène peut se former ou s’accumuler sous
les pièces de travail en aluminium lorsqu’elles sont
coupées sous l’eau ou sur une table d’eau. NE PAS
couper les alliages en aluminium sous l’eau ou sur
une table d’eau à moins que le gas hydrogène peut
s’échapper ou se dissiper . Le gas hydrogène accumulé
explosera si enflammé.
Les chocs électriques peuvent blesser ou même tuer. Le
procédé au jet de plasma requiert et produit de l’éner gie
électrique haute tension. Cette énergie électrique peut
produire des chocs graves, voire mortels, pour l’opérateur
et les autres personnes sur le lieu de travail.
GENERAL INFORMATION 1-4 Date: Nov ember 15, 2001
Les rayons provenant de l’arc de plasma peuvent blesser
vos yeux et brûler votre peau. Le procédé à l’arc de
plasma produit une lumière infra-rouge et des rayons
RAYONS D’ARC DE PLASMA
Page 11
ultra-violets très forts. Ces rayons d’arc nuiront à vos
yeux et brûleront votre peau si vous ne vous protégez
pas correctement.
• Pour protéger vos yeux, portez toujours un casque ou
un écran de soudeur . Portez toujours des lunettes de
sécurité munies de parois latérales ou des lunettes de
protection ou une autre sorte de protection oculair e.
• Portez des gants de soudeur et un vêtement protecteur
approprié pour protéger votre peau contre les
étincelles et les rayons de l’arc.
• Maintenez votre casque et vos lunettes de protection
en bon état. Remplacez toute lentille sale ou
comportant fissure ou rognure.
• Protégez les autres personnes se trouvant sur la zone
de travail contre les rayons de l’arc en fournissant des
cabines ou des écrans de protection.
• Utilisez la nuance de lentille qui est suggèrée dans le
recommendation qui suivent ANSI/ASC Z49.1:
Nuance Minimum Nuance Suggerée
Courant Arc Protective Numéro Numéro
Moins de 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* Ces valeurs s’appliquent ou l’arc actuel est observé
clairement. L ’experience a démontrer que les filtres
moins foncés peuvent être utilisés quand l’arc est
caché par moiceau de travail.
1.06 Documents De Reference
Consultez les normes suivantes ou les révisions les plus
récentes ayant été faites à celles-ci pour de plus amples
renseignements :
1. OSHA, NORMES DE SÉCURITÉ DU TRA VAIL ET DE
PROTECTION DE LA SANTÉ, 29CFR 1910,
disponible auprès du Superintendent of Documents,
U.S. Government Printing Office, Washington, D.C.
20402
2. Norme ANSI Z49.1, LA SÉCURITÉ DES
OPÉRATIONS DE COUPE ET DE SOUDAGE,
disponible auprès de la Société Américaine de
Soudage (American Welding Society), 550 N.W.
LeJeune Rd., Miami, FL 33126
3. NIOSH, LA SÉCURITÉ ET LA SANTÉ LORS DES
OPÉRATIONS DE COUPE ET DE SOUDAGE À
L’ARC ET AU GAZ, disponible auprès du Superintendent of Documents, U.S. Government Printing
Office, Washington, D.C. 20402
4. Norme ANSI Z87.1, PRATIQUES SURES POUR LA
PROTECTION DES YEUX ET DU VISAGE AU TRAV AIL ET DANS LES ECOLES, disponible de l’Institut
Américain des Normes Nationales (American National Standards Institute), 1430 Broadway, New York,
NY 10018
5. Norme ANSI Z41.1, NORMES POUR LES
CHAUSSURES PROTECTRICES, disponible auprès
de l’American National Standards Institute, 1430
Broadway, New York, NY 10018
BRUIT
Le bruit peut provoquer une perte permanente de l’ouïe.
Les procédés de soudage à l’arc de plasma peuvent
provoquer des niveaux sonores supérieurs aux limites
normalement acceptables. V ous dú4ez vous pr otéger les
oreilles contre les bruits forts afin d’éviter une perte
permanente de l’ouïe.
• Pour protéger votre ouïe contre les bruits forts, portez
des tampons protecteurs et/ou des protections
auriculaires. Protégez également les autres personnes
se trouvant sur le lieu de travail.
• Il faut mesurer les niveaux sonores afin d’assurer que
les décibels (le bruit) ne dépassent pas les niveaux
sûrs.
• Pour des renseignements sur la manière de tester le
bruit, consultez l’article 1, page 5.
6. Norme ANSI Z49.2, PRÉVENTION DES INCENDIES
LORS DE L ’EMPLOI DE PROCÉDÉS DE COUPE ET
DE SOUDAGE, disponible auprès de l’American National Standards Institute, 1430 Broadway, New Y ork,
NY 10018
7. Norme A6.0 de l’Association Américaine du Soudage
(AWS), LE SOUDAGE ET LA COUPE DE
CONTENEURS A YANT RENFERMÉ DES PRODUITS
COMBUSTIBLES, disponible auprès de la American
Welding Society, 550 N.W. LeJeune Rd., Miami, FL
33126
8. Norme 51 de l’Association Américaine pour la Protection contre les Incendies (NFPA), LES SYSTEMES
À GAZ AVEC ALIMENTATION EN OXYGENE
POUR LE SOUDAGE, LA COUPE ET LES
PROCÉDÉS ASSOCIÉS, disponible auprès de la National Fire Protection Association, Batterymar ch Park,
Quincy, MA 02269
Date: No v ember 15, 2001 1-5 GENERAL INFORMATION
Page 12
9. Norme 70 de la NFPA, CODE ELECTRIQUE NATIONAL, disponible auprès de la National Fire Protection Association, Batterymarch Park, Quincy, MA
02269
10. Norme 51B de la NFPA, LES PROCÉDÉS DE
COUPE ET DE SOUDAGE, disponible auprès de la
National Fire Protection Association, Batterymarch
Park, Quincy, MA 02269
11. Brochure GCA P-1, LA MANIPULATION SANS
RISQUE DES GAZ COMPRIMÉS EN CYLINDRES,
disponible auprès de l’Association des Gaz
Comprimés (Compressed Gas Association), 1235
Jefferson Davis Highway, Suite 501, Arlington, VA
22202
12. Norme CSA W117.2, CODE DE SÉCURITÉ POUR
LE SOUDAGE ET LA COUPE, disponible auprès
de l’Association des Normes Canadiennes, Standards Sales, 178 Rexdale Boulevard, Rexdale,
Ontario, Canada, M9W 1R3
13. Livret NWSA, BIBLIOGRAPHIE SUR LA
SÉCURITÉ DU SOUDAGE, disponible auprès de
l’Association Nationale de Fournitures de Soudage
(National Welding Supply Association), 1900 Arch
Street, Philadelphia, PA 19103
14. Norme AWSF4.1 de l’Association Américaine de
Soudage, RECOMMANDATIONS DE PRATIQUES
SURES POUR LA PRÉPARATION À LA COUPE ET
AU SOUDAGE DE CONTENEURS ET TUYAUX
AYANT RENFERMÉ DES PRODUITS
DANGEREUX , disponible auprès de la American
Welding Society, 550 N.W. LeJeune Rd., Miami, FL
33126
15. Norme ANSI Z88.2, PRATIQUES DE PROTECTION
RESPIRATOIRE, disponible auprès de l’American
National Standards Institute, 1430 Broadway, New
York, NY 10018
GENERAL INFORMATION 1-6 Date: Nov ember 15, 2001
Page 13

1.07 Declaration of Conformity
Manufacturer: Thermal Dynamics Corporation
Address: 82 Benning Street
W est Lebanon, New Hampshire 03784
USA
The equipment described in this manual conforms to all applicable aspects and regulations of the ‘Low Voltage Directive’
(European Council Directive 73/23/EEC as amended by Council Directive 93/68/EEC) and to the National legislation for
the enforcement of this Directive.
Serial numbers are unique with each individual piece of equipment and details description, parts used to manufacture a unit
and date of manufacture.
National Standard and Technical Specifications
The product is designed and manufactured to a number of standards and technical requir ements. Among them are:
* CSA (Canadian Standards Association) standard C22.2 number 60 for Arc welding equipment.
* UL (Underwriters Laboratory) rating 94VO flammability testing for all printed-circuit boar ds used.
* ISO/IEC 60974-1 (BS 638-PT10) (EN 60 974-1) (EN50192) (EN50078) applicable to plasma cutting equipment and associ-
ated accessories.
* Extensive product design verification is conducted at the manufacturing facility as part of the routine design and manufac-
turing process. This is to ensure the product is safe, when used according to instructions in this manual and related
industry standards, and performs as specified. Rigorous testing is incorporated into the manufacturing process to ensure
the manufactured product meets or exceeds all design specifications.
Thermal Dynamics has been manufacturing products for more than 30 years, and will continue to achieve excellence in our
area of manufacture.
Manufacturers responsible representative: Giorgio Bassi
Managing Director
Thermal Dynamics Europe
Via rio Fabbiani 8A
40067 Rastignano (BO)
Italy
Date: No v ember 15, 2001 1-7 GENERAL INFORMATION
Page 14
1.08 Statement of Warranty
LIMITED WARRANTY: Thermal Dynamics® Corporation (hereinafter “Thermal”) warrants that its products will be free of defects in
workmanship or material. Should any failure to conform to this warranty appear within the time period applicable to the Thermal
products as stated below , Thermal shall, upon notification thereof and substantiation that the product has been stor ed, installed, operated,
and maintained in accordance with Thermal’s specifications, instructions, recommendations and recognized standard industry practice,
and not subject to misuse, repair , neglect, alteration, or accident, corr ect such defects by suitable r epair or replacement, at Thermal’s sole
option, of any components or parts of the product determined by Thermal to be defective.
THIS WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A
PAR TICULAR PURPOSE.
LIMITATION OF LIABILITY: Thermal shall not under any circumstances be liable for special or consequential damages, such as, but
not limited to, damage or loss of purchased or replacement goods, or claims of customers of distributor (hereinafter “Purchaser”) for
service interruption. The remedies of the Purchaser set forth herein are exclusive and the liability of Thermal with respect to any
contract, or anything done in connection therewith such as the performance or breach thereof, or from the manufacture, sale, delivery,
resale, or use of any goods covered by or furnished by Thermal whether arising out of contract, negligence, strict tort, or under any
warranty, or otherwise, shall not, except as expressly provided herein, exceed the price of the goods upon which such liability is based.
THIS WARRANTY BECOMES INVALID IF REPLACEMENT PARTS OR ACCESSORIES ARE USED WHICH MAY IMPAIR THE
SAFETY OR PERFORMANCE OF ANY THERMAL PRODUCT.
THIS WARRANTY IS INVALID IF THE PRODUCT IS SOLD BY NON-AUTHORIZED PERSONS.
The limited warranty periods for Thermal products shall be as follows (with the exception of XL Plus Series, CutMaster Series , Cougar
and DRAG-GUN): A maximum of three (3) years from date of sale to an authorized distributor and a maximum of two (2) years from
date of sale by such distributor to the Purchaser, and with the further limitations on such two (2) year period (see chart below).
The limited warranty period for XL Plus Series and CutMaster Series shall be as follows: A maximum of four (4) years from date
of sale to an authorized distributor and a maximum of three (3) years from date of sale by such distributor to the Purchaser, and
with the further limitations on such three (3) year period (see chart below).
The limited warranty period for Cougar and DRAG-GUN shall be as follows: A maximum of two (2) years from date of sale to an
authorized distributor and a maximum of one (1) year from date of sale by such distributor to the Purchaser, and with the further
limitations on such two (2) year period (see chart below).
Parts
XL Plus & Parts Parts
PAK Units, Power Supplies CutMaster Series Cougar/Drag-Gun All Others Labor
Main Power Magnetics 3 Y ears 1 Year 2 Years 1 Year
Original Main Power Rectifier 3 Y ears 1 Year 2 Years 1 Year
Control PC Board 3 Y ears 1 Year 2 Years 1 Year
All Other Circuits And Components Including, 1 Year 1 Y ear 1 Y ear 1 Year
But Not Limited To, Starting Circuit,
Contactors, Relays, Solenoids, Pumps,
Power Switching Semi-Conductors
Consoles, Control Equipment, Heat 1 Y ear 1 Y ear 1 Year
Exchanges, And Accessory Equipment
Torch And Leads
Maximizer 300 Torch 1 Y ear 1 Year
SureLok T orches 1 Y ear 1 Y ear 1 Year
All Other Torches 180 Days 180 Days 180 Days 180 Days
Repair/Replacement Parts 90 Days 90 Days 90 Days None
Warranty repairs or replacement claims under this limited warranty must be submitted by an authorized Thermal Dynamics® repair
facility within thirty (30) days of the repair . No transportation costs of any kind will be paid under this warranty. Transportation charges
to send products to an authorized warranty repair facility shall be the responsibility of the customer. All returned goods shall be at the
customer ’s risk and expense. This warranty supersedes all previous Thermal warranties.
Effective August 6, 2001
GENERAL INFORMATION 1-8 Date: Nov ember 15, 2001
Page 15
SECTION 2:
TORCH
MODE
LIFTER
SPEED
INTRODUCTION &
DESCRIPTION
2.01 Scope of Manual
This manual contains descriptions, operating instructions
and maintenance procedures for the SC11 Standoff Control Accessory. Service of this equipment is restricted to
properly trained personnel; unqualified personnel are
strictly cautioned against attempting repairs or adjustments not covered in this manual, at the risk of voiding
the Warranty.
Read this manual thoroughly. A complete understanding of the characteristics and capabilities of this equipment will assure the dependable operation for which it
was designed.
2.02 General Description
The SC11 Standoff Control Accessory extends the necessary system controls away from the power supply and is
an accessory for use with standard machine torch systems.
AUTO
M
O
D
HT
E
FIND
HT
P
L
A
S
M
A
L
O
I
F
N
T
E
S
R
P
E
E
HI
D
LO
R
E
ARC VOLTS
M
0
.
2
O
0
T
.
3
E
S
T
0
A
.
1
N
D
O
F
F
C
0
.
4
O
0
.
5
N
0
T
.
7
R
5
O
0
.
L
2
5
P
I
E
R
1
H
C
0
T
.
E
5
T
(
i
n
.
H
c
h
.
C
0
e
.
s
1
.
)
A
C
2
T
5
I
V
E
2
P
I
E
D
R
E
C
3
L
E
A
Y
U
7
(
s
5
P
e
c
0
)
T
O
E
R
N
D
C
R
O
H
E
F
1
T
C
0
R
0
U
A
T
C
T
(
%
D
)
N
A-00686
Figure 2-1 SC11 Standoff Control
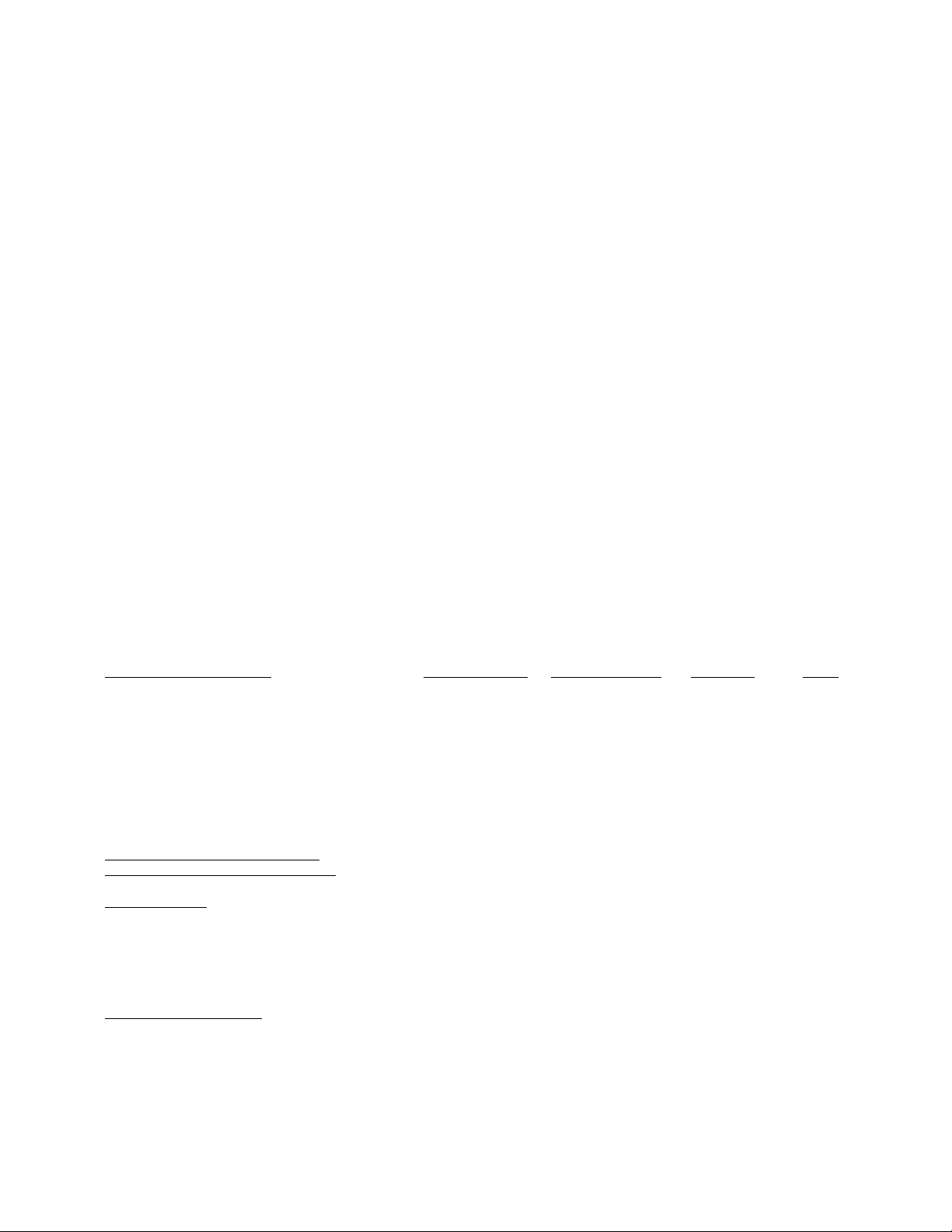
All necessary cables are supplied for the type system ordered. If the SC1 1 Standoff Control Accessory is not purchased as part of a system, the appropriate remote control cable and a CNC cable (if required) must be or der ed
separately . Some systems may requir e an external 48 volt
power source. Refer to Section 6, Parts Lists, for ordering information.
Plasma Power
Supply
NOTE
The SC11 Standoff Contr ol functions without connection to the Remote Control Accessory RC6010.
The SC11 Standoff Control has all the connections required at the rear panel. The connections are for CNC
Control, External Power , Lifter Motor , and Plasma Power
Supply. The inputs and outputs at these connections allow the various parts of the system to be operated at one
station.
The Standoff Control receives bias power (+48 vdc), tor ch
voltage signal (0-12 vdc = 0-200 arc volts) and sends and
receives power supply and CNC control signals such as
start, arc transfer (OK-To-Move) and standoff inhibit
(CSD).
The Standoff Control operates the torch lifter motor assembly to find height, regulate height and retract at end
of cut. Height is regulated by comparing the torch arc
voltage with a preset reference voltage (ARC VOLTS control) and using the resulting error voltage to raise and
lower the torch lifter motor.
Power Supply
Control Cable
A-00700
Standoff
Control Accessory
CNC
Control Cable
CNC
Input Power
Lifter Motor
Control Cable
Lifter Motor
Figure 2-2 System Configuration With SC11
2.03 Specifications & Design Features
A. Standoff Control
The following applies to the Standoff Control Assembly
only.
1. System Compatiblility
The Standoff Control Accessory was designed to be
Manual 0-2556 2-1 INTRODUCTION & DESCRIPTION
used with various Plasma Cutting Systems
Page 16

2. Input Power
48 vdc supplied from the Plasma Cutting Power Supply or an external 48 volt power source
3. Front Panel Controls
MODE, LIFTER SPEED, TORCH, ARC VOLTS,
PIERCE HT , PIERCE DELAY , and END OF CUT RETRACT
4. Front Panel Indicators
Arc Volts Display, PLASMA ON, AUTO HT, FIND
HT , HI, LO, T.H.C. ACTIVE, UP, and DN indicators
5. Rear Panel Connections
Connections for MOTOR, PLASMA, EXTERNAL
POWER, CNC, and CNC Cable Strain Relief
6. Dimensions (H x W x L)
2.62 x 12.12 x 10 inches (66 x 308 x 254 mm)
7. Weight
5 lbs (2.5 kg)
B. Lifter Motor
The following applies to the Lifter Motor Assembly only.
1. Dimensions (H x W x D)
29 x 10 x 8 inches (737 x 254 x 203 mm)
Refer to Appendix 7 for detailed dimensions.
2. Weight (Approximately)
20 lbs (9.07 kg)
INTRODUCTION & DESCRIPTION 2-2 Manual 0-2556
Page 17

SECTION 3:
INSTALLATION
PROCEDURES
3.01 Introduction
This Section describes installation of the Standoff Control Accessory. These instructions apply to the Standoff
Control Accessory only; installation procedures for the
Plasma Power Supply and T o rches ar e given in Manuals
specifically provided for those units.
For Other Cutting Systems:
• Standoff Control Assembly
• Lifter Motor Assembly
• Voltage Divider PC Board, Ribbon Cable, and Wire
Harness Assembly
• Instruction Manual
NOTE
The V oltage Divider PC Board, Ribbon Cable and
Wire Harness Assembly will be factory installed if
ordered as part of a Plasma Cutting System.
B. Other Equipment and Accessories
The complete installation consists of:
1. Site Selection
2. Unpacking
3. Installing Standoff Control Assembly
4. External Cable Connections
5. Lifter Motor Installation
6. Operator Training
3.02 Site Location
Select a clean, dry location with good ventilation and adequate working space around all components.
Review the safety precautions in the front of this manual
to be sure that the location meets all safety requirements.
3.03 Unpacking
Each component of the system is packaged separately and
protected with a carton and packing material to prevent
damage during shipping. Components are packaged as
follows:
A. Standoff Control Components
The components supplied with the Standoff Control Accessory depends on the Cutting System. The Standoff
Control Accessory components ar e packaged separately
and include:
Items such as Lifter Motor Control Cable, CNC Cable,
Remote Cable, Plasma Cutting Power Supply and Torch
are ordered and packaged separately from the Standoff
Control components.
C. Unpacking Procedure
1. Unpack each item and remove all packing material.
2. Locate the packing list(s) and use the list to identify
and account for each item.
3. Inspect each item for possible shipping damage. If
damage is evident, contact your distributor and/or
shipping company before proceeding with system
installation.
3.04 Installation - General
WARNING
Disconnect primary power to the plasma cutting
system before installating the Standoff Control.
The installation of the Standoff Control Accessory requires
mounting the Standoff Control and connecting all required cables.
The installation instructions are divided into Sub-Sections
for the component to be installed. The Sub-Sections are
as follows:
For Automated Cutting Systems:
• Standoff Control Assembly
• Lifter Motor Assembly
• External Power Supply and Cables
• Instruction Manual
Manual 0-2556 3-1 INST ALLATION PROCEDURES
Section 3.05 Mounting Bracket Assembly Installa-
tion
Section 3.06 Standoff Control Assembly Installa-
tion
Section 3.07 Installation With Automated Systems
Section 3.08 Internal Switch/Jumper Selections
Section 3.09 External Cable Connection
Section 3.10 Lifter Motor Installation
Page 18

The Standoff Control Assembly and external cable instal-
TORCH
lation is the same for all systems.
3.05 Mounting Bracket Assembly Installation
The Mounting Bracket Assembly is used to mount the
Standoff Control Assembly and must be installed in a suitable location where it is easily accessable to the system
operator. The unit can be mounted on top of or underneath a mounting surface.
Install the Mounting Bracket Assembly per the following
procedure:
1. Select the mounting surface for the Mounting Bracket.
2. Mount the bracket to the surface either on top of or
underneath the surface using four 1/4" bolts (not supplied). It is recommended to use at least four bolts to
mount the bracket but a minimum of two are required.
Mounting Holes
(Seven Places)
A-00672
1/4" Mounting Bolts
(Not Supplied)
Figure 3-2 Bracket Mounting Underneath Surface
NOTE
There are seven holes provided in the Mounting
Bracket. Use any four holes that are convenient
for the application.
1/4" Mounting Bolts
(Not Supplied)
A-00671
Mounting Holes
(Seven Places)
Figure 3-1 Bracket Mounting On Top Of Surface
3.06 Standoff Control Assembly Installation
Mount the Standoff Control Assembly per the following
procedure:
1. Install the Mounting Bracket per Section 3.05.
2. Insert two of the #10-32 x 3/8" hex head bolts into the
slots on each side of the Standoff Control unit. The
slot prevents the bolts from turning when the knobs
are installed.
A-00688
UP
TORCH
DN
Hex Head Bolt
#10-32 x 3/8"
Slot
Knob
Figure 3-3 Bolt Installation
3. Set the Standoff Control unit into the Mounting
Bracket being sure the four bolts are in the mounting
slots.
INST ALLATION PROCEDURES 3-2 Manual 0-2556
Page 19

Mounting Bracket
A-00674
Knob
Figure 3-4 Knob Installation
Hex Head
Bolts
Knob
Customer's
Power Source
(120/240 VAC)
External Power
Supply
Standoff Control
SC11
Supplied Input Power Cable
With 120 VAC Plug
Supplied Output Power Cable
Attached to External
Power Supply
A-01428
4. Place one knob on each of the bolts protruding from
the bracket slots.
5. The Standoff Control unit can be adjusted for the best
viewing angle. Adjust the viewing angle per the following:
a. Loosen the four knobs sercuring the Standoff Con-
trol to the Mounting Bracket.
b. Adjust the Standoff Control for the desired angle.
c. Tighten all four knobs.
d. If the angle is not correct, loosen knobs, adjust the
unit until the proper viewing angle is found, and
retighten all knobs.
3.07 Installation With Automated Systems
This Section describes the installation of an external power
supply components to allow use of the Standoff Control
with an Automated Cutting System.
WARNING
Disconnect primary power at the source before assembling or disassembling power supply, torch
parts, or torch and leads assemblies.
Figure 3-5 External Power Supply
3. Connect the end of the output power cable from the
external power supply , to the r ear panel of the Standoff Control (SC11). Make the connection to the EXTERNAL POWER connector (J41).
4. Plug the input power cable into a mating connector
from the customer's power source. If a differ ent type
plug is required do the following:
a. Cut off the 120 VAC plug.
b. Install the correct type plug (customer supplied)
onto the end of the input power cable.
This completes the installation of the external power supply for the Automated System.
3.08 Internal Selections
A. Switch (SW1) Selection
The Standoff Control Assembly has one internal switch
(SW1) that is used for some plasma cutting systems without an arc transfer or motion signal. Turning ON SW1-1
and SW1-2 will generate the signal as soon as the pilot
arc voltage drops from open circuit to under 195v. This
occurs as soon as pilot is initiated so the PIERCE DELAY
should be used to delay the motion signal. This will allow time for arc transfer and piercing.
1. Locate the external power supply assembly and cables
NOTE
shipped with the Standoff control.
Switch SW1 is not needed for Automated Systems
(Merlin 1000, PakMaster XL Plus or Pak Master
2. Connect the supplied input power cable , with 120
VAC plug, to the input of the external power supply.
150XL) and both positions should be in the OFF
position.
T o check or change the switch selection use the following
procedure:
1. Remove the two cover mounting screws on the top of
the Standoff Accessory.
Manual 0-2556 3-3 INST ALLATION PROCEDURES
Page 20

TORCH
M
MODE
LIFTER
SPEED
O
L
I
F
S
P
E
D
E
T
E
R
E
D
A
U
T
O
H
T
F
I
N
D
H
T
H
I
L
O
Cover
P
L
A
S
M
A
O
N
A
R
C
V
0
.2
O
L
0.1
T
S
Screw
R
E
M
O
0
T
.3
E
S
T
A
N
D
O
F
F
C
0
.4
O
0
.5
N
0.75
T
R
O
0
.25
PIE
RC
1
H
0
T
.5
E
(in
che
0.1
s)
2
PIE
D
RC
EL
3
E
AY
(s
ec)
L
T
.
H
.
C
.
A
C
2
T
57
I
V
E
5
0
E
ND
OF
R
E
10
TR
CU
0
AC
T
T (%
)
Screw
Standoff Control
PC Board Assembly
A-00689
U
P
T
O
R
C
H
D
N
A-00861
ON
1
2
Figure 3-6 Cover Removal
2. Remove the enclosure cover by lifting straight up at
the rear of the cover and pulling it towards the r ear of
the unit. The front edge of the cover fits under a lip
on the front panel assembly.
3. Identify internal switch SW1 and confirm that the
switch is set for the desired system as follows:
System
SW1-1SW1-
2
Without Motion Signal (OK-To-Move) ON ON
With Moti on Signal (OK-To-Move) OFF* OFF*
* = Fa ct o ry Setting
NOTE
Refer to Section 4.04-E for operation when starting the the cutting operation off the plate (workpiece).
SW1
Type System
Selection
Figure 3-7 Switch SW1 Location
B. CNC Interface
Isolated START, standoff inhibit (CSD) and motion
(OK-T o-Move) signals are available at the Rear Panel
CNC (J40) connector or an internal terminal strip (J11).
The motion signal (OK-T o-Move) may be selected to
be either a contact closure or 24 VAC switched
through the contact. The Standoff Control is factoryset for 24 VAC operation. The purpose of selecting
24 VAC is to drive a relay coil whose current must
not exceed 150 ma.
NOTE
The 24 VAC may be required by some cutting machine controllers.
INST ALLATION PROCEDURES 3-4 Manual 0-2556
Page 21

Standoff Control
PC Board Assembly
EXTERNAL
CNC
J40
A-00693
POWER
J41
PLASMA
J42
MOTOR
J43
Lifter Motor
Control Cable
E1
A-01424
J11
Pin 6
Figure 3-8 Motion (OK-To-Move) Jumper Location
A jumper wire is connected between the terminal block
J11 pin 7 and the lug connection E1 on the PC board. Select the proper operation by moving the end of the wire
connected to the terminal block per the following chart:
Pin 7
CNC
Strain Relief
CNC Control
Cable
External Input
Power Cable
Plasma Power
Supply Control
Cable
Figure 3-9 Cable Connections
1. Lifter Motor Cable
Connect the Lifter Motor Control Cable to the rear
panel of the Standoff Control to the receptacle marked
J43 (MOTOR). The other end of the cable is connected
to the lifter motor equipment.
2. Power Supply Control Cable
Connect the Power Supply Control Cable to the rear
panel of the Standoff Control to the receptacle marked
J42 (PLASMA). Connect the other end of the cable to
the Power Supply receptacle marked TO REMOTE
CONTROL. Power Supply connector is J22 on Merlin 1000 Systems.
NOTE
Motion (OK-To-Move) Selection J11
Some systems may supply the +48 volts external
power from the Plasma Power Supply via the Con-
Contacts or External 115V 6
24 VAC 7*
* = Factory Setting
3.09 External Cable Connections
There are four standard output connectors and one strain
relief at the rear panel of the unit. Connect the required
control cables per the following:
trol Cable. These Remote Cables have two connectors for PLASMA (J42) and EXTERNAL POWER
(J41).
3. External +48 Volt Power Source
Connect the External Power Source Cable to the rear
panel of the Standoff Control to the receptacle marked
J41 (EXTERNAL POWER). The other end of the cable
is connected to the external +48 volt power source.
The factory supplied external power source can be
connected to 115 or 220 VAC, 50/60Hz.
NOTE
Plasma Power Supplies that do not have a +48 volt
output require a seperate external power source.
Manual 0-2556 3-5 INST ALLATION PROCEDURES
Page 22

4. CNC Control Cable Using AMP Connector
Connect the CNC Control Cable to the rear panel of
the Standoff Control to the AMP receptacle marked
J40 (CNC). Connect the other end of the cable to the
CNC Control Assembly. Terminate the shield(s) of
the cable to earth or chassis ground at the cutting
machine.
Pin # Descripti on
1 Standoff Inhibi t /Corner Slowdown (CSD)
2 Standoff Inhibi t /Corner S lowdown (CSD) Return
3 START/STOP
4 START/STOP Return
5. CNC Control Cable - Hard Wired
If the CNC cable from the CNC equipment cannot be
supplied with a mating AMP connector to J40 (CNC)
the cable can be hard wired to the Standoff Control
Accessory. To wire the cable to the unit use the following procedure:
a. Remove the cover of the Standoff Control to gain
access to the internal connection on the PC board.
b. Feed the control cable through the strain relief at
the rear panel of the Standoff Control.
c. Locate the terminal block J11 on the PC board.
Standoff Control
PC Board Assembly
5 Motion (OK-To-Move)
8 Motion (OK-To-Move)
e. Tighten the strain relief to secur e the control cable.
f. Reinstall the cover to the Standoff Control Acces-
sory.
g. Connect the other end of the cable to the CNC
Control Assembly .
3.10 Lifter Motor Installation
A. Mounting Holes
NOTE
Refer to the exploded view of the Lifter Motor Assembly for parts location and assembly.
The Lifter Motor Assembly must be mounted to the Cutting T able. Mount the assembly per the following procedure:
1. Lossen the four screws securing the Front Cover to
the assembly.
A-01425
J11
Figure 3-10 Terminal Block J11 Location
d. Connect the ends of the CNC control cable to J11
on the PC Board per the following chart:
2. Remove the Torch Holder and Front Cover from the
assembly.
3. Use the template at the end of this Manual to locate
the four mounting holes noting the following:
• The bottom edge of the Lifter Motor Assembly
must be able to clear any obstructions in the cutting path.
• The assembly must be mounted low enough to
allow proper operation of the Torch Assembly.
4. Drill and tap four holes for 1/4-20 bolts.
5. Mount the Lifter Motor Assembly to the four tapped
holes using the four bolts and washers supplied.
6. Install the Hose Holder (T orch Leads Support Bracket)
to the Gear Rack using the two bolts provided.
7. Reinstall the Front Cover and Torch Holder.
8. Tighten the four cover screws.
INST ALLATION PROCEDURES 3-6 Manual 0-2556
Page 23

B. Torch Assembly Installation
1. Place the end of the mounting pin on the T orch Mounting Tube Assembly into the Torch Holder Pivot.
2. Tighten the wing nut and washer to secure the Torch
Mounting T ube Assembly to the Lifter Motor Assembly.
3. Route the Torch Leads up and over the Hose Holder
(Torch Leads Support Bracket). Leave some slack in
the Torch Leads between the Mounting Tube and the
Hose Holder .
Shown with
Rack and Pinion
Mounting Assembly
Direction of Torch Travel
Standoff Distance
Straight Arc
Trailing Arc
A-01556
Leading Arc
Figure 3-11 Lifter Motor and Torch Mounting
4. Connect the end of the Torch Leads per the appropriate Torch Manual.
Manual 0-2556 3-7 INST ALLATION PROCEDURES
Page 24

INST ALLATION PROCEDURES 3-8 Manual 0-2556
Page 25

SECTION 4:
TORCH
MODE
LIFTER
SPEED
OPERATION
Pressing MODE a third time turns both indicators
OFF for fully manual mode. Pressing MODE the
forth time returns to fully automatic operation.
2. LIFTER SPEED Pushbutton and Indicators
4.01 Introduction
This Section provides a description of the Standoff Control Accessory followed by operating pr ocedur es.
4.02 Functional Overview
The Standoff Control Accessory extends the necessary system controls away from the power supply and is an accessory with standard machine torch systems.
There is are various connections available at the Rear
Panel of the Standoff Control Accessory. These connections provide inputs and outputs to allow various parts
of the system to be operated from one station.
4.03 Operating Controls
A. Front Panel
1
AUTO
HT
MODE
FIND
HT
HI
LIFTER
SPEED
LO
2
Figure 4-1 Front Panel Operating Controls
1. MODE Pushbutton and Indicators
The momentary MODE pushbutton switch selects
one of four modes of operation.
• Fully automatic - AUTO HT and FIND HT in-
• Automatic height - AUTO HT indicator ON
• Find height - AUTO HT indicator OFF and
• Fully Manual - AUTO HT and FIND HT indi-
4
3
PLASMA ON
ARC VOLTS
5
REMOTE STANDOFF CONTROL
0.3
0.2
0.4
0.1
0.5
PIERCE
HT (inches)
6
0.75
0.5
0.25
0.1
PIERCE
DELAY (sec)
dicators ON
and FIND HT indicator OFF
FIND HT indicators ON
cators OFF
1
25 75
2
0
3
8
T.H.C. ACTIVE
END OF CUT
RETRACT (%)
7
100
A-00691
UP
TORCH
DN
9
The momentary LIFTER SPEED pushbutton switch
selects one of two torch lifter speeds.
• High speed - HI indicator ON and LO indicator OFF
• Low speed - LO indicator ON and HI indicator OFF
Pressing the LIFTER SPEED switch toggles between
HI and LO.
When power is supplied the Standoff Control auto-
matically selects the HI Lifter Speed mode. The HI
indicator will be ON. Pressing LIFTER SPEED once
turns HI indicator OFF and LO indicator ON. Pressing LIFTER SPEED the thrid time returns to the HI
Lifter Speed mode.
At lower cutting speeds the HI mode may cause oscillation or diving toward the work during the cut. If
this happens it is recommended that the operator select the LO lifter speed.
3. PLASMA ON Indicator
When the Standoff Control sends a start signal to the
Plasma Power Supply the PLASMA ON indicator
turns ON. The start signal is sent automatically after
finding height.
4. ARC VOLTS Control and Display
The ARC VOLTS control allows the operator to select the desired arc voltage from 65 to 195, as indicated at the ARC VOLTS Display. Volts above 199
will cause the display to indicate over range (left display digit is "1"). The standoff, distance from torch
to work, may be changed during cutting by changing the ARC VOLTS setting.
Prior to enabling the PLASMA ON indicator a decimal point will be displayed on the right hand side of
the ARC VOLTS Display indicating preview mode.
After the PLASMA ON indicator is turned ON the
ARC VOLTS Display indicates the actual arc volts
from 0 to 199.
Three decimal points displayed in the ARC VOLTS
Display indicate the Standoff Control is receiving a
standoff inhibit (corner slowdown - CSD) signal.
When power is supplied the Standoff Control enters
5. PIERCE HT (inches) Control
the fully automatic mode. The AUTO HT and FIND
HT indicators will be ON. Pressing MODE once turns
FIND HT indicator OFF . Pressing MODE again turns
AUTO HT indicator OFF and FIND HT indicator ON.
The PIERCE HT (height) controls the starting distance
from torch to workpiece from nearly zero to 1/2
inches.
Manual 0-2556 4-1 OPERA TION
Page 26

After receiving a start signal with one of the FIND
HT modes selected, FIND HT indicator ON, the
standoff control equipment lowers the torch fr om the
retracted position until it contacts the metal to be cut.
The standoff equipment then lifts the torch back up
the distance above the plate set by the adjustable
PIERCE HT control from nearly zero to over 1/2".
When doing a piercing operation it is best to start
from the highest possible position to minimize splatter onto the end of the torch. Splatter onto the torch
shield and tip can block the cutting tip orifice.
6. PIERCE DELAY (sec) Control
The PIERCE DELAY contr ols the arc transfer or motion (OK-To-Move) start signals to the cutting machine. This delay allows time for the arc to pierce
through the material. The delay time is adjustable
from zero to over thr ee seconds.
NOTE
The cutting machine controller may also have a
motion delay which will add to the total delay, if so
it should be set to zero.
9. TORCH UP/DN Pushbuttons and Indicators
The momentary TORCH UP/DN pushbutton
switches allow setting the torch position manually.
Pressing the TORCH UP switch will cause the UP indicator to turn ON. The DN (Down) indicator turns
ON if the TORCH DN pushbutton is pressed.
The manual control may be used to set initial height
when the FIND HT indicator is OFF. The controls
can also be used to adjust the standoff when the
AUTO HT indicator is OFF.
The manual controls should not be used while cutting if the AUTO HT indicator is ON (see ARC VOL TS
Control).
B. Rear Panel
1
2
3
4
Height regulation will be inhibited during the delay
time selected.
7. END OF CUT RETRACT (%) Control
The END OF CUT RETRACT controls the raising (retracting) of the torch from zero to 100% of the selected
setting of the END OF CUT RETRACT (%) Control.
With one of the FIND HT modes selected, FIND HT
indicator ON, the torch is raised at the end of a cut
operation when the start signal is removed. The
amount of time that it takes to raise the torch can be
reduced by not retracting the torch fully, if not required.
8. T.H.C. ACTIVE Indicator
The T.H.C. (Torch Height Control) ACTIVE indicator turns ON when the height is under active control. The T.H.C. ACTIVE indicator turns OFF when
no initial arc transfer signal is received, standoff inhibit (corner slowdown - CSD) signal is on, an arc
voltage outside the regulation limits of 65 to 195 volts,
or the voltage is rising rapidly.
The voltage rising rapidly can be caused by cutting
over a kerf, other hole, or the edge of the plate being
cut.
A-01426
5
Figure 4-2 Rear Panel Connectors
1. MOTOR (J43) Connector
Connector to interface the Standoff Control to the
lifter motor assembly. Signals include drive (up to
+/-20 vdc), tachometer (0 to +/- 15 vdc) and TORCH
ON WORK switch (NC).
2. PLASMA (J42) Connector
Connector to interface the Standoff Control to the
Plasma Power Supply.
3. EXTERNAL POWER (J41) Connector
Connector to interface the Standoff Control to a remote 48 vdc bias supply.
4. CNC (J40) Connector
Connector to interface the Standoff Control to the
CNC equipment when the interface cable has a mating connector .
5. Strain Relief
When the T .H.C. ACTIVE indicator is OFF the standoff is not being regulated during that time.
Connection to interface the Standoff Control to the
CNC equipment when there is no mating connector .
The CNC cable is fed through the strain relief and
connected to an internal terminal strip (J11).
OPERA TION 4-2 Manual 0-2556
Page 27

4.04 Sequence Of Operations
This Section describes the typical sequences for various
operations. The information is suppied to give the operator an understanding of what is occuring during the
cutting cycle. Each of the following paragraphs describe
a different operation as follows:
• Paragraph ‘A ’ - Fully Automatic Mode With Pierce
Start
• Paragraph ‘B’ - AUTO HT ON and FIND HT indi-
cators OFF
• Paragraph ‘C’ - AUTO HT Indicator OFF and FIND
HT Indicator ON
• Paragraph ‘D’ - Fully Manual Mode
• Paragraph ‘E’ - Starting Off The Plate
A. Fully Automatic Mode (AUTO HT and FIND
HT Indicators ON) With Pierce Start
1. The cutting machine controller sends a start signal to
the Standoff Control.
2. The Standoff Control starts to find height by rapidly
lowering the torch from the retracted position towar ds
the work. When the torch contacts the work or the
bottom of torch travel if not over the work, it opens
the normally closed (NC) torch on work (T.O.W.)
switch in the Lifter Motor Assembly.
3. When the T.O.W. switch opens the torch downward
motion is reversed and it slowly rises until the T .O.W .
switch closes which starts the PIERCE HT timer . The
torch continues upward for the time requir ed to reach
the selected pierce height setting.
4. A start signal is sent to the Plasma Power Supply and
the Standoff Control PLASMA ON indicator turns
ON. The pilot starts after pre-flow and immediately,
if the initial height is correct, the cutting arc is established at which time the Plasma Power Supply sends
a motion (OK-To-Move) signal to the Standoff Control through the Remote Control.
5. Receiving the motion (OK-To-Move) signal from the
Plasma Power Supply starts the PIERCE DELAY. As
the PIERCE DELAY ends the motion (OK-To-Move)
signal is sent to the cutting machine controller through
the Remote Control starting the horizontal travel.
6. At the same time, the T.H.C. ACTIVE indicator turns
ON and the torch moves to the desired cutting standoff as determined by the pre-selected ARC VOLTS
Control, unless the cutting machine standoff inhibit
(corner slowdown - CSD) is ON, or the arc voltage is
outside the range of 65 to 195V inhibiting it. Even if
the standoff is inhibited, because the cut is starting in
a corner, the controller is enabled for 1/2 second to
position the torch down to the proper cutting height.
Without this feature the first few inches could be cut
at excessive standoff adversely affecting the quality.
7. The piece is cut then the cutting machine removes the
start signal. The arc goes out removing the motion
(OK-T o-Move) signal from the Plasma Power Supply.
8. When both the start and motion (OK-To-Move) signals are removed (allows for current ramp down for
systems that have that feature) the retract timer is activated to rapidly raise the torch up to clear obstructions, such as cut out pieces that tilt up, while traversing to the next piece to be cut. The amount of retract
is set from zero to 100% by the END OF CUT RETRACT Control. The torch remains r etracted until the
sequence repeats with the next start signal.
B. AUTO HT ON and FIND HT indicators OFF
The operator sets the torch height manually. Refer to
paragraph 'D' for "Starting Off The Plate (Workpiece)".
1. The cutting machine controller sends a start signal to
the Standoff Control.
2. A start signal is sent to the Plasma Power Supply and
the Standoff Control PLASMA ON indicator turns
ON. The pilot starts after pre-flow and immediately,
if the initial height is correct, the cutting arc is established at which time the Plasma Power Supply sends
a motion (OK-To-Move) signal to the Standoff Control.
3. Receiving the motion (OK-To-Move) signal from the
Plasma Power Supply starts the PIERCE DELAY. As
the PIERCE DELAY ends the motion (OK-To-Move)
signal is sent to the cutting machine controller, starting the horizontal travel.
4. At the same time, the T.H.C. ACTIVE indicator turns
ON and the torch moves to the desired cutting standoff as determined by the pre-selected ARC VOLTS
Control, unless the cutting machine standoff inhibit
(corner slowdown - CSD) or the arc voltage is outside
the range of 65 to 195v inhibiting it. Even if the standoff is inhibited, because the cut is starting in a corner ,
the controller is enabled for 1/2 second to position
the torch down to the proper cutting height. W ithout
this feature the first few inches could be cut at excessive standoff adversely affecting the quality.
5. The piece is cut then the cutting machine removes the
start signal. The arc goes out removing the motion
(OK-T o-Move) signal from the Plasma Power Supply.
6. The torch does not retract.
Manual 0-2556 4-3 OPERA TION
Page 28

C. AUTO HT Indicator OFF and FIND HT
Indicator ON
D. Fully Manual Mode (AUTO HT and FIND HT
Indicators OFF)
NOTE
The standoff height is not controlled during the
cut except manually by the operator using the
TORCH UP/DN switches.
1. The cutting machine controller sends a start signal to
the Standoff Control.
2. The Standoff Control starts to find height by rapidly
lowering the torch from the retracted position towar ds
the work. When the torch contacts the work or the
bottom of torch travel if not over the work, it opens
the normally closed (NC) torch on work (T.O.W.)
switch in the Lifter Motor Assembly.
3. When the T.O.W. switch opens the torch downward
motion is reversed and it slowly rises until the T .O.W .
switch closes which starts the PIERCE HT timer . The
torch continues upward for the time requir ed to reach
the selected pierce height setting.
4. A start signal is sent to the Plasma Power Supply and
the Standoff Control PLASMA ON indicator turns
ON. The pilot starts after pre-flow and immediately,
if the initial height is correct, the cutting arc is established at which time the Plasma Power Supply sends
a motion (OK-To-Move) signal to the Standoff Control.
5. Receiving the motion (OK-To-Move) signal from the
Plasma Power Supply starts the PIERCE DELAY. As
the PIERCE DELAY ends the motion (OK-To-Move)
signal is sent to the cutting machine controller, starting the horizontal travel.
NOTE
Torch height is not controlled automatically.
6. The piece is cut then the cutting machine removes the
start signal. The arc goes out removing the Motion
(OK-T o-Move) signal from the Plasma Power Supply.
7. When both the start and motion (OK-To-Move) signals are removed (allows for current ramp down for
systems that have that feature) the retract timer is activated to rapidly raise the torch up to clear obstructions, such as cut out pieces that tilt up, while traversing to the next piece to be cut. The amount of retract
is set from zero to 100% by the END OF CUT RETRACT Control. The torch remains r etracted until the
sequence repeats with the next start signal.
NOTE
Initial height is set manually and controlled manually during cutting. PIERCE DELAY is still active and the arc volts display indicates actual arc
volts but the ARC VOL TS control will not change
the standoff.
1. The cutting machine controller sends a start signal to
the Standoff Control.
2. A start signal is sent to the Plasma Power Supply and
the Standoff Control PLASMA ON indicator turns
ON. The pilot starts after pre-flow and immediately,
if the initial height is correct, the cutting arc is established at which time the Plasma Power Supply sends
a motion (OK-To-Move) signal to the Standoff Control.
3. Receiving the motion (OK-To-Move) signal from the
Plasma Power Supply starts the PIERCE DELAY. As
the PIERCE DELAY ends the motion (OK-To-Move)
signal is sent to the cutting machine controller, starting the horizontal travel.
4. The piece is cut then the cutting machine removes the
start signal. The arc goes out removing the Motion
(OK-T o-Move) signal from the Plasma Power Supply.
E. Starting Off The Plate (Workpiece)
When starting off the plate (running edge start) FIND HT
indicator should be OFF and height set manually . AUTO
HT indicator is normally ON to control height after the
cut starts.
When starting off the plate there is no start motion (OKTo-Move) signal as there has been no arc transfer. For
systems with normally open PSR contacts, Merlin 3000
for example, wiring the contacts in parallel with the motion (OK-To-Move) signal contacts supplies the motion
start signal as soon as the pilot starts. Use the PIERCE
DELAY to supply time for the torch to move over the
workpiece before the Standoff Control starts controlling
the height.
For systems where the output voltage drops below 195
volts during piloting, SW1 turned ON, will start motion
when the pilot starts (refer to Section 3.08, Internal Selections). Use PIERCE DELA Y to allow time for arc transfer
before the Standoff Control starts contr olling height.
For those systems where neither of the above applies then
some external means of detecting pilot (PSR) will have to
be added and connected to the motion (OK-T o-Move) signal contacts as explained above.
OPERA TION 4-4 Manual 0-2556
Page 29

SECTION 5:
5.03 Troubleshooting Guide
CUSTOMER/OPERATOR
SERVICE
5.01 Introduction
This Section describes basic maintenance procedures performable by operating personnel. No other adjustments
or repairs are to be attempted by other than Thermal
Dynamics T rained personnel.
WARNINGS
Disconnect primary power at the source before disassembling any part of the cutting system.
Frequently review the Important Safety Precautions in Section 1. Be sure the operator is equipped
with proper gloves, clothing, eye and ear protection. Make sure no part of the operator’s body comes
into contact with the workpiece while the cutting
system is activated.
Sparks from the cutting process can cause damage
to coated, painted, and other surfaces such as glass,
plastic and metal.
A. Troubleshooting
This Sub-Section covers troubleshooting that requires
dissasembly and electronic measurements. It is helpful
for solving many of the common problems that can arise
with the Standoff Control Assembly.
WARNING
There are extremely dangerous voltage and power
levels present inside this unit. Do not attempt to
diagnose or repair unless you have had training in
power electronics measurement and troubleshooting techniques.
Specific test procedures are referenced by the troubleshooting guide.
The guide has two sections as follows:
Section 5.04 - Troubleshooting Specific Problems
Section 5.05 - Test Procedures
B. How to use this Guide
The following information is a guide to help the Customer/Operator determine the most likely causes for
various symptoms.
5.02 Routine Maintenance
A. Standoff Control
The only routine maintenance required for the Standoff Control components is a thorough cleaning and
inspection, with the frequency depending on the usage and the operating environment.
To clean the Standoff Control, first make sure that
the power is disconnected. Open the Standoff Control enclosure and blow out any accumulated dirt and
dust with compressed air. The unit should also be
wiped clean. If necessary, solvents that are recommended for cleaning electrical apparatus may be
used.
While the enclosures are open, inspect the wiring in
the unit. Look for any frayed wires or loose connections that should be corrected.
B. Lifter Moter assembly
The Rollers and Slides on the Lifter Motor Assembly
should be checked, cleaned and adjusted required.
This guide is set up in the following manner:
X. Symptom (Bold Type)
Any Special Instructions (Text Type)
1. Cause (Italic Type)
a. Check/Remedy (Text Type)
Locate your symptom, check the causes (easiest listed first)
then remedies. Repair as needed being sure to verify that
unit is fully operational after any repairs.
NOTE
Many signals are transfered between various assemblies on interconnecting cables. If these cables
become faulty they can then cause various problems. Do not forget about these cables when
troubleshooting.
Manual 0-2556 5-1 CUSTOMER/OPERATOR SER VICE
Page 30

5.04 Troubleshooting Specific Problems
A. Front panel switch for MODE, LIFTER
SPEED, TORCH UP or TORCH DOWN will
not function
1. Connector J3 on the Standoff Control PC Board is connected one pin off
a. Make sure connector is plugged in correctly.
2. Faulty front panel switch or Standoff Contr ol PC Board
a. Test per Section 5.05-B and replace faulty as-
sembly as required
3. External power source not connected or turned ON
a. Verify +48 volt external power source is con-
nected and turned ON
B. One or more, not all, front panel indicators will
not turn ON when expected
1. Faulty indicator or Standoff Control PC Board
a. Test per Section 5.05-C and replace fr ont panel
assembly if necessary
C. Torch will not move up or down manually using
TORCH UP and TORCH DOWN switches;
TORCH UP and TORCH DOWN indicators come
ON
1. Torch Lifter Assembly rack and pinion gear misaligned
or not meshing
a. Lift up on the torch while pressing the T ORCH
UP arrow to remesh the gears.
2. Dirty Lifter Slide or Rollers
a. Remove cover and clean Slide and Rollers
3. Mounting screw of T or ch Lead Support Bracket too long
a. Replace with shorter screw
NOTE
The mounting bolts attaching the torch lead support bracket to the Torch Lifter Assembly can bind
if the mounting bolts are too long.
NOTE
The mounting bolts attaching the torch lead support bracket to the Tor ch Lifter Assembly can bind
if the mounting bolts are too long.
2. Faulty torch lifter motor, cable or start circuit
a. Check the motor and cable per Section 5.05-D,
repair as necessary
E. Torch moves down to work but does not retract to
PIERCE HT setting
1. PIERCE HT control is set fully counterclockwise
(CCW), minimum standoff
a. Adjust for higher standoff
2. Tip-On-Work micro-switch faulty, out of adjustment
or slide frozen so switch cannot be activated
a. Check the Tip-On-W ork micro-switch per Sec-
tion 5.05-E, repair as necessary
F. Torch moves down to the work and retracts, but
stops at a point higher than the PIERCE HT
setting or continues to a point at the top of travel;
Pilot may activate when the travel stops
1. Tip-On-Work micro-switch circuit is faulty or have
dirty contacts
a. Check the Tip-On-W ork micro-switch per Sec-
tion 5.05-E, repair as necessary
G. Torch moves up instead of down when it should
be finding height
1. Tip-On-Work micro-switch cir cuit is open
a. Check the Tip-On-W ork micro-switch per Sec-
tion 5.05-E, repair as necessary
H. Torch finds height and starts cutting but cutting
machine doesn’t move
1. Motion (OK-To-Move) signal not compatible with cutting machine controller. Signal set for contacts, but
controller needs AC volts or vice versa.
a. Change setting per Section 3.09-B.
2. Faulty motion (OK-To-Move) signal from Plasma
Power Supply
D. Torch will not move or no pilot arc when START is
pressed
Push front panel TORCH UP or TORCH DOWN
switch to see if torch will move manually. If torch
will move in either direction, then torch lifter motor
and cable are okay.
1. Check for binding of the torch lifter assembly slide.
a. Repair as required
CUSTOMER/OPERATOR SER VICE 5-2 Manual 0-2556
a. Check for proper motion (OK-To-Move) signal
per Section 5.05-F, repair as necessary
I. After cutting starts torch remains at initial height;
THC ACTIVE indicator is OFF
1. Automatic find height not activated, AUTO HT indicator OFF
a. Press MODE control switch until AUTO HT in-
dicator comes ON
Page 31

2. Faulty Arc voltage input to Standoff Control
a. Check for proper arc voltage input per Section
5.05-G, repair as necessary
J. Torch dives or oscillates while cutting instead of
maintaining constant height
1. Lifter speed set too high
a. For travel speeds under150 inches per minute
select low speed
2. Faulty motor tachometer
a. Check the motor/tachometer per Section 5.05-
H, repair as necessary
5.05 Test Procedures
This section describes the tests required to isolate problems or faulty assemblies in the Standoff Control Assembly. The section contains a functional description of the
Standoff Control followed by individual test pr ocedures.
Each procedure is referenced in Section 5.04, Troubleshooting Specific Problems.
A. Functional description
The Standoff Control controls the operation of the torch
lifter motor assembly to find height, regulate height and
retract at the end of cut per the following sequence:
1. Standoff Control receives a START signal.
2. Torch moves down at high speed until the torch
tip contacts the workpiece.
3. T or ch retracts at slow speed to the setting selected
by the PIERCE HT control.
down - CSD) signal. When this occurs all three
decimals in the ARC VOL TS display turn ON and
the THC ACTIVE indicator will turn OFF.
10. At the end of the cut program the ST ART signal is
removed.
11. The torch retracts at high speed to the setting of
the END OF CUT RETRACT (%) control . This
setting is a percentage (%) of the full lifter travel.
If the FIND HT indicator is OFF, the system will
skip the find height sequence and the retract at
the end of the cut. The desired pierce height is set
manually.
If the AUTO HT indicator is OFF, height is not
controlled during the cut.
The T orch Lifter Assembly uses a dc motor with a tachometer for speed and direction feedback. The motor pinion
gear mates with a rack on the up/down slide to move
the torch. A second small vertical slide allows about 1/2
inch of free movement. Held down by the weight of the
torch it keeps the Tip-On-Work micro-switch (mounted
above the small slide) closed. When finding height, as
the torch moves downward and makes contact with the
the work, the small slide moves up, opening the microswitch to signal that the torch has made contact with the
work.
B. Front Panel Switch Tests
The four switches have a common connection to J3-
13. T o check the operation of the switch measur e for
continuity from the PC Board common (TP1) to the
other side of the switch at J3 per the following:
4. Upon finding height as set by the PIERCE HT control a START signal is sent to the plasma power
supply and the PLASMA ON indicator turns ON.
5. The power supply starts the arc which pierces the
metal.
6. After the time delay as set at the PIERCE DELAY
ends, a motion (OK-T o-Move) signal is sent to the
cutting machine to start the cutting motion.
7. As the cutting machine accelerates the standoff
inhibit (corner slowdown - CSD) signal is removed.
8. The THC ACTIVE indicator turns ON and the
Standoff Control regulates height to maintain the
selected standoff.
9. At times during the cutting operation the
controllor program may disable the Standoff Control by applying the standoff inhibit (corner slow-
Manual 0-2556 5-3 CUSTOMER/OPERATOR SER VICE
Sw itch J3 Pin #
MODE 8
LIFT ER SP EED 12
TORCH UP 17
TORCH DO WN 14
Page 32

MODE
LIFTER SPEED
UP
J3-8
J3-12
AUTO HT
FIND HT
+V1
J3-4
J3-7
J3-5
J3-17
DOWN
J3-14
J3-13
A-01076
The measurement should be less than 200 to 300 ohms
when the switch is pushed.
If the measurement is not correct the switch is faulty;
replace front panel assembly.
If the measurement is correct then the Standoff Control PC Board is faulty; replace the complete Standoff Control Assembly.
C. Front Panel Indicator Tests
For all indicators, except TORCH UP and TORCH
DOWN, measure the dc voltage from PC Board common (TP1) to the J3 pin for the indicator cathode per
the following:
J3-6
HI
LOW
PLASMA ON
THC ACTIVE
J3-10
J3-11
J3-9
J3-2
J3-3
J3-18
J3-19
A-01077
If the voltage is near 15 vdc momentarily jumper the
cathode to TP1. If the indicator does not come ON
momentarily the indicator is faulty . Replace the front
panel assembly.
Indicator C athode Pin #
PLASMA ON J3-3
FIND HT J3-6
AUT O HT J3-7
HI J3-9
LOW J3-11
T.H.C. ACTIVE J3-19
If the indicator comes ON the Standoff Control PC
Board is faulty, assuming the system is working normally.
For the UP and DOWN indicators, if the motor moves
up and down manually and if one indicator works
normally but not the other , it is faulty and front panel
assembly should be replaced. If neither works measure from TP1 to J3-15 while moving the motor up
and down. If the voltage is zero the Standoff Contr ol
PC Board is faulty. If it is higher, can be as high as +/
-20v, the front panel assembly is faulty.
UP
DOWN
A-01078
J3-15
J3-15
CUSTOMER/OPERATOR SER VICE 5-4 Manual 0-2556
Page 33

D. Lifter Motor and Cable Tests
1. Remove cable from torch lifter assembly. Measure for + (up) or - (down) about 20v with meter
(+) on pin 1 and negative (-) on pin 2 of the cable
when TORCH UP or TORCH DOWN is pr essed.
TORCH UP or TORCH DOWN indicator not ON
may indicate no output to motor however a
shorted motor or cable can prevent the indicator
from coming ON. If indicators are corr ect, remove
lifter assembly cover and check wiring to motor.
Also check for binding of the torch lifter assembly slide.
NOTE
The mounting bolts attaching the torch lead support bracket to the Torch Lifter Assembly can bind
if the mounting bolts are too long.
2. If no voltage is seen in above step 1 repeat the
measurement at pins J43-1 and J43-2, if no voltage at J43 check at J10-1 and J10-2. If no voltage
at J10, Standoff Control PC Board is faulty otherwise the J10 harness or motor cable is open.
If T orch moves up but not down. TORCH DOWN
indicator will not come ON.
a. Remove motor cable from J43 and check for
continuity between pins J43-7 and J43-8. If correct (less than 500 ohms) Standoff Control Assembly is faulty. If over 500 ohms possible
causes are:
• Open motor cable (pins J43-7 or J43-8)
• Open connection between motor cable connector and micro-switch in the torch lifter
assembly
• Faulty microswitch
• Switch being held open, possible sticking
slide.
Torch moves up and down manually.
Check for proper START signal to Standoff Control
Assembly PC Board. If ST ART indicator, D79, comes
ON, START signal is present, Standoff Control Assembly is faulty. START signal is from the CNC input at J40-3 and J40-4 or J11-3 and J11-4.
NOTE
Refer to Appendix 3 for schematic of STAR T signal circuit.
If ST ART indicator , D79, does not come ON, jumper
J11-3 to J11-4.
CAUTION
Torch may start.
If ST ART indicator , D79, comes ON and torch finds
height and pilot starts then problem is in the START
signal input to the Standoff Control Assembly. Check
the CNC cable input or the internal ribbon cable between the Standoff Control Assembly and the Remote
Control Assembly (RC6010) if used.
E. Tip-On-Work Micro-Switch Tests
T o test the micro-switch, remove the motor cable from
J43 on the back of the Standoff Control Assembly and
with the torch not on the work measure continuity
between pins J43-7 and J43-8 of the cable. Then lift
up on the torch. The small slide should move freely
and come up about 1/2 inch and pins J43-7 and J438 should measure open circuit. If correct then the
Standoff Control Assembly is faulty.
F. Motion (OK-To-Move) Signal Tests
Check for internal indicator, OK PS indicator D82
comes ON when arc starts.
If indicator is OFF , jumper J8-5 to J8-6. If OK PS indicator comes ON then the motion (OK-To-Move) signal is missing to the Standoff Control Assembly.
NOTE
Refer to Appendix 4 for schematic of motion (OKTo-Move) circuit.
If indicator is still OFF , then the Standof f Control Assembly is faulty.
If indicator OK PS comes ON when arc starts, set
PIERCE DELAY to minimum and check for D37 PS
OUT indicator for an ON condition.
If Indicator D37 does not come ON the Standoff Control Assembly is faulty. Check for the motion (OKTo-Move) signal between J8-22 to J8-24 or J11-5 and
J11-8. Should be contact closure if E1 jumper is in
J11-6, or 24 vac if jumper is in J11-7. If okay problem
is in CNC connections or cutting machine.
If indicator D37 comes ON, then the Standoff Control Assembly is okay, go to System T roubleshooting
Section in the Power Supply Service Manual for the
Motion (OK-T o-Move) Test Procedure.
G. Arc V oltage Tests
If Arc Voltage display reads near zero, voltage signal
is not present to the Standoff Control Assembly. Measure voltage at J8-3(negative) and J8-4(positive).
Should be between 6 to 12 vdc when cutting (9 volts
when cutting equals minus 150 arc volts).
Manual 0-2556 5-5 CUSTOMER/OPERATOR SER VICE
Page 34

• If correct, the Standoff Control is faulty.
• If voltage is not correct, check the voltage from
the type plasma power supply per one of the following:
Merlin 1000 Systems
This check is for Merlin 1000power Supplies without the Filter/Voltage Divider PC Board. If the Mer lin 1000 has the Filter/V oltage Divider PC Board, then
refer to Automated Systems.
WARNING
Use extreme caution as high voltage is present.
J23-4 (+). It is converted to a positive 6 to 12 vdc
between J24-12 (+) and J24-14 (-). The wires from J24
go to J22, CNC Interface Connector , on the power supply rear panel. Connection J24-12 goes to J22-6 (wire
#69) and connector J24-14 goes to J22-5 (wire #68).
Measure for 6 to 12 vdc between J24-12 (+) to J24-14
(-).
• If voltage is not correct then the Filter/V oltage Divider PC Board may be faulty. Make the following checks:
a. Check for 20 to 30 vdc (power for the voltage
circuit) between J23-7 (+) to J23-4 (-).
• If voltage is correct, check for minus 100 to
200 vdc arc voltage (while cutting) between
J23-1 (-) to J23-4 (+).
Main arc voltage, typically minus 100 to 200 vdc is
present on the Pilot/Output PCB at E3 (-) and E8(+).
It is converted to a positive 6 to 12 vdc between J12
pin 15 (+) and J12 pin 16 (-). Measure for 6 to 12 vdc
between J12-15 (+) to J12-16 (-).
• If voltage is not correct then the Pilot/Output PC
Board is faulty.
• If voltage is correct, check the following:
a. Open connection between J12-15 and J22-6
(wire #91).
b. Open connection between J12-16 and J22-5
(wire #92).
c. Open in the Power Supply Torch Contr ol Cable
between J22-5 and J22-6.
NOTE
To rch Control Connector, J22, is located on the
Plasma Power Supply internal torch connection
bulkhead.
Automated Sytems
This check is for Merlin 1000 Systems With Filter/
Voltage Divider PC Board, Automated Pak Master
75XL Plus, Automated Pak MAster 100XL Plus and
Automated Pak Master 150XL Power Supplies.
WARNING
• If both the 20 to 30 vdc and minus 100 to
200 vdc are correct, then the Fiter/Voltage
Divider PC Board is faulty.
• If voltage is correct, check the following:
a. Check connections to Power Supply CNC In-
terface Control Connector J22, pins 5 and 6.
b. Open in Power Supply CNC Interface Con-
trol Cable pin 5 or 6.
NOTE
CNC Interface Control Connector, J22, is located
on the Plasma Power Supply Rear Panel.
H. Motor/Tac hometer Tests
Move torch up and down manually in both high and
low speed. If lifter operates at high speed in both
cases either the motor tachometer or connections from
it may be open. Measure voltage between J10-4 and
J10-5. If voltage is approximately 10 to 15 vdc either
plus or minus the motor is okay , replace the Standof f
Control Assembly. If near zero, repeat the measurement at the motor .
The motor has two sets of brushes, the set to the rear
is for the tachometer . If this also is near zero with the
motor moving replace the motor/tachometer. Otherwise check for faulty connections between the motor and J10 (lifter assembly connector, motor cable,
J43 to J10 harness).
Use extreme caution as high voltage is present.
Automated power supplies generate the arc voltage
signal on the Filter/V oltage Divider PC Board. Main
arc voltage, typically minus 100 to 200 vdc is present
on the Filter/Voltage Divider PCB at J23-1 (-) and
CUSTOMER/OPERATOR SER VICE 5-6 Manual 0-2556
Page 35

SECTION 6:
PARTS LISTS
6.01 Introduction
A. Parts List Breakdown
The parts list provides a breakdown of all replaceable
components. The parts lists are arranged as follows:
Section 6.03 Standoff Control Assembly Parts
Section 6.04 Replacement External Control Cables
Section 6.05 Lifter Motor Assembly Parts
NOTE
Parts listed without item numbers are not illustrated, but may be ordered by the catalog numbers
shown.
B. Returns
If a product must be returned for service, contact your
authorized distributor . Materials returned without proper
authorization will not be accepted.
6.02 Ordering Information
Order replacement parts by catalog number and complete
description of the part or assembly, as listed in the description column of the Parts List. Also include the model
and serial number of the torch. Address all inquiries to
your authorized distributor .
Manual 0-2556 6-1 P A RTS LISTS
Page 36

6.03 Standoff Control Assembly Parts
TORCH
MODE
LIFTER
SPEED
The replacement parts are limited as the SC11 Standoff Control Accessory is designed as a complete replacement if
failures occur.
Item # Qty Description Catalog #
1 1 Standoff Control Assembly (includes items #2 - 5) 7-3900
2 1 Mounting Bracket 8-3483
3 4 Clamping Knob 8-3480
4 4 Machine Screw, #10-32 x 3/8", Plain Hex Head See Note
5 4 Knob, With Pointer and Skirt, Gray, 1/8" Shaft 8-3284
6 1 Front Panel Assembly includes Front Panel Bezel and Keypad 9-8604
The followingparts are not shown:
1 Lifter Motor Assembly (Only) 7-3509
NOTE: Item can be purchased locally.
1
A
M
U
O
T
O
D
H
E
T
F
I
N
D
H
P
T
L
A
S
M
A
L
I
O
F
N
T
E
S
R
P
E
E
H
D
I
L
6
O
REMOTE STANDOFF CONTROL
A
0
R
.
2
C
0
.
3
V
O
L
0
.1
T
S
0
.4
0
.5
0
.7
5
0
.2
5
P
IE
R
H
1
C
T
0
.5
(
E
T
i
n
.
c
H
h
.
e
0
C
s
.1
)
. A
C
2
5
T
IV
E
2
P
IE
D
R
E
C
3
L
E
A
Y
(
U
7
s
5
e
P
c
0
)
T
O
E
N
R
D
C
O
R
H
E
F
1
T
C
0
R
0
U
A
T
C
T
(
%
D
)
N
4
4
3
5
3
2
A-00692
PARTS LISTS 6-2 Manual 0-2556
Page 37

6.04 Replacement External Control Cables
Qty Description Catalog #
Motor Control Cable (Standoff Control to Lifter Motor)
1 10 ft (3.05 m) 9-4535
1 15 ft (4.57 m) 9-4536
1 20 ft (6.1 m) 9-4537
1 25 ft (7.62 m) 9-4538
1 50 ft (17.2 m) 9-4539
CNC Control Cables for Automated Systems
1 5 ft (1.5 m) 9-4483
1 10 ft (3 m) 9-4484
1 15 ft (4.6 m) 9-4485
1 20 ft (6.1 m) 9-4486
1 25 ft (7.6 m) 9-4486-25
1 30 ft (9.1 m) 9-4486-30
1 50 ft (15.2 m) 9-4486-50
Power Supply Control Cable for Automated Systems
1 25 ft (7.6 m) 9-9020
1 50 ft (15.2 m) 9-9021
1 75 ft (22.9 m) 9-9022
1 100 ft (30.5 m) 9-9023
1 External +48 vdc Power Source 9-9024
1 Input Power Cord with 120 VAC Plug (for External +48 vdc Power Supply) 9-9025
Manual 0-2556 6-3 P A RTS LISTS
Page 38

6.05 Lifter Motor Assembly Parts
Item # Qty Description Catalog #
1 Complete Lifter Motor Assembly Includes the following: 7-3509
1 1 Torch Lifter Motor 9-4560
2 1 Pinion 18T 9-4561
3 6 'V' Wheel 9-4562
4 3 Concentric Bushing 9-4563
5 3 Eccentric Bushing 9-4564
6 2 'V' Rail 9-4565
7 1 Gear Rack 9-4566
8 1 Micro Switch 9-4567
9 1 Hose Holder 9-4568
10 1 T op Cover 9-4569
11 1 Front Cover 9-4570
12 1 Torch Mount Pivot 9-4571
13 2 1/4 - 20 x 1" SHCS 9-4572
14 1 Torch Holder Pivot 9-4573
15 1 3/8 - 24 x 1-1/2" HHCS 9-4574
16 1 5/16 - 18 x 1" Wing Nut 9-4575
17 1 5/16" Flat Washer See Note
18 2 3/8" Wave Washer See Note
19 1 3/8" Nylock Hex Nut See Note
NOTE: Item can be purchased locally.
PARTS LISTS 6-4 Manual 0-2556
Page 39

1
10
2
9
3
6
5
7
3
4
11
3
4
3
5
8
12
15
13
A-01134
19
18
16
17
14
Manual 0-2556 6-5 P A RTS LISTS
Page 40

PARTS LISTS 6-6 Manual 0-2556
Page 41

APPENDIX 1: STANDOFF CONTROL ACCESSORY -
WIRING DIAGRAM
Plasma Control Cable To
Plasma Power Supply
ARC Volt Signal (-)
ARC Volt Signal (+)
Corner Slowdown (CSD)
N/O
N/C
Corner Slowdown (CSD)
CSD Return
START/STOP
START/STOP Return
Chassis Ground
External Input
Power
+48 vdc Return
+48 vdc Return
CNC Cable To
Cutting Machine
START/STOP
START/STOP Return
Corner Slowdown (CSD)
CSD Return
OK-To-Move
OK-To-Move Return
GND
+20V
OK PS
Common
+48 vdc
+48 vdc
PLASMA
J42
1
2
5
6
12
14
9
10
11
4
3
13
EXTERNAL
POWER
J41
1
2
4
3
CNC
J40
3
4
10
11
12
14
10
11
12
13
14
15
1
2
3
4
5
6
7
8
9
17
18
19
20
22
24
Cable to Front Panel Keypad
J8
Standoff Control
PC Board
J3
1
2
3
4
7
5
6
8
13
10
12
9
11
14
15
16
17
18
19
20
Common
PLASMA ON LED
PLASMA ON LED Return
AUTO HT LED
AUTO HT LED Return
FIND HT LED
FIND HT LED Return
MODE Switch
MODE Switch Return
LIFTER SPEED Switch Return
LIFTER SPEED Switch
HI LED
LOW LED
DN (Down) Switch
UP and DN (Down) LED Return
Common
UP Switch
THC ACTIVE LED
THC ACTIVE LED Return
Common
Torch Lifter Motor
Control Cable
Motor (+)
Motor Common (-)
TACH (+)
TACH Common(-)
Torch Tip On Work
Torch Tip On Work Return
Cable Shield
MOTOR
J43
1
2
4
5
7
8
J10
1
2
4
5
7
8
OK-To-Move
Jumper Wire
E1
or
Contacts
24 VAC
J11
CNC Cable Hard Wired
1
Corner Slowdown (CSD)
2
Corner Slowdown (CSD) Return
3
START/STOP
4
START/STOP Return
5
OK-To-Move
8
OK-To-Move Return
6
7
A-01427
Manual 0-2556 A-1 APPENDIX
Page 42

APPENDIX 2: STANDOFF CONTROL PC BOARD
PARTS LOCATION
TP4
D37
J10
J8
J7
E1
J11
D79
TP1
D105
D82
TP6
A-00701
J3
Indicator LED Function
D37 ON= OK-To-Move (OK OUT) from Standoff Contr ol
D82 ON = OK-To-Move (OK PS) received from Power Supply
D79 ON = ST ART signal received from CNC Control
D105 OFF = Voltage in range to regulate
ON = 0 volts, No Arc or 220 </<65 vdc
SW1
TP3
TP2
TP5
TP7
APPENDIX A-2 Man ual 0-2556
Page 43

APPENDIX 3: START CIRCUIT SCHEMATICS
Standoff Control SC11
START
D79
PLASMA
ON
CNC
START
J40-3
J40-4
J8-18
J11-3
J11-4
J8-17
OPTO-
Isolator
FIND HT
OFF
FIND
HT
K10
START
J8-10
J8-11
J42-3
J42-4
K10
START
A-02934
J22-3
Automated System
Power Supply
J22-4
Manual 0-2556 A-3 APPENDIX
Page 44

APPENDIX 4: MOTION (OK-TO-MOVE) CIRCUIT
SCHEMATICS
Merlin 1000 Without Filter/Voltage
Divider PC Board
Logic PCB
Pilot/Output
PCB
J17-11
J13-3
J12-7
OK
J17-12
A-01430
Automated Pak Master 150XL &
Merlin 1000 With Filter/Voltage Divider PC Board
Logic PCB
J17-11
OK
J17-12
J13-4
Pilot/Output
PCB
J13-3
J13-4
J12-7
J12-8
J12-8
Filter/Voltage
Divider PCB
J23-14
J23-16
J22-12 J42-12
J22-14
J24-3
J24-1
J42-14
J22-12 J42-12
J22-14
OK
J42-14
Standoff Control SC11
OK PS
D82
Pierce Delay
0 - 3 Seconds
24VAC Source
OK PS
D82
Pierce Delay
0 - 3 Seconds
24VAC Source
OK OUT
D37
K12 Energized prior to
and during pierce delay
J11-7
J11-6
E1
Standoff Control SC11
OK OUT
D37
K12 Energized prior to
and during pierce delay
J11-7
+
K12
OK
J8-24
J40-14
J11-5
J8-22
J40-12
J11-8
+
K12
OK
A-02935
Automated Pak Master 75XL Plus
and Pak Master 100XL Plus
Pilot/Output
PCB
J12-8
Filter/Voltage
Divider PCB
J23-14
J24-3
OK
J12-10
A-02939
J23-16
J24-1
J22-12 J42-12
J22-14
J42-14
OK PS
D82
Pierce Delay
0 - 3 Seconds
OK
OK
Standoff Control SC11
OK OUT
D37
24VAC Source
J11-7
J11-6
J11-6
E1
J8-24
J11-5
J8-22
J11-8
+
K12
OK
K12 Energized prior to
and during pierce delay
J8-24
E1
J11-5
J8-22
J11-8
J40-14
J40-12
J40-14
J40-12
APPENDIX A-4 Man ual 0-2556
Page 45

APPENDIX 5: CNC CONTROL CABLE INTERFACE
DIAGRAM
NOTE
Control Cable connects the Cutting Machine Controller (CNC) to Standoff Control SC11.
Cutting Machine
(Corner Height Freeze or Hold)
CNC Cable
Red
Green
Shield
Black
Green
Shield
Black
White
Shield
J40
Standoff Control
SC11
A-01432
Manual 0-2556 A-5 APPENDIX
Page 46

APPENDIX 6: SYSTEM INTERCONNECTION DIAGRAM
120/220 V AC
Input
Cutting Machine
Controller (CNC)
External +48 v
Power Supply
Plasma
Power
Supply
CNC Control
Cable
J22
J40
Standoff Control
SC11
J41
Plasma Power Supply
Control Cable
Motor Control
Cable
J43
J42
Torch Lifter
Motor
A-02254
APPENDIX A-6 Man ual 0-2556
Page 47

APPENDIX 7: LIFTER MOTOR ASSEMBLY DETAILED
DIMENSIONS
34 in Max
(863.6 mm)
(482.6 mm)
19 in
12 5/8 in
(320.7 mm)
3 5/8 in
(92.1 mm)
(146.1 mm)
11 in
(279.4 mm)
5 3/4 in
8 in Travel
(203.2 mm)
6 1/4 in
(158.8 mm)
A-02537
Manual 0-2556 A-7 APPENDIX
Page 48

APPENDIX A-8 Man ual 0-2556
Page 49

8"
4 3/4"
5/8"
5/8"
MOUNTING HOLE TEMPLATE
Drill and Tap Holes for
1/4-20 Bolts (4 - Required)
A-01135
Manual 0-2556 A-9 APPENDIX
Bottom of Torch Lifter Channel
Must clear any obstructions in the
cutting path (example: Edge of Table)
Page 50

 Loading...
Loading...