

Page 1
50
60
Hz
1
PHASE
SMAW
GTAW
INVERTER
DC
CC
115V230
V
English
Français
Español
QUICK ROBOTIC
TORCH
Installation Guide and
Replacement Parts Manual
Version No: AA:01 Issue Date: June 30, 2006 Manual No: SM-QRTORCH (06/06)
Page 2
WE APPRECIATE YOUR BUSINESS!
Congratulations on your new Tweco® Robotics product. We are proud to
have you as our customer and will strive to provide you with the best
service and reliability in the industry. This product is backed by our
extensive warranty and world-wide service network. To locate your nearest
distributor or service agency call 800-426-1888, or visit us on the web
at www.tweco.com.
This Manual has been designed to instruct you on the correct installation
and use of your Tweco® Robotics product. Your satisfaction with this
product and its safe operation is our ultimate concern. Therefore, please
take the time to read the entire manual, especially the Safety Precautions.
They will help you to avoid potential hazards that may exist when working
with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Tweco® Robotics is a Global Brand of Arc Welding Products for Thermadyne
Industries Inc. We manufacture and supply to major welding industry
sectors worldwide including; Manufacturing, Construction, Mining,
Automotive, Aerospace, Engineering, Rural and DIY/Hobbyist.
We distinguish ourselves from our competition through market-leading,
dependable products that have stood the test of time. We pride ourselves
on technical innovation, competitive prices, excellent delivery, superior
customer service and technical support, together with excellence in sales
and marketing expertise.
Above all, we are committed to develop technologically advanced products
to achieve a safer working environment within the welding industry.
Page 3
!
WARNING
Read and undeRstand this entiRe Manual and youR eMployeR’s safety pRactices befoRe installing,
opeRating, oR seRvicing the equipMent.
While the infoRMation contained in this Manual RepResents the ManufactuReR’s best judgMent,
the ManufactuReR assuMes no liability foR its use.
Quick Robotics Torch
Installation Guide and Replacement Parts Manual
Instruction Manual Number SM-QRTORCH
Published by:
Tweco® Products Inc.
2800 Airport Road
Denton, TX 76208
(940) 566-2000
www.tweco.com
Copyright © 2006 by
Thermadyne Industries Inc.
® All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any loss or damage caused by any error or
omission in this Manual, whether such error results from negligence, accident, or any other cause.
Publication Date: June 30, 2006
Record the following information for Warranty purposes:
Where Purchased: ________________________
Purchase Date: ________________________
Equipment Serial #: ________________________
Registered Trademarks ABB® FANUC® Miller® Lincoln® Panasonic® Motoman® and Kevlar® are the respective property of their owners, not Thermadyne Industries, Inc.
i
Page 4

Quick Robotic toRch
SECTION 1:
SAFETY INSTRUCTIONS AND WARNINGS .................................................. 1-1
1.01 Welding Hazards .......................................................................................1-1
1.02 Principal Safety Standards ........................................................................1-3
1.03 Safety and Health ......................................................................................1-3
SECTION 2:
INTRODUCTION AND DESCRIPTION ......................................................... 2-4
2.01 How to Use this Manual ............................................................................2-4
2.02 Receipt of Equipment ................................................................................2-4
2.03 Introduction ..............................................................................................
2.04 Standard Features .....................................................................................2-4
SECTION 3:
INSTALLATION AND DISASSEMBLY ......................................................... 3-6
Table of Contents
2-4
3.01 Installation ................................................................................................
3.02 Disassembly .............................................................................................
3.03 Changing The Cartridge Kit .......................................................................
SECTION 4:
WIRING ..........................................................................................4-10
SECTION 5:
WATER-COOLED TORCH BODY AND CABLE ASSEMBLY .................................5-11
SECTION 6:
MAINTENANCE .................................................................................6-12
SECTION 7:
TROUBLESHOOTING ..........................................................................7-13
SECTION 8:
REPLACEMENT PARTS ....................................................................... 8-14
QRA & QRAS Series Replacement Parts .........................................................8-15
QRW & QRWS Series Replacement Parts ......................................................8-19
QRWA & QRWAS Series Replacement Parts ..................................................8-25
3-6
3-8
3-8
SECTION 9:
ROBOTIC CONDUIT LINERS ..................................................................9-31
SECTION 10:
FACTORY REPAIR CENTER ................................................................. 10-32
LIMITED WARRANTY .............................................................................. 10-33
GLOBAL CUSTOMER SERVICE CONTACT INFORMATION ..................................... 10-35
ii
SM-QRTORCH
Page 5
Quick Robotic toRch
!
SECTION 1:
SAFETY INSTRUCTIONS AND WARNINGS
WARNING
SERIOUS INJURY OR DEATH May Result if Welding and cutting equipMent is not pRopeRly installed,
used and Maintained. Misuse of this equipMent and otheR unsafe pRactices can be hazaRdous.
the opeRatoR, supeRvisoR and helpeR Must Read and undeRstand the folloWing safety WaRnings
and instRuctions befoRe installing oR using any Welding oR cutting equipMent.
the Welding and cutting pRocess is used in Many potentially dangeRous enviRonMents such
as elevated heights, aReas of liMited ventilation, close quaRteRs, aRound WateR, in hostile
enviRonMents, etc., and it is iMpoRtant that the opeRatoR(s) aRe aWaRe of the dangeRs associated
With WoRking in these types of conditions. be ceRtain that the opeRatoR(s) aRe tRained in
safe pRactices foR enviRonMents in Which they aRe expected to WoRk and undeR coMpetent
supeRvision.
it is essential that the opeRatoR, supeRvisoR and all otheR peRsonnel in the WoRk aRea aRe aWaRe
of the dangeRs of the Welding oR cutting pRocess. tRaining and pRopeR supeRvision aRe iMpoRtant
foR a safe WoRk place. keep these instRuctions foR futuRe use. additional RecoMMended safety
and opeRating infoRMation is RefeRenced in each section.
1.01 Welding Hazards
WARNING
electRic shock can cause injuRy oR
death.
ins ta l l and M aintain eq uipMen t in
accoRdance With the national electRical
code (nfpa 70) and local codes. do not
seRvice oR RepaiR equipMent With poWeR on.
do not opeRate equipMent With pRotective
insulatoRs oR coveRs ReMoved. seRvice
oR RepaiR to equipMent Must be done by
a qualified RepaiR technician, oR tRained
peRsonnel only.
1.
Do not touch live electrical parts.
2.
Do not touch an electrode with bare skin and electrical
ground at the same time.
3. Always keep welding gloves dry and in good condition.
NOTE
Aluminized protective clothing can become part
of the electrical path.
4. Keep oxygen cylinders, chains, wire ropes, cranes, hoists,
and elevators away from any part of the electrical path.
5. All ground connections must be checked periodically
to determine that they are mechanically strong and
electrically adequate for the required current.
6. When engaged in alternating current, welding, or cutting
under wet conditions or warm surroundings where
perspiration is a factor, the use of reliable automatic
controls for reducing the no-load voltage is recommended
to reduce shock hazard.
7. When the welding or cutting process requires values of
open circuit voltages in alternating current machines
higher than 80 volts, and direct current machines higher
than 100 volts, means must be provided to prevent the
operator from making accidental contact with the high
voltage by adequate insulation or other means.
8. When welding is to be suspended for any substantial length
of time, such as during lunch or overnight, all electrodes
should be removed from the electrode holder and the
electrode holder carefully located so that accidental
contact cannot occur.
9. The holder must be disconnected from the power source
when not in use.
10. Never immerse Mig-Guns, electrode holders, tig torches,
plasma torches, or electrodes in water.
SM-QRTORCH
1-1
SAFETY INSTRUCTIONS AND WARNINGS
Page 6
Quick Robotic toRch
WARNING
should be closed and cuffs sewn shut. Leather aprons,
sleeves, leggings, etc., should be worn for out-of-position
welding and cutting or for heavy operations using large
electrodes. High top work shoes provide adequate protection
from foot burns. For added protection use leather spats.
sMoke, fuMes and gases can be dangeRous
to youR health.
11. Keep smoke, fumes, and gases from the breathing area.
12. Fumes from the welding or cutting process are of various
types and strengths, depending on the kind of base metal
being worked on. To ensure your safety, do not breathe these
fumes.
13. Ventilation must be adequate to remove smoke, fumes, and
gases during the operation to protect operators and other
personnel in the area.
14. Vapors of chlorinated solvents can form the toxic gas
“Phosgene” when exposed to ultraviolet radiation from an
electric arc. All solvents, degreasers, and potential sources
of these vapors must be removed from the work area.
15. Fumes produced by welding or cutting, particularly in confined
places, can cause discomfort and physical harm if inhaled
over an extended period of time.
16. Provide adequate ventilation in the welding or cutting area.
Use air-supplied respirators if ventilation is not adequate to
remove all fumes and gases. Never ventilate with oxygen.
Oxygen supports and vigorously accelerates fire.
21. Flammable hair preparations should not be used when
welding or cutting. Wear ear plugs to protect ears from
sparks.
22. Where the work area permits, the operator should be enclosed
in an individual booth painted with a finish of low reflectivity
such as zinc oxide. This is an important factor for absorbing
ultraviolet radiations, and lamp black. The operator should be
enclosed with non-combustible screens similarly painted.
WARNING
Welding spaRks can cause fiRes and
explosions.
23. Causes of fire and explosion are: combustibles reached by
the arc, flame, flying sparks, hot slag, or heated material.
Remove combustibles from the work area and/or provide a
fire watch.
24. Avoid oily or greasy clothing as sparks may ignite them. Have
a fire extinguisher nearby, and know how to use it.
25. Be alert to the danger of conduction or radiation. For example,
if welding or cutting is to be done on a metal wall, partition,
ceiling or roof, precautions must be taken to prevent ignition
of combustibles on the other side.
WARNING
aRc Rays, hot slag and spaRks can injuRe
eyes and buRn skin .
17. The welding and cutting processes produce extreme localized
heat and strong ultraviolet rays.
18. Never attempt to weld or cut without a welding helmet with
the proper lens. Ensure that the lens complies with federal
guidelines. A number 12 to 14 shade filter lens provides the
best protection against arc radiation. When in a confined
area, prevent the reflected arc rays from entering around the
helmet.
19. Ensure all personnel in the work area are protected from arc
rays and sparks. Approved shielding curtains and appropriate
goggles should be used to provide protection to staff in the
surrounding area and operators of nearby equipment.
20. Unprotected skin should also be covered from arc rays, heat
and molten metal. Always wear protective gloves and clothing
that does not allow skin to become exposed. All pockets
SAFETY INSTRUCTIONS AND WARNINGS
26. Do not weld or cut containers that have held combustibles.
All hollow spaces, cavities and containers should be vented
prior to welding or cutting to permit the escape of air or gases.
Purging with inert gas is recommended.
27. Never use oxygen in a welding torch. Use only inert gases or
inert gas mixes as required by the process. Use of combustible
compressed gases can cause explosions resulting in personal
injury or death. Arcing against any compressed gas cylinder
can cause cylinder damage or explosion.
WARNING
noise can daMage heaRing.
28. Noise from the air carbon-arc process can damage
your hearing. Wear protective hearing devices to ensure
protection when noise levels exceed OSHA standards.
Adequate hearing protection devices must be worn by
operators and surrounding personnel to ensure personal
protection against noise.
1-2
SM-QRTORCH
Page 7
!
1.02 Principal Safety Standards
1.03 Safety and Health
Quick Robotic toRch
NOTE
Be sure to read and fully comprehend the safety
instuctions and warnings contained within section
1 of this manual before performing any welding
or cutting operations.
seRious injuRy oR death May Result if
Welding and cutting equipMent is not
pRopeRly installed, used and Maintained.
Misuse of this equipMent, oR otheR unsafe
pRactices, can be hazaRdous.
Electric shock can cause injury or death.
•
Smoke, fumes, and gases can be dangerous to your
•
health.
Arc rays, hot slag, and sparks can injure or burn
•
protected eyes and skin.
Welding sparks can cause fires and explosions.
•
Excessive noise can damage your hearing.
•
WARNING
SM-QRTORCH
1-3
SAFETY INSTRUCTIONS AND WARNINGS
Page 8

Quick Robotic toRch
!
SECTION 2:
INTRODUCTION AND DESCRIPTION
2.01 How to Use this Manual
To ensure safe operation, read the entire manual, including
the chapters on safety instructions and warnings.
Throughout this manual, the words WARNING, CAUTION, and
NOTE may appear. Pay particular attention to the information
provided under these headings. These special annotations
are easily recognized as follows:
a WaRning gives infoRMation RegaRding
possible peRsonal injuRy.
A CAU TION refers to possi ble equipment
damage.
A NOTE offers helpful information concerning
certain operating procedures.
WARNING
CAUTION
NOTE
2.02 Receipt of Equipment
When you receive the equipment, check it against the invoice
to make sure it is complete and inspect the equipment for
possible damage due to shipping. If there is any damage,
notify the carrier immediately to file a claim. Furnish complete
information concerning damage claims or shipping errors to
the location in your area listed in the inside back cover of this
manual. Include a full description of the parts in error.
If you want additional or replacement copies of this CD,
please contact Tweco® Robotics at the address and phone
number in your area listed on the inside back cover of this
manual. Include the Manual number (from page i) and CD
part number: 64-2601.
2.03 Introduction
Tweco® Robotics Quick Robotic Torch series provide many
features that will enhance your robotic welding application.
The Quick Robotic Torch series are offered in either air-cooled,
water-cooled or water/air-cooled cable assemblies. The
series also include a push button “inch-switch” positioned
at the front end of the torch block that allows the welding
wire to be manually fed through the torch prior to the welding
sequence.
Another separate line of the Quick Robotic Torch series offer a
nozzle-sensing feature which will help locate the relationship
between the conductor tube nozzle to the weld joint position.
All Quick Robotic Torches are offered in lengths ranging from
3ft. (91cm) – 15ft. (5m).
2.04 Standard features
Quick conductor tube lock for easy conductor tube
•
replacement.
E-stop cable with connections.
•
Inner cable protective jacket.
•
Heavy cable support springs on both front and rear.
•
Kevlar®/Nylon outer protective cable cover.
•
Water-cooled cables have built in water shut-off valves
•
in the front housing.
Quick hose connections on all water-cooled cables.
•
Internal purge hose for spraying anti-spatter through
•
the conductor tube and nozzle.
All cable assemblies are furnished with a Tweco®,
•
Miller®, and Lincoln® rear connector plug.
INTRODUCTION AND DESCRIPTION
2-4
SM-QRTORCH
Page 9

Quick Robotic toRch
QRA Series Air-cooled Robotic Torch and Cable Assembly
The air-cooled QRA cable assembly uses QTR66 air-cooled conductor tubes. It has an air-cooled power cable rated at 600
amperes @ 60% duty cycle.
QRW Series Water-cooled Robotic Torch and Cable Assembly
The water-cooled QRW cable assembly uses QTRW63, QTRW64, or QTRW66 water-cooled conductor tubes. It is furnished
with a water-cooled power cable rated up to 600 amperes @ 100% duty cycle.
QRWA Series Water/ Air Robotic Torch and Cable Assembly
The QRWA cable assembly is a hybrid using QTRW63, QTRW64, or QTRW66 water-cooled conductor tubes but it utilizes an
air-cooled power cable assembly rated up to 600 amperes @ 80% duty cycle. If water flow is interrupted, amperage rating
is decreased. This provides a torch that has water-cooling of the front consumables while providing a trouble free rugged
air-cooled cable assembly.
QRAS, QRWS, and QRWAS Robotic Nozzle-sensing Torch Cable Assembly
This series of torch and cable assemblies incorporates the same power cables and are rated at the same amperage rating
as the series mentioned above. The only difference is the torch block and the use of the QTRW64-ST series conductor tube
assembly.
A wide variety of conductor tube and front-end consumables are also offered. Contact your local welding distributor and/or
Tweco® Customer Service Department (1-800-426-1888) for assistance in choosing the correct conductor tube and consumables
for your welding application.
SM-QRTORCH
2-5
INTRODUCTION AND DESCRIPTION
Page 10
Quick Robotic toRch
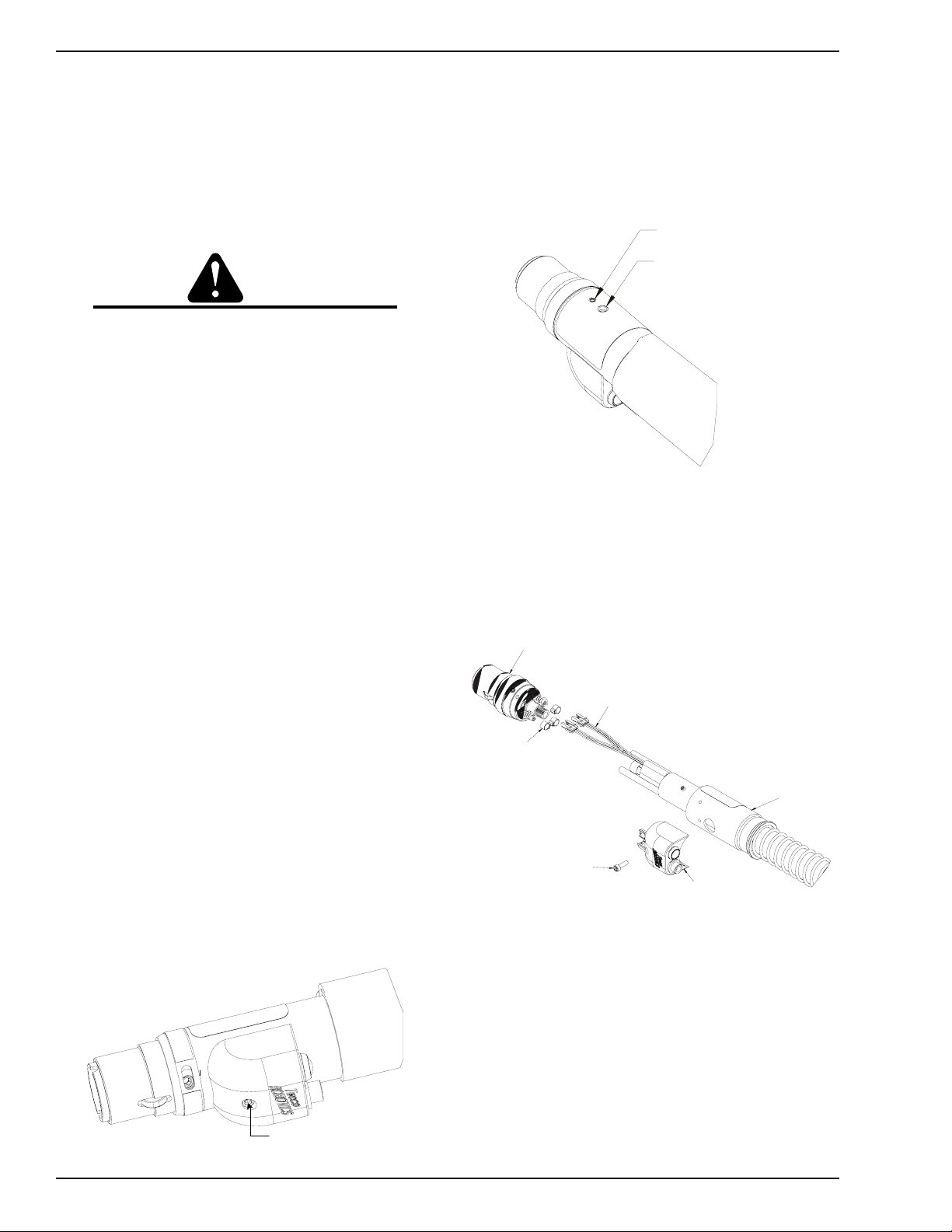
ROTATE FRONT SLEEVE COVER
TO EXPOSE SET SCREW. ROTATE
COVER TO CONCEAL SET SCREW
PRIOR TO TORCH OPERATION.
SET SCREW
(5/32" ALLEN KEY)
WHEN CONDUCTOR TUBE IS FULLY SEATED,
GROOVE ON TUBE SHOULD LINE UP WITH
EDGE OF INSULATING SLEEVE.
SET SCREW
TWECO PLUG
CONDUIT ASSEMBLY
MILLER PLUG
CONDUIT ASSEMBLY
PLUG NIPPLE
SECTION 3:
INSTALLATION AND DISASSEMBLY
3.01 Installation
1. Remove the torch and cable assembly from the carton,
and lay the assembly in a straight and untwisted position
on a workbench or floor.
2. Verify that the overall cable length is correct to fit between
the feeder - robot torch mount combination.
NOTE
For cable assemblies longer than 5ft. (1,52m), it
is recommended incorporating a spring-loaded
stabilizer bar/balancer to the robot work cell to
provide support to the center of the cable assembly.
This will eliminate both excessive drooping of the
cable assembly and any interference with the
fixtures and tooling in the work area.
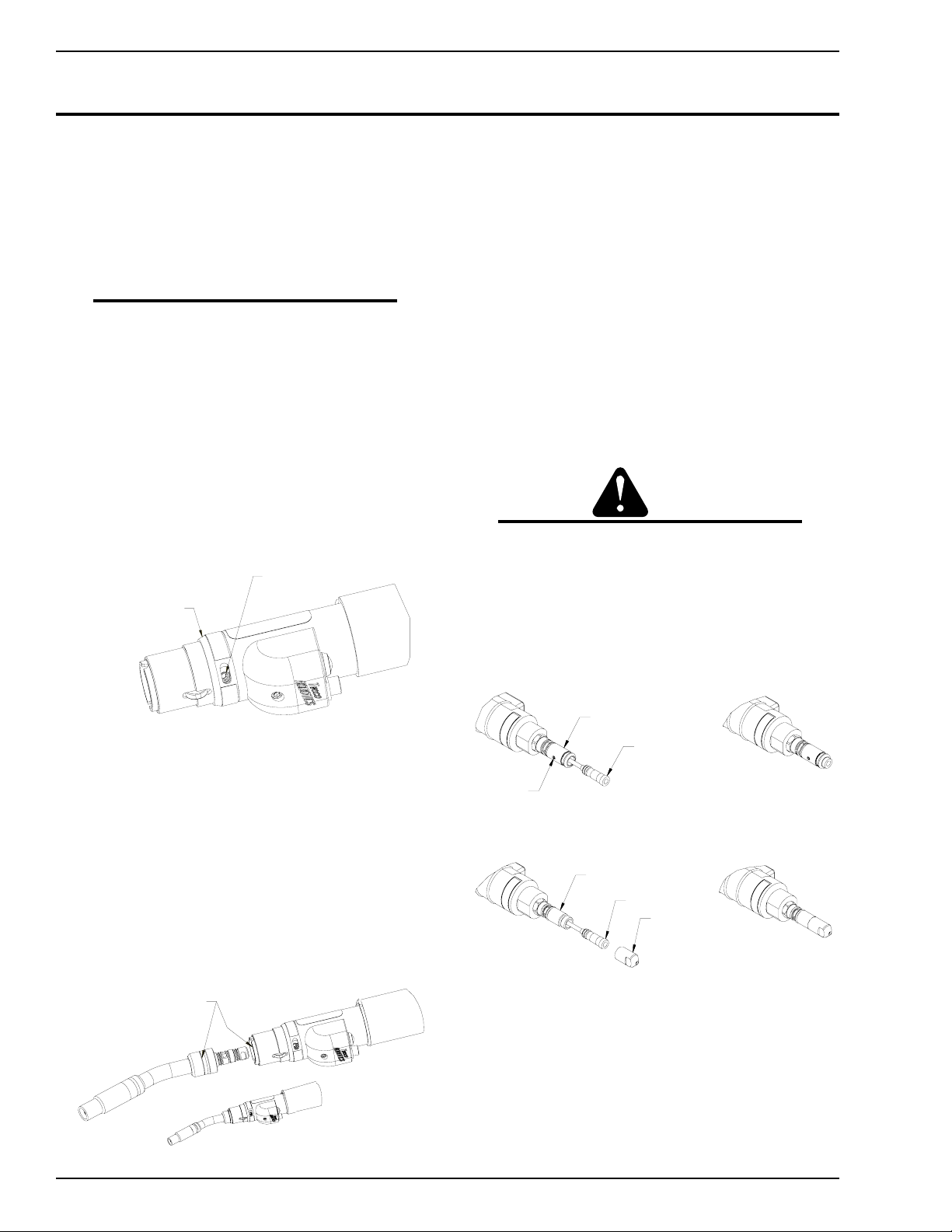
3. Rotate the front sleeve cover to expose the stainless steel
set screw located in the torch block assembly. Insert the
factory supplied 5/32” T-handle Allen wrench into the set
screw and rotate counterclockwise until it stops as shown
in Figure 3-1.
6. Remove the gas diffuser, tip and nozzle from the conductor
tube assembly.
7. The torch and cable assembly comes with the Miller
®
rear
connector plug installed. If the feeder requires a different
rear connector plug, select the correct rear connector plug
for the feeder being used and thread the plug into the rear
of cable assembly. This connection should be wrench
tight.
8. The QR Series torch and cable assemblies are furnished
with R45-116 conduit and the rear connector plugs to
fit this series of conduit. If a different conduit and rear
connector plug is required, refer to Page 9-31 listing the
various conduits that are available.
9. Remove the conduit from the package and uncoil
carefully.
CAUTION
Bending or distorting the conduit can cause wire
feed problems.
10. Loosen the set screw located on the Tweco
®
, Panasonic®
and Lincoln® rear connector plug to ensure the conduit will
feed through properly. For Miller® style plug, remove the
threaded connector plug nipple from the rear connector
plug on the torch assembly. Refer to Figure 3-3 & 3-4.
Figure 3-1: Conductor Tube Locking Set Screw
4. Insert the conductor tube assembly into the torch block
assembly. The conductor tube is positively located into
the torch body by the use of two stainless steel alignment
pins.
5. Push the conductor tube assembly into place until the
stainless steel set screw can drive the back plug on the
conductor tube into its locked operating position. The
conductor tube has a machined locating groove around
its rear diameter. This groove will be flush with the front
housing when properly installed as shown in Figure 3-2.
Figure 3-2: Conductor Tube Installation
INSTALLATION AND DISASSEMBLY
Figure 3-3: Conduit Installation with Set Screw
Figure 3-4: Conduit Installation with Plug Nipple (Miller® Style)
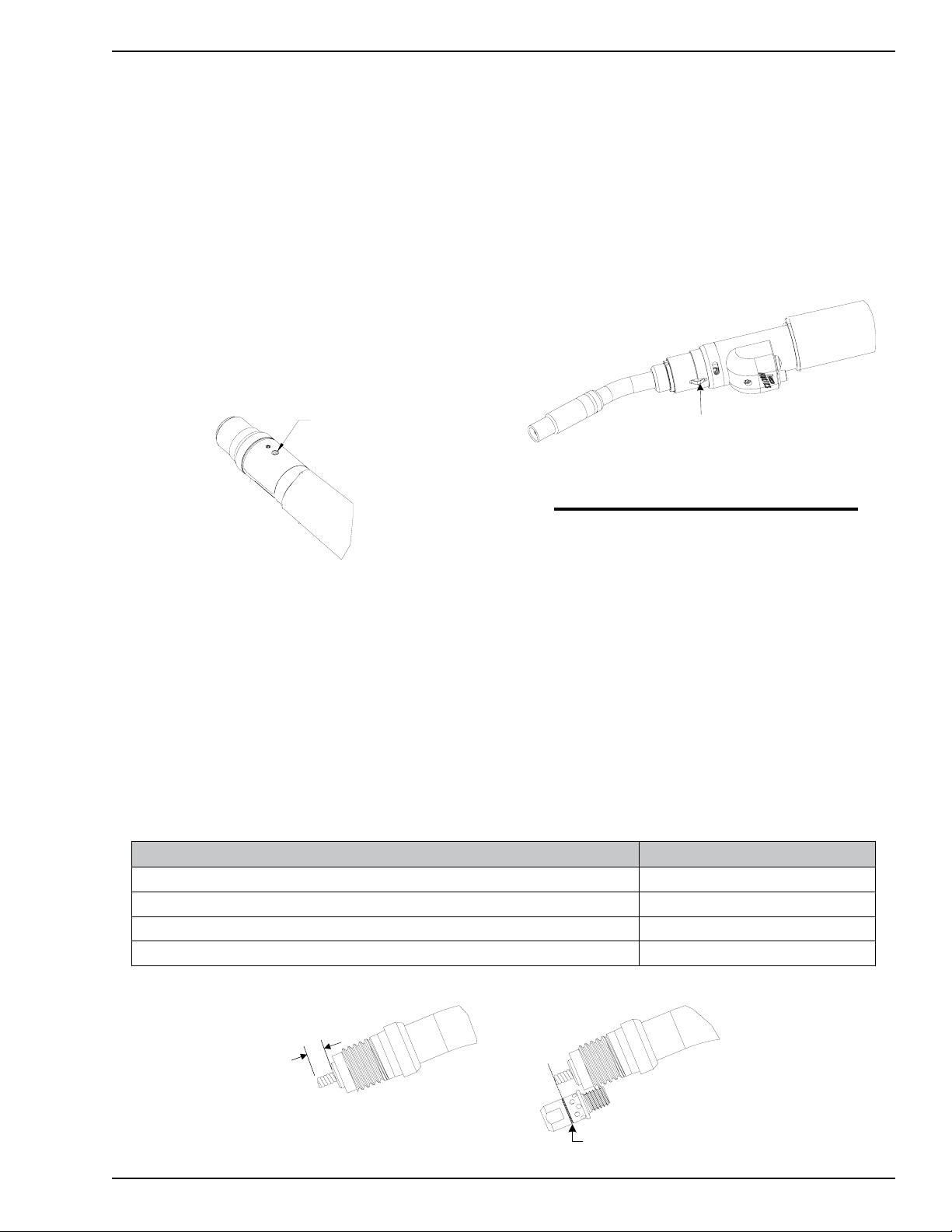
11. Insert the factory-supplied 5/32” T-handle Allen wrench
through the hole on the aluminum front handle cap,
identified as “Conduit Set Screw” on the label, and rotate
the set screw counterclockwise until it stops rotating.
3-6
SM-QRTORCH
Page 11
12. Insert the exposed raw coil end of the conduit, factory
CONDUIT SET SCREW HOLE
A
rt # JB-00012
KEYSTOCK
CUT LINE
A
”B“ DOHTEM”A“ DOHTEM
Art # JB-00013
supplied, into the rear connector plug. Feed the conduit
through the gun and conductor tube assembly. If the
conduit attempts to hang up, rotate the conduit liner
counterclockwise while gently pushing.
13. When the conduit is completely through the torch and
conductor tube assembly, seat the brass conduit stop
firmly against the connector plug.
14. Tighten the set screw on the Tweco
®
, Panasonic®, and
or Lincoln® rear connector plug. For Miller® style rear
connector plug, re-install the threaded connector plug
nipple. This connection should be wrench tight.
15. Re-insert the factory-supplied 5/32” T-handle Allen
wrench into the hole for the “Conduit Set Screw” on the
front handle cap and rotate the set screw clockwise. The
set screw should be hand tight. Refer to Figure 3-5.
Quick Robotic toRch
17. After trimming to length, remove any obstructions from
the end of the conduit radius.
18. Re-install the diffuser, tip and nozzle into the conductor
tube assembly.
19. Loosen the robot mount arm connection on the robot arm,
and insert the cartridge kit of the torch and conductor tube
assembly into position on the robot arm. The keystock
located on the cartridge kit should be placed into the
mating slot on the mount arm until the sleeve bottoms
against the robot arm. Re-tighten the connection to secure
the assembly in place. Refer to Figure 3-7.
Figure 3-7: Locating Keystock
NOTE
For cable assemblies longer than 5ft. (1,52m), it
is recommended incorporating a spring-loaded
Figure 3-5: Access Hole for Conduit Set Screw
stabilizer bar/balancer to the robot work cell to
provide support to the center of the cable assembly.
16. Trim the conduit extending from the front of the conductor
tube assembly by following the steps below:
This will eliminate both excessive drooping of the
cable assembly and any interference with the
fixtures and tooling in the work area.
Method “A” – Using a tape measure or scale, mark and cut the
conduit to the cut length noted in the table below. Refer
to Figure 3-6 — Method “A”.
Method “B” – The diffusers have a machined groove around
the outer diameter. Position the diffuser as shown in Figure
3-6 — Method “B” and mark and cut the conduit.
20. Install the rear connector plug into the feeder.
21. Install the E-stop Cable between the robot deflection mount
and the cable front housing on the torch.
22. Attach an adapter cable, sold separately, to the rear
connection on the yellow E-stop cable located at the rear
of the cable assembly. Refer to Section 4 for detail on
optional adapter cables and wiring instructions.
Conductor Tube Assy. Cut Length “A”
QTR66 Series – (For use with QRA series torch/cable assemblies) 1-5/16” (33,32mm)
QTRW63 Series – (For use with QRW & QRWA series torch/cable assemblies) 15/16” (23,80mm)
QTRW64 Series – (For use with QRW & QRWA series torch/cable assemblies) 1/4” (6,35mm)
QTRW66 Series – (For use with QRW & QRWA series torch/cable assemblies) 5/16” (7,92mm)
SM-QRTORCH
Figure 3-6: Conduit Cut Length
3-7
INSTALLATION AND DISASSEMBLY
Page 12
Quick Robotic toRch
SOCKET SET SCREW
ACCESS HOLE FOR SET SCREW
CONDUIT SET SCREW HOLE
FRONT SLEEVE COVER
& SPRING
INCH SWITCH HOUSING
SOCKET HEAD
CAP SCREW
ELECTRICAL CONNECTIONS
HOSE CLAMPS
CARTRIDGE
KIT
23. Plug or wire the other end into the proper pin locations on
the robot. Refer to the manufacturer recommendations
and installation instructions.
24. If the torch being installed is a water-cooled QRW or QRWA
series, a water supply providing not less than ¾ gallons/
minute (2.84 liters/minute) water flow must be used
during operation. The water supply should be installed
to run when the power source is turned “on” if possible
to avoid any damage to the torch and cable assembly.
CAUTION
Operating a water-cooled torch and cable
assembly without water or restricted flow will
result in damage to the cable assembly.
25. The torch and cable assembly is furnished with a purge
hose that can be used to supply inert gas and or antispatter through the torch block and conductor tube
assembly. To use this purge hose, remove the plastic plug
and connect accordingly.
26. The torch is now ready to place into operation. Be sure to
check the TCP and single step the robot through the robot
program to ensure that the conductor tube positioning is
correct.
3.02 Disassembly
1. To disassemble the torch and cable assembly from the
robot arm, reverse the steps noted in Section 3.01
(d) With the housing away from the front sleeve cover,
insert the factory-supplied 3/32” Allen wrench into the
two (2) access holes for the set screws and loosen. A
third set screw will need to be loosened along with the
two mentioned. This set screw is located 180° from
the molded housing screw hole and approximately
½” (12,7mm) below the “Conduit Set Screw” hole
noted on the label. Refer to Figure 3-9.
Figure 3-9: Access Hole for Set Screw
(e) Push the 3/32” Allen wrench through the label and
insert the set screw and loosen.
(f) Slide the front sleeve cover and support spring away
from the cartridge kit. Refer to Figure 3-10.
3.03 Changing The Cartridge Kit
1. To remove and replace the correct cartridge kit, follow the
steps below:
(a) Cut the metal straps holding the outer cover in place on
both ends.
(b) Pull the protective outer cover away from the cable
assembly.
(c) Remove the socket head cap screw located on the molded
inch switch housing. Once the housing is loose and can
be pulled away from the front sleeve cover, pull apart the
two exposed electrical connections. Refer to Figure 3-8
Figure 3-10: Exploded View of Torch
(g) Remove the heat shrink and clamp holding the inch
switch cable to the cablehoz.
Figure 3-8: Removal of Inch Switch Housing
INSTALLATION AND DISASSEMBLY
3-8
SM-QRTORCH
Page 13

(h) Remove the steel hose clamps from the various hose
CLAMP
VALVE
SPRING
POWER CABLE
assemblies. Using pliers, position the tabs on the steel
clamps to allow the clamp to be held. Twist the tab
clockwise until the clamp breaks apart.
CAUTION
Do not bend the nipple(s) while twisting the tab(s)
to break the clamp apart.
(i) Remove the cable hose connector away from the
existing cartridge kit.
Quick Robotic toRch
(d) Remove the threaded power cable connection from
the block assembly. Refer to Figure 3-12.
Figure 3-12: QRW Series Check Valve
(j) Follow the above steps in reverse order to re-assemble
the new cartridge kit.
CAUTION
When connecting the cablehoz connector, be
sure to apply a high strength thread locking
adhesive compound to the threads of the brass
block assembly before threading the cablehoz
connector onto the block. This connection must
be tightened to a torque of 120 inch/pounds.
Failure to tighten this connection properly could
cause the power cable to overheat.
(k) Use the clamps, supplied with the cartridge kit, to
hold the inch switch cable in place. Refer to Figure
3-11.
(e) Re-insert the lead wire coming from replacement
cartridge kit into the connector assembly.
NOTE
Make sure the components making up the check
valve remains inside of the block assembly. If the
components are removed, make sure they are
installed as shown in Figure 3-12.
(f) Follow Steps (a) through (g) in reverse order to
re-assemble the new cartridge kit.
CAUTION
When connecting the cablehoz connector, be
sure to apply a high strength thread locking
adhesive compound to the threads of the brass
block assembly before threading the cablehoz
connector onto the block. This connection must
be tightened to a torque of 30-35 inch/pounds.
Failure to tighten this connection properly could
cause the power cable to overheat.
Figure 3-11: Location of Clamps
2. Follow the steps below to replace the cartridge kit on a
QRW and QRW-S torch and cable assemblies:
(a) Follow Steps (a) through (g) for removing the cartridge
kit on QRA, QRAS, QRWA, and QRWAS series torch
and cable assemblies.
(b) When replacing or re-installing the cartridge kit having
the nozzle sensing feature, the wire lead for the nozzle
sensing must be disconnected or connected inside
the molded housing.
(c) Using needle-nose pliers, pull the existing wire
lead away from the cartridge kit to the connector
assembly.
SM-QRTORCH
3-9
INSTALLATION AND DISASSEMBLY
Page 14

Quick Robotic toRch
PIN 1 RED
NORMALLY OPEN
PIN 2 GREEN COMMON
PIN 3 ORANGE NORMALLY CLOSED
PIN 4 --- -- -
PIN 5 BLUE NOZZLE SENSING
PIN 6 --- -- -
PIN 7 WHITE SW1
PIN 8 --- -- -
PIN 9 BLACK SW2
CONTROL CABLE ASSEMBLYINCH SWITCH/E-STOP ASSEMBLY
PIN
PIN
SOCKET
SOCKET
GREEN
RED / BLACK
RED / WHITE
BLACK SW1
BLACK SW2
BLACK ST3
GREEN
RED
ORANGE
WHITE
BLACK
BLUE
RECEPTACLE AMP 206 705-2
HOUSING AMP 207008-1
E-STOP
CONNECTOR
INCH SWITCH
NOZZLE SENSING SWITCH
RED/BLACK
RED/WHITE
GREEN
SECTION 4:
WIRING
The QRA, QRW, & QRWA torches are furnished with a switch
housing mounted on the front case. This housing contains a
push button inch switch for feeding the welding wire through
the gun. Mounted next to the inch switch is a 3-pin socket
that will accept the E-stop cable from the robot deflection
mount.
Connection Part No. Stock No.
Without Connector QRJC-010 3045-1241
Burndy (ABB®) QRJC-020 3045-1242
4-pin Amp (Motoman®) QRJC-030 3045-1243
5-pin DDK connector (Fanuc®) QRJC-040 3045-1244
5-pin DDK connector (Panasonic®) QRJC-050 3045-1245
Table 4-1: E-Stop Adapter Jumper Cables
Both the switch and socket are connected to a 6-wire cable
that runs along the inside of the inner protective jacket. The
end of this cable extends approximately 12” (304.8mm) out
of the rear case and comes standard with a 9-pin amp plug.
Adapter jumper cables are available to connect this cable to
most robots. See Table 4-1.
WIRING
Wiring Schematic for E-Stop Cable
4-10
SM-QRTORCH
Page 15

Quick Robotic toRch
HOSE NIPPLE
SPRING
VALVE
VALVE
SPRING
HOSE NIPPLE
SECTION 5:
WATER-COOLED TORCH BODY AND CABLE ASSEMBLY
The water-cooled torch and cable assemblies incorporate water shut-off valves allowing the conductor tube to be removed
without shutting off the water supply. This reduces the chance of introducing moisture into the conductor tube and conduit.
Refer to Figure 5-1 & 5-2 showing the water shut-off valves on the QRW and QRWA Series Torch Body and Cable Assembly.
Figure 5-1: QRW Series Check Valves
Figure 5-2: QRWA Series Check Valves
A water supply providing not less than 3/4 gallons/minute (2.84 liters/minute) water flow must be used during operation. The
water supply should be installed to run when the power source is turned “on” if possible to avoid any damage to the torch
and cable assembly.
CAUTION
Operating a water-cooled torch and cable
assembly without water or restricted flow will
result in damage to the cable assembly.
If the threaded power connection is removed from the QRW series block assembly make sure the component parts making up the
check valve remains inside of the block assembly. If the components are removed, make sure they are installed properly.
SM-QRTORCH
5-11
WATER-COOLED TORCH BODY AND CABLE ASSEMBLY
Page 16
Quick Robotic toRch
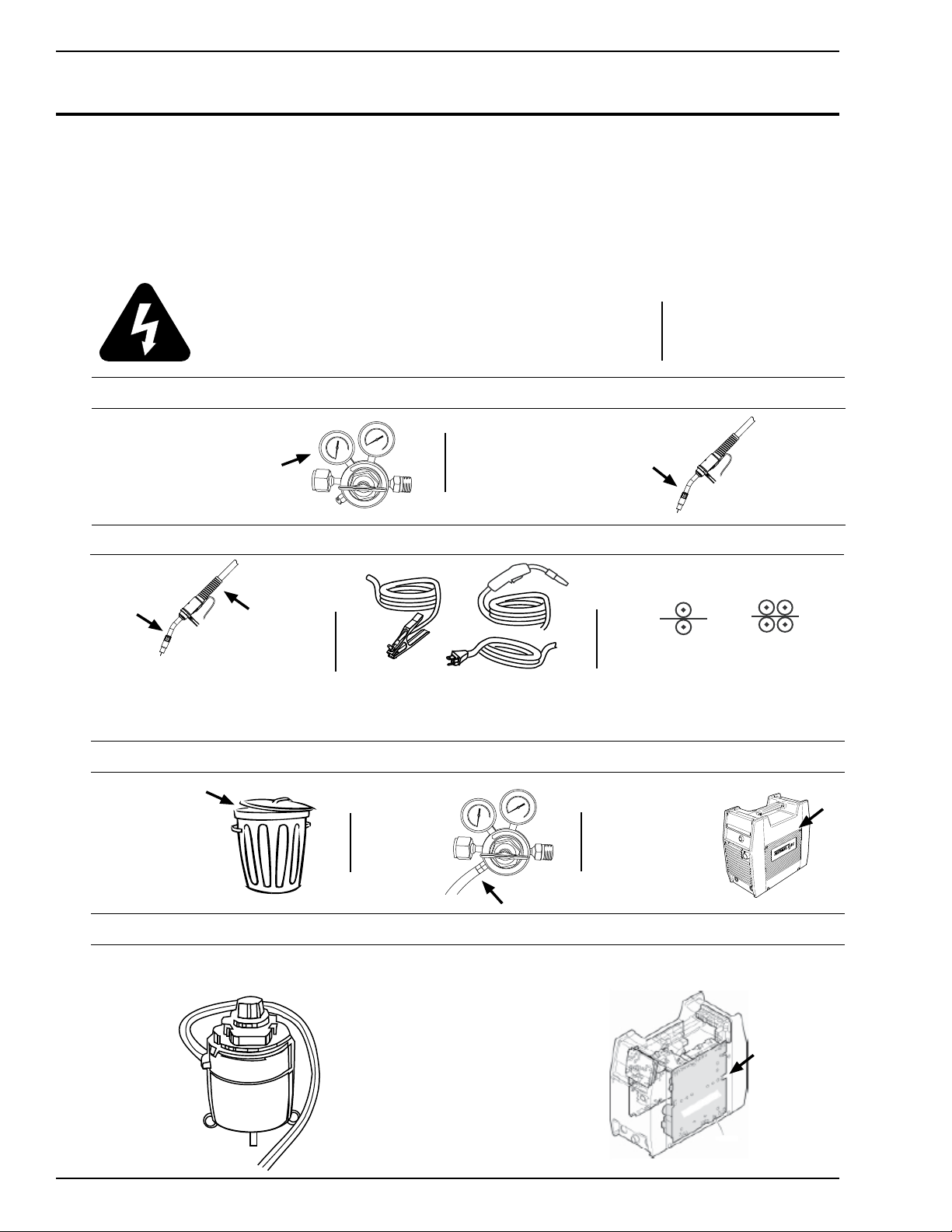
Each Use
Visual check of torch
Consumable parts
Weekly
Visually inspect the torch
body and consumables
Visually inspect the
cables and leads.
Replace as needed
3 Months
Clean
exterior
of power supply
6 Months
Replace all
broken parts
Visually check and
use a vacuum to carefully
clean the interior
Gas and
air lines
Visually inspect the Wire
feed mechanisms
Warning!
Disconnect input power before maintaining.
Maintain more often
if used under severe
conditions.
Visual check of
regulator and pressure
SECTION 6:
MAINTENANCE
Contact tips and nozzles should be cleaned frequently. Spatter
buildup may cause bridging between nozzle and tip. This
could cause electrical shorting between the nozzle and work
piece as well as restricting gas flow.
Regularly inspect the conductor tube, torch and cable
assembly for abrasions, cuts and undue wear. Replace or
repair any parts as needed.
The torch and conductor tube assemblies have o-rings for
seals. Lubrication of these o-rings should be done periodically
and periodical inspections should be made to ensure that the
o-rings do not degrade, allowing water and or shielding gas
leaks to occur. When removing the conductor tube from the
torch assembly, be sure the single o-ring located in the bottom
of the hole remains in place.
MAINTENANCE
6-12
SM-QRTORCH
Page 17
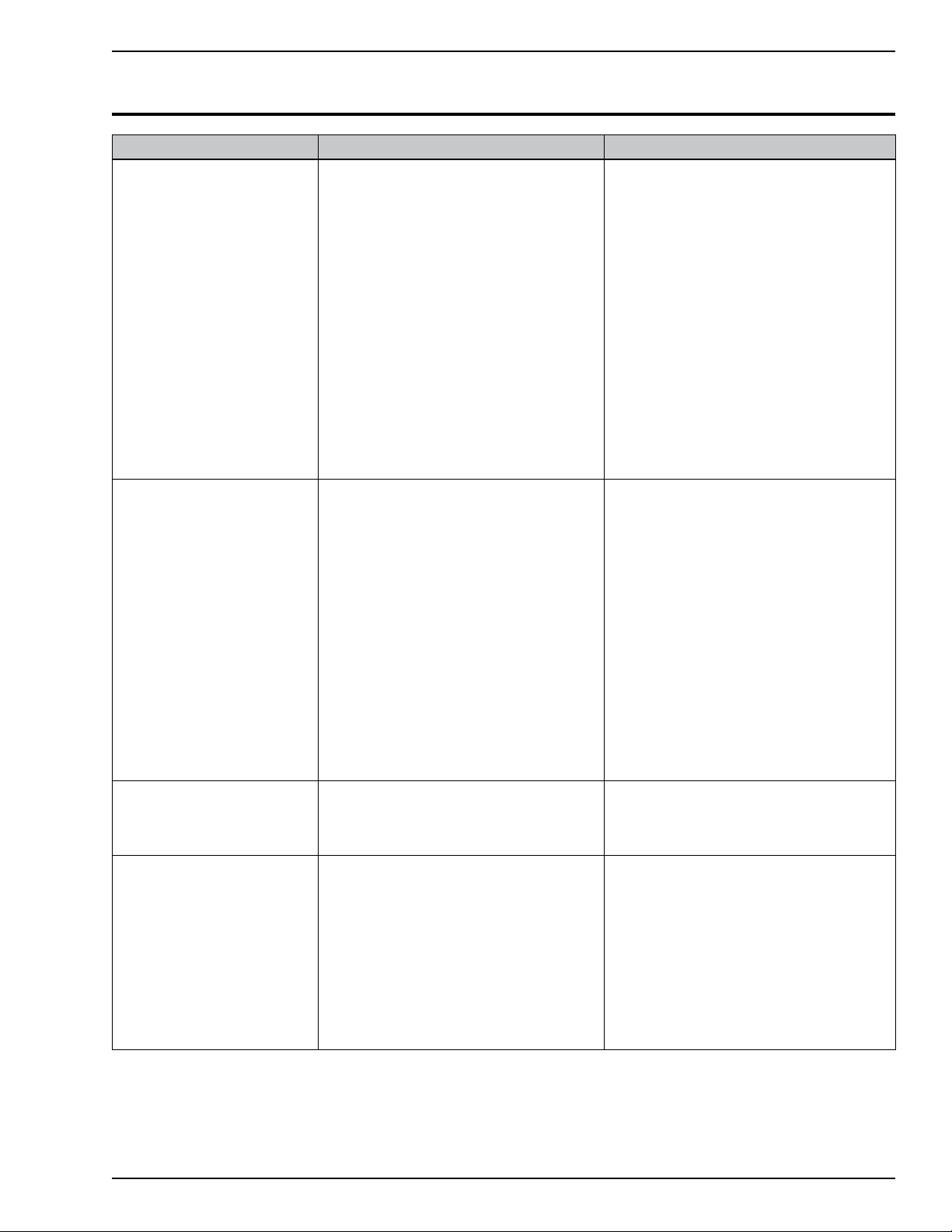
Problem Possible Cause Corrective Action
Wire feed inconsistent or not
smooth.
SECTION 7:
TROUBLESHOOTING
1. Loose drive Rollers on feeder.
2. Dirty or plugged conduit.
Quick Robotic toRch
1. Tighten drive rollers.
2. Replace conduit.
Torch and cable assembly is
running hot.
3. Conduit pulled back from diffuser.
4. Sharp bends or kinks in conduit.
5. Machine improperly adjusted.
6. Spatter buildup on end of contact tip.
7. Loose contact tip or diffuser.
8. Excessively worn contact tip.
9. Loose ground cable or ground clamp.
1. Loose power connection.
2. Loose or undersize ground cable or
ground clamp.
3. Conductor tube not tight in torch block.
4. Loose contact tip or diffuser.
5. Operating torch and cable assembly
above recommended amperage rating.
3. Reposition conduit and tighten front
screw.
4. Remove and replace conduit.
5. Reset machine per machine and wire
manufacturers’ recommendations.
6. Clean or replace contact tip.
7. Tighten contact tip and diffuser plier
tight.
8. Replace contact tip.
9. Tighten or replace as required.
1. Inspect complete torch and cable for
loose connections and tighten.
2. Tighten or replace as required.
3. Tighten stainless setscrew in torch
block.
4. Tighten contact tip and diffuser.
5. Readjust machine to correct setting for
size of torch being used.
6. Power cable assembly damaged.
7. Restricted water flow (only QRW and
QRWA series torch).
Robot will not start. 1. Deflection mount not at “home”
position.
2. Check E-stop cable connection
Porous weld. 1. Poor or improper gas flow.
2. Moisture from torch/conductor tube.
3. Dirty or contaminated wire.
4. Base metal contamination.
6. Inspect and replace accordingly.
7. Inspect water lines for any excessive
bends.
1. Check to ensure the mount arm and
mount location.
2. Check E-stop cable connection.
1. Check gas flow out of conductor tube
nozzle. Check for leaks or restrictions
in gas hoses and connections.
2. Check O-rings on conductor tube and
torch block. Check the torch block for
any scarring, gouges to the surface.
3. Change wire.
4. Replace base metal.
SM-QRTORCH
7-13
TROUBLESHOOTING
Page 18
Quick Robotic toRch
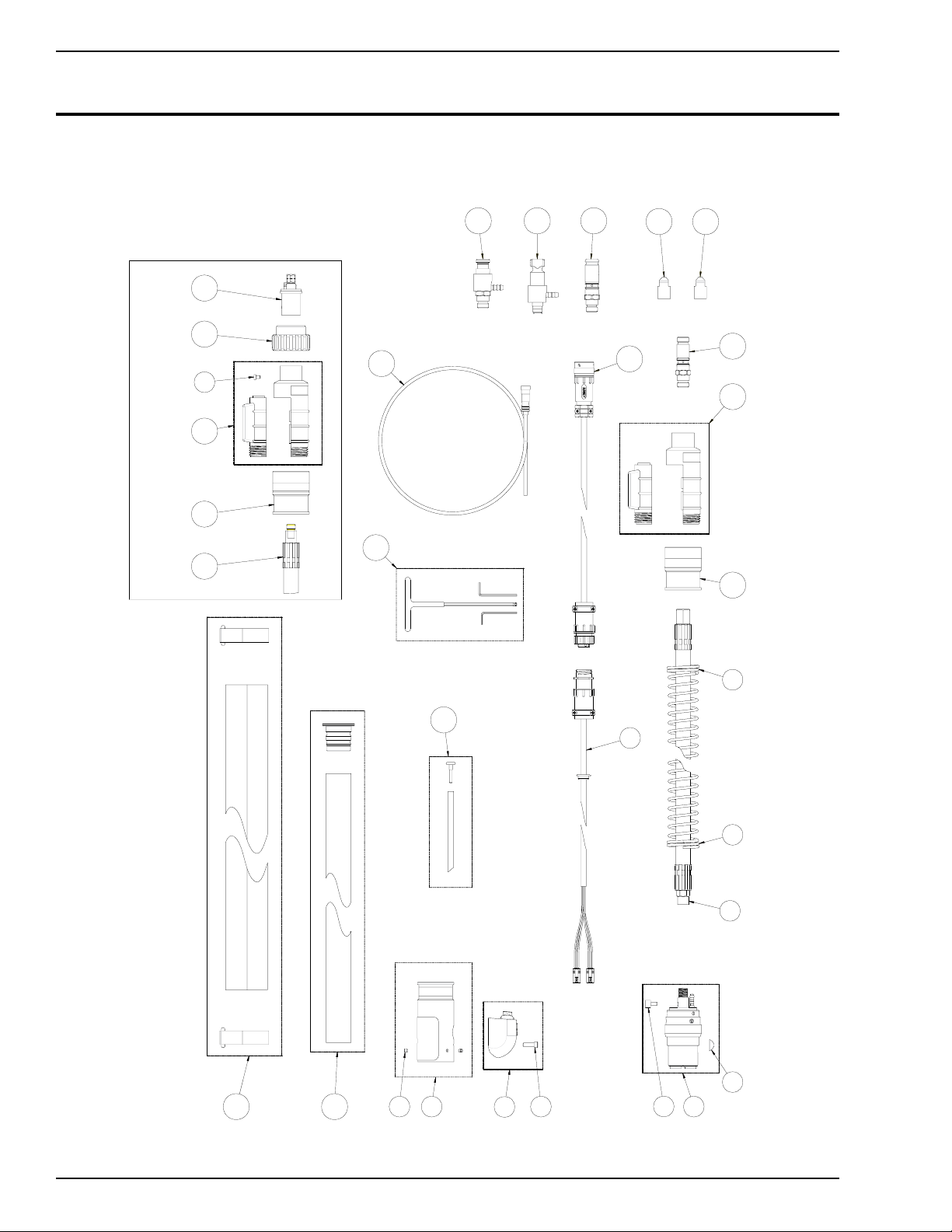
14
22
1
4
5
10
11
14
12
EURO-KWIK REPLACEMENT PARTS
9
18
20
19
25
16
17
21 13
23 24C
26
3
2
6
7
8 13 15
A
B
27
SECTION 8:
REPLACEMENT PARTS
QRA & QRAS Series Replacement Parts
REPLACEMENT PARTS
8-14
SM-QRTORCH
Page 19

Quick Robotic toRch
QRA & QRAS Series Replacement Parts
Item No. Part No. Stock No. Description
1 --- --- Cartridge Kit - (Includes Item #2, #3, and Hose Clamps)
QRA-1BC 3045-1150 For use with 1-5/8” (41,28mm) Ø Mount – QRA Series - ***
QRA-2BC 3045-1151 For use with 1-1/2” (38,10mm) Ø Mount – QRA Series
QRA-3BC 3045-1152 For use with 1-3/8” (34,93mm) Ø Mount – QRA Series
QRA-4BC 3045-1153 For use with 36mm Ø Mount – QRA Series
QRAS-1BC 3045-1195 For use with 1-5/8” (41,28mm) Ø Mount – QRAS Series - ***
QRAS-2BC 3045-1196 For use with 1-1/2” (38,10mm) Ø Mount – QRAS Series
QRAS-3BC 3045-1197 For use with 1-3/8” (34,93mm) Ø Mount – QRAS Series
QRAS-4BC 3045-1198 For use with 36mm Ø Mount – QRAS Series
NS QR106RLS 3045-1341 Replacement Locking Set Screw F/Torch Block (Pkg. of 5 ea.)
2 --- --- Key
QTRMS-BS 3045-1156 For use with QRA-1BC Cartridge Kit (Pkg. of 5 ea.)
QR3MS-BS 3045-1157 For use with QRA-2BC & QRA-3BC Cartridge Kits (Pkg. of 5ea.)
3 QR106-S 3045-1158 Conduit Screw (Pkg. of 5 ea.)
4 --- --- Inch Switch & E-Stop Housing Assembly (Includes Item “A”)
QR-SH 3045-1159 For use with 1-5/8” Diameter Cartridge Kit
QR-SH3 3045-1476 For use with 1-3/8” Diameter Cartridge Kit
QR-SH4 3045-1477 For use with 36mm Diameter Cartridge Kit
5 QR-FCS 3045-1160 Front Case (Includes Item “B”)
6
--- --- QRA Power Cable Assy (Includes Hose Clamps)
QR603-CH 3045-1164 For use with 3ft. (91cm) torch
QR6035-CH 3045-1165 For use with 3.5ft. (1,07m) torch
QR604-CH 3045-1166 For use with 4ft. ( 1,22m) torch
QR6045-CH 3045-1167 For use with 4.5ft. (1,37m) torch
QR605-CH 3045-1168 For use with 5ft. (1,52m) torch
QR6055-CH 3045-1169 For use with 5.5ft. (1,68m) torch
QR606-CH 3045-1170 For use with 6ft. (1,83m) torch
QR607-CH 3045-1171 For use with 7ft. (2,13m) torch
QR608-CH 3045-1172 For use with 8ft. (2,44m) torch
QR610-CH 3045-1173 For use with 10ft. (3m) torch
QR612-CH 3045-1174 For use with 12ft. (4m) torch
QR615-CH 3045-1175 For use with 15ft. (5m) torch
7 --- --- Front Spring
QR-SP 3045-1176 For use with 3ft. (91cm) & 3.5ft. (1,07m) torches
QR-SPR 3045-1177 For use with 4ft. (1,22m) through 7ft. (2,13m) torches
QR-SPHD 3045-1178 For use with 8ft. (2,44m) through 15ft. (5m) torches
8 --- --- Rear Spring
QR-SP 3045-1176 For use with 3ft. (91cm) & 3.5ft. (1,07m) torches
QR-SPHD 3045-1178 For use with 4ft. (1,22m) through 15ft. (5m) torches
SM-QRTORCH
8-15
REPLACEMENT PARTS
Page 20
Quick Robotic toRch
QRA & QRAS Series Replacement Parts (cont.)
Item No. Part No. Stock No. Description
9 --- --- Control Cable Assembly (includes Hose Clamp)
QR03-CC 3045-1181 For use with 3ft. (91cm) torch
QR035-CC 3045-1182 For use with 3.5ft. (1,07m) torch
QR04-CC 3045-1183 For use with 4ft. ( 1,22m) torch
QR045-CC 3045-1184 For use with 4.5ft. (1,37m) torch
QR05-CC 3045-1185 For use with 5ft. (1,52m) torch
QR055-CC 3045-1186 For use with 5.5ft. (1,68m) torch
QR06-CC 3045-1187 For use with 6ft. (1,83m) torch
QR07-CC 3045-1188 For use with 7ft. (2,13m) torch
QR08-CC 3045-1189 For use with 8ft. (2,44m) torch
QR10-CC 3045-1190 For use with 10ft. (3m) torch
QR12-CC 3045-1191 For use with 12ft. (4m) torch
QR15-CC 3045-1192 For use with 15ft. (5m) torch
10 --- --- Purge Hose Assembly (Includes Hose Plug Nipple & Clamp)
QR03-PH 3045-1200 For use with 3ft. (91cm) torch
QR035-PH 3045-1201 For use with 3.5ft. (1,07m) torch
QR04-PH 3045-1202 For use with 4ft. ( 1,22m) torch
QR045-PH 3045-1203 For use with 4.5ft. (1,37m) torch
QR05-PH 3045-1204 For use with 5ft. (1,52m) torch
QR055-PH 3045-1205 For use with 5.5ft. (1,68m) torch
QR06-PH 3045-1206 For use with 6ft. (1,83m) torch
QR07-PH 3045-1207 For use with 7ft. (2,13m) torch
QR08-PH 3045-1208 For use with 8ft. (2,44m) torch
QR10-PH 3045-1209 For use with 10ft. (3m) torch
QR12-PH 3045-1210 For use with 12ft. (4m) torch
QR15-PH 3045-1211 For use with 15ft. (5m) torch
11
--- --- Cable Cover Kit
QR03-CV 3045-1213 For use with 3ft. (91cm) torch
QR035-CV 3045-1214 For use with 3.5ft. (1,07m) torch
QR04-CV 3045-1215 For use with 4ft. ( 1,22m) torch
QR045-CV 3045-1216 For use with 4.5ft. (1,37m) torch
QR05-CV 3045-1217 For use with 5ft. (1,52m) torch
QR055-CV 3045-1218 For use with 5.5ft. (1,68m) torch
QR06-CV 3045-1219 For use with 6ft. (1,83m) torch
QR07-CV 3045-1220 For use with 7ft. (2,13m) torch
QR08-CV 3045-1221 For use with 8ft. (2,44m) torch
QR10-CV 3045-1222 For use with 10ft. (3m) torch
QR12-CV 3045-1223 For use with 12ft. (4m) torch
QR15-CV 3045-1224 For use with 15ft. (5m) torch
*** Standard On All QR Series Torch Body and Cable Assemblies
REPLACEMENT PARTS
8-16
SM-QRTORCH
Page 21
Quick Robotic toRch
QRA & QRAS Series Replacement Parts (cont.)
Item No. Part No. Stock No. Description
12
13
14
15
16
17
18
19
20
21
22
23
*** Standard On All QR Series Torch Body and Cable Assemblies
SM-QRTORCH
--- --- Outer Cover Assembly (Includes Nylon Cable Tie – 2 ea.)
QR03-LC 3045-1226 For use with 3ft. (91cm) torch
QR035-LC 3045-1227 For use with 3.5ft. (1,07m) torch
QR04-LC 3045-1228 For use with 4ft. ( 1,22m) torch
QR045-LC 3045-1229 For use with 4.5ft. (1,37m) torch
QR05-LC 3045-1230 For use with 5ft. (1,52m) torch
QR055-LC 3045-1231 For use with 5.5ft. (1,68m) torch
QR06-LC 3045-1232 For use with 6ft. (1,83m) torch
QR07-LC 3045-1233 For use with 7ft. (2,13m) torch
QR08-LC 3045-1234 For use with 8ft. (2,44m) torch
QR10-LC 3045-1235 For use with 10ft. (3m) torch
QR12-LC 3045-1236 For use with 12ft. (4m) torch
QR15-LC 3045-1237 For use with 15ft. (5m) torch
QR-RC 3045-1238 Rear Spring Cap
QRA-CS 3045-1239 Rear Case Assembly
R176MH 2060-2184 Miller® Connector Plug (Includes Items #16 & 17) - ***
R174MH 2035-2109 Miller® Connector Plug (Includes Items #16 & #17)
R175M-N045 2050-2181 Miller® Plug Nipple, .045” (1,0mm) Wire (Use w/R176MH) - ***
R174M-N045 2040-2192 Miller® Plug Nipple, .045” (1,0mm) Wire (Use w/R174MH)
R175M-N116 2050-2182 Miller® Plug Nipple, .062” (1,6mm) Wire (Use w/R176MH) - ***
R174M-N116 2040-2191 Miller® Plug Nipple, .062” (1,6mm) Wire (Use w/R174MH)
176S-H 2060-2177 Tweco® Connector Plug - ***
350-174H 2035-2110 Tweco® Connector Plug (Uses R44 series Conduit)
350-174PH 2035-2172 Panasonic® Connector Plug (Uses R44 series Conduit )
QTR176LH 2086-2624 Lincoln® Connector Plug (2.71” – 68,83mm OAL.) - ***
EL176LH 2060-2680 Lincoln® Connector Plug (3.84” – 97,54mm OAL)
QTR174LH 2086-2623 Lincoln® Connector Plug (Uses R44 series Conduit)
--- --- XQRA Power Cable Assy (Includes Hose Clamps)
XQR603-CH 3045-1375 For use with 3ft. (91cm) torch
XQR6035-CH 3045-1376 For use with 3.5ft. (1,07m) torch
XQR604-CH 3045-1377 For use with 4ft. ( 1,22m) torch
XQR6045-CH 3045-1378 For use with 4.5ft. (1,37m) torch
XQR605-CH 3045-1379 For use with 5ft. (1,52m) torch
XQR6055-CH 3045-1380 For use with 5.5ft. (1,68m) torch
XQR606-CH 3045-1381 For use with 6ft. (1,83m) torch
XQR607-CH 3045-1382 For use with 7ft. (2,13m) torch
XQR608-CH 3045-1383 For use with 8ft. (2,44m) torch
XQR610-CH 3045-1384 For use with 10ft. (3m) torch
XQR612-CH 3045-1385 For use with 12ft. (4m) torch
XQR615-CH 3045-1386 For use with 15ft. (5m) torch
XQRA-CS 3045-1240 Rear Case Assembly (Includes Item “C”)
174X-2S 2040-2177 Euro-Kwik Nut
8-17
REPLACEMENT PARTS
Page 22

Quick Robotic toRch
QRA & QRAS Series Replacement Parts (cont.)
Item No. Part No. Stock No. Description
24 E171-1TS 2011-2172 Euro-Kwik Adapter
25 --- --- Conduit (Refer to Page 25)
26 QTR-TOOLS 2062-2034 Tool Kit
27 --- --- E-stop Jumper Cable Assembly
QRJC-010 3045-1241 Without Connector – 3ft. (91cm) Long
QRJC-020 3045-1242 With Burndy (ABB®) Connector – 3ft. (91cm) Long
QRJC-030 3045-1243 With 4-pin Amp Connector (Motoman®) – 3ft. (91cm) Long
QRJC-040 3045-1244 5-pin DDK connector (Fanuc®)
QRJC-050 3045-1245 With 5-pin DDK Connector (Panasonic®)
Standard Fasteners
These standard fasteners are not sellable items and must be purchased at a local hardware or fastener supply house.
Item No. Description
A #10-32 x 5/8” Socket Head Cap Screw
B #10-32 x 3/16” Stainless Cup Point Set Screw
C M4 x .07 Head Screw
*** Standard On All QR Series Torch Body and Cable Assemblies
REPLACEMENT PARTS
8-18
SM-QRTORCH
Page 23

Quick Robotic toRch
1
4
5
13
16
17
26
28 30
19
EURO-KWIK REPLACEMENT PARTS
12
34
23
25
24
31
21
22
32
2
3
8
9
7 10 11 2018
B
A
15
14
18 C 2
9
B
27
33
6
QRW & QRWS Series Replacement Parts
SM-QRTORCH
8-19
REPLACEMENT PARTS
Page 24

Quick Robotic toRch
QRW & QRWS Series Replacement Parts
Item No. Part No. Stock No. Description
1 --- --- Cartridge Kit - (Includes Item #2 , #3, and Hose Clamps)
QRW-1BC 3045-1300 For use with 1-5/8” (41,28mm) Ø Mount – QRW Series - ***
QRW-2BC 3045-1301 For use with 1-1/2” (38,10mm) Ø Mount – QRW Series
QRW-3BC 3045-1302 For use with 1-3/8” (34,93mm) Ø Mount – QRW Series
QRW-4BC 3045-1303 For use with 36mm Ø Mount – QRW Series
QRWS-1BC 3045-1342 For use with 1-5/8” (41,28mm) Ø Mount – QRWS Series - ***
QRWS-2BC 3045-1343 For use with 1-1/2” (38,10mm) Ø Mount – QRWS Series
QRWS-3BC 3045-1344 For use with 1-3/8” (34,93mm) Ø Mount – QRWS Series
QRWS-4BC 3045-1345 For use with 36mm Ø Mount – QRWS Series
NS QR106RLS 3045-1341 Replacement Locking Set Screw F/Torch Block (Pkg. of 5 ea.)
2 --- --- Key
QTRMS-BS 3045-1156 For use with QRA-1BC Cartridge Kit (Pkg. Of 5 ea.)
QR3MS-BS 3045-1157 For use with QRA-2BC & QRA-3BC Cartridge Kits (Pkg. of 5ea.)
3 QRW106-S 3045-1340 Conduit Screw (Pkg. Of 5 ea.)
4 --- --- Inch Switch & E-Stop Housing Assembly (Includes Item “A”)
QR-SH 3045-1159 For use with 1-5/8” Diameter Cartridge Kit
QR-SH3 3045-1476 For use with 1-3/8” Diameter Cartridge Kit
QR-SH4 3045-1477 For use with 36mm Diameter Cartridge Kit
5 QR-FCS 3045-1160 Front Case (Includes Item “B”)
6 QRW-CV 3045-1304 Check Valve Assembly (Includes O-rings)
7
--- --- Conduit/Gas Hose Assy (Includes Hose Clamps)
QRW603-CGH 3045-1310 For use with 3ft. (91cm) torch
QRW6035-CGH 3045-1311 For use with 3.5ft. (1,07m) torch
QRW604-CGH 3045-1312 For use with 4ft. ( 1,22m) torch
QRW6045-CGH 3045-1313 For use with 4.5ft. (1,37m) torch
QRW605-CGH 3045-1314 For use with 5ft. (1,52m) torch
QRW6055-CGH 3045-1315 For use with 5.5ft. (1,68m) torch
QRW606-CGH 3045-1316 For use with 6ft. (1,83m) torch
QRW607-CGH 3045-1317 For use with 7ft. (2,13m) torch
QRW608-CGH 3045-1318 For use with 8ft. (2,44m) torch
QRW610-CGH 3045-1319 For use with 10ft. (3m) torch
QRW612-CGH 3045-1320 For use with 12ft. (4m) torch
QRW615-CGH 3045-1321 For use with 15ft. (5m) torch
*** Standard On All QR Series Torch Body and Cable Assemblies
REPLACEMENT PARTS
8-20
SM-QRTORCH
Page 25

QRW & QRWS Series Replacement Parts (cont.)
Item No. Part No. Stock No. Description
--- --- QRW Power Cable Assy (Includes Hose Clamp)
8
QRW603-PC 3045-1325 For use with 3ft. (91cm) torch
QRW6035-PC 3045-1326 For use with 3.5ft. (1,07m) torch
QRW604-PC 3045-1327 For use with 4ft. ( 1,22m) torch
QRW6045-PC 3045-1328 For use with 4.5ft. (1,37m) torch
QRW605-PC 3045-1329 For use with 5ft. (1,52m) torch
QRW6055-PC 3045-1330 For use with 5.5ft. (1,68m) torch
QRW606-PC 3045-1331 For use with 6ft. (1,83m) torch
QRW607-PC 3045-1332 For use with 7ft. (2,13m) torch
QRW608-PC 3045-1333 For use with 8ft. (2,44m) torch
QRW610-PC 3045-1334 For use with 10ft. (3m) torch
QRW612-PC 3045-1335 For use with 12ft. (4m) torch
QRW615-PC 3045-1336 For use with 15ft. (5m) torch
9
--- --- Front Spring
QR-SP 3045-1176 For use with 3ft. (91cm) & 3.5 (1,07m) torches
QR-SPR 3045-1177 For use with 4ft. (1,22m) through 7ft. (2,13m) torches
QR-SPHD 3045-1178 For use with 8ft. (2,44m) through 15ft. (5m) torches
10
--- --- Rear Spring
QR-SP 3045-1176 For use with 3ft. (91cm) & 3.5ft. (1,07m) torches
QR-SPHD 3045-1178 For use with 4ft. (1,22m) through 15ft. (5m) torches
11
12
QRW174 3045-1306 Rear Block Assembly (Includes Hose Clamps)
--- --- Control Cable Assembly (Includes Hose Clamp)
QR03-CC 3045-1181 For use with 3ft. (91cm) torch
QR035-CC 3045-1182 For use with 3.5ft. (1,07m) torch
QR04-CC 3045-1183 For use with 4ft. ( 1,22m) torch
QR045-CC 3045-1184 For use with 4.5ft. (1,37m) torch
QR05-CC 3045-1185 For use with 5ft. (1,52m) torch
QR055-CC 3045-1186 For use with 5.5ft. (1,68m) torch
QR06-CC 3045-1187 For use with 6ft. (1,83m) torch
QR07-CC 3045-1188 For use with 7ft. (2,13m) torch
QR08-CC 3045-1189 For use with 8ft. (2,44m) torch
QR10-CC 3045-1190 For use with 10ft. (3m) torch
QR12-CC 3045-1191 For use with 12ft. (4m) torch
QR15-CC 3045-1192 For use with 15ft. (5m) torch
Quick Robotic toRch
*** Standard On All QR Series Torch Body and Cable Assemblies
SM-QRTORCH
8-21
REPLACEMENT PARTS
Page 26

Quick Robotic toRch
QRW & QRWS Series Replacement Parts (cont.)
Item No. Part No. Stock No. Description
13 --- --- Purge Hose Assembly (Includes Hose Plug Nipple & Hose Clamp)
QR03-PH 3045-1200 For use with 3ft. (91cm) torch
QR035-PH 3045-1201 For use with 3.5ft. (1,07m) torch
QR04-PH 3045-1202 For use with 4ft. ( 1,22m) torch
QR045-PH 3045-1203 For use with 4.5ft. (1,37m) torch
QR05-PH 3045-1204 For use with 5ft. (1,52m) torch
QR055-PH 3045-1205 For use with 5.5ft. (1,68m) torch
QR06-PH 3045-1206 For use with 6ft. (1,83m) torch
QR07-PH 3045-1207 For use with 7ft. (2,13m) torch
QR08-PH 3045-1208 For use with 8ft. (2,44m) torch
QR10-PH 3045-1209 For use with 10ft. (3m) torch
QR12-PH 3045-1210 For use with 12ft. (4m) torch
QR15-PH 3045-1211 For use with 15ft. (5m) torch
14 QRW00-WO 3045-1262 Water-Out Hose Assy - (Includes Hose Clamp) – For All Torches
15 --- --- Water-In Hose Assembly (Includes Hose Clamp)
QRW03-WI 3045-1275 For use with 3ft. (91cm) torch
QRW035-WI 3045-1276 For use with 3.5ft. (1,07m) torch
QRW04-WI 3045-1277 For use with 4ft. ( 1,22m) torch
QRW045-WI 3045-1278 For use with 4.5ft. (1,37m) torch
QRW05-WI 3045-1279 For use with 5ft. (1,52m) torch
QRW055-WI 3045-1280 For use with 5.5ft. (1,68m) torch
QRW06-WI 3045-1281 For use with 6ft. (1,83m) torch
QRW07-WI 3045-1282 For use with 7ft. (2,13m) torch
QRW08-WI 3045-1283 For use with 8ft. (2,44m) torch
QRW10-WI 3045-1284 For use with 10ft. (3m) torch
QRW12-WI 3045-1285 For use with 12ft. (4m) torch
QRW15-WI 3045-1286 For use with 15ft. (5m) torch
16 --- --- Cable Cover Kit
QR03-CV 3045-1213 For use with 3ft. (91cm) torch
QR035-CV 3045-1214 For use with 3.5ft. (1,07m) torch
QR04-CV 3045-1215 For use with 4ft. ( 1,22m) torch
QR045-CV 3045-1216 For use with 4.5ft. (1,37m) torch
QR05-CV 3045-1217 For use with 5ft. (1,52m) torch
QR055-CV 3045-1218 For use with 5.5ft. (1,68m) torch
QR06-CV 3045-1219 For use with 6ft. (1,83m) torch
QR07-CV 3045-1220 For use with 7ft. (2,13m) torch
QR08-CV 3045-1221 For use with 8ft. (2,44m) torch
QR10-CV 3045-1222 For use with 10ft. (3m) torch
QR12-CV 3045-1223 For use with 12ft. (4m) torch
QR15-CV 3045-1224 For use with 15ft. (5m) torch
*** Standard On All QR Series Torch Body and Cable Assemblies
REPLACEMENT PARTS
8-22
SM-QRTORCH
Page 27
QRW & QRWS Series Replacement Parts (cont.)
Item No. Part No. Stock No. Description
17
--- --- Outer Cover Assembly (Includes Nylon Cable Tie – 2 ea.)
QR03-LC 3045-1226 For use with 3ft. (91cm) torch
QR035-LC 3045-1227 For use with 3.5ft. (1,07m) torch
QR04-LC 3045-1228 For use with 4ft. ( 1,22m) torch
QR045-LC 3045-1229 For use with 4.5ft. (1,37m) torch
QR05-LC 3045-1230 For use with 5ft. (1,52m) torch
QR055-LC 3045-1231 For use with 5.5ft. (1,68m) torch
QR06-LC 3045-1232 For use with 6ft. (1,83m) torch
QR07-LC 3045-1233 For use with 7ft. (2,13m) torch
QR08-LC 3045-1234 For use with 8ft. (2,44m) torch
QR10-LC 3045-1235 For use with 10ft. (3m) torch
QR12-LC 3045-1236 For use with 12ft. (4m) torch
QR15-LC 3045-1237 For use with 15ft. (5m) torch
18
19
20
QR-RC 3045-1238 Rear Spring Cap
QRW-CS 3045-1307 Water-cooled Rear Case Assembly
R176MH 2060-2184 Miller® Connector Plug (Includes Items #22 & #23) - ***
R174MH 2035-2109 Miller® Connector Plug (Includes Items #22 & #23)
21
R175M-N045 2050-2181 Miller® Plug Nipple, .045” (1,0mm) Wire (Use w/R176MH) - ***
R174M-N045 2040-2192 Miller® Plug Nipple, .045” (1,0mm) Wire (Use w/R174MH)
22
R175M-N116 2050-2182 Miller® Plug Nipple, .062” (1,6mm) Wire (Use w/R176MH) - ***
R174M-N116 2040-2191 Miller® Plug Nipple, .062” (1,6mm) Wire (Use w/R174MH)
23
176S-H 2060-2177 Tweco® Connector Plug - ***
350-174H 2035-2110 Tweco® Connector Plug (Uses R44 series Conduit)
24
25
350-174PH 2035-2172 Panasonic® Connector Plug (Uses R44 series Conduit )
QTR176LH 2086-2624 Lincoln® Connector Plug (2.71” – 68,83mm OAL.) - ***
EL176LH 2060-2680 Lincoln® Connector Plug (3.84” – 97,54mm OAL)
QTR174LH 2086-2623 Lincoln® Connector Plug (Uses R44 series Conduit)
26
27
28
29
30
31
32
33
XQRW174 3045-1308 Water-cooled Euro-Kwik Rear Block Assy (Includes Hose Clamp)
WC174X-B2S 2044-2185 O-ring (Pkg. of 5 ea.)
XQRW-CS 3045-1309 Euro-Kwik Water-cooled Rear Case Assembly
174X-2S 2040-2193 Euro-Kwik Nut
WC174X-1S 3045-1339 Euro-Kwik Adapter
--- --- Conduit (Refer to Page 25)
QTR-TOOLS 2062-2034 Tool Kit
--- --- E-Stop Jumper Cable Assembly
QRJC-010 3045-1241 Without Connector – 3ft. (91cm) Long
QRJC-020 3045-1242 With Burndy Connector (ABB) – 3ft. (91cm) Long
QRJC-030 3045-1243 With 4-pin Amp Connector (Motoman)– 3ft. (91cm) Long
QRJC-040 3045-1244 With 5-pin DDK Connector
QRJC-050 3045-1245 With 5-pin DDK Connector (Panasonic)
34
400LK-QC 2044-2000 Quick Connector Male & Female
Quick Robotic toRch
*** Standard On All QR Series Torch Body and Cable Assemblies
SM-QRTORCH
8-23
REPLACEMENT PARTS
Page 28

Quick Robotic toRch
QRW & QRWS Series Replacement Parts (cont.)
Standard Fasteners
These standard fasteners are not sellable items and should be purchased at a local hardware or fastener supply house.
Item No. Description
A #10-32 x 5/8” socket head cap screw
B #10-32 x 3/16” stainless cup point set screw
C M4 x .07 head screw
*** Standard On All QR Series Torch Body and Cable Assemblies
REPLACEMENT PARTS
8-24
SM-QRTORCH
Page 29

Quick Robotic toRch
12
1
4
5
11
14
15
17
25
EURO-KWIK REPLACEMENT PARTS
6
10
2
3
7 8 9 16 18
A
B
13
31
21
23
22
28
19
20
24
16 26 27
C
29
30
QRWA & QRWAS Series Replacement Parts
SM-QRTORCH
8-25
REPLACEMENT PARTS
Page 30

Quick Robotic toRch
QRWA & QRWAS Series Replacement Parts
Item No. Part No. Stock No. Description
1 --- --- Cartridge Kit - (Includes Item #2, #3 and Hose Clamps)
QRWA-1BC 3045-1288 For use with 1-5/8” (41,28mm) Ø Mount – QRWA Series - ***
QRWA-2BC 3045-1289 For use with 1-1/2” (38,10mm) Ø Mount – QRWA Series
QRWA-3BC 3045-1290 For use with 1-3/8” (34,93mm) Ø Mount – QRWA Series
QRWA-4BC 3045-1291 For use with 36mm Ø Mount – QRWA Series
QRWAS-1BC 3045-1295 For use with 1-5/8” (41,28mm) Ø Mount – QRWAS Series
- ***
QRWAS-2BC 3045-1296 For use with 1-1/2” (38,10mm) Ø Mount – QRWAS Series
QRWAS-3BC 3045-1297 For use with 1-3/8” (34,93mm) Ø Mount – QRWAS Series
QRWAS-4BC 3045-1298 For use with 36mm Ø Mount – QRWAS Series
NS QR106RLS 3045-1341 Replacement Locking Set Screw F/Torch Block (Pkg. of 5 ea.)
2 --- --- Key
QTRMS-BS 3045-1156 For use with QRA-1BC (Pkg. Of 5 ea.)
QR3MS-BS 3045-1157 For use with QRA-2BC & QRA-3BC cartridge kits (Pkg. Of 5ea.)
3 QR106-S 3045-1158 Conduit Screw (Pkg. Of 5 ea.)
4 --- --- Inch Switch & E-Stop Housing Assembly (Includes Item “A”)
QR-SH 3045-1159 For use with 1-5/8” Diameter Cartridge Kit
QR-SH3 3045-1476 For use with 1-3/8” Diameter Cartridge Kit
QR-SH4 3045-1477 For use with 36mm Diameter Cartridge Kit
5 QR-FCS 3045-1160 Front case (Includes Item “B”)
6 QRW-CV 3045-1304 Check Valve Assembly (Includes O-rings)
7 --- --- QRWA Power Cable Assy (Includes Hose Clamp)
QR403-CH 3045-1250 For use with 3ft. (91cm) torch
QR4035-CH 3045-1251 For use with 3.5ft. (1,07m) torch
QR404-CH 3045-1252 For use with 4ft. ( 1,22m) torch
QR4045-CH 3045-1253 For use with 4.5ft. (1,37m) torch
QR405-CH 3045-1254 For use with 5ft. (1,52m) torch
QR4055-CH 3045-1255 For use with 5.5ft. (1,68m) torch
QR406-CH 3045-1256 For use with 6ft. (1,83m) torch
QR407-CH 3045-1257 For use with 7ft. (2,13m) torch
QR408-CH 3045-1258 For use with 8ft. (2,44m) torch
QR410-CH 3045-1259 For use with 10ft. (3m) torch
QR412-CH 3045-1260 For use with 12ft. (4m) torch
QR415-CH 3045-1261 For use with 15ft. (5m) torch
8 --- --- Front Spring
QR-SP 3045-1176 For use with 3ft. (91cm) & 3.5ft. (1,07m) torches
QR-SPR 3045-1177 For use with 4ft. (1,22m) through 7ft. (2.13m) torches
QR-SPHD 3045-1178 For use with 8ft. (2,44m) through 15ft. (5m) torches
9 --- --- Rear Spring
QR-SP 3045-1176 For use with 3ft. (91cm) & 3.5ft. (1,07m) torches
QR-SPHD 3045-1178 For use with 4ft. (1,22m) through 15ft. (5m) torches
*** Standard On All QR Series Torch Body and Cable Assemblies
REPLACEMENT PARTS
8-26
SM-QRTORCH
Page 31
QRWA & QRWAS Series Replacement Parts (cont.)
Item No. Part No. Stock No. Description
10
--- --- Control Cable Assembly (Includes Hose Clamp)
QR03-CC 3045-1181 For use with 3ft. (91cm) torch
QR035-CC 3045-1182 For use with 3.5ft. (1,07m) torch
QR04-CC 3045-1183 For use with 4ft. ( 1,22m) torch
QR045-CC 3045-1184 For use with 4.5ft. (1,37m) torch
QR05-CC 3045-1185 For use with 5ft. (1,52m) torch
QR055-CC 3045-1186 For use with 5.5ft. (1,68m) torch
QR06-CC 3045-1187 For use with 6ft. (1,83m) torch
QR07-CC 3045-1188 For use with 7ft. (2,13m) torch
QR08-CC 3045-1189 For use with 8ft. (2,44m) torch
QR10-CC 3045-1190 For use with 10ft. (3m) torch
QR12-CC 3045-1191 For use with 12ft. (4m) torch
QR15-CC 3045-1192 For use with 15ft. (5m) torch
11
--- --- Purge Hose Assembly (Includes Hose Nipple Plug & Hose
Clamp)
QR03-PH 3045-1200 For use with 3ft. (91cm) torch
QR035-PH 3045-1201 For use with 3.5ft. (1,07m) torch
QR04-PH 3045-1202 For use with 4ft. ( 1,22m) torch
QR045-PH 3045-1203 For use with 4.5ft. (1,37m) torch
QR05-PH 3045-1204 For use with 5ft. (1,52m) torch
QR055-PH 3045-1205 For use with 5.5ft. (1,68m) torch
QR06-PH 3045-1206 For use with 6ft. (1,83m) torch
QR07-PH 3045-1207 For use with 7ft. (2,13m) torch
QR08-PH 3045-1208 For use with 8ft. (2,44m) torch
QR10-PH 3045-1209 For use with 10ft. (3m) torch
QR12-PH 3045-1210 For use with 12ft. (4m) torch
QR15-PH 3045-1211 For use with 15ft. (5m) torch
12
--- --- Water-Out Hose Assembly (Includes Hose Clamp)
QRW03-WO 3045-1263 For use with 3ft. (91cm) torch
QRW035-WO 3045-1264 For use with 3.5ft. (1,07m) torch
QRW04-WO 3045-1265 For use with 4ft. ( 1,22m) torch
QRW045-WO 3045-1266 For use with 4.5ft. (1,37m) torch
QRW05-WO 3045-1267 For use with 5ft. (1,52m) torch
QRW055-WO 3045-1268 For use with 5.5ft. (1,68m) torch
QRW06-WO 3045-1269 For use with 6ft. (1,83m) torch
QRW07-WO 3045-1270 For use with 7ft. (2,13m) torch
QRW08-WO 3045-1271 For use with 8ft. (2,44m) torch
QRW10-WO 3045-1272 For use with 10ft. (3m) torch
QRW12-WO 3045-1273 For use with 12ft. (4m) torch
QRW15-WO 3045-1274 For use with 15ft. (5m) torch
Quick Robotic toRch
*** Standard On All QR Series Torch Body and Cable Assemblies
SM-QRTORCH
8-27
REPLACEMENT PARTS
Page 32
Quick Robotic toRch
QRWA & QRWAS Series Replacement Parts (cont.)
Item No. Part No. Stock No. Description
13 --- --- Water-In Hose Assembly (Includes Hose Clamps)
QRW03-WI 3045-1275 For use with 3ft. (91cm) torch
QRW035-WI 3045-1276 For use with 3.5ft. (1,07m) torch
QRW04-WI 3045-1277 For use with 4ft. ( 1,22m) torch
QRW045-WI 3045-1278 For use with 4.5ft. (1,37m) torch
QRW05-WI 3045-1279 For use with 5ft. (1,52m) torch
QRW055-WI 3045-1280 For use with 5.5ft. (1,68m) torch
QRW06-WI 3045-1281 For use with 6ft. (1,83m) torch
QRW07-WI 3045-1282 For use with 7ft. (2,13m) torch
QRW08-WI 3045-1283 For use with 8ft. (2,44m) torch
QRW10-WI 3045-1284 For use with 10ft. (3m) torch
QRW12-WI 3045-1285 For use with 12ft. (4m) torch
QRW15-WI 3045-1286 For use with 15ft. (5m) torch
14 --- --- Cable Cover Kit
QR03-CV 3045-1213 For use with 3ft. (91cm) torch
QR035-CV 3045-1214 For use with 3.5ft. (1,07m) torch
QR04-CV 3045-1215 For use with 4ft. ( 1,22m) torch
QR045-CV 3045-1216 For use with 4.5ft. (1,37m) torch
QR05-CV 3045-1217 For use with 5ft. (1,52m) torch
QR055-CV 3045-1218 For use with 5.5ft. (1,68m) torch
QR06-CV 3045-1219 For use with 6ft. (1,83m) torch
QR07-CV 3045-1220 For use with 7ft. (2,13m) torch
QR08-CV 3045-1221 For use with 8ft. (2,44m) torch
QR10-CV 3045-1222 For use with 10ft. (3m) torch
QR12-CV 3045-1223 For use with 12ft. (4m) torch
QR15-CV 3045-1224 For use with 15ft. (5m) torch
15 --- --- Outer Cover Assembly (Includes Nylon Cable Tie – 2 ea.)
QR03-LC 3045-1226 For use with 3ft. (91cm) torch
QR035-LC 3045-1227 For use with 3.5ft. (1,07m) torch
QR04-LC 3045-1228 For use with 4ft. ( 1,22m) torch
QR045-LC 3045-1229 For use with 4.5ft. (1,37m) torch
QR05-LC 3045-1230 For use with 5ft. (1,52m) torch
QR055-LC 3045-1231 For use with 5.5ft. (1,68m) torch
QR06-LC 3045-1232 For use with 6ft. (1,83m) torch
QR07-LC 3045-1233 For use with 7ft. (2,13m) torch
QR08-LC 3045-1234 For use with 8ft. (2,44m) torch
QR010-LC 3045-1235 For use with 10ft. (3m) torch
QR012-LC 3045-1236 For use with 12ft. (4m) torch
QR015-LC 3045-1237 For use with 15ft. (5m) torch
16 QR-RC 3045-1238 Rear Spring Cap
17 QRWA-CS 3045-1293 QRWA Rear Case Assembly
*** Standard On All QR Series Torch Body and Cable Assemblies
REPLACEMENT PARTS
8-28
SM-QRTORCH
Page 33

Quick Robotic toRch
QRWA & QRWAS Series Replacement Parts
Item No. Part No. Stock No. Description
18 R176MH Miller®Connector Plug (Includes Items #19 & #20)
R174MH Miller®Connector Plug (Includes Items #19 & 20)
19 R175M-N045 Miller®Plug Nipple, .045” (1,0mm) Wire (Use w/R176MH)
- ***
R174M-N045 Miller®Plug Nipple, .045” (1,0mm) Wire (Use w/R174MH)
20 R175M-N116 Miller®Plug Nipple, .062” (1,6mm) Wire (Use w/R176MH)
- ***
R174M-N116 Miller®Plug Nipple, .062” (1,6mm) Wire (Use w/R174MH)
21 176S-H Tweco Connector Plug - ***
350-174H Tweco Connector Plug (Uses R44 series Conduit)
22 350-174PH Panasonic®Connector Plug (Uses R44 series Conduit )
23 QTR176LH Lincoln Connector Plug (2.71” – 68,83mm OAL.) - ***
EL176LH Lincoln Connector Plug (3.84” – 97,54mm OAL)
QTR174LH Lincoln Connector Plug (Uses R44 series Conduit)
24 --- XQRWA Power Cable Assy (Includes Hose Clamp)
XQR403-CH For use with 3ft. (91cm) torch
XQR4035-CH For use with 3.5ft. (1,07mm) torch
XQR404-CH For use with 4ft. ( 1,22m) torch
XQR4045-CH For use with 4.5ft. (1,37m) torch
XQR405-CH For use with 5ft. (1,52m) torch
XQR4055-CH For use with 5.5ft. (1,68m) torch
XQR406-CH For use with 6ft. (1,83m) torch
XQR407-CH For use with 7ft. (2,13m) torch
XQR408-CH For use with 8ft. (2,44m) torch
XQR410-CH For use with 10ft. (3m) torch
XQR412-CH For use with 12ft. (4m) torch
XQR415-CH For use with 15ft. (5m) torch
25 XQRWA-CS QXRWA Rear Case Assembly
26 174X-2S Euro-Kwik nut
27 E171-1TS Euro-Kwik adapter
28 --- --- Conduit (Refer to Page 25)
29 QTR-TOOLS Tool kit
30
31 400LK-QC Quick Connector Male & Female
--- E-stop Jumper Assembly
QRJC-010 Without Connector – 3ft. (91cm) Long
QRJC-020 With Burndy Connector (ABB) – 3ft. (91cm) Long
QRJC-030 With 4-pin Amp Connector (Motoman) – 3ft. (91cm) Long
QRJC-040 With 5-pin DDK Connector (Fanuc)
QRJC-050 With 5-pin DDK Connector (Panasonic)
*** Standard On All QR Series Torch Body and Cable Assemblies
SM-QRTORCH
8-29
REPLACEMENT PARTS
Page 34
Quick Robotic toRch
QRWA & QRWAS Series Replacement Parts (cont.)
Standard Fasteners
These standard fasteners are not sellable items and should be purchased at a local hardware or fastener supply house.
Item No. Description
A #10-32 x 5/8” socket head cap screw
B #10-32 x 3/16” stainless cup point set screw
C M4 x .07 head screw
*** Standard On All QR Series Torch Body and Cable Assemblies
REPLACEMENT PARTS
8-30
SM-QRTORCH
Page 35
MACHINED CONDUIT STOP
WIRE CONDUIT
NEOPRENE SEAL
HEAT SHRINK
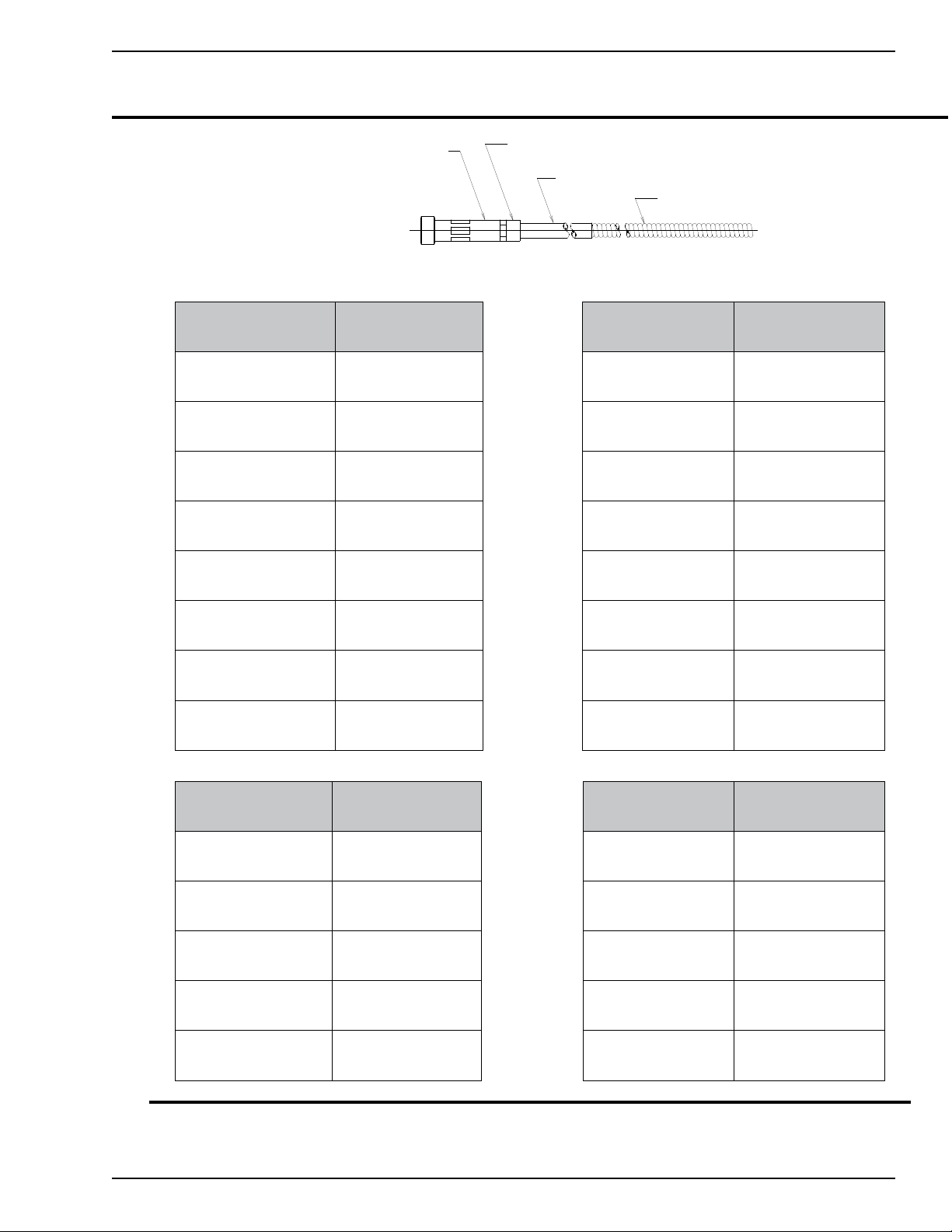
R44 Series Conduits R45 Series Conduits
(Steel Welding Wire) (Steel Welding Wire)
Wire Size
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
.052” / 1/16”
1,53mm / 1,6mm
.052” / 1/16”
1,53mm / 1,6mm
.052” / 1/16”
1,53mm / 1,6mm
.052” / 1/16”
1,53mm / 1,6mm
SECTION 9:
ROBOTIC CONDUIT LINERS
Part No.
Stock No. Wire Size
R44-3545-1
1440-1223
R44-3545-4
1440-1224
R44-3545-8
1440-1225
R44-3545-15
1440-1226
R44-116-1
1440-1228
R44-116-4
1440-1229
R44-116-8
1440-1230
R44-116-15
1440-1231
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
.052” / 1/16”
1,53mm / 1,6mm
.052” / 1/16”
1,53mm / 1,6mm
.052” / 1/16”
1,53mm / 1,6mm
.052” / 1/16”
1,53mm / 1,6mm
Quick Robotic toRch
Part No.
Stock No.
R45-3545-1
1450-1027
R45-3545-4
1450-1024
R45-3545-8
1450-1025
R45-3545-15
1450-1026
R45-116-1
1450-1028
R45-116-4
1450-1029
R45-116-8
1450-1030
R45-116-15
1450-1031
SM-QRTORCH
(Aluminum Welding Wire) (Aluminum Welding Wire)
Wire Size
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
1/16”
1,6mm
1/16”
1,6mm
Part No.
Stock No. Wire Size
R44WN-3545-4
1440-1040
R44WN-3545-8
1440-1041
R44WN-3545-15
1440-1042
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
.035” / .045”
0,9mm / 1,2mm
R44WN-116-8
1440-1046
R44WN-116-15
1440-1047
1/16”
1,6mm
1/16”
1,6mm
Part No.
Stock No.
R45WN-3545-4
1450-1041
R45WN-3545-8
1450-1042
R45WN-3545-15
1450-1043
R45WN-116-8
1450-1044
R45WN-116-15
1450-1045
NOTE
R44 series conduits are shipped with all Euro-Kwik Torch Bodies and Cable Assemblies
“WN” = Wire Nylon Wrapped
9-31
ROBOTIC CONDUIT LINERS
Page 36

Quick Robotic toRch
SECTION 10:
FACTORY REPAIR CENTER
Tweco® Robotics Factory Repair Center (FRC) offers a repair service for our customers on the various cable assemblies and peripheral
products. The majority of our consumers do not want to spend the time involved with repairs and generally do not have the necessary
equipment and tools to perform repairs.
Other key benefits in considering the “FRC” service repairs on your product:
All products will be rebuilt and tested following the established test procedures and specifications for the specific
•
product.
All repairs are done using original Tweco® Robotics parts to ensure maximum product performance.
•
Our FRC has highly-trained employees utilizing the appropriate tools and test equipment.
•
30-day warranty on the newly installed parts and labor on all cable assemblies.
•
30-day warranty on QRM-100 and RDM-2000 peripherals.
•
60-day warranty on QRC™-2000 and QWT-120 peripherals.
•
Factory Repair Center
Domestic Toll Free Phone Number: 1-800-426-1888
Fax Number: 1-620-229-9926
FACTORY REPAIR CENTER
10-32
SM-QRTORCH
Page 37

STATEMENT OF WARRANTY
LIMITED WARRANTY: THERMADYNE® warrants that its products will be free of defects in workmanship or material. Should
any failure to conform to this warranty appear within the time period applicable to the THERMADYNE products as stated below,
THERMADYNE shall, upon notification thereof and substantiation that the product has been stored, installed, operated, and
maintained in accordance with THERMADYNE’s specifications, instructions, recommendations and recognized standard industry
practice, and not subject to misuse, repair, neglect, alteration, or accident, correct such defects by suitable repair or replacement,
at THERMADYNE’s sole option, of any components or parts of the product determined by THERMADYNE to be defective.
THIS WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ALL OTHER WARRANTIES, EXPRESS OR IMPLIED, INCLUDING
ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE.
LIMITATION OF LIABILITY: THERMADYNE shall not under any circumstances be liable for special or consequential damages,
such as, but not limited to, damage or loss of purchased or replacement goods, or claims of customers of distributor (hereinafter
the “Purchaser”) for service interruption. The remedies of the Purchaser set forth herein are exclusive and the liability of
THERMADYNE with respect to any contract, or anything done in connection therewith such as the performance or breach
thereof, or from the manufacture, sale, delivery, resale, or use of any goods covered by or furnished by THERMADYNE whether
arising out of contract, negligence, strict tort, or under any warranty, or otherwise, shall not, except as expressly provided
herein, exceed the price of the goods upon which such liability is based.
THIS WARRANTY BECOMES INVALID IF REPLACEMENT PARTS OR ACCESSORIES ARE USED WHICH MAY IMPAIR
THE SAFETY OR PERFORMANCE OF ANY THERMADYNE PRODUCT.
THIS WARRANTY IS INVALID IF THE PRODUCT IS SOLD BY NON-AUTHORIZED PERSONS.
This warranty is effective for the time stated in the Warranty Schedule beginning on the date that the authorized distributor
delivers the products to the Purchaser.
Warranty repairs or replacement claims under this limited warranty must be submitted by an authorized THERMADYNE repair
facility within thirty (30) days of the repair. No transportation costs of any kind will be paid under this warranty. Transportation
charges to send products to an authorized warranty repair facility shall be the responsibility of the Purchaser. All returned
goods shall be at the Purchaser’s risk and expense. This warranty supersedes all previous THERMADYNE warranties.
Page 38

WARRANTY SCHEDULE
The warranty is effective below for the time stated in the Warranty Schedule beginning on the date that the authorized
distributor delivers the products to the purchaser. THERMADYNE® reserves the right to request documented evidence of date
of purchase.
Engine Driven Welders Parts / Labor
Original Main Power Stators and Inductors 3 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
Engines and Associated Components are NOT Warranted by Thermal Arc®, Although Most are Warranted by the Engine Manufacturer. SEE THE ENGINE
MANUFACTURERS’ WARRANTY FOR DETAILS.
Fabricator® 131, 181, 190, 210, 251, 281; Fabstar® 4030; PowerMaster® 350, 350P, 500, 500P; Excel-Arc® 6045; Wire Feeders: Ultrafeed®, Porta-feed®
Original Main Power Transformer and Inductor 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors 1 year / 1 year
160TS, 300TS, 400TS, 185AC/DC, 200AC/DC, 300AC/DC, 400GTSW, 400MST, 300MST, 400MSTP
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors 1 year / 1 year
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards, Power Switch Semi-Conductors 3 years / 3 years
Welding Console, Weld Controller, Weld Timer 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Electric Motors, Coolant Recirculators 1 year / 1 year
Original Main Power Magnetics 1 year / 1 year
Original Main Power Rectifiers, Control P.C. Boards 1 year / 1 year
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
Original Main Power Magnetics 5 years / 3 years
Original Main Power Rectifiers, Control P.C. Boards 3 years / 3 years
All Other Original Circuits and Components Including, but not Limited to, Relays, Switches, Contactors, Solenoids, Fans, Power Switch Semi-Conductors 1 year / 1 year
Water Recirculators 1 year / 1 year
Plasma Welding Torches 180 days / 180 days
Gas Regulators (Supplied with Power Sources) 180 days / NA
MIG and TIG Torches (Supplied with Power Sources) 90 days / NA
Replacement Repair Parts 90 days / NA
MIG, TIG and Plasma Welding Torch Consumable Items NA / NA
Victor® Professional 5 years / NA
Oxygen Conservers 2 years / NA
Aluminum Cylinders Lifetime / NA
Cutting Machine Motors 1 year / NA
HP&I Brass Regulators/Manifolds 2 years / NA
HP&I Stainless Regulators/Manifolds 1 year / NA
HP&I Corrosive Gas Regulators/Manifolds 90 days / NA
TurboTorch® 3 years / NA
CutSkill® 2 years / NA
Steel Cylinders 1 year / NA
Victor Medical 6 years / NA
Victor VSP 2 years / NA
Firepower® MIG Welders 5-2-1 years / NA
Transformers 5 years / NA
Parts Used in Rental Applications 1 year from date sold by seller to authorized
Arcair® N6000 90 days / NA
Eliminator® Spool and Pull Guns 90 days / NA
Robotic Deflection Mounts 90 days / NA
QRM-100 Anti-Spatter Applicator 90 days / NA
TC and TCV Water Coolers 1 year / NA
TSC-96 Smoke Collector 1 year / NA
ESG-1, EPG-CR1, EPG-CR2 Control Boxes for Eliminator Spool & Pull Guns 1 year / NA
QRC-2000 Nozzle Cleaning Stations 1 year / 1 year
All other products 30 days from date purchaser purchases from seller. 30 days / NA
Automated Plasma 2 years / 1 year
CutMaster™ 3 years / 3 years
PakMaster® XL PLUS 3 years / 1 year
Drag-Gun® 1 year / 1 year
Drag-Gun Plus 2 years / 1 year
Torches 1 year / 1 year
Consoles, Control Equipment, Heat Exchangers and Accessory Equipment 1 year / 1 year
GTAW (TIG) & Multi-process Inverter Welding Equipment Parts / Labor
Scout®, Raider®, Explorer™
See the Engine Manufacturers’ Warranty
GMAW/FCAW (MIG) Welding Equipment Parts / Labor
Plasma Welding Equipment Parts / Labor
Ultima® 150
SMAW (Stick) Welding Equipment Parts / Labor
Dragster™ 85
160S, 300S, 400S
General Arc Equipment Parts / Labor
Gas Welding and Cutting Equipment Parts / Labor
MIG Torches and Arc Accessories Parts / Labor
Plasma Cutting Systems Parts / Labor
for Details
distributor
Page 39
GLOBAL CUSTOMER SERVICE CONTACT INFORMATION
Thermadyne USA
2800 Airport Road
Denton, TX 76207 USA
Telephone: (1) 940-566-2000
Fax: (1) 800-535-0557
Thermadyne Canada
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (1) 905-827-9777
Fax: (1) 905-827-9797
Thermadyne Europe
Europe Building
Chorley North Industrial Park
Chorley, Lancashire
England, PR6 7Bx
Telephone: (44) 1257-261755
Fax: (44) 1257-224800
Thermadyne Asia Sdn Bhd
Lot 151, Jalan Industri 3/5A
Rawang Integrated Industrial Park - Jln Batu Arang
48000 Rawang Selangor Darul Ehsan
West Malaysia
Telephone: 603+ 6092 2988
Fax : 603+ 6092 1085
Thermadyne Australia
71 Gower Street
Preston, Victoria
Australia, 3072
Telephone: 1300-654-674
Fax: 613+ 9474-7391
Thermadyne Italy
OCIM, S.r.L.
Via Benaco, 3
20098 S. Giuliano
Milan, Italy
Tel: (39) 02-98 80320
Fax: (39) 02-98 281773
Thermadyne, China
RM 102A
685 Ding Xi Rd
Chang Ning District
Shanghai, PR, 200052
Telephone: 86 21+6280-1273
Fax: 86 21+3226-0955
Thermadyne International
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (1) 905-827-9777
Fax: (1) 905-827-9797
Page 40

World Headquarters
Thermadyne Holdings Corporation
Suite 300, 16052 Swingley Ridge Road
St. Louis, MO. 63017
Telephone: (636) 728-3000
Fascimile: (636) 728-3010
Email: www.thermadyne.com
 Loading...
Loading...