

Page 1
MA NUAL E
ISTRUZIONE
GB EX PLAN ATION O F DANG ER, MA NDATORY AN D
PROHIBITION SIGNS.
I LEGENDA SEGNALI DI PERICOLO, D’OBBLIGO E DIVIETO.
F LÉGENDE SIGNAUX DE DANGER, D'OBLIGATION ET
D'INTERDICTION.
D L EGE ND E DER G EF AH RE N- , G EB OT S - U ND
VERBOTSZEICHEN.
E LEYENDA SEÑALES DE PELIGRO, DE OBLIGACIÓN Y
PROHIBICIÓN.
P LEGENDA DOS SINAIS DE PERIGO, OBRIGAÇÃO E
PROIBIDO.
NL LEGENDE SIGNALEN VAN GEVAAR, VERPLICHTING EN
VERBOD.
DK OVERSIGT OVER FARE, PLIGT OG FORBUDSSIGNALER.
SF VAROITUS, VELVOITUS, JA KIELTOMERKIT.
N SIGNALERINGSTEKST FOR FARE, FORPLIKTELSER OG
FORBUDT.
S BILDTEXT SYMBOLER FÖR FARA, PÅBUD OCH FÖRBUD.
GR ΛΕΖΑΝΤΑ ΣΗ ΜΑΤΩΝ ΚΙΝΔΥΝΟΥ, ΥΠ ΟΧΡΕ ΩΣΗΣ ΚΑΙ
ΑΠΑΓΟΡΕΥΣΗΣ.
RU ЛЕГЕНДА СИМВОЛОВ БЕЗОПАСНОСТИ, ОБЯЗАННОСТИ
И ЗАПРЕТА.
DANGER OF ELECTRIC SHOCK - PERICOLO SHOCK ELETTRICO - RISQUE DE CHOC ÉLECTRIQUE STROMSCHLAGGEFAHR - PELIGRO DESCARGA ELÉCTRICA - PERIGO DE CHOQUE ELÉTRICO - GEVAAR
ELEKTROSHOCK - FARE FOR ELEKTRISK STØD - SÄHKÖISKUN VAARA - FARE FOR ELEKTRISK STØT - FARA FÖR
ELEKTRISK STÖT - ΚΙΝΔΥΝΟΣ ΗΛΕΚΤΡΟΠΛΗΞΙΑΣ - ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ - ÁRAMÜTÉS
VESZÉLYE - PERICOL DE ELECTROCUTARE - NIEBEZPIECZEŃSTWO SZOKU ELEKTRYCZNEGO - NEBEZPEČÍ ZÁSAHU
ELEKTRICKÝM PROUDEM - NEBEZPEČENSTVO ZÁSAHU ELEKTRICKÝM PRÚDOM - NEVARNOST ELEKTRIČNEGA
UDARA - OPASNOST STRUJNOG UDARA - ELEKTROS SMŪGIO PAVOJUS - ELEKTRILÖÖGIOHT - ELEKTROŠOKA
BĪSTAMĪBA - ОПАСНОСТ ОТ ТОКОВ УДАР
DANGER OF WELDING FUMES - PERICOLO FUMI DI SALDATURA - DANGER FUMÉES DE SOUDAGE - GEFAHR DER
ENTWICKLUNG VON RAUCHGASEN BEIM SCHWEISSEN - PELIGRO HUMOS DE SOLDADURA - PERIGO DE FUMAÇAS DE
SOLDAGEM - GEVAAR LASROOK - FARE P.G.A. SVEJSEDAMPE - HITSAUSSAVUJEN VAARA - FARE FOR SVEISERØYK FARA FÖR RÖK FRÅN SVETSNING - ΚΙΝΔΥΝΟΣ ΚΑΠΝΩΝ ΣΥΓΚΟΛΛΗΣΗΣ - ОПАСНОСТЬ ДЫМОВ СВАРКИ - HEGESZTÉS
KÖVETKEZTÉBEN KELETKEZETT FÜST VESZÉLYE - PERICOL DE GAZE DE SUDURĂ - NIEBEZPIECZEŃSTWO OPARÓW
SPAWALNICZYCH - NEBEZPEČÍ SVAŘOVACÍCH DÝMŮ - NEBEZPEČENSTVO VÝPAROV ZO ZVÁRANIA - NEVARNOST
VARILNEGA DIMA - OPASNOST OD DIMA PRILIKOM VARENJA - SUVIRINIMO DŪMŲ PAVOJUS - KEEVITAMISEL SUITSU OHT
- METINĀŠANAS IZTVAIKOJUMU BĪSTAMĪBA - ОПАСНОСТ ОТ ПУШЕКА ПРИ ЗАВАРЯВАНЕ
DANGER OF EXPLOSION - PERICOLO ESPLOSIONE - RISQUE D'EXPLOSION - EXPLOSIONSGEFAHR - PELIGRO
EXPLOSIÓN - PERIGO DE EXPLOSÃO - GEVAAR ONTPLOFFING - SPRÆNGFARE - RÄJÄHDYSVAARA - FARE FOR
EKSPLOSJON - FARA FÖR EXPLOSION - ΚΙΝΔΥΝΟΣ ΕΚΡΗΞΗΣ - ОПАСНОСТЬ ВЗРЫВА - ROBBANÁS VESZÉLYE -
PERICOL DE EXPLOZIE - NIEBEZPIECZEŃSTWO WYBUCHU - NEBEZPEČÍ VÝBUCHU - NEBEZPEČENSTVO VÝBUCHU -
NEVAR NOST EKSPLOZIJE - OPASNOST OD EKSP LOZ IJE - SPROGIMO PAVOJ US - PLAHVATUSOHT SPRĀDZIENBĪSTAMĪBA - ОПАСНОСТ ОТ ЕКСПЛОЗИЯ
WEARING PROTECTIVE CLOTHING IS COMPULSORY -
VÊTEMENTS DE PROTECTION OBLIGATOIRE - DAS TRAGEN VON SCHUTZKLEIDUNG IST PFLICHT - OBLIGACIÓN DE
LLEVAR ROPA DE PROTECCIÓN - OBRIGATÓRIO O USO DE VESTUÁRIO DE PROTEÇÃO - VERPLICHT BESCHERMENDE
KLEDIJ TE DRAGEN - PLIGT TIL AT ANVENDE BESKYTTELSESTØJ - SUOJAVAATETUKSEN KÄYTTÖ PAKOLLISTA FORPLIKTELSE Å BRUKE VERNETØY - OBLIGATORISKT ATT BÄRA SKYDDSPLAGG - ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ
ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΕΝΔΥΜΑΤΑ - ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНУЮ ОДЕЖДУ - VÉDŐRUHA HASZNÁLATA KÖTELEZŐ
- FOLOSIREA ÎMBRĂCĂMINTEI DE PROTECŢIE OBLIGATORIE - NAKAZ NOSZENIA ODZIEŻY OCHRONNEJ- POVINNÉ
POUŽITÍ OCHRANNÝCH PROSTŘEDKŮ - POVINNÉ POUŽITIE OCHRANNÝCH PROSTRIEDKOV - OBVEZNO OBLECITE
ZAŠČITNA OBLAČILA - OBAVEZNO KORIŠTENJE ZAŠTITNE ODJEĆE - PRIVALOMA DĖVĖTI APSAUGINĘ APRANGĄ -
KOHUSTUSLIK KANDA KAITSERIIETUST - PIENĀKUMS ĢĒRBT AIZSARGTĒRPUS - ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА
ПРЕДПАЗНО ОБЛЕКЛО
WEARING PROTECTIVE GLOVES IS COMPULSORY - OBBLIGO INDOSSARE GUANTI PROTETTIVI - PORT DES GANTS DE
PROTECTION OBLIGATOIRE - DAS TRAGEN VON SCHUTZHANDSCHUHEN IST PFLICHT - OBLIGACIÓN DE LLEVAR
GUANTES DE PROTECCIÓN - OBRIGATÓRIO O USO DE LUVAS DE SEGURANÇA - VERPLICHT BESCHERMENDE
HANDSCHOENEN TE DRAGEN - PLIGT TIL AT BRUGE BESKYTTELSESHANDSKER - SUOJAKÄSINEIDEN KÄYTTÖ
PAKOLLISTA - FORPLIKTELSE Å BRUKE VERNEHANSKER - OBLIGATORISKT ATT BÄRA SKYDDSHANDSKAR -
ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΓΑΝΤΙΑ -
VÉDŐKESZTYŰ HASZNÁLATA KÖTELEZŐ - FOLOSIREA MĂNUŞILOR DE PROTECŢIE OBLIGATORIE - NAKAZ NOSZENIA
RĘKAWIC OCHRONNYCH - POVINNÉ POUŽITÍ OCHRANNÝCH RUKAVIC - POVINNÉ POUŽITIE OCHRANNÝCH RUKAVÍC OBVEZNO NADENITE ZAŠČITNE ROKAVICE - OBAVEZNO KORIŠTENJE ZAŠTITNIH RUKAVICA - PRIVALOMA MŪVĖTI
APSAUGINES PIRŠTINES - KOHUSTUSLIK KANDA KAITSEKINDAID - PIENĀKUMS ĢĒRBT AIZSARGCIMDUS ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНИ РЪКАВИЦИ
DANGER OF ULTRAVIOLET RADIATION FROM WELDING - PERICOLO RADIAZIONI ULTRAVIOLETTE DA SALDATURA DANGER RADIATIONS ULTRAVIOLETTES DE SOUDAGE - GEFAHR ULTRAVIOLETTER STRAHLUNGEN BEIM SCHWEISSEN
- PELIGRO RADIACIONES ULTRAVIOLETAS - PERIGO DE RADIAÇÕES ULTRAVIOLETAS DE SOLDADURA - GEVAAR
ULTRAVIOLET STRALEN VAN HET LASSEN - FARE FOR ULTRAVIOLETTE SVEJSESTRÅLER - HITSAUKSEN AIHEUTTAMAN
ULTRAVIOLETTISÄTEILYN VAARA - FARE FOR ULTRAFIOLETT STRÅLNING UNDER SVEISINGSPROSEDYREN - FARA FÖR
ULTRAVIOLETT STRÅLNING FRÅN SVETSNING - ΚΙΝΔΥΝΟΣ ΥΠΕΡΙΩΔΟΥΣ ΑΚΤΙΝΟΒΟΛΙΑΣ ΑΠΟ ΣΥΓΚΟΛΛΗΣΗ -
ОПАСНОСТЬ УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ СВАРКИ - HEGESZTÉS KÖVETKEZTÉBEN LÉTREJÖTT IBOLYÁNTÚLI
SUGÁRZÁS VESZÉLYE - PERICOL DE RADIAŢII ULTRAVIOLETE DE LA SUDURĂ - NIEBEZPIECZEŃSTWO
PROMIENIOWANIA NADFIOLETOWEGO PODCZAS SPAWANIA - NEBEZPEČÍ ULTRAFIALOVÉHO ZÁŘENÍ ZE SVAŘOVÁNÍ Í -
NEBEZPEČENSTVO ULTRAFIALOVÉHO ŽIARENIA ZO ZVÁRANIA - NEVARNOST SEVANJA ULTRAVIJOLIČNIH ŽARKOV
ZARADI VARJENJA - OPASNOST OD ULTRALJUBIČASTIH ZRAKA PRILIKOM VARENJA - ULTRAVIOLETINIO
SPINDULIAVIMO SUVIRINIMO METU PAVOJUS - KEEVITAMISEL ERALDUVA ULTRAVIOLETTKIIRGUSEOHT -
METINĀŠANAS ULTRAVIOLETĀ IZSTAROJUMA BĪSTAMĪBA - ОПАСНОСТ ОТ УЛТРАВИОЛЕТОВО ОБЛЪЧВАНЕ ПРИ
ЗАВАРЯВАНЕ
H A VESZÉLY, KÖTELEZETTSÉG ÉS TILTÁS JELZÉSEINEK
RO LE GEN D Ă I ND IC AT OA RE DE A V ER TI ZA RE A
PL OBJAŚNIENIA ZNAKÓW OSTRZEGAWCZYCH, NAKAZU I
CZ VYSVĚTLIVKY K SIGNÁLŮM NEBEZPEČÍ, PŘÍKAZŮM A
SK VYS VET LIVKY K SIGNÁ LOM NE BE ZPE ČENST VA,
SI LEGENDA SIGNALOV ZA NEVARNOST, ZA PREDPISANO IN
HR/SCG LEGENDA OZNAKA OPASNOSTI, OBAVEZA I
LT PAVOJAUS, PRIVALOMŲJŲ IR DRAUDŽIAMŲJŲ ŽENKLŲ
EE OHUD, KOHUSTUSED JA KEELUD.
LV BĪSTA MĪ BU , PIENĀKUM U UN AIZLIEGUMA ZĪ MJU
BG ЛЕГЕНДА НА ЗНАЦИТЕ ЗА ОПАСНОСТ, ЗАДЪЛЖИТЕЛНИ
OB
BLIGO INDOSSARE INDUMENTI PROTETTIVI - PORT DES
ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНЫЕ ПЕРЧАТКИ -
- 1 -
Cod. 953333
GB . . . . pag. 04 NL. . . . . pag. 40
I . . . . . . pag. 09 DK.. . . . pag. 46
F. . . . . . pag. 15 SF. . . . . pag. 52
D. . . . . . pag. 21 N. . . . . . pag. 58
E. . . . . . pag. 28 S. . . . . . pag. 63
P. . . . . . pag. 34 GR. . . . pag. 69
FELIRATAI.
PERICOLELOR, DE OBLIGARE ŞI DE INTERZICERE.
ZAKAZU.
ZÁKAZŮM.
PRÍKAZOM A ZÁKAZOM.
PREPOVEDANO.
ZABRANA.
PAAIŠKINIMAS.
PASKAIDROJUMI.
И ЗА ЗАБРАНА.
Page 2
WEARING A PROTECTIVE MASK IS COMPULSORY - OBBLIGO USARE MASCHERA PROTETTIVA - PORT
DU MASQUE DE PROTECTION OBLIGATOIRE - DER GEBRAUCH EINER SCHUTZMASKE IST PFLICHT OBLIGACIÓN DE USAR MÁSCARA DE PROTECCIÓN - OBRIGATÓRIO O USO DE MÁSCARA DE
PROTEÇÃO - VERPLICHT GEBRUIK VAN BESCHERMEND MASKER - PLIGT TIL AT ANVENDE
BESKYTTELSESMASKE - SUOJAMASKIN KÄYTTÖ PAKOLLISTA - FORPLIKTELSE Å BRUKE
VERNEBRILLER - OBLIGATORISKT ATT BÄRA SKYDDSMASK - ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ
ΠΡΟΣΤΑΤΕΥΤΙΚΗ ΜΑΣΚΑ - ОБЯЗАННОСТЬ ПОЛЬЗОВАТЬСЯ ЗАЩИТНОЙ МАСКОЙ - VÉDŐMASZK
HASZNÁLATA KÖTELEZŐ - FOLOSIREA MĂŞTII DE PROTECŢIE OBLIGATORIE - NAKAZ UŻYWANIA
MASKI OCHRONNEJ - POVINNÉ POUŽITÍ OCHRANNÉHO ŠTÍTU - POVINNÉ POUŽITIE OCHRANNÉHO
ŠTÍTU - OBVEZNOST UPORABI ZAŠČITNE MASKE - OBAVEZNO KORIŠTENJE ZAŠTITNE MASKE -
PRIVALOMA UŽSIDĖTI APSAUGINĘ KAUKĘ - KOHUSTUSLIK KANDA KAITSEMASKI - PIENĀKUMS
IZMANTOT AIZSARGMASKU - ЗАДЪЛЖИТЕЛНО ИЗПОЛЗВАНЕ НА ПРЕДПАЗНА ЗАВАРЪЧНА МАСКА
USERS OF VITAL ELECTRICAL AND ELECTRONIC DEVICES MUST NOT USE THE WELDING MACHINE VIETATO L’USO DELLA SALDATRICE AI PORTATORI DI APPARECCHIATURE ELETTRICHE ED
ELETTRONICHE VITALI - UTILISATION DU POSTE DE SOUDAGE INTERDIT AUX PORTEURS D'APPAREILS
ÉLECTRIQUES ET ÉLECTRONIQUES MÉDICAUX - TRÄGERN LEBENSERHALTENDER ELEKTRISCHER
UND ELEKTRONISCHER GERÄTE IST DER GEBRAUCH DER SCHWEISSMASCHINE UNTERSAGT PROHIBIDO EL USO DE LA SOLDADORA A LOS PORTADORES DE APARATOS ELÉCTRICOS Y
ELECTRÓNICOS VITALES - È PROIBIDO O USO DA MÁQUINA DE SOLDA POR PORTADORES DE
APARELHAGENS ELÉTRICAS E ELETRÔNICAS VITAIS - HET GEBRUIK VAN DE LASMACHINE IS
VERBODEN AAN DE DRAGERS VAN VITALE ELEKTRISCHE EN ELEKTRONISCHE APPARATUUR - DET ER
FORBUDT FOR DEM, DER ANVENDER LIVSVIGTIGT ELEKTRISK OG ELEKTRONISK APPARATUR, AT
BENYTTE SVEJSEMASKINEN - HITSAUSKONEEN KÄYTTÖ KIELLETTY HENKILÖILLE, JOILLA ON
ELIMISTÖÖN ASENNETTU SÄHKÖINEN TAI ELEKTRONINEN LAITE - FORBUDT Å BRUKE
SVEISEBRENNEREN FOR PERSONER SOM BRUKER LIVSVIKTIGE ELEKTRISKE OG ELEKTRONISKE
APPARATER - FÖRBJUDET FÖR PERSONER SOM BÄR ELEKTRISKA OCH ELEKTRONISKA
LIVSUPPEHÅLLANDE APPARATER ATT ANVÄNDA SVETSEN - ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΟΥ
ΣΥΓΚΟΛΛΗΤΗ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝ ΗΛΕΚΤΡΙΚΕΣ ΚΑΙ ΗΛΕΚΤΡΟΝΙΚΕΣ ΣΥΣΚΕΥΕΣ ΖΩΤΙΚΗΣ
ΣΗ ΜΑΣ ΙΑ Σ - ЗАП РЕЩ АЕТСЯ И СПОЛЬЗО ВАНИ Е СВАРОЧН ОГО АПП АРАТА ЛИ ЦАМ С
ЖИЗНЕННОВАЖНОЙ ЭЛЕКТРИЧЕСКОЙ И ЭЛЕКТРОННОЙ АППАРАТУРЫ - TILOS A HEGESZTŐGÉP
HASZNÁLATA MINDAZOK SZÁMÁRA, AKIK SZERVEZETÉBEN ÉLETFENNTARTÓ ELEKTROMOS VAGY
ELEKTRONIKUS KÉSZÜLEK VAN BEÉPÍTVE- SE INTERZICE FOLOSIREA APARATULUI DE SUDURĂ DE
CĂTRE PERSOANE PURTĂTOARE DE APARATURĂ ELECTRICĂ ŞI ELECTRONICĂ VITALE -
ZABRONIONE JEST UŻYWANIE SPAWARKI OSOBOM STOSUJĄCYM URZĄDZENIA ELEKTRYCZNE I
ELEKTRONICZNE WSPOMAGAJĄCE FUNKCJE ŻYCIOWE - ZÁKAZ POUŽITÍ SVAŘOVACÍHO PŘÍSTROJE
NOSITELŮM ELEKTRICKÝCH A ELEKTRONICKÝCH ŽIVOTNĚ DŮLEŽITÝCH ZAŘÍZENÍ - ZÁKAZ
POUŽÍVANIA ZVÁRACIEHO PRÍSTROJA OSOBÁM POUŽÍVAJÚCIM ELEKTRICKÉ A ELEKTRONICKÉ
ŽIVOTNE DÔLEŽITÉ ZARIADENIA - PREPOVEDANA UPORABA VARILNE NAPRAVE ZA OSEBE, KI
UPORABLJAJO ELEKTRIČNE IN ELEKTRONSKE ŽIVLJENJSKO POMEMBNE NAPRAVE - ZABRANJENO
JE KORIŠTENJE STROJA ZA VARENJE NOSITELJIMA ELEKTRIČNIH I ELEKTRONSKIH APARATA ASMENIMS, SU GYVYBIŠKAI SVARBIAIS ELEKTRINIAIS AR ELEKTRONINIAIS PRIETAISAIS, SUVIRINIMO
APARATU NAUDOTIS DRAUDŽIAMA - KEEVITUSAPARAADI KASUTAMINE ON KEELATUD ISIKUTELE,
KES KANNAVAD MEDITSIINILISI ELEKTRIINSTRUMENTI JA ELUSTAMISSEADMEID - ELEKTRISKO VAI
ELEKTRONISKO MEDICĪNISKO IERĪČU LIETOTĀJIEM IR AIZLIEGTS IZMANTOT METINĀŠANAS
APARĀTU - ЗАБРАНЕНО Е ИЗПОЛЗВАНЕТО НА ЕЛЕКТРОЖЕНА ОТ ЛИЦА - НОСИТЕЛИ НА
ЕЛЕКТРИЧЕСКИ И ЕЛЕКТРОННИ МЕДИЦИНСКИ УСТРОЙСТВА
DANGER OF NON-IONISING RADIATION - PERICOLO RADIAZIONI NON IONIZZANTI - DANGER
RADIATIONS NON IONISANTES - GEFAHR NICHT IONISIERENDER STRAHLUNGEN - PELIGRO
RADIACIONES NO IONIZANTES - PERIGO DE RADIAÇÕES NÃO IONIZANTES - GEVAAR NIET
IONISERENDE STRALEN - FARE FOR IKKE-IONISERENDE STRÅLER - IONISOIMATTOMAN SÄTEILYN
VAARA - FARE FOR UJONISERT STRÅLNING - FARA FÖR ICKE JONISERANDE - ΚΙΝΔΥΝΟΣ ΜΗ
ΙΟΝΙΖΟΝΤΩΝ ΑΚΤΙΝΟΒΟΛΙΩΝ - ОПАСНОСТЬ НЕ ИОНИЗИРУЮЩЕЙ РАДИАЦИИ - NEM INOGEN
SUGÁRZÁS VESZÉLYE - PERICOL DE RADIAŢII NEIONIZANTE - ZAGRO ENIE PROMIENIOWANIEM
NIEJONIZUJĄCYM - NEBEZPEČÍ NEIONIZUJÍCÍHO ZÁŘENÍ - NEBEZPEČENSTVO NEIONIZUJÚCEHO
ZARIADENIA - NEVARNOST NEJONIZIRANEGA SEVANJA - OPASNOST NEJONIZIRAJUĆIH ZRAKA -
NEJONIZUOTO SPINDULIAVIMO PAVOJUS - MITTEIONISEERITUDKIIRGUSTE OHT - NEJONIZĒJOŠA
IZSTAROJUMA BĪSTAMĪBA - ОПАСТНОСТ ОТ НЕ ЙОНИЗИРАНО ОБЛЪЧВАНЕ
GENERAL HAZARD - PERICOLO GENERICO - DANGER GÉNÉRIQUE - GEFAHR ALLGEMEINER ART PELIGRO GENÉRICO - PERIGO GERAL - ALGEMEEN GEVAAR - ALMEN FARE - YLEINEN VAARA GENERISK FARE STRÅLNING - ALLMÄN FARA - ΓΕΝΙΚΟΣ ΚΙΝΔΥΝΟΣ - ОБЩАЯ ОПАСНОСТЬ -
ÁLTALÁNOS VESZÉLY - PERICOL GENERAL - OGÓLNE NIEBEZPIECZEŃSTWO - VŠEOBECNÉ
NEBEZPEČÍ -VŠEOBECNÉ NEBEZPEČENSTVO - SPLOŠNA NEVARNOST - OPĆA OPASNOST - BENDRAS
PAVOJUS - ÜLDINE OHT - VISPĀRĪGA BĪSTAMĪBA - ОБЩИ ОПАСТНОСТИ
WARNING: MOVING PARTS - ATTENZIONE ORGANI IN MOVIMENTO - ATTENTION ORGANES EN
MOUVEMENT - VORSICHT BEWEGUNGSELEMENTE - ATENCIÓN ÓRGANOS EN MOVIMIENTO - CUIDADO
ÓRGÃOS EM MOVIMENTO - OPGELET ORGANEN IN BEWEGING - PAS PÅ DELE I BEVÆGELSE - VARO
LIIKKUVIA OSIA - ADVARSEL: BEVEGELIGE DELER - VARNING FÖR ORGAN I RÖRELSE -ΠΡΟΣΟΧΗ
ΟΡΓΑΝΑ ΣΕ ΚΙΝΗΣΗ - ВНИМАНИЕ, ЧАСТИ В ДВИЖЕНИИ - VIGYÁZAT: GÉPALKATRÉSZEK MOZGÁSBAN
VANNAK - ATENŢIE PIESE ÎN MIŞCARE - UWAGA: RUCHOME CZĘŚCI MASZYNY - POZOR NA
POHYBUJÍCÍ SE SOUČÁSTI - POZOR NA POHYBUJÚCE SA SÚČASTI - POZOR, NAPRAVE DELUJEJO POZOR DIJELOVI U POKRETU - DĖMESIO! JUDANČIOS DETALĖS - TÄHELEPANU! LIIKUVAD
MASINAOSAD - UZMANĪBU KUSTĪGĀS DAĻAS - ВНИМАНИЕ ДВИЖЕЩИ СЕ МЕХАНИЗМИ
- 2 -
Ż
Page 3
MIND YOUR HANDS, MOVING PARTS - ATTENZIONE ALLE MANI, ORGANI IN MOVIMENTO - ATTENTION
AUX MAINS, ORGANES EN MOUVEMENT - AUF DIE HÄNDE ACHTEN, BEWEGUNGSELEMENTE ATENCIÓN A LAS MANOS, ÓRGANOS EN MOVIMIENTO - CUIDADO COM AS MÃOS, ÓRGÃOS EM
MOVIMENTO - OPGELET VOOR DE HANDEN, ORGANEN IN BEWEGING - PAS PÅ HÆNDERNE, DELE I
BEVÆGELSE - SUOJAA KÄDET LIIKKUVILTA OSILTA - FORSIKTIG MED HENDENE, BEVEGELIGE DELER AKTA HÄNDERNA, ORGAN I RÖRELSE - ΠΡΟΣΟΧΗ ΣΤΑ ΧΕΡΙΑ, ΟΡΓΑΝΑ ΣΕ ΚΙΝΗΣΗ - ОПАСНОСТЬ ДЛЯ
РУК, ЧАСТИ В ДВИЖЕНИИ - VIGYÁZAT A KEZEKRE, GÉPALKATRÉSZEK MOZGÁSBAN VANNAKATENŢIE LA MÂINI, PIESE ÎN MIŞCARE - CHRONIĆ RĘCE PRZED RUCHOMYMI CZĘŚCIAMI MASZYNY -
POZOR NA RUCE, POHYBUJÍCÍ SE SOUČÁSTI - POZOR NA RUKY, POHYBUJÚCE SA SÚČASTI - PAZITE
NA ROKE, NAPRAVE DELUJEJO - POZOR SA RUKAMA, DIJELOVI U POKRETU - SAUGOTI RANKAS,
JUDANČIOS DETALĖS - TÄHELEPANU KÄTELE, LIIKUVAD MASINAOSAD - UZMANĪBU KUSTĪGĀS DAĻAS
- UZMANĪBU SEKOJIET TAM, LAI ROKAS NEPIESKARTOS KUSTĪGAJĀM DAĻĀM - UZMANĪBU SEKOJIET
TAM, LAI ROKAS NEPIESKARTOS KUSTĪGAJĀM DAĻĀM - ВНИМАНИЕ ПАЗЕТЕ РЪЦЕТЕ ОТ
ДВИЖЕЩИТЕ СЕ МЕХАНИЗМИ
Symbol indicating separation of electrical and electronic appliances for refuse collection. The user is not
allowed to dispose of these appliances as solid, mixed urban refuse, and must do it through authorised
refuse collection centres. - Simbolo che indica la raccolta separata delle apparecchiature elettriche ed
elettroniche. L'utente ha l'obbligo di non smaltire questa apparecchiatura come rifiuto municipale solido
misto, ma di rivolgersi ai centri di raccolta autorizzati. - Symbole indiquant la collecte différenciée des
ménagers solides mixtes, mais doit s'adresser à un centre de collecte autorisé. - Symbol für die getrennte Erfassung
elektrischer und elektronischer Geräte. Der Benutzer hat pflichtgemäß dafür zu sorgen, daß dieses Gerät nicht mit
dem gemischt erfaßten festen Siedlungsabfall entsorgt wird. Stattdessen muß er eine der autorisierten
Entsorgungsstellen einschalten. - Símbolo que indica la recogida por separado de los aparatos eléctricos y
electrónicos. El usuario tiene la obligación de no eliminar este aparato como desecho urbano sólido mixto, sino de
dirigirse a los centros de recogida autorizados. - Símbolo que indica a reunião separada das aparelhagens eléctricas
e electrónicas. O utente tem a obrigação de não eliminar esta aparelhagem como lixo municipal sólido misto, mas
deve procurar os centros de recolha autorizados. - Symbool dat wijst op de gescheiden inzameling van elektrische
en elektronische toestellen. De gebruiker is verplicht deze toestellen niet te lozen als gemengde vaste stadsafval,
maar moet zich wenden tot de geautoriseerde ophaalcentra. - Symbol, der står for særlig indsamling af elektriske og
elektroniske apparater. Brugeren har pligt til ikke at bortskaffe dette apparat som blandet, fast byaffald; der skal
rettes henvendelse til et autoriseret indsamlingscenter. - Symboli, joka ilmoittaa sähkö- ja elektroniikkalaitteiden
erillisen keräyksen. Käyttäjän velvollisuus on kääntyä valtuutettujen keräyspisteiden puoleen eikä välittää laitetta
kunnallisena sekajätteenä. - Symbol som angir separat sortering av elektriske og elektroniske apparater. Brukeren
må oppfylle forpliktelsen å ikke kaste bort dette apparatet sammen med vanlige hjemmeavfallet, uten henvende seg
til autoriserte oppsamlingssentraler. - Symbol som indikerar separat sopsortering av elektriska och elektroniska
apparater. Användaren får inte sortera denna anordning tillsammans med blandat fast hushållsavfall, utan måste
vända sig till en auktoriserad insamlingsstation. - Σύμβολο που δείχνει τη διαφοροποιημένη συλλογή των
ηλεκτρικών κια ηλεκτρονικών συσκευών. Ο χρήστης υποχρεούται να μην διοχετεύει αυτή τη συσκευή σαν μικτό
στερεό αστικό απόβλητο, αλλά να απευθύνεται σε εγκεκριμένα κέντρα συλλογής. - Символ, указывающий на
раздельный сбор электрического и электронного оборудования. Пользователь не имеет права выбрасывать
данное оборудование в качестве смешанного твердого бытового отхода, а обязан обращаться в
специализированные центры сбора отходов. - Jelölés, mely az elektromos és elektronikus felszerelések
szelektív hulladékgyűjtését jelzi. A felhasználó köteles ezt a felszerelést nem a városi törmelékhulladékkal
együttesen gyűjteni, hanem erre engedéllyel rendelkező hulladékgyűjtő központhoz fordulni. - Simbol ce indică
depozitarea separată a aparatelor electrice şi electronice. Utilizatorul este obligat să nu depoziteze acest aparat
împreună cu deşeurile solide mixte ci să-l predea într-un centru de depozitare a deşeurilor autorizat. - Symbol, który
oznacza sortowanie odpadów aparatury elektrycznej i elektronicznej. Zabrania się likwidowania aparatury jako
mieszanych odpadów miejskich stałych, obowiązkiem użytkownika jest skierowanie się do autoryzowanych
ośrodków gromadzących odpady. - Symbol označující separovaný sběr elektrických a elektronických zařízení.
Uživatel je povinen nezlikvidovat toto zařízení jako pevný smíšený komunální odpad, ale obrátit se s ním na
autorizované sběrny. - Symbol označujúci separovaný zber elektrických a elektronických zariadení. Užívateľ nesmie
likvidovať toto zariadenie ako pevný zmiešaný komunálny odpad, ale je povinný doručiť ho do autorizovaný zberní. Simbol, ki označuje ločeno zbiranje električnih in elektronskih aparatov. Uporabnik tega aparata ne sme zavreči kot
navaden gospodinjski trden odpadek, ampak se mora obrniti na pooblaščene centre za zbiranje. - Simbol koji
označava posebno sakupljanje električnih i elektronskih aparata. Korisnik ne smije odložiti ovaj aparat kao običan
kruti otpad, već se mora obratiti ovlaštenim centrima za sakupljanje. - Simbolis, nurodantis atskirų nebenaudojamų
elektrinių ir elektroninių prietaisų surinkimą. Vartotojas negali išmesti šių prietaisų kaip mišrių kietųjų komunalinių
atliekų, bet privalo kreiptis į specializuotus atliekų surinkimo centrus. - Sümbol, mis tähistab elektri- ja
elektroonikaseadmete eraldi kogumist. Kasutaja kohustuseks on pöörduda volitatud kogumiskeskuste poole ja
mitte käsitleda seda aparaati kui munitsipaalne segajääde. - Simbols, kas norāda uz to, ka utilizācija ir jāveic
atsevišķi no citām elektriskajām un elektroniskajām ierīcēm. Lietotāja pienākums ir neizmest šo aparatūru
municipālajā cieto atkritumu izgāztuvē, bet nogādāt to pilnvarotajā atkritumu savākšanas centrā. - Символ, който
означава разделно събиране на електрическата и електронна апаратура. Ползвателят се задължава да не
изхвърля тази апаратура като смесен твърд отпадък в контейнерите за смет, поставени от общината, а трябва
да се обърне към специализираните за това центрове.
appareils électriques et électroniques. L'utilisateur ne peut éliminer ces appareils avec les déchets
- 3 -
Page 4
_______________(GB)_____________
INSTRUCTION MANUAL
WARNING! BEFORE USING THE WELDING MACHINE READ
THE INSTRUCTION MANUAL CAREFULLY.
CONTINUOUS WIRE WELDING MACHINE FOR MIG/MAG-FLUX,
TIG, MMA ARC WELDING DESIGNED FOR INDUSTRIAL AND
PROFESSIONAL USE.
Note: In the following text the term “welding machine" will be
used.
1. GENERAL SAFETY CONSIDERATIONS FOR ARC WELDING
The operator should be properly trained to use the welding
machine safely and should be informed about the risks related to
arc welding procedures, the associated protection measures and
emergency procedures.
(Refer also to the “IEC TECHNICAL SPECIFICATION or CLC/TS
62081”: INSTALLATION AND USE OF EQUIPMENT FOR ARC
WELDING).
- Avoid direct contact with the welding circuit: the no-load
voltage supplied by the welding machine can be dangerous
under certain circumstances.
- When the welding cables are being connected or checks and
repairs are carried out the welding machine should be
switched off and disconnected from the power supply outlet.
- Switch off the welding machine and disconnect it from the
power supply outlet before replacing consumable torch parts.
- Make the electrical connections and installation according to
the safety rules and legislation in force.
- The welding machine should be connected only and
exclusively to a power source with the neutral lead connected
to earth.
- Make sure that the power supply plug is correctly connected
to the earth protection outlet.
- Do not use the welding machine in damp or wet places and do
not weld in the rain.
- Do not use cables with worn insulation or loose connections.
- Do not weld on containers or piping that contains or has
contained flammable liquid or gaseous products.
- Do not operate on materials cleaned with chlorinated solvents
or near such substances.
- Do not weld on containers under pressure.
- Remove all flammable materials (e.g. wood, paper, rags etc.)
from the working area.
- Provide adequate ventilation or facilities for the removal of
welding fumes near the arc; a systematic approach is needed
in evaluating the exposure limits for the welding fumes, which
will depend on their composition, concentration and the
length of exposure itself.
- Keep the gas bottle away from heat sources, including direct
sunlight.
stopping in the vicinity of areas where this welding machine is
used.
Users of vital electrical or electronic devices should not
use the welding machine.
- This welding machine complies with the requirements of the
technical standard for the product for use only and exclusively
in industrial environments and for professional purposes. It is
not guaranteed to meet electromagnetic compatibility
requirements in the home.
EXTRA PRECAUTIONS
WELDING OPERATIONS:
- In environments with increased risk of electric shock;
- In confined spaces;
- In the presence of flammable or explosive materials;
MUST BE evaluated in advance by an “Expert supervisor”
and must always be carried out in the presence of other
people trained to intervene in emergencies.
Technical protection measures MUST BE taken as described
in 5.10; A.7; A.9. of the “IEC TECHNICAL SPECIFICATION or
CLC/TS 62081”.
- Welding MUST NOT be allowed if the welding machine or wire
feeder is supported by the operator (e.g. using belts).
- The operator MUST NOT BE ALLOWED to weld in raised
positions unless safety platforms are used.
- VOLTAGE BETWEEN ELECTRODE HOLDERS OR TORCHES:
working with more than one welding machine on a single piece
or on pieces that are connected electrically may generate a
dangerous accumulation of no-load voltage between two
different electrode holders or torches, the value of which may
reach double the allowed limit.
An expert coordinator must use measuring instruments to
determine the existence of a risk and should take suitable
protection measures as detailed in 5.9 of the “IEC TECHNICAL
SPECIFICATION or CLC/TS 62081”.
RESIDUAL RISKS
- OVERTURNING: position the welding machine on a horizontal
surface that is able to support the weight: otherwise (e.g.
inclined or uneven floors etc.) there is danger of overturning.
- IMPROPER USE: it is hazardous to use the welding machine
for any work other than that for which it was designed (e.g. deicing mains water pipes).
- MOVING THE WELDING MACHINE: always secure the gas
bottle, taking suitable precautions so that it cannot fall
accidentally.
The safety guards and moving parts of the covering of the
welding machine and of the wire feeder should be in their proper
positions before connecting the welding machine to the power
supply.
,
*
- Use adequate electrical insulation with regard to the electrode,
the work piece and any (accessible) earthed metal parts in the
vicinity.
This is normally achieved by wearing gloves, shoes, head
coverings and clothing designed for this purpose and by
using insulating platforms or mats.
- Always protect your eyes using masks or helmets with special
actinic glass.
Use special fire-resistant protective clothing and do not allow
the skin to be exposed to the ultraviolet and infrared rays
produced by the arc; other people in the vicinity of the arc
should be protected by shields of non-reflecting curtains.
- Noise level: If particularly intensive welding operations cause
a personal daily exposure level (LEPd) that is greater than or
equal to 85db(A), the use of suitable personal protectors is
compulsory.
- The electromagnetic fields generated by the welding process
may interfere with the operation of electrical and electronic
equipment.
Users of vital electrical or electronic devices (e.g. pace-
makers, respirators etc.) should consult a doctor before
)
WARNING! Any manual operation carried out on the moving parts
of the wire feeder, for example:
- Replacing rollers and/or the wire guide;
- Inserting wire in the rollers;
- Loading the wire reel;
- Cleaning the rollers, the gears and the area underneath them
- Lubricating the gears
SHOULD BE CARRIED OUT WITH THE WELDING MACHINE
SWITCHED OFF AND DISCONNECTED FROM THE POWER
SUPPLY OUTLET.
2. I NT RO D U C T I O N AND GE NE RA L DESCRIPTION
INTRODUCTION
These single phase welding machines are power sources based on
state-of-the-art IGBT inverter technology with completely digital
control, and are equipped with an integrated wire feeder.
The welding machines can be used for high quality welding in
continuous synergic MIG/MAG, TIG and MMA and in pulsed synergic
MIG/MAG when included.
The wire feeder is equipped with a 2-roller motorised wire puller unit
with independent adjustment of pulling pressure. The digital control
panel is integrated with the microprocessor adjustment board and it
contains fundamentally three condensed functions:
a) PARAMETER SETTINGS AND ADJUSTMENTS
- 4 -
Page 5
With this user interface it is possible to set and adjust the operating welding machine can supply during welding
parameters, select previously stored programs, view parameter
status and values on the display.
b) RECALLING PRE-STORED SYNERGIC PROGRAMS FOR MIG-
MAG WELDING
These programs are pre-defined and stored by the manufacturer
(so cannot be modified); when the user recalls one of these
programs, he can select a specific job point (corresponding to a set
of various independent welding parameters), adjusting a single
magnitude. With this SYNERGY concept, it is very easy to obtain
the ideal adjustment for the welding machine according to each
individual operating condition.
c) STORING/RECALLING CUSTOMISED PROGRAMS
This function is available when working within a synergic program
and also when in manual mode (in this case the setting for all the
welding parameters is at the discretion of the operator). This mode
of operation allows the user to store and later recall a specific
welding procedure.
This welding machine is designed for use with the SPOOL GUN torch,
used for welding aluminium and steel when the power source and
piece to be welded are far apart.
METAL WELDABILITY
MIG/MAG-FLUX:The welding machine is suitable for MIG welding of
aluminium and its alloys, MIG brazing is typically carried out on
galvanised plate and MAG welding on carbon, low alloy and stainless
steels. It is also possible to weld Flux with tubular wire, without
protective gas (self-shielding) by adjusting the torch polarity according
to the instructions given by the wire manufacturer.
MIG welding of aluminium and its alloys should be carried out using
flux core wire with a composition that is compatible with the material
being welded and pure Ar (99.9%) protective gas.
MIG brazing can be carried out, typically, on galvanised plate using flux
core wire in copper alloy (e.g. copper silicon or copper aluminium) with
pure Ar (99.9%) protective gas.
MAG welding of carbon and low alloy steel should be carried out using
flux core or tubular wire with a composition that is compatible with the
material being welded and CO and Ar/CO or Ar/CO /O mixtures as
the protective gas (Ar-Argon normally > 80%).
For welding stainless steel Ar/O or Ar/CO gas mixtures are normally
used (Ar normally> 98%).
TIG: The welding machine is suitable for TIG welding in direct current
(DC) with Lift arc strike, and is suitable for use with all steels (carbon,
low and high alloys) and heavy metals (copper, nickel, titanium and
their alloys) with pure Ar (99.9%) protective gas or, for particular
operations, using Argon/Helium mixtures.
MMA: The welding machine is suitable for MMA electrode welding in
direct current (DC) with all types of coated electrodes.
MAIN FEATURES:
- Power supply voltage monitor.
- Spot, 2/4-stroke operation.
- Automatic torch recognition.
- Regulation of wire slope up, post-gas time, wire burn-back time.
- Memorizzazione/Richiamo di programmi personalizzati.
- Ready for use with SPOOL GUN torch.
- Thermostatic protection.
- Inversione della polarità (Saldatura FLUX)
OPTIONAL ACCESSORIES
- Adapter for ARGON IT bottle.
- Trolley
- Manual remote control 1 pot.
- Manual remote control 2 pot.
- Connecting cables kit.
- Aluminium welding kit.
- Tubular wire welding kit.
- Welding kit MMA.
- Welding kit TIG DC.
- MIG torch.
- TIG torch.
3. TECHNICAL DATA
DATA PLATE
The most important data regarding use and performance of the
welding machine are summarised on the rating plate and have the
following meaning:
1- EUROPEAN standard of reference, for safety and construction of
arc welding machines.
2- Symbol for internal structure of the welding machine.
3- Symbol for welding procedure provided.
4- Symbol S: indicates that welding operations may be carried out in
environments with heightened risk of electric shock (e.g. very close
to large metallic volumes).
5- Symbol for power supply line:
1~: single phase alternating voltage
3~: 3-phase alternating voltage
6- Protection rating of the covering.
7- Technical specifications for power supply line:
- U : Alternating voltage and power supply frequency of welding
1
machine (allowed limit ±10%):
- I : Maximum current absorbed by the line.
1 max
- I : : effective current supplied
1eff
8- Performance of the welding circuit:
- U : maximum no-load voltage (open welding circuit).
0
- I /U : current and corresponding normalised voltage that the
2 2
2 2 2 2
2 2
Fig. A
- X : Duty cycle: indicates the time for which the welding machine
can supply the corresponding current (same column). It is
expressed as %, based on a 10 min. cycle (e.g. 60% = 6 minutes
working, 4 minutes pause, and so on).
If the usage factors (on the plate, referring to a 40°C
environment) are exceeded, the thermal safeguard will trigger
(the welding machine will remain in standby until its temperature
returns within the allowed limits).
- A/V-A/V: shows the range of adjustment for the welding current
(minimum maximum) at the corresponding arc voltage.
9- Manufacturer's serial number for welding machine identification
(indispensable for technical assistance, requesting spare parts,
discovering product origin).
10- : Size of delayed action fuses to be used to protect the
power line
11- Symbols referring to safety regulations, whose meaning is given in
chapter 1 “General safety considerations for arc welding”.
Note: The data plate shown above is an example to give the meaning of
the symbols and numbers; the exact values of technical data for the
welding machine in your possession must be checked directly on the
data plate of the welding machine itself.
OTHER TECHNICAL DATA
- WELDING MACHINE: see table 1 (TAB.1)
- MIG TORCH: see table 2 (TAB.2)
- TIG TORCH: see table 3 (TAB.3)
- ELECTRODE HOLDER: see table 4 (TAB.4)
The welding machine weight is shown in table 1 (TAB. 1)
4. DESCRIPTION OF THE WELDING MACHINE
CONTROL, ADJUSTMENT AND CONNECTION DEVICES
Welding machine (FIG.B)
on the front side:
1- Control panel (see description).
2- Fast negative socket (-) for welding power cable (Earth cable for
MIG and MMA, torch cable for TIG).
3- Fast positive socket (+) for earth cable for TIG welding.
on the back side:
4- Centralized connection for MIG torch (Euro).
5- 14-pin connector for remote control connection (optional).
on the back side:
6- Main ON/OFF switch.
7- Gas tube connection (bottle) for TIG welding.
8- Power cable with cable block.
reel compartment
9- Positive terminal (+).
10- Negative terminal (-).
N.B. polarity inversion for FLUX welding (no gas)
WELDING MACHINE CONTROL PANEL (FIG. C)
The control panel is available (in other words, the controls and signals
are active) only if the generator is NOT CONNECTED to the wire
feeder. Otherwise, the control modes automatically pass to the wire
feeding panel, and the word "feed" will be appear on the source display
(4).
1- LED indicating alarm (machine output is blocked). An alarm
message will appear on the display (4).
The machine will automatically be restored when the cause for the
alarm has ceased.
2- LED indicating power present at output (output on).
3- Indicator LED for PROGRAMMING WELDING MACHINE.
4- 3-digit alphanumeric display . Directions:
- Welding current in amperes.
The value shown is the set value if the welding machine is
loadless, while it is the actual value during operation.
- an alarm message with the following code:
"AL. 1" : The safety thermostat in the primary circuit has
"AL. 2" : One of the safety thermostats has triggered due to
"AL. 3" : Fault in primar y power supply: the power supply
"AL. 4": Fault in primary power supply: under voltage
"AL. 7" : There has been an attempt at a MIG/MAG weld with a
"AL. 8": Fault in MIG/MAG welding circuit (only MIG Pulse
4a, 4b, 4c, 4d, 4e- LED indicating current measurement unit
(amps, volts, seconds, percent metres/minutes).
5- Encoder control knob.
Used to regulate the welding current.
6- Key for recalling (LOAD) customised welding programs.
7- Key for saving (STORE) customised welding programs.
8- Key for selecting welding procedure.
When this key is pressed the LED corresponding to the desired
welding mode lights up:
triggered due to overheating in the machine (only MIG
Pulse version).
machine overheating.
voltage is 15% above or below the rating plate value.
WARNING: Exceeding the upper voltage limit, as
above, will cause serious damage to the device.
safeguard on power line triggered (only MIG Pulse
version).
current that is too high for the power source.
version). WARNING: In this case, to restore the
system it is necessary to switch the device off and on
again.
- : MIG/MAG in PULSE ARC (where provided).
- 5 -
Page 6
- : MIG/MAG/FLUX in SHORT/SPRAY ARC.
- : MMA electrode.
- : TIG-DC with LIFT strike.
9- Key for selecting welding process.
When the machine is in MIG/MAG/FLUX mode it is possible to
choose between 2-stroke and 4-stroke control or with spotwelding timer ( SPOT).
10- Key for selecting type of material.
Sets the operating mode according to the material or the
procedure.
Only active if in synergy (13).
11- Key for selecting wire diameter is used for setting wire
diameter. For a diameter of 1.2mm it is necessary to press the
button until both LED's corresponding to diameters of 0.6 and
0.8mm light up.
Only active if in synergy (13).
12- Key for selecting remote control.
- When LED is on, the controls on the welding machine
panel are enabled.
- When LED is on, adjustments can only be carried out by
the remote control:
a) single potentiometer control: replaces encoder operation
(5).
b) control with two potentiometers: replaces encoder
operation (5) and the auxiliary parameter function.
c) pedal remote control: replaces encoder operation (5) in TIG
mode.
13- Key for selecting synergy welding. To set synergy operation of
the machine in MIG/MAG welding it is necessary to press the
button.
WARNING! Even though the machine allows you to set every
welding parameter freely, there are par ticular parameter
combinations that may have no meaning from the electrical or
welding point of view. The welding machine will not break down
however, but it may not operate according to the incorrect setting.
14- Key for selecting welding parameters.
Pressing the key repeatedly will light up one of the LED's from
(14a) to (14i) associated with a specific parameter. The setting for
the value of each activated parameter is made using the
ENCODER (5) and is shown on the display (4).
Note: Parameters that cannot be modified by the operator,
depending on whether you are working with a synergy programme
or in manual mode, are automatically excluded from the selection;
the corresponding LED will not light up.
14a- parameter 1: Selects the welding voltage. In
MIG/MAG/FLUX it regulates the welding voltage in Volts or the
arc correction in synergy (only for MIG/MAG).
During welding it displays the power source output voltage.
14b- parameter 2: Sets the wire feed rate or welding
current. In
MIG/MAG/FLUX it is the wire feed rate in metres per minute. In
MMA it is the welding current in amps. During welding it displays
the power source output current.
14c- parameter 3: Arc force or Electronic reactance. In
MMA it is arc force or arc penetration regulation. In
MIG/MAG/FLUX it has a similar meaning but is called electronic
reactance.
14d- parameter 4: Acceleration slope-up: In
MIG/MAG/FLUX it regulates the gradient of the acceleration
slope-up of the wire feeder moter.
14e- parameter 5: Burn-back time in MIG/MAG/FLUX it
regulates the time interval elapsing between when the wire
stops and the output current falls to zero.
14f- parameter 6: Postgas. in MIG/MAG/FLUX it regulates
the postgas time in seconds.
14g- parameter 7: Slope-down. In MIG/MAG it is the slope-
down time (only in synergy (13)).
14h- parameter 8: Spot time. In MIG/MAG/FLUX it regulates
the welding current duration in SPOT-welding.
14i- parameter 9: Pause time in MIG/MAG/FLUX spot-
welding regulates the duration of the pause between one spotweld and the next. When the setting is 0 sec, in order to carry out
the next spot-weld it is necessary to release the torch button and
then press it again.
ST OR ING AND R ECA LLI NG C USTOM ISE D MI G/M AG
PROGRAMS
Introduction
The welding machine can be used to (STORE) customised work
programs relating to a set of valid parameters for a particular welding
job. Each stored program can be recalled (LOAD) at any time so that
the user finds the welding machine “ready-to-use” for a specific job that
has been optimised previously. It is possible to store 9 customised
programmes in the welding machine.
Storage procedure (STORE)
After adjusting the welding machine for optimal operation with a given
type of weld proceed as follows (FIG.C):
a) Press button (7) “STORE” for 3 seconds.
b) “St_ ”will appear on the display (4) with a number between 1 and 9.
c) Turn the knob (5) to choose the desired programme number for
storage.
d) Press key (7) again “STORE”:
- if the STORE key is pressed for more than 3 seconds, the
program has been stored correctly. “YES” appears on the display;
- if the STORE key is pressed for less than 3 seconds, the program
has not been stored. “ no” appears on the display.
Loading procedure (LOAD)
Proceed as follows (see FIG.C):
a) Press button (6) “LOAD” for 3 seconds.
b) “Ld_ ”will appear on the display (4) with a number between 1 and 9.
c) Turn the knob (5) to choose the number used to store the
programme that is now to be used.
d) Press key (6) “LOAD” again:
- if the LOAD key is pressed for more than 3 seconds, the program
has been loaded correctly. “YES” appears on the display;
- if the LOAD key is pressed for less than 3 seconds, the program
has not been loaded. “ no” appears on the display.
NOTE: during operations with the “store” and “load” keys the prg.
5. INSTALLATION
______________________________________________________
WARNING! CARRY OUT ALL INSTALLATION OPERATIONS
AND ELECTRICAL CONNECTIONS WITH THE WELDING
MACHINE COMPLETELY SWITCHED OFF AND DISCONNECTED
FROM THE POWER SUPPLY OUTLET.
THE ELECTRICAL CONNECTIONS MUST BE MADE ONLY AND
EXCLUSIVELY BY AUTHORISED OR QUALIFIED PERSONNEL.
______________________________________________________
Assembling the protective mask
Assembling the return cable-clamp
Assembling the welding cable-electrode holder clamp
Locate the welding machine in an area where openings for cooling air
are not obstructed (forced circulation with fan), leave at least 250mm
free space around the welding machine; check that conductive dusts,
corrosive vapours, humidity etc., will not enter welding machine.
______________________________________________________
WARNING: Position the welding machine on a flat surface
with sufficient carrying capacity for the weight of the welding
machine, to prevent tipping or hazardous movement.
______________________________________________________
CONNECTION TO THE MAIN POWER SUPPLY
Warning
- Before making any electrical connection, make sure the rating data
of the welding machine correspond to the mains voltage and
frequency available at the place of installation..
- The welding machine should only be connected to a power supply
system with the neutral conductor connected to earth.
- To ensure protection against indirect contact use residual current
devices of the following types:
- Type A ( ) for single phase machines;
- Type B ( ) for 3-phase machines.
- To comply with the requirements of the EN 61000-3-11 (Flicker)
standard we recommend connecting the welding machine to
interface points of the power supply that have an impedance of less
than Zmax =0.18 ohm.
PLUG AND OUTLET
Connect a normalised plug (2P + T) having sufficient capacity- to the
power cable and prepare a mains outlet fitted with fuses or an
Fig. D
Fig. E
Fig. F
- 6 -
Page 7
automatic circuit-breaker; the special earth terminal should be
connected to the earth conductor (yellow-green) of the power supply
line. Table 1 (TAB.1) shows the recommended delayed fuse sizes in
amps, chosen according to the max. nominal current supplied by the
welding machine, and the nominal voltage of the main power supply.
______________________________________________________
WARNING!
Failure to observe the above rules will make the (Class 1) safety
system installed by the manufacturer ineffective with consequent
serious risks to persons (e.g. electric shock) and objects (e.g.
fire).
______________________________________________________
CONNECTION OF THE WELDING CABLES
______________________________________________________
WARNING! BEFORE MAKING THE FOLLOWING
CONNECTIONS MAKE SURE THE WELDING MACHINE IS
SWITCHED OFF AND DISCONNECTED FROM THE POWER
SUPPLY OUTLET.
Table 1 (TAB. 1) gives the recommended values for the welding cables
2
(in mm ) depending on the maximum current supplied by the welding
machine.
______________________________________________________
MIG/MAG WELDING
Connection to the gas bottle
The gas bottle can be loaded onto the supporting platform of the trolley
max. 60 kg.
- Screw the pressure reducing valve onto the gas bottle valve,
inserting the appropriate adapter supplied as an accessory, for
when the gas used is Argon or an
Argon /CO mixture.
- Connect the gas inlet pipe to the pressure-reducing valve and
- Loosen the adjustment ring nut on the pressure-reducing valve
Connecting the welding current return cable
Connect the welding current return cable to the piece to be welded or to
the metal bench on which it rests, as close as possible to the join being
made.
Connecting the torch
Engage the torch (Fig. B (4)) with its dedicated connector MIG by
tightening the locking ring manually as far down as it will go. Prepare
the wire for loading the first time by dismantling the nozzle and the
contact tube to ease its exit.
FLUX WELDING
The connections for the earth return cable and the torch are the
same as those for MIG/MAG welding, it is necessary to change the
voltage polarity (FIG.B (9)-(10)) in the reel compartment, as shown
on the label.
Connecting the spool gun (Fig. B)
Connect the spool gun to the centralised torch connection (4) screwing
the ring nut right down to fasten it. Then insert the control cable
connector in the special socket (5). The welding machine will recognise
the spool gun automatically.
TIG WELDING
Connection to the gas bottle
The gas bottle can be loaded onto the supporting platform of the trolley
max. 60 kg.
- Screw the pressure reducing valve onto the gas bottle valve,
- Connect the gas input pipe to the reduction valve and tighten the clip
- Loosen the adjustment ring nut on the pressure-reducing valve
Connecting the welding current return cable
- This is connected to the piece being welded or to the metal bench
- This cable is connected to the terminal with the symbol (+).
Connecting the torch (Fig.M)
- Connect the TIG torch to the quick connection (-) on the front panel of
MMA welding
Practically all coated electrodes are connected to the positive terminal
(+) of the power source, with the exception of acid-coated electrodes
which are connected to the negative terminal (-).
Connecting the electrode-holder clamp welding cable
Put a special clamp on the terminal which serves to close the
uncovered part of the electrode.
This cable should be connected to the terminal with the symbol (+).
Connecting the welding current return cable
This is connected to the piece to be welded or to the metal bench on
which it rests, as close as possible to the joint being made.
This cable should be connected to the terminal with the symbol (-).
2
tighten the band supplied.
before opening the bottle valve.
inserting the appropriate adapter supplied as an accessory, for
when the gas used is Argon.
supplied; then connect the other end of the pipe to the cock
connector provided on the TIG torch.
before opening the bottle valve.
supporting it, as close as possible to the join being made.
the welding machine;
WARNINGS
- Turn the welding cable connectors right down into the quick
connections , to ensure a perfect electrical contact; otherwise the
connectors themselves will overheat, resulting in their rapid
deterioration and loss of efficiency.
- The welding cables should be as short as possible.
- Do not use metal structures which are not part of the workpiece to
substitute the return cable of the welding current: this could
jeopardise safety and result in poor welding.
LOADING THE WIRE REEL (Fig. G)
______________________________________________________
WARNING! BEFORE STARTING THE OPERATIONS TO LOAD
THE WIRE MAKE SURE THE WELDING MACHINE IS SWITCHED
OFF AND DISCONNECTED FROM THE MAIN POWER SUPPLY
OUTLET.
______________________________________________________
MAKE SURE THAT THE WIRE FEEDER ROLLERS, THE WIRE
GUIDE HOSE AND THE CONTACT TIP OF THE TORCH MATCH THE
DIAMETER AND TYPE OF WIRE TO BE USED AND MAKE SURE
THAT THESE ARE FITTED CORRECTLY. WHEN INSERTING AND
THREADING THE WIRE DO NOT WEAR PROTECTIVE GLOVES.
- Open the reel compartment door.
- Position the wire reel on the spindle, holding the end of the wire
upwards; make sure the tab for pulling the spindle is correctly
seated in its hole (1a).
- Release the pressure counter-roller(s) and move them away from
the lower roller(s)(2a);
- Make sure that the towing roller(s) is suited to the wire used (2b).
- Free the end of the wire and remove the distorted end with a clean
cut and no burr; turn the reel anti-clockwise and thread the end of
the wire into the wire-guide infeed, pushing it 50-100mm into the
wire guide of the torch fitting (2c).
- Re-position the counter-roller(s), adjusting the pressure to an
intermediate value, and make sure that the wire is correctly
positioned in the groove of the lower roller(s) (3)
- Use the adjustment screw located at the centre of the spindle to
apply a slight braking pressure on the spindle itself (1b).
- Remove the nozzle and contact tip (4a).
- Inser t the welding machine plug in the power supply outlet, switch
on the welding machine, press the torch button and wait for the end
of the wire to pass through the whole of the wire guide hose and
protrude by 10-15 cm from the front part of the torch, release the
button.
______________________________________________________
WARNING! During these operations the wire is live and
subject to mechanical stress; therefore if adequate precautions
are not taken the wire could cause hazardous electric shock,
injury and striking of electric arcs:
______________________________________________________
- Do not direct the mouthpiece of the torch towards parts of the body.
- Keep the torch away from the gas bottle.
- Re-fit the contact tip and the nozzle onto the torch (4b).
- Check that wire feed is regular; set the roller and spindle braking
pressure to the minimum possible values making sure that the wire
does not slide in the groove and when feed is halted the loops of
wire are not loosened by excessive reel inertia.
- Cut the end of the wire so that 10-15 mm protrude from the nozzle.
- Close the reel compartment door.
LOADING THE WIRE REEL ONTO THE SPOOL GUN (Fig. H)
______________________________________________________
WARNING! BEFORE STARTING THE OPERATIONS TO LOAD
THE WIRE MAKE SURE THE WELDING MACHINE IS SWITCHED
OFF AND DISCONNECTED FROM THE MAIN POWER SUPPLY OR
THAT THE SPOOL GUN IS DISCONNECTED FROM THE WELDING
MACHINE.
______________________________________________________
MAKE SURE THE WIRE PULLER ROLLERS, THE WIRE GUIDE
HOSE AND THE SPOOL GUN CONTACT TUBE HAVE SUITABLE
DIAMETERS CORRESPONDING TO THAT OF THE WIRE TO BE
USED AND MAKE SURE THEY ARE ASSEMBLED CORRECTLY. DO
NOT WEAR PROTECTIVE GLOVES WHEN THREADING IN THE
WIRE.
- Remove the cover by undoing the appropriate screw (1).
- Position the wire reel on the reel holder.
- Free the pressure counter-roller and move it away from the lower
roller (2).
- Free the end of the wire, cut off the distorted end with a clean cut
leaving no burrs; turn the reel anti-clockwise and thread the end of
the wire into the wire-guide infeed, pushing it 50-100mm inside the
lance (2).
- Reposition the counter-roller, adjusting the pressure to an
intermediate value and make sure the wire is correctly positioned
in the lower roller recess (3).
- Brake the reel holder slightly by adjusting the appropriate screw.
- Switch on the welding machine, putting the switch to ( I ), press the
spool gun button and wait until the end of the wire runs through the
complete wire guide hose and 10-15 cm comes out of the front of
the torch then release the torch button.
- With the Spool gun connected, switch on the machine, press the
- 7 -
Page 8

spool gun button and wait for the end of the wire to pass completely - welding voltage range : 24-30V
through the wire guide hose and for 10-15 cm to come out of the - suitable gases : Ar 99.9%
front of the torch, release the torch button. The contact tip should generally be 5-10mm inside the nozzle, the
REPLACING THE LINER IN THE TORCH (FIG. I)
Before proceeding to replace the hose, lay out the torch cable straight
without any bends.
Coiled hose for steel wires
1- Unscrew the nozzle and contact tip on the torch head.
2- Unscrew the hose locking nut on the central connector and remove
the old hose.
3- Insert the new hose into the cable-torch duct and push it gently
until it comes out of the torch head.
4- Tighten up the hose locking nut by hand.
5- Trim off all the excess protruding hose pressing it slightly; remove it
from the torch cable again.
6- Smooth the part where the hose was cut and reinsert it into the
cable-torch duct.
7- Tighten up the nut again using a spanner.
8- Reassemble the contact tip and nozzle.
Synthetic hose for aluminium wires
Carry out operations 1, 2, 3 as given for the steel hose (ignore
operations 4, 5, 6, 7, 8).
9-Re-tighten the contact tip for aluminium, making sure it comes into
contact with the hose.
10-At the other end of the hose (torch connector end) insert the brass
nipple and the OR ring and, keeping slight pressure on the hose,
tighten the hose locking nut.
The excess part of the hose will be removed to size later on (see
(13)).
Extract the capillary pipe for steel hoses from the wire feeder torch
connector.
11-THE CAPILLARY PIPE IS NOT REQUIRED for aluminium hoses of
diameter 1.6-2.4mm (coloured yellow); the hose is therefore
inserted into the torch connector without it.
Cut the capillary pipe for aluminium hoses of diameter 1-1.2mm
(coloured red) to approx. 2mm shorter than the steel pipe, and
insert it into the free end of the hose.
12-Insert and lock the torch into the wire feeder connector, mark the
hose at 1-2mm from the rollers, take the torch out again.
13-Cut the hose to the required size, without distorting the inlet hole.
Reassemble the torch in the wire feeder connector and assemble
the gas nozzle
6. WIRE WELDING
Short arc
The melting of the electrode wire and the detachment of the drop is
produced by repeated short circuits (up to 200 times per second) from
the tip of the wire to the molten pool.
Carbon and mild steels
- Suitable wire diameter: 0.6-1.2mm
- Welding current range: 40-210A
- Arc voltage range: 13-23V
- Suitable gases: CO , mix Ar/CO , Ar/CO /O
Stainless steels
- Suitable wire diameter: 0.8-1mm
- Welding current range: 40-160A
- Arc voltage range: 14-20V
- Suitable gases: mix Ar/O , Ar/CO (1-2%)
Aluminium and alloys
- Suitable wire diameter: 0.8-1.6mm
- Welding current range: 75-160A
- Arc voltage range: 16-22V
- Suitable gases: Ar 99.9%
- Wire stick out: 5-12mm
Generally, the contact tip should be flush with the nozzle or protrude
slightly when using the thinnest wires and lowest arc voltages; the
length of free wire (stick-out) will normally be between 5 and 12mm.
Application: Welding in all positions, on thin material or for the first
passage in bevelled edges, with the advantage of limited heat transfer
and highly controllable pool.
Note: SHORT ARC transfer for welding aluminium and alloys should
be used with great care (especially with wires of diameter >1mm)
because the risk of melting defects may arise.
WIRE WELDING
SPRAY ARC TRANSFER MODE
Higher voltages and currents than for "short arc" are used here to
achieve the melting of the wire. The wire tip does not come into contact
with the molten pool; an arc forms from the tip and through it flows a
stream of metallic droplets. These are produeced by the continuous
melting of the electrode wire without short-circuits involved.
Carbon and mild steels
- Suitable wire diameter: 0.8-1.6mm
- Welding current range: 180-450A
- Arc voltage range : 24-40V
- Suitable gases : mix Ar/CO , Ar/CO /O
Stainless steels
- Suitable wire diameter: 1-1.6mm
- Welding current range: 140-390A
- Welding voltage range : 22-32V
- Suitable gases : mix Ar/O , Ar/CO (1-2%)
Aluminium and alloys
- Suitable wire diameter: 0.8-1.6mm
- Welding current range: 120-360A
2 2 2 2
2 2
2 2 2
2 2
higher the arc voltage the further inside; the length of free wire (stickout) should normally be between 10 and 12mm.
In MANUAL MODE (“PRG 0”), once the wire feed rate and arc voltage
parameters have been selected correctly (i.e. with compatible values),
the selected value of the reactance is immaterial.
Application: Horizontal welding with thicknesses of at least 3-4mm
(very fluid pool); execution rate and deposit rate are very high (high
heat transfer).
WIRE WELDING
PULSE ARC TRANSFER MODE (WHERE PROVIDED)
This is a “controlled” transfer situated in the “spray arc” transfer area
(modified spray arc) and therefore has the advantages of speedy
melting and lack of projections, extending to significantly low current
values so as to satisfy many typical “short arc” applications as well.
Every current impulse corresponds to the separation of a single drop
from the wire electrode; the phenomenon occurs with a frequency that
is proportional to the wire feed rate with the variation rule related to the
type and diameter of the wire itself (typical frequency values: 30300Hz).
Carbon and mild steels
- Suitable wire diameter: 0.8-1.6mm
- Welding current range: 60-360A
- Arc voltage range : 18-32V
- Suitable gases : mix Ar/CO , Ar/CO /O (Co max 20%)
Stainless steels
- Suitable wire diameter: 0.8-1.2mm
- Welding current range: 50-230A
- Welding voltage range : 17-26V
- Suitable gases : mix Ar/O , Ar/CO (1-2%)
Aluminium and alloys
- Suitable wire diameter: 0.8-1.6mm
- Welding current range: 40-320A
- welding voltage range : 17-28V
- suitable gases : Ar 99.9%
Normally the contact pipe should be 5-10mm inside the nozzle, the
higher the arc voltage, the further inside; the length of free wire (stickout) will normally be between 10 and 12mm.
Application: “horizontal” welding on medium-low thicknesses and on
heat-sensitive materials, particularly suitable for welding light
alloys (aluminium and its alloys) also on thicknesses below 3mm.
ADJUSTING THE WELDING PARAMETERS
Shielding gas
shielding gas flow rate should be:
short arc: 8-14 l/min
depending on welding current intensity and nozzle diameter.
Welding current
Is determined for a given wire diameter by its own advancement speed.
Remember that for a given current the wire advancement speed is
inversely propor tional to the diameter used.
Approximate values for the current in manual welding mode for the
most commonly used wires are given in the table (TAB. 5).
Arc voltage
Arc voltage can be adjusted by the operator by turning the encoder
knob (FIG.C (5)); it adjusts itself to the chosen wire feed rate (current)
according to the diameter of the wire being used and the type of
protective gas, progressively according to the following relationship,
which gives an average value:
U = (14 + 0,05 x l )
2 2
where :U = arc voltage in volts;
2
l = welding current in amperes.
2
Weld quality
The quality of the weld seam is higher when less spatter is produced.
this is determined principally by a correct balance of the welding
parameters: current (wire speed), wire diameter, arc voltage etc., as
well as a correct choice of choke intakes.
In the same way the torch position must comply with the data in figure
(FIG. L) in order to avoid excessive spatter and faults on the weld
seam. The weld speed (i.e. the advancement speed along the joint) is
also a determining factor for the correct execution of the seam. This is
particularly important for good penetration and correct shape of the
seam.
The most common welding flaws are summarized in TAB.8.
TIG WELDING
TIG welding is a welding procedure that exploits the heat produced by
the electric arc that is struck, and maintained, between a nonconsumable electrode (tungsten) and the piece to be welded. The
tungsten electrode is supported by a torch suitable for transmitting the
welding current to it and protecting the electrode itself and the weld
pool from atmospheric oxidation, by the flow of an inert gas (usually
argon: Ar 99.5) which flows out of the ceramic nozzle (FIG. M).
To achieve a good weld it is absolutely necessary to use the exact
electrode diameter with the exact current, see the table (TAB.6).
The electrode usually protrudes from the ceramic nozzle by 2-3mm,
but this may reach 8mm for corner welding.
Welding is achieved by fusion of the edges of the joint. For properly
prepared thin pieces (up to about 1mm) weld material is not needed
(FIG. N).
For thicker pieces it is necessary to use filler rods of the same
composition as the base material and with an appropriate diameter,
2 2 2 2
2 2
- 8 -
Page 9
preparing the edges correctly (FIG.O). To achieve a good weld the EXTRAORDINARY MAINTENANCE:
pieces should be carefully cleaned and free of oxidation, oil, grease,
solvents etc.
LIFT strike:
The electric arc is struck by moving the tungsten electrode away from
the piece to be welded. This strike mode causes less electricalradiation disturbance and reduces tungsten inclusions and electrode
wear to a minimum.
Procedure:
Place the tip of the electrode on the piece, using gentle pressure. Lift
the electrode 2-3mm with a few moments' delay, thus striking the arc.
Initially the welding machine supplies a current I , after a few
moments the welding current setting will be supplied.
TIG DC welding
TIG DC welding is suitable for all low- and high-carbon steels and the
heavy metals, copper, nickel, titanium and their alloys.
For TIG DC welding with the electrode to the (-) terminal the electrode
with 2% cerium (grey band).
It is necessary to sharpen the tungsten electrode axially on the
grinding wheel, as shown in FIG. P, making sure that the tip is perfectly
concentric to prevent arc deviation. It is important to carry out the
grinding along the length of the electrode. This operation should be
repeated periodically, depending on the amount of use and wear of the
electrode, or when the electrode has been accidentally contaminated,
oxidised or used incorrectly.
MMA WELDING WITH COATED ELECTRODES
- It is most important that the user refers to the maker's instructions
indicated on the stick electrode packaging. This will indicate the
correct polarity of the stick electrode and the most suitable current.
- The welding current must be regulated according to the diameter of
the electrode in use and the type of the joint to be carried out
(TAB.7).
- The user must consider that, according to the electrode diameter,
higher current values must be used for flat welding, whereas for
vertical or overhead welds lower current values are necessary.
- In addition to being determined by the selected current intensity, the
mechanical characteristics of the welded join are determined by the
other welding parameters i.e. arc length, working rate and position,
electrode diameter and quality (to store the electrodes correctly
keep them dry and protected by suitable packaging or containers).
- The properties of the weld also depend on the ARC-FORCE value
(dynamic behaviour) of the machine.
- It should be noted that high ARC-FORCE values achieve better
penetration and allow welding in any position typically with basic
and cellulose electrodes, low ARC-FORCE values give a softer,
spray-free arc typically with rutile electrodes.
The welding machine is also equipped with HOT START and ANTI
STICK devices to guarantee easy starting and to prevent the
electrode from sticking to the piece.
Procedure
- Keeping the mask IN FRONT OF THE FACE, rub the tip of the
electrode on the piece to be welded with a movement like striking a
match; this is the best way to strike the arc.
WARNING: DO NOT TAP the electrode on the piece; this risks
damaging the coating and making arc strike difficult.
- As soon as the arc has struck, try to keep at a distance from the
piece equivalent to the diameter of the electrode being used and
keep this distance as constant as possible while carrying out the
weld; bear in mind that electrode inclination in the direction of
progress should be about 20-30 degrees (FIG.Q).
- At the end of the welded seam, take the end of the electrode
backwards slightly with respect to the direction of progress, above
the crater so as to fill it, then lift the electrode quickly from the weld
pool so that the arc is extinguished. (Appearance of the weld
seam FIG. R).
7. MAINTENANCE
______________________________________________________
WARNING! BEFORE CARRYING OUT MAINTENANCE
OPERATIONS MAKE SURE THE WELDING MACHINE IS
SWITCHED OFF AND DISCONNECTED FROM THE MAIN POWER
SUPPLY.
______________________________________________________
ROUTINE MAINTENANCE:
ROUTINE MAINTENANCE OPERATIONS CAN BE CARRIED OUT
BY THE OPERATOR.
Torch
- Do not put the torch or its cable on hot pieces; this would cause the
insulating materials to melt, making the torch unusable after a very
short time;
- Make regular checks on the gas pipe and connector seals;
- Every time the wire reel is changed, blow out the wire-guide hose
using dry compressed air (max. 5 bar) to make sure it is not
damaged;
- Before every use, check the wear and correct assembly of the parts
at the end of the torch: nozzle, contact tip, gas diffuser.
Wire feeder
- Make frequent checks on the state of wear of the wire feeder
rollers, regularly remove the metal dust deposited in the feeder
area (rollers and wire-guide infeed and outfeed).
BASE
EXTRAORDINARY MAINTENANCE OPERATIONS SHOULD BE
CARRIED OUT ONLY AND EXCLUSIVELY BY SKILLED OR
AUTHORISED ELECTRICAL-MECHANICAL TECHNICIANS.
______________________________________________________
WARNING! BEFORE REMOVING THE WELDING MACHINE
PANELS AND WORKING INSIDE THE MACHINE MAKE SURE THE
WELDING MACHINE IS SWITCHED OFF AND DISCONNECTED
FROM THE MAIN POWER SUPPLY OUTLET.
If checks are made inside the welding machine while it is live, this
may cause serious electric shock due to direct contact with live
parts and/or injury due to direct contact with moving parts.
______________________________________________________
- Inspect the welding machine regularly, with a frequency depending
on use and the dustiness of the environment, and remove the dust
deposited on the transformer, reactance and rectifier using a jet of
dry compressed air (max. 10 bar).
- Do not direct the jet of compressed air on the electronic boards;
these can be cleaned with a very soft brush or suitable solvents.
- At the same time make sure the electrical connections are tight and
check the wiring for damage to the insulation.
- At the end of these operations re-assemble the panels of the
welding machine and screw the fastening screws right down.
- Never, ever carry out welding operations while the welding machine
is open.
8. TROUBLESHOOTING
IN CASE OF UNSATISFACTORY FUNCTIONING, BEFORE
SERVICING MACHINE OR REQUESTING ASSISTANCE, CARRY
OUT THE FOLLOWING CHECK:
- Check that the welding current, which is regulated by the
potentiometer with a graduated amp scale, is correct for the diamter
and electrode type in use.
- Check that when general switch is ON the relative lamp is ON. If this
is not the case then the problem is located on the mains (cables,
plugs, outlets, fuses, etc.)
- Check that the yellow led (ie. thermal protection interruption- either
over or undervoltage or short circuit) is not lit.
- Check that the nominal intermittance ratio is correct. In case there is
a thermal protection interruption, wait for the machine to cool down,
check that the fan is working properly.
- Check the mains voltage: if the value is too high or too low the
welding machine will be stopped.
- Check that there is no short-circuit at the output of the machine: if
this is the case eliminate the incovenience.
- Check that all connections of the welding circuit are correct,
particularly that the work clamp is well attached to the workpiece,
with no interferring material or surface-coverings (ie. Paint).
- Protective gas must be of appropriate type (Argon 99,5%) and
quantity.
_______________(I)_______________
MANUALE ISTRUZIONE
ATTENZIONE:
PR IMA DI U TI LIZZ ARE L A SAL DAT RIC E LE GGE RE
ATTENTAMENTE IL MANUALE DI ISTRUZIONE!
SALDATRICI A FILO CONTINUO PER LA SALDATURA AD ARCO
MIG/MAG E FLUX, TIG, MMA PREVISTE PER USO INDUSTRIALE
E PROFESSIONALE.
Nota: Nel testo che segue verrà impiegato il termine “saldatrice” .
1. SICUREZZA GENERALE PER LA SALDATURA AD ARCO
L'operatore deve essere sufficientemente edotto sull'uso sicuro
della saldatrice ed informato sui rischi connessi ai procedimenti
per saldatura ad arco, alle relative misure di protezione ed alle
procedure di emergenza.
(Fare riferimento anche alla "SPECIFICA TECNICA IEC o CLC/TS
62081”: INSTALLAZIONE ED USO DELLE APPARECCHIATURE
PER SALDATURA AD ARCO).
- Evitare i contatti diretti con il circuito di saldatura; la tensione a
vuoto fornita dal generatore può essere pericolosa in talune
circostanze.
- La connessione dei cavi di saldatura, le operazioni di verifica e
di riparazione devono essere eseguite a saldatrice spenta e
scollegata dalla rete di alimentazione.
- Spegnere la saldatrice e scollegarla dalla rete di alimentazione
prima di sostituire i particolari d'usura della torcia.
- Eseguire l'installazione elettrica secondo le previste norme e
leggi antinfortunistiche.
- La saldatrice deve essere collegata esclusivamente ad un
sistema di alimentazione con conduttore di neutro collegato a
terra.
- 9 -
Page 10
- Assicurarsi che la presa di alimentazione sia correttamente elettricamente si può generare una somma pericolosa di
collegata alla terra di protezione. tensioni a vuoto tra due differenti portaelettrodi o torce, ad un
- Non utilizzare la saldatrice in ambienti umidi o bagnati o sotto valore che può raggiungere il doppio del limite ammissibile.
la pioggia. E' necessario che un coordinatore esperto esegua la misura
- Non utilizzare cavi con isolamento deteriorato o con strumentale per determinare se esiste un rischio e possa
connessioni allentate. adottare misure di protezione adeguate come indicato in 5.9
della "SPECIFICA TECNICA IEC o CLC/TS 62081”.
- Non saldare su contenitori, recipienti o tubazioni che
contengano o che abbiano contenuto prodotti infiammabili - RIBALTAMENTO: collocare la saldatrice su una superfice
liquidi o gassosi. orizzontale di portata adeguata alla massa; in caso contrario
- Evitare di operare su materiali puliti con solventi clorurati o (es. pavimentazioni inclinate, sconnesse etc...) esiste il
nelle vicinanze di dette sostanze. pericolo di ribaltamento.
- Non saldare su recipienti in pressione.
- Allontanare dall'area di lavoro tutte le sostanze infiammabili
(p.es. legno, carta, stracci, etc.)
- Assicurarsi un ricambio d'aria adeguato o di mezzi atti ad
asportare i fumi di saldatura nelle vicinanze dell'arco; è
necessario un approccio sistematico per la valutazione dei
limiti all'esposizione dei fumi di saldatura in funzione della
loro composizione, concentrazione e durata dell'esposizione
stessa.
- Mantenere la bombola al riparo da fonti di calore, compreso
l'irraggiamento solare.
,
*
- Adottare un adeguato isolamento elettrico rispetto l'elettrodo,
il pezzo in lavorazione ed eventuali parti metalliche messe a
terra poste nelle vicinanze (accessibili).
Ciò è normalmente ottenibile indossando guanti, calzature,
copricapo ed indumenti previsti allo scopo e mediante l'uso
di pedane o tappeti isolanti.
- Proteggere sempre gli occhi con gli appositi vetri inattinici
montati su maschere o caschi.
Usare gli appositi indumenti ignifughi protettivi evitando di
esporre l'epidermide ai raggi ultravioletti ed infrarossi prodotti
dall'arco; la protezione deve essere estesa ad altre persone
nelle vicinanze dell'arco per mezzo di schermi o tende non
riflettenti.
- Rumorosità: Se a causa di operazioni di saldatura
particolarmente intensive viene verificato un livello di
esposizione quotidiana personale (LEPd) uguale o maggiore a
85db(A), è obbligatorio l'uso di adeguati mezzi di protezione
individuale.
)
- I campi elettromagnetici generati dal processo di saldatura
possono interferire con il funzionamento di apparecchiature
elettriche ed elettroniche.
I portatori di apparecchiature elettriche o elettroniche vitali
(es. Pace-maker, respiratori etc...), devono consultare il
medico prima di sostare in prossimità delle aree di utilizzo di
questa saldatrice.
Ai portatori di dispositivi elettrici o elettronici vitali è vietato
l'utilizzo di questa saldatrice.
- Questa saldatrice soddisfa ai requisiti dello standard tecnico
di prodotto per l'uso esclusivo in ambienti industriali e a
scopo professionale.
Non è assicurata la rispo ndenza alla compatibilità
elettromagnetica in ambiente domestico.
PRECAUZIONI SUPPLEMENTARI
LE OPERAZIONI DI SALDATURA:
- In ambiente a rischio accresciuto di shock elettrico;
- In spazi confinati;
- In presenza di materiali infiammabili o esplodenti;
DEVONO essere preventivamente valutate da un
"Responsabile esperto" ed eseguiti sempre con la
presenza di altre persone istruite per interventi in caso di
emergenza.
DEVONO essere adottati i mezzi tecnici di protezione
descritti in 5.10; A.7; A.9. della "SPECIFICA TECNICA IEC o
CLC/TS 62081”.
- DEVE essere proibita la saldatura mentre la saldatrice o
l'alimentatore di filo è sostenuto dall'operatore (es. per mezzo
di cinghie).
- DEVE essere proibita la saldatura con operatore sollevato da
terra, salvo eventuale uso di piattaforme di sicurezza.
- TENSIONE TRA PORTAELETTRODI O TORCE: lavorando con
più saldatrici su di un solo pezzo o su più pezzi collegati
RISCHI RESIDUI
- USO IMPROPRIO: è pericolosa l'utilizzazione della saldatrice
per qualsiasi lavorazione diversa da quella prevista (es.
scongelazione di tubazioni dalla rete idrica).
- SPOSTAMENTO DELLA SALDATRICE: assicurare sempre la
bombola con idonei mezzi atti ad impedirne cadute
accidentali.
Le protezioni e le parti mobili dell'involucro della saldatrice e
dell'alimentatore di filo devono essere in posizione, prima di
collegare la saldatrice alla rete di alimentazione.
ATTENZIONE! Qualunque intervento manuale su parti in
movimento dell’alimentatore di filo, ad esempio:
- Sostituzione rulli e/o guidafilo;
- Inserimento del filo nei rulli;
- Caricamento della bobina filo;
- Pulizie dei rulli, degli ingranaggi e della zona sottostante ad
essi;
- Lubrificazione degli ingranaggi.
DEVE ESSERE ESEGUITO CON LA SALDATRICE SPENTA E
SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
2. INTRODUZIONE E DESCRIZIONE GENERALE
INTRODUZIONE
Queste saldatrici monofasi sono sorgenti di corrente, basate sulla più
moderna tecnologia inverter igbt con controllo interamente digitale, ed
hanno alimentatore a filo integrato.
Le saldatrici permettono di realizzare saldature di alta qualità in
Mig/Mag sinergico continuo, Tig e Mma ed in Mig/Mag sinergico
pulsato ove previsto.
L'alimentatore di filo è provvisto di gruppo trainafilo a 2 rulli motorizzati
con regolazione indipendente della pressione di trascinamento. Il
pannello di controllo digitale è integrato con la scheda di regolazione a
microprocessore ed in esso sono fondamentalmente condensate tre
funzionalità:
a) IMPOSTAZIONE E REGOLAZIONE DEI PARAMETRI
Mediante questa interfaccia utente è possibile l'impostazione e la
regolazione dei parametri operativi, la selezione di programmi
memorizzati, la visualizzazione su display delle condizioni di stato
e del valore dei parametri.
b) RICHIAMO DI PROGRAMMI SINERGICI PREMEMORIZZATI
PER SALDATURA MIG-MAG
Questi programmi sono predefiniti e memorizzati dal costruttore
(quindi non modificabili); dopo aver richiamato uno di questi
programmi, l'utente può selezionare un determinato punto di lavoro
(corrispondente ad un set di diversi parametri indipendenti di
saldatura) regolando una sola grandezza. Con questo concetto di
SINERGIA, è consentito ottenere con estrema facilità una
regolazione ottimale della saldatrice in funzione di ogni specifica
condizione operativa.
c) M EMO RI ZZ A ZI ON E /R IC H IA MO D I P RO G R AM MI
PERSONALIZZATI
Questa funzionalità è disponibile sia lavorando nell'ambito di un
programma sinergico, sia in modalità manuale (in questo caso è
arbitraria l’impostazione di tutti i parametri di saldatura). Questa
operatività consente all'utente di memorizzare e successivamente
richiamare una specifica saldatura.
La saldatrice è predisposta per l’uso con torcia SPOOL GUN, utilizzato
per la saldatura dell’alluminio e degli acciai quando esistono lunghe
distanze tra generatore e il pezzo da saldare.
SALDABILITÀ DEI METALLI
MIG/MAG-FLUX: La saldatrice è indicata per la saldatura MIG
dell’alluminio e delle sue leghe, la brasatura MIG eseguita tipicamente
su lamiere zincate e la saldatura MAG degli acciai al carbonio, basso
legati ed acciai inox. E’ inoltre possibile la saldatura FLUX di fili animati,
senza gas di protezione (self-shielding) adeguando la polarità della
torcia alle indicazioni del fabbricante del filo.
La saldatura MIG dell’alluminio e delle sue leghe deve essere eseguita
utilizzando fili pieni di composizione compatibile con il materiale da
saldare e gas di protezione Ar puro (99,9%).
La brasatura MIG è eseguibile tipicamente su lamiere zincate con fili
pieni in lega di rame (es. rame silicio o rame alluminio) con gas di
protezione Ar puro (99,9%).
- 10 -
Page 11
La saldatura MAG degli acciai al carbonio e basso legati deve essere 2- Presa rapida negativa (-) per cavo corrente di saldatura (cavo di
eseguita utilizzando fili sia pieni che animati di composizione massa per MIG ed MMA, cavo torcia per TIG).
compatibile con il materiale da saldare, gas di protezione Co , miscele 3- Presa rapida positivo (+) per cavo di massa saldatura TIG (cavo
Ar/CO o Ar/CO /O (Argon tipicamente > 80%).
2 2 2m
Per la saldatura degli acciai inox si utilizzano tipicamente miscele di
gas Ar/O o Ar/CO (Ar tipicamente> 98%).
2 2
TIG: La saldatrice è indicata per la saldatura TIG in corrente continua
(DC) con innesco dell'arco a LIFT, adatta all'impiego con tutti gli acciai
(al carbonio, basso-legati e alto-legati) e dei metalli pesanti (rame,
nichel, titanio e loro leghe) con gas di protezione Ar puro (99,9%)
oppure, per impieghi particolari, con miscele Argon/Elio.
MMA: La saldatrice è indicata per la saldatura ad elettrodo MMA in
corrente continua (DC) con tutte le tipologie di elettrodi rivestiti.
PRINCIPALI CARATTERISTICHE:
- Monitor della tensione di alimentazione.
- Funzionamento 2T/4T, Spot.
- Riconoscimento automatico della torcia.
- Regolazione rampa di salita del filo, tempo di post-gas, tempo di
bruciatura finale del filo (burn-back).
- Memorizzazione/Richiamo di programmi personalizzati.
- Predisposizione uso torcia SPOOL GUN.
- Protezione termostatica.
- Inversione della polarità (Saldatura FLUX)
ACCESSORI A RICHIESTA
- Adattatore bombola Argon.
- Carrello.
- Comando a distanza manuale 1 potenziometro.
- Comando a distanza manuale 2 potenziometri.
- Kit cavi di collegamento.
- Kit saldatura alluminio.
- Kit saldatura filo animato.
- Kit saldatura MMA.
- Kit saldatura TIG DC.
- Maschera autoscurante.
- Torcia MIG.
- Torcia TIG.
3. DATI TECNICI
TARGA DATI
I principali dati relativi all'impiego e alle prestazioni della saldatrice
sono riassunti nella targa caratteristiche col seguente significato:
1- Norma EUROPEA di riferimento per la sicurezza e la costruzione
delle macchine per saldatura ad arco.
2- Simbolo della struttura interna della saldatrice.
3- Simbolo del procedimento di saldatura previsto.
4- Simbolo S: indica che possono essere eseguite operazioni di
saldatura in un ambiente con rischio accresciuto di shock elettrico
(p.es. in stretta vicinanza di grandi masse metalliche).
5- Simbolo della linea di alimentazione:
1~: tensione alternata monofase
3~: tensione alternata trifase
6- Grado di protezione dell'involucro.
7- Dati caratteristici della linea di alimentazione:
- U : Tensione alternata e frequenza di alimentazione della
1
saldatrice (limiti ammessi ±10%):
- I : Corrente massima assorbita dalla linea.
1 max
- I : Corrente effettiva di alimentazione
1eff
8- Prestazioni del circuito di saldatura:
- U : tensione massima a vuoto (circuito di saldatura aperto).
0
- I /U : Corrente e tensione corrispondente normalizzata che
2 2
possono venire erogate dalla saldatrice durante la saldatura.
- X : Rapporto d'intermittenza: indica il tempo durante il quale la
saldatrice può erogare la corrente corrispondente (stessa
colonna). Si esprime in %, sulla base di un ciclo di 10min (p.es.
60% = 6 minuti di lavoro, 4 minuti sosta; e così via).
Nel caso i fattori d'utilizzo (di targa, riferiti a 40°C ambiente)
vengano superati si determinerà l'intervento della protezione
termica ( la saldatrice rimane in stand-by sinché la sua
temperatura non rientri nei limiti ammessi.
- A/V-A/V: Indica la gamma di regolazione della corrente di
saldatura (minimo - massimo) alla corrispondente tensione
d'arco.
9- Numero di matricola per l’identificazione della saldatrice
(indispensabile per assistenza tecnica, richiesta ricambi, ricerca
origine del prodotto).
10- :Valore dei fusibili ad azionamento ritardato da prevedere
per la protezione della linea
11- Simboli riferiti a norme di sicurezza il cui significato è riportato nel
capitolo 1 “Sicurezza generale per la saldatura ad arco”.
Nota: L'esempio di targa riportato è indicativo del significato dei simboli
e delle cifre; i valori esatti dei dati tecnici della saldatrice in vostro
possesso devono essere rilevati direttamente sulla targa della
saldatrice stessa.
ALTRI DATI TECNICI:
- SALDATRICE : vedi tabella 1 (TAB.1)
- TORCIA MIG : vedi tabella 2 (TAB.2)
- TORCIA TIG : vedi tabella 3 (TAB.3)
- PINZA PORTAELETTRODO : vedi tabella 4 (TAB.4)
Il peso della saldatrice è riportato in tabella 1 (TAB. 1).
4. DESCRIZIONE DELLA SALDATRICE
DISPOSITIVI DI CONTROLLO, REGOLAZIONE E CONNESSIONE
Saldatrice (FIG. B)
sul lato anteriore:
1- Pannello di controllo (vedi descrizione).
Fig. A
2
corrente di saldatura per MMA)
4- Attacco centralizzato per torcia MIG (Euro).
5- Connettore 14p per il collegamento del comando a distanza e
spool gun
sul lato posteriore :
6- Interruttore generale ON/OFF.
7- Attacco tubo gas (bombola) per saldatura MIG.
8- Cavo di alimentazione con bloccacavo.
vano aspo:
9- Morsetto positivo (+).
10- Morsetto negativo (-).
N.B.: inversione polarità per saldatura FLUX (no gas).
PANNELLO DI CONTROLLO DELLA SALDATRICE (FIG. C)
1- LED di segnalazione Allarme (l'output della saldatrice è
bloccato). Sul display (4) appare un messaggio d'allarme.
Il ripristino della saldatrice è automatico alla cessazione della
causa d'allarme.
2- LED presenza tensione in uscita (output attivo).
3- LED di segnalazione programmazione saldatrice.
4- Display alfanumerico a 3 digit. Indica:
- la corrente di saldatura in ampere.
Il valore indicato è quello impostato, con saldatrice a vuoto,
mentre è quello reale durante il funzionamento.
- un messaggio di allarme con la seguente codifica:
- "AL. 1" : Si è verificato un intervento del termostato di
- "AL. 2" : Si è verificato un intervento di uno dei termostati di
- "AL. 3" : Anomalia nell’alimentazione primaria: la tensione
- "AL. 4" : Anomalia nell'alimentazione primaria: intervento
- "AL. 7" : Si è tentato di saldare in MIG/MAG ad una corrente
- "AL. 8" : Anomalia nel circuito di saldatura MIG/MAG (solo
4a, 4b, 4c, 4d, 4e- LED di indicazione unità di misura in corso
(ampere, volt, secondi, percentuale metri/minuti).
5- Manopola di comando encoder.
Permette la regolazione della corrente di saldatura.
6- Tasto di richiamo (LOAD) dei programmi di saldatura
personalizzati.
7- Tasto di memorizzazione (STORE) di programmi di saldatura
personalizzati.
8- Tasto di selezione del procedimento di saldatura.
Premendo il tasto si illumina il led in corrispondenza alla modalità
di saldatura che si intende adottare:
sicurezza del circuito primario a causa del
surriscaldamento della macchina (solo versione
MIG Pulse).
sicurezza a causa del surriscaldamento della
macchina.
di alimentazione è fuori dal range +/- 15% rispetto
al valore di targa.
ATTENZIONE: Superare il limite di tensione
su pe rio re , s opra c itat o, d anne gger à
seriamente il dispositivo.
protezione per sottotensione della linea di
alimentazione (solo versione MIG Pulse).
eccessiva per il generatore stesso.
versione MIG Pulse). ATTENZIONE: in questo
caso, per il ripristino è necessario spegnere e
riaccendere il dispositivo.
- : MIG/MAG in PULSE ARC (ove previsto).
- : MIG/MAG/FLUX in SHORT/SPRAY ARC.
- : elettrodo MMA.
- : TIG-DC con innesco a LIFT.
9- Tasto di selezione processo saldatura.
Quando la macchina è in modo MIG/MAG/FLUX permette di
scegliere tra comando a 2 tempi, 4 tempi o con temporizzatore di
puntatura ( SPOT).
10- Tasto di selezione tipo materiale.
Imposta il modo di funzionamento in base al materiale o al
procedimento.
E' attivo solo se si è in sinergia (13).
11- Tasto di selezione diametro filo consente di impostare il
diametro del filo. Per il diametro 1.2mm bisogna agire sul
pulsante fino all’accensione di entrambi i leds corrispondenti ai
diametri 0.6 e 0.8mm.
E' attivo solo se si è in sinergia (13).
12- Tasto di selezione comando a distanza.
- Con LED illuminato, sono attivi i comandi sul
pannello della saldatrice.
- Con LED illuminato, la regolazione può essere
esclusivamente effettuata dal comando a distanza:
a) comando ad un potenziometro: sostituisce la funzione
dell'encoder (5).
b) comando due potenziometri: sostituisce la funzione
dell'encoder (5) e del parametro ausiliario.
c) comando a distanza a pedale: sostituisce la funzione
dell'encoder (5) in modalità Tig.
13- Tasto di selezione saldatura in synergia. Per impostare il
- 11 -
Page 12
funzionamento sinergico della macchina in saldatura MIG/MAG secondi il programma non è stato memorizzato è appare la scritta
è necessario agire sul pulsante.
ATTENZIONE! Anche se la macchina permette di impostare
liberamente ogni parametro esistono delle particolar i
combinazioni di parametri che possono non avere significato
dal punto di vista elettrico o dal punto di vista della saldatura. La
saldatrice in ogni caso non si guasterà anche se potrebbe non
funzionare secondo la impostazione scorretta.
14- Tasto di selezione dei parametri di saldatura.
Premendo in successione il tasto, viene illuminato uno dei
LEDS da (14a) a (14i) a cui è associato uno specifico parametro.
L’impostazione del valore di ciascun parametro attivato, è
eseguibile per mezzo del ENCODER (5) ed indicato sul display
(4).
Nota: i parametri che non sono modificabili dall’operatore, a
seconda che si stia lavorando con un programma sinergico o in
modalità manuale sono automaticamente esclusi dalla
selezione; il LED corrispondente non s’illumina.
14a- parametro 1: Seleziona la tensione di saldatura. In
MIG/MAG/FLUX regola la tensione di saldatura in Volt o la
correzione d'arco in sinergia (solo per MIG/MAG). In saldatura
visualizza la tensione in uscita del generatore.
14b- parametro 2: Imposta la velocità filo o la corrente di
saldatura. In MIG/MAG/FLUX è la velocità di avanzamento del
filo in metri al minuto. In MMA è la corrente di saldatura misurata
in Ampere. In saldatura visualizza la corrente in uscita del
generatore.
14c- parametro 3: Arc force o Reattanza elettronica. In
MMA è l’arc force o regolazione della penetrazione dell’arco. In
MIG/MAG/FLUX ha un significato simile ma prende il nome di
reattanza elettronica.
14d- parametro 4: Rampa di accelerazione: In
MIG/MAG/FLUX rego la la pendenza della rampa di
accelerazione del motore trainafilo.
14e- parametro 5: Burn back time : in MIG/MAG/FLUX regola
l’intervallo di tempo che intercorre tra l’istante di arresto del filo e
quello in cui si azzera la corrente di uscita.
14f- parametro 6: Postgas. In MIG/MAG/FLUX regola il
tempo di postgas in secondi.
14g- parametro 7: Rampa di discesa. MIG/MAG è il tempo
della rampa di discesa (solo in synergia (13)).
“ no”.
Procedura di richiamo (LOAD)
Procedere come segue (vedi FIG.C):
a) Premere il tasto (6) “LOAD”per 3 secondi.
b) Appare “Ld_ ” sul display (4) ed un numero compreso tra 1 e 9.
c) Ruotando la manopola (5) scegliere il numero col quale si era
memorizzato il programma che ora si intende utilizzare.
d) Premere nuovamente il tasto (6) “LOAD”:
- se il tasto “LOAD” viene premuto per un tempo superiore ai 3
secondi il programma è stato richiamato correttamente e appare
la scritta “YES”;
- se il tasto “LOAD” viene premuto per un tempo inferiore ai 3
secondi il programma non è stato richiamato è appare la scritta “
no”.
NOTA: durante le operazioni con il tasto “store” e “load” il led prg è
illuminato.
5. INSTALLAZIONE
______________________________________________________
ATTENZIONE! ESEGUIRE TUTTE LE OPERAZIONI DI
INSTALLAZIONE ED ALLACCIAMENTI ELETTRICI CON LA
SALDATRICE RIGOROSAMENTE SPENTA E SCOLLEGATA
DALLA RETE DI ALIMENTAZIONE.
GLI ALLACCIAMENTI ELETTRICI DEVONO ESSERE ESEGUITI
ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO.
______________________________________________________
Assemblaggio maschera di protezione
Assemblaggio cavo di ritorno-pinza
Assemblaggio cavo di saldatura-pinza portaelettrodo
UBICAZIONE DELLA SALDATRICE
Individuare il luogo d’installazione della saldatrice in modo che non vi
siano ostacoli in corrispondenza della apertura d’ingresso e d’uscita
dell’aria di raffreddamento; accertarsi nel contempo che non vengano
aspirate polveri conduttive, vapori corrosivi, umidità, etc..
Mantenere almeno 250mm di spazio libero attorno alla saldatrice.
______________________________________________________
ATTENZIONE! Posizionare la saldatrice su di una superfice
piana di portata adeguata al peso per evitarne il ribaltamento o
spostamenti pericolosi.
______________________________________________________
COLLEGAMENTO ALLA RETE
Avvertenze
- Prima di effettuare qualsiasi collegamento elettrico, verificare che i
dati di targa della saldatrice corrispondano alla tensione e
frequenza di rete disponibili nel luogo d'installazione.
- La saldatrice deve essere collegata esclusivamente ad un sistema
di alimentazione con conduttore di neutro collegato a terra.
- Per garantire la protezione contro il contatto indiretto usare
interuttori differenziali del tipo:
Fig. D
Fig. E
Fig. F
- Tipo A ( ) per macchine monofasi;
14h- parametro 8: Tempo di spot. In MIG/MAG/FLUX regola il
tempo di durata della corrente di saldatura in puntatura (SPOT).
14i- Parametro 9: Tempo di pausa in puntatura
MIG/MAG/FLUX regola la durata della pausa tra una puntatura
e quella successiva. Con impostazione a 0 sec per eseguire la
puntatura successiva è necessario rilasciare il pulsante torcia e
poi ripremerlo.
ME M O RI ZZ AZ IO NE E RI CH IA MO DI PR OG RA MM I
PERSONALIZZATI
Introduzione
La saldatrice permette di memorizzare (STORE) programmi di lavoro
personalizzati relativi ad un set di parametri validi per una determinata
saldatura. Ogni programma personalizzato può essere richiamato
(LOAD) in un qualunque momento mettendo così a disposizione
dell’utilizzatore la saldatrice “pronta all’uso” per un specifico lavoro
ottimizzato in precedenza. La saldatrice permette la memorizzazione
di 9 programmi personalizzati.
Procedura di memorizzazione (STORE)
Dopo aver regolato la saldatrice in modo ottimale per una determinata
saldatura, procedere come segue (FIG.C):
a) Premere il tasto (7) “STORE” per 3 secondi.
b) Appare “St_ ” sul display (4) ed un numero compreso tra 1 e 9.
c) Ruotando la manopola (5) scegliere il numero con cui si desidera
memorizzare il programma.
d) Premere nuovamente il tasto (7) “STORE”:
- se il tasto “STORE” viene premuto per un tempo superiore ai 3
secondi il programma è stato memorizzato correttamente e
appare la scritta “YES”;
- se il tasto “STORE” viene premuto per un tempo inferiore ai 3
- Tipo B ( ) per macchine trifasi.
- Al fine di soddisfare i requisiti della Norma EN 61000-3-11 (Flicker)
si consiglia il collegamento della saldatrice ai punti di interfaccia
della rete di alimentazione che presentano un'impedenza minore di
Zmax =0,18 ohm.
Spina e presa
Collegare al cavo di alimentazione una spina normalizzata, (2P + T) di
portata adeguata e predisporre una presa di rete dotata di fusibili o
interruttore automatico; l'apposito terminale di terra deve essere
collegato al conduttore di terra (giallo-verde) della linea di
alimentazione. La tabella 1 (TAB.1) riporta i valori consigliati in ampere
dei fusibili ritardati di linea scelti in base alla massima corrente
nominale erogata dalla saldatrice, e alla tensione nominale di
alimentazione.
______________________________________________________
ATTENZIONE! L'inosservanza delle regole sopraesposte
rende inefficace il sistema di sicurezza previsto dal costruttore
(classe I) con conseguenti gravi rischi per le persone (es. shock
elettrico) e per le cose (es. incendio).
______________________________________________________
CONNESSIONI DEL CIRCUITO DI SALDATURA
______________________________________________________
ATTENZIONE! PRIMA DI ESEGUIRE I SEGUENTI
COLLEGAMENTI ACCERTARSI CHE LA SALDATRICE SIA
SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
La Tabella 1 (TAB. 1) riporta i valori consigliati per i cavi di saldatura (in
2
mm ) in base alla massima corrente erogata dalla saldatrice.
______________________________________________________
- 12 -
Page 13

SALDATURA MIG/MAG
Collegamento alla bombola gas
- Bombola gas caricabile sul piano d’appoggio del carrello max 60
kg.
- Avvitare il riduttore di pressione alla valvola della bombola gas
interponendo la riduzione apposita fornita come accessorio,
quando venga utilizzato gas Argon o miscela Argon/CO .
- Collegare il tubo di entrata del gas al riduttore e serrare la fascetta in
dotazione.
- Allentare la ghiera di regolazione del riduttore di pressione prima di
aprire la valvola della bombola.
Collegamento cavo di ritorno della corrente di saldatura
Collegare il cavo di ritorno della corrente di saldatura al pezzo da
saldare o al banco metallico su cui è appoggiato, il più vicino possibile
al giunto in esecuzione.
Collegamento torcia
Innestare la torcia (FIG.B (4)) nel connettore MIG ad essa dedicato
serrando a fondo manualmente la ghiera di bloccaggio. Predisporla al
primo caricamento del filo, smontando l'ugello ed il tubetto di contatto,
per facilitarne la fuoriuscita.
SALDATURA FLUX
I collegamenti del cavo di ritorno massa e la torcia sono analoghi alla
saldatura MIG/MAG, è necessario cambiare la polarità di tensione
(FIG.B (9)-(10)) nel vano aspo, come riportato nell’etichetta.
Collegamento Spool Gun (FIG.B)
- Collegare lo Spool Gun (4) all’attacco centralizzato ruotando a fondo
la ghiera di fissaggio.
- Inserire il connettore (5) del cavo comando all’apposita presa, la
saldatrice riconosce in modo automatico lo Spool Gun.
SALDATURA TIG
Collegamento della bombola gas
Bombola gas caricabile sul piano d’appoggio del carrello max 60 kg
- Avvitare il riduttore di pressione alla valvola della bombola gas
interponendo la riduzione apposita fornita come accessorio, per
gas Argon.
- Collegare il tubo di entrata del gas al riduttore e serrare la fascetta in
dotazione; collegare quindi l’altra estremità del tubo all’apposito
raccordo presente nella torcia Tig a rubinetto.
- Allentare la ghiera di regolazione del riduttore di pressione prima di
aprire la valvola della bombola.
Collegamento del cavo di ritorno della corrente di saldatura
- Collegare il cavo al pezzo da saldare o al banco metallico su cui
quest’ultimo è appoggiato, il più vicino possibile al giunto in
esecuzione.
- Collegare il cavo sulla saldatrice alla presa rapida (+).
Collegamento della torcia Tig (FIG.M)
- Collegare la torcia TIG alla presa rapida (-) sul pannello anteriore
della saldatrice.
SALDATURA MMA
La quasi totalità degli elettrodi rivestiti va collegata al polo positivo (+)
del generatore; eccezionalmente al polo negativo (-) per elettrodi con
rivestimento acido.
Collegamento cavo di saldatura pinza-portaelettrodo
Porta sul terminale un speciale morsetto che serve a serrare la parte
scoperta dell’elettrodo.
Questo cavo va collegato al morsetto con il simbolo (+) .
Collegamento cavo di ritorno della corrente di saldatura
Va collegato al pezzo da saldare o al banco metallico su cui è
appoggiato, il più vicino possibile al giunto in esecuzione.
Questo cavo va collegato al morsetto con il simbolo (-).
Raccomandazioni:
- Ruotare a fondo i connettori dei cavi di saldatura nelle prese rapide
(se presenti), per garantire un perfetto contatto elettrico; in caso
contrario si produrranno surriscaldamenti dei connettori stessi con
relativo loro rapido deterioramento e perdita di efficenza.
- Utilizzare i cavi di saldatura più corti possibile.
- Evitare di utilizzare strutture metalliche non facenti parte del pezzo
in lavorazione, in sostituzione del cavo di ritorno della corrente di
saldatura; ciò può essere pericoloso per la sicurezza e dare
risultati insoddisfacenti per la saldatura.
CARICAMENTO BOBINA FILO (Fig. G)
______________________________________________________
ATTENZIONE! PRIMA DI INIZIARE LE OPERAZIONI DI
CARICO DEL FILO, ACCERTARSI CHE LA SALDATRICE SIA
SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
______________________________________________________
VERIFICARE CHE I RULLI TRAINAFILO, LA GUAINA GUIDAFILO
ED IL TUBETTO DI CO NTATTO DELLA TORCIA SIANO
CORRISPONDENTI AL DIAMETRO E ALLA NATURA DEL FILO CHE
S'INTENDE UTILIZZARE E CHE SIANO CORRETTAMENTE
MONTATI. DURANTE LE FASI DI INFILAMENTO DEL FILO NON
INDOSSARE GUANTI DI PROTEZIONE.
- Aprire lo sportello del vano aspo.
- Posizionare la bobina di filo sull'aspo; assicurarsi che il piolino di
trascinamento dell'aspo sia correttamente alloggiato nel foro
previsto (1a).
2
- Liberare il/i controrullo/i di pressione e allontanarlo/i dal/i rullo/i
inferiore/i (2a);
- Verificare che il/i rullino/i di traino sia/siano adatto/i al filo utilizzato
(2b).
- Liberare il capo del filo, troncarne l'estremità deformata con un
taglio netto e privo di bava; ruotare la bobina in senso antiorario ed
imboccare il capo del filo nel guidafilo d'entrata spingendolo per 50100mm nel guidafilo del raccordo torcia (2c).
- Riposizionare il/i controrullo/i regolandone la pressione ad un
valore intermedio, verificare che il filo sia correttamente posizionato
nella cava del/i rullo/i inferiore/i (3).
- Frenare leggermente l'aspo agendo sull'apposita vite di
regolazione posizionata al centro dell’aspo stesso (1b).
- Togliere l’ugello e il tubetto di contatto (4a).
- Inserire la spina della saldatrice nella presa di alimentazione,
accendere la saldatrice, premere il pulsante torcia e attendere che il
capo del filo percorrendo tutta la guaina guidafilo fuoriesca per 1015cm dalla parte anteriore della torcia, rilasciare il pulsante.
______________________________________________________
ATTENZIONE! Durante queste operazioni il filo è sotto
tensione elettrica ed è sottoposto a forza meccanica; può quindi
causare, non adottando opportune precauzioni, pericoli di shock
elettrico, ferite ed innescare archi elettrici:
______________________________________________________
- Non indirizzare l'imboccatura della torcia contro parti del corpo.
- Non avvicinare alla bombola la torcia.
- Rimontare sulla torcia il tubetto di contatto e l'ugello (4b).
- Verificare che l'avanzamento del filo sia regolare; tarare la
pressione dei rulli e la frenatura dell'aspo ai valori minimi possibili
verificando che il filo non slitti nella cava e che all'atto dell'arresto
del traino non si allentino le spire di filo per eccessiva inerzia della
bobina.
- Troncare l'estremità del filo fuoriuscente dall'ugello a 10-15mm.
- Chiudere lo sportello del vano aspo.
CARICAMENTO BOBINA FILO SULLO SPOOL GUN (Fig. H)
______________________________________________________
ATTENZIONE! PRIMA DI INIZIARE LE OPERAZIONI DI
CARICO DEL FILO, ACCERTARSI CHE LA SALDATRICE SIA
SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
OPPURE CHE LO SPOOL GUN SIA SCOLLEGATO DALLA
SALDATRICE.
______________________________________________________
VERIFICARE CHE I RULLI TRAINAFILO, LA GUAINA GUIDAFILO
ED IL TUBETTO DI CONTATTO DELLO SPOOL GUN SIANO
CORRISPONDENTI AL DIAMETRO E ALLA NATURA DEL FILO CHE
S’INTENDE UTILIZZARE E CHE SIANO CORRETTAMENTE
MONTATI. DURANTE LE FASI DI INFILAMENTO DEL FILO NON
INDOSSARE GUANTI DI PROTEZIONE.
- Togliere il coperchio svitando l’apposita vite (1).
- Posizionare la bobina del filo sull’aspo.
- Liberare il controrullo di pressione e allontanarlo dal rullo
inferiore (2).
- Liberare il capo del filo, troncarne l’estremità deformata con un taglio
netto e privo di bava; ruotare la bobina in senso antiorario ed
imboccare il capo del filo nel guidafilo d’entrata spingendolo per 50100mm all’interno della lancia (2).
- Riposizionare il controrullo regolandone la pressione ad un valore
intermedio e verificare che il filo sia correttamente posizionato nella
cava del rullo inferiore (3).
- Frenare leggermente l’aspo agendo sull’apposita vite di
regolazione.
- A Spool gun collegato, inserire la spina della saldatrice nella presa
di alimentazione, accendere la saldatrice e premere il pulsante dello
spool gun ed attendere che il capo del filo percorrendo tutta la
guaina guidafilo fuoriesca per 100-150mm dalla par te anteriore
della torcia, rilasciare il pulsante torcia.
SOSTITUZIONE DELLA GUAINA GUIDAFILO NELLA TORCIA
(FIG. I)
Prima di procedere alla sostituzione della guaina, stendere il cavo
della torcia evitando che formi delle curve.
Guaina a spirale per fili acciaio
1- Svitare l'ugello ed il tubetto di contatto della testa della torcia.
2- Svitare il dado fermaguaina del connettore centrale e sfilare la
guaina esistente.
3- Infilare la nuova guaina nel condotto del cavo-torcia e spingerla
dolcemente fino a farla fuoriuscire dalla testa della torcia.
4- Riavvitare il dado fermaguaina a mano.
5- Tagliare a filo il tratto di guaina eccedente comprimendola
leggermente; ritoglierla dal cavo torcia.
6- Smussare la zona di taglio della guaina e reinserirla nel condotto
del cavo-torcia.
7- Riavvitare quindi il dado stringendolo con una chiave.
8-Rimontare il tubetto di contatto e l'ugello.
Guaina in materiale sintetico per fili alluminio
Eseguire le operazioni 1, 2, 3 come indicato per la guaina acciaio ( non
considerare le operazioni 4, 5, 6, 7,8).
9- Riavvitare il tubetto di contatto per alluminio verificando che vada
in contatto con la guaina.
10- Inserire sull'estremità opposta della guaina (lato attacco torcia) il
nipple di ottone, l'anello OR e, mantenendo la guaina in leggera
pressione, serrare il dado fermaguaina. La parte della guaina in
- 13 -
Page 14

eccesso sarà rimossa a misura successivamente (vedi (13)). Acciai al carbonio e basso legati
Estrarre dal raccordo torcia del trainafilo il tubo capillare per guaine - Diametro fili utilizzabili: 0,8-1,6mm
acciaio. - Gamma corrente di saldatura: 60-360A
11- NON E' PREVISTO IL TUBO CAPILLARE per guaine alluminio di
diametro 1,6-2,4mm (colore giallo); la guaina verrà quindi inserita
nel raccordo torcia senza di esso.
Tagliare il tubo capillare per guaine alluminio di diametro 1-1,2mm
(colore rosso) ad una misura inferiore di 2 mm circa rispetto a
quella del tubo acciaio, ed inserirlo sull'estremità libera della
guaina.
12- Inserire e bloccare la torcia nel raccordo del trainafilo, segnare la
guaina a 1-2mm di distanza dai rulli, riestrarre la torcia.
13- Tagliare la guaina, alla misura prevista, senza deformarne il foro
d'ingresso.
Rimontare la torcia nel raccordo del trainafilo e montare l'ugello
gas.
6. SALDATURA A FILO
Short Arc (Arco corto)
La fusione del filo e distacco della goccia avviene per corto-circuiti
successivi dalla punta del filo nel bagno di fusione (fino a 200 volte al
secondo).
Acciai al carbonio e basso-legati
- Diametro fili utilizzabili: 0,6-1,2mm
- Gamma corrente di saldatura: 40-210A
- Gamma tensione d'arco: 14-23V
- Gas utilizzabile: CO o miscele Ar/CO o Ar/CO /O
Acciai inossidabili
- Diametro fili utilizzabili: 0,8-1mm
- Gamma corrente di saldatura: 40-160A
- Gamma tensioni d'arco: 14-20V
- Gas utilizzabile: miscele Ar/O o Ar/CO (1-2%)
Alluminio e leghe
- Diametro fili utilizzabili: 0,8-1,6mm
- Gamma corrente di saldatura: 75-160A
- Gamma tensioni di saldatura: 16-22V
- Gas utilizzabile: Ar 99,9%
- Lunghezza libera del filo (stickout): 5-12mm
Tipicamente il tubetto di contatto deve essere a filo dell'ugello o
leggermente sporgente con i fili più sottili e tensione d'arco più
basse; la lunghezza libera del filo (stick-out) sarà normalmente
compresa tra 5 e 12mm.
Applicazione: Saldatura in ogni posizione, su spessori sottili o per
la prima passata entro smussi favorita dall'appor to termico limitato e
il bagno ben controllabile.
Nota: Il trasferimento SHORT ARC per la saldatura dell'alluminio e
leghe dev'essere adottato con precauzione (specialmente con fili di
diametro >1mm) in quanto può presentarsi il rischio di difetti di
fusione.
SALDATURA A FILO
SPRAY ARC (ARCO A SPRUZZO)
La fusione del filo avviene a correnti e tensioni più elevate rispetto lo
"short arc" e la punta del filo non entra più in contatto col bagno di
fusione; da essa prende origine un arco attraverso cui passano le
gocce metalliche provenienti dalla fusione continua del filo
elettrodo, in assenza quindi di corto-circuiti.
Acciai al carbonio e basso legati
- Diametro fili utilizzabili: 0,8-1,6mm
- Gamma corrente di saldatura: 180-450A
- Gamma tensione d'arco: 24-40V
- Gas utilizzabile: miscele Ar/CO o Ar/CO /O
Acciai inossidabili
- Diametro fili utilizzabili: 1-1,6mm
- Gamma corrente di saldatura: 140-390A
- Gamma tensione di saldatura: 22-32V
- Gas utilizzabile: miscele Ar/O o Ar/CO (1-2%)
Alluminio e leghe
- Diametro fili utilizzabili: 0,8-1,6mm
- Gamma corrente di saldatura: 120-360A
- Gamma tensione di saldatura: 24-30V
- Gas utilizzabile: Ar 99,9%
Tipicamente il tubetto di contatto deve essere all'interno dell'ugello
di 5-10mm, tanto più quanto più è elevata la tensione d'arco; la
lunghezza libera del filo (stick-out) sarà normalmente compresa tra
10e 12mm.
In MODALITÀ MANUALE (“PRG 0”), una volta che i parametri
velocità di filo e tensione d’arco siano stati selezionati correttamente
(ossia con valori compatibili), il valore di reattanza da selezionare è
indifferente.
Applicazione: Saldatura in piano con spessori non infer iori a 34mm (bagno molto fluido); la velocità d'esecuzione e il tasso di
deposito sono molto elevati (alto apporto termico).
SALDATURA A FILO
PULSE ARC (ARCO PULSATO), OVE PREVISTO
E’ un trasferimento “controllato” situato nella zona di funzionalità
“spray-arc” (spray-arc modificato) e possiede quindi i vantaggi di
velocità di fusione e assenza di proiezioni estendendosi a valori di
corrente notevolmente bassi, tali da soddisfare anche molte
applicazioni tipiche del “short-arc”.
Ad ogni impulso di corrente corrisponde il distacco di una singola
goccia del filo elettrodo; il fenomeno avviene con una frequenza
proporzionale alla velocità di avanzamento filo con legge di variazione
legata al tipo e al diametro del filo stesso (valori tipici di frequenza: 30300Hz).
2 2 2 2
2 2
2 2 2
2 2
- Gamma tensione d’arco: 18-32V
- Gas utilizzabile: miscele Ar/CO o Ar/CO /O
Acciai inossidabili
- Diametro fili utilizzabili: 0,8-1,2mm
- Gamma corrente di saldatura: 50-230A
- Gamma tensione di saldatura: 17-26 V
- Gas utilizzabile: miscele Ar/cO o Ar/CO (1-2%)
Alluminio o leghe:
- Diametro fili utilizzabili: 0,8-1,6mm
- Gamma corrente di saldatura: 40-320A
- Gamma tensione di saldatura: 17-28V
- Gas utilizzabile: Ar 99,9%
Tipicamente il tubetto di contatto deve essere all’interno dell’ugello di
5-10mm, tanto più quanto più è elevata la tensione d’arco; la
lunghezza libera del filo (stick-out) sarà normalmente compresa tra 10
e 12mm.
Applicazione: saldatura in “posizione” su spessori medio-bassi e su
materiali termicamente suscettibili, particolarmente adatto per
saldare su leghe leggere (alluminio e sue leghe) anche su
spessori inferiori a 3mm.
REGOLAZIONE DEI PARAMETRI DI SALDATURA
Gas di protezione
La portata del gas di protezione deve essere:
short arc: 8-14 l/min
in funzione dell'intensità della corrente di saldatura e del diametro
dell'ugello.
Corrente di saldatura
È determinata per un dato diametro di filo dalla sua velocità di
avanzamento. Si osservi che a parità di corrente richiesta la velocità di
avanzamento del filo è inversamente proporzionale al diametro del filo
utilizzato.
I valori indicativi della corrente in saldatura manuale per i fili più
comunemente usati sono indicati in tabella (TAB. 5).
Tensione d'arco
La tensione d'arco è regolabile dall’operatore ruotando l’encoder
(FIG.C (5)); essa si adegua alla velocità di avanzamento del filo
(corrente) scelta in base al diametro del filo utilizzato e alla natura del
gas di protezione, in modo progressivo secondo la relazione seguente
che ne fornisce un valore medio:
U = (14 + 0,05 x I )
2 2
dove: U :Tensione d'arco in volt;
2
I :Corrente di saldatura in ampere.
2
Qualità della saldatura
La qualità del cordone di saldatura contemporaneamente alla minima
quantità di spruzzi prodotta, sarà principalmente determinata
dall'equilibrio dei parametri di saldatura: corrente (velocità filo),
diametro del filo, tensione d'arco, etc.
Allo stesso modo la posizione della torcia andrà adeguata alle
immagini in figura (FIG. L), onde evitare eccessiva produzione di
spruzzi e difetti del cordone.
Anche la velocità di saldatura (velocità di avanzamento lungo il giunto)
è un elemento determinante per la corretta esecuzione del cordone; di
essa si dovrà tener conto a parità degli altri parametri, soprattutto al
fine della penetrazione e della forma del cordone stesso.
2 2 2
(CO max 20%)
2 2
I difetti di saldatura più comuni sono riassunti in TAB.8.
SALDATURA TIG (DC)
La saldatura TIG è un procedimento di saldatura che sfrutta il calore
prodotto dall'arco elettrico che viene innescato, e mantenuto, tra un
elettrodo infusibile (Tungsteno) ed il pezzo da saldare. L'elettrodo di
Tungsteno è sostenuto da una torcia adatta a trasmettervi la corrente
di saldatura e proteggere l'elettrodo stesso ed il bagno di saldatura
dall'ossidazione atmosferica mediante un flusso di gas inerte
(normalmente Argon: Ar 99,5%) che fuoriesce dall'ugello ceramico
(FIG. M).
E' indispensabile per una buona saldatura impiegare l'esatto diametro
di elettrodo con l'esatta corrente, vedi tabella (TAB.6).
La sporgenza normale dell'elettrodo dall'ugello ceramico è di 2-3mm e
può raggiungere 8mm per saldature ad angolo.
La saldatura avviene per fusione dei lembi del giunto. Per spessori
sottili opportunamente preparati (fino a 1mm ca.) non serve materiale
d'apporto (FIG. N).
Per spessori superiori sono necessarie bacchette della stessa
composizione del materiale base e di diametro opportuno, con
preparazione adeguata dei lembi (FIG. O). E' opportuno, per una
buona riuscita della saldatura, che i pezzi siano accuratamente puliti
ed esenti da ossido, oli, grassi, solventi, etc.
Innesco LIFT:
L’accensione dell’arco elettrico avviene allontanando l’elettrodo di
tungsteno dal pezzo da saldare. Tale modalità di innesco causa meno
disturbi elettro-irradiati e riduce al minimo le inclusioni di tungsteno e
l’usura dell’elettrodo.
Procedimento:
Appoggiare la punta dell'elettrodo sul pezzo, con leggera pressione.
Sollevare l'elettrodo di 2-3mm con qualche istante di ritardo, ottenendo
così l'innesco dell'arco. La saldatrice inizialmente eroga una corrente
I , dopo qualche istante, verrà erogata la corrente di saldatura
BASE
impostata.
Saldatura TIG DC
La saldatura TIG DC è adatta a tutti gli acciai al carbonio basso-legati e
- 14 -
2
Page 15
alto-legati e ai metalli pesanti rame, nichel, titanio e loro leghe.
Per la saldatura in TIG DC con elettrodo al polo (-) è generalmente - Periodicamente e comunque con frequenza in funzione dell'utilizzo
usato l'elettrodo con il 2% di Cerio (banda colorata grigia). e della polverosità dell'ambiente, ispezionare l'interno della
E' necessario appuntire assialmente l'elettrodo di Tungsteno alla mola, saldatrice e rimuovere la polvere depositatasi su trasformatore,
vedi FIG. P, avendo cura che la punta sia perfettamente concentrica
onde evitare deviazioni dell'arco. E' importante effettuare la molatura
nel senso della lunghezza dell'elettrodo. Tale operazione andrà
ripetuta periodicamente in funzione dell'impiego e dell'usura
dell'elettrodo oppure quando lo stesso sia stato accidentalmente
contaminato, ossidato oppure impiegato non correttamente.
SALDATURA CON ELETTRODO RIVESTITO MMA
E' indispensabile, rifarsi alle indicazioni del fabbricante riportate sulla
confezione degli elettrodi utilizzati indicanti la corretta polarità
dell'elettrodo e la relativa corrente ottimale.
La corrente di saldatura va regolata in funzione del diametro
dell'elettrodo utilizzato ed al tipo di giunto che si desidera eseguire
(TAB. 7).
Si osservi che a parità di diametro dell’elettrodo, valori elevati di
corrente saranno utilizzati per saldature in piano, mentre per saldature
in verticale o sopratesta dovranno essere utilizzate correnti più basse.
Le caratteristiche meccaniche del giunto saldato sono determinate,
oltre che dall’intensità di corrente scelta, dagli altri parametri di
saldatura quali lunghezza dell’arco, velocità e posizione di
esecuzione, diametro e qualità degli elettrodi (per una corretta
conservazione mantenere gli elettrodi al riparo dall’umidità, protetti
dalle apposite confezioni o contenitori).
Le caratteristiche della saldatura dipendono anche dal valore di ARCFORCE (comportamento dinamico) della saldatrice.
Si osservi che valori alti di ARC-FORCE danno maggior
penetrazione e permettono la saldatura in qualsiasi posizione
tipicamente con elettrodi basici, valori bassi di ARC-FORCE
permettono un arco più morbido e privo di spruzzi tipicamente con
elettrodi rutili.
La saldatrice è inoltre equipaggiata di dispositivi HOT START e
ANTI STICK che garantiscono partenze facili e assenza di
incollamento dell’elettrodo al pezzo.
Procedimento
Tenendo la maschera DAVANTI AL VISO, strofinare la punta
dell'elettrodo sul pezzo da saldare eseguendo un movimento come si
dovesse accendere un fiammifero; questo è il metodo più corretto per
innescare l'arco.
ATTENZIONE: NON PICCHIETTARE l'elettrodo sul pezzo; si
rischierebbe di danneggiarne il rivestimento rendendo difficoltoso
l'innesco dell'arco.
Appena innescato l'arco, cercare di mantenere una distanza dal pezzo
equivalente al diametro dell'elettrodo utilizzato e mantenere questa
distanza la più costante possibile durante l'esecuzione della saldatura;
ricordare che l'inclinazione dell'elettrodo nel senso dell'avanzamento
dovrà essere di circa 20-30 gradi (FIG.Q).
Alla fine del cordone di saldatura, portare l'estemità dell'elettrodo
leggermente indietro rispetto la direzione di avanzamento, al di sopra
del cratere per effettuare il riempimento, quindi sollevare rapidamente
l'elettrodo dal bagno di fusione per ottenere lo spegnimento dell'arco
(Aspetti del cordone di saldatura - FIG. R).
7. MANUTENZIONE
______________________________________________________
ATTENZIONE! PRIMA DI ESEGUIRE LE OPERAZIONI DI
MANUTENZIONE, ACCERTARSI CHE LA SALDATRICE SIA
SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
______________________________________________________
MANUTENZIONE ORDINARIA
LE OPERAZIONI DI MANUTENZIONE ORDINARIA POSSONO
ESSERE ESEGUITE DALL’OPERATORE.
Torcia
- Evitare di appoggiare la torcia e il suo cavo su pezzi caldi; ciò
causerebbe la fusione dei materiali isolanti mettendola
rapidamente fuori servizio;
- Verificare periodicamente la tenuta della tubazione e raccordi gas;
- Ad ogni sostituzione della bobina filo soffiare con aria compressa
secca (max 5 bar) nella guaina guidafilo, verificarne l'integrità;
- Controllare, prima di ogni utilizzo, lo stato di usura e la correttezza di
montaggio delle parti terminali della torcia: ugello, tubetto di
contatto, diffusore gas.
Alimentatore di filo
- Verificare frequentemente lo stato di usura dei rulli trainafilo,
asportare periodicamente la polvere metallica depositatasi nella
zona di traino (rulli e guidafilo di entrata ed uscita).
MANUTENZIONE STRAORDINARIA
LE OPERAZIONI DI MANUTENZIONE STRAORDINARIA DEVONO
ESSERE ESEGUITE ESCLUSIVAMENTE DA PERSONALE
ES PERTO O QUA LIF ICATO IN AMB ITO ELE TTR ICOMECCANICO.
______________________________________________________
ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA
SALDATRICE ED ACCEDERE AL SUO INTERNO ACCERTARSI
CHE LA SALDATRICE SIA SPENTA E SCOLLEGATA DALLA RETE
DI ALIMENTAZIONE.
Eventuali controlli eseguiti sotto tensione all'interno della
saldatrice possono causare shock elettrico grave originato da
contatto diretto con parti in tensione e/o lesioni dovute al
contatto diretto con organi in movimento.
______________________________________________________
reattanza e raddrizzatore mediante un getto d'aria compressa
secca (max 10 bar).
- Evitare di dirigere il getto d'aria compressa sulle schede
elettroniche; provvedere alla loro eventuale pulizia con una
spazzola molto morbida od appropriati solventi.
- Con l'occasione verificare che le connessioni elettriche siano ben
serrate ed i cablaggi non presentino danni all'isolamento.
- Al termine di dette operazioni rimontare i pannelli della saldatrice
serrando a fondo le viti di fissaggio.
- Evitare assolutamente di eseguire operazioni di saldatura a
saldatrice aperta.
8. RICERCA GUASTI
NELL'EVENTUALITA' DI FUNZIONAMENTO INSODDISFACENTE, E
PRIMA DI ESEGUIRE VERIFICHE PIU' SISTEMATICHE O
RIVOLGERVI AL VOSTRO CENTRO ASSISTENZA CONTROLLARE
CHE:
- La corrente di saldatura, regolata tramite il potenziometro con
riferimento alla scala graduata in ampere, sia adeguata al diametro
e al tipo di elettrodo utilizzato.
- Con interruttore generale in "ON" la lampada relativa sia accesa; in
caso contrario il difetto normalmente risiede nella linea di
alimentazione (cavi, presa e/o spina, fusibili, etc.).
- Non sia acceso il led giallo segnalante l'intervento della sicurezza
termica di sovra o sottotensione o di corto circuito.
- Assicurarsi di aver osservato il rapporto di intermittenza nominale;
in caso di intervento della protezione termostatica attendere il
raffreddamento naturale della saldatrice, verificare la funzionalità
del ventilatore.
- Controllare la tensione di linea: se il valore è troppo alto o troppo
basso la saldatrice rimane in blocco.
- Controllare che non vi sia un cortocircuito all'uscita della saldatrice:
in tal caso procedere all'eliminazione dell'inconveniente.
- I collegamenti del circuito di saldatura siano effettuati
correttamente, particolarmente che la pinza del cavo di massa sia
effettivamente collegata al pezzo e senza interposizione di
materiali isolanti (es. Vernici).
- Il gas di protezione usato sia corretto (Argon 99,5%) e nella
giusta quantità.
_______________(F)_______________
MANUEL D'INSTRUCTIONS
ATTENTION! AVANT TOUTE UTILISATION DU POSTE DE
S OU DA GE , L I RE AT TE N TI V E ME N T L E M A NU E L
D'INSTRUCTIONS.
POSTES DE SOUDAGE À FIL CONTINU POUR LE SOUDAGE À
L'ARC MIG/MAG-FLUX, TIG, MMA PRÉVUS POUR UNE
UTILISATION INDUSTRIELLE ET PROFESSIONNELLE.
Remarque: le terme "poste de soudage" sera ensuite utilisé dans
le texte.
1.RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE SOUDAGE À
L'ARC
L'opérateur doit être informé de façon adéquate sur l'utilisation
en toute sécurité du poste de soudage, ainsi que sur les risques
liés aux procédés de soudage à l'arc, les mesures de précaution
et les procédures d'urgence devant être adoptées.
(Se reporter également à la ”SPÉCIFICATION TECHNIQUE CEI ou
CLC/TS 62081: INSTALLATION ET UTILISATION DES APPAREILS
POUR LE SOUDAGE À L'ARC).
- Éviter tout contact direct avec le circuit de soudage; dans
certains cas, la tension à vide fournie par le poste de soudage
peut être dangereuse.
- Éteindre le poste de soudage et le débrancher de la prise
secteur avant de procéder au branchement des câbles de
soudage et aux opérations de contrôle et de réparation.
- Éteindre le poste de soudage et le débrancher de la prise
secteur avant de remplacer les pièces de la torche sujettes à
usure.
- L'installation électrique doit être effectuée conformément aux
normes et à la législation sur la prévention des accidents du
travail.
- Le poste de soudage doit exclusivement être connecté à un
système d'alimentation avec conducteur de neutre relié à la
terre.
- S'assurer que la prise d'alimentation est correctement reliée à
la terre.
- Ne pas utiliser le poste de soudage dans des lieux humides,
sur des sols mouillés ou sous la pluie.
- Ne pas utiliser de câbles à l'isolation défectueuse ou aux
connexions desserrées.
- En cas d'utilisation d'un système de refroidissement liquide,
- 15 -
Page 16
le remplissage d'eau doit être effectué avec le poste de électriquement peut entraîner une accumulation de tension à
soudage à l'arrêt et débranché du réseau d'alimentation vide dangereuse entre deux porte-électrode ou torches
électrique. pouvant atteindre le double de la limite admissible.
- Ne pas souder sur emballages, récipients ou tuyauteries
contenant ou ayant contenu des produits inflammables
liquides ou gazeux.
- Éviter de souder sur des matériaux nettoyés avec des
solvants chlorurés ou à proximité de ce type de produit.
- Ne pas souder sur des récipients sous pression. - RENVERSEMENT: Installer le poste de soudage sur une
- Ne laisser aucun matériau inflammable à proximité du lieu de surface horizontale de portée adéquate pour éviter tout
travail (par exemple bois, papier, chiffons, etc.) risque de renversement (par ex. en cas de sol incliné ou
- Prévoir un renouvellement d'air adéquat des locaux ou irrégulier, etc.)
installer à proximité de l'arc des appareils assurant
l'élimination des fumées de soudage; une évaluation
systématique des limites d'exposition aux fumées de
soudage en fonction de leur composition, de leur
concentration et de la durée de l'exposition elle-même est
indispensable.
- Protéger la bonbonne de gaz des sources de chaleur, y
compris des rayons UV.
,
*
- Prévoir un isolement électrique adéquat de l'électrode, de la
pièce en cours de traitement, et des éventuelles parties
métalliques se trouvant à proximité (accessibles). Cet
isolement est généralement assuré au moyen de gants, de
chaussures de sécurité et autres spécifiquement prévus,
ainsi que de plate-formes ou de tapis isolants.
- Toujours protéger les yeux au moyen de verres inactiniques
spéciaux montés sur le masque ou le casque. Utiliser des
gants et des vêtements de protection afin d'éviter d'exposer
l'épiderme aux rayons ultraviolets produits par l'arc. Ces
mesures de protection doivent également être étendues à
toute personne se trouvant à proximité de l'arc au moyen
d'écrans ou de rideaux non réfléchissants.
- Bruit: si, du fait d'opérations de soudage particulièrement
intensives, le niveau d'exposition quotidienne personnelle
(LEPd) est égal ou supérieur à 85db (A), l'utilisation de
moyens de protection individuelle adéquats est obligatoire.
)
- Les champs électromagnétiques produits par le processus
de soudage peuvent interférer avec le fonctionnement des
appareils électriques et électroniques.
Les porteurs d'appareils électriques ou électroniques
médicaux (par ex., stimulateurs cardiaques, respirateurs,
etc.) doivent consulter leur médecin traitant avant de
stationner à proximité des zones d'utilisation du poste de
soudage. L'utilisation du poste de soudage est déconseillée
aux porteurs d'appareils électriques ou électroniques
médicaux.
- Ce poste de soudage est conforme à la norme technique de
produit pour une utilisation exclusive dans un environnement
industriel et de type professionnel.
La conformité à la compatibilité électromagnétique en milieu
domestique n'est pas garantie.
PRÉCAUTIONS SUPPLÉMENTAIRES
TOUTE OPÉRATION DE SOUDAGE:
- dans des lieux comportant des risques accrus de choc
électrique;
- dans des lieux fermés;
- en présence de matériaux inflammables ou comportant
des risques d'explosion;
DOIT être soumise à l'approbation préalable d'un
”Responsable expert”, et toujours effectuée en présence
d'autres personnes formées pour intervenir en cas
d'urgence.
Les moyens techniques de protection décrits aux points
5.10; A.7; A.9. de la ”SPÉCIFICATION TECHNIQUE CLC/TS
(CEI) 62081” DOIVENT être adoptés.
- NE JAMAIS procéder au soudage si le poste de soudage ou le
dispositif d'alimentation du fil est maintenu par l'opérateur
(par ex. au moyen de courroies).
- Tout soudage par l'opérateur en position surélevée est
interdit, sauf en cas d'utilisation de plates-formes de sécurité.
- TENSION ENTRE PORTE-ÉLECTRODE OU TORCHES: toute
intervention effectuée avec plusieurs postes de soudage sur
la même pièce ou sur plusieurs pièces connectées
Il est indispensable qu'un coordinateur expert procède à la
mesure des instruments pour déterminer la présence
effective de risques, et adopte des mesures de protection
adéquates, comme indiqué au point 5.9 de la SPÉCIFICATION
TECHNIQUE CLC/TS 62081.
RISQUES RÉSIDUELS
- UTILISATION INCORRECTE: il est dangereux d'utiliser le
poste de soudage pour d'autres applications que celles
prévues (ex.: décongélation des tuyauteries du réseau
hydrique.)
- DÉPLACEMENT DU POSTE DE SOUDAGE: toujours assurer
la bonbonne de gaz avec des moyens adéquats pour éviter
toute chute accidentelle.
Les protections et les parties mobiles de la structure du poste de
soudage et du dispositif d'alimentation du fil doivent être
installées avant de brancher le poste de soudage au réseau
secteur.
ATTENTION! TOUTE INTERVENTION MANUELLE EFFECTUÉE
SUR LES PARTIES EN MOUVEMEN T DU DI SP OSITIF
D'ALIMENTATION DU FIL, COMME PAR EXEMPLE:
- Remplacement des rouleaux et/ou du guide-fil;
- Introduction du fil dans les rouleaux;
- Chargement de la bobine de fil;
- Nettoyage des rouleaux, des engrenages et de la partie
située en dessous de ces derniers;
- Lubrification des engrenages
DOIT ÊTRE EFFECTUÉE AVEC LE POSTE DE SOUDAGE ÉTEINT
ET DÉBRANCHÉ DU RÉSEAU D'ALIMENTATION ÉLECTRIQUE.
2. INTRODUCTION ET DESCRIPTION GÉNÉRALE
INTRODUCTION
Ces postes de soudage monophasés sont des sources de courant
basées sur la toute dernière technologie à inverseur Igbt avec contrôle
entièrement numérique et sont équipés d'une alimentation à fil intégré.
Les postes de soudage permettent de réaliser des soudages haute
qualité en MIG/MAG synergique continu, TIG et MMA et en MIG/MAG
synergique pulsé si prévu. Le dispositif d'alimentation du fil est équipé
d'un groupe d'entraînement du fil à 2 rouleaux motorisés avec
régulation indépendante de la pression d'entraînement. Le panneau
de contrôle numérique, auquel est incorporée la carte de régulation à
microprocesseur, remplit trois fonctions essentielles:
a) CONFIGURATION ET RÉGLAGE DES PARAMÈTRES
Cette interface utilisateur permet la configuration et le réglage des
paramètres d'exploitation, la sélection des programmes
mémorisés, l'affichage sur écran de l'état et de la valeur des
paramètres.
b) R A PP E L D E P R O GR A M M ES S Y N E R G I Q U ES
PRÉMÉMORISÉS POUR SOUDAGE MIG-MAG
Ces programmes ont été prédéfinis et mémorisés par le
constructeur et ne peuvent donc être modifiés; le rappel de l'un de
ces programmes permet à l'utilisateur de sélectionner un point
d'intervention précis (correspondant à un groupe de différents
paramètres de soudage indépendants) en régulant une seule
grandeur.
Ce concept de SYNERGIE permet un réglage optimal
extrêmement aisé du poste de soudage en fonction de toutes les
conditions d'exploitation.
c) M ÉM ORISAT IO N ET R AP PEL DE P ROGRA MM ES
PERSONNALISÉS
Cette fonction est disponible tant dans le contexte d'un programme
synergique qu'en mode manuel (dans ce dernier cas, la
configuration de tous les paramètres de soudage est arbitraire.) Ce
mode de fonctionnement permet à l'utilisateur de mémoriser puis
de rappeler un soudage spécifique.
Le poste de soudage est prévu pour une utilisation avec torche
SPOOL GUN, pour le soudage de l'aluminium et des aciers en cas de
distances importantes entre le générateur et la pièce à souder.
SOUDABILITÉ DES MÉTAUX
MIG/MAG-FLUX: Le poste de soudage est indiqué pour le soudage
MIG de l'aluminium et des alliages d'aluminium, le brasage MIG,
typiquement effectué sur des tôles zinguées, et le soudage MAG des
aciers au carbone, alliages d'acier léger et aciers inox. Le poste de
soudage est également prévu pour le soudage Flux des fils fourrés
sans gaz de protection (self-shielding/autoblindage) après adaptation
de la polarité de la torche selon les indications fournies par le fabricant
- 16 -
Page 17
du fil. poste de soudure doivent être vérifiées directement sur la plaquette du
Le soudage MIG de l'aluminium et des alliages d'aluminium doit être poste de soudure.
effectué en utilisant des fils fourrés à la composition compatible avec le
matériau à souder et un gaz de protection Ar pur (99,9%).
Le brasage MIG type s'effectue sur des tôles zinguées en utilisant des
fils pleins en alliage de cuivre (ex. cuivre silicium ou cuivre aluminium)
avec gaz de protection Ar pur (99,9%).
Le soudage MAG des aciers au carbone et des alliages légers doit être
effectué en utilisant des fils pleins ou fourrés ayant une composition
compatible avec le matériau à souder, et un gaz de protection CO ou
desmélanges Ar/CO ou Ar/CO /O (Ar-Argon typiquement > 80%).
2 2 2
Pour le soudage des aciers inox sont généralement utilisés des
mélanges de gaz Ar/O ou Ar/CO (Ar typiquement>98%).
TIG: Le poste de soudage est prévu pourun soudage TIG en courant
continu (CC) avec amorçage de l'arc par Lift pouvant être utilisé avec
tous les types d'acier (au carbone, bas-allié et fortement allié) et les
métaux lourds (cuivre, nickel, titane et leurs alliages) et avec gaz de
protection Ar pur (99,9%) ou bien, pour des utilisations particulières,
avec des mélanges Argon/Hélium.
MMA: Le poste de soudage est prévu pour le soudage avec électrode
MMA en courant continu (CC) avec tous les types d'électrodes
enrobées.
CARACTÉRISTIQUES PRINCIPALES:
- Moniteur de la tension d'alimentation;
- Fonctionnement 2T/4T, Spot;
- Reconnaissance automatique de la torche;
- Régulation rampe de montée du fil, temps de pré-gaz, temps de
brûlure finale du fil (burn-back);
- Mémorisation/Rappel de programmes personnalisés
- Prévu pour utilisation torche SPOOL GUN;
- Protection thermostatique.
- Inversion de polarité (soudage FLUX)
ACCESSOIRES SUR DEMANDE
- Adaptateur bonbonne ARGON IT.
- Chariot
- Commande à distance manuelle 1 potentiomètre.
- Commande à distance manuelle 2 potentiomètres.
- Kit câbles de connexion R.A.
- Kit soudage aluminium.
- Kit soudage fil fourré.
- Kit soudage MMA.
- Kit soudage TIG DC.
- Torche MIG.
- Torche TIG.
3. DONNÉES TECHNIQUES
PLAQUETTE D'INFORMATIONS
Les principales informations concernant les performances du poste de
soudure sont résumées sur la plaque des caractéristiques avec la
signification suivante:
1 - Norme EUROPÉENNE de référence pour la sécurité et la
construction des postes de soudure pour soudure à l'arc.
2 - Symbole de la structure interne du poste de soudure.
3 - Symbole du procédé de soudage prévu.
4 - Symbole S: indique qu'il est possible d'effectuer des opérations de
soudage dans un milieu présentant des risques accrus de choc
électrique (par ex. à proximité immédiate de grandes masses
métalliques).
5 - Symbole de la ligne d'alimentation.
1~: tension alternative monophasée
3~: tension alternative triphasée
6 - Degré de protection de la structure.
7 - Informations caractéristiques de la ligne d'alimentation:
- U : tension alternative et fréquence d'alimentation du poste de
1
soudure (limites admises "15%).
- I : courant maximal absorbé par la ligne
1max
- I : courant d'alimentation efficace
1eff
8 - Performances du circuit de soudage:
- U : Tension maximale à vide (circuit de soudage ouvert).
0
- I /U : Courant et tension correspondante normalisée (U2 = (20 +
2 2
0,04 I2) V) pouvant être distribués par la machine durant le
soudage.
- X: Rapport d'intermittence: indique le temps durant lequel la
machine peut distribuer le courant correspondant (même
colonne). S'exprime en % sur la base d'un cycle de 10 mn (par
exemple: 60% = 6 minutes de travail, 4 minutes de pause; et
ainsi de suite).
En cas de dépassement des facteurs d'utilisation (figurant sur la
plaquette et indiquant 40°), la protection thermique se
déclenche et le poste de soudure se place en veille tant que la
température ne rentre pas dans les limites autorisées.
- A/V - A/V: indique la plage de régulation du courant de soudage
(minimum - maximum) à la tension d'arc correspondante.
9 - Numéro d'immatriculation pour l'identification du poste de
soudure (indispensable en cas de nécessité d'assistance
technique, demande pièces de rechange, recherche provenance
du produit).
10- Valeur des fusibles à commande retardée à prévoir pour la
protection de la ligne.
11- Symboles se référant aux normes de sécurité dont la signification
figure au chapitre 1 “Consignes générales de sécurité pour le
soudure à l'arc ”.
Note: La plaquette représentée indique la signification des symboles
et des chiffres; les valeurs exactes des informations techniques du
2 2
Fig. A
AUTRES INFORMATIONS TECHNIQUES:
- POSTE DE SOUDURE: voir tableau 1 (TAB.1)
- TORCHE MIG : voir tableau 2 (TAB.2)
- TORCHE TIG : voir tableau 3 (TAB.3)
- PINCE PORTE ELECTRODE : voir tableau 4 (TAB.4)
Le poids du poste de soudure est indiqué au TAB. 1
2
4. DESCRIPTION DU POSTE DE SOUDAGE
DISPOSITIFS DE CONTRÔLE, DE RÉGLAGE ET DE CONNEXION
Poste de soudage (FIG. B)
côté avant:
1 - Tableau de contrôle (voir description).
2 - Prise rapide négative (-) pour le câble du courant de soudage
(câble de masse pour MIG et MMA, câble de la torche pour TIG).
3 - Prise rapide positive (+) pour le câble de masse du soudage TIG.
4 - Attache centralisée pour la torche MIG (Euro).
5 - Connecteur à 14p pour connexion commande à distance (sur
demande) et Spool Gun.
côté postérieur:
6 - Interrupteur général ON/OFF.
7 - Attache du tuyau de gaz (bouteille) pour soudage MIG.
8 - Câble d'alimentation avec bloc-câble.
compartiment bobine:
9 - Borne positive (+).
10 - Borne négative (-).
N.B.: inversion de polarité pour soudage FLUX (no gaz).
TABLEAU DE CONTRÔLE DU POSTE DE SOUDAGE (FIG. C)
1- DEL de signalisation alarme (fonctionnement de la machine
bloqué).
Un message d'alarme apparaît sur le cadran d'affichage (4). Le
rétablissement de la machine est automatique quand la cause de
l'alarme disparaît.
2- DEL présence de tension en sortie (sortie activée).
3- DEL de signa lisation PROGRAMMATION POSTE DE
SOUDAGE.
4- Cadran d'affichage alphanumérique à 3 chiffres. Indications:
- Courant de soudage en ampère.
La valeur indiquée est celle définie avec le poste de soudage à
vide, et est la valeur réelle durant le fonctionnement.
- Un message d'alarme avec le code suivant:
"AL. 1" : intervention du thermostat de sécurité du circuit
primaire du fait d'une surchauffe de la machine
(version MIG Pulse uniquement).
"AL. 2" : l'un des thermostats de sécurité est intervenu suite à
la surchauffe de la machine.
"AL. 3" : anomalie de l'alimentation primaire : la tension
d'alimentation est hors des limites de la plage 15% par
rapport à la valeur de plaque.
ATTENTION: Ne pas dépasser la limite de tension
su périe ure s usm enti onnée s ous p eine
d'endommager sérieusement le dispositif.
"AL. 4" : anomalie de l'alimentation primaire : intervention de la
protection contre les sous-tensions de la ligne
d'alimentation (version MIG Pulse uniquement).
"AL. 7" : on est tenté de souder en MIG/MAG à un courant
excessif pour le générateur.
"AL. 8" : anomalie du circuit de soudage MIG/MAG (version
MIG Pulse uniquement). ATTENTION: pour le
rétablissement du circuit, éteindre et rallumer le
4a, 4b, 4c, 4d, 4e- DEL d'indication de l'unité de mesure en cours
5- Poignée de commande codeur.
6- Touche de rappel (LOAD) des programmes de soudage
7- Touche de mémorisation (STORE) des programmes de
8- Touche de sélection du procédé de soudage.
dispositif.
(volts, secondes et pourcentage mètres/minutes.)
Permet le réglage du courant de soudage.
personnalisés.
soudage personnalisés.
La pression de la touche entraîne l'allumage de la DEL
correspondant au mode de soudage que l'on désire adopter :
- : MIG/MAG en PULSE ARC (où elle est prévue)
- : MIG/MAG/FLUX en SHORT/SPRAY ARC.
- : électrode “MMA”.
- : TIG-CC avec amorçage LIFT.
9- Touche de sélection du procédé de soudage.
Si la machine est en mode MIG/MAG/FLUX, permet de
sélectionner entre commande à 2 temps, 4 temps ou avec
temporisateur de soudage par point (SPOT).
10- Touche de sélection type de matériau.
Configure le mode de fonctionnement en fonction du matériau ou
du procédé.
Activée en synergie uniquement (13).
11- Touche de sélection diamètre fil permettant de configurer le
diamètre du fil. Pour le diamètre 1,2mm actionner la touche
jusqu'à allumage des deux DEL correspondant aux diamètres
0,6 et 0,8mm.
Activée uniquement en synergie (13).
12- Touche d'introduction de la commande à distance.
- Avec la DEL allumée, les commandes du panneau du
poste de soudage sont activées.
- 17 -
Page 18
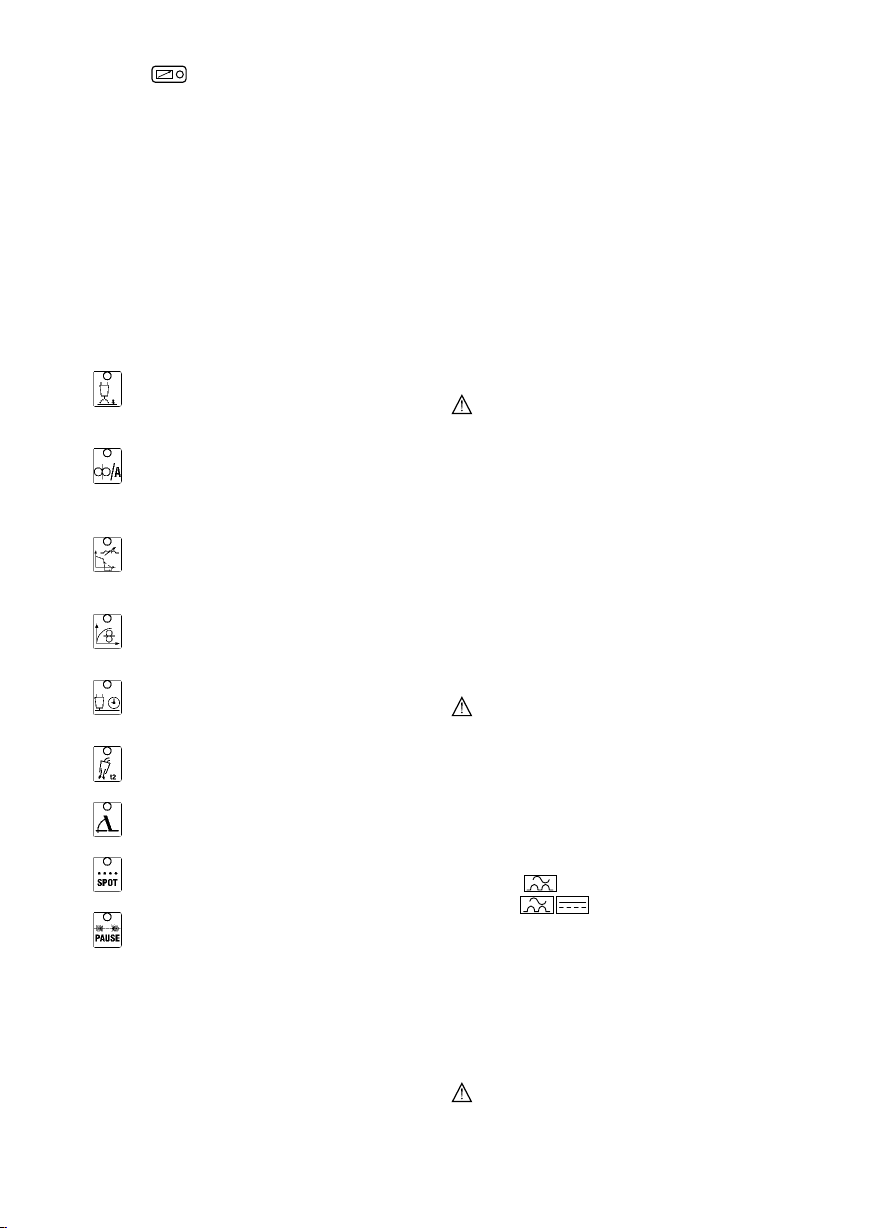
- Avec DEL allumée, la régulation ne peut être effectuée
qu'à partir de la commande à distance :
a) commande à un potentiomètre: se substitue à la fonction
du codeur (5).
b) commande deux potentiomètres: se substitue à la fonction
du codeur (5) et du paramètre auxiliaire.
c) commande à distance à pédale: remplace la fonction du
codeur (5) en mode TIG.
13- Touche de sélection soudage en synergie. Configurer le
fonctionnement synergique de la machine en soudage MIG/MAG
au moyen du poussoir.
ATTENTION! Même si la machine permet de configurer
librement tous les paramètres, certaines combinaisons de
paramètres peuvent n'avoir aucune signification du point de vue
électrique ou du soudage. L'opération ne comportera cependant
aucun problème pour l'appareil, mais le poste de soudage risque
de ne pas fonctionner selon la configuration incorrecte.
14- Touche de sélection des paramètres de soudage.
La pression de la touche en séquence entraîne l'allumage de
l'une des DELs de (14a) à (14i) auxquelles est associé un
paramètre spécifique. La configuration de la valeur de chacun
des paramètres activés peut être effectuée au moyen du
CODEUR (5) et s'affiche sur l'écran (4).
Remarque: les paramètres non modifiables par l'opérateur, en
fonction du fait que l'on utilise un programme synergique ou le
mode manuel, sont automatiquement exclus de la sélection; la
DEL correspondante ne s'allume pas.
14a- paramètre 1 : sélectionne la tension de soudage. En
MIG/MAG/FLUX, règle la tension de soudage en volts ou la
correction de l'arc en synergie (MIG/MAG uniquement).
En soudage, affiche la tension en sortie du générateur.
14b- paramètre 2 : configure la vitesse du fil ou le courant
de soudage. En MIG/MAG/FLUX, correspond à la vitesse
d'avancement du fil en mètres par minute. En MMA, correspond
au courant de soudage exprimé en ampères. En soudage,
affiche le courant en sortie du générateur.
14c- paramètre 3 : Arc force ou Réactance électronique. En
MMA, correspond à l'arc force ou réglage de la pénétration de
l'arc. En MIG/MAG/FLUX possède une signification similaire
mais prend le nom de réactance électronique.
14d- paramètre 4 : rampe d'accélération: En
MIG/MAG/FLUX, règle la pente de la rampe d'accélération du
moteur d'entraînement du fil.
14e- paramètre 5 : Burn back time : En MIG/MAG/FLUX,
règle l'intervalle de temps s'écoulant entre l'arrêt du fil et la
remise à zéro du courant de sortie.
14f- paramètre 6 : Postgaz. En MIG/MAG/FLUX, règle le
temps de postgaz en secondes.
14g- paramètre 7 : rampe de descente: MIG/MAG est le
temps de la rampe de descente (uniquement en synergie (13)).
14h- paramètre 8 : Temps de spot. En MIG/MAG/FLUX, règle
la durée du courant de soudage en soudage par point (SPOT).
14i- Paramètre 9 : temps de pause en soudage par point
MIG/MAG/FLUX règle la durée de la pause entre deux
pointages. Avec configuration à 0 sec. pour effectuer le pointage
suivant, relâcher le poussoir torche et l'enfoncer à nouveau.
M É MO RIS ATI O N E T R AP PE L D E P RO GR AM ME S
PERSONNALISÉS
Introduction
Le poste de soudage permet de mémoriser (STORE) des
programmes de travail personnalisés correspondant à un JEU de
paramètres valides pour un soudage donné. Chacun des programmes
mémorisés peut être rappelé (LOAD) à tout moment, l'opérateur
disposant ainsi d'un poste de soudage "prêt à l'utilisation" pour un
travail spécifique optimisé précédemment. Le poste de soudage
permet la mémorisation de 9 programmes personnalisés.
Procédure de mémorisation (STORE)
Après avoir réglé le poste de soudage de façon optimale pour un
soudage donné, procéder comme suit (voir FIG. C):
a) Presser la touche (7) “STORE”pour 3 secondes
b) “St_ “ s’affiche sur l’écran (4) avec un nombre compris entre 1 et 9.
c) Tourner la poignée (5) pour sélectionner le numéro de sélection du
programme.
d) Presser à nouveau la touche (7) “STORE”:
- si la touche "STORE" est pressée pour un temps supérieur à 3
secondes le programme a été mémorisé correctement et
l'inscription "YES" va apparaître;
- si la touche "STORE" est pressée pour un temps inférieur à 3
secondes le programme n'a pas été mémorisé et l'inscription
“no” va apparaître.
Procédure de rappel (LOAD)
Procéder comme suit (voir FIG. C):
a) Presser la touche (7) “STORE”pour 3 secondes
b) “Ld_” s’affiche sur l’écran (4) avec un nombre compris entre 1 et 9.
c) Tourner la poignée (5) pour sélectionner le numéro de
mémorisation du programme.
d) Presser à nouveau la touche (6) “LOAD”:
- si la touche "LOAD" est pressée pour un temps supérieur à 3
secondes le programme a été rappelé correctement et
l'inscription "YES" va apparaître;
- si la touche "LOAD" est pressée pour un temps inférieur à 3
secondes le programme n'a pas été rappelé et l'inscription “no”
va apparaître.
REMARQUE: la del prg est allumée durant les opérations avec les
touches “store” et “load”.
5. INSTALLATION
______________________________________________________
ATTENTION!
EFF E C T U ER E XC LU SI VE ME NT L ES OP ÉR ATIONS
D' INSTAL LAT ION E T TOU S LES R ACC ORD EMENT S
ÉLECTRIQUES AVEC LE POSTE DE SOUDAGE ÉTEINT ET ISOLÉ
DE LA LIGNE D'ALIMENTATION SECTEUR.
L E S R AC C OR DE ME NTS ÉL E C TR IQ UE S DO IVE N T
EXCLUSIVEMENT ÊTRE EFFECTUÉS PAR UN PERSONNEL
EXPERT OU QUALIFIÉ.
______________________________________________________
Assemblage masque de protection
Assemblage câble de retour - pince
Assemblage câble de soudage - pince porte-électrode
POSITIONNEMENT DU POSTE DE SOUDURE
Choisir un lieu d'installation ne comportant aucun obstacle face à
l'ouverture d'entrée et de sortie de l'air de refroidissement (circulation
forcée par ventilateur, si prévu); s'assurer qu'aucune poussière
conductrice, vapeur corrosive, humidité, etc., n'est aspirée.
Laisser un espace dégagé minimum de 250mm autour de la machine.
______________________________________________________
ATTENTION! Installer le poste de soudure sur une surface
horizontale d'une portée correspondant à son poids pour éviter
tout risque de déplacement ou de renversement.
______________________________________________________
BRANCHEMENT AU RÉSEAU D'ALIMENTATION SECTEUR
Attention
- Avant de procéder aux raccordements électriques, contrôler que les
informations figurant sur la plaquette de la machine correspondent
à la tension et à la fréquence de réseau disponibles sur le lieu
d'installation.
- Le poste de soudure doit exclusivement être connecté à un système
d'alimentation avec conducteur de neutre branché à la terre.
-
Pour garantir la protection contre le contact indirect, utiliser des
interrupteurs différentiels de type suivant :
- Type A ( ) pour machines monophasées ;
- Type B ( ) pour machines triphasées.
- Pour répondre aux exigences de la Norme EN 61000-3-11 (Flicker),
il est conseillé de connecter le poste de soudage aux points
d'interface du réseau d'alimentation présentant une impédance
inférieure à Zmax=0,18 ohm.
Fiche et prise
Brancher une fiche normalisée (2P+T) de portée adéquate au câble
d'alimentation, et installer une prise de réseau munie de fusibles ou
d'un interrupteur automatique. La borne de terre prévue doit être reliée
au conducteur de terre (jaune-vert) de la ligne d'alimentation. Le
tableau 1 (TAB.1) indique les valeurs conseillées, exprimées en
ampères, des fusibles retardés de ligne sélectionnés en fonction du
courant nominal max. distribué par le poste de soudure et de la tension
nominale d'alimentation.
______________________________________________________
ATTENTION! La non-observation des règles indiquées ci-
dessus annule l'efficacité du système de sécurité prévu par le
constructeur (classe I) et peut entraîner des risques importants
pour les personnes (risques de choc électrique) et les appareils
(risques d'incendie).
______________________________________________________
Fig. D
Fig. E
Fig. F
- 18 -
Page 19
CONNEXIONS DU CIRCUIT DE SOUDAGE
______________________________________________________
ATTENTION! TOUTES LES OPÉRATIONS DE CONNEXION
DU CIRCUIT DOIVENT ETRE EFFECTUÉES AVEC LE POSTE DE
SOUDURE ÉTEINT ET DÉBRANCHÉ DU RÉSEAU
D'ALIMENTATION ÉLECTRIQUE.
Le tableau 1 (TAB. 1) indique les valeurs conseillées pour les câbles
de soudage (en mm ) en fonction du courant maximal distribué par le
poste de soudure.
______________________________________________________
SOUDAGE MIG/MAG
Connexion à la bonbonne de gaz
Bouteille de gaz pouvant être chargée sur le plan d'appui du chariot
max. 60 kg
- Visser le réducteur de pression sur la valve de la bonbonne de gaz
en interposant la réduction prévue fournie comme accessoire en
cas d'utilisation de gaz Argon ou de mélange Argon/CO .
- Brancher le tuyau d'entrée du gaz au réducteur et serrer le collier
fourni.
- Desserrer le manchon de réglage du réducteur de pression avant
d'ouvrir la valve de la bouteille.
Connexion câble de retour du courant de soudage
Connecter le câble de retour du courant de soudage à la pièce à
souder ou au banc métallique sur lequel elle est posée, le plus près
possible du raccord à exécuter.
Connexion torche
Insérer la torche (Fig. B(4)) dans son connecteur MIG et serrer à fond
le collier de serrage. La préparer pour le premier chargement de fil en
démontant la buse et le tuyau de contact pour faciliter la sortie.
SOUDAGE FLUX
Les branchements du câble de retour masse et de la torche sont
analogues à ceux du soudage MIG/MAG ; changer la polarité de
tension (FIG.B (9)-(10)) dans le compartiment bobine comme indiqué
sur l'étiquette.
Connexion du Spool gun (Fig. B)
Brancher le spool gun à l'attache de la torche centralisée (4) en
tournant à fond la courroie de fixation. Insérer aussi le connecteur du
câble de commande à la prise prévue à cet effet (5).
La machine à souder reconnaît de façon automatique le spool gun.
SOUDAGE TIG
Connexion à la bonbonne de gaz
Bouteille de gaz pouvant être chargée sur le plan d'appui du chariot
max. 60 kg
- Visser le réducteur de pression sur la valve de la bonbonne de gaz
en interposant la réduction prévue fournie comme accessoire en
cas d'utilisation de gaz Argon.
- Connecter le tube d'entrée du gaz au réducteur et serrer le collier
fourni ; connecter ensuite l'autre extrémité du tube au raccord prévu
sur la torche Tig en robinet.
- Desserrer le manchon de réglage du réducteur de pression avant
d'ouvrir la valve de la bouteille.
Connexion câble de retour du courant de soudage
- Doit être connecté à la pièce à souder ou au banc métallique de
support, le plus près possible du raccord en cours d'exécution.
- Le câble doit être connecté à la borne portant le symbole (+).
Connexion de la torche (Fig.M)
- Connecter la torche TIG à la prise rapide (-) sur le panneau antérieur
du poste de soudage.
Soudage MMA
La quasi-totalité des électrodes enrobées doivent être connectées au
pôle positif (+) du générateur, à l'exception des électrodes avec
revêtement acide, qui doivent être connectées au pôle négatif (-).
Connexion câble de soudage pince porte-électrode
Porte sur le bornier une borne spécifique permettant de serrer la partie
découverte de l'électrode.
Ce câble doit être connecté à la borne portant le symbole (+).
Connexion câble de retour du courant de soudage
Doit être connecté à la pièce à souder ou au banc métallique sur lequel
elle est posée, le plus près possible du raccord en cours d'exécution.
Ce câble doit être connecté à la borne portant le symbole (-).
RECOMMANDATIONS
- Tourner à fond les connecteurs des câbles de soudage dans les
prises rapides pour garantir un contact électrique parfait; dans le
cas contraire, les connecteurs risquent de surchauffer et de se
détériorer rapidement, entraînant une perte d'efficacité.
- Utiliser des câbles de soudage les plus courts possibles.
- Éviter d'utiliser des structures métalliques ne faisant pas partie de la
pièce à souder en remplacement du câble de retour du courant de
soudage: outre les dangers présentés par cette intervention, cette
dernière entraînerait également de mauvais résultats de soudage.
CHARGEMENT DE LA BOBINE DE FIL (Fig. G)
______________________________________________________
ATTENTION! AVANT TOUTE OPÉRATION DE CHARGEMENT
DU FIL, ÉTEINDRE LE POS TE DE SOUDURE ET LE
DÉBRANCHER DU RÉSEAU D'ALIMENTATION.
______________________________________________________
2
2
VÉRIFIER QUE LES GALETS D'ENTRAÎNEMENT DU FIL, LA GAINE
GUIDE-FIL ET LE TUBE DE CONTACT DE LA TORCHE
CORRESPONDENT AU DIAMÈTRE ET AU TYPE DE FIL UTILISÉ ET
SONT CORRECTEMENT MONTÉS. DURANT LES PHASES
D'ENFILAGE DU FIL, NE PAS PORTER DE GANTS DE
PROTECTION.
- Ouvrir le compartiment bobine.
- Placer la bobine du fil sur le support en maintenant l'extrémité du fil
vers le haut, et s'assurer que le téton d'entraînement est
correctement inséré dans l'orifice prévu (1a).
- Libérer le(les) contre-galet(s) de pression et l'éloigner du(des)
galet(s) inférieur(s) (2a);
- Vérifier si le(les) galet(s) d’entraînement correspond au fil utilisé
(2b).
- Libérer l'extrémité du fil et couper l'extrémité déformée de façon
nette et sans bavures; tourner la bobine dans le sens inverse des
aiguilles d'une montre et introduire l'extrémité du fil dans le guide-fil
d'entrée en le poussant sur 50-100 mm dans le guide-fil du raccord
de la torche (2c).
- Repositionner le(les) contre-galet(s) en régulant sa pression à une
valeur intermédiaire; vérifier que le fil est correctement positionné
dans la gorge du(des) galet(s) inférieur(s) (3).
- Freiner légèrement le support au moyen de la vis de réglage prévue
au centre de la bobine (1b).
- Retirer la buse et le tube de contact (4a).
- Introduire la fiche du poste de soudage dans la prise secteur.
Mettre en fonction le poste de soudage en pressant le poussoir
torche et attendre que l'extrémité du fil traverse toute la gaine
guide-fil et sorte de 10-15 cm par l'avant de la torche; relâcher le
poussoir torche.
______________________________________________________
ATTENTION! Durant ces opérations, le fil est sous tension
électrique et soumis à une force mécanique; des précautions
doivent donc être adoptées pour éviter tout risque de choc
électrique et de blessures, ainsi que pour éviter de provoquer des
arcs électriques:
______________________________________________________
- Ne pas diriger l'extrémité de la torche contre les personnes.
- Ne pas approcher la torche de la bonbonne de gaz.
- Remonter le tube de contact et la buse sur la torche (4b).
- Contrôler que l'avancement du fil est régulier; régler la pression
des galets et le freinage du support sur les valeurs minimales en
s'assurant que le fil ne patine pas dans la gorge et que, en cas
d'arrêt de l'entraînement, les spires de fil ne se détendent pas du
fait d'une inertie excessive de la bobine.
- Couper l'extrémité du fil sortant de la buse à 10-15 mm.
- Fermer le compartiment bobine.
CHARGEMENT DE LA BOBINE DE FIL SUR LE SPOOL GUN (Fig.
H)
______________________________________________________
ATTENTION: AVANT TOUTE OPÉRATION DE CHARGEMENT
DU FIL, ÉTEI NDRE LE POS TE DE SOUDAGE ET LE
DÉBRANCHER DU RÉSEAU D'ALIMENTATION. OU BIEN QUE LE
SPOOL GUN SOIT DÉCONNECTÉ DE LA MACHINE.
______________________________________________________
VÉRIFIER QUE LES GALETS D'ENTRAÎNEMENT DU FIL, LA GAINE
GUIDE-FIL ET LE TUBE DE CONTACT DE LA TORCHE
CORRESPONDENT AU DIAMÈTRE ET AU TYPE DE FIL UTILISÉ ET
SONT CORRECTEMENT MONTÉS. NE PAS PORTER LES GANTS
DE PROTECTION DURANT LES PHASES D'ENFILAGE DU FIL.
- Enlever le couvercle en dévissant la vis concernée (1)
- Placer la bobine du fil sur l'enrouleur.
- Libérer le contre-rouleau de pression et l'éloigner du rouleau
inférieur (2)
- Libérer l'extrémité du fil, couper l'extrémité déformée avec une
coupe nette et sans bavures; tourner la bobine dans le sens inverse
des aiguilles d'une montre, et entrer l'extrémité du fil dans le guide-fil
d'entrée avant de l'enfoncer sur 50-100 mm à l'intérieur de la lance
(2).
- Remettre le contre-rouleau en en réglant la pression à une valeur
intermédiaire et vérifier que le fil soit correctement placé dans la
cavité du rouleau inférieur (3).
- Freiner légèrement l'enrouleur en tournant la vis de réglage.
- Avec le Spool gun connecté, allumer le poste de soudage et presser
le poussoir du spool gun; attendre que l'extrémité du fil parcoure
toute la gaine guide-fil et dépasse de 100-150mm sur la partie
antérieure de la torche, puis relâcher le poussoir torche.
REMPLACEMENT DE LA GAINE GUIDE-FIL DE LA TORCHE (FIG.
I)
Avant de remplacer la gaine, étaler le câble de la torche en évitant qu'il
ne forme des méandres.
Gaine à spirale pour fils en acier
1- Dévisser la buse et le petit tube de contact de la tête de la torche.
2- Dévisser l'écrou de blocage gaine du connecteur central et retirer
la gaine actuelle.
3- Introduire la nouvelle gaine dans le conduit du câble-torche et la
pousser délicatement jusqu'à ce qu'elle sorte par la tête de la
torche.
4- Revisser manuellement l'écrou de blocage gaine.
5- Couper à ras la portion de gaine en excès en la comprimant
légèrement; la retirer à nouveau du câble torche.
- 19 -
Page 20

6- Émousser la zone de coupe de la gaine et la réintroduire dans le EST PRÉVUE.
conduit du câble-torche. Il s'agit d'un transfert "contrôlé" situé dans la zone de fonctionnement
7- Revisser ensuite l'écrou et le serrer avec une clé.
8- Remonter le petit tube de contact et la buse.
Gaine en matière synthétique pour fils en aluminium
Effectuer les opérations 1, 2, 3 comme indiqué pour la gaine en acier
(ne pas effectuer les opérations 4, 5, 6, 7, 8).
9- Revisser le petit tube de contact pour aluminium en contrôlant qu'il
se trouve en contact avec la gaine.
10-Sur l'extrémité opposée de la gaine (côté raccord torche) insérer le
nipple en laiton et l'anneau torique, puis exercer une légère
pression sur la gaine en serrant l'écrou de blocage gaine. La partie
de la gaine en excès sera éliminée dans un second temps (voir
(13)). Retirer le tube capillaire pour gaines en acier du raccord
torche du dispositif d'entraînement du fil.
11-LE TUBE CAPILLARE N'EST PAS PRÉVU pour les gaines en
aluminium d'un diamètre de 1,6-2,4mm (couleur jaune); la gaine
doit donc être insérée sans le tube dans le raccord torche.
Couper le tube capillaire pour gaines aluminium d'un diamètre de
1-1,2mm (couleur rouge) à une longueur inférieure d'environ 2mm
à la longueur du tube en acier et l'insérer sur l'extrémité libre de la
gaine.
12-Insérer et bloquer la torche sur le raccord du dispositif
d'entraînement du fil, faire une marque sur la gaine à 1-2mm de
distance des rouleaux, retirer à nouveau la torche.
13-Couper la gaine à la longueur prévue sans déformer l'orifice
d'entrée.
Remonter la torche sur le raccord du dispositif d'entraînement du fil
et monter la buse gaz.
6. SOUDAGE À FIL
Short arc (Arc court)
La fusion du fil et le détachement de la goutte a lieu par une série de
court-circuits successifs de la pointe du fil dans le bain de fusion
(jusqu'à 200 fois par seconde).
Aciers au carbone et alliages faibles
- Diamètres de fil utilisables: 0,6-1,2mm
- Gamme du courant de soudage: 40-210A
- Gamme de la tension d'arc: 14-23V
- Gaz utilisable: CO o mélanges Ar/CO o Ar/CO /O
Aciers inoxydables
- Diamètres de fil utilisables: 0,8-1mm
- Gamme du courant de oudage: 40-160A
- Gamme de la tension d'arc: 14-20V
- Gaz utilisable: mélanges Ar/O o Ar/CO (1-2%)
Aluminium et alliages
- Diamètres de fil utilisables: 0,8-1,6mm
- Gamme de courant de soudage: 75-160A
- Gamme de tension d’arc: 16-22V
- Gaz utilisable: Ar 99,9%
- Longueur libre du fil (stick out): 5-12mm
La position type du petit tube de contact est au ras de la buse ou
légèrement en saillie avec les fils les plus fins et les tensions d'arc les
plus basses; la longueur libre du fil (stick-out) est généralement
comprise entre 5 et 12mm.
Application: Soudage en toute position, sur faibles épaisseurs ou
pour le premier passage entre chanfreins favorisé par un apport
thermique limité et un bain bien contrôlable.
Remarque: Le transfert SHORT ARC pour le soudage de l'aluminium
et des alliages doit être effectué avec précautions (en particulier en
cas de diamètres de fil >1mm) du fait du risque de défauts de fusion.
SOUDAGE À FIL
MODE DE TRANSFERT SPRAY ARC (PULVÉRISATION AXIALE)
La fusion du fil a lieu avec un courant et une tension plus élevés par
rapport au "short arc"; la pointe du fil n’entre plus en contact avec le
bain de fusion et de cette pointe, naît un arc à travers lequel passent
les gouttes métalliques provenant de la fusion continue du fil électrode,
donc en absence de court-circuit.
Aciers au carbone et alliages faibles
- Diamètres de fil utilisables: 0,8 -1,6mm
- Gamme de courant de soudage: 180-450A
- Gamme de tension d’arc: 24 -40V
- Gaz utilisable: CO o mélanges Ar/CO o Ar/CO /O
Aciers inoxydables
- Diamètres de fil utilisables: 1-1,6mm
- Gamme de courant de soudage: 140-390A
- Gamme de tension d’arc: 22-32V
- Gaz utilisable: mélanges Ar/O o Ar/CO (1-2%)
Aluminium et alliages
- Diamètres de fil utilisables: 0,8-1,6mm
- Gamme du courant de soudage: 120-360A
- Gamme de tension d'arc: 24 à 30V
- Gaz utilisable: Ar 99,9%
La position type du petit tube de contact est à l'intérieur de la buse sur
5-10mm, et proportionnellement à la tension de l'arc; la longueur libre
du fil (stick-out) est généralement comprise entre 10 et 20mm. En
MANUEL ("PRG 0"), et après sélection correcte des paramètres
vitesse du fil et tension d'arc (c'est-à-dire avec des valeurs
compatibles), la valeur de réactance sélectionnable est sans
importance.
Application: Soudage à plat avec épaisseur minimale de 3-4mm
(bain très fluide); la vitesse d'exécution et le taux de dépôt sont très
élevés (haut apport thermique).
SOUDAGE À FIL
MODE DE TRANSFERT PULSE ARC (ARC PULSÉ), OÙ ELLE
2 2 2 2
2 2
2 2 2 2
2 2
"spray-arc" (spray-arc modifié) et offrant donc des avantages en
termes de vitesse de fusion et d'absence de projections étendues à
des valeurs de courant remarquablement basses convenant
également à de nombreuses applications types du "short-arc".
À chaque impulsion de courant correspond le détachement d'une
goutte du fil électrode le phénomène se produit avec une fréquence
proportionnelle à la vitesse d'avancement du fil et selon une loi de
variation liée au type et au diamètre du fil lui-même (valeurs types de
fréquence: 30-300Hz).
Aciers au carbone et alliages faibles
- Diamètres de fil utilisables: 0,8-1,6mm
- Gamme du courant de soudage: 60-360A
- Gamme de la tension d'arc: 18-32V
- Gaz utilisable: mélanges Ar/CO o Ar/CO /O
Aciers inoxydables
- Diamètres de fil utilisables: 0,8-1,2mm
- Gamme du courant de soudage: 50-230A
- Gamme de la tension d'arc: 17-26V
- Gaz utilisable: mélanges Ar/O o Ar/CO (1-2%)
Aluminium et alliages
- Diamètres de fil utilisables : 0,8-1,6mm
- Gamme de courant de soudage: 40-320A
- Gamme de tension d’arc: 17-28V
- Gaz utilisable: Ar 99,9%
Typiquement, le petit tube de contact doit être inséré sur une
longueur de 5-10mm à l'intérieur de la buse, proportionnellement à
la valeur de la tension d'arc ; la longueur libre du fil (stick-out) sera
normalement comprise entre 10 et 20 mm.
Application: soudage en "position" sur épaisseurs moyennes-basses
et sur matériaux susceptibles du point de vue thermique,
particulièrement adéquat pour un soudage sur les alliages légers
(aluminium et alliages d'aluminium), y compris sur des
épaisseurs inférieures à 3mm.
RÉGLAGE DES PARAMÈTRES DE SOUDAGE
Gaz de protection
Le débit du gaz de protection doit être le suivant:
short arc: 8-14 l/min
en fonction de l'intensité du courant de soudage et du diamètre buse.
Courant de soudage
Est déterminé, pour un diamètre de fil donné, par sa vitesse
d’avancement. Il ne faut pas oublier que pour un même courant, la
vitesse d’avancement du fil est inversement proportionnelle au
diamètre du fil utilisé.
Les valeurs indicatives de courant en soudage manuel pour les fils les
plus fréquemment utilisés sont indiquées au tableau (TAB. 5).
Tension de l'arc
La tension d'arc peut être réglée par l'opérateur en tournant le
codeur (FIG.C (5)); la tension doit être adaptée à la vitesse
d'avancement du fil (courant) sélectionnée en fonction du diamètre
du fil utilisé et du type de gaz de protection, et de façon progressive
selon le rapport suivant qui en fournit une valeur moyenne:
U = (14 + 0,05 x I )
2 2
Où: U :Tension d'arc en volt;
2
I :Courant de soudage en ampères.
2
Qualité de soudure
La qualité du cordon de soudure, comme la quantité minimum de jets
produits, sera principalement déterminée par l’équilibre des
paramètres de soudage: courant (vitesse du fil), diamètre du fil,
tension d’arc, etc. et par le choix approprié de la prise de réactance.
De la même façon, la position de la torche sera adaptée aux
paramètres du figure (FIG. L), afin d’éviter la production excessive de
jets et de défauts du cordon.
Même la vitesse de soudage (vitesse d’avancement le long du joint)
est un élément déterminant pour une exécution correcte du cordon; il
faudra en tenir compte comme des autres paramètres, surtout pour ce
qui concerne la pénétration et la forme du cordon lui-même.
Les défauts de soudage les plus courants sont indiqués au TAB.8.
SOUDAGE TIG
Le soudage TIG est un procédé de soudage utilisant la chaleur
produite par l'arc électrique amorcé et maintenu entre une électrode
infusible (tungstène) et la pièce à souder. L'électrode au tungstène est
supportée par une torche prévue pour lui transmettre le courant de
soudage et protéger l'électrode et le bain de soudage de l'oxydation
atmosphérique au moyen d'un flux de gaz inerte (généralement de
l'Argon : Ar 99,5%) en sortie de la tuyère en céramique (FIG. M).
Pour un soudage correct, il est indispensable d'utiliser le diamètre
d'électrode correspondant exactement au courant, voir le tableau
(TAB. 6).
La saillie normale de l'électrode de la tuyère en céramique est de 23mm, et peut atteindre 8mm pour les soudages en angle.
Le soudage s'effectue par fusion des bords du joint. Pour les
épaisseurs réduites préparées de façon adéquate (jusqu'à 1mm env.),
aucun matériel d'apport n'est nécessaire (FIG. N).
Pour les épaisseurs supérieures, il est nécessaire d'utiliser des
baguettes de même composition que le matériau de base et de
diamètre adéquat, avec une préparation correcte des bords (FIG. O).
Pour un soudage correct, les pièces doivent être soigneusement
nettoyées et ne présenter aucune trace d'oxyde, huiles, gras, solvants,
etc.
2 2 2
(CO max 20%)
2
2 2
- 20 -
Page 21
Amorçage LIFT :
L'allumage de l'arc électrique s'effectue en éloignant l'électrode de
tungstène de la pièce à souder. Ce mode d'amorçage réduit les
perturbations irradiées électriquement et réduit au minimum les
inclusions de tungstène et l'usure de l'électrode.
Procédé :
Appuyer la pointe de l'électrode sur la pièce en exerçant une légère
pression. Soulever l'électrode de 2-3mm avec quelques instants de
retard, entraînant ainsi l'amorçage de l'arc. Le poste de soudage
distribue initialement un courant I , après quelques instants, le
courant de soudage configuré.
Soudage TIG CC
Le soudage TIG CC convient à tous les alliages légers et lourds des
aciers au carbone et aux métaux lourds : cuivre, nickel, titane et leurs
alliages.
Pour le soudage en TIG CC avec électrode au pôle (-), est
généralement utilisée l'électrode avec 2% de cérium (bande grise).
Il est nécessaire de meuler en pointe axialement l'électrode de
tungstène comme indiqué à la FIG. PL, en ayant soin que la pointe soit
parfaitement concentrique pour éviter toute déviation de l'arc. Il est
important de procéder au meulage dans le sens de la longueur de
l'électrode. Cette opération doit être effectuée périodiquement en
fonction de l'utilisation et de l'usure de l'électrode ou en cas de
contamination accidentelle, oxydation ou utilisation incorrecte de cette
dernière.
SOUDAGE AVEC ÉLECTRODE ENROBÉE MMA
- Il est indispensable, dans tous les cas, de suivre les indications du
fabricant reportées sur la boîte des électrodes utilisées et qui
indiquent la polarité correcte de l'électrode et son courant optimal
relatif.
- Le courant de soudage se règle en fonction du diamètre de
l'électrode utilisée et du type de joint que l'on désire effectuer
(TAB.7).
- Il ne faut pas oublier que, à diamètre d'électrode égal, des valeurs
élevées de courant seront utilisées pour le soudage horizontal, alors
que pour le soudage vertical ou au-dessus de la tête il faudra utiliser
des courants plus bas.
- Les caractéristiques mécaniques de la soudure sont déterminées,
outre l'intensité de courant utilisée, par d'autres paramètres de
soudage comme la longueur de l'arc, la vitesse et la position
d'exécution, le diamètre et la qualité des électrodes (pour une
conservation correcte, garder les électrodes à l'abri de l'humidité
dans leurs boîtes ou emballages).
- Les caractéristiques du soudage dépendent également de la valeur
d'ARC-FORCE (comportement dynamique) de la machine.
- Ne pas oublier que des valeurs élevées d'ARC-FORCE permettent
une majeure pénétration et un soudage en toute position,
typiquement avec électrodes basiques et cellulosiques, des valeurs
basses d'ARC-FORCE permettant un arc plus souple et sans
projection (avec électrodes rutiles).
Le poste de soudage est en outre équipé des dispositifs HOT START
et ANTI STICK garantissant des démarrages aisés et l'absence de
collage de l'électrode à la pièce.
Procédé
- En tenant le masque DEVANT LE VISAGE, frotter la pointe de
l'électrode sur la pièce à souder comme pour frotter une allumette,
méthode la plus correcte d'amorçage de l'arc.
ATTENTION: NE PAS TAPOTER l'électrode sur la pièce pour ne pas
endommager le revêtement et compromettre l'amorçage de l'arc.
- Dès que l'arc est amorcé, maintenir si possible une distance de la
pièce équivalant au diamètre de l'électrode utilisée; cette distance
doit rester la plus constante possible durant l'exécution du soudage;
ne pas oublier que l'inclinaison de l'électrode dans le sens de
l'avancement doit être d'environ 20-30 degrés (Fig.Q).
- À la fin du cordon de soudage, placer l'extrémité de l'électrode
légèrement en arrière par rapport à la direction d'avancement audessus du cratère pour procéder au remplissage, et soulever
rapidement l'électrode du bain de fusion pour entraîner l'extinction
de l'arc (Aspects du cordon de soudage - FIG. R).
7. ENTRETIEN
______________________________________________________
ATTENTION: AVANT TOUTE OPÉRATION D'ENTRETIEN,
S'ASSURER QUE LE POSTE DE SOUDAGE EST ÉTEINT ET
L'ALIMENTATION SECTIONNÉE.
______________________________________________________
ENTRETIEN DE ROUTINE
LES OPÉRATIONS D'ENTRETIEN DE ROUTINE PEUVENT ÊTRE
EFFECTUÉES PAR L'OPÉRATEUR.
Torche
- Eviter de poser la torche et son câble sur des éléments chauds, pour
éviter la fusion et l'endommagement rapide des matériaux isolants.
- Contrôler périodiquement l'étanchéité des tuyauteries et raccords
de gaz;
- À chaque remplacement de la bobine du fil, nettoyer la gaine guidefil avec un jet d'air comprimé sec (max. 5 bars) et contrôler l'état de la
gaine.
- Contrôler avant chaque utilisation l'état d'usure et du montage des
parties terminales de la torche: buse, tube de contact, diffuseur de
gaz.
Dispositif d'alimentation du fil
- Contrôler fréquemment l'état d'usure des galets d'entraînement du
fil, et retirer périodiquement la poussière métallique déposée sur la
BASE
zone d'entraînement (galets et guide-fil d'entrée et de sortie).
ENTRETIEN CORRECTIF
LES OPÉRATIONS D'ENTRETIEN CORRECTIF DOIVENT
EXCLUSIVEMENT ÊTRE EFFECTUÉES PAR UN PERSONNEL
E X P E RT O U Q U A L I FI É DA N S L E S E C T E U R
ÉLECTROMÉCANIQUE.
______________________________________________________
ATTENTION! ÉTEINDRE LE POSTE DE SOUDAGE ET LE
DÉBRANCHER DU RÉSEAU D'ALIMENTATION ÉLECTRIQUE
AVANT DE RETIRER LES PANNEAUX DU POSTE DE SOUDAGE
ET D'ACCÉDER À L'INTÉRIEUR DE CE DERNIER.
Tout contrôle exécuté sous tension à l'intérieur du poste de
soudage risque de provoquer des chocs électriques graves dus
au contact direct avec les parties sous tension et/ou des
blessures dues au contact direct avec les organes en
mouvement.
______________________________________________________
- Inspecter périodiquement, et selon une fréquence fixée en fonction
de l'utilisation et du niveau d'empoussièrement des lieux, l'intérieur
de la machine et retirer la poussière déposée sur le transformateur,
la réactance et le redresseur au moyen d'un jet d'air comprimé sec
(max. 10 bars).
- Éviter de diriger le jet d'air comprimé sur les cartes électroniques; les
nettoyer si nécessaire au moyen d'une brosse douce ou de solvants
adéquats.
- Contrôler également que les connexions électriques sont
correctement serrées et vérifier l'état de l'isolement des câblages.
- À la fin des opérations, remonter les panneaux de la machine en
serrant à fond les vis de fixation.
- Ne jamais procéder aux opérations de soudage avec le poste de
soudage ouvert.
8. RECHERCHE DES PANNES
DANS L'EVENTUALITE D'UN MAUVAIS FONCTIONNEMENT, ET
AVANT D' EF FE CT U E R DES V ER IF IC ATI ON S PLUS
SYSTEMATIQUES OU DE VOUS ADRESSER A VOTRE CENTRE
D'ASSISTENCE, CONTROLEZ QUE:
- Le courant de soudage, réglé au moyen du potentiomètre, avec
référence à l'échelle graduée en ampères, corresponde au diamètre
et au type d'électrode utilisé.
- L'interrupteur général étant sur "ON", le témoin relatif est allumé;
dans le cas contraire la panne réside normalement dans la ligne
d'alimentation (câbles, prise et/ou fiche, fusibles, etc.).
- Vérifier que le voyant lumineux jaune signalant l'intervention de la
sécurité thermique contrôlant les surtensions, les chutes de tension
ou les courts-circuits n'est pas allumé.
- S'assurer d'avoir observé le rapport d'intermittence nominale. En
cas d'intervention de la protection thermostatique attendre le
refroidis sem ent naturel de la machine. V érifier le bon
fonctionnement du ventilateur.
- Contrôler la tension de ligne : une valeur trop élevée ou trop basse
entraîne le blocage du poste de soudage.
- Contrôler qu'il n'y a pas un court-circuit en sortie de machine. Si tel
est le cas, procéder à l'élimination de l'inconvénient.
- Les raccords du circuit de soudage soient correctement effectués,
spécialement que la pince du câble de masse soit effectivement
reliée à la pièce, sans interposition de matériaux isolants (par
exemple des peintures).
- Que le gaz de protection utilisé soit correct (Argon 99.5%) et dans la
juste quantité.
_______________(D)_______________
BEDIENUNGSANLEITUNG
ACHTUNG: VOR GEBRAUCH DER MASCHINE LESEN SIE
SORGFÄLTIG DIE BETRIEBSANLEITUNG
SICHERHEITSNORMEN!
E N D L O S - S C H W E I S S M A S C H I N E N Z U M
LICHTBOGENSCHWEISSEN MIT DEN VERFAHREN MIG/MAGFLUX, WIG, MMA IN INDUSTRIE UND GEWERBE.
Anme rk un g: I m fol ge nd en Text w ird de r B egrif f
"Schweißmaschine" gebraucht.
1. ALLGEMEINE SICHERHEITSVORSCHRIFTEN ZUM
LICHTBOGENSCHWEISSEN
Der Bediener muß im sicheren Gebrauch der Schweißmaschine
ausreichend unterwiesen sein. Er muß über die Risiken bei den
Lichtbogenschweißverfahren, über die Schutzvorkehrungen und
das Verhalten im Notfall informiert sein.
(Siehe auch die ”TECHNISCHE SPEZIFIKATION IEC oder CLC/TS
6 20 81 ” : I N S TA L L AT I O N U N D G E BR AU C H VO N
LICHTBOGENSCHWEISSANLAGEN).
- V er m eiden Si e d en dir ek te n Kontak t m it d em
Schweißs tromkrei s; die von der Sch we ißma schi ne
bereitgestellte Leerlaufspannung ist unter bestimmten
- 21 -
Page 22
Umständen gefährlich.
- Das An schließen der Schweißkabel, Pr üfu ngen und
Reparaturen dürfen nur ausgeführt werden, wenn die
Schweißmaschine ausgeschaltet und vom Versorgungsnetz
genommen ist.
- Bevor Verschleißteile des Brenners ausgetauscht werden, muß
die Schweiß m a s ch in e au s g es ch al te t u n d vom
Versorgungsnetz genommen werden.
- Die Elektroinstallation ist im Einklang mit den einschlägigen
Vors chri ften u nd Un fal lv erh ütun gsbes timm unge n
vorzunehmen.
- D ie Sc hwe iß mas ch ine darf aus schli eßlic h a n e in
Versorgungsnetz mit geerdetem Nullleiter angeschlossen
werden.
- Stellen Sie sicher, daß die Strombuchse korrekt mit der
Schutzerde verbunden ist.
- Die Schweißmaschine darf nicht in feuchter oder nasser
Umgebung oder bei Regen benutzt werden.
- Keine Kabel mit verschlissener Isolierung oder gelockerten
Verbindungen benutzen.
- Ist eine Einheit zur Flüssigkeitskühlung vorhanden, darf diese
nur bei ausgeschalteter und vom Versorgungsnetz getrennter
Schweißmaschine befüllt werden.
- Schweißen Sie nicht auf Containern, Gefäßen oder
Rohrleitungen, die entflammbare Flüssigkeiten oder Gase
enthalten oder enthalten haben.
- Arbeiten Sie nicht auf Werkstoffen, die mit chlorierten
Lösungsmitteln gereinigt worden sind. Arbeiten Sie auch nicht
in der Nähe dieser Lösungsmittel.
- Nicht an Behältern schweißen, die unter Druck stehen.
- Entfernen Sie alle entflammbaren Stoffe (z. B. Holz, Papier,
Stofffetzen o. ä.)
- Sorgen Sie für ausreichenden Luftaustausch oder geeignete
Hilfsmittel, um die beim Schweißen in Lichtbogennähe
freiwerdenden Rauchgase abzuführen. Es ist systematisch zu
untersuchen, welche Gr enzwerte für die jeweilige
Zusammensetzung, Konzentration und Einwirkungsdauer der
Schweißabgase gelten.
- Die Gasflasche muß vor Wärmequellen einschließlich
Sonneneinstrahlung geschützt werden.
,
*
- Sorgen Sie für eine funktionsgerechte elektrische Isolierung
der Elektrode, de s Werkstückes und naheg ele gener
(zugänglicher) geerdeter Metallteile.
Dazu reicht es im Normalfall aus, zweckentsprechende
Handschuhe, Schuhwerk, Kopfbedeckung und Kleidung zu
tragen, sowie Trittbretter und isolierende Teppiche zu
benutzen.
- Schützen Sie stets die Augen mit Blendglas, das an Masken
oder Helmen angebracht ist.
Verw en den Si e f un kti on sge recht e feu erh em men de
Schutzkleidung und vermeiden Sie es, die Haut der vom
Lichtbog en ausgehen den UV- und Infr aro tstra hlung
auszusetzen; Schützen müssen sich mit Schirmen oder nicht
reflektierenden Vorhängen auch Dritte, die sich in der Nähe des
Lichtbogens aufhalten.
- Lärm ent wickl ung : Wird b ei bes ond ers in ten siv en
Schweißarbeiten ein täglich auf die Person einwirkender Pegel
vo n 85db (A) ode r da rüb er err eic ht (LE Pd) , muß
funktionsgerechte individuelle Schutzausrüstung benutzt
werden.
- Die beim Schweißvorgang erzeugten Magnetfelder können
elektrische und elektronische Geräte stören.
Träg er von l ebe nse rhal tend en e lek tris che n od er
elektronischen Geräten (Herzschrittmacher, Atemhilfen etc...)
müssen ihren Arzt befragen, bevor sie den Wirkradius dieser
Schweißmaschine betreten.
Trä ger n von lebe nse rh alt en den el ek tri sc hen od er
elektronischen Einrichtungen wird vom Gebrauch dieser
Schweißmaschine abgeraten.
- Diese Schweißmaschine genügt den Anforderungen der
technischen Produktstandards für den ausschließlichen
Gebrauch im industriellen und gewerblichen Umfeld.
Die elektromagnetische Verträglichkeit im Haushalt ist nicht
sichergestellt.
)
ZUSÄTZLICHE SICHERHEITSVORKEHRUNGEN
SCHWEISSARBEITEN:
- in Umgebungen mit erhöhter Stromschlaggefahr;
- in beengten Räumen;
- in Anwesenheit entflammbarer oder explosionsgefährlicher
Stoffe;
MUSS ein "verantwortlicher Fachmann" eine Abwägung der
Umstände vornehmen. Diese Arbeiten dürfen nur in
Anwesenheit weiterer Personen durchgeführt werden, die
im Notfall eingreifen können.
MÜSSEN die technischen Schutzausrüstungen benutzt
werden, die in 5.10; A.7; A.9. der ”TECHNISCHEN
SPEZIFIKATION IEC oder CLC/TS 62081” genannt sind.
- MUS S das Schw eißen ve rboten werden , wenn die
Schweißmaschine oder das Drahtvorschubsystem vom
Bediener getragen werden (etwa an Riemen).
- MUSS das Schweißen untersagt werden, wenn der Bediener
über Bodenhöhe tätig wird, es sei denn, er benutzt eine
Sicherheitsplattform.
- SPANNUNG ZWISCHEN ELEKTRODENKLEMMEN ODER
BRENNERN: Wird mit mehreren Schweißmaschinen an einem
einzigen Werkstück oder an mehreren, elektrisch miteinander
verbundenen Werkstücken gearbeitet, können sich die
Le er laufspa nn un gen zwi schen zwei verschiede ne n
Elektrodenklemmen oder Brennern gefährlich aufsummieren
bis hin zum Doppelten des zulässigen Grenzwertes.
Es ist erforderlich, daß ein fachkundiger Koordinator mit einem
Gerät nachmißt, um festzustellen, ob das Risiko so groß ist,
daß entsprechende Schutzmaßnahmen ergriffen werden
müssen, wie in 5.9 der “TECHNISCHEN SPEZIFIKATION IEC
oder CLC/TS 62081” beschrieben.
RESTRISIKEN
- KIPPGEFAHR: Die Schwei ßm as chine ist auf einer
waagerechten Fläche aufzustellen, die das Gewicht tragen
kann; andernfalls (z. B. bei Bodengefälle, unregelmäßigem
Untergrund etc) besteht Kippgefahr.
- UNSACHG EMÄSSER GEBR AUCH: Der Geb rauch der
Schweißmaschine für andere als die vorgesehenen Arbeiten
ist gefährlich (z. B. Auftauen von Wasserleitungen).
- UMSETZEN DER SCHWEIßMASCHINE: Die Flasche ist stets
mit geeigneten Mitteln gegen Stürze zu sichern.
Die Sc hu tz vorrichtungen un d bewe glic he n Teil e des
Schweißmaschinenmantels und des Drahtvorschubsystems
müssen vor dem Anschluß der Schweißmaschine an das
Versorgungsnetz an Ort und Stelle angebracht sein.
VORSICHT! Vor jedem manuellen Eingriff an Bewegungsteilen
des Drahtvorschubsystems MUSS DIE SCHWEISSMASCHINE
AUSGESCHALTET UND VON DER STROMVERSORGUNG
GENOMMEN WERDEN. Beispiele:
- Austausch Rollen oder Drahtführung;
- Einsetzen des Drahtes in die Rollen;
- Zuführen der Drahtspule;
- Reinigung der Rollen, der Zahnräder und der darunter
liegenden Bereiche
- Schmieren der Zahnräder
2.EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG
EINFÜHRUNG
Diese einphasigen Schweißmaschinen sind Stromquellen, die auf
modernster IGBT-Invertertechnik basieren, vollständig digital
gesteuert werden und eine integrierte Drahtzufuhreinrichtung
besitzen.
Die Maschinen ermöglichen hochwertige Schweißarbeiten im
kontinuierlichen MIG-MAG Synergieverfahren, WIG, MMA und im
pulsierten MIG/MAG Synergieschweißen.Die Drahtzufuhr hat ein
Drahtvorschubsystem mit 2 Motorrollen, bei denen sich der
Schleppdruck unabhängig voneinander einstellen läßt; die digitale
Kontrolltafel ist mit einer Mikroprozessor-Regelkarte ausgestattet. Die
Tafel hat im wesentlichen drei Funktionen:
a) EINSTELLUNG UND REGELUNG DER PARAMETER
Mit dieser Benutzerschnittstelle lassen sich die Betriebsparameter
einstellen und regeln, abgespeicherte Programme aufrufen, der
Status und der Wert auf dem Display anzeigen.
b) AUFRUFEN GESPEICHERTER SYNERGIEPROGRAMME FÜR
DIE SCHWEISSUNG MIG-MAG
Diese Programme werden vom Hersteller geschrieben und
gespeichert (sie lassen sich also nicht ändern). Durch den Aufruf
- 22 -
Page 23
eines dieser Programme kann der Nutzer durch Regelung einer
einzigen Größe einen bestimmten Arbeitspunkt bestimmen (der
einem Satz verschiedener unabhängiger Schweißparameter
entspricht). Mit diesem SYNERGIEKONZEPT läßt sich die
Schweißmaschine auf einfachste Weise optimal regeln und
dadurch an alle spezifischen Arbeitsbedingungen anpassen.
c) SP EICHERUNG / AUFRU F VON PERSONALIS IERTEN
PROGRAMMEN
Die Funkt io n is t verfügb ar sowohl im Bereic h ei nes
Synergieprogrammes, als auch im Handmodus (in diesem Fall
sind sämtliche Schweißparameter beliebig einstellbar). Diese
Betriebsart gestattet es dem Nutzer, einen spezifischen
Schweißvorgang zu speichern und anschließend wieder
aufzurufen.
Die Schweißmaschine ist für den Einsatz mit Brennern des Typs
SPOOL GUN ausgelegt. Diese Brenner werden zum Schweißen von
Aluminium und Stahl verwendet, wenn zwischen Generator und
Werkstück größere Distanzen liegen.
SCHWEISSBARKEIT VON METALLEN
MIG/MAG-FLUX: Die Schweißmaschine eignet sich zum MIG-
Schweißen von Aluminium und seinen Legierungen, zum MIG-Löten
typischerweise auf verzinkten Blechen und zum MAG-Schweißen von
Kohlenstoffstählen, niedrig legier ten Stählen und rostfreien Stählen.
Außerdem lassen sich Kerndrähte ohne Schutzgas (self-shielding)
Flux schweißen, indem man die Polung des Brenners den Angaben
des Drahtherstellers anpaßt.
Beim MIG-Schweißen von Aluminium und seinen Legierungen sind
Fülldrähte zu verwenden, deren Zusammensetzung auf den Werkstoff
und das reine Schutzgas Ar (99,9%) abgestimmt ist.
Das MIG -Löte n wird typi scher weise mit Volldr ähten aus
Kupferlegieru ng und reinem Schu tzgas Ar (99 ,9%) (z. B.
Kupfersilizium oder Kupferaluminium) auf verzinkten Blechen
ausgeführt.
Beim MAG-Schweißen von Kohlenstoffstählen und niedrig legierten
Stählen werden sowohl Fülldrähte wie auch Kerndrähte benutzt, deren
Zusammensetzung mit dem Werkstoff, dem Schutzgas CO und
seinen Gemischen Ar/CO oder Ar/CO /O (Ar-Argon typischerweise >
80%) kompatibel sind. Zum Schweißen von rostfreien Stählen werden
meist die Gasg emische A r/O oder Ar/CO eingesetzt (Ar
typischerweise > 98%).
WIG: Die Schweißmaschine ist zum gleichstromgeführten (DC) WIGSchweißen mit Lift zündung bestimmt. Sie eignet sich für alle
Stahlsorten (Kohlenstoffstahl, niedrig legierter und hoch legierter
Stahl) und Schwermetalle (Kupfer, Nickel, Titan und ihre Legierungen)
und arbeitet mit reinem Schutzgas Ar (99,9%) oder in Sonderfällen mit
Argon-Helium-Gemischen.
MMA: Die Schweißmaschine eignet sich zum gleichstromgeführten
(DC) MMA-Elektrodenschweißen mit allen Arten von umhüllten
Elektroden.
HAUPTEIGENSCHAFTEN:
- Monitor der Versorgungsspannung.
- Betriebsar ten 2T/4T, Spot.
- Automatische Erkennung des Brenners.
- Einstellung Draht-Aufstiegsrampe, Gas-Vorströmungszeit, Draht-
Nachbrenndauer (Burn-back).
- Speichern / Aufrufen benutzerdefinierter Programme.
- Möglichkeit zum Gebrauch eines Brenners SPOOL GUN.
- Thermostatischer Schutz.
- Polaritätsumschaltung (FLUX-Schweißen)
AUF ANFRAGE ERHÄLTLICHES ZUBEHÖR
- Adapter Flasche ARGON IT.
- Wagen
- Handfernsteuerung 1 Pot.
- Handfernsteuerung 2 Pot.
- Anschlußkabelsatz.
- Kit Aluminiumschweißen.
- Kit Seelendrahtschweißen.
- Kit MMA-Schweißen.
- Kit WIG DC-Schweißen.
- MIG-Brenner.
- WIG-Brenner.
3. TECHNISCHE DATEN
TYPENSCHILD
Die wichtigsten Angaben über die Bedienung und Leistungen der
Schweißmaschine sind auf dem Typenschild zusammengefaßt:
1- EUROPÄISCHE Referenznorm für die Sicherheit und den Bau
von Lichtbogenschweißmaschinen.
2- Symbol für den inneren Aufbau der Schweißmaschine.
3- Symbol für das vorgesehene Schweißverfahren.
4- Symbol S: Weist darauf hin, daß Schweißarbeiten in einer
Umgebung mit erhöhter Stromschlaggefahr möglich sind (z. B. in
der Nähe großer metallischer Massen).
5- Symbol der Versorgungsleitung:
1~: Wechselspannung einphasig;
3~: Wechselspannung dreiphasig.
6- Schutzart der Umhüllung.
7- Kenndaten der Versorgungsleitung:
- U : Wechselspannung und Frequenz für die Versorgung der
1
Schweißmaschine (Zulässige Grenzen ±10%):
- I : Maximale Stromaufnahme der Leitung.
1 max
- I : Tatsächliche Stromversorgung
1 eff
8- Leistungen des Schweißstromkreises:
2 2 2
2 2
Abb. A
2
- U : M ax im a l e Le e r la ufs p an nu ng ( ge ö ff ne te r
0
Schweißstromkreis).
- I /U : Entsprechender Strom und Spannung, normalisiert, die
2 2
von der Schweißmaschine während des Schweißvorganges
bereitgestellt werden können.
- X : Einschaltdauer: Gibt die Dauer an, für welche die
Schweißmaschine den entsprechenden Strom bereitstellen
kann (gleiche Spalte). Wird ausgedrückt in % basierend auf
einem 10-minütigen Zyklus (Bsp: 60% = 6 Minuten Arbeit, 4
Minuten Pause usw.).
Werden die Gebrauchsfaktoren (Angaben des Typenschildes
bezogen auf auf eine Raumtemperatur von 40°C) überschritten,
sch re it et di e the rm is che Ab si cher un g ein ( di e
Schweißmaschine wird in den Stand-by-Modus versetzt, bis die
Temperatur den Grenzwert wieder unterschritten hat.
- A/V-A/V: Gibt den Regelbereich des Schweißstroms (Minimum -
Maximum) bei der entsprechenden Lichtbogenspannung an.
9- Seriennummer für die Identifizierung der Schweißmaschine (wird
unbedingt benötigt für die Anforderung des Kundendienstes, die
Bestellung von Ersatzteilen und die Nachverfolgung der
Produktherkunft).
10- :Für den Leitungsschutz erforderlicher Wert der trägen
Sicherungen.
11-Symbole mit Bezug auf Sicherheitsnormen. Die Bedeutung ist im
Kapitel 1 “Allgemeine Sicherheit für das Lichtbogenschweißen"
erläutert.
Anmerkung: Das Typenschild in diesem Beispiel gibt nur die
Bedeutung der Symbole und Ziffern wider, die genauen Werte der
technischen Daten für Ihre eigene Schweißmaschine ist unmittelbar
dem dort sitzenden Typenschild zu entnehmen.
SONSTIGE TECHNISCHE DATEN:
- SCHWEISSMASCHINE: siehe Tabelle 1 (TAB. 1).
- MIG BRENNER: siehe Tabelle 2 (TAB. 2).
- WIG BRENNER: siehe Tabelle 3 (TAB. 3).
- Elektrodenzange: siehe Tabelle 4 (TAB. 4).
Das Gewicht der Schweißmaschine ist in Tabelle 1 (TAB. 1)
aufgeführt.
4. BESCHREIBUNG DER SCHWEISSMASCHINE
EINRICHTUNGEN FÜR STEUERUNG, EINSTELLUNG UND
ANSCHLUSS
Schweissmaschine (ABB. B)
auf der Vorderseite:
1 - Bedienbrett (siehe Beschreibung).
2 - S chnel lanschlu ß Mi nus pul (-) für Schwei ßstromkabel
(Massenkabel für MIG und MMA, Brennerkabel für WIG).
3 - Schnellanschluß Pluspol (+) für Massekabel WIG-Schweißen.
4 - Zentralanschluß für MIG-Brenner (Euro).
5 - Steckbuchse mit 14p für den Anschluß der Fernbedienung (auf
Anfrage) und Spool Gun.
auf der Rückseite:
6 - Hauptschalter ON/OFF.
7 - Gasschlauchanschluß (Flasche) für MIG-Schweißung.
8 - Versorgungskabel mit Kabelhalter.
Haspelgehäuse:
9 - Plusklemme (+).
10 - Minusklemme (-).
Zur Beachtung: Polaritätsumschaltung für das FLUX-Schweißen mit
Flußmittel (ohne Gas).
SCHWEISSMASCHINE.
BEDIENFELD DES GENERATORS (ABB. C)
1- Alarmanzeige-LED (Output der Maschine blockiert).
Auf dem Display (4) erscheint eine Alarmmeldung. Das
Maschinenreset erfolgt automatisch, wenn die Alarmursache nicht
mehr vorliegt.
2- LED Anliegende Spannung am Ausgang (Output aktiv).
3-Signal-LED PROGRAMMIERUNG
4-Alphanumerisches, 3-stelliges Display Anzeigte Informationen:
- Schweißstrom in Ampere.
Im Leerlauf der Schweißmaschine wird der Sollwert angezeigt,
während des Betriebes der Istwert.
- Eine Alarmmeldung mit folgendem Code:
- "AL. 1": D e r S i c h e r h e i t s t h e r m o s t a t d e s
- "AL. 2": auf Grund der Überhitzung der Maschine ist der
- "AL. 3": S tö ru n g d e r P r i m ä rs p e is un g: d ie
- "AL. 4": St ör ung in der P rim ärv ers org ung : Der
- "AL. 7": man hat versucht, bei einem für den Generator
- "AL. 8": Störung im Schweißstromkreis MIG/MAG (nur
4a, 4b, 4c, 4d, 4e- LED zur Angabe der jeweils gültigen Maßeinheit
(Ampere, Volt, Sekunden, Prozent Meter/Minute).
5- Drehknopf zur Encodersteuerung.
Für die Schweißstromregelung.
Primärschaltkreises ist wegen einer Überhitzung
der Maschine angesprochen worden (nur Version
MIG Pulse).
Einschritt eines Sicherheitsthermostats erfolgt.
Versorgungsspannung weicht mehr als +/- 15%
vom Wert auf dem Typenschild ab.
ACH TU NG : Wenn der genannte obe re
Spannungsgrenzwert überschritten wird, kann
das Gerät ernsten Schaden nehmen.
Unterspannungsschutz der Versorgungsleitung ist
angesprochen worden (nur Version MIG Pulse).
übermäßigen Strom im MIG/MAG- Modus zu
schweißen.
Version MIG Pulse). ACHTUNG: In diesem Fall
muss das Gerät zum Rückstellen aus- und wieder
eingeschaltet werden.
- 23 -
Page 24
6- Taste zum Aufrufen (LOAD) der benutzerdefinierten
Schweißprogramme.
7- Taste zum Speichern (STORE) der benutzerdefinierten
Schweißprogramme.
8- Taste zur Auswahl des Schweißverfahrens.
Wenn man die Taste betätigt, leuchtet die Led für das
anzuwendende Schweißverfahren auf:
- : MIG/MAG in PULSE ARC (falls vorhanden).
- : MIG/MAG/FLUX in SHORT/SPRAY ARC.
- : Elektrode “MMA”.
- : WIG-DC mit LIFT-Zündung.
9- Taste für die Auswahl des Schweißprozesses.
Wenn sich die Maschine im Modus MIG/MAG/FLUX befindet,
besteht die Auswahl zwischen den Steuerungsarten 2-Takt, 4Takt und Taktgebersteuerung beim Punkten (SPOT).
10- Taste für die Auswahl der Werkstoffart.
Mit ihr wird die Betriebsart an das Werkstoff und das Verfahren
angepaßt.
Die Taste ist nur im Synergiemodus (13) ansprechbar.
11- Taste für die Einstellung des Drahtdurchmessers. Für
Durchmesser 1.2 mm muß der Knopf betätigt werden, bis beide
Leds für die Durchmesser 0.6 und 0.8mm aufleuchten.
Die Taste ist nur im Synergiemodus (13) ansprechbar.
12- Taste für die Auswahl der Fernbedienung.
- Wenn die LED aufleuchtet, sind die Befehle auf dem
Bedienfeld der Schweißmaschine ansprechbar.
- Wenn die LED aufleuchtet, kann die Regelung
ausschließlich per Fernbedienung ausgeführt werden:
a)Bedienung mit einem Potentiometer: Ersetzt die
Encoderfunktion (5).
b) Bedienung mit zwei Potentiometern: Ersetzt die
Funktion des Encoders (5) und des Hilfsparameters.
c)Pedal-Fernsteuerung: Tritt im WIG-Verfahren an die Stelle
des Encoders (5).
13- Taste für die Auswahl des Synergieschweißens. Um den
synergistischen Betrieb der Maschine im Schweißverfahren
MIG/MAG auszuwählen, muß der Knopf betätigt werden.
ACHTUNG! Auch wenn alle Parameter der Maschine nach
Belieben eingestellt werden können, gibt es bestimmte
Parameterkombinationen, die möglicherweise elektrisch oder
schweißtechnisch bedeutungslos sind. In keinem Fall nimmt die
Schweißmaschine Schaden, auch wenn sie aufgrund einer
fehlerhaften Einstellung vielleicht nicht funktioniert.
14- Taste für die Auswahl der Schweißparameter.
Wenn man mehrmals die Taste drückt, leuchtet eine der LEDS
von (14a) bis (14i) auf, denen spezifische Parameter
zugeordnet sind. Der Wert der einzelnen aktivierten Parameter
ist mit Hilfe des ENCODERS (5) einstellbar und wird auf dem
Display (4) angezeigt.
Anmerkung: Die Parameter, die vom Bediener nicht verändert
werden können, wenn er mit einem synergistischen Programm
oder im Handbetrieb arbeitet, stehen automatisch nicht zur
Wahl; die zugehörige LED leuchtet nicht auf.
14a- Parameter 1: Zur Einstellung der Schweißspannung.
Im Modus MIG/MAG/FLUX regelt er die Schweißspannung in
Volt oder die Lichtbogenkorrektur, wenn die Synergie gewählt
ist (nur MIG/MAG).
Beim Schweißen zeigt er die Spannung am Ausgang des
Generators an.
14b- Parameter 2: Gibt die Drahtgeschwindigkeit oder den
Schweißstrom vor. Im Modus MIG/MAG/FLUX steht er für die
Drahtvorschubgeschwindigkeit in Metern pro Minute, im Modus
MMA für den Schweißstrom in Ampere. Beim Schweißen zeigt
er den Strom am Ausgang des Generators.
14c- Parameter 3: Arc force oder elektronische Reaktanz.
Bei M MA st eh t er f ür Ar c Fo rce (d ynam is che
St ro mnach re ge lung) oder für die Eins te ll ung des
Lichtbogeneinbrandes. Bei MIG/MAG/FLUX hat er eine
ähnliche Bedeutung, nimmt aber die Bezeichnung der
elektrischen Reaktanz an.
14d- Parameter 4: Beschleunigungskennlinie: Bei
M IG / M AG / F LU X r eg e l t e r di e S te i gu n g d er
Beschleunigungskennlinie für den Drahtvorschubmotor.
14e- Parameter 5: Burn back time : Bei MIG/MAG/FLUX
regelt er den Zeitabstand zwischen dem Anhalten des Drahtes
und dem Moment, in dem der Ausgangsstrom den Nullwert
erreicht.
14f- Parameter 6: Postgas. Bei MIG/MAG/FLUX regelt er die
Dauer “Postgas” (Gasnachströmungszeit) in Sekunden.
14g- Parameter 7: Abstiegskennlinie. Im Modus MIG/MAG
die Dauer der Abstiegskennlinie (nur mit Synergie (13)).
14h- Parameter 8: Spot-Dauer. Bei MIG/MAG/FLUX regelt er
die Zeitdauer des Schweißstromes beim Punktschweißen
(SPOT).
14i- Parameter 9: Pausendauer beim Punktschweißen. Im
Modus MIG/MAG/FLUX regelt er die Dauer der Pause zwischen
zwei aufeinanderfolgenden Punktschweißungen. Wenn der
Parameter auf 0 Sekunden gesetzt wird, muß der Brennerknopf
losgelassen und erneut gedrückt werden, um die nächste
Punktschweißung vorzunehmen.
SPE IC HERU NG UN D AU FRUF P ERSON AL ISIE RT ER
PROGRAMME
Einführung
Mi t der Sch wei ßm asc hin e lass en sic h pers ona li sie rte
Arbeitsprogramme mit einem PARAMETERSATZ (SET) speichern
(STORE), die für eine bestimmte Schweißung gelten. Jedes
gespeicherte Programm kann jederzeit aufgerufen (LOAD) werden,
sodaß der Schweißmaschi nennutzer eine “betriebsbereite”
Schweißmaschine für spezifische, zuvor optimierte Arbeit vorfindet.
Die Schweißmaschine gestattet die Speicherung von 9 individuell
erstellten Programmen.
Vorgehensweise für die Speicherung (STORE)
Nachdem die Schweißmaschine für eine bestimmte Schweißung
optimal eingestellt worden ist, ist folgendermaßen vorzugehen (ABB.
C):
a) Die Taste (7) “STORE” 3 Sekunden lang drücken.
b) Auf dem Display (4) erscheint “St_ “ und eine Nummer zwischen 1
und 9.
c) Durch Drehen am Regler (5) eine Nummer wählen, unter der das
Programm
abgespeichert werden soll.
d) Nochmals die Taste (7) “STORE“ betätigen:
- wenn die Taste "STORE" mehr als 3 Sekunden lang gedrückt
wird, ist das Programm korrekt eingeprägt und die Aufschrift
"YES" erscheint;
- wenn die Taste "STORE" weniger als 3 Sekunden lang gedrückt
wird, ist das Programm nicht eingeprägt, und die Aufschrift “no”
erscheint.
Vorgehensweise für das Aufrufen (LOAD)
Es gilt die folgende Vorgehensweise (siehe ABB. C):
a) Die Taste (7) “STORE” 3 Sekunden lang drücken.
b) Auf dem Display (4) erscheint “Ld_ “ und eine Nummer zwischen 1
und 9.
c) Durch Drehen des Reglers (5) die Nummer auswählen, unter der
das nun zur
verwendung vorgesehene Programm abgespeichert worden ist.
d) Nochmals die Taste (6) “LOAD” drücken:
- wenn die Taste "LOAD" mehr als 3 Sekunden lang gedrückt wird,
ist das Programm korrekt wiedergerufen und die Aufschrift
"YES" erscheint;
- wenn die Taste "LOAD" weniger als 3 Sekunden lang gedrückt
wird, ist das Programm nicht wiedergerufen und die Aufschrift
“no” erscheint
WÄHREND: der benutzung der tasten “store” und “load”leuchtet die
led prg auf.
5. INSTALLATION
______________________________________________________
ACHTUNG! VOR BE GI NN ALL ER ARB EI TEN ZU R
I NS TA LL AT IO N U ND Z UM AN SC HL U SS AN D I E
STROMVERSORGUNG MUSS DIE SCHWEISSMASCHINE
UNBEDI NGT AUSGESCHALTET UND VOM STROMN ETZ
GETRENNT WERDEN.
DIE STROMANSCHLÜSSE DÜRFEN AUSSCHLIESSLICH VON
FACHKUNDIGEM PERSONAL DURCHGEFÜHRT WERDEN.
______________________________________________________
Zusammensetzen der Schutzmaske
Zusammensetzen Stromrückleitungskabel und Klemme
Zusammensetzen Schweißkabel und Elektrodenklemme
AUFSTELLUNG DER SCHWEISSMASCHINE
Suchen Sie den Installationsort der Schweißmaschine so aus, daß der
Ein- und Austritt der Kühlluft nicht behindert wird (Zwangsumwälzung
mit Ventilator, falls vorhanden); stellen Sie gleichzeitig sicher, daß
keine leitenden Stäube, korrosiven Dämpfe, Feuchtigkeit u. a.
Abb. D
Abb. E
Abb. F
- 24 -
Page 25
angesaugt werden. - Der Gaszuführungsschlauch muß mit dem Reduzierer verbunden
Um die Schweißmaschine herum müssen mindestens 250 mm Platz werden. Die im Lieferumfang enthaltene Schlauchschelle ist
frei bleiben. festzuziehen. Anschließend das andere Ende des Schlauches mit
______________________________________________________
ACHTUNG! Die Schweißmaschine ist auf einer flachen,
ausreichend tragfähigen Oberfläche aufzustellen, um das
Umkippen und Verschieben der Maschine zu verhindern.
______________________________________________________
NETZANSCHLUSS
Achtung
- Bevor die elektrischen Anschlüsse hergestellt werden, ist zu prüfen,
ob die Daten auf dem Typenschild der Schweißmaschine mit der
Netzspannung und frequenz am Installationsort übereinstimmen.
- Die Schweißmaschine darf ausschließlich mit einem Speisesystem
verbunden werden, das einen geerdeten Nulleiter hat.
- Zum Schut z vor indir ektem Kontak t mü ssen fo lgend e
Differenzialschaltertypen benutzt werden:
- Typ A ( ) für einphasige Maschinen;
- Typ B ( ) für dreiphasige Maschinen.
- Um den Anforderungen der Norm EN 61000-3-11 (Flicker) gerecht
zu werden, empfiehlt es sich, die Schweißmaschinen an den
Schnittstellen des Versorgungsnetzes anzuschließen, die eine
Impedanz von unter Zmax =0,18 ohm haben.
Stecker und Buchse
Verbinden Sie mit dem Versorgungskabel einen Normstecker (2P + T)
mit ausreichender Stromfestigkeit und richten Sie eine Netzdose ein
mit Schmelzsicherungen oder Leistungsschalter. Der zugehörige
Erdungsanschluß muß mit dem Schutzleiter (gelb-grün) verbunden
der Versorgungsleitung verbunden werden. In Tabelle 1 (TAB.1) sind
die empfohlenen Amperewerte der trägen Leitungssicherungen
au fgefü hrt , die aus zu wäh le n sind na ch d em von de r
Schweißmaschine abgegebenen max. Nennstrom und de r
Versorgungsnennspannung.
______________________________________________________
ACHTUNG! Bei Mißachtung der obigen Regeln wird das
herstellerseitig vorgesehene Sicherheitssystem (Klasse I)
ausgehebelt. Schwere Gefahren für die beteiligten Personen (z. B.
Stromschlag) und Sachwerte (z. B. Brand) sind die Folge.
______________________________________________________
ANSCHLÜSSE DES SCHWEISSSTROMKREISES
______________________________________________________
VORSICHT! BEVOR DIE FOLGENDEN ANSCHLÜSSE
VORGENOMMEN WERDEN, IST SICHERZUSTELLEN, DASS DIE
SCH WE ISSMA SC HINE AUSG ES CHALTET U ND V OM
VERSORGUNGSNETZ GENOMMEN IST.
In Tabelle 1 (TAB. 1) sind für den jeweiligen maximal abgegebenen
Schweißstrom der Schweißmaschine die empfohlenen Werte für den
Querschnitt des Schweißkabels aufgeführt (in mm ).
______________________________________________________
SCHWEISSEN MIG/MAG
Verbindung mit der Gasflasche
Aufladbare Gasflasche auf der Auflagefläche des Wagens max 60 kg
- Druckverminderer an das Ventil der Gasflasche schrauben.
Dazwischen wird das Reduzierstück gesetzt, das als Zubehör
geliefert wird, wenn Argon oder Gemische aus Argon/CO
verwendet werden.
- Gaszufuhrschlauch an den Druckverminderer anschließen und die
mitgelieferte Schlauchschelle festziehen.
- Den Einstellring des Druckverminderers lockern, bevor das
Flaschenventil geöffnet wird.
Anschluß Schweißstrom-Rückleitungskabel (Abb. G1)
Das Schweißstrom-Rückleitungskabel so nah wie möglich an der
ausgeführten Schweißung an das Werkstück oder an die Metallbank
anschließen, auf dem das Werkstück liegt.
Brenneranschluß
Der Brenner (Abb.B(4)) wird in die MIG zugehörige Steckverbindung
eingesetzt, anschließend den Feststellring von Hand ganz festdrehen.
Bereiten Sie ihn für die Erstzuführung des Drahtes vor, indem Sie die
Düse und das Kontaktrohr abnehmen, damit der Draht leichter austritt.
FLUSSMITTEL-SCHWEISSEN (FLUX)
Die Anschlüsse des Masserückleitungskabels sowie des Brenners
sind die gleichen wie beim MIG/MAG-Schweißen. Allerdings muß die
Spannungspolarität im Haspelgehäuse gewechselt werden (ABB. B
(9)-(10)), wie auf dem Schildchen angegeben.
Anschluß Spool gun (Abb. B)
Verbinden Sie die Spool gun mit dem zentralen Brenneranschluß (4)
und drehen die Befestigungsringmutter fest zu. Stecken Sie außerdem
den Stecker des Steuerkabels in die entsprechende Aufnahmestelle
(5).
Die Schweißmaschine erkennt die Spool gun automatisch.
WIG-SCHWEISSEN
Verbindung mit der Gasflasche
Aufladbare Gasflasche auf der Auflagefläche des Wagens max 60 kg
- Druckverminderer an das Ventil der Gasflasche schrauben.
Dazwischen wird das Reduzierstück gesetzt, das als Zubehör
geliefert wird, wenn Argon.
2
dem Anschlußhahn im WIG-Brenner verbinden.
- Den Einstellring des Druckverminderers lockern, bevor das
Flaschenventil geöffnet wird.
Anschluß Schweißstrom-Rückleitungskabel
- Es wird mit dem Werkstück oder der Metallbank verbunden, auf
dem es aufliegt, und zwar so nah wie möglich an der Schweißnaht.
- Dieses Kabel ist an die Klemme mit dem Symbol (+)
anzuschließen.
Anschluß des Brenners (Abb. M)
- Verbinden Si den WIG-Brenner mit dem Schnellanschluß (-) auf der
vorderen Tafel der Schweißmaschine.
MMA-Schweißen
Fast alle ummantelten Elektroden müssen mit dem Pluspol (+) des
Generators verbunden werden, einzig die sauerumhüllten Elektroden
sind an den Minuspol (-) anzuschließen.
Anschluß Schweißkabel Elektrodenhalter
Auf dem Endstück sitzt eine spezielle Klemme zum Einspannen des
freiliegenden Elektrodenteils.
Dieses Kabel ist an die Klemme mit dem Symbol (+) anzuschließen.
Anschluß Schweißstromrückleitungskabel
Es ist möglichst nahe der Schweißstelle an das Werkstück oder die
Metallbank anzuschließen, auf der das Werkstück ruht.
Dieses Kabel ist an die Klemme mit dem Symbol (-) anzuschließen.
EMPFEHLUNGEN
- Drehen Sie die Stecker der Schweißkabel so tief es geht in die
Schnellanschlüsse, damit ein einwandfreier elektrischer Kontakt
sichergestellt ist; andernfalls überhitzen sich die Stecker,
verschleißen vorzeitig und büßen an Wirkung ein.
- Verwenden Sie möglichst kurze Schweißkabel.
- Vermeiden Sie es, anstelle des Schweißstrom-Rückleitungskabels
metallische Strukturen zu verwenden, die nicht zum Werkstück
gehö ren; dadurch wird die Sicherheit beeinträchtigt und
möglicherweise nicht zufriedenstellende Schweißergebnisse
hervorgebracht.
EINLEGEN DER DRAHTSPULE (Abb.G)
______________________________________________________
VORSICHT! BEVOR MIT DER ZUFÜHRUNG DES DRAHTES
BEGONNEN WIRD, MUSS SICHERGESTELLT SEIN, DASS DIE
SCH WE ISSMA SC HINE AUSG ES CHALTET U ND V OM
VERSORGUNGSNETZ GETRENNT IST.
______________________________________________________
PR ÜFE N SI E, O B DIE D RAH TFÖ RDE RRO LLE N, DIE
DRAHTFÜHRUNGSSEELE UND DAS KONTAKTROHR DES
BRENNERS MIT DEM DURCHMESSER UND DER ART DES
VORGESEHENEN KAB ELS KOMPATIBEL UND KORR EKT
ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT
WIRD, DÜRFEN KEINE SCHUTZHANDSCHUHE GETRAGEN
WERDEN.
- Das Haspelfach öffnen.
- Drahtspule auf die Haspel setzen, das Drahtende dabei nach oben
gerichtet. Der Mitnahmestift der Haspel muß dabei korrekt in der
dafür vorgesehenen Öffnung sitzen (1a).
- Nun die Andrück-Gegenrolle(n) lösen und von den unteren Rolle(n)
entfernen (2a).
- Prüfen Sie, dass die Drahtvoschubrolle(n) den verwendeten Draht
anpasst(en) (2a).
2
- Das Drahtende freilegen, und das verformte Ende mit einem
glatten, gratfreien Schnitt abtrennen; die Spule gegen den
Uhrzeigersinn drehen und das Drahtende einlaufseitig in die
Drahtführung leiten. Es wird 50-100 mm in die Drahtführung des
Brenneranschlusses geschoben (2c).
- Die Gegenrolle(n) werden wieder positioniert und auf einen
Zwischenwert eingestellt. Prüfen Sie, ob der Draht korrekt in der
Nut der unteren Rolle(n) läuft (3).
- Die Haspel wird mit Hilfe der entsprechenden, in der Haspelmitte
sitzenden Stellschraube leicht gebremst (1b).
- Düse und Kontaktrohr entfernen (4a).
- Stecker in die Netzsteckdose stecken, Schweißmaschine
einschalten, Brennerknopf und abwarten, bis das Drahtende die
gesamte Drahtführungsseele durchquert hat und 10-15 cm aus
dem vorderen Brennerteil hervorschaut. Nun den Knopf loslassen.
______________________________________________________
VORSICHT! Während dieser Vorgänge steht der
Elektrodendraht unter Strom und unterliegt mechanischen
Kr äften . Bei Ni cht anwe ndun g de r en tspr eche nden
Vorsichtsmaßnahmen besteht die Gefahr von Stromschlägen,
Verletzungen und der unerwünschten Zündung von elektrischen
Lichtbögen.
______________________________________________________
- Das Mundstück des Brenners nicht auf Körperteile richten.
- Nicht den Brenner der Flasche annähern.
- Das Kontaktrohr und die Düse müssen wieder an den Brenner
montiert werden (4b).
- Prüfen Sie, ob der Draht gleichmäßig vorgeschoben wird; stellen Sie
den Rollendruck und die Haspelbremsung auf die Mindestwerte ein
und kontrollieren Sie, ob der Draht in der Nut rutscht und ob sich
beim Anhalten des Vorschubes die Drahtwindungen wegen der
Trägheitskräfte der Spule lockern.
- Das aus der Düse hervorstehende Drahtende ist auf 10-15 mm
- 25 -
Page 26

abzutrennen. - Gasart: CO und Ar/CO , Ar/CO /O
- Das Haspelfach wieder schließen.
EINLEGEN DER DRAHTSPULE IN DIE SPOOL GUN (Abb. H)
______________________________________________________
VORSICHT! PRÜFEN SIE, OB DRAHTZUGROLLEN,
DRAHTFÜHRUNGSMANTEL UND KONTAKTRÖHRCHEN DER
SPOOL GUN DEM DURCHMESSER UND DER ART DES
BENUTZTEN DRAHTES ENTSPRECHEN UND OB SIE RICHTIG
ANGEBRACHT SIND. ODER DAß DIE SPOOL GUN VON DER
MASCHINE GETRENNT IST.
______________________________________________________
PR ÜFE N SI E, O B DIE D RAH TFÖ RDE RRO LLE N, DIE
DRAHTFÜHRUNGSSEELE UND DAS KONTAKTROHR DES
BRENNERS MIT DEM DURCHMESSER UND DER ART DES
VORGESEHENEN KAB ELS KOMPATIBEL UND KORR EKT
ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT
WIRD, DÜRFEN KEINE SCHUTZHANDSCHUHE GETRAGEN
WERDEN.
- Durch Lösen der Schraube die Haube abnehmen (1)
- Drahtspule in die Haspel einlegen.
- Gegendruckrolle lösen und Sie sie von der unteren Rolle trennen
(2).
- Das Drahtende lösen, das verformte Ende mit einem sauberen,
gratfr eie n Schni tt abtr ennen; die Spule entgegen dem
Uhrzeigersinn drehen und das Drahtende in den Eingang der
Führungsseele einmünden lassen. Dazu wird der Draht 50-100 mm
weit ins Innere des Schweißmundstückes (2) geschoben.
- Die Gegenrolle wieder positionieren, einen mittleren Druckwert
einstellen und prüfen, ob der Draht richtig in der Nut der unteren
Rolle liegt (3).
- Bremsen Sie die Haspel leicht mit der zugehörigen Stellschraube.
- Wenn die Spool gun angeschlossen ist, die Schweißmaschine
einschalten und abwarten, bis der Draht die Drahtführungsseele
durchquert hat und nun 10-15 cm aus dem vorderen Brennerteil
hervorsteht. In diesem Moment den Brennerknopf loslassen.
AUSTAUSCH DER DRAHTFÜHRUNGSSEELE IM BRENNER (ABB.
I)
Bevor die Seele ausgewechselt wird, ziehen Sie das Brennerkabel
glatt, sodaß sich keine Biegungen bilden.
Spiralförmige Führungsseele für Stahldraht
1- Düse und Kontaktrohr vom Brennerkopf abschrauben.
2- Die Feststellmutter der mittleren Steckverbindung abschrauben,
welche die Führungsseele festhält. Dann die vorhandene
Führungsseele entfernen.
3- Die neue Seele in den Kanal des Brennerkabels einführen und
vorsichtig weiterschieben, bis sie aus dem Brennerkopf austritt.
4- Nun die Festellmutter für die Führungsseele von Hand wieder
anschrauben.
5- Das überstehende Seelenstück bündig abschneiden, indem man
die Seele leicht zusammendrückt; dann die Seele wieder aus dem
Brennerkabel entfernen.
6- Den Schnittbereich der Seele abschrägen und die Seele wieder in
den Kanal des Brennerkabels einführen.
7- Anschließend die Mutter wieder anschrauben und mit einem
Schlüssel festziehen.
8- Kontaktrohr und Düse wieder anbringen.
Führungsseele aus synthetischem Material für Aluminiumdraht
Die Schritte 1, 2, 3 durchführen, wie sie für die Stahlführungsseele
beschrieben sind
( die Schritte 4, 5, 6, 7, 8 gelten hier nicht).
9- Das Kontaktrohr für Aluminium wieder anschrauben und prüfen,
ob es die Führungsseele berühr t.
10- Am anderen Ende der Seele (Seite des Brenneranschlusses)
Messingnippel und O-Ring einsetzen, und - die Seele leicht
gedrückt haltend - die Befestigungsmutter für die Führungsseele
festziehen. Der überschüssige Teil des Futterrohrs wird
anschließend auf Maß gekürzt (siehe (13). Aus dem
Brenneranschluß des Drahtvorschubsystems das Kapillarrohr für
Stahlseelen entnehmen.
11- Für Aluminiumdrahtseelen des Durchmessers 1,6 bis 2,4mm
(gelb) IST DAS KAPILLARROHR NICHT VORGESEHEN; Die
Führungsseele wird deshalb ohne es in den Anschluß eingesetzt.
Das Kapillarrohr für Aluminiumdrahtseelen des Durchmessers 11,2mm (rot) auf ein Maß schneiden, das 2mm unter dem des
Stahlrohres liegt. Dann wird das Kapillarrohr am freien Ende der
Führungsseele eingeführt.
12- Nun den Brenner in den Anschluß des Drahtvorschubsystems
einsetzen und festspannen; Die Seele wird in 1-2mm Abstand von
den Rollen markiert;
Den Brenner wieder entnehmen.
13- Die Seele auf das vorgesehene Maß zuschneiden, ohne die
Eingangsöffnung zu verformen.
Den Brenner wieder in den Anschluß des Drahtvorschubsystems
montieren und die Gasdüse anbringen.
6. DRAHT SCHWEISSEN
Short arc (Kurzlichtbogen)
Das Schmelzen des Drahtes sowie das Abtrennen des Tropfen wird
durch aufeinanderfolgende Kurzschlüsse der Drahtspitze im Schmelzbad (bis zu 200 Mal/Sek.) erzielt.
Kohlenstoffstahl und niedrig legierter Stahl
- Drahtdurchmesser: 0,6-1,2mm
- Schweißstrom: 40-210A
- Bogenspannung: 14-23V
Rostfreier Stahl
- Drahtdurchmesser: 0,8-1mm
- Schweißstrom: 40-160A
- Bogenspannung: 14-20V
- Gasart: Ar/O o Ar/CO (1-2%)
Aluminium und Legierungen
- Drahtdurchmesser: 0,8-1,6mm
- Schweißstrom: 75-160A
- Bogenspannung: 16-22V
- Gasart: Ar 99,9%
Typischerweise muß das Kontaktrohr bündig mit der Düse liegen oder
die dünneren Drähte schauen leicht hervor bei der niedrigsten
Lichtbogenspannung; die Länge des freiliegenden Drahtes (stick-out)
liegt normalerweise zwischen 5 und 12mm.
Anwendung: Schweißen in allen Lagen von dünnwandigen
Werkstoffen oder im ersten Schweißgang innerhalb von Gehrungen,
unterstützt durch den begrenzten Wärmeeintrag und das gut
kontrollierbare Schmelzbad.
Anmerkung: Der SHORT ARC - Übergang beim Schweißen von
Aluminium und Legierungen muß mit Vorsicht angewendet werden
(besonders bei Drähten mit Durchmesser >1mm), weil die Gefahr von
Schmelzfehlern besteht.
DRAHT SCHWEISSEN
ÜBERTRAGUNGSART SPRAY ARC (SPRÜHLICHTBOGEN)
Das Schmelzen des Drahtes stellt sich bei höherer Spannung und
höherem Stromwert ein als bei Short Arc: die Drahtspitze kommt nicht
mehr mit dem Schmelzbad in Kontakt; von der Spitze aus spannt sich
ein Bogen, den die Metalltropfen, die beim ununterbrochenem Schmel
zen des Drahtes entstehen, durchlaufen. Kurzschlüsse fehlen also.
Kohlenstoffstahl und niedrig legierter Stahl
- Drahtdurchmesser : 0,8-1,6mm
- Schweißstrom : 180-450A
- Bogenspannung: 24-40V
- Gasart: Ar/CO o Ar/CO /O
Rostfreier Stahl
- Drahtdurchmesser: 1-1,6mm
- Schweißstrom : 140-390A
- Bogenspannung: 22- 32V
- Gasart: Ar/O o Ar/CO (1-2%)
Aluminium und Legierungen
- Drahtdurchmesser : 0,8-1,6mm
- Schweißstrom : 120-360A
- Bogenspannung: 24-30V
- Gasart: Ar 99,9%
Das Kontaktrohr steckt im Normalfall 5-10mm innerhalb der Düse, je
höher die Lichtbogenspannung, desto tiefer das Kontaktrohr; die
Länge des freiliegenden Drahtes (stick-out) liegt normalerweise
zwischen 10 und 20mm.
S i nd im HA N D MO DU S ( “P R G 0 ”) di e P ar a me te r
Drahtgeschwindigkeit und Lichtbogenspannung korrekt eingestellt
(also mit kompatiblen Werten), spielt der Einstellwert der Reaktanz
keine Rolle.
Anwendung: Waagerechtes Schweißen bei Dicken nicht unter 34 m m ( s e h r d ü n n f l ü ss i g e s S c h m e l z b a d ) ; D i e
Ausführungsgeschwindigkeit und das Nahtvolumen sind sehr hoch
(hoher Wärmeeintrag).
DRAHT SCHWEISSEN
ÜBERTRAGUNGSART PULSE ARC (IMPULSLICHTBOGEN)
(FALLS VORHANDEN)
Es handelt sich um einen “kontrollierten” Übergang, der zum
Funktionsbereich des “spray-arc” gehört (modifizierter spray-arc). Die
Vorteile bestehen darin, daß bei bemerkenswert niedrigen
Stromwerten die Schmelze schnell abläuft und kein Material
herausgeschleudert wird, sodaß auch viele typische Anwendungen
des “short-arc” abgedeckt werden.
Bei jedem Stromimpuls löst sich ein einzelner Tropfen des
Elektrodendrahtes ab; die Häufigkeit dieses Phänomens verhält sich
propor tional zur Drahtvor sch ubg esc hwi ndi gkeit nach ei ner
Variationsregel, die vom Typ und dem Durchmesser des Drahtes
abhängt (typische Frequenzwerte: 30-300Hz).
Kohlenstoffstahl und niedrig legierter Stahl
- Drahtdurchmesser: 0,8-1,6mm
- Schweißstrom: 60-360A
- Bogenspannung: 18-32V
- Gasart: Ar/CO o Ar/CO /O (Co max 20%)
Rostfreier Stahl
- Drahtdurchmesser: 0,8-1,2mm
- Schweißstrom: 50-230A
- Bogenspannung: 17- 26V
- Gasart: Ar/O o Ar/CO (1-2%)
Aluminium und Legierungen
- Drahtdurchmesser: 0,8-1,6mm
- Schweißstrom : 40-320A
- Bogenspannung: 17-28V
- Gasart: Ar 99,9%
Typischerweise muß das Kontaktrohr im Innern der Düse 5-10mm
messen, je höher die Lichtbogenspannung, desto höher dieses Maß.
Die freie Drahtlänge (stick-out) beträgt im Normalfall zwischen 10 und
20mm.
Anwendung: Schweißen in “Zwangslage” auf niedrigen bis mittleren
Dicken und thermisch empfindlichen Werkstoffen, besonders
geeignet zum Schweißen auf leichten Legierungen (Aluminium
und seine Legierungen) auch bei Dicken unter 3mm.
2 2 2 2
2 2
2 2 2
2 2
2 2 2 2
2 2
- 26 -
Page 27

EINSTELLUNG DER SCHWEISSPARAMETER
Schutzgas
Die Fördermenge des Schutzgases muß betragen:
Short arc: 8-14 l/min
Spray arc: 12-20 l/min
abhängig von der Schweißstromstärke und dem Düsendurchmesser.
Schweißstrom
Der Schweißstrom wird je nach Schubgeschwindigkeit des Drahtes,
die von Durchmesser abhängig ist, festgelegt.
Beachten Si e, daß je nach erwünschtem Stromwert die
Abrollgeschwindigkeit des Drahtes verkehrt proportional zum
verwendeten Drahtdurchmesser ist.
Die Näherungswerte für den Strom beim Handschweißen sind für die
gängigsten Drähte in der Tabelle (TAB. 5) aufgeführt.
Lichtbogenspannung
Die Lichtbogenspannung kann vom Bediener durch Drehen am
Encoder (ABB. C (5)) reguliert werden; sie wird nach und nach der
Drahtvorschubgeschwindigkeit (Strom) angepaßt, die in Abhängigkeit
vom verwendeten Drahtdurchmesser und der Beschaffenheit des
Schutzgases gewählt wird. Für die Geschwindigkeitsregelung gilt die
folgende Beziehung, die einen Mittelwert ergibt:
U = 14 + 0,05 I
2 2
U = Bogenspanning in Volt;
2
I = Schweißstrom in Amp.
2
Qualität der Schweißnaht
Die Qualität der Schweißnaht und gleichzeitig damit die geringe
Sprühung gehen auf die Ausgewogenheit der Schweißparameter wie
Strom (Drahtgeschwindigkeit), Drahtdurchmesser, Bogenspannung
etc. und die richtige Auswahl der Reaktanzsteckdose zurück.
Ebenso sollte die Stellung des Brenners an die Orientierungsdaten
der (ABB. L) angeglichen werden, um zu große Sprühung und Fehler
an der Naht zu vermeiden.
Auch die Geschwindigkeit beim Schweißen (Arbeitsgeschwindigkeit
entlang des Werkstückes) ist ein wichtiger Faktor für korrekte
Durchführung der Schweißnaht. Darauf sollte man besonders bei der
Penetration und der Formung der Naht achten.
Die häufigsten Schweißfehler sind in TAB. 8 aufgeführt.
SCHWEISSEN: VERFAHRENSBESCHREIBUNG
WIG-SCHWEISSEN
Das WIG-Schweißen ist ein Verfahren, das die vom elektrischen
Lichtbogen ausgehende Wärme nutzt. Der Bogen wird gezündet und
aufrechterhalten zwischen einer nicht abschmelzenden Elektrode
(Wolfram) und dem Werkstück. Die Wolframelektrode wird von einem
Brenner gehalten, der geeignet ist, den Schweißstrom zu übertragen
und die Elektrode ebenso wie das Schweißbad durch Inertgas
(normalerweise Argon Ar 99,5%), das aus der Keramikdüse austritt,
vor der atmosphärischen Oxidation zu schützen (ABB. M).
Damit die Schweißung gelingt, muß unbedingt der exakt richtige
Elektrodendurchmesser mit dem exakt richtigen Stromwert verwendet
werden, siehe Tabelle (TAB. 6).
Der normale Überstand der Elektrode über der Keramikdüse beträgt
2-3mm und kann beim Winkelschweißen bis zu 8mm erreichen.
Die Schweißung erfolgt durch Verschmelzen der beiden Nahtränder.
Für dünnwandige Werkstoffe, die auf geeignete Weise vorbereitet
wurden (etwa bis zu 1 mm Dicke) ist kein Zusatzmaterial erforderlich
(FIG. N).
Für größere Dicken sind Schweißstäbe erforderlich, die genauso
zusammengesetzt sind wie der Grundwerkstoff und den geeigneten
Durchmesser haben. Die Ränder sind auf geeignete Weise zu
präparieren (ABB. O). Damit die Schweißung gelingt, sollten die
Werkstücke sorgfältig gereinigt werden und frei von Oxiden, Öl, Fett,
Lösungsmitteln etc. sein.
LIFT-Zündung:
Der elektrische Lichtbogen wird gezündet, indem man die
Wolframelektrode vom Werkstück entfernt. Diese Art der Zündung
verursacht weniger Störungen durch elektrische Abstrahlungen und
verringert die Wolframeinschlüsse und den Elektrodenverschleiß auf
ein Minimum.
Vorgehensweise:
Die Elektrodenspitze mit leichtem Druck auf dem Werkstück
aufsetzen. Die Elektrode mit einigen Augenblicken Verzögerung um 23 mm anheben, bis der Lichtbogen gez ün de t ist. Die
Schweißmaschine gibt anfänglich einen Strom I . Nach einigen
Momenten wird der eingestellte Schweißstrom bereitgestellt.
WIG DC-Schweißen
Das WIG DC-Verfahren eignet sich zum Schweißen sämtlicher niedrig
und hoch legierten Kohlenstoffstähle sowie der Schwermetalle Kupfer,
Nickel, Titan und ihrer Legierungen.
Zum WIG DC-Schweißen mit Elektrodenanschluß am Pol (-) wird
grundsätzlich eine Elektrode mit 2% Cer iumanteil (grauer
Farbstreifen) benutzt.
Die Wolframelektrode muß axial mit der Schleifscheibe angespitzt
werden, siehe ABB. P; achten Sie darauf, daß die Spitze genau
konzentrisch ist, um die Ablenkung des Lichtbogens zu verhindern. Es
ist wichtig, daß in Längsrichtung der Elektrode geschliffen wird. Die
Elektrode ist - je nach Gebrauchsintensität und Verschleiß wiederholt
in regelmäßigen Abständen nachzuschleifen. Geschliffen werden
muß auch, wenn sie versehentlich verunreinigt, oxidiert, oder nicht
korrekt verwendet wurde.
SCHWEISSEN MIT UMHÜLLTER ELEKTRODE MMA
- Befolgen Sie auf jeden Fall dei Angaben des Hersteller über die Art
der Elektrode, die richtige Polarität sowie den optimalen Stromwert.
GRUND
- D e r S c hw ei ß st ro m w i rd i n Ab hä ng i gk ei t z u m
Elektrodendurchmesser und zum verwendeten Arbeitsstück
bestimmt (TAB.7).
- Beachten Sie, daß bei gleichbleibendem Elektrodendurchmesser
höhere Stromwerte für Schweißarbeiten in der Ebene und niedere
Werte für Schweißen in der Vertikale oder über dem Kopf ver wendet
werden müssen.
- Die mechanischen Eigenschaften der Schweißverbindung werden
nicht nur durch die gewählte Stromstärke bestimmt, sondern auch
durch die anderen Schweißparameter wie die Lichtbogenlänge, die
Ausführungsgeschwindigkeit und -position sowie durch den
Durchmesser und die Güte der Elektroden (zur korrekten
Aufbewahrung schützen Sie die Elektroden in ihrer Verpackung oder
speziellen Behältern vor Feuchtigkeit).
- Die Schweißeigenschaften hängen auch vom ARC-FORCE-Wert
(dynamisches Verhalten) der Maschine ab.
- Man beachte, daß die hohen ARC-FORCE-Werte einen tieferen
Einbrand gewährleisten und das Schweißen in allen Lagen
e r mö gl ic h en , t yp is ch e r we is e m it ba si s c he n u nd
Zelluloseelektroden. Niedrige ARC-FORCE-Werte ergeben einen
weicheren, spr itzerfreien Lichtbogen, typi sch erweise mit
Rutilelektroden.
Die Schweißmaschine ist auch mit den Einrichtungen HOT START
und ANTI STICK ausgestattet, die leichtere Starts ermöglichen und
das Verkleben der Elektrode mit dem Werkstück verhindern.
Vorgehensweise
- Die Maske VOR DAS GESICHT halten. Dabei mit der
Elektrodenspitze am Werkstück entlang streichen. Die Bewegung
entspricht der beim Anzünden eines Streichholzes: die richtige
Methode zur korrekten Zündung des Lichtbogens.
ACHTUNG: Die Elektrode darf NICHT auf das Werkstück
GEKLOPFEN werden; es bestünde die Gefahr, die Umhüllung zu
beschädigen und die Lichtbodenzündung zu stören.
- Nach der Zündung des Bogens sollte versucht werden, einen
Abstand zum Werkstück einzuhalten, der dem Durchmesser der
benutzten Elektrode entspricht. Diese Entfernung sollte während
des Schweißens möglichst gleichbleibend eingehalten werden;
denken Sie daran, daß die Elektrode in Vorschubrichtung ungefähr
um 20-30 Grad (Abb. Q) geneigt gehalten werden muß.
- Am Ende der Schweißnaht das Elektrodenende im Verhältnis zur
Vorschubrichtung über dem Krater leicht zurückführen, um ihn zu
füllen, anschließend die Elektrode rasch aus dem Schmelzbad
heben, damit der Lichtbogen erlischt (Bilder der Schweißnaht -
ABB. R).
7. WARTUNG
______________________________________________________
ACHTUNG! VOR BEGINN DER WARTUNGSARBEITEN IST
SICH ER ZU STELLEN, DAS S DIE SCHWEI SS MA SCHI NE
AUSGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT
IST.
______________________________________________________
PLANMÄSSIGE WARTUNG:
DIE PLANMÄSSIGEN WARTUNGSTÄTIGKEITEN KÖNNEN VOM
SCHWEISSER ÜBERNOMMEN WERDEN.
Brenner
- Der Brenner und sein Kabel sollten möglichst nicht auf heiße Teile
gelegt werden, weil das Isoliermaterial schmelzen würde und der
Brenner bald betriebsunfähig wäre;
- Es ist regelmäßig zu prüfen, ob die Leitungen und Gasanschlüsse
dicht sind;
- Bei jedem Wechsel der Drahtspule ist die Drahtführungsseele mit
trockener Druckluft zu durchblasen (max 5 bar) und auf ihren
Zustand hin zu überprüfen;
- Kontrollieren Sie mindestens einmal täglich folgende Endstücke des
Brenners auf ihren Verschleißzustand und daraufhin, ob sie richtig
montiert sind: Düse, Kontaktrohr, Gasdiffusor.
Drahtzufuhr
- Prüfen Sie die Draht vorsc hubroll en häufiger auf ih ren
Verschleißzustand. Metallstaub, der sich im Schleppbereich
angesammelt hat, ist regelmäßig zu entfernen (Rollen und
Drahtführung am Ein- und Austritt).
AUSSERPLANMÄSSIGE WARTUNG:
AUSSERPLANMÄSSIGE WARTUNGEN DÜRFEN NUR VON
FACHPERSONAL AUS DEM BEREICH ELEKTROMECHANIK
DURCHGEFÜHRT WERDEN.
______________________________________________________
VORSICHT! BEVOR DIE TAFELN DER SCHWEISSMASCHINE
ENTFERNT WERDEN, UM AUF IHR INNERES ZUZUGREIFEN, IST
SICHERZUSTELLEN, DASS SIE ABGESCHALTET UND VOM
VERSORGUNGSNETZ GETRENNT IST.
Werden Kontrollen durchgeführt, während das Innere der
Schweißmaschine unter Spannung steht, besteht die Gefahr
eines schweren Stromschlages bei direktem Kontakt mit
spannungsführenden Teilen oder von Verletzungen beim direkten
Kontakt mit Bewegungselementen.
______________________________________________________
- Regelmäßig und in der Häufigkeit auf die Verwendungsweise und die
Staubentwicklung am Arbeitsort abgestimmt, muß das Innere der
Schweißmaschine inspiziert werden. Der Staub, der sich auf
Transformator, Reaktanz und Gleichrichter abgelagert hat, ist mit
trockener Druckluft abzublasen (max 10 bar).
- 27 -
Page 28

- Vermeiden Sie es, den Druckluftstrahl auf die elektronischen Karten
zu richten. Sie sind mit einer besonders weichen Bürste oder
geeigneten Lösungsmitteln bei Bedarf zu reinigen.
- Wenn Gelegenheit besteht, prüfen Sie, ob die elektrischen
Anschlüsse festsitzen und ob die Kabelisolierungen unversehrt sind.
- Nach Beendigung dieser Arbeiten werden die Tafeln der
Schweißmaschine wieder angebracht und die Feststellschrauben
wieder vollständig angezogen.
- Verm eiden Sie un ter al len Um ständen , b ei geö ff neter
Schweißmaschine zu arbeiten.
8. FEHLERSUCHE
FALLS DAS GERÄT UNBEFRIEDIGEND ARBEITET, SOLLTEN SIE,
BEVOR SIE EINE SYSTEMATISCHE PRÜFUNG VORNEHMEN
ODER SICH AN EIN SERVICEZENTRUM WENDEN FOLGENDES
BEACHTEN:
- Der Schweißstrom, der mittels Potentiometer reguliert wird, muß an
den Durchmesser und den Typ der Elektrode angepaßt werden.
- Wenn der Hauptschalter auf ON steht, die Korrekte Lampe
angeschaltet ist, wenn dem nicht so ist, liegt der Fehler normaler
weise an der Versorgungsleitung (Kabel, Stecker u/o Steckdose,
Sicherungen etc.).
- Der gelbe Led, der den Eingriff der thermischen Sicherheit der Ober
- und Unterspannung oder von einem Kurzschluss anzeigt, nicht
eingeschaltet ist.
- Sich versichern, dass das Verhältnis der nominalen Intermittenz
beachtet worden ist; im Fall des Eingriffs des thermischen Schutzes
auf die natürliche Abkühlung der Maschine warten und die Funktion
des Ventilators kontrollieren.
- Kontrollieren Sie die Leitungsspannung: Wenn der Wert zu hoch
oder zu niedrig ist, bleibt die Schweißmaschine ausgeschalte.
- Kontrollieren, dass kein Kurzschluss am Ausgang der Maschine ist,
in diesem Fall muss man die Störung beseitigen.
- Die Anschlusse an den Schweissstromkreis muessen korrekt
durchgefuehrt worden sein. Vorallem die massekabelklemme sollte
fest am Werkstruck befestigt sein und keine Isoliermaterialen (z.B.
Lack) dazwischen liegen.
- Das Schutzgas soll korrekt (Argon 99%)und in der richtigen Menge
verwendet werden.
_______________(E)______________
MANUAL DE INSTRUCCIONES
ATENC IÓN : ANTES DE UTILIZAR LA MÁQUINA LEER
ATENTAMENTE EL MANUAL DE INSTRUCCIONES!
SOLDADORA DE HILO CONTINUO PARA LA SOLDADURA POR
ARCO MIG/MAG-FLUX, TIG, MMA PREVISTAS PARA USO
INDUSTRIAL Y PROFESIONAL.
Nota: En el texto que sigue se empleará el término “soldadora”.
1. SEGURIDAD GENERAL PARA LA SOLDADURA POR ARCO
El operador debe tener un conocimiento suficiente sobre el uso
seguro del aparato y debe estar informado sobre los riesgos
relacionados con los procedimientos de soldadura por arco, las
relativas medidas de protección y los procedimientos de
emergencia.
(Vea como referencia también la “ESPECIFICACIÓN TÉCNICA IEC
o CLC/TS 62081”: INSTALACIÓN Y USO DE LOS APARATOS
PARA SOLDADURA POR ARCO).
clorurados o en las cercanías de dichos disolventes.
- No soldar en recipientes a presión.
- Alejar del área de trabajo todas las sustancias inflamables (por
ejemplo, madera, papel, trapos, etc.).
- Asegurarse de que hay un recambio de aire adecuado o de que
existen medios aptos para eliminar los humos de soldadura en
la cercanía del arco; es necesario adoptar un enfoque
sistemático para la valoración de los límites de exposición a
los humos de soldadura en función de su composición,
concentración y duración de la exposición.
- Mantener la bombona protegida de fuentes de calor, incluso de
los rayos solares (si se utiliza).
,
*
- Adoptar un aislamiento eléctrico adecuado respecto al
electrodo, la pieza en elaboración y posibles partes
metálicas puesta a tierra colocadas en las cercanías
(accesibles).
Esto normalmente se consigue usando los guantes, calzado,
cascos e indumentaria previstos para este objetivo y
mediante el uso de plataformas o tapetes aislantes.
- Proteger siempre los ojos con los vidrios adecuados
inactínicos montados sobre máscara o gafas.
Usar ropa ignífuga de protección evitando exponer la piel a
los rayos ultravioletas e infrarrojos producidos por el arco; la
protección debe extenderse a otras personas que estén
cerca del arco por medio de pantallas o cortinas no
reflectantes.
- Ruido: Si a causa de operaciones de solda dura
especialmente intensivas se produce un nivel de exposición
cotidiana personal (LEPd) igual o mayor que 85 db(A), es
obligatorio el uso de medios de protección individual
adecuados.
)
- Los campos magnéticos generados por el proceso de
soldadura pueden interferir con el funcionamiento de aparatos
eléctricos y electrónicos.
Los portadores de aparatos eléctricos o electrónicos vitales
(Ej, marcapasos, respiradores, etc...) deben consultar con su
médico antes de pararse cerca de las áreas de utilización de
esta soldadora.
Se desaconseja que los portadores de aparatos eléctricos o
electrónicos vitales utilicen esta soldadora.
- Esta soldadora satisface los requisitos del estándar técnico de
producto para su uso exclusivo en ambientes industriales y
con objetivos profesionales.
No se asegura que la máquina cumpla los requisitos de
compatibilidad electromagnética en ambiente doméstico.
- Evitar los contactos directos con el circuito de soldadura; la
tensión sin carga suministrada por la soldadora puede ser
peligrosa en algunas circunstancias.
- La conexión de los cables de soldadura, las operaciones de
comprobación y de reparación deben ser efectuadas con la
soldadora apagada y desenchufada de la red de alimentación.
- Apagar la soldadora y desconectarla de la red de alimentación
antes de sustituir los elementos desgastados del soplete.
- Hacer la instalación eléctrica respetando las normas y leyes de
prevención de accidentes previstas.
- La soldadora debe conectarse exclusivamente a un sistema de
alimentación con conductor de neutro conectado a tierra.
- Asegurarse de que la toma de corriente esté correctamente
conectada a la tierra de protección.
- No utilizar la soldadora en ambientes húmedos o mojados o
bajo la lluvia.
- No utilizar cables con aislamiento deteriorado o conexiones
mal realizadas.
- En presencia de una unidad de enfriamiento de líquido las
operaciones de llenado deben efectuarse con la soldadora
apagada y desconectada de la red de alimentación.
- No soldar sobre contenedores, recipientes o tuberías que
contengan o hayan contenido productos inflamables líquidos
o gaseosos.
- Evitar trabajar sobre materiales limpiados con disolventes
PRECAUCIONES SUPLEMENTARIAS
LAS OPERACIONES DE SOLDADURA:
- En ambiente con mayor riesgo de descarga eléctrica;
- En espacios cerrados;
- En presencia de materiales inflamables o explosivos;
Estas situaciones DEBEN ser valoradas a priori por un
“Responsable experto” y efectuarse siempre con la
presencia de otras personas preparadas para efectuar las
necesarias intervenciones en caso de emergencia.
DEBEN adoptarse los medios técnicos de protección
descritos en 5.10; A.7; A.9 de la “ESPECIFICACIÓN TÉCNICA
IEC o CLC/TS 62081”
- DEBE prohibirse la soldadura mientras la soldadora o el
alimentador de hilo es sostenido por el operador (Ej. por medio
de correas).
- DEBE prohibirse la soldadura mientras el operador esté
elevado del suelo, excepto si se usan plataformas de
seguridad.
- TENSIÓN ENTRE PORTAELECTRODOS O SOPLETES:
trabajando con varias soldadoras en una sola pieza o varias
piezas conectadas eléctricamente se puede generar una suma
peligrosa de tensiones en vacío entre dos portaelectrodos o
sopletes diferentes, con un valor que puede alcanzar el doble
del límite admisible.
Es necesario que un coordinador experto efectúe la medición
instrumental para determinar si existe un riesgo y se puedan
adoptar medidas de protección adecuadas como se indica en
el 5.9 de la “ESPECIFICACIÓN TÉCNICA IEC o CLC/TS 62081”.
- 28 -
Page 29

RIESGOS RESTANTES
- VUELCO: colocar la soldadora en una superficie horizontal
con una capacidad adecuada para la masa; en caso contrario,
(por ejemplo, pavimentos inclinados o no igualados) existe el
peligro de vuelco.
- USO IMPROPIO: es peligrosa la utilización de la soldadora
para cualquier elaboración diferente de la prevista (Ej.
descongelación de tuberías de la red hídrica).
- DESPLAZAMIENTO DE LA MÁQUINA: sujetar siempre la
bombona de gas con medios adecuados para evitar caídas
accidentales.
Las protecciones y las partes móviles del envoltorio de la
soldadora y del alimentador de hilo deben estar en la posición
correcta antes de conectar la soldadora a la red de alimentación.
¡ATENCIÓN! Cualquier intervención manual en partes
en movimiento del alimentador de hilo, por ejemplo:
- Sustitución rodillos y/o guía-hilo;
- Introducción del hilo en los rodillos;
- Carga de la bobina del hilo;
- Limpieza de los rodillos, de los engranajes y de la zona
situada debajo de éstos
- Lubricación de los engranajes
DEBE EFECTUARSE CON LA SOLDADORA APAGADA Y
DESCONECTADA DE LA RED DE ALIMENTACIÓN
2. INTRODUCCIÓN Y DESCRIPCIÓN GENERAL
INTRODUCCIÓN
Estas soldadoras monofásicas son fuentes de corriente, basadas en
la más moderna tecnología inverter IGBT control totalmente digital, y
tienen alimentador de hilo integrado.
Las soldadoras permiten realizar soldaduras de alta calidad en
MIG/MAG sinérgico continuo, TIG y MMA y en MIG/MAG pulsado
cuando previsto. El alimentador de hilo está provisto de un grupo de
arrastre del hilo con 2 rodillos motorizados con regulación
independiente de la presión de arrastre; el panel de control digital está
integrado con la tarjeta de regulación con microprocesador y en él se
han agrupado tres funciones:
a) FIJACIÓN Y REGULACIÓN DE LOS PARÁMETROS
Con esta interfaz se puede efectuar la fijación y la regulación de los
parámetros operativos, la selección de programas memorizados,
la visualización en display de las condiciones de estado y del valor
de los parámetros.
b) RECUPERACIÓN DE LOS PRO GRAMAS SINÉRGICOS
PREMEMORIZADOS PARA SOLDADURA MIG-MAG
Estos programas son predefinidos y memorizados por el
fabricante (por lo tanto no se pueden modificar); recuperando uno
de estos programas, el usuario puede seleccionar un punto de
trabajo determinado (que corresponde a una serie de parámetros
diferentes independientes de soldadura) regulando un solo
tamaño. Con este concepto de SINERGIA, se permite obtener con
extrema facilidad una regulación óptima de la soldadura en función
de cada condición operativa específica.
c) ME MORIZACIÓN / RECUPERACIÓN DE PROGRAMAS
PERSONALIZADOS
Esta función está disponible tanto trabajando en el ámbito de un
programa sinérgico como en modalidad manual (es este caso la
fijación de todos los parámetros de soldadura es arbitraria). Esta
operatividad permite al usuario memorizar y a continuación
recuperar una soldadura específica.
La soldadora está preparada para el uso con soplete SPOOL GUN,
utilizado para la soldadura del aluminio y de los aceros cuando existen
largas distancias entre el generador y la pieza a soldar.
SOLDABILIDAD DE LOS METALES
MIG/MAG-FLUX: La soldadura está indicada para la soldadura MIG
del aluminio y sus aleaciones, el cobresoldeo MIG efectuado en
chapas galvanizadas y la soldadura MAG de los aceros al carbono,
bajo aleados y aceros inoxidables. Además, se puede efectuar la
soldadura Flux de hilos con alma sin gas de protección (self-shielding)
adecuando la polaridad del soplete a las indicaciones del fabricante
del hilo.
La soldadura MIG del aluminio y de sus aleaciones debe efectuarse
utilizando hilos macizos con una composición compatible con el
material a soldar y gas de protección AR puro (99,9%).
La soldadura MIG se puede efectuar en chapas galvanizadas con
hilos macizos de aleación de cobre (por Ej. cobre-silicio o cobrealuminio) con gas de protección Ar puro (99,9%).
La soldadura MAG de los aceros al carbono y bajo aleados debe
efectuarse utilizando hilos tanto macizos como con alma con una
composición compatible con el material a soldar y gas de protección
CO y mezclas Ar/CO o Ar/CO /O (Ar-Argon normalmente > 80%).
2 2 2 2
Para la soldadura de los aceros inoxidable se utilizan normalmente
mezclas de gas Ar/O o Ar/CO (Ar normalmente> 98%).
2 2
TIG: La soldadora está indicada para la soldadura TIG en corriente
continua (CC) con cebado del arco por Lift, adecuada para el empleo
con todos los aceros (al carbono, bajo-aleados, y alto-aleados) y de
los metales pesados (cobre, níquel, titanio y sus aleaciones) con gas
de protección Ar puro (99,9%) o, para empleos especiales, con
mezclas de Argón/Helio.
MMA: La soldadora está indicada para la soldadura con electrodo
MMA en corriente continua (CC) con todos los tipos de electrodos
revestidos.
PRINCIPALES CARACTERÍSTICAS:
- Monitor de la tensión de alimentación.
- Funcionamiento 2T/4T, Spot.
- Reconocimiento automático del soplete.
- Regulación de la rampa de subida del hilo, tiempo de pre-gas,
tiempo de quemado final del hilo (burn-back).
- Memorización/recuperación de programas personalizados.
- Preparación de uso del soplete SPOOL GUN.
- Protección termostática.
- Inversión de la polaridad (Soldadura FLUX)
ACCESORIOS BAJO SOLICITUD
- Adaptador bombona ARGON.
- Carro.
- Mando a distancia manual 1 potenciómetro.
- Mando a distancia manual 2 potenciómetros.
- Kit cables de conexión.
- Kit soldadura aluminio.
- Kit soldadura hilo tubular.
- Kit soldadura MMA.
- Kit soldadura TIG DC.
- Soplete MIG.
- Soplete TIG.
3. DATOS TÉCNICOS
CHAPA DE DATOS
Los principales datos relativos al empleo y a las prestaciones de la
soldadora se resumen en la chapa de características con el siguiente
significado:
1- Norma EUROPEA de referencia para la seguridad y la fabricación
de las máquinas para soldadura por arco.
2 - Símbolo de la estructura interna de la soldadora.
3 - Símbolo del procedimiento de soldadura previsto.
4 - Símbolo S: indica que pueden efectuarse operaciones de
soldadura en un ambiente con riesgo aumentado de descarga
eléctrica (por ejemplo, cerca de grandes masas metálicas).
5 - Símbolo de la línea de alimentación:
1~: tensión alterna monofásica;
3~: tensión alterna trifásica.
6 - Grado de protección del envoltorio:
7- Datos de las características de la línea de alimentación:
- U : Tensión alterna y frecuencia de alimentación de la
1
soldadora /límites admitidos ±10%).
- I : Corriente máxima absorbida por la línea.
1 max
- I : : Corriente efectiva de alimentación
1eff
8- Prestaciones del circuito de soldadura:
- U : tensión máxima en vacío (circuito de soldadura abierto).
0
- I /U : Corriente y tensión correspondiente normalizada que
2 2
pueden ser distribuidas por la soldadora durante la soldadura.
- X : Relación de intermitencia: indica el tiempo durante el cual la
soldadora puede distribuir la corriente correspondiente (misma
columna). Se expresa en % sobre la base de un ciclo de 10min
(por ejemplo 60% = 6 minutos de trabajo, 4 minutos parada; y
así sucesivamente).
En el caso que los factores de utilización sean superados (de
chapa, referidos a 40ºC ambiente) se producirá la intervención
de la protección térmica (la soldadora permanece en stand-by
hasta que su temperatura entra dentro de los límites admitidos).
- A/V-A/V: Indica la gama de regulación de la corriente de
soldadura (mínimo - máximo) a la correspondiente tensión de
arco.
9- Número de matrícula para la identificación de la soldadora
(indispensable para la asistencia técnica, solicitud de recambio,
búsqueda del origen del producto).
10- : Valor de los fusibles de accionamiento retardado a
preparar para la protección de la línea
11- Símbolos referidos a normas de seguridad cuyo significado se
indica en el capítulo 1 "Seguridad general para la soldadura por
arco".
Nota: El ejemplo de chapa incluido es una indicación del significado de
los símbolos y de las cifras; los valores exactos de los datos técnicos
de la soldadora en su posesión deben controlarse directamente en la
chapa de la misma soldadora.
OTROS DATOS TÉCNICOS:
- SOLDADORA: vea tabla 1 (TAB. 1)
- SOPLETE MIG: vea tabla 2 (TAB. 2)
- SOPLETE TIG: vea tabla 3 (TAB. 3)
- PINZA PORTAELECTRODOS: vea tabla 4 (TAB. 4)
El peso de la soldadora se indica en la tabla 1 (TAB.1)
4. DESCRIPCIÓN DE LA SOLDADORA
DISPOSITIVOS DE CONTROL, REGULACIÓN Y CONEXIÓN
Soldadora (FIG. B)
en el lado anterior:
Fig. A
- 29 -
Page 30

1 - Panel de control (ver descripción). ¡ATENCIÓN! Aunque la máquina permite fijar libremente cada
2 - Toma rápida negativa (-) para cable corriente de soldadura
(cable de masa para MIG y MMA, cable soplete para TIG).
3 - Toma rápida positiva (+) para cable de masa soldadura TIG.
4 - Conexión centralizada para soplete MIG (Euro).
5 - Conector de 14p para conexión del mando a distancia (bajo
solicitud) y Spool Gun.
en el lado posterior:
6 - Interruptor general ON/OFF.
7 - Conexión tubo gas (bombona) para soldadura MIG.
8 - Cable de alimentación con bloquea-cable.
compartimento del carrete:
9 - Terminal positivo (+).
10 - Terminal negativo (-).
Nota importante: inversión de la polaridad para soldadura FLUX (sin
gas).
PANEL DE CONTROL DEL GENERADOR (FIG. C)
1 - LED de señalación de alarma. En el visualizador (4) aparece un
mensaje de alarma. El restablecimiento de la máquina es
automático una vez finaliza la causa de alarma.
2 - LED presencia de tensión en salida (output activo).
3 - L ED de señalaci ón de PRO GR AM ACIÓN DE LA
SOLDADORA.
4 - Visualizador alfanumérico de 3 dígitos . Indicaciones:
- Corriente de soldadura en amperios
El valor indicado es el fijado con la soldadora en vacío,
mientras que real es el medido durante el funcionamiento.
- un mensaje de alarma con el siguiente código:
"AL. 1": se ha producido una intervención del termostato de
seguridad del circuito primario a causa del
recalentamiento de la máquina (sólo versión MIG
Pulse).
"AL. 2": se ha verificado la intervención de uno de los
te rmó sta tos d e s egu rid ad a ca us a de l
sobrecalentamiento de la máquina.
"AL. 3": anomalía en la alimentación primaria: la tensión de
alimentación está un +/- 15% fuera respecto al valor
de chapa.
ATENCIÓN: Superar el límite de tensión
superior, antes citado, dañará seriamente el
dispositivo.
"AL. 4": anomalía en la alimentación primaria: intervención
de la protección por bajada de tensión de la línea de
alimentación (sólo versión MIG Pulse).
"AL. 7”: se ha intentado soldar en MIG/MAG con una
corriente excesiva para el mismo generador.
"AL. 8": anomalía en el circuito de soldadura MIG/MAG
(sólo versión MIG Pulse). ATENCIÓN: en este caso,
para el restablecimiento es necesario apagar y
4a, 4b, 4c, 4d, 4e- LED de indicación de la unidad de medida en
cu rs o (amper ios, volt ios, se gundo s, po rc en taj e
metros/minutos).
5- Asa de mando del codificador.
Permite la regulación de la corriente de soldadura.
6- Tecla de recuperación (LOAD) de los programas de
soldadura personalizados.
7- Tecla de memorización (STORE) de los programas de
soldadura personalizados.
8- Tecla de selección del procedimiento de soldadura.
Pulsando la tecla se ilumina el led en correspondencia con la
modalidad de soldadura que se quiere adoptar:
- :MIG/MAG en PULSE ARC (si prevista).
- :MIG/MAG/FLUX en SHORT/SPRAY ARC.
- :electrodo MMA.
- :TIG-DC con cebado en LIFT.
9- Tecla de selección del proceso de soldadura.
Cuando la máquina está en modo MIG/MAG/FLUX permite
elegir entre el comando de 2 tiempos, 4 tiempos o con
temporizador de soldadura por puntos (SPOT).
10- Tecla de selección del tipo de material.
Fija el modo de funcionamiento en base al material o al
procedimiento.
Está activo sólo si está en sinergia (13).
11- Tecla de selección de diámetro del hilo, permite fijar el
diámetro del hilo. Para el diámetro 1,2 mm es necesario usar el
pulsador hasta el encendido de los dos leds que corresponden a
los diámetros 0,6 y 0,8 mm.
Está activo sólo si está en sinergia (13).
12- Tecla de selección del mando a distancia.
- Con LED iluminado, están activos los comandos en el
- Con LED iluminado, la regulación puede efectuarse
13- Tecla de selección de soldadura en sinergia. Para fijar el
funcionamiento sinérgico de la máquina en soldadura MIG/MAG
es necesario usar este pulsador.
volver a encender el dispositivo.
panel de la soldadora.
exclusivamente con el mando a distancia:
a) comando de un potenciómetro: sustituye la función del
codificador (5).
b) comando de dos potenciómetros: sustituye la función del
codificador (5) y del parámetro auxiliar.
c) mando a distancia de pedal: sustituye la función del
codificador (5) en modalidad TIG.
parámetro, existen combinaciones especiales de parámetros
que pueden no tener un significado desde el punto de vista
eléctrico o desde el punto de vista de la soldadura. En cualquier
caso, la soldadora no se averiará, aunque podría no funcionar
con una fijación incorrecta.
14- Tecla de selección de los parámetros de soldadura.
Pulsando varias veces la tecla, se ilumina uno de los LEDs de
(14a) a (14i) al que se ha asociado un parámetro específico. La
fijación del valor de cada parámetro activado se puede efectuar
con el CODIFICADOR (5) y se indica en la pantalla (4).
Nota: los parámetros que el operador no puede modificar,
dependiendo de si se está trabajando con un programa sinérgico
o en modalidad manual, se excluyen automáticamente de la
selección; el LED correspondiente no se ilumina.
14a- parámetro 1: Selecciona la tensión de soldadura. En
MIG/MAG/FLUX regula la tensión de soldadura en voltios o la
corrección del arco en sinergia (sólo para MIG/MAG).
En soldadura muestra la tensión en salida del generador.
14b- parámetro 2: Fija la velocidad del hilo o la corriente de
soldadura. En MIG/MAG/FLUX es la velocidad de avance del
hilo en metros por minuto. En MMA es la corriente de soldadura
medida en amperios. En soldadura muestra la corriente en
salida del generador.
14c- parámetro 3: Arc force o Reactancia electrónica. En
MMA es el arc force o la regulación de la penetración del arco. En
MIG/MAG/FLUX tiene un significado parecido pero toma el
nombre de reactancia electrónica.
14d- parámetro 4: Rampa de aceleración: En
MIG/MAG/FLUX regula la pendiente de la rampa de aceleración
del motor del alimentador de hilo.
14e- parámetro 5: Burn back time : en MIG/MAG/FLUX
regula el intervalo de tiempo que transcurre entre el instante de
paro del hilo y aquel en que se pone a cero la corriente de salida.
14f- parámetro 6: Postgas. En MIG/MAG/FLUX regula el
tiempo de postgas en segundos.
14g- parámetro 7: Rampa de bajada. MIG/MAG es el tiempo
de la rampa de bajada (sólo en sinergia (13)).
14h- parámetro 8: Tiempo de spot. En MIG/MAG/FLUX
regula el tiempo de duración de la corriente de soldadura en la
soldadura por puntos (SPOT).
14i- Parámetro 9: Tiempo de pausa en soldadura por
puntos MIG/MAG/FLUX regula la duración de la pausa entre
una soldadura por puntos y la siguiente. Con fijación igual a 0
segundos, para efectuar la soldadura por puntos siguiente es
necesario soltar el pulsador de soplete y después volver a
pulsarlo.
MEMORIZAC IÓN Y RECUPERAC IÓ N DE PROGRAMAS
PERSONALIZADOS
Introducción
La soldadora permite memorizar (STORE) programas de trabajo
personalizados relativos a un SET de parámetros válidos para una
soldadura determinada. Cada programa memorizado puede
recuperarse (LOAD) en cualquier momento poniendo de esta manera
a disposición del utilizador la soldadora "preparada para su uso” para
un trabajo específico que se había optimizado antes. La soldadora
permite la memorización de 9 programas personalizados.
Procedimiento de memorización (STORE)
Después de haber regulado la soldadora de manera óptima para una
determinada soldadura, seguir los siguientes pasos (FIG. C):
a) Pulsar la tecla (7) “STORE”por 3 segundos
b) Aparece “St_ ” en el display (4) y un número comprendido entre 1
y 9.
c) Girando el mando (5) elegir un número con el que se desea
memorizar el programa.
d) Pulsar de nuevo la tecla (7) “STORE“:
- si la tecla "STORE" es comprimida por un tiempo superior a los
3 segundos el programa ha sido memorizado correctamente y
aparece la frase "YES";
- si la tecla "STORE" es comprimida por un tiempo inferior a los 3
segundos el programma no ha sido memorizado es aparece la
- 30 -
Page 31

frase “no”. La Tabla 1 (TAB.1) indica los valores aconsejados para los cables de
Procedimiento de recuperación (LOAD)
Seguir los siguientes pasos (véase FIG.C):
a) Pulsar la tecla (7) “STORE”por 3 segundos
b) Aparece “Ld_ ” en el display (4) y un número comprendido entre 1
y 9.
c) Girando el mando (5) elegir el número con el que estaba
memorizado el programa
que ahora se quiere utilizar.
d) Pulsar de nuevo la tecla (6) “LOAD”:
- si la tecla "LOAD" es comprimida por un tiempo superior a los 3
segundos el programa ha sido repuesto correctamente y
aparece la frase "YES";
- si la tecla "LOAD" es comprimida por un tiempo inferior a los 3
segundos el programa no ha sido repuesto es aparece la frase
“no”
NOTAS: durante las operaciones con la tecla “store” y “load” se ilumina
el led prg.
5. INSTALACIÓN
______________________________________________________
¡ATENCIÓN! EFECTUAR TODAS LAS OPERACIONES DE
INSTALACI ÓN Y CONEXI ON ES ELÉ CTRICAS CON LA
SOLDADORA RIGUROSAMENTE APAGADA Y DESCONECTADA
DE LA RED DE ALIMENTACIÓN.
LAS CONEXIONES ELÉCTRICAS DEBEN SER EFECTUADAS
EXC L U S IVA ME NTE PO R P ER SO NA L E XP ER TO O
CUALIFICADO.
______________________________________________________
Ensamblaje de la máscara de protección
Ensamblaje del cable de retorno-pinza
Ensamblaje del cable de soldadura-pinza portaelectrodo
UBICACIÓN DE LA SOLDADORA
Localizar el lugar de instalación de la soldadora de manera que no
haya obstáculos cerca de la apertura de entrada y de salida del aire de
enfriamiento (circulación forzada a través de ventilador, si está
presente); asegúrese al mismo tiempo que no se aspiran polvos
conductivos, vapores corrosivos, humedad, etc...
Mantener al menos 250 mm de espacio libre alrededor de la
soldadora.
______________________________________________________
¡ATENCIÓN! Coloque la soldadora encima de una superficie
plana con una capacidad adecuada para el peso, para evitar que
se vuelque o se desplace peligrosamente.
______________________________________________________
CONEXIÓN A LA RED
¡Atención!
- Antes de efectuar cualquier conexión eléctrica, compruebe que los
datos de la chapa de la soldadora correspondan a la tensión y
frecuencia de red disponibles en el lugar de instalación.
- La soldadora debe conectarse exclusivamente a un sistema de
alimentación con conductor de neutro conectado a tierra.
- Para garantizar la protección contra el contacto indirecto usar
interruptores diferenciales de tipo:
- Tipo A ( ) para máquinas monofásicas;
- Tipo B ( ) para máquinas trifásicas.
- Para satisfacer los requisitos de la Norma EN 61000-3-11 (Flicker)
se aconseja la conexión de la soldadora a los puntos de interfaz de
la red de alimentación que presentan una impedancia menor que
Zmax =0,18 ohm.
Enchufe y toma:
Conectar al cable de alimentación un enchufe normalizado, (2P + T )
de capacidad adecuada y preparar una toma de red dotada de fusibles
o interruptor automático; el relativo terminal de tierra debe conectarse
al conducto de tierra (amarillo-verde) de la línea de alimentación. La
tabla 1 (TAB.1) indica los valores aconsejados en amperios de los
fusibles retrasados en base a la corriente máxima nominal distribuida
por la soldadora, y a la tensión nominal de alimentación.
______________________________________________________
¡ATENCIÓN!
La falta de respeto de las reglas antes expuestas hace ineficaz el
sistema de seguridad previsto por el fabricante (clase I) con los
consiguientes graves riesgos para las personas (Ej. Descarga
eléctrica) y para las cosas (Ej. incendio).
______________________________________________________
CONEXIONES DEL CIRCUITO DE SOLDADURA
______________________________________________________
¡ATENCIÓN! ANTES DE EFECTUAR LAS SIGUIENTES
CONEXIONES ASEGURARSE DE QUE LA SOLDADORA ESTÁ
APAGADA Y DESCONECTADA DE LA RED DE ALIMENTACIÓN.
Fig. D
Fig. E
Fig. F
soldadora (en mm ) en base a la máxima corriente distribuida por la
soldadora.
______________________________________________________
SOLDADURA MIG/MAG-FLUX (FIG. H)
Conexión a la bombona de gas
Bombona de carga recargable en plano de apoyo del carro máx. 60 Kg
- Atornillar el reductor de presión a la válvula de la bombona de gas
poniendo la reducción adecuada suministrada como accesorio,
cuando se utilice gas Argón o mezcla Argón/CO .
- Conectar el tubo de entrada del gas al reductor y ajustar la brida
incluida.
- Aflojar la abrazadera de regulación del reductor de presión antes de
abrir la válvula de la bombona.
Conexión del cable de retorno de la corriente de soldadura
Conectar el cable de retorno de la corriente de soldadura a la pieza a
soldar o al banco metálico en el que se apoya, lo más cerca posible de
la junta en ejecución.
Conexión del soplete
Acoplar el soplete (Fig. B(4)) en el conector MIG de éste, ajustando a
fondo manualmente la abrazadera de bloqueo. Prepararla para la
primera carga del hilo, desmontando la boquilla y el tubo de contacto,
para facilitar la salida.
SOLDADURA FLUX
Las conexiones del cable de retorno de masa y el soplete son
análogas a la soldadura MIG/MAG, es necesario cambiar la polaridad
de tensión (FIG.B (9)-(10)) en el compartimento del carrete, como se
indica en la etiqueta.
Conexión Spool gun (Fig. B)
Conectar el spool gun a la conexión soplete centralizada (4) girando a
fondo la abrazadera de fijación. Introducir además el conector del
cable de mando en la toma relativa (5).
La soldadora reconoce de manera automática el spool gun.
SOLDADURA TIG
Conexión a la bombona de gas
Bombona de carga recargable en plano de apoyo del carro máx. 60 Kg
- Atornillar el reductor de presión a la válvula de la bombona de gas
poniendo la reducción adecuada suministrada como accesorio,
cuando se utilice gas Argón.
- Conectar el tubo de entrada del gas al reductor y ajustar la brida
incluida; conectar entonces el otro extremo del tubo al relativo racor
presente en el soplete Tig al grifo.
- Aflojar la abrazadera de regulación del reductor de presión antes de
abrir la válvula de la bombona.
Conexión del cable de retorno de la corriente de soldadura
- Se conecta a la pieza a soldar o al banco metálico en el que se
apoya, lo más cerca posible de la junta en ejecución.
- Este cable se conecta al borne con el símbolo (+).
Conexión del soplete (Fig.M)
- Conectar el soplete TIG a la toma rápida (-) en el panel anterior de la
soldadora; completar la conexión del tubo del gas y del cable de
mando del soplete.
Soldadura MMA
la casi totalidad de los electrodos revestidos se conecta al polo
positivo (+) del generador; excepcionalmente al polo negativo (-) para
electrodos con revestimiento ácido.
Conexión del cable de soldadura-pinza-portaelectrodo
Lleva en el terminal un borne especial que sirve para ajustar la parte
descubierta del electrodo.
Este cable se conecta al borne con el símbolo (+).
Conexión del cable de retorno de la corriente de soldadura
Se conecta a la pieza a soldar o al banco metálico en el que se apoya,
lo más cerca posible de la junta en ejecución.
Este cable se conecta al borne con el símbolo (-).
RECOMENDACIONES
- Girar a fondo los conectores de los cables de soldadura en las tomas
rápidas para garantizar un contacto eléctrico perfecto; en caso
contrario se producirán sobrecalentamientos de los mismos
conectores lo que tendrá como resultado un rápido deterioro y
pérdida de eficiencia.
- Utilizar cables de soldadura lo más cortos posible.
- Evitar utilizar estructuras metálicas que no formen parte de la pieza
en elaboración, en sustitución del cable de retorno de la corriente de
soldadura; esto puede ser peligroso para la seguridad y provocar
una soldadura no satisfactoria.
CARGA DE LA BOBINA DE HILO SOLDADURA (Fig. G)
______________________________________________________
¡ATENCIÓN! ANTES DE COMENZAR LAS OPERACIONES DE
CARGA DEL HILO, ASEGURARSE DE QUE LA SOLDADURA
ESTÉ APAGADA Y DESC ONECTADA DE LA RED DE
ALIMENTACIÓN.
______________________________________________________
COMPROBAR QUE LOS RODILLOS DEL ALIMENTADOR DE HILO,
LA VAINA DEL ALIMENTADOR DE HILO Y EL TUBO DE CONTACTO
2
2
- 31 -
Page 32

DEL SOPLETE CORRESPONDAN AL DIÁMETRO Y A LA
NATURALEZA DEL HILO QUE SE QUIERE UTILIZAR Y QUE ESTÉN
CORRECTAMENTE MONTADOS. DURANTE LAS FASES DE
PASADA DEL HILO NO PONERSE GUANTES DE PROTECCIÓN.
- Abrir el compartimento del carrete.
- Colocar la bobina de hilo en el carrete, manteniendo e cabo del hilo
hacia arriba; asegurarse de que la clavija de arrastre del carrete
esté bien colocada en el agujero previsto (1a).
- Liberar el/los contrarodillo/s de presión y alejarlo/s de los rodillo/s
inferior/es (2a).
- Controlar que el rodillo/s de arrastre sea apropiado para el hilo
utilizado (2b).
- Liberar el cabo del hilo, cortar el extremo deformado con un corte
limpio y sin rebaba; girar la bobina en sentido antihorario y pasar el
cabo del hilo en el alimentador de hilo de entrada empujándolo
unos 50-100 mm en el alimentador de hilo del racor del soplete
(2c).
- Volver a colocar el/los contrarodillo/s regulando la presión en una
valor intermedio, comprobar que el hilo esté bien colocado en la
ranura del rodillo/s inferior (3).
- Frenar ligeramente el carrete usando el tornillo de regulación
colocado en el centro del mismo carrete (1b).
- Quitar la boquilla y el tubo de contacto (4a).
- Introducir el enchufe en la toma de alimentación, encender la
soldadora, apretar el pulsador del soplete y esperar a que el cabo
del hilo recorra toda la vaina del alimentador de hilo y salga unos
10-15 cm por la parte anterior del soplete, soltando entonces el
pulsador.
______________________________________________________
¡ATENCIÓN! Durante estas operaciones el hilo está bajo
tensión eléctrica y sometido a fuerza mecánica; por lo tanto
puede causar, si no se adoptan las precauciones oportunas,
peligro de descarga eléctrica, heridas y cebar arcos eléctricos.
______________________________________________________
- No dirigir la boca del soplete contra partes del cuerpo.
- No acercar el soplete a la bombona.
- Volver a montar en el soplete el tubo de contacto y la boquilla (4b).
- Comprobar que el avance del hilo sea regular; calibrar la presión
de los rodillos y el frenado del carrete en los valores mínimos
posible comprobando que el hilo no se salga de la ranura y que en
el momento del arrastre las espiras de hilo no se aflojen debido a la
excesiva inercia de la bobina.
- Cortar el extremo del hilo que sale por la boquilla a unos 10-15 mm.
- Cerrar el compartimento del carrete.
CARGA BOBINA HILO EN EL SPOOL GUN (Fig. H)
______________________________________________________
¡ATENCIÓN! ANTES DE COMENZAR LAS OPERACIONES DE
CARGA DEL HILO, ASEGURARSE DE QUE LA SOLDADURA
ESTÉ APAGADA Y DESC ONECTADA DE LA RED DE
ALIMENTACIÓN. O QUE EL SPOOL GUN ESTÉ DESCONECTADO
DE LA MÁQUINA.
______________________________________________________
COMPROBAR QUE LOS RODILLOS REMOLCA-HILO, LA VAINA
GUÍA- HILO Y EL TUBO DE CONTACTO DEL SPOOL GUN
CORRESPONDAN AL DIÁMETRO Y A LA NATURALEZA DEL HILO
QUE SE QUIERE UTILIZAR Y QUE ESTÉN CORRECTAMENTE
MONTADOS. DURANTE LAS FASES DE PASADA DEL HILO NO
PONERSE GUANTES DE PROTECCIÓN.
- Quitar la tapa destornillando el tornillo relativo (1)
- Colocar la bobina del hilo en el carrete.
- Liberar el contrarrodillo de presión y alejarlo del rodillo inferior (2).
- Liberar el cabo del hilo, cortar el extremo deformado con un corte
limpio y sin rebaba; girar la bobina en sentido antihorario y pasar el
cabo del hilo en el alimentador de hilo de entrada empujándolo unos
50-100 mm en el interior de la lanza (2).
- Volver a colocar el contrarrodillo regulando la presión en un valor
intermedio y comprobar que el hilo esté correctamente colocado en
la ranura del rodillo inferior (3).
- Frenar ligeramente el carrete con el relativo tornillo de regulación.
- Con el Spool gun Conectado, encender la soldadora y pulsar el
pulsador del spool gun y esperar que el cabo del hilo recorriendo
toda la vaina guía-hilo salga unos 10-15 cm de la parte anterior del
soplete, entonces soltar el pulsador del soplete.
SUSTITUCIÓN DEL LA VAINA DE LA GUÍA DEL HILO EN EL
SOPLETE (FIG. I)
Antes de efectuar la sustitución de la vaina, extender el cable del
soplete evitando que forme curvas.
5.7.1 Vaina en espiral para hilos de acero
1- Destornillar la boquilla y el tubo de contacto de la cabeza del
soplete.
2- Destornillar la tuerca sujeta-vaina del conector central y quitar la
vaina existente.
3- Pasar la nueva vaina en el conducto del cable-soplete y empujarla
suavemente hasta hacerla salir por la cabeza del soplete.
4- Volver a atornillar la tuerca sujeta-vaina a mano.
5- Cortar con hilo el trozo de vaina que sobra comprimiéndola un
poco; volver a sacarla del cable del soplete.
6- Biselar la zona de corte de la vaina y volver a introducirla en el
conducto del cable-soplete.
7- Volver a atornillar entonces la tuerca apretándola con una llave.
8- Volver a montar el tubo de contacto y la boquilla.
5.7.2 Vaina en material sintético para hilos de aluminio
Efectuar las operaciones 1, 2, 3 como se ha indicado para la vaina de
acero (no considerar las operaciones 4, 5, 6, 7, 8).
9- Volver a atornillar el tubo de contacto para aluminio comprobando
que esté en contacto con la vaina.
10- Introducir en el extremo opuesto de la vaina (lado de conexión del
soplete) el niple de latón, el anillo OR y, manteniendo la vaina
ligeramente presionada, ajustar la tuerca sujeta-vaina. La parte
de la vaina que sobra debe quitarse a medida a continuación
(véase (13)). Extraer del racor del soplete del alimentador de hilo
el tubo capilar para vainas de acero.
11- NO SE HA PREVISTO EL TUBO CAPILAR para vainas de
aluminio con un diámetro de 1,6-2,4mm (color amarillo); por lo
tanto, la vaina se introducirá en el racor del soplete sin éste.
Cortar el tubo capilar para vainas de aluminio de diámetro 11,2mm (color rojo) con una medida 2mm más pequeña que la del
tubo de acero, e introducirlo en el extremo libre de la vaina.
12- Introducir y bloquear el soplete en el racor del alimentador de hilo;
marcar la vaina a 1-2mm de distancia de los rodillos; volver a
sacar el soplete.
13- Cortar la vaina, a la medida prevista, sin deformar el agujero de
entrada.
Volver a montar el soplete en el racor del alimentador de hilo y
montar la boquilla de gas.
6. SOLDADURA A HILO
Short Arc (Arco corto)
La fusión del hilo y separación de la gota producida por corto circuitos
sucesivos de la punta del hilo en el baño de fusión (hasta 200 veces
por segundo).
Aceros al carbono y aleaciones bajas
- Diámetros de hilos utilizables: 0,6-1,2mm
- Gama corriente de soldadura: 40-210A
- Gama de tensión de arco: 14-23 V
- Gas utilizable: CO y mezcla Ar/CO , Ar/CO /O
Aceros inoxidables
- Diámetros de hilos utilizables: 0,8-1mm
- Gama corriente de soldadura: 40-160A
- Gama de tensión de arco: 14-20V
- Gas utilizable: mezcla Ar/O , Ar/CO (1-2%)
Aluminio y aleaciones
- Diámetros de hilos utilizables: 0,8-1,6mm
- Gama corriente de soldadura: 75-160A
- Gama de tensión de arco: 16-22V
- Gas utilizable: Ar 99,9%
- Longitud libre del hilo (stick-out): 5-12mm
Normalmente el tubo de contacto debe estar al nivel de la boquilla o
debe salir ligeramente con los hilos más finos y tensiones de arco más
bajas; la longitud libre del hilo (stick-out) normalmente estará
comprendida entre 5 y 12mm.
Aplicación: Soldadura en cualquier posición, en espesores finos o
para la primera pasada en bisel favorecida por la aportación térmica
limitada y el baño bien controlable.
Nota: La transferencia SHORT ARC para la soldadura del aluminio y
aleaciones debe adoptarse con precaución (especialmente con hilos
de diámetro > 1mm) ya que puede presentarse el riesgo de defectos
de fusión.
SOLDADURA A HILO
MODALIDAD DE TRANSFERENCIA SPRAY ARC (ARCO DE
PULVERIZACIÓN)
La fusión de hilo tendrá una corriente o tensión mas elevada con
respecto a arco corto; la punta del hilo no entra mas en contacto con el
baño de fusión; de elle tiene origen un arco a través del cual pasan las
gotas metálicas procedentes de la fusión continua del hilo electrodo,
en ausencia por tanto de cortos circuitos.
Aceros al carbono y aleaciones bajas
- Diámetros de hilos utilizables: 0,8-1,6mm
- Gama corriente de soldadura: 180-450A
- Gama tensión del arco : 24-40V
- Gas utilizable: mezcla Ar/CO , Ar/CO /O
Aceros inoxidables
- Diámetros de hilos utilizables: 1-1,6mm
- Gama corriente de soldadura: 140-390A
- Gama tensión del arco: 22-32V
- Gas utilizable: mezcla Ar/O , Ar/CO (1-2%)
Aluminio y aleaciones
- Diámetros de hilos utilizables: 0,8-1,6mm
- Gama corriente de soldadura: 120-360A
- Gama tensión del arco : 24-30V
- Gas utilizable: Ar 99,9%
Normalmente el tubo de contacto debe estar en el interior de la
boquilla unos 5-10mm, tanto más cuanto más elevada es la tensión de
arco; la longitud libre del hilo (stick-out) normalmente estará
comprendida entre 10 y 20mm.
En MODALIDAD MANUAL (“PRG 0”) una vez que los parámetros de
velocidad de hilo y de tensión de arco han sido seleccionados
correctamente (o sea, con valores compatibles) el valor de reactancia
a seleccionar es indiferente.
Aplicación: Soldadura en plano con espesores no inferiores a 3-4mm
(baño muy fluido); la velocidad de ejecución y la tasa de depósito son
muy elevados (alta aportación térmica).
SOLDADURA A HILO
MODALIDAD DE TRANSFERENCIA PULSE ARC (ARCO
PULSADO) (SI PREVISTA)
Es una transferencia controlada situada en la zona de funciones
2 2 2 2
2 2
2 2
- 32 -
2 2 2
Page 33

“spray-arc” (spray-arc modificado) y por lo tanto posee las ventajas de menos molestias de irradiación eléctrica y reduce al mínimo las
velocidad de fusión y ausencia de proyecciones ampliándose para inclusiones de tungsteno y el desgaste del electrodo.
valores de corriente notablemente bajos, para satisfacer también Procedimiento:
muchas aplicaciones típicas del “short-arc”. Apoyar la punta del electrodo en la pieza, con una ligera presión. Subir
A cada impulso de corriente corresponde la separación de una sola el electrodo 2-3 mm con unos instantes de retraso, obteniendo de esta
gota del hilo electrodo; el fenómeno se produce con una frecuencia manera el cebado del arco. La soldadura inicialmente distribuye una
proporcional a la velocidad de avance del hilo con una ley de variación corriente I igual al 25% de la corriente programada, después de
ligada al tipo y al diámetro del mismo hilo (valores típicos de
frecuencia: 30-300Hz).
Aceros al carbono y aleaciones bajas
- Diámetros de hilos utilizables: 0,8-1,6mm
- Gama corriente de soldadura: 60-360A
- Gama tensión del arco : 18-32V
- Gas utilizable: mezcla Ar/CO , Ar/CO /O (CO max 20%)
Aceros inoxidables
- Diámetros de hilos utilizables: 0,8-1,2mm
- Gama corriente de soldadura: 50-230A
- Gama tensión del arco: 17-26V
- Gas utilizable: mezcla Ar/O , Ar/CO (1-2%) importante efectuar el desbarbado con muela en el sentido de la
Aluminio y aleaciones
- Diámetros de hilos utilizables: 0,8-1,6mm
- Gama corriente de soldadura: 40-320A
- Gama tensión del arco : 17-28V
- Gas utilizable: Ar 99,9%
Normalmente, el tubo de contacto debe estar en el interior de la
boquilla unos 5-10mm, tanto más cuanto más elevada es la tensión de
arco; la longitud libre del hilo (stick-out) normalmente estará
comprendida entre 10 y 20mm.
Aplicación: soldadura en “posición” en espesores medio-bajos y en
materiales térmicamente susceptibles, especialmente adecuado
para soldar aleaciones ligeras (aluminio y sus aleaciones)
incluso con espesores inferiores a 3mm.
REGULACIÓN DE LOS PARÁMETROS DE SOLDADURA
Gas de protección
El caudal del gas de protección debe ser:
short arc: 8-14 l/min
en función de la intensidad de la corriente de soldadura y del diámetro
de la boquilla.
Corriente de soldadura
La corriente de soldadura viene definida por un determinado diámetro
de hilo y por su velocidad de avance. Recordar que a corriente igual, la
velocidad requerida de avance de hilo es inversamente proporcional al
diámetro de hilo utilizado.
Los valores indicativos de la corriente en soldadura manual para los
hilos que se usan normalmente se indican en la tabla (TAB.5).
Tensión de arco
La tensión de arco puede ser regulada por el operador girando el
codificador (FIG. C (5)); ésta se adecua a la velocidad de avance del
hilo (corriente) que se elige en base al diámetro del hilo utilizado y a la
naturaleza del gas de protección, de manera progresiva según la
relación siguiente que ofrece el valor medio:
U = 14 + 0,05 I
2 2
donde: U : tensión de arco en voltios;
2
I : corriente de soldadura en amperios.
2
Calidad de la Soldadura
La calidad del cordón de soldadura contemporáneamente a la mínima
cantidad de chorreo producida, esta principalmente determinada por
el equilibrio de los parámetros de soldadura, corriente (velocidad del
hilo), diámetro del hilo, tensión del arco, o de la selección apropiada de
la prueba de reactancia.
De la misma forma, la posición de las antorchas sera adecuada a las
de los orientativos de la figura (FIG. L), a fin de evitar una excesiva
producción de chorreos y defectos del cordón. Aunque la velocidad de
soldadura (velocidad de avance a lo largo del empalme), es un
elemento determinante para la correcta ejecución del cordón, se
deberá tener ella en cuenta junto a los otros parámetros, sobre todo al
final de la penetración y de la forma del mismo cordón.
2 2 2 2 .
2 2
Los defectos de soldadura más comunes se resumen en la TAB.8.
SOLDADURA TIG
La soldadura TIG es un procedimiento de soldadura que aprovecha el
calor producido por el arco eléctrico que se ceba, y se mantiene, entre
un electrodo infusible (tunsgteno) y la pieza a soldar. El electrodo de
tungsteno está sostenido por un soplete adecuado para transmitir la
corriente de soldadura y proteger el mismo electrodo y el baño de
soldadura de la oxidación atmosférica mediante un flujo de gas inerte
(normalmente argón: Ar 99,5%) que sale de la boquilla cerámica (FIG.
M).
Es indispensable para una buena soldadura emplear el diámetro
exacto del electrodo con la corriente exacta, véase la tabla (TAB.6).
Normalmente el saliente del electrodo de la boquilla cerámica es de 23 mm y puede alcanzar los 8 mm para soldaduras en ángulo.
La soldadura se produce por fusión de los extremos de la junta. Para
espesores finos adecuadamente preparados (hasta 1 mm aprox.) no
es necesario material de aporte (FIG.N).
Para espesores superiores son necesarias varillas que tengan la
misma composición que el material base y un diámetro adecuado con
preparación adecuada de los extremos (FIG.O). Es conveniente, para
conseguir una buena soldadura, que las piezas se limpien
cuidadosamente y que no tengan óxido, grasas, solventes, etc.
Cebado LIFT :
El encendido del arco eléctrico se produce alejando el electrodo de
tungsteno de la pieza a soldar. Dicha modalidad de cebado causa
BASE
unos instantes, se distribuirá la corriente de soldadura programada.
Soldadura TIG DC
La soldadura TIG DC es adecuada para todos los aceros al carbono
con aleaciones bajas y altas y para los metales pesados, cobre,
níquel, titanio y sus aleaciones.
Para la soldadura en TIG DC con electrodo en el polo (-) generalmente
se usa el electrodo con el 2% de Cerio (banda de color gris).
Es necesario sacar punta axialmente el electrodo de tungsteno en la
muela, véase la FIG. P, teniendo cuidado de que la punta sea
perfectamente concéntrica para evitar desviaciones del arco. Es
longitud del electrodo. Dicha operación se repetirá periódicamente en
función del empleo y del desgaste del electrodo o cuando el mismo se
haya contaminado accidentalmente, oxidado o no se haya empleado
correctamente.
SOLDADURA CON ELECTRODO REVESTIDO MMA
- Es imprescindible, en cada caso, seguir las indicaciones del
fabricante, referidas a la confección de los electrodos utilizados, que
indican la correcta polaridad del electrodo y la relativa corriente
adecuada.
- La corriente de soldadura va regulada en función del diámetro del
electrodo utilizado y del tipo de junta que se desea realizar (TAB.7).
- Tener presente que, a igualdad de diámetro de electrodo, se
utilizarán valores elevados de corriente para la soldadura en llano;
mientras que para soldadura en vertical o sobrepuesta, deberán
utilizarse corrientes más bajas.
- Las características mecánicas de la junta soldada están
determinadas, además de por la intensidad de la corriente elegida,
por otros parámetros de soldadura como la longitud del arco, la
velocidad y posición de la ejecución, el diámetro y la calidad de los
electrodos (para una correcta conservación mantener los
electrodos al resguardo de la humedad protegidos en sus paquetes
o contenedores).
- Las características de la soldadura dependen también del valor de
ARC-FORCE (comportamiento dinámico) de la máquina.
- Nótese que valores altos de ARC-FORCE dan mayor penetración y
permiten la soldadura en cualquier posición típicamente con
electrodos básicos y celulósicos, valores bajos de ARC-FORCE
permiten un arco más suave y sin salpicaduras típicamente con
electrodos rutilos.
La soldadora además está equipada con los dispositivos HOT
START y ANTI SHOCK que garantizan inicios fáciles y una ausencia
de pegado del electrodo a la pieza.
Procedimiento
- Manteniendo la máscara DELANTE DE LA CARA, rascar la punta
del electrodo en la pieza a soldar efectuando un movimiento como si
se quisiese encender una cerilla; éste es el método más correcto
para cebar el arco.
ATENCIÓN: NO GOLPEAR REPETIDAMENTE el electrodo en la
pieza; se corre el riesgo de dañar el revestimiento haciendo más
difícil el cebado del arco.
- Una vez cebado el arco, intentar mantener una distancia de la pieza
equivalente al diámetro del electrodo utilizado y mantener esta
distancia lo más constante posible durante la ejecución de la
soldadura; recuerde que la inclinación del electrodo en el sentido del
avance deberá ser de unos 20-30 grados (Fig.Q).
- Al final del cordón de soldadura, poner el extremo del electrodo
ligeramente hacia atrás respecto a la dirección de avance, por
encima del cráter para efectuar el llenado, después subir
rápidamente el electrodo de baño de fusión para obtener el apagado
del arco (Aspectos del cordón de soldadura - FIG. R).
7. MANTENIMIENTO
______________________________________________________
¡ATENCIÓN! ANTES DE EFECTUAR LAS OPERACIONES DE
MANTENIMIENTO, ASEGURARSE DE QUE LA SOLDADORA
ESTÉ APAGADA Y DESC ONECTADA DE LA RED DE
ALIMENTACIÓN.
______________________________________________________
MANTENIMIENTO ORDINARIO:
LAS OPERACIONES DE MANTENIMIENTO ORDINARIO PUEDEN
SER EFECTUADAS POR EL OPERADOR.
Soplete
- Evitar apoyar el soplete y su cable en piezas a alta temperatura; esto
causaría la fusión de los materiales aislantes dejándolo rápidamente
fuera de servicio;
- Comprobar periódicamente la estanqueidad de las tuberías y
racores de gas;
- Cada vez que se sustituya la bobina de hilo soplar con aire
comprimido seco (máx. 5 bar) en la vaina del alimentador de hilo,
comprobando su integridad.
- Controlar al menos una vez al día si las partes terminales del soplete
están gastadas y correctamente montadas: boquilla, tubo de
contacto, difusor de gas.
Alimentador de hilo
- Comprobar de manera frecuente el estado de desgaste de los
- 33 -
Page 34

rodillos del alimentador de hilo, quitar periódicamente el polvo
metálico que se deposita en la zona de remolque (rodillos y
alimentador de hilo de entrada y salida).
MANTENIMIENTO EXTRAORDINARIO:
LAS OPERACIONES DE MANTENIMIENTO EXTRAORDINARIO
DEBEN SER EFECTUADAS EXCLUSIVAMENTE POR PERSONAL
EXPERTO O CUALIFICADO EN EL ÁMBITO ELÉCTRICOMECÁNICO.
______________________________________________________
¡ATENCIÓN! ANTES DE QUITAR LOS PANELES DE LA
SOLDADORA Y ACCEDER A SU INTERIOR ASEGURARSE DE
QUE LA SOLDADORA ESTÉ APAGADA Y DESCONECTADA DE
LA RED DE ALIMENTACIÓN.
Los controles que se puedan realizar bajo tensión en el interior
de la soldadora pueden causar una descarga eléctrica grave
originada por el contacto directo con partes en tensión y/o
lesiones debidas al contacto directo con órganos en movimiento.
______________________________________________________
- Periódicamente y en cualquier caso con una cierta frecuencia en
función de la utilización y del nivel de polvo del ambiente, revisar el
interior de la soldadora y quitar el polvo depositado en el
transformador, reactancia y rectificador mediante un chorro de aire
comprimido seco (máx. 10 bar)
- Evitar dirigir el chorro de aire comprimido a las tarjetas electrónicas;
si es necesario limpiarlas, usar un cepillo muy suave y disolventes
apropiados.
- Aprovechar la ocasión para comprobar que las conexiones
eléctricas estén bien ajustadas y que los cableados no presenten
daños en el aislamiento.
- Al final de estas operaciones volver a montar los paneles de la
soldadora ajustando a fondo los tornillos de fijación.
- Evitar absolutamente efectuar operaciones de soldadura con la
soldadora abierta.
8. BUSQUEDA DE DAÑOS
EN EL CASO DE FUNCIONAMIENTO INSATISFACTORIO, Y ANTES
DE EFECTUAR COMPROBACIONES MAS SISTEMATICAS, O
DIRIGIRSE A VUESTRO CENTRO DE ASISTENCIA, COMPROBAR
QUE:
- La corriente de soldadura, regulada a través del potenciómetro, con
referencia a la escala graduada en Amperios, sea adecuada al
diámetro y al tipo de electrodo utilizado.
- Con el interruptor general en "ON", se enciende la lámpara
correspondiente; en caso contrario, el defecto normalmente reside
en la línea de alimentación (cables, toma y/o clavija, fusibles, etc.).
- No está iluminado el led amarillo que señaliza la intervención de la
seguridad térmica de sobretensión, de tensión baja y la de
cortocircuito.
- Ha sido observada la relación de intermitencia nominal; en caso de
intervención de la protección termostática es preciso esperar el
enfriamiento natural de la máquina; compruebe la funcionalidad del
ventilador.
- Controlar la tensión de línea : si el valor es demasiado elevado o
demasiado bajo la soldadora queda bloqueada.
- Compruebe que no hay cortocircuito a la salida de la máquina; en tal
caso proceda a la eliminación de este inconveniente.
- Las conexiones del circu ito de soldadura se efectúan
correctamente, particularmente, que la pinza del cable de masa
esté efectivamente conectada a la pieza, y sin interposición de
materiales aislantes (p.ej. Barnices).
- El gas de protección usado sea correcto (Argón 99,5%) y en la justa
cantidad.
________________(P)______________
MANUAL DE INSTRUÇÕES
CUIDADO! ANTES DE UTILIZAR A MÁQUINA DE SOLDA LER
CUIDADOSAMENTE O MANUAL DE INSTRUÇÕES !
MÁQUINAS DE SOLDA A FIO CONTÍNUO PARA A SOLDAGEM A
ARCO MIG/MAG E FLUX, TIG, MMA PREVISTAS PARA USO
PROFISSIONAL E INDUSTRIAL.
Nota: No texto a seguir será utilizada a frase “máquina de solda” .
1. SEGURANÇA GERAL PARA A SOLDAGEM A ARCO
O operador deve ser suficientemente informado sobre o uso
seguro da máquina de solda e informado sobre os riscos ligados
aos procedimentos com soldagem a arco, às relativas medidas
de proteção e aos procedimentos de emergência.
(Consultar também a “ESPECIFICAÇÃO TÉCNICA IEC ou CLC/TS
62081”: INSTALAÇÃO E USO DAS APARELHAGENS PARA
SOLDAGEM A ARCO).
- A conexão dos cabos de solda, as operações de verificação e
de reparação devem ser executadas com a máquina de soldar
desligada e desconectada da rede de alimentação.
- Desligar a máquina de soldar e desconectá-la da rede de
alimentação antes de substituir as partes desgastadas pela
tocha.
- Efetuar a instalação elétrica de acordo com as normas e leis
de prevenção e acidentes em vigor.
- A máquina de soldar deve ser ligada exclusivamente a um
sistema de alimentação com condutor de neutro ligado à
terra.
- Certificar-se que a tomada de alimentação esteja ligada
corretamente à terra de proteção.
- Não utilizar a máquina de solda em ambientes úmidos ou
molhados ou com chuva.
- Não utilizar fios com isolamento deteriorado ou com
conexões afrouxadas.
- Não soldar sobre reservatórios, recipientes ou tubulações
que contenham ou que contiveram produtos inflamáveis ou
combustíveis líquidos ou gasosos.
- Evitar de trabalhar sobre materiais limpos com solventes
clorados ou nas proximidades de tais substâncias.
- Não soldar recipientes sob pressão.
- Afastar da área de trabalho todas as substâncias inflamáveis
(p.ex. madeira, papel, panos, etc.)
- Verificar que haja uma circulação de ar adequada ou de
equipamentos capazes de eliminar as fumaças de solda nas
proximidades do arco; é necessário um controle sistemático
para a avaliação dos limites à exposição das fumaças de
solda em função da sua composição, concentração e
duração da própria exposição.
- Manter o cilindro protegido de fontes de calor, inclusive a
irradiação solar (se utilizada).
,
*
- Adotar um isolamento elétrico apropriado em relação ao
eletrodo, a peça em usinagem e eventuais partes metálicas
colocadas no piso nas proximidades (acessíveis).
Isto é normalmente obtido com o uso de luvas, calçados,
capacetes e vestuários previstos para a finalidade e
mediante o uso de estrados ou tapetes isolantes.
- Proteger sempre os olhos com vidros com filtros de luz
montados nas máscaras ou capacetes.Usar os vestuários
protetores apropriados à prova de fogo evitando de expor a
epiderme ao s raios ultravioletas e infravermelhos
produzidos pelo arco; a proteção deve ser estendida às
outras pessoas nas vizinhanças do arco através de barreiras
ou cortinas não refletoras.
- Ruído: Se devido às operações de solda muito intensas for
verificado um nível de exposição diária pessoal (LEPd) igual
ou maior a 85db(A), é obrigatório o uso de instrumentos
individuais de proteção adequada.
- Os campos eletromagnéticos gerados pelo processo de
solda podem interferi r com o fun cionamento de
aparelhagens elétricas e eletrônicas.
Os portadores de aparelhagens elétricas ou eletrônicas vitais
(p.ex. Pace-maker, respiradores, etc...), devem consultar o
médico antes de ficar na proximidade das áreas de utilização
desta máquina de solda.
Aos portadores de dispositivos elétricos ou eletrônicos vitais
é desaconselhado o uso desta máquina de solda.
)
- Esta máquina de solda satisfaz os requisitos do padrão
técnico de produto para o uso exclusivo em ambientes
industriais e com finalidade profissional.
Não é garantida a correspondência à compatibilidade
eletromagnética em ambiente doméstico.
- Evitar os contatos diretos com o circuito de solda; a tensão
em vazio fornecida pela máquina de soldar pode ser perigosa
em algumas circunstâncias.
CUIDADOS SUPLEMENTARES
- AS OPERAÇÕES DE SOLDAGEM:
- Em ambiente a risco acrescido de choque elétrico
- Em espaços confinados
- Na presença de materiais inflamáveis ou explosivos
- 34 -
Page 35

DEVEM ser previamente avaliadas por um ”Responsável
qualificado” e executadas sempre na presença de outras
pessoas instruídas para in tervenções em caso de
emergência.
DEVEM ser utilizados os equipamentos técnicos de proteção
descritos no item n. 5.10; A.7; A.9. da ”ESPECIFICAÇÃO
TÉCNICA IEC ou CLC/TS 62081”.
- DEVE ser proibida a soldagem enquanto a máquina de solda
ou o alimentador de fio for segurada pelo operador (p.ex. por
meio de correias).
- DEVE ser proibida a soldagem com operador suspenso do
chão, salvo eventual uso de plataformas de segurança.
- TENSÃO ENTRE PORTA ELETRODOS OU TOCHA S:
trabalhando com mais máquinas de solda sobre uma peça só
ou sobre mais peças ligadas eletricamente pode-se gerar
uma soma perigosa de tensões em vazio entre dois diferentes
porta eletrodos ou tochas, a um valor que pode atingir o
dobro do limite permitido.
É necessário que um coordenador qualificado execute a
medida instrumental para determinar se existe um risco e
possa adotar medidas de proteção adequadas como
indicado no item 5.9 da ”ESPECIFICAÇÃO TÉCNICA IEC ou
CLC/TS 62081”.
RISCOS RESÍDUOS
- QUEDA: colocar a máquina de solda sobre uma superfície
horizontal com capacidade adequada à massa; caso
contrário (p.ex. pisos inclinados, desnivelados, etc...) existe o
perigo de queda.
- USO IMPRÓPRIO: é perigoso o uso da máquina de solda para
qualqu er usinage m diferente daquela pr evi sta (ex.
descongelamento de tubulações da rede hídrica).
- DESLOCAMENTO DA MÁQUINA DE SOLDAR: fixar sempre o
cilindro com instrumentos idôneos capazes de impedir suas
quedas acidentais.
As proteções e as partes móveis do invólucro da máquina de
solda e do alimentador de fio devem estar na posição, antes de
ligar a máquina de solda à rede de alimentação.
ATENÇÃO! Qualquer intervenção manual em partes em
movimento do alimentador de fio, por exemplo:
- Substituição de roletes e/ou guia de fio
- Introdução do fio nos roletes
- Carregamento da bobina do fio
- Limpeza dos roletes, das engrenagens e da área sob os
mesmos
- Lubrificação das engrenagens
DEVE SER EFETUADA COM A MÁQUINA DE SOLDA DESLIGADA
E DESCONECTADA DA REDE DE ALIMENTAÇÃO.
2. INTRODUÇÃO E DESCRIÇÃO GERAL
INTRODUÇÃO
Estes aparelhos de soldar são fontes de corrente, baseadas na mais
moderna tecnologia inverter igbt com controlo totalmente digital, e têm
alimentador a fio incorporado.
Os aparelhos de soldar permitem realizar soldaduras de alta
qualidade em Mig/Mag sinérgico contínuo, Tig e Mma e em Mig/Mag
sinérgico pulsado onde previsto.
O alimentador de fio é equipado com dispositivo alimentador de fio
com 2 rolos motorizados com regulação independente da pressão de
deslocamento. O painel de controlo digital é incorporado com a placa
de regula ção com microprocessador e no mes mo estão
fundamentalmente condensadas três funcionalidades:
a) CONFIGURAÇÃO E REGULAÇÃO DOS PARÂMETROS
Mediante esta interface do usuário é possível configurar e regular
os pa râ met ro s oper ac ion ai s, se lec ci ona r p ro grama s
memorizados, visualizar no display as condições de estado e do
valor dos parâmetros.
b) CH AM ADA D E P ROGR AM AS S IN ÉR G I COS PR É-
MEMORIZADOS PARA SOLDADURA MIG-MAG
Estes programas são predefinidos e memorizados pelo construtor
(portanto não modificáveis); chamando um destes programas, o
usuário pode seleccionar um determinado ponto de trabalho
(correspondente a um conjunto de diferentes parâmetros
independentes de soldadura) regulando uma única grandeza. Este
é o conceito de SINERGIA, a qual permite de obter com extrema
facilidade uma regulação optimizada da máquina de soldar em
função de cada específica condição operacional.
c) M E M OR I Z A ÇÃ O / C HA M A DA D E P RO G R A M A S
PERSONALIZADOS
Esta funcionalidade é disponível seja trabalhando no âmbito de um
programa sinérgico, seja em modalidade manual (neste caso é
arbitrária a configuração de todos os parâmetros de soldadura).
Esta operacionalidade permite ao usuário de memorizar e
sucessivamente chamar uma específica soldadura.
O aparelho de soldar é predisposto para o uso com tocha SPOOL
GUN, utilizado para a soldadura do alumínio e dos aços quando
existem longas distâncias entre gerador e a peça a soldar.
SOLDABILIDADE DOS METAIS
MIG/MAG-FLUX: O aparelho de soldar é indicado para a soldadura
MIG do alumínio e de suas ligas, a brasagem MIG executada
tipicamente em chapas zincadas e a soldadura MAG dos aços de
carbono, baixa liga e aço inox. É também possível a soldadura FLUX
de fios com alma, sem gás de protecção (self-shielding) adequando a
polaridade da tocha às indicações do fabricante do fio.
A soldadura MIG do alumínio e de suas ligas deve ser executada
utilizando fios cheios de composição compatível com o material a
soldar e gás de protecção Ar puro (99,9%).
A brasagem MIG pode ser efectuada tipicamente em chapas zincadas
com fios cheios em liga de cobre (p. ex. cobre silício ou cobrealumínio) com gás de protecção Argónio puro (99,9%).
A soldadura MIG dos aços de carbono e baixa liga deve ser executada
utilizando fios cheios ou com alma de composição compatível com o
material a soldar, gás de protecção Co2, misturas. Ar/CO2 o
Ar/CO2/O2m(Argónio tipicamente > 80%).
Para a soldadura dos aços inox utilizam-se tipicamente misturas de
gás Ar/O2 ou Ar/CO2 (Ar tipicamente> 98%).
TIG: O aparelho de soldar é indicado para a soldadura TIG em
corrente contínua (DC) com desencadeamento do arco em LIFT,
apropriado ao uso com todos os aços (de carbono, baixa liga e alta
liga) e dos metais pesados (cobre, níquel, titânio e suas ligas) com gás
de protecção Ar puro (99,9%) ou, para usos especiais, com misturas
Argónio/Hélio.
MMA: O aparelho de soldar é indicado para a soldadura com
eléctrodo MMA em corrente contínua (DC) com todos os tipos de
eléctrodos revestidos.
CARACTERÍSTICAS PRINCIPAIS:
-Monitor da tensão de alimentação.
-Funcionamento 2T/4T, Spot.
-Reconhecimento automático da tocha.
-Regulação da rampa de subida do fio, tempo de post-gás, tempo de
queimadura final do fio (burn-back).
-Memorização/Abertura de programas personalizados.
-Predisposição uso tocha SPOOL GUN.
-Protecção termostática.
-Inversão da polaridade (Soldadura FLUX)
ACESSÓRIOS SOB ENCOMENDA
-Adaptador da garrafa de Argónio.
-Carrinho.
-Comando à distância manual 1 potenciómetro.
-Comando à distância manual 2 potenciómetros.
-Kit de cabos de ligação.
-Kit de soldadura alumínio.
-Kit de soldadura fio com alma.
-Kit de Soldadura MMA.
-Kit de Soldadura TIG DC.
-Máscara com auto-escurecimento.
-Tocha MIG.
-Tocha TIG.
3.DADOS TÉCNICOS
PLACA DE DADOS
Os principais dados relativos ao uso e às prestações da máquina de
solda são resumidos na placa de características com o seguinte
significado:
1- Norma EUROPÉIA de referência para a segurança e a fabricação
das máquina de solda a arco.
2- Símbolo da estrutura interna da máquina de solda.
3- Símbolo do procedimento de soldagem previsto.
4- Símbolo S: indica que podem ser executadas operações de
soldagem num ambiente com risco acrescido de choque elétrico
(p.ex. muito próximo de grandes massas metálicas).
5- Símbolo da linha de alimentação:
1~: tensão alternada monofásica;
3~: tensão alternada trifásica.
6- Grau de proteção do invólucro.
7- Dados característicos da linha de alimentação:
- U : Tensão alternada e freqüência de alimentação da máquina de
1
solda (limites admitidos ±10%).
- I : Corrente máxima absorvida da linha.
1 max
- I : :Corrente efetiva de alimentação.
1eff
8- Prestações do circuito de soldagem:
- U : tensão máxima em vazio (circuito de soldagem aberto).
0
- I /U : Corrente e tensão correspondente normalizada que podem
2 2
ser distribuídas pela máquina de solda durante a soldagem.
- X : Relação de intermitência: indica o tempo durante o qual a
máquina de solda pode distribuir a corrente correspondente
(mesma coluna). Expressa-se em %, na base de um ciclo de
10min (p.ex. 60% = 6 minutos de trabalho, 4 minutos de parada;
e assim por diante).
No caso em que fatores de utilização (de placa, referidos a 40°C
ambiente) sejam ultrapassados se determinará a intervenção
da proteção térmica (a máquina de solda permanece em standby até quando a sua temperatura retorna nos limites admitidos .
- A/V-A/V: Indica a série de regulação da corrente de soldagem
(mínimo - máximo) à correspondente tensão de arco.
9- Número de matrícula para a identificação da máquina de solda
(indispensável para a assistência técnica, pedido de peças de
reposição, busca da origem do produto).
FIG. A
- 35 -
Page 36

10- :Valor dos fusíveis com acionamento retardado que
devem ser instalados para proteger a linha.
11- Símbolos referidos a normas de segurança cujo significado está
contido no capítulo 1 “Segurança geral para a soldagem a arco”.
Nota: O exemplo de placa reproduzido é indicativo do significado dos
símbolos e dos dígitos; os valores exatos dos dados técnicos da
máquina de solda em seu poder devem ser detectados
diretamente na placa da própria máquina de solda.
OUTROS DADOS TÉCNICOS:
-APARELHO DE SOLDAR : ver tabela 1 (TAB.1).
-TOCHA MIG: ver tabela 2 (TAB.2).
-TOCHA TIG : ver tabela 3 (TAB.3).
-PINÇA PORTA-ELÉCTRODO : ver tabela 4 (TAB.4).
O peso do aparelho de soldar está contido na tabela 1 (TAB. 1).
4. DESCRIÇÃO DO APARELHO DE SOLDAR
DISPOSITIVOS DE CONTROLO, REGULAÇÃO E CONEXÃO
Aparelho de soldar (FIG. B)
parte frontal:
1- Painel de controlo (ver descrição).
2- Tomada rápida negativa (-) para cabo de corrente de soldadura
(cabo de massa para MIG e MMA, cabo tocha para TIG).
3- Tomada rápida positivo (+) para cabo de massa soldadura TIG
(cabo corrente de soldadura para MMA)
4- Acoplamento centralizado para tocha MIG (Euro).
5- Conector 14p para a conexão do comando à distância e spool gun.
parte traseira:
6- Interruptor geral ON/OFF.
7- Acoplamento tubo de gás (cilindro) para soldadura MIG.
8- Cavo de alimentação com dispositivo de bloqueio do cabo.
compartimento carretel:
9- Borne positivo (+).
10- Borne negativo (-).
N.B.: inversão de polaridade para soldadura FLUX (sem gás).
PAINEL DE CONTROLO DO APARELHO DE SOLDAR (FIG. C)
1- LED de sinalização Alarme (o output do aparelho de soldar está
bloqueado). No ecrã (4) aparece uma mensagem de alarme.
A restauração do aparelho de soldar é automática na cessação da
causa do alarme.
2- LED presença da tensão na saída (output activo).
3- LED de sinalização da programação do aparelho de soldar.
4- Display alfanumérico com 3 dígitos. Indica:
- a corrente de soldadura em ampère.
O valor indicado é aquele configurado com aparelho de soldar
vazio, enquanto é aquele real durante o funcionamento.
- uma mensagem de alarme com a seguinte codificação:
-"AL. 1” Houve a intervenção de um dos termóstatos de
segurança do circuito primário por causa do
sobreaquecimento da máquina (somente versão
MIG Pulse).
-"AL. 2”: Houve a intervenção de um dos termóstatos de
segurança por causa do sobreaquecimento da
máquina.
-"AL. 3”: Anomalia na alimentação primária: a tensão de
alimentação está fora da faixa +/- 15% em relação ao
valor de placa.
ATENÇÃO: Ultrapassar o limite de tensão superior,
acima citado, danificará seriamente o dispositivo.
-"AL. 4”: Anomalia na alimentação primária: intervenção da
protecção devido a subtensão da linha de alimentação
(somente versão MIG Pulse).
-"AL. 7": Tentou-se soldar em MIG/MAG com uma corrente
excessiva para o próprio gerador.
-"AL. 8": Anomalia no circuito de soldadura MIG/MAG (somente
versão MIG Pulse). ATENÇÃO: neste caso, para a
4a, 4b, 4c, 4d, 4e- LED de indicação da unidade de medida em
5- Manípulo de comando codificador.
6- Tecla de abertura (LOAD) de programas de soldadura
7- Tecla de memorização (STORE) de programas de soldadura
8- Tecla de selecção do procedimento de soldadura.
9- Tecla de selecção processo de soldadura.
10- Tecla de selecção do tipo de material.
11- Tecla de selecção do diâmetro do fio permite de configurar o
restauração é necessário desligar e religar o dispositivo.
curso (ampère, volt, segundos, percentual metros/minutos).
Permite a regulação da corrente de soldadura.
personalizados.
personalizados.
Carregando a tecla ilumina-se o led correspondente à modalidade
de soldadura que se quer utilizar:
- : MIG/MAG em PULSE ARC (onde previsto).
- : MIG/MAG/FLUX em SHORT/SPRAY ARC.
- : eléctroco MMA.
- : TIG-DC com desencadeamento em LIFT.
Quando a máquina está no modo MIG/MAG/FLUX permite de
escolher entre comando de 2 tempos, 4 tempos ou com
temporizador de soldadura por pontos ( SPOT).
Configura o modo de funcionamento conforme o material ou o
procedimento.
È activo somente se estiver em sinergia (13).
diâmetro do fio. Para o diâmetro 1,2 mm é preciso agir no botão
até o acendimento de ambos os leds correspondentes aos
diâmetros 0,6 e 0,8 mm.
É activo somente se estiver em sinergia (13).
12- Tecla de selecção do comando à distância.
- Com LED iluminado, estão activos os comandos no
painel do aparelho de soldar.
- Com LED iluminado, a regulação pode ser efectuada
exclusivamente pelo comando à distância:
a) comando a um potenciómetro: substitui a função do
codificador (5).
b) comando dois potenciómetros: substitui a função do
codificador (5) e do parâmetro auxiliar.
c) comando à distância a pedal: substitui a função do
codificador (5), na modalidade Tig.
13- Botão de selecção de soldadura em sinergia. Para configurar o
funcionamento sinérgico da máquina em soldadura MIG/MAG é
necessário agir no botão.
ATENÇÃO! Mesmo se a máquina permite de configurar
livremente cada parâmetro, existem combinações especiais de
parâmetros que podem não ter significado do ponto de vista
eléctrico ou do ponto de vista da soldadura. O aparelho de soldar,
de qualquer maneira, não se estragará mesmo se porventura não
funcionar segundo a configuração incorrecta.
14- Botão de selecção dos parâmetros de soldadura.
Carregando em sequência o botão, é iluminado um dos LEDS de
(14a) até (14i) ao qual é associado um parâmetro específico. A
configuração do valor de cada parâmetro activado, pode ser
efectuada por meio do CODIFICADOR (5) e indicado no ecrã (4).
Nota: os parâmetros que não podem ser modificados pelo
operador, conforme se estiver a trabalhar com um programa
sinérgico ou no modo manual são automaticamente excluídos da
selecção; o LED correspondente não se ilumina.
14a- parâmetro 1: Selecciona a tensão de soldadura. Em
MIG/MAG/FLUX regula a tensão de soldadura em Volts ou a
correcção de arco em sinergia (somente para MIG/MAG). Em
soldadura exibe a tensão na saída do gerador.
14b- parâmetro 2: Configura a velocidade do fio ou a
corrente de soldadura. Em MIG/MAG/FLUX é a velocidade de
avanço do fio em metros por minuto. Em MMA é a corrente de
soldadura medida em Ampère. Em soldadura exibe a corrente na
saída do gerador.
14c- parâmetro 3: Arc force ou Reactância electrónica. Em
MMA é o arc force ou regulação da penetração do arco. Em
MIG/MAG/FLUX tem um significado semelhante mas pega o
nome de reactância electrónica.
14d- parâmetro 4: Rampa de aceleração: Em MIG/MAG/FLUX
regula a pendência da rampa de aceleração do motor do
dispositivo alimentador do fio.
14e- parâmetro 5: Burn back time : em MIG/MAG/FLUX
regula o intervalo de tempo que sobrevém entre o instante de
paragem do fio e aquele onde a corrente de saída se ajusta no
zero.
14f- parâmetro 6: Postgas. Em MIG/MAG/FLUX regula o
tempo de postgas em segundos.
14g- parâmetro 7: Rampa de descida: MIG/MAG é o tempo da
rampa de descida (somente em sinergia (13)).
14h- parâmetro 8: Tempo de spot. Em MIG/MAG/FLUX regula
o tempo de duração da corrente de soldadura em soldadura por
pontos (SPOT).
14i- Parâmetro 9: Tempo de pausa em soldadura por pontos
MIG/MAG/FLUX regula a duração da pausa entre uma soldadura
por pontos e aquela seguinte. Com configuração em 0 seg. para
executar a soldadura por pontos seguinte é necessário soltar o
botão da tocha e depois carregar de novo.
M EM ORI ZA ÇÃ O E A B E RT UR A D E PRO G RA MA S
PERSONALIZADOS
Introdução
O aparelho de soldar permite a gravação (STORE) de programas de
trabalho personalizados relativos a um grupo de parâmetros válidos
para uma determinada soldadura. Cada programa personalizado
pode ser aberto (LOAD) em qualquer momento colocando assim à
- 36 -
Page 37

disposição do utilizador o aparelho de soldar “pronto ao uso” para um
trabalho específico optimizado anteriormente. O aparelho de soldar
permite a gravação de 9 programas personalizados.
Procedimento de memorização (STORE)
Após ter regulado o aparelho de soldar de maneira excelente para
uma determinada soldadura, efectuar quanto a seguir (FIG. C):
a) Carregar a tecla (7) “STORE” durante 3 segundos.
b) Aparece “St_” no ecrã (4) e um número compreendido entre 1 e 9.
c) Virando o manípulo (5) escolher o número com o qual se deseja
memorizar o programa.
d) Carregar novamente a tecla (7) “STORE”:
- se a tecla “STORE” for carregada por mais de 3 segundos o
programa foi memorizado correctamente e aparece a escrita
"YES";
- se a tecla “STORE” for carregada por menos de 3 segundos o
programa não foi memorizado correctamente e aparece a
escrita "no".
Procedimento de abertura (LOAD)
Proceder conforme a seguir (ver FIG.C):
a) Carregar a tecla (6) “LOAD” durante 3 segundos.
b) Aparece “Ld_” no ecrã (4) e um número compreendido entre 1 e 9.
c) Virando o manípulo (5) escolher o número com o qual se deseja
memorizar o programa que se quer utilizar agora.
d) Carregar novamente a tecla (6) “LOAD”:
- se a tecla “LOAD” for carregada por mais de 3 segundos o
programa foi aberto correctamente e aparece a escrita "YES";
- se a tecla “LOAD” for carregada por menos de 3 segundos o
programa não foi aberto correctamente e aparece a escrita "no".
NOTA: durante as operações com a tecla “store” e “load” o led prg
está iluminado.
5. INSTALAÇÃO
______________________________________________________
ATENÇÃO! EXECUTAR TODAS AS OPERAÇÕES DE
INSTALAÇÃO E LIGAÇÕES ELÉTRICAS COM A MÁQUINA DE
SOLDA RIGOROSAMENTE DESLIGADA E DESCONECTADA DA
REDE DE ALIMENTAÇÃO.
AS LIGAÇÕES ELÉTRICAS DEVEM SER EXECUTADAS
EXCLUSIVAMENTE POR PESSOAL ESPECIALIZADO OU
QUALIFICADO.
______________________________________________________
Montagem da máscara de proteção
Montagem do cabo de retorno-pinça
Montagem do cabo de soldagem-pinça porta eletrodo
LOCALIZAÇÃO DA MÁQUINA DE SOLDA
Determinar o lugar da instalação da máquina de solda de modo que
não haja obstáculos na correspondência da abertura de entrada e de
saída do ar de arrefecimento (circulação forçada através do ventilador,
se presente); certificar-se ao mesmo tempo que não sejam aspirados
pós condutores, vapores corrosivos, umidade, etc..
Manter pelo menos 250mm de espaço livre ao redor da máquina de
solda.
______________________________________________________
ATENÇÃO! Colocar a máquina de solda numa superfície
plana de capacidade adequada ao peso para evitar sua queda ou
deslocamentos perigosos.
______________________________________________________
LIGAÇÃO À REDE
- Antes de efetuar qualquer ligação elétrica, verificar que os dados
da placa da máquina de solda correspondam à tensão e freqüência
de rede disponíveis no local de instalação.
- A máquina de solda deve ser ligada exclusivamente a um sistema
de alimentação com condutor de neutro ligado à terra.
- Para garantir a protecção contra o contacto indirecto, usar
interruptores diferenciais do tipo:
Fig. D
Fig. E
Fig. F
- Tipo A ( ) para máquinas monofásicas;
- Tipo B ( ) para máquinas trifásicas.
- Para cumprir os requisitos da Norma EN 61000-3-11 (Flicker)
aconselha-se a conexão do aparelho de soldar aos pontos de
interface da rede de alimentação que apresentam uma impedância
menor de Zmax =0,18 ohm.
Plugue e tomada
Ligar ao cabo de alimentação um plugue normalizado, (2P + T) com
capacidade adequada e instalar uma tomada de rede dotada de
fusíveis ou interruptor automático; o terminal apropriado de terra deve
ser ligado ao condutor de terra (amarelo-verde) da linha de
alimentação. A tabela (TAB.1) contém os valores recomendados em
ampères dos fusíveis retardados de linha escolhidos de acordo com a
max. corrente nominal distribuída pela máquina de solda, e à tensão
nominal de alimentação.
_________________________________________________________________________________
ATENÇÃO! A falta de observação das regras acima citadas
torna ineficiente o sistema de segurança previsto pelo fabricante
(classe I) com conseqüentes graves riscos para as pessoas (ex.
choque elétrico) e para as coisas (ex. incêndio).
_________________________________________________________________________________
LIGAÇÕES DO CIRCUITO DE SOLDAGEM
_________________________________________________________________________________
ATENÇÃO! ANTES DE EXECUTAR AS SEGUINTES
LIGAÇÕES VERIFICAR QUE A MÁQUINA DE SOLDA ESTEJA
DESLIGADA E DESCONECTADA DA REDE DE ALIMENTAÇÃO.
A Tabela (TAB. 1) contém os valores recomendados para os cabos
de soldagem (em mm ) de acordo com a corrente máxima distribuída
pela máquina de solda.
______________________________________________________
SOLDADURA MIG/MAG
Ligação ao cilindro de gás
Garrafa de gás carregável no plano de apoio do carrinho max 60 kg.
- Aparafusar o redutor de pressão à válvula do cilindro de gás
intercalando a redução apropriada fornecida como acessório,
quando for utilizado gás Argônio ou mistura Argônio/CO .
- Ligar o tubo de entrada do gás ao redutor e apertar a braçadeira
fornecida.
- Afrouxar o aro de regulação do redutor de pressão antes de abrir a
válvula do cilindro.
Ligação do cabo de retorno da corrente de soldagem
- Deve ser ligado à peça a soldar ou à bancada metálica onde está
apoiada, o mais próximo possível da junta que está sendo
executada.
Ligação da tocha
- Engatar a tocha no conector dedicado à mesma apertando
manualmen
SOLDADURA FLUX
As ligações do cabo de retorno massa e a tocha são análogas à
soldadura MIG/MAG, é necessário trocar a polaridade de tensão
(FIG.B (9)-(10)) no compartimento carretel, conforme contido na
etiqueta.
Ligação Spool Gun (FIG.B)
-Ligar o Spool Gun (4) ao acoplamento centralizado virando a fundo o
aro de fixação.
-Introduzir o conector (5) do cabo de comando na tomada apropriada,
o aparelho de soldar reconhece de modo automático o Spool Gun.
SOLDADURA TIG
Ligação ao cilindro de gás
Cilindro de gás carregável na superfície de apoio do carrinho max 60
kg
- Aparafusar o redutor de pressão à válvula do cilindro de gás
interpondo a redução apropriada fornecida como acessório,
quando for utilizado gás Argónio.
- Unir o tubo de entrada do gás ao redutor e apertar a abraçadeira
fornecida; depois unir a outra extremidade do tubo à conexão
apropriada presente na tocha Tig de torneira.
- Afrouxar o aro de regulação do redutor de pressão antes de abrir a
válvula do cilindro.
Ligação do cabo de retorno da corrente de soldadura
- Ligar o cabo à peça a soldar ou à bancada metálica onde este está
apoiado, o mais próximo possível da junção em execução.
- Ligar o cabo no aparelho de soldar à tomada rápida (+).
Ligação da tocha Tig (FIG.M)
- Ligar a tocha TIG à tomada rápida (-) no painel dianteiro do
aparelho de soldar.
SOLDAGEM MMA
Quase a totalidade dos eletrodos revestidos deve ser ligada ao pólo
positivo (+) do gerador; excepcionalmente ao pólo negativo (-) para
eletrodos com revestimento ácido.
Ligação do cabo de soldagem pinça-porta eletrodo
No terminal tem um borne especial que serve para apertar a parte
descoberta do eletrodo.
Este cabo deve ser ligado ao borne com o símbolo (+).
Ligação do cabo de retorno da corrente de soldagem
Deve ser ligado à peça a ser soldada ou à bancada metálica onde está
apoiada, o mais próximo possível da junta que está sendo executada.
Este cabo deve ser ligado ao borne com o símbolo (-).
Recomendações:
- Virar a fundo os conectores dos cabos de soldagem nos engates
rápidos (se presentes), para garantir um perfeito contato elétrico;
em caso contrário haverá superaquecimentos dos próprios
conectores com a relativa deterioração dos mesmos e a perda de
eficiência.
- Utilizar os cabos de soldagem mais curtos possíveis.
- Evitar de utilizar estruturas metálicas que não fazem parte da peça
em usinagem, em substituição do cabo de retorno da corrente de
soldagem; isto pode ser perigoso para a segurança e dar
resultados insatisfatórios para a soldagem.
CARREGAMENTO DA BOBINA DO ARAME (FIG. G)
______________________________________________________
ATENÇÃO! ANTES DE INICIAR AS OPERAÇÕES DE CARGA
DO ARAME, CERTIFICAR-SE QUE A MÁQUINA DE SOLDA
ESTEJA DESLIGADA E DESCONECTADA DA REDE DE
2
- 37 -
2
Page 38

ALIMENTAÇÃO. 6- Desbastar a área de corte do cabo e reintroduzi-lo no conduto do
______________________________________________________ cabo-tocha.
VERIFICAR QUE OS ROLOS DISPOSITIVOS DE TRAÇÃO DE
ARAME, A LUVA GUIA DE ARAME E O TUBO DE CONTATO DA
TOCHA ESTEJAM CORRESPONDENTES AO DIÂMETRO E À
NATUREZA DO ARAME QUE SE DESEJA UTILIZAR E QUE
ESTEJAM MONTADOS CORRETAMENTE. DURANTE AS FASES
DE ENFIAMENTO DO FIO NÃO VESTIR LUVAS DE PROTECÇÃO.
- Abrir o vão do carretel.
- Posicionar a bobina de arame no carretel, mantendo a ponta do
arame para cima; certificar-se que a ponta de puxar do carretel
esteja corretamente alojada no furo previsto (1a).
- Liberar o/os contra-rolo/s de pressão e afastá-lo/s do/s rolo/s
inferior/es (2a).
- Verificar que o/s rodízio/s de alimentação sejam/a apropriados/o
ao fio utilizado (2b).
- Liberar a ponta do arame, cortar a sua extremidade deformada com
um corte preciso e sem rebarba; virar a bobina em sentido antihorário e colocar a ponta do fio no guia de arame da entrada
empurrando-o 50-100mm no guia de arame da conexão da tocha
(2c).
- Reposicionar o/o contra-rolo/os regulando sua pressão a um valor
intermediário, verificar que o arame esteja posicionado
corretamente na cavidade do rolo inferior (3).
- Frear ligeiramente o carretel agindo no parafuso de regulação
apropriado colocado no centro do próprio carretel (1b).
- Tirar o bico e o tubo de contato (4a).
- Inserir o plugue na tomada de alimentação, ligar a máquina de
solda, apertar o botão da tocha ou o botão de tração do arame no
painel de comandos (se presente) e esperar que a ponta do arame
percorrendo toda a luva guia de arame saia de 10-15cm pela parte
dianteira da tocha, soltar o botão.
______________________________________________________
ATENÇÃO! Durante estas operações o arame está sob
tensão elétrica e é submetido a força mecânica; portanto pode
causar, se não forem adotadas as precauções adequadas,
perigos de choque elétrico, feridas e disparar arcos elétricos:
______________________________________________________
- Não direcionar o bocal da tocha contra partes do corpo.
- Não aproximar a tocha ao cilindro.
- Remontar o tubo de contato e o bico na tocha (4b).
- Verificar que a tração do arame seja regular; calibrar a pressão dos
rolos e a travação do carretel nos valores mínimos possíveis
verificando que o arame não escorregue na cavidade e que no
momento da parada do avanço não se afrouxem as espirais de
arame devido à inércia excessiva da bobina.
- Cortar a extremidade de arame que sai pelo bico a 10-15mm.
- Fechar o vão carrete.
CARREGAMENTO BOBINA FIO NO SPOOL GUN (FIG.H)
______________________________________________________
ATENÇÃO! ANTES DE INICIAR AS OPERAÇÕES DE CARGA
DO ARAME, CERTIFICAR-SE QUE A MÁQUINA DE SOLDA
ESTEJA DESLIGADA E DESCONECTADA DA REDE DE
ALIMENTAÇÃO. OU QUE O SPOOL GUN SEJA DESCONEXO DA
MÁQUINA DE SOLDA.
______________________________________________________
VERIFICAR QUE OS ROLOS DISPOSITIVOS DE TRAÇÃO DE
ARAME, A LUVA GUIA DE ARAME E O TUBO DE CONTATO DA
TOCHA ESTEJAM CORRESPONDENTES AO DIÂMETRO E À
NATUREZA DO ARAME QUE SE DESEJA UTILIZAR E QUE
ESTEJAM MONTADOS CORRETAMENTE.
- Tirar a tampa desaparafusando o parafuso apropriado (1).
- Colocar a bobina do fio sobre o carretel.
- Soltar o contra-rolo de pressão e coloca-lo longe do rolo inferior (2).
- Soltar o cabo do fio, cortar a extremidade deformada com um corte
nítido e sem rebarba; virar a bobina no sentido anti-horário e
introduzir o cabo do fio no guia-fio de entrada empurrando-o por
50-100 mm. No guia-fio da junta tocha (2).
- Recolocar o contra-rolo regulando a pressão a um valor intermédio
e verificar que o fio esteja localizado corretamente na cavidade do
rolo inferior (3).
- Frear levemente o carretel mediante ação sobre o parafuso de
regulagem apropriado.
- Quando o Spool gun estiver conexo, ligar a máquina de soldar e
premer o botão do spool gun e aguardar que a extremidade do fio
percorrendo todo o revestimento guia para fio saia de 10-15 cm
pela parte dianteira da tocha, libertar o botão tocha.
SUBSTITUIÇÃO DA MANGUEIRA GUIA DE ARAME NA TOCHA
(FIG. I)
Antes de efetuar a substituição da mangueira, estirar o cabo da tocha
evitando que forme curvas.
Mangueira espiral para arames de aço
1- Desaparafusar o bico e o tubo de contato do cabeçote da tocha.
2- Desaparafusar a porca que fixa a mangueira do conector central e
retirar a mangueira existente.
3- Enfiar a nova mangueira no conduto do cabo da tocha e empurrá-
lo suavemente até a mesma sair pelo cabeçote da tocha.
4- Reaparafusar manualmente a porca que fixa a mangueira.
5- Cortar rente o segmento de mangueira excedente comprimindo-a
ligeiramente; removê-lo do cabo da tocha.
7- Reaparafusar então a porca apertando-a com uma chave.
8- Remontar o tubo de contato e o orifício.
Mangueira de material sintético para arames de alumínio
Executar as operações 1, 2, 3 como indicado para a mangueira de aço
(não considerar as operações 4, 5, 6, 7, 8).
9- Reaparafusar o tubo de contato para alumínio verificando que
entra em contato com a mangueira.
10- Inserir na extremidade oposta da mangueira (lado engate tocha) o
niple de latão, o anel OR e, mantendo a mangueira com leve
pressão, apertar a porca que fixa o cabo.A parte do revestimento
excedente é removida à medida sucessivamente (ver (13)).
Extrair da conexão da tocha do alimentador de fio o tubo capilar
para mangueiras de aço.
11- NÃO É PREVISTO O TUBO CAPILAR para mangueiras de
alumínio com diâmetro 1,6-2,4mm (cor amarelo); a mangueira
será então inserida na conexão da tocha sem o mesmo.
Cortar o tubo capilar para mangueiras de alumínio com diâmetro
1-1,2mm (cor vermelho) a uma medida inferior de 2mm
aproximadamente em relação àquela do tubo de aço, e inseri-lo
na extremidade livre da mangueira.
12- Inserir e travar a tocha na conexão do alimentador de fio, marcar a
mangueira a 1-2mm de distância dos rolos,extrair de novo a
tocha.
13- Cortar a mangueira na medida prevista, sem deformar o furo de
entrada. Montar de novo a tocha na conexão do alimentador de fio
e montar o bico do gás.
6. SOLDADURA MIG/MAG
MODALIDADE DE TRANSFERÊNCIA SHORT ARC (ARCO
CURTO)
A fusão do fio e o destaque da gota vem por meio de curto circuitos
sucessivos da ponta do fio no banho de fusão (até 200 vezes ao
segundo).
Aços de carbono e baixa liga
- Diâmetro dos fios utilizáveis: 0,6-1,2mm
- Gama da corrente de soldadura: 40-210A
- Gama da tensão do arco: 14-23V
- Gás utilizável: CO , Ar/CO , Ar/CO /O
Aços inoxidáveis
- Diâmetro dos fios utilizáveis: 0,8-1mm
- Gama da corrente de soldadura: 40-160A
- Gama da tensão do arco: 14-20V
- Gás utilizável: Ar/O , Ar/CO (1-2%)
Alumínio e ligas
- Diâmetro dos fios utilizáveis: 0,8-1,6mm
- Gama da corrente de soldadura: 75-160A
- Gama da tensão do arco: 16-22V
- Gás utilizável: Ar 99,9%
Tipicamente o tubo de contato deve estar a fio no bico ou ligeiramente
saliente com os arames mais finos e tensão de ar mais baixas; o
comprimento livre do arame (stick-out) estará normalmente
compreendido entre 5 e 12mm.
Aplicação: Soldagem em cada posição, em espessuras finas ou para
a primeira passada nos chanfros favorecida pela relação térmica
limitada e o banho bem controlável.
Nota: A transferência SHORT ARC para a soldadura do alumínio e
das ligas deve ser utilizada com cautela (especialmente com fios de
diâmetro >1mm) dado que pode houver o risco de defeitos de fusão.
MODALIDADE DE TRANSFERÊNCIA SPRAY ARC (ARCO DE
BORRIFO)
A fusão do fio eléctrodo vem por meio de correntes e tensões mais
elevadas em respeito ao "short arc", a ponta do fio não entra mais a
contacto com o banho de fusão; desta nasce um arco que através
deste passam as gotas metálicas provenientes da fusão contínua do
fio eléctrodo, por isto com a ausência de curto circuitos.
Aços de carbono e baixa liga
- Diâmetro dos fios utilizáveis: 0,8-1,6mm
- Gama da corrente de soldadura: 180-450A
- Gama da tensão do arco: 24-40V
- Gás utilizável: Ar/CO , Ar/CO /O
Aços inoxidáveis
- Diâmetro dos fios utilizáveis: 1-1,6mm
- Gama da corrente de soldadura: 140-390A
- Gama da tensão do arco: 22- 32V
- Gás utilizável: Ar/O Ar/CO (1-2%)
Alumínio e ligas
- Diâmetro dos fios utilizáveis: 0,8-1,6mm
- Gama da corrente de soldadura: 120-360A
- Gama da tensão do arco: 24-30V
- Gás utilizável: Ar 99,9%
Tipicamente o tubo de contato deve estar dentro do bico de 5-10mm,
tanto mais quanto mais elevada é a tensão de arco; o comprimento
livre do arame (stick-out) estará normalmente compreendido entre 10
e 20mm.
Em MODALIDADE MANUAL (“PRG 0”), uma vez que os parâmetros
da velocidade de fio e da tensão de arco tenham sido seleccionados
correctamente (isto é com valores compatíveis), o valor de reactância
a seleccionar é indiferente.
Aplicação: Soldagem no plano com espessuras não inferiores a 34mm (banho muito fluido); a velocidade de execução e a taxa de
depósito são muito elevadas (alto aporte térmico).
2 2 2 2
2 2
2 2 2
2 2
- 38 -
Page 39

SOLDADURA MIG/MAG
MODALIDADE DE TRANSFERÊNCIA PULSE ARC (ARCO
PULSADO) (SE PREVISTO)
É uma transferência “controlada” situada na zona de funcionalidade
“spray-arc” (spray-arc modificado) e possui portanto as vantagens de
velocidade de fusão e falta de projecções extendendo-se a valores de
corrente muito baixos, para satisfazer também muitas aplicações
típicas do “short-arc”.
A cada impulso de corrente corresponde o descolamento de uma gota
individual do fio eléctrodo; o fenómeno realiza-se com uma frequência
proporcional à velocidade de avançamento fio com lei de variação
ligada ao tipo e ao diâmetro do próprio fio (valores típicos de
frequência: 30-300Hz).
Aços de carbono e baixa liga
- Diâmetro dos fios utilizáveis: 0,8-1,6mm
- Gama da corrente de soldadura: 60-360A
- Gama da tensão do arco: 18-32V
- Gás utilizável: Ar/CO , Ar/CO /O (Co
max 20%)
Aços inoxidáveis
- Diâmetro dos fios utilizáveis: 0,8-1,2mm
- Gama da corrente de soldadura: 50-230A
- Gama da tensão do arco: 17- 26V
- Gás utilizável: Ar/O Ar/CO (1-2%)
Alumínio e ligas
- Diâmetro dos fios utilizáveis: 0,8-1,6mm
- Gama da corrente de soldadura: 40-320A
- Gama da tensão do arco: 17-28V
- Gás utilizável: Ar 99,9%
Normalmente o pequeno tubo de contacto deve estar no interior do
injector de 5-10mm, tanto mais quanto mais é elevada a tensão de
arco; o comprimento livre do fio (stick-out) é normalmente
compreendido entre 10 e 20mm.
Aplicação: soldadura em “posição” sobre espessuras médio-baixas e
sobre materiais termicamente susceptíveis, especialmente adapta
para soldar sobre ligas leves (alumínio e ligas do mesmo)
também sobre espessuras inferiores a 3mm.
REGULAÇÃO DOS PARÂMETROS DE SOLDADURA
Gás de protecção
O fluxo do gás de protecção deve ser:
short arc: 8-14 l/min
em função da intensidade da corrente de soldadura e do diâmetro do
orifício.
Corrente de soldadura.
É estabelecida por um dado diâmetro de fio pela sua velocidade de
avanço. Deve ser observado que, com necessidade de corrente igual,
a velocidade de avanço do fio é inversamente proporcional ao
diâmetro do fio utilizado.
Os valores indicativos da corrente em soldadura manual para os fios
usados geralmente são ilustrados na tabela (TAB. 5).
Tensão de arco
A tensão de arco é regulável pelo operador virando o codificador
(FIG.C (5)); a mesma se adapta à velocidade de avanço do fio
(corrente) escolhida segundo o diâmetro do fio utilizado e à natureza
do gás de protecção, de modo progressivo conforme a relação
seguinte que fornece um valor médio:
U = (14 + 0,05 x I )
2 2
onde: U :Tensão de arco em volt;
Qualidade da soldadura
A qualidade do cordão de soldadura simultaneamente à quantidade
mí ni ma de pu lver izaçõ es prod uz id a, se rá deter minada
principalmente pelo equilíbrio dos parâmetros de soldadura: corrente
(velocidade do fio), diâmetro do fio, tensão de arco, etc.
Da mesma maneira a posição da tocha deverá ser adequada às
imagens na figura (FIG. L), a fim de evitar produção excessiva de
pulverizações e defeitos do cordão.
Também a velocidade de soldadura (velocidade de avanço ao longo
da junção) é um elemento determinante para a execução correcta do
cordão; da mesma deverá ser levado em conta com igualdade dos
outros parâmetros, sobretudo com relação à penetração e do formato
do próprio cordão.
2
I : Corrente de soldadura em ampère.
2
2 2 2 2
2 2
Os defeitos mais comuns de soldadura estão resumidos na TAB. 8
SOLDADURA TIG (DC)
A soldadura TIG é um processo de solda que aproveita o calor
produzido pelo arco eléctrico que é desencadeado, e mantido, entre
um eléctrodo não fusível (Tungsténio) e a peça a soldar. O eléctrodo
de Tungsténio é sustentado por uma tocha adequada para transmitirlhe a corrente de soldadura e proteger o próprio eléctrodo e o banho
de solda da oxidação atmosférica mediante um fluxo de gás inerte
(normalmente Argónio: Ar 99,5%) que sai pelo bico cerâmico (FIG. M).
Para uma boa soldadura é indispensável usar o diâmetro exacto de
eléctrodo com a corrente exacta, ver tabela (TAB. 6).
A projecção normal do eléctrodo pelo bico cerâmico é de 2-3 mm e
pode atingir 8mm para soldaduras de canto.
A soldadura é efectuada pela fusão das abas da junção. Para
espessuras finas preparadas oportunamente (até cerca de 1 mm) não
é necessário material de enchimento (FIG. N).
Para espessuras superiores são necessárias varetas com a mesma
composição do material base e com diâmetro adequado, com
preparação específica para abas (FIG. O). Para um bom resultado da
soldadura, é oportuno que as peças estejam rigorosamente limpas e
sem óxido, óleos, gorduras, solventes, etc.
Desencadeamento LIFT:
O acendimento do arco eléctrodo é efectuado afastando o eléctrodo
de tungsténio da peça a soldar. Esse sistema de desencadeamento
causa menos interferências electro-radiadas e reduz ao mínimo as
inclusões de tungsténio e o desgaste do eléctrodo.
Procedimento:
Apoiar a ponta do eléctrodo na peça, com pressão leve. Levantar o
eléctrodo 2-3 mm com algum instante de atraso, obtendo assim o
desencadeamento do arco. O aparelho de soldar distribui
inicialmente uma corrente IBASE, depois de alguns instantes, será
distribuída a corrente de soldadura configurada.
Soldadura TIG DC
A soldadura TIG DC é apropriada a todos os aços de carbono de
baixa-liga e alta-liga e aos metais pesados cobre, níquel, titânio e suas
ligas.
Para a soldadura em TIG DC com eléctrodo ao pólo (-) geralmente é
usado o eléctrodo com 2% de Cério (faixa colorida cinza).
É necessário apontar axialmente o eléctrodo de Tungsténio à mola,
ver na FIG. P, tomando o cuidado que a ponta esteja perfeitamente
concêntrica a fim de evitar desvios do arco. É importante efectuar o
desbaste no sentido do comprimento do eléctrodo. Essa operação
deverá ser repetida periodicamente em função do uso e do desgaste
do eléctrodo ou quando o mesmo tiver sido contaminado
acidentalmente, oxidado ou usado não correctamente.
SOLDADURA COM ELÉCTRODO REVESTIDO MMA
É indispensável consultar as indicações do fabricante contidas na
embalagem dos eléctrodos utilizados que indicam a polaridade
correcta do eléctrodo e a relativa corrente optimizada.
A corrente de soldadura deve ser regulada em função do diâmetro do
eléctrodo utilizado e do tipo de junção que se deseja executar (TAB.
7).
Deve ser salientado que com igualdade de diâmetro do eléctrodo,
valores elevados de corrente serão utilizadas para soldaduras no
plano, enquanto para soldaduras na vertical ou na extremidade
deverão ser utilizadas correntes mais baixas.
As características mecânicas da junção soldada são determinadas,
para além da intensidade de corrente escolhida, pelos outros
parâmetros de soldadura, tais como comprimento do arco, velocidade
e posição de execução, diâmetro e qualidade dos eléctrodos (para
uma conservação correcta manter os eléctrodos protegidos da
humidade, guardados nas embalagens ou caixas específicas).
As características da soldadura dependem também do valor ARCFORCE (comportamento dinâmico) do aparelho de soldar.
Deve ser observado que valores altos de ARC-FORCE dão maior
penetração e permitem a soldadura em qualquer posição tipicamente
com eléctrodos básicos , valores baixos de ARC-FORCE permitem
um arco mais macio e sem pulverizados tipicamente com eléctrodos
rutílios.
O aparelho de soldar é também equipado com dispositivos HOT
START e ANTI STICK que garantem arranques fáceis e ausência de
colagem do eléctrodo à peça.
Procedimento
Mantendo a máscara DIANTE DO ROSTO, esfregar a ponto do
eléctrodo na peça a soldar executando um movimento como se fosse
acender um fósforo; este é o método mais correcto para desencadear
o arco.
ATENÇÃO: NÃO BATER o eléctrodo na peça; arriscar-se-ia de
danificar o revestimento tornando o desencadeamento do arco difícil.
Tão logo desencadeado o arco, procurar manter uma distância da
peça equivalente ao diâmetro do eléctrodo utilizado e manter esta
distância a mais constante possível durante a execução de soldadura;
lembrar que a inclinação do eléctrodo no sentido do avanço deverá ser
de aproximadamente 20-30 graus (FIG.Q).
No fim do cordão de soldadura, colocar a extremidade do eléctrodo
ligeiramente para trás em relação à direcção de avanço, acima da
cratera para efectuar o enchimento, depois levantar rapidamente o
eléctrodo do banho de fusão para obter o desligamento do arco
(Aspectos do cordão de soldadura - FIG. R).
7. MANUTENÇÃO
______________________________________________________
ATENÇÃO! ANTES DE EXECUTAR AS OPERAÇÕES DE
MANUTENÇÃO, VERIFICAR QUE A MÁQUINA DE SOLDA
ESTEJA DESLIGADA E DESCONECTADA DA REDE DE
ALIMENTAÇÃO.
______________________________________________________
MANUTENÇÃO ORDINÁRIA
AS OPERAÇÕES DE MANUTENÇÃO ORDINÁRIA PODEM SER
EXECUTADAS PELO OPERADOR.
Tocha
- Evitar de apoiar a tocha e seu cabo sobre peças quentes; isto
causará a fusão dos materiais isolantes colocando-a rapidamente
fora de serviço.
- Verificar periodicamente a vedação da tubulação e conexões de
gás.
- A cada substituição da bobina de arame insuflar com ar
comprimido seco (max 5bars) na camisa de guia do fio, verificar a
sua integridade.
- Controlar, pelo menos uma vez por dia, o estado de desgaste e a
montagem correta das partes terminais da tocha: bico, tubo de
contato, difusor de gás.
Alimentador de fio
- Verificar com freqüência o estado de desgaste dos rolos de tração
do arame, remover periodicamente o pó metálico que se deposita
- 39 -
Page 40

na área de tração (rolos e guia arame de entrada e saída).
MANUTENÇÃO EXTRAORDINÁRIA
AS OPERAÇÕES DE MANUTENÇÃO EXTRAORDINÁRIA DEVEM
SER EXE CUTADAS EXC LUSIVAMENTE POR PESSOAL
ESPECIALIZADO OU QUALIFICADO NO CAMPO ELÉTRICOMECÂNICO.
______________________________________________________
ATENÇÃO! ANTES DE REMOVER OS PAINÉIS DA
MÁQUINA DE SOLDA E ACESSAR À SUA PARTE INTERNA
VERIFICAR QUE A MÁQUINA DE SOLDA ESTEJA DESLIGADA E
DESCONECTADA DA REDE DE ALIMENTAÇÃO.
______________________________________________________
Eventuais controles efetuados sob tensão dentro da máquina de
solda podem causar choque elétrico grave provocado por
contato direto com partes sob tensão e/ou lesões devido ao
contato direto com órgãos em movimento.
- Periodicamente e sempre com freqüência em função da utilização
e da poeira do ambiente, inspecionar dentro da máquina de solda e
remover a poeira que se depositou no transformador, reatância e
retificador mediante um jato de ar comprimido seco (max 10bars).
- Evitar de dirigir o jato de ar comprimido nas placas eletrônicas;
providenciar à sua eventual limpeza com uma escova muito macia
ou solventes apropriados.
- Na ocasião verificar que as ligações elétricas estejam bem
apertadas e as cablagens não apresentem danos ao isolamento.
- No final de tais operações remontar os painéis da máquina de solda
apertando a fundo os parafusos de fixação.
- Evitar absolutamente de executar operações de soldagem com a
máquina de solda aberta.
8. BUSCA DEFEITOS
EM CASO DE MAL FUNCIONAMENTO, E ANTES DE EFETUAR
VERIFICAÇÕES SISTEMÁTICAS OU DE PROCURAR UM CENTRO
DE ASSISTÊNCIA, CONTROLAR QUE:
- A corrente de soldadura regulada através do potenciômetro com
referimento a escala graduada em amperes, seja adequada ao
diâmetro e ao tipo de eléctrodo utilizado.
- Com o interruptor geral em "ON" a lâmpada relativa deve acenderse; em caso contrário o defeito está na linha de alimentação (fios,
tomada fixa ou móvel, fusíveis, etc...).
- Non seja aceso o led amarelo marcador do intervento da
segurança térmica de sobretensão ou queda de tensão ou de cur to
circuito.
- Assegurar-se de haver observado a relação de intermitência
nominal; em caso de intervento da proteção termostática esperar o
resfriamento natural da máquina, controlar a funcionalidade do
ventilador.
- Controlar a tensão de linha: se o valor for demasiado alto ou
demasiado baixo a máquina de soldar fica bloqueada.
- Controlar que não tenha um curto circuito na saída da máquina: em
tal caso proceder à eliminação do inconveniente.
- Os coligamentos do circuito de soldagem sejam efetuados
correctamente, sobretudo que a pin ça de massa seja
efectivamente coligada na peça com ausência de materiais
isolantes (ex. vernizes).
- O gás de protecção usado seja correcto (Argon 99,5%) e na justa
quantidade.
_______________( NL )_____________
INSTRUCTIEHANDLEIDING
- De elektrische installatie uitvoeren volgens de voorziene
ongevallenpreventienormen en -wetten.
- De lasmachine mag uitsluitend verbonden worden met een
voedingsnet met een neutraalgeleider verbonden met de
aarde.
- Verifiëren of het voedingscontact correct verbonden is met de
beschermende aarde.
- De lasmachine niet gebruiken in vochtige of natte ruimten of in
de regen.
- Geen kabels met een versleten isolering of met loszittende
verbindingen gebruiken.
- Niet lassen op containers, bakken of leidingen die vloeibare
of gasachtige ontvlambare producten bevatten of bevat
hebben.
- Vermijden te werken op materialen die schoongemaakt zijn
met chloorhoudende oplosmiddelen of in de nabijheid van
dergelijke producten.
- Niet lassen op bakken onder druk.
- Alle ontvlambare producten uit de werkzone verwijderen (vb.
hout, papier, vodden, enz.).
- Zorgen voor een adequate ventilatie of voor geschikte
middelen voor de afvoer van de lasrook in de nabijheid van de
boog; er is een systematische benadering nodig voor de
evaluatie van de limieten van blootstelling aan de lasrook in
functie van hun samenstelling, concentratie en tijdsduur van
de blootstelling zelf.
- De g asf les ( ind ien g ebr uik t) b esc her men t ege n
warmtebronnen, inbegrepen zonnestralen).
,
*
- Een adequate elektrische isolering gebruiken tegen de
elektrode, het stuk in bewerking en eventuele op de grond
geplaatste metalen elementen die in de nabijheid staan (die
toegankelijk zijn).
Dit kan normaal bekomen worden door het dragen van
handschoenen, veiligheidsschoeisel, hoofddeksels en voor
dit doel voorziene kledij en middels het gebruik van
voetplanken of isolerende tapijten.
- De ogen altijd beschermen met de speciaal daartoe bestemde
niet-actinistiche glazen gemonteerd op maskers of helmen.
De speciale beschermende vuurwerende kledingstukken
dragen en hierbij vermijden de huid bloot te stellen aan de
ultraviolet en infrarood stralen geproduceerd door de boog;
de bescherming moet ook uitgebreid worden naar de andere
personen in de nabijheid van de boog middels niet
reflecterende schermen of gordijnen.
- Lawaai: Indien omwille van bijzonder intensieve lasoperaties
een persoonlijk dagelijks niveau van blootstelling (LEPd)
wordt vastgesteld dat gelijk is aan of groter is dan 85db (A), is
he t ge brui k ve rpl ich t va n ad equ ate i ndi vidu ele
beschermingsmiddelen.
)
OPGELET! VOORDAT MEN DE LASMACHINE GEBRUIKT MOET
MEN AANDACHTIG DE INSTRUCTIEHANDLEIDING LEZEN!
LASMACHINE MET CONTINUE DRAADVOEDING MET BOOG
MIG/MAG EN VOORZIENE FLUX TIG, MMA VOOR
PROFESSIONEEL EN INDUSTRIEEL GEBRUIK.
Opmerking: In de volgende tekst zal de term “lasmachine”
gebruikt worden .
1.ALGEMENE VEILIGHEID VOOR HET BOOGLASSEN
De operator moet voldoende ingelicht zijn voor wat betreft een
veilig gebruik van de lasmachine en over de risico's in verband
met de procedures van het booglassen, de desbetreffende
beschermingsmaatregelen en procedures bij noodgevallen.
(Ook beroep doen op de ”TECHNISCHE SPECIFICATIE IEC of
CLC/TS 62081”: INSTALLATIE EN GEBRUIK VAN APPARATUUR
VOOR HET BOOGLASSEN).
- Rechtstreeks contact met de lascircuits vermijden; de
nullastspanning geleverd door de lasmachine kan in bepaalde
gevallen gevaarlijk zijn.
- De verbinding van de laskabels, de operaties van nazicht en
reparatie moeten uitgevoerd worden met een uitgeschakelde
lasmachine die losgekoppeld is van het voedingsnet.
- De lasmachine uitschakelen en loskoppelen van het
voedingsnet voordat men de versleten elementen van de
toorts vervangt.
- De elektromagnetische velden gegenereerd door het
lasproces kunnen interfereren met de werking van de
elektrische en elektronische apparatuur.
De dragers van vitale elektrische of elektronische apparatuur
(vb. Pace-maker, ademhalingstoestellen enz...), moeten de
geneesheer raadplegen voordat ze blijven staan in de
nabijheid van de gebruikszones van deze lasmachine.
Men raadt het gebruik van deze lasmachine af aan de dragers
van vitale elektrische of elektronische apparatuur.
- Deze lasmachine voldoet aan de vereisten van de technische
standaards voor producten voor een uitsluitend gebruik in
industriële ruimten en voor professionele doeleinden. De
overeenstemming met de elektromagnetische compatibiliteit
in een huiselijke ruimte is niet gegarandeerd.
SUPPLEMENTAIRE VOORZORGSMAATREGELEN
- DE OPERATIES VAN HET LASSEN:
- In een ruimte met een verhoogd risico van elektroshock
- In aangrenzende ruimten
- In aanwezigheid van ontvlambare of ontploffende
materialen
MOETEN vo or af geë valueerd wo rden door een
- 40 -
Page 41

”Verantwoordelijke expert” en altijd uitgevoerd worden in
aanwezigheid van andere personen die opgeleid zijn voor
ingrepen in noodgeval.
De technische beschermingsmiddelen beschreven in 5.10;
A.7; A.9. van de ”TECHNISCHE SPECIFICATIE IEC of CLC/TS
62081” MOETEN toegepast worden.
- Het lassen MOET verboden zijn terwijl de lasmachine of de
draadvoeder ondersteund wordt door de operator (vb.
middels riemen).
- Het lassen MOET verboden zijn met een operator die van de
grond opgeheven staat, behoudens het eventueel gebruik van
een veiligheidsplatform.
- SPANNING TUSSEN ELEKTRODENHOUDER OF TOORTSEN:
wanneer men werkt met meerdere lasmachines op een enkel
stuk of op meerdere elektrisch verbonden stukken, kan er een
gevaarlijke som van nullastspanningen tussen twee
verschillende elektrodenhouders of toortsen gegenereerd
worden, aan een waarde die het dubbel van de toegelaten
limiet kan bereiken.
Het is noodzakelijk dat een ervaren coördinator het meten van
de instrumenten uitvoert teneinde te bepalen of er een risico
bestaat en om de adequate beschermende maatregelen te
treffen zoals aangeduid wordt in 5.9 van de ”TECHNISCHE
SPECIFICATIE IEC of CLC/TS 62081”.
RESIDU RISICO'S
- OMKANTELING: de lasmachine op een horizontaal oppervlak
plaatsen met een adequaat draagvermogen voor de massa;
zoniet (vb. hellende, oneffen bevloeringen enz...) bestaat het
gevaar van omkanteling.
- ONJUIST GEBRUIK: het gebruik van de lasmachine is
gevaarlijk voor gelijk welke bewerking die verschilt van
diegene die voorzien zijn (vb. ontvriezen van buizen van de
waterleiding).
- VERPLAATSING VAN DE LASMACHINE: de gasfles altijd
vasthechten met adequate middelen die geschikt zijn om een
toevallige val te voorkomen.
De beschermingen en de mobiele gedeelten van het omhulsel
van de lasmachine en van de draadvoeder moeten in hun stand
staan voordat de lasmachine wordt verbonden met het
voedingsnet.
OPGELET! Gelijk welke manuele ingreep op gedeelten in
beweging van de draadvoeder, bijvoorbeeld :
- Vervanging rollen en/of draadgeleiders
- Invoer van de draad in de rollen
- Lading van de draadspoel
- Schoonmaak van de rollen, van de raderwerken en van de
eronder staande zone
- Smering van de raderwerken
MOET UITGEVOERD WORDEN MET EEN UITGESCHAKELDE
LASMACHINE DIE LOSGEKOPPELD IS VAN HET VOEDINGSNET.
2. INLEIDING EN ALGEMENE BESCHRIJVING
INLEIDING
Deze eenfase lasmachines zijn bronnen van stroom, gebaseerd op de
meeste moderne technologie inverter igbt met volledig digitale
controle, en hebben een voeding met geïntegreerde draad.
De lasmachines staan toe lasoperaties van hoge kwaliteit te realiseren
in Mig/Mag synergetisch continu, Tig en Mma en in Mig/Mag
synergetisch gepulseerd indien voorzien.
De draadvoeding is voorzien van een groep draadtrekken met 2
gemotoriseerde rollen met regeling onafhankelijk van de druk van
meeslepen. Het digitale controlepaneel is geïntegreerd met de kaart
van regeling met microprocessor en hierin zijn hoofdzakelijk drie
functionaliteiten gecondenseerd.
a) INSTELLING EN REGELING VAN DE PARAMETERS
Middels deze interface gebruiker is de instelling en de regeling van
de operatieve parameters, de selectie van de opgeslagen
programma's, de visualisering van de condities van staat en van de
waarde van de parameters op het display mogelijk.
b) OPROEP VAN VO ORO PGE SLAGEN SYNERGETI SCH E
PROGRAMMA'S VOOR MIG-MAG LASSEN
Deze programma's zijn voorbepaald en opgeslagen door de
fabrikant (dus niet wijzigbaar); wanneer een van deze
programma's wordt opgeroepen, kan de gebruiker een bepaald
werkpunt selecteren (dat overeenstemt met een set van
verschillende onafhankelijke parameters van lassen) waarbij een
enkele grootte wordt geregeld. Dit is het concept van SYNERGIE,
die toestaat uiterst gemakkelijk een optimale regeling van de
lasmachine te bekomen in functie van elke specifieke operatieve
conditie.
c) O PSL AAN /OP RO EPE N VA N GE PER SON ALI SEE RDE
PROGRAMMA'S
Deze functionaliteit is beschikbaar zowel wanneer men werkt in het
kader van een synergetisch programma, als in de manuele
modaliteit (in dit geval is de instelling van alle parameters van het
lassen arbitrair). Deze werkwijze staat de gebruiker toe een
specifieke lasoperatie op te slaan en vervolgens op te roepen.
De lasmachine is vooringesteld voor het gebruik met toor ts SPOOL
GUN, gebruikt voor het lassen van aluminium en stalen wanneer er
grote afstanden bestaan tussen de generator en het te lassen stuk.
LASBAARHEID VAN DE METALEN
MIG/MAG-FLUX: De lasmachine is aangewezen voor het lassen MIG
van aluminium en legeringen, het hardsolderen MIG typisch
uitgevoerd op verzinkte gewalste platen en het lassen MAG van de
koolstofstalen, laaggelegeerde staalsoorten en roestvrij stalen.
Bovendien is het lassen FLUX van gevulde soldeerdraden mogelijk,
zonder beschermend gas (self-shielding) waarbij de polariteit van de
toorts wordt aangepast aan de instructies van de fabrikant van de
draad.
Het lassen MIG van aluminium en haar legeringen moet uitgevoerd
worden gebruikmakend van volle draden met een samenstelling
compatibel met het te lassen materiaal en zuiver beschermend gas Ar
(99,9%).
Het hardsolderen MIG kan typisch uitgevoerd worden op verzinkte
gewalste platen met volle draden in koperlegering (vb. siliciumkoper of
aluminiumkoper) met zuiver beschermend gas Ar (99,9%).
Het lassen MAG van de koolstofstalen en laaggelegeerde
staalsoorten moet uitgevoerd worden gebruikmakend van zowel volle
als gevulde soldeerdraden met een samenstelling die compatibel is
met het te lassen materiaal, beschermend gas Co2, mengsels Ar/CO2
of Ar/CO2/O2m(Argon typisch > 80%).
Voor het lassen van de roestvrije stalen worden typisch gasmengsels
Ar/O2 of Ar/CO2 gebruikt (Ar typisch> 98%).
TIG: De lasmachine is aangewezen voor het lassen TIG in continue
stroom (DC) met ontsteking van de boog aan LIFT, geschikt voor het
gebruik met alle staalsoorten (koolstofstalen, laaggelegeerde en
hooggelegeerde staalsoorten) en van zware metaalsoorten (koper,
nikkel, titanium en legeringen) met zuiver beschermend gas Ar
(99,9%) ofwel, voor bijzondere gebruiken, met mengsels
Argon/Helium.
MMA: De lasmachine is aangewezen voor het lassen met elektrode
MMA in continue stroom (DC) met alle typologieën van beklede
elektroden.
HOOFDKENMERKEN:
- Monitor van de voedingsspanning
- Werking 2T/4T, Spot.
- Automatische herkenning van de toorts .
- Regeling helling van stijging, tijd van postgas, tijd van eindbranden
van de draad (burn-back).
- In het geheugen opslaan/herroepen van verpersoonlijkte
programma's.
- Voorinstelling gebruik toorts SPOOL GUN.
- Thermostatische bescherming.
- Inversie van de polariteit (Lassen FLUX)
ACCESSOIRES OP AANVRAAG
- Adapter fles Argon.
- Wagentje.
- Manuele afstandsbediening 1 potentiometer.
- Manuele afstandsbediening 2 potentiometers.
- Kit verbindingskabels.
- Kit lassen aluminium.
- Kit lassen gevulde soldeerdraad
- Kit lassen MMA.
- Kit lassen TIG DC.
- Zelfverdonkerend masker.
- Toorts MIG.
- Toorts TIG.
3.TECHNISCHE GEGEVENS
3.1 KENTEKENPLAAT
De belangrijkste gegevens m.b.t. het gebruik en de prestaties van de
lasmachine zijn samengevat op de kentekenplaat met de volgende
betekenis:
1- EUROPESE referentienorm voor de veiligheid en de bouw van de
machines voor booglassen.
2- Symbool van de binnenstructuur van de lasmachine.
3- Symbool van de voorziene lasprocedure.
4- Symbool S: wijst erop dat er lasoperaties mogen uitgevoerd
worden in een ruimte met een verhoogd risico van elektroshock
(vb. in de onmiddellijke nabijheid van grote metalen massa's).
5- Symbool van de voedingslijn:
1~: eenfase wisselspanning;
3~: driefasen wisselspanning.
6- Beschermingsgraad van het omhulsel.
7- Kentekens van de voedingslijn:
- U : Wisselspanning en voedingsfrequentie van de lasmachine
1
(toegelaten limieten ±10%).
- I : Maximum stroom verbruikt door de lijn .
1 max
- I : Effectieve voedingsstroom .
1eff
8- Prestaties van het lascircuit:
- U : maximum spanning piek leeg (lascircuit open).
0
- I /U : Genormaliseerde overeenstemmende stroom en spanning
2 2
die door de lasmachine tijdens het lassen kunnen verdeeld
worden.
- X : Verhouding intermittentie: duidt de tijd aan dat de machine de
overeenstemmende stroom kan verdelen (zelfde kolom). Wordt
uitgedrukt in %, op basis van een cyclus van 10min (vb. 60% = 6
minuten werk, 4 minuten pauze; en zo verder).
Ingeval de gebruiksfactoren (van de kentekenplaat, die
Fig. A
- 41 -
Page 42

verwijzen naar 40°C ruimte) overschreden worden, wordt de
ingreep van de thermische beveiliging bepaald ( de lasmachine
blijft in stand-by tot haar temperatuur terug binnen de
toegestane limieten ligt).
- A/V-A/V: Duidt de gamma aan van de regeling van de lasstroom
(mini mum - ma xi mum) aan de ove reenste mmende
boogspanning.
9- Inschrijvingsnummer voor de identificatie van de lasmachine
(noodzakelijk voor de technische service, de aanvraag van reserve
onderdelen en het opzoeken van de oorsprong van het product).
10- : De waarde van de zekeringen met vertraagde werking
moet voorzien worden voor de bescherming van de lij.
11- Symbolen m.b.t. de veiligheidsnormen waarvan de betekenis
aangeduid is in hoofdstuk 1 “Algemene veiligheid voor het
booglassen ”.
Opmerking: Het aangegeven voorbeeld van de kentekenplaat geeft
een indicatieve aanwijzing van de betekenis van de symbolen en van
de cijfers; de exacte waarden van de technische gegevens van de
lasmachine in uw bezit moeten rechtstreeks genomen worden van de
kentekenplaat van de lasmachine zelf.
ANDERE TECHNISCHE GEGEVENS:
-LASMACHINE : zie tabel 1 (TAB.1)
-TOORTS MIG : zie tabel 2 (TAB.2)
-TOORTS TIG : zie tabel 3 (TAB.3)
-TANG ELEKTRODENHOUDER : zie tabel 4 (TAB.4)
Het gewicht van de lasmachine staat aangegeven in tabel 1 (TAB.
1).
4. BESCHRIJVING VAN DE LASMACHINE
INRICHTINGEN VAN CONTROLE, REGELING EN AANSLUITING
LASMACHINE (FIG. B)
Op de voorkant:
1- Controlepaneel (zie beschrijving).
2- Negatieve snapmofverbinding (-) voor lopende laskabel
(massakabel voor MIG en MMA, kabel toor ts voor TIG).
3- Positieve snapmofverbinding (+) voor massakabel lassen TIG
(lopende laskabel voor MMA)
4- Gecentraliseerde aansluiting voor toorts MIG (Euro).
5- Connector 14p voor de verbinding van de afstandsbediening en
spool gun
Op de achterkant :
6- Hoofdschakelaar ON/OFF.
7- Aansluiting gasbuis (fles) voor lassen MIG.
8- Voedingskabel met kabelblokkering .
Haspelruimte:
9- Positieve klem (+).
10- Negatieve klem (-).
N.B.: inversie polariteit voor lassen FLUX (no gas).
CONTROLEPANEEL VAN DE LASMACHINE (FIG. C)
1- LED van Alarmmelding (de output van de lasmachine is
geblokkeerd). Op het display (4) verschijnt een alarmmelding.
De reset van de lasmachine is automatisch bij het ophouden van
de oorzaak van het alarm.
2- LED aanwezigheid spanning in uitgang (output actief).
3- LED van signalering programmering lasmachine.
4- Alfanumeriek display met 3 digit. Duidt aan:
- de lasstroom in ampères.
De aangeduide waarde is de ingestelde waarde, met
lasmachine leeg, en is de reële tijdens de werking.
- een alarmmelding met de volgende codering :
-"AL. 1": Er heeft zich een ingreep voorgedaan van de
veiligheidsthermostaat van het primair circuit wegens
de verhitting van de machine (alleen versie MIG Pulse).
-"AL. 2": Er heeft zich een ingreep voorgedaan van een van de
twee veiligheidsthermostaten wegens de verhitting van
de machine.
-"AL. 3": Anomalie in de primaire voeding: de voedingsspanning
valt buiten de rang +/- 15% in vergelijking met de
waarde van de plaat.
OPGELET: Het overschrijden van de voornoemde
bovenste limiet van spanning zal de inrichting
zwaar beschadigen.
-"AL. 4": Anomalie in de primaire voeding: ingreep bescherming
wegens verhitting van de voedingslijn (alleen versie
MIG Pulse).
-"AL. 7": Men heeft geprobeerd te lassen in MIG/MAG aan een
excessieve stroom voor de generator.
-"AL. 8": Anomalie in het lascircuit MIG/MAG (alleen versie MIG
Pulse). OPGELET: in dit geval, voor de reset moet de
4a, 4b, 4c, 4d, 4e- LED van aanwijzing meeteenheid in uitvoering
5- Bedieningsknop encoder.
6- Toets van oproepen (LOAD) van de verpersoonlijkte
7- Toets van in het geh eugen opslaan (STORE) van
8- Toets van selectie van de lasprocedure .
inrichting uit- en terug aangeschakeld worden.
(ampères, volt, seconden, percentage meters/minuten).
Staat de regeling toe van de lasstroom.
lasprogramma's.
verpersoonlijkte lasprogramma's .
Wanneer men op de toets drukt gaat de led aan ter hoogte van de
lasmodaliteit die men wenst te gebruiken:
- : MIG/MAG in PULSE ARC (indien voorzien).
- : MIG/MAG/FLUX in SHORT/SPRAY ARC.
- : elektrode MMA.
- : TIG-DC met ontsteking aan LIFT.
9- Toets van selectie lasproces.
Wanneer de machine in de modaliteit MIG/MAG/FLUX staat, is
het mogelijk te kiezen tussen bediening met 2 tijden, 4 tijden of
met timer van puntlassen ( SPOT).
10- Toets van selectie type materiaal.
Stelt de werkwijze in op basis van het materiaal of de procedure.
Is alleen actief indien men zich in synergie bevindt (13).
11- Toets van selectie diameter draad staat toe de diameter van
de draad in te stellen. Voor de diameter 1.2mm moet men
ingrijpen op de drukknop tot aan het aangaan van beide leds die
overeenstemmen met de diameters i 0.6 en 0.8mm.
Is alleen actief indien men zich in synergie bevindt (13).
12- Toets van selectie afstandsbediening.
- Met LED verlicht, zijn de bedieningen op het paneel van
de lasmachine actief.
- Met LED verlicht, kan de regeling uitsluitend worden
uitgevoerd vanop de afstandsbediening:
a) bediening met een potentiometer: vervangt de functie van
de encoder (5).
b) bediening twee potentiometers: vervangt de functie van de
encoder (5) en van de hulpparameter.
c) afstandsbediening met pedaal: vervangt de functie van de
encoder (5) in de modaliteit Tig.
13- Toets van selectie lassen in synergie. Om de synergetische
werking van de machine in te stellen in lassen MIG/MAG moet
men ingrijpen op de drukknop.
OPGELET Ook indien de machine toestaat alle parameters vrij in
te stellen, bestaan er bijzondere combinaties van parameters die
geen betekenis hebben vanuit elektrisch standpunt of vanuit het
standpunt van het lassen. De lasmachine zal evenwel niet
beschadigd worden ook al werkt ze dan misschien niet volgens
deze niet correcte instelling.
14- Toets van selectie van de lasparameters.
Wanneer men opeenvolgend de toets indrukt, wordt een van de
LEDS verlicht van (14a) tot (14i) waaraan een specifieke
parameter gekoppeld is. De instelling van de waarde van iedere
geactiveerde parameter kan uitgevoerd worden middels de
ENCODER (5) en wordt aangeduid op het display (4).
Opmerking: de parameters die niet door de operator kunnen
gewijzigd worden, naargelang men aan het werken is met een
synergetisch programma of in de manuele modaliteit, worden
automatisch uitgesloten door de selectie; de overeenstemmende
LED wordt niet verlicht.
14a- parameter 1: Selecteert de lasspanning. In
MIG/MAG/FLUX regelt de lasspanning in Volt of de boogcorrectie
in synergie (alleen voor MIG/MAG). In het lassen wordt de
spanning in uitgang van de generator gevisualiseerd.
14b- parameter 2:Stelt de snelheid van de draad of de
lasstroom in. In MIG/MAG/FLUX is de snelheid van voorwaartse
beweging van de draad in meters per minuut. In MMA is de
lasstroom gemeten in Ampères. In het lassen wordt de stroom in
uitgang van de generator gevisualiseerd.
14c- parameter 3: Arc force of Elektronische reactantie. In
MMA is de arc force of regeling van de penetratie van de boog. In
MIG/MAG/FLUX heeft dit een soortgelijke betekenis maar neemt
de naam van elektronische reactantie .
14d- parameter 4: Helling van acceleratie: In MIG/MAG/FLUX
regelt het afhellen van de helling van acceleratie van de motor
draadtrekker.
14e- parameter 5: Burn back time : in MIG/MAG/FLUX regelt het
tijdsinterval dat verloopt tussen het ogenblik van stilstand van
draad en dat waarop de uitgangsstroom op nul wordt afgesteld.
14f- parameter 6: Postgas. In MIG/MAG/FLUX regelt de tijd van
postgas in seconden.
14g- parameter 7: Helling van daling. MIG/MAG is de tijd van
de helling van daling (alleen in synergie (13)).
14h- parameter 8: Tijd van spot. In MIG/MAG/FLUX regelt de
tijdsduur van de lasstroom in puntlassen (SPOT).
- 42 -
Page 43

14i- Parameter 9: Tijd van pauze in puntlassen
MIG/MAG/FLUX regelt de tijdsduur van de pauze tussen een
operatie van puntlassen en de volgende. Met instelling op 0 sec
om de volgende operatie van puntlassen uit te voeren, moet men
de drukknop toorts loslaten en vervolgens terug indrukken.
IN HE T GEH EUGEN OP SL AAN EN OPROEP EN VA N
VERPERSOONLIJKTE PROGRAMMA'S
Inleiding
De lasmachine staat toe verpersoonlijkte werkprogramma's m.b.t. een
set van parameters geldig voor een bepaalde lasoperatie in het
geheugen op te slaan (STORE). Ieder verpersoonlijkt programma kan
opgeroepen worden (LOAD) op gelijk welk ogenblik en stelt hierbij de
lasmachine “klaar voor het gebruik” voor een eerder geoptimaliseerd
specifiek werk ter beschikking van de gebruiker. De lasmachine staat
het in het geheugen opslaan van 9 verpersoonlijkte programma's toe.
Procedure van in het geheugen opslaan (STORE)
Nadat men de lasmachine op een optimale manier geregeld heeft voor
een bepaalde lasoperatie, als volgt tewerk gaan (FIG.C):
a) De toets (7) “STORE” indrukken gedurende 3 seconden.
b) “St_ ” verschijnt op het display (4) en een nummer bevat tussen 1 en
9.
c) Aan d e knop (5) draaien en het nummer kiezen waarmee men het
programma in het geheugen wenst op te slaan.
d) Opnieuw de toets (7) “STORE” indrukken:
- indien de toets “STORE” langer dan 3 seconden wordt ingedrukt,
werd het programma correct in het geheugen opgeslagen en
verschijnt het opschrift “YES”;
- indien de toets “STORE” minder dan 3 seconden wordt ingedrukt,
werd het programma niet in het geheugen opgeslagen en
verschijnt het opschrift “ no”.
Procedure van oproepen (LOAD)
Als volgt tewerk gaan (zie FIG.C):
a) Drukken op de toets (6) “LOAD” gedurende 3 seconden.
b) “Ld_ ” verschijnt op het display (4) en een nummer bevat tussen 1 en
9.
c) Aan de knop (5) draaien en het nummer kiezen waarmee het
programma dat men nu wenst te gebruiken in het geheugen werd
opgeslagen.
d) Opnieuw drukken op de toets (6) “LOAD”:
- indien de toets “LOAD” langer dan 3 seconden wordt ingedrukt
werd het programma correct opgeroepen en verschijnt het
opschrift “YES”;
- indien de toets “LOAD” minder dan 3 seconden werd ingedrukt
werd het programma niet opgeroepen en verschijnt het opschrift “
no”.
OPMERKING: tijdens de operaties met de toets “store” en “load” is de
led prg verlicht.
5. INSTALLATIE
______________________________________________________
OPGELET! ALLE OPERATIES VAN INSTALLATIE EN
ELEKTRI SC HE AAN SLUITINGEN UITVOEREN ME T DE
L AS M AC H IN E VO LL E DI G U I T GE SC H AK E LD E N
LOSGEKOPPELD VAN HET VOEDINGSNET.
DE ELEKTRISCHE AANSLUITINGEN MOETEN UITSLUITEND
UITGEVOERD WORDEN DOOR ERVAREN OF GEKWALIFICEERD
PERSONEEL.
______________________________________________________
Assemblage beschermend masker
Assemblage retourkabel- tang
Assemblage laskabel -tang elektrodenhouder
PLAATSING VAN DE LASMACHINE
De plaats van installatie van de lasmachine identificeren zodanig dat
er zich geen hindernissen bevinden ter hoogte van de opening van de
ingang en de uitgang van de koellucht (geforceerde circulatie middels
ventilators, indien aanwezig); tegelijkertijd controleren of er geen
geleidend stof, corrosieve dampen, vocht, enz. aangezogen worden.
Minstens 250mm ruimte vrijhouden rond de lasmachine.
_________________________________________________________________________________
OPGELET! De lasmachine plaatsen op een horizontaal
oppervlak met een adequaat draagvermogen voor het gewicht
teneinde de kanteling of gevaarlijke verplaatsingen te
voorkomen.
_________________________________________________________________________________
AANSLUITING OP HET NET
- Voordat men gelijk welke elektrische aansluiting uitvoert, moet
men verifiëren of de gegevens van de kentekenplaat
overeenstemmen met de spanning en de frequentie van het net die
beschikbaar zijn op de plaats van installatie.
- De lasmachine moet uitsluitend aangesloten worden op een
voedingssysteem met een neutraalgeleider verbonden met de
aarde.
- Om de bescherming tegen onrechtstreeks contact te garanderen,
differentiaalschakelaars gebruiken van het type:
Fig. D
Fig. E
Fig. F
- Type A ( ) voor eenfase machines;
- Type B ( ) voor driefasen machines.
- Teneinde te voldoen aan de vereisten van de Norm EN 61000-3-11
(Flicker) raadt men aan de lasmachine te verbinden met de punten
van interface van het voedingsnet die een impedantie hebben
kleiner dan Zmax =0,18 ohm.
Stekker en contact
Een genormaliseerde stekker, (2P + T) met een adequaat vermogen
met de voedingskabel verbinden en een contact van het net
voorinstellen uitgerust met zekeringen of een automatische
schakelaar; een speciale terminal van de aarde moet verbonden
worden met de aardegeleider (geel-groen) van de voedingslijn. De
tabel (TAB.1) geeft de aanbevolen waarden in ampères van de
vertraagde zekeringen van de lijn gekozen op basis van de max.
nominale stroom verdeeld door de lasmachine en van de nominale
voedingsspanning.
_________________________________________________________________________________
OPGELET! Het niet in acht nemen van de voornoemde regels
maakt het door de fabrikant voorzien veiligheidssysteem
inefficiënt (klasse I) met daaruit volgende zware risico's voor de
personen (vb. elektroshock) en voor de dingen (vb. brand).
_________________________________________________________________________________
VERBINDINGEN VAN HET LASCIRCUIT
_________________________________________________________________________________
OPGELET! VOORDAT MEN DE VOLGENDE VERBINDINGEN
UITVOERT, MOET MEN CONTROLEREN OF DE LASMACHINE
UITGESCHAKELD IS EN LOSGEKOPPELD IS VAN HET
VOEDINGSNET.
De Tabel (TAB. 1) geeft de aanbevolen waarden voor de laskabels (in
2
mm ) op basis van de maximum stroom verdeeld door de lasmachine.
_________________________________________________________________________________
MIG/MAG-FLUX LASSEN
Verbinding met de gasfles
Oplaadbare gascilinder op het steunvlak van het wagentje max 60 kg
- De drukreductor vastdraaien op de klep van de gasfles en hierbij de
speciale reductie tussenplaatsen die als accessoire wordt
geleverd, wanneer gas Argon of een mengsel Argon/CO wordt
gebruikt.
- De ingangsbuis van het gas verbinden met de reductor en het
strookje in dotatie vastzetten.
- De beslagring voor de regeling van de drukreductor loszetten
voordat de klep van de gasfles geopend wordt.
Verbinding retourkabel van de lasstroom
- Moet verbonden worden met het te lassen stuk of met de metalen
bank waarop het steunt, zo dicht mogelijk bij de koppeling in
uitvoering.
Verbinding toorts
- De toorts in de desbetreffende connector steken en hierbij met de
hand de beslagring van blokkering tot op het einde toe vastdraien.
- Deze voorinstellen voor de eerste lading van de draad, en hierbij de
sproeier en het contactbuisje demonteren om het buitenkomen
ervan te vergemakkelijken.
LASSEN FLUX
De verbindingen van de kabel retour massa en de toorts zijn analoog
aan het lassen MIG/MAG, de polariteit van spanning (FIG.B (9)-(10))
in de haspelruimte moet veranderd worden zoals wordt aangegeven
op het etiket.
Verbinding Spool Gun (FIG.B)
- De Spool Gun (4) verbinden met de gecentraliseerde aansluiting en
hierbij tot op het einde aan de beslagring van vasthechting draaien.
- De connector (5) van de bedieningskabel in het speciaal daar toe
bestemd contact steken; de lasmachine herkent op automatische
wijze de Spool Gun.
LASSEN TIG
Verbinding van de gasfles
Oplaadbare gasfles op het steunblad van het wagentje plaatsen max
60 kg
- De drukreductor vastdraaien op de klep van de gasfles en hierbij de
desbetreffende als accessoire geleverde reductie installeren, voor
gas Argon.
- De ingangsbuis van het gas verbinden met de reductor en het
strookje in dotatie vastdraaien; vervolgens het ander uiteinde van
de buis verbinden met de desbetreffende verbinding aanwezig in de
toorts Tig met kraantje.
- De beslagring van afstelling van de drukreductor loszetten voordat
men de klep van de fles opent.
Verbinding van de kabel van retour van de lasstroom
- De kabel verbinden met het te lassen stuk of de metalen bank
waarop dit gesteund is, zo dicht mogelijk bij de koppeling in
uitvoering.
- De kabel op de lasmachine verbinden met de snapmofverbinding
(+).
Verbinding van de toorts Tig (FIG.M)
- De toorts TIG verbinden met de snapmofverbinding (-) op het
voorste paneel van de lasmachine .
MMA-LASSEN
Bijna alle beklede elektroden moeten verbonden worden met de
- 43 -
2
Page 44
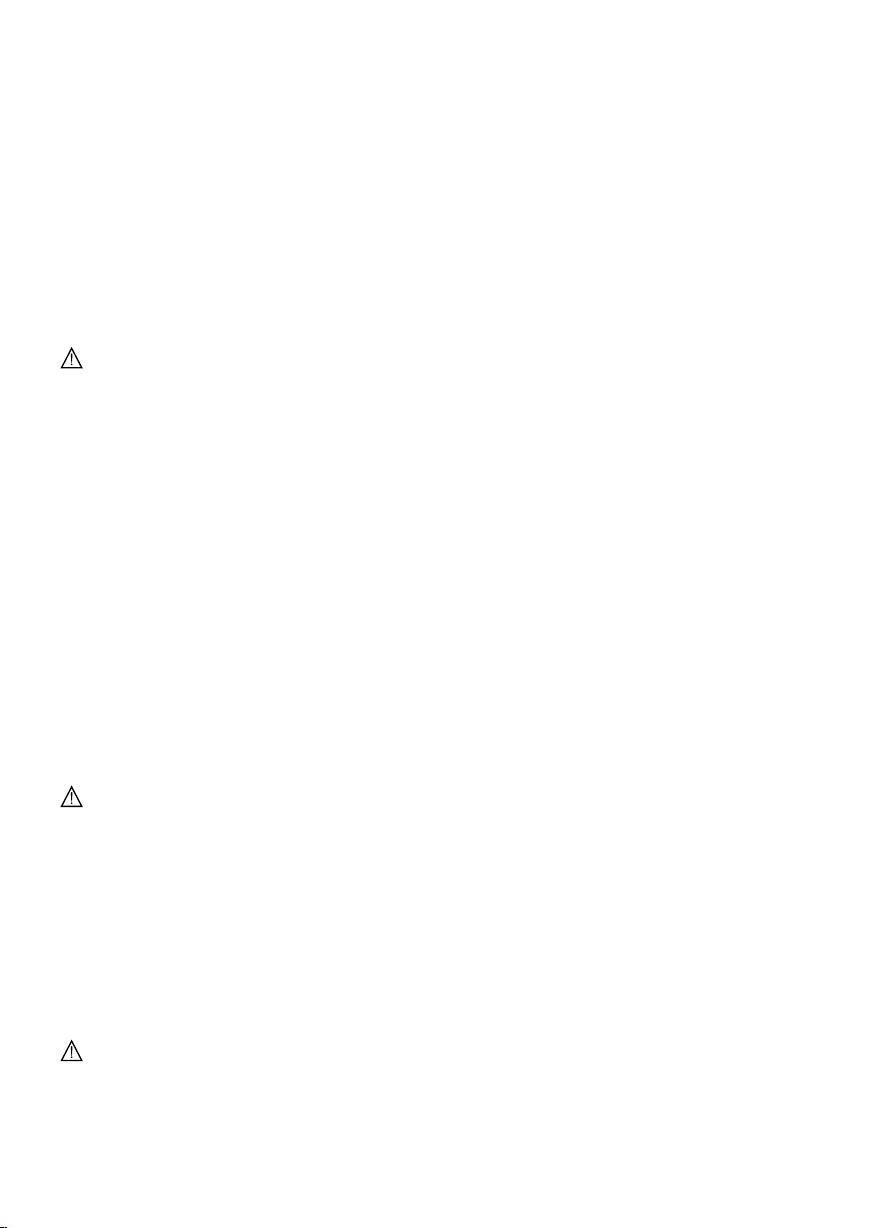
positieve pool (+) van de generator; uitzonderlijk met de negatieve pool GUN OVEREENSTEMMEN MET DE DIAMETER EN DE AARD VAN
(-) voor elektroden met zure bekleding. DE DRAAD DIE MEN WENST TE GEBRUIKEN EN OF ZE CORRECT
Verbinding laskabel tang-elektrodenhouder
Brengt op de terminal een speciale klem die dient om het onbedekt
gedeelte van de elektrode vast te zetten.
Deze kabel moet verbonden worden met de klem met het symbool
(+).
Verbinding retourkabel van de lasstroom
Moet verbonden worden met het te lassen stuk of met de metalen bank
waarop het steunt, zo dicht mogelijk bij de koppeling in uitvoering.
Deze kabel moet verbonden worden met de klem met het symbool (-). - Het uiteinde van de draad vrijmaken, het vervormd uiteinde ervan
Aanbevelingen:
- De connectors van de laskabels tot op het einde toe draaien in de
snapmofverbindingen (indien aanwezig), om een perfect elektrisch
contact te garanderen; zoniet zullen er zich verhittingen van de
connectors zelf voordoen met een bijhorende snelle slijtage en
verlies van efficiëntie.
- De kortst mogelijke laskabels gebruiken.
- Vermijden metalen structuren te gebruiken die geen deel uitmaken schroef van regeling .
van het stuk in bewerking, ter vervanging van de retourkabel van de
lasstroom; dit kan gevaarlijk zijn voor de veiligheid en
onbevredigende resultaten geven voor het lassen.
LADING DRAAD SPOEL (FIG. G)
______________________________________________________ de drukknop toorts loslaten.
OPGELET! VOORDAT MEN BEGINT MET DE
LAADOPERATIES VAN DE DRAAD, MOET MEN CONTROLEREN
OF DE LASMACHINE UITGESCHAKELD IS EN LOSGEKOPPELD
IS VAN HET VOEDINGSNET.
______________________________________________________
VERIFIËREN OF DE ROLLEN DRAADTREKKER, HET OMHULSEL
DRAADGELEIDER EN HET CONTACTBUISJE VAN DE TOORTS
OVEREENSTEMMEN MET DE DIAMETER EN DE AARD VAN DE
DRAAD DIE MEN WENST TE GEBRUIKEN EN OF ZE CORRECT
GEMONTEERD ZIJN. TIJDENS DE FASEN VAN INVOER VAN DE
DRAAD GEEN BESCHERMENDE HANDSCHOENEN DRAGEN.
- De ruimte haspel openen.
- De draadspoel op de haspel plaatsen, en hierbij het uiteinde van de
draad naar boven houden, controleren of de aandrijfpin van de
haspel op correcte wijze in het voorzien gat behuisd is (1a).
- De contrarol/rollen van druk vrijmaken en verwijderen van de
onderste rol/rollen (2a).
- Verifiëren of de rol/rollen van tractie geschikt is/zijn voor de
gebruikte draad (2b).
- Het uiteinde van de draad vrijmaken, het vervormd uiteinde recht
en zonder bramen afknippen, de spoel draaien tegen de wijzers
van de klok en het uiteinde van de draad in de draadgeleider van de
ingang steken en 50-100mm in de draadgeleider van de
aansluiting toorts (2c) duwen.
- De contrarol/rollen terugplaatsen en de druk ervan regelen op een
gemiddelde waarde; verifiëren of de draad correct geplaatst is in
de uitholling van de onderste rol (3).
- De haspel lichtjes afremmen door in te grijpen op de
desbetreffende stelschroef geplaatst in het midden van de haspel
zelf (1b) .
- De sproeier en het contactbuisje wegnemen (4a) .
- De stekker in het sto pcontact ste ken, de las machine
aanschakelen, de drukknop toorts of de drukknop voorwaartse
beweging draad op het bedieningspaneel (indien aanwezig)
indrukken en wachten tot het uiteinde van de draad, nadat hij heel
het omhulsel van de draadgeleider doorlopen heeft 10-15cm uit
het voorste gedelete van de toorts steekt, de drukknop loslaten.
_________________________________________________________________________________
OPGELET! Tijdens deze operaties is de draad onder
elektrische spanning onderworp en aan me chanische
i n sp an ni ng en ; in d ie n m en nie t d e g es ch ik te
voorzorgsmaatregelen treft, kan dit leiden tot gevaar voor
elektroshock, kwetsingen en ontstaan van elektrische bogen.
_________________________________________________________________________________
- Het mondstuk van de toorts niet tegen lichaamsdelen richten.
- De toorts niet naar de gasfles brengen.
- Het contactbuisje en de sproeier terug op de toorts monteren (4b).
- Verifiëren of de voorwaartse beweging van de draad regelmatig
verloopt; de druk van de rollen en de afremming van de haspel
ijken op de mogelijke minimum waarden en hierbij verifiëren of de
draad niet glijdt in de uitholling en of op het ogenblik van de stilstand
van de tractie de draadwikkelingen niet los geraken wegens een
excessieve inertie van de spoel.
- Het uiteinde van de uit de sproeier komende draad op 10-15mm
afknippen.
- De ruimte haspel sluiten.
LADEN SPOEL OP HET SPOOL GUN (FIG.H)
______________________________________________________
OPGELET:VOORDAT MEN DE OPERATIES VAN LADEN VAN
DE DRAAD START, MOET MEN CONTROLEREN OF DE
LASMACHINE UITGESCHAKELD EN LOSGEKOPPELD IS VAN
HET VOEDINGSNET EN OF HET SPOOL GUN LOSGEKOPPELD
IS VAN DE LASMACHINE .
______________________________________________________
VERIFIÉREN OF DE ROLLEN DRAADTREKKER, HET OMHULSEL
DRAADGELEIDER EN HET CONTACTBUISJE VAN HET SPOOL
GEMONTEERD ZIJN . TIJDENS DE FASEN VAN HET INSTEKEN
VAN DE DRAAD GEEN BESCHERMENDE HANDSCHOENEN
DRAGEN .
- Het deksel wegnemen en hierbij de desbetreffende schroef
losdraaien (1).
- De spoel van de draad op de haspel plaatsen .
- De contrarol van druk vrijlaten en verwijderen van de onderste rol
(2).
afknippen met een duidelijke snede zonder braam; de spoel tegen
de wijzers van de klok draaien en het uiteinde van de draad in de
draadgeleider van ingang steken en deze duwen met 50-100mm
aan de binnenkant van de lans(2).
- De contrarol terugplaatsen en de druk ervan regelen op een
gemiddelde waarde en controleren of de draad correct geplaatst is
in de uitholling van de onderste rol (3).
- De haspel lichtjes remmen en hierbij ingrijpen op de desbetreffende
- A Spool gun is verbonden, de stekker van de lasmachine in het
voedingscontact steken, de lasmachine aanschakelen en drukken
op de drukknop van het spool gun en wachten tot het uiteinde van
de draad het hele omhulsel draadtrekker heeft doorlopen en
buitenkomt met 100-150mm uit het voorste gedeelte van de toorts ,
VERVANGING VAN HET OMHULSEL DRAADGELEIDER IN DE
TOORTS (FIG. I)
Voordat men overgaat tot de vervanging van het omhulsel, moet men
de kabel van de toorts uitstrekken en hierbij vermijden dat deze
bochten maakt.
Spiraalvormig omhulsel voor stalen draden
1- De sproeier en het contactbuisje van het kopstuk van de toorts
losdraaien.
2- De moer omhulselblokkering van de centrale connector losdraaien
en het bestaande omhulsel wegnemen.
3- Het nieuw omhulsel in de leiding van de kabel-toorts steken en
zachtjes duwen tot ze uit het kopstuk van de toorts komt.
4- De moer omhulselblokkering met de hand terug vastdraaien.
5- Het teveel aan omhulsel juist afsnijden en het hierbij lichtjes
samendrukken; terug wegnemen uit de kabel-toorts.
6- De zone van het afsnijden van het omhulsel afronden en terug
invoeren in de leiding van de kabel-toorts.
7- Vervolgens de moer terug vastdraaien en vastzetten met een
sleutel.
8- Het contactbuisje en de sproeier terug monteren.
Omhulsel in synthetisch materiaal voor aluminium draden
De operaties 1, 2, 3 uitvoeren zoals aangeduid wordt voor het omhulsel
voor stalen draden (4, 5, 6, 7, 8 niet in acht nemen).
9- Het contactbuisje voor aluminium terug vastdraaien en hierbij
verifiëren of het in contact komt met het omhulsel.
10- Op het tegenovergesteld uiteinde van het omhulsel (kant
aansluiting toorts) de koperen nipple, de OR-ring invoeren en
hierbij het omhulsel lichtjes gedr ukt houden, de moer
omhulselblokkering vastdraaien. Het stuk van het omhulsel dat
teveel is, zal vervolgens in de juiste mate verwijderd worden (zie
(13)).
Uit de aansluiting toorts van de draadtrekker de vertakte buis voor
omhulsels stalen draden uittrekken.
11- DE VERTAKTE BUIS IS NIET VOORZIEN voor omhulsels
aluminium draden met diameter 1,6-2,4mm (gele kleur); het
omhulsel zal dus ingevoerd worden in de aansluiting toorts zonder
deze.
De vertakte buis afsnijden voor omhulsels aluminium draden met
diameter 1-1,2mm (rode kleur) op een maat onder de 2mm circa in
vergelijking met die van de buis stalen draden, en invoeren op het
vrije uiteinde van het omhulsel.
12- De toorts invoeren en blokkeren in de aansluiting van de
draadtrekker; het omhulsel markeren op 1-2mm afstand van de
rollen; de toorts terug uittrekken.
13- Het omhulsel afsnijden op de voorziene maat, zonder de
ingangsopening te vervormen. De toorts terug monteren in de
aansluiting van de draadtrekker en de gassproeier monteren.
6. MIG/MAG-LASSEN
MODALITEIT VAN TRANSFER SHORT ARC (KORTE BOOG)
Het smelten van de draad en het loskomen van de druppel is het
resultaat van opeenvolgende kortsluitingen van de draadpunt in het
smeltbad (tot 200 maal per seconde).
Koolstofstaal en gelegeerde staalsoorten
- Bruikb are draad diamete rs: 0,6-1,2mm
- Lasstroomgamma: 40-210A
- Boogspanningsgamma: 14-23V
- Bruikbaar gas: CO en mengsel Ar/CO , Ar/CO /O
Roestvrije stalen
- Bruikbare draaddiameters: 0,8-1mm
- Lasstroomgamma: 40-160A
- Boogspanningsgamma: 14-20V
- Bruikbaar gas: mengsel Ar/O , Ar/CO (1-2%)
Aluminium en legeringen
- Bruikbare draaddiameters: 0,8-1,6mm
- Lasstroomgamma: 75-160A
- Boogspanningsgamma: 16-22V
- Bruikbaar gas: Ar 99,9%
2 2 2 2
2 2
Typisch moet het contactbuisje gelijk liggen met de sproeier of er
- 44 -
Page 45

lichtjes uitsteken met de fijnste draden en lagere boogspanningen; De indicatieve waarden van de stroom in het manueel lassen voor de
de vrije lengte van de draad (stick-out) zal normaal liggen tussen 5 meest gebruikte draden staan aangeduid in de tabel (TAB. 5).
en 12mm.
Toepassing: Lassen in elke stand, op dunne dikten of voor een
eerste operatie binnen afrondingen bevorderd door de beperkte
thermische bijdrage en het goed controleerbaar bad.
Opmerking: De transfer SHORT ARC voor het lassen van
aluminium en legeringen moet nauwkeurig worden toegepast
(vooral met draden met een diameter >1mm) omdat er zich hierbij
het risico van defecten van smelting kan voordoen.
MODALITEIT VAN TRANSFER SPRAY ARC (SPRAY BOOG)
Het smelten van de draad vindt plaats onder hogere spanningen ten
opzichte van de “short arc”; de draadpunt komt niet meer met het
smeltbad in contact; vanaf de punt van het draad begint de boog waar
de metaaldruppels, die afkomstig zijn van het constante smelten van
de draadelektrode, doorheen gaan, zonder kortsluiting dus.
Koolstofstaal en gelegeerde staalsoorten
- Bruikbare draaddiameters: 0,8-1,6mm
- Lasstroomgamma: 180-450A
- Boogspanningsgamma: 24-40V
- Bruikbaar gas: mengsel Ar/CO , Ar/CO /O
Roestvrije stalen
- Bruikbare draaddiameters: 1-1,6mm
- Lasstroomgamma: 140-390A
- Boogspanningsgamma: 22- 32V
- Bruikbaar gas: mengsel Ar/O , Ar/CO (1-2%)
Aluminium en legeringen
- Bruikbare draaddiameters: 0,8-1,6mm
- Lasstroomgamma: 120-360A
- Boogspanningsgamma: 24-30V
- Bruikbaar gas: Ar 99,9%
Typisch moet het contactbuisje zich aan de binnenkant van de
sproeier van 5-10mm bevinden, des te groter naarmate de
boogspanning hoger ligt; de vrije lengte van de draad (stick-out) zal
normaal liggen tussen 10 en 20mm.
In MODALITEIT MANUEEL (“PRG 0”), eens dat de parameters
snelheid draad en spanning boog correct geselecteerd zijn (d.w.z.
met compatibele waarden) is de te selecteren waarde van reactantie
onverschillig.
Toepassing: Horizontaal lassen met dikten niet lager dan 3-4mm
(heel vloeibaar bad); de snelheid van uitvoering en het gehalte van
afzet liggen heel hoog (hoge thermische bijdrage).
MODALITEIT VAN TRANSFER PULSE ARC (GEPULSEERDE
BOOG) (INDIEN VOORZIEN)
Het betreft een “gecontroleerde” transfer geplaatst in de zone van
werking “spray-arc” (gewijzigde spray-arc) en bezit dus de voordelen
van snelheid van smelting en afwezigheid van projecties en breidt zich
uit tot aanzienlijk lage waarden van stroom zodanig dat ook vele
typische toepassingen van de “short-arc” kunnen gerealiseerd
worden.
Met elke stroomimpuls stemt de afscheiding van een afzonderlijke
druppel van de elektrodendraad overeen; het fenomeen gebeurt met
een frequentie propor tioneel met de snelheid van voorwaartse
beweging van de draad met een variatie gekoppeld aan het type en de
diameter van de draad zelf (typische waarden van frequentie: 30300Hz).
Koolstofstaal en gelegeerde staalsoorten
- Bruikbare draaddiameters: 0,8-1,6mm
- Lasstroomgamma: 60-360A
- Boogspanningsgamma: 18-32V
- Bruikbaar gas: mengsel Ar/CO , Ar/CO /O
(CO max 20%)
2
Roestvrije stalen
- Bruikbare draaddiameters: 0,8-1,2mm
- Lasstroomgamma: 50-230A
- Boogspanningsgamma: 17-26V
- Bruikbaar gas: mengsel Ar/O , Ar/CO (1-2%)
Aluminium en legeringen
- Bruikbare draaddiameters: 0,8-1,6mm
- Lasstroomgamma: 40-320A
- Boogspanningsgamma: 17-28V
- Bruikbaar gas: Ar 99,9%
Typisch moet het contactbuisje zich aan de binnenkant van de
sproeier van 5-10mm bevinden, hoe hoger de boogspanning is, zal de
vrije lengte van de draad (stick-out) normaal tussen 10 en 20mm
liggen.
Toepassing: lassen in “stand” op gemiddeld-lage diktes en op
thermisch overgevoelige materialen, bijzonder geschikt voor het
lassen op lichte legeringen (aluminium en zijn legeringen) ook op
diktes onder de 3mm.
REGELING VAN DE LASPARAMETERS
Beschermend gas
Het vermogen van het beschermend gas moet zijn :
short arc: 8-14 l/min
in functie van de intensiteit van de lasstroom en van de diameter van
de blaaspijp.
Lasstroom
Wordt bepaald voor een bepaalde diameter van de draad door zijn
snelheid van voorwaartse beweging. Men dient hierbij op te merken
dat met een gelijke gevraagde stroom de snelheid van voorwaartse
beweging van de draad omgekeerd proportioneel is met de diameter
van de gebruikte draad.
2 2 2
2 2
2 2 2
2 2
Boogspanning
De boogspanning kan door de operator geregeld worden door te
draaien aan de encoder (FIG.C (5)); deze past zich aan de snelheid
van voorwaartse beweging van de draad (stroom) aan op basis van de
diameter van de gebruikte draad en de aard van het beschermend
gas, op een progressieve manier volgens de volgende verhouding die
er een gemiddelde waarde van geeft:
U = (14 + 0,05 x I )
2 2
waar: U :Boogspanning in volt;
Kwaliteit van het lassen
De kwaliteit van de lasnaad samen met de minimum geproduceerde
hoeveelheid spatten, zal hoofdzakelijk bepaald worden door het
evenwicht van de lasparameters: stroom(snelheid draad), diameter
van de draad, boogspanning, enz.
Op dezelfde wijze zal de stand van de toorts aangepast worden aan de
afbeeldingen op de figuur (FIG. L), teneinde een excessieve productie
van spatten en defecten van de lasnaad te voorkomen.
Ook de snelheid van het lassen (snelheid van voorwaartse beweging
langs de verbinding) is een doorslaggevend element voor de correcte
uitvoering van de lasnaad; hiermee moet men rekening houden
samen met de andere parameters; vooral op het einde van de
penetratie en van de vorm van de lasnaad zelf.
De meest voorkomende defecten van het lassen zijn samengevat in
TAB.8.
LASSEN TIG (DC)
Het lassen TIG is een lasprocedure die de warmte gebruikt die
geproduceerd wordt door de elektrische boog die ontstoken en
behouden wordt, tussen een elektrode (Tungsteen) en het te lassen
stuk. De elektrode van Tungsteen wordt ondersteund door een toorts
geschikt om de lasstroom over te brengen en de elektrode zelf en het
lasbad te beschermen tegen de atmosferische oxidatie middels een
stroom inert gas (normaal Argon: Ar 99,5%) dat uit de ceramiek
blaaspijp komt (FIG. M).
Voor een goede lasoperatie moet men de juiste diameter van
elektrode gebruiken met de juiste stroom, zie tabel (TAB.6).
Het normaal uitsteken van de elektrode uit de ceramiek blaaspijp
bedraagt 2-3mm en kan 8mm bereiken voor hoeklassen.
Het lassen gebeurt door smelting van de uiteinden van de verbinding.
Voor dunne dikten op een adequate manier voorbereid (tot circa
1mm.) is geen steunmateriaal nodig (FIG. N).
Voor grotere dikten zijn stokjes met dezelfde samenstelling van het
basismateriaal nodig en met een geschikte diameter, met een
adequate voorbereiding van de uiteinden (FIG. O). Voor een goed
slagen van de lasoperaties is het best dat de stukken grondig worden
schoongemaakt en vrij zijn van oxide, oliën, vetten, oplosmiddelen,
enz.
Ontsteking LIFT:
De ontsteking van de elektrische boog wordt uitgevoerd door de
elektrode van tungsteen te verwijderen van het te lassen stuk. Deze
modaliteit van ontsteking veroorzaakt minder elektrisch-uitgestraalde
storingen en beperkt tot een minimum de insluitsels van tungsteen en
de slijtage van de elektrode.
Procedure:
De punt van de elektrode laten steunen op het stuk, met een lichte
druk. De elektrode 2-3mm optillen met enkele ogenblikken van
vertraging, zodanig dat men de ontsteking van de boog bekomt. In het
begin geeft de lasmachine een stroom IBASE, na enkele ogenblikken
zal de ingestelde lasstroom verdeeld worden.
Lassen TIG DC
Het lassen TIG DC is geschikt voor alle koolstofstalen, laaggelegeerde
en hooggelegeerde staalsoorten en zware metalen zoals koper,
nikkel, titanium en hun legeringen.
Voor het lassen in TIG DC met elektrode aan de pool (-) wordt
gewoonlijk de elektrode met 2% Cerium gebruikt (grijs gekleurde
band).
Men moet de elektrode van Tungsteen axiaal aanpunten aan de
slijpsteen, zie FIG. P, waarbij men ervoor moet zorgen dat de punt
perfect concentrisch is teneinde afwijkingen van de boog te
voorkomen. Het is belangrijk het slijpen uit te voeren in de richting van
de lengte van de elektrode. Deze operatie moet regelmatig herhaald
worden in functie van het gebruik en de slijtage van de elektrode ofwel
wanneer deze toevallig bevuild, geoxideerd of niet correct gebruikt
werd.
LASSEN MET BEKLEDE ELEKTRODE MMA
Men moet de instructies van de fabrikant raadplegen die op de
verpakking van de gebruikte elektroden staan en die de correcte
polariteit van de elektrode en de bijhorende optimale stroom
aanduiden.
De lasstroom moet geregeld worden in functie van de diameter van de
gebruikte elektrode en het type van verbinding die men wenst uit te
voeren (TAB. 7).
Men moet hierbij opmerken dat samen met de diameter van de
elektrode, hoge waarden van stroom gebruikt zullen worden voor het
vlak lassen, terwijl voor verticale lasoperaties of lassen boven het
hoofd lagere stromen moeten gebruikt worden.
De mechanische karakteristieken van de gelaste verbinding worden
bepaald, niet alleen door de gekozen intensiteit van de stroom, maar
ook door de andere parameters van het lassen zoals lengte van de
boog, snelheid en stand van uitvoering, diameter en kwaliteit van de
elektroden (voor een correcte bewaring de elektroden beschermen
tegen vocht in de speciaal daartoe bestemde verpakkingen of
bakken).
De karakteristieken van het lassen zijn ook afhankelijk van de waarde
2
I :Lasstroom in ampères.
2
- 45 -
Page 46

van ARC-FORCE (dynamisch gedrag) van de lasmachine SERVICECENTRUM IN TE ROEPEN, CONTROLEREN OF:
Men moet hierbij opmerken dat hoge waarden van ARC-FORCE een - De lasstroom, ingesteld met behulp van de potentiometer met in
grotere penetratie geven en het lassen toestaan in gelijk welke stand ampères aangegeven schaalverdeling, geschikt is voor de dikte en
typisch met basische elektroden, lage waarden van ARC-FORCE het type van de gebruikte elektrode.
staan een soepelere boog toe zonder spatten typisch met rutiel - Met de hoofdschakelaar op "ON", het betreffende controlelampje
elektroden brandt; als dit niet het geval mocht zijn is het waarschijnlijk dat de
De lasmachine is bovendien uitgerust met inrichtingen HOT START en oorzaak van het probleem in de netvoeding (kabels, stopcontact,
ANTI STICK die gemakkelijke vertrekken en afwezigheid van stekker, zekeringen enz.) dient te worden gezocht.
vastkleven van de elektrode aan het stuk garanderen. - Controleer of het gele controlelampje, dat de inwerkingtreding van
Procedure
Het masker VOOR HET GEZICHT houden en de punt van de
elektrode op het te lassen stuk wrijven en hierbij een beweging
uitvoeren alsof men een lucifer moet aansteken; dit is de meest
correcte methode om de boog te ontsteken .
OPGELET: Met de elektrode NIET TIKKEN op het stuk; men loopt het
risico de bekleding te beschadigen en hierbij het ontsteken van de
boog te bemoeilijken.
Zodra de boog ontstoken is, moet men proberen een afstand van het
stuk te behouden die overeenstemt met de diameter van de gebruikte
elektrode en deze afstand zo constant mogelijk te houden tijdens de
uitvoering van de lasoperaties; men moet zich herinneren dat de
inclinatie van de elektrode in de richting van de voorwaartse beweging
ongeveer 20-30 graden moet bedragen (FIG.Q).
Op het einde van de lasnaad, het uiteinde van de elektrode lichtjes
achteruit brengen tegenover de richting van voorwaartse beweging,
boven de krater om het vullen uit te voeren, vervolgens de elektrode
snel optillen uit het smeltbad om het uitgaan van de boog te bekomen
(Aspecten van de lasnaad - FIG. R).
7. ONDERHOUD
_________________________________________________________________________________
OPGELET! VOORDAT MEN DE ONDERHOUDSOPERATIES
UITVOERT, MOET MEN VERIFIËREN OF DE LASMACHINE
UITGESCHAKELD IS EN LOSGEKOPPELD IS VAN HET
VOEDINGSNET.
_________________________________________________________________________________
GEWOON ONDERHOUD
DE OPERATIES VAN GEWOON ONDERHOUD KUNNEN
UITGEVOERD WORDEN DOOR DE OPERATOR.
Toorts
- Vermijden de toorts en haar kabel te doen steunen op warme
stukken; dit zou het smelten van de isolerende materialen kunnen
veroorzaken en bijgevolg de toorts snel buiten werking stellen.
- Regelmatig de dichting van de leiding en de gasaansluitingen
controleren.
- Bij elke vervanging van de draadspoel met droge perslucht (max
5bar) in het omhulsel draadgeleider blazen, de integriteit ervan
verifiëren.
- Minstens een keer per dag de staat van slijtage en de correctheid
van de montage van de uiteinden van de toorts controleren:
sproeier, contactbuisje, gasdiffusor.
Draadvoeder
- Regelmatig de staat van slijtage van de rollen draadtrekker
verifiëren, regelmatig het metalen stof wegnemen dat zich heeft
afgezet in de tractiezone (rollen en draadgeleider van ingang en
uitgang).
BUITENGEWOON ONDERHOUD
DE OPERATIES VAN BUITENGEWOON ONDERHOUD MOGEN
UITSLUITEND UITGEVOERD WORDEN DOOR ERVAREN OF
GEKWA LI FI CE ER D PERSONE EL OP G EB IE D VAN
ELECTRICITEIT EN MECHANICA.
______________________________________________________
OPGELET! VOORDAT MEN DE PANELEN VAN DE
LASMACHINE WEGNEEMT EN NAAR DE BINNENKANT ERVAN
GAAT, MOET MEN CONTROLEREN OF DE LASMACHINE
UITGESCHAKELD IS EN LOSGEKOPPELD IS VAN HET
VOEDINGSNET.
______________________________________________________
Eventuele controles uitgevoerd onder spanning aan de
binnenkant van de lasmachine kunnen zware elektroshocks
veroorzaken gegenereerd door een rechtstreeks contact met
gedeelten onder spanning en/of kwetsingen te wijten aan een
rechtstreeks contact met organen in beweging.
- Regelmatig en in ieder geval met een zekere frequentie in functie
van het gebruik en de stofgraad van de ruimte, de binnenkant van
de lasmachine nakijken en het stof wegnemen dat zich heeft
afgezet op de transformator, de reactantie en de gelijkrichter
middels een straal droge perslucht (max 10bar).
- Vermijden de straal perslucht te richten op de elektronische fiches;
zorgen voor hun eventuele schoonmaak met een heel zachte
borstel of geschikte oplosmiddelen.
- Bij gelegenheid verifiëren of de elektrische verbindingen goed
vastgedraaid zijn en of de bekabelingen geen beschadigingen aan
de isolering vertonen.
- Op het einde van deze operaties moet men de panelen van de
lasmachine terug monteren en hierbij de stelschroeven tot op het
einde toe vastdraaien.
- Strikt vermijden de lasoperaties uit te voeren met een open
lasmachine.
8. PROBLEEMOPLOSSINGEN
BIJ SLECHTE PRESTATIES EN ALVORENS SYSTEMATISCHE
CO NTR OLE S UI T V OER EN O F DE HU LP VAN E EN
de thermische beveiliging voor over- of onderspanning of
kortsluiting aangeeft, wel uit is.
- Controleer of de nominale intermittentieverhouding juist is. In het
geval dat de thermostatische beveiliging in werking treedt, dient de
machine uit zichzelf af te koelen. Controleer de werking van de
ventilator.
- De spanning van de lijn controleren: indien de waarde te hoog of te
laag is blijft de lasmachine geblokkeerd.
- Controleer of er geen kortsluiting is aan de uitgang van de machine.
Mocht dat het geval zijn, los deze storing dan op.
- De aansluitingen van het lascircuit op correcte wijze zijn uitgevoerd,
vooral of de massaklem goed, zonder tussenkomst van isolerende
materialen (bijv. verf), aan het stuk is bevestigd.
- Het gebruikte beschermingsgas juist is (Argon 99,5% en in de juiste
hoeveelheid).
______________( DK )_____________
INSTRUKTIONSMANUAL
GIV AGT! LÆS BRUGERVEJLEDNINGEN OMHYGGELIGT, FØR
MASKINEN TAGES I BRUG!
SVEJSEMASKINER MED UAFBRUDT TRÅD TIL MIG/MAG- OG FLUX,TIG, MMA LYSBUESVEJSNING TIL
PROFESSIONEL OG INDUSTRIEL BRUG.
Bemærk: I den nedenstående tekst anvendes
betegnelsen “svejsemaskine” .
1. A LM EN E S IK KE RH ED SN OR MER V ED RØ RE ND E
LYSBUESVEJSNING
Operatøren skal sættes tilstrækk eligt ind i, hvo rda n
svejsemaskinen anvendes på sikker vis samt oplyses om
risiciene forbundet med buesvejsningsprocedurerne samt de
påkrævede sikkerhedsforanstaltninger og nødprocedurer.
(Der henvises ligeledes til ”IEC TEKNISK SPECIFIKATION eller
CLC /TS 620 81”: INSTALL ATION OG ANVENDELS E AF
LYSBUESVEJSEUDSTYR).
- Undg å dire kt e be rø ring m ed sv ej sekre ds løbet ;
nulspændingen fra svejsemaskinen kan I visse tilfælde være
farlig.
- Svejsemaskinen skal slukkes og frakobles netforsyningen, før
svejsekablerne tilsluttes eller der foretages eftersyn eller
reparationer.
- Sluk for svejsemaskinen og frakobl den netforsyningen, før
brænderens sliddele udskiftes.
- Den elektriske installation skal være i overensstemmelse med
de gældende ulykkesforebyggende normer og love.
- Sv ejsemas ki nen må ude lu kkende fo rbindes til et
forsyningssystem med en jordforbundet, neutral ledning.
- Man skal sørge for, at netstikkontakten er rigitgt forbundet
med jordbeskyttelsesanlægget.
- Svejsemaskinen må ikke anvendes i fugtige, våde omgivelser
eller udendørs i regnvejr.
- Der må ikke anvendes ledninger med dårlig isolering eller løse
forbindelser.
- Der må ikke svejses på beholdere, dunke eller rør, der
indeholder eller har indeholdt brændbare væsker eller
gasarter.
- Man skal undlade at arbejde på materialer, der er renset med
klorbrinteholdige opløsningsmidler eller i nærheden af
lignende stoffer.
- Der må ikke svejses på beholdere under tryk.
- Samtlige brændbare stoffer (såsom træ, papir, klude osv.) skal
fjernes fra arbejdsområdet.
- Man skal sørge for, at der er tilstrækkelig udluftning eller
findes egnede midler til fjernelse af svejsedampene i
nærheden af svejs ebuen; der skal iværksæ ttes en
systematisk procedure til vurdering af grænsen for
uds æt telse f or sv ej seda mp ene al t eft er d eres
sammensætning, koncentration og udsættelsens varighed.
- Gasbeholderen skal holdes væk fra varmekilder, inklusiv
solstråler (hvis denne anvendes).
- 46 -
Page 47

,
*
- Den elektriske isolering skal passe til elektroden,
arbejdsemnet og de (tilgængelige) jordforbundne metaldele,
som befinder sig i nærheden.
Dette gøres almindeligvis ved at benytte formålstjenlige
handsker, sko, hovedbeklædning og tøj samt isolerende
trinbræt eller måtter.
- Man skal altid beskytte øjnene ved at anvende masker eller
hjelme med strålingsbeskyttende glas.
Man skal anvende vandtætte beskyttelseklæder, således at
huden ikke udsættes for de ultraviolette eller infrarøde stråler,
som lysbuen frembringer; man skal desuden sørge for, at de
andre personer, som befinder sig i nærheden af lysbuen,
beskyttes med ikke-reflekterende skærme eller gardiner.
- Støjniveau: Hvis der som følge af særligt intensive
svejsearbejder konstateres en personlig, dagligt udsættelse
(LEPd) lig med eller over 85db(A), er det obligatorisk at
anvende passende personlige værnemidler.
)
- D e elek tr omagn eti ske felt er, som da nn es und er
svejseprocessen, kan forstyrre elektriske og elektroniske
apparaters funktion. De personer, der anvender livsvigtigt
elektrisk eller elektronisk apparatur (såsom Pace-maker,
respirator osv...), skal opsøge deres læge, før de opholder sig
i nærheden af de områder, hvor denne svejsemaskine
anvendes. Det frarådes, at de personer, der anvender
livsvigtige elektriske eller elektroniske anordninger, benytter
denne svejsemaskine.
- Denne svejsemaskine opfylder den tekniske standards krav
til produkter, der udelukkende anvendes i industrielle
omg ivelser og til profession el brug . I til fælde af
husholdningsbrug garanteres det ikke, at kravene til den
elektromagnetiske kompatibilitet opfyldes.
YDERLIGERE FORHOLDSREGLER
- HVIS SVEJSEARBEJDET SKAL UDFØRES:
- I omgivelser, hvor der er øget risiko for elektrochok
- På afgrænsede områder
- På steder, hvor der er brændbare eller sprængfarlige
materialer
SKAL en “Erfaren ansvarshavende” først foretage en
vurdering deraf, og der skal altid være andre personer, som
har kendskab til nødindgreb, til stede under udførelsen.
SKAL man anvende de tekniske værnemidler, som er fastlagt
i 5.10; A.7; A.9. af ”IEC TEKNISK SPECIFIKATION eller
CLC/TS 62081”.
- SKAL det forbydes at svejse, mens maskinoperatøren holder
svejsemaskinen eller trådtilførselsanordningen (f.eks. ved
hjælp af remme).
- SKAL det forbydes at svejse, hvis maskinoperatøren ikke står
på grunden, med mindre der anvendes sikkerhedsplatforme.
- SP ÆND IN G MELL EM EL EKT RODEH OLDER ELL ER
BRÆNDERE: hvis der arbejdes med mere end én
svejsemaskine på ét emne eller flere elektrisk forbundne
emner, ka n der ops tå en kom bination af farlig e
nulspændinger mellem to elektrodeholdere eller brændere,
hvis værdi kan være dobbelt så høj som maksimumstærsklen.
Instrumentmålingen skal nødvendigvis foretages af en
erfaren koordinator, som skal fastslå, om der er en reel fare og
iværksætte passende sikerhedsforanstaltninger som angivet
i 5.9 af ”IEC TEKNISK SPECIFIKATION eller CLC/TS 62081”.
TILBAGEVÆRENDE RISICI
- VÆLTNING: Svejsemaskinen skal stilles på en vandret flade,
som kan holde til dens vægt; i modsat fald (hvis gulvet hælder,
er uregelmæssigt m.m....) er der fare for, at den vælter.
- UHENSIGTSMÆSSIG ANVENDELSE: Det er farligt at anvende
svejsemaskinen til hvilket som helst formål, som afviger fra
den forventede anvendelse (såsom optøning af vandrør).
- FLYTNING AF SVEJSEMASKINEN: Gasbeholderen skal altid
fastgøres med egnede midler, for at hindre, at den vælter ved et
hændeligt uheld.
Værnene og svejsemaskinens eller trådtilførselsanordningens
indpaknings bevægelige dele skal anbringes rigtigt, før
svejsemaskinen tilkobles netforsyningen.
GI V AG T! H vil ket so m he lst m anue lt in dgr eb på
trådtilførselsanordningens bevægelige dele, såsom:
- Udskiftning af rulle og/eller trådleder
- Påsætning af tråd på rullerne
- Isætning af trådspole
- Rengøring af ruller, tandhjul samt det nedenfor liggende
område
- Smøring af tandhjul
MÅ FØRST FORETAGES, EFTER AT SVEJSEMASKINEN ER
SLUKKET OG FRAKOBLET NETFORSYNINGEN.
2. INDLEDNING OG ALMEN BESKRIVELSE
INDLEDNING
Disse enfasede svejsemaskiner er strømkilder udviklet med den mest
moderne igbt inverter-teknologi med fuldstændig digital styring og
indbygget trådtilførsel.
Svejsemaskinerne gør det muligt at udføre uafbrudt Mig/Mag
synergisvejsning, Tig-og Mma-svejsning af høj kvalitet samt eventuelt
Mig/Mag impuls-synergisvejsning.
Trådtilførselsanordningen er forsynet med en trådtrækenhed med 2
motorstyrede ruller med særskilt regulering af træktrykket. Det digitale
styrepanel har et indbygget reguleringskort med mikroprocessor, der
har tre grundlæggende funktioner:
a) INDSTILLING OG REGULERING AF PARAMETRENE
Med denne brugergrænseflade kan man indstille og regulere
d ri ft s pa ra m et re n e, v æl g e ge mt e p r og ra m me r
og visualisere parametrenes status og værdi på display.
b) INDLÆSNING AF LAGREDE SYNERGIPROGRAMMER TIL
MIG-MAG-SVEJSNING
Det drejer sig om standardprogrammer, som er lagret af
fabrikanten (hvorfor de ikke kan ændres); brugeren kan hente et af
disse programmer og vælge et bestemt arbejdspunkt (svarende til
et sæt bestående af adskillige, uafhængige svejseparametre) og
indstille én størrelse. Deri består SYNERGI-begrebet, som gør det
yderst let at regulere svejsemaskinen optimalt i betragtning af
samtlige driftsbetingelser.
c) L AG RI NG/ IN DLÆS NI NG A F BR UGER DE FIN ER EDE
PROGRAMMER
Denne funktion kan både anvendes, hvis der arbejdes med et
synergiprogram og ved manuel drift (i sidstnævnte tilfælde kan
man frit indstille samtlige svejseparametre). Brugeren har
mulighed for at lagre og derefter indlæse en bestemt svejseproces.
Svejsemaskinen er klar til anvendelse med SPOOL GUN brænder,
som anvendes til svejsning af aluminium og stål, hvis der er stor
afstand mellem generator og arbejdsemne.
METALLER DER KAN SVEJSES
MIG/MAG-FLUX: Svejsemaskinen er beregnet til MIG-svejsning af
aluminium og alu-legeringer, MIG-hårdlodning, der typisk foretages på
forzinkede metalplader, samt MAG-svejsning af ulegeret, lavtlegeret
og rustfrit stål. Der er desuden mulighed for FLUX-svejsning af fyldte
tråde uden beskyttelsesgas (self-shielding), idet brænderens poler
skal tilpasses trådfabrikantens anvisninger.
MIG-svejsning af aluminium og alu-legeringer skal udføres med
anvendelse af fyldte tråde, hvis sammensætning passer til det
materiale, der skal svejses, og ren Ar beskyttelsesgas (99,9%).
MIG-hårdlodning udføres normalt på forzinkede plader med fyldte
kobberlegeringstråde (fx. kobber-silicium eller kobber-aluminium)
med anvendelse af ren Ar beskyttelsesgas (99,9%).
MAG-svejsning af ulegeret eller lavtlegeret stål skal udføres med
anvendelse af fyldte tråde, hvis sammensætning passer til det
materiale, der skal svejses, og Co2 beskyttelsesgas, blandinger af
Ar/CO2 eller Ar/CO2/O2m (Argon typisk > 80%).
Til svejsning af rustfrit stål anvendes der typisk blandinger af gas
Ar/O2 eller Ar/CO2 (Ar typisk > 98%).
TIG: Svejsemaskinen er beregnet til TIG-jævnstrømsvejsning (DC)
med LIFT-udløsning af lysbuen, der egner sig til alle slags stål
(ulegeret, lavtlegeret og højtlegeret stål) samt tungmetaller (kobber,
nikkel, titanium og legeringer deraf) med ren Ar beskyttelsesgas
(99,9%) eller ved særlige anvendelser med Argon/Helium-blandinger.
MMA: Svejsemaskinen er beregnet til MMA-elektrodesvejsning med
jævnstrøm (DC), med alle slags beklædte elektroder.
Hovedegenskaber:
- Netspændingskontrol.
- 2T-/4T-funktion, Spot.
- Automatisk genkendelse af brænderen.
- Regulering af trådens opgangsrampe, gasefterstrømningens
varighed, trådens slutbrændetid (burn-back).
- Hvordan man gemmer/henter brugertilpassede programmer.
- Klar til anvendelse med SPOOL GUN brænder.
- Termostatbeskyttelse.
- Ombytning af poler (FLUX-svejsning)
TilbehØR, der kan bestilles
- Argon-beholder adapter.
- Vogn.
- 47 -
Page 48

- Manuel fjernstyring 1 potentiometer. Den angivne værdi er den, der indstilles, mens svejsemaskinen
- Manuel fjernstyring 2 potentiometre. er uden belastning, mens den reelle værdi vises under drift.
- Forbindelseskabelsæt. - en alarmbesked med følgende koder:
- Aluminiumsvejsesæt.
- Svejsesæt til fyldt tråd.
- MMA-svejsesæt
- TIG-DC-svejsesæt.
- Selvmørkende maske.
- MIG-brænder.
- TIG-brænder.
3.TEKNISKE DATA
SPECIFIKATIONSMÆRKAT
De vigtigste data vedrørende svejsemaskinens anvendelse og
præstationer er sammenfattet på specifikationsmærkatet med
følgende betydning:
1- D e n E URO PÆ IS KE re fe re nc en or m v ed r ør en d e
lysbuesvejsemaskinernes sikkerhed og fabrikation.
2- Symbol for maskinens indre struktur.
3- Symbol for den forventede svejsemåde.
4- Symbol S: Angiver at der kan foretages svejseprocesser i
omgivelser, hvor der er øget risiko for elektrisk stød (f.eks.
umiddelbart i nærheden af større metalgenstande).
5- Symbol for forsyningslinien:
1~: Enfaset vekselspænding.
3~: Trefaset vekselspænding.
6- Indpakningens beskyttelsesgrad.
7- Netforsyningens egenskaber:
- U : Svejsemaskinens vekselspænding og frekvens (tilladte
1
grænser ±10%):
- I : Liniens maksimale strømforbrug.
1 max
- I : : Reel strømstyrke
1eff
8- Svejsekredsløbets præstationer:
- U : Spænding uden belastning (svejsekredsløbet åbent).
0
- I /U : Tilsvarende standardstrøm og -sp ænding, som
2 2
svejsemaskinen kan levere under svejsningen.
- X : Intermittensforhold: Angiver det tidsrum, hvori svejsemaskinen
kan levere den tilsvarende strøm (samme spalte). Udtrykkes i
%, på grundlag af en 10min's arbejdscyklus (f.eks. 60% = 6
minutters arbejde, 4 minutters hviletid; og så videre).
Skulle anvendelsesparametrene (mærkedata, gældende for en
omgivende lufttemperatur på 40°C) overstiges, udløses
varmeudkoblingen (svejsemaskinen bliver på stand-by, indtil
den kommer ned på den tilladte temperatur.
- A/V-A/V: Angiver svejsestrømmens reguleringsspektrum
(minimum - maksimum) ved en bestemt buspænding.
9- Serienummer til identificering af maskinen (uundværlig ved
henvendelse til Kundeservice, anmodning om reservedele,
bestemmelse af maskinens oprindelse.
10- : Værdien for sikringerne med forsinket aktivering, som
skal indrettes til beskyttelse af linien.
11-Symboler vedrørende sikkerhedsnor mer, hvis betydning er
fremstillet i kapitel 1 “Almen sikkerhedsnormer vedrørende
lysbuesvejsning”.
Bemærk: Datamærkatet i eksemplet viser symbolernes og tallenes
betydning; de helt nøjagtige tekniske data gældende for den
svejsemaskine, I har anskaffet, skal aflæses på den pågældende
svejsemaskines datamærkat.
ANDRE TEKNISKE DATA:
- Svejsemaskine : se tabel 1 (TAB. 1)
- MIG-BRÆNDER : se tabel 2 (TAB. 2)
- TIG-BRÆNDER : se tabel 3 (TAB.3)
-ELEKTRODETANG : se tabel 4 (TAB.4)
Svejsemaskinens vægt er angivet på tabel 1 (TAB.1).
4. BESKRIVELSE AF SVEJSEMASKINEN
KONTROL-, REGULERINGS- OG TILSLUTNINGSANORDNINGER
Svejsemaskine (FIG. B)
på forsiden:
1- Styrepanel (se beskrivelsen)
2- N e ga ti v ly n ti lsl u tn ing ( - ) t il s ve j se st røm k a be l
(jordforbindelseskabel til MIG og MMA, brænderkabel til TIG).
3- Positiv lyntilslutning (+) til TIG-svejsnings jordforbindelseskabel
(svejsestrømkabel til MMA)
4- Centralkobling til MIG-brænder (Euro).
5- 14-pols konnektor til forbindelse af Spool Gun'ens fjernstyring
på bagsiden:
6- Hovedafbryder ON/OFF.
7- Gasrørkobling (beholder) til MIG-svejsning.
8- Forsyningsledning med ledningsspærre.
hasperum:
9- Positiv klemme (+).
10- Negativ klemme (-).
OBS: Ombytning af poler for FLUX-svejsning (uden gas).
SVEJSEMASKINENS STYREPANEL (FIG. C)
1- Signallampe, der gør opmærksom på Alarm (svejsemaskinens
output er spærret). På skærmen (4) vises der en alarmbesked.
Genopretningen af svejsemaskinen foregår automatisk, når
årsagen til alarmen ophører.
2- Signallampe der angiver spænding ved udgang (aktiv
udgang).
3- Rød signallampe, programmering af svejsemaskine.
4- Alfanumerisk display med 3 cifre. Angiver:
- svejsestrømmen i ampere.
Fig. A
-"AL. 1”: Der er sket en udløsning af hovedkr edsens
sikkerhedstermostat på grund af overophedning af
maskinen (kun udgaven MIG Pulse).
-"AL. 2”: Der er sket en udløsni ng af en af de to
sikkerhedstermostater på grund af overophedning af
maskinen.
-"AL. 3”: Forstyrrelse på primærforsyningen: Netspændingen
befinder sig udenfor spektret +/-15% i forhold til
mærkeværdien.
GIV AGT: Anordningen vil lide alvorligt skade, hvis
den ovennævnte, øverste grænse for spændingen
overskrides.
-"AL. 4”: Forstyrrelse på primærforsyningen: Udløsning af
beskyttelsesanordningen for underspænding på
forsyningslinien (kun udgaven MIG Pulse).
-"AL. 7”: Der er blvet gjort forsøg på MIG/MAG-svejsning med
en strømstyrke, der er for høj for generatoren.
-"AL. 8”: Forstyrrelse i MIG/MAG-svejsekredsen (kun udgaven
MIG Pulse). GIV AGT: I dette tilfælde skal anordningen
slukkes og tændes igen, før der kan foretages en
4a, 4b, 4c, 4d, 4e- Signallampe der angiver anvendt måleenhed
5- Drejeknap til styring af encoder.
6- K na p ti l a t he n te (L O A D) ku n de t i lp a ss ed e
7- Knap t il l ag ring (S TORE) a f kunde ti lp as sede
8- Knap til valg af svejseprocedure.
genopretning.
(ampere, volt, sekunder, procent metre/minutter).
Anvendes til at regulere svejsestrømmen.
svejseprogrammer.
svejseprogrammer.
Hvis der trykkes på denne tast, tændes signallampen svarende til
den valgte svejseprocedure:
- : MIG/MAG ved PULSE ARC (på visse modeller).
- : MIG/MAG/FLUX ved SHORT/SPRAY ARC.
- : MMA-elektrode.
- : TIG DC-svejsning med LIFT-udløsning.
9- Tast til valg af svejseproces.
Når maskinen står på MIG/MAG/FLUX, kan der vælges mellem
2T-, 4T-styring eller styring med punktsvejsetimer ( SPOT).
10- Tast til valg af materialetype.
Indstiller driften alt efter valgt materiale eller procedure.
Er kun aktiveret i synergitilstand (13).
11- Tast til valg af trådens diameter, anvendes til at indstille
trådens diameter. Hvis diameter er 1,2mm, skal der indvirkes på
tasten, indtil begge signallamper for henholdsvis 0,6 mm og 0,8
mm diameter begynder at lyse.
Er kun aktiveret i synergitilstand (13).
12- Tast til valg af fjernstyring.
- Hvis signallampen lyser, er betjeningsanordningerne på
svejsemaskinens styrepanel aktiveret.
- Hvis signallampen lyser, kan reguleringen udelukkende
foretages via fjernstyring.
a) styring med ét potentiometer: Erstatter encoderens
funktion (5).
b) styring med to potentiometre: Erstatter encoderens og
hjælpeparametrens funktion (5).
c) fjernstyring med pedal: Erstatter encoderens funktion (5) i
TIG-tilstand.
13- Tast til valg af synergisvejsning. Der skal trykkes på denne
knap for at indstille maskinens synergidrift ved MIG/MAGsvejsning.
GIV AGT! Selvom maskinen giver mulighed for frit at indstille hvert
parameter, er der dog visse parameterkombinationer, der ikke har
nogen mening ud fra et elektrisk et svejsemæssigt synspunkt.
Svejsemaskinen går imidlertid ikke i stykker, selvom den ikke kan
fungere med den forkerte indstilling.
14- Tast til valg af svejseparametre.
Hvis der trykkes flere gange på denne tast, tændes en af
signallamperne fra (14a) til (14i), hvortil der er tilknyttet et bestemt
parameter. Værdierne for alle de aktiverede parametre kan
indstilles ved hjælp af ENCODEREN (5), og de vises på skærmen
(4).
Bemærk: De parametre, der ikke kan ændres af operatøren, når
der arbejdes med et synergiprogram eller ved manuel drift,
udelukkes automatisk fra valgmulighederne; den tilsvarende
signallampe tændes ikke.
14a- parameter 1: Anvendes til at vælge svejsespændingen.
Ved MIG/MAG/FLUX regulerer det svejsespændingen i Volt eller
rettelsen af lysbuen ved synergi (kun ved MIG/MAG). Under
svejsningen vises generatorens udgangsspænding.
14b- parameter 2: Indstiller trådens hastighed eller
svejsestrømmen. Ved MIG/MAG/FLUX er det trådens
fremføringshastighed i meter pr. minut. I MMA er det
svejsestrømmen i ampere. Under svejsningen vises generatorens
- 48 -
Page 49

udgangsstrøm.
14c- parameter 3: Arc force eller elektronisk reaktans. Ved
MMA er det arc forc e e ll er regulering af lysb uens
gennemtrængning. Ved MIG/MAG/FLUX er betydningen
nogenlunde den samme, men den kaldes elektronisk reaktans.
14d- parameter 4: Accelerationsrampe: Ved MIG/MAG/FLUX
regulerer det trådtrækkets motors accerationsrampes hældning.
14e- parameter 5: Burn back time : Ved MIG/MAG/FLUX
regulerer det tidsintervallet mellem standsningen af tråden og
nulstillingen af udgangsstrømmen.
14f- parameter 6: Gasefterstrømning. Ved MIG/MAG/FLUX
regulerer det gasefterstrømningens varighed i sekunder.
14g- parameter 7: Nedgangsrampe. MIG/MAG er
nedgangsrampens varighed (kun ved synergi (13))..
14h- parameter 8: Spot varighed. Ved MIG/MAG/FLUX
regulerer det punktsvejsestrømmens varighed (SPOT)..
14i- parameter 9: Pausens varighed ved MIG/MAG/FLUX
punktsvejsning, regulerer pausens varighed mellem en
punktsvejsning og den næste Med indstillingen 0 sek til udførelse
af næste punktsvejsning er man nødt til at slippe brænderens
knap og derefter trykke på den igen.
Hvordan man gemmer og henter brugertilpassede programmer
Indledning
Svejsema skine n gi ver muligh ed for at gemme (STO RE)
kundetilpassede arbejdsprogrammer vedrørende et sæt parametre
gældende for en bestemt svejsning. De enkelte kundetilpassede
programmer kan hentes (LOAD) på hvilket som helst tidspunkt,
hvorved svejsemaskinens bruger har svejsemaskinen ”klar til brug” til
et bestemt arbejde, der er blevet optimeret på et tidligere tidspunkt.
Svejsemaskinen giver mulighed for at gemme 9 kundetilpassede
programmer.
Lagringsprocedure (STORE)
Når svejsemaskinen er indstillet optimalt med henblik på en bestemt
svejseprocedure, fortsæt således (FIG. C):
a) Tryk på knappen (7) ”STORE” i 3 sekunder.
b) Man ser “st” på displayet (4) sammen med et tal mellem 1 og 9.
c) Drej drejeknappen (5) og vælg det tal, som programmet skal
lagres med.
d) Tryk på knappen (7) ”STORE” én gang til:
- hvis der trykkes på knappen "STORE" i over 3 sekunder,
gemmes programmet korrekt, og ordlyden "YES" kommer til
syne;
- hvis der trykkes på knappen "STORE" i under 3 sekunder,
gemmes programmet ikke, og ordlyden "no" kommer til syne;
Henteprocedure (LOAD)
Følg nedenstående fremgangsmåde (se FIG. C):
a) Tryk på knappen (6) ”LOAD” i 3 sekunder.
b) Man ser “Ld_” på displayet (4) sammen med et tal mellem 1 og 9.
c) Drej drejeknappen (5) og vælg det tal, som programmet, der skal
anvendes, er lagret med.
d) Tryk på knappen (6) ”LOAD” én gang til.
- hvis der trykkes på knappen "LOAD" i over 3 sekunder, hentes
programmet korrekt, og ordlyden "YES" kommer til syne;
- hvis der trykkes på knappen "LOAD" i under 3 sekunder, hentes
programmet ikke, og ordlyden "no" kommer til syne;
BEMÆRK: Signallampen pgr lyser, mens der foretages handlinger
med tasten ”store” og ”load”.
5. INSTALLATION
______________________________________________________
GIV AGT! DET ER STRENGT NØDVENDIGT, AT
S VE J SE MA S KI NE N S L UK K ES O G F RA K O BL ES
NETFORSYNINGEN, FØR DER FORETAGES HVILKEN SOM
HELST INSTALLATION OG ELEKTRISK TILSLUTNING.
DE ELEK TRISK E TILS LUTNI NGER MÅ UDELU KKEND E
FORETAGES AF ERFARNE MEDARBEJDERE, DER RÅDER OVER
DE FORNØDNE KVALIFIKATIONER.
______________________________________________________
Samling af beskyttelsesmaske
Fig. D
Samling af returkabel-tang
Fig. E
Samling af svejsekabel-elektrodetang
PLACERING AF SVEJSEMASKINEN
Find frem til et installeringssted, hvor køleluftind- og udløbsåbningerne
ikke er spærrede på nogen måde (tvungen luftcirkulering med
ventilator, såfremt denne forefindes); check endvidere, at der ikke
kommer strømførende støv, korrosive dampe, fugt o.l. ind i maskinen.
Sørg for, at der et tomrum på mindst 250mm rundt om
svejsemaskinen.
_________________________________________________________________________________
GIV AGT! Svejsemaskinen skal placeres på en plan flade,
som kan holde til maskinens vægt, således at der ikke opstår fare
for væltning eller farlige forskydninger.
_________________________________________________________________________________
TILSLUTNING TIL NETFORSYNINGEN
- Før man foretager hvilken som helst form for elektrisk tilslutning,
skal man kontrollere, om svejsemaskinens mærkeværdier svarer
til den netspænding og -frekvens, der er til rådighed på
installeringsstedet.
- S vejs emaskin en må ud elukken de fo rbindes med et
forsyningssystem med en jordforbundet, neutral ledning.
- Der skal for at garantere beskyttelse mod indirekte kontakt
anvendes differentialeafbrydere af typen:
Fig. F
- Type A ( ) til enfasede maskiner;
- Type B ( ) til trefasede maskiner.
- For at opfylde kravene i EN Standard EN 61000-3-11 (Flicker)
anbefales det at forbinde svejsemaskinen til elforsyningens
interface-steder med en impedans på under Zmax =0,18 ohm".
Stik og stikkontakt
Forbind fødekablet med et passende standardstik (2F + J) og installér
en stikkontakt forsynet med sikringer eller en automatisk afbryder. Den
dertil beregnede jordklemme skal forbindes med forsyningsliniens
jordforbindelse (den gul-grønne ledning). Tabel (TAB.1) viser
værdierne, udtrykt i ampere, der anbefales for forsinkede
liniesikringer, som vælges med henblik på den maksimale
nominalstrøm, svejsemaskinen kan levere, samt den anvendte
nominalspænding.
_________________________________________________________________________________
GIV AGT! Tilsidesættelse af de ovenfor nævnte regler kan
medføre, at det af producenten planlagte sikkerhedssystem
(klasse 1) ikke fungerer, som det skal, med følgende risiko for
personer (f. eks. elektrisk stød) og genstande (f. eks. brand).
_________________________________________________________________________________
SVEJSEKREDSLØBETS FORBINDELSER
_________________________________________________________________________________
GIV AGT! FØR MAN FORETAGER DE NEDENSTÅENDE
FORBINDEL SER, SKAL MA N FORVISSE SIG OM, AT
SVE JS EMAS KI NEN E R SLU KK ET OG F RAKO BL ET
NETFORSYNINGEN.
Tabel (TAB. 1) viser værdierne, som anbefales for svejsekablerne (i
2
mm ) i betragtning af den maksimale strømstyrke, maskinen kan
levere.
_________________________________________________________________________________
MIG/MAG FLUX -SVEJSNING
Forbindelse til gasbeholderen
Gasbeholder, der kan stilles på vognens støtteflade max 60 kg
- Skru trykreduktionsanordningen fast på gasbeholderens ventil og
indsæt det særlige reduktionsstykke, der leveres som tilbehør, hvis
der anvendes Argon-gas eller Argon/CO blandinger.
- Forbind gastilførselsrøret med reduktionsanordningen og stram
den medleverede klemme.
- Løsn trykreduktionsanordningens reguleringsring, før der åbnes for
beholderens ventil.
Forbindelse af svejsestrømreturkablet
- Det skal forbindes til arbejdsemnet eller det metalbord, dette står
på, så tæt som muligt på den søm, der er ved at blive udført.
Forbindelse af brænder
- Sæt brænderen fast på den tilhørende konnektor og spænd
låsebolten helt i bund med håndkraft.
- Klargør den til den første trådpåsætning ved at afmontere dysen og
kontaktrøret, så den har lettere ved at komme ud.
FLUX-SVEJSNING
Jordforbindelsesreturkablet og brænderen er helt ens som ved
MIG/MAG-svejsning, men det er nødvendigt at ændre spændingens
polaritet (FIG.B (9)-(10)) i hasperummet som vist på mærket.
Forbindelse af Spool Gun (FIG.B)
- Forbind spool gun'en (4) til den centrale kobling, og drej låsebolten
helt i bund.
- Sæt desuden styrekablets konnektor (5) i den dertil beregnede
stikkontakt. Svejsemaskinen genkender automatisk Spool Gun'en.
TIG-svejsning
Forbindelse af gasbeholderen
Gasbeholder der kan læsses på vognens støtteflade maks. 60 kg
- Skru trykformindskeren på gasbeholderens ventil, og indsæt det
særlige passtykke, der følger med som tilbehør, til Argongas.
- Forbind gasindstrømningsrøret med reduktionsanordningen, og
2
- 49 -
Page 50

stram med det medleverede bånd; forbind så den anden ende af
røret med det særlige haneovergangsstykke på Tig-brænderen
- Løsn trykfomindskerens reguleringsbolt, før der åbnes for
beholderens ventil.
Forbindelse af svejsestrømreturkablet
- Forbind kablet med arbejdsemnet eller det metalbord, det befinder
sig på, så tæt som muligt på den samling, der er ved at blive udført.
- Forbind svejsemaskinens kabel med lynkoblingen (+).
Forbindelse af TIG-brænderen (FIG.M)
- Forbind TIG-brænderen med lynkoblingen (-) på svejsemaskinens
forpanel.
MMA-Svejsning
Næsten alle beklædte elektroder skal forbindes til generatorens
positive pol (+); undtagelsesvist til den negative pol (-), hvis elektroden
har en sur beklædning.
Forbindelse af svejsekabel tang-elektrodeholder
Sæt en særlig klemme på endestykket, således at elektrodens
blottede del strammes.
Denne ledning tilsluttes klemmen med symbolet (+) .
Forbindelse af svejsestrømreturkablet
Det skal forbindes til arbejdsemnet eller det metalbord, dette står på,
så tæt som muligt på den søm, der er ved at blive udført.
Denne ledning tilsluttes klemmen med symbolet (-).
Gode råd:
- Drej svejsekablernes konnektorer helt fast i lynstikkontakterne
(såfremt disse forefindes), således at der sikres en optimal elektrisk
kontakt; i modsat fald vil konnektorerne overophedes, hvorved de
hurtigt ødelægges og begynder at fungere dårligere.
- Anvend svejsekabler, der er så korte som muligt.
- Undlad at anvende metalstrukturer, som ikke hører med til
arbejdsemnet, i stedet for svejsestrømreturkablet; dette kan være
farligt for sikkerheden og give utilfredsstillende svejsesresultater.
ISÆTNING AF TRÅDSPOLE (FIG. G)
_________________________________________________________________________________
GIV AGT! FØR MAN BEGYNDER ISÆTNINGSPROCEDUREN,
SKAL MAN CHECKE, OM SVEJSEMASKINEN ER SLUKKET OG
FRAKOBLET NETFORSYNINGEN.
_________________________________________________________________________________
UND ERSØG OM TRÅDRULLER NE, TRÅDHYL STRET OG
BRÆNDERENS KONTAKTRØR PASSER TIL DEN ANVENDTE
TRÅDS DIAMETER OG TYPE, SAMT AT DE ER KORREKT
M O N T E R E T . D E R S K A L I K K E A N V E N D E S
BESKYTTELSESHANDSKER, MENS TRÅDEN FØRES IND.
- Åbn hasperummet.
- Anbring trådspolen på haspen Og sørg for, at trådens ende vender
opad; undersøg om haspens trækpind befinder sig i det rigtige hul
(1a).
- Frigør trykrullen/-erne og fjern den/dem fra den/de nedre rulle/-r
(2a).
- Undersøg om trækrullen/-erne egner sig til den anvendte tråd (2b).
- Frigør trådens ende, skær det ujævne stykke lige over uden at
danne grater; drej spolen mod uret og stik trådens ende ind i
indgangstrådlederen. Pres den 50-100 mm ind i brænderens
forbindelsesstykkes trådleder (2c).
- Sæt trykrullen/-erne tilbage igen og indstil dens/deres tryk på en
middelværdi. Kontrollér om tråden sidder korrekt i den nederste
rulles hulrum (3).
- Nedsæt haspens hastighed en lille smule ved at dreje på
reguleringsskruen midt på haspen (1b).
- Fjern dysen og kontaktrøret (4a).
- Sæt stikket i stikkontakten, tænd for svejsemaskinen ved at trykke
på brænderknappen eller trådfremføringsknappen på styrepanelet
(såfremt dette forefindes) og slip den først, når trådens ende stikker
10-15 cm ud på forsiden af brænderen efter at have gennemløbet
hele trådhylstret.
______________________________________________________
GIV AGT! Ved denne fremgangsmåde er tråden udsat for
spænding og mekanisk kraft. Hvis man ikke træffer de
nødvendige forholdsregler, opstår der således fare for elektrisk
stød, læsioner og tænding af elektriske lysbuer:
______________________________________________________
- Undlad at rette brænderens mundstykke mod kroppen.
- Sørg for at brænderen ikke kommer i nærheden af gasbeholderen.
- Montér kontaktrøret og mundstykket på brænderen igen (4b).
- Sørg for at tråden glider regelmæssigt; indstil rullernes tryk og
haspens bremsning så lavt som muligt, og pas på, at tråden ikke
glider ind i hulrummet, og at vindingerne ikke løsnes ved
standsning, fordi spolen er for træg.
- Skær trådens ende af, når den rager 10-15 mm ud over
mundstykket.
- Luk hasperummet.
PÅSÆTNING AF TRÅDSPOLEN PÅ SPOOL GUN'EN (FIG.H)
______________________________________________
GIV AGT! FØR MAN GÅR I GANG MED TRÅDPÅSÆTNINGEN,
ER DET STRENGT NØDVENDIGT AT FORVISSE SIG OM, AT DER
ER SLUKKET FOR SVEJSEMASKINEN, OG AT DEN ER
FRAKOBLET NETFORSYNINGEN. CHECK DESUDEN OM
SPOOL GUN'EN ER FRAKOBLET SVEJSEMASKINEN.
______________________________________________
CHECK OM TRÅDTRÆKRULLERNE, TRÅDLEDEREN OG SPOOL
GUN'EN PASSER TIL DEN TRÅDS DIAMETER OG
EGENSKABER, MAN HAR TIL HENSIGT AT ANVENDE, SAMT
OM DE ER BLEVET RIGTIGT PÅMONTERET. DER SKAL IKKE
ANVENDES BESKYTTELSESHANDSKER I FORBINDELSE MED
INDFØRINGEN AF TRÅDEN.
- Tag dækslet af ved at skrue den dertil beregnede skrue af (1).
- Placér trådspolen på haspen.
- Frigør kontrarullen og anbring den længere væk fra den nedeste
rulle (2).
- Frigør trådens ende, skær det deformerede endestykke lige over,
uden at der dannes grater; drej spolen mod uret og før trådens ende
ind i trådlederens indgang; skub den 50-100mm ind i lansen (2).
- Sæt kontrarullen på plads igen og stil trykket på en mellemliggende
værdi; sørg for at tråden er anbragt rigtigt i hulrummet i den nedre
rulle (3).
- Brems haspen en lille smule ved hjælp af den dertil beregnede
reguleringsskrue.
- A Spool gun tilsluttet, sæt svejsemaskinens stik i stikkontakten,
tænd for svejsemaskinen og tryk på knappen på spool gun'en; vent
indtil trådens ende kommer hele vejen gennem lederen og rager
100-150mm ud på forsiden af brænderen, slip så brænderens knap.
UDSKIFTNING AF TRÅDLEDER I BRÆNDER (FIG. I)
Før man udskifter lederen, skal man strække brænderens kabel og
sørge for, at det ligger helt glat, uden snoninger.
Spiralformet ståltrådleder
1- Skru dysen og kontaktrøret på toppen af brænderen af.
2- Skru lederens spærremøtrik af midterkonnektoren og tag den
gamle leder ud.
3- Før den nye leder ind i brænderkablets rørledning og pres
forsigtigt på den, indtil den kommer ud af brænderens top.
4- Stram spærremøtrikken igen med håndkraft.
5- Skær det overskydende stykke af lederen helt nøjagtigt af og pres
den forsigtigt sammen; tag den ud af brænderkablet igen.
6- Afrund lederens overskæringsområde og sæt den ind i
brænderkablets rørledning igen.
7- Stram nu møtrikken med en skruenøgle.
8- Sæt kontaktrøret og dysen på plads igen.
Syntetisk aluminiumtrådleder
Foretag trin 1, 2, 3 af ovenstående procedure gældende for
ståltrådlederen (spring derimod trin 4, 5, 6, 7, 8 over).
9- Når man skruer kontaktrøret til aluminium på igen, skal man sørge
for, at det kommer i berøring med lederen.
10- I den modsatte ende af lederen (den side, hvor brænderen
tilkobles) skal man indsætte messingniplen og O-ringen, hvorved
lederen skal presses let, og spærremøtrikken skal strammes. Den
overskydende del af trådlederen fjernes senere efter behov (se
(13).
Tag kapillarrøret til stålledere ud af trådtrækanordningens
brænderovergangsrør.
11- DER SKAL IKKE ANVENDES NOGET KAPILLARRØR til
aluminiumledere med en diameter på 1,6-2,4mm (gul); lederen
føres derefter ind i brænderovergangsrøret uden dette.
Skær kapillarrøret til alumiuniumledere med en diameter på 11,2mm (rød) over, så den måler cirka 2mm mindre end stålrøret,
og sæt det fast på lederens frie ende.
12- Sæt brænderen ind i trådtrækanordningens overgangsrør og
spær den; mærk lederen 1-2mm fra rullerne; tag brænderen ud
igen.
13- Skær lederen over ved den ønskede længde, uden at deformere
indgangshullet.
Indret brænderen igen i trådtrækanordningens overgangsrør og
påmontér gasdysen.
6 MIG/MAG-SVEJSNING
SHORT ARC OVERFØRINGSMÅDE (KORT LYSBUE)
Elektrodernes smeltning og dråbeadskillelse sker gennem gentagede
kortslutninger (op til 200 gange pr. sek.) fra enden af tråden til
smeltebadet.
Ulegeret og lavtlegeret stål
- Egnet tråddiameter: 0,6-1,2mm
- Svejsespændingens omfang: 40-210A
- Buespændingens omfang: 14-23V
- Egnede gasarter: CO , Ar/CO , Ar/CO /O
Rustfrit stål
- Egnet tråddiameter: 0,8-1mm
- Svejsespændingens omfang: 40-160A
- Buespændingens omfang: 14-20V
- Egnede gasarter: Ar/O , Ar/CO (1-2%)
Aluminium og legeringer
- Egnet tråddiameter: 0,8-1,6mm
- Svejsespændingens omfang: 75-160A
- Buespændingens omfang: 16-22V
- Egnede gasarter: Ar 99,9%
Normalt skal kontaktrøret placeres helt op ad dysen eller rage ganske
lidt ud i forbin delse med de ty ndeste tråde og laveste
lysbuespændinger; trådens fremspring (stick-out) skal normalt udgøre
5-12mm.
Anvendelsesformål: Svejsning i samtlige stillinger, på tynde emner
eller første bearbejdning inde i afrundinger, fremmet af en begrænset
varmetilførsel og let kontrollerbart bad.
2 2 2 2
2 2
- 50 -
Page 51

Bemærk: SHORT ARC overføringen ved svejsning af alumiunium og
legeringer skal anvendes nøjagtigt (især hvis trådenes diameter
>1mm), da der er risiko for smeltefejl.
SPRAY ARC OVERFØRINGSMÅDE (SPRØJTELYSBUE)
Her anvendes højere spænding end ved “kortbue” før at tråden
smelter. Trådspidsen kommer ikke i kontakt med smeltebadet, en bue
formes fra spidsen og derigennem flyder en strøm af små metaldråber.
Disse opstår ved at elektroderne smeltes kontinuerligt uden
kortslutning.
Ulegeret og lavtlegeret stål
- Egnet tråddiameter: 0,8-1,6mm
- Svejsespændingens omfang: 180-450A
- Buespændingens omfang: 24-40V
- Egnede gasarter: CO , Ar/CO , Ar/CO /O
Rustfrit stål
- Egnet tråddiameter: 1-1,6mm
- Svejsespændingens omfang: 140-390A
- Buespændingens omfang: 22-32V
- Egnede gasarter: Ar/O , Ar/CO (1-2%)
Aluminium et alliages
- Egnet tråddiameter: 0,8 -1,6mm
- Svejsespændingens omfang: 120- 360A
- Buespændingens omfang: 24-30V
- Egnede gasarter: Ar 99,9%
Normalt skal kontaktrøret befinde sig 5-10mm inde i dysen, endnu
mere ved højere buespænding; trådens fremspring (stick-out) skal
normalt udgøre 10-20mm.
Ved MANUEL DRIFT (“PRG 0”) er det ligegyldigt hvilken
reaktansværdi der vælges, når parametrene trådhastighed og
lysbuespænding først er indstillet rigtigt (d.v.s. når værdierne derfor er
passende).
Anvendelsesformål: Vandret svejsning på emner, der er mindst 34mm tykke (badet tyndtflydende); udførelseshastigheden og
aflejringsgraden er meget høje (høj varmetilførsel).
PULSE ARC OVERFØRINGSMÅDE (PULSERENDE LYSBUE)
(HVIS PÅKRÆVET)
Det drejer sig om en ”kontrolleret” overføring, som hører ind under
funktionsområdet “spray-arc” (modificeret spray-arc), hvilet medfører,
at den er meget fordelagtig med henblik på smeltehastigheden og
mangel på udsprøjtning, og den bliver på en yderst lav strømstyrke,
hvorved den gøres velegnet til mange typiske “short-arc”
anvendelsesformål.
Hver strømimpuls svarer til udskillelsen af én dråbe fra
elektrodetråden; dette foregår ved en frekvens, som afhænger af
trådens fremføringshastighed med en variation, som er forbundet med
trådens type og diameter (typiske frekvensværdier: 30-300Hz).
Ulegeret og lavtlegeret stål
- Egnet tråddiameter: 0,8-1,6mm
- Svejsespændingens omfang:
60-360A
- Buespændingens omfang: 18-32V
- Egnede gasarter: Ar/CO , Ar/CO /O (CO max 20%)
Rustfrit stål
- Egnet tråddiameter: 0,8-1,2mm
- Svejsespændingens omfang:
50-230A
- Buespændingens omfang: 17-26V
- Egnede gasarter: Ar/O , Ar/CO (1-2%)
Aluminium og legeringer
- Egnet tråddiameter: 0,8-1,6mm
- Svejsespændingens omfang:
40-320A
- Buespændingens omfang: 17-28V
- Egnede gasarter: Ar 99,9%
Kontaktrøret skal almindeligvis befinde sig 5-10mm inde i dysen,
hvilket er særligt vigtigt, hvis lysbuens spænding er høj; trådens frie
længde (stick-out) udgør normalt 10-20mm.
Anvendelsesformål: Svejsning i ”stilling” på tynde arbejdsemner eller
arbejdsemner med en gennemsnitslig tykkelse samt varmefølsomme
materialer; den er særligt velegnet til at svejse på lette legeringer
(aluminium og aluminiumlegeringer) samt på emner med en
tykkelse på under 3mm.
REGULERING AF SVEJSEPARAMETRENE
Beskyttelsesgas
Beskyttelsesgassens fremløb skal udgøre:
short arc: 8-14 l/min
alt efter svejsestrømmens styrke og dysens diameter
Svejsestrøm
Den bestemmes af fremføringshastigheden for den anvendte tråds
diameter. Der skal tages højde for, at trådens fremføringshastighed
stiger som trådens diameter falder og omvendt, ved samme
strømforbrug.
De vejledende værdier for strømmen ved manuel svejsning med de
mest anvendte tråde, er opført på tabellen (TAB. 5).
Lysbuens spænding
Operatøren kan regulere lysbuens spænding ved at dreje encoderen
(FIG.C (5)); den tilpasser sig gradvist trådens fremføringshastighed
2 2 2 2
2 2
2 2 2 2
2 2
(strømmen), der er valgt på grundlag af den anvendte tråds diameter
og beskyttelsesgassens natur, ifølge nedenstående formel, der giver
en gennemsnitsværdi:
U = (14 + 0,05 x I )
2 2
hvor: U :Lysbuens spænding i volt;
Svejsekvalitet
Svejsesømmens kvalitet og mængden af sprøjt afhænger først og
fremmest af, om svejseparametrene er afbalancerede eller ej; de er
som følger. Strøm (trådens hastighed), trådens diameter, lysbuens
spænding osv.
Brænderens position skal ligeledes tilpasses billederne på figuren
(FIG. L), så der ikke forekommer for mange sprøjt og defekter i
sømmen.
Svejsehastigheden (fremføringshastighed langs med samlingen) er
afgørende for, om sømmen udføres korrekt; der skal tages højde for
dette, når de andre parametre vælges, især med henblik på
gennemtrængningen og selve sømmens form.
2
I : Svejsestrømmen i ampere.
2
De mest almindelige svejsedefekter sammenfattes på TAB.8.
TIG-svejsning (DC)
TIG-svejsning er en svejseprocedure, der udnytter varmen fra den
elektriske lysbue, der udløses og opretholdes mellem en elektrode
(tungsten), der ikke kan smelte, og arbejdsemnet. Tungstenelektroden støttes af en brænder, der egner sig til at overføre
svejsestrømmen dertil og beskytte selve elektroden og svejsebadet
mod atmosfærisk oxydering takket være gennemstrømning af en
inaktiv gas (normalt Argon: Ar 99,5), der strømmer ud af keramikdysen
(FIG.M).
For at opnå tilfredsstillende svejseresultater er det yderst vigtigt at
anvende en rigtig elektrodediameter sammen med den rigtige strøm,
jævnfør tabellen (TAB.6).
Elektroden skal normalt rage 2-3 mm ud fra keramikdysen, dog helt op
til 8 mm ved svejsning i hjørner.
Svejsningen foregår derved, at sømmens flapper smelter. Hvis der
skal arbejdes på tynde emner, der er forberedt på passende vis (op til
ca. 1 mm), er der ikke behov for tilførselsmateriale (FIG. N).
Hvis der arbejdes på tykkere emner, skal der anvendes stave med den
samme sammensætning som grundmaterialet med en passende
diameter og en hensigtsmæssig klargøring af flapperne (FIG. O). For
at opnå tilfredsstillende svejseresultater, bør arbejdsemnene renses
omhyggeligt for oxid, olie, fedt, opløsningsmidler osv.
LIFT-udløsning:
Den elektriske lysbue tændes ved at fjerne tungstenelektroden fra det
emne, svejsningen skal foretages på. Denne udløsningsmåde skaber
færre elektroforstyrrelser og nedsætter tilførslen af tungsten og
elektrodens slitage så meget som muligt.
Fremgangsmåde:
Anbring elektrodens spids på arbejdsemnet og pres let. Hæv
elektroden 2-3 mm efter et par sekunder, hvorved lysbuen udløses. Til
at begynde med udsender svejsemaskinen en IBASE strøm, et øjeblik
senere den indstillede svejsestrøm.
TIG DC-svejsning
TIG DC-svejsning egner sig til alle slags ulegeret, lavtlegeret og
højtlegeret stål samt tungmetaller såsom kobber, nikkel, titanium og
legeringer deraf.
Til TIG DC-svejsning med elektrode ved (-) pol anvendes der normalt
en elektrode med 2% cerium (gråt bånd).
Tungstenselektroden skal spidses aksialt med slibestenen, som vist
på FIG. P, hvorved man skal sørge for, at spidsen er fuldstændig
koncentrisk for at undgå udsvingninger i lysbuen. Det er vigtigt, at
slibningen foretages i elektrodens længderetning. Dette arbejde skal
gentages med jævne mellemrum, alt efter elektrodens anvendelse og
slidtilstand, samt hvis den ved et hændeligt uheld kontamineres,
oxyderes eller anvendes forkert.
SVEJSNING MED BEKLÆDT MMA-ELEKTRODE
Det er strengt nødvendigt at følge fabrikantens anvisninger, der er
opført på elektrodepakningen og angiver elektrodens polaritet og den
optimale strømstyrke.
Svejsestrømmen skal reguleres på grundlag af den anvendte
elektrodes diameter og i betragtning af hvilken slags samling der skal
udføres (TAB. 7).
Vær opmærksom på, at der ved samme elektrodediameter kræves
høje strømstyrker til plan svejsning, mens der skal anvendes lavere
strømstyrker til vertikal eller underopsvejsning.
Svejsesamlingens mekaniske egenskaber afhænger ikke kun af
strømmens styrke, men også af andre svejseparametre, såsom
lysbuens længde, hastighed og positio n under udf ørelse,
elektrodernes diameter og kvalitet (de bør opbevares i særlige
pakninger elle beholdere på et sted, hvor de beskyttes mod fugt).
Svejsningens egenskaber afhænger også af svejsemaskinens ARCFORCE værdi (dynamiske forholden).
Der skal tages højde for, at høje ARC-FORCE værdier giver en bedre
gennemtrængning og gør det muligt at foretage svejsningen i hvilken
som helst stilling, typisk med basiske elektroder; lave ARC-FORCE
værdier giver derimod en blød bue uden sprøjt, typisk med rutile
elektroder.
Svejsemaskinen er desuden forsynet med HORT START og ANTI
STICK anordningerne, der sikrer en nem start og hindrer elektroden i
at klæbe sammen med arbejdsemnet.
Fremgangsmåde
Hold masken FORAN ANSIGTET, gnid elektrodens spids mod
arbejdsemnet og foretag den samme bevægelse som for at tænde en
tændstik; dette er den mest korrekte måde at udløse lysbuen på.
GIV AGT: LAD VÆRE MED AT BANKE elektroden mod emnet; man
risikerer ellers at beskadige beklædningen og dermed at gøre det
sværere at udløse lysbuen.
- 51 -
Page 52

Så snart lysbuen er udløst, skal man forsøge at opretholde en afstand
fra emnet svarende til den anvendte elektrodes diameter og sørge for,
at denne afstand forbliver så konstant som muligt, mens der svejses;
husk på, at elektroden skal hældes cirka 20-30 grader (FIG. Q) i
fremføringsretningen.
Ved slutningen af svejsesømmen skal elektrodens ende flyttes lidt
tilbage i forhold til fremføringsretningen, over krateret for at udføre
fyldningen; hæv derefter elektroden hurtigt op fra smeltebadet, så
lysbuen slukkes (Svejsesømmens udseende - FIG. R).
7. VEDLIGEHOLDELSE
______________________________________________________
GIV AGT! FØR DER FORETAGES VEDLIGEHOLDELSE, SKAL
MAN KONTROLLERE, OM SVEJSEMASKINEN ER SLUKKET OG
FRAKOBLET NETFORSYNINGEN.
______________________________________________________
ORDINÆR VEDLIGEHOLDELSE
MAS KINOP ERATØRE N KAN UDFØR E DEN ORDIN ÆRE
VEDLIGEHOLDELSE.
Brænder
- Undgå at stille brænderen og dens kabel på varme genstande;
derved smelter de isolerende materialer og brænderen gøres
ubrugelig i løbet af kort tid.
- Man skal med jævne mellemrum undersøge, om gasrørene og
overgangsstykkerne er helt tætte.
- Hver gang trådspolen udskiftes, skal der blæses tør trykluft (maks.
5bar) ind i trådhylstret for at kontrollere, om det er intakt.
- Man skal mindst én gang om dagen kontrollere om brænderens
endestykker er slidte, samt om de er rigtigt monterede: kontrollér
dysen, kontaktrøret og gassprederen.
Trådtilførselsanordning
- Man skal ofte kontrollere, om trådenes trækruller er slidte og
jævnligt fjerne metalstøvet, der lægger sig i trækområdet (ruller og
trådleder ved indgang og udgang).
EKSTRAORDINÆR VEDLIGEHOLDELSE
DEN EKSTRAO RD IN ÆR E VEDLIGEHOLD E L S E MÅ
UDELUKKENDE FORETAGES AF ERFARNE MEDARBEJDERE
ELLER MEDARBEJDERE MED DEN FORNØDNE VIDEN PÅ ELOG MEKANIKOMRÅDET.
______________________________________________________
GIV AGT! FØR MAN FJERNER SVEJSEMASKINENS
PANELER FOR AT FÅ ADGANG TIL DENS INDRE, SKAL MAN
KONTROLLERE, OM SVEJSEMASKINEN ER SLUKKET OG
FRAKOBLET NETFORSYNINGEN.
______________________________________________________
Hvis der foretages eftersyn inde i svejsemaskinen, mens den
tilføres spænding, er der fare for alvorlige elektriske stød ved
direkte kontakt med dele under spænding og/eller læsioner ved
direkte kontakt med dele i bevægelse.
- Man skal med jævne mellemrum - alt efter anvendelsen og hvor
støvet der er i omgivelserne - kontrollere svejsemaskinens indre og
fjerne det støv, der har lagt sig på transformer, reaktans og opretter,
ved hjælp af en tør trykluftstråle (maks. 10bar).
- Pas på ikke at rette trykluftstrålen mod de elektroniske kort; rens
dem om nødvendigt med en meget blød børste eller egnede
opløsningsmidler.
- Benyt lejligheden til at undersøge, om de elektriske forbindelser er
ordentligt spændte samt om kablernes isolering er defekt.
- Når di sse operati one r er udfør t, skal man påmontere
svejsemaskinens paneler igen og stramme fastgøringsskruerne
fuldstændigt.
- Man skal under alle omstændigheder undlade at foretage
svejsninger, mens svejsemaskinen er åben.
8. FEJLFINDING
FOR AT UNDGÅ DÅRLIG FUNKTIONERING SKAL MAN INDEN
DER TILKALDES TEKNISK ASSISTANCE UDFØRE FØLGENDE
UNDERSØGELSER:
- U nd ersøg at sv ej sespænd in gen, so m reg uleres med
potentiometeret med den gradinddelte ampéreskala er korrekt til
den elektrodediamter der benyttes.
- Check at lampen lyser, når hovedkontakten er på ON. Hvis dette
ikke er tilfældet, skal problemet lokaliseres på hovedforsyningen
(ledninger, stik, udtag, sikringer osv.).
- Den gule lampe, der viser, at varmesikringen til beskyttelse mod for
høj eller for lav spænding eller kortslutning er i gang, lyser.
- Nominalintermittensforholdet er overholdt; hvis termostaten går i
gang, skal man vente, til maskinen køler af af sig selv og undersøge,
om ventilatoren fungerer.
- Kontrollér netspændingen: Hvis værdien er for høj eller for lav,
forbliver maskinen spærret.
- Man skal kontrollere, at der ikke er kortslutning ved maskinens
udgang: i dette tilfælde skal man rette på årsagen til forstyrrelsen.
- Kontrollér at alle forbindelserne på svejsekredsløbet er korrekte
specielt at spændekloen er ordentligt forbundet til arbejdsstykket
uden forstyrrende materiale eller overfladebelægning (eks. Maling).
- Om den rigtige beskyttelsesgas anvendes (Argon 99,5%) - også i
den rigtige mængde.
______________( SF )______________
OHJEKIRJA
HU O M ! E NN EN H IT SA US KO NE EN K ÄY TT ÖÄ LU E
HUOLELLISESTI KÄYTTÖOHJEKIRJA!
TEOL LI SUUS- JA AMMATTIKÄY TT ÖÖN TAR KOIT ET UT
JATKUVAN LANGAN HITSAUSKONEET MIG/MAG- JA FLUX, TIG,
MMA -KAARIHITSAUKSEEN.
Huom.: jatkossa käytetään pelkkää nimitystä “hitsauskone”.
1. KAARIHITSAUKSEN YLEINEN TURVALLISUUS
Hitsauskoneen käyttäjän on tunnettava riittävän hyvin koneen
turvallinen käyttötapa sekä kaarihitsaustoimenpiteisiin liittyvät
vaaratekijät ja varotoimet sekä tiedettävä, kuinka toimia
hätätilanteissa.
(Katso myös TEKNINEN ERITELMÄ IEC tai CLC/TS 62081:
KAARIHITSAUSLAITTEIDEN ASENNUS JA KÄYTTÖ).
- Vältä suoraa kontaktia hitsausvirtapiirin kanssa, sillä
generaattorin tuottama tyhjäkäyntijännite voi olla vaarallinen.
- Sammuta hitsauskone ja irrota se sähköverkosta ennen
hitsauskaapelien kytkemistä tai minkään tarkistus- tai
korjaustyön suorittamista.
- Sammuta hitsauskone ja irrota se sähköverkosta ennen
hitsauspolttimen kuluneiden osien vaihtoa.
- Suorita sähkökytkennät yleisten turvallisuusmääräysten
mukaan.
- Hitsauskone tulee liittää ainoastaan syöttöjärjestelmiin,
joissa on maadoitukseen liitetty neutraalijohdin.
- Varmistaudu siitä, että syöttötulppa on oikein maadoitettu.
- Älä käytä hitsauskonetta kosteissa tai märissä paikoissa
äläkä hitsaa sateessa.
- Älä käytä kaapeleita, joiden eristys on kulunut tai joiden
kytkennät ovat löysät.
- Älä hitsaa säiliöitä tai putkia, jotka ovat sisältäneet helposti
syttyviä aineita ja kaasumaisia tai nestemäisiä polttoaineita.
- Älä työskentele materiaaleilla, jot ka on puhdistettu
klooriliuoksilla, tai niiden läheisyydessä.
- Älä hitsaa paineen alaisten säiliöiden päällä.
- Poista työskentelyalueelta kaikki helposti syttyvät materiaalit
(esim. puu, paperi jne.).
- Huolehdi, että kaaren läheisyydessä on riittävä ilmanvaihto tai
mu u jär je stel mä hi ts auss avuje n pois ta mise ks i;
hitsaussavujen altistusrajat on arvioitava systemaattisesti
niiden koostumuksen, pitoisuuden ja altistuksen keston
mukaan.
- Älä säilytä kaasupulloa (jos sitä käytetään) lämmönlähteiden
lähellä tai auringon paisteessa.
,
*
- Huolehdi ri ittä väst ä sähkö ne ri st yk se stä suhtees sa
elektrodiin, työstettävään kappaleeseen ja mahdollisiin
lähistöllä maassa oleviin metalliosiin. Sähköneristys voidaan
nor maali sti taa ta käyttämäl lä tarkoitukseen so pivia
suojakäsineitä, -jalkineita, -päähinettä ja vaatetusta ja
eristäviä lavoja tai mattoja.
- Suojaa aina silmät sopivilla maskiin tai kypärään kiinnitetyillä
suojalaseilla.
Käytä kunnon suojavaatetusta äläkä altista ihoa kaaren
aiheuttamille ultravioletti- ja infrapunasäteille; myös kaaren
läheisyydessä olevat henkilöt on suojattava ei-heijastavien
suojien ja verhojen avulla.
- Melu: jos erityisen intensiivisten hitsaustoimenpiteiden
yhteydessä ilmenee vähintään 85db:n (A) päivittäinen
he nk ilökohtai ne n mel ut aso (LEPd) , on käyte tt ävä
asianmukaista henkilökohtaista kuulosuojausta.
- Hitsausprosessin aiheuttamat sähkömagneettiset kentät
voivat häiritä muiden sähköisten tai elektronisten laitteiden
toimintaa. Henkilöt, joilla on elimistöön asennettu sähköinen
tai elektroninen laite (esim. sydämentahdistin), saavat
oleskella hitsauskoneen käyttöalueen lähistöllä vain lääkärin
luvalla. Hitsauskoneen käyttöä ei suositella henkilöille, joilla
- 52 -
)
Page 53

on elimistöön asennettu sähköinen tai elektroninen laite.
- Hitsauskone täyttää teknisen tuotestandardin vaatimukset
teollisuusympäristössä ja ammattikäytössä. Hitsauskoneen
sähkömagneettista yhteensopivuutta asuinympäristössä
käytettäessä ei taata.
LISÄVAROTOIMET
- HITSAUSTOIMENPITEET:
- ympäristössä, jossa on lisääntynyt sähköiskun vaara
- ahtaissa tiloissa
- helposti syttyvien tai räjähdysherkkien materiaalien
läheisyydessä
TÄYTYY arvioida etukäteen vastaavan asiantuntijan toimesta
ja ne on aina suoritettava muiden koulutuksen saaneiden
henkil öid en läsnäollessa, jotta näm ä voivat auttaa
mahdollisessa hätätilanteessa.
TÄYTYY ottaa käyttöön tekniset suojauskeinot, jotka
kuvataan TEKNISEN ERITELMÄN IEC tai CLC/TS 62081
kohdassa 5.10; A.7; A.9.
- H it sau s o n K IE LL ET TY kä y tt äjä n n os ta e ss a
langansyöttölaitetta (esim. hihnojen avulla).
- Hitsaus on KIELLETTY käyttäjän jalkojen ollessa irti maasta
ellei käytetä turvalavaa.
- ELEKTRODIN PIDINTEN JA POLTINTEN VÄLINEN JÄNNITE:
useammalla hitsauskoneella yhtä kappaletta tai useampaa
sähköisesti kytkettyä kappaletta hitsattaessa kahden
elektrodin pitimen ja polttimen välille voi syntyä vaarallinen
tyhjäjännitteiden summa, joka saattaa ylittää sallitun rajan
kaksinkertaisesti.
Asiantuntevan henkilön on suoritettava asianmukaiset
mittaukset mahdollisen vaaran määrittämiseksi ja otettava
käyttöön varokeinot, jotka kuvataan TEKNISEN ERITELMÄN
IEC tai CLC/TS 62081 kohdassa 5.9.
JÄÄNNÖSRISKIT
- KAATUMINEN: Hitsauskone on aina asetettava
vaakatasoiselle, sen painon kantavalle pinnalle.
Muussa tapauksessa (esim. viettävällä tai
epätasaisella lattialla) kone on vaarassa kaatua.
- VÄÄRÄ KÄYTTÖ: Hitsauskoneen käyttö muuhun
kuin s ille osoite ttuun tar ko ituksee n (esim.
vesiputkiston sulattaminen) on vaarallista.
- HITSAUSKONEEN SIIRTÄMINEN: kiinnitä aina
kaasupullo sopivilla apuvälineillä sen putoamisen
välttämiseksi.
Hitsauskoneen vaipan ja langansyöttölaitteen suojien ja
liikkuvien osien on oltava paikoillaan ennen hitsauskoneen
kytkemistä sähköverkkoon.
HUOMAA!: Mikä tahansa langansyöttölaitteen liikkuvia osia
koskeva toimenpide, esim.
- Rullien ja/tai langanohjaimen vaihto
- Langan asettaminen rulliin
- Lankakelan asentaminen
- Rullien, hammaspyörien ja niiden alapuolisen alueen
puhdistus
- Hammaspyörien voitelu
ON SUORITETTAVA HITSAUSKONEEN OLLESSA SAMMUTETTU
JA IRROTETTU SÄHKÖVERKOSTA.
2. JOHDANTO JA YLEISKUVAUS
JOHDANTO
Nämä yksivaiheiset hitsauslaitteet ovat virranlähteitä, jotka perustuvat
uusimpaan inventer igbt teknologiaan ja ovat kokonaan digitaalisesti
ohjattuja ja niissä on sisäänrakennettu langansyöttäjä.
Hitsauslaitteilla on mahdollista suorittaa korkealaatuista MIG/MAG
hitsausta jatkuvalla synergialla sekä Tig ja Mma -hitsausta sekä
MIG/MAG -hitsausta pulssatulla synergialla.
Langansyöttäjä on varustettu langanvetoryhmällä, jossa on 2
moottoroitua rullaa sekä vetopaineen itsenäinen säätö. Integroidussa
digitaalisessa ohjauspaneelissa on mikroprosessorin ohjaama
säätökortti, jossa on pääasiassa kolme toimintoa:
a) PARAMETRIEN ASETUS JA SÄÄTÖ
Tämän käyttöliittymän avulla on mahdollista asettaa ja säätää
käyttöparametreja, valita muistiin tallennettuja ohjelmia sekä saada
näkyviin näytölle toimintatilat ja parametrien arvot.
b) M I G- M A G - H IT S A UK S E L LE E S I AS E T E TT UJ E N
SYNERGIAOHJELMIEN LATAAMINEN
Nämä ohjelmat on esimääritetty ja tallennettu järjestelmään
valmistajan toimesta (ei muutettavissa); näiden ohjelmien avulla
käyttäjä voi valita tietyn työpisteen (joka vastaa hitsauksesta
riippumattomia eri hitsausparametrisarjoja) säätäen vain yhtä
arvoa. Tämä on SYNERGIAN peruste, jonka avulla hitsauslaite
voidaan säätää optimaalisesti ja helposti kaikkia työolosuhteita
varten.
c) M U K A U T E T T U J E N O H J E L M I E N
TALLENTAMINEN/LATAAMINEN MUISTISTA
Tätä toimintoa voidaan käyttää sekä synergiaohjelmalla että
manuaalitilassa työskenneltäessä (tässä tapauksessa kaikki
hitsausparametrit asetetaan vapaasti).Tämän toiminnon avulla
käyttäjä voi tallentaa muistiin ja ladata sieltä myöhemmin tietyn
hitsausohjelman.
Hitsauslaite on tarkoitettu käytettäväksi SPOOL GUN hitsaupäällä,
jota käytetään alumiinin ja terästen hitsaamiseen, kun generaattorin ja
hitsattavan kappaleen välillä on pitkä etäisyys.
METALLIEN HITSATTAVUUS
MIG/MAG-FLUX: Hitsauslaite on tarkoitettu alumiinin ja sen seosten
MIG-hitsaukseen sekä MIG-juottoon, joka tehdään yleensä sinkityillä
pelleillä, sekä hiiliterästen MAG-hitsaukseen, niukkaseosteisille sekä
ruostumattomille teräksille. Lisäksi täytelankojen FLUX-hitsaus on
mahdollista ilman suojakaasua (self-shielding) sovittaen hitsauspään
napaisuus langan valmistajan ohjeisiin.
Alumiinin ja sen seosten MIG-hitsaus on tehtävä käyttäen lankoja,
joiden täyte sopii hitsattavaan materiaaliin sekä suojakaasuun,
puhdas Ar (99,9%).
MIG-juotto voidaan tehdään yleensä sinkityillä pelleillä kupariseosta
täynnä olevilla langoilla (esim. pii-kupari tai alumiini-kupari)
suojakaasulla, puhdas Ar (99,9%).
Hiiliterästen sekä niukkaseosteisten MAG-hitsaus tehdään käyttäen
sekä täysiä että täytettyjä lankoja, joiden koostumus sopii hitsattavaan
materiaaliin, suojakaasuun Co2, seoksiin Ar/CO2 tai Ar/CO2/O2m
(Argon yleensä > 80%).
Ruostu mat tom ien terästen hi tsa ukseen käytetään yleensä
kaasuseoksia Ar/O2 tai Ar/CO2 (Ar yleensä > 98%).
TIG: Hitsauslaite sopii TIG-hitsaukseen tasavirralla (DC) LIFT -kaaren
(pyyhkäisy)sytytyksellä, joka sopii käyttöön kaikilla teräksillä (hiili-,
niukkaseosteiset ja runsasseosteiset) sekä raskasmetalleilla (kupari,
nikkeli, titaani sekä niiden seokset) suojakaasulla, puhdas Ar (99,9%),
tai erityiskäyttöihin seoksilla Argon/Helium.
MMA: Hitsauslaite sopii hitsaukseen MMA elektrodilla tasavirralla
(DC) kaikilla päällystetyillä elektrodityypeillä.
PÄÄOMINAISUUDET:
- Virransyötön jännitteen valvonta.
- Toiminta 2T (2 aikaa)/4T (4 aikaa), Spot.
- Hitsauspään automaattinen tunnistus.
- Langan nousuportaikon säätö, post-gas jälkikaasun aika, langan
loppuunpaloaika (burn-back).
- Yksilöllistettyjen ohjelmien muistiinlaitto/palautus.
- SPOOL GUN hitsauspään käyttövalmius.
- Termostaattisuojaus.
- Napaisuuden käänteisyys (FLUX-hitsaus)
TILATTAVAT LISÄVARUSTEET
- Argon-kaasupullon sovitin.
- Kärry.
- Käsikauko-ohjaus, 1 potentiometri.
- Käsikauko-ohjaus, 2 potentiometriä.
- Kytkentäkaapelipakkaus.
- Alumiinin hitsauspakkaus.
- Täytelankahitsauspakkaus.
- MMA-hitsauspakkaus.
- TIG DC -hitsauspakkaus.
- Tummennettu naamari.
- MIG-hitsauspää.
- TIG-hitsauspää.
3. TEKNISET TIEDOT TYYPPIKILPI
3.1 TYYPPIKILPI
Hitsauskoneen työsuoritusta koskevat tiedot löytyvät kilvestä
esitettynä seuraavin symbolein, joiden merkitys selitetään alla:
1- EUROOPPALAINEN kaarihitsauskoneiden turvallisuutta ja
valmistusta käsittelevä viitestandardi.
2- Koneen sisäisen rakenteen symboli.
3- Suoritettavan hitsaustoimenpiteen symboli.
4- S-symboli: osoittaa, että hitsaustoimenpiteitä voidaan suorittaa
ympäristössä, jossa on korkea sähköiskun vaara (esim. hyvin
lähellä suuria metallimääriä).
5- Syöttölinjan symboli:
1~: vaihtojännite yksivaiheinen;
3~: vaihtojännite kolmivaiheinen.
6- Vaipan suojausaste.
7- Syöttölinjan tyypilliset luvut:
- U : Hitsauskoneen vaihtojännite ja virran taajuus (sallitut rajat
1
±10%).
- I : Suurin linjan käyttämä virta.
1 max
- I : : Tehollinen syöttövirta.
1eff
8- Hitsauspiirin toimintakyky:
- U : Suurin tyhjäkäyntijännite (avoin hitsauspiiri).
0
- I /U : Normalisoitu vastaava virta ja jännite, jotka hitsauskone voi
2 2
tuottaa hitsauksen aikana.
- X : Jaksoittainen suhde: Ilmoittaa sen ajan, jonka aikana
hitsauskone voi tuottaa vastaavaa virtaa (sama palsta).
KUVA A
- 53 -
Page 54

Ilmoitetaan % -määräisenä, 10 minuutin kierron perusteella
(esim. 60 % = 6 työminuuttia, 4 minuutin tauko jne).
Mikäli käyt tökertoimet (arvokilvessä main itut, viittavat
y m pä ris t ön 4 0 as t ee n l äm pö t il aa n) y l it et ää n ,
ylikuumenemissuojaus laukeaa (kone pysyy valmiustilassa,
kunnes sen lämpötila palaa sallittujen rajojen puitteisiin).
-A/V-A/V: Ilmoittaa hitsausvirran säätöalueen (minimi - maksimi)
kaaren vastaavalla jännitteellä.
9- Sarjanumero hitsauskoneen tunnistamista varten (välttämätön
huollon, varaosien tilauksen ja tuotteen alkuperän selvityksen
yhteydessä).
10- : Linjan suojaukseen tarkoitetun viivästetyn käynnistyksen
sulakkeiden arvot.
11-Symbolit viittaavat turvallisuusnormeihin, joiden merkitys
selitetään kappaleessa 1 “Kaarihitsauksen yleinen turvallisuus”.
Huomautus: esitetty esimerkkikilpi kuvaa ainoastaan symbolien ja
lukujen merkitystä, hallussanne olevan hitsauskoneen täsmälliset
arvot on katsottava suoraan kyseisen hitsauskoneen kilvestä.
MUUT TEKNISET TIEDOT:
-HITSAUSLAITE : katso taulukko 1 (TAUL. 1)
-MIG-HITSAUSPÄÄ: katso taulukko 2 (TAUL. 2)
-TIG-HITSAUSPÄÄ: katso taulukko 3 (TAUL. 3)
-ELEKTRODIN KANNATINPIHDIT: katso taulukko 4 (TAUL. 4)
Hitsauslaitteen paino ilmoitetaan taulukossa 1 (TAUL. 1).
4. HITSAUSLAITTEEN KUVAUS
OHJAUSLAITTEET, SÄÄTÖ JA KYTKENTÄ
Hitsauslaite (KUVA B)
Etupuolella:
1- Ohjauspaneeli (katso kuvaus).
2- Nopea negatiivinen pistoke (-) hitsauksen virtakaapelille
(maadoituskaapeli MIG:lle ja MMA:lle, hitsauspään kaapeli
TIG:lle).
3- N o p ea p os itii v i ne n p is to ke ( +) TI G- hits a u ks en
maadoituskaapelille (hitsauksen virtakaapeli MMA:lle)
4- Keskitetty liitos MIG-hitsauspäälle (Euro).
5- Liitin 14p (14 napaa) kauko-ohjaimen sekä spool gun:n kytkentää
varten.
Takapuolella:
6- Yleiskatkaisin ON/OFF.
7- Kaasuputken liitos (kaasupullo) MIG-hitsaukseen.
8- Virtakaapeli kaapelinsulkijalla.
Kelan tila:
9- Positiivinen liitin (+).
10- Negatiivinen liitin (-).
HUOMIO: Napaisuuden käänteisyys FLUX-hitsaukseen (ilman
kaasua).
HITSAUSLAITTEEN OHJAUSPANEELI (KUVA C)
1- Hälytystä merkitsevä VALODIODI (hitsauslaitteen ulostulo on
lukittu). Näyttöruudulle (4) ilmestyy hälytysviesti.
Hitsauslaitteen ennalleenpalautus on automaattinen hälytyksen
syyn poistuessa.
2- Jännitteen ulostulossa ilmoittava VALODIODI (ulostulo
päällä).
3- Hitsauslaitteen ohjelmointia merkitsevä VALODIODI.
4- Aakkosnumeerinen näyttöruutu 3 digit. Ilmoittaa:
- hitsausvirran ampeereissa.
Ilmoitettu arvo on hitsauslaiteen tyhjäkäynnillä asetettu arvo,
kun taas todellinen arvo on sen toiminnan aikana.
- hälytysviesti seuraavalla merkinnällä:
-"AL. 1": Koneen ylikuume nemi sesta jo ht uva pääpiirin
suojatermostaatin keskeytys (vain versio MIG Pulse).
-"AL. 2": Koneen ylikuumenemisesta johtuva suojatermostaatin
keskeytys.
-"AL. 3": Häiriö päävirransyötössä: virransyötön jännite on
sallitun välin ulkopuolella +/- 15% suhteessa kyltin
arvoon.
HUOMIO: Yl lä mainitun jännitteen yläa rvon
ylittäminen vaurioittaa laitetta vakavasti.
-"AL. 4": H äiriö p ää vi r ran sy öt össä: s uojak es key ty s
virransyöttölinjan alijännitteen vuoksi (vain versio MIG
Pulse).
-"AL. 7": On yritetty hitsata MIG/MAG-tavassa liian suurella
virralla generaattorille.
-"AL. 8": Häiriö MIG/MAG-hitsauspiirissä (vain versio MIG
P ul se ). H U O M I O : t ä ss ä t a p a u k se ss a
en nall eenp ala utus o n vä ltt ämä tön l ait tee n
4a, 4b, 4c, 4d, 4e- VALODIODI ilmoittaa mittayksikön (ampeeri,
5- Encoderin ohjausvipu.
6- Yksilöllistettyjen hitsausohjelmien palautusnäppäin (LOAD).
7- Yksilöllistettyjen hitsausohjelmien muistiinlaittonäppäin
8- Hitsausmenettelyn valintanäppäin.
sammuttamiseksi ja uudelleen käynnistämiseksi.
voltti, sekunti, prosentti metri/minuutti).
Mahdollistaa hitsausvirran säädön.
(STORE).
Painamalla näppäintä valodiodi syttyy käytettäväksi aiottua
hitsaustapaa vastaavasti:
- : MIG/MAG PULSE ARC-tavassa (kun mahdollista).
- : MIG/MAG/FLUX SHORT/SPRAY ARC-tavassa.
- : elektrodi MMA.
- : TIG-DC LIFT-sytytyksellä.
9- Hitsausprosessin valintanäppäin.
Laitteen ollessa MIG/MAG/FLUX-tavassa se mahdollistaa
valinnan ohjauksen 2 aikaa, 4 aikaa tai pistehitsausajastimen
välillä ( SPOT).
10- Materiaalityypin valintanäppäin.
Aseta toimintatapa materiaalin tai menetelmän mukaan.
On käytössä vain synergiassa (13).
11- Langan halkaisija valintanäppäin mahdollistaa langan
halkaisijan asettamisen. 1.2 mm:n halkaisijaa varten on
liikutettava painiketta kunnes molemmat halkaisijoita 0.6 ja 0.8
mm vastaavat valodiodit syttyvät.
On käytössä vain synergiassa (13).
12- Kauko-ohjauksen valintanäppäin.
- VALODIODIN palaessa hitsauslaitteen paneelilla olevat
ohjaukset ovat käytössä.
- VALODIODIN palaessa säätö voidaan suorittaa vain
kauko-ohjauksella:
a) ohjaus 1 potentiometrilla: korvaa encoderin toiminnan (5).
b) ohjaus 2 potentiometrilla: korvaa encoderin (5) sekä
lisäparametrin toiminnan.
c) kauko-ohjaus polkimella: korvaa encoderin toiminnan (5)
Tig-tavassa.
13- Hitsauksen valintanäppäin synergiassa. Laitteen toimimisen
asettam is eksi synergiass a MIG/ MAG-h itsauksessa on
välttämätöntä liikuttaa painiketta.
HUOMIO! Vaikka laitteella on mahdollista asettaa vapaasti
jokainen parametri, on tiettyjä parametriyhdistelmiä, joilla ei
välttämättä ole merkitystä sähkön tai hitsauksen näkökulmasta.
Joka tapauksessa hitsauslaite ei vaurioidu, vaikkei se toimisikaan
vääränlaisen asetuksen mukaan.
14- Hitsausparametrien valintanäppäin.
Painamalla näppäintä peräkkäin syttyy yksi VALODIODEISTA
(14a) - (14i), johon tietty parametri liittyy. Jokaisen käytössä
olevan parametrin arvon asettaminen on tehtävissä ENCODER:n
avulla (5) ja ilmoitetaan näyttöruudulla (4).
Huomio: ne parametrit, joita käyttäjä ei voi muuttaa, ovat
automaattisesti pois valinnasta sen mukaan työskennelläänkö
synergisellä ohjelmalla vai käsitavassa; vastaava VALODIODI ei
syty.
14a- parametri 1: Valitsee hitsausjännitteen.
MIG/MAG/FLUX-tavassa säätää hitsausjännitteen volteissa tai
ka ar en ko rj auksen syner gi assa (vain MIG/MAG:ll e) .
Hitsauk sessa havai nn ol listaa jännitte en gener aa ttorin
ulostulossa.
14b- parametri 2: Asettaa langan nopeuden tai
h i ts au sv i rr an . MI G/ M AG /F LU X- t av as sa la ng a n
etenemisnopeus metrejä minuutissa. MMA-tavassa mitattu
hitsausvirta ampeereissa. Hitsauksessa havainnollistaa virran
generaattorin ulostulossa.
14c- parametri 3: Arc force tai elektroninen reaktanssi.
MMA-tavassa kaaren voimakkuus tai kaaren tunkeutumisen
säätö. MIG/MAG/FLUX-tavassa tarkoittaa samaa, mutta sitä
kutsutaan elektroniseksi reaktanssiksi.
14d- parametri 4: Kiihdytysportaikko: MIG/MAG/FLUX-
tava ssa säätää langanvetomoottorin ki ihd ytysportai kon
kaltevuuden.
14e- parametri 5: Burn back-loppuunpaloaika:
MIG/MAG/FLUX-tavassa säätää aikavälin, joka kuluu langan
pysäytyshetken sekä ulostulovirran nollauksen välillä.
14f- parametri 6: Postgas (jälkikaasu). MIG/MAG/FLUX-
tavassa säätää jälkikaasun ajan sekunneissa.
14g- parametri 7: Laskuportaikko. MIG/MAG-tavassa
laskuportaikon aika (vain synergiassa (13)).
14h- parametri 8: Spot-aika. MIG/MAG/FLUX-tavassa säätää
hitsausvirran keston pistehitsauksessa (SPOT).
14i- Parametri 9: Taukoaika pistehitsauksessa.
MIG /MAG/FLU X-tavass a säätää ta uon keston kahde n
piste hitsauk se n vä lillä. Asetu ksella 0 sek seuraavan
- 54 -
Page 55

pistehitsauksen suorittamiseksi on välttämätöntä löysätä
hitsauspään painike ja painaa sitä sitten uudelleen.
YKSILÖLLISTETTYJEN OHJE LMIEN MUISTIINLAITTO JA
PALAUTUS
Johdanto
Hit sausl aitte ella on mah dolli sta laitt aa muis tiin (STOR E)
yksilöllistettyjä työohjelmia, joille kuuluvat tietylle hitsaukselle
voimassa olevien parametrien asetukset. Jokainen yksilöllistetty
ohjelma voidaan palauttaa (LOAD) milloin tahansa antaen näin
käyttäjälle “käyttövalmiin” hitsauslaitteen aikaisemmin optimoituun
erikoistyöhön. Hitsauslaitteella on mahdollista laittaa muistiin 9
yksilöllistettyä ohjelmaa.
Muistiinlaittomenetelmä (STORE)
Hitsauslaitteen säätämisen jälkeen parhaalla mahdollisella tavalla
tiettyä hitsausta varten menettele seuraavalla tavalla (KUVA C):
a) Paina näppäintä (7) “STORE” 3 sekunnin ajan.
b) Ilmestyy “St_ ” näyttöruudulle (4) sekä numero välillä 1 ja 9.
c) Pyörittämällä käsivipua (5) valitse numero, jolla ohjelma
tallennetaan.
d) Paina uudelleen näppäintä (7) “STORE”:
- mikäli näppäintä “STORE” painetaan yli 3 sekuntia, ohjelma
menee oikein muistiin ja ilmestyy teksti “YES”;
- mikäli näppäintä “STORE” painetaan alle 3 sekuntia, ohjelma ei
mene muistiin ja ilmestyy teksti “ no”.
Palautusmenetelmä (LOAD)
Menettele seuraavalla tavalla (katso KUVA C):
a) Paina näppäintä (6) “LOAD” 3 sekunnin ajan.
b) Ilmestyy “Ld_ ” näyttöruudulle (4) sekä numero välillä 1 ja 9.
c) Pyörittämällä käsivipua (5) valitse numero, jolla käytettäväksi
haluttu ohjelma menee muistiin.
d) Paina uudelleen näppäintä (6) “LOAD”:
- mikäli näppäintä “LOAD” painetaan yli 3 sekuntia, ohjelma
palautuu oikein ja ilmestyy teksti “YES”;
- mikäli näppäintä “LOAD” painetaan alle 3 sekuntia, ohjelma ei
palaudu ja ilmestyy teksti “ no”.
HUOMIO: näppäimellä “store” ja “load” tehtävien toimenpiteiden
aikana valodiodi prg palaa.
5. ASENNUS
______________________________________________________
HU OM.! K ONE EN O N OLTAVA E HDO TTOMAS TI
SA M M U TE TT U JA IRROT ET TU SÄ HK ÖV ER KO ST A
AS EN NU STOI ME NPITEID EN JA SÄH KÖ KYTKENT ÖJ EN
TEKEMISEN AIKANA.
AINOASTAAN PÄTEVÄ TAI KOKENUT HENKILÖ SAA TEHDÄ
SÄHKÖKYTKENNÄT.
______________________________________________________
Suojamaskin asennus
Paluukaapelin/puristimen asennus
HITSAUSKONEEN SIJOITTAMINEN
Sijoita kone alueelle, jolla jäähdytysilma-aukot eivät ole tukossa
(siiven pakoiskierre, jos sellainen on); tarkista, etteivät sähköä johtava
pöly, syövyttävä höyry, kosteus jne. pääse koneeseen.
Jätä hitsauskoneen ympärille vähintään 250 mm vapaata tilaa.
______________________________________________
HUOM.! Hitsauskone on aina sijoitettava vaakatasoiselle,
sen painon kantavalle pinnalle koneen kaatumisen tai siirtymisen
välttämiseksi.
______________________________________________
KYTKENTÄ VERKKOON
- Ennen sähkökytkentöjen tekemistä tarkista, että hitsauskoneen
kilvessä ilmoitettu jännite ja taajuus vastaavat asennuspaikan
käytettävissä olevan verkon arvoja.
- Hitsauskone tulee liittää ainoastaan syöttöjärjestelmiin, joissa on
maadoitukseen liitetty neutraalijohdin.
- Suojan varmistamiseksi epäsuoraa kosketusta vastaan käytä
differentiaalikatkaisimia, jotka ovat tyyppiä:
- Tyyppi A ( ) yksivaiheisille laitteille;
- Tyyppi B ( ) kolmivaiheisille laitteille.
- Normin EN 61000-3-11 (Flicker) vaatimusten täyttämiseksi
su osi tel la an h it sau sla itt ee n ky tk emi st ä sä hk öve rkon
liitäntäkohtiin, joiden impedanssi on pienempi kuin Zmax =0,18
ohmi.
Pistoke ja pistorasia
l iitä verkkojohtoon riittävällä kapasiteetilla varustettu pistoke (2P + T)
ja käytä verkkopistorasiaa, jossa on sulakkeet tai automaattikatkaisin;
asianmukainen maadoitus liitetään syöttölinjan maadoitusjohtoon
(keltavihreä). Taulukossa (TAUL.1) ilmoitetaan suositeltavien hitaiden
sulakkeiden arvot ampeereissa hitsauskoneen tuottaman suurimman
nimellisvirran pohjalta sekä syötön nimellisjännitteen pohjalta.
______________________________________________
Kuva D
Kuva E
Holkkikaapelin asennus
Kuva F
HUOM.! Yllä olevien ohjeiden laiminlyöminen tekee koneen
turvajärjestelmän (luokka I) tehottomaksi aiheuttaen siten
vakavan henkilövahinkojen (esim. sähköisku) tai aineellisten
vahinkojen (esim. tulipalo) vaaran.
______________________________________________
HITSAUSPIIRIN KYTKENNÄT
______________________________________________
HUOM:! VARMISTA ENNEN SEURAAVIEN KYTKENTÖJEN
TEKEMISTÄ, ETTÄ HITSAUSKONE ON SAMMUTETTU JA
IRROTETTU SÄHKÖVERKOSTA
Taulukossa (TAUL. 1) esitetään hitsauskaapeleille suositeltavat arvot
(yksikkö mm ) hitsauskoneen tuottaman suurim man virran
perusteella.
______________________________________________
MIG/MAG-HITSAUS
Liittäminen kaasupulloon
Kaasusäiliö, joka voidaan asettaa rattaiden tukitasanteelle max 60 kg
- Ruuvaa paineenalennin kiinni kaasupullon venttiiliin ja laita väliin
- Liitä kaasun tuloletku paineenalentimeen ja kiinnitä mukana
- Löysää paineenalentimen säätörengas ennen kaasupullon
Hitsausvirran paluukaapelin kytkentä
- Kyt ket ää n su or aan ty öka pp ale ese en t ai työ pe nkk iin
Polttimen liittäminen
- Liitä poltin sille tarkoitettuun liittimeen. Kiinnitä varmistusrengas
- Valmista poltin langan asentamista varten irrottamalla siitä
FLUX-HITSAUS
Maadoituksen paluukaapelin kytkennät sekä hitsauspää ovat
MIG/MAG-hitsauksen mukaisia. On välttämätöntä vaihtaa jännitteen
napaisuus (KUVA B (9)-(10)) kelan tilassa, kuten etiketissä
ilmoitetaan.
Spool Gun:n kytkentä (KUVA B)
- Yhdistä Spool Gun (4) keskitettyyn liitokseen pyörittämällä
kiinnitysrengas pohjaan asti.
- Aseta ohjauskaapelin liitin (5) siihen tarkoitettuun pistokkeeseen,
hitsauslaite tunnistaa automaattisesti Spool Gun:n.
TIG-HITSAUS
Kaasupullon kytkentä
Ladattava kaasupullo kärryn tasolle max 60 kg
- R uuvaa pain eenalenn in kaas upullon ventt iiliin asettaen
lisävarusteena saatu alennin Argon-kaasulle.
- Yhdistä kaasun tuloputki alentimeen ja kiristä varusteissa oleva
nauhaa; yhdistä sitten putken toinen pää tarkoituksen mukaiseen
liitokseen, joka on hanallisessa Tig-hitsauspäässä.
- Löysää paineenalentimen säätörengas ennen kaasupullon
venttiilin avaamista.
Hitsausvirran paluukapeelin kytkentä
- Kytke kaapeli hitsattavaan kappaleeseen tai metallipenkkiin, jolla
se on, mahdollisimman lähelle tehtävää liitosta.
- Kytke kaapeli hitsauslaitteeseen nopeaan pistokkeeseen (+).
Tig-hitsauspään kytkentä (KUVA M)
- Kytke TIG-hitsauspää nopeaan pistokkeeseen (-) hitsauslaitteen
etupaneelilla.
MMA-HITSAUS
Melkein kaikki hitsauspuikot kytketään generaattorin positiiviseen (+)
napaan. Ainoastaan hapanpäällysteiset hitsauspuikot kytketään
negatiiviseen (-) napaan.
Holkkikaapelin kytkentä
Tämän liitännässä on erikoispuristin elektrodin näkyvän osan
kiinnitystä varten.
Kaapeli liitetään puristimeen, jossa symboli (+).
Hitsausvirran paluukaapelin kytkentä
Kytketään suoraan työkappaleeseen tai työpenkkiin mahdollisimman
lähelle tehtävää hitsaussaumaa.
Kaapeli liitetään puristimeen, jossa symboli (-).
Suosituksia:
- Kierrä hitsauskaapeleiden liittimet pohjaan asti pikaliittimissä (jos
sellaisia on) täydellisen sähkökontaktin takaamiseksi; mikäli näin ei
tehdä, liittimet ylikuumenevat helposti, jolloin ne kuluvat nopeasti ja
tapahtuu tehonmenetystä.
- Käytä mahdollisimman lyhyitä hitsauskaapeleita.
- Älä käytä työkappaleeseen kuulumattomia metallirakenteita
hitsausvirran paluukaapelin sijasta. Se voi johtaa vaaratilanteeseen
tai epätyydyttävään hitsaustulokseen.
LANKARULLAN ASENTAMINEN (KUVA G)
_________________________________________________________________________________
ALOITTAMISTA ON VARMISTETTAVA, ETTÄ HITSAUSKONE ON
2
mukana toimitettu tarkoitukseen varattu välitys, kun käytetään
Argon-kaasua tai Argon/CO -seosta.
toimitettu sinkilä.
venttiilin avaamista.
mahdollisimman lähelle tehtävää hitsaussaumaa.
pohjaan asti käsin.
kosketusputki ja suukappale langan ulostulon helpottamiseksi.
HUOM.! ENNEN LANGAN ASENTAMISTOIMENPITEIDEN
2
- 55 -
Page 56

SAMMUTETTU JA IRROTETTU SÄHKÖVERKOSTA. 7- Ruuvaa mutteri takaisin kiristäen mutteriavaimella.
_________________________________________________________________________________
VARMISTA, ETTÄ LANGANSYÖTTÖRULLAT, LANGANOHJAIMEN
SUOJAPUTKI JA POLTTIMEN KOSKETUSPUTKI VASTAAVAT
KÄYTETTÄVÄN LANGAN HALKAISIJAA JA TYYPPIÄ JA TARKISTA,
ETTÄ NE ON ASENNETTU OIKEIN. ÄLÄ KÄYTÄ SUOJAKÄSINEITÄ
LANGAN PUJOTTAMISEN AIKANA.
- Avaa kelatila.
- Aseta lankakela telalle varmistaen, että telan pyörityksen
sulkuhaka on asetettu oikein sille varattuun reikään (1a).
- Vapauta paineen vastakkainen rulla/rullat ja vedä se/ne pois
sisärullan/rullien luota (2a).
- Tarkasta, että vetopuola/-puolat sopii/sopivat käytettävään
lankaan (2b).
- Vapauta langan pää ja leikkaa sen ruma pää siististi. Käännä kelaa
vastapäivään ja aseta langan pää langanohjaimen aukkoon
työntäen sitä noin 50-100 mm (2c).
- Tarkasta, että vetopuola/-puolat sopii/sopivat käytettävään
lankaan.
Ase ta vasta ru lla uudell ee n pai kalle en , sää dä pa ine
keskivertoarvoon ja tarkista, että lanka on oikein sisärullan raossa
(3).
- Jarr uta kelaa kevyesti käyttäen kelan keskellä olevaa,
tarkoitukseen varattua säätöruuvia (1b).
- Irrota suukappale ja kosketusputki (4a).
- Laita pistoke verkkopistorasiaan. Käynnistä hitsauslaite ja paina
polttimen painiketta tai ohjauspaneelin langansyöttöpainiketta (jos
sellainen on). Odota, että langanohjaimen suojaputkesta esiin
tuleva langanpää tulee ulos noin 10-15 cm polttimen etuosasta, ja
vapauta sitten painike.
_________________________________________________________________________________
HUOM.! Tämän toimituksen aik an a langassa on
sähköjännite ja se on mekaanisen voiman alainen. Mikäli
turvallisuusohjeita ei noudateta, voi seurauksena olla sähköisku,
tapaturma tai sähkökaari:
_________________________________________________________________________________
- Älä suuntaa polttimen suuta kehoa kohden.
- Pidä kaasupullo ja poltin etäällä toisistaan.
- Kiinnitä kosketusputki ja suukappale uudelleen polttimeen (4b).
- Tarkista, että lanka etenee säännöllisesti. Aseta rullien paine ja
kelan jarrutus mahdollisimman pieniin arvoihin varmistaen, että
lanka ei pääse luistamaan rakoon ja että pysähdyksen
tapahtuessa syöttö ei löysää langan kierroksia keskipakovoiman
ansiosta.
- Leikkaa suukappaleesta ulos tuleva langan pää 10-15 mm
mittaiseksi.
- Sulje syöttäjän luukku.
- Sulje kelatila.
5.7 LANKARULLAN LATAAMINEN SPOOL GUN:LLE (Kuva H)
______________________________________________
HUOMIO! ENNEN LANGAN LATAUSTOIMENPITEEN
AL OI TTAMIS TA VARMI STA, ETT Ä HIT SAUS LA ITE ON
SAMMUTETTU SEKÄ IRROTETTU SÄHKÖVERKOSTA, JA ETTÄ
SPOOL GUN ON IRTI HITSAUSLAITTEESTA.
______________________________________________
TA R K A STA , E T T Ä L A N GA N J O H T I M E N R U LL AT,
LANGAN OH JA IM EN KO T ELO SE KÄ S PO OL G UN :N
KOSK ETUSP UTKI VASTAAVAT KÄY TETTÄ VÄKSI AIOT UN
LANGAN HALKAISIJAA JA SEN TYYPPIÄ JA ETTÄ NE OVAT
KOOTTU OIKEANLAISESTI. ÄLÄ KÄYTÄ SUOJAHANSIKKAITA
LANGAN PUJOTUSVAIHEIDEN AIKANA.
- Poista kansi ruuvaamalla siinä oleva ruuvi auki (1).
- Aseta lankarulla kelaan.
- Päästä paineen vastarulla ja siirrä se pois alemman rullan läheltä
(2).
- Vapauta langan pää, katkaise sen epämuodostunut pääte selvällä
leikkauksella ilman rönsyjä; pyöritä rullaa vastapäivään ja laita
langan pää langantulo-ohjaimeen työntämällä sitä 50-100mm
suukappaleen sisälle (2).
- Aseta vastarulla uudelleen säätämällä sen paine keskitason arvoon
ja tarkasta, että lanka on oikein asetettu alemman rullan uraan(3).
- Jarruta kevyesti kelaa siihen tarkoitetun säätöruuvin kautta.
- Kun Spool gun on yhdistetty, aseta hitsauslaitteen pistoke
sähköpistorasiaan, käynnistä hitsauslaite ja purista spool gun:n
painonappia sekä odota, että langan pää kulkemalla kokonaan
langanohjaimen läpi tulee 100-150mm esiin hitsauspään etuosasta,
löysää hitsauspään painonappi.
LANGANOHJAIMEN VAIPAN VAIHTO POLTTIMEEN (KUVA I)
Ennen vaipan vaihdon aloittamista ojenna poltinkaapeli varoen
mutkien syntymistä.
Kierrevaippa teräslangoille
1- Ruuvaa irti suutin ja kosketusputki polttimen päästä.
2- Ruuvaa irti vaipan kiinnitysmutteri keskiliittimestä ja irrota vaippa.
3- Työnnä uusi vaippa poltinkaapelin putkeen ja paina sitä kevyesti,
kunnes se tulee ulos polttimen päästä.
4- Ruuvaa vaipan kiinnitysmutteri takaisin paikalleen kiristäen
kädellä.
5- Leikkaa polttimesta ulostuleva vaipan osa painaen sitä kevyesti;
irrota vaippa uudelleen poltinkaapelista.
6- Tasoita vaipan leikattu pää ja laita vaippa takaisin poltinkaapelin
putkeen.
8- Asenna kosketusputki ja suutin takaisin paikoilleen.
Synteettinen vaippa alumiinilangoille
Suorita vaiheet 1, 2, 3 kuten teräslangoille tarkoitetun vaipan kohdalla
(älä suorita vaiheita 4, 5, 6, 7, 8).
9- Ruuvaa alumiinin hitsaukseen tarkoitettu kosketusputki takaisin
paikalleen tarkistaen, että se tulee kosketukseen vaipan kanssa.
10-Laita vaipan toiseen päähän (polttimeen liitettävä puoli)
messinkinippa ja O-rengas ja kiristä vaipan kiinnitysmutteri
painaen vaippaa kevyesti. Vaipan ylimääräinen osa poistetaan
my öh emm in (ka ts o (13) ). Ved ä l an gan syö tt öla it tee n
poltin lii toksesta ulos alumiiniva ipp oja var ten tarkoitettu
kapillaariputki.
11-Vaipoilla, joiden halkaisija on 1,6-2,4mm (keltainen väri), EI OLE
KAPILLAARIPUTKEA; tässä tapauksessa vaippa laitetaan
poltinliitokseen ilman sitä.
Leikkaa halkaisjaltaan 1-1,2mm olevien alumiinivaippojen
(punainen väri) kapillaariputki n. 2mm lyhyemmäksi kuin teräsputki
ja laita se vaipan vapaaseen päähän.
12-Kiinnitä poltin langansyöttölaitteen liitokseen; merkitse vaipan
kohta, joka on n. 1-2mm etäisyydellä pyöristä; irrota poltin jälleen.
13-Leikkaa vaippa aikaisemmin määritetystä kohdasta; varo, ettei
sisäänmenoaukko muuta muotoaan. Asenna poltin takaisin
langansyöttölaitteen liitokseen ja asenna kaasusuutin paikalleen.
6 MIG/MAG-HITSAUS
SIIRTOTAPA SHORT ARC (LYHYT KAARI)
Elektrodilangan sulaminen ja tipan irtoaminen saadaan aikaan
toistuvilla oikosuluilla (jopa 200 kertaa minuutissa) langan kärestä
sulamiskohtaan.
Hiili- ja seosteräkset
- Sopiva langan läpimitta: 0,6-1,2mm
- Hitsaussähkön kantama: 40-210A
- Kaaren jännitekantama: 14-23V
- Sopivat kaasut: CO , Ar/CO , Ar/CO /O
Ruostumattomat teräkset
- Sopiva langan läpimitta: 0,8-1mm
- Hitsaussähkön kantama: 40-160A
- Kaaren jännitekantama: 14-20V
- Sopivat kaasut: Ar/O , Ar/CO (1-2%)
Alumiini ja seokset
- Sopiva langan läpimitta: 0,8-1,6mm
- Hitsaussähkön kantama: 75-160A
- Kaaren jännitekantama: 16-22V
- Sopivat kaasut: Ar 99,9%
Kosketusputken on tavallisesti oltava suuttimen tasolla tai hieman siitä
ulkoneva, jos käytetään ohuita lankoja tai pientä kaarijännitettä;
langan vapaa pituus (stick-out) on normaalisti 5-12mm.
Käyttötarkoitus: hitsaus kaikissa asennoissa ohuilla
paksuuksilla, rajoitettu lämpökuorma ja hyvin säädettävissä
oleva hitsisula.
Huom.: lyhy tkaar ih itsausta alum iinin ja seosten
hitsaukseen käytettäessä on oltava erityisen tarkka
(erityisesti käytettäessä lankaa, jonka halkaisija >1mm),
koska sulamisvirheiden mahdollisuus on suuri.
6.1.2 SIIRTOTAPA SPRAY ARC (SUIHKUKAARI)
Langan sulaminen tapahtuu korkeampaa jännitettä ja sähkövoimaa
käytettäessä kuin "Short Arc". Langan kärki ei joudu kosketukseen
sulamiskohdan kanssa. Tämä muodostaa kaaren, jonka läpi virtaa
metallipisaroiden virta. Nämä muodostuvat elektrodijohdon jatkuvasti
sulaessa, mutta jolloin oikosulkua ei tapahdu.
Hiili- ja seosteräkset
- Sopiva Langan läpimitta: 0,8-1,6mm
- Hitsaussähkön kantama: 180-450A
- Kaaren jännitekantama: 24-40V
- Sopivat kaasut: Ar/CO , Ar/CO /O
Ruostumattomat teräkset
- Sopiva Langan läpimitta: 1-1,6mm
- Hitsaussähkön kantama: 140-390A
- Kaaren jännitekantama: 22-32V
- Sopivat kaasut: Ar/O , Ar/CO (1-2%)
Alumiini ja seokset
- Sopiva Langan läpimitta: 0,8-1,6mm
- Hitsaussähkön kantama: 120-360A
- Kaaren jännitekantama: 24-30V
- Sopivat kaasut: Ar 99,9%
Kosketusputken on tavallisesti oltava 5-10mm suuttimen sisäpuolella,
sitä enemmän mitä suurempi on kaarijännite; langan vapaa pituus
(stick-out) on normaalisti 10-20mm.
MANUAALITILASSA (“PRG 0”), kun langan nopeuden ja kaaren
jännitteen oikeat parametrit on valittu (toisin sanoen sopivat arvot ),
valittavalla reaktanssin arvolla ei ole merkitystä.
Käyttö tarkoitus: hi tsaus vaakasuoraan vähintään 3-4mm
paksuuksilla (hyvin herkkäjuoksuinen hitsisula); suoritusnopeus ja
pinnoiteaste ovat hyvin suuret (korkea lämpökuorma).
PULSE ARC -SIIRTOTAPA (PULSSIKAARI) (JOS MUKANA)
Tämä on “kontrolloitu” siirtotapa ja se sijaitsee toimintoalueella “sprayarc” (muokattu suihkukaari). Tämän siirtotavan hyötyjä ovat
yhdistymisnopeus ja roiskeettomuus ulottuen huomattavan alhaisiin
virta-arvoihin, jotka tyydyttävät useita ”short-arc:lle” tyypillisiä
sovelluksia.
Jokaisella virtapulssilla irtoaa yksi pisara elektrodilangasta; tämä
2 2 2 2
- 56 -
2 2
2 2 2
2 2
Page 57

tapahtuu langan etenemisnopeuteen suhteutetulla taajuudella, TIG DC-hitsausta varten elektrodi navassa (-) käytetään yleensä
langan tyypin ja halkaisijan vaihtelun perusteella (tyypilliset taajuudet: elektrodia, jossa on 2 % ceriumia (harmaa värinauha).
30-300Hz). On välttämätöntä teroittaa pituussuunnassa tungsteeni-elektrodi
Hiili- ja seosteräkset
- Sopiva Langan läpimitta: 0,8-1,6mm
- Hitsaussähkön kantama: 60-360A
- Kaaren jännitekantama: 18-32V
- Sopivat kaasut: Ar/CO , Ar/CO /O (Co max 20%)
Ruostumattomat teräkset
- Sopiva Langan läpimitta: 0,8-1,2mm
- Hitsaussähkön kantama: 50-230A
- Kaaren jännitekantama: 17-26V
- Sopivat kaasut: Ar/O , Ar/CO (1-2%)
Alumiini ja seokset
- Sopiva Langan läpimitta: 0,8-1,6mm
- Hitsaussähkön kantama: 40-320A
- Kaaren jännitekantama: 17-28V
- Sopivat kaasut: Ar 99,9%
Tyypillisesti kontaktiputken on oltava suuttimen sisällä noin 5-10mm,
sitä enemmän mitä korkeampi kaaren jännite on; langan vapaa pituus
(stick-out) on normaalisti 10 20mm.
Sovellus: hitsaus ”asennossa” keskipaksuisille/ohuille sekä
lämpöherkille materiaaleille, soveltuu erityisen hyvin kevytseosten
hitsaukseen (alumiini ja alumiiniseokset), myös alle 3mm:n
paksuuksille.
HITSAUSPARAMETRIEN SÄÄTÖ
Suojakaasu
Suojakaasun määrän on oltava:
short arc: 8-14 l/min
hitsausvirran suuruuden sekä suuttimen halkaisijan mukaan.
Hitsausvirta
Määritellään tiettyä langan halkaisijaa varten sen etenemisnopeuden
mukaan. Ota huomioon, että vaaditun virran ollessa yhtä suuri langan
etenemisnopeus on käänteisesti suhteessa käytettyyn langan
halkaisijaan.
Käsinhitsauksessa hitsausvirran arvot yleisimmin käytetyille langoille
ovat taulukossa (TAUL 5).
Kaaren jännite
Kaaren jännite on säädettävissä pyörittämällä encoderia (KUVA C
(5)); se sovittautuu valittuun langan etenemisnopeuteen (virta)
käytetyn langan halkaisijan sekä suojakaasutyypin mukaan
progressiivisesti seuraavassa suhteessa, josta saadaan keskiarvo:
U = (14 + 0,05 x I )
2 2
jossa : U : kaaren jännite volteissa;
Hitsauksen laatu
Hitsausnuoran laatu ja samanaikaisesti mahdollisimman vähäinen
syn ty neid en ro is kei de n mä är ä mä är itt yy p ääas ia ssa
hitsausparametrien tasapainosta: virta (langan nopeus), langan
halkaisija, kaaren jännite jen.
Samaan tapaan hitsauspään asento sovitetaan kuvitukseen (KUVA L)
niin, et tä vältetään li ial lin en roiskeid en syntyminen sekä
hitsausnuoran virheet.
Myös hitsausnopeus (liitosta pitkin etenemisen nopeus) määrittää
hitsausnuoran oikeanlaista suoritusta; tämä on otettava yhtälailla
huomioon muiden parametrien kanssa, varsinkin tunkeutumisen
lopussa sekä itse hitsausnuoran muodostuksessa.
2
I : hitsausvirta ampeereissa.
2
2 2 2 2
2 2
Yleisimmät hitsausvirheet on koottu TAUL 8.
TIG-HITSAUS (DC)
TIG-hitsaus on hitsausmenetelmä, joka käyttää hyödykseen
sähkökaaren tuottamaa lämpöä, joka sytytetään ja ylläpidetään
sulamattoman elektrodin (Tungsteeni) ja hitsattavan kappaleen välillä.
Tungsteeni-elektrodia tukee hitsauspää, joka välittää siihen
hitsausvirran ja suojaa itse elektrodia sekä hitsaussulaa ilman
hapetukselta jalokaasuvuodon avulla (yleensä Argon: Ar 99,5%), joka
tulee keraamisesta suuttimesta (KUVA M).
Hyvän hitsauksen kannalta on välttämätöntä käyttää tarkkaa
elektrodin halkaisijaa oikealla virralla, katso taulukko (TAUL. 6).
Elektrodin normaali ulkonema keraamisesta suuttimesta on 2-3 mm ja
voi olla jopa 8 mm kulmahitsausta varten.
Hitsauksessa liitoksen laidat sulavat yhteen. Ohuilla paksuuksilla,
jotka on asianmukaisesti valmistettuja (noin 1 mm:in asti) ei tarvita
tukimateriaalia (KUVA N).
S u u r e m mi l l a p a k s u uk s i l l a t a r v i ta a n s a ma s t a
perusmateriaaliyhdistelmästä ja sopivan halkaisijan suuruisia
sauvoja, joissa on tarkoituksen mukaisesti valmistetut laidat (KUVA
O). Hyvän hitsaustuloksen kannalta on suositeltavaa, että kappaleet
on huolellisesti puhdistettuja eikä niissä ole oksidia, öljyä, rasvaa,
liuottimia jne.
LIFT-sytytys:
Sähkökaaren sytytys tapahtuu viemällä tungsteeni-elektrodi pois
hitsattavasta kappaleesta. Tämä sytytystapa aiheuttaa vähemmän
sähkösäteilyhaittoja sekä minimoi tungsteeni-sulkeumat sekä
elektrodin kulumisen.
Menettely:
Aseta elektrodin pää kappaleelle painaen kevyesti. Kohota elektrodia
2-3 mm hetken viivästyksellä saaden näin aikaan kaaren syttymisen.
Hitsauslaite tuottaa aluksi IBASE-virtaa ja muutaman hetken kuluttua
se tuottaa asetettua hitsausvirtaa.
TIG DC-HITSAUS
TIG DC-hitsaus sopii kaikille hiiliteräksille, niukkaseosteisille ja
runsasseosteisille sekä raskasmetalleille, kupari, nikkeli titaani sekä
niiden seokset.
tahkoon, katso KUVA P, huolehtien, että kärki on täysin keskitetty
kaaren poikkeamien välttämiseksi. On tärkeää hioa elektrodi
pituussuunnassa. Tämä toimenpide tulee toistaa jaksoittain elektrodin
käytön ja kulumisen mukaan tai sen ollessa likaantunut, hapettunut tai
väärinkäytetty.
MMA-HITSAUS PÄÄLLYSTETYLLÄ ELEKTRODILLA
On välttämätöntä katsoa valmistajan ohjeet käytettävien elektrodien
pakkauksesta, joista selviää elektrodin oikeanlainen napaisuus ja
niille kuuluva optimaalinen virta.
Hitsausvirta säädetään käytettävän elektrodin halkaisijan sekä
tehtäväksi halutun liitostyypin mukaan (TAUL. 7).
Ota huomioon, että mikäli elektrodin halkaisija on samansuuruinen,
isoja virran ar voja käytetää n vaakahitsaukseen, kun taas
pystysuunnassa tai päällä tehtävään hitsaukseen käytetään
matalampia virran arvoja.
Liitoksen mekaaniset ominaisuudet määräytyvät valitun virran tehon
lisäksi muiden hitsausparametrien mukaan, kuten kaaren pituus,
suorituksen nopeus ja asento, elektrodien halkaisija sekä laatu
(elektrodien säilyttämiseksi oikein pidä ne suojassa kosteudelta niille
tarkoitetuissa säilytysrasioissa).
Hitsausominaisuudet riippuvat hitsauslaitteen ARC-FORCE -arvosta
(dynaaminen käyttäytyminen).
Ota huomioon, että korkeilla ARC-FORCE:n arvoilla saadaan
suurempi tunkeuma ja niillä voidaan hitsata missä tahansa asennossa
yleensä emäksisillä elektrodeilla. Matalilla ARC-FORCE:n arvoilla
saadaan pehmeämpi kaari ilman roiskeita yleensä rutiilielektrodeilla.
Lisäksi hitsauslaite on varustettu HOT START ja ANTI STICK
ominaisuuksilla, jotka varmistavat helpon sytytyksen sekä estävät
elektrodin liimautumisen kappaleeseen.
Menettely
Pitäen naamaria KASVOJEN EDESSÄ pyyhkäise elektrodin päätä
hitsattavaan kappaleeseen tehden samaa liikettä kuin tulitikkua
sytytettäessä; tämä on oikein tapa kaaren sytyttämiseksi.
HUOMIO: ÄLÄ NAPUTA elektrodia kappaleelle; päällystys saattaa
vaurioitua vaikeuttaen kaaren sytytyksen.
Kaaren sytyttyä koita säilyttää käytettävän elektrodin halkaisijan
su ur uinen etä isyys kap paleesta ja pidä tämä et äisyys
mahdollisimman samana hitsaustoimenpiteen aikana; muista, että
elektrodin kallistumisen etenemissuuntaan on oltava noin 20-30
astetta (KUVA Q).
Hitsausnuoran lopussa, vie elektrodin pää kevyesti taaksepäin
suhteessa etenemissuuntaan kraaterin yläpuolelle sen täytön
suorittamiseksi nosta sitten elektrodi nopeasti liitossulasta kaaren
sammuttamiseksi (Hitsausnuoran ulkomuodot KUVA R).
7. HUOLTO
______________________________________________________
HUOM.! ENNEN HUOLTOTOIMENPITEIDEN ALOITTAMISTA
ON VARMISTETTAVA, ETTÄ HITSAUSKONE ON SAMMUTETTU
JA IRROTETTU SÄHKÖVERKOSTA.
______________________________________________________
TAVALLINEN HUOLTO
KÄYTTÄJÄ VOI SUORITTAA TAVALLISET
HUOLTOTOIMENPITEET.
Poltin
- Vältä polttimen ja sen johdon asettamista kuumien osien päälle;
eristysmateriaalit voivat sulaa kuumassa, jolloin laite vahingoittuu.
- Tarkista säännöllisesti letkujen ja kaasun liitännät.
- Puhalla kuivaa paineilma a (max 5b ar) langanohj aimen
suojaputkeen jokaisen lankakelan vaihdon yhteydessä ja tarkista
ohjaimen kunto.
- Tarkista ainakin kerran päivässä polttimen kuluminen ja sen päässä
olevien osien kiinnitys: suukappale, kosketusputki, kaasusuutin.
Langansyöttölaite
- Poista säännöllisesti syöttäjän ympärille (rullat ja langanohjaimen
si sä- ja ulk oa uko t) ke rää nty ny t pöly t ar kas taa kse si
langansyöttörullien kulumisen.
ERIKOISHUOLTO
AINOA STAAN AMMATTITAITOI NE N HENKI LÖ ST Ö SAA
SUORITTAA ERIKOISHUOLTOTOIMENPITEITÄ.
______________________________________________________
HUOM.! ÄLÄ MILLOINKAAN POISTA PANEELEJA TAI
TYÖSKENTELE HITSAUSKONEEN SISÄLLÄ, JOS KONETTA EI
OLE SAMMUTETTU JA IRROTETTU SÄHKÖVERKOSTA.
______________________________________________________
Toimintojen tarkistus hitsauskoneen ollessa jännitteellinen voi
johtaa vakavaan sähköiskuun, jos jännitteellisiin osiin kosketaan
suo raan, ja/tai lait teen li ikkuvien osi en aihe uttam aan
loukkaantumiseen.
- Tarkasta kone säännöllisesti käyttömäärien ja työalueen
pölyisyyden mukaan. Tarkista koneen sisäpuoli ja poista
muuntajan, reaktanssin ja tasasuuntaajan päälle kerääntynyt pöly
kuivalla paineilmalla (max 10bar).
- Älä kohdista paineilmasuihkua piirikortteihin, vaan puhdista ne
hyvin pehmeällä harjalla tai tarkoitukseen sopivilla liuottimilla.
- Tarkista vähän väliä, että sähkökytkennät ovat kunnolla kiinni ja
etteivät kaapelien eristykset ole vioittuneet.
- Kun tarkistustoimenpiteet on suoritettu, asenna hitsauskoneen
paneelit jälleen paikoilleen kiristäen kaikki kiinnitysruuvit hyvin.
- 57 -
Page 58

- Älä missään tapauksessa suorita hitsaustöitä koneen ollessa vielä
auki.
8. VIKAHAKU
SIINÄ TAPAUKSESSA, ETTÄ TOIMINTA ON EPÄTYYDYTTÄVÄ,
SUORITA SEURAAVA TARKISTUS ENNEN KUIN HUOLLAT
KONEEN TAI PYYDÄT APUA:
- Tarkista, että hitsausvaihtovirtaa säätävän potentiometrin
ampeeriasteikko näyttää oikein halkaisijan ja käytetyn elektrodin
suhteen.
- Tarkista, että yleiskatkaisijan ollessa ON vastaava lamppu on ON.
Jos näin ei ole laita, silloin ongelma on paikallistettu pääkapeleihin
(kaapelit, pistokkeet, johdot, sulakkeet, jne.).
- Keltainen led ei pala ilmoittaen lämpösuojuksen kytkeytymisestä
yli- tai alajännitteen tai oikosulun vuoksi.
- Nominaalisykähdysten suhdetta on noudatettu; termostaattisen
suojan kytkeydyttyä odottakaa koneen luonnollista jäähtymistä,
tarkistakaa tuulettimen toiminta.
- Tarkista linjan jännite: jos arvo on liian korkea tai liian matala,
hitsauskone pysähtyy.
- Tarkistakaa, ettei koneen ulostulossa ole oikosulkua: poistakaa
häiriön aiheuttva syy.
- Tarkista, että kaikki hitsausvir tapiirin kytkennät ovat oikein ja
varsinkin että työn kiinnitys on hyvin liitetty työkappaleeseen, jossa
ei ole mitään haitallisia materiaaleja tai pintapäällysteitä (esim.
Maalia).
- käytetty suojakaasu on oikeaa (Argon 99,5%) ja että sen määrä on
oikea; linjajännite ei ole liikan korkea.
_______________( N )______________
BRUKERVEILEDNING
ADVARSEL! FØR DU BRUKER SVEISEBRENNEREN MÅ DU
LESE BRUKERVEILEDNINGEN NØYE!
SV EI SEB RE NNE R MED K ONT IN UER LI G T RÅD F OR
BUESVEISING MIG/MAG OG FLUX, TIG , MMA FOR
PROFESJONELT BRUK OG INDUSTRIELT .
Bemerk: i teksten nedenfor brukes termen “sveisebrenner”.
1. GENERELL SIKKERHET FOR BUESVEISING
Operatøren må´ha tilstrekkelig kjenndom for å garantere et
sikkert bruk av sveiseren og han må ha kjenndom om risikoene
med buesveising, forholdsregnel e og prosedyre ne for
nødsituasjoner.
(Se også “TEKNISKA DATA IEC eller CLC/TS 62081”:
INSTALLASJON OG BRUK AV APPARATER FOR BUESVEISING).
- Unngå direkte kontakt med sveisekretsen, spenningen fra
sveisebrenneren uten belastning kan være farlig i noen
tilfeller.
- Koplingen av sveisekablene, operasjonene for kontroll og
reparasjon må utföres med sveisebrenneren slått av og
frakoplet fra strømnettet.
- S lå a v s ve is eb re nn er en og f ra ko pl e d en f ra
strømforsyningsnettet för du skifter ut slitne delere på
sveisebrenneren.
- Utfør tilkoplingen til strømnettet i henhold til generelle
sikkerhetslover og bestemmelser.
- Sveisebrenneren må forsynes med strøm bare fra et
forsyningssystem med nøytral jordeledning.
- Kontroller at tilførselsledningens jording fungerer.
- Bruk ikke sveisebrenneren i fuktige eller på våte steder, ikke
sveis ute i regnet.
- Bruk ikke kabler med utslitt isolasjon eller løse kontakter.
,
*
- Tilpasse en passende elektrisk isolering i henhold til
el ek trode n, delen som be ar beide s o g event uelle
metallstykker med jordeledning i nærheten (tilgjengelige).
- Dette oppnås normalt ved å ha på seg anbefalte hansker, skor,
hjelm og tøy og ved hjelp av bruk av ramper og
isoleringsgulvtepper.
- Beskytt alltid øyene med spesialglasset som er montert på
maskene og hjelmene.
Bruk spesialtøy som ikke er lettantennelig for å unngå å
utsette huden for ultrafiolett strålning och infrarød strålning
produsert av buen; vernet gjelder også andre personer i
nærheten av buen ved hjelp av skjermer og gardiner som ikke
reflekterer lyset.
- Støy: hvis till grunn av spesielt intensive sveiseoperasjoner,
personalets daglige kontaktnivå (LEPd) tilsvarer eller
overstiger 85 dB (A), må alle bruke passende verneutstyr.
- De elektromagnetiske feltene som blir generert av
sveiseprosedyren kan hindre funksjonen i elektriske og
elektroniske apparater.
Personer som bruker livsviktige elektriske eller elektroniske
apparater (f.eks. pace-maker, respiratorer, etc.), må de
henvende seg til legen før de går inn i bruksområdet for denne
sveisebrenner.
Vi anbefaler personer som bruker livsviktige elektriske eller
elektroniske apparater å ikke bruke denne sveiseren.
- Denne sveiseren oppfyller alle kravene for produktets
tekniske standard for bruk i industriell miljø eller profesjonell
mi ljø. Vi g ar ant er er ikk e den e le ktrom agnet iske
kompatibiliteten i hjemmemiljø.
)
EKSTRA FORHOLDSREGLER
- SVEISEOPERASJONER:
- I miljöer med stor risiko for elektrisk støt
- I avgrenset mijøer
- I nærvær av lettantennelige eller esplosive materialer
MÅ de først bli vurdert av en “Ansvarlig ekspert” og siden bli
fullført i nærvær av andre personer med nødvendige
kjenndommer i fall av nødsituasjoner.
MÅ de bli applisert med tekniske verneutstyr som er
beskrevet i 5.10; A.7; A.9. i ”TEKNISKE SPESIFIKASJONER
IEC eller CLC/TS 62081”.
- Sveisingen MÅ være forbudt mens sveiseren eller trådfører
holdes av operatøren (f.eks. ved hjelp av remmer).
- Det er forbudt å svelse med operatøren oppløft fra gulvet,
med unntak av eventuelt bruk av sikkerhetsramper.
- SPENNING MELLOM ELEKTRODHOLDER ELLER BRENNER:
hvis du arbeider med flere sveiserer på en del eller på deler
som er koplet mellom hverandre på elektrisk måte, kan farlig
el ek trisi te t på tom gang oppst å mel lo m de u li ke
elektrodholdere eller brennere, med et verdi som kan være
dobbelt så stort i henhold til tillatt grenseverdi.
Det er viktig at en koordinatør med erfaringer fullfør
målingsprosedene for å si om der er risikoer, slik at han kan ta
nødvendige forholdsregler som er indikert i kapittel 5.9 i
”TEKNISKE SPESIFIKASJONER IEC eller CLC/TS 62081”.
- Ikke sveis på beholdere, bokser eller rør som innholder eller
har inneholdt brennbare materialer, gasser eller væsker.
- Unngå å arbeide på overflater som er rengjort med
klorholdige løsemidler eller i nærheten av slike løsemidler.
- Sveis aldri på beholdere under trykk.
- Fjern alt brennbart materiale fra arbeidsstedet (f.eks. tre,
papir, kluter etc.).
- Sørg for skikkelig ventilasjon eller utstyr for fjerning av
sveiserøyk i nærheten av buen; det er viktig å utføre en
systematisk vurdering av grenseverdiene for sveiserøyken I
o ve r en ss te m me ls e m e d s a mm e ns et ni n g e n,
konsentrasjonen og varigheten av kontakten.
- Hold beholderen borte fra varmekilder og direkte sollys (hvis
brukt).
ANDRE RISIKOER
- VELTING: plasser sveiseren på en horisontal overflate med
lempelig kapasitet i henhold til massen; ellers (f.eks. gulv med
skråninger, ujevnt gulv, etc), er der fare for velting.
- GALT BRUK: det er farlig å bruke sveiseren for prosedyrer som
ikke er beskrevet i brukerveiledningen (f.eks. for å tine opp rør
i vannettet).
- BEVEGELSE AV SVEISEREN: forsikre deg alltid at beholderen
er fastsatt med passende utstyr for å forhindre eventuelle fall.
Verneutstyrene og de bevegelige delene på sveiserens utside og
trådmateren må befinne seg i korrekt stilling før du kopler
sveiseren til nettet.
- 58 -
Page 59

ADVARSEL! Alle operasjoner på bevegelige deler i trådføreren,
f.ekst:
- Utskifting av valser og/eller trådfører
- Introduksjon av tråden i valsene
- Ladning av trådspolen
- Rengjøring av valsene, tannhjulene og området under disse
- Smøring av tannhjulene
MÅ UTFØRES MED SVEISEREN SLÅTT AV OG FRAKOPLET
NETTET.
2. INNLEDNING OG GENERELL BESKRIVELSE
INTRODUKSJON
Disse enfas sveisebrenner er strømkilder basert på en modern
inverterkenologi igbt med helt digital kontroll og de er forsynt med
integrert trådforsyningsenhet.
Sveisebrennene gjør at du kan utføre sveisinger av høy kvalitet i
Mig/Mag kontinuerlig synergisk funksjon, Tig og Mma og Mig/Mag
synergisk pulsert hvis de er tilgjengelig.
Trådforsyningsenheten er utstyrt med en trådtrekkergruppe med 2
motoriserte valser med regulering som ikke beror på trekketrykket. Det
digitale kontrollpanel er integrer t med reguleringskortet med
mikroprocessor och innholder tre funksjoner:
a) INNSTILLING OG REGULERING AV PARAMETRENE
Ved hjelp av denne brukerinterface, kan du stille inn og regulere
alle operative parametrer, velge memoriserte program, vise
maskinens tilstand og parameterverdiene på skjermen.
b) TILBAKEKALLELSE AV SYNERGISKE PROGRAMMERTE
PROGRAM FOR MIG-MAG SVEISING
Disse programmane er forinnstilt og lagret av fabrikanten (og kan
derfor ikke endres); da du kaller tilbake et av disse programmane,
kan du velge en spesiell arbeidspunkte (tilsvarende en serie ulike,
uberoende sveiseparametrer) for bare en størrelse. Dette er
konseptet SYNERGI, som gjør at du enkelt kan oppnå en optimal
regulering av sveisebrenneren i forhold til hver spesielt
operasjonsforhold.
c) LAGRING/LADNING AV PERSONALISERTE PROGRAM
Denne funksjonen er tilgjengelig både i synergiske program og i
manuell modus (i dette fallet, kan alle sveiseparametrene stilles inn
manuelt). Denne funksjon gjør at brukeren kan lagre og lade
spesifike sveiseinnstillinger.
Sveisebrenneren er innstilt for bruk med sveisebrenner SPOOL GUN
som er brukt for sveising av aluminium og stål når der er lange avstand
mellom generatoren och stykket som skal sveises.
MULIGHET Å SVEISE METALLER
MIG/MAG-FLUX: sveisebrenneren er indikert for MIG-sveising av
aluminium og legeringer, MIG-sveisingen utføres typisk på sinkplåter
og MAG-sveising på kullstål, lave legeringer og rustfritt stål. Dessuten
kan du utføre FLUX-sveising av animerte tråder uten vernegass (selfshielding) og tilpasse sveisebrennerens polaritet i samsvar med
trådfabrikanten.
MIG-sveisingen av aluminium og dens legeringer skal utføres med
tråder som er kompatible med materialet som skal sveises eller
vernegass av ren Ar (99,9%).
MIG-prosedyren skal brukes på sinkplåter med tråder i kobberlegering
(f.eks. kobberaluminium) med vernegass av ren Ar (99,9%).
MAG-sveisingen av kullstål og lave legeringer skal utføres ved å bruke
fulle eller animerte tråder som er kompatible med materialen som skal
sveises, vernegass Co2, blandinger Ar/CO2 eller Ar/CO2/O2m (Argon
typisk > 80%).
For sveising av rustfritt stål skal du typisk bruke blandinger med gass
av typen Ar/O2 eller Ar/CO2 (Ar typisk> 98%).
TIG: Sveisebrenneren er egnet for TIG-sveising med likstrøm (DC)
med aktivering av buen LIFT som egner seg for bruk med alt stål
(kullstål, lave legeringer og høye legeringer) og tunge metaller
(kobber, nickel, titanium og disses legeringer) med vernegass av ren
Ar (99,9%) eller for spesialbruk med blandinger av Argon/Helium.
MMA: Sveisebrenneren er egnet for elektrodsveising MMA med
likstrøm (DC) med alle typer av kledde elektroder.
HOVEDSAKLIGE KARAKTERISTIKKER:
- Monitor for forsyningsspenningen.
- Funksjon 2T/4T, Spot.
- Automatisk identifikasjon av sveisebrenneren.
- Regulering av trådens oppgangsrampe, tid for ettergass, tid for
burn-back.
- Spare/tilbakekalle personlige programmer.
- Forinnstilling av bruk for sveisebrenner SPOOL GUN.
- Termostatvern.
- Polaritetsvending (FLUX-sveising)
TILBEHØR SOM KAN BESTILLES
- Adapter til Argonbeholder
- Vogn
- Manuell fjernstyringskontroll 1 potentiometer
- Manuell fjernstyringskontroll 2 potentiometer
- Kit med koplingskabler.
- Kit for aluminiumsveising.
- Kit for sveising med tråd.
- Kit for MMA-sveising.
- Kit TIG DC-sveising.
- Automatisk mask.
- MIG-sveisebrenner.
- TIG-sveisebrenner.
3.TEKNISKE DATA
DATAPLATE
På en dataplate på bakpanelet finner du en oversikt over tekniske data
som gjelder maskinytelsen og symbolene som er brukt der,
gjennomgås nedenfor.
1- EUROPEISKE sikkerhetsforskrifter gjeldende buesveiserens
sikkerhet og konstruksjon.
2- Symbol for maskinens innsides struktur.
3 - Symbol for sveiseprosedyr.
4- Symbol S: indikerar at du kan fullføre sveiseprosedyrer I en miljø
med stor risiko for elektrisk støt (f.eks. i nærheten av store
metallmasser).
5- Symbol for strømtilførelslinjen:
1~: enfas vekselstrøm;
3~: trefas vekselstrøm.
6- Karosseriets beskyttelsesgrad.
7- Karakteristika for nettet:
- U : vekselstrøm og sveiserens forsyningsfrekvens (tillatte
1
grenser ±10%).
- I : maksimal strøm som absorberes fra linjen.
1 max
- I : faktisk forsyningsstrøm.
1eff
8- Prestasjoner for sveisekretsen:
- U : maksimal tomgangsspenning (åpen sveisekrets).
0
- I /U : strøm og normalisert spenning som kommer direkte fra
2 2
sveiseren under sveiseprosedyren.
- X : Intermittensforhold: indikerer den tid som sveiseren kan
forsyne tilsvarende strøm (samme søyle). Uttrykt i %, i henhold
til en syklus på 10min (f.eks. 60% = 6 arbeidsminutter, 4
minutters pause, etc.).
Hvis bruksfaktorene (på skiltet for miljøer med en temperatur av
40°C) overstiges, aktiveres det termiske vernet (sveiseren
forblir i standbymodus til dens temperatur er innenfor tillatte
grenser.
- A/V-A/V: indikerer sveisestrømmens reguleringsfelt (minimum
maksimum) i henhold til tilsvarende buespenning.
8- Sveisekretsens prestasjoner: matrikelnummer for identifisering av
sveiseren (nødvendig for teknisk assistans, bestilling av
reservedeler, søking av produktets opprinnelige eier.
10- : Verdi for sikringer med sein aktivering for vern av linjen.
11- Symboler som gjelder sikkerhetsnormer med betydning som er
angitt i kapittel 1 “Generell sikkerhet for buesveising”.
Bemerk: skiltet i eksemplet indikerer betydning av symboler og
nummer; for eksakte verdier gjeldende deres sveiser, skal du se
direkte på sveiserens skilt.
ANDRE TEKNISKA DATA:
- SVEISEBRENNER: se tabelle 1 (TAB.1)
- MIG-SVEISEBRENNER: se tabelle 2 (TAB.2)
- TIG-SVEISEBRENNER: se tabelle 3 (TAB.3)
- ELEKTRODHOLDERKLEMME: se tabelle 4 (TAB.4)
Sveisebrennerens vekt står i tabelle 1 (TAB. 1).
4. BESKRIVELSE AV SVEISEBRENNEREN
ANLEGG FOR KONTROLL, REGULERING OG KOPLING
Sveisebrenneren (FIG. B)
På frontsiden:
1- Kontrollpanel (se beskrivelse).
2- Negativ hurtiguttak (-) for sveisestrømmens kabel (jordeledning
for MIG og MMA, sveisebrennerens kabel for TIG).
3- Positiv hurtiguttak (+) for jordeledning for TIG-svveising (kabel for
sveisestrøm for MMA)
4- Sentralisert feste for MIG-sveisebrenner (Euro).
5- Kontakt 14p for kopling av fjernstyringskontroll og spool gun
På baksiden:
6- Hovedbryter TIL/FRA.
7- Feste for gassrøret (beholder) for MIG-sveising.
8- Forsyningskabel med kabelblokkering.
Rom:
9- Positiv klemme (+).
10- Negativ klemme (-).
Bemerk: polaritetsvending for FLUX-sveising (ingen gass).
SVEISEBRENNERENS KONTROLLPANEL (FIG. C)
1- LED for alarmsignalering (blokkert utgang på sveisebrenneren).
På skjermen (4) blir en alarmmelding vist.
Tilbakestillingen av sveisebrenneren skjer automatisk når
årsaken til alarmen forsvinner.
2- LED for nærvær av utgående spenning (aktivert utgang).
3- LED for signalering av sveisebrennerens program.
4- Alfanumerisk skjerm med 3 nummer. Indikerer:
- sveisestrømmen i ampere.
Verdiet som er indikert er innstilt verdi med tom sveisebrenner
mens det faktiske verdiet er funksjonsverdiet.
- en alarmmelding blir vist med følgende koder:
-"AL. 1": En sikkerhetstermostat i hovedkretsen er blitt aktivert
på grunn av overhetning i maskinen (kun versjon MIG
Pulse).
-"AL. 2": En av sikkerhetstermostatene er aktivert på grunn av
overhetning i maskinen.
-"AL. 3": Feil i hovedforsyningen: matespenningen er utenfor
grensene +/- 15% i forhold til verdiet på skiltet.
ADVARS EL: hv is du ove rsti ger d en øv re
spenningsgrensen, kan anlegget skades.
-"AL. 4": Fei l i hovedforsy ni nge n: ver neu ts tyr et mot
underspenning i matelinjen (kun versjon MIG Pulse).
-"AL. 7": Det er ikke mulig å sveise i MIG/MAG med et altfor høyt
Fig. A
- 59 -
Page 60

strømverdi for generatoren.
-"AL. 8": Feil i MIG/MAG-sveisekretsen (kun version MIG
Pulse). BEMERK: i dette fallet er det nødvendig å slå fra
4a, 4b, 4c, 4d, 4e- LED for å indikere måleenhet (ampere, volt,
5- Kontroll for enkoderkontroll.
6- Tast for lading (LOAD) av personlige sveiseprogrammer.
7- Tast for å spare (STORE) personlige sveiseprogrammer.
8- Tast for valg av sveiseprosedyre.
9- Tast for valg av sveiseprosedyren.
10- Tast for valg av materialetype.
11- Tast for valg av tillatt tråddiameter for å stille in tråddiameter.
12- Tast for valg av fjernstyringskontroll.
13- Tast for valg av sveising i synergi. For innstilling av maskinens
14- Tast for valg av sveiseparametrer.
14a- parameter 1: Velger sveisespenning. I MIG/MAG/FLUX
14b- parameter 2: Stiller inn trådhastighet eller sveisestrøm.
14c- parameter 3: Arc force eller elektronisk reaktanse. I
14d- parameter 4: Akselereringsrampe: I MIG/MAG/FLUX
14e- parameter 5: Burn back time : i MIG/MAG/FLUX regulerer
14f- parameter 6: Postgass. I MIG/MAG/FLUX regulerer den
og kople på anlegget igjen.
sekunder, prosent meter/minutter).
For å regulere sveisestrømmen.
Trykk på tasten slik at indikatoren tennes i samsvar med
sveisemodus du ønsker bruke:
- : MIG/MAG i PULSE ARC (hvis mulig).
- : MIG/MAG/FLUX i SHORT/SPRAY ARC.
- : MMA-elektrod.
- : TIG-DC med LIFT-aktivering.
Når maskinen er i modus MIG/MAG/FLUX kan du velge mellom
kommandon med 2 faser, 4 faser eller punktesveising (SPOT.
Stiller inn funksjonsmodus i samsvar med materialer og
prosedyre.
Den er aktivert kun hvis den er synergisk (13).
For en diameter på 1,2 mm skal du bruke tasten til begge
indikatorene for 0,6 og 0,8 mm lyser.
Den er aktiv kun hvis den er i synergisk modus (13).
- Med LED som lyser er kommandon aktivert på
sveisebrennerens panel.
- Med LED som lyser kan reguleringen utføres kun ved
hjelp av fjernstyringskontrollen:
a) kommando med en potentiometer: erstatter enkoderens
funksjon (5).
b) kommando med to potentiometer: erstatter enkoderens
funksjon (5) og extraparameteren.
c) fjernstyringskontroll med pedal: erstatter enkoderens
funksjon (5) i Tig-modus.
synergiske funksjon i MIG/MAG-sveising ska du trykke på tasten.
ADVARSEL! Også hvis maskinen gjør at du fritt kan stille in alle
parametrer er der kombinasjoner av parametrer som ikke har
betydning fra elektronisk synpunkte eller sveisesynpunkte.
Sveisebrenneren går i hvert fall ikke i stykker og kanske ikke
fungerer i samsvar med gal innstilling.
Hvis du trykker på tasten, tennes en av LED-indikatorene fra (14a)
til (14i) som er koplet til en parameter. Innstillingen av verdiet for
hver parameter som er aktivert kan utføres ved hjelp av
ENCODER (5) og er angitt på skjermen (4).
Bemerk: parametrene som ikke kan endres av operatøren som
arbeider med et program i synergisk modus eller manuell modus
er automatisk utelukket fra valget; tilsvarende LED tennes ikke.
reguleres sveisespenningen i Volt eller korreksjonen av buen i
synergi (kun for MIG/MAG). I sveisingen blir spenningen vist ved
generatorens utgang.
I MIG/MAG/FLUX er trådens fremgangshastighet i meter per
minutt. I MMA er sveisestrømmen målt i Ampere. I sveisingen blir
strømmen som kommer ut fra generatoren vist.
MMA skjer arc force eller reguleringen av buens penetrasjon. I
MIG/MAG/FLUX skjer en lignende operasjon som heter
elektronisk reaktanse.
regulerer den akselerasjonsrampens skråning for motoren.
den tidsin ter vallet mellom trådens stop p og tiden da
utgangsstrømmen blir slått fra.
ettergasstiden i sekunder.
14g- parameter 7: Senkerampe. MIG/MAG er tiden for
senkerampen (kun i synergi (13)).
14h- parameter 8: Punktesveisingstid. I MIG/MAG/FLUX
regulerer den tiden for sveisestrømmen ved punktesveising
(SPOT).
14i- Parameter 9: Pausetid for punktesveising
MIG/MAG/FLUX regul erer lengden for paus en mellom
punktesveisingene. Med en innstilling på 0 sek. For å utføre neste
punktesveising skal du slippe sveisbrennerens tast og siden
trykke på den igjen.
SPARE OG TILBAKEKALLE PERSONLIGE PROGRAMMER
Introduksjon
Sveisebrenneren gjør at du kan spare (STORE) personlige
programmer som gjelder parametrer for en spesiell sveising. Hvert
program kan tilbakekalles (LOAD) når du ønsker ved å forsikre seg om
at sveiseren er “klar for bruk” for et spesielt arbeid som er blitt optimer t
tidligere. Sveisebrenneren gjør at du kan spare 9 personlige
programmer.
Spareprosedyre (STORE)
Da du har regulert sveisebrenneren på optimal måte for en
spesialsveising, skal du utføre denne prosedyren (FIG.C):
a) Trykk på tasten (7) “STORE” i tre sekunder.
b) “St_ ” blir vist på skjermen (4) sammen med et nummer mellom 1 og
9.
c) Drei tasten (5) og velg nummer for å spare programmen.
d) Trykk igjen på tast (7) “STORE”:
- hvis du trykker på tasten “STORE” i mer enn tre sekunder blir
programmen korrekt spart og teksten “YES” blir vist;
- hvis du trykker på tasten “STORE” i mindre enn tre sekunder blir
programmen ikke spart og teksten “no” blir vist.
Prosedyre for lading (LOAD)
Utfør følgende prosedyre (se FIG.C):
a) Trykk på tasten (6) “LOAD” i 3 sekunder.
b) Indikasjonen “Ld_ ” blir vist på skjermen (4) sammen med et
nummer mellom 1 og 9.
c) Ved å dreie kontrollen (5) kan du velge nummeret som du brukt for å
spare programmet som du nå skal bruke.
d) Trykk på tast (6) “LOAD” igjen:
- hvis du trykker på “LOAD” i mer enn 3 sekunder, blir programmet
ladet og teksten “YES” blir vist;
- hvis du tryker på “LOAD” i mindre enn 3 sekunder blir programmet
ikke ladet og teksten “no” blir vist.
BEMERK: under operasjonene med tasten “store” og “load” lyser
programindikatoren.
5. INSTALLASJON
______________________________________________________
ADVARSEL! UTFØR ALLE OPERASJONENE SOM
INSTALLASJON OG ELEKTRISK KOPLING MED SVEISEREN
SLÅTT FRA OG FRAKOPLET NETTET.
DE ELEKTRISKE KOPLINGENE MÅ UTFØRES KUN AV
KVALIFISERT PERSONAL MED ERFARINGER.
______________________________________________________
Montering av vernemask
Fig. D
Montering av returkabeln-klemme
Montering av sveisekabel-elektrodholderklemme
PLASSERING AV SVEISEREN
Velg passende installasjonsplass for sveiseren slik at der ikke er
hinder i høyde med avk jølingsluftens inngangsåpnin g og
utgangsåpning(forsert sirkulering ved hjelp av ventilator, om installert);
forsikre deg også at ingen strømførende støv, korrosive anger, fukt, etc.
blir sugt opp.
Hold et avstand på minst 250mm rundt sveiseren.
______________________________________________________
ADVARSEL! Plasser sveiseren på en jevn overflate med en
kapasitet som passer til vekten for å forhindre velting eller farlige
bevegelser.
______________________________________________________
KOPLING TIL NETTET
- Før du utfør noen elektriske koplinger, skal du kontrollere at
informasjonen på sveisebrennerens skilt tilsvarer spenning og
nettfrekvens på installasjonsplassen.
- Sveiseren skal bare koples til et nett med nøytral jordeledning.
- For å garantere vern mot indirekte kontakter skal du bruke
differensialbryter av typen:
- Type A ( ) til enfasmaskiner;
Fig. E
Fig. F
- 60 -
Page 61

- Type B ( ) til trefasmaskiner.
- For å oppfylle kravene i Norm EN 61000-3-11 (flimring) anbefaler vi
deg å kople sveisebren neren i grenss nittepun ktene i
strømforsyningsnettet med en impedans som understiger Zmax
=0,18 ohm.
Kontakt og uttak
Kople nettkabeln til en normal kontakt, (2P + T) med passende
kapasitet og bruk et nettuttak utstyrt med sikringer eller automatisk
bryter; jordeledningen skal koples til jordeledningen (gul/grønn) i
forsyningslinjen. Tabell (TAB.1) angir anbefalte verdier i ampere for
trege sikringer i linjen som valgts i henhold til maksimal nominal strøm
som blir forsynt av sveise ren og i he nhold til no minal
forsyningsspenning.
______________________________________________________
ADVARSEL! Hvis du ikke følger reglene ovenfor, kan
sikkerhetssystemet som fabrikanten installert (klasse I) ikke
fungere korrekt, med alvorlige risikoer for personer (f.eks.
elektrisk støt) og materielle formål (f.eks. brann).
______________________________________________________
KOPLINGER AV SVEISEKRETSEN
______________________________________________________
ADVARSEL! FØR DU UTFØR FØLGENDE KOPLINGER, SKAL
DU FORSIKRE DEG OM AT SVEISEREN ER SLÅTT AV OG
FRAKOPLET FRA STRØMNETTET.
Tabell (TAB. 1) angir anbefalte verdier for sveisekablene (i mm ) i
henhold til maksimal strøm som sveiseren gir fra seg.
______________________________________________________
MIG/MAG--SVEISING
Kopling til gassbeholderen
Gassbeholder som kan lades på vognenhetens støtteskive maks. 60
kg
- Drei trykkredusereren på gassbeholderens ventil ved å stille
reduksjonen som medfølger då du bruker Argongass eller en
blanding av Argon/CO .
- Kople gassens inngangsslang til redusereren og stramm båndet
som medfølger.
- Løsne på trykkreguleringsringen før du åpner beholderens ventil.
Kopling av sveisestrømmens returkabel
- Skal koples til stykket som skal sveises eller til metallbenken den
står på, så like som mulig til skjøten som blir utført.
Kopling av brenneren
- Fest brenneren i kontakten som er reservert for den og stramm
blokkeringsringen manuelt helt til slutt.
- Forbered den for trådens første ladning, ved å montere munstykket
og kontaktspissen for å lette utslippet.
FLUX-SVEISING
Koplingene av jordeledningens returkabel og sveisebrenneren skal
ut f ør es so m M IG /M AG - sv e i s i ng o g d u s ka l e n dr e
spenningspolariteten (FIG.B (9)-(10)) i rommet som på etiketten.
Kopling av Spool Gun (FIG.B)
-Kople Spool Gun (4) til sentralfestet ved å dreie festeringen helt til
slutt.
-Sett in kontakten (5) på kontrollkabelen i uttaket og sveisebrenneren
identifiserer Spool gun automatisk.
TIG-SVEISING
Kopling av gassbeholderen
Lading av gassbeholderen på vognas støtteplan maks. 60 kg
- Stram trykkredusereren ved gassbeholderens ventil ved å stille
redusereren for Argongass som medfølger.
- Kople slangen for gassforsyning til redusereren og stram
kabelfestet som medfølger; kople deretter en annen ende til
slangen på koplingen i sveisebrenneren Tig med kran.
- Løsne på trykkredusererens reguleringsring før du åpner
beholderens ventil.
Kopling av sveisestrømmens returkabel
- Kople kabelen til stykket som skal sveises eller metallbenken som
den står på, så nære som mulig til stykket som skal bearbeides.
- Kople kabelen til sveisebrennerens hurtigfeste (+).
Kopling av Tig-sveisebrenneren (FIG.M)
- Kople TIG-sveisebrenneren til hurtigfestet (-) på sveisebrennerens
uttak foran.
MMA-SVEISING
Nesten alle kledde elektroder skal koples til positiv pol (+) på
generatoren; unntatt den negative polen (-) for elektroder med sur
kledning.
Kopling av sveisekabelns klemme-elektrodholder
Forsyner panelet med et spesielt kabelfeste for stramming av
elektrodens bare del.
Denne kabeln skal koples til kabelfestet med symbolen (+).
Kopling av sveisestrømmens returkabel
Skal koples til stykket som skal sveises eller til metallbenken den står
på, så like som mulig til skjøten som blir utført.
Denne kabeln skal koples til kabelfestet med symbol (-).
Anbefalinger:
- Drei kontaktene på sveisekablene helt til slutt i de hurtige uttakene
(hvis installert), for å garantere en perfekt elektrisk kontakt; ellers
kan overoppvarming skje i kontaktene og dette kan føre til
2
2
kvalitetsforringelse og effektivitetstap.
- Bruk så korte sveisekabler som mulig.
- Unngå å bruke metallstrukturer som ikke utgjør del av delen som
bearbeides da du skifter ut sveisestrømmens returkabel; dette kan
være farlig for sikkerheten og gi et dårligt sveiseresultat.
MONTERING AV TRÅDSPOLER (FIG. G)
______________________________________________________
A D V A R S E L ! F Ø R D U B E G Y N N E R
MONTERINGSOPERASJONENE, SKAL DU FORSIKRE DEG OM
AT SVEISEREN ER SLÅTT AV OG FRA KOP LET FRA
STRØMNETTTET.
______________________________________________________
KONTROLLER AT TRÅDENS MATEVALSER, SLANGEN TIL
TRÅDFØRINGEN OG KONTAKTSPISSEN TIL BRENNEREN
PASSER TIL DIAMETEREN OG TYPE AV TRÅD SOM BRUKES OG
KONTROLLER AT DISSE DELENE ER RIKTIG TILPASSET. UNDER
FASENE FOR Å SETTE INN TRÅDEN IGJEN, SKAL DU IKKE HA PÅ
DEG VERNEHANSKENE.
- Åpne spindelrommet.
- Sett trådspolen på spindelen og hold trådenden oppe; forsikre deg
om at spindeltappen er plassert riktig i hullet sitt (1a).
- Løsne mottrykksvalsen/e og flytt den/dem bort fra den/de nedre
valsen/e (2a).
- Kontroller av valsen/valsene i trekkeenheten er egnet til brukt tråd
(2b).
- Løsne trådenden og skjær av den bøyde enden, og pass på at
skjæreflaten er ren. Roter spolen mot klokken, og tre enden av
tråden inn i inngangsføringen, og skyv den ca. 50 til 100 innover
(2c).
- Sett tilbake mottrykksvalsen, og sett trykket til middels verdi.
Kontroller at tråden er korrekt plassert i sporet på den nedre valsen
(3).
- Bruk justeringsskruen til å sette et svakt bremsetrykk på spindelen
(1b).
- Fjern munnstykket og kontaktspissen (4a).
- Set t kontakt en i uttak et, sl å på sve iseren, trykk på
sveisebrennerens tast eller på tasten for trådføring på
kontrollpanelet (hvis installert) og vent til trådenden løper langs hele
trådføringsslangen og til den stikker ca 10 til 15 cm frem fra
brenneren og slipp bryteren.
______________________________________________________
ADVARSEL! Når dette gjøres, er tråden strømførende, og
utsatt for mekaniske belastninger. Ta nødvendige forholdsregler
for at tråden ikke skal kunne gi elektriske støt, skader og utilsiktet
tenning av sveisebuen:
______________________________________________________
- Rett ikke munnstykket på brenneren mot kroppsdeler.
- Hold brenneren godt borte fra gassflasken.
- Sett kontaktspissen og munnstykket tilbake på brenneren (4b).
- Kontroller at trådmatingen er jevn, still inn valsens og spindelens
bremsetrykk til lavest mulig verdier, og kontroller at tråden ikke glir i
sporet, og at det ikke løsner tråd på grunn av treghet i spolen når
matingen stanser.
- Skjær av enden av tråden slik at kun 10 til 15 mm stikker frem fra
munnstykket.
- Lukk spindelens rom
LADING AV TRÅDSPOLEN PÅ DIN SPOOL GUN (FIG.H)
______________________________________________________
BEMERK! FØR DU BEGYNNER TRÅDLADINGEN, SKAL DU
FORSIKRE DEG OM AT SVEISEBRENNEREN ER SLÅTT FRA OG
FRAKOPLET FRA STRØMFORSYNINGSNETTET. ELLER AT DIN
SPOOL GUN ER FRAKOPLET FRA SVEISEBRENNEREN.
______________________________________________________
KONTROLLER AT TRÅDTREKKERVALSENE, TRÅDSKINNENS
ISOLERI NG OG KONTAKTRØRET PÅ DIN SPOOL GUN
TILSVARER DIAMETER OG TYPE AV TRÅD SOM DU SKAL BRUKE
OG AT DE ER KORREKT INSTALLERT. UNDER FASENE FOR
INNS ET NI NG AV TR ÅD E N SK AL D U IKKE BR UKE
VERNEHANSKENE.
- Fjern lokket ved å løsne tilsvarende skru (1).
- Plasser trådspolen på pinnen.
- Frigjør motvalsen og fjern den fra den undre valsen (2).
- Frigjør trådens ende, kutt den deformerte enden rakt og uten
uregelmessige kanter; drei spolen i retning mot klokken og trykk inn
trådens ende i trådskinnen ved inngangen ved å trykke den 50-100
mm i lansen (2).
- Omplasser motvalsen ved å regulere trykket til et mellomliggende
verdi og kontroller at tråden er korrekt plassert i rommet til den
undre valsen (3).
- Brems pinnen ved å dreie reguleringsskruen.
- Da din Spool gun er koplet, skal du sette inn kontakten på
sveisebrenneren i strømuttaket, kople på sveisebrenneren og
trykke på tasten på din spool gun og vente til trådenden som løper
langs hele trådholderisoleringen kommer ut med 100-150 mm fra
sveisebrennerens frontside, slipp siden sveisebrennertasten.
UTSKIFTING AV TRÅDSKINNENS KAPPE (FIG.I)
Før du går frem med utskiftingen av kappen, skal du åpne
sveisebrennerens kabel for å unngå at den blir bøyt.
- 61 -
Page 62

Spiralkappe for ståltråd
1- Løsne på munstykket og sveisebrennerens hodes kontaktrør.
2- Løsne kappestoppets mutter på midtkontakten og fjern kappen
som er der.
3- Sett inn den nye kappen i ledningen mellom kabel-sveisebrenner
og trykk den lett til den kommer ut fra sveisebrennerens hode.
4- Skru fast kappens blokkeringsmutter manuelt.
5- Kutt kappen som er altfor lang og trykk den sammen litt; fjern den
igjen fra sveisebrennerens kabel.
6- Slip kuttesonen på kappen og sett den tilbake inn i ledningen
mellom kabel-sveisebrenner igjen.
7- Monter tilbake mutteren ved å bruke en nøkkel.
8- Monter tilbake kontaktrøret og munstykket.
Kappe i syntetmaterial for aluminiumtråder
Utfør operasjonene 1, 2, 3 som er indikert for stålkappen (ute å utføre
fasene 4, 5, 6, 7, 8).
9- Skru fast kontaktrøret for aluminium og kontroller at den kommer i
kontakt med kappen.
10- Sett inn kappens motsatte ende (sveisebrennerens festside),
nippelen i messine, OR-ringen og stram siden kappens
festemutter ved å holde kappen lett intrykt. Ekstra isolering skal
fjernes senere (se (13)). Fjern kapillærrøret for stålkapper frå
sveisebrennerens skjøte på trådtrekkerenheten.
11- DET ER INGET KAPILLÆRRØR for aluminiumskjøter med en
diameter på 1,6-2,4mm (gul farge); erfor blir kappen innsatt i
sveisebrennerens skjøte uten det. Kutt kapillærrøret for
aluminiumkapper med en diameter på 1-1,2mm (rød farge) til et
verdi som understiger stålrørets verdi med 2mm omtrent og sett
inn det på kappens frie ende.
12- Sett inn og blokker sveisebrenneren i trådtrekkerskjøtet: marker
kappen 1-2mm fra valsen; jern sveisebrenneren igjen.
13- Kutt kappen til ønsket lengde, uten å deformere inngangshullet.
Monter tilbake sveisebrenneren på trådtrekkerskjøtet og monter
gassmunstykket.
6. MIG/MAG-SVEISING
MODUS FOR OVERFØRELSE MED KORT BUE (SHORT ARC)
Smelting av elektrodetråden og fjerning av drypp utføres gjennom
repeterende kortslutninger (opp til 200 ganger pr sekund) fra spissen
av tråden til sveisesømmen.
Kullstål og stål med lave legeringer
- Passende tråddiameter: 0,6-1,2mm
- Sveisestrøm: 40-210A
- Buespenning: 14-23V
- Passende gasser: CO , Ar/CO , Ar/CO /O
Rustfritt stål
- Passende tråddiameter: 0,8-1mm
- Sveisestrøm: 40-160A
- Buespenning: 14-20V
- Passende gasser: Ar/O , Ar/CO (1-2%)
Aluminium og legeringer
- Passende tråddiameter: 0,8-1,6mm
- Sveisestrøm: 75-160A
- Buespenning: 16-22V
- Passende gasser: Ar 99,9%
Kontaktrøret skal være i linje med munstykket eller lett skyve frem med
tynne tråder og lav buespenning; trådens frie lengde (stick-out) skal
normalt være mellom 5 og 12mm.
Applisering: sveising i enhver stilling, på tynne overflater eller for
første sveising innenfor avrundninger med begrenset termisk effekt og
kontrollerbart bad.
Bemerk: øverførelsen SHORT ARC for sveising av aluminium og
legeringer skal utføres med stort omhu (spesielt med tråder som har
en diameter >1mm) da de kan være risiko for fusjonsdefekter.
OVERFØRELSESMODUS MED SPRØYTEBUE (SPRAY ARC)
Her benyttes høyere spenning og strøm enn for kortbuesveising for å
oppnå smelting av tråden. Trådspissen kommer ikke i kontakt med
sveisefugen, en bue former spissen og gjennom den flyter en strøm av
metalldråper. Disse er produsert av den kontinuerlige smeltingen av
elektrodetråden uten at kortslutning er involvert.
Kullstål og stål med lave legeringer
- Passende tråddiameter: 0,8-1,6mm
- Sveisestrøm: 180-450A
- Buespenning: 24-40V
- Passende gasser: Ar/CO , Ar/CO /O
Rustfritt stål
- Passende tråddiameter: 1-1,6mm
- Sveisestrøm: 140-390A
- Buespenning: 22-32V
- Passende gasser: Ar/O , Ar/CO (1-2%)
Aluminium og legeringer
- Passende tråddiameter: 0,8-1,6mm
- Sveisestrøm: 120-360A
- Buespenning: 24-30V
- Passende gasser: Ar 99,9%
Typisk skal kontaktrøret være 5-10mm i munstykket, jo lenger inn jo
høyere buespenningen er; trådens frie lengde (stick-out) skal normalt
være mellom 10 og 20mm. I MANUELT MODUS (“PRG 0”), dersom du
valgt parametrene for trådhastighet og buespenning på korrekt påte
(dvs med kompatible verdier), kan hvilket reaktanseverdi som helst
velges.
Applisering: horisontal sveising med tykkelser som ikke understiger
3- 4m m (me ge t fly te nde bad ); utfør el se shastig he ten og
deponeringsgraden er meget høy (høy termisk effekt).
OVERFØRELSESMODUS MED PULSERT BUE (PULSE ARC)
(HVIS MULIG)
Denne overførelsen som er “kontrollert” befinner seg i “spray arc”-
2 2 2 2
2 2
2 2 2
2 2
funksjonsområdet (modifiert spray arc) og kan derfor bruke alle
fordelene med fusjonsfordeler og mangel av flyvende formål ved
meget lave strømverdier, som kan tilfredsstille mange andre typiske
“short arc”-applikasjoner.
For hver strømimpuls, løsner en enkelt dråpe fra elektrodtråden; dette
fenomenet skjer med en frekvense som er proporsjonerlig med
trådens fremgangshastighet med variasjoner som gjelder type og
diameter på selve tråden (typiske frekvenseverdier: 30-300Hz).
Kullstål og stål med lave legeringer
- Passende tråddiameter: 0,8-1,6mm
- Sveisestrøm: 60-360A
- Buespenning: 18-32V
- Passende gasser: Ar/CO , Ar/CO /O (CO max 20%)
Rustfritt stål
- Passende tråddiameter: 0,8-1,2mm
- Sveisestrøm: 50-230A
- Buespenning: 17-26V
- Passende gasser: Ar/O , Ar/CO (1-2%)
Aluminium og legeringer
- Passende tråddiameter: 0,8-1,6mm
- Sveisestrøm: 40-320A
- Buespenning: 17-28V
- Passende gasser: Ar 99,9%
Kontaktrøret skal være 5-10mm inni smørenippelen, mer hvis
buespenningen er høy; trådens frie lengde (stick-out) skal normalt
være mellom 10 og 20mm.
Applisering: sveising i “posisjon” på mellomstore-små tykkelser og på
materialer som er termisk følsomme, spesielt egnet for sveising på
lette legeringer (aluminium og dens legeringer) og på tykkelser
som er under 3mm.
REGULERING AV SVEISEPARAMETRENE
Vernegass
Forsyningen av vernegassen skal være:
short arc: 8-14 l/min
I samsvar med sveisestrømmens intensitet og munstykkets diameter.
Sveisestrøm
Den bestimms for en tråddiameter i samsvar med matehastigheten.
Observer at med den strøm som trenges er trådhastighetens
fremgång omvendt proporsjonerlig med diameteren på den tråd som
er brukt.
Verdiene som er indikert for sveisestrømmen for trådene som er brukt
er indikert i tabellen (TAB. 5).
Buespenning
Buespenningen kan reguleres av operatøren ved å dreie encoderen
(FIG.C (5)); den tilpasser seg til trådens fremgangshastighet (strøm)
som du valgt i samsvar med diametern på tråden som er brukt og type
av vernegass, progressivt i samsvar med følgende formel som
forsyner et medelverdi:
U = (14 + 0,05 x I )
2 2
hvor: U : buespenning i volt;
Sveisingens kvalitet
Kvaliteten på sveisekanten og minimums kvantitet av sprøyt som blir
produsert blir avgjort av balansen mellom sveiseparametrene: strøm
(trådhastighet), trådens diameter, buespenning etc.
På samme måte skal sveisebrennerens posisjon tilpases til bildene i
figuren (FIG. L) for å unngå altfor mye sprøyt og sveisedefekter.
Også sveisehastigheten (fremgangshastigheten langs kanten) er en
avgjørende faktor for en korrekt sveising og den er like viktig som de
andre parametrene, spesielt for penetrasjon og for å gi kanten korrekt
form.
Vanlige sveisedefekter er indikert i TAB.8.
TIG-SVEISING (DC)
TIG-sveising er en sveiseprosedyre som bruker varmen som blir
produsert av den elektriske buen som blir aktivert mellom en
tungstenselektrod og stykket som skal sveises. Tungstenselektroden
blir holdt oppe av en sveisebrenner som kan overføre sveisestrømmen
og beskytte elektroden og sveisebadet mot oksidering ved hjelå av et
inert gassfløde (normalt Argon: Ar 99,5%) som kommer ut fra
kjeramikkmunstykket (FIG. M).
Det er uunngjengelig for en god sveising å bruke en elektrod med
eksakt diameter og eksakt strøm, se tabellen (TAB.6).
Elektrodens normale fremspring fra kjeramikkmunstykket er 2-3 mm
og kan nå 8 mm for vinkelsveising.
Sveisingen skjer med fusjon av kantene. For tynne stykker (opp til 1
mm) trenges ingen støttematerial (FIG. N).
For tykkere deler skal du bruke stenger av samme materiale og egnet
diameter med egnet forberedelse av kantene (FIG. O). Det er egnet for
et godt sveiseresultat at stykkene er ordentligt rene og frie fra oksid,
olje, smørefett, løsningsmidler, etc.
LIFT-aktivering:
Den elektriske buen blir aktivert automatisk ved å fjerne
tun gstenelektr ode n fra sty kke t som ska l sve ises. Denne
aktiveringsmodus forårsaker mindre problemer av elektrisk type og
minker inklusjonen av tungsten og slitasjen på elektroden.
Prosedyre:
Still elektrodens spiss på stykket med ett lett trykk. Løft elektroden 2-3
mm etter noen sekund for å aktivere buen. Sveisebrenneren forsyner
først en IBASE-spenning og etter noen sekund forsyner den
sveisebremmeren med innstilt sveisestrøm.
TIG DC-sveising
TIG DC-sveisingen er egnet for alt kullstål med lave leeringer og tunge
metaller som kobber, nikkel, titanium og disses legeringer.
For sveising i TIG DC med elektroden ved polen (-) er vanligvis
2
I : sveisestrøm i ampere.
2
2 2 2 2
2 2
- 62 -
Page 63

elektroden brukt med 2% cerium (gråfarget bande). - Etter disse operasjonene skal du montere tilbake sveiserens
Det er nødvændig å slipe tungstenselektroden ved slipeskiven, se FIG. paneler og stramme festeskuene helt til slutt.
P, og vær nøye med å forsikre deg om at spissen er helt koncentrisk for - Unngå absolutt å utføre sveiseoperasjoner med åpen sveiser.
å unngå avvik fra buen. Det er viktig å utføre slipingen langs
elektrodens lengde. Denne prosedyren skal utføres regelmessig i
samsvar med bruket og slitagjen på elektroden eller når den er
kontaminert, oksidert eller brukt på gal måte.
SVEISING MED KLEDD MMA-ELEKTROD
Det er uunngjengelig å holde seg til instruksene fra farikanten som står
på boksen med elektrodene som er brukt med indikasjon om korrekt
polaritet for elektroden og tilsvarende optimal strøm.
Sveisestrømmen skal reguleres i samsvar med diameteren på
elektroden som er brukt og typen av sveising som skal utføres (TAB. 7).
Observer at med samme elektroddiameter, er høye strømsverdier
brukt for plane sveisinger, mens vertikale sveisinger eller sveisinger
ovenfor hodet skal utføres med en lav spenning.
Sveisingens mekaniske karakteristikker avgjørs dessuten at
intensiteten i den strøm som er valgt, av sveiseparametrene som
buens lengde, hastighet og utførelsens posisjon, diameter och
elektrodenes kvalitet (for en korrekt effekt skal du beskytte elektrodene
fra fukt i pakket eller beholdene).
Sveisingens karakteristkker beror også på verdiet for ARC-FORCE
(dynamisk reaksjon) for sveisebrennern.
Observer at høye verdier for ARC-FORCE gir en høyere penetrasjon
og muliggjør en sveising i alle posisjoner med basiske elektroder, lave
verdier for ARC-FORCE med en myk bue uten sprøyt som er typisk
med rutiliske elektroder.
Sveisebrenneren er dessuten utstyrt med anlegg som HOT START og
ANTI STICK som garanterer lette oppstart og forhindrer at elektroden
fastner ved arbeidsstykket.
Prosedyre
Hold masken FORAN ANSIKTET og gni elektrodspissen mot stykket
som skal sveises ved å utføre en bevegelse som for å slå fyr på en
fyrstikk. Denne metoden er korrekt for å aktivere buen.
ADVARSEL: IKKE SLÅ med elektroden på stykket; ellers kan den
skades utvendig og gjøre det vanskelig å tenne buen.
Da buen er aktivert, ska du prøve og bibehålle et avstand fra stykket
tilsvarende diametern på elektroden som er brukt og behold dette
avstandet under sveisingen. Husk på at elektrodens skråning i
materetningen er omtrent 20-30 grader (FIG.Q).
For sveisekanten skal du stille elektrodens ende lett bakover i forhold til
materetningen ovenfor krateren for å utføre påfyllingen og siden løfter
du elektroden hurtig fra badet for å slokke buen (Bilder av
sveisekanten - FIG. R).
7. VEDLIKEHOLD
______________________________________________________
A DVA RS EL ! F ØR D U G ÅR F RE M M ED
VEDLIKEHOLDSARBEIDET, SKAL DU FORSIKRE DEG OM AT
SVEISEBRENNEREN ER SLÅTT AV OG FRAKOPLET FRA
STRØMNETTET.
______________________________________________________
ALMINDELIG VEDLIKEHOLD
ALM IN DEL IG E V EDLIK EH OLD SO PERA SJ ONE R KAN
FULLFØRES AV OPERATØREN.
Sveisebrenner
- Unngå å plassere sveisebrenneren og dens kabel på varme
overflater; dette kan føre til at isoleringsmaterialer smelter ned og
ikke lenger kan brukes.
- Kontroller jevnlig at gasslangen og koplingene er tette.
- Hver gang trådspolen byttes, skal du rense slangen ved å blåse
gjennom den med trykkluft (maks. 5bar) i trådkappen og kontrollere
at slangen er i orden.
- Kontroller minst en gang hver dag slitasjetilstanden og korrekt
montering av terminalene på sveisebrenneren: munnstykket,
kontaktspissen, gassdiffusøren.
Trådforsyningsenhet
- Kontroller regelmessig slitasjetilstand p+ trådmatervalsene, fjern
metallstøvet regelmessig fra matningsområdet (valser og trådmater
ved inngang og utgang).
EKSTRA VEDLIKEHOLDSARBEID
ALLE EKSTRA VEDLIKEHOLDSP ROS EDYRER MÅ KUN
FULLFØRES AV KVALIFISERT PERSONAL MED ERFARINGER I
DET ELEKTRISKE OG MEKANISKE FELTET.
______________________________________________________
ADVARSEL: FJERN ALDRI DEKSLER ELLER UTFØR
ARBEID INNE I ENHETEN DERSOM DEN IKKE ER FRAKOPLET
STRØMNETTET.
______________________________________________________
Eventuelle kontroller av funksjoner med enheten under
spenning, kan fore til alvorlige strømstøt og/eller skader som
følge av direkte berøring av strømførende deler.
- Kontroller maskinen jevnlig ut fra bruksfrekvens og hvor støvfylt
arbeidsstedet er. Kontroller innvendig i maskinen og fjern eventuelt
støv som kan ha lagt seg på transformatoren, reaktansen og
likretteren, ved å blåse det lett vekk med tør trykkluft (maks. 10bar).
- Unngå å rette trykkluftsstrålen mot de elektroniske kortene; rengjør
disse nøye med en meget myk børste eller passende
rengjøringsmidler.
- På same gang skal du kontrollere at de elektriske koplingene er
riktig og at kablenes isolering ikke er skadd.
8. FEILSØKING
DERSOM ENHETEN IKKE FUNGERER TILFREDSSTILLENDE,
BØR DU SELV FORETA FØLGENDE KONTROLL FØR DU SENDER
BUD PÅ SERVICE ELLER BER OM ASSISTANSE:
- Kontroller at sveisestrømmen, som reguleres med potensiometeret
me d gr ade rt a mpe res kala , er k orr ekt s tilt i nn for
elektrodediameteren og -typen.
- Kontroller at når hovedbryteren slås PÅ tennes også tilhørende
varsellampe. Hvis ikke ligger problemet i strømtilførselen (kabler,
sikringer, støpsel osv.).
- At den gule lysdioden ikke er tent. Den signaliserer at maskinen er
enten over- eller underopphetet på grunn av for høy eller for lav
spenning, eller at det har oppstått en kortslutning.
- At forholdet mellom de nominelle avbruddene er observert. Om den
termostatiske beskyttelsesenheten skulle ha satt i gang, vent til
maskinen har kommet ned på normaltemperatur, og kontroller at
viften fungerer som den skal.
- Kontroller linjespenningen: hvis verdiet er altfor høyt eller lavt, forblir
sveisebrenneren blokkert.
- At det ikke har oppstått en kortslutning i uttaket på maskinen. Om
dette skulle være tilfelle, må man først og fremst fjerne denne.
- Kontroller at alle forbindelser i sveisekresten er korrekt, spesielt at
arbeidsklemmen er godt festet til arbeidsstykket, uten forstyrrende
materialer eller overflatebehandliger (eks. Maling).
- At beskyttelsesgassen er riktig i kvalitet (Argon 99,5%) og i
kvantitet.
_______________( S )______________
BRUKSANVISNING
VIGTIGT:
LÄS BRUKSANVISNINGEN NOGGRANNT INNAN NI ANVÄNDER
MASKINEN !
SVETSAR MED KONTINUERLIG TRÅD FÖR BÅGSVETSNING AV
TYPEN MIG/MAG OCH FLUX, TIG, MMA AVSEDDA FÖR
PROFESSIONELLT BRUK OCH INDUSTRIELLT .
Anmärkning: i den text som följer kommer vi att använda oss av
termen “svets”.
1 . A LL M ÄN NA SÄ KE R HE T SA N VI S NI NG A R F ÖR
BÅGSVETSNING
Operatören måste vara väl insatt i hur svetsen ska användas på
ett säkert sätt, vidare måste han vara informerad om riskerna i
sa m ba nd m ed bå gs ve tsni n g, om de re sp ekti v e
skyddsåtgärderna och nödfallsprocedurerna.
(Vi hänvisar även till ”TEKNISK SPECIFIKATION IEC eller CLC/TS
62081”: INSTALLATION OCH ANVÄNDNING AV APPARATER FÖR
BÅGSVETSNING).
- Undvik direktkontakt med svetskretsen: spänningen på
tomgång från svetsen kan under vissa förhållanden vara
farlig.
- Stäng av svetsen och drag ut stickproppen ur uttaget innan du
ansluter svetskablarna eller utför några kontroller eller
reparationer.
- Stäng av svetsen och koppla från den från elnätet innan du
byter ut förslitningsdetaljer på skärbrännaren.
- Utför den elektriska installationen i enlighet med gällande
normer och säkerhetslagstiftning.
- Svetsen får endast anslutas till ett matningssystem med en
neutral ledning ansluten till jord.
- Försäkra er om att nätuttaget är korrekt anslutet till jord.
- Använd inte svetsen i fuktig eller våt miljö eller i regn.
- Använd inte kablar med skadad isolering eller kontaktglapp.
- Svetsa inte på behållare eller rörledningar som innehåller
eller har innehållit brandfarliga ämnen i vätske- eller
gasform.
- Undvik att arbeta på material som rengjorts med klorhaltiga
lösningsmedel eller i närheten av sådana ämnen.
- Svetsa aldrig på behållare under tryck.
- Avlägsna alla brandfarliga ämnen (t.ex. trä, papper, trasor
m.m.) från arbetsområdet.
- Försäkra er om att ventilationen är tillfredsställande eller
använd er av något hjälpmedel för utsugning av svetsgaserna
i närheten av bågen; det är nödvändigt med en systematisk
kontroll för att bedöma gränserna för exponeringen för rök
från svetsningen, beroende på rökens sammansättning och
koncentration samt exponeringens längd.
- Håll gastuben på avstånd från värmekällor, inklusive solljus
(om sådan används).
- 63 -
Page 64

,
*
- Se alltid till att ha en lämplig elektrisk isolering i förhållande
till elektroden, stycket som bearbetas och eventuella jordade
metalldelar som befinner sig i närheten (åtkomliga).
Detta kan i normala fall uppnås genom att man bär
skyddshandskar, skor, skydd för huvudet och skyddskläder
som är avsedda för ändamålet samt genom användningen av
isolerande plattformar eller mattor.
- Skydda alltid ögonen med för detta avsedda UV-glas
monterade på mask eller hjälm.
Använd för detta avsedda ej brännbara skyddskläder och
handskar, och undvik att utsätta huden för ultraviolett och
infraröd strålning från svetsbågen; även andra personer som
befinner sig i närheten av bågen måste skyddas med hjälp av
icke reflekterande skärmar eller draperier.
- Buller: om särskilt intensivt svetsningsarbete skulle ge
upphov till en nivå för daglig personlig bullerexponering
(LEPd) på lika med eller mer än 85db(A), är det obligatoriskt
att använda sig av lämplig individuell skyddsutrustning.
)
- D e el ekt rom agn eti ska fäl t so m up pko mme r vi d
svetsningsprocessen kan ge upphov till störningar i
elektriska och elektroniska apparaters funktion.
Pe rso ner s om b är ele ktri ska e lle r el ekt ron iska
livsuppehållade apparater (t.ex. pace-maker, respirator, etc.)
måste tala med en läkare innan de uppehåller sig i närheten
av de områden där denna svets används. De personer som
bär elektriska eller elektroniska livsuppehållade apparater
bör inte använda denna svets.
- Denna svets motsvarar kraven i tekniska normer för
produkter avsedda enbart för industriellt och professionellt
bruk. Vi garanterar inte för dess överensstämmelse med
elektromagnetisk kompatibilitet i hemmiljö.
EXTRA FÖRSIKTIGHETSÅTGÄRDER
- SVETSNINGSARBETE:
- I miljö med ökad risk för elektrisk stöt
- I angränsande utrymmen
- I närvaro av brandfarligt eller explosivt material
MÅSTE först bedömas av en ”Ansvarig expert” och alltid
utföras i närvaro av andra personer som är skolade för ett
eventuellt ingrepp i en nödsituation.
De tekniska skyddsanordningar som beskrivs i 5.10; A.7; A.9.
i ”TEKNISK SPECIFIKATION IEC eller CLC/TS 62081” MÅSTE
tillämpas.
- Det MÅSTE vara förbjudet att svetsa medan svetsen eller
trådmataren hålls upp av operatören (t.ex. med hjälp av
remmar).
- Det MÅSTE vara förbjudet att svetsa med operatören upplyft
från marken, förutom vid en eventuell användning av en
säkerhetsplattform.
- SP ÄNN ING M EL LAN E LEK TRODH ÅLL ARE ELL ER
SKÄRBRÄNNARE: om man arbetar med flera svetsar på
samma stycke eller på flera elektriskt sammankopplade
stycken kan detta ge upphov till en sammanlagd farlig
spänning på tomgång mellan två olika elektrodhållare eller
skärbrännare, ända upp till ett värde som kan uppnå det
dubbla jämfört med den tillåtna gränsen.
En kunnig samordnare måste utföra en mätning för att kunna
avgöra huruvida en risk föreligger och vidta lämpliga
skyddsåtgärder på det sätt som indikeras i 5.9 i ”TEKNISK
SPECIFIKATION IEC eller CLC/TS 62081”.
ÅTERSTÅENDE RISKER
- TIPPNING: placera svetsen på en horisontal yta av lämplig
bärkapacitet för dess vikt, i annat fall (t.ex. lutande eller
ojämnt golv, etc.) finns det risk för att den tippar.
- FELAKTIG ANVÄNDNING: det är farligt att använda svetsen
för något annat än vad den är avsedd för (t.ex. för att tina upp
vattenrör).
- FÖRFLYTTNING AV SVETSEN: fäst alltid gastuben med hjälp
av lämpliga medel för att förhindra att den ramlar.
Skydden och de rörliga delarna av svetsens och trådmatarens
hölje måste vara på plats innan man ansluter svetsen till elnätet.
VIKTIGT! Alla manuella ingrepp på trådmatarens rörliga delar,
som till exempel:
- Byte av rullar och/eller trådledare;
- Införning av tråden i rullarna;
- Laddning av trådrulle;
- Rengörning av rullar, kugghjul eller området under dessa;
- Smörjning av kugghjulen.
MÅ STE U TFÖ RAS M ED SVE TSE N AVS TÄN GD OCH
FRÅKOPPLAD FRÅN ELNÄTET.
2. INLEDNING OCH ALLMÄN BESKRIVNING
INLEDNING
De här enfas svetsarna är strömkällor baserade på den senaste
växelriktarteknologin igbt med fullständigt digital kontroll, med
integrerad trådmatare.
Svetsarna gör det möjligt att svetsa med hög kvalitet i kontinuerlig
synergisk Mig/Mag, Tig och Mma samt i synergisk Mig/Mag med
impulser där denna funktion finns.
Trådmataren är försedd med en tråddragarenhet med 2 motoriserade
rullar med oberoende inställning från frammatningstrycket. Den
digitala kontrolltavlan är integrerad med regleringskortet med
mikroprocessor och har främst tre funktioner:
a) INSTÄLLNING OCH REGLERING AV PARAMETRAR
Med hjälp av detta gränssnitt mot användaren är det möjligt att
ställa in och reglera arbetsparametrarna, att välja sparade program
samt att visualisera statusförhållandena och värdet för
parametrarna på displayen.
b) ATT TA FRAM REDAN MEMORISERADE SYNERGISKA
PROGRAM FÖR MIG/MAG-SVETSNING
Dessa program har redan ställts in och memoriserats av
tillverkaren (och kan således inte modifieras). Användaren kan ta
fram ett av dessa program, välja en specifik arbetspunkt (som
motsvarar en oberoende uppsättning svetsparametrar) och reglera
enbart en storlek. Detta är konceptet SYNERGI, som gör det
möjligt att enkelt reglera svetsen på bästa sätt för alla olika
arbetssituationer.
c) ATT MEMORISERA/TA FRAM PERSONLIGT UTFORMADE
PROGRAM
Denna funktion är tillgänglig både när man arbetar inom ett
synergiskt program och när man arbetar i den manuella
modaliteten (i detta fall sker inställningen av samtliga
svetsparametrar godtyckligt). Funktionen ger användaren
möjlighet att memorisera och sedan ta fram information om en
specifik typ av svetsning.
Svetsen är förberedd för att användas med SPOOL GUN, som
används för att svetsa på aluminium och stål när avståndet mellan
generatorn och det stycke som ska svetsas är långt.
METALLERS SVETSBARHET
MIG/MAG-FLUX: Svetsen är lämplig för MIG-svetsning av aluminium
och dess legeringar, MIG-lödning, som i normala fall utförs på
förzinkade plåtar, samt MAG-svetsning av kolstål, låglegerat stål och
rostfritt stål. Den kan vidare användas för FLUX-svetsning med fyllda
trådar, utan skyddsgas (self-shielding) om man först anpassar
skärbrännarens polaritet efter trådtillverkarens instruktioner.
MIG-svetsning av aluminium och dess legeringar måste utföras med
solida trådar med en sammansättning som är kompatibel med det
material som ska svetsas och med skyddsgas av ren Ar (99,9 %).
MIG-lödning utförs i normala fall på förzinkade plåtar med solid tråd av
kopparlegering (t.ex. kisel-koppar eller aluminium-koppar) med
skyddsgas av ren Ar (99,9 %).
MAG-svetsning av kolstål och låglegerat stål måste utföras med solida
eller fyllda trådar vars sammansättning är kompatibel med det material
som ska svetsas, skyddsgas Co2, Ar/CO2-blandningar eller
Ar/CO2/O2m (i normala fall > 80 % Argon).
För att svetsa rostfritt stål använder man sig i normala fall av
gasblandningar Ar/O2 eller Ar/CO2 (i normala fall > 98 % Argon).
TIG: Svetsen är lämplig för TIG-svetsning med likström (DC) med
tändning av bågen av typen LIFT, som passar för alla typer av stål
(kolstål, låg- och höglegerat stål) och tunga metaller (koppar, nickel,
titan och deras legeringar) med skyddsgas av ren Ar (99,9 %) eller, för
särskilda användningsområden, med Argon/Helium-blandningar.
MMA: Svetsen är lämplig för svetsning med MMA-elektrod med
likström (DC) med alla typer av belagda elektroder.
HUVUDSAKLIGA EGENSKAPER:
- Bildskärm för matningsspänning.
- 2T/4T-funktion, spotfunktion.
- Automatisk igenkänning av skärbrännaren.
- Inställning av stigningsramp för tråden, tid för efter-gas, tid för
avslutande bränning av tråden (burn-back).
- Möjlighet att spara/ta fram personligt utformade program.
- Förberedd för användning med SPOOL GUN.
- Termostatiskt skydd.
- Omvändning av polaritet (FLUX-svetsning)
TILLBEHÖR PÅ BESTÄLLNING
- Adapter för Argon-gastub.
- 64 -
Page 65

- Vagn. alarmet upphör.
- Manuell fjärrkontroll med 1 potentiometer.
- Manuell fjärrkontroll med 2 potentiometrar.
- Set med anslutningskablar.
- Set för svetsning av aluminium.
- Set för svetsning med fylld tråd.
- Set för MMA-svetsning.
- Set för TIG DC-svetsning.
- Mask som mörknar automatiskt.
- MIG-skärbrännare.
- TIG-skärbrännare.
3.TEKNISKA DATA
INFORMATIONSSKYLT
Den viktigaste informationen gällande användningen av svetsen och
dess prestationer finns sammanfattad på en informationsskylt med
följande betydelse:
1- EUROPEISK referensnorm gällande säkerhet och konstruktion av
maskiner för bågsvetsning.
2- Symbol för maskinens inre struktur.
3- Symbol för den svetsningsprocess som förutses.
4- Symbolen S: indikerar att svetsning kan utföras i miljö med ökad
risk för elektrisk stöt (t. ex. i närheten av stora metallmassor).
5- Symbol för matningslinjen:
1~: enfas växelspänning;
3~: trefas växelspänning.
6- Höljets skyddsgrad.
7- Matningslinjens egenskaper:
- U : Växelspänning och frekvens för matning av maskinen (tillåtna
1
gränser ±10%).
- I : Maximal ström som absorberas av linjen.
1 max
- I : : Reell matningsström.
1eff
8- Svetsningskretsens prestationer:
- U : Maximal spänningstopp på tomgång (svetsningskretsen
0
öppen).
- I /U : Motsvarande normaliserad ström och spänning som kan
2 2
fördelas av svetsen under svetsningen.
- X : Intermittensförhållande: indikerar den tid under vilken svetsen
kan fördela den motsvarande strömmen (samma kolonn). Detta
uttrycks i %, baserad på en cykel på 10 min (t. ex. 60% = 6
minuters arbete, 4 minuters vila; och så vidare).
Om utnyttjningsfaktorerna (värden på skylten, refererar till 40°C
omgivande temperaur) överskrids kommer det termiska
skyddet att ingripa (svetsen kommer att vara i stand-by tills
dess temperatur ligger inom gränserna).
- A/V-A/V: Indikerar skalan för inställning av
svetsströ mmen (minimum - maxi mum) oc h
motsvarande bågspänning.
9- Serienummer för identifiering av svetsen (oumbärlig vid
teknisk service, beställning av reservdelar, sökning efter
produktens ursprung).
10- :Värde för de fördröjda säkringar som ska
användas för att skydda linjen.
11-Symboler som hänvisar till säkerhetsnormer vars
betydelse f ö r k l a ras i ka pitel 1 “ Al l m änna
säkerhetsanvisningar för bågsvetsning”.
Anmärkning: I det exempel på skylt som finns här är
symbolernas och siffrornas betydelse indikativ; de exakta
värdena för er svets tekniska data måste avläsas direkt på
den skylt som finns på själva svetsen.
ÖVRIGA TEKNISKA DATA:
- SVETS: se tabell 1 (TAB.1)
- MIG-SKÄRBRÄNNARE: se tabell 2 (TAB.2)
- TIG-SKÄRBRÄNNARE: se tabell 3 (TAB.3)
- ELEKTRODHÅLLARTÅNG: se tabell 4 (TAB.4)
Svetsens vikt indikeras i tabell 1 (TAB. 1).
4. BESKRIVNING AV SVETSEN
AN ORD NING AR FÖR KON TRO LL, RE GLE RIN G OC H
ANSLUTNING
Svets (FIG. B)
På framsidan:
1- Kontrolltavla (se beskrivning).
2- Negativ snabbkoppling (-) för kabel för svetsström (massakabel
för MIG och MMA, kabel till skärbrännare för TIG).
3- Positiv snabbkoppling (+) för massakabel för TIG-svetsning (kabel
för svetsström för MMA)
4- Centraliserad anslutning för MIG-skärbrännare (Euro).
5- Anslutning 14p för anslutning av fjärrkontroll och spool gun
På baksidan:
6- Huvudströmbrytare ON/OFF.
7- Fäste för gasslang (gastub) för MIG-svetsning.
8- Matningskabel med kabelspärr.
Haspelutrymme:
9- Positivt kabelfäste (+).
10- Negativt kabelfäste (-).
OBS: omvändning av polaritet för FLUX-svetsning (no gas).
SVETSENS KONTROLLTAVLA (FIG. C)
1- Lysdiod för Alarm (svetsens utmatning är blockerad). På
displayen (4) visas ett alarmmeddelande.
Återställningen av svetsen sker automatiskt när orsaken till
Fig. A
2- Lysdiod för närvaro av utmatningsspänning (utmatning aktiv).
3- Lysdiod som indikerar programmering av svetsen.
4- Alfanumerisk display med 3 siffror. Indikerar:
- svetsströmmen i ampere.
Det värde som visas är det som har ställts in, med svetsen på
tomgång, medan det är det reella värdet som visas när svetsen
är i funktion.
- ett alarmmeddelande med följande betydelse:
-"AL. 1": Skyddstermostaten för den primära kretsen har ingripit
p.g.a. överhettning av maskinen (enbart för versionen
MIG Pulse).
-"AL. 2": Någon av skyddstermostaten har ingripit p.g.a.
överhettning av maskinen.
-"AL. 3": A n o m a l i i d e n p r i m ä r a m a t n i n g e n :
matningsspänningen ligger utanför gränsvärdet +/15% jämfört med det värde som indikeras på
informationsskylten.
VIKTIGT: Om den övre gräns som indikeras ovan
överskrids, kommer detta att skada anordningen
allvarligt.
-"AL. 4": Anomali i den primära matningen: skyddsanordningen
mot för låg spänning på matningslinjen har ingripit
(enbart för versionen MIG Pulse).
-"AL. 7": Man har försökt svetsa i MIG/MAG vid en för hög ström
för själva generatorn.
-"AL. 8": Anomali i MIG/MAG-svetskretsen (enbart för versionen
MIG Pulse). VIKTIGT: i detta fall måste man, för att
återställa alarmet, stänga av och starta anordningen
4a, 4b, 4c, 4d, 4e- Lysdioder som indikerar aktuell måttenhet
5- Ratt för inställning av kodomvandlare.
6- Knapp för att ta fram (LOAD) de personligt utformade
7- Knapp för att spara (STORE) de personligt utformade
8- Knapp för val av tillvägagångssätt för svetsning.
9- Knapp för val av svetsprocess.
10- Knapp för val av typen av material.
11- Knapp för val av tråddiameter som gör det möjligt att ställa in
12- Knapp för val av fjärrkontroll.
13- Knapp för val av svetsning i synergi. För att ställa in maskinens
14- Knapp för val av svetsparametrar.
14a- parameter 1: Val av svetsspänning. I MIG/MAG/FLUX
igen.
(ampere, volt, sekunder, procentandel meter/minuter).
Gör det möjligt att ställa in svetsströmmen.
svetsprogrammen.
svetsprogrammen.
När man trycker på knappen tänds lysdioden som motsvarar det
tillvägagångssätt som man har för avsikt att använda:
- : MIG/MAG i PULSE ARC (där denna funktion finns).
- : MIG/MAG/FLUX i SHORT/SPRAY ARC.
- : MMA-elektrod.
- : TIG-DC med LIFT-tändning.
När maskinen är inställd på funktionen MIG/MAG/FLUX kan man
välja mellan kommando med 2 takter, 4 takter eller med
tidsinställning för häftsvetsning (SPOT).
Ställer in funktionssättet efter materialet eller tillvägagångssättet.
Är enbart i funktion med svetsen i synergi (13).
trådens diameter. För att ställa in diametern 1,2 mm ska man
trycka på knappen tills båda två lysdioderna motsvarande
diametrarna 0,6 och 0,8 mm tänds.
Är enbart i funktion med svetsen i synergi (13).
- Med lysdioden tänd, är reglagen på svetsens
kontrolltavla i funktion.
- Med lysdioden tänd, kan inställningen bara göras från
fjärrkontrollen:
a) fjä rrk ont rol l med e n pote nti ome ter: er sä tter
kodomvandlarens funktion (5).
b) fjärrkontrol l med två po tentiomet ra r: ers ätter
kodomvandlarens (5) och hjälpparameterns funktion.
c) fjärrkontroll med pedal: ersätter kodomvandlarens funktion
(5) i funktionssättet Tig.
synergiska funktion vid MIG/MAG-svetsning ska man trycka på
knappen.
VIKTIGT! Även om man kan ställa in varje parameter fritt, så finns
det vissa parameterkombinationer som kan vara utan betydelse
rent elektriskt eller vad gäller svetsningen. Svetsen kommer i vilket
fall som helst inte att gå sönder, även om den kanske inte fungerar
enligt den felaktiga inställningen.
När man trycker flera gånger på knappen tänds, i tur och ordning,
en av lysdioderna från (14a) till (14i) till vilken en specifik
parameter hör. Inställningen av värdet för den parameter som
lyser kan göras med hjälp av KODOMVANDLAREN (5) och visas
på displayen (4).
OBS: de parametrar som inte kan ändras av operatören,
beroende på om man arbetar i ett synergiskt program eller i
manuell funktion, utesluts automatiskt från valet. Den
motsvarande lysdioden tänds inte.
reglerar den svetsspänningen i Volt eller korrigeringen av bågen i
synergi (enbart för MIG/MAG). Under svetsningen visar den
utspänningen från generatorn.
- 65 -
Page 66

14b- parameter 2: Ställer in trådhastigheten eller
svetsströmmen. I MIG/MAG/FLUX är detta hastigheten för
frammatning av tråden i meter per minut. I MMA är det
svetsströmmen mätt i Ampere. Under svetsningen visar den
utströmmen från generatorn.
14c- parameter 3: Arc force eller Elektronisk reaktans. I MMA
är de t a rc fo rc e el le r i nställ ni ng en a v bå ge ns
penetrationsförmåga. I MIG/MAG/FLUX har den en liknande
betydelse, men kallas för elektronisk reaktans.
14d- parameter 4: Accelerationsramp. I MIG/MAG/FLUX
reglerar den lutningen på tråddragarmotorns accelerationsramp.
14e- parameter 5: Tid för Burn-back. I MIG/MAG/FLUX
reglerar den tidsintervallet mellan det ögonblick då tråden stannar
och det när utströmmen nollställs.
14f- parameter 6: Efter-gas. I MIG/MAG/FLUX reglerar den
tiden för efter-gas i sekunder.
14g- parameter 7: Sänkningsramp. MIG/MAG är tiden för
sänkningsrampen (enbart i synergi (13)).
14h- parameter 8: Tid för spot. I MIG/MAG/FLUX reglerar den
längden för svetsströmmen vid häftsvetsning (SPOT).
14i- Parameter 9: Tid för paus vid häftsvetsning
MIG/MAG/FLUX. Reglerar längden på pausen mellan en
häftsvetsning och den påföljande. Om parametern ställs in på 0
sek för att utföra den påföljande häftsvetsningen, måste man
släppa knappen på skärbrännaren och sedan trycka in den igen.
ATT SPARA OCH TA FRAM PERSONLIGT UTFORMADE
PROGRAM
Inledning
Svetsen kan spara (STORE) personligt utformade arbetsprogram med
en uppsättning parametrar för en särskild typ av svetsning. Varje
program kan tas fram (LOAD) när som helst, vilket erbjuder
användaren en svets som är ”klar att användas” för ett särskilt
arbetsmoment som optimerats vid ett tidigare tillfälle. Svetsen kan
spara upp till 9 personligt utformade program.
Procedur för att spara ett program (STORE)
Efter att svetsen har ställts in på ett optimalt sätt för en specifik typ av
svetsning, ska man gå tillväga på följande sätt (FIG.C):
a) Tryck in knappen (7) “STORE” i 3 sekunder.
b) “St_ ” visas på displayen (4) tillsammans med ett nummer mellan 1
och 9.
c) Vrid på ratten (5) för att välja det nummer med vilket ni önskar
spara programmet.
d) Tryck på knappen (7) “STORE” en gång till:
- om man trycker in knappen “STORE” längre än 3 sekunder, har
programmet sparats på ett korrekt sätt och texten “YES” visas.
- om man trycker in knappen “STORE” kortare än 3 sekunder, har
programmet inte sparats och texten “no” visas.
Procedur för att ta fram ett program (LOAD)
Gå tillväga på följande sätt (se FIG.C):
a) Tryck in knappen (6) “LOAD” i 3 sekunder.
b) “Ld_ ” visas på displayen (4) tillsammans med ett nummer mellan
1 och 9.
c) Vrid på ratten (5) för att välja det nummer med vilket ni har sparat
det program som ni har för avsikt att använda.
d) Tryck på knappen (6) “LOAD” en gång till:
- om man trycker in knappen “LOAD” längre än 3 sekunder har
programmet tagits fram på ett korrekt sätt och texten “YES”
visas.
- om man trycker in knappen “LOAD” kortare än 3 sekunder har
programmet inte tagits fram och texten “no” visas.
OBS: under arbetsmomentet med knapparna “store” och “load” tänds
lysdioden prg.
5. INSTALLATION
______________________________________________________
VIKTIGT! UTFÖR SAMTLIGA ARBETSSKEDEN FÖR
INSTALLATION OCH ELEKTRISK ANSLUTNING MED SVETSEN
AVSTÄNGD OCH FRÅNKOPPLAD FRÅN ELNÄTET.
DE ELEKTRISKA ANSLUTNINGARNA MÅSTE ALLTID UTFÖRAS
AV KUNNIG OCH KVALIFICERAD PERSONAL.
______________________________________________________
Montering av skyddsmask
Fig. D
Montering av återledarkabel-tång
Montering av svetskabel-elektrodhållartång
PLACERING AV SVETSEN
Placera svetsen på en plats där öppningarna för in- och utmatning av
kylluften (forcerad kylning med fläkt, om sådan finns) inte riskerar att
blockeras, försäkra er också om att elektriskt ledande damm, korrosiv
ånga, fukt, m.m inte kan sugas in i svetsen.
Lämna alltid ett fritt utrymme på 250 mm runt omkring svetsen.
______________________________________________________
VIKTIGT! Placera svetsen på en plan yta av lämplig
bärkapacitet för dess vikt för att undvika att den tippar eller rör
sig på ett farligt sätt.
______________________________________________________
ANSLUTNING TILL ELNÄTET
- Innan den elektriska anslutningen sker måste man försäkra sig om
att de värden som indikeras på informationsskylten på svetsen
motsvarar den nätspänning och -frekvens som finns tillgängliga på
installationsplatsen.
- Svetsen får bara anslutas till ett matningssystem som är utrustat
med en neutral ledare ansluten till jord.
- För att garantera ett gott skydd mot indirekt kontakt, använd
differentialbrytare av typen:
Fig. E
Fig. F
- Typ A ( ) för enfas maskiner;
- Typ B ( ) för trefas maskiner.
- För att uppfylla föreskrifterna i normen EN 61000-3-11 (Flicker),
rekommenderar vi er att ansluta svetsen till de punker för inkoppling
till elnätet som har en impedans på mindre än Zmax =0,18 ohm.
Stickpropp och uttag
Anslut nätkabeln till en stickpropp av standardmodell (2P + J) av
lämplig kapacitet och förbered ett eluttag utrustat med säkringar eller
med en automatisk brytare, terminalen för jord måste anslutas till
matningslinjens jordledare (gul/grön). I tabell (TAB.1) indikeras de
rekommenderade värdena i ampere för linjens fördröjda säkringar,
som valts på basis av den maximala nominella ström som fördelas av
svetsen samt av elnätets nominella matningsspänning.
______________________________________________________
VIKTIGT! Om ov an st åe nd e regler in te följs har
säkerhetssystemet som konstruerats av tillverkaren (klass 1)
ingen effekt, vilket betyder att det finns risk för skador på
personer (t.ex. elektrisk stöt) och för saker (t.ex. brand).
______________________________________________________
ANSLUTNING AV SVETSKRETSEN
______________________________________________________
VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD
OCH FRÅNKOPPLAD FRÅN ELNÄTET INNAN NI UTFÖR
FÖLJANDE ANSLUTNINGAR.
I tabell (TAB. 1) indikeras de rekommenderade värdena för
svetskablarna (i mm ) på basis av den maximala ström som fördelas
av svetsen.
______________________________________________________
MIG/MAG -SVETSNING
Anslutning till gastuben
Gastub som kan placeras på stödytan på vagnen max 60 kg
- Skruva fast tryckreglaget vid gastubens ventil, placera det för detta
avsedda reducerstycket, som levereras som tillbehör, emellan om ni
använder er av Argon-gas eller Argon/CO -blandning.
- Anslut slangen för matning av gas till reglaget och drag åt det band
som levereras tillsammans med svetsen.
- Lossa på lagret för reglering på tryckreglaget innan ni öppnar
ventilen på gastuben.
Anslutning av återledarkabel för svetsström
- Denna ska anslutas till svetsstycket eller till den arbetsbänk på
vilken stycket är placerat, så nära den fog man håller på att svetsa
som möjligt.
Anslutning av skärbrännaren
- Koppla in skärbrännaren till det för detta avsedda kopplingsdonet
och drag åt lagret för blockering ordentligt för hand.
- Förbered skärbrännaren för den första laddningen av tråd,
demontera munstycket och kontaktröret för att göra det enklare att
få ut tråden.
FLUX-SVETSNING
Anslutningarna av kabeln för retur av massa och skärbrännaren görs
på samma sätt som för MIG/MAG-svetsning, men man måste byta
spänningens polaritet (FIG. B (9)-(10)) i utrymmet för haspen på det
sätt som illustreras på etiketten.
Anslutning av Spool Gun (FIG.B)
- Anslut Spool Gun (4) till det centraliserade fästet genom att dra åt
lagret för fixering ända in.
2
2
- 66 -
Page 67

- För in kopplingsdonet (5) på kabeln till det för detta avsedda uttaget, - Kontrollera att tråden matas fram jämnt; justera rullarnas tryck och
svetsen känner igen Spool Gun automatiskt. haspelns bromsning till minimala möjliga värden. Försäkra er om att
TIG-SVETSNING
Anslutning av gastuben
Den laddningsbara gastuben på vagnens stödyta får väga max 60 kg.
- Skruva fast tryckreglaget på gastubens ventil, placera det
tillhörande reducerstycket, som levereras som tillbehör, emellan för
Argongas.
- Anslut slangen för intag av gas till reducerstycket och drag åt det
tillhörande bandet. Anslut sedan den andra änden av slangen till det
för detta avsedda fästet på TIG-skärbrännaren med kran.
- Lossa på lagret för reglering på tryckreglaget innan ni öppnar
ventilen på gastuben.
Anslutning av återledarkabeln för svetsströmmen
- Anslut kabeln till det stycke som ska svetsas eller till metallbänken
som det ligger på, så nära den fog som håller på att svetsas som
möjligt.
- Anslut kabeln till snabbkopplingen (+) på svetsen.
Anslutning av TIG-skärbrännaren (FIG.M)
- Anslut TIG-skärbrännaren till snabbkopplingen (-) på svetsens
främre kontrolltavla.
MMA-SVETSNING
I stort sett alla belagda elektroder ska anslutas till generatorns positiva
pol (+); enbart elektroder med sur beläggning ska anslutas till den
negativa polen (-).
Anslutning av svetskabel med elektrodhållartång
På terminalen finns en speciell klämma som används för att låsa fast
den nakna delen av elektroden.
Denna kabel ska anslutas till klämman med symbolen (+).
Anslutning av återledarkabel för svetsström
Denna ska anslutas till svetsstycket eller till den arbetsbänk på vilken
stycket är placerat, så nära den fog man håller på att svetsa som
möjligt.
Denna kabel ska anslutas till klämman med symbolen (-).
Rekommendationer:
- Vrid svetskablarnas kopplingsdon ända in i snabbkopplingarna (om
sådana finns), detta för att garantera en perfekt elektrisk kontakt; i
annat fall kan det leda till en överhettning av själva kopplingsdonen,
som i sin tur leder till att de blir förstörda snabbt och att svetsens
effektivitet minskar.
- Använd så korta svetskablar som möjligt.
- Undvik att använda metallstrukturer som inte är en del av stycket
som bearbetas som ersättning för återledningskabeln för
svetsström; detta skulle kunna sätta säkerheten på spel och ge
upphov till otillfredsställande svetsningsresultat.
LADDNING AV TRÅDRULLE (FIG. G)
______________________________________________________
VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD
OCH FRÅNKOPPLAD FRÅN ELNÄTET INNAN NI PÅBÖRJAR
ARBETSSKEDENA FÖR LADDNING AV TRÅDEN.
______________________________________________________
KONTROLLERA ATT TRÅDMATNINGSRULLARNA, TRÅDHYLSAN
OCH SKÄRBRÄNNARENS KONTAKTRÖR ÖVERENSSTÄMMER
MED DEN TRÅDDIAMETER OCH TRÅDTYP SOM DU AVSER ATT
ANVÄNDA, SAMT ATT DE ÄR KORREKT MONTERADE.
UNDER FASERNA FÖR ITRÄDNING AV TRÅDEN SKA MAN INTE
BÄRA SKYDDSHANDSKAR.
- Öppna utrymmet med haspeln.
- Placera trådrullen på haspeln med trådens ände uppåt, försäkra er
om att haspelns drivtapp är korrekt placerad i det för detta avsedda
hålet (1a).
- Lossa mottrycksrullarna/rullen och avlägsna dem/den från de/den
nedre rullarna/rullen (2a).
- Kontrollera att frammatningsrullen/rullarna är lämplig/lämpliga för
den tråd som används (2b).
- Lossa trådänden, klipp av dess yttersta spets med en bestämd
rörelse och utan att slita av tråden; vrid rullen motsols och för in
trådänden i trådhylsan, tryck den 50-100 mm in i trådledaren i
skärbrännarens anslutning (2c).
- Sätt tillbaka motrullarna/rullen och reglera dess tryck till ett
mellanvärde, kontrollera att tråden är korrekt placerad i den undre
rullens skåra (3).
- Bromsa haspeln något med hjälp av den tillhörande skruven för
reglering som sitter mitt på själva haspeln (1b).
- Tag bort munstycket och kontaktröret (4a).
- Stick in stickproppen i nätuttaget, sätt igång svetsen, tryck på
knappen på skärbrännaren eller på knappen för frammatning av
tråd på kontrollpanelen (om sådan finns) och invänta att trådänden
passerar genom hela trådhylsan och sticker ut 10-15 cm från den
främre delen av skärbrännaren, släpp sedan knappen.
______________________________________________________
VIKIGT! Under dessa arbetsmoment har tråden elektrisk
spänning och är utsatt för mekanisk belastning; om man inte
vidtar de nödvändiga försiktighetsåtgärderna finns det risk för
elektrisk stöt eller andra skador samt för oavsiktlig tändning av
elektriska bågar:
______________________________________________________
- Rikta aldrig skärbrännarens munstycke mot någon kroppsdel.
- Låt inte skärbrännaren komma i närheten av gastuben.
- Sätt tillbaka kontaktröret och munstycket på skärbrännaren (4b).
tråden inte glider i skåran och att den tråd som är rullad på rullen inte
blir lös vid ett matningsstopp p.g.a. rullens alltför stora tröghet.
- Klipp av trådänden som kommer ut ur munstycket vid en längd på
10-15 mm.
- Stäng utrymmet med haspeln.
LADDNING AV TRÅDSPOLE PÅ SPOOL GUN (FIG. H)
_________________________________________________________________________________
VIKTIGT: INNAN MAN PÅBÖRJAR ARBETSMOMENTEN
FÖR LADDNING AV TRÅDEN, SKA MAN FÖRSÄKRA SIG OM ATT
SVETSEN ÄR AVSLAGEN OCH FRÅNKOPPLAD FRÅN ELNÄTET.
ELLER ATT SPOOL GUN ÄR FRÅNKOPPLAD FRÅN SVETSEN.
_________________________________________________________________________________
K O N TR OL LE R A A TT T R ÅD D R A G A R RU L L A RN A,
TRÅDLEDARHYLSAN OCH KONTAKTRÖRET PÅ SPOOL GUN
MOTSVARAR DIAMETER OCH EGENSKAPER HOS DEN TRÅD
SOM MAN HAR FÖR AVSIKT ATT ANVÄNDA SAMT ATT DE ÄR
KORREKT MONTERADE. BÄR INTE SKYDDSHANDSKAR MEDAN
NI MATAR IN TRÅDEN.
- Tag bort locket genom att skruva loss den för detta avsedda
skruven (1).
- Placera trådspolen på haspeln.
- Lossa på mottrycksrullen och avlägsna den från den undre rullen
(2).
- Lossa på trådens ände, klipp av dess yttersta deformerade del med
ett rakt snitt utan ojämnheter; vrid spolen motsols och för in
trådänden i trådledaren. Tryck tråden 50-100 mm in i hylsan (2).
- Sätt tillbaka mottrycksrullen och reglera dess tryck till ett mellanhögt
värde, kontrollera att tråden är korrekt placerad i fördjupningen på
den undre rullen (3).
- Bromsa haspeln något genom att vrida på den för detta avsedda
skruven för reglering.
- För, med Spool gun ansluten, in svetsens stickpropp i eluttaget,
starta svetsen, tryck på knappen på spool gun och vänta tills trådens
ände passerat genom hela trådhylsan och sticker ut 100-150 mm
från skärbrännarens främre del. Släpp knappen på skärbrännaren.
BYTE AV TRÅDHYLSA I SKÄRBRÄNNAREN (FIG. I)
Innan ni påbörjar bytet av hylsan ska ni sträcka ut kabeln till
skärbrännaren för att undvika att den formar kurvor.
Spiralformad hylsa för trådar av stål
1- Skruva loss munstycket och kontaktröret på skärbrännarens
huvud.
2- Skruva loss muttern som håller fast hylsan på det centrala
anslutningsdonet och tag bort den existerande hylsan.
3- För in den nya hylsan i kanalen för skärbrännarkabeln och tryck
den försiktigt inåt tills den kommer ut från skärbrännarens huvud.
4- Skruva dit muttern som håller fast hylsan igen för hand.
5- Skär av den del av hylsan som sticker ut och tryck ihop den lätt, tag
sedan ut den från kanalen för skärbrännarkabeln igen.
6- Runda av den del av hylsan som skurits av och för in den i kanalen
för skärbrännarkabeln igen.
7- Skruva sedan åt muttern och drag åt den med en nyckel.
8- Montera dit kontaktröret och munstycket igen.
Hylsa av syntetiskt material för trådar av aluminium
Utför stegen 1, 2, 3 på det sätt som indikeras för hylsor för stål (tag inte
stegen 4, 5, 6, 7, 8 i beaktande).
9- Skruva fast kontaktröret för aluminium igen och kontrollera att det
kommer i kontakt med hylsan.
10- För, på den motsatta änden av hylsan (sidan mot fästet till
skärbrännaren), in skruvförbandet av mässing och OR-ringen, och
drag åt muttern som håller fast hylsan medan ni trycker lätt på
denna. Den överflödiga delen av höljet kommer att tas bort senare
(se (13)).
Drag ut kapillärtuben för hylsor för aluminium från anslutningen till
skärbrännaren på trådmataren.
11- INGEN KAPILLÄRTUB FINNS för hylsor för aluminium med en
diameter på 1,6-2,4mm (av gul färg); denna hylsa ska således
föras in i anslutningen till skärbrännaren utan sådan.
Skär av kapillärtuben för hylsor för aluminium med en diameter på
1-1,2mm (av röd färg) ca. 2mm kortare jämfört med hylsor för stål,
och för sedan in den på hylsans fria ände.
12- För in och blockera skärbrännaren i anslutningen på tråddragaren;
gör en markering på hylsan 1-2mm från rullarna;drag ut
skärbrännaren igen.
13- Skär av hylsan vid den utmärkta längden, var noggrann med att
inte deformera inmatningshålet.
Montera dit skärbrännaren vid anslutningen på trådmataren igen
och montera sedan dit gasmunstycket.
6. MIG/MAG-SVETSNING
ÖVERFÖRINGSMODALITET SHORT ARC (KORT BÅGE)
Elektroden smälter och metalldroppen lossnar genom upprepade
snabba kortslutningar (upp till 200 gånger per sekund) mellan
elektrodspetsen och smältbadet.
Kolstål och låglegerat stål
- Lämplig tråddiameter: 0,6-1,2mm
- Svetsström: 40-210A
- Bågspänning: 14-23 V
- Lämplig gas: CO , Ar/CO , Ar/CO /O
Rostfritt stål
- Lämplig tråddiameter: 0,8-1mm
- Svetsström: 40-160A
- Bågspänning: 14-20V
2 2 2 2
- 67 -
Page 68

- Lämplig gas: Ar/O , Ar/CO (1-2%)
Aluminium och legeringar
- Lämplig tråddiameter: 0,8-1,6mm
- Svetsström: 75-160A
- Bågspänning: 16-22V
- Lämplig gas: Ar 99,9%
I normala fall ska kontaktröret vara lika långt som munstycket eller
sticka ut något då man använder tunna trådar och låg bågspänning;
trådens fria utstickande längd (stick-out) ska i normala fall vara på
mellan 5 och 12mm.
Tillämpning: Svetsning i alla olika positioner, på tunna material eller
för den första bearbetningen inom avrundningar, som gynnas av den
begränsade termiska påsvetsningen samt av det lättkontrollerade
badet.
Anmärkning: Överföringen SHORT ARC för svetsning av aluminium
och dess legeringar måste tillämpas med stor försiktighet (särskilt med
trådar med en diameter på >1mm) eftersom det finns risk för
smältdefekter.
ÖVERFÖRINGSMODALITET SPRAY ARC (SPRUTBÅGE)
Tråden smälts med högre spänning och ström än för kortbågsvetsning.
Trådspetsen kommer inte i kontakt med smältbadet, utan en båge
bildas vid spetsen. Genom bågen överförs en ström av metalldroppar.
Dropparna bildas genom kontinuerlig smältning av elektrodtråden,
utan någon kortslutning.
Kolstål och låglegerat stål
- Lämplig tråddiameter: 0,8-1,6mm
- Svetsström: 180-450A
- Bågspänning: 24-40V
- Lämplig gas: Ar/CO , Ar/CO /O
Rostfritt stål
- Lämplig tråddiameter: 1-1,6mm
- Svetsström: 140-390A
- Bågspänning: 22-32V
- Lämplig gas: Ar/O , Ar/CO (1-2%)
Aluminium och legeringar
- Lämplig tråddiameter: 0,8-1,6mm
- Svetsström: 120-360A
- Bågspänning: 24-30V
- Lämplig gas: Ar 99,9%
I normala fall ska kontaktröret befinna sig 5-10mm in i munstycket, ju
mer desto högre bågspänningen är; trådens fria utstickande längd
(stick-out) ska i normala fall vara på mellan 10 och 20mm.
I MANUELL (“PRG 0”), efter att parametrarna trådhastighet och
bågspänning valts på ett korrekt sätt (d.v.s. med kompatibla värden),
kan vilket värde som helst väljas för reaktansen.
Tillämpning: Plan svetsning med en tjocklek på inte mindre än 3-4mm
(mycket flytande bad); mycket hög arbetshastighet och avlagringsgrad
(hög termisk påsvetsning).
ÖVERFÖRINGSMODALITET PULSE ARC (IMPULSBÅGE) (DÄR
DENNA FUNKTION FINNS)
Detta är en “kontrollerad” överföring inom funktionen “spray-arc”
(modifierad spray-arc) som således har fördelarna snabb smältning
och frånvaro av utskjutande delar som sträcker sig till anmärkningsvärt
låga s tr öm vä rden, so m äv en t il l freds st äl le r må ng a
tillämpningsområden som är typiska för “short-arc”.
Varje strömimpuls motsvaras av att en enda droppe av
elektrodtråden lossnar, detta fenomen sker med en frekvens som är
proportionerlig jämfört med trådens frammatningshastighet med en
variationslag som beror på trådens typ och diameter (normala
värden för frekvens: 30-300Hz).
Kolstål och låglegerat stål
- Lämplig tråddiameter: 0,8-1,6mm
- Svetsström: 60-360A
- Bågspänning: 18-32V
- Lämplig gas: Ar/CO , Ar/CO /O (CO max 20%)
Rostfritt stål
- Lämplig tråddiameter: 0,8-1,2mm
- Svetsström: 50-230A
- Bågspänning: 17-26V
- Lämplig gas : Ar/O , Ar/CO (1-2%)
Aluminium och legeringar
- Lämplig tråddiameter: 0,8-1,6mm
- Svetsström: 40-320A
- Bågspänning: 17-28V
- Lämplig gas: Ar 99,9%
I normala fall ska kontaktröret befinna sig 5-10mm in i munstycket, ju
mer desto högre bågspänningen är, trådens fria längd (stick-out) ligger
i normala fall på mellan 10 och 20mm.
Tillämpning: svetsning i “position” på medelstor till liten tjocklek och
på termiskt känsliga material, särskilt lämplig för att svetsa lätta
legeringar (aluminium och dess legeringar) även på material som
är tunnare än 3mm.
REGLERING AV SVETSPARAMETRARNA
Skyddsgas
Mängden skyddsgas måste vara:
short arc: 8-14 l/min
beroende på svetsströmmens intensitet och munstyckets diameter.
2 2 2 2
2 2
2 2 2
2 2
2 2
Svetsström
Bestäms för trådens diameter av dess frammatningshastighet. Kom
ihåg att vid samma strömvärde är trådens frammatningshastighet
omvänt proportionerlig till den använda trådens diameter.
De ungefärliga värdena för strömmen vid manuell svetsning med de
typer av trådar som används oftast indikeras i tabell (TAB. 5).
Bågspänning
Bågspänningen kan regleras av operatören genom att vrida på
kodomvandlaren (FIG. C (5)). Spänningen anpassas till trådens
frammatningshastighet (ström) som valts i enlighet med diametern på
den tråd som används och skyddsgasens egenskaper, progressivt
enligt förhållandet nedan som ger ett medelvärde:
U = (14 + 0,05 x I )
2 2
där: U : Bågspänning i volt;
Svetsningens kvalitet
Svetsfogens kvalitet i kombination med en minimal mängd stänk beror
huvudsakligen på balansen mellan de olika svetsparametrarna: ström
(trådhastighet), tråddiameter, bågspänning, etc.
På samma sätt ska skärbrännarens position anpassas till bilderna i
figuren (FIG. L) för att undvika att ge upphov till för mycket stänk och
defekter på svetsfogen.
Även svetshastigheten (frammatningshastighet längs fogen) är en
avgörande faktor för ett korrekt utförande av svetsfogen. Denna måste
beräknas på samma sätt som övriga parametrar, särskilt med tanke på
penetrationen och själva svetsfogens form.
2
I : Svetsström i ampere.
2
De vanligaste defekterna sammanfattas i TAB. 8.
TIG-SVETSNING (DC)
TIG-svetsning är ett tillvägagångssätt som utnyttjar den värme som
alstras av den elektriska båge som tänds, och upprätthålls, mellan en
osmältbar elektrod (Tungsten) och det stycke som ska svetsas.
Elektroden av Tungsten hålls fast av en skärbrännare genom vilken
man kan överföra svetsströmmen, samtidigt som den skyddar
elektroden och smältbadet från den atmosfäriska oxidationen med
hjälp av ett flöde inert gas (vanligen Argon: Ar 99,5 %) som kommer ut
från keramikmunstycket (FIG. M).
För att svetsresultat ska bli bra, måste man använda exakt rätt
elektroddiameter för exakt rätt ström, se tabell (TAB. 6).
I normala fall sticker elektroden ut 2-3mm från keramikmunstycket,
men den kan sticka ut upp till 8mm för att svetsa i hörn.
Svetsningen sker tack vare att fogens två delar smälter. För lämpligt
förberedda tunna material (upp till ca. 1mm) behövs inget material för
påsvetsning (FIG. N).
För tjockare material måste man använda sig av stavar av lämplig
diameter med samma sammansättning som materialet som ska
svetsas, med en lämplig förberedelse av fogens kanter (FIG. O). För att
svetsningen ska ge ett bra resultat, bör styckena vara noggrant
rengjorda och fria från oxid, olja, fett, lösningsmedel, etc.
LIFT-tändning:
Tändningen av den elektriska bågen sker genom att man avlägsnar
tungstenselektroden från stycket som ska svetsas. Denna
tändningsfunktion ger upphov till mindre elektrisk strålning och
minskar innefattningen av tungsten och slitaget på elektroden till ett
minimum.
Tillvägagångssätt:
Luta elektrodens spets mot stycket och tryck lätt. Lyft upp elektroden 23mm med något ögonblicks försening, varvid bågen tänds. Till att börja
med fördelar svetsen strömmen IBASE. Efter några ögonblick fördelas
den svetsström som har ställts in.
TIG DC-svetsning
TIG DC-svetsning passar för alla typer av låglegerat och höglegerat
kolstål och för de tunga metallerna koppar, nickel, titan och deras
legeringar.
För TIG DC-svetsning med elektroden ansluten till polen (-) används i
normala fall en elektrod med 2 % cerium (band av grå färg).
Tungstenselektroden måste slipas axiellt på en slipsten, se FIG. P. Var
noga med att spetsen är perfekt koncentrisk för att undvika
förskjutningar av bågen. Det är viktigt att slipa elektroden i
längsgående riktning. Detta arbetsmoment måste upprepas med
jämna mellanrum beroende på hur mycket elektroden används och
slits eller om den av misstag har kontaminerats, oxiderat eller använts
på ett felaktigt sätt.
MMA-SVETSNING MED BELAGD ELEKTROD
Man måste hålla sig till tillverkarens instruktioner, som finns på de
använda elektrodernas förpackning. Instruktionerna anger den
korrekta polariteten och den optimala strömmen för elektroden.
Svetsströmmen ska ställas in i enlighet med den använda elektrodens
diameter samt den typ av fog som man har för avsikt att utföra (TAB. 7).
Kom ihåg att med samma elektroddiameter, ska höga strömvärden
användas för plan svetsning, medan man för vertikal svetsning eller
svetsning ovanför huvudet ska använda sig av lägre strömvärden.
Den svetsade fogens mekaniska egenskaper bestäms, förutom av
den valda strömmens intensitet, av övriga svetsparametrar som
bågens längd, utförandets hastighet och position, elektrodernas
diameter och kvalitet (för en korrekt förvaring, ska elektroderna hållas
skyddade mot fukt i de för detta avsedda förpackningarna eller
behållarna).
Svetsningens egenskaper beror även på svetsens värde för ARCFORCE (dynamiskt beteende).
Kom ihåg att höga värden för ARC-FORCE ger högre penetration och
gör det möjligt att svetsa i vilken position som helst, vanligen med
basiska elektroder, medan låga värden för ARC-FORCE ger en
mjukare båge fri från stänk, vanligen med rutilelektroder.
Svetsen är dessutom försedd med anordningar för HOT START och
ANTI STICK, som garanterar enkel start och motverkar att elektroden
fastnar vid stycket.
- 68 -
Page 69

Tillvägagångssätt
Håll masken FRAMFÖR ANSIKTET och stryk med elektrodens spets
mot det stycke som ska svetsas. Gör en rörelse som om du skulle
tända en tändsticka. Detta är det bästa sättet att tända bågen.
VIKTIGT: SLÅ INTE med elektroden mot stycket. Detta medför
nämligen en risk att skada beläggningen, vilket i sin tur gör det svårt att
tända bågen.
Så fort bågen har tänts, ska man försöka hålla ett avstånd till stycket
som är lika stort som den använda elektrodens diameter, och
upprätthålla detta avstånd så konstant som möjligt under utförandet av
s v e ts ni ng e n. Ko m ih å g a tt e le k tr od en s l ut ni n g i
frammatningsriktningen måste vara på ca. 20-30 grader (FIG. Q).
Vid svetsfogens slut ska elektrodens ände föras tillbaka något i
förhållande till frammatningsriktningen, i höjd med kratern, för att fylla
denna. Lyft sedan snabbt upp elektroden från smältbadet för att bågen
ska slockna (Svetsfogens utseende - FIG. R).
7. UNDERHÅLL
______________________________________________________
VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD
OCH FRÅNKOPPLAD FRÅN ELNÄTET INNAN NI UTFÖR
ARBETSSKEDENA FÖR UNDERHÅLL.
______________________________________________________
ORDINARIE UNDERHÅLL
ARBETS SKEDENA FÖ R ORDINARI E UNDERHÅLL KAN
UTFÖRAS AV OPERATÖREN.
Skärbrännare
- Undvik att placera skärbrännaren och dess kabel på varma ytor.
Isoleringsmaterialen kommer då att smälta och skärbrännaren
kommer snabbt att bli oanvändbar.
- Kontrollera med jämna mellanrum att slangar och gasanslutningar
håller tätt.
- Varje gång ni byter ut trådrullen ska ni blåsa genom trådhylsan med
torr tryckluft (max. 5bar) för att kontrollera att den är hel.
- Kontrollera, minst en gång om dagen, att skärbrännarens yttre delar
inte är utslitna, samt att de är korrekt monterade: munstycke,
kontaktrör, gasspridare.
Trådmatare
- Kontrollera ofta huruvida trådmatarrullarna är utslitna och avlägsna
med jämna mellanrum det metalldamm som ansamlats i
matningsområdet (trådrullar och ingående/utgående trådledare).
EXTRA UNDERHÅLL
ARBETSSKEDENA FÖR EXTRA UNDERHÅLL FÅR BARA
UTFÖRAS AV KUNNIG OCH KVALIFICERAD PERSONAL INOM
DET ELEKTRISKA OCH MEKANISKA OMRÅDET.
______________________________________________________
VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD
OCH FRÅNKOPPLAD FRÅN ELNÄTET INNAN NI AVLÄGSNAR
SVETSENS PANELER OCH PÅBÖRJAR ARBETET I DESS INRE.
______________________________________________________
Eventuella kontroller som utförs i svetsens inre när denna är
under spänning kan ge upphov till allvarlig elektrisk stöt p.g.a.
direkt kontakt med komponenter under spänning och/eller
skador p.g.a. direkt kontakt med organ i rörelse.
- Inspektera svetsens inre med jämna mellanrum, beroende på hur
mycket den används och i hur dammig miljö.Avlägsna damm som
ansamlats på transformatorn, reaktansen och likriktaren med hjälp
av en stråle torr tryckluft (max 10bar).
- Undvik att rikta tryckluftsstrålen mot de elektroniska korten, rengör
eventuellt dessa med en mycket mjuk borste eller med för detta
lämpliga lösningsmedel.
- Kontrollera samtidigt att de elektriska anslutningarna är ordentligt
åtdragna och att kablarnas isolering inte uppvisar någon skada.
- Efter att underhållsarbetet avslutats ska maskinens paneler
monteras dit igen, drag åt skruvarna för fixering ordentligt.
- Undvik absolut att utföra svetsarbete när svetsen är öppen.
8. FELSÖKNING
BÖRJA MED ATT KONTROLLERA FÖLJANDE OM NÅGOT
VERKAR VARA FEL. KONTAKTA SERVICE ELLER LÄMNA IN
AGGREGATET FÖR ÖVERSYN OM DETTA INTE HJÄLPER.
- Kontrollera att svetsströmmen, som re gle ras med den
amperegraderade potentiometern, är rätt inställd för elektrodens
typ och diameter.
- Kontrollera att huvudströmbrytaren är tillslagen och att
lampan lyser. Om lampan inte lyser ligger felet i nätdelen (kablar,
stickpropp, vägguttag, säkringar, mêm).
- Kontrollera att den gula lysdioden som visar att termoskyddet mot
över eller underspänning eller kortslutning inte har utlösts.
- Försäkra dig om att det nominella intermittensförhållandet
respekteras. Om termostatskyddet utlöses vänta tills maskinen
kylts ned på naturligt sätt. Kontrollera att fläkten fungerar.
- Kontrollera nätspänningen: om värdet är för högt eller för lågt
blockeras svetsen.
Kontrollera att det inte är kortslutning vid maskinens utgång. Om så
är fallet måste felet åtgärdas.
- Kontrollera att alla anslutningar till svetskretsen är riktigt
gjorda, särskilt att klämman sitter ordentligt fast vid arbetsstycket,
som måste vara fritt från ytbehandling (têex färg och lack).
- Att den använda skyddsgasen är av rätt typ (Argon 99,5%) och att
den tillförs i rätt mängd.
_____________( GR )______________
ΕΓΧΕΙΡΙΔΙΟ ΧΡΗΣΗΣ
РСПУПЧЗ ! РСЙ Н ЧСЗУ ЙМП РПЙЗ УЕФ Е ФП УХГКПЛ ЛЗФЗ
ДЙБВБУФЕ РСПУЕКФЙКБ ФП ЕГЧЕЙСЙДЙП ЧСЗУЗУ!
ΣΥΓΚΟΛΛΗΤΕΣ ΜΕ ΣΥΝΕΧΕΣ ΣΥΡΜΑ ΓΙΑ ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ
MIG/MAG ΚΑΙ FLUX, TIG, MMA ΠΟΥ ΠΡΟΒΛΕΠΟΝΤΑΙ ΓΙΑ
ΒΙΟΜΗΧΑΝΙΚΗ ΚΑΙ ΕΠΑΓΓΕΛΜΑΤΙΚΗ ΧΡΗΣΗ.
Σημείωση: Στο κείμενο που ακολουθεί θα χρησιμοποιείται ο όρος
“συγκολλητής” .
1.ΓΕΝΙΚΗ ΑΣΦΑΛΕΙΑ ΓΙΑ ΤΗ ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ
Ο χειριστής πρέπει να είναι επαρκώς ενημερωμένος πάνω στην
ασφαλή χρήση του συγκολλητή και πληροφορημένος ως προς
τους κινδύνους που σχετίζονται με τις διαδικασίες συγκόλλησης
τόξου, τα σχετικά μέτρα προστασίας και επέμβα σης σε
περίπτωση έκτακτου κινδύνου.
(Κάντε επίσης αναφορά και στην ”ΤΕΧΝΙΚΗ ΠΡΟΔΙΑΓΡΑΦΗ IEC
ή CLC/TS 62081”: ΕΓΚΑΤΑΣΤΑΣΗ ΚΑΙ ΧΡΗΣΗ ΤΩΝ ΜΗΧΑΝΩΝ
ΓΙΑ ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ).
- Αποφεύγετε άμεσες επαφές με το κύκλωμα συγκόλλησης. Η
τάση σε ανοικτό κύκλωμα που παρέχεται από το συγκολλητή
σε ορισμένες συνθήκες μπορεί να είναι επικίνδυνη.
- Η σύνδεση των καλωδίων συγκόλλησης, οι ενέργειες
επαλήθευσης και επισκευής πρέπει να εκτελούνται με το
συγκολλητή σβηστό και αποσυνδεμένο από το δίκτυο
τροφοδοσίας.
- Σβήστε το συγκολλητή και αποσυνδέστε τον από το δίκτυο
τροφοδοσίας πριν αντικαταστήσετε τμήματα λόγω φθοράς.
- Εκτελέστε την ηλεκτρική εγκατάσταση σύμφωνα με τους
ισχύοντες νόμους και κανονισμούς.
- Ο συγκολλητής πρέπει να συνδέεται αποκλειστκά σε
σύστημα τροφοδοσίας με γειωμένο ουδέτερο αγωγό.
- Βεβ αιωθ είτ ε ότι η πρ ίζα τρ οφοδοσί ας εί ναι σωστά
συνδεδεμένη στη γείωση προστασίας.
- Μη χρησιμοποιείτε το συγκολλητή σε υγρά περιβάλλοντα ή
κάτω από βροχή.
- Μη χρησιμοποιείτε καλώδια με φθαρ μένη μόνωση ή
χαλαρωμένες συνδέσεις.
- Αποφεύγετε να εργάζεστε σε υλικά που καθαρίστηκαν με
χλωρούχα διαλυτικά ή κοντά σε παρόμοιες ουσίες.
- Μην συγκολλείτε σε δοχεία υπό πίεση.
- Απμακρύνετε από την περιοχή εργασίας όλες τις εύφλεκτες
ουσίες (π.χ. ξύλο, χαρτί, πανιά κλπ.)
- Εξασφαλίζετε την κατάλληλη κυκοφλορία αέρα ή μέσα
κατάλληλα για να αφαιρούν τους καπνούς συγκόλλησης
κοντά στο τόξο. Είναι απαραίτητo να λαμβάνετε υπόψη με
συσ τη ματ ικότ ητα τα όρια έκ θεσ ης στου ς καπ νού ς
συγκόλλησης σε συνάρτηση της σύνθεσης, συγκέντρωσης
και της διάρκειας της ίδιας της έκθεσης.
- Δι ατηρείτε τη φιάλη μακρυά από πηγές θερμότητας,
συμπεριλαμβανομένης και της ηλιακής ακτινοβολίας (αν
χρησιμοποιείται).
,
*
- Υιοθετείτε μια κατάλληλη ηλεκτρική μόνωση σε σχέση με το
ηλεκτρόδιο, το μέταλλο επεξ εργασίας και ενδεχόμενα
γειωμένα μεταλλικά μέρη τοποθετημένα κοντά (προσιτά).
Αυτό επιτυγχάνεται φορώντας τακτικά γάντια, υποδήματα,
κάλυμμα κεφαλιού και ενδύματα που προβλέπονται για το
σκοπό αυτό και μέσω της χρήσης δαπέδων και μονωτικών
τάπητων.
- Προστατεύετε πάντα τα μάτια με ειδικά αντιακτινικά γυαλιά
τοποθετημένα πάνω στις μάσκες ή στα κράνη.
Χρησιμοποιείτε ειδικά προστατευτικά ενδύματα κατά της
φωτιάς αποφεύγονυας να εκθέτετε την επιδερμίδα στις
υπεριώδεις και υπέρυθρες ακτίνες που παράγονται από το
τόξο. Η προστασία πρέπει να επεκτείνεται και στα άλλα
άτομα που βρίσκονται κοντά στο τόξο δια μέσου τοιχωμάτων
ή κουρτίνων που να μην αντανακλούν.
- Θορυβότητα: Αν λόγω ενεργειών συγκόλλησης ιδιαίτερα
έντονων, δημιουργείται ένα επίπεδο ημερήσιας ατομικής
έκθεσ ης (LEP d) ίση ή ανώτ ερη των 85 db(A) , είναι
υποχρεωτική η χρήση κατάλληλων μέσων προστασίας.
- Τα ηλεκτρομαγνητικά πεδία που δημιουργούνται από τη
- 69 -
)
Page 70

διαδικασία συγκόλλησης μπορούν να παρέμβουν με τη Ο ψηφειακός πίνακας ελέγχου συμπληρώνεται με μια κάρτα ρύθμισης
λειτουργία ηλεκτρικών και ηλεκτρονικών συσκευών. Ατομα με μικροεπεξεργαστή όπου συμπυκνώνονται ουσιαστικά τρεις
που φέρουν ηλεκτρικές ή ηλεκτρονικές συσκευές ζωτικής λειτουργίες:
σημασίας (π.χ. Pace-maker, αναπνευστήρες κλπ...), πρέπει a) ΠΡΟΣΔΙΟΡΙΣΜΟΣ ΚΑΙ ΡΥΘΜΙΣΗ ΤΩΝ ΠΑΡΑΜΕΤΡΩΝ
να συμβουλευτούν τον ιατρό πριν σταθμεύσουν κοντά στις Μέσω αυτής της αλληλεπίδρασης χειριστή μπορούν να γίνουν ο
περιοχές όπου χρησιμοποιείται αυτός ο συγκολλητής. προσδιορισμός και η ρύθμιση των λειτουργικών παραμέτρων, η
Στα άτομα που φέρουν ηλεκτρικές ή ηλεκτρονικές συσκευές επιλογή των αποθηκευμένων προγραμμάτων, η εμφάνιση στην
ζωτικής σημασίας, συνιστάται να μην χρησιμοποιούν αυτόν οθόνη των συνθηκών λειτουργίας καθώς και της τιμής των
το συγκολλητή. παραμέτρων.
- Αυτός ο συγκολλητής ανταποκρίνεται στα χαρακτηριστικά
του τεχνικού στάνταρν προϊόντος για αποκλειστική χρήση σε
βιομηχανικά περιβάλλοντα και για επαγγελματικό σκοπό.
Δεν εξασφαλίζεται η ανταπόκριση σε ηλεκτρομαγνητική
συμαβατότητα σε οικιακό περιβάλλον.
ΕΠΙ ΠΛΕΟΝ ΠΡΟΦΥΛΑΞΕΙΣ
- ΟΙ ΕΝΕΡΓΕΙΕΣ ΣΥΓΚΟΛΛΗΣΗΣ:
- σε περιβάλλον με αυξημένο κίνδυνο ηλεκτροληξίας;
- σε περιορισμένους χώρους;
- σε παρουσια εύφλεκτων ή εκρηκτικών υλών.
ΠΡΕΠΕΙ προηγουμένως να εκτιμηθούν από έναν ”Τεχνικό
Υπεύθυνο” και να εκτελούνται πάντα παρουσία άλλων
ατόμω ν εκπαιδ ευμέν ων ως προς τις επεμ βάσει ς σε
περίπτωση άμεσου κινδύνου.
ΠΡΕΠΕΙ να υιοθετούνται τα τεχνικά μέσα προστασίας που
περ ιγ ράφ οντ αι στο 5. 10; A.7; A.9. της ”ΤΕΧ ΝΙΚΗΣ
ΠΡΟΔΙΑΓΡΑΦΗΣ IEC ή CLC/TS 62081”.
- ΠΡΕΠΕΙ να απαγορεύεται η συγκόλληση όταν ο συγκολλητής
ή ο τροφοδότης σύρματος στηρίζεται από το χειριστή (π.χ. δια
μέσου ιμάντων).
- ΠΡΕΠΕΙ να απαγορεύεται η συγκόλληση αν ο χειριστής
βρίσκεται ανυψωμένος σε σχέση με το δάπεδο, εκτός αν
χρησιμοποιούνται ειδικά δάπεδα ασφαλείας.
- ΤΑΣΗ ΑΝΑΜΕΣΑ ΣΕ ΒΑΣΕΙΣ ΗΛΕΚΤΡΟΔΙΩΝ Η ΛΑΜΠΕΣ: κατά
την εργασία με περισσότερους συγκολλητές πάνω στο ίδο
κομμάτι ή σε περισσότερα κομμάτια συνδεδεμένα ηλεκτρικά,
μπορεί να δημιουργηθεί ένα επικίνδυνο άθροισμα τάσεων εν
κενώ ανάμεσα σε δυο διαφορετικές βάσεις ηλεκτροδίων ή
λάμπες, σε τιμή που μπορεί να φτάσει ως το διπλό του
επιτρατεμένου ορίου.
Πρέπει ένας πεπειραμένος συντονιστής να εκτελέσει την
οργανική μέτρηση ώστε να καθορίσει αν υπάρχει κίνδυνος και
αν μπορεί να υιοθετήσει κατάλληλα μέτρα σύμφωνα με την 5.9
της ”ΤΕΧΝΙΚΗΣ ΠΡΟΔΙΑΓΡΑΦΗΣ IEC ή CLC/TS 62081”.
Õ Ð Ï Ë Ï É Ð Ï É Ê É Í Ä Õ Í Ï É
- ΑΝΑΠΟΔΟΓΥΡΙΣΜΑ: τοποθετήστε το συγκολλητή σε οριζόντιο
επίπεδο με κατάλληλη προς τον όγκο ικανότητα. Σε αντίθετη
περίπτωση (πχ. κεκλιμένα, ανώμαλα δάπεδα κλπ. υπάρχει
κίνδυνος αναποδογυρίσματος).
- ΑΚΑΤΑΛΛΗΛΗ ΧΡΗΣΗ: είναι επικύνδυνη η εγκατάσταση του
συγκολλητή για οποιαδήποτε εργασία διαφορετική από την
προβλεπόμενη (π.χ. ξεπάγωμα σωληνώσεων από το ιδρικό
δίκτυο).
- ΜΕΤΑΚΙΝΗΣΗ ΤΟΥ ΣΥΓΚΟΛΛΗΤΗ: ασφαλίσετε πάντα τη φιάλη
με μέσα που να εμποδίζουν ενδεχόμενες πτώσεις της.
Οι προστασίες και τα κινητά μέρη της συσκευασίας του
συγκολλητή και του τροφοδότη σύρματος πρέπει να βρίσκονται
σε θέ ση, πρι ν συν δέσ ετε το συ γκολ λητ ή στο δίκτυο
τροφοδοσίας.
ΠΡΟΣΟΧΗ! Οποιαδήποτε χειρωνακτική ενέργεια πάνω σε
τμήματα του τροφοδότη σύρματος, όπως:
- αντικατάσταση κυλίνδρων και/ή σπιράλ;
- εισαγωγή σύρματος στους κυλίνδρους;
- τοποθέτηση του πηνίου σύρματος;
- καθαρισμός κυλίνδρων, γραναζιών και της περιοχής που
βρίσκεται πιο κάτω;
- λάδωμα γραναζιών.
ΠΡΕΠΕΙ ΝΑ ΕΚΤΕΛΕΙΤΑΙ ΜΕ ΤΟ ΣΥΓΚΟΛΛΗΤΗ ΣΒΗΣΤΟ ΚΑΙ
ΑΠΟΣΥΝΔΕΔΕΜΕΝΟ ΑΠΟ ΤΟ ΔΙΚΤΥΟ ΤΡΟΦΟΔΟΣΙΑΣ.
2. ΕΙΣΑΓΩΓΗ ΚΑΙ ΓΕΝΙΚΗ ΠΕΡΙΓΡΑΦΗ
ΕΙΣΑΓΩΓΗ
Αυτές οι μονοφασικές συγκολλητικές μηχανές είναι γεννήτριες
ρεύματος, βασισμένες στην πιο σύγχρονη τεχνολογία inverter igbt με
έλεγχο εξ ολοκλήρου ψηφειακό και τροφοδοσία με ενσωματωμένο
σύρμα.
Οι συγκολλητικέ ς μηχανές επιτρέπου ν συγκολλήσεις υψηλής
ποιότητας σε Mig/Mag συνεργικό συνεχές, Tig και Mma και σε
Mig/Mag συνεργικό παλμώδες όπου προβλέπεται.
Η τροφοδοσία σύρματος προβλέπει μια μονάδα τροφοδοσίας 2
μηχανοκίνητων κυλίνδρων με ανεξάρτητη ρύθμιση της πίεσης έλξης.
b) Α ΝΑ ΚΛ ΗΣ Η Π ΡΟΑ ΠΟ ΘΗ ΚΕ ΥΜ ΕΝ ΩΝ Σ ΥΝ Ε ΡΓ ΙΚ ΩΝ
ΠΡΟΓΡΑΜΜΑΤΩΝ ΓΙΑ ΣΥΓΚΟΛΛΗΣΗ MIG-MAG
Αυτά τα προγράμματα είναι προκαθορισμένα και αποθηκευμένα
από τον κατασκ ευαστή (για αυτό δεν τροποπο ιούν ται).
Ανακαλώντας ένα απ' αυτά τα προγράμματα, ο χρήστης μπορεί να
επιλέξει ένα συγκεκριμένο σημείο εργασίας (αντιστοιχούμενο σε
ένα σετ διαφόρων ανεξάρτητων παραμέτρων συγκόλλησης)
ρυθμίζοντας ένα μόνο μέγεθος. Αυτή είναι η έννοια της
ΣΥΝΕΡΓΙΑΣ, η οποία επιτρέπει να επιτυγχάνεται με εξαιρετική
ευκολία η άριστη ρύθμιση της μηχανής σε συνάρτηση κάθε ειδικού
καθεστώτος λειτουργίας.
c) Α ΠΟ Θ Η Κ Ε ΥΣ Η/ ΑΝ Α Κ Λ Η ΣΗ Ε Ξ ΑΤ ΟΜ ΙΚ Ε Υ Μ Ε ΝΩ Ν
ΠΡΟΓΡΑΜΑΜΤΩΝ
Αυτή η λειτουργία διατίθεται τόσο αν εργάζεστε στα πλαίσια ενός
συνεργικού προγράμματος, όσο σε χειροκίνητο τρόπο (σε αυτήν
την περίπτωση είναι αυθαίρετος ο προσδιορισμός όλων των
παραμέτρων συγκόλλησης). Αυτή η λειτουργικότητα επιτρέπει στο
χρήστη να αποθηκεύσει και στη συνέχεια να ανακαλέσει μια ειδική
συγκόλληση.
Η συγκολλητική μηχανή προδιατίθεται για χρήση με λάμπα SPOOL
GUN, που χρησιμοποιείται για τη συγκόλληση του αλουμινίου και των
χαλύβων όταν υπάρχουν μεγάλες αποστάσεις ανάμεσα σε γεννήτρια
και μέταλλο προς συγκόλληση.
ΣΥΓΚΟΛΛΗΤΙΚΟΤΗΤΑ ΤΩΝ ΜΕΤΑΛΛΩΝ
MIG/MAG-FLUX: Η συγκολλητι κή μηχανή ενδείκνυται για τη
συγκόλληση MIG του αλουμινίου και των κραμάτων του, την ετεροφυή
συγκόλληση MIG που εκτελείται συνήθως σε γαλβανισμένες
λαμαρίνες και τη συγκόλληση MAG των ανθρακοχαλύβων, χαμηλών
κραμάτων και ανοξείδωτων. Είναι επίσης δυνατή η συγκόλληση FLUX
παραγεμισμένων συρμάτων, χωρίς αέριο προστασίας (self-shielding)
προσαρμόζοντας την πολικότητα της λάμπας στις ενδείξεις του
κατασκευαστη σύρματος.
Η συγκόλληση MIG του αλουμινίου και των κραμάτων του πρέπει να
εκτελείται χρησιμοποιώντας γεμάτα σύρματα, σύνθεσης συμβατής με
το υλικό προς συγκόλληση και αέριο προστασίας καθαρό Ar (99,9%).
Η ετεροφυής συγκόλληση MIG εκτελείται συνήθως σε γαλβανισμένες
λαμαρίνες με γεμάτα σύρματα από κράμα χαλκού (π.χ. χαλκό πυρίτιο
ή χαλκό αλουμίνιο) και αέριο προστασίας καθαρό Ar (99,9%).
Η συγκόλληση MAG των ανθρακοχαλύβων και χαμηλών κραμάτων
πρέπει να εκτελείται χρησιμοποιώντας σύρματα τόσο γεμάτα όσο
παραγεμισμένα, σύνθεσης συμβατής με το υλικό προς συγκόλληση,
αέριο προστασίας Co2, μίγματα Ar/CO2 ή Ar/CO2/O2m(Αργόν τυπικά
> 80%).
Για τη συγκόλληση των ανοξείδωτων χαλύβων χρησιμοποιούνται
συνήθως μίγματα αερίου Ar/O2 ή Ar/CO2 (Ar τυπικά > 98%).
TIG: Η συγκολλητική μηχανή ενδείκνυται για τη συγκόλληση TIG σε
συνεχές ρεύμα (DC) με εμπύρευμα του τόξου LIFT, κατάλληλη για
χρήση με όλους τους χάλυβες (άνθρακοχάλυβες, χαμηλών και
ισχυρών κραμάτων) και των βαριών μετάλλων (χαλκού, νικελίου,
τιτανίου και κραμάτων τους) με αέριο προστασίας καθαρό Ar (99,9%)
ή, για ειδικές χρήσεις, για μίγματα Αργόν/Ήλιο.
MMA: Η συγκολλητική μηχανή ενδείκνυται για τη συγκόλληση με
ηλεκτρόδιο MMA σε συνεχές ρεύμα (DC) με όλες τις τυπολογίες
επενδεδυμένων ηλεκτροδίων.
ΚΥΡΙΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ:
- Μόνιτορ της τάσης τροφοδοσίας.
- Λειτουργία 2T/4T, Spot.
- Αυτόματη αναγνώριση λάμπας.
- Ρύθμιση κλίμακας ανόδου του σύρματος, χρόνος postgas (μετα
αερίου), χρόνος τελικής καύσης σύρματος (burn-back).
- Αποθήκευση/Ανάκληση εξατομικευμένων προγραμμάτων
- Προδιάθεση για χρήση λάμπας SPOOL GUN.
- Θερμοστατική προστασία.
- Ανατροπή πολικότητας (Συγκόλληση FLUX)
ΕΞΑΡΤΗΜΑΤΑ ΚΑΤΑ ΖΗΤΗΣΗ
- Προσαρμοστής φιάλης Αργόν.
- Καρότσι.
- Χειρισμός εξ αποστάσεως χειροκίνητος 1 ποτενσιομέτρου.
- Χειρισμός εξ αποστάσεως χειροκίνητος 2 ποτενσιομέτρων.
- Kit καλωδίων σύνδεσης.
- Kit συγκόλλησης αλουμινίου.
- Kit συγκόλλησης παραγεμισμένου σύρματος.
- Kit συγκόλλησης MMA.
- Kit συγκόλλησης TIG DC.
- Φωτοχρωμική μάσκα
- Λάμπα MIG.
- Λάμπα TIG.
3.ФЕЧНЙКБ УФПЙЧЕЙБ
УФПЙЧЕЙБ ФЕЧНЙКПХ РЙНБКБ
Фб кэсйб уфпйчеЯб рпх учефЯжпнфбй ме фз чсЮуз кбй фйт брпдьуейт фпх
ухгкпллзфЮ ухнпшЯжпнфбй уфпн рЯнбкб фечнйкюн уфпйчеЯщн ме фзн
бкьлпхиз Эннпйб:
Åéê. Á
1- ЕХСЩРБЙКПУ Кбнпнйумьт бнбцпсЬт гйб фзн буцЬлейб кбй фзн
кбфбукехЮ мзчбнюн гйб ухгкьллзуз фьопх.
2- Уэмвплп еущфесйкЮт дпмЮт ухгкпллзфЮ.
3- Уэмвплп рспвлерьмензт дйбдйкбуЯбт.
4- Уэмвплп S: деЯчней ьфй мрпсэн нб екфелпэнфбй ухгкпллЮуейт уе
ресйвЬллпн ме бхозмЭнп кЯндхнп злекфспрлзоЯбт (р.ч. рплэ
кпнфЬ уе мефбллйкЬ уюмбфб).
5- Уэмвплп гсбммЮт фспцпдпуЯбт:
- 70 -
Page 71

1~: енбллбууьменз мпнпцбуйкЮ фЬуз. 4a, 4b, 4c, 4d, 4e- ΛΥΧΝΙΑ ένδειξης τρέχουσας μονάδας
3~: енбллбууьменз фсйцбуйкЮ фЬуз. με τρήσε ως ( amp er e, vo lt , δε υτε ρόλεπ τα, ποσο στό
6- Вбимьт рспуфбуЯбт рлбйуЯпх. μέτρα/λεπτά).
7- ФечнйкЬ чбсбкфзсйуфйкЬ фзт гсбммЮт фспцпдпуЯбт: 5- Λαβή ελέγχου encoder.
- U : Енблл бууьмен з фЬуз кбй ухч ньфзфб фс пцпд пуЯб т Επιτρέπει τη ρύθμιση του ρεύματος συγκόλλησης.
1
ухгкпллзфЮ (брпдекфЬ ьсйб ±10%).
- I : Бнюфбфп брпсспцзмЭнп сеэмб брь фз гсбммЮ.
1 max
- I : Рсбгмбфйкь сеэмб фспцпдпуЯбт .
1eff
8- Брпдьуейт кхклюмбфпт ухгкьллзузт:
- U : бнюфбфз фЬуз уе бнпйчфь кэклщмб.
0
- I /U : КбнпнйкпрпйзмЭнп сеэмб кбй бнфЯуфпйчз фЬуз рпх мрпспэн
2 2
нб рбсЭчпнфбй брь фп ухгкпллзфЮ кбфЬ фз ухгкьллзуз.
- X : УчЭуз дйблеЯрпхубт лейфпхсгЯбт: деЯчней фп чсьнп кбфЬ фпн
прпЯп п ухгкпллзфЮт мрпсеЯ нб рбсЭчей фп бнфЯуфпйчп сеэмб (Ядйб
кпльнб). ЕкцсЬжефбй уе % вЬуей еньт кэклпх 10min (р.ч. 60% = 6
лерфЬ есгбуЯбт, 4 лерфЬ рбэузт клр.).
Уе ресЯрфщуз рпх оересбуфпэн пй рбсЬгпнфет чсЮузт (фечнйкпэ
рЯнбкб, бнбцесьменпй уе 40°C ресйвЬллпнфпт), еремвбеЯней з
иесмйкЮ рспуфбуЯб (п ухгкпллзфЮт мЭней уе stand-by мЭчсй рпх з
иесмпксбуЯб фпх ден кбфевеЯ уфб ерйфсерьменб ьсйб).
- A/V- A/V: ДеЯчне й фзн кл Ямбк б сэимйузт фп х сеэм бфпт
ухгкьллзузт (елЬчйуфп - мЭгйуфп) уфзн бнфЯуфпйчз фЬуз фьопх.
9- Бсйимьт мзфсюпх гйб фзн бнбгнюсйуз фпх ухгкпллзфЮ (брбсбЯфзфп
гйб фзн фечнйкЮ ухмрбсЬуфбуз, жЮфзуз бнфбллбкфйкюн, бнбжЮфзуз
кбфбукехЮт фпх рспъьнфпт).
10- :БоЯб фщн буцблейюн кбихуфесзмЭнзт енесгпрпЯзузт
рпх рсЭрей нб рспвлецфеЯ гйб фзн рспуфбуЯб фзт гсбммЮт.
11-Уэмвплб бнбцесьменб уе кбньнет буцблеЯбт з узмбуЯб фщн
прпЯщн бнбцЭсефбй уфп кец. 1 “ГенйкЮ буцЬлейб гйб фз ухгкьллзуз
фьопх ”.
УзмеЯщуз: Фп бнбцесьменп рбсЬдейгмб фзт фбмрЭлбт еЯнбй ендейкфйкь
фзт узмбуЯбт фщн ухмвьлщн кбй фщн шзцеЯщн. Пй бксйвеЯт фймЭт фщн
фечнйкюн уфпйчеЯщн фпх ухгкпллзфЮ уфзн кбфпчЮ убт рсЭрей нб
дйбвбуфпэн кбфехиеЯбн уфпн фечнйкь рЯнбкб фпх Ядйпх фпх ухгкпллзфЮ.
ΑΛΛΑ ΤΕΧΝΙΚΑ ΣΤΟΙΧΕΙΑ:
-ΣΥΓΚΟΛΛΗΤΙΚΗ ΜΗΧΑΝΗ : βλέπε ταμπέλα 1 (ΤΑΜΠ.1)
-ΛΑΜΠΑ MIG : βλέπε ταμπέλα 2 (ΤΑΜΠ.2)
-ΛΑΜΠΑ TIG : βλέπε ταμπέλα 3 (ΤΑΜΠ.3)
-ΛΑΒΙΔΑ ΗΛΕΚΤΡΟΔΙΟΥ : βλέπε ταμπέλα 4 (ΤΑΜΠ.4)
Το βάρος της συγκολλητικής μηχανής αναγράφεται στην ταμπέλα 1
(ΤΑΜΠ. 1).
4. ΠΕΡΙΓΡΑΦΗ ΣΥΓΚΟΛΛΗΤΙΚΗΣ ΜΗΧΑΝΗΣ
ΣΥΣΤΗΜΑΤΑ ΕΛΕΓΧΟΥ, ΡΥΘΜΙΣΗΣ ΚΑΙ ΣΥΝΔΕΣΗΣ
Συγκολλητική μηχανή (ΕΙΚ. B)
στην μπροστινή πλευρά :
1- Πίνακας ελέγχου (βλέπε περιγραφή).
2- Ταχεία αρνητική πρίζα (-) για καλώδιο ρεύματος συγκόλλησης
(καλώδιο σώματος για MIG και MMA, καλώδιο λάμπας για TIG).
3- Ταχεία πρίζα θετική (+) για καλώδιο σώματος συγκόλλησης TIG
(καλώδιο ρεύματος συγκόλλησης για MMA)
4- Κεντρική σύνδεση για λάμπα MIG (Euro).
5- Σύνδεσμος 14p για τη σύνδεση του χειρισμού εξ αποστάσεως και
spool gun
στην πίσω πλευρά :
6- Γενικός διακόπτης ON/OFF.
7- Ένωση σωλήνα αερίου (φιάλη) για συγκόλληση MIG.
8- Καλώδιο τροφοδοσίας με ακινητοποίηση.
υποδοχή καρουλιού:
9- Θετικός ακροδέκτης (+).
10- Αρνητικός ακροδέκτης (-).
Προσιχή: Ανατροπή πολικότητας για συγκόλληση FLUX (όχι αέριο).
ΠΙΝΑΚΑΣ ΕΛΕΓΧΟΥ ΣΥΓΚΟΛΛΗΤΙΚΗΣ ΜΗΧΑΝΗΣ (ΕΙΚ. C)
1- ΛΥΧΝΙΑ σήμανσης Συναγερμού (το output της συγκολλητικής
μηχανής είναι μπλοκαρισμένο). Στην οθόνη (4) εμφανίζεται ένα
μήνυμα συναγερμού.
Η αποκατάσταση της συγκολλητικής μηχανής είναι αυτόματη
όταν παύσει η αιτία του συναγερμού.
2- ΛΥΧΝΙΑ παρουσίας τάσης εξόδου (output ενεργό).
3- ΛΥΧΝΙΑ σή μανσ ης προ γραμ ματι σμού συγκολ λητι κής
μηχανής.
4- Αλφαριθμητική οθόνη 3 digit. Δείχνει:
- το ρεύμα συγκόλλησης σε ampere.
Η ενδεδειγμένη τιμή είναι εκείνη που προσδιορίζεται με τη
συγκολλητική μηχανή είναι εν κενώ (με ανοιχτό κύκλωμα), ενώ
είναι η πραγματική κατά τη λειτουργία.
- ένα μήνυμα συναγερμού με την ακόλουθη κωδικοποίηση:
-"AL. 1": Επα ληθ εύτ ηκε η παρ έμβ αση του θερμ οστ άτη
ασφαλείας του πρωταρχικού κυκλώματος εξαιτίας
υπερθέρμανσης του μηχανήματος (μόνο παραλλαγή
MIG Pulse).
-"AL. 2": Επ αλη θε ύτη κε η παρ έμβ ασ η εν ός από το υς
θερμοστάτες ασφαλείας εξαιτίας υπερθέρμανσης του
μηχανήματος.
-"AL. 3": Ανωμαλία στην πρωταρχική τροφοδοσία: η τάση
τροφοδοσίας είναι εκτός range +/- 15% σε σχέση με την
τιμή πινακίδας.
ΠΡΟΣΟΧΗ: Η υπέρβαση του προαναφερομένου
ανωτέρου ορίου τάσης θα βλάψει σοβαρά το
σύστημα.
-"AL. 4": Ανω μαλ ία στ ην τρ οφο δοσ ία τη ς πρω ταρχ ική ς
τροφοδοσίας: παρέμβαση προστασίας για υποτάση
της γραμμής τροφοδοσίας (μόνο παραλλαγή MIG
Pulse).
-"AL. 7": Προσπαθήσατε να συγκολλήσετε σε MIG/MAG σε
υπερβολικό ρεύμα για τη γεννήτρια.
-"AL. 8": Ανωμαλία στο κύκλωμα συγκόλλησης MIG/MAG (μόνο
παραλλαγή MIG Pulse). ΠΡΟΣΟΧΗ: Σε αυτήν την
περίτπωση, για την αποκατάσταση, είναι αναγκαίο να
σβήσετε και να ανάψετε ξανά το σύστημα.
6- Πλή κτ ρο α νάκ λη σης (LO AD ) των εξα τομ ικευμ ένων
προγραμμάτων συγκόλλησης.
7- Πλήκτρο αποθήκευσης (STORE) των εξατομικευμένων
προγραμμάτων συγκόλλησης.
8- Πλήκτρο επιλογής της διαδικασίας συγκόλλησης.
Πιέζοντας το πλήκτρο φωτίζεται η λυχνία σε σχέση με τον τρόπο
συγκόλλησης που θέλετε να υιοθετήσετε:
- : MIG/MAG σε PULSE ARC (όπου προβλέπεται).
- : MIG/MAG/FLUX σε SHORT/SPRAY ARC.
- : ηλεκτρόδιο MMA.
- : TIG-DC με εμπύρευμα LIFT.
9- Πλήκτρο επιλογής διαδικασίας συγκόλλησης.
Όταν το μηχάνημα είνια σε λειτουργία σε τρόπο MIG/MAG/FLUX
επιτρέπει να επιλέξετε ανάμεσα σε χειρισμό 2 χρόνων, 4 χρόνων
ή με χρονοδιακόπτη πονταρίσματος ( SPOT).
10- Πλήκτρο επιλογής είδους υλικού.
Προσδιορίζει τον τρόπο λειτουργίας ανάλογα με το υλικό ή τη
διαδικασία.
Είναι ενεργό μόνο αν είστε σε συνεργία (13).
11- Πλήκτρο επιλογής διαμέτρου σύρματος που επιτρέπει να
προσδιορίσετε τη διάμετρο σύρματος. Για τη διάμετρο 1.2mm
πρέπει να ενεργήσετε στο πλήκτρο μέχρι να ανάψουν αμφότερες
οι λυχνίες που αντιστοιχούν στις διαμέτρους 0.6 και 0.8mm.
Είναι ενεργό μόνο αν είστε σε συνεργία (13).
12- Πλήκτρο επιλογής χειρισμού εξ αποστάσεως.
- Με ΛΥΧΝΙΑ φωτισμένη, είναι ενεργοί οι χειρισμοί στον
πίνακα της συγκολλητικής μηχανής.
- Με ΛΥΧΝΙΑ φωτισμένη, η ρύθμιση μπορεί να γίνεται
αποκλειστικά από το χειρισμό εξ αποστάσεως:
a) χειρισμός ενός ποτενσιομέτρου: αντικαθιστά τη λειτουργία
του encoder (5).
b) χειρισμός δύο ποτενσιομέτρων: αντικαθιστά τη λειτουργία
του encoder (5) και της βοηθητικής παραμέτρου.
c) χειρισμός εξ αποστάσεως με πεντάλ: αντικαθιστά τη
λειτουργία του encoder (5) σε τρόπο Τig.
13- Πλήκτρο επιλογής συγκόλλησης σε συνεργία. Για να
προσδιορίσετε τη συνεργική λειτουργία του μηχανήματος σε
συγκόλληση MIG/MAG πρέπει να ενεργήσετε στο πλήκτρο.
ΠΡΟΣΟΧΗ! Αν και το μηχάνημα επιτρέπει να ρυθμίσετε ελεύθερα
κάθε παράμετρο, υπάρχουν ειδικοί συνδυασμοί παραμέτρων που
μπορεί να μην έχουν έννοια υπό την ηλεκτρική άποψη ή από
άποψη συγκόλλησης. Η συγκο λλητι κή μηχανή σε κάθε
περίτπωση δεν θα χαλάσει αν και θα μπορούσε να μην λειτουργεί
κατά τη λανθασμένη ρύθμιση.
14- Πλήκτρο επιλογής των παραμέτρων συγκόλλησης.
Πιέζοντας διαδοχικά το πλήκτρο, φωτίζεται μια από τις ΛΥΧΝΙΕΣ
από (14a) ως (14i) στην οποία αντιστοιχεί μια ειδική παράμετρος.
Η ρύθμιση της τιμής κάθε μιας ενεργοποιημένης παραμέτρου,
εκτελείται μέσω του ENCODER (5) και εμφανίζεται στην οθόνη
(4).
Σημείωση: οι παράμετροι που δεν τροποποιούνται από το
χειριστή, ανάλογα με το αν εργάζεστε με συνεργικό πρόγραμμα ή
σε χειροκίνητο τρόπο, αποκλείονται αυτόματα από την επιλογή. Η
αντίστοιχη ΛΥΧΝΙΑ δεν φωτίζεται.
14a- παράμετρος 1: επιλέγει την τάση συγκόλλησης. Σε
MIG/MAG/FLUX ρυθμίζει την τάση συγκόλλησης σε Volt ή τη
διόρθωση του τόξου σε συνεργία (μόνο για MIG/MAG). Στη
συγκόλληση εμφανίζει την τάση εξόδου της γεννήτριας.
14b- παράμετρος 2: Προσδιορίζει την ταχύτητα σύρματος ή
το ρεύμα συγκόλλησης. Σε MIG/MAG/FLUX είναι η ταχύτητα
προχωρήματος σύρματος σε μέτρα ανά λεπτό. Σε MMA είναι το
ρεύμα συγκόλλησης σε Ampere. Στη συγκόλληση εμφανίζει το
ρεύμα εξόδου της γεννήτριας.
14c- παράμετρος 3: Arc force ή Ηλεκτρονική αντίδραση. Σε
MMA είναι το arc force ή ρύθμιση της διείσδυσης του τόξου. Σε
MIG/M AG/FL UX έχει παρόμοι α έννοια αλλά ονομ άζετα ι
ηλεκτρονική αντίδραση.
14d- παράμετρος 4: Κλίμακα επιτάχυνσης: Σε
MIG/MAG/FLUX ρυθμίζει την κλίση της κλίμακας επιτάχυνσης του
κινητήρα έλξης σύρματος.
14e- παράμετρος 5: Burn back time : σε MIG/MAG/FLUX
ρυθμίζει το χρονικό διάλειμμα ανάμεσα στη στιγμή στάσης του
σύρματος και σε εκείνη όπου μηδενίζεται το ρεύμα εξόδου.
- 71 -
Page 72

14f- παράμετρος 6: Postgas (Μετά αέριο). Σε
MIG/MAG/FLUX ρυθμίζει το χρόνο postgas σε δευτερόλεπτα.
14g- παράμετρος 7: κλίμακα καθόδου. MIG/MAG είναι ο
χρόνος καθόδου (μόνο σε συνεργία (13)).
14h- παράμετρος 8: Χρόνος spot. Σε MIG/MAG/FLUX
ρυθμίζει το χρόνο διάρκειας του ρεύματος συγκόλλησης σε
ποντάρισμα (SPOT).
14i- Παράμετρος 9: Χρόνος παύσης σε ποντάρισμα
MIG/MAG/FLUX ρυθμίζει τη διάρκεια της παύσης ανάμεσα σε
δυο πονταρίσματα. Με ρύθμιση σε 0 sec για να εκτελέσετε το
επόμενο ποντάρισμα είναι αναγκαίο να αφήσετε το πλήκτρο
λάμπας και να το ξαναπιέσετε.
ΑΠ ΟΘΗ ΚΕΥ ΣΗ Κ ΑΙ ΑΝ ΑΚΛ ΗΣ Η ΕΞ ΑΤΟ ΜΙΚ ΕΥΜ ΕΝ ΩΝ
ΠΡΟΓΡΑΜΜΑΤΩΝ
Εισαγωγή
Η συγκολλητική μηχανή επιτρέπει να αποθηκεύσετε (STORE)
εξατομικευμένα προγράμματα εργασίας σε σχέση με ένα σετ
παραμέτρων που ισχύουν για μια συγκεκριμένη συγκόλληση. Κάθε
εξατομικευμένo πρόγραμμα μπορεί να ανακαλείται (LOAD) σε
οποιαδήποτε στιγμή θέτοντας έτσι στη διάθεση του χρήστη τη
συγκολλητική μηχανή “έτοιμη για χρήση” για συγκερκιμένη εργασία
που βελτιστοποιήθηκε στο παρελθόν. Η συγκολλητική μηχανή
επιτρέπει την αποθήκευση 9 εξατομικευμένων προγραμμάτων.
Διαδικασία αποθήκευσης (STORE)
Αφού ρυθμίσετε τη συγκολλητική μηχανή σε βέλτιστο τρόπο για
συγκεκριμένη συγκόλληση, ενεργήστε ως εξής (ΕΙΚ. C):
a) Πιέστε το πλήκτρο (7) “STORE” για 3 sec.
b) Συναγερμός “St_ ” στην οθόνη (4) και αριθμός μεταξύ 1 και 9.
c) Περιστρέφοντας τη λαβή (5) επιλέξτε τον αριθμό με τον οποίο
επιθυμείτε να αποθηκεύσετε το πρόγραμμα.
d) Πίεστε πάλι το πλήκτρο (7) “STORE”:
- αν το πλήκτρο “STORE” πιέζεται για περισσότερο από 3 sec το
πρόγραμμα αποθηκεύτηκε σωστά και εμφανίζεται το μήνυμα
“YES”,
- αν το πλήκτρο “STORE” πιέζεται για λιγότερο από 3 sec το
πρόγραμμα δεν αποθηκεύτηκε και εμφανίζεται το μήνυμα “ no”.
Διαδικασία ανάκλησης (LOAD)
Ακολουθήστε τις ακόλουθες οδηγίες (βλέπετε ΕΙΚ. C):
a) Πιέστε το πλήκτρο (6) “LOAD” για 3 sec.
b) Συναγερμός “Ld_ ” στην οθόνη (4) και ένας αριθμός μεταξύ 1 και 9.
c) Περιστρέφοντας τη λαβή (5) επιλέξτε τον αριθμό με τον οποίο
αποθηκεύσατε το πρόγραμμα που θέλετε να χρησιμοποιήσετε.
d) Πιέστε πάλι το πλήκτρο (6) “LOAD”:
- αν το πλήκτρο “LOAD” πιέζεται για περισσότερο από 3 sec το
πρόγραμμα ανακλήθηκε σωστά και εμφανίζεται το μήνυμα
“YES”,
- αν το πλήκτρο “LOAD” πιέζεται για λιγότερο από 3 sec το
πρόγραμμα δεν ανακλήθηκε και εμφανίζεται το μήνυμα “ no”.
ΣΗΜΕΙΩΣΗ: κατά τις ενέργειες με το πλήκτρο “store” και “load” η
λυχνία prg φωτίζεται.
5. ЕГКБФБУФБУЗ
______________________________________________________
РСПУРСПУПЧЗ! ЕКФЕЛЕУФЕ ПЛЕУ ФЙУ ЕНЕСГЕЙЕУ
ЕГКБФБУФБУЗУ КБЙ ФЙУ ЗЛЕКФСЙКЕУ УХНДЕУЕЙУ МЕ ФП
УХГКПЛЛЗФЗ БРПЛХФЩУ УВЗУФП КБЙ БРПУХНДЕДЕМЕНП
БРП ФП ДЙКФХП ФСПЦПДПУЙБУ. ПЙ ЗЛЕКФСЙКЕУ УХНДЕУЕЙУ
РСЕРЕЙ НБ ЕКФЕЛПХНФБЙ БРПКЛЕЙУФЙКБ БРП ЕЙДЙКЕХМЕНП
КБЙ РЕРЕЙСБМЕНП РСПУЩРЙКП.
______________________________________________________
Ухнбсмпльгзуз мЬукбт рспуфбуЯбт
Ухнбсмпльгзуз кблщдЯпх ерйуфспцЮт-лбвЯдбт
Ухнбсмпльгзуз кблщдЯпх ухгкьллзузт-лбвЯдбт злекфспдЯпх
ΤΟΠΟΘΕΤΗΣΗ ΤΟΥ ΣΥΓΚΟΛΛΗΤΗ
Εντοπίστε τον τόπο τοποθέτησης του συγκολλητή ώστε να μην
υπάρχουν εμπόδια σε σχέση με το άνοιγμα εισόδου και εξόδου του
αέρα ψύξης (εξαναγκασμένη κυκλοφορία μέσω ανεμιστήρα, αν
υπάρχει) . Βεβαιωθεί τε ταυτόχρονα ότι δεν ανανορροφούνται
επαγωγικές σκόνες, διαβρωτικοί ατμοί, υγρασία κλπ..
Διατηρείτε τουλάχιστον 250mm ελεύθερου χώρου γύρω από το
συγκολλητή.
______________________________________________________
ΠΡΟΣΟΧΗ! Τοποθετήστε το συγκολλητλη σε οριζόντιο
επίπεδο κατάλληλης ικανότητας ρος το βάρ ος ώστε να
αποφευχθούν το αναποδογύρισμα ή επικύνδυνες μετακινήσεις.
______________________________________________________
Åéê. D
Åéê. E
Åéê. F
ΣΥΝΔΕΣΗ ΣΤΟ ΔΙΚΤΥΟ
- Πριν εκτελέσετε οποιαδήποτε ηλεκτρική σύνδεση, βεβαιωθείτε ότι
τα στοιχεία που αναγράφονται στον τεχνικό πίνακα του
συγκολλητή αντιστοιχούν στην τάση και συχνότητα του δικτύου
που διατίθενται στον τόπο εγκατάστασης.
- Ο συγκολλητής πρέπει να συνδεθεί αποκλειστικά σε ένα σύστημα
τροφοδοσίας με γειωμένο αγωγό ουδέτερου.
- Για να εξασφαλίσετε την προστασία από την έμμεση επαφή,
χρησιμοποιείτε διαφορικούς διακόπτες όπως:
- Τύπου A ( ) για μονοφασικά μηχανήματα,
- Τύπου B ( ) για τριφασικά μηχανήματα.
- Για να ικανοποιούνται οι συνθήκες του Κανονισμού EN 61000-3-11
(Flicker) συνιστάται η σύνδεση της συγκολλητικής μηχανής στα
σημεία διαεπαφής του δικτύου τροφοδοσίας που παρουσιάζουν
σύνθετη αντίσταση κατώτερη από Zmax =0,18 ohm.
ΡΕΥΜΑΤΟΛΗΤΗΣ ΚΑΙ ΠΡΙΖΑ:
συνδέσ τε στο καλώδιο τροφοδοσί ας έναν κανον ικοποιημένο
ρευματολήπτη (2P + T) κατάλληλης ικανότητας και προδιαθέστε μια
πρίζα δικτύου εφοδιασμένη με ασφάλειες και αυτόματο διακόπτη. Το
ειδικό τερματικό γείωσης πρέπει να συνδεθεί στον αγωγό γείωσης
(κίτρινο-πράσινο) της γραμμής τροφοδοσίας. Ο πίνακας (ΠΙΝ.1)
αναφέρει τις τιμές των καθυστερημένων ασφαλειών σε ampere που
συμβουλεύονται βάσει του ανώτατου ονομαστικού ρεύματος που
παρέχε ται από το συγκολλητ ή και της ονομαστικ ής τάσης
τροφοδοσίας.
______________________________________________________
ΠΡΟΣΟΧΗ! Η μη τήρηση των παραπάνω κανόνων καθιστά
αναποτελασματικό το σύστημα ασφαλείας που προβλέπεται
από τον κατασκε υαστή (κατηγορία I) με επακόλουθου ς
σοβαρούς κινδύνους για άτομα (ππ.χ. ηλεκτροπληξία) και
αντικείμενα (π.χ. πυρκαγιά).
______________________________________________________
ΣΥΝΔΕΣΕΙΣ ΚΥΚΛΩΜΑΤΟΣ ΣΥΓΚΟΛΛΗΣΗΣ
______________________________________________________
ΠΡΟΣΟΧΗ! ΠΡΙΝ ΕΚΤΕΛΕΣΤΕ ΤΙΣ ΑΚΟΛΟΥΘΕΣ ΣΥΝΔΕΣΕΙΣ
ΒΕΒΑΙΩΘΕΙΤΕ ΟΤΙ Ο ΣΥΓΚΟΛΛΗΤΗΣ ΕΙΝΑΙ ΣΒΗΣΤΟΣ ΚΑΙ
ΑΠΟΣΥΝΔΕΔΕΜΕΝΟΣ ΑΠΟ ΤΟ ΔΙΚΤΥΟ ΤΡΟΦΟΔΟΣΙΑΣ.
Ο Πίνακας (ΠΙΝ. 1) αναφέρει τις τιμές που συμβουλεύονται για τα
καλώδια συγκόλλησης (σε mm ) βάσει του μέγιστου ρεύματος που
παρέχεται από το συγκολλητή.
______________________________________________________
ΣΥΓΚΟΛΛΗΣΗ MIG/MAG
Σύνδεση στη φιάλη αερίου
Φιάλη αερίου που φορτώνεται στην επιφάνεια στήριξης καροτσιού
max 60 kg
- Βιδώστε το μειωτήρα πίεσης στη βαλβίδα της φιάλης αερίου
τοποθετώντας ενδιάμεσα την κατάλληλη προσαρμογή που
προμηθεύεται ως εξάρτημα, όταν χρησιμοποιείται αέριο Argon ή
μίγμα Argon/CO .
- Συνδέστε το σωλήνα εισόδου αερίου στον προσαρμοστή και
σφαλίστε την προμηθευόμενη λωρίδα.
- Χαλαρώστε το δακτύλιο ρύθμισης του προσαρμοστή πίεσης πριν
ανοίξετε τη βαλβίδα της φιάλης.
Σύνδεση καλωδίου επιστροφής του ρεύματος συγκόλλησης
- Συνδέεται στο μέταλλο προς συγκόλληση ή στο μεταλλικό πάγκο
όπου στηρίζεται, όσο γίνεται πιο κοντά στο σημείο σύνδεσης υπό
επεξεργασία.
Σύνδεση λάμπας
- Τοποθετήστε τη λάμπα στον ειδικό σύνδεσμο σφαλίζοντας μέχρι το
τέρμα το βιδωτό δακτύλιο μπλοκαρίσματος.
- Προετοιμάστε την για το πρώτο φόρτωμα του σύρματος,
αφαιρώντας το ακροφύσιο και το σωληναράκι επαφής για να
διευκολύνετε την έξοδό του.
ΣΥΓΚΌΛΛΗΣΗ FLUX
Οι συνδέσεις του καλωδίου επιστροφής σώματος και η λάμπα είναι
αντίστοιχοι με τη συγκόλληση MIG/MAG, είναι όμως αναγκαίο να
αλλάξετε την πολικότητα τάσης (ΕΙΚ. B (9)-(10)) στην υποδοχή
καρουλιού, όπως αναγράφεται στην ετικέτα.
Σύνδεση Spool Gun (ΕΙΚ. B)
- Συνδέστε το Spool Gun (4) στην κεντρική σύνδεση περιστρέφοντας
μέχρι βάθος το δακτύλιο στερέωσης.
- Εισάγετε το σύνδεσμο (5) του καλωδίου ελέγχου στην ειδική πρίζα
και η συγκολλητική μηχανή θα αναγνωρίσει αυτόματα το Spool Gun.
ΣΥΓΚΟΛΛΗΣΗ TIG
Σύνδεση της φιάλης αερίου
Φιάλη αερίου που φορτώνεται στο επίπεδο στηρίγματος του
καροτσιού max 60 kg
- Βιδώστε το μειωτήρα πίεσης στη βαλβίδα της φιάλης αερίου
τοποθετώντας ανάμεσα την ειδικη προσαρμογή που προμηθεύεται
σαν εξάρτημα, για αέριο Αργόν.
- Συνδέστε το σωλήνα αερίου στο μειωτήρα και σφαλίστε την
προμηθευόμενη λωρίδα. Συνδέστε στη συνέχεια την άλλη άκρη του
σωλήνα στην ειδική σύνδεση που βρίσκεται στη λάμπα Tig τύπου
βρύσης.
- Χαλαρώστε το δακτύλιο ρύθμισης του μειωτήρα πίεσης πριν
ανοίξετε τη βαλβίδα της φιάλης.
Σύνδεση του καλωδίου επιστροφής του ρεύματος συγκόλλησης
- Συνδέστε το καλώδιο στο μέταλλο προς συγκόλληση ή στο
μεταλλικό πάγκο όπου αυτό στηρίζεται, όσο το δυνατόν πιο κοντά
στο σημείο σύνδεσης.
2
2
- 72 -
Page 73

- Συνδέστε το καλώδιο στη συγκολλητική μηχανή με την ταχεία πρίζα ΕΙΝΑΙ ΣΒΗΣΤΗ ΚΑΙ ΑΠΟΣΥΝΔΕΔΕΜΕΝΗ ΑΠΟ ΤΟ ΔΙΚΤΥΟ
(+). Τ ΡΟ Φ ΟΔ ΟΣ Ι ΑΣ . Η Ο Τ Ι Τ Ο S P OO L G UN Ε Ι ΝΑ Ι
Σύνδεση της λάμπας Tig (ΕΙΚ. M)
- Συνδέστε τη λάμπα TIG στην ταχεία αρνητική πρίζα (-) στον
μπροστινό πίνακα της συγκολλητικής μηχανής.
ΣΥΓΚΟΛΛΗΣΗ MMA
Σχεδόν όλα τα επενδεδυμένα ηλεκτρόδια συνδέονται στο θετικό πόλο
(+) της γεννήτριας. Εξαιρετικά στον αρνητικό πόλο (-) για ηλεκτρόδια
επενδεδυμένα με οξύ.
Σύνδεση καλωδίου συγκόλλησης λαβίδας-βάσης ηλεκτροδίου
Φέρνει στο τερματικό έναν ειδικό ακροδέκτη που σφαλίζει το
ξεσκέπαστο μέρος του ηλεκτροδίου.
Αυτό το καλώδιο συνδέεται στον ακροδέκτη με το σύμβολο (+).
Σύνδεση καλωδίου επιστροφής ρεύματος συγκόλλησης
Συνδέεται στο μέταλλο προς συγκόλληση ή στο μεταλλικό πάγκο όπου
στηρίζεται, όσο γίνεται πιο κοντά στο σημείο σύνδεσης υπό
επεξεργασία. Αυτό το καλώδιο συνδέεται στον ακροδέκτη με το
σύμβολο (-).
Συστάσεις:
- Περιστρέψτε μέχρι το βάθος τους συνδέσμους των καλωδίων
συγκόλλησης στις ταχείε ς πρίζες (αν υπάρχουν) για να
εξασφαλίσετε μια τέλεια ηλεκτρική επαφή. Σε αντίθετη περίπτωση
θα δημιουργθούν υπερθερμάνσεις των ίδιων των συνδέσμων με
γρήγορη φθορά τους και απώλεια αποτελεσματικότητας.
- Χρησιμοποιείτε καλώδια συγκόλλησης όσο το δυνατόν μικρότερου
μήκους.
- Αποφεύγετε να χρησημοποιείτε μεταλλικά μέρη που δεν ανήκουν
στο κομμάτι προς συγκόλληση, ως αντικατάσταση του καλωδίου
επιστροφής του ρεύματος συγκόλλησης. Αυτό μπορεί να είναι
επικίνδυνο για την ασφάλεια και να δώσει μη ικανοποιητικά
αποτελέσματα για τη συγκόλληση.
ФПРПИЕФЗУЗ РЗНЙПХ УХСМБФПУ (ЕЙК.G)
______________________________________________________
РСПУПЧЗ! РСЙН БСЧЙУЕФЕ ФЙУ ЕНЕСГЕЙЕУ ФПРПИЕФЗУЗУ
УХСМБФПУ, ВЕВБ ЙЩИЕЙФ Е ПФЙ П УХГКП ЛЛЗФЗУ ЕЙНБЙ
УВЗ УФП У КБ Й БРП УХ НДЕ ДЕМ ЕНП У БР П ФП ДЙКФ ХП
ФСПЦПДПУЙБУ.
______________________________________________________
ЕЛЕГОФЕ ПФЙ ПЙ КХЛЙНДСЙКЕУ ФСПЦПДПФЗУЕЙУ УХСМБФПУ,
ФП УРЙСБЛ КБЙ ФП УЩЛЗНБСБКЙ ЕРБЦЗУ ФЗУ ЛБМРБУ
БНФЙУФПЙЧПХН УФЗ ДЙБМЕФСП КБЙ УФЗ ЦХУЗ ФПХ УХУСМБФПУ
РПХ ИЕ ЛЕФЕ НБ ЧСЗУЙ МПРП ЙЗУЕ ФЕ КБЙ ПФЙ ЕЧПХ Н
ФПРПИЕФЗИЕЙ УЩУФБ. КБФБ ФЙУ ЦБУЕЙУ ЕЙУБГЩГЗУ ФПХ
УХСМБФПУ, МЗН ЦПСБФЕ РСПУФБФЕХФЙКБ ГБНФЙБ.
- Бнпйофе фз иЮкз фпх Ьопнб.
- ФпрпиефЮуфе фп рзнЯп уфпн Ьопнб, дйбфзсюнфбт фп бсчйкь мЭспт
фпх уэсмбфпт рспт фб рЬнщ. ВевбйщиеЯфе ьфй з мйксЮ вЬуз Элозт
фпх уэсмбфпт еЯнбй фпрпиефзмЭнз уфзн ейдйкЮ прЮ (1б).
- Брелехиесюуфе фпн/фпхт бнфйкхлЯндсп/бнфйкхлЯндспхт рЯеузт кбй
брпмбксэнефЭ фпн/фпхт брь фпн/фпхт кЬфщ кхлЯндспхт (2б).
- ВевбйщиеЯфе ьфй фп/фб кбспэлй/б фспцпдпуЯбт еЯнбй кбфЬллзлп/б
рспт фп чсзуймпрпйпэменп уэсмб. (2b).
- Брелехиесюуфе фп бсчйкь мЭспт фпх уэсмбфпт, кьшфе фзн
рбсбмпсцщмЭнз Ьксз псйжпнфЯщт кбй чщсЯт хрпл еЯммбфб.
РесйуфсЭшфе рспт бсйуфесЬ кбй вЬлфе фп бсчйкь фмЮмб фпх
уэсмбфпт мЭуб уфпн пдзгь рйЭжпнфЬт фп кбфЬ 50-100mm уфпн
пдзгь фзт уэндеузт лЬмрбт (2c).
- Фп рпи ефЮ уфе рЬл й фпн /фпхт бнфй кхл Яндсп /бн фйк хлЯ ндс пхт
схимЯжпнфбт фзн рЯеуз уе ендйЬмеуп ерЯредп, ерблзиеэуфе ьфй фп
уэсмб еЯнбй ущуфЬ фпрпиефзмЭнп уфп кЭнфсп фпх Ядйпх фпх Ьопнб.
(3).
- ЦсенЬсефе елбцсЬ фпн Ьопнб бнесгюнфбт уфзн ейдйкЮ вЯдб
сэимйузт фпрпиефзмЭнз уфп кЭнфсп фпх Ядйпх фпх Ьопнб (1b).
- БцбйсЭуфе фп бкспцэуйп кбй фп ущлзнбсЬкй ербцЮт (4a).
- ЕйуЬгефе фп сехмбфплЮрфз уфзн рсЯжб фспцпдпуЯбт, бнЬшфе фп
ух гк пл лзф Ю, рй Эу фе рп рлЮ кфс п лЬ мрб т Ю рлЮ кф сп
рспчщсЮмбфпт уэсмбфпт рЬнщ уфпн рЯнбкб елЭгчпх (бн хрЬсчей)
кбй бнбмЭнефе юуфе фп бсчйкь мЭспт фпх уэсмбфпт дйбнэпнфбт ьлп
фп урйсЬл вгей кбфЬ 10-15cm брь фп мрспуфйнь мЭспт фзт лЬмрбт.
БцЮуфе эуфесб фп рлЮкфсп.
______________________________________________________
РСПУПЧЗ! КбфЬ фз дйЬскейб бхфюн фщн енесгейюн, фп уэсмб
всЯукефбй хрь злекфсйкЮ фЬуз кбй хрькейфбй уе мзчбнйкЮ дэнбмз.
МрпсеЯ гйб бхфь, бн ден хйпиефЮуефе кбфЬллзлб мЭфсб, нб рспкблЭуей
кЯндхнп злекфспрлзоЯбт, фсбэмбфб кбй нб рбсЬгей злекфсйкЬ фьоб:
______________________________________________________
- Мзн кбфехиэнефе фп Ьнпйгмб фзт лЬмрбт рспт мЭсз фпх уюмбфпт
óáò.
- Мзн рлзуйЬжефе фз лЬмрб уфз цйЬлз.
- ФпрпиефЮуфе рЬлй уфз лЬмрб фп ущлзнбсЬкй ербцЮт кбй фп
бкспцэуйп (4b).
- ЕлЭгофе ьфй фп рспчюсзмб фпх уэсмбфпт еЯнбй пмбль. СхимЯуфе
бсчйкЬ фзн рЯеуз фщн кхлЯндсщн кбй фп цсенЬсйумб фпх Ьопнб уе
фймЭт ьуп фп дхнбфьн чбмзльфесет, елЭгчпнфбт ьфй фп уэсмб ден
глйуфсЬ кбй ьфй кбфЬ фзн Элоз ден чблбсюнпхн пй Элйкет уэсмбфпт
льгщ хресвплйкЮт бдсЬнейбт фпх рзнЯпх.
- Кьшфе фзн Ьксз фпх уэсмбфпт рпх вгбЯней брь фп бкспцэуйп уе 10-
15mm.
- КлеЯуфе фз иЮкз фпх Ьопнб.
ΦΟΡΤΩΣΗ ΠΗΝΙΟΥ ΣΥΡΜΑΤΟΣ ΣΤΟ SPOOL GUN (Εικ.H)
_________________________________________________________________________________
ΠΡΟΣΟΧΗ! ΠΡΙΝ ΞΕΚΙΝΗΣΕΤΕ ΤΙΣ ΕΝΕΡΓΕΙΕΣ ΦΟΡΤΩΣΗΣ
ΣΥΡΜΑΤΟΣ, ΒΕΒΑΙΩΘΕΙΤΕ ΟΤΙ Η ΣΥΓΚΟΛΛΗΤΙΚΗ ΜΗΧΑΝΗ
ΑΠΟΣΥΝΔΕΔΕΜΕΝΟ ΑΠΟ ΤΗ ΣΥΓΚΟΛΛΗΤΙΚΗ ΜΗΧΑΝΗ.
______________________________________________________
ΒΕΒΑΙΩΘΕΙΤΕ ΟΤΙ ΤΑ ΡΑΟΥΛΑ ΤΡΟΦΟΔΟΣΙΑΣ ΣΥΡΜΑΤΟΣ, ΤΟ
ΣΠΙΡΑΛ ΟΔΗΓΗΣΗΣ ΚΑΙ ΤΟ ΣΩΛΗΝΑΡΑΚΙ ΕΠΑΦΗΣ ΤΟΥ SPOOL
GUN ΑΝΤΙΣΤΟΙΧΟΥΝ ΣΤΗ ΔΙΑΜΕΤΡΟ ΚΑΙ ΣΤΟΝ ΤΥΠΟ ΣΥΡΜΑΤΟΣ
ΠΟΥ ΘΕΛΕΤΕ ΝΑ ΧΡΗΣΙΜΟΠΟΙΗΣΕΤΕ ΚΑΘΩΣ ΚΑΙ ΟΤΙ ΕΙΝΑΙ
ΣΩΣΤΑ ΕΓΚΑΤΕΣΤΗΜΕΝΑ. ΚΑΤΑ ΤΙΣ ΦΑΣΕΙΣ ΕΙΣΑΓΩΓΗΣ ΤΟΥ
ΣΥΡΜΑΤΟΣ ΜΗΝ ΦΟΡΑΤΕ ΓΑΝΤΙΑ ΠΡΟΣΤΑΣΙΑΣ.
- Αφαιρέστε το κάλυμμα ξεβιδώνοντας την ειδική βίδα (1).
- Τοποθετήστε το πηνίο σύρματος στο μασούρι.
- Απελευθερώστε τον αντικύλινδρο πίεσης και απομακρύνετε τον
από τον κάτω κύλινδρο (2).
- Α πελ ευθερ ώστ ε την κορ υφή του σύ ρματος , κόψτε την
παραμορφωμένη άκρη οριστικά και χωρίς ανωμαλίες. Περιστρέψτε
το πηνίο δεξιόστροφα και εισάγετε την κορυφή του σύρματος στον
οδηγό εισόδου, σπρωχνοντάς την κατά 50-100mm στο εσωτερικό
της λάντσιας (2).
- Ξανατοποθετήστε τον αντικύλινδρο ρυθμίζονατας την πίεση του σε
μια ενδιάμεση τιμή και επαληθεύστε ότι το σύρμα είνα ι
τοποθετημένο σωστά στην εσοχή του κάτω κυλίνδρου (3).
- Φρενάρετε ελαφρά το μασούρι ενεργώντας στην ειδική βίδα
ρύθμισης.
- Mε Spool gun συνδεδεμένο, εισάγετε την πρίζα της συγκολλητικής
μηχανής στην ηλεκτρική τροφοδοσία, ανάψτε τη συγκολλητική
μηχανή, πιέστε το πλήκτρο του spool gun και αναμένετε μέχρι που
κορυφή του σύρματος, έχοντας διανύσει όλο το σπιράλ, βγει κατά
100-150mm από το μπροστινό μέρος της λάμπας, απελευθερώστε
ύστερα το πλήκτρο λάμπας.
ΑΝΤΙΚΑΤΑΣΤΑΣΗ ΤΟΥ ΣΠΙΡΑΛ ΣΤΗ ΛΑΜΠΑ (ΕΙΚ.I)
Πριν προβείτε στην αντικατάσταση του σπιράλ, απλώστε το καλώδιο
της λάμπας ώστε να αποφύγετε τη δημιουργία καμπυλών.
Σπιράλ για χαλυβένια σύρματα
1- Ξεβιδώστε το μπεκ και το σωληναράκι επαφής της κεφαλής της
λάμπας.
2- Ξεβιδώστ ε το παξιμά δι σταθεροποίησης του σπιράλ του
κεντρικού συνδέσμου και βγάλτε το σπιράλ που υπάρχει.
3- Εισάγετε το νέο σπιράλ στον αγωγό καλωδίου-λάμπας και πιέστε
το απαλά μέχρι να βγει από την κεφαλή της λάμπας.
4- Βιδώστε ξανά το παξιμάδι σταθεροποίησης του σπιράλ με το χέρι.
5- Κόψτε ακριβώς το τμήμα σπιράλ όσο προεξέχει πιέζοντάς το
ελαφρά. Ξαναβγάλτε το από το καλώδιο λάμπας.
6- Στομώστε την περιοχή κοπής του σπιράλ και βάλτε την πάλι στον
αγωγό καλωδίου-λάμπας.
7- Βιδώστε στη συνέχεια το παξιμάδι σφίγγοντάς το με κλειδί.
8- Τοποθετήστε πάλι το σωληναράκι επαφής και το μπεκ.
Σπιράλ από συνθετικό υλικό για σύρματα αλουμινίου
Εκτελέστε τις ενέργειες 1, 2, 3 όπως για το σπιράλ χάλυβα ( μην λάβετε
υπόψη τις ενέργειες 4, 5, 6, 7,8).
9- Ξαναβιδώστε το σωληναράκι επαφής για αλουμίνιο ελέγχοντας
ότι μπαίνει σε επαφή με το σπιράλ.
10- Εισάγετε στην αντίθετη πλευρά του σπιράλ (πλευρά σύνδεσης
λάμπας) την μπρούτζινη προσαρμογή και το δακτύλιο OR και,
διατηρώντας το σπιράλ σε ελαφρά πίεση, σφαλίστε το παξιμάδι
που σταθεροποιεί το σπιράλ. Το προεξέχον τμήμα σπιράλ θα
αφαιρεθεί στη συνέχεια αναλόγως με το μέγεθος (βλέπε (13)).
Αφαιρέστε από τη σύνδεση λάμπας της τροφοδοσίας σύρματος
τον τριχοειδή σωλήνα για σπιράλ χάλυβα.
11- ΔΕΝ ΠΡΟΒΛΕΠΕΤΑΙ Ο ΤΡΙΧΟΕΙΔΗΣ ΣΩΛΗΝΑΣ για σπιράλ
αλουμινίου διαμέτρου 1,6-2,4mm (κίτρινο χρώμα). Το σπιράλ θα
εισαχθεί τότε στη σύνδεση λάμπας χωρίς αυτόν.
Κόψτε τον τριχοειδή σωλήνα για σπιράλ αλουμινίου διαμέτρου 11,2mm (κόκκινο χρώμα) σε διάσταση κατά 2mm περίπου
κατώτερη σε σχέση με εκείνη του σωλήνα χάλυβα, και εισάγετέ
τον στην ελεύθερη άκρη του σπιράλ.
12- Εισάγετε και μπλοκάρετε τη λάμπα στη σύνδεση της τροφοδοσίας
σύρματος. Σημαδέψτε το σπιράλ σε 1-2mm απόσταση από τους
κυλίνδρους.
Ξαναβγάλτε τη λάμπα.
13- Κόψτε το σπιράλ, στο προβλεπόμενο μέγεθος, χωρίς να
παραμορφώσετε την τρύπα εισόδου.
Τοποθετήστε πάλι τη λάμπα στη σύνδεση της τροφοδοσίας
σύρματος και τοποθετήστε το μπεκ αερίου.
6. ΣΥΓΚΟΛΛΗΣΗ MIG/MAG
ΤΡΟΠΟΣ ΜΕΤΑΦΟΡΑΣ SHORT ARC (ΣΥΝΤΟΜΟ ΤΟΞΟ)
З фЮоз фпх уэсмбфпт кбй з брпкпрЮ фзт уфбгьнбт гЯнефбй мЭущ
ухнечьменщн всбчхкхклщмЬфщн фзт мэфзт фпх уэсмбфпт уфп узмеЯп
ухгкьллзузт (мЭчсй 200 цпсЭт фп дехфесьлерфп).
Ανθρακούχοι χάλυβες και χαμηλού κράματος
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 0,6-1,2mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 40-210A
- ¼сйп фймюн фЬузт фьопх: 14-23V
- Чсзуймпрпйпэменп бЭсйп: CO , Ar/CO ,Ar/CO /O
Ανοξείδωτοι χάλυβες
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 0,8-1mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 40-160A
- ¼сйп фймюн фЬузт фьопх: 14-20V
- Чсзуймпрпйпэменп бЭсйп: Ar/O , Ar/CO (1-2%)
Αλουμίνιο και κράματα
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 0,8-1,6mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 75-160A
- ¼сйп фймюн фЬузт фьопх: 16-22V
- Чсзуймпрпйпэменп бЭсйп: Ar 99,9%
Το σωληναράκι επαφής πρέπει χαρακτηριστικά να είναι στην ίδια
γραμμή του μπεκ ή να προεξέχει ελαφρά, με τα λεπτότερα σύρματα κα
χαμηλότερες τάσεις τόξου. Το ελεύθερο μήκος του σύρματος (stickout) θα περιλαμβάνεται κανονικά μεταξύ 5 και 12mm.
2 2 2 2
2 2
- 73 -
Page 74

Εφαρμογή: Συγκόλληση σε κάθε θέση, σε λεπτά πάχη ή για το πρώτο σ ύρματ ος (ρε ύμ α) που επι λέχτη κε βάσ ει της δια μέτρ ου
πέρασμα μέσα σε στομώματα, ευνοημένη από την περιορισμένη χρησιμοποιούμενου σύρματος και του τύπου αερίου προστασίας, σε
θερμική εισφορά και το εύκολα ελεγχόμενο βύθισμα. τρόπο βαθμιαίο ακολουθώντας την ακόλουθη σχέση που δίνει μια
Σημείωση: Η μεταφορά SHORT ARC για τη συγκόλληση του U = (14 + 0,05 x I )
αλουμινίου και κραμάτων πρέπει να υιοθετείται με προσοχή (ειδικά με
σύρματα διαμέτρου >1mm) διότι παρουσιάζεται ο κίνδυνος να
δημιουργηθούν ελαττώματα στην τήξη.
ΤΡΟΠΟΣ ΜΕΤΑΦΟΡΑΣ SPRAY ARC (ΤΟΞΟ ΔΙΑ ΨΕΚΑΣΜΟΥ)
З фЮоз фпх уэсмбфпт рсбгмбфпрпйеЯфбй ме сеэмбфб кбй фЬуейт рйп
хшзлЭт уе учЭуз ме фп « Short Arc »· з Ьксз фпх уэсмбфпт дЭн Эсчефбй
уе ербцЮ ме фп узмеЯп ухгкьллзузт· брь бхфЮ дзмйпхсгеЯфбй Энб фьоп
дйб мЭупх фпх прпЯпх реснпэн пй уфбгьнет мефЬллпх рпх
учзмбфЯжпнфбй брь фз ухнечЮ фЮоз фпх ухсмЬфйнпх злекфспдЯпх,
чщсЯт ерпмЭнщт фз меуплЬвзуз всбчхкхклщмЬфщн.
Ανθρακούχοι χάλυβες και χαμηλού κράματος
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 0,8-1,6mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 180-450A
- ¼сйп фймюн фЬузт фьопх: 24-40V
- Чсзуймпрпйпэменп бЭсйп: Ar/CO o Ar/CO /O
Ανοξείδωτοι χάλυβες
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 1-1,6mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 140-390A
- ¼сйп фймюн фЬузт фьопх: 22- 32V
- Чсзуймпрпйпэменп бЭсйп: Ar/O o Ar/CO (1-2%)
Αλουμίνιο και κράματα
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 0,8-1,6mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 120-360A
- ¼сйп фймюн фЬузт фьопх: 24-30V
- Чсзуймпрпйпэменп бЭсйп: Ar 99,9%
Κανονικά το σωληναράκι επαφής πρέπει να βρίσκεται μέσα στο μπεκ
κατά 5-10mm, τόσο περισσότερο όσο υψηλότερη είναι η τάση τόξου.
Το ελεύθερο μήκος του σύρματος (stick-out) θα περιλαμβάνεται
κανονικά μεταξύ 10 και 20mm.
Σε ΧΕΙΡΟΚΙΝΗΤΟ ΤΡΟΠΟ (“PRG 0”), αφού οι παράμετροι ταχύτητας
σύρματος και τάσης τόξου επιλέχτηκαν σωστά (δηλαδή με συμβατές
τιμές), είναι αδιάφορη η τιμή επαγωγικής αντίστασης που πρέπει να
επιλεχτεί.
Εφαρμογή: Συγκόλληση σε επίπεδο με πάχη όχι κατώτερα από 34mm (βύθισμα πολύ ρευστό). Η ταχύτητα εκτέλεσης και το ποσοστό
επικαθήσεων είναι πολύ υψηλοί (υψηλή θερμική εισφορά).
ΤΡΟΠΟΣ ΜΕΤΑΦΟΡΑΣ PULSE ARC (ΠΑΛΜΩΔΕΣ ΤΟΞΟ) (όπου
προβλέπεται)
Είναι μια “ελεγχόμενη” μεταφορά που βρίσκεται στην περιοχή
λειτουργικότητας “spray-arc” (spray-arc τροποποιημένο) και κατέχει
για αυτό τα πλεονεκτήματα ταχύτητας τήξης και έλλειψης προβολών
με επέκταση σε σημαντικά χαμηλές τιμές ρεύματος, τέτοιες ώστε να
ικανοποιούνται και πολλές χαρακτηριστικές εφαρμογές του “shortarc”.
Σε κάθε ώθηση ρεύματος αντ ιστοι χεί η απο κόλλη ση μιας
μεμονωμένης σταγόνας του σύρματος ηλεκτροδίου. Το φαινόμενο
πραγματοποιείται με συχνότητα ανάλογη προς την ταχύτητα
προχωρήματος σύρματος, με νόμο μεταβολής που σχετίζεται με τον
τύπο και τη διάμετρο του ίδιου σύρματος (χαρακτηριστικές τιμές
συχνότητας: 30-300Hz).
Ανθρακούχοι χάλυβες και χαμηλού κράματος
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 0,8-1,6mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 60-360A
- ¼сйп фймюн фЬузт фьопх: 18-32V
- Чсзуймпрпйпэменп бЭсйп: Ar/CO ,Ar/CO /O (Co max 20%)
Ανοξείδωτοι χάλυβες
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 0,8-1,2mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 50-230A
- ¼сйп фймюн фЬузт фьопх: 17-26V
- Чсзуймпрпйпэменп бЭсйп: Ar/O , Ar/CO (1-2%)
Αλουμίνιο και κράματα
- ДйЬмефспт чсзуймпрпйпэменщн ухсмЬфщн: 0,8-1,6mm
- ¼сйп фймюн сеэмбфпт ухгкьллзузт: 40-320A
- ¼сйп фймюн фЬузт фьопх: 17-28V
- Чсзуймпрпйпэменп бЭсйп: Ar 99,9%
Το σωληναράκι επαφής πρέπει χαρακτηριστικά να βρίσκεται στο
εσωτερικό του μπεκ κατά 5-10mm, τόσο περισσότερο όσο μεγαλύτερη
είναι η τάση τόξου. Το ελεύθερο μήκος του σύρματος (stick-out) θα
περιλαμβάνεται κανονικά μεταξύ 10 και 20mm.
Εφαρμογή: συγκόλληση σε “θέση” σε μεσαία-χαμηλά πάχη και σε
υλικά θερμικά ευεπηρέαστα, κατάλληλο ειδικά για συγκόλληση σε
ελαφρά κράματα (αλουμίνιο και κράματά του) ακόμα και σε πάχη
κατώτερα από 3mm.
ΡΥΘΜΙΣΗ ΤΩΝ ΠΑΡΑΜΕΤΡΩΝ ΣΥΓΚΟΛΛΗΣΗΣ
Αέριο προστασίας
Η παροχή του αερίου προστασίας πρέπει να είναι:
short arc: 8-14 l/min
σε συνάρτηση με την ένταση του ρεύματος συγκόλλησης και της
διαμέτρου του στομίου.
Ρεύμα συγκόλλησης
Καθορίζεται για μια συγκεκριμένη διάμετρο σύρματος από την
ταχύτητα προχωρήματος. Παρατηρήστε ότι με ίσο ζητούμενο ρεύμα η
ταχύτητα προχωρήματος του σύρματος είναι αντιστρόφως ανάλογη με
τη διάμετρο του χρησιμοποιούμενου σύρματος.
Οι ενδεικτικές τιμές του ρεύματος σε χειροκίνητη συγκόλληση για τα
πιο κοινά σύρματα αναγράφονται στην ταμπέλα (ΤΑΜΠ. 5).
Τάση τόξου
Η τάση τόξου ρυθμίζεται από το χειριστή περιστρέφοντας το encoder
(ΕΙΚ. C (5)). Η ίδια προσαρμόζεται στην ταχύτητα προχωρήματος
2 2 2 2
2 2 2
2 2
2 2
μέση τιμή:
2 2
όπου: U :Τάση τόξου σε volt,
Ποιότητα συγκόλλησης
Η ποιότητα του κορδονιού συγκόλλησης ταυτόχρονα με ελάχιστη
παραγόμενη ποσότητα πιτσιλιών, θα καθορίζεται βασικά από την
ισορροπ ία των παραμέ τρων συγκόλ λησης: ρεύμα (ταχύτ ητα
σύρματος), διάμετρος σύρματος, τάση τόξου, κλπ.
Με τον ίδιο τρόπο η θέση της λάμπας θα πρέπει να προσαρμοστεί στα
παραδείγματα της εικόνας (ΕΙΚ. L), ώστε να αποφεύγονται
υπερβολικές πιτσιλιές και ελαττώματα στο κορδόνι.
Και η ταχύτητα συγκόλλησης (ταχύτητα προχωρήματος κατά μήκος
της σύνδεσης) είναι καθοριστικό στοιχείο για τη σωστή εκτέλεση του
κορδονιού και θα πρέπει να ληφτεί υπόψη εξίσου όπως οι άλλες
παράμετροι, κυρίως ώς προς τη διείσδυση και το σχήμα του
κορδονιού.
2
I :Ρεύμα συγκόλλησης σε ampere.
2
Τα πιο κοινά ελαττώματα συγκόλλησης συνοψίζονται στην ΤΑΜΠ.8.
ΣΥΓΚΟΛΛΗΣΗ TIG (DC)
Η συγκόλληση TIG είναι μια διαδικασ ία συγκόλλη σης που
εκμεταλλεύεται τη θερμότητα που παράγεται από το ηλεκτρικό τόξο
που ενεργοποιείται και που διατηρείται ανάμεσα σε ένα άτηκτο
ηλεκτρόδιο (Βολφραμίου) και στο μέταλλο προς συγκόλληση. Το
ηλεκτρόδιο από Βολφράμιο στηρίζεται σε μια λάμπα κατάλληλη να του
μεταδόσει το ρεύμα συγκόλλησης και να προστατεύει το ίδιο το
ηλεκτρόδιο καθώς και το βύθισμα συγκόλλησης από την ατμοσφαιρική
οξείδωση μέσω ροής αδρανούς αερίου (συνήθως Αργόν: Ar 99,5%)
που εξέρχεται από το κεραμικό στόμιο (ΕΙΚ. M).
Για μια καλή συγκόλληση είναι αναγκαίο να χρησιμοποιείται η ακριβής
διάμετρος ηλεκτροδίου με το ακριβές ρεύμα, βλέπετε ταμπέλα
(TAΜΠ.6).
Η κανονική προεξοχή του ηλεκτροδίου από το κεραμικό στόμιο είναι 23mm και μπορεί να φτάσει έως 8mm για γωνειακές συγκολλήσεις.
Η συγκόλληση πραγματοποιείται μέσω τήξης των χειλών της
σύνδεσης. Για λεπτά πάχη κατάλληλα προετοιμασμένα (μέχρι 1mm
περ.) δεν χρειάζεται ύλη προσθήκης (ΕΙΚ. N).
Για μεγαλύτερα πάχη είναι απαραίτητες βέργες υλικού ίδιας σύνθεσης
με το βασικό υλικό και κατάλληλης διαμέτρου, με κατάλληλη
προετοιμασία των χειλών (ΕΙΚ. O). Είναι αναγκαίο, για καλό
αποτέλεσμα συγκόλλησης, τα κομμάτια υλικού να είναι απολύτως
καθαρά και χωρίς οξείδια, έλαια, γκράσα, διαλυτικά κλπ.
Εμπύρευμα LIFT:
Το εμ πύρ ευ μα το υ ηλε κτρ ικ ού τ όξ ου πρ αγ ματ οπ οι εί ται
απομακρύνοντας το ηλεκτρόδιο βολφραμίου από το μέταλλο προς
συγκόλληση. Ο τρόπος αυτός εμπυρεύματος προκαλεί λιγότερες
ηλεκτρο-ακτινοβολούμενες ενοχλήσεις και μειώνει στο ελάχιστο τις
ακαθαρσίες βολφραμίου και τη φθορά του ηλεκτροδίου.
Διαδικασία:
Ακουμπήστε την αιχμή του ηλεκτροδίου πάνω στο μέταλλο, με ελαφρά
πίεση. Σηκώστε κατά 2-3mm με λίγη καθυστέρηση, επιτυγχάνοντας
έτσι το εμπύρευμα του τόξου. Η συγκολλητική μηχανή αρχικά παράγει
ένα ΒΑΣΙΚΟ ρεύμα, μετά από μερικά δευτερόλετπα θα παράγει το
προσδιορισμένο ρεύμα συγκόλλησης.
Συγκόλληση TIG DC
Η συγκόλ ληση TIG DC είναι κατάλ ληλη γι α όλα τα είδη
ανθρακοχαλύβων χαμηλών και ισχυρών κραμάτων και όλα τα βαριά
μέταλλα όπως χαλκό, νικέλιο, τιτάνιο και κράματά τους.
Για τη συγκόλληση σε TIG DC με ηλεκτρόδιο στον πόλο (-)
χρησιμοποιείται γενικά το ηλεκτρόδιο με 2% Δημητρίου (γκρι λωρίδα).
Είναι αναγκαίο να λεπταίνετε αξονικά το ηλεκτρόδιο Βολφραμίου σε
τροχό λείανσης, βλέπετε ΕΙΚ. P, προσέχοντας η αιχμή να είναι
απόλυτα ομόκεντρη ώστε να αποφεύγετε εκτροπές στο τόξο. Είναι
σημαντικό να εκτελείτε τη λείανση κατά το μήκος του ηλεκτροδίου. Η
ενέργεια αυτή θα επαναλαμβάνεται περιοδικά σε συνάρτηση με τη
χρήση και τη φθορά του ηλεκτροδίου ή όταν το ίδιο κηλιδώθηκε
παρεμπιπτόντως, οξειδώθηκε ή δεν χρησιμοποιήθηκε σωστά.
ΣΥΓΚΟΛΛΗΣΗ ΜΕ ΕΠΕΝΔΕΔΥΜΕΝΟ ΗΛΕΚΤΡΟΔΙΟ MMA
Είναι αναγκαίο να αναφερθείτε στις ενδείξεις του κατασκευαστή πάνω
στη συσκευασία των ηλεκτροδίων που δείχνουν τη σωστή πολικότητα
του ηλεκτροδίου και το σχετικό βέλτιστο ρεύμα.
Το ρεύμα συγκόλλησης πρέπει να ρυθμίζεται σε συνάρτηση με τη
διάμετρο του χρησιμοποιούμενου ηλεκτροδίου και του είδους
σύνδεσης που θέλετε να εκτελέσετε (TAΜΠ. 7).
Παρατηρήστε ότι με μια συγκεκριμένη διάμετρο ηλεκτροδίου, υψηλές
τιμές ρεύματος θα χρησιμοποιούνται για οριζόντιες συγκολλήσεις, ενώ
για κάθ ετες ή ανά στ ροφες συγ κολλή σε ις θα πρ έπ ει ν α
χρησιμοποιηθούν χαμηλότερα ρεύματα.
Τα μηχανικά χαρακτηριστικά της συγκολλημένης σύνδεσης θα
καθορίζονται, εκτός από την επιλεγμένη ένταση ρεύματος, από άλλες
παραμέτρους συγκόλλησης όπως μήκος τόξου, ταχύτητα και θέση
εκτέλεσης, διάμετρο και ποιότητα των ηλεκτροδίων (για τη σωστή
συντήρησή τους κρατάτε τα ηλεκτρόδια μακρυά από υγρασία, μέσα σε
ειδικές συσκευασίες ή δοχεία).
Τα χαρακτηριστικά της συγκόλλησης εξαρτώνται και από την τιμή του
ARC-FORCE (δυναμική συμπεριφορά) της συγκολλητικής μηχανής.
Παρατηρήστε ότι υψηλές τιμές ARC-FORCE δίνουν μεγαλύτερη
διείσδυση και επιτρέπουν τη συγκόλληση σε οποιαδήποτε θέση
τυπικά με βασικά ηλεκτρόδια, χαμηλές τιμές ARC-FORCE επιτρέπουν
ένα πιο μαλακό τόξο και χωρίς πιτσιλιές τυπικά με ηλεκτρόδια
ρουτιλίου.
Η συγκολλητική μηχανή είναι επίσης εφοδιασμένη με συστήματα HOT
START και ANTI STICK που εγγυώνται εύκολα ξεκινήματα και
αποφεύγουν το κώλλημα του ηλεκτροδίου στο μέταλλο.
Διαδικασία
Κρατώντας τη μάσκα ΜΠΡΟΣΤΑ ΣΤΟ ΠΡΟΣΩΠΟ, τρίψτε την αιχμή
του ηλεκτροδίου στο μέταλλο προς συγκόλληση εκτελώντας μια
- 74 -
Page 75

κίνηση σαν να ανάβετε ένα σπίρτο. Αυτή είναι η πιο σωστή μέθοδος - Âå âáéù èåß ôå üôé ðáñá êïëï õèÞ óáôå ôç ó÷Ý óçïí ïìá óôéê Þò
για το εμπύρευμα του τόξου. дйЬллейшзт уе ресЯр фщуз ер Эмвбу зт фзт ие смпуф бфйкЮ т
ΠΡΟΣΟΧΗ: ΜΗΝ ΧΤΥΠΑΤΕ το ηλεκτρόδιο πάνω στο μέταλλο διότι р спу фбуЯбт бнбмЭнбф е фз цхуйкЮ шэоз фзт ухукехЮт,
μπορείτε να βλάψετε την επένδυση καθιστώντας δύσκολο το ерблзиеэубфе фз лейфпхсгйкьфзфб фпх бнемйуфЮсб.
εμπύρευμα του τόξου. - Ελέγξτε την τάση της γραμμής: αν η τιμή είναι υπερβολικά υψηλή ή
Μόλις ανάψει το τόξο, προσπαθήστε να διατηρήσετε μια απόσταση χαμηλή ο συγκολλητής παραμένει μπλοκαρισμένος.
από το μέταλλο ιση με τη διάμετρο του ηλεκτροδίου που - ЕлЭгобфе ьфй ден емцбнЯжефбй кЬрпйп всбчхкэклщмб кбфЬ фзн Эопдп
χρησιμοποιείτε και διατηρήστε αυτήν την απόσταση όσο το δυνατόν фзт ухукехЮт : у´бхфЮ фз ресЯрфщуз рспвеЯфе уфпн брпклейумь
πιο σταθερή κατά την εκτέλεση της συγκόλλησης. Θυμηθείτε ότι η фпх брсьпрфпх.
κλίση του ηλεκτροδίου στην κατεύθυνση προχωρήματος θα πρέπει να - Пй ухндЭуейт фпх кхклюмбфпт ухгкьллзузт Эчпхн гЯней ущуфЬ,
είναι περίπου 20-30 βαθμών (ΕΙΚ. Q). ейдйкЬ бн з лбвЯдб фпх кблщдЯпх мЬжбт еЯнбй рсЬгмбфй ухндедемЭнз
Στο τέλος του κορδονιού συγκόλλησης, φέρτε την άκρη του уфп кпммЬфй кбй чщ сЯт рбсемвплЮ мпнщфйкюн хлйкюн (р.ч.
ηλεκτροδίου ελαφρά προς τα πίσω σε σχέση με την κατεύθυνση ВеснЯкйб).
προχωρήματος, πάνω από τον κρατήρα ώστε να κάνετε το γέμισμα, - Фп бЭсйп фзт рспуфбуЯбт рпх чсзуймпрпйеЯфе еЯнбй ущуфь кбй уфз
και σηκώστε γρήγορα το ηλεκτρόδιο από το μεταλλικό λουτρό για να ущуфЮ рхуьфзфб. (A rgon 99.5%).
πετύχετε το σβήσιμο του τόξου (Οψεις κορδονιού συγκόλλησης -
ΕΙΚ. R).
7. ΣΥΝΤΗΡΗΣΗ
_________________________________________________________________________________
ΠΡΟΣΟΧΗ! ΠΡΙΝ ΕΚΤΕΛΕΣΕΤΕ ΤΙΣ ΕΝΕΡΓΕΙΕΣ
ΣΥΝΤΗΡΗΣΗΣ, ΒΕΒΑΙΩΘΕΙΤΕ ΟΤΙ Ο ΣΥΓΚΟΛΛΗΤΗΣ ΕΙΝΑΙ
ΣΒΗ ΣΤΟΣ ΚΑ Ι ΑΠΟΣΥ ΝΔΕΔΕ ΜΝΕΟΣ ΑΠΟ ΤΟ ΔΙΚΤ ΥΟ
ΤΡΟΦΟΔΟΣΙΑΣ.
_________________________________________________________________________________
ΤΑΚΤΙΚΗ ΣΥΝΤΗΡΗΣΗ
ΟΙ ΕΝΕ ΡΓΕΙΕΣ ΤΑΚΤΙΚΗΣ ΣΥΝΤΗ ΡΗΣΗ Σ ΜΠΟΡ ΟΥΝ ΝΑ
ΕΚΤΕΛΕΣΤΟΥΝ ΑΠΟ ΤΟ ΧΕΙΡΙΣΤΗ.
Λάμπα
- Μην ακουμπάτε τη λάμπα και το καλώδιο της σε θερμά κομμάτια.
Αυτό θα μπορούσε να προκαλέσει την τήξη των μονωτικών υλικών
θέτοντας γρήγορα τη συσκευή εκτός λειτορυγίας.
- Ελέγχετε περιοδικά το κράτημα της σωλήνωσης και των
συνδέσεων αερίου.
- Σε κάθε αντικατάσταση του πηνίου σύρματος φυσήξτε με ξηρό
πεπιεσμένο αέρα (max 5bar) στο σπιράλ και ελέγξτε την
ακεραιότητά του.
- ΕλέγχΕτε, τουλάχιστον μια φορά την ημέρα, τη φθορά και το σωστό
μοντάρισμα των τερματικών τμημάτων της λάμπας: ακροφύσιο,
σωληναράκι επαφής, διανομέα αερίου.
Τροφοδότη σύρματος
- Ελέγχετε συχνά τη φθορά των κυλίνδρων τροφοδοσίας, αφαιρείτε
περιοδικά τη μεταλλική σκόνη που συγκεντρώθηκε στην περιοχή
έλξης (κύλινδροι και σπιράλ εισόδου και εξόδου).
ΕΚΤΑΚΤΗ ΣΥΝΤΗΡΗΣΗ
ΟΙ ΕΝΕ ΡΓ ΕΙ ΕΣ ΕΚΤΑ ΚΤ ΗΣ ΣΥΝ ΤΗ ΡΗ ΣΗ Σ ΠΡ ΕΠΕΙ ΝΑ
Ε Κ Τ ΕΛ ΟΥ Ν ΤΑΙ ΑΠ ΟΚ ΛΕ Ι Σ Τ Ι ΚΑ Α ΠΟ Π ΡΟ ΣΩ Π Ι Κ Ο
ΠΕΠΕΙΡΑΜΕΝΟ Η ΕΚΠΑΙΔΕΥΜΕΝΟ ΣΤΟΝ ΗΛΕΚΤΡΟ-ΜΗΧΑΝΙΚΟ
ΤΟΜΕΑ.
_________________________________________________________________________________
ΠΡΟΣΟΧΗ! ΠΡΙΝ ΑΦΑΙΡΕΣΕΤΕ ΤΙΣ ΠΛΑΚΕΣ ΤΟΥ
ΣΥ ΓΚΟΛ ΛΗ ΤΗ ΚΑΙ ΕΠΕ ΜΒΕΤΕ ΣΤΟ ΕΣΩ ΤΕ ΡΙ ΚΟ ΤΗ Σ,
ΒΕΒΑΙΩΘΕΙΤΕ ΟΤΙ Ο ΣΥΓΚΟΛΛΗΤΗΣ ΕΙΝΑΙ ΣΒΗΣΤΟΣ ΚΑΙ
ΑΠΟΣΥΝΔΕΔΕΜΕΝΟΣ ΑΠΟ ΤΟ ΔΙΚΤΥΟ ΤΡΟΦΟΔΟΣΙΑΣ.
_________________________________________________________________________________
Ενδεχόμενοι έλεγχοι με ηλεκτρική τάση στο εσωτερικό
του συγκολλητή μπορούν να προκαλέσουν σοβαρή
ηλεκτροπληξία από άμεση επαφή με μέρη υπό τάση
και/ή τραύματα οφειλόμενα σε άμεση επαφή με όργανα
σε κίνηση.
- Περιοδικά και οποσδήποτε με συχνότητα, ανάλογα με τη
χρήση και την ποσότητα σκόνης του περιβάλλοντος,
ανιχνεύστε το εσωτερικό του συγκολλητή και αφαιρέστε τη
σκόν η που συγκεντρώθη κε στο μετασχηματιστή,
αντίσταση και ανορθωτή με ξηρό πεπιεσμένο αέρα. (μέχρι
10bar).
- Μη κατευθύνετε τον πεπιεσμένο αέρα στις ηλεκτρονικές
πλακέτες. Καθαρίστε τες με μια πολύ απαλή βούρτσα ή
κατάλληλα διαλυτικά.
- Mε την ευκαιρία ελέγχετε ότι οι ηλεκτρικές συνδέσεις είναι
σφαλισμένες και τα καμπλαρίσματα δεν παρουσιάζουν
βλάβες στη μόνωση.
- Στο τέλος αυτών των ενεργειών ξανατοποθετήστε τις
πλάκες του συγκολλητή σφαλίζοντας μέχρι το τέρμα τις
βίδες στερέωσης.
- Α ποφ εύγ ετε α πολύτ ως ν α ε κτε λεί τε εν έρ γ ει ε ς
συγκόλλησης με ανοιχτό συγκολλητή.
8. ШБОЙМП ВЛБВЗУ
УЕ РЕ СЙ РФЩ УЗ Е НД ЕЧ ПМЕ НЗ У БНЙК БН ПРП ЙЗ ФЙ КЗУ
ЛЕЙФПХСГЙБУ ФЗУ МЗЧБНЗУ, КБЙ РСЙН НБ КБНЕФЕ РЙП
УХУФЗМБФЙКП ЕЛЕГЧП З РСЙН НБ БРЕХИХНИЗФЕ УЕ ЕНБ
ДЙКП МБУ КЕНФСП ЕОХРЗСЕФЗУЗУ ЕЛЕГЧЕФЕ БН:
- Фп сеэмб ухгкьллзузт, схимйумЭнп мЭущ еньт рпфенуйпмЭфспх ме
бнбцпсЬ фзн клЯмбкб дйбвбимйумЭнз уе бмрЭс, еЯнбй кбфЬллзлп гйб
фз дйЬмефсп кбй фпн фэрп фпх чсзуймпрпйпэменпх злекфспдЯпх.
- Ме фп генйкь дйбкьрфз уе «ПН» з учефйкЮ лЬмрб еЯнбй бнбммЭнз· уе
бнфЯиефз ресЯрфщуз з влЬвз ухнЮищт всЯукефбй уфз гсбммЮ
фспцпдьфзузт сеэмбфпт (кблюдйб, рсЯжб кбй / Ю цЯуб, буцЬлейет,
клр.).
- Фп кЯфсйнп LED рпх узмбЯней фзн ерЭмвбуз фзт иесмйкЮт буцЬлейбт
эрес Ю хрь-фЬуз З всбчхкхклюмбфпт ден еЯнбй бнбммЭнп.
- 75 -
Page 76

FIG. A
1
2
3
9
FUSE T A
10
4
5
6
TAB. 1
TAB. 2
8
7
DATI TECNICI SALDATRICE - WELDING MACHINE TECHNICAL DATA
Kg
2
I max
2
200A
200A
230V
T20A
T32A
230V
32A
32A
mm
25
25
Kg
23
23
DATI TECNICI TORCIA MIG - MIG TORCH TECHNICAL DATA
VOLTAGE CLASS: 113V
I max (A)
150
180
200
230
X (%)
60%
60%
60%
60%
ArCO /Ar
2
CO
2
ArCO /Ar
2
CO
2
Ømm
STEEL: 0,6÷1
AL: 0,8÷1
INOX: 0,8
BRAZING: 0,8
11
TAB. 3
DATI TECNICI TORCIA TIG - TIG TORCH TECHNICAL DATA
VOLTAGE CLASS: 113V
I max (A) X (%)
180
35
- 76 -
Argon
Ømm
1÷2.4
Page 77

TAB. 4
DATI TECNICI PINZA PORTAELETTRODO - ELCTRODE HOLDER TECHNICAL DATA
VOLTAGE CLASS: 113V
2
I max (A)
X (%)
Ømm
Ømm
FIG. B
250
60
3.15÷4
25
6
1
7
8
2
3
4
5
GAS / NO GAS
GAS
9
NO GAS
10
- 77 -
Page 78

FIG. C
1 2 3 4 4a 4b 4c 4d 4e 5 687
14a 14b 14c 14d 14e 14f 14g 14h 14i
14
FIG. D
A B
FIG. E
13
9101112
1
2
3
8
1
- MASK
2
- FILTER
3
- HANDGRIP
1
- MASCHERA
2
- FILTRO
3
- IMPUGNATURA
1
- MASQUE
2
- FILTRE
3
- POIGNÉE
1
- MASKE
2
- FILTER
3
- HANDGRIFF
1
- MASCARA
2
- FILTRO
3
- EMPUÑADURA
FIG. F
- 78 -
Page 79

FIG. G
1
Ø 200mm
a
2
a
Ø0.8
0.
8
Ø0.6
0.
6
b c
Ø 300mm
b
3
4
a
- 79 -
b
Page 80

FIG. H
FIG. I
FIG. L
A
SALDATURA IN PIANO
HORIZONTAL WELDING
5 - 15°
5 6
8 9
1
10
B
SALDATURA IN PIANO-FRONTALE
FRONTAL HORIZONTAL WELDING
5 - 15°
11
3 4 7
12 13
SALDATURA IN VERTICALE
VERTICAL WELDING
2
C
5°
4
-
20
MOVIMENTO TORCIA
TORCH MOVEMENT
a
x
a
90°
IN DISCENDENTE
DOWNWARDS
IN ASCENDENTE
UPWARDS
DIREZIONE SALDATURA
WELDING DIRECTION
- 80 -
Page 81

FIG. M
TORCIA
TORCHE
TORCH
BRENNER
SOPLETE
- L'ARGON, GAS INERTE, PROTEGGE IL BAGNO DI FUSIONE DALL'OSSIDAZIONE ATMOSFERICA.
- L'ARGON GAZ INERTE, PROTÈGE LE BAIN DE FUSION DE L'OXYDATION ATMOSPHÉRIQUE.
- THE ARGON, INERT GAS, PROTECTS THE WELDING PUDDLE FROM OXIDATION.
- DAS INERTGAS ARGON SCHÜTZT DAS SCHMELZBAD VOR DER ATMOSPHÄRISCHEN OXIDATION.
- EL ARGON, GAS INERTE, PROTEGE EL BAÑO DE FUSION DE LA OXIDACION ATMOSFERICA.
1
2
4
6
5
3
1 - EVENTUALE BACCHETTA D'APPORTO -
BAGUETTE D'APPORT ÉVENTUELLE F I LL E R R O D I F N E E DE D -
BED ARFSW EISE EI NGESE TZTER
S C H W E I S S S T A B M I T
ZUSATZWERKSTOF F - EVENTUAL
VARILLA DE APORTE.
2 - UGELLO - TUYÈRE - NOZZLE - DÜSE -
BOQUILLA.
3 - GAS - GAZ - GAS - GAS - GAS.
4 - CORRENTE - COURANT - CURRENT -
STROM - CORRIENTE.
5 - PEZZO DA SALDARE - PIÈCE À SOUDER
- PIECE TO BE WELDED - WERKSTÜCK
- PIEZA A SOLDAR.
6 - E LE TT RO DO - É LE CT RO DE -
E LE CT RO DE - E L EKT RO D E ELECTRODO.
FIG. N FIG. O
- Preparazione dei lembi rivoltati da saldare senza materiale d’apporto.
- Préparation des bords relevés pour soudage sans matériau d'apport.
- Preparation of the folded edges for welding without weld material.
- Herrichtung der gerichteten Kanten, die ohne Zusatzwerkstoff
geschweißt werden.
- Preparación de los extremos rebordeados a soldar sin material de
aporte.
- Preparazione dei lembi xper giunti di testa da saldare con materiale
d’apporto.
- Préparation des bords pour joints de tête pour soudage avec matériau
d'apport.
- Preparation of the edges for butt weld joints to be welded with weld material.
- Herrichtung der Kanten für Stumpfstöße, die mit Zusatzwerkstoff
geschweißt werden.
- Preparación de los extremos para juntas de cabeza a soldar con material de
aporte.
FIG. P
TIG DC
CORRETTO
CORRECT
COURANT
EXACT
CORRECTO
CORRENTE SCARSA
INSUFFICIENT CURRENT
COURANT INSUFFISIANT
ZU WENIG STROM
CORRIENTE ESCASA
CORRENTE ECCESIVA
EXCESSIVE CURRENT
COURANT EXCESSIF
ZU VIEL STROM
CORRIENTE EXCESIVA
FIG. Q
60-90°
60°
3mm
- CONTROLLO DELLA PUNTA DELL’ELETTRODO
- CHECK OF THE ELECTRODE TIP
- CONTROLE DE LA POINTE DE L’ÉLECTRODE
- KONTROLLE DER ELEKTRODENSPITZE
- CONTROL DE LA PUNTA DEL ELECTRODO
L= Ø IN CORRENTE CONTINUA
IN DIRECT CURRENT
EN COURANT CONTINU
BEI GLEICHSTROM
EN CORRIENTE CONTINUA
- 81 -
Page 82

FIG. R
TAB. 5
TAB. 6
AVANZAMENTO TROPPO LENTO
AVANCEMENT TROP FAIBLE
ADVANCEMENT TOO SLOW
ZU LANGASAMES ARBEITEN
AVANCE DEMASIADO VELOZ
AVANZAMENTO TROPPO VELOCE
AVANCEMENT EXCESSIF
ADVANCEMENT TOO FAST
ZU SCHNELLES ARBEITEN
AVANCE DEMASIADO LENTO
VALORI ORIENTATIVI CORRENTI DI SALDATURA MIG/MAG (A) /
DATI ORIENTATIVI PER SALDATURA - SUGGESTED VALUES FOR WELDING
ARCO TROPPO CORTO
ARC TROP COURT
ARC TOO SHORT
ZU KURZER BOGEN
ARCO DEMASIADO CORTO
ARCO TROPPO LUNGO
ARC TROP LONG
ARC TOO LONG
ZU LANGER BOGEN
ARCO DEMASIADO LARGO
CORRENTE TROPPO BASSA
COURANT TROP FAIBLE
CURRENT TOO LOW
ZU GERINGER STROM
CORRIENTE DEMASIADO BAJA
CORRENTE TROPPO ALTA
COURANT TROP ELEVE
CURRENT TOO HIGH
ZU VIEL STROM
CORRIENTE DEMASIADO ALTA
CORDONE CORRETTO
CORDON CORRECT
CURRENT CORRECT
RICHTIG
CORDON CORRECTO
INDICATIVE VALUES FOR WELDING CURRENT MIG/MAG (A)
TAB. 7
VALORI ORIENTATIVI Ø ELETTRODO - CORRENTE DI SALDATURA /
INDICATIVE VALUES Ø ELECTRODE WELDING CURRENT
- 82 -
Page 83

- 83 -
Page 84

The manufacturer guarantees proper operation of the machines and undertakes to replace free of charge any parts should they be damaged due to poor quality of materials or
manufacturing defects within 12 months of the date of commissioning of the machine, when proven by certification. Returned machines, also under guarantee, should be dispatched
CARRIAGE PAID and will be returned CARRIAGE FORWARD. This with the exception of, as decreed, machines considered as consumer goods according to European directive
1999/44/EC, only when sold in member states of the EU. The guarantee certificate is only valid when accompanied by an official receipt or delivery note. Problems arising from improper use,
tampering or negligence are excluded from the guarantee. Furthermore, the manufacturer declines any liability for all direct or indirect damages.
La ditta costruttrice si rende garante del buon funzionamento delle macchine e si impegna ad effettuare gratuitamente la sostituzione dei pezzi che si deteriorassero per cattiva qualità di
materiale e per difetti di costruzione entro 12 mesi dalla data di messa in funzione della macchina, comprovata sul certificato. Le macchine rese, anche se in garanzia, dovranno essere
spedite in PORTO FRANCO e verranno restituite in PORTO ASSEGNATO. Fanno eccezione, a quanto stabilito, le macchine che rientrano come beni di consumo secondo la direttiva
europea 1999/44/CE, solo se vendute negli stati membri della EU. Il certificato di garanzia ha validità solo se accompagnato da scontrino fiscale o bolla di consegna. Gli inconvenienti
derivati da cattiva utilizzazione, manomissione o incuria, sono esclusi dalla garanzia. Inoltre si declina ogni responsabilità per tutti i danni diretti ed indiretti.
Le fabricant garantit le fonctionnement correct des machines et s'engage à remplacer gratuitement les composants endommagés à la suite d'une mauvaise qualité de matériel ou d'un
défaut de fabrication durant une période de 12 mois à compter de la mise en service de la machine attestée par le certificat. Les machines rendues, même sous garantie, doivent être
expédiées en PORT FRANC et seront renvoyées en PORT DÛ. Font exception à cette règle les machines considérées comme biens de consommation selon la directive européenne
1999/44/CE et vendues aux états membres de l'EU uniquement. Le certificat de garantie n'est valable que s'il est accompagné de la preuve d'achat ou du bulletin de livraison. Tous les
inconvénients dus à une utilisation incorrecte, une manipulation ou une négligence sont exclus de la garantie. La société décline en outre toute responsabilité pour tous les dommages
directs ou indirects.
Der Hersteller übernimmt die Gewährleistung für den einwandfreien Betrieb der Maschinen und verpflichtet sich, solche Teile kostenlos zu ersetzen, die aufgrund schlechter
Materialqualität und von Herstellungsfehlern innerhalb von 12 Monaten ab der Inbetriebnahme schadhaft werden. Als Nachweis der Inbetriebnahme gilt der Garantieschein. Werden
Maschinen zurückgesendet, muß dies - auch im Rahmen der Gewährleistung - FRACHTFREI geschehen. Sie werden anschließend per FRACHTNACHNACHNAME wieder
zurückgesendet. Von den Regelungen ausgenommen sind Maschinen, die nach der Europäischen Richtlinie 1999/44/EG unter die Verbrauchsgüter fallen, und nur dann, wenn sie in einem
Mitgliedstaat der EU verkauft worden sind. Der Garantieschein ist nur gültig, wenn ihm der Kassenbon oder der Lieferschein beiliegt. Unsere Gewährleistung bezieht sich nicht auf Schäden
aufgrund fehlerhafter oder nachlässiger Behandlung oder aufgrund von Fremdeinwirkung. Außerdem wird jede Haftung für direkte und indirekte Schäden ausgeschlossen.
La empresa fabricante garantiza el buen funcionamiento de las máquinas y se compromete a efectuar gratuitamente la sustitución de las piezas que se deterioren por mala calidad del
material y por defectos de fabricación en los 12 meses posteriores a la fecha de puesta en funcionamiento de la máquina, comprobada en el certificado. Las máquinas entregadas, incluso
en garantía, deberán ser enviadas a PORTE PAGADO y se devolverán a PORTE DEBIDO. Son excepción, según cuanto establecido, las máquinas que se consideran bienes de consumo
según la directiva europea 1999/44/CE sólo si han sido vendidas en los estados miembros de la UE. El certificado de garantía tiene validez sólo si está acompañado de resguardo fiscal o
albarán de entrega. Los problemas derivados de una mala utilización, modificación o negligencia están excluidos de la garantía. Además, se declina cualquier responsabilidad por todos los
daños directos e indirectos.
A empresa fabricante torna-se garante do bom funcionamento das máquinas e compromete-se a efectuar gratuitamente a substituição das peças que porventura se deteriorarem devido à
má qualidade de material e por defeitos de fabricação no prazo de 12 meses da data de entrada da máquina em funcionamento, comprovada no certificado. As máquinas devolvidas,
mesmo se em garantia, deverão ser despachadas em PORTO FRANCO e serão devolvidas com FRETE A PAGAR. São excepção, a quanto estabelecido, as máquinas que são
consideradas como bens de consumo segundo a directiva europeia 1999/44/CE, somente se vendidas nos estados-membros da EU. O certificado de garantia tem validade somente se
acompanhado pela nota fiscal ou conhecimento de entrega. Os inconvenientes decorrentes de utilização imprópria, adulteração ou descuido, são excluídos da garantia. Para além disso, o
fabricante exime-se de qualquer responsabilidade para todos os danos directos e indirectos.
De fabrikant is garant voor de goede werking van de machines en verplicht er zich toe gratis de vervanging uit te voeren van de stukken die afslijten omwille van de slechte kwaliteit van het
materiaal en omwille van fabricagefouten, binnen de 12 maanden vanaf de datum van in bedrijfstelling van de machine, bevestigd op het certificaat. De geretourneerde machines, ook al zijn
ze in garantie, moeten PORTVRIJ verzonden worden en zullen op KOSTEN BESTEMMELING teruggestuurd worden. Hierop maken een uitzondering de machines die vallen onder de
verbruiksartikelen overeenkomstig de Europese richtlijn, 1999/44/EG, alleen indien ze verkocht zijn in de lidstaten van de EU. Het garantiecertificaat is alleen geldig indien het vergezeld is
van de fiscale reçu of van het ontvangstbewijs. De inconveniënten te wijten aan een slecht gebruik, schendingen of nalatigheid zijn uitgesloten uit de garantie. Bovendien wijst men alle
verantwoordelijkheid af voor alle rechtstreekse en onrechtstreekse schade.
Producenten stiller garanti for, at maskinerne fungerer ordentligt, og forpligter sig til vederlagsfrit at udskifte de dele, der måtte fremvise defekter på grund af ringe materialekvalitet eller
fabrikationsfejl i løbet af de første 12 måneder efter maskinens idriftsættelsesdato, der fremgår af beviset. Selvom de returnerede maskiner er i garanti, skal de sendes FRANKO FRAGT,
mens de tilbageleveres PR. EFTERKRAV. Dette gælder dog ikke for de maskiner, der i henhold til Direktivet 1999/44/EØF udgør forbrugsgoder, men kun på betingelse af at de sælges i EUlandene. Garantibeviset er kun gyldigt, hvis der vedlægges en kassebon eller fragtpapirer. Garantien dækker ikke for forstyrrelser, der skyldes forkert anvendelse, manipulering eller
skødesløshed. Producenten fralægger sig desuden ethvert ansvar for alle direkte og indirekte skader.
Valmistusyritys takaa koneiden hyvän toimivuuden sekä huolehtii huonolaatuisen materiaalin ja rakennusvirheiden takia huonontuneiden osien vaihdosta ilmaiseksi 12 kuukauden sisällä
koneen käyttöönottopäivästä, mikä ilmenee sertifikaatista. Palautettavat koneet, myös takuussa olevat, on lähetettävä LÄHETTÄJÄN KUSTANNUKSELLA ja ne palautetaan
VASTAANOTTAJAN KUSTANNUKSELLA. Poikkeuksen muodostavat koneet, jotka asetuksissa kuuluvat kulutushyödykkeisiin eurooppalaisen direktiivin 1999/44/EC mukaan vain, jos ne
myydään EU:n jäsen maisssa. Takuutodistus on voimassa vain, jos siihen on liitetty verotuskuitti tai todistus tavaran toimituksesta. Takuu ei kata väärinkäytöstä, vaurioittamisesta tai
huolimattomuudesta johtuvia haittoja. Lisäksi yritys kieltäytyy ottamasta vastuuta kaikista välittömistä tai välillisistä vaurioista.
Tilverkeren garanterer maskinens korrekte funksjon og forplikter seg å utføre gratis bytte av deler som blir ødelagt på grunn av en dårlig kvalitet i materialer eller konstruksjonsfeil som
oppstår innen 12 måneder fra maskinens igangsetting, i overensstemmelse med sertifikatet. Maskiner som sendes tilbake, også i løpet av garantiperioden, skal skikkes FRAKTFRITT och
skal sendes tilbake MED BETALNING AV MOTTAKEREN, unntatt maskinene som tilhører forbrukningsvarer ifølge europadirektiv 1999/44/EC, kun hvis de selges i en av EUs
medlemsstater. Garantisertifikatet er gyldig kun sammen med kvittering eller leveringsblankett. Feil som oppstår på grunn av galt bruk, manipulering eller slurv, er utelukket fra garantin.
Dessuten frasier seg selskapet alt ansvar for alle direkte og indirekte skader.
Tillverkaren garanterar att maskinerna fungerar bra och åtar sig att kostnadsfritt byta ut delar som går sönder p.g.a. dålig materialkvalitet och defekter inom 12 månader efter idriftsättningen
av maskinen, som ska styrkas av intyg. De maskiner som lämnas tillbaka, även om de täcks av garantin, måste skickas FRAKTFRITT, och kommer att skickas tillbaka PÅ MOTTAGARENS
BEKOSTNAD. Ett undantag från detta utgörs av de maskiner som räknas som konsumtionsvaror enligt EU-direktiv 1999/44/EG, och då enbar t om de har sålts till något av EU:s
medlemsländer. Garantisedeln är bara giltig tillsammans med kvitto eller leveranssedel. Problem som beror på felaktig användning, åverkan eller vårdslöshet täcks inte av garantin.
Tillverkaren frånsäger sig även allt ansvar för direkt och indirekt skada.
Η κατασκευαστική εταιρία εγγυάται την καλή λειτουργία των μηχανών και δεσμεύεται να εκτελέσει δωρεάν την αντικατάσταση τμημάτων σε περίπτωση φθοράς τους εξαιτίας κακής
ποιότητας υλικού ή ελαττωμάτων κατασκευής, εντός 12 μηνών από την ημερομηνία θέσης σε λειτουργίας του μηχανήματος επιβεβαιωμένη από το πιστοποιητικό. Τα μηχανήματα που
επιστρέφονται, ακόμα και αν είναι σε εγγύηση, θα στέλνονται ΧΩΡΙΣ ΕΠΙΒΑΡΥΝΣΗ και θα επιστρέφονται με έξοδα ΠΛΗΡΩΤΕΑ ΣΤΟΝ ΠΡΟΟΡΙΣΜΟ. Εξαιρούνται από τα οριζόμενα τα
μηχανήματα που αποτελούν καταναλωτικά αγαθά σύμφωνα με την ευρωπαϊκή οδηγία 1999/44/EC μόνο αν πωλούνται σε κράτη μέλη της ΕΕ. Το πιστοποιητικό εγγύησης ισχύει μόνο αν
συνοδεύεται από επίσημη απόδειξη πληρωμής ή απόδειξη παραλαβής. Ενδεχόμενα προβλήματα οφειλόμενα σε κακή χρήση, παραποίηση ή αμέλεια, αποκλείονται απο την εγγύηση.
Απορρίπτεται, επίσης, κάθε ευθύνη για οποιαδήποτε βλάβη άμεση ή έμμεση.
GB CERTIFICATE OF GUARANTEE E CERTIFICADO DE GARANTIA SF TAKUUTODISTUS
I CERTIFICATO DI GARANZIA P CERTIFICADO DE GARANTIA N GARANTIBEVIS
F CERTIFICAT DE GARANTIE NL GARANTIEBEWIJS S GARANTISEDEL
D GARANTIEKARTE DK GARANTIBEVIS GR PISTOPOIHTIKO EGGUHSHS
MOD. / MONT /
МОД./ ŰRLAP / MUDEL / МОДЕЛ / Št / Br.
............................................................................................................
NR. / ARIQMČ. НОМЕР:
/ È. / /
............................................................................................................
GB Sales company (Name and Signature)
I Ditta rivenditrice (Timbro e Firma)
F Revendeur (Chachet et Signature)
D Händler (Stempel und Unterschrift)
E Vendedor (Nombre y sello)
P Revendedor (Carimbo e Assinatura)
NL Verkoper (Stempel en naam)
DK Forhandler (stempel og underskrift)
SF Jälleenmyyjä (Leima ja Allekirjoitus)
N Forhandler (Stempel og underskrift)
S Återförsäljare (Stämpel och Underskrift)
GR Katavsthma pwvlhshõ (Sfragivda kai upografhv)
( GB ) GUARANTEE
( I ) GARANZIA
( F ) GARANTIE
( D ) GEWÄHRLEISTUNG
( E ) GARANTÍA
( P ) GARANTIA
( NL ) GARANTIE
( DK ) GARANTI
( SF ) TAKUU
( N ) GARANTI
( S ) GARANTI
( GR ) ΕΓΓΥΗΣΗ
GB Date of buying -
E Fecha de compra - P Data de compra - NL Datum van aankoop - DK Købsdato
SF Ostopäivämäärä N Innkjøpsdato - S Inköpsdatum - GR .
I Data di acquisto - F Date d'achat - D Kauftdatum
Hmeromhniva agoravõ
.........................................................................................................................
..............
The product is in compliance with: O produto è conforme as:
Il prodotto è conforme a:
Le produit est conforme aux
Die maschine entspricht: At produktet er i overensstemmelse med:
Het produkt overeenkomstig de Att produkten är i överensstämmelse med:
El producto es conforme as: Фп рспъьнеЯнбй кбфбукехбумЭнп уэмцщнб ме фз:
DIRECTIVE - DIRETTIVA - DIRECTIVE - RICHTLINIE - RICHTLIJN -
DIRECTIVA - DIRECTIVA - DIREKTIV - DIREKTIIVI - DIREKTIV -
DIREKTIV - КБФЕХИХНФЗСЙБ ПДЗГЙБ
DIRECTIVE - DIRETTIVA - DIRECTIVE - RICHTLINIE - RICHTLIJN -
DIRECTIVA - DIRECTIVA - DIREKTIV - DIREKTIIVI - DIREKTIV -
LVD 2006/95/EC + Amdt
STANDARD
EN 60974-1 + Amdt.
At produktet er i overensstemmelse med:
Että laite mallia on yhdenmukainen direktiivissä:
DIREKTIV - КБФЕХИХНФЗСЙБ ПДЗГЙБ
EMC 2004/108/EC + Amdt
STANDARD
EN 60974-10 + Amdt.
- 84 -
 Loading...
Loading...