


MODEL TK-300U SERIES
TWO THREAD DOUBLE CHAINSTITCH HEAVY
DUTY MACHINE
INSTRUCTION MANUAL &
PARTS BOOK
I.
•
ErA<•H@
~ -
'
r
TA KING INDUSTRIAL CO., LTD

CONTENTS
INSTALLATION .............................................................................................................3
LUBRICATION.................................................................................................................4
OPERAOR INFORMATION .........................................................................................4-7
ADJUSTMENTS................................................................................................................7-14
INDEX
INSTALLATION .............................................................................................................3
LUBRICATION ...............................................................................................................4
ARM SHAFT ....................................................................................................................4
BED SHAFT .....................................................................................................................4
OTHER POINTS .............................................................................................................4
SPEED ...............................................................................................................................5
NEEDLES .........................................................................................................................5
SETTING ..........................................................................................................................5
THREADING ...................................................................................................................6
UPPER ..............................................................................................................................6
LOWER ............................................................................................................................6
PRESSER FOOT. PRESSURE .......................................................................................7
TENSION ..........................................................................................................................7
PRESSER BAR. HEIGHT ..............................................................................................8
STITCH LENGTH ..........................................................................................................8
FEED BAR. HEIGHT .....................................................................................................9
FEED DOG. CENTRALIZING ......................................................................................9
HEIGHT ...........................................................................................................................9
LENGTHWISE SETTING .............................................................................................9
SIDEWISE SETTING .....................................................................................................9
TIMING ..........................................................................................................................10
LOOP DEFLECTOR .....................................................................................................10
NEEDLE BAR. POSITION ..........................................................................................10
LOOPER. POSITIONING ............................................................................................11
LENGTHWISE SEETING ...........................................................................................11
SIDEWISE SETTING ...................................................................................................11
NEEDLE BAR. HEIGHT .............................................................................................11
TIMING ..........................................................................................................................12
NEEDLE GUARD .........................................................................................................12
SPREADER. POSITIONING.........................................................................................13
LENGTHWISE SETTING ...........................................................................................13
SIDEWISE AND HEIGHT SETTING .........................................................................13
T AKE-UP. ADJUSTMENT ...........................................................................................14
LOOPER THREAD .......................................................................................................14
NEEDLE THREAD .......................................................................................................14
RELEASER ....................................................................................................................14
1
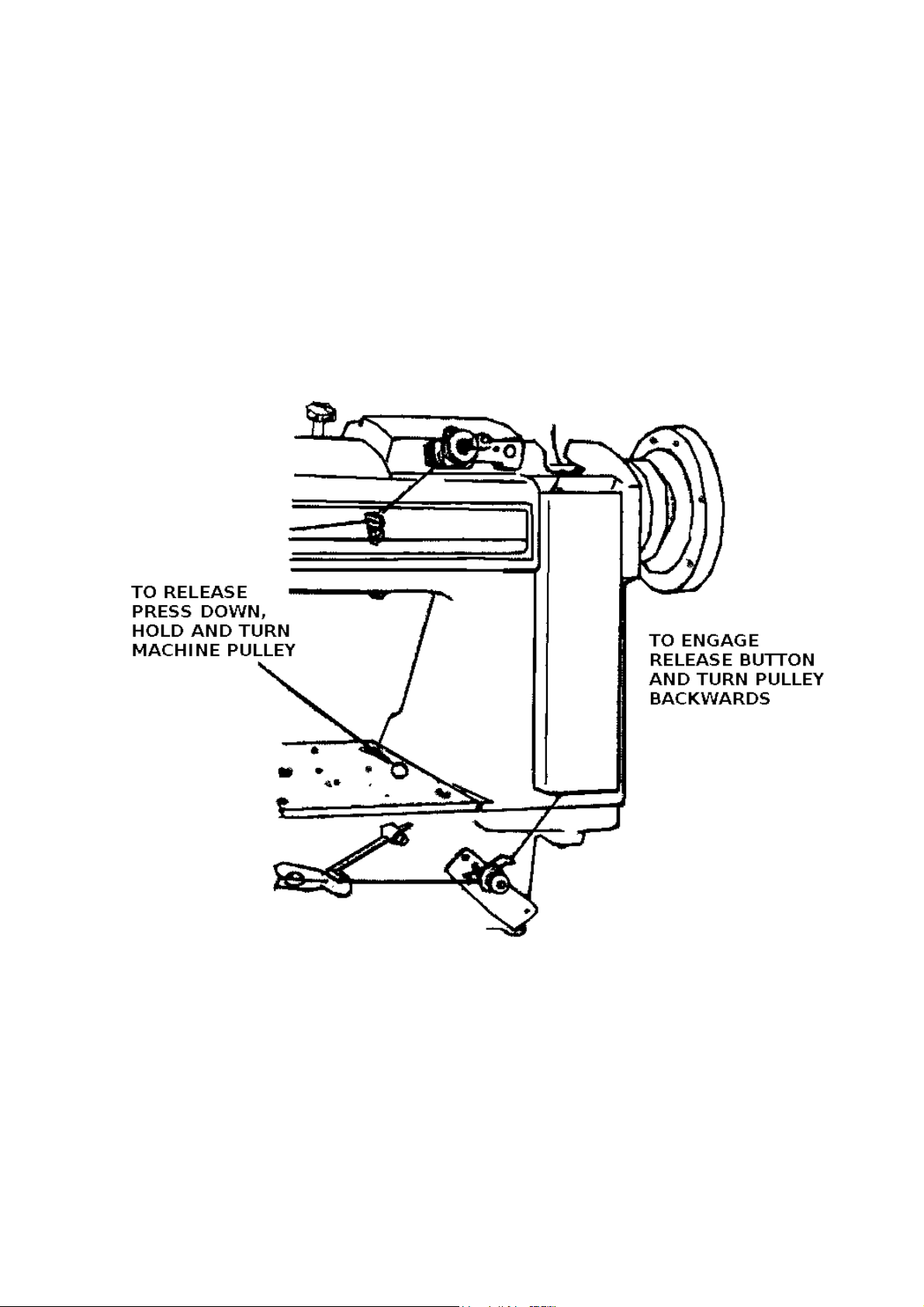
INTRUCTIONS FOR USING
ANTI-REVERSING MECHAINISM
ON MACHINES OF CLASSE 300U
Machine 300U1C, are equipped with an ANTI-REVERSING device.
To release the device, depress button located on right side of bed plate, hold
down and turn machine pulley either forward or backward.
To engage the device, release button and turn machine pulley toward rear of
machine until device “snaps” into place.
TO
RELEASE
PRESS
HOLD
MACHINE
DOWN,
AND
PULLEY
TURN
TO
ENGAGE
RELEASE BUTTON
AND
TURN
BACKWARDS
PULLEY
•
• •
EQUALIZING THE FEEDING MOVEMENT OF THE NEEDLE FEED AND DROP FEED ON
MACHINES OF CLASSE 300U
<l.
The needle feed and drop feed should not only be timed to move
simultaneously, but should also move the same distance during feeding. If the drop
feed moves a greater or less distance than the needle feed, depress the stitch length
button and turn the machine pulley, as required, to cause the drop feed movement to
equal the needle feed movement. The stitch length of both feeds can then be reset
simultaneously, as described on page 8.
2
HANGERS
OIL
PAN
FOOT
LEVER
LIFTER
OIL
PAN
Fig.
3
Fig.2
(
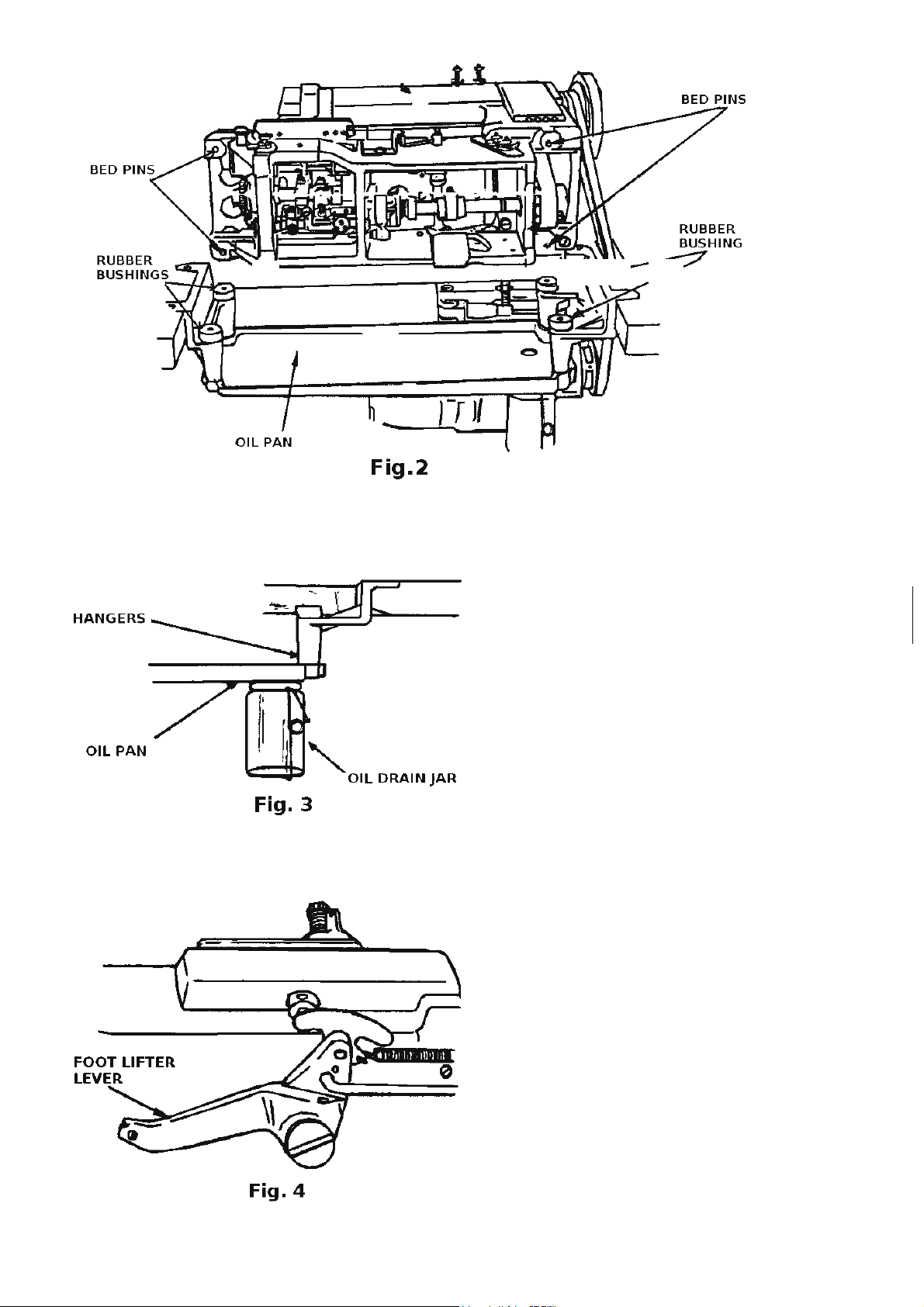
INSTALLATION
Assemble oil pan to hangers.
Insert assembled oil pan into
machine cut-out of table pacing four
rubber bushings in hanger holes as
shown in Fig. 2. Attach oil drain jar
to oil pan as shown in Fig. 3.
Place machine on oil pa
assembly with the four bed pins
passing through the four rubber
bushings shown in Fig. 2.
Connect foot lifter treadle to
foot lifter lever, Fig.4, at back of
machine by chain furnished for this
0
purpose.
Fig.
4
3
LUBRICATION
Machines of class 300U have a
semi-automatic lubricating system
comprising a hollow arm shaft and a
hollow bed shaft which act as oil
reservoirs. The oil is distributed to all of
the principal bearings by centrifugal force
through small jets in the shafts when the
machine is in operation. Provision is also
made of hand lubricating other movable
parts which are not lubricated from the
reservoirs.
Do not use additives in sewing
machine oil as they may cause a reduction
in the normal flow of oil that can result in
damage to the machine.
BEFORE STARTING machine, the
machine must be oiled as instructed.
Failure to do this will result in damage to
the machine.
Pressure Oil Can, furnished with the
machine, is to be used to oil all points
requiring lubrication.
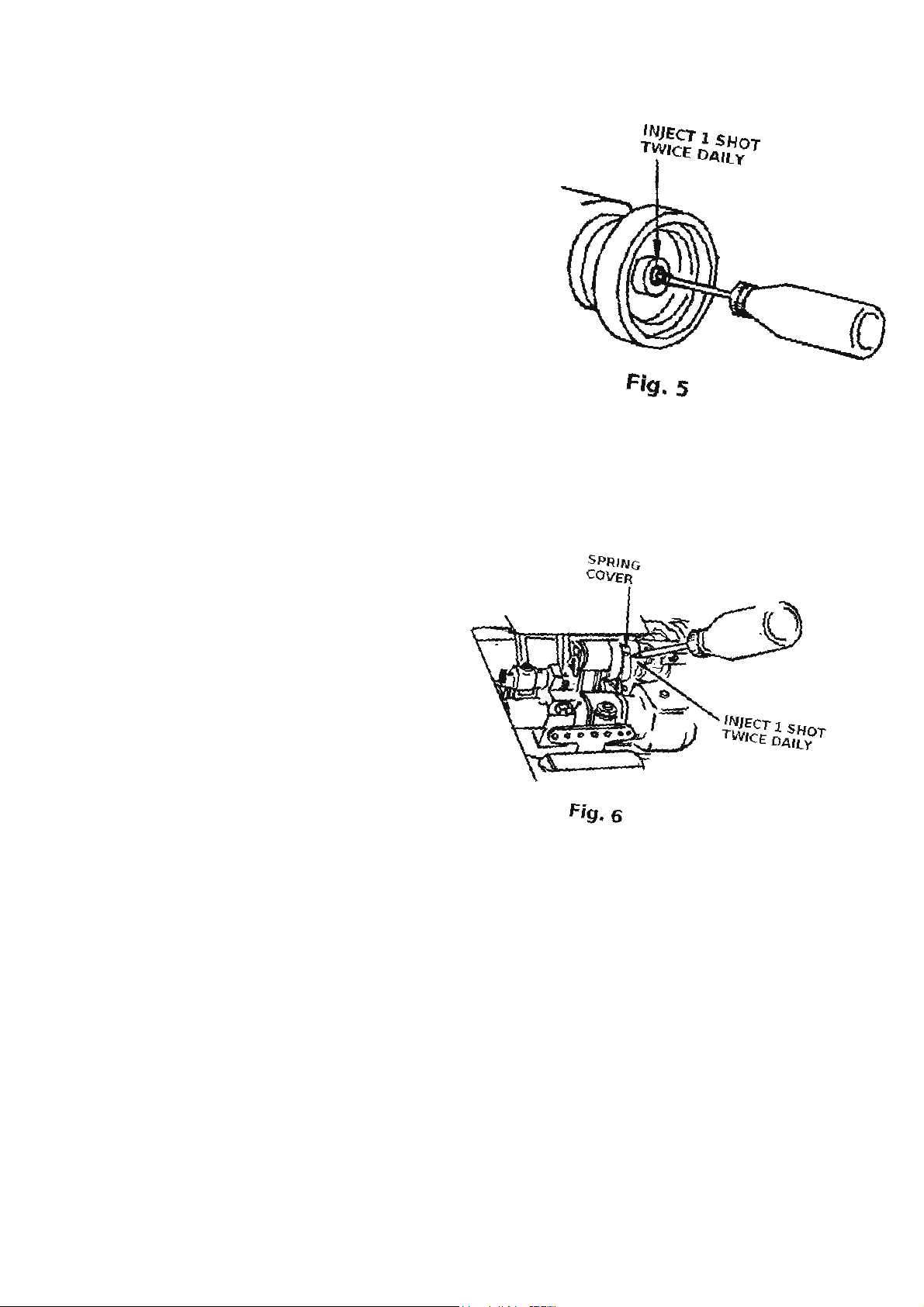
TO OIL ARM SHAFT
To fill arm shaft reservoir, insert
spout of pressure oil can in hole, Fig.5,
and inject 1 shot of oil into shaft twice
daily.
TO OIL BED SHAFT
To fill bed shaft reservoir, push
spring cover, Fig. 6 , to the lef t, insert spout
of pressure oil can into hole and inject 1
shoe of oil into shaft twice daily. Close oil
hole spring cover.
NOTE: Bed shaft may also be oiled
from right hand end of machine.
OTHER OILING POINGS
Apply oil to all work plate and arm
oil holes, needle bar bearings and
connections, needle bar rock frame
bearings, looper rocker sleeve and
presser lifting mechanism.
CAUTION: For machines in
continuous use, all oiling points
must be oiled daily, Occasionally oil
tension release mechanism and looper
pull-out rack.
CO
Fig
S
PRIN
. 6
INJECT l SHOT
TWICE
Fig. 5
G
VER
DAIL
Y
4
For heavier weight material, needle
Catalog 4112 (62x59) may also be used. In
this cause, the needle bar must be adjust
as instructed on page 10.
The size of the needle to be used is
determined by the size of the thread which
LOOSEN
SCREW
MOVE
HIGHEST
SCARF
TOWARD
MOVE
TO
HIGNEST
TO
POINT--~~--
OF
NEEDLE
LEFT
POINT
LOOSEN
SCREWS
must pass freely through the eye of the
needle.
Orders for needles should specify
quantity required, size number and catalog
number.
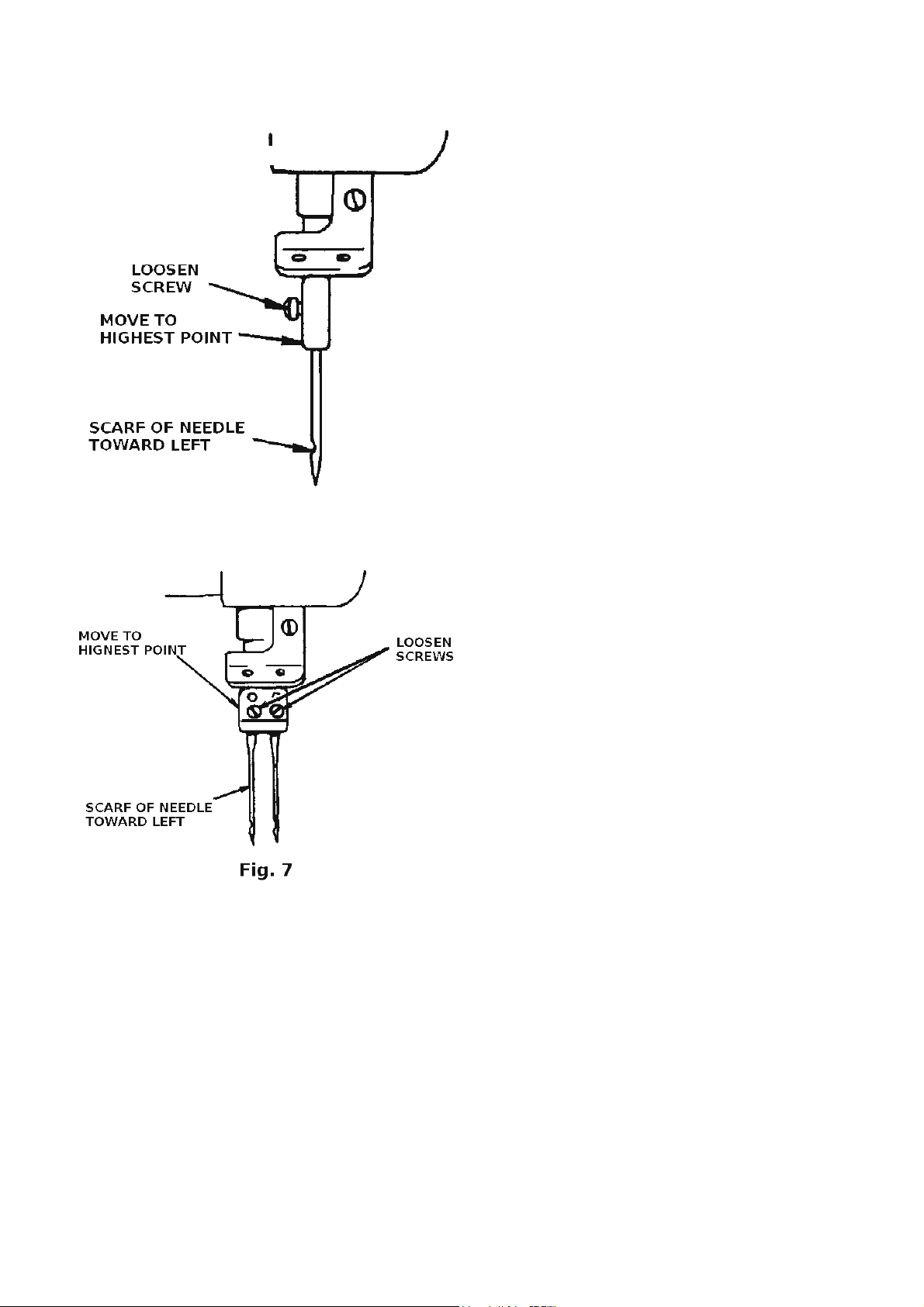
To Set The Needle
Turn machine pulley over toward the
operator until the needle bar is at its
highest point, as shown in Fig. 7.
Loosen needle set screw on single
needle machines or needle clamping
screws on multiple needle machines, as
shown in Fig. 7.
SCARF
TOWARD
OF
LEFT
NEEDLE
Fig.
7
Insert needle into needle bar or
clamp as far as it will go making certain
that the scarf of each needle faces toward
the left, as shown in Fig. 7.
THREAD
Either left twist or right twist thread
may be used in the needles and loopers.
Rough or uneven thread, or thread
which passes through the needle eye with
difficulty will interfere with successful
operation of the machine.
5
THREADING THE MACHINE
Upper Threading
Turn machine pulley over toward operator until needle bar is at its highest point.
Pass thread from unwinder through threading points indicated in Fig. 8. See
insert, Fig.8 for correct threading of needle.
Draw approximately two inches of thread through needle eye with which to start
sewing.
Single and multiple needle machines are all threaded as shown in Fig. 8. Make
certain that each thread passes through thread tension device.
Machines of Class 300U having Alternating Pressers are equipped with a thread
lubricator on front of the arm. The needle thread must pass though the lubricator.
Fig.
8
LOOPER
RACK R
THROW
OD
·OU
T
Lower Threading
Open front table section, remove bed
slide and turn machine pulley over toward
operator until needle bar is at its highest
point.
Move loopers out of sewing position
by pulling looper throw-out gear locking
plunger rod and looper throw-out rack rod,
Fig. 8, out as far as possible. This will place
loopers in position for easier threading and
prevent accidental operation of machine
until loopers are returned to sewing
position.
Threading The Loopers
Pass thread form unwinder through
threading points as indicated. Draw
approximately two inches of thread
through looper eye with which to start
sewing.
6
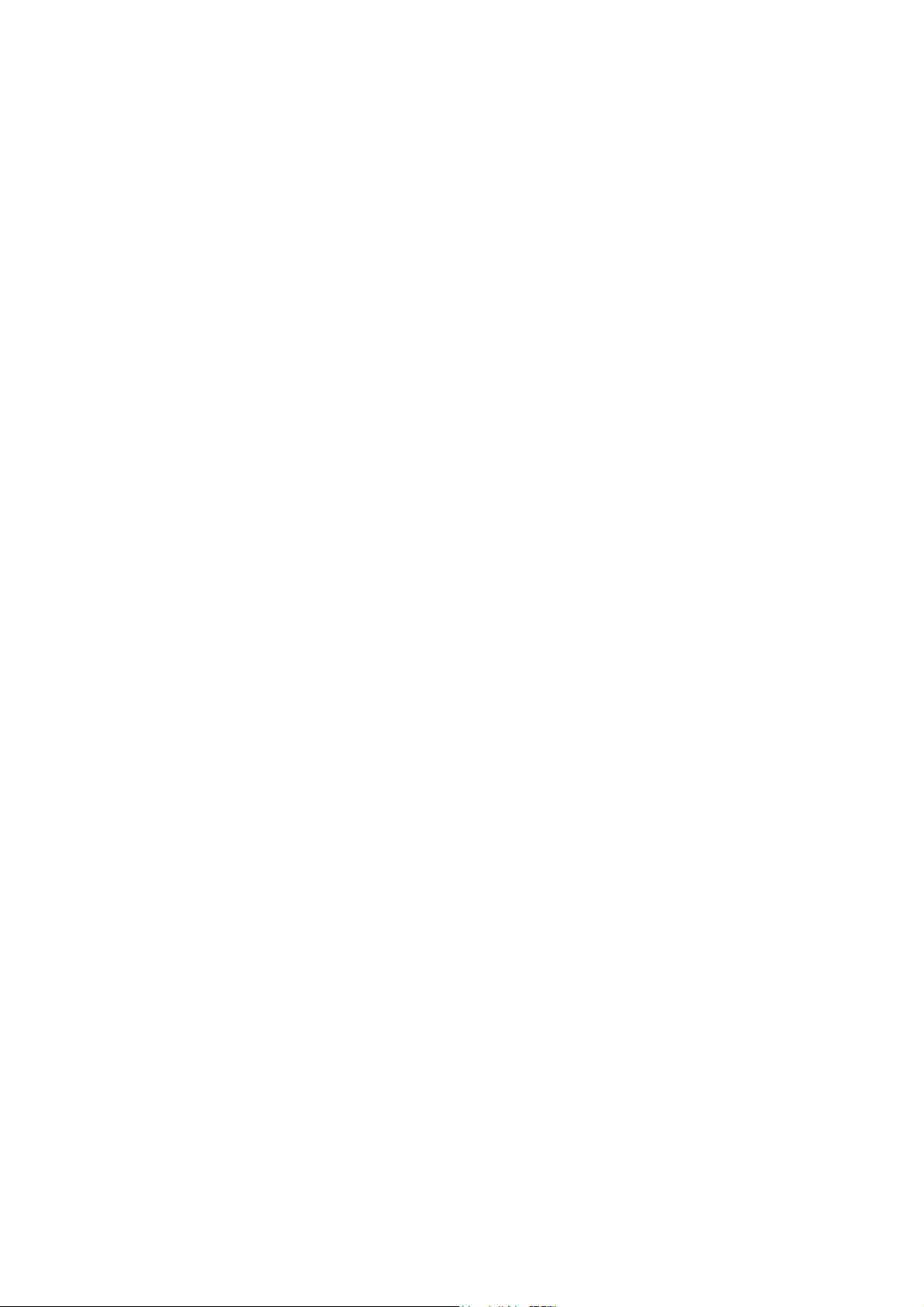
NEEDLE
THREADS
TENSION
Tension on thread should be light as
possible while still sufficient to set the
stitch correctly in material.
Fig.
MOREA
TENSION.-:.--
Fig.
9
10
LESS
TENSION
LOOPER
THREADS
7
~
Needle Thread Tension
To regulate needle thread tension,
turn thumb screw, indicated in Fig. 9, as
may be required.
IMPORTANT: Regulate needle
thread tension only when presser foot is
down.
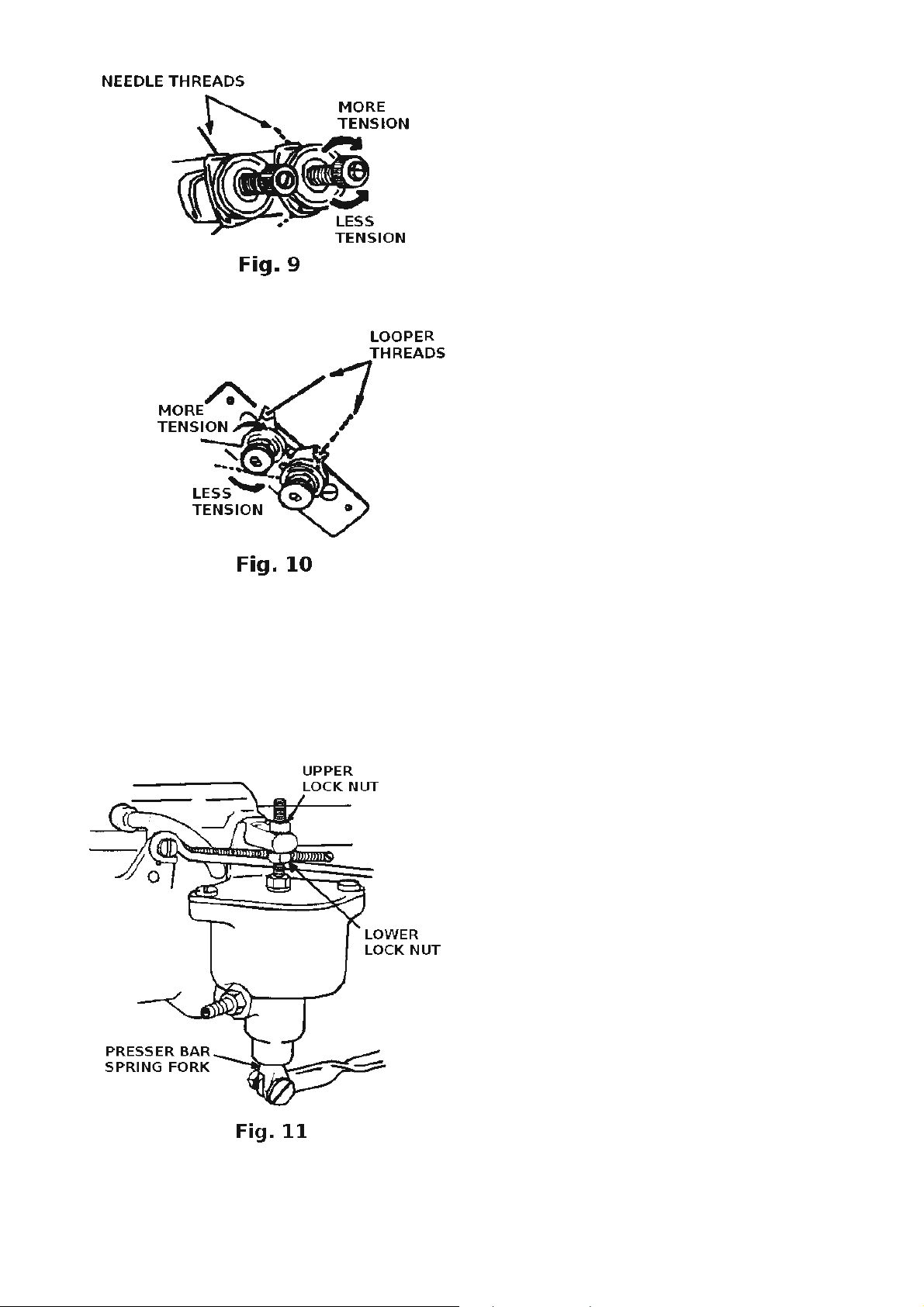
Looper Thread Tension
To regulate looper thread tension,
turn thumb screws, as indicated in Fig. 10,
as may be required.
PRESSER BAR
SPRING
FORK
Fig.
11
LOWER
LOCK
NUT
Altemating Presser with
Penumatic Pressure Control:
Adjust height of Pressure Cylinder
with presser feet resting on throat plate.
There should be a clearance of 6.4mm
between the Presser Bar Spring Fork and
the bottom of the cylinder. To raise
cylinder, loosen lower lock nut and tighten
upper lock nut, see Fig. 11. To lower
cylinder , lossen upper lock nut and tighten
lower lock nut. When correct adjustment is
attained,k tighten both lock nuts.
Resulate air pressure. The correct air
pressure is set for average feeding when
the Presser bar spring For rises to
approximately 1.9mm from the bottom of
the cylinder.
7
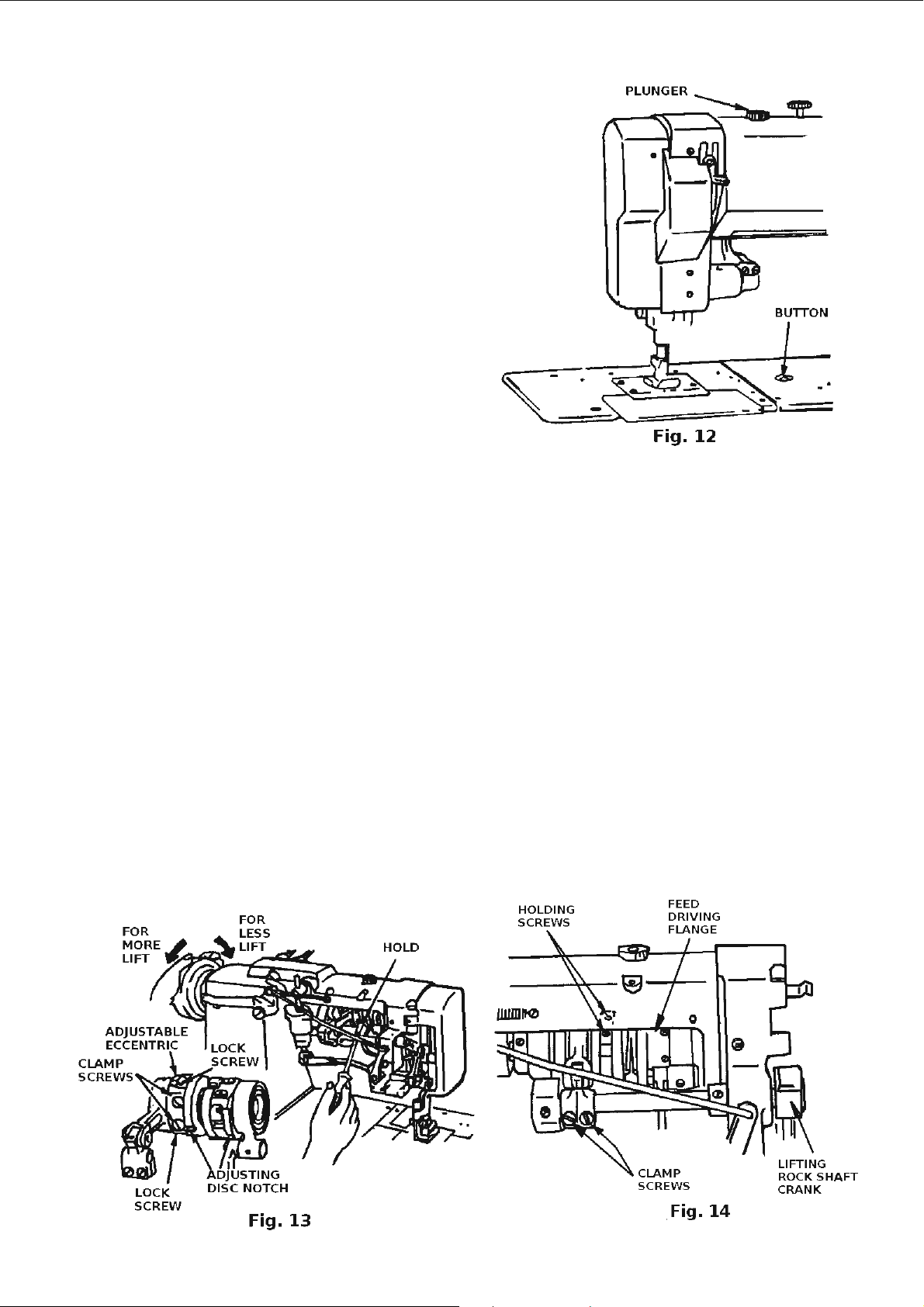
STITCH LENGTH
To adjust the stitch length, depress
plunger, Fig. 12, located on top of arm.
Continue to hold plunger down and turn
machine pulley toward operator until
plunger enters notch in arm shaft
eccentric. Then turn plunger to lock in
position. Depress button, Fig 12, located
on machine bed. Hold down, and turn
machine pulley toward operator to
increase length of stitch, or away from
operator to decrease length of stitch, letter
“A’ on machine pulley indicates the
longest stitch. When desired length,
indicated by letter, is opposite arrow on
front of machine, release button and turn
plunger to right or left until it springs
outward.
Machines with Alternating Pressers
The lift of the vibrating and lifting
pressers is controlled by an adjustable
eccentric. To adjust, remove arm cover at
rear of machine. Turn machine pulley over
toward operator until feeding presser is
down. Loosen the two lock screws, Fig. 13,
and the two clamp screws. Insert screw
driver into notch of adjusting disc, and
turn machine pulley as indicated in Fig. 13.
Then tighten the two clamp screws and
the two lock screws.
When it is desirable to have either
one of the pressers lift higher than the
other, turn machine pulley over toward
operator until the lifting presser is at its
highest position. Loosen the two clamp
screws, Fig.14, and turn lifting rock shaft
crank up or down until desired lift of each
presser is attained. Then tighten the two
clamp screws
FOR
L
OCK
SC
REW
Fig.
13
Fig.
12
CAUTION: Limit lift of
pressers to minimum required for the
work, as this permits higher speeds.
The vibrating presser should be
timed so that under normal sewing
conditions, the presser foot will seat
on the material at approximately the
same time the needle enters material.
This timing can be advanced or
retarded slightly depending on the
type of operation being performed,
such as sewing over seams. T o adjust,
loosen two holding screws, Fig. 14,
not more than one half turn. Then turn
the adjustable eccentric, Fig. 13, until
the vibrating presser seats at the
correct time. Securely tighten the two
holding screws after adjustment is
made.
HOLDING
SCREWS
C
LAMP
SCREWS
,
Fig.14
8
 Loading...
Loading...