

Page 1
MIDAS 1220 XL
COMBINATION LATHE/MILL/DRILL
OPERATOR’S MANUAL
Updated August, 2008
170 Aprill Dr., Ann Arbor, MI, USA 48103
Toll Free 1-800-476-4849
www.smithy.com
Page 2

© 2008 Smithy Co. All rights reserved (Revision 1).
170 Aprill Dr., Ann Arbor, Michigan, USA 48103
Toll Free Hotline: 1-800-476-4849
Fax: 1-800-431-8892
International: 734-913-6700
International Fax: 734-913-6663
All images shown are from Midas 1220 XL machine.
All rights reserved. No part of this manual may be reproduced or transmitted in any form
by any means, electronic, mechanical, photocopying, recording, or otherwise,
without prior written permission of Smithy Co. For information on getting permission for
reprints and excerpts, comments, or suggestions, contact info@smithy.com
While every precaution has been taken in the preparation of this manual, Smithy Co. shall not
have any liability to any person or entity with respect to any loss or damage caused or
alleged to be caused directly or indirectly by the instructions contained in this manual.
Please see section on warranty and safety precautions before operating the machine.
Printed and bound in the United States of America.
Page 3

Table of Contents
Inventory Check List . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .i-iv
Chapter 1: Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1
Chapter 2: Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1
Chapter 3: Knowing Your Machine . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-1
Chapter 4: Caring For Your Machine . . . . . . . . . . . . . . . . . . . . . . . . .4-1
Chapter 5: Basic Parts of the MI-1220 XL . . . . . . . . . . . . . . . . . .5-1
Chapter 6: Uncrating and Setting Up the MI-1220 XL
Moving the machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-1
Uncrating and Positioning the machine . . . . . . . . . . . . . . . . . . . . . .6-1
Millhead . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-2
Tailstock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-2
Three Jaw Chuck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-2
Selecting Location . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-4
Cleaning and Lubricating the MI-1220 LTD . . . . . . . . . . . . . . . . . . . .6-4
Oiling the Headstock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-5
Oiling the Ways . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-5
Oiling the Carraige . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-5
Oiling the Tailstock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-6
Oiling the Apron . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-6
Oiling the Leadscrew . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-7
Oiling the Compound Angle Toolpost . . . . . . . . . . . . . . . . . .6-7
Setting Up Your MI-1220 XL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-8
Setting Lathe and Mill Speeds . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-8
Adjusting Belt Tension . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-9
Adjusting Gibs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-10
Reducing Backlash . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-11
Crossfeed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-11
Longfeed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-12
Running in the MI-1220 XL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-12
Chapter 7: Turning
Turing Speeds . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-2
Gear Ratios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-3
Page 4

Chapter 8: Metalcutting Theory
Tool Sharpness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-2
Heat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-3
Chapter 9: Grinding Cutter Bits for Lathe Tools
High Speed Steel Cutters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9-1
Materials Other than Steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9-3
Bits for Turning and Machining Brass . . . . . . . . . . . . . . . . . . . . . . . .9-4
Special Chip Craters and Chipbreakers . . . . . . . . . . . . . . . . . . . . . . .9-4
Using a Center Gauge to Check V-Thread Forms . . . . . . . . . . . . . .9-4
Acme or Other Special Threads . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9-5
Carbide-Tipped Cutters and Cutter Forms . . . . . . . . . . . . . . . . . . . . .9-5
Chapter 10: Setting Up Lathe Tools
Cutting Tool Height . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10-1
Turning Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10-1
Threading Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10-2
Cutoff, Thread Cutting and Facing Tools . . . . . . . . . . . . . . . . . . . . .10-3
Boring and Inside Threading Tools . . . . . . . . . . . . . . . . . . . . . . . . .10-3
Chapter 11: Setting Up with Centers, Collets and Chucks
Centering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-1
Centering a Round and Rectangular Steels . . . . . . . . . . . . . . . . . .11-2
Mounting Work between Centers . . . . . . . . . . . . . . . . . . . . . . . . . .11-4
Using a Clamp Dog . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-4
Setting Up Work on Mandrel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-6
Steady Rest and Follow Rest . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-6
Setting Up Work in a Chuck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-8
Mounting Work in a Four-Jaw Independent
Lathe Chuck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-8
Mouting Work in a Three-Jaw Universal Chuck . . . . . .11-10
Collet and Collet Attachements . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-11
Toolpost Grinders . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-12
Chapter 12: Lathe Turning
Rough Turning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-1
Finish Turning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-2
Turning to Shapes
Machining Square Corners . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-3
Taper Turning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-4
Boring a Tapered Hole
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12-6
12-2
Page 5

Chapter 13: Lathe Facing and Knurling
Facing Across the Clutch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-1
Knurling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-2
Chapter 14: Changing Gears . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14-1
Chapter 15: Cutting Screw Threads
Threading Terms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15-1
Cutting Right Hand Threads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15-3
Cutting Left Hand Threads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15-4
Cutting Multiple Threads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15-4
What Not To Do When Cutting Threads . . . . . . . . . . . . . . . . . . . . .15-5
Finishing Off a Threaded End . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15-5
Cutting Threads on a Taper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15-5
Chapter 16: Lathe Drilling and Boring
Reaming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16-1
Boring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16-2
Cutting Internal Threads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16-4
Cutting Special Form Internal Threads . . . . . . . . . . . . . . . . . . . . . .16-5
Chapter 17: Cutting Off or Parting with a Lathe . . . . . . . . .17-1
Chapter 18: Milling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18-1
Chapter 19: Workholding
Mounting to the Table . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19-1
Using a Vise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19-1
Dividing Heads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19-2
Rotary Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19-2
Chapter 20: Holding Milling Cutters
Arbors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20-1
Collets and Holders . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20-1
Adaptors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20-2
Chapter 21: Milling Cutters
End Mill Cutters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21-1
Plain Milling Cutters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21-3
Side Milling Cutters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21-3
Page 6
Page 7

Inventory Check List
It is a good idea to take inventory of the parts of your machine soon after it is unpacked.
By doing so, you can quickly determine if any parts are missing. In addition, should you
find it necessary to return the machine to Smithy for any reason, the inventory will ensure
that all the parts you received have been returned. It is also good to take a look at the
inventory before you operate the machine so that you can be familiar with the names of
all the parts of your Smithy machine.
q Dead Center, MT3
Item #: 41-003
Quantity 1
q Dead Center, MT4
q Allen Wrench, 4mm
Item #: C30540
Quantity 1
rench, 5mm
q Al
len W
Item #: C30542
Quantity 1
q Dri
Item #: 41-004
Quantity 1
ll chuck, 1/2”
Item #: 72-001
Quantity 1
q Al
q Al
len Wrench, 6mm
Item #: C30537
Quantity 1
len Wrench, 8mm
Item #: C30536
Quantity 1
q Wrench, 14 mm
Item #: 81-500
Quantity 1
q Arbor
, JT33-MT3
ang)
(No T
Item #: C30523
Quantity 1
q Drift, MT2
Item #: C30558
y 1
Quanti
t
q Gear, 32 Teeth
Item #: C30145
Quantity 2
q Gear, 33 Teeth
Item #: C30146
Quantity 1
eeth
q Gear
q Gear
, 39 T
Item #: C30148
Quantity 1
eeth
, 40 T
Item #: C30149
Quantity 1
Or V
isit www
.smithy.com
i
Page 8

Midas 1220 XL Operator’s Manual
q G
ear, 42 Teeth
Item #: C30150
Quantity 1
q Gear, 45 Teeth
Item #: C30156
Quantity 1
q Gear, 48 Teeth
Item #: C30151
Quantity 1
q Gear, 49 Teeth
Item #: C30152
Quantity 1
q Gear, 50 Teeth
Item #: C30153
Quantity 1
q Gear, 56 T
Item #: C30157
Quantity 1
q Gear, 60 T
Item #: C30159
Quantity 1
eeth
eeth
q G
ear, 63 Teeth
Item #: C30160
Quantity 1
q Jaws (3), 5”
Item #: 9-10
Quantity 1 set of 3
q Key, Lathe Chuck
Item #: C30532
Quantity 1
q K
ey, Drill Chuck
Item #: C30533
Quantity 1
q Open End Wrench,
8/10mm
Item #: C30539
Quantity 1
q Open End W
17/19mm
Item #: C30535
Quanti
rench,
ty 1
q Gear, 70 Teeth
Item #: C30202
Quantity 1
Gears on the machine:
q Gear, 27 Teeth
Item #: C30143
Quanti
ty 2
q Gear, 30 Teeth
Item #: C30144
Quantity 1
q Gear, 60 Teeth
Item #: C30159
Quanti
ii
ty 1
q Adapter Precision
End Mill
Item #: 65-010
Quantity 1
q End Mill Single
4 FHS
Item #: 50-402
Quantity 1
For Assistance: Call Toll Free 1-800-476-4849
S 3/8 1/4”
Page 9

Inventory Checklist
q E
nd Mill Single
4 FHSS 3/8 3/8”
Item #: 50-406
Quantity 1
q End Mill Single
4 FHSS 3/8 1/4”
Item #: 50-410
Quantity 1
q T-Slot Nut, 7/16”
Item #: 35-105
Quantity 2
q W
asher,
Anti-Back Lash Shim
Item #: 82-050
Quantity 3
q Vise, Bracket Bolt
3/8 x 1-1/4”
Item #: 36-610
Quantity 2
q Plug, Drill Chuck Arbor
Item #: S12898
Quantity 1
q Air Mask
Item #: 15-020
Quantity 1
q Goggles
Item #: 15-015
Quantity 1
q Ear Plug
Item #: 15-025
Quantity 1
,
wbar
q Dr
a
3/8 x 16 x 14”
Item #: 75-A
Quantity 1
q Nut, 3/8 16
Item #: 7-6
Quantity 1
q Vise, 0-90 Degrees
Adjustable Angle 3-1/4” Jaw
Item #: 32-110
Quantity 1
q Carbide Bit Set
Item #: 43-000
Quantity 1
q Machine Tool
asics (DVD)
B
Item #: 12-004
Quantity 1
q Cutting Fluid/ Tapping
Item #: 49-101
Quanti
ty 1
q Washer,
Flat 5/16”
Item #: 7-8
y 1
Quanti
t
Or V
isit www
.smithy.com
iii
Page 10

Midas 1220 XL Operator’s Manual
q O
perator’s Manual
Item #: 83-949
Quantity 1
q 5
” 3 Jaw Chuck
Part # C30532
Quantity 1
q Manual Cover
Item #: 83-942
Quantity 1
q Oil Can
Part # 80-100
Quantity 1
q Compound
Angle Toolpost
Part # 45-110
Quantity 1
Missing Items?
If you find that an item is missing or defective from your Quick Start Tool Pack
Call Us TOLL FREE 1-800-476-4849
or send an e-mail to info@smithy.com
within 30 days of receiving your machine so that we may assist you immediately.
Our sales and service technicians are available 8am to 5pm ET, Mondays to Fridays.
iv
For Assistance: Call Toll Free 1-800-476-4849
Page 11
Chapter 1
Introduction
Congratulations on purchasing a Smithy Midas 1220 XL lathe-mill-drill. We are pleased
you chose Smithy to fulfil your machining needs.
The purpose of this manual is to give the machinist, beginniner or advanced, the
information he needs to operate the Smithy Midas 1220 XL. It will teach you about the
machine's parts and how to care for them. In fact, education is our primary goal. We'll
explain how to grind cutters, set up lathe tools, hold workpieces, and do all basic
machining operations.
Please read this operator's manual carefully. If you don't understand how your machine
works, you may damage it, your project, or yourself. If you want to learn more about
machining practices, Smi
experience. We also suggest using your local library as a resource. Enrolling in a
machining class will give you the best knowledge of machining.
If you have any questions not covered in this operator's manual, please call Smithy Co.
ained technicians wi
Our tr
can reach them by dialing 1-800-476-4849 Monday through Friday, 8:00 am to 5:00 pm
Eastern time.
thy offers books that meet the needs of machinists at all level of
ll help you with any machining problems you may have. You
We are always interested in your suggestions to improve our products and services. Feel
free to contact us by phone or in writing. If you have comments about this operator's
manual, or if you have a project you'd like to share with other Smithy owners, contact the
Communications Dir
We look forward to a long working relationship with you. And thank you again for putting
your trust in Smithy.
ector
thy Co
, Smi
., PO B
ox 1517, Ann Arbor, MI48106-1517.
Customer Information
This manual should remain with your Smithy machine. If ownership changes, please
include the owner's manual with the machine.
Model # ________________________________________
Serial #_________________________________________
(on the back of the lathe bed)
Purchase date ___________________________________
Delivery date ____________________________________
Sales Technician__________________________________
Or V
isit www
.smithy.com
1-1
Page 12

Chapter 2
Safety
Your workshop is only as safe as you make it. Take responsibility for the safety of all who
use or visit it. This list of rules is by no means complete, and remembers that common
sense is a must.
1. Know your machine. Read this manual thoroughly before attempting to operate your
lathe-mill-drill. Don't try to do more than you or your machine can handle. Understand
the hazards of operating a machine tool. In particular, remember never to change speeds
or setups until the machine is completely stopped, and never to operate it without first
rolling up your sleeves or tying them at your wrists.
2. Ground the machine. The Midas 1220 XL has a three conductor cord and a three
pronged gr
grounding the machine.
3. Remove all adjusting keys and wrenches from the machine before operating. A chuck
key or misplaced Allen wrench can be a safety hazard.
ounding type receptacle. Never connect the power supply without properly
4. Keep your work area clean and organized. Cluttered work areas and benches invite
accidents. Have a place for everything and put everything in its place.
5. Keep children away from the machine while it is in use. Childproof your shop with
padlocks, master switches, and starter keys, or store the machine where children do not
have access to it.
6. Wear appropriate clothing. Avoid loose fitting clothes, gloves, neckties, or jewellery
that could get caught in moving parts. If you have long hair, tie it up or otherwise keep
it out of the machine.
y glasses, goggles, or a face shield at all times. Use glasses designed for
7. Use saf
machinery operation; regular glasses will not do. Have extras for visitors. Know when to
wear a face mask and earplugs, as well.
8. Check for damaged parts. Make sure the machine will run properly before operating it.
9. Disconnect the machine before servicing and when changing accessories. Shut power
off before making changes, removing debris, or measuring your work. Don't reach over
the machine when i
10. Avoid accidental starts. Turn the switch to Off before plugging in the machine.
et
t's oper
ating. K
ou hands out of the w
eep y
.
y
a
11.Secure your work. Flying metal is dangerous. Loose work can also bind tools.
12. Use the r
out.
ecommended ac
2-1
cessories. Understand how to use them bef
For Assistance: Call Toll Free 1-800-476-4849
e trying them
or
Page 13

13. Use the correct tool for the job. Don't try to make a tool into something it isn't.
14. Keep your mind on your work.
Pay attention to these simple rules and you will spend many safe, enjoyable hours in your
workshop.
Remember: Your safety largely on your practices. Modifying your machine may void the
warranty and create potential hazards.
Safety
Or V
isit www
.smithy.com
2-2
Page 14
Chapter 3
Knowing Your Machine
The Midas 1220 XL has a 3/4 hp, 110 V motor. The motor powers the lathe and millhead
through the main belt drive and the mill/drill belt drive.
A positive lock clutch in front of the spindle pulley transfers power to either the lathe or
the mill. The clutch has three positions. To power the lathe, pull the clutch handle out. To
power the mill, push the clutch all the way in. The middle position is neutral. Always shift
the clutch with the motor turned off.
The Smithy can use V-belts or round polyurethane belts. The latter produce less dust and
is easier to change than standard V-belts.
The lathe runs at six speeds from 160 to 1600 rpm. To change lathe speeds, adjust the
belts in the main belt-drive system. This system uses three pulleys: the motor pulley,
floating idler pulley and spindle pulley.
To run the lathe at lower turning speeds, use two belts. Install one between the motor
and idler pul
speed, move the spindle belt in two more positions on the pulleys.
leys and the other between the idler and spindle pul
leys. To increase the
For higher ranges, use one long belt from the motor pulley directly to the spindle pulley.
You can adjust this belt to three different positions on the pulleys.
The millhead also has a belt-drive system. It uses only one belt, adjustable to either the
top or bot
belt drive, let you select 12 speeds ranging from 125 to 1600 rpm for milling or drilling.
tom posi
tion on the pul
leys. These two positions, in conjunction wi
th the main
3-1
For Assistance: Call Toll Free 1-800-476-4849
Page 15

Chapter 4
Caring For Your Machine
The Midas 1220 XL is a delicate, precision tool with ground ways and hand-scraped
bearing surfaces under the table and carriage. Any rust spot or battering of the ways, any
chips or grit between close fitting parts, will affect the accuracy of this fine tool. Follow
these guidelines whenever you use your Smithy machine.
When you finish working, wipe machined surfaces with a clean, oily rag. Never leave the
machine without this thin film of protective oil over all parts that might rust, especially
ground finished parts.
Never lay wrenches, cutting tools, files, or other tools across the ways of your lathe. The
slightest dent or burr could impair its accuracy.
ore inserting collars, centers, adapters, or drawbar attachments in either the spindle
Bef
or tailstock spindle, wipe them with a clean, oily rag. Also wipe all internal surfaces
carefully with an oily rag on a ramrod. Chips or dirt on the centers or in the spindle nose
can scratch or mar surfaces and interfere with the assembled part's alignment.
Lubricate the machine befor
e each use (see Section 6.4)
Or V
isit www
.smithy.com
4-1
Page 16
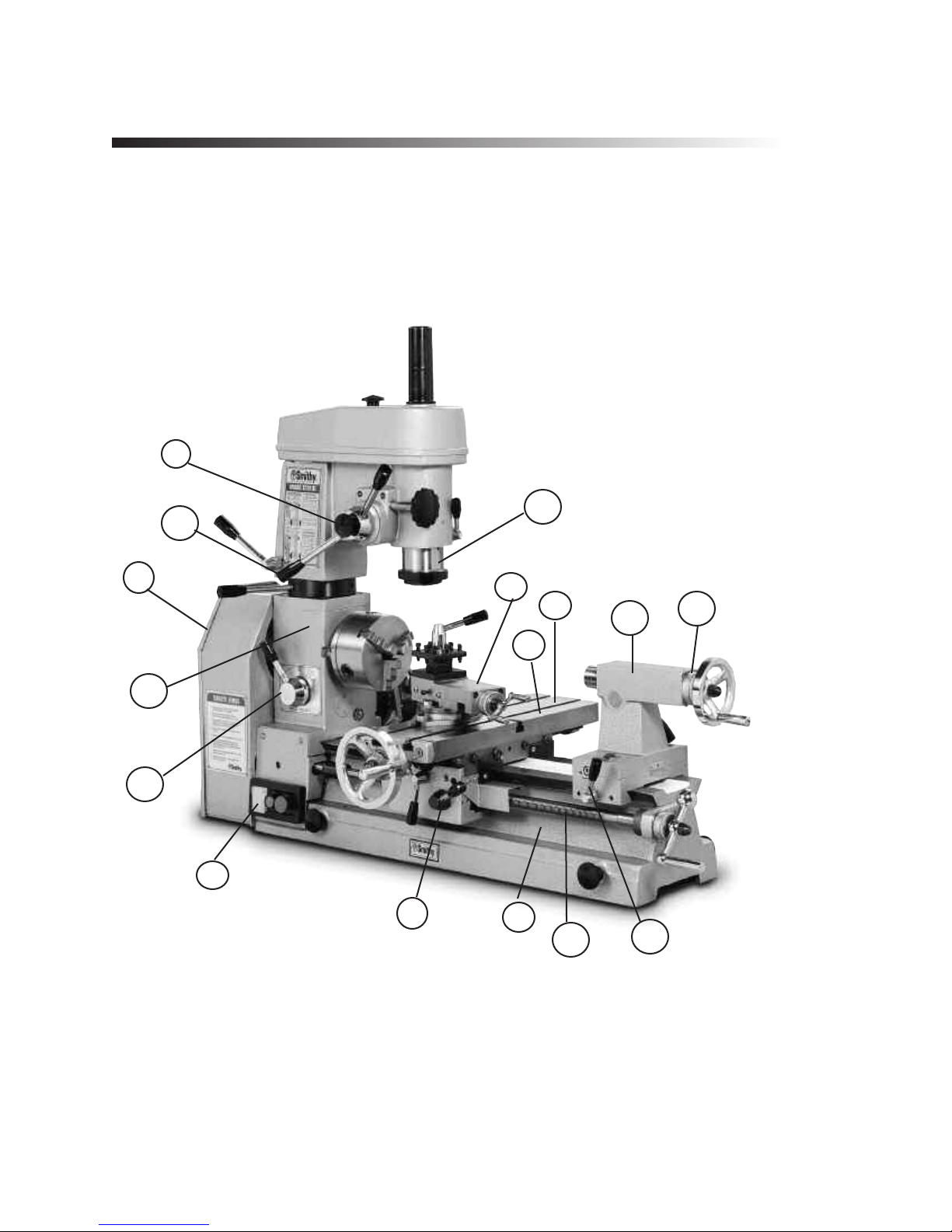
Chapter 5
Basic Parts of the MI-1220 XL
To learn the operations of your machine, you have to know the names and functions of
its basic parts.
6
20
19
8
11
10
7
4
2
5
9
1
15
Figure 5.1 Basic parts of the MI-1220 XL
21
17
16
1.
Bed
- The B
for absolute rigidity. The two ways on the top are the tracks on which the carriage and
tailstock travel. To maintain an exact relationship between toolpoint and workpiece from
one end of the machine to the other
aligned to the line of centers and to one another.
5-1
ed (Figure 5.1) is the machine's foundation. It is heavy, strong and built
ys must be absolutely true and ac
, the w
For Assistance: Call Toll Free 1-800-476-4849
a
cur
ately
Page 17
Basic Parts of the MI-1220 XL
2.
Carriage
- The carriage consists of the saddle and apron. It moves by hand or power
along the bed, carrying the cross slides, compound rest, and toolpost. Its function is to
support the cutting tool rigidity and move it along the bed for different operations. It locks
into place by tightening the carriage lock under the cross slide handwheel.
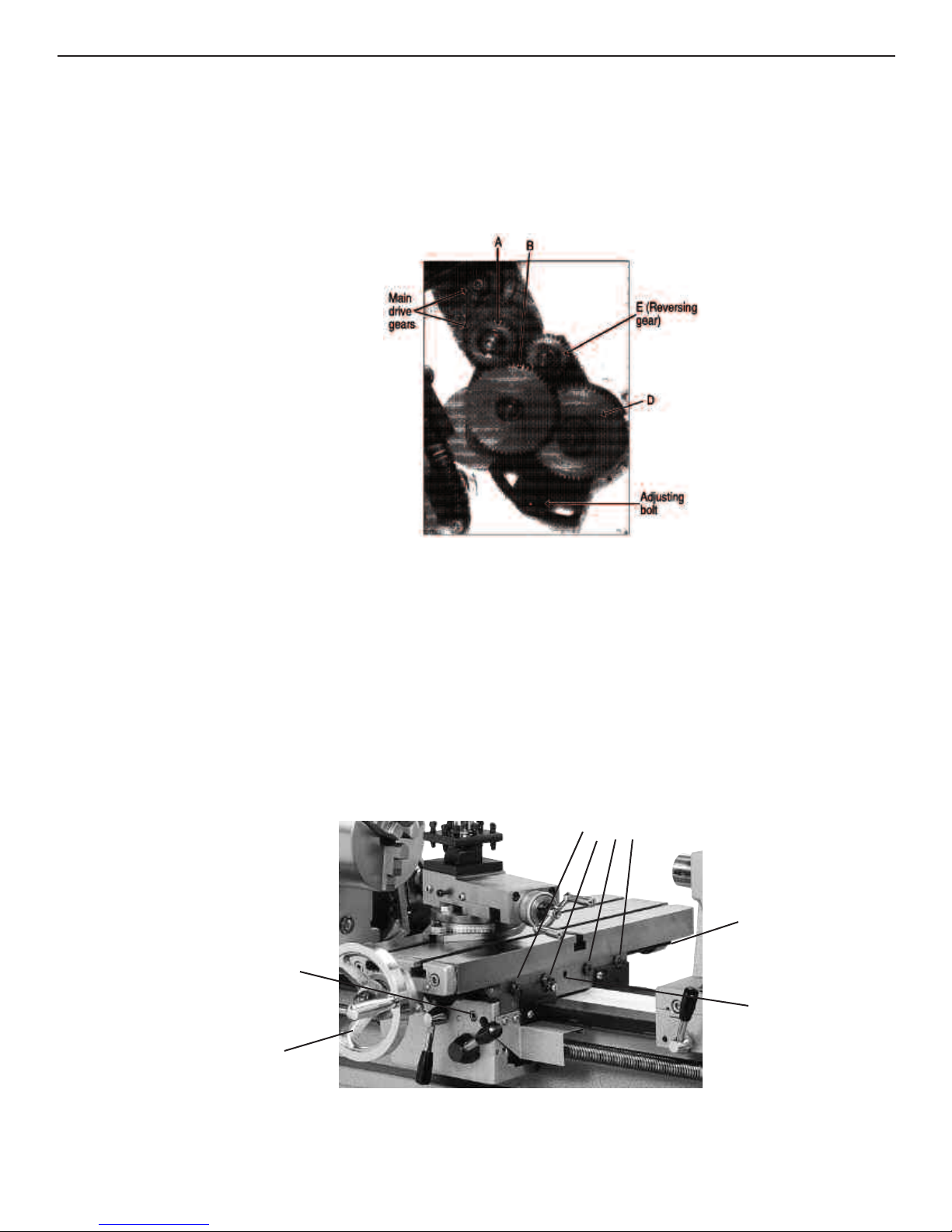
3.
Change Gears
- The change gears cut different thread pitches. They also determine
the feed rate. Five change gears come installed on the machine; others are packed with
it.
Figure 5.2 Your machine arrives with this gear configuration. The C gear, behind B
meshes with D. Note the top two gears are permanent.
4.
Compound Rest
- Mounted on the cross slide, the compound rest swivels to any
angle horizontal to the lathe axis to produce bevels and tapers. Cutting tools fasten to a
toolpost on the compound r
est. The calibrations on the front of the base are numbered
in degrees from 60 degree right to 60 degree left.
5.
Cross Slide
- The T
-slotted cross slide (Figure 5.1 and 5.3) moves crosswise at 90
degree to the lathe axis by manual turning of the cross-feed screw hand-wheel. It also
serves as the milling table.
Gib Adjustment
Screws
Saddle
Gib Adjustment
Screw
Cross Slide
Lock
Cross Slide
Handwheel
Figure 5.3 The cross slide moves laterally when you turn the cross slide handwheel.
Or V
isit www
.smithy.com
5-2
Page 18

Midas 1220 XL Operator’s Manual
6.
Drill Press and Fine Feed Clutch
- Pushing in the drill-press clutch engages the fine
feed. To work the clutch, release the spring tension by rotating the drill-press handles
clockwise. Pull the clutch out to use it as a drill press or push it in to the fine feed. Use
the fine-feed handwheel to move the quill up and down.
7.
Forward / Off / Reverse Switch -
This is the main switch used to operate the
lathe. It is simply a forward / reverse switch for the motor. The motor turns counter
clockwise for normal lathe operation and clockwise for normal milling and drilling.
8.
Gearbox
- The gearbox (Figure 5.1 and 5.4) houses the belts that drive the spindle
and change gears for the powerfeed. Select the thread pitch (for threading) or the feed
rate (for turning) by changing the four change gears on the right side of the gear box.
Figure 5.4 The gearbox houses the belts and change gears.
9.
Half-nut Engagement Lever
- This lever, located on the apron, transmit power to
the carriage when rotated 90 degrees to the right.
10.
Half-nut Speed Selector
- The two-speed selector for powering the leadsrew is on
the front of the headstock. The leadscrew turns twice as fast in the II position as in the
tion.
I posi
11.
Headstock
- The headstock, which is secured to the bed, houses the gears that drive
the powerfeed and the taper bearings that secure the lathe spindle.
12.
5-3
Lathe Belt Tensione
d to tighten the bel
ar
handle f
orw
r - To adjust the lathe belt (Figure 5.5), pull the tensioner
t, back to loosen i
For Assistance: Call Toll Free 1-800-476-4849
t.
Page 19

Basic Parts of the MI-1220 XL
Figure 5.5 To adjust the tension on the lathe belt, move the tensioner handle forward or back.
13.
Lathe / Mill / Drill Clutch
- The lathe/mill/drill clutch (Figure 5.4) are inside the
gearbox. A three-position clutch, it transfers power to either the lathe or the mill, but not
to both at the same time. T
o engage i
t, rotate it slowly while pushing or pulling on the
clutch sleeve. Pulling it to the left runs the lathe, to the right (all the way in) runs the
mill/drill. The middle is neutral.
14.
Lathe Spindle
- The end of the lathe spindle face in the tailstock is the spindle nose.
The spindle nose, which has an MT4 taper, rotates the workpiece and drives lathe chucks
and other work holding devices. All attachments such as three and four jaw chucks bolt
to the spindle flange ei
15.
Leadscrew
for lathe turning or thread cut
ther directly or via an adapter plate.
- The leadscrew, which runs the length of the bed, moves the carriage
ting. It works both manual
ly and under power. You can also
use it manually with the mill.
16.
Locks
- Locks on the cross slide (Figure 5.3) carriage (Figure 5.1), quill (Figure 5.6),
and tailstock (two), Figure 5.1 and 5.7, keep them from moving. During machining, lock
all lock except the one on the part you want to move.
Figure 5.6 The quill moves in and out of the millhead, carrying the spindle.
Or V
isit www
.smithy.com
5-4
Page 20
Midas 1220 XL Operator’s Manual
17.
Micrometer Dial Collars
- Just inside the handles of the tailstock (Figure5.1),
crossfeed (Figure 5.1), drill press (Figure 5.1), compound feed (Figure 5.1), and
leadscrew (Figure 5.1) there are collars calibrated in inches. The compound feed,
leadscrew, and crossfeed are calibrated in two thousandths, the tailstock in thousandths,
and the drill press in 40-thousandths.
These micrometer dial collars can move independently around the handle shafts. This
independent motion is called float. Floating dials on the cross slide, tailstock, and
leadscrew let you zero the collars at any point and read the feed travel from that point
on the dial for added accuracy.
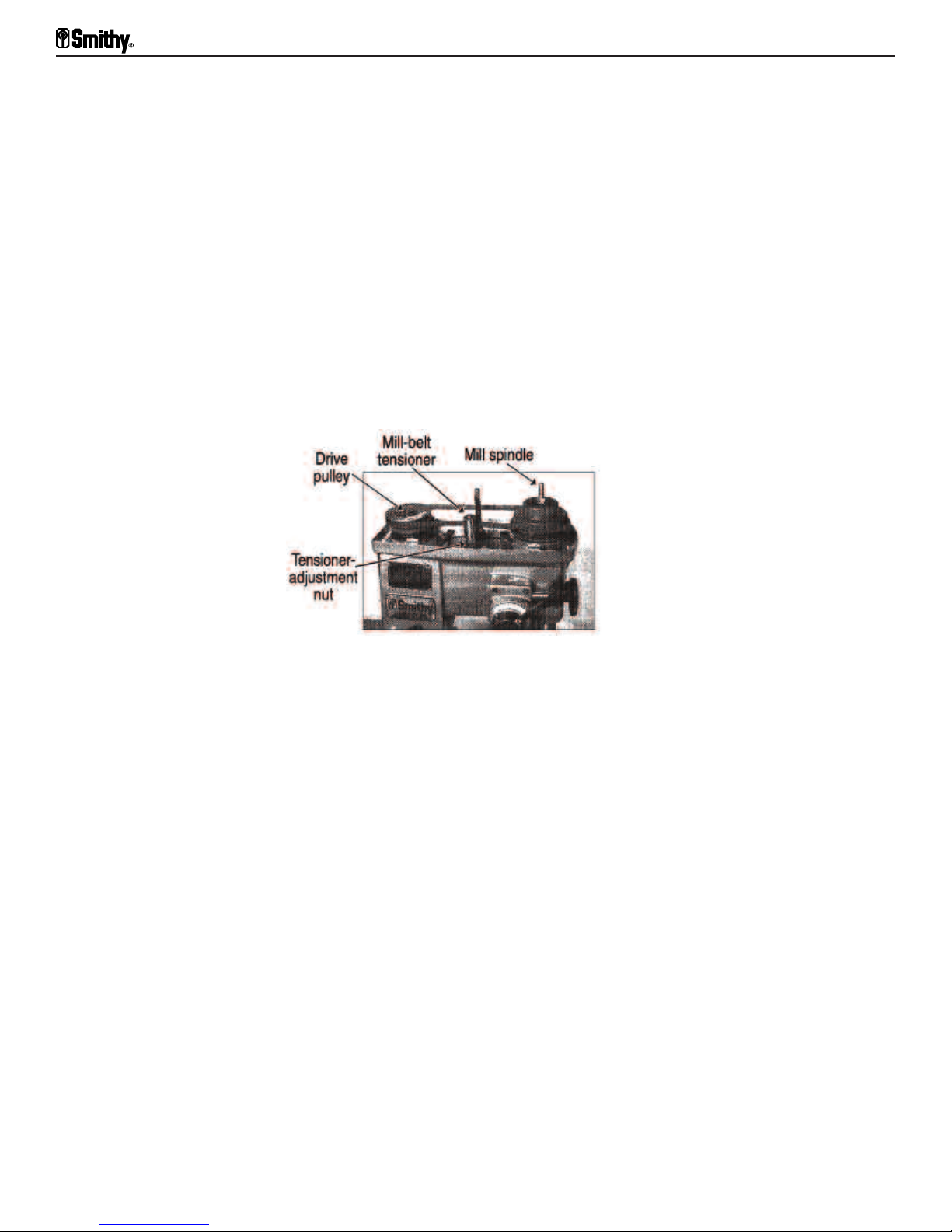
18.
Mill Belt Tensioner -
To adjust the mill belt (Figure 5.7), swing the roller assembly
to the front and place the belt on the back of the roller. Loosen the roller assembly and
slide it back and forth in its slot.
Figure 5.7 With the millhead cover off, you can adjust the mill-belt tension.
19.
Millhead Height Adjustment
- Unlock the mi
ll-head lock and place the height
adjustment handle in one of the three holes in the black collar. Turn the collar to raise
and lower the millhead.
20.
Mill Spindle
- The mill spindle (Figure 5.7) attaches to the quill, which moves in and
out of the head. The quill lock keeps the quill still when you install or remove tools from
it and while milling horizontally. Usually, tools fit into collets that attach through the
wbars.
spindle via dr
21.
Tailstock
a
- The tailstock, which provides right-end support for the work, moves
along the bed and can stop at any point. It has an MT3 taper and holds centers, drills,
reamers, taps and other tools. To move the tailstock spindle, turn the tailstock hand
wheel.
To offset the tailstock, adjust the two base-locking bolts (Figure 5.8). To offset to the left,
loosen the left adjusting bolt and tighten the right. To offset to the right, loosen the right
adjusting bolt and tighten the left.
5-5
For Assistance: Call Toll Free 1-800-476-4849
Page 21
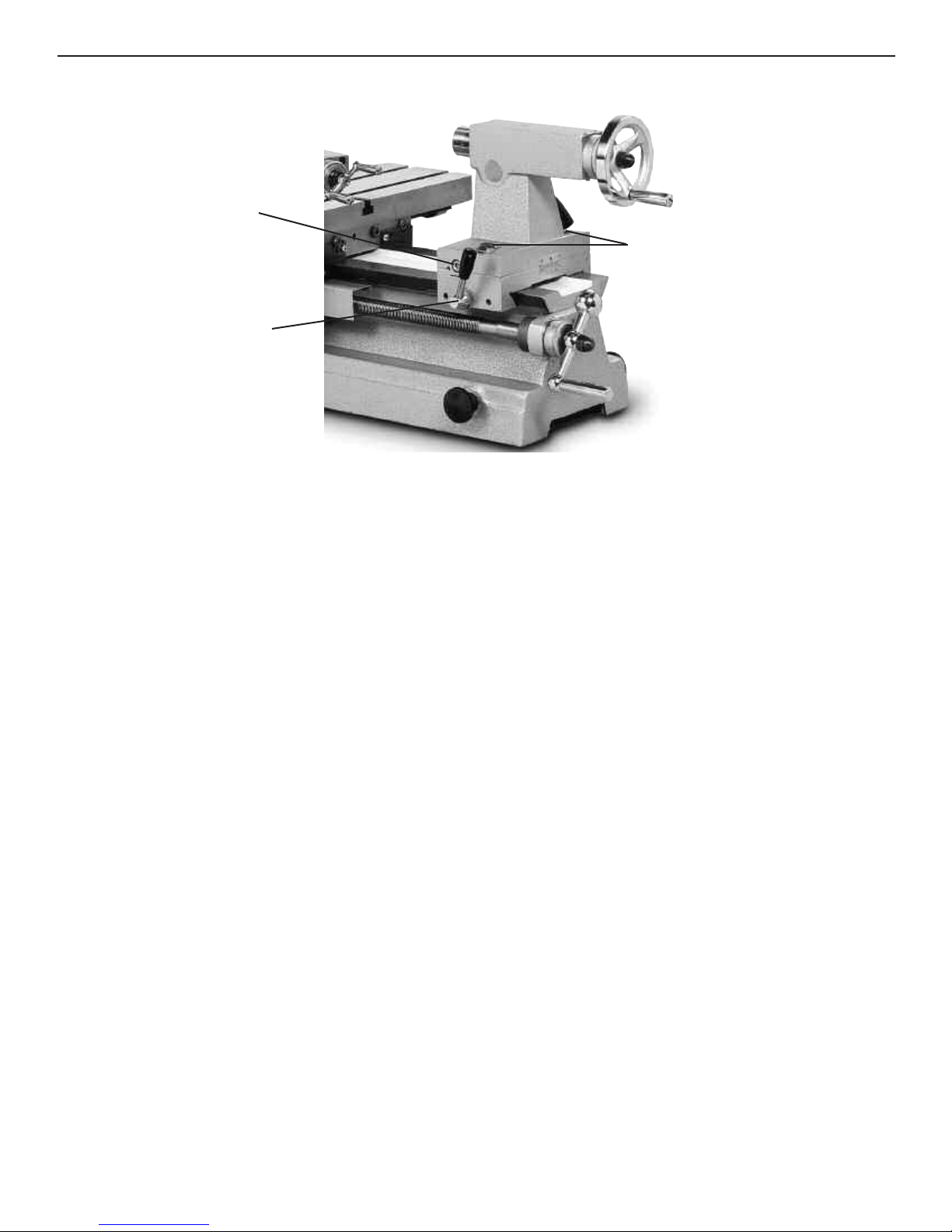
Tailstock Setover
Screw
Right Tresle
Setscrew
Basic Parts of the MI-1220 XL
Tailstock Base-
Locking Bolts
Figure 5.8 To offset the tailstock, adjust the base-locking bolts.
Or V
isit www
.smithy.com
5-6
Page 22
Chapter 6
Uncrating and Setting Up The MI-1220 XL
Moving the Machine
Moving a machine tool can be dangerous. Improper techniques and methods may injure
you and/or damage the machine. To find a professional to move and site your Smithy
machine to look in your local Yellow Pages under “Machine Tools, Moving and/or Rigging.”
If there is no such listing or your community does not have a rigging specialist, a local
machine shop or machinist may be able to provide a referral.
When you pick up the machine at the shipping terminal, bring a crowbar, tin snips for
cutting the metal straps, and a hammer. If there is obvious shipping damage to the crate,
you'll be able to inspect the machine before signing for it. Note any damage on the bill
of lading (shipping document). Fill out the claims form and notify both Smithy Co. and
the shipping terminal about the damage. Failure to notify both parties can complicate
and/or invalidate a claims process.
Trucking compan
ient to transport the machines in trucks wi
y terminals usually have forklifts to assist customers. It's most conven-
thout canopies and lar
ge vans.
Uncrating and Positioning the Machine
The machine is assembled, inspected and ready to go on its stand when you receive it.
It's wrapped in a water and greaseproof cover, strongly braced, and crated. A box of
cessories is also in the crate.
ac
The metal bands ar
under tension. Wearing eye protection
and gloves, cut the metal bands with tin
snips. Be careful- the cut edges are
. The band secur
sharp
the base.
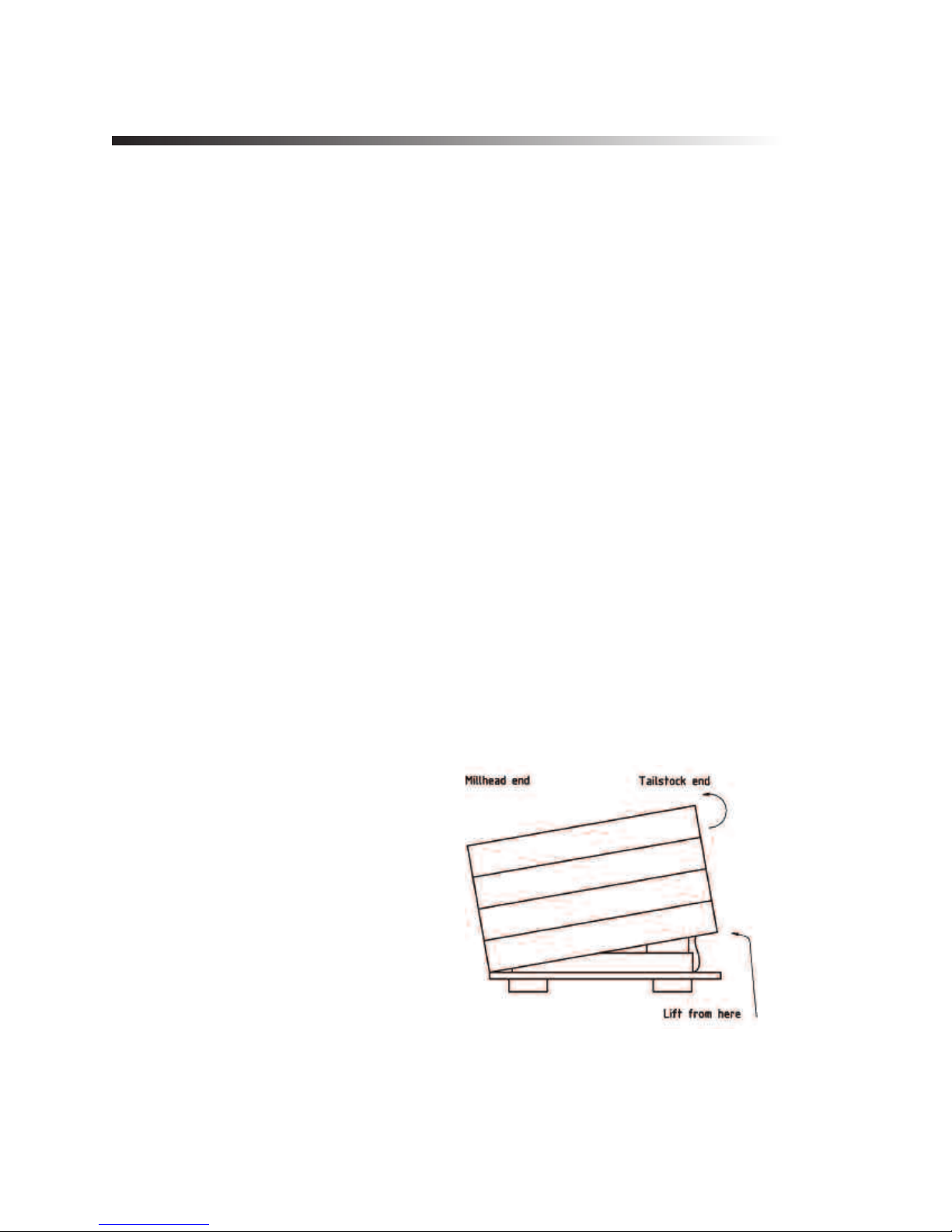
After removing the straps, lift off the
crate top. Tip the crate from the tailstock
end up and over the machine (Figure
6.1). Do not damage the cr
need i
machine.
t another time to transport the
ound the crate are
es the cr
ate top to
ate; y
ou ma
y
Figure 6.1 Tip the crate from the tailstock end up
and over the machine.
6-1
For Assistance: Call Toll Free 1-800-476-4849
Page 23

Uncrating and Setting Up the MI-1220 XL
Now open the accessories box. Check the items in it against the accessory checklist. After
accounting for all parts, you're ready to move your Midas 1220 XL into its work position.
Four men can move the Midas 1220 XL using the four lifting handles (Figure 5.1). You
can reduce the weight so two people can move it by following these instructions:
Millhead
1. Remove the four hexagon socket-head capscrews at the base of the millhead support
column (Figure 6.2). If a screw runs through the belt box into the flange of the support
column, remove it too.
Figure 6.2 Remove the millhead and column from the lathe head.
2. Lock the millhead locking handle (Figure 5.1)
3. Lift the millhead and column off the lathe head (Figure 6.2). You may have to rock it
back and forth while lifting it.
Tailstock
1. Loosen the tai
gib and the locking pin will fall out. Be careful not to lose them.
lstock locks (Figur
e 5.1) and pull the tailstock off the end of the bed. The
Three-jaw Chuck
ts behind the chuck that hold it to the spindle flange (Figure 6.3).
e the thr
v
emo
1. R
The chuck will come off. Place a board between the chuck and ways to protect the ways.
ee bol
Or V
isit www
.smithy.com
6-2
Page 24

Midas 1220 XL Operator’s Manual
Bolts
Figure 6.3 The chuck attaches to the spindle flange with three bolts.
The one bolt located on the other side of the spindle does not show.
Put the machine on a str
ong, rigid table 40” long x 24” wide x 28 – 33” high. We
recommend you bolt down the machine using the holes in the base of the bed or using
the lifting handles the same way they held the machine to the shipping pallet.
Caref
ly lift the machines b
ul
y the handles, move it over the stand, and lower it into
position. Do not let any part of your body come between the machine and the stand. Bolt
the machine to the stand, using one flat washer and one lockwasher per bolt.
Before permanently anchoring the machine, you may want to level the bed (Figure 6.4).
The bed is rigid and supports itself, but having a level bed simplifies many setup
operations. Use a pr
ecision level, both along and acr
oss the bed (Figure 6.5). Shim up
any low points with sheet metal or other noncompressible material. After tightening the
anchor bolts, check the bed again.
Figure 6.4 Check along and across the bed to make sure it is level.
6-3
For Assistance: Call Toll Free 1-800-476-4849
Page 25

Uncrating and Setting Up the MI-1220 XL
Figure 6.5 To check bench and bed level accuracies, successively place level at A, B, C, D
(longitudinal positions) and E and F (transverse position). Bedways alignment in the
longitudinal plane should be better than 0.0016/40” ; alignment in the transverse
plane should be better than 0.0024/40”.
Selecting a Location
There are several major considerations when selecting a location for your Smithy:
1. Operation is from the apron side, so allow at least 40 – 48” clearance in front of the
machine.
2. The machine should be on a 30amp circuit and close to the power outlet. If you must
use an extension cor
d, check wi
th an electrician to make sure the cable can handle the
electrical load.
3. Provide ample working light over the operator's shoulder.
4. Place the machine on a solid foundation-concrete, if possible. If the floor is wood, make
e it can support the machine and workbench. Brace it if necessary to prevent sagging
sur
or settling.
5. Make allowances at the back of the machine tool, at the end, and above it for later
additions, attachments, and/or accessories. Provide clearance on the left end for bar
stock to be fed through the spindle. If you are considering placing more than one machine
in an area, allow enough floor space to feed long bar stock to each machine.
Cleaning and Lubricating the Machine
Smithy machines are shipped with a protective grease coating. To remove it, spray on
or a few minutes, and wipe it off with rags. Use a brush and
t f
WD-40, let i
noncorr
t si
e kerosene or white mineral spirits to clean hard to reach places.
osiv
Give special attention to the leadscrew. Use a brush or cotton string to clean down into
the threads.
The best w
ay to clean the powerfeed gears is to remove them completely. wipe the
pulleys with a damp rag.
Or V
isit www
.smithy.com
6-4
Page 26

Midas 1220 XL Operator’s Manual
Once it's cleaned, your Smithy is ready for lubricating. Do this carefully and thoroughly
before starting the machine. Use pressure oil can and good quality SAE No. 20 or 30
weight machine oil on the bearings and headstock.
To be thorough and complete, follow this routine:
Oiling the Headstock
1. Open the gearbox door to expose the change gears. Oil the button in the casting
behind the D gear (Figure 6.6). Then put a few drops of oil on the teeth of all the gears.
Grease the zerk on the A gearshaft.
Figure 6.6 Oil the button behind the D gear.
2. Check the sight glass under the chuck. If necessary, add oil until it is half full. The oil-
ll plug is at the back of the headstock above the motor (Figure 5.5). Be careful no to
fi
overfill it. If you have to top it with oil, pour in only an ounce at a time and wait to see
esults in the sight glass. Too much oil will make the motor lug and sling oil from
the r
behind the chuck and inside the belt box.
Oiling the Ways
un the carriage as far to the left as possible. Put a few drops of oil on the ways. Run
1. R
the carriage to the extr
cially formulated for ways.
eme right and r
epeat. You may want to use Way-lube, an oil spe-
Oiling the Carriage
tons in the cr
1. Lubricate the oi
the front of the cross-slide ways.
l but
ide table (Figur
oss-sl
e 6.7). There are two buttons on
6-5
For Assistance: Call Toll Free 1-800-476-4849
Page 27

Uncrating and Setting Up the MI-1220 XL
Figure 6.7 Oil the buttons (circled) along the cross-feed table and cross slide.
2. Put a few drops of oil on the compound and cross-slide feedscrews.
ops of oil on the compound slides.
3. Put a f
ew dr
Oiling the Tailstock
1. Oil the buttons on top of the tailstock (Figure 6.8)
Figure 6.8 Oil the two buttons on the top of the tailstock.
Oiling the Apron
1. Put oil in the button just behind the cross-slide handwheel (Figure 6.7).
2. Put oi
l in the but
ton at the back of the cr
Or V
oss-slide (Figure 6.7).
.smithy.com
isit www
6-6
Page 28

Midas 1220 XL Operator’s Manual
Oiling the Leadscrew
1. Put oil in the oil buttons in the left trestle.
2. Put oil in the support for the right end of the leadscrew (figure 6.9).
Figure 6.9 Oil the support for the right end of the leadscrew.
3. Put a few drops of oil along the leadscrew and feed shaft.
Oiling the Compound
1. Put oil in the two buttons on the top.
Oiling the Mill/Drill Clutch
1. Put oil in the button on top of the clutch housing (Figure 6.10).
Figure 6.10 Oil the clutch-housing button.
To keep your machine in peak condition, lubricate it daily after removing any debris.
6-7
For Assistance: Call Toll Free 1-800-476-4849
Page 29
Uncrating and Setting Up the MI-1220 XL
Setting up Your MI-1220 XL
The Midas 1220 XL comes with all major components assembled, but it is not ready to
use right out of the crate. Do not start the motor until you correct the positions of the
cross slide and leadscrew handwheels (Figure 5.1). We reversed these handles at our
warehouse to protect them during shipment. A drop or two of oil on the shafts will help
the handles slide on. Starting the motor with these handles in their shipping positions will
damage the machine's gear, bearings, and handles. You must also install the tailstock
handwheel, two drill-press handles, millhead lock handle and millhead height adjustment
handle.
Setting Lathe and Mill Speeds
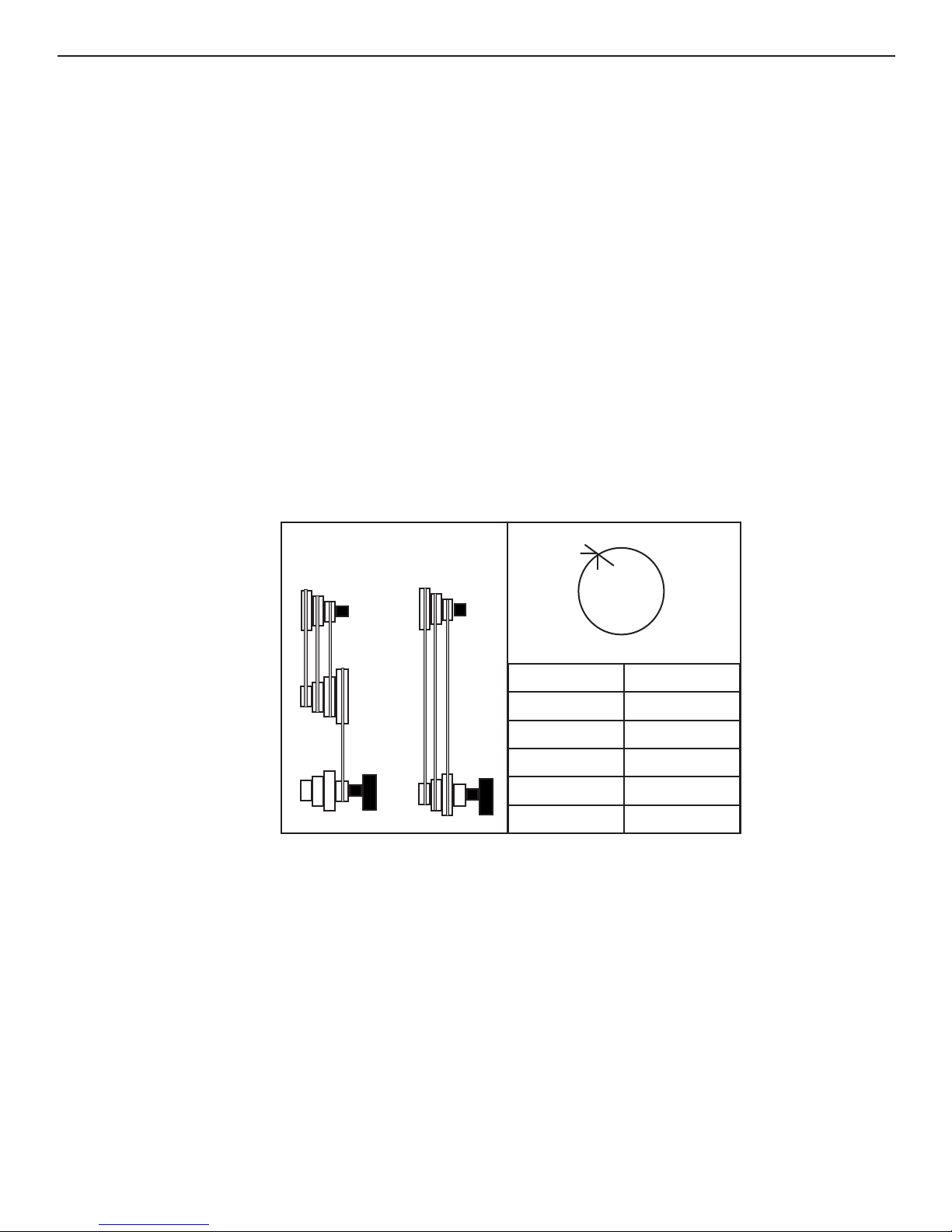
Changing belts changes lathe speeds. The lower speeds use the two short belts. There is
only one position for the motor pulley to idler pulley belt. It goes on the smallest sheave
of the motor pulley (behind the largest sheave, Figure 6.11) and on the largest sheave of
the idler pul
smallest sheave of the idler pulley to the largest sheave of the spindle pulley (position C).
Move it in one sheave for 250 rpm (position D) and one more for 400 rpm (position E).
ley. For 160 rpm, set the idler pulley to the lathe spindle pulley belt on the
LOW HIGH
C D E
F G H
X
C 160
D 250
E 400
F 630
G 1000
H 1600
Table 6.1Setting Lathe speeds (RPM)
F
or the higher speeds, r
motor pulley to the spindle pulley. For 630 rpm (position F), run the belt from the outside
sheave (closest to the door) on the motor pulley to the largest sheave on the spindle
ve it in one sheave for 1000 rpm (position G). For 1600 rpm (position H), run
. Mo
ley
pul
rom the largest motor pulley sheave to the smallest spindle pulley sheave.
t f
i
emove the two small belts and use the single long belt from the
Set mill speeds using various combinations of the lathe belts and the belt on top of the
millhead. For 125 rpm, place the mill belt in position A and the lathe belts in position C
(Figure 6.12). For 160 rpm, place the mill belt in position B and the lathe belts in
tion C, etc.
posi
Or V
isit www
.smithy.com
6-8
Page 30
Midas 1220 XL Operator’s Manual
C
321
A4 X B1
B4 C1
315
A3 X B1
B3 C1
630
A2 X B3
B2 C3
1250
X
A4 X B2
B
A
4
4
2
3
321
1
B4 C2
A4 X B3
B4 C3
400
500
A2 X B1
B2 C1
A3 X B2
B3 C2
800
1000
A1 X B2
B1 C2
A1 X B3
B1 C3
1600
2000
Table 6.2 Setting Mill/Drill Speeds (RPM)
Adjusting Belt Tension
To get maximum performance from your machine, keep the drive belts snug.
To adjust the tension on the mill belt, swing the roller to the front and place the belt on
the back of the roller. Loosen the nut at the bottom of the roller and slide the roller in its
shaft to the desir
ed posi
tion. Tighten the nut (Figure 5.7).
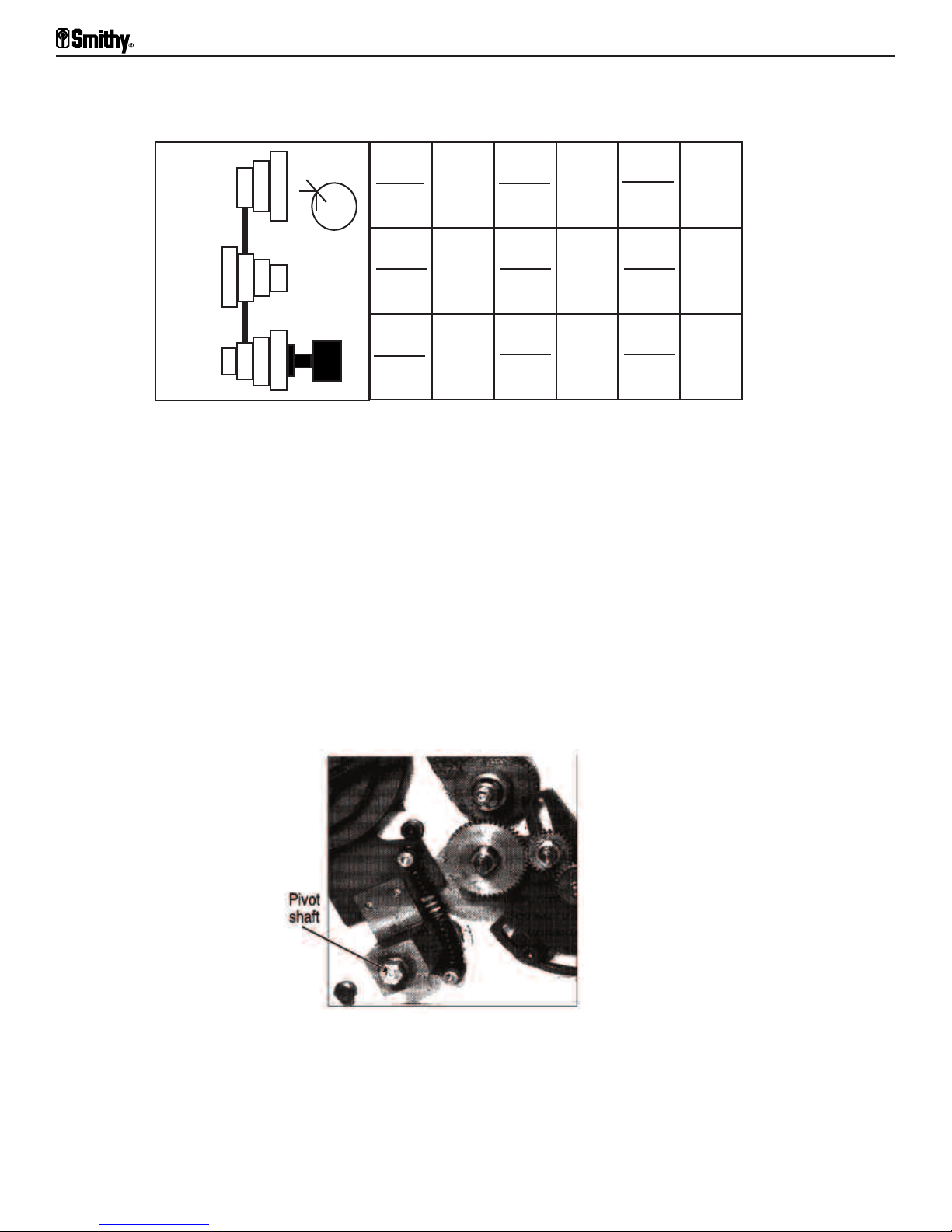
When you use only the single long belt, the spring at the bottom of the idler-pulley bracket holds the idler pulley so it does not fall onto the motor pulley. To adjust the tension on
the spring, loosen the pivot shaft (Figure 6.11) and tighten or loosen the spring as needed. Then retighten the shaft.
Figure 6.11 Adjust the spring tension on the idler-pulley bracket.
6-9
For Assistance: Call Toll Free 1-800-476-4849
Page 31

Uncrating and Setting Up the MI-1220 XL
To tighten the lathe belts, move the tensioner handle above the motor (Figure 5.5) so it
points toward the lathe head. Turn the knurled knob clockwise to tighten the belt and
counter clockwise to loosen it. If there is not enough adjustment, remove the pivot pin
and turn the knob as needed. Then reattach the pin.
Adjusting the Gibs
The Midas 1220 XL has straight gibs. Before using the machine, adjust the gibs to
compensate for wear and maintain the proper fit between sliding surfaces. Gib
adjustment affects cutting tool rigidity and the machine's ability to make accurate cuts.
As the gibs tighten, the effort it takes to turn the handwheels increases. Adjust the gibs
according to the work you are doing and personal preference. What's important is to
adjust them evenly. The tighter the gib, the more accurate it will be. Removing and
polishing the gibs also improves the tolerances.
Before beginning, make sure the ways are clean and well-oiled. You must also understand
locks for the compound, cross slide, carriage, and tailstock act directly on the gibs for
their locking power. Back these locks off completely.
Cross-slide gib
. Start adjusting the cross-slide gib with the table centered on the
carriage. Back off all setscrews and jam nuts. Tighten the two inside setscrews all the
way (Figure 5.3), locking up cross-slide movement. Then back off each setscrew
one-quarter turn and check the movement. Finally, set the tension on the outer screws
to match.
The effort it takes to move the table should be the same in both directions. if it is not,
the gib is not adjusted evenly. If you feel more handwheel resistance when the cross slide
is going away from you, the leading edge of the gib is too tight. Back off the setscrew
closest to you a little to relieve the tension. If there is more resistance when the table is
coming toward you, the leading edge of the gib is too tight, and you should adjust the
ew furthest from you. When everything is set, hold the setscrews carefully with the
scr
Allen key and lock the jam nuts.
Carriage gib.
The carriage has only two gib-adjusting screws, accessed through holes
in the front of the apron (Figure 5.1). Start the adjustments as you did with the cross
y, then back them off one-quarter turn and test the
ide: tighten the scr
sl
ting. Handwheel r
set
ews al
l the w
esistance should be ev
a
en in both directions.
The big difference between the cross slide and carriage is that the carriage gib travels
with the carriage as it moves down the lathe bed. If you have more handwheel resistance
when the carriage moves toward the tailstock, the leading edge of the gib is on the right
e moving the carriage. If you
side of the carriage, the same side as the dir
e more handwheel resistance when the carriage is moving toward the headstock, to
v
ha
ection y
ou ar
left, release the tension a bit on the left-hand gib setscrew. As you work with the
adjustments, you'll feel the difference even gib tension makes on the handwheels.
Compound gib
. The compound gib has two adjusting scr
For greater tool rigidity, you can adjust the compound gib a bit tighter that the others.
Or V
isit www
.smithy.com
ews and jam nuts (Figur
e 5.3).
6-10
Page 32

Midas 1220 XL Operator’s Manual
Tailstock gib.
be free than the others so it is easier to position the tailstock. Again, the lock acts on the
gibs. When tightened, it automatically brings the tailstock into alignment.
Figure 6.12 You can adjust the tailstock gibs with two scetscrews, one on each side
The tailstock gib also has two adjusting screws (Figure 6.14). This gib can
of the tailstock.
Reducing Backlash
Backlash of 0.008 – 0.015” as measured on the micrometer dials is normal. If you have
more backlash than that, refer to the schematics at the back of this manual, if necessary,
and follow these directions:
Crossfeed
1. Tighten the setscrew on the bottom of the screw seat so the bushing inside the screw
seat can not move.
2. Tighten the cap nut so the handwheel is secure.
3. Turn the handwheel one way, then the other. If a gap opens and closes between the
dial and screw seat, you must install one or more shim washers (ask a Smithy technician
about our antibacklash shim w
To install shims, remove the handwheel, key, washer and the outer part of the dial and
spring. Remove the inner hub of the dial. Install one or more shim washers between the
bearing and the dial hub (Figure 6.13) and reassemble. Tighten the setscrew on the
bottom of the screwseat as well.
asher ki
t # K99-190)
Figure 6.13 You can reduce handwheel backlash with a shim (left) or by tightening the
setscrew on the bottom of the screwseat (right). This locks the bush bearing
holds the screw and reduces any backlash.
6-11
For Assistance: Call Toll Free 1-800-476-4849
Page 33

Uncrating and Setting Up the MI-1220 XL
Push and pull on the cross slide. If there is movement, remove the two bolts that attach
the rear screwseat to the cross slide, remove the screwseat and screw the cross slide
toward you until the screw comes completely out of the brass nut (Figure 6.14).
Figure 6.14 Adjust the tightening screws on the two-piece crossfeed nut to
reduce the backlash between the screw and nut.
Remove the brass nut and put one or two strips of shim stock in the side of the hole. The
fit should be tight. Screw the cross slide back onto the carriage. Adjust the screws in the
ass nut to r
br
emove any play between the thread in the nut and screw. Reassemble the
screw seat onto the cross slide.
Longfeed
1. Tighten the setscrew on the bottom of the right trestle so the bushing is tight (Figure
5.7).
2. If there is still excess backlash, remove the cap nut, hand crank, and key.
3. Remove the washer, outer dial, spring and inner-dial hub key.
4. Install as many shim washer as possible between the bearing and dial. Then
reassemble.
Running In
Though al
warehouse, it is wise to put your machine through a break-in run before starting to work.
After oiling the machine, check the belts to make sure the tension is correct. Do not plug
in the machine y
Follow these steps:
l Smi
thy machines are tested at the factory and again before shipping from the
et.
1. Set the lathe to 160 rpm.
2. Plug the machine into a gr
ounded 30 amp circuit.
.smithy.com
isit www
Or V
6-12
Page 34

Midas 1220 XL Operator’s Manual
3. Start the motor by pushing in on the green button. To reverse the motor, push the red
button to stop it, lift the cover over the rocker switch, and push the rocker switch either
up or down to reverse the motor's rotation.
4. During the run-in, try the controls. Get a feel for your machine.
6-12
For Assistance: Call Toll Free 1-800-476-4849
Page 35

Chapter 7
Turning
The lathe rotates a workpiece against a cutting edge. With its versatility and numerous
attachments, accessories, and cutting tools, it can do almost any machining operation.
FPM 50 60 70 80 90 100 110 120 130 140 150 200 300
DIAM
1/16”
1/8”
3/16”
1/4”
5/16”
3/8”
7/16”
1/2”
5/8”
3/4”
7/8”
1”
1-1/8”
RPM
3056 3667 4278 4889 5500 6111 6722 7334 7945 8556 9167 12229 18344
1528 1833 2139 2445 2751 3056 3361 3667 3973 4278 4584 6115 9172
1019 1222 1426 1630 1833 2037 2241 2445 2648 2852 3056 4076 6115
764 917 1070 1222 1375 1538 1681 1833 1986 2139 2292 3057 4586
611 733 856 978 1100 1222 1345 1467 1589 1711 1833 2446 3669
509 611 713 815 917 1019 1120 1222 1324 1426 1528 2038 3057
437 524 611 698 786 873 960 1048 1135 1222 1310 1747 2621
382 458 535 611 688 764 840 917 993 1070 1146 1529 2293
306 367 428 489 550 611 672 733 794 856 917 1223 1834
255 306 357 407 458 509 560 611 662 713 764 1019 1529
218 262 306 349 393 426 480 524 568 611 655 874 1310
191 229 267 306 366 372 420 458 497 535 573 764 1146
170 204 238 272 306 340 373 407 441 475 509 679 1019
1-1/4”
1-3/8”
1-1/2”
1-5/8”
1-7/8”
2-1/4”
2-1/2”
2-3/4”
Table 7.1 Provides exact speeds (rpm). It does not make machine speed limitation into account.
Determine the desired rate of speed and find the closest speed available on your machine.
153 183 216 244 275 306 336 367 397 428 458 612 918
139 167 194 222 250 278 306 333 361 389 417 556 834
127 153 178 204 229 255 280 306 331 357 382 510 765
117 141 165 188 212 235 259 282 306 329 353 470 705
102 122 143 163 183 204 224 244 265 285 306 408 612
2”
3”
95 115 134 153 172 191 210 229 248 267 287 382 573
85 102 119 136 153 170 187 204 221 238 255 340 510
76 91 107 122 137 153 168 183 199 214 229 306 459
69 82 97 111 125 139 153 167 181 194 208 278 417
64 76 89 102 115 127 140 153 166 178 191 254 371
Or V
isit www
.smithy.com
7-1
Page 36

Midas 1220 XL Operator’s Manual
The modern lathe offers the following:
• The strength to cut hard, tough materials
• The means to apply power
• The means to hold the cutting point tight
• The means to regulate operating speed
• The means to feed the tool into or across, or into and across the work, either
manually or by engine power, under precise control
• The means to maintain a predetermined ratio between the rates of rotating works and
the travel of the cutting point or points.
Turning Speeds
When metal cuts metal at too a high speed, the tool burns up. You can machine soft
metals like aluminum at fast speeds without danger or trouble, but you must cut hard
steels and other metals slowly.
You must also consider the diameter of the workpiece (Figure 7.1). A point on a 3”
diameter shaft will pass the cutting tool three times as fast as a point on a 1” diameter
shaft rotating at the same speed. This is because the point travels a tripled
circumference. For work in any given material, the larger the diameter, the slower the
speed in spindle revolutions needed to get the desired feet per minute (fpm) cutting
speed.
Lathes cut threads in various numbers per inch of material threaded, according to the
operator's needs. The Midas 1220 XL cuts threads to metric or inch standards.
In thread cutting, the carriage carries the thread-cutting tool and moves by rotating the
leadscrew (Figure 5.1). The basic principle is that the revolving leadscrew pulls the
carriage in the desired direction and at the desired speed. The carriage transports the
toolpost and the threading tool, which cut the thread into the metal being machined.
evolves in relation to the spindle, the coarser the thread. This
aster the leadscr
The f
ew r
is because the threading tool moves farther across the revolving metal with each
workpiece revolution.
The lathe spindle holding the workpiece revolves at a selected speed (revolution per
ding to the t
minute, or rpm) ac
cor
runs the length of the lathe bed, also r
ype and size of the workpiece. The leadscrew, which
olves at the desired rpm. There is a definite and
ev
changeable ratio between spindle and leadscrew speeds. Figure 7.2 shows belt positions
for various speeds.
7-2
For Assistance: Call Toll Free 1-800-476-4849
Page 37

Gear Ratios
The lathe lets you use various indicated gear combinations to cut the desired number of
threads per inch (tpi), or the metric equivalent, or to advance the tool at a specified
amount each revolution (feed rate expressed as inches per revolution (ipr))
The Midas 1220 XL has a pick-gear gearbox (Figure 5.2); gears are picked and placed to
change the gear ratios. The gearbox mechanism determines the leadscrew's rotation rate
in relation to the spindle's for threading, turning and facing. To change the thread pitch
(tpi), replace the gears per Table 7.2.
A
Turning
B
MM
C
E
D
Threads Per Inch Metric Pitches
Speeds Gear Position Speeds Gear Position
1 2 A B C D
.003 .006 30 60 27 63
30 15 70 32 40 45
28 14 70 32 40 42
26 13 70 32 40 39
24 12 70 32 40 36
22 11 70 32 40 33
20 10 70 32 40 30
18 9 70 27 45 36
16 8 70 27 45 32
14 7 60 27 60 32
12 6 70 27 60 32
1 2 A B C D
0.50 1.00 49 32 42 56
0.60 49 32 45 50
0.70 49 32 42 40
0.75 1.50 63 32 42 48
0.80 49 50 60 32
1.75 49 48 63 32
1.00 2.00 63 32 49 42
1.25 2.50 60 32 49 32
1.50 3.00 63 32 56 32
Table 7.2 Gear Ratios
.smithy.com
isit www
Or V
7-3
Page 38

Chapter 8
Metalcutting Theory
A machine tool is no more efficient than its cutting edge. Because lathe operations require
continuous regrinding and resharpening of the machine's cutting tools, operators should
know some metalcutting theory.
All cutting with a sharp edge, whether with the thin blade of a knife or the almost square
edge of a closely supported carbide tool, is basically a wedging-apart action. The first
essential of any wedging tool is a penetrating edge. The narrower the blade, the less
force is needed to wedge it through the material. Therefore, when cutting comparatively
soft materials with a cutting tool made from a much harder, stronger substance, the blade
can be very thin and sharpened to a long, thin edge.
As the material hardness (or resistance to separation) increases, the strength of the
cutting edge must also increase. A knife whose edge is too thin dulls quickly, even when
cutting comparatively soft materials. This explain why, in Figure 8.1 the knife edge breaks
off almost upon contact with the metal while the more obtuse cutting edge of a cold
chisel stands up to continuous pounding.
Figure 8.1 The knife edge breaks off almost upon contact with the metal
because its cutting edge is not as strong as that of a cold chisel.
The primary requirements of the cutting edge of any metalcutting tool are that it be (A)
strong and (B) closely supported. This understandable when we realize how much
e is exerted against the cutting edge. Pressure against cutting tools as
essur
d pr
ar
w
down
eat as 250,000 per squar
gr
While the workpiece revolves, a strong, rigidly held cutting edge is forced under its
surface. As it presses down against the cutting edge, small chips or a continuous ribbon
of metal wedges away (Figure 8.2). Only in soft, ductile materials is this wedging action
continuous.
e inch (psi) ha
8-1
ve been measured on large metalcutting lathes.
For Assistance: Call Toll Free 1-800-476-4849
Page 39

Metalcutting Theory
Figure 8.2 Wedging-off action in cutting hard steel. Note the false edge or crust
that builds up on the cutting edge.
On harder substances, the wedging force compresses, rises to the shearing point, and
shears. Then it builds up and shears again, repeatedly. You can see this in the distortion
of chips when cuts are heavy and materials hard.
When the shearing vibration synchronizes with the natural vibration period of any part of
the tool, toolholder, or workpiece, chatter occurs. You eliminate chatter by changing one
of the harmonizing f
actors: making the tool mor
e rigid, holding the cutter closer up in the
toolholder, backing the toolholder farther into the toolpost, or altering the feed of the tool,
operating speed of the lathe, or angle of the cutter bit to the workpiece.
Tool Sharpness
Instead of being the all important factor in determining tool performance, keenness of the
cutting edge is just one of many factors. On rough or heavy cuts, it is far less important
than strength, because a false cutting edge or crust usually builds up on the tool edge,
ts angle often increases the cutting tool's efficiency by
and though the edge dul
increasing its wedging action. Cutter shape is usually more important than edges, which
ally are rough-ground and require honing for fine finishing cuts or work in soft,
gener
ductile materials like brass or aluminum.
Lack of clearance, which lets a tool drag on the work below the cutting edge, is a break
on the lathe, greatly reducing pressure on the cutting point and interfering with tool
ormance mor
perf
e than edge dul
tool because of insuf
use the tool on hard materials.
Clearance requirements change with almost every operation, but there are certain
standards for all aspects of the cutting tool. You must not only provide clearance from the
ting edge; ther
cut
minimum r
esistance across the top of the tool, it should often have top rake as well. You
e must also be end and side clear
determine the shapes and rakes to which you'll grind your tools by the tool holder you
use. The Midas 1220 XL has a four-sided turret toolpost that accommodates up to four
high-speed-steel (HSS), carbide-tipped, or indexable carbide turning tools.
ls, i
lness. A
t the same time, ex
ficient support to the cut
cessive clearance weakers a
ting edge. Such an edge will break off if you
ance. T
o help the chip pass with
Or V
isit www
.smithy.com
8-2
Page 40

Midas 1220 XL Operator’s Manual
Heat
The energy expanded at the lathe's cutting point converts largely into heat, and because
the energy is great, the heat is intense. Before today's HSS, carbide and ceramic tools,
this heat created a serious machining problem. Machining could be done only under a
steady flow of coolant, which kept the tool from heating to its annealing point, softening
and breaking down.
With HSS, you can usually cut dry unless your machine is running at extremely high
speeds on continuous, heavy-duty production work. HSS tools are self-hardening even
when red hot. They do not dissipate the heat, however, or in any way prevent the
workpiece from heating up. Because steel expands when heated, it is a good idea,
especially with long shafts, to check the tightness of the lathe centers often and make
sure workpiece expansion does not cause centers to bind.
In everyday lathe operations like thread cutting and knurling, always use cutting oil or
other lubricant. On such work, especially if the cuts is light and lathe speed low, dipping
a brush in oil occasionally and holding it against the workpiece will provide sufficient
lubrication. For continuous high-speed, heavy-duty production work, however, especially
on tough alloy steels, using a cutting oil or coolant will increase cutting efficiency. It's
essential if you're using a non HSS cutting tool. When you use coolant, direct it against
the cutting point and cutter. Consider installing a coolant system if you don't have one.
Low-Carbon
Speed (sfm)
Roughing
Finishing
Feed (ipr)
Roughing
Finishing
able 8.1 l
T
The f
ist cut
ormula is as follows:
High-
Steel
Carbon
Steel
Alloy Steel
Normalized
Aluminum
Alloys
Cast Iron Bronze
Annealead
90
120
0.010-0.202
0.003-0.005
Table 8.1 Cutting speeds and feeds for High Speed Steel Tools
ting speeds and f
50
65
0.101-0.020
0.003-0.005
eeds for HSS cutters so you can set up safe rpm rates.
45
60
0.010-0.020
0.003-0.005
200
300
0.015-0.030
0.005-0.010
0.010-0.020
0.003-0.010
70
80
100
130
0.010-0.020
0.003-0.010
rpm = CS x 4 / D”
whereCS = cut
the workpiece in inches.
ting speed in surf
8-3
eet per minute (sfm) and
ace f
For Assistance: Call Toll Free 1-800-476-4849
D” = diameter of
Page 41

Metalcutting Theory
To use this formula, find the cutting speed you need on the chart and plug that number
into the CS portion of the formula. After calculating the rpm, use the nearest or
next-lower speed on the lathe and set the speed.
If you were to make a finish cut on a piece of aluminum 1” in diameter, for
example, you would see the desired sfm per Figure 8.3 is 300. Then
rpm = 300 sfm x 4 / 1
rpm = 1200 / 1
rpm = 1200 or next slower speed.
For high-carbon steel, also 1” in diameter,
rpm = 50 sfm x 4 / 1
rpm = 200 / 1
rpm = 200 or next slower speed.
With the four-turret toolpost, you can install all standard-shaped turning and facing tools
th 1” on smaller shanks. The centerline is appr
wi
oximately 5/8” above the bottom of the
turret. Smithy also offers quick-change tool sets that greatly speed up lathe operations.
Contact a Smithy technician for details.
Or V
isit www
.smithy.com
8-4
Page 42

Chapter 9
Grinding Cutter Bits for Lathe Tools
High-Speed-Steel Cutters
The advantage of HSS cutter bits is you can shape them to exact specifications through
grinding. This lets you grind a stock shape into any form. Stock shapes come in an
assortment of types, including squares, flats, and bevels. Many shops buy their cutters as
ready-ground or ready-to-grind bits or blades.
Ready-to-grind bits and blades are of specially selected HSS, cut to length and properly
heat-treated. They are fine tools in the rough and generally superior to HSS shapes sold
by the pound.
ou have five major goals:
In grinding HS
• A strong, keen cutting edge or point
• The proper cutting form (the correct or most convenient shape for a specific
operation)
S cutter bi
ts, y
• Front clearance away from the toolpoint
• Clearance away from the side of the tool (side rake)
ee chip movement o
• Fr
Keenness angles can vary from 60° for mild softness to 90° for hard steels and castings
(Figure 9.1).
Figure 9.1 Keenness angles vary from 60 to 80 degrees.
Front clear
the edge weakens and breaks off (Figure 8.2). Side and back-rake requirements vary with
the material used and operation performed. Back rake is important to smooth chip flow,
which is needed for a uniform chip and good finish, especially in soft materials. Side rake
directs the chip flow away from the point of cut.
ance must alw
a
ver the tool and away from the cutting edge.
Side
Rake
Side Clearance
3-10
ys be suf
o
ficient to clear the work. If it is too great, however,
Angle of
Keenness
9-1
For Assistance: Call Toll Free 1-800-476-4849
Page 43

Grinding Cutter Bits for Lathe Tools
Figure 9.2 The edge weakens if front clearance is too great.
Grind cutters on a true-surfaced, good-quality, medium-grit grinding wheel (preferably an
8", 46-60A-grit or 68A-grit Carborundum wheel) at 6000 or 6500 rpm. When starting with
an ungrounded cutter bit, the procedure (Figure 8.3) is usually to:
1. grind the left-side clearance
2. grind the right-side clearance
3. grind the end f
orm or r
adius
4. grind the end clearance
5. grind the top rake, touching in a chipbreaker.
If you are honing the cutting edge (for fine finishing or machining soft materials), draw
the cutter away from the cutting edge across the oilstone as shown in figure 9.4.
Cutter Bit
Grinding Wheel
1. Left Side
Clearance
2. Rigt Side
Clearance
3. End
Clearance
4. Radius 5. Top Rake
Figure 9.3 Grinding sequence for an unground cutter bit.
Or V
isit www
.smithy.com
9-2
Page 44
Midas 1220 XL Operator’s Manual
Oilstone
Figure 9.4 When honing, draw the cutter away from the cutting edge across the oilstone.
Materials Other Than Steel
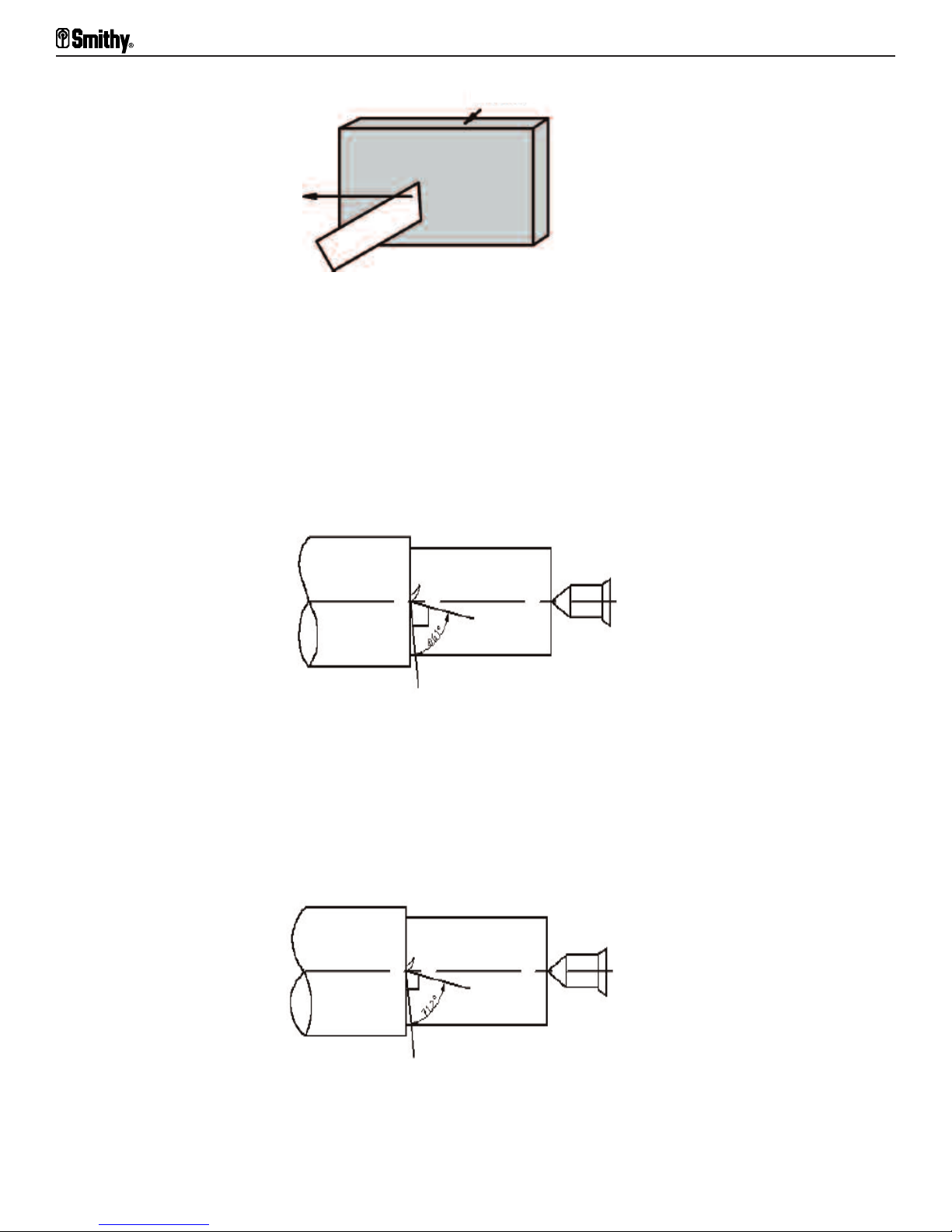
As pointed out earlier, when grinding HSS cutters, we determine cutting angles primarily
by strength requirements, not keenness requirements. Angles and rakes for general
industrial shop use are established. In machining steel, the softer the steel, the keener
the angle of the cutting edge. For soft steels, angles as acute as 61° are possible (Figure
9.5).
Figure 9.5 With soft steels, 61 degree angles are possible.
The same general rule applies to cast iron. Chilled or very hard cast iron requires tools
with cutting-edge angles as great as 85°. For ordinary cast iron, you obtain greatest
efficiency with a more acute cutting edge-approximately 71° (Figure 9.6).
Figure 9.6 With cast iron, a 71 degree angle is most efficient.
9-3
For Assistance: Call Toll Free 1-800-476-4849
Page 45

Grinding Cutter Bits for Lathe Tools
Bits for Turning and Machining Brass
Brass tends to pull or drag when machined. It's best to machine it on dead center with
the top rake in the horizontal plane of the lathe centers. Softer than steel, brass needs
less support for the cutting edge. Brass cutters require an almost flat top angle and can
gain greater angle keenness only in increased side and end rakes. It is often advisable to
hone the cutting edges of cutters used to machine brass.
Note:
All roundnose cutters are ground with flat tops and equal side rakes because they
are fed across the work, to both right and left.
Special Chip Craters and Chipbreakers
When grinding cut-off blades, and occasionally on other cutter bits where the material's
extreme hardness or toughness makes it difficult to control the chip leaving the work, it
sometimes helps to grind a smooth, round crater just behind the cutting edge. This serves
as a chip guide and starts the chip curl
ing smoothly (Figure 9.7).
Figure 9.7 A crater starts the chip curling smoothly.
Using a Center Gauge to Check V-Thread Forms
It may be convenient to grind a standard cutter bit for thread cutting, especially for
cutting standard 60° V-threads. When grinding an ordinary square cutter into a thread
ting tool, tak
cut
ordinary center gauge for a standard V-thread tool or a special thread gauge for special
thread forms.
To grind a cutter for an ordinary V-thread, grind first the left side of the tool, then the
right side, to 30°. Be careful to grind equally from both sides to center the toolpoint. Then
or true form by inserting the newly ground point in the closest-sized V in a standard
test f
center gauge (Figure 9.8). Examine the gauge and cutter before a light. When the cutter
is ground perfectly, no light streak shows between tool and gauge. Use a grinding chart
for other r
ak
e care to ensure a true thread form. The easiest way is to use an
es.
.smithy.com
isit www
Or V
9-4
Page 46

Midas 1220 XL Operator’s Manual
Figure 9.8 Insert the point into the nearest seized V in the center gauge.
Acme or Other Special Threads
Thread gauges are available for all standard threads. Before grinding such cutters,
ascertain the correct pitch angle of the particular thread profile. For example, the pitch
of an acme thread is 29° to a side, and the toolpoint is ground back square to an exact
thread profile that requires a different end width for each thread size.
Thread forms must be accurate if threads are to fit snugly and smoothly. Every
resharpening of this type of cutter requires regrinding the entire form. It is far better,
when doing any amount of threading, to use a threading tool with a special form cutter.
Sharpening such cutters r
profile.
es only flat, top grinding, which does not alter the cut
equir
ting
Carbide-Tipped Cutters and Cutter Forms
Carbide is a compound of carbon and a metal. In cutting tools, it is usually carbon and
tungsten. The har
carbides permi
Bakelite, glass, and other difficult or "unmachinable" materials, its primary use in
industry is f
permit higher running speeds and much longer runs between resharpenings. The cutting
edge of carbide tools stands up 10 to 200 times as long as the edge of HSS tools (Table
9.1).
The advantage of carbide is that it tolerates much higher heat than HSS or other alloys
ou can run at higher speeds. The disadv
so y
must ha
or long pr
ve adequate support in the toolpost to prevent vibration and breakage.
dness of carbide cut
t easy machining of chilled cast iron, hard and tough steels, hard rubber,
oduction runs on ordinary steels. On such work, carbide-tipped tools
ting materials approaches that of diamond. Whi
antage is that i
t is more brittle than HSS and
le
9-5
For Assistance: Call Toll Free 1-800-476-4849
Page 47

Grinding Cutter Bits for Lathe Tools
Application Use Grade
Cast Iron Roughing cuts C-1
Non-ferrous, non-metallic, high-temperature
alloys
200 and 300 Series stainless steels
General purpose C-2*
Light finishing
Precision boring
Roughing cuts
General Purpose
C-3
C-4
C-5
C-6*
Alloy steels Finishing cuts C-7
400 Series stainless steel, high velocity Precision boring C-8
Table 9.1 Carbide Types and Cutting Tool Applications
Or V
isit www
.smithy.com
9-6
Page 48

Chapter 10
Setting Up Lathe Tools
After selecting a cutter, insert it in the toolholder. Allow the cutter bit to project just
enough to provide the necessary clearance for the cutting point. The closer the cutter is
to the toolpost, the more rigid the cutting edge. Allen-head capscrews hold the tool in the
toolpost. To assure maximum rigidity, don't let the tool extend too far beyond the end of
the toolpost turret.
Cutting-Tool Height
After inserting the cutting tool into the toolpost, adjust the height of the cutting edge in
relation to the lathe center. Insert a center in the tailstock. Then run the tool and center
together
The cutting edge on the tool should meet the point on the center. It may be necessary
to use shims, which can be of various thicknesses and materials (Figure 10.1). Man
seasoned cutting-tool height machinists use pieces of old hacksaw blades as shims. If the
toolbit is too high, shim the back of the toolbit. If it's too low, shim the entire tool.
.
y
Figure 10.1 Placing shims under the tool can correct cutting too height.
Turning Tools
For general turning operations, set the point of the cutter bit slightly above the
centerline of the work. In steel, the harder the material, the less above center (Figure
10.2, left).
ceptions ar
Ex
machining these materials, set the cut
10-1
e soft br
ass, aluminum, and materials that tend to pul
ter on dead center (Figur
For Assistance: Call Toll Free 1-800-476-4849
l or tear
e 10.2, right.)
. When
Page 49

Setting Up Lathe Tools
Figure 10.2 The harder the steel (left),the less above center you set the cutter point.
For soft brass and aluminum (right), set the cutter on dead center.
When cutting toward the headstock on most turning and threading operations, swing the
compound rest to hold the shank of the toolholder at an angle. The angle should be
approximately 29-1/2° left of perpendicular to the line of centers, except for extremely
heavy, rough-forcing cuts close to the limits. For such work, use a straight-shanked tool
held perpendicular to the line of lathe centers in the right side of the toolpost. The tool
will tend to swing out of the cut rather than hog into the work if you reach a stalling
point (Figure 10.3)
Figure 10.3 The tool will swing out of the cut (left) rather than hog into the work (right) if
you reach a stalling point. Note the tool is in the right-hand side of the toolpost.
Threading Tools
Threading tools should always engage the work on dead center. Any deviation above or
ect the thread profile (Figure 10.4).
f
l af
below wi
l
Figure 10.4 Threading tools engage the work on dead center.
.smithy.com
isit www
Or V
10-2
Page 50

Midas 1220 XL Operator’s Manual
Cutoff, Thread Cutting and Facing Tools
For cutoff, thread cutting, and facing, feed the cutter to the work on dead center (Figure
910.5). For the beginner, the average feed should not exceed 0.002 inches per revolution
(ipr).
Chip Curve
Figure 10.5 Feed the cutter on dead center for cutoff, thread cutting and facing.
Boring and Inside Threading Tools
For boring and inside thr
10.6). For greater cutting efficiency, position the bar while parallel to the line of lathe
centers sufficiently below center to give the cutter a 14-1/2 degree approach angle. For
internal threading, grind the top face of the cutter to compensate for this angle, giving a
flat, true f
Some machinists prefer to position the tool slightly above center when boring. With the
bit abo
workpiece.
orm top face.
ve center, if a tool chat
eading, the cutter point engages the work on dead center (Figure
ters it deflects down into empty space instead of into the
Figure 10.6 For boring and inside threading, the cutter point is at dead center.
10-3
For Assistance: Call Toll Free 1-800-476-4849
Page 51

Chapter 11
Setting Up with Centers, Collets, and Chucks
Before setting work up on centers, make sure the spindle and tailstock centers align
accurately. Do this by inserting a center into the nose spindle and inserting the tailstock
center into the tailstock ram. Then move the tailstock toward the headstock until the
centers touch (Figure 11.1). You can correct any lateral alignment error by adjusting the
tailstock set over screws (Figure 4.8).
Figure11.1 When aligning spindle and tailstock centers, move the tailstock
toward the headstock until the centers touch.
For most turning operations, work is held in the lathe between the lathe centers b
of holes drilled in the ends of the stock to be machined. Your machining accuracy depends
primari
Locating these holes is cal
ly on how precisely y
ou locate these holes at the center of the bar or block.
led centering.
y means
Centering
ou can impr
Y
(Section 13.1). This gives you a true cross section in which to locate the centering holes.
1. First, chuck the stock in the appr
2. Place a right-hand side tool (or a straight turning tool with a facing cutter) in the
toolpost.
3. Car
toolpost. If y
and perhaps cause the center drill to run off center.
ef
ove centering greatly by first squaring or facing the ends of the workpiece
otrude about an inch.
ly adjust the cut
ul
ou don't do this, a smal
opriate chuck. Let the stock pr
ting edge so i
t or pr
l ti
t is exact
ojection wi
ly on center, then tighten it into the
ll remain in the center of the stock
4. Start your lathe on the slowest speed. Bring the tool into the cutting position against
the center of the workpiece.
Or V
isit www
.smithy.com
11-1
Page 52

Midas 1220 XL Operator’s Manual
5. Feed the tool from the center of the stock outward, toward yourself, using the hand
crossfeed. One or two light cuts is usually enough to true up an end roughened by the
hacksaw. After facing one end, reverse the work and face the opposite end.
Centering a Round and Rectangular Stocks
1.You can center on round stock (Figure 11.2) with calipers, dividers, or special
centering instruments (Figure 11.3). Centering square or rectangular stock is done by
scribing lines from opposite corners. The intersection of these lines is the center (Figure
11.4).
Figure 11.2 Centering on round stock and
Figure 11.4 Centering on square or rectangular stock.
Figure11.3 Use centering instruments include calipers and dividers.
2. After locating the center of each end, driv
e a starting depr
ession f
or the dri
ll into the
stock with a center punch.
3. Check centering accuracy by placing the workpiece between the spindle and tailstock
centers.
e the headstock slowly against the tip of a tool or a piece of rigidly held chalk.
olv
ev
4. R
5. The chalk should touch just the high spots (Figure 11.5). If the center is off 0.002" or
more, correct the position of the center by repunching at an angle.
11-2
For Assistance: Call Toll Free 1-800-476-4849
Page 53

Setting Up with Centers, Collets, and Chucks
C
halk Marks
Chalk
Compound
Figure 11.5 When you revolve the headstock against a piece of chalk,
The chalk should just touch the high spots.
6. Next, drill and countersink the centers to conform to the profile of the lathe centers.
This is best done with a combination center drill/countersink held in the tailstock arbor
chuck. The centers now will take the lathe centers without play or chatter.
If a combination drill is not available, you can drill centers with a small drill and
countersink them with a drill of sufficient diameter ground to a 60° point. A 60° taper is
standard for lathe center points. Correct center depth is given in Figure 11.6. Take care
to get an accur
ate 60° countersink in the center (Figur
e 11.7).
Too Shallow
Correct Path
Too Deep
Figure 11.6 The correct depth of center is illustrated above. If it's too deep (bottom)
only sharp outer edges will contact the center.
Center
Work
Hole
Work
Work
Lathe
A
Center
B
C
Point
Figure 11.7 Counterbore centers with a drill to a 60° point so they fit the lathe centers (A).
Too obtuse (B) or too acute (C) a counterbore will give insufficient bearing
and destroy the lathe centers.
Or V
isit www
.smithy.com
11-3
Page 54

Midas 1220 XL Operator’s Manual
Mounting Work Between Centers
Remove the chuck from the lathe, bolt the faceplate to the spindle if l angle (Figure 11.8),
and put in both headstock and tailstock centers. Fasten a lathe dog (Figure 11.9) to one
end of the work. For ease of operation, use a live or rotating center in the tailstock end
so you won't need lubrication.
Before centers starting the lathe, make sure the centers don't hold the workpiece too
tightly. Heat may cause the workpiece to expand, so watch for binding. Adjust the
tailstock center so the work turns freely but without end play.
If, after partially machining the workpiece, you find you must machine the stock under
the lathe dog, remove the workpiece from the lathe and place the lathe dog on the
machined end. Then turn this new tailstock center end of the shaft down to the desired
diameter or form.
Figure 11.8 Bolt the faceplate to the spindle flange
Using a Clamp Dog
Standard lathe dogs drive round, or near-round, shapes. Rectangular or near-rectangular
stock requires clamp dogs. In a properly made clamp dog, the under face of the heads
of tightening scr
bar are elongated. This design allows a firm grip of off-square shapes without bending
the screws. Top and bottom bars should also have V-notches to give a firm grip on
triangular or other odd-shaped stock. Y
to hold highly polished round bars.
Using faceplates
For work setup, faceplates serve two purposes. First, they drive workpieces held between
centers. Second, they hold workpieces shaped so you can't chuck them or mount them
on centers.
Faceplates for driving workpieces on centers are generally small. They're notched and
ted to receive the tail of the lathe or clamp dog, bolt drive, or other driving tool
slot
(Figure10.9). Faceplates for holding workpieces (irregularly shaped casting, machine, or
die parts, f
T-slotted, drilled all over, or slotted and drilled. Workpieces mount on such faceplates with
T-slot or standard bolts, strap clamps, angle plates, or other standard setup tools.
ews are convex and fit into concave seats, while the holes in the upper
w dogs also
-ja
or example) ar
e usual
ou can use clamp dogs or special V
aried designs. They ma
e v
ly lar
ger and ha
v
y be
11-4
For Assistance: Call Toll Free 1-800-476-4849
Page 55

Setting Up with Centers, Collets, and Chucks
Figure 11.9 Fasten a lathe dog to one end of the work piece.
Note:
Before starting to machine work set up on centers, check to see the lathe dog tail
is free in the faceplate slot so it won't lift stock off its true line of centers, as in Figure
11.10. Also, be sure lathe centers fit closely into the center holes to eliminate side play
but not so tightly they bind. If you're working on a long workpiece, check it frequently to
be sure the center does not bind. Also, balance unbalanced setups with counterweights
to overcome any "throw" as the work revolves (Figure 11.11).
Tail of Lathe Dog
Figure11.10 Make sure the lathe dog tail is free in the faceplate slot so
it won't lift off the true line of centers.
Or V
isit www
.smithy.com
Figure 11.11 Counterweights can
help with unbalanced setups.
11-5
Page 56

Midas 1220 XL Operator’s Manual
Setting Up Work on a Mandrel
You can machine cylindrical or bored pipe work or cored castings too long to fit in a chuck
by mounting them first on a mandrel (Figure 11.12). Then mount them between centers.
The solid mandrels, which are driven into the hole of the work-piece, must be tight
enough to turn the workpiece against the tool without slippage. Oil them lightly before
driving them into the workpiece. Otherwise, the workpiece may freeze to the mandrel,
making it impossible to remove the mandrel without damaging both workpiece and
mandrel. When removing a mandrel, drive it back out of, instead of through, the hole.
You can purchase hardened steel mandrels, which have a slight (0.003") ground taper
and an expanding collar, to facilitate mounting and demounting (Figure 11.13). Mandrels
with compressible ends for holding single or ganged pieces are also available. When a
workpiece is mounted on a mandrel, machine it as you would a solid shaft. You can drill
eccentric centers in mandrel ends to permit eccentric turning.
Figure 11.12 Mount workpieces too long for of the lathe centers.
Figure 11.13 Hardened steel mandrels have a slight ground taper and expanding collar.
Steady Rests and Follow Rests
Rests are for setting up (1) work that is relatively long in proportion to its diameter or (2)
or boring or other oper
ee f
work whose dead end must be left f
rests to machine slender shafts that are apt to spring out of alignment from the thrust of
the tool. The purpose of a rest is to support the workpiece and maintain it in accurate
alignment for machining. Rests are classed as steady rests or follow rests.
r
ations. Y
ou can also use
11-6
For Assistance: Call Toll Free 1-800-476-4849
Page 57

Setting Up with Centers, Collets, and Chucks
Steady Rests
- Steady rests mount on the lathe bed (Figure 11.14). Clamped over the
ways, they provide three bearing surfaces. These surfaces bear down lightly but rigidly
against the surface of the shaft and keep it from moving out of the line without
interfering with the operation.
To set up a steady rest, first center the work in the chuck and true it up. Then slip the
steady rest into position and tighten it to the bed. With the bearing jaws clearing the
work, close the top of the rest and tighten the locking screw. Now, with the lathe
running, adjust the three bearing jaws to touch, but not push, the workpiece. Finally, test
again for alignment, making sure the axis of the workpiece coincides with the axis of the
lathe. Otherwise, the end will not be square and the surfaces and boring will be untrue.
The tips of the jaws are bronze and require lubrication.
Figure 11.14 Steady rests mount on the lathe bed and provide three bearing surfaces
Follow Rests -
taper and al
Long or slender shafts that are apt to spring out of have a slight ground
e a follow rest
ignment by the thrust of the cutting tool often r
equir
expanding collar (Figure 11.15). Follow rests mount on the carriage of the lathe and move
with the tool, backing up the workpiece opposite the point of the tool thrust. They have
two adjustable supporting ja
ws, one holding the work to keep i
t from cl
imbing up on the
tool and the other behind the work to counter the thrust of the tool.
Note:
Take great care in adjusting the jaws of rests, as they must form a true axial
bearing for the work and let it turn freely but without play.
Figure 11.15 Follow rests mount on the lathe carriage and move with the tool.
Or V
isit www
.smithy.com
11-7
Page 58
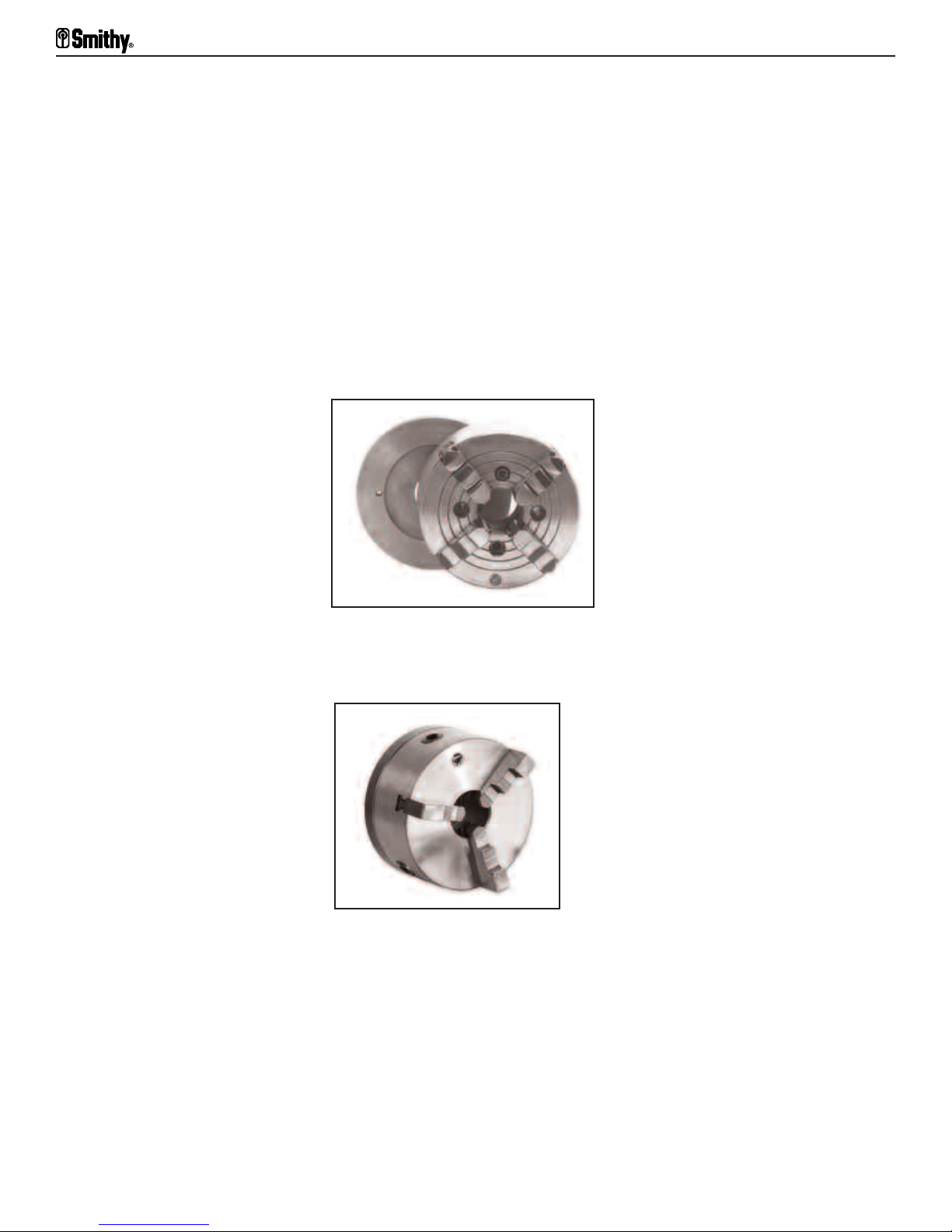
Midas 1220 XL Operator’s Manual
Setting Up Work in a Chuck
Chucks usually hold work that is too short to hold conveniently between centers or work
requiring machining at, into (boring or inside threading), or across its end. While it is
possible to set up such work on a faceplate, the convenience of chucks has made them
part of every complete lathe. Lathe chucks come in many types and sizes and hold
workpieces of diameters approaching the swing of the lathe.
For ordinary use, there are two standard types of headstock chucks. The four-jaw
independent lathe chuck has four holding jaws that can operate independently and adjust
to hold round, square, eccentric, or odd-shaped work (Figure 11.16). The three-jaw
universal geared scroll chuck holds only round or near-round work with three, six, nine,
12, or other multiple-numbered sides. It always holds work concentrically. The three-jaw
chuck has the advantage of being self-centering-all jaws move in or out together (Figure
11.17).
Figure 11.16 Four-jaw independent lathe chucks hold round, square, eccentric
or odd shaped workpieces.
Figure 11.17 Three-jaw universal geared scroll chucks hold round or near-round workpices.
Mounting Work in a Four-Jaw Independent Lathe Chuck
For small-diameter, short work, insert jaws in the chuck with high ends to the center. This
gives the maximum gripping and tool clearance (Figure 10.18). For large-diameter work,
insert the ja
chuck (Figure 11.19).
ws in the chuck slots wi
th the high steps of the jaws to the outside of the
11-8
For Assistance: Call Toll Free 1-800-476-4849
Page 59

Setting Up with Centers, Collets, and Chucks
To place work in a chuck, follow these steps:
1. Adjust the chuck jaws to the approximate opening to receive the work. Roughly
center them by matching the nearest concentric ring on the chuck face with the
corresponding mark on the jaws.
2. Place the work in the chuck and grip it. Turn up the opposing jaws a uniform number
of turns with the key provided. This will hold the work in position. Then bring in the other
pair of opposing jaws the same way.
3. Revolve the spindle slowly with your left hand while holding a piece of chalk until the
chalk touches the high point (the nearest surface) of the work (Figure 11.6).
4. Guided by the chalk marks, readjust the jaws until a chalk line lathe chucks hold round,
will carry completely around the work. Then tighten all the jaws securely. square,
eccentric, or odd-shaped workpieces.
For greater accuracy, after roughly centering the stock using chalk, set a dial indicator at
the back of, and square to, the stock. Make sure you can see it clearly. Rotate the chuck
by hand. Looking at two opposing jaws, determine which side is higher
. Align the higher
side with the dial indicator, loosen the opposite jaw, and tighten the higher jaw. Do the
same with the other two jaws. Repeat the process until you have located the stock
thin necessary tolerances.
wi
When making several identical pieces, after completing each workpiece release only two
adjoining jaws, leaving the others to hold the center
. The jaws of the four-jaw
independent chuck are reversible. You can insert them with high steps to the inside or
outside.
Figure 11.18 For short, small-diameter workpieces, insert
the jaws with high ends to the center.
Figure 11.19 For large-diameter workpieces insert the
jaws with high steps of the jaws to the outside.
Or V
isit www
.smithy.com
11-9
Page 60

Midas 1220 XL Operator’s Manual
Caution
N
ever leave the chuck key (wrench) in the chuck while the chuck is on the spindle. Any
movement of the spindle can crash the key into the ways, seriously damaging the ways,
spindle, and chuck. Turning on the lathe with the key in the chuck can seriously damage
your lathe. The key can also be thrown when the lathe starts, causing damage and/or
injury. Never let your hand leave the chuck key unless you are picking it up or storing it.
Never remove a chuck or heavy faceplate without first laying a board across the ways to
protect them in case the chuck falls when it comes off the spindle nose. Or use a chuck
cradle to ease chuck removal and installation.
Mounting Work in a Three-Jaw Universal Chuck
Work is set up in a three-jaw universal chuck as in a four-jaw independent chuck, with
these exceptions:
• On three-jaw chucks, the key moves all the jaws at once.
• You need not center or check f
automatically.
• Jaws are not r
high steps toward the inside (inside jaws), the other for mounting in the chuck with high
steps to the outside (outside jaws).
• When installing the chuck jaws on a three-jaw chuck, install them in numerical order
and counter
Each jaw is stamped with a serial number and jaw number (#1, #2, or #3). The slots in
the chuck ar
11.20). With the #1 slot in the 12:00 position, the #2 slot is at 8:00 and the #3 slot at
4:00 (Figure 11.21).
To install the jaws, first insert the #1 jaw into the #1 slot and turn the key until it
engages. Then put in the #2 jaw and engage it, then the #3 jaw.
eversible. Each chuck comes with two sets of jaws. One is for setups with
clockwise rotation.
e not numbered, but there is a serial number stamped at the #1 slot (Figure
or concentricity because these chucks center
Figure11.20 A serial number is stamped in the #1 slot of the three-jaw chuck.
11-10
For Assistance: Call Toll Free 1-800-476-4849
Page 61

Setting Up with Centers, Collets, and Chucks
Slot #3
S
lot #2
Slot #1
Figure11.21 With the slot for the #1 jaw in the 12:00 position, the slot for the #2 jaw is at 8:00
and the slot for the #3 jaw is at 4:00.
Collets and Collet Attachments
To hold small-diameter work, whether bar stock fed through the hole in the spindle or
small pieces of semi finished parts, collet attachments are preferable to standard chucks
(Figure 11.22) for several reasons:
• They have much faster release and grip actions.
• They center the work automatical
ly and ac
curately
• They grip even small pieces and pieces with a short hold firmly.
Figure 11.22 Collet attachments are best for small-diameter work.
• They are housed within the spindle nose for maximum tool clearance, making it
possible to machine, thread, or cut off close to the spindle.
While chucks are universal tools that hold a range of stock sizes and shapes, collets are
special tools. Ther
e is a col
let f
or ev
ery siz
e and shape of workpiece.
Made with extreme accuracy, hardened, and ground, standard split collets are slotted so
their jaw ends compress inwardly to grip the workpiece. This is done by pulling the
collet jaw's externally tapered shoulder into a matching taper-bored adapter sleeve. The
adapter sleeve connects the lathe spindles MT5 taper to the collets MT3 taper. A drawbar
holds the col
let in place.
Or V
isit www
.smithy.com
11-11
Page 62

Midas 1220 XL Operator’s Manual
Toolpost Grinders
A fully equipped lathe has a toolpost grinder, a small, independently operated grinding
head with an integral electric motor that mounts as a unit in the toolpost T-slot of the
compound rest. (For lighter work, some are held in the toolpost.) You can maneuver it as
you would any other cutting tool.
Toolpost grinders come with wheels of different shapes, sizes, and grits for grinding
different materials and surfaces. They also come with arbors and mounted wheels for
grinding internal surfaces. You can use them to grind or polish surfaces; to grind lathe
centers, arbors, taper sockets, leader pins, gauges, valve seats, and other close-fitting
parts; and to sharpen tools.
11-12
For Assistance: Call Toll Free 1-800-476-4849
Page 63

Chapter 12
Lathe Turning
Rough Turning
1. In turning a shaft to size and shape where you have to cut away a lot of stock, take
heavy, rough cuts to get the work done in the least time. Use a transverse powerfeed for
heavy cuts-from right to left toward the headstock so the thrust is against the headstock
or the chuck. Use a right-hand turning or round nose cutter.
2. After selecting a cutter, place it into the left side of the turret (Figure 12.1). The
cutter’s point should be just above or on the line of the centers. The greater the
diameter of the work, the higher the cutter can be. Adjust the height by placing shims
under the cutter and raising or lowering it (Figure10.1).
Figure 12.1 Place a cutter into the left side of the turret.
3. With the tool properly positioned, tighten the Allen capscrew.
4. Next, run the carriage to the right end of the workpiece with the crank. Make sure the
lathe is set to feed toward the headstock.
5. Now determine the depth of the cut. Move the tool to the desired depth till it just
touches the stock and zero the cross-feed dial.
6. Start the lathe. Run the crossfeed in by hand to take as heavy a cut as is consistent
with the power of the drive or the amount of metal to remove.
Say, for example, you need to reduce a diameter by a known number of thousandths of
an inch. If y
of the feed from the zeroing point.
Note:
measuring instrument.
ou zero the collar and watch the movement of the dial, you’ll know the depth
The dial giv
es a good appr
Or V
ximation, but f
o
.smithy.com
isit www
or exact measur
ements, use a
12-1
Page 64

Midas 1220 XL Operator’s Manual
To reduce the diameter, advance the tool only half as many thousandths on the dial. This
is because the tool takes off an equal amount from both sides as it cuts a continuous strip
around the work. For example, to reduce the diameter of a shaft 0.005”, you advance the
tool only 0.0025”, or 1-1/4 calibrations.
Engage the tool before setting the floating dial. The tool must be moving in the direction
you want to go before you set the dial to zero to compensate for the backlash.
For a screw to move, there must be some play in the thread. When backing the cutting
tool away from the cut, move the feedscrew enough to take the backlash before setting
the collar or when the drawing the tool from the cut. Normal backlash is 0.008 – 0.015”.
Engage the longitudinal feed by rotating the half nut lever 90 degree to the right. Always
cut deeply enough to reach below the scale on oxidized bars or iron castings. Hard,
oxidized surfaces dull tools rapidly.
Finish Turning
1. After you have rough-turned the workpiece to approximate finished size (within 1/32”),
replace your cutter bit with a freshly ground, keen-edge cutter.
2. Make one or more light finishing cuts across the machined surface.
3. Check the diameters carefully with a calliper or micrometer to be sure you are
working to proper dimensions. Remember: the diameter will reduce twice the thickness
of the cut.
For rough turning, most machinists prefer a deep cut and a comparatively fine feed, but
the reverse is true for finishing cuts. They usually use a very light crossfeed and a coarse
transverse feed with a cutting edge wider than the feed per revolution. In figure 12.2, the
left-hand tool illustrates the first roughing cut and the right-hand tool shows the
following finishing cut.
Figure 12.2 Roughing (left) and
finishing (right) cuts.
Turning to Shapes
Other turning cuts, machining shapes, corners, fillets, etc., are done the same way. The
main difference is in selecting cutter bits and maneuvering the cutting point by means of
various cutting tools (Figure 12.3).
12-2
For Assistance: Call Toll Free 1-800-476-4849
Page 65

Lathe Turning
Left Hand
Turning
Left Hand
Facing
Left Hand
Corner
ight Hand
R
Turning
Turning with a roundnose cutter
Finishing Cut
Parting or
cutting off
Special-form cutter
Right Hand
Facing
Figure 12.3 You can do other turning cuts with different cutter bits and cutting tools.
Right Hand
Corner
Machining Square Corners
To machine an accurate corner, follow these steps:
et the compound rest perpendicular to the line of the center and insert a right or
1. S
left-hand corner tool.
2. Using the longitudinal feed, turn a small diameter to finish up to the shoulder.
eed the tool the amount needed to finish the work to the
th the compound r
3. Wi
length, taking to the last f
Finishing and Polishing
After machining, you’ll want a smooth, polished surface free of machine marks. You’ll
obtain the best r
esul
With a file, take full, biting strokes across the revolving workpiece at a slightly oblique
angle. Do not drag the file back across the workpiece; instead, lift it clear for each return
stroke. Use a clean, dry file and keep the workpiece clean, as well. Wipe the workpiece
ou’v
dry and clean i
f y
workpiece is revolving (Figure12.4).
est, f
acing cut acr
th a toolpost grinder. If you don’t have one, use a file.
ts wi
e used coolant or cut
oss the shoulder away from the center.
ting oil. Never hold the file stationary while the
Or V
isit www
.smithy.com
12-3
Page 66

Midas 1220 XL Operator’s Manual
Figure 12.4 With a file, take full strokes at an oblique angle and never hold the file still.
For an even finer file finish, rub railroad chalk into its teeth. This provides additional
lubrication and absorbs filings. Do not use blackboard chalk.
After filing off the machining marks, polish the workpiece with emery or other abrasive
cloth. Keep the lathe turning at high speed and spread a few drops of oil on the
workpiece. Don’t stop moving the cloth (Figure 12.5).
Figure 12.5 You can polish a workpiece with an abrasive cloth and oil.
Taper Turning
There are two ways to turn a taper: with the compound rest and by setting over the
tailstock. In both methods, the cutter must engage the work on dead center if the taper
ate.
is to be ac
Compound Rest.
such as centers, bevel gear blanks, and die parts (Figure 12.6). In general, these are not
considered taper turning, which applies to machining longer, more gradual tapers.
Setting over the tailstock.
misaligning the lathe centers. The lathe centers move from their position parallel to the
tool’s transverse travel, giving the desired degree of taper (Figure12.7) The tailstock has
a set-over scale calibrated both forward and backward from the straight turning or
zeroing point for measuring set-over distances.
12-4
cur
Tapers cut with the compound rest are usually short, abrupt angles,
ting tapers b
t
Cut
For Assistance: Call Toll Free 1-800-476-4849
y setting over the lathe tailstock involves
Page 67

Figure 12.6 Tapers cut with the compound rest are
usually short, abrupt angles.
Lathe Turning
Figure 12.7 In setting over the tailstock, the lathe centers move
from their parallel position with the tool’s transverse travel.
To offset the tailstock, adjust the two base-locking bolts (Figure5.8). To offset to the right,
loosen the right adjusting bolt and tighten the left. To offset to the left, loosen the left
adjusting bol
t and tighten the right.
You can turn long, gradual tapers by setting over the tailstock, but take care. Your
computations must be nearly perfect, because an error will spoil your work.
The distance of tailstock set-over needed to machine any given taper depends on three
actors:
f
• The differential between the finished diameters of the extreme ends of the taper
• The length of the taper in relation to its extreme diameters, if the entire shaft
is to be tapered
• The ratio between the length of the shaft (or work between centers when you’re
tapering only part of the shaft).
When the taper extends the entire length of the workpiece, tailstock set-over should
equal hal
f the difference between the finished diameters of the ends (Figure 12.8). When
a taper extends only part of the length of the shaft, divide the total shaft length by the
length of the portion to be tapered. Then multiply the resulting quotient by half the
ence between the extr
er
f
dif
eme diameters of the finished taper
.
Or V
isit www
.smithy.com
12-5
Page 68

Midas 1220 XL Operator’s Manual
Figure 12.8 Tailstock set over should be half the difference between the finished diameters of
the ends. That is 0=T” x L”/2 where T= taper per inch and L=length of work in inches.
Note:
(A) Because most drawings give the taper in inches per foot of length, it may be
easier to convert all dimensions to inches. (B) Be sure to zero the tailstock before
resuming straight turning.
Boring a Tapered Hole
Boring a tapered hole involves setting the compound at the desired degree of taper and
feeding the tool with the compound rest. Make sure the compound rest is set at half the
degrees of the angle of the completed taper hole. You can also use a taper at
to bore a tapered hole.
tachment
12-6
For Assistance: Call Toll Free 1-800-476-4849
Page 69

Chapter 13
Lathe Facing and Knurling
Before removing your work from the centers, face or square up the ends. On accurate
work, especially where shoulders, bevels, and the like must be an accurate distance from
the ends, do the facing before turning the shank. This also cleans the ends and machines
the workpiece to accurate length.
When diameters are large, it's best to face with a special side tool that has a long, thin
blade with a wide cutting edge. If you don't have one, use a right or left-hand facing
cutter. Feed the tool from the center outward to avoid marring the lathe center (Figure
13.1).
Figure 13.1 With a facing cutter, feed the tool from the center outward.
Facing Across the Chuck
When facing a stub-end workpiece held in the headstock chuck, the same rules apply.
otrude about an inch. Place a right-hand side tool (or a
t pr
Chuck the stock, let
straight turning tool with a facing cutter) in the toolpost. Carefully adjust the cutting edge
so it is exactly on center, then tighten it into the toolpost. If you don't do this, a small tit
ojection wi
or pr
run off center.
Start your lathe on the slowest speed. Bring the tool into cutting position against the
center of the workpiece. Do not start with a heavy feed because the sfm increases
rapidly as the cutter moves through increasing peripheries. One or two light cuts is
ly enough to true up an end r
usual
reverse the workpiece and face the opposite end.
If you must finish the ends of the shaft, use a half-center (Figure 13.2). This lets you
extend the tool across the entire face of the work.
To use the powerf
ting i
emain in the center of the stock and perhaps cause the center dri
l r
l
. After facing one end,
oughened b
eed for facing, place the speed selector into the desired position before
isit www
Or V
y the hacksa
.smithy.com
w
l to
l
13-1
Page 70

Midas 1220 XL Operator’s Manual
the lathe is turned on. Once the cutter has been positioned as per the above paragraph,
move the crossfeed lever down. Pull the lever up at the end of the cut to stop the cutter
travel.
Caution
Remember caution must be taken to not run the powerfeed past their limits of travel. As
part of the normal operation, procedures, run each axis through the entire length of the
proposed machining operation before engaging the powerfeed to assure there is sufficient
travel to accomplish for the desired task. Failure to so could result in running the power
feed to the end of its mechanical limit. This is what is known as a "CRASH". A crash can
cause damage to the work piece and severe damage to the machine.
Figure 13.2 With a half-center you can extend the tool across the entire face of the work.
Knurling
Strictly speaking, knurling is not a machining operation because no metal is cut. It is a
orming oper
f
raising the surface of the metal into a pattern. As with all other forming operations, your
work can be no better than the pattern, your knurling no better than the knurls. Be sure
the knurls are sharp, clean-cut (preferably hob-cut), and properly hardened.
To make a true, uniform knurl, maintain uniform pressure on both knurls. Select a
-centering knurl
f
sel
ong enough to withstand end and side thrusts. Operate the lathe at the slowest speed
str
(160 rpm).
Knurling exerts extreme thrust against centers and bearings. You can lessen this thrust
material
of the workpiece. This engages the right side of the knurl first (Figur
Place a few drops of oil on the workpiece and knurling tool. Start the rolls of the
knurling tool from the right-hand scribe line and feed them in until the knurl reaches a
depth of 1/64". Then stop the lathe and inspect the work. If the knurl is not clear-cut,
adjust the tool in or out as needed.
ation in which patterned knurls are pressed into the work, depressing and
ing tool that equalizes pressure on the knurls automatically and is
eeding the knurling tool at a slight angle off from perpendicular to the line
y f
ly b
e 13.3).
13-2
For Assistance: Call Toll Free 1-800-476-4849
Page 71

Lathe Facing and Knurling
Use plenty of oil, lubricating both knurl and workpiece. Then start the lathe and engage
the automatic feed, moving the knurls across the portion to be knurled. When you reach
the left scribe line, force the tool into the work another 1/64", reverse the lathe without
removing the tool, and feed it back to the starting point. Feed both ways using the
automatic longitudinal feed. Once across, each way, usually makes a good knurl.
Figure 13.3 Feed the knurling tool at a slight angle off from perpendicular to the
line of the work piece.
Or V
isit www
.smithy.com
13-3
Page 72

Chapter 14
Changing Gears
To change the gears on the MI-1220 XL, follow these steps. You will need a 10mm
wrench, 6mm Allen wrench, screwdriver (to remove C clips), and pliers (to replace C
clips).
1. Remove all C clips, nuts, and gears, starting with the A gear and ending with the D
gear. With the 10mm wrench, loosen the B & C gearshaft in its bracket by turning the
gearshaft counterclockwise (Figure 14.1). This lets the shaft slide freely along the
bracket for easy gear removal and replacement.
Figure 14.1 Remove all C clips, nuts and gears.
2. Select the pr
3. Use the Allen wrench to loosen the bolt at the bottom of the bracket assembly for full
swing and easy gear r
4. Place the selected D gear on the D shaft, flange side in. R
and nut.
5. Place the selected C gear
6. Place the selected B gear, flange side in, on the B & C gearshaft. Replace the C clip.
7. Slide the B & C gearshaft unitl the C gear meshes properly with the D gear and
tighten it with the 10mm wrench (Figure 14.2).
oper A-D gear combination from the list outside the pulley box door.
.1).
eplacement (Figur
, flange side in, on the B
e 14
C
&
eplace the spacer, washer
gearshaft.
14-1
For Assistance: Call Toll Free 1-800-476-4849
Page 73

Figure 14.2 Slide the B and C gearshaft until the C geal meshes with the D gear.
8. Place the selected A gear, flange side in on the A gearshaft and replace the C clip.
Changing Gears
9. Swing the bracket assembly until the A and B gears mesh. Hold the bracket assembly
in place and tighten the bol
t. Mak
e sure the gears turn smoothly before engaging the
powerfeed. You may need to make some adjustments.
10. Engage the E gear between the C and D gears to reverse the leadscrew (Figure 14.3).
Figure 14.3 Engage the E gear between the C and D gears to reverse the leadscrew.
Or V
isit www
.smithy.com
14-2
Page 74

Chapter 15
Cutting Screw Threads
Threading Terms
Before beginning to cut threads, it’s useful to learn the major terms used in thread
cutting:
Pitch.
thread. To measure pitch in inches, measure an inch on a bolt and count the threads.
Pitch Diameter.
straight screw thread, the surface of which would make an equal width of the thread and
the spaces cut by the cylinder.
Lead.
one complete revolution. The lead and pitch of a single thread are identical, but they
differ on multiple threads (the lead of a double thread is twice its pitch; of a triple thread,
three times its pitch).
Because thr
building things of metal should master it. Threading requires a bit of patience and skill.
Before trying to cut a thread on a workpiece, cut a few practice threads on odds bits of
steel, ir
Built for thread cutting, The Midas 1220 XL cuts standard internal and external threads,
as wel
per inch, in V or square shapes, in established profiles like Unified National, acme and
metric. Y
shaft. You determine the type of thread by how you’ll use the screw. Each thread form
requires a different-shaped tool to cut or chase it.
Metric pitch is the distance from the center of a thread to the center of the next
This is the diameter of an imaginary cylinder superimposed on a
The lead is the distance a screw thread advances axially (as through a nut) with
ead cut
on and aluminium.
l as special threads. Y
ou can cut single thr
ting is so much a part of a machine work, anyone inter
ou may cut coarse or fine threads in a great range of threads
eads or mul
tiple thr
eads that run concurr
ently along the
ested in
Beginners will use the Unified National Standards most of the time, which is V-form thread
ly flat on top and at the r
ight
sl
numbers, such as 18 or 24, meaning 18 or 24 threads per inch (tpi). The Midas 1220 XL
cuts standard threads in pitches from 6 to 30 tpi and metric threads from 0.50 to 3mm.
Because the lathe spindle turning the work connects by gearing to the leadscrew (which
moves the cutting tool along the lathe bed), a ratio exists between spindle speed in
olutions pr
ev
r
gearing, y
changing both the change gears at the head of the lathe and the speed selection lever.
Thread charts inside the gearbox door show both inch and metric measures (Figure 7.2).
The inch chart on the headstock shows the tpi f
distance fr
e minute and cut
ou change this r
om thr
ead cr
est 0.12 to 3 mm.
atio
15-1
ew thr
oot. S
ting tool mo
. For this reason you can cut threads of various pitches by
For Assistance: Call Toll Free 1-800-476-4849
cr
eads ar
ement in inches. When you change the
v
e usually referred to by pitch
om 6 to 30. The metric show the
r
Page 75

Cutting Screw Threads
For right-hand threads, start the threading tool at the right end of the workpiece and feed
it toward the headstock. For lef-hand threads, reverse the leadscrew’s rotation direction
and feed the threading tool from left to right.
With practice, you can grind cutters to almost any profile. It is difficult, however, to
sharpen such cutters without altering the cutting form, and almost every re-sharpening
requires a complete regrinding of profile and clearance angles.
After turning the work to be threaded to the outside diameter of the thread and setting
the gears for the desired thread, put a threading tool in the toolpost. Set it exactly on the
dead center of the workpiece you’ll be threading, using a center gauge as a guide.
To make sure your cutter is on dead center, place a credit card or shim between the
cutter point and workpiece (Figure 15.1). When the tool is on dead center, the card or
shim will remain vertical. With a credit card, there is no possibility of chipping the cutter
as the workpiece and cutter come together.
Figure 15.1 Check dead center with a
credit card.
Set the compound perpendicular to the line of centers and r
otate i
t 29-1/2 degree to the
right (Figure 15.2). Place the thread gauge on the point of the threading tool and feed
the tool toward the workpiece (Figure 15.3). Adjust the tool so the edge of the gauge is
exactly parallel to the workpiece. A slip of white paper held below the gauge will help
check the parallel of the gauge to the shaft and the fit of the toolpoint in the V of the
gauge. Placing the threading tool perpendicular to the surface of the workpiece assures
a true-form thread.
Figure 15.2 With the compound perpendicular to the
line of centers, Rotate it 29 degree to the right.
Or V
isit www
.smithy.com
15-2
Page 76
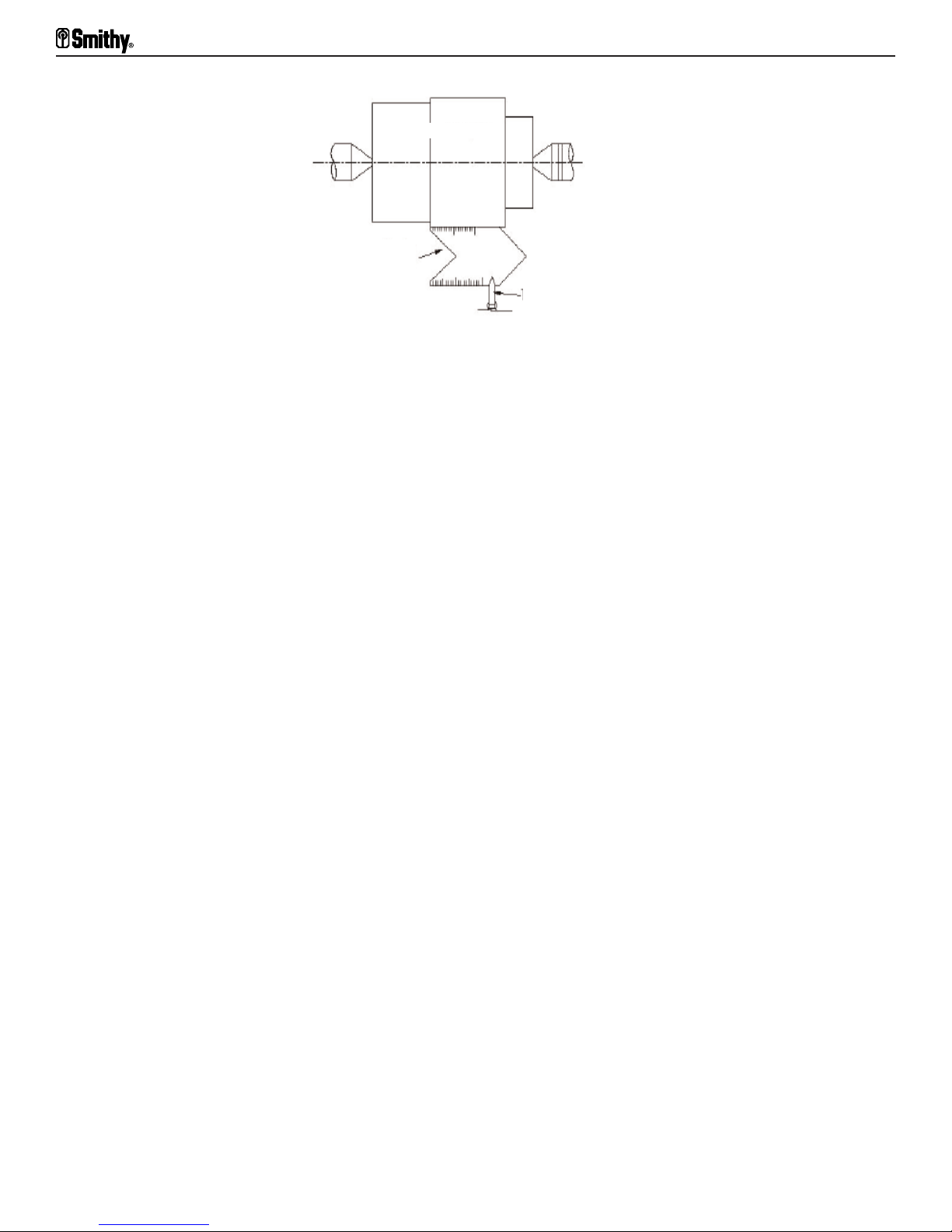
Midas 1220 XL Operator’s Manual
Workpiece
Center
Gauge
Toolbit
15.3 Using a center gauge, set the threading tool at exactly dead center on the workpiece.
Cutting Right Hand Threads
Now you are ready to cut right-hand threads, First, advance the tool so it just touches
the workpiece and turn the compound calibration back to zero. Then, using the
compound feed, feed in the tool 0.002”. Next, turn on the lathe and engage the half-nut
lever by carefully turning it one-quarter turn to the right. Do not force it, and do no
disengage I until you are completely done.
It is best to take a light, scratch cut first without using cutting fluid. After the tool runs
the desired length, turn off the lathe and back the tool out of the work. Then reverse the
motor to return the tool to the starting position. Using a screw-pitch gauge, check the
thread pitch. The benefit of taking the light cuts is that you can correct any mistakes you
might have made.
It’s time to take the real cut now, so apply the appropriate cutting fluid to the workpiece.
Feed the cross slide in 0.005-0.020” for the first run, depending on the pitch of the thread
you have to cut. If you are cutting a coarse thread, start by taking a few heavy cuts.
Reduce the cut depth for each run until it is about 0.002” at the final run. Zero the
cross-feed calibration and make the second cut.
Continue this process until the tool is within 0.010” of the finished depth. Brush the
e chips. After the second cut, check the thread fit using a ring
v
egularly to r
eads r
thr
gauge, a standar
emo
d nut or mating part, or a scr
-thread micrometer. It is best to leave
ew
the workpiece in the chuck and not to remove it for testing.
After returning the workpiece to the setup, continue taking 0.00-0.002” cuts, checking the
fit between cuts. When you thread the nut, it should go on easily but without end play.
e the desired fit, chamfer the end of the thread (that is, take 45 degree cut
v
When y
of
ou ha
f the end) to pr
otect it from damage, Figure 15.4.
15-3
For Assistance: Call Toll Free 1-800-476-4849
Page 77

Cutting Screw Threads
efore
B
15.4 Chamfer the end of the thread to
protect it from damage.
ool
T
After
Cutting Left Hand Threads
Cut left-hand threads exactly as you cut right-hand threads, except this time feed the
carriage toward the tailstock instead of away from it. Reverse the cutter clearances and
grind the cutters back with a clearance angle on the left side. Swing the compound rest
to the left rather than to the right.
Cutting Multiple Threads
Cut multiple threads (Figure 15.5) one at a time exactly as you cut single threads, except
increase the lead to make room for succeeding threads ( a double lead for a double
ead, a triple lead for a triple thread, etc.). After completing the first thread, remove
thr
the work f
rom the centers wi
with the tail of the lathe dog in the correct slot to index the work for the next thread. This
work r
equires a f
aceplate with accurately position slots, uniformly spaced and equal in
number to the number of threads to be cut.
Single Thread
thout loosening the lathe dog. Then put it back in the lathe
Double Thread
Triple Thread
Figure 15.5 When cutting multiple threads, increase the lead to make
room for succeeding threads.
.smithy.com
isit www
Or V
15-4
Page 78

Midas 1220 XL Operator’s Manual
What Not To Do When Cutting Threads
Do not disengage the half-nut lever. Do not shift the powerfeed speed lever. If you are
cutting between centers don’t remove the lathe dog until the tread is finished and
tested, and don’t disturb the spindle while the work is off the centers.
When you think the thread is finished and ready for testing, and only if absolutely
necessary, remove the work from the center, leaving the lathe dog attached. Then test
the thread. If it does not fit properly and you have to remove another chip or two, place
the workpiece back in the centers exactly where it had been. Then remove the hips and
test again. Repeat until are finished.
Finishing Off a Threaded End
After cutting a thread and before removing the threading tool, chamfer the end. This
improves its appearance and removes sharp corners and burrs. It also aids the screws as
t engages a nut or threaded hole.
i
Cutting Threads on a Taper
Cut threads on a taper the same as on a straight shaft, except in the setup of the tool.
Set the threading tool at 90 degree to the axis of the taper, rather at 90 degree to its
surface (Figure 15.6)
Figure 15.6 When cutting a thread on a taper,
set the threading tool at 90 degree to the axis of the taper.
15-5
For Assistance: Call Toll Free 1-800-476-4849
Page 79

Chapter 16
Lathe Drilling and Boring
You can lathe drill on the MI-1220 XL in two ways, holding the drill stationary and
revolving the workpiece, or holding the workpiece stationary and revolving the drill.
Holding the drill stationary in a tailstock chuck gives a straighter hole (Figure 16.1).
Without changing setup and re-centering, the work is ready for any succeeding
operations, such as boring and internal threading. In all lathe drilling operations, keep the
drill sharp and properly ground. This is essential for obtaining a straight, accurate hole.
Figure 16.1 Holding the drill stationary in the tailstock chuck gives a straighter hole.
With HSS drills, operating speeds are not as critical as with carbon-steel drills High speeds
can quickly "burn" a carbon-steel dri
drills even more than to other cutting edges because there is practically no air cooling of
the point after i
peripher
no drilling speed data are available, it's generally safe to run drills under 1/4" diameter at
up to 750 rpm and drills up to 1/2" diameter at 500 rpm, with larger drills at
proportionately slower speeds.
With the workpiece in the headstock and the drill in the tailstock chuck, feed the drill into
the workpiece b
Make a locating center for the drill point, or even a countersunk center for large
diameters, to k
al f
t enters the hole. The larger the dri
eet cut per revolution. That is why you should use a slower drilling speed. If
y advancing the tailstock ram. Do this by turning the tailstock handwheel.
om cr
r
l f
eep the dri
l
ll. The number
eeping.
-of-feet-per-minute rule applies to
ll, the greater the number of
Reaming
ightly undersized (0.010" to
t sl
l i
ate to 0.002" or less, dri
When a hole must be ac
1/64" on smal
it either by hand or in the lathe. Lathe reaming is usually done with solid reamers held in
a tailstock chuck or with a taper shank that fits the tailstock ram in place of the tailstock
center. Use slow speeds and feed the reamer slowly and evenly into the workpiece. Be
sure the reamer teeth are free of burrs and chips.
l diameters and 1/64" to 1/32" on holes 1" to 2" in diameter). Then r
cur
l
eam
Or V
isit www
.smithy.com
16-1
Page 80

Midas 1220 XL Operator’s Manual
Boring
Boring is internal turning, or turning from within. The diameter of the opening to be bored
is often much smaller than its depth. Boring tools must therefore have relatively small
diameters and still support a cutting edge projected at considerable distance from the
toolpost or compound rest.
Boring tools consist of an extremely stiff, strong bar with a formed cutting end or a way
to hold an HSS cutter or carbide insert. There are many sizes and types of boring bars.
Choose the one that will give the stiffest possible bar at every depth and diameter and
the greatest choice of cutters and cutter angles (ask a Smithy technician about the Smithy
boring head combo package, #K99-125).
It is also wise to select tools with smooth-ended bars without a projecting nut or
hardened edge that might mar the work (Figure 16.2). Most boring tools have only one
cutting edge. There are double-end cutters, however, and they offer advantages in
special instances. In grinding cutters, allow sufficient end rake to provide clearance from
the internal diameter.
Figure 16.2 A tool with a smooth-ended bar won't mark the workpiece.
Except with cored castings, pipes, or tubing, begin by drilling a hole large enough to
admit the end of the boring bar. Because the holes in cored castings often deflect boring
bars from their true axis, you may want to chamfer or turn out a starting cut in the
th a turning tool (Figure 16.3) before introducing the
opening of the hole to be bor
ed wi
boring tool.
Figure 16.3 Chamfer a starting cut in the opening of the hole.
With the boring toolholder set up (in the toolpost or toolpost T-slot, depending on the
type), select the largest-diameter boring bar whose cutter the bore will accept. Extend
the bar from the holder just enough to r
16-2
each the f
For Assistance: Call Toll Free 1-800-476-4849
ull depth to be machined and still allow
Page 81

Lathe Drilling and Boring
tool clearance. Except when using the adjustable boring tool (usually for very large
diameter work), feed the bar into the hole, parallel to the holes axis. The cutting edge
engages the work along a line in the mounted plane of the lathe centers with the bar
positioned to give the cutter a top rake of approximately 14° from the radius at the
cutting point (Figure 16.4). This takes into consideration the ground angle (top rake) of
the cutter itself.
Figure 16.4 The cutting edge engages the work piece along a line in the
mounted plane of the lathe centers.
For straight longitudinal cuts, you can hold the cutter close up, therefore more rigidly, if
it's at a 90° angle to the bar. For machining ends of a bar, however, you need a boring
bar that holds the cutter at an angle or angles so the cutter extends beyond the end of
the bar (Figure 16.5). For maximum visibility, position the cutting edge at the near side,
allel to the centerline.
par
The rules that apply to external turning apply to boring as well, except-as noted earlier
wher
e the rak
e angles di
ffer. The rake angles are governed by cutter type and bore
diameter. Feeds must be lighter to keep the tool from springing. This is especially true
when enlarging out-of-round holes, when you take several small cuts rather than one
heavy cut.
Figure 16.5 To machine ends of a bar, use a boring bar that angles
the cutter so it extends beyond the bar.
.smithy.com
isit www
Or V
16-3
Page 82

Midas 1220 XL Operator’s Manual
After the last finish cut, it is common to reverse the feed and take one last, fine cut with
the tool coming out of the work. This last cut, taken without movement of the cross-feed,
avoids a slightly undersized hole because you compensate for any spring in the bar.
Cutting Internal Threads
Internal thread cutting is like external thread cutting, except you have the clearance
restrictions and tool problems of boring. You use the same toolholders, but the cutters
have thread forms and are fed at thread-cutting ratios of feed to spindle revolutions.
Another difference between boring and inside threading is the cutting angle at which the
cutter approaches the workpiece. As with external thread cutting, the internal threading
tool must engage the work on dead center and be held so the cutter coincides with the
workpiece's center radius.
In squaring the cutter with the work, use a center gauge (Figure 16.6) or thread gauge.
Internal cutters require greater end and side clearance, and cutter length is also
restricted because internal thread cutters must have enough end clearance that for
different thread types. the cutter lifts clear of the thread for removal (Figure 16.7). Before
cutting an internal thread, bore the workpiece to the exact inside diameter.
Figure 16.6 Use a center or thread gauge to correct
cutter alignment error when squaring the cutter with
the workpiece.
Figure 16.7 There must be enough end
clearance for the cutter to lift clear of
the thread.
16-4
For Assistance: Call Toll Free 1-800-476-4849
Page 83

Lathe Drilling and Boring
Because the feed of successive cuts is toward, not away from, the operator, the
thread-cutting set is reversed. Also, you must take lighter cuts because of the cutter's
extension from the toolpost. Take an extra finishing cut without changing the setting of
the compound rest.
Cutting Special Form Internal Threads
You can cut internal forms in all the thread forms used for external threads. There is only
one factor that calls for special attention in cutting special-shaped internal threads: the
difference of clearances between the nut and screw recommended for different thread
types (Figure 16.8). If you don't have recommended clearances, it is safe to cut a nut
thread (internal thread) 0.005" to 0.010" per inch larger in the screws outside diameter.
Figure 16.8 Use different clearances between nut and screw for different thread types.
.smithy.com
isit www
Or V
16-5
Page 84

Chapter 17
Cutting Off or Parting with a Lathe
You can cut off in a lathe only when holding one end of the work rigidly, as in a chuck.
It is not practical for long workpieces held between centers because the workpiece is not
supported closely with a rest and the free section is long enough to sag and pinch the
blade. Cutting off requires a tight lathe without excess play in the spindle, compound,
carriage, or toolpost. Looseness will almost certainly cause chatter. Cutting off also
requires a narrow cutting edge with ample (5-10°) side clearance, which should feed into
the work slowly to prevent hogging in. Once considered a difficult, costly operation,
cutting off became much simpler with development of narrow tools with special cutoff
blades (Figure 17.1).
The toolpost should hold the cut-off tool as close to the workpiece as possible, with the
top of the blade on dead center and exactly perpendicular to the line of centers. Extend
the blade only far enough to pass through the work-piece, just beyond its center. The tool
should feed to the workpiece on exact center
the tool hogs in and the spindle stops rotating, turn off the motor and reverse the
spindle by hand before backing the tool out with the crossfeed.
, slowly and evenly with the cross-feed. If
Figure 17.1 Specially designed tools like this one make cutting off easier.
Always set up the workpiece to cut off as close as possible to the headstock. If you must
make a parting cut on a long shaft or on work between centers, don't complete the cut
in the lathe. Finish the parting with a hacksaw and return it to the lathe for facing. Slow
the spindle speed until you have a good feel for cutting off. Although lubricants and
coolants ar
work.
17-1
e not essential on small-diameter workpieces, use them amply on deep cut-off
For Assistance: Call Toll Free 1-800-476-4849
Page 85

Chapter 18
Milling
In milling, one or more rotating cutters shape a workpiece held by a vise or other fixture.
The cutters mount on arbors or at the end of the spindle on collets or adapters.
Machinists use mills to machine flat surfaces, both horizontal and vertical, and to make
shoulders, grooves, fillets, keyways, T-slots, and dovetails. They can also make curved
and irregular surfaces and machine accurate holes. Its variety of machining operations
and high metal-removal rates makes the mill as important a tool as the lathe.
The millhead (Figure 5.1) rotates horizontally and moves vertically. A quill that moves in
and out of the head carries the spindle.
You can mo
leadscrew handwheels (Figure 5.1). The cross-slide handwheel turns the table
longitudinally (at right angles to the spindle axis); the long-feed hand crank moves it
transversely (parallel to the spindle axis).
To raise and lower the millhead, release the lock lever and put the handle into one of the
three holes in the black adjusting collar. To raise the millhead, turn it counterclockwise;
to lower it, turn it clockwise.
To rotate the millhead, release the lock lever and push the millhead to the desired
position.
ve the table horizontally in two directions by turning the cross-slide and
Or V
isit www
.smithy.com
18-1
Page 86

Chapter 19
Workholding
The most common ways to hold a workpiece during milling are to secure it directly to the
table via clamps or hold it in a vise (Figure 19.1). If you're making many similar
workpieces, you may make a special fixture to hold them. Whatever method you use, hold
the workpiece securely so it won't shift during machining and support it adequately to
avoid swing.
Figure 19.1 Setting up in a vise is one of the most common ways to secure your workpiece.
Mounting to the Table
If you need to al
table's T-slots. Another way is to measure in from the edge of the table to the workpiece.
Be sur
the face of the spindle plate, chuck or taistock as a quick reference surface.
e the table and workpiece ar
ign the workpiece to the table, place it against stops that exactly fit the
e clean and f
ree of burrs. Another method is to use
Using a Vise
Vise sizes are designated by the width of the vise jaw in inches or millimeters. Plain and
swivel vises range from 3 to 10" (76 to 254 mm). Tilting and universal vises range from
3-4" to 5" (76-102 mm to 127 mm).
tted with keys-small steel blocks that fit into the milling
The bases of man
table T-slot for quick alignment of the vise. Before mounting a vise, make sure the
bottom is clean and smooth. If there are any nicks or burrs, remove them with a honing
stone. Set up the workpiece securely and correctly, and fasten the vise tightly to the table.
Plain vises ha
faces either parallel to, or at 90° to, the longitudinal table travel. Swivel vises have a
swivel base that bolts to the table. They're marked with degree graduations that let you
position their jaws at any angle without moving the base. Universal vises tilt up or
sideways, or swivel. They hold workpieces machined at a double or compound angle.
Tilting vises are like universal vises except they do not tilt sideways.
y vises ar
e a flanged base wi
v
e fi
th slots that lets them bol
t to the table wi
th the ja
w
19-1
For Assistance: Call Toll Free 1-800-476-4849
Page 87
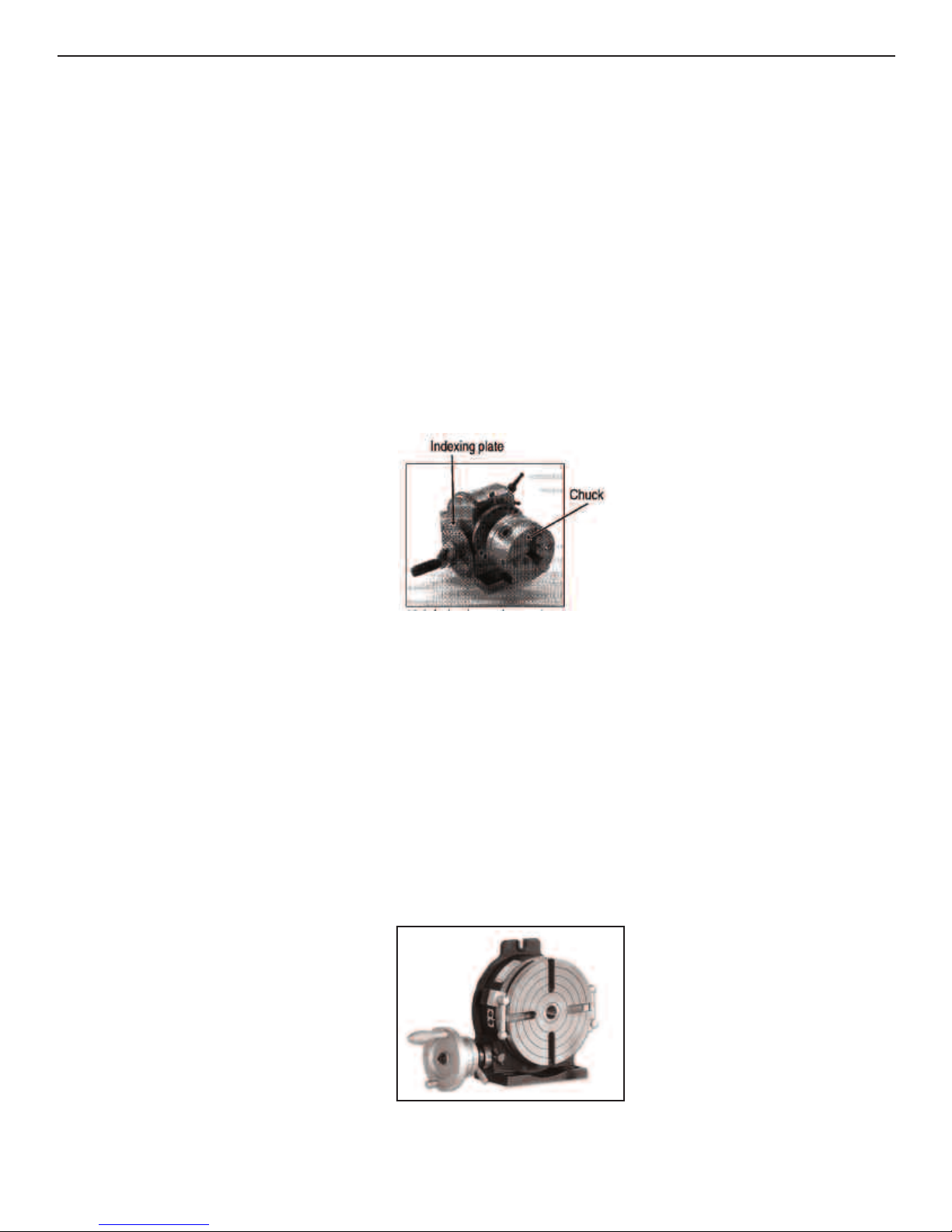
Using special fixtures. Clamp both workpiece and fixture securely in place. Be sure they
are clean. Watch them carefully during machining; a loose fixture or workpiece can be
disastrous.
Dividing Heads
Also called indexing heads, dividing heads attach to the table to hold workpieces between
centers for machining surfaces, grooves, or gear teeth at precise distances apart.
The main parts of a dividing head are its head and tailstock. The tailstock holds the outer
end of the workpiece. The head is more complex. When you turn its handle, a spindle
rotates through a precisely machined gearing system. A chuck can attach to the spindle
face, which is set at 90° to the handle (Figure 19.2). An indexing plate is set in from the
handle. By counting how many turns of the handle it takes to turn the workpiece a
certain number of degrees, you can make cuts at different angles. This is how to cut
gears.
Workholding
Figure 19.2 A chuck attaches to the spindle face of a dividing head.
Rotary Tables
A rotary table (Figure 19.3) is a precision worm and wheel unit that lets you cut gears,
precision holes, and curved slots. Rotary tables mount vertically or horizontally to the
table. T
-slots secur
fractions.
The index plate in the rotary table has several circles of equally spaced holes into which
the index crankpin fits. Although the hole circles are spaced equally, the number of holes
varies in different circles, so you can get many different numbers of circumference
divisions. Y
a Smi
ou can buy sets of index plates f
thy technician for more information.
e the work piece. A typical rotary table is graduated in degrees and
en more circumference divisions. Contact
or ev
Figure 19.3 Rotary tables let you cut gears, precision holes, and curved slots.
Or V
isit www
.smithy.com
19-2
Page 88

Chapter 20
Holding Milling Cutters
There are several ways to hold milling cutters: in arbors, with collets and special holders,
and in adapters.
Arbors
Arbors come in different sizes and lengths, with one end tapered to fit the bore in the
end of the machine spindle. The Midas 1220 XL arbour, which has an MT3 taper, is driven by spindle. The arbor stays in place by means of a drawbar screwed into the end of
the arbor from the top of the spindle. (Figure 20.1)
Figure 20.1 The arbor stays in place via a drawbar.
Take good care of your arbors. Store them in a rack or bin. If you won’t be using them
for several days or longer, oil them to prevent rusting, especially in damp weather.
Collets and Holders
Straight-shank end mills fit into spring collets (Figure 20.2) or end mill holders (Figure
20.3). Their precision-ground shanks go into the mill spindle. When you tighten a spring
collet, its hole reduces and the collets grips the end of the end mill shank evenly. Tighten
l secur
the end mi
slip out and damage the workpiece, the cutter or you.
l
Figure 20.2 Spring collets, which fit into the
mill spindle, hold straight-shank end mills.
ely with the setscrew against the flat surface of the end mill, or it may
20-1
For Assistance: Call Toll Free 1-800-476-4849
Page 89

Holding Milling Cutters
Figure 20.3 End mill holders also receive straight-shank end mills.
Adapters
Adapters mount various types and sizes of cutters on the spindle. Arbor adapters mount
face mills on the spindle. Collet adapters mount end mills on the spindle. Taper-shank end
mills mount in adapters that have holes with matching tapers. If the taper shank on the
tool is smaller than the hole in the adapter, put a reducing sleeve into the adapter. Shell
end mill adapters come in different sizes to accept different sized shell end mills.
To remove arbors or adapters held with a drawbar, follow these steps:
1. Loosen the locknut on the drawbar about two turns.
2. Hit the end of the dr
awbar with a dead-blow hammer
, releasing the arbor or adapter
from the spindle hole.
3. Hold the arbour or adapter so i
t won’
t fall out of the spindle when the drawbar is
removed.
4. Unscrew the drawbar and remove the arbour or adapter.
5. Your machine includes a tapered drift for removing tapers. Follow these steps:
6. Remove the drawbar.
7. Extend the mill spindle to expose the outer taper drift slot.
8. Rotate the spindle to align outer and inner taper drift slots. You will be able to see the
end of the adapter through both slots.
nsert the dri
9. I
ft in the slot.
10. Holding the adapter with one hand, use a non marring hammer (rubber, dead-blow,
or brass) to drive the drift into the slot. The taper on the tool will release and the adapter
drop out.
ters mounted in the spindle must fit accurately. There are two ways to make sure they
Cut
do. For small cutters, Fit the shank of the arbour that carries the cutter directly into the
taper hole at the end of the spindle. A drawbar holds the arbour in place. For large
cutters, bolt the cutter directly to the end of the spindle.
Or V
isit www
.smithy.com
20-2
Page 90

Chapter 21
Milling Cutters
Choose milling cutters for the type of cut, the number of parts, and the material. Rake
angles depend on both cutter and work material. Clearance angles range from 3° to 6°
for hard or tough materials to 6° to 12° for soft materials.
To determine the number of teeth you want, consider the following:
• There should not be so many teeth that they reduce the free flow of chips.
• The chip space should be smooth so chips don't clog.
• Don't engage more than two teeth at a time in the cut.
End Mill Cutters
End mill cutters cut on their ends and sides. They are either solid (cut from a single piece
of material) or shell (separate cutter body and shank). They have two, three, four, or
e teeth and may do right or left-handed cutting. Their flute twist or helix may also be
mor
right or left-handed. Solid end mills have straight or tapered shanks; shell end mill
adapters have taper
ed shanks.
End mills machine horizontal, vertical, angular, or irregular surfaces in making slots,
keyways, pock
•
Two flute, or center-cutting, end mills
center of the mill. They may feed into the work like a drill (called plunge milling), then go
lengthwise to form a slot. Teeth may be on one end (single-ended) or both ends
(double-ended).
•
Multiple flute end mills
double-ended. Mul
non-center cutting end mills for plunge milling.
•
Geometry forming end mills
roughing end mills, dovetail end mills, T-slot cutters, key seat cutters, and shell end mills.
ets, shoulders, and flat surfaces.
(Figur
, six, or eight flutes and ma
our
ee, f
e thr
v
ha
e center cut
ls ar
tiple-flute mi
l
form particular geometries. They include ball end mills,
e 21.1) have two teeth that cut to the
Figure 21.1 Two-flute end mills have two
teeth that cut the center of the mill.
y be single or
ting or non-center cutting. Don't use
21-1
For Assistance: Call Toll Free 1-800-476-4849
Page 91

Milling Cutters
•
Ball end mills
(Figure 21.2) cut slots or fillets with a radius bottom, round out
pockets and bottoms of holes, and do die sinking and die making. Four-fluted ball end
mills with center cutting lips are available.
Figure 21.2 Ball end mills cut slots or fillets with a radius bottom.
•
Roughing end mills
remove large amounts of metal rapidly with minimum
horsepower. They have three to eight flutes. Also called hogging end mills, they have
wavy teeth on their periphery that pro-vide many cutting edges, minimizing chatter.
•
T-slot cutters
-slots. After machining a gr
cut T
oove for the narrow part of the T-slot
with an end or side mill, finish up with the T-slot cutter.
•
Keyseat cutters
•
Shell end mills
cut keyseats for Woodruff keys (shaped like a half circle).
(Figure 21.3) which mill wide, flat surfaces, have a hole for mounting
on a short arbor. The center of the shell is recessed to provide space fro screw or nut that
fastens the cutter to the arbor. The teeth ar
e usual
ly helical, and diameters are as large
as 6”.
Figure 21.3 Shell end mills mill wide, flat surfaces and mount on arbors.
• Insert-type end mills use r
inserts; larger end mills, three or more.
•
Face milling cutters
Most of the cutting takes place on the periphery. They are similar to, but larger than, shell
end mills.
eplaceable HS
start in siz
ls use two
S or carbide inserts. Smal
l end mi
l
e at 2" and have inserted teeth the periphery and face.
.smithy.com
isit www
Or V
21-2
Page 92

Midas 1220 XL Operator’s Manual
Plain Milling Cutters
Plain milling cutters have teeth only on their periphery. Used to mill plain, flat surfaces,
they may combine with other cutters to produce various shapes. They are cylindrical and
come in many widths and diameters.
•
Light-duty plain cutters
have straight teeth parallel to the cutter axis. Wide ones have helical teeth at a 25° angle.
Features include ease of starting cuts, little chatter, and good surface finishes.
•
Heavy-duty plain cutters, or coarse-tooth cutters
have larger and fewer teeth. Strongly supported cutting edges and wide flutes provide
strength and space for heavy chip removal. The helix angle of their teeth is 25° to 45°.
•
Helical plain milling cutters
45-60° or greater. These cutters are for wide, shallow profiling cuts on brass or soft steel.
for light cuts and fine feeds come in two forms. Narrow ones
, come in larger widths and
have even fewer and coarser teeth with a helix angle of
Side Milling Cutters
Similar to plain mi
(Figure 21.4). The teeth on the periphery do most of the cutting; those on the sides
finish the side of the cut to size. They cut grooves or slots and often work with other
cutters to mill special shapes in one operation.
•
Plain side milling cutters
teeth taper toward the center of the cutter, giving side relief or clearance.
lling cut
Figure 21.4 Side milling cutters are similar to plain milling cutter
ters, side mi
but they have teeth on one or both sides.
ha
lling cutters also have teeth on one or both sides
v
e straight teeth on the periphery and both sides. Side
Half side milling cutters
•
ters do hea
cut
one side. The side teeth are deeper and longer for more chip clearance.
•
Staggered-tooth side milling cutters
opposite sides. There is less dragging and scoring and more space for chip removal.
These cutters do heavy-duty operations.
vy-duty face milling and straddle milling where teeth are needed on only
21-3
ical teeth on the periphery and one side. These
e hel
v
ha
are narrow cutters with teeth alternating on
For Assistance: Call Toll Free 1-800-476-4849
Page 93

Milling Cutters
Slitting Saws
Slitting saws do narrow slotting and cut-off operations.
•
Plain slitting saws
are fine, and the sides taper slightly toward the hole, giving side relief.
•
Slitting saws
and cut-off operations normally done with plain slitting saws.
•
Staggered-tooth slitting saws
left-hand helix and alternate side teeth. They are for 0.2" and wider cuts and may do
deeper cuts with standard feeds.
•
Screw-slotting cutters
screw heads. Their sides are straight and parallel and offer no side relief.
are thin, plain milling cutters with only peripheral teeth. The teeth
with side teeth are like side milling cutters and are for deeper slotting
have peripheral teeth with alternate right and
are plain slitting saws with fine-pitch teeth that cut slots in
Angle Milling Cutters
Angle milling cutters, f
teeth, come as single and double-angle cutters.
•
Single-angle cutters
the straight side, and they usually have 45° or 60° angles.
•
Double-angle cutters
usually have an included angle of 45°, 60°, or 90°.
or such oper
have one angular surf
machine V-gr
ations as cutting V-grooves, dovetails, and reamer
ace. Teeth are on the angular surface and
ooves. Those with equal angles on both faces
Form-Relieved Cutters
Formed-tooth cutters machine surfaces with curved outlines. You can sharpen them
without changing the tooth outline. Concave cutters mill convex half-circles; convex
aces.
e surf
ters cut conca
cut
•
Corner-rounding cutters
Gear cutters
•
•
Fluting cutters
v
round outside corners.
cut gear teeth.
cut flutes in r
eamers and mi
ing cut
l
l
ters.
•
Formed-tooth cutters
Flycutters
With one or more single-point toolbits or cutters, flycutters (Figure 21.5) perform end
milling even though they're not end mills. They take light face cuts from large surface
areas. You must grind the toolbit properly to get correct rake and clearance angles. Grind
come in right and left
.smithy.com
isit www
Or V
-hand styles and various special shapes.
21-4
Page 94

Midas 1220 XL Operator’s Manual
toolbits for flycutters as you grind lathe tools (Section Seven).
You can also use flycutters for boring.
Note:
When the tool revolves, the cutting tool becomes almost invisible, so be careful.
Figure 21.5 Flycutters take light face cuts from large surface areas.
Using Cutting Fluid
Cutting fluids get rid of heat generated by the friction of the milling cutter against the
workpiece. They also lubricate the interface between the cut
and flush chips away. You can apply fluid in a stream (flood) or as a mist.
We recommend cutting fluids for steel, aluminum, and copper alloys. With cast iron and
steel, however, they tend to reduce the life of carbide tools, leaving tiny cracks along the
cutting edge. Follow the advice of tool manufacturers to avoid tool failure. Materials such
as cast iron, brass, and plastics are often machined dry. You can use compressed air to
cool tools and clear chips away. When doing so, wear a face mask and protective
clothing (Figure 21.6), and be careful to keep cast-iron dust from getting between the
lathe and carriage w
ays.
ting edge and the workpiece
Figure 21.6 When using compressed air, wear a face mask and protective clothing.
21-5
For Assistance: Call Toll Free 1-800-476-4849
Page 95

Milling Cutters
Tool Grinding
Sharpen cutting tools when they become dull, or extreme forces may build up at the
cutting edge of the teeth, causing chipping or fracture. Dull cutters are also inefficient,
and regrinding very dull cutters shortens their life considerably.
The form of the cutting edge and the clearance back of the cutting edge (land) affect
cutter operation significantly. The angle formed by the land and a line tangent to the
cutter at the tooth tip is the primary clearance. The angle between the back of the land
and the heel of the tooth is the secondary clearance. Check both clearances and the rake.
Some cutters are sharpened on the periphery by grinding the land at a suitable angle.
They include cutters with straight or spiral teeth, angular cutters, side milling cutters, face
mills, end mills, and reamers.
You sharpen others by grinding the front faces of their teeth. Formed or relieved cutters,
for example, have profiles that must be preserved. This category includes all sorts of
formed cutters as well as cutters used for milling various regular and irregular shapes.
Or V
isit www
.smithy.com
21-6
Page 96

Chapter 22
Speeds and Feeds for Milling
Speeds
Milling cutting rates vary according to the machinability of the material being cut; whether
cutting fluid is used and, if so, what kind; the type, size and material of the cutter and
the coarseness of its teeth; and the amount of metal being removed. Cutting speed for
milling is the distance the cutting edge of a tooth travels in one minute. If cutting speed
is too high, the cutter overheats and dulls. If it’s too low, production is inefficient and
rough.
There is no exact right cutting speed for milling for a particular material (Table 22.1).
Machinists usually start with an average speed, then increase or decrease it as
appropriate. For light cuts, use the upper end. Use the lower end for heavy cuts and when
you don’t use cutting fluid.
Determining rpm. To set the spindle speed, you have to know the cutter rpm (revolutions
per minute). For inch measurement, use the following formula:
Rpm = 12 x CS (fpm) / D” x pi
where CS = cutting speed, mpm = meters per minute, D (mm) diameter of the cutter
llimetres, and
in mi
cutting tools at different cutting speeds.
To change speeds, set the belts ac
pi = 3.14 Y
ou can use an rpm chart f
cording to Figure 6.12
or selected diameters of
Feeds
Set the direction of feed before you begin milling. Up milling, or conventional milling, is
when the direction of feed is opposite to the direction of cutter rotation (Figure 22.2).
ing, or cl
l
ter r
l
otation.
Down mi
of cut
Up milling.
fixture holding it, so fasten it securely. These forces also push the workpiece away from
the cutter, which eliminates backlash. Up milling is advised for milling cast iron, softer
steels, and other ducti
Down milling.
not sweep back into the cut. Setups are more rigid, an advantage when cutting thin
workpieces held in a vise or workpieces held in magnetic chuck. Down milling also
produces str
because ther
imb milling, is when the direction of feed is the same as the direction
In up milling, forces on the workpiece tend to pull it out of the vise or
le materials. I
Down milling usually produces good surface finishes because chips do
aighter cuts. We recommend down milling when using carbide cutters
e is less wear on the cutting tool. In general, however, avoid it because of
n gener
al, it’s the best way to mill.
22-1
For Assistance: Call Toll Free 1-800-476-4849
Page 97

the backlash problems associated with it.
Speeds and Feeds for Milling
Feed rates.
Your feed rate should be as high as your machine, cutting tool,
workholding method, and workpiece can tolerate while giving a good finish. Feed rate is
usually given in inches per minute (ipm). You determine feed rate by the speed of the
cutter in rpm and the number of teeth in the cutter.
There are many factors to consider in selecting the feed per tooth, and there is no easy
formula to follow. Here are several principles to guide you:
• Use the highest feed rate conditions allow
• Avoid using a feed rate below 0.001” per tooth
• Harder materials require lower feed rates than softer materials
• Feed wider, deeper cuts more slowly than narrow, shallow cuts
• A slower feed rate gives a better surface finish
• Never stop the feed before finishing the cut
ate in
ou know the feed in inches per tooth, use this formula to calculate table f
If y
eed r
inches per minute (ipm):
Ipm = ipt x N x rpm
Where ipt = inches per tooth, N = number of teeth in the milling cutter, and rpm =
spindle speed of the mi
lling machine.
Up
Milling
Down
Milling
Feed DirectionFeed Direction
Figure 22.1 In up milling (left), the workpiece feeds into the cutter in the opposite
direction of the cutter’s revolutions. In down milling (right), the workpiece
feeds into the cutter in the same direction as the cutter is turning.
Or V
isit www
.smithy.com
22-2
Page 98

Midas 1220 XL Operator’s Manual
Material
Free-machining low carbon 1111
steel resulphurized 1112
Free-machining low carbon 10L18
steel leaded 12L14
Plain low-carbon steels1006
1026
Plain medium-carbon steels 1030
1095
Plain high-carbon steels
Tool Steels W1-W7
1060
1095
H20-H43
D1-D7
Brinell
Hardness
100-150
150-200
100-150
150-220
100-125
125-175
125-175
175-225
125-175
175-225
150-200
200-250
200-250
High-Speed-Steel
Cutters
120-160
120-180
100-225
110-250
80-150
80-140
80-140
60-110
70-120
60-110
80-120
40-85
30-60
Carbide
Cutters
400-600
400-900
250-500
250-600
300-600
250-500
250-500
225-400
250-450
225-400
300-350
175-300
100-200
Stainless Steel 302
430F
Gray Cast Iron
Aluminum Cold-drawn
Aluminum
Brass 360 free-cutting,
Bronze
ASTM Class 20
Through Scale
Under Scale
wrought alloys
Casting Alloy
(as cast)
cold-drawn
220 commercial
annealed
Table 22.1 Recommended Cutting Speeds for Milling (fpm)
135-185
135-185
110-160
70-100
100-140
140-200
130-225
225-350
350-450
350-700
400-800
500-800 1000-1800
600-1000 1200-2000
300-500 600-1000
80-140 180-275
22-3
For Assistance: Call Toll Free 1-800-476-4849
Page 99

Chapter 23
Common Milling Operations
Milling Flat Surfaces
One way to mill a flat surface is by plane milling (Figure 23.1). Adjust the milling cutter
vertically to give the needed depth of cut while the workpiece is held on the table and
slowly feed it horizontally. Every tooth on the periphery of the cutter removes a chip every
revolution. Milling wide, flat surfaces this way is called slab milling.
Figure 23.1 One way to mill a flat surface is by plane milling.
ace mi
Or V
y f
isit www
l flat surf
y to mi
Another w
operate at right angles to the cutter axis. Inserted-tooth face-milling cutters (Figure 23.2)
face mill large surfaces.
a
Figure 23.2 Inserted tooth face milling cutters face mill large surfaces.
l
aces is b
lling. In this method, the cutter teeth
.smithy.com
23-1
Page 100

Midas 1220 XL Operator’s Manual
Bevels and chamfers are cut at an angle to the main work-piece surface. A bevel cut
(Figure 23.3) goes from side to side, completely removing the perpendicular edge. A
chamfer removes only part of the perpendicular edge.
Figure 23.3 A bevel cut goes from side to side, completely removing the perpendicular edge.
To cut bevels and chamfers, either move the workpiece into an angular cutter or hold the
workpiece at the desir
hold the workpiece in a vise or in a fixture held in a vise.
ed angle whi
le moving it into a plain cutter or end mill. You may
Squaring a Workpiece
To square the ends of a workpiece, use the peripheral teeth of an end mill. If you want
to remove a lot of material, use a roughing end mill first, then finish to size with a
regular end mill.
Plunge cut
end mill a predetermined width and depth, retract it, then advance and plunge it again
epeatedly. The maximum cutting force is in the machine's strongest (axial) direction.
r
ting is ef
ficient for removing material quickly on low horsepower. Plunge the
Milling a Cavity
After laying out the outline of the cavity to cut, rough it out to within 0.030" of the
finished size before making finish cuts. Use a center-cutting end mill for the starting hole.
Tapping
Drill a hole. Then remove the drill bit and put a tap into the chuck. By turning the chuck
slowly by hand with slight downward pressure, you can get a perfectly threaded hole.
23-2
For Assistance: Call Toll Free 1-800-476-4849
 Loading...
Loading...