

Page 1
SMITHYCNC 622 BED MILL
OPERATOR’S MANUAL
VERSION 1.1
2008
Page 2

SmithyCNC 622 BED MILL Operator’s Manual
SmithyCNC (Smithy Co.)
170 Aprill Dr., Ann Arbor, Michigan
USA 48103
Toll Free Hotline: 1-800-476-4849
Fax: 1-800-431-8892
International: 734-913-6700
International Fax: 734-913-6663
www.smithycnc.com
Copyright © 2008 SmithyCNC & Smithy Co.
All rights reserved. No part of this manual may be reproduced or transmitted in any form
by any means, electronic, mechanical, photocopying, recording, or otherwise, without prior
written permission of Smithy Co.
For information on getting permission for reprints and excerpts, comments, or suggestions,
contact info@smithy.com
While every precaution has been taken in the preparation of this manual, Smithy Co. shall
have any liability to any person or entity with respect to any loss or damage caused or
alleged to be caused directly or indirectly by the instructions contained in this manual or
by the computer software and hardware products described in it. Please see section on
warranty and safety precautions before operating the machine.
Printed and bound in the United States of America
Page 3

TABLE OF CONTENTS
1 | INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Thank You . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Important Reminder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Suggestions or Comments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Customer Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2 | SMITHYCNC SYSTEM WARRANTY . . . . . . . . . . . . . . . . . . . . . . . 3
3 | GENERAL SAFETY GUIDELINES . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Symbols Used in this Manual . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Basic Points of Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Clothing & Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Safety Aspects Related to Tools Work Holding
Safety Aspects Related to Maintenance . . . . . . . . . . . . . . . . . . . 9
Safety Aspects Related to Workpiece . . . . . . . . . . . . . . . . . . . . . 10
Safety Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
. . . . . . . . . . . . . . 8
4 | INSTALLATION & SET-UP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Set-up Clearances & Conditions . . . . . . . . . . . . . . . . . . . . . . . . . 11
Power Requirments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Stand Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Moving from Pallet to Stand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Attaching the Machine to the Stand. . . . . . . . . . . . . . . . . . . . . . . 15
Installing Your Control Box . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Leveling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5 | MECHANICAL COMPONENT IDENTIFICATION
& FUNCTIONS
6 | MECHANICAL MAINTENANCE. . . . . . . . . . . . . . . . . . . . . . . . . . 21
Maintenance Schedule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Daily Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Periodic Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Lubrication System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Ballscrews & Guidewats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Headstock & Spindle Bearings . . . . . . . . . . . . . . . . . . . . . . . 24
Period Maintenance Tasks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Axis Bearing Adjustments/ Axis Backlash . . . . . . . . . . . . . . 24
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Page 4
X-Axis Ballscrew End Bearing Adjustment
& Replacement. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Y-Axis Ballscrew End Bearing Adjustment . . . . . . . . . . . . . 25
Z-Axis Ballscrew End Bearing Adjustment . . . . . . . . . . . . . 26
Adjustmet of Gibs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
X-Axis Gibs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Y-Axis Gibs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Z-Axis Gibs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
7 | TOOL HOLDING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Tool Holding Options . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Installing the Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
8 | CNC-622 BED MILL SPECIFICATIONS. . . . . . . . . . . . . . . . . . . . 31
9 | MACHINE PARTS DIAGRAMS . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Diagram 1: Z-Axis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Diagram 2: Column & Junction Box . . . . . . . . . . . . . . . . . . . . . . . 37
Diagram 3: X-Axis Table & Saddle
Diagram 3A: Coolant Shield . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
Diagram 4: Y-Axis & Machine Base . . . . . . . . . . . . . . . . . . . . . . . 45
Diagram 5: Stand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
. . . . . . . . . . . . . . . . . . . . . . . . 41
10 | ELECTRICAL DIAGRAM & PIN OUTS. . . . . . . . . . . . . . . . . . . . . 49
Page 5

1
INTRODUCTION
THANK YOU FOR YOUR ORDER
Congratulations on your purchase of a SmithyCNC bed mill. With proper setup and
maintenance, your machine should provide many years of quality work and enjoyment.
This manual covers general instructions regarding machine set-up, operation,maintenance
and troubleshooting for SmithyCNC 622 Bed Mills.
IMPORTANT REMINDER
Before operating any SmithyCNC Bed Mill, this instruction manual and any accompanying
instruction manuals must be read carefully
place where they are always easily accessible for reference during the operation of the
machine.
. Instruction manuals should be kept in a safe
While this manual has been compiled to give the general description and usage
of the SmithyCNC 1240 Bed Mills, changes are possible due to continuous design and
development efforts.
Remember safety comes above all else. Carefully, read, follow and understand the safety
information outline in chapter 3 of this manual and always let common sense be your
guide.
SUGGESTIONS OR COMMENTS
e are interested in any suggestions you might have to improve our products and
W
services. Feel free to contact us with your suggestions by phone or in writing.
If you have comments about this operator’s manual, or if you have a project you’d like to
share with other SmithyCNC owners, contact the SmithyCNC Company, P.O. Box 1517,
Ann Arbor
, MI 48106-1517. Y
ou can also e-mail sales@smithy.com 24 hours a day.
Or visit www
.smithy
.com
1
Page 6

mithyCNC 622 Operator’s Manual
S
QUESTIONS
If you have questions not covered in the manual, please call our toll-free number:
Our friendly service technicians are available Monday through Friday from 8:00 a.m. to
5:00 p.m. Eastern Standard Time. You can also e-mail your questions 24 hours a day to
sales@smithy.com. If you are calling from outside the United States, please dial 1-734913-6700
Don’t forget to check our website periodically, where we will post updates and revisions
to this manual as well troubleshooting techniques and technical advice.
CUSTOMER INFORMATION
Please record the information below about your SmithyCNC Bed Mill. Having this
information readily available will save time if you need to contact Smithy for questions,
service, accessories, or replacement parts.
1-800-476-4849
. You can also fax your questions to 734-913- 6663.
Model number: _____________________________________________
Serial Number: _____________________________________________
chase Date: _____________________________________________
Pur
Deliver
We look forward to a long working relationship with you, and thank you again for putting
your trust in SmithyCNC.
y Date: ______________________________________________
2
Call Us T
ee 1-800-476-4849
oll Fr
Page 7

2
WARRANTY INFORMATION
SMITHYCNC SYSTEM WARRANTY
30 Day Trial Offer
ry a Smithy for 30 days. If, for any reason within that time, you decide to return your
T
Smithy, just call our Customer Service department at 1-800-476-4849. We will help you
arrange shipping back to us. When we receive the machine back, we’ll refund your full
purchase price. Please note: return shipping charges and any shipping damage from
improper repacking is your responsibility.
Smithy Warranty
Smithy 3-in-1 and Dedicated Machines are warranted for two years (unless otherwise
noted)to the original purchaser against defects in materials and workmanship. During that
time, Smithy will replace any defective parts that are returned to our warehouse, free of
charge. Upon receipt of the defective parts, Smithy technicians will arrange with you to
send replacement parts immediately. This warranty does not cover parts that are worn out
through the negligence on the part of the operator nor does it cover consequential
damages resulting from defects in material or workmanship.
SmithyCNC warrants its machines and control systems for a period of one (1) year to the
original purchaser from the date of purchase. If within one (1) year form the date of
purchase a SmithyCNC machine and/or control system fails due to defect in material or
workmanship, SmithyCNC will at their choice repair and/or replace components with new
or remanufactured parts free of charge.
(Some have asked why SmithyCNC machines have a shorter warranty period than Smithy
manual machines. There are several reasons, but the greatest factor is that, on average,
CNC automated machine tools, are operated a significantly greater number of hours
per day than the average manual machine. Also, by comparison, most of our competitors
selling benchtop CNC machines only offer a six (6) months warranty
machine have a full one (1) year warranty
Most warranty repairs and/or replacements are handled routinely, but sometimes request
for warranty service many not be appropriate. This warranty does not apply to defects due
directly or indirectly to misuse, abuse, negligence, accidents, repairs, or lack of routine
maintenance. This warranty is also void if the serial number of the machine or SmithyCNC
control system has been removed or has been altered or modified.
.)
Or visit www
.smithy
.com
. Whereas SmithyCNC
3
Page 8

mithyCNC 622 Operator’s Manual
S
I
n no event shall Smithy be liable for indirect, incidental or consequential damages for the
s
ale or use of the product. This disclaimer applies to both during and after the term of this
warranty.
We do not warrant or represent that the merchandise complies with the provisions of any
law or acts unless Smithy Company so warrants. In no event shall Smithy's liability under
this warranty exceed the purchase price paid for the product. Legal actions brought
against Smithy Co. shall be tried in the State of Michigan, County of Washtenaw.
Smithy Co. shall in no event be liable for death, injuries to persons or property for
incidental, contingent, special or consequential damages arising from the use of our
products.
This is Smithy Co.’s sole warranty and any and all warranties that may be implied by law,
including any merchantability or fitness, for any particular purpose, are hereby limited to
the duration of this written warranty.
This warranty gives you specific legal rights, and you may also have other rights, which
vary from state to state. Some states do not allow the exclusion or limitation of incidental or consequential damages, so the above limitation or exclusions may not apply to you.
Telephone Support (Service engineers are available 8 am to 5 pm EST):
Service and Parts
Tel No. 1-800-476-4849
Fax No. 1-734-913-6663
Email Address: sales@smithy.com
Software and Programming Consultancy Services
In addition to our customary technical support for the machines and controls, we also pro
vide technical consulting support to our customers by providing engineering and G-code
programming services. The standard rate for these services is $28.00 per hour. Our principal objective is to support you and to increase your productivity while reducing the
machining cost. Give us a call for such support as and when required.
el No. 1-800-476-4849
T
Fax No. 1-734-913-6663
Email Address: sales@smithy.com
-
4
Call Us T
ee 1-800-476-4849
oll Fr
Page 9
3
GENERAL SAFETY GUIDELINES
OVERVIEW
General operational techniques and safety procedures will be outlined in this manual. You
will note, for example, that all rotating parts, wherever feasible, are protected by
specially designed covers and shields. If the machine is operated in accordance with the
manufacturers instructions, it will provide you with reliable service. However, with
machines of this nature, serious accidents may occur due to improper or careless
operation. It is strongly recommended that you read this manual and accompanying
manuals and understand thoroughly the contents of the manuals. Not every example of
improper operation or unauthorized usage which may lead to malfunction or an accident
can be anticipated. If a particular operation is not documented in this manual as an
authorized usage of the equipment, it should be assumed that it is an unauthorized or
improper usage with potential danger and should be avoided or the manufacturer should
be consulted before the actual use.
SAFETY
This machine is provided with various safely devices to protect the operator and the
machine. However, these cannot cover all aspects of safety. Therefore, the operator must
thoroughly read and understand the content of this manual before the machine is turned
on and operated. The operator should also take into consideration these and other aspects
of safety related to his/her particular environmental conditions, materials and tools.
Safety Symbols Used in this Manual
Three categories of safety guidelines have been used throughout this manual. Please take
note of these symbols and understand their meanings.
If this action is not avoided, it will cause permanent harm
DANGER
WARNING
to your health, such as death or serious injury, and it may
also cause permanent damage to your machine.
If this action is not avoided, it can cause potential
harm to your health, resulting serious injury, and has
potential to cause serious harm to your machine.
Or visit www
.smithy
.com
5
Page 10
mithyCNC 622 Operator’s Manual
S
Always observe the safety instructions inscribed on the safety nameplate fixed to the
machine.
DO NOT remove or damage these name plates.
DO NOT attempt to operate or turn on the machine until you have read and understood
the manuals supplied with the machine .
BASIC POINTS OF SAFETY
CAUTION
DANGER
I
f this action is not avoided, it may cause potential harm
t
o your health, such as minor to moderate injury, and may
also cause moderate harm to your machine.
•There are high voltage terminals on the electrical control panel, motors, junction boxes
and other equipment. DO NOT touch any of these components under any circumstances,
when the power supply is ON.
•Make sure that all safety covers are fitted and electrical boxes are closed and secured
before the power is switched to ON.
•If any components or safety covers are to be removed, first switch off or disconnect the
main plug.
WARNING
•Memorize the position of the EMERGENCY STOP BUTTON on the machine so that you
can press it immediately from any position in case of emergencies.
•
DO NOT touch any of the switches accidently while the machine is in operations.
•
DO NOT touch the tool holder while the machine is running.
•Under no circumstances, should you touch a rotating tool holder or workpiece while the
machine is in operation mode.
•To prevent incorrect operation of the machine, carefully check the position of the
switches before operation.
•If in doubt, consult this manual or a SmithyCNC technician for advise and suggestions.
•Always unplug the main plug when the machine is not in use.
6
Call Us T
ee 1-800-476-4849
oll Fr
Page 11
General Safety Guidelines
•
If more than one person is operating the machine, DO NOT proceed to the next step
w
ithout informing the other operator(s) that you are about to do so.
•DO NOT modify the machine in any way that will affect safety.
CAUTION
•
DO NOT subject the machine,control box, operator panel, or the electrical control panel
to high voltage surge.
•DO NOT change the parameters or electrical setting values without good reason. If it is
becomes necessary to change the parameters or settings, first check with a Smithy
technician to assue that it is safe to do so, then make a note of the original values so that
it can be reset to that value, if necessary.
•
DO NOT paint, soil, damage, modify, or remove any fo the safety nameplate. If the details
become illegible or if the nameplate is lost, obtain a replacement from SmithyCNC and
mount it in the original position.
•
DO NOT remove any safety covers while the machine is in automatic operation mode.
•STOP all machine operations before cleaning the machine or any of the peripheral
equipment. After a job has been completed, set up each part of the machine so that it is
ready to be used for the next series of operations.
CLOTHING & SAFETY
DANGER
•Tie back long hair to prevent entangling with rotary tools.
ear safety equipment whenever possible.
•W
•Always wear a protective mask when machining Magnesium alloys.
•Never wear loose or baggy clothes.
•
DO NOT operate the machine while under the influence of drugs or alcohol.
DO NOT operate the machine if you suffer from dizziness.
•
•Always use gloves when loading or unloading workpieces or tools and when removing
chips from the work area to protect your hands from sharp chips and burns caused by heat
generated during machining.
.com
Or visit www
.smithy
7
Page 12
mithyCNC 622 Operator’s Manual
S
•Close all covers and junction boxes before running the machine.
•Check all electrical cables for damage to prevent electrical shock.
•
DO NOT handle coolant with bare hands to avoid irritation.
•Always use wire rope or slings as per standards, suitable for the load to be supported.
•
DO NOT remove or adjust switches to increase axis travel beyond the machine
specifications.
•DO NOT wipe the workpiece or clear away chips with your hand or with a rag while the
spindle is in operation.
WARNING
CAUTION
•
DO NOT allow chips to accumulate in the work envelope.
•Warm up the spindle and axis motion before running the machine in automatic mode.
•DO NOT operate the keyboard or operation panel switches when wearing gloves.
•DO NOT disconnect the main power cable without switching off the CNC and PC
connections.
SAFETY ASPECTS RELATED TO TOOLS & WORK HOLDING
WARNING
•Always use proper cutting tools and work holding clamps suitable for the work and
within the specifications of the machine.
•
DO NOT stall the machine during cutting due to improper feed and depth of cut suitable
for the workpiece material.
DO NOT operate the spindle above the rated speed of the accessories mounted in it such
•
as tool holders.
8
Call Us T
ee 1-800-476-4849
oll Fr
Page 13
General Safety Guidelines
•
Replace worn tools as soon as they are identified.
•Take care not to place any part of your bocy in the machine pinching areas.
CAUTION
•Make sure that the tool length to diameter ratio is proper to minimize vibration due to
excessive overhang conditions.
•Make sure the drawbar and the tool holders are tightened to the proper cutting conditions
before actual cutting operations.
SAFETY ASPECTS RELATED TO MAINTENANCE
DANGER
• Always disconnect the power to the machine before carrying out any maintenance work.
•After the power has been switched off for a minimum of 60 minutes, check voltage with
a multimeter or equivalent to make sure that there is no residual voltage.
WARNING
•Maintenance of electrical and mechanical components should only be carried out by
individuals with working knowledge of the machine tool.
•
DO NOT remove or modify switches.
•Clean the machine areas after the maintenance is completed.
CAUTION
•
DO NOT use compressed air to clean the machines.
.com
Or visit www
.smithy
9
Page 14
mithyCNC 622 Operator’s Manual
S
SAFETY ASPECTS RELATED TO THE WORKPLACE
•Always provide sufficient work space around the machine and peripheral equipment.
•Protect all cables from being damaged by cutting chips.
SAFETY EQUIPMENT
This machine is provided with various mechanical and electiracl safety devices to protect
the operator and the machine. The safety devices include interlock devices and emergency
stop switches. However
familiarizes himself with the instruction manual of the machine before operating the
machine. The manufacturer emphasizes that it is the sole responsibility of the operator to
ensure that all operations using the SmithyCNC bed mill are carried out in completely safe
manner.
WARNING
, it is absolutely recommended and necessary that the operator
Neither the manufacturer nor its representative or dealers can assume responsibility for
any mishaps, damage or personal injury which may occur as a result of improper
operation or from failure to observe the safety precautions mentioned in this manual.
10
Call Us T
ee 1-800-476-4849
oll Fr
Page 15
4
INSTALLATION & SET-UP
SET-UP CLEARANCES & CONDITIONS
When considering the permanent location for your SmithyCNC bed mill the following
should be taken into consideration:
•The machine should be installed on a flat surface so that the machine does not rock or
slide during operation.
•This location should be considered the machine’s permanent location for your machine.
If you need to move it, remove it from the stand first.
•Make sure your stand is level prior to placing the machine on the stand. Improper
installation and an unleveled machine can cause both numerical error and loss of precision
in your machining operation.
•The maximum temperature of your shop or working environment should not exceed
125 ºF.
•Humidity levels should not exceed 80%.
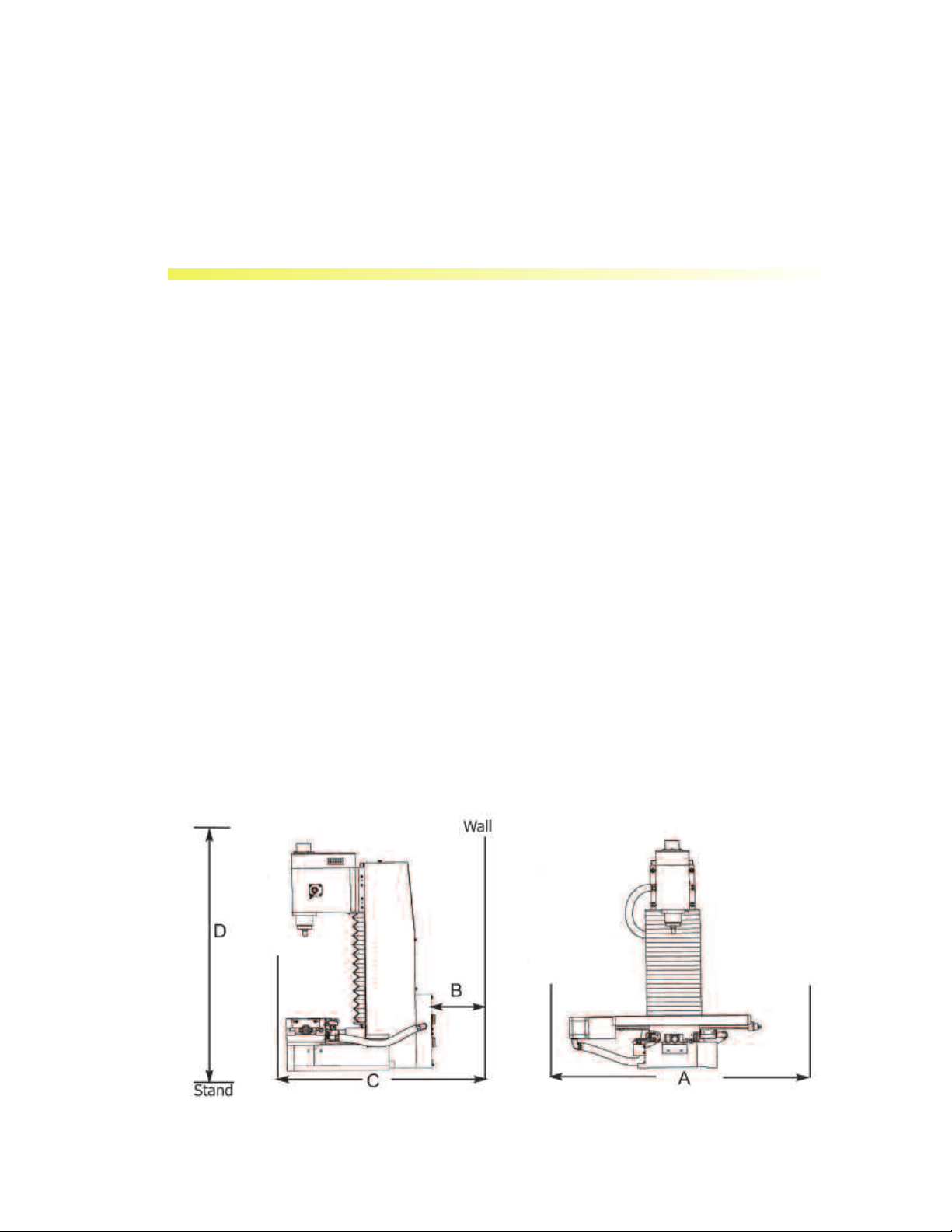
•Set up the bed mill stand so you have plenty of working space. Leave at least 3 to 4 feet
of clearance on the operating side of the machine. Note the suggested clearances of the
other sides of the machine in table 4.1.
Figure 4.1 Set-up Clearances
.com
Or visit www
.smithy
11
Page 16
mithyCNC 622 Operator’s Manual
S
A Dimension B Dimension C Dimension D Dimension
CNC 622 Mill
60 in
1524 mm
Table 4.1 Clearance Dimensions
18 in
457 mm
30 in
762 mm
44 in
1524 mm
POWER REQUIREMENTS
Voltage Amps Amps
CNC 622 Mill 110 15 Single
Table 4-2. Power Requirements
STAND REQUIREMENTS
You will need a stand that is capable of supporting the weight of your machine plus the
maximum allowable workpiece depending on your bed mill. (Please refer to the
specifications chart for the bed mill that you ordered to obtain this specification.) You will
also need to add into this figure additional weight for work holding devices, cutters and
coolant. A good rule is to build a stand that can support 5 to 6 times the weight of the
machine without any appreciable, permanent deformation. The benchtop should be rigid,
level and well-supported. If you purchased one of the optional bed mill stands available
from Smithy, these stands have been designed to support the weight of the specified
machine.
Your work bench should be located in a vibration-free area with a floor that is designed to
support the full weight of the bench, machine, accessories, and materials.
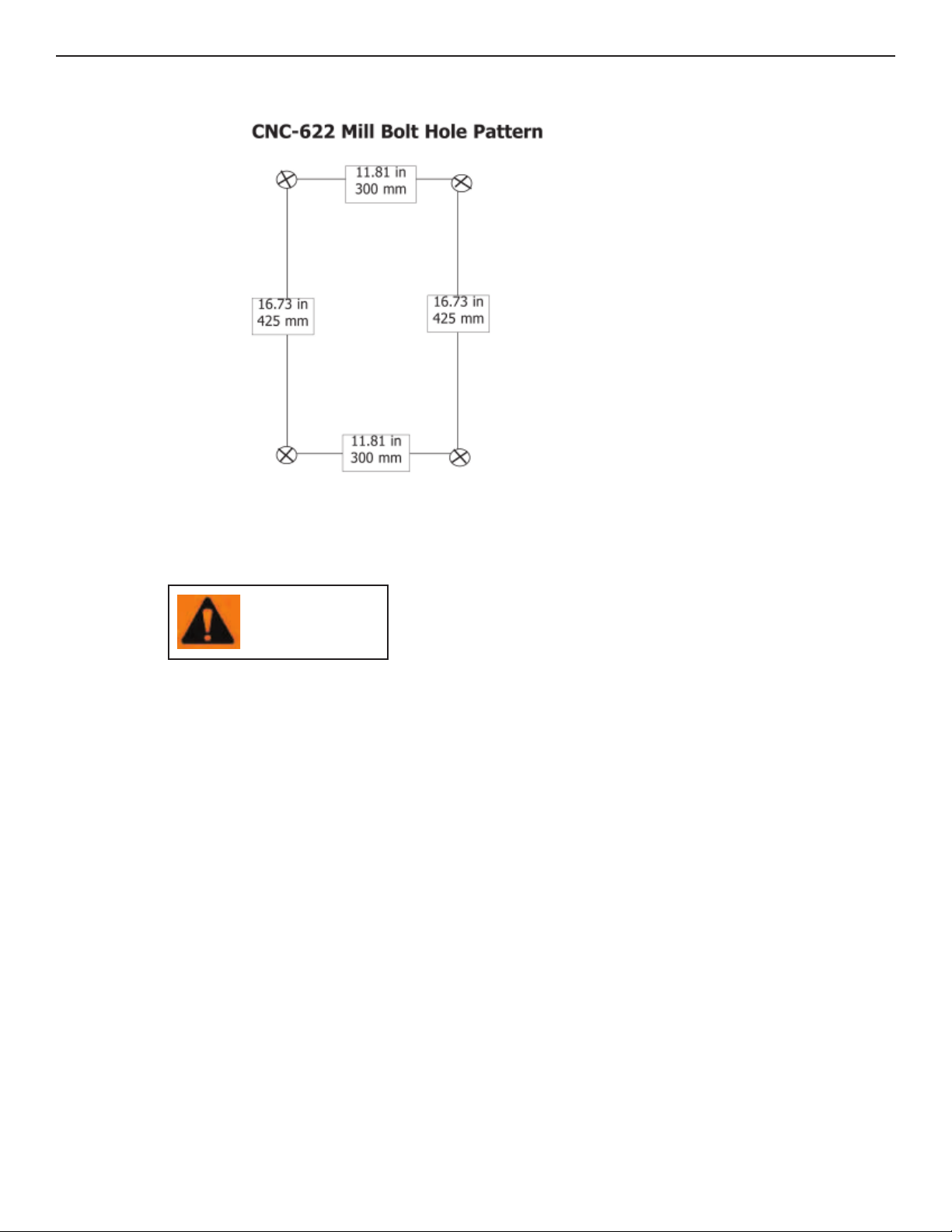
Now that your machine is in place, it is important to properly secure it to your machine
stand. If you purchased a stand from SmithyCNC, the holes in the stand are pre-drilled and
tapped. If you make your own stand, please refer to the bolt pattern following this section.
These instructions assume that you have assembled your stand per the manufacturers
instructions. (The SmithyCNC-622 stand is pre-assembled.) If you purchased the optional
Smithy Stand (Item 80-060) then the holes for mounting your machine are pre-drilled and
tapped. If you are making your own stand use the bolt pattern below.
NOTE: The mounting holes in the base of the machine are 12 mm.
12
Call Us T
ee 1-800-476-4849
oll Fr
Page 17
Installation & Set-up
NOTE: Hole position in
castings can vary +/- 5 mm.
Before fabricating a stand
check these dimensions on
your machine.
NOTE: Bolt hole is M12
Figure 4.2 Bolt Hole Pattern
DANGER
SmithyCNC strongly discourages the use of casters or wheels on metalworking machine stands.
The weight of the machine could result in the stand tipping while being moved. Once the machine
is mounted, consider your work bench to be permanent. If you must move the machine, first
remove it from the bench.
MOVING FROM PALLET TO STAND
Once you have removed the crate per the instructions in the set-up guide. Y
remove the machine from the pallet onto the stand.
There are four bolts securing the machine to the base of the crate, use an adjustable
wrench to remove the nuts located on the machine base. Once the nuts have been
removed, tap the screws through the casting and pallet if they didn’t fall through when
removing the nuts.
ou will need to
If possible, use a forklift to remove the SmithyCNC-622 from the pallet which is the method
that we have elected to use and is the method illustrated below. If a forklift is not available,
we suggest using an engine hoist and chains to remove your bed mill from the pallet.
Step 1: Thread one strap under the machine towards the back and one strap under the
machine near the front of the machine.
.com
Or visit www
.smithy
13
Page 18

mithyCNC 622 Operator’s Manual
S
Step 2: Use appropriately sized tow straps or rope when lifting your machine from the
pallet. (Lifting capacity should be three times the weight of the object you are lifting.)
Thread one strap under the machine towards the back and one strap under the machine
near the front of the machine.
Figure 4.3 Attach the tow ropes as illustrated above
NOTE: Before utilizing the lifting straps, examine them for tears or fraying that might
reduce the lifting capacity.
Step 3: Remove the coolant shield from the table. The shield is attached to the table with
a series of phillips head screws.
Step 4: Remove the cap screws securing the One-Shot lube system reservoir to the
machine, to avoid damage to it while removing your machine from the pallet.
Figure 4.4 Remove the lubrication pump in order to attach the lifting straps/chains
Step 5: Attach the tow straps or rope to the fork lift forks as illustration in figure 4.3. Y
should avoid straps riding on any sheet metal parts if possible as this could cause damage
to these parts. Take caution when lifting your machine into position that you straps are
fully supporting your machine.
14
Call Us T
ee 1-800-476-4849
oll Fr
ou
Page 19

Installation & Set-up
S
tep 6:Once the tow ropes are in position slowly raise the machine from the pallet. Before
r
aising the machine high enough to place it on the machine stand, check to make sure the
machine is level. If it does not appear level, lower the machine back to the pallet and adjust
the tow ropes so that the machine is level.
Step 7: Now that the machine is relatively level, raise the machine so that it is hovering,
no more then 3-4 inches, over the machine stand.
Step 8: Using a straight rod (all-thread works well) to align the holes in the base of the
machine to the holes in the stand. Align one corner on the front and one on the back.
Step 9: Once the holes in the machine are aligned with holes in the stand, slowly lower
the machine into position on the stand.
Step 10: Secure the machine to the stand. (See the section in this document, securing
machine to the stand.)
Step 11: Once the holes in the machine are aligned with holes in the stand, slowly lower
the machine into position on the stand.
Step 12: Secure the machine to the stand . (See the section in this document, securing
machine to the stand.)
ATTACHING THE MACHINE TO THE STAND
Now that your machine is in place, it is important to properly secure it to your machine
stand. If you purchased a stand from Smithy, the holes in the stand are pre-drilled and
tapped. If you make your own stand, please refer to the bolt pattern shown in figure 4.2 of
this manual. These instructions assume that you have assembled your stand per the
manufacturers instructions.
Step 1: Once the holes in the base of the machine are aligned with those in the stand,
secure the machine to the stand with the bolts provided with your Smithy stand.
Step 2: If you have ordered the Kool-Catch Coolant Containment system with your
machine, please follow the assembly instructions included with the Kool-Catch system.
INSTALLING YOUR CONTROL BOX
Now that your machine has been set-up, you are ready to install your control system. If you
purchased a SmithyCNC EZ-Trol system or PC Ready System, please refer to the
documentation sent with your control. If you have purchased the base machine, we have
supplied you with the a set plugs that match the sockets on the junction box of the
SmithyCNC bed mill that you purchased. Y
system of choice to your bed mill. Please reference chapter 10 of this manual for pin-out
information.
ou will be able to use these to wire your control
Or visit www
.smithy
.com
15
Page 20

mithyCNC 622 Operator’s Manual
S
LEVELING
Before any machining of the workpiece is done, it is crucial to level your machine for best
results.
Step 1: Find a relatively flat place for the installation of the machine and place the
machine stand in this spot taking note of the suggested clearances in table 4.1.
Figure 4.5 Level shown parallel to the Y-Axis
Step 2: Position the X & Y axes slides as close to the mid-stroke position as possible. (It
is shipped in this position.)
Step 3: Make sure your stand’s feet or leveling pads are touching the ground at the same
time. If not, adjust the feet to make sure the machine stand does not physically rock.
Figure 4.6 Adjusting stand leveling pads
Step 4: Once all the feet or leveling pads are touching the ground and the machine is not
rocking.
NOTE: Pictures shown in this document are assuming you have purchased the
optional machine stand with your CNC bed mill. If you have constructed your own stand,
adapt this process for your stand.
Step 5: Place a machinist level on the mill table, parallel to the Y-axis. If the level bubble
is not in the center of the scale, adjust the left and right side feet up or down to bring the
bubble in the center (i.e you are tilting the machine sideways about the Y axis of the
machine.)
Step 6: Now
, place the level parallel with the X-Axis. If it is not in the center of the scale,
adjust the feet at the front and rear of the machine to bring the bubble to the center. (i.e
16
Call Us T
ee 1-800-476-4849
oll Fr
Page 21

Installation & Set-up
Y
ou are tilting the machine front to back about the X-axis of the machine.)
Step 7: Keep the levels in place, drive the middle feet to the ground and make sure the
bubble position does not change.
Step 8: Once both adjustments are completed, reposition the slides several times and
reposition the slides in the middle stokes. (
NOTE: This is done after you have hooked the
control system to your bed mill.)
Step 9: Check to confirm that the machine is still level by repeating steps 5 and 6. If the
machine appears to be unlevel, repeat steps 2-7.
NOTE: This leveling procedure should be rechecked every 6 months to ensure machine
leveling has not changed due to machine operation.
Or visit www
.smithy
.com
17
Page 22

5
MECHANICAL COMPONENT IDENTIFICATION &
FUNCTIONS
OVERVIEW
This chapter will help you to familiarize yourself with the major mechanical components
and functions of the SmithyCNC-622 bed mill.
1
3
2
8
4
7
Figure 5.1 SmithyCNC 622 Bed Mill front view
1. Emergency Stop Button - Located at the top right side of the mill head. Press this
button to stop movement of the slides and the mill spindle. Memorize the position of this
switch.
6
5
2. Spindle - The SmithyCNC-622 is equipped with a 10:1 ratio spindle. The spindle nose is
threaded with a build-in chuck system that uses the ER20 collets.
18
Call Us T
ee 1-800-476-4849
oll Fr
Page 23

Mechanical Component Identification & Functions
3
. Working Shield-The working shield protects the user from hot chips. Opening the
s
hield will cut power to the spindle until the shield is closed again.
4. Coolant Catch - Secured to the working table with a series of phillips head screws, the
coolant catch contains coolant and chips. Coolant can be released through the drain plug
located on the back left hand side of the table.
5. Y-Axis Ballscrew Cover - The Y-axis ballscrew cover protects the Y-Axis ballscrew and
nut from coolant and metal chips.
6. Mill Table - The mill table supports your work piece and work holding devices. It
travels along the X & Y axes via ballscrews. The table uses 7/16” t-slots.
7. X-Axis Stepper Motor - The SmithyCNC-622 mill is equipped with X, Y and Z axes
stepper motors. This X-Axis stepper motor provides power for table movement along the
X-Axis. See the machines specifications for motor sizes.
8. Z-Axis Bellows - Protective bellows, keep coolant and chips away from the Z-Axis
column.
14
9
10
13
12
11
Figure 5.2 SmithyCNC 622 Bed Mill side & back view
9. Junction Box - The junction box allows for quick and easy connection to a control
system. See chapter 10 for pin out information. Also, located with junction box is the
access to the Z-Axis and Y-Axis stepper motors as well as the main spindle motor, driver
and mill head support cylinder (compressed nitrogen gas shock.)
Or visit www
.smithy
.com
19
Page 24

mithyCNC 622 Operator’s Manual
S
1
0. Power On/Off Switch-Located on the right side of the machine, when the switch is
i
n the 12 o’clock position, it is on and off is at the 3 o’clock position.
11. Power Cord - The SmithyCNC-622 runs on 110 Volt power.
12. One-Shot Lube System - The one-shot lube system is located on the right hand side
of the machine. The dovetail ways, ball nuts and liner bearings are lubricated when the
lubrication system is activated. To sure that enough lubrication is provided, a minimum of
two pumps is recommended and it is also advisable to visually check the lubrication
delivery on the lubed surfaces. Lubrication is very important for machine tools since it
greatly affects machine life. Use only recommended lubrication oils which are clean and
free from foreign matter. Follow the maintenance scheduled in this manual. (Reference
chapter 6.)
13. Mounting Points - There are four mounting holes located on the base of the machine.
You will find a mounting point in each corner of the machine base.
14. Bed & Column - The bed and the column are a box type construction made of high
quality grade 25 cast iron. They are designed for high rigidity with suitable cross section
and ribs for reinforcement. Proper casting treatment is given to relieve the castings of any
undue stress before assembly and machining is done. The X-axis, Y
components including the headstock assembly and table are mounted on the same base
and column structure.
-axis and Z-axis slide
20
Call Us T
ee 1-800-476-4849
oll Fr
Page 25

6
MECHANICAL MAINTENANCE
MAINTENANCE SCHEDULE
Maintaining your machine as per the schedule documented in this manual will help
prolong the life of the machine and aid in the production of precision workpieces. It should
be noted that the maintenance schedules listed herein, are intended to be used as a guide.
The enviroment and working conditions of your shop should be taken into consideration.
Daily Maintenance
Perform these maintenance tasks at the beginning and at the end of work.
AREA OF
MAINTENANCE
Lubrication System
Cutting Tools & Tool
Holders
Coolant Level
(Optional)
Machine Work Area
Cleaning
External Wiring &
Cables
Machine General
Condition
MAINTENANCE TASK HOW OFTEN
• Check for oil level
• Pressure build up during hand pumping
• Check for distribution film of oil on all
sliding surfaces
• Check for Leaks
• Tighten the drawbar
• Tighten work holding devices
• Check for level
• Check for leakage and cleanliness
• Clean the work holding devices
• Clean guards
• Clean machine
• Clean Trays
• Check fit of cable connections
• Check for damaged cable
• Check entire machien for loose or missing
fasteners
At the start of work
At the start of work
At the start of work
At the start & end of
work
At the start & end of
work
At the start of work
At the start of work
Spindle
• Clean the spindle taper
Table 6.1 Daily Maintenance Table
Or visit www
.smithy
.com
At the start of work
21
Page 26

mithyCNC 622 Operator’s Manual
S
Periodic Maintenance
Perform these maintenance tasks as per the schedule below.
AREA OF
MAINTENANCE
MAINTENANCE TASK HOW OFTEN
MECHANICAL
Axes Backlash • Check and compensate of necessary 6 months
Ball Screw Guards • Check condition
Drive Belt
Gib Adjustments*
Machine Base/ Table
• Check condition
• Check tension
• Check table motion for fish tailing
movement & adjust. Follow instructions.
• Check for level & mounting bolt
loosening
6 months or replace
as necessary
6 months or replace
as necessary
6 months
6 months
Tool Holder/ Drawbar • Check for breakage & thread damage 1 month
ELECTRICAL
Electrical Cabinets
Electrical Elements
• Check for cleanliness
• Check & secure any loose connections
• Check for proper working of push button
switches
3 months
3 months
Proximity Switches • Check for proper operations 3 months
Motors • Check for condition & testing 1 month
Table 6.2 Period Maintenance Table
*Additional instructions given.
22
Call Us T
ee 1-800-476-4849
oll Fr
Page 27

Mechanical Maintenance
Lubrication System
This section covers the lubrication of your machine. There are two primary areas of
lubrication: areas lubricated by the single stroke lube system and the life greased bearings.
CAUTION
Remember, proper lubrication is very important. It greatly affects the performance and
longevity of your machine. If a the machine is operated without supplying the lubricating
oil, it will cause seizure of the sliding sufaces. Before opearting, visually inspect the oil on
the actual machine surfaces.
CAUTION
Use only recommended lubrication oils which are clean and free from foreign matter.
Periodically clean the tank and strainers/filters, if provided, inspect the equipment's
functioning or lube supply pipes for damaged to ensure optimum machine operation.
LUBRICATING POINTS
Headstock Bearings
Ballscrews & Guideways
Quill & Ballscrew
Bearings
LUBRICATING SYSTEM &
RECOMMENDED OIL GRADE
Grease
Kluber Isoflex BU-15
Manual One Shot Lubrication
Mobil-1
Grease
Kluber Isoflex NBU-15
Table 6.3 Lubrication Grade Table
QUANTITY
Life Grease
1 Liter
Life Grease
Ballscrews & Guideways
The ballscrews, liner guidways and dovetail slides are lubricated by the single stoke
lubrication system. Follow the lubrication schedule in table 6.1. When lubridating the
linear guideway and dovetail slide, pull the lever of the one shotlube system away and
down from the machine. The number of pumps required will depend on your shop
environment. Enough pumps should be administered until a thin layer of lubrication is
present on the slides.
Or visit www
.smithy
.com
23
Page 28

mithyCNC 622 Operator’s Manual
S
Headstock & Spindle Bearings
The bearings are of a precision class of accuracy. The spindle bearings are lubricated for
life with high grade grease, such as Kluber Isoflex NBU-15. This grease maintains its
lubrication properties at both low and high temperatures (- 70º F to 120º F). There is no
necessary lubrication to these bearings.
If the spindle starts making abnormal noises or gets very warm above (120º F), check for
damage of the spindle bearings after stopping the machine completely. The spindle should
be warmed up for approximately 15-20 minutes when the machine has been stopped for a
long period (for example 5 or more days).
PERIOD MAINTENANCE TASKS
CAUTION
Axis Bearing Adjustment/Axis Backlash
Backlash is the amount of movement the screw makes before the table engages. There are
a number of signs that may indicate that there is excessive backlash with your system:
• Rough/uneven surface finishes
• Dimension inaccuracies
• Table shakes under machining force
Even if none of these signs are present, it is recommended to check for backlash
compensation every 3-6 months depending on your usage of the machine. Please note,
SmithyCNC EZ-Trol software has provisions for compensating for backlash within the
program. This section of the manual is addressing mechanical backlash compensation.
There are three main mechanical reason for backlash:
1. Pre-loaded ball nut is damaged and is causing axial play between the nut and the screw
If the ball nut is damage, the only solution to this is to replace the ballscrew and ball nut
assembly.
2. The end support bearings are damaged. If you find that the end bearings are damaged,
follow the procedure below for replacing the bearings.
.
3. The ball nut mounting screws #70 on diagram 5, page 8-16 of this manual, are loose. In
this case move the table to the end of the stroke so that the nut mounting screws #70 and
#26 are accessible. Tighten the bolts and make sure the bolts or housing threads are not
damaged before tightening.
4. The end bearing tightening nut is loose. Follow step 6 and 7 in the following procedure
to tighten the bearings whenever required.
24
Call Us T
ee 1-800-476-4849
oll Fr
Page 29

Mechanical Maintenance
X-Axis Ballscrew End Bearing Adjustement & Replacement
For this procedure, you will need to refer to diagram 3 on chapter 9 of this manual.
Motor End Bearings
Step 1: Remove #40 and 342 to see the ball screw end assembly. To replace the damaged
bearings at the motor end, remove the Z axis motor #36. Remove coupling #33 by
loosening the screws #31. Remove Nuts #30 and washer #39. Remove the bearings# 25,
27,26 and 24. Keep them as a set. Loosen the end bearing nuts first. Remove the damaged
bearing from the housing and ball screw.
Step 2: Make sure the bearings or the housing or the bearing ID seating on the screw are
not heavily scored or damaged. If the bearings #25 are damaged, replace with a new set of
bearings. Also ensure the new set of bearings are packed with proper amount and type of
grease before replacing and tightening the end nuts #30.
Step 3: First, Reinstall the coupling #33 on the ball screw. Make sure the coupling nuts are
tightened properly and the coupling is seating true to the shaft. The coupling's indicated
run out should be not more than 0.01 mm to 0.02 mm when measured using a dial gage.
Make sure the bearing orientation is the same as the original mounting direction. Install
the motor #36 back. Reinstall covers #42 and 40.
Opposite End Bearings
Step 4: Remove housing #5 by loosening screws #7 and removing pin #6.
Step 5: Remove bearing #9 from the ball screw end. Install bearing #9 from outside of the
housing.
Step 6: Rotate the screw manually to ensure there is no jerky motion of the screw or the
bearings are not creating any stop and go motion or are completely jammed. If you find
that any of these actions, chances are that the bearing is not seated corrected, remove the
bearing and reinstall.
Y-Axis Ballscrew End Bearing Adjustement
For this procedure, you will need to refer to diagram 4 on chapter 9 of this manual.
Motor End Bearings
Step 1: To replace the damaged bearings at the motor end, remove the Y axis motor #17.
Remove Motor mounting plate #16. Remove coupling by loosening the screws #26. If the
bearings are damaged or jammed, go to step 1A. If the lock nuts are found loose and
everything else is found OK, tighten lock nuts #30 only and replace the coupling, motor
mounting plate and motor. Put the covers back in place.
Or visit www
.smithy
.com
25
Page 30

mithyCNC 622 Operator’s Manual
S
S
tep 1A:For replacing the damaged bearing, remove lock nuts #24. Remove flange #28.
R
emove the bearings# 15, 32, 31,30,29. Keep them as a set. Note the orientation of the
angular contact bearings and keep the same orientation after replacement.
Step 2: Please make sure the bearings or the housing or the bearing ID seating on the
screw are not heavily scored or damaged. If any one of bearing sets #15 and #30 are
damaged, order a replacement set from the factory. Also ensure the new set of bearings are
packed with proper amount and type of grease before replacing. Replace all the parts and
tighten the end nuts #24. Rotate the screw and make sure the screws rotates freely and no
jerky motion exists. If you feel a jerking motion, you will need to remove and reinstall the
bearings so that they are seated properly.
Step 3: Install the coupling back #25 first on the ball screw. Make sure the coupling bolts
are tightened properly and coupling is seating true to the shaft. Coupling's indicated run
out should be not more than 0.01 mm to 0.02 mm when measured using a dial gage.
Reinstall the mounting plate #16 and motor #17. Install the covers #68 and 72 also.
Opposite End Bearings
Step 4: Remove Housing #2 by loosening screws #4 and the pin #3.
Step 5: Remove bearing #6 from the ball screw end. Install bearing #6 on ball screw from
outside of the housing. Replace the housing #2. Make sure bearings greased properly.
Step 6: Rotate the screw manually to ensure there is no jerky motion of the screw or the
bearings are not creating any stop and go motion or are completely jammed. If you feel a
jerking motion, remove and reinstall the bearings so that are seated correctly.
Z-Axis Ballscrew End Bearing Adjustment
Motor End Bearings
Step 1: Remove the covers #68 and 72 (if required). Move the Z axis slide at the top so that
the ball nut is accessible. Support the spindle head by resting it on a wooden block placed
between the head casting and X table first.
Step 2: T
Remove coupling #49 by loosening the screws #51. Remove housing #48 by loosening
screws #46 and #47. If the bearings are damaged or jammed, go to step 2A. If the lock nuts
#45, are found loose and everything else is found OK, tighten lock nuts #45 properly only
and replace the coupling, motor mounting plate and motor. Put the covers back in place.
o replace the damaged bearings at the motor end, remove the Z axis motor #54.
Step 2A: For replacing the damaged bearing, remove lock nuts #45. Remove flange #43,
#41 (use #38) and spacer #44. Remove the set of bearings #42. Keep them as a set. Note the
orientation of the angular contact bearings and keep the same orientation during
replacement.
Step 2: Please make sure the bearings or the housing or the bearing ID seating on the
26
Call Us T
ee 1-800-476-4849
oll Fr
Page 31

Mechanical Maintenance
s
crew are not heavily scored or damaged. If any one of the bearing sets #42 are damaged,
o
rder a replacement set of bearings from the factory. Also ensure the new set of bearings
are packed with proper amount and type of grease before replacing. Reinstall housing #48.
Replace all the parts in reverse order and tighten the end nuts #45. Rotate the screw and
make sure the screws rotates freely and no jerky motion of the screw exists. If you feel a
jerking motion, remove and reinstall the bearings so that are seated correctly.
Step 3: Install the coupling back #49 first on the ball screw. Make sure the coupling bolts
are tightened properly and he coupling is seating true to the shaft. Coupling's indicated run
out should be not more than 0.01 mm to 0.02 mm when measured using a dial gage. Install
the motor #54 and mounting housing #59 (if it was removed). Install the covers #68 and 72.
Opposite End Bearings
Step 4: Remove Housing #28 by loosening screws #30 and pin #29; Remove housing #32
also.
Step 5: Remove bearing #31 from the ball screw end. Install bearing #31 on ball screw
from outside of the housing. Replace the housing #32. Make sure bearings greased
properly
Step 6: Rotate the screw manually to ensure there is no jerky motion of the screw or the
bearings are not creating any stop and go motion or are completely jammed. If you find a
jerky motion present, remove and reseat the bearing until there no jerky motion present.
Adjustment of Gibs
The axes slides have taper gibs. If the slide motion proves to be sloppy or uneven, you will
need to adjust the gibs until the motion “evens out”. The illustration in figure 6.1 shows an
exaggerated cut-a-way view of the taper gib system on the SmithyCNC-622. By retracting
the screw on the small end of the taper and tightening the adjustment screw on the large
end of the taper, you are decreasing the gap between the saddle and the main table; thus,
reducing the “fish tail” movement. Follow the procedure below for adjusting the gibs on
each axis of the machine.
Figure 6.1 Gib Adjustment Diagram
.com
Or visit www
.smithy
27
Page 32

mithyCNC 622 Operator’s Manual
S
Adjustment of X-Axis Gibs
Step 1: Make sure that the slide is properly lubricated before you start adjusting the
screws.
Step 2: Loosen the slotted screw on the narrow end of the X-Axis table. This is number 14
on diagram 3 on chapter 9 of this manual.
Step 3: Tighten screw number 22. This pushes the gib forward and reduces the the gap
between the table and saddle. Note: It may be helpful to remove the limit switch cover, part
number 2 by first removing parts.
Step 4: Tighten number screw 14 to secure the gib in place.
Adjustment of Y-Axis Gibs
Step 1: Make sure that the slide is properly lubricated before you start adjusting the
screws.
Step 2: Loosen the slotted screw #38.
Step 3: You will notice that the Y-Axis gib is notched in the front. Push the give forward,
into the second notch and retighten the screw. Once the gib as worn past this point, it will
need to be replaced.
Adjustment of Z-Axis Gibs
Step 1: To adjust the Z-Axis gib you will first need to remove part number 68, the junction
box cover in diagram 2 on page 9-6 of this manual. The part does not need to be
completely removed, only enough to expose the gib adjustment screw.
Step 2: Loosen part number 13.
Step 3: Tighten part number 8 which will push the tapered gib into the space between the
dovetail column and the mill head slide. This will reduce any fishtail movement in the
head.
Step 4: T
Step 5: Replace part number 68.
ighten part number 13 to secure the gib in place.
28
Call Us T
ee 1-800-476-4849
oll Fr
Page 33

7
TOOL HOLDING
OVERVIEW
The SmithyCNC-622 utilizes the a 10:1 ratio spindle with a build-in ER20 collet holder. Your
machine comes complete with a set of 15 collets, ranging in size between 3/16” and 1”.
Tool Holding Options
There are several tool holders that are used with milling machines.
Arbors come in different sizes and lengths with one end tapered to suit the inside spindle
taper or a straight shank arbor that works in conjunction with a collet. In the case of the
SmithyCNC-622 an you will need a straight shank arbor with a diameter that can be held
in the collet system. The term arbor is used for a general work holding device. Arbors can
mount drill chucks, slitting saws, gear cutters and shell end mills. An arbor is secured in
place with the drawbar system.
Collets (Spring Collets) are the most commonly used work holding device. They come
in a variety of styles and sizes. They are bored to hold a specific diameter. As the collet is
drawn into the spindle of the machine, the spring collet “closes” or “clamps” down on the
tool securing it in place.
End Mill Adapters are made specifically to hold end mills. Like arbors they come in
different sizes with one end tapered to fit the inside spindle taper or with a straight shank
to work in conjunction with a spring collet. End mill adapters are bored to a specific size
to hold endmills with a corresponding shank size. End mills are secured in the adapter by
friction and a set screw clamps down on the flat of the end mill for extra security
.
Installing the Tooling
Once you have determined the appropriate tooling for your operation, you will need to
secure it in the mill spindle an appropriate sized supplied ER20 Collets.
Step 1: Hold the collet holder with the supplied spanner wrench and place a M8 allen
wrench in the cap screw at the top of the millhead. Remove the collect chuck collar.
Step 2: Place the appropriate size R-8 collect in the spindle.
Or visit www
.smithy
.com
29
Page 34

mithyCNC 622 Operator’s Manual
S
S
tep 3:Insert your tooling into the collet.
Step 4: Reinstall the collect chuck collar and tighten.
Figure 7.1 (From Left to Right): Removing the collet chuck collar (1 & 2)
and insterting collet (3)
30
Call Us T
ee 1-800-476-4849
oll Fr
Page 35

CNC-622 BED MILL SPECIFICATIONS
Dimension Inch Metric
General Specifications
8
Length
Width 31.49" 800 mm
Height 36.60" 930 mm
Machine Weight 375 lbs 170 kg
Footprint 36" x 24” 914.40 x 609.60mm
Shipping Dimensions 39.37” x 40.94” x 40.94” 1000 x 1040 x 1040mm
Shipping Weight 1420 lbs 205 kg
Maximum Work Capacities
-Drilling mild steel Max dia
-End Mill Capacity 0.630” 16 mm
-Face Mill Capacity 1.969” 230 mm
30.70" 780 mm
0.984" 25 mm
Specifications
Table Size 21.65” x 6.30” 550 x 160 mm
Work Cube 12” x 6.5” x 11.8” 300 x 165 x 300 mm
Maximum W
-Slot Size 7/16" 12 mm
T
Slots on Table, Qty. 3 3
Table Travel X Axis 12" 300 mm
Saddle Travel Y Axis 6.5" 165 mm
Head Travel Z Axis 11.8" 300 mm
Castings
Table Surface Precision Ground Precision Ground
Ways (X, Y Axis) Dovetail Dovetail
Ways (Z Axis) Linear Bearings Linear Bearings
eight on Table 33 lbs 15 kg
Cast Iron
Cast Iron
Or visit www
.smithy
.com
31
Page 36

mithyCNC 622 Operator’s Manual
S
Dimension Inch Metric
Spindle
Motor HP Rating 1.33 HP 1000 W
Maximum Torque 18.68 in-lb 5.5 Nm
Drive System Geared Belt Geared Belt
Minimum Speed 100 RPM 100 RPM
Maximum Speed 35009 RPM 3500 RPM
Positioning Accuracy + or - 0.0004" + or - 0.01 mm
Repeatability 0.00025" 0.00635 mm
Quill Diameter 2.76" 70 mm
Spindle to Column 7.75" 198.86 mm
Spindle Taper R-8 10:1 Taper 10:1 Taper
Axes
Stepper Motors
X & Y Axis 566 in-oz 4 N-m
Z-Axis 850 in-oz 6 N-m
Ball Screws Pre-loaded Pre-loaded
Ball Screw Size (X Axis) 0.78" x 25.39” 20 mm x 645 mm
Ball Screw Size (Y Axis) 0.55" x 13.23” 14 mm x 336 mm
Ball Screw Size (Z Axis) 0.78" x 18.82” 20 mm x 478 mm
Ball Screw Pitch 0.157" 4 mm
Ball Screw Precision P5
Hardened & Ground
Hardened & Ground
P5
Electrical
Power Requirement
AC 60 Hz
110 V
110 VAC 60 Hz
Stand Specifications
Stand Footprint 25.20" x 36.50" 640 x 927 mm
Stand Dimensions 20” x 32” x 33” 508 x 812.8 x 838 mm
Stand W
Stand Shipping Weight 80 lbs 36.29 kg
Floor Space Required
NOTE: Due to continual design improvements, specifications may change. To view the
most up to date specifications, visit www
eight
32
75 lbs
26" x 14” x 65” 660 x 355.60x1651 mm
.smithycnc.com.
ee 1-800-476-4849
oll Fr
Call Us T
34.02 kg
Page 37

9
MACHINE PARTS DIAGRAMS
OVERVIEW
This section shows all the necessary parts of the machine. All the diagrams are properly
labellend and numbered. The reference codes and numbers are found on the Reference
Chart after each diagram.
Please have this section ready whenever you have questions, inquiries or in need of
techinical help regarding the machine.
If replacement parts are required, please call us at Toll Free 1-800-476-4849 to talk to a
Smithy Techinician.
Or visit www
.smithy
.com
33
Page 38

mithyCNC 622 Operator’s Manual
S
DIAGRAM 1: Z-Axis
34
Call Us T
ee 1-800-476-4849
oll Fr
Page 39

DIAGRAM 1: Z-Axis Reference Chart
Machine Parts Diagrams
Or visit www
.smithy
.com
35
Page 40

mithyCNC 622 Operator’s Manual
S
DIAGRAM 1: Z-Axis Reference Chart
36
Call Us T
ee 1-800-476-4849
oll Fr
Page 41

DIAGRAM 2: Column & Junction Box
Machine Parts Diagrams
Or visit www
.smithy
.com
37
Page 42

mithyCNC 622 Operator’s Manual
S
DIAGRAM 2: Column & Junction Box Reference Chart
38
Call Us T
ee 1-800-476-4849
oll Fr
Page 43

DIAGRAM 2: Column & Junction Box Reference Chart
Machine Parts Diagrams
Or visit www
.smithy
.com
39
Page 44

mithyCNC 622 Operator’s Manual
S
DIAGRAM 2: Column & Junction Box Reference Chart
40
Call Us T
ee 1-800-476-4849
oll Fr
Page 45

DIAGRAM 3: X-Axis Table & Saddle
Machine Parts Diagrams
Or visit www
.smithy
.com
41
Page 46

mithyCNC 622 Operator’s Manual
S
DIAGRAM 3: X-Axis Table & Saddle Reference Chart
42
Call Us T
ee 1-800-476-4849
oll Fr
Page 47

DIAGRAM 3: X-Axis Table & Saddle Reference Chart
Machine Parts Diagrams
Or visit www
.smithy
.com
43
Page 48

mithyCNC 622 Operator’s Manual
S
DIAGRAM 3A: Coolant Shield
44
Call Us T
ee 1-800-476-4849
oll Fr
Page 49

DIAGRAM 4: Y-Axis & Machine Base
Machine Parts Diagrams
Or visit www
.smithy
.com
45
Page 50

mithyCNC 622 Operator’s Manual
S
DIAGRAM 4: Y-Axis & Machine Base Reference Chart
46
Call Us T
ee 1-800-476-4849
oll Fr
Page 51

DIAGRAM 5: Stand
Machine Parts Diagrams
Or visit www
.smithy
.com
47
Page 52

mithyCNC 622 Operator’s Manual
S
DIAGRAM 5: Stand Reference Chart
48
Call Us T
ee 1-800-476-4849
oll Fr
Page 53

10
ELECTRICAL DIAGRAM & PIN OUTS
OVERVIEW
This section shows all the necessary electrical and pin out diagram of the machine. The
diagram is properly labellend and numbered. The reference codes and numbers are found
on the Reference Chart after each diagram.
Please have this section ready whenever you have questions, inquiries or in need of
techinical help regarding the machine.
If replacement parts are required, please call us at Toll Free 1-800-476-4849 to talk to a
Smithy Techinician.
Or visit www
.smithy
.com
49
Page 54

mithyCNC 622 Operator’s Manual
S
50
Call Us T
ee 1-800-476-4849
oll Fr
 Loading...
Loading...