

Page 1

SIBAG HSDII
High Speed Diverter
Service Manual
Document No.: 747-00216, Rev. 04
Page 2
SIBAG HSDII Service Manual
Information in this document is subject to change without notice. No part of this
document may be reproduced or transmitted in any form or by any means,
electronic or mechanical, for any purpose, without the express written permission
of Siemens Industry, Inc.
2011 Siemens Industry, Inc. All rights reserved
This document contains confidential information, trade secrets and/or know-how
which is the property of Siemens Industry, Inc., and may not be disclosed to any
third party without the written permission of Siemens Industry, Inc.
Product and company names herein may be the trademarks of their respective
owners.
Siemens Industry, Inc.
2700 Esters Blvd.
Suite 200B
DFW Airport, TX 75261
www.siemens.com
972-947-7100
1-800-938-7378 (Parts and Service)
Important: Prior to operating any of the equipment or performing any of the
maintenance procedures described within this manual, it is strongly
recommended that the operator and maintenance technician read the
information provided within the applicable sections of this manual. All personnel
shall pay particular attention to the notes, cautions, warnings, and dangers
presented in this manual and posted on or in the area of the equipment. This
equipment has been designed for use by trained and qualified operators. Every
possible effort to prevent injury to the operator or maintenance personnel has
been taken in the preparation of this manual. Damage to the equipment is
possible when the procedures contained within this manual are not followed.
Revision History
Revision Date Description
03 2010-November-12 Revised preventive maintenance and repair procedures per HSDII training
video. Revised parts chapter for drive assy adapter plate and transition.
Added servo fault table to Troubleshooting section. Modified Automatic
Mode Operation – Profibus section and servo control module procedure.
04 2011-March-10 Revised per latest top level electrical drawing changes.
ii
Document No.: 747-00216, Rev. 04
2011-March-10
Page 3

Service Manual SIBAG HSDII
Warranty
Goods and Services
Siemens Industry, Inc. warrants that the Goods and/or services as set forth in the Sales
Agreement and Proposal and sold by Siemens Industry, Inc. to Purchaser will be free from defects
in material and workmanship for a period of: one (1) year from the date of (i) completion of
installation, (ii) Purchaser acceptance, or (iii) beneficial use; or two thousand hours of operation;
whichever occurs first (“Warranty Period”), subject to the following terms and conditions. Where
someone other than Siemens Industry, Inc. installs the Goods, the Warranty Period will commence
with shipment of the Goods. Siemens Industry, Inc.’s obligation under the warranty is limited to
repairing or replacing, at Siemens Industry, Inc.’s option, F.O.B. manufacturing plant, any part of
the Goods found to be defective within the Warranty Period.
The warranty obligation is conditioned upon receipt by Siemens Industry, Inc. of prompt written
notice of the claimed defect, including a description of the defect and its discovery, and the
opportunity for Siemens Industry, Inc. to inspect the Goods in Purchaser's facility.
The warranty obligation does not include costs of labor or other charges incurred in removing or
reinstalling parts; and does not apply to Goods damaged by misuse, abuse, neglect or accident or
to Goods which have been improperly applied, installed, adjusted, operated, maintained, repaired
or altered by persons other than Siemens Industry, Inc.
If Siemens Industry, Inc. fails to repair or replace any defective Goods under warranty within a
reasonable time, then Siemens Industry, Inc. shall be liable to Purchaser for the lesser of (1) the
reasonable costs of repair or replacement by a third party or (2) that part of the purchase price of
the defective item that shall have been paid by Purchaser, but Purchaser shall not obtain repair or
replacement by a third party without giving Siemens Industry, Inc. at least twenty (20) days prior
written notice, during which time Siemens Industry, Inc. may repair or replace the defective item.
Siemens Industry, Inc. makes no warranties or representations, nor assumes any obligations with
regard to Purchaser’s existing equipment or for any equipment supplied by Purchaser or a third
party contracted by Purchaser and used in the Siemens Industry, Inc. system and Purchaser
assumes full responsibility for the use and operation of such equipment, including compliance with
any federal, state and local law, code or regulations
Computer Software and Hardware
For computer software manufactured by Siemens Industry, Inc. under the Agreement, Siemens
Industry, Inc. provides emergency telephone support (1-800-938-7378), which is available 24
hours per day, 7 days per week, at no charge for defective computer software during the Warranty
Period. Purchaser’s call will be referred to and promptly handled by a Siemens Industry, Inc.
technician who will attempt to quickly resolve the problem through telephone discussion. Should
troubleshooting efforts by the Siemens Industry, Inc. technician determine that assistance by
Siemens Industry, Inc. Engineering is required, Siemens Industry, Inc. will respond in a timely (best
effort) manner. Should on-site service be required to resolve a software defect, Siemens Industry,
Inc. Software Emergency On-Site Service is available, on best effort response, and on a time and
expense basis.
For computer hardware supplied by Siemens Industry, Inc. under the Agreement, the computer
hardware warranty includes next-business day response for defective computer hardware by the
computer equipment manufacturer or qualified distributor, from 8 a.m. to 5 p.m. site time, Monday
Document No.: 747-00216, Rev. 04
2011-March-10
i
Page 4

SIBAG HSDII Service Manual
through Friday, during the Warranty Period. If defective computer hardware covered under
warranty is detected, replacement parts will be ordered promptly by the equipment manufacturer or
qualified distributor and installed upon their arrival. Some parts are warranted by Siemens Industry,
Inc. and require return to Siemens Industry, Inc. for Repair/Replacement. It is the responsibility of
Purchaser to reinstall these parts in the computer system as directed by Siemens Industry, Inc.
The warranty does not include updates/upgrades for new versions of computer software and
hardware.
The warranty for computer software and hardware will be void and inapplicable to computer
software or hardware damaged by misuse, abuse, neglect or accident or to computer hardware or
software which has been improperly applied, installed, adjusted, operated, maintained, repaired,
modified, changed or altered by persons other than Siemens Industry, Inc. or its subcontractors; or
to computer software or hardware that is installed or modified by someone other than Siemens
Industry, Inc. or its subcontractors without the written direction or authority of Siemens Industry,
Inc. The computer hardware supplied by Siemens Industry, Inc. is suited for an environmentally
controlled office environment (e.g., air conditioned, heated and clean office environment) and
unless the computer hardware is used in that environment, the computer hardware warranty is null
and void for failures.
If the Goods include computer hardware or software acquired from original manufacturers,
Siemens Industry, Inc.’s obligation will be limited to conveying and transferring to Purchaser any
license, interest, rights and/or warranties which Siemens Industry, Inc. may obtain from the original
manufacturer.
Disclaimer
Siemens Industry, Inc. does not warrant and is not responsible for warranties or licenses for any,
computer hardware or computer software supplied by Purchaser or acquired from a third party by
Purchaser and used in the Siemens Industry, Inc. system. Purchaser will be responsible for all
such licenses and warranties under those circumstances, including any problems detected while
the equipment, computer hardware or software is being used for development at Siemens Industry,
Inc.
Siemens Industry, Inc., herein after known as the Company, makes no other warranty of any kind
whatsoever expressed or implied and the Company hereby disclaims all warranties of
merchantability and fitness for particular purpose. The Company shall in no case be subject to any
other obligations or liabilities whatsoever with respect to products or services manufactured or
furnished by it or any acts or omissions relating thereto. The remedy provided under this warranty
should be the sole, exclusive and only remedy available to Purchaser. Under no circumstances
shall the Company be liable for any special, indirect, incidental or consequential damages,
expenses, losses or delays howsoever caused.
No statement, representation, agreement or understanding, oral or written, made by any agent,
distributor representative or employee of the Company which is not contained in this Warranty will
be binding upon the Company unless made in writing and executed by an officer of the Company.
Any adjustment made pursuant to this warranty shall not be construed as an admission by the
Company that any product was not so warranted.
ii
Document No.: 747-00216, Rev. 04
2011-March-10
Page 5

Service Manual SIBAG HSDII
Contents
1 Maintenance Safety.......................................................................1
1.1 Philosophy of Safety ....................................................................... 1
1.2 Training........................................................................................... 2
1.3 Maintenance Safety Procedures ..................................................... 2
1.3.1 Safety Tips Prior to Servicing.......................................................... 2
1.3.2 Safety Tips During Servicing........................................................... 3
1.3.3 Safety Tips After Servicing.............................................................. 4
1.4 Lockout/Tagout ............................................................................... 4
1.5 Basic Safety Rules.......................................................................... 7
1.5.1 Basic Maintenance Safety Rules..................................................... 8
1.6 Safety Design Features................................................................... 8
1.6.1 Emergency Stop Units .................................................................... 8
1.6.2 Emergency Stop Procedure ............................................................ 8
1.6.3 Spill Guards .................................................................................... 9
1.6.4 Headroom and Aisles...................................................................... 9
1.6.5 General Guarding ........................................................................... 9
1.6.6 Safety and Warning Labels ............................................................. 9
1.6.7 Additional Safety References........................................................ 11
1.7 ASME B20.1-2000 Operational and Maintenance Safety .............. 12
2 Model Description.......................................................................13
2.1 Description of Operation ............................................................... 14
2.1.1 Hardware Overview ...................................................................... 15
2.1.2 Basic Operation ............................................................................ 15
2.1.3 Service Mode Operation ............................................................... 16
2.1.4 Manual Mode Operation................................................................ 17
2.1.5 Automatic Mode Operation............................................................ 17
3 Installation................................................................................... 24
3.1 Installation Sequence and Startup Checklist ................................. 24
3.2 Mechanical Installation.................................................................. 24
3.2.1 Unloading and Handling................................................................ 24
3.2.2 Unit Identification .......................................................................... 25
3.2.3 Installation..................................................................................... 25
3.3 Electrical Instructions .................................................................... 26
3.3.1 Specifications................................................................................ 27
3.3.2 Installation..................................................................................... 27
3.4 Initial Startup and Operation.......................................................... 27
3.5 Installation Inspection and Acceptance Report.............................. 28
4 Preventive Maintenance.............................................................30
4.1 General Safety and Maintenance.................................................. 30
4.2 Inspection ..................................................................................... 30
Document No.: 747-00216, Rev. 04
2011-March-10
iii
Page 6

SIBAG HSDII Service Manual
4.2.1 Return Rollers ...............................................................................31
4.2.2 Servo Gearmotor...........................................................................31
4.2.3 Drive Pulley...................................................................................31
4.2.4 Paddle Assemblies........................................................................31
4.2.5 Shaft Locking Device.....................................................................31
4.2.6 Servo Gearmotor Cables...............................................................31
4.2.7 Diverter Control Panel ...................................................................32
4.2.8 Paddle Belt....................................................................................32
4.3 Lubrication.....................................................................................32
4.3.1 Roller Bearings..............................................................................32
4.3.2 Pivot Bearings ...............................................................................32
4.3.3 Tie Rod End Bearings ...................................................................32
4.3.4 Servo Gearmotor...........................................................................32
4.3.5 Drive Pulley...................................................................................34
4.4 Cleaning ........................................................................................ 36
4.4.1 Servo Gearmotor...........................................................................36
4.4.2 Drive Pulley...................................................................................36
4.4.3 Drive Side Paddle and Cover Debris .............................................37
4.4.4 Transition Assembly Rollers ..........................................................37
4.4.5 Control Panel.................................................................................37
4.5 Adjustment ....................................................................................38
4.5.1 Shaft Locking Device.....................................................................38
4.5.2 Paddle Belt Tracking and Tension .................................................38
4.5.3 Paddle Position .............................................................................38
4.5.4 Setting Paddle Belt Speed.............................................................39
4.6 High Speed Diverter PM Tasks and Time Intervals........................42
4.6.1 High Speed Diverter Monthly Operational Checklists.....................43
4.6.2 High Speed Diverter Checklist Form..............................................45
iv
5 Troubleshooting..........................................................................46
5.1 Mechanical Troubleshooting..........................................................46
5.1.1 Paddle Positioning.........................................................................46
5.1.2 Servo Gearmotor...........................................................................47
5.1.3 Pillow Block Bearings ....................................................................48
5.1.4 Paddle Nose Rollers and Drive Pulley ...........................................48
5.1.5 Paddle Belting ...............................................................................52
5.2 Electrical/Controls Troubleshooting ...............................................53
5.2.1 Diverter Faults...............................................................................53
5.2.2 System Faults (Optional) ............................................................... 56
5.2.3 Servo Faults ..................................................................................57
6 Repair........................................................................................... 60
6.1 Torque Values for Hardware..........................................................61
6.2 Testing HSDII Operation ...............................................................61
6.3 High Speed Diverter Top Level Assembly .....................................62
6.3.1 Long Tie Rod.................................................................................63
6.4 Tie Rod Assembly .........................................................................64
6.4.1 Tie Rods and Bearings..................................................................64
6.5 Conveyor Assembly.......................................................................65
Document No.: 747-00216, Rev. 04
2011-March-10
Page 7

Service Manual SIBAG HSDII
6.5.1 Return Roller................................................................................. 66
6.6 Drive Subassembly ....................................................................... 67
6.6.1 Paddle Assembly (Drive Side)....................................................... 67
6.6.2 Shaft ............................................................................................. 70
6.6.3 Servo Gearmotor .......................................................................... 71
6.6.4 Pivot Bearings............................................................................... 72
6.6.5 Short Tie Rod................................................................................ 73
6.7 Paddle Assembly .......................................................................... 75
6.7.1 Paddle Belt ................................................................................... 76
6.7.2 Paddle Nose Roller ....................................................................... 76
6.7.3 Paddle Drive Pulley....................................................................... 77
6.8 Transition Subassembly................................................................ 78
6.8.1 Paddle Assembly (Non-Drive Side) ............................................... 79
6.8.2 Shaft ............................................................................................. 81
6.8.3 Pivot Bearings............................................................................... 82
6.8.4 Transition Rollers .......................................................................... 83
6.9 Control Panel ................................................................................ 84
6.9.1 Motor Power Cable ....................................................................... 85
6.9.2 Motor Control Cable...................................................................... 85
6.9.3 Servo Control Unit and Memory Module........................................ 86
6.9.4 Reprogram Servo Control Module................................................. 87
7 Parts.............................................................................................91
7.1 Locating Replacement Parts......................................................... 91
7.2 Spare Parts................................................................................... 91
7.3 Ordering Parts............................................................................... 92
7.3.1 Business Hours............................................................................. 92
7.3.2 Phone Numbers ............................................................................ 92
7.3.3 Web Site ....................................................................................... 92
7.3.4 Order Processing and Shipping .................................................... 92
7.3.5 Repairs ......................................................................................... 92
7.3.6 Returns ......................................................................................... 92
7.3.7 Parts Warranty.............................................................................. 93
7.4 Illustrations and Parts Lists ........................................................... 93
7.4.1 HSDII Top Level Assembly 68.0020.100-XX (39 In. Wide)............ 95
7.4.2 HSDII Top Level Assembly 68.0020.101-XX (1050 mm Wide)...... 96
7.4.3 HSDII Top Level Assembly 68.0020.150-XX (1200 mm Wide)...... 97
7.4.4 Tie Rod Assemblies, Long 68.0020.000-38 and 68.0020.001-12 and
Short 68.0020.000-36 ................................................................... 98
7.4.5 Conveyor Assembly 68.0020.000-63 (39 In. Wide) ..................... 100
7.4.6 Conveyor Assembly 68.0020.000-67 (1050 mm Wide) ............... 100
7.4.7 Conveyor Assembly 68.0020.001-13 (1200 mm Wide) ............... 100
7.4.8 Drive Subassembly 68.0020.102-XX (39 In., 1050 mm Wide)..... 102
7.4.9 Drive Subassembly 68.0020.151-XX (1200 mm Wide)................ 103
7.4.10 Transition Subassembly 68.0020.103-XX (39 In. Wide) .............. 104
7.4.11 Transition Subassembly 68.0020.163-XX (1050 mm Wide) ........ 105
7.4.12 Transition Subassembly 68.0020.152-XX (1200 mm Wide) ........ 106
7.4.13 Paddle Assembly 68.0020.000-01(39 In. Wide) .......................... 108
7.4.14 Paddle Assembly 68.0020.001-16 (1200 mm Wide) ................... 109
Document No.: 747-00216, Rev. 04
2011-March-10
v
Page 8

SIBAG HSDII Service Manual
7.4.15 HSDII Control Panel 68.0020.212 (US) and 68.0020.215
(International), Front Door ...........................................................111
7.4.16 HSDII Control Panel 68.0020.212 (US) and 68.0020.215
(International), Inside...................................................................113
7.5 Recommended Spare Parts ........................................................114
7.5.1 39 In. Wide BG............................................................................114
7.5.2 1050 or 1200 mm Wide BG .........................................................115
8 Manufacturers’ Literature .........................................................116
9 Electrical Drawings ...................................................................117
vi
Document No.: 747-00216, Rev. 04
2011-March-10
Page 9

Service Manual SIBAG HSDII
Figures
Figure 1 Lockout/Tagout Equipment Examples .............................................. 6
Figure 2 Safety and Warning Label Locations .............................................. 10
Figure 3 SIBAG HSDII.................................................................................. 13
Figure 4 Hardware Configuration Screen...................................................... 19
Figure 5 Crated HSDII .................................................................................. 25
Figure 6 Area Guard..................................................................................... 26
Figure 7 Drive Pulley Oil Level ..................................................................... 34
Figure 8 Control Unit 310/320 LEDs During Booting..................................... 54
Figure 9 Control Unit 320 LEDs After Booting............................................... 55
Figure 10 HSDII Top Level Assembly............................................................. 62
Figure 11 Tie Rod Assembly .......................................................................... 64
Figure 12 Conveyor Assembly........................................................................ 65
Figure 13 Drive Subassembly......................................................................... 67
Figure 14 Jacking Two Conical Halves of Shaft Locking Device Apart
(S=Shallow; M=Mid-Depth)............................................................. 68
Figure 15 Preparing Shaft Locking Device for Replacement........................... 69
Figure 16 Paddle Assembly............................................................................ 75
Figure 17 Transition Subassembly ................................................................. 78
Figure 18 Jacking Two Conical Halves of Shaft Locking Device Apart
(S=Shallow; M=Mid-Depth)............................................................. 79
Figure 19 Preparing Shaft Locking Device for Replacement........................... 80
Figure 20 Control Panel, Inside ...................................................................... 84
Figure 21 Sinamics Control Unit and Modules ................................................ 87
Figure 22 Memory Module Card Files............................................................. 88
Figure 23 Servo Component LEDs................................................................. 89
Figure 24 HSDII Top Level Assembly 68.0020.100-XX (39 In. Wide),
68.0020.101-XX (1050 mm Wide), and 68.0020.150-XX (1200 mm
Wide).............................................................................................. 94
Figure 25 Tie Rod Assemblies........................................................................ 98
Figure 26 Conveyor Assembly 68.0020.000-63 (39 In. Wide), 68.0020.000-67
(1050 mm Wide), and 68.0020.001-13, (1200 mm Wide) ............... 99
Figure 27 Drive Subassembly 68.0020.102-XX and 68.0020.151-XX........... 101
Figure 28 Transition Subassembly 68.0020.103-XX (39 In. Wide), 68.0020.163-
XX (1050 mm Wide), and 68.0020.152-XX (1200 mm Wide)........ 104
Figure 29 Paddle Assembly 68.0020.000-01 and 68.0020.001-16................ 107
Figure 30 HSDII Control Panel 68.0020.212 (US) and 68.0020.215
(International), Front Door ............................................................ 110
Figure 31 HSDII Control Panel 68.0020.212 (US) and 68.0020.215
(International), Inside.................................................................... 112
Document No.: 747-00216, Rev. 04
2011-March-10
vii
Page 10

SIBAG HSDII Service Manual
Maintenance Safety
viii
Document No.: 747-00216, Rev. 04
2011-March-10
Page 11

Service Manual SIBAG HSDII
Maintenance Safety
1 Maintenance Safety
This manual contains basic guidelines for baggage handling safety,
lockout/tagout procedures, safety design features, product features, and general
operational and maintenance safety. Its purpose is to improve safety and safety
education in the workplace. The safety section is not intended to cover all
situations or circumstances, and is not a regulatory publication. Much of the
information in this manual comes from the “ASME B20.1 - Safety Standards for
Conveyors and Related Equipment” accredited by American National Standards
and sponsored by the American Society of Mechanical Engineers (ASME). To
request copies of the publication contact: American National Standards Institute,
3 Park Avenue, New York, NY 10016-5990, Phone: 212-591-8500, Fax: 212591-8501.
1.1 Philosophy of Safety
The most preferred method of negating a hazard is to design it out of the
equipment or installation. If this is not possible, guarding against the hazard is
the next best method. Guarding may take on several forms. The most common
forms of guarding are location guarding (area guarding) and point guarding. If
neither of these methods can negate the hazard while maintaining function, then
warnings are used. Warnings should also be used to protect against dangerous
practices.
The philosophy of safety is best described in the following manner:
● Remove the hazard.
● Guard where the hazard may exist (area guarding or point guarding).
● Warn against the hazard.
Belts and chains moving over pulleys, sprockets, and sheaves create pinch and
nip points which must be guarded. These points present a risk of injury if not
guarded properly.
● Ensure that all barriers and warning signs are in place to warn personnel
about equipment that can not be guarded.
● Do NOT operate equipment with guards or safety units removed.
● Operate the equipment with TRAINED personnel ONLY.
● Do NOT perform service or maintenance until all power is disconnected and
locked out.
Document No.: 747-00216, Rev. 04
2011-March-10
1
Page 12

SIBAG HSDII Service Manual
Maintenance Safety
1.2 Training
In addition to the initial training of personnel (when equipment is first placed into
operation), continuous training is required on a scheduled and periodic basis.
The purpose of continuous training is to reinforce the importance of safe work
practices by ALL employees, including all new hires and transfers working with
or around the equipment.
The employer is responsible for providing trained employees knowledgeable in
the safe maintenance practices of the baggage handling equipment. Siemens
recommends the video presentation “Safety is in Your Hands” as part of each
training program. This video addresses the key points relating to safe work
practices around baggage handling equipment. To order a copy of this video
presentation, contact the Customer Service Department.
1.3 Maintenance Safety Procedures
This section describes safety precautions that should be followed before, during
and after maintenance and troubleshooting tasks. Since voltages encountered in
this equipment can cause lethal shock if mishandled, these safety instructions
should be strictly adhered to.
1.3.1 Safety Tips Prior to Servicing
● ALWAYS stop the equipment before attempting to clear jams.
● Whenever possible, service electrical equipment with the power "OFF."
This can be done in any combination of the following:
■ With the Motor Safety Disconnect Switch.
■ By padlocking the control cabinet disconnect switch in the "OFF"
position.
■ By removing the line fuses.
● Utilize the OSHA compliant lockout/tagout units at all pertinent disconnect
switches.
● Secure proper tools and wiring diagrams. Be sure that an adequate test
instrument is available.
● READ any instructions or test procedures BEFORE attempting them.
● Inform personnel in the area that maintenance tasks are being performed.
● Before beginning work, ensure that power is actually removed by checking
various points to ground with test meter. Even though power to the unit
being serviced is removed, some points of the unit may be energized due to
interconnections with other equipment. Such areas are appropriately
marked.
2
Document No.: 747-00216, Rev. 04
2011-March-10
Page 13
Service Manual SIBAG HSDII
Maintenance Safety
Yellow wires in a control cabinet remain hot even when the disconnect
switch is turned OFF. Use extreme caution when servicing a control
cabinet with an outside power source.
● If maintenance must be performed with power "ON," be sure the following
precautions are taken:
■ Work in pairs, with the location of the main disconnection switch known
to each worker.
■ Use properly insulated tools, gloves, and an insulated mat, especially in
damp areas.
■ Inform personnel in the area that servicing is being done. Accidentally
removing power to equipment can also cause injury.
■ Use proper test instruments; avoid gimmicks such as jumpers and bulb
testers.
● NEVER “ride” or walk on a conveyor.
1.3.2 Safety Tips During Servicing
While working never forget that other pieces of equipment can be involved when
a particular START or STOP pushbutton is pressed. For example, a conveyor in
a remote area may be energized by a particular operation. Before energizing
ANY element of the system it is essential that you be sure to:
● Inform all personnel in that area.
● Confirm that all other systems are STILL disabled.
● Stay clear of all chain drives, motor couplings, and belts during equipment
operation.
● Wear safety helmets at all times when performing maintenance duties.
Safety goggles must be used when grinding, drilling or cutting.
● NEVER wire or tape down limit switches.
● ALWAYS observe the signals of the warning lights.
● Be alert to any deficiency of the equipment.
● NEVER "ride" on a conveyor.
● Use eye protection (goggles or face mask) if air pressure is required for any
cleaning task.
:NOTE: Compressed air supply should be 30 PSI (2.1 kgf/cm
2
) or LESS.
● Do not leave tools or parts where they may be a safety hazard or
obstruction.
● Be absolutely certain that all personnel are clear of any moving parts before
starting the conveyor system.
Document No.: 747-00216, Rev. 04
2011-March-10
3
Page 14
SIBAG HSDII Service Manual
Maintenance Safety
● Report all accidents resulting in personal injury or damage to the equipment
to the Supervisor.
In the unlikely event of electrocution, do not touch the victim until the
high voltage circuit is broken.
1.3.3 Safety Tips After Servicing
● When servicing is complete, replace test equipment and tools. Remove and
properly dispose of any damaged components and close all panels.
● Do not leave tools or parts where they may be a safety hazard or
obstruction.
● Finally, remove all lockout/tagout equipment and inform personnel in the
area that servicing is completed.
1.4 Lockout/Tagout
The primary purpose for a lockout/tagout procedure is to protect workers from
injury caused by the unexpected energization or start-up of equipment.
As of August 28, 1989, OSHA Standards were amended to incorporate
lockout/tagout requirements. It is the opinion of Siemens that this standard
applies to most workplaces utilizing powered conveyors. The standard from the
Occupational Safety and Health Administration (OSHA) centers on the control of
potentially hazardous energy. The rule requires that energy sources for
equipment be turned off or disconnected, and that the switches be locked or
labeled with a warning tag. This ensures that the equipment has been shut down
for servicing or maintenance and will not reactivate while employees are working
on it. The regulation defines servicing and maintenance as covering “lubrication,
cleaning or unjamming of machines or equipment . . . where the employee may
be exposed to the unexpected energization or start up of the equipment . . . ”
among other things.
4
We are bringing this to your attention in the event you are not aware of the
standard. We urge you to review the applicability and requirements of the
standard with respect to your facilities. The lockout/tagout procedure is
considered to be just one element of the control procedures for hazardous
energy. The employer is responsible for providing procedures that include deenergization of equipment, isolation of energy sources, verification that
equipment has been de-energized, and complete diffusion of stored energy.
The standard requires an ongoing program of control procedures and employee
training by the employer (regardless of training provided by the equipment
vendor at the time of sale) to ensure that the purpose and functions of energy
controls are understood and applied.
Document No.: 747-00216, Rev. 04
2011-March-10
Page 15

Service Manual SIBAG HSDII
Maintenance Safety
For further information regarding lockout/tagout requirements, refer to the
Federal Register, Volume 54, No. 169 published September 1, 1989. The
referenced standard may be found at 29 CFR Part 1910, Section 1910.147.
Also, copies may be requested from the Siemens Customer Service Department.
Siemens can also furnish OSHA compliant lockout/tagout equipment and training
materials; call the Customer Service Department 1-800-938-7378.
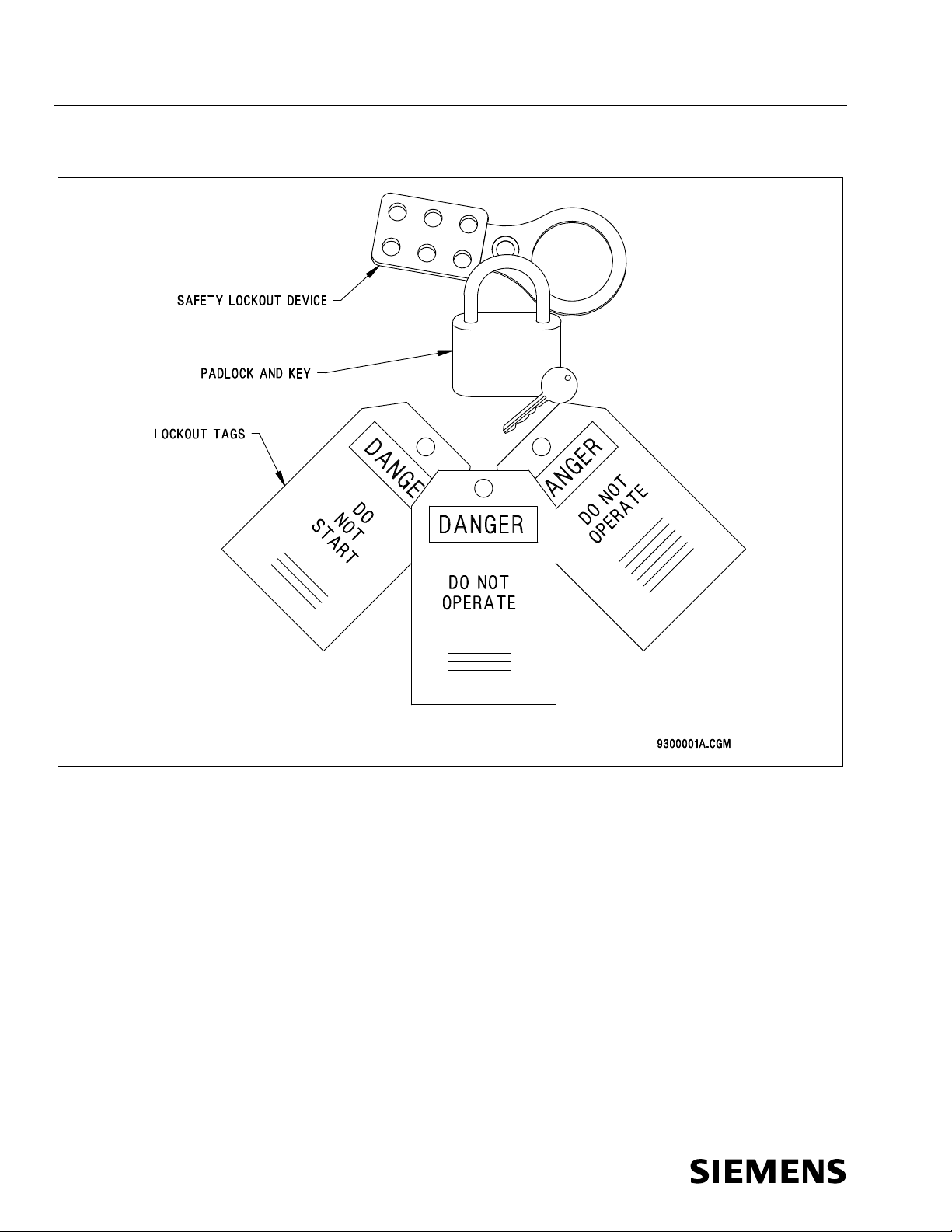
● Lockout/tagout should take place before any service or maintenance work
begins. Alert operators of power disconnection. Isolate the power source.
● Attach lockout tags to each lock indicating name of service person, date,
and purpose of the lockout.
● Use padlocks with only one key for all lockout purposes. If duplicate keys
exist, keep them under strict management supervision.
● Check for stored energy. Test the equipment to be sure that it will not
operate.
● The service person who locks and tags a machine must be the one who
unlocks it.
● Never remove a lock or tag that is not yours.
● Never lockout or tag equipment for another person.
● If a lock or tag is left on during a shift change, leave it in lockout/tagout
condition. Assume the equipment is locked or tagged for a good reason.
Contact your supervisor.
● If work is done in shifts and the work is not completed, the new shift
employees should install their locks or tags while the existing shift is
removing theirs. When possible, the new shift should install their locks
before the existing shift removes theirs so nothing is ever unlocked.
Document No.: 747-00216, Rev. 04
2011-March-10
5
Page 16
SIBAG HSDII Service Manual
Maintenance Safety
Figure 1 Lockout/Tagout Equipment Examples
6
Document No.: 747-00216, Rev. 04
2011-March-10
Page 17
Service Manual SIBAG HSDII
Maintenance Safety
1.5 Basic Safety Rules
Document No.: 747-00216, Rev. 04
2011-March-10
7
Page 18

SIBAG HSDII Service Manual
Maintenance Safety
1.5.1 Basic Maintenance Safety Rules
The maintenance staff also plays a key role in the overall safety of the baggage
handling equipment. Establishing and practicing a preventive approach to safety
helps provide an effective safety program.
● Lockout/tagout must take place before any service or maintenance work
begins.
● All maintenance or service is to be performed by qualified, trained personnel
only.
● A routine inspection plan must be maintained before each shift change and
start up of the material handling equipment.
● Always report unsafe conditions or anything out of the ordinary to the
supervisor.
1.6 Safety Design Features
Baggage handling equipment has safety design features for worker protection.
Basic baggage handling safety design features are outlined on the pages that
follow.
1.6.1 Emergency Stop Units
Illuminated red emergency stop push-pull buttons, limit switches, emergency pull
cords, and other similar emergency stop units are located throughout the system
for operator protection during emergency situations.
These emergency stop units are normally used at or near each potential work
station. E-stop units are also provided at reasonable intervals throughout
material handling systems in areas routinely occupied by operations personnel.
E-stop units are not intended to disable equipment to provide protection for
personnel in potentially hazardous contact with such equipment. For example,
maintenance, jam clearing, and/or other similar activities require adherence to
lockout procedures.
E-stops ideally control all movement visible from and related to the equipment or
location of the control unit.
1.6.2 Emergency Stop Procedure
Emergency Stop and restart the entire system as follows:
1. Activate any E-STOP pushbutton (this will stop the associated conveyors).
2. Fix the reason for pushing the E-STOP pushbutton.
3. Reset the activated E-STOP pushbutton.
8
4. Pull the activated E-STOP pushbutton and restart the system as normal.
Document No.: 747-00216, Rev. 04
2011-March-10
Page 19
Service Manual SIBAG HSDII
Maintenance Safety
1.6.3 Spill Guards
Many portions of material handling equipment run overhead and around areas
accessible to personnel. It is important that these areas be protected with spill
guards or other guarding design features.
1.6.4 Headroom and Aisles
When conveyors run above aisles, passageways or exits designated as fire exit
pathways, warnings will be provided if head clearance is less than 6 feet 8
inches (2 meters). The clearance of 6 feet 8 inches (2 meters) is measured from
the floor to the lowest part of the conveyor or guards. Other aisles or
passageways with less than 6 feet 8 inches (2 meters) clearance will be
protected by safety tape and warning signs.
In designated aisleways, all moving equipment parts to an elevation of 8 feet (2.4
meters) will be guarded.
1.6.5 General Guarding
When necessary for the proper protection of workers, it is required that areas be
properly guarded where equipment meets or exposed moving parts present a
potential hazard. It is recommended that warning and caution signs be
positioned in the employees’ line of sight.
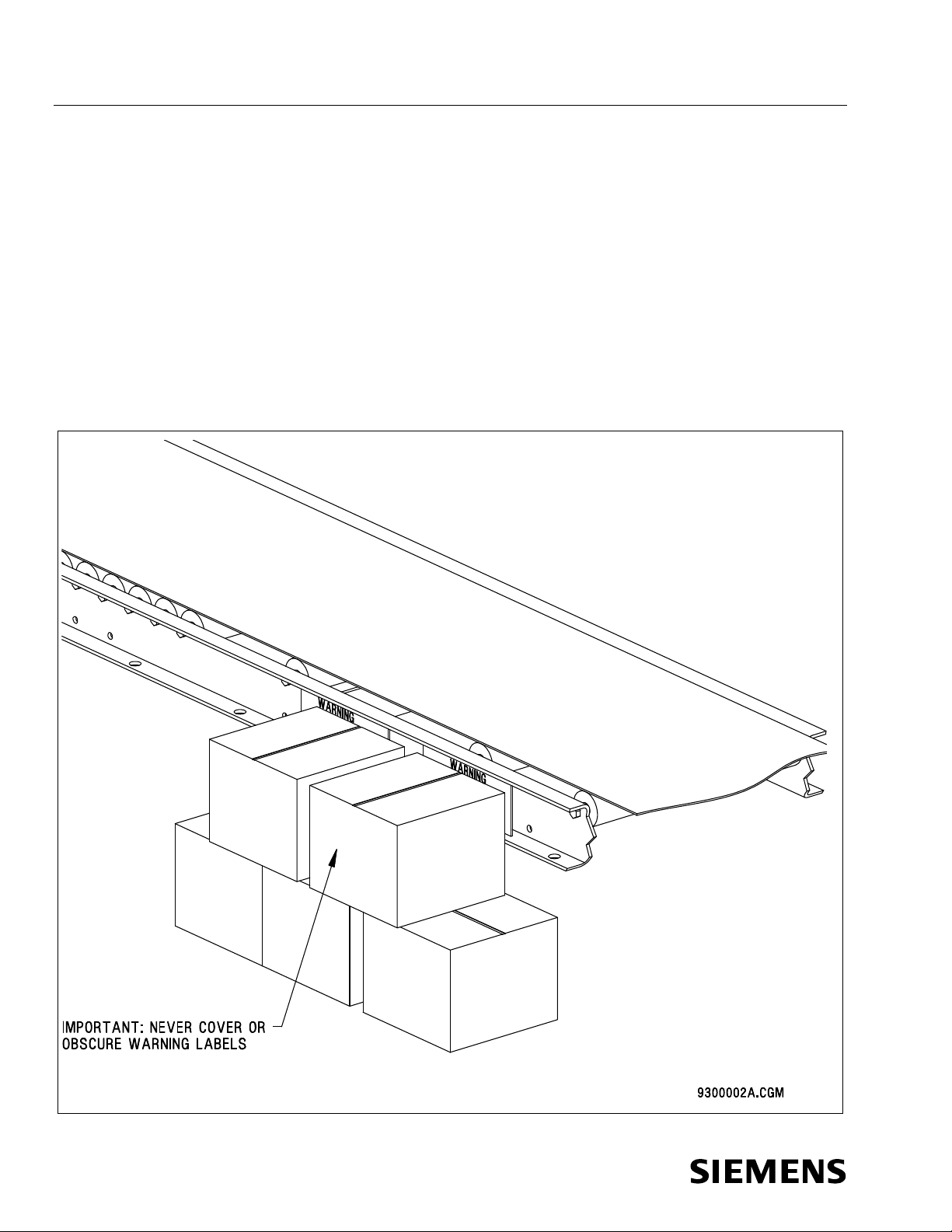
1.6.6 Safety and Warning Labels
Warning and safety labels are factory installed by the manufacturer or applied
after installation. Siemens equipment has safety labels attached with messages
warning of potential risks. These labels are located to be useful in any
application. Individual installations may have a unique need for additional labels
in other mounting locations. Therefore, more of the standard labels are readily
available.
These labels and signs may need to be supplemented by other warnings of
individual design that may be obtained from local sources or nationally
distributed catalogs.
DANGER: Indicates an imminently hazardous situation that, if not avoided, will
result in death or severe injury. The use of danger labels is limited to the most
extreme situations
WARNING: Indicates a potentially hazardous situation that, if not avoided,
could result in death or severe injury
CAUTION: Indicates a potentially hazardous situation that, if not avoided, will
result in minor or moderate injury. It may also be used to alert against unsafe
practices.
Document No.: 747-00216, Rev. 04
2011-March-10
9
Page 20
SIBAG HSDII Service Manual
Maintenance Safety
DANGER or WARNING should not be considered for property damage accidents
unless personal injury risk appropriate to these levels is also involved. CAUTION
is permitted for property-damage-only accidents. Sign placement shall be in the
immediate vicinity of the hazard, readily visible so the viewer can recognize the
hazard and take appropriate action.
Safety Signs and Labels Verification: On a quarterly basis, walk through the
entire material handling system and make sure that all safety signs and labels
are clearly legible and in good condition. Particularly if the system has been
reconfigured, verify that the signs and labels are still in the proper locations. If
there is a problem with any sign or label, reorder and replace it according to the
following identification and ordering pages.
Figure 2 Safety and Warning Label Locations
10
Document No.: 747-00216, Rev. 04
2011-March-10
Page 21

Service Manual SIBAG HSDII
Maintenance Safety
1.6.7 Additional Safety References
1.6.7.1 ANSI – American National Standards Institute
B 15.1 Mechanical Power Transmission (ASME)
B 20.1 Safety Standard for Conveyors (ASME)
Z 535.1 Safety Color Code (NEMA)
Z 535.2 Environ. and Facility Safety Signs (NEMA)
Z 535.3 Criteria for Safety Symbols (NEMA)
Z 535.4 Product Safety Signs and Labels (NEMA)
Z 535.5 Accident Prevention Tags (NEMA)
1.6.7.2 CEMA – Conveyor Equipment Manufacturer's Associat i on
102
Terms and Definitions
201 Safety Label Brochure
402 Belt Conveyors
1.6.7.3 OSHA – Occupational Safety and Health Administration
Subpar
t D-(1910) Walking/Working Surfaces
1910.21 Definitions
1910.22 General Requirements
1910.23 Guarding, Floor/Wall Openings
1910.24 Fixed Industrial Stairs
1910.27 Fixed Ladders
1910.30 Other Working Surfaces
Subpart J-(l910) General Environmental Controls
1910.144 Safety Color Codes for Marking Physical Hazards
1910.145 Specifications for Accident Prevention Signs and Tags
1910.147 The Control of Hazardous Energy (Lockout/Tagout)
Subpart O-(1910) Machinery and Machine Guarding
1910.211 Definitions
1910.212 General Requirements (All Machines)
1910.219 Mechanical Power-Transmission App.
Subpart S-(1910)Electrical
1910.301 Introduction
1910.302 Electric Utilizations Systems
1910.303 General Requirements
1910.304 Wiring Design and Protection
1910.305 Wiring Methods, Components, and Equipment-General Use
1910.307 Hazardous Locations
1910.308 Design Safety Standards
1.6.7.4 NFPA – National Fire Protection Association
70E -
Standard for Electrical Safety in the Workplace
Document No.: 747-00216, Rev. 04
2011-March-10
11
Page 22
SIBAG HSDII Service Manual
Maintenance Safety
1.7 ASME B20.1-2000 Operational and Maintenance
Safety
Portions of the ANSI “Safety Standards of Conveyors and Related Equipment”
(ASME B20.1-2000) relate to operational and maintenance personnel.
Introduction
Accidents resulting from the manual handling of materials have been
reduced by the use of conveying and other forms of mechanical
handling equipment. A further reduction in the accident rate can be
gained by following safe practices in the design, construction,
installation, operation, and maintenance of such equipment.
The design and installation of conveyors and conveyor systems
should be supervised by qualified engineers. Likewise, the
maintenance of conveyors and systems should be supervised by
trained personnel.
The purpose of this standard is to present certain guides for the
design, construction, installation, operation, and maintenance of
conveyors and related equipment.
Those portions of this standard relating to maintenance and
operation procedures are fully as important as those relating to
design and installation. The best design features may be negated by
faulty maintenance and operating practices. It is important that
operating and maintenance personnel be instructed in recognizing
hazards and pertinent safety precautions.
5.2 Maintenance (Repair)
a. Maintenance and service shall be performed by qualified
and trained personnel.
b. Where lack of maintenance would cause a hazardous
condition, the user shall establish a maintenance
program to ensure that conveyor components are
maintained in a condition that does not constitute a
hazard to personnel.
c. No maintenance shall be performed when a conveyor is in
operation except as outlined in 5.3 and 5.4.
d. When a conveyor is stopped for maintenance or repair
purposes, the starting units, prime movers, or powered
accessories shall be locked out or tagged out in
accordance with a formalized procedure designed to
protect all persons or groups involved with the
conveyor against unexpected restart. Personnel should
be alerted to the hazard of stored energy, which may
exist after the power source is locked out. Refer to
ANSI Z244.1-1982, American National Standard for
Personnel Protection – Lockout/Tagout of Energy
Sources – Minimum Safety Requirements and OSHA
29 CFR 1910.147 The Control of Hazardous Energy
(Lockout/Tagout).
e. All safety units and guards shall be replaced before
starting equipment for normal operations.
5.3 Lubrication
a. Conveyors shall not be lubricated while in operation
unless it is impractical to shut down for lubrication. Only
trained and qualified personnel who are aware of the
hazard of a conveyor in motion shall be allowed to
lubricate a conveyor that is operating.
b. Where the drip of lubricants or process liquids on the floor
constitutes a hazard, drip pans or other means of
eliminating the hazard shall be provided.
5.4 Adjustment or Maintenance
When adjustment or maintenance is required while equipment
is in operation, only trained and qualified personnel who are
aware of the hazard of the conveyor in motion shall be
allowed to make the adjustment or perform the maintenance.
5.9.1 General Requirements of Guarding
5.9.1.3 Guarding Exceptions. Wherever conditions
prevail that would require guarding under these
standards but such guarding would render the
conveyor unusable, prominent warnings shall be
provided in the area or on the equipment in lieu of
guarding.
5.9.1.4 Maintenance of Guards and Safety Units.
Guards and safety units shall be maintained in a
serviceable and operational condition. Warning
signs provided in accordance with 5.9.1.3 shall be
maintained in a legible, operational condition.
5.12 Operation
a. Only a trained person shall be permitted to operate a
conveyor. Training shall include instruction in operation
under normal conditions and emergency situations.
b. Where safety is dependent upon stopping units or starting
units or both, they shall be kept free from obstructions
to permit ready access.
c. The area around loading and unloading points shall be
kept clear of obstructions that could endanger
personnel.
d. No person shall ride on a conveyor, unless it is a conveyor
engineered for that purpose.
e. Personnel working on or near a conveyor shall be
instructed as to the location and operation of pertinent
stopping units.
f. A conveyor shall be used to transport only loads it is
designed to handle safely.
g. Under no circumstances shall the safety characteristics of
the conveyor be altered without proper authorization
from the manufacturer.
h. Routine inspections and corrective maintenance
measures shall be conducted to ensure that all guards
and safety features are retained and function properly.
i. Personnel should be alerted to the potential hazard of
entanglement in conveyors caused by such items such
as long hair, loose clothing, and jewelry.
j. Conveyors shall not be maintained or serviced while in
operation unless proper maintenance or service
requires the conveyor to be in motion. In which case,
personnel shall be made aware of the hazards and how
the task may be safely accomplished.
:NOTE: Contact the American Society of Mechanical Engineers at
the address shown above for the complete ASME B20.1-2000.
:NOTE: These excerpts are printed with the permission of ASME.
12
Document No.: 747-00216, Rev. 04
2011-March-10
Page 23
Service Manual SIBAG HSDII
Maintenance Safety
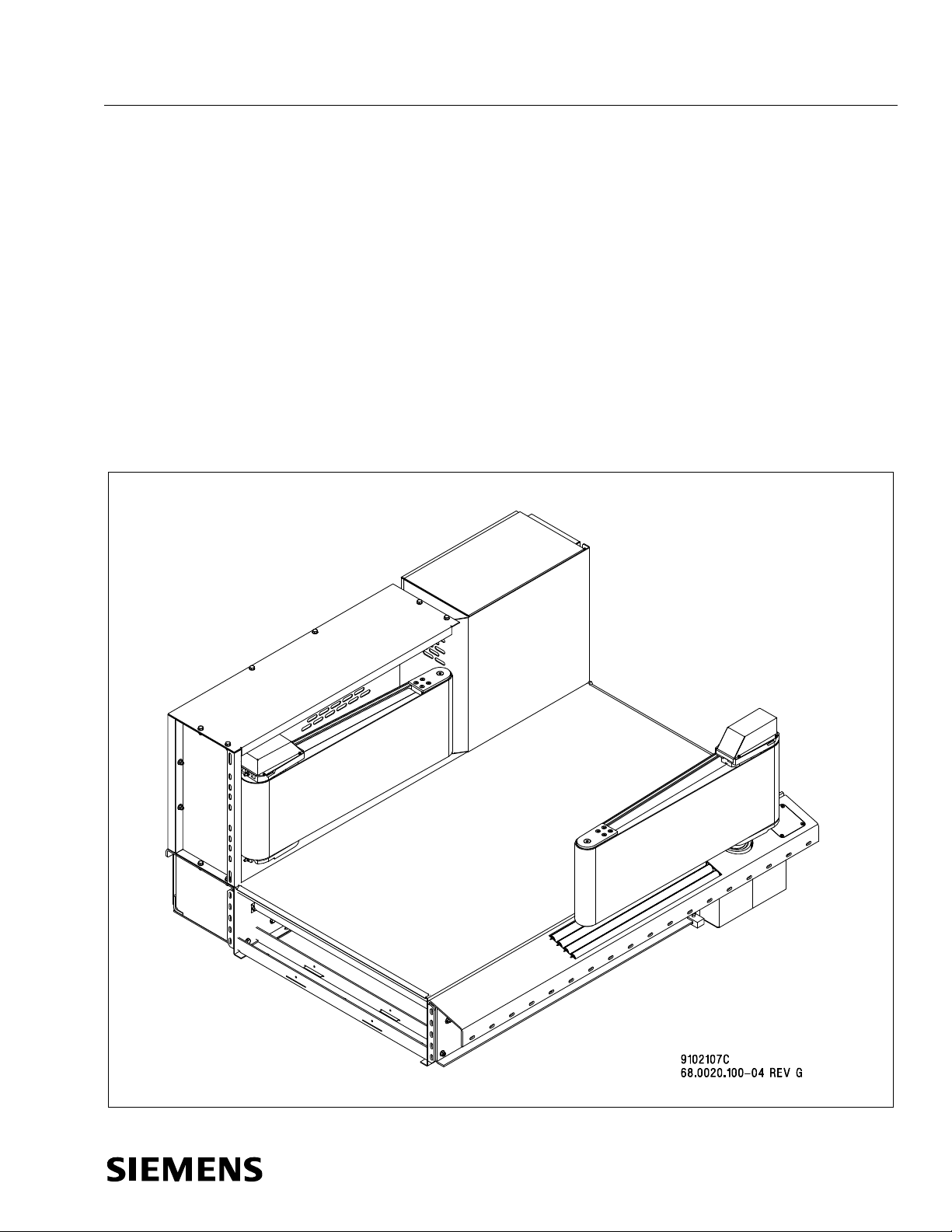
2 Model Description
The SIBAG High Speed Diverter II (HSDII) is a device with two paddles mounted
on a horizontal belt conveyor used to divert the flow of one of several bags by
moving the paddles into the baggage stream. For better baggage flow, the
paddles are equipped with actively driven belts. The HSDII is designed to be an
integral part of a main line belt conveyor sort system. The activated paddles of
the diverter form a 45 degree vertical powered belt wall for the transfer of
luggage from a main sort line to a pier chute or take-away conveyor. The
baggage contacts the diverter in a smooth, non-destructive manner, which
minimizes the impact forces applied during the sort process.
Figure 3 SIBAG HSDII
Document No.: 747-00216, Rev. 04
2011-March-10
13
Page 24

SIBAG HSDII Service Manual
Maintenance Safety
A single servo gearmotor efficiently powers the diverting action of the HSDII,
rotating the paddles 45 degrees across the conveyor belt between their diverting
and non-diverting positions. It delivers motion to the pivot shaft of both the drive
side and non-drive side paddles simultaneously via a tie rod assembly. A drive
pulley powers the belt on each paddle.
When system control determines a need, the HSDII is energized, and the paddle
belts begin running. Diverter position is determined by the diverter control panel
by evaluating the output of the servo gearmotor encoder.
The HSDII is available in the configurations listed in Table 1. This manual
pr
ovides service and parts information for all versions.
Table 1 Available HSDII Versions
Part Number Between Guards Width Transition Width Hand
68.0020.100-01 39 in 7 in Left
68.0020.100-02 39 in 7 in Right
68.0020.100-03 39 in 10 in Left
68.0020.100-04 39 in 10 in Right
68.0020.101-01 1050 mm 180 mm Left
68.0020.101-02 1050 mm 180 mm Right
68.0020.101-03 1050 mm 250 mm Left
68.0020.101-04 1050 mm 250 mm Right
68.0020.150-01 1200 mm 180 mm Left
68.0020.150-02
68.0020.150-03
68.0020.150-04
1200 mm 180 mm Right
1200 mm 250 mm Left
1200 mm 250 mm Right
2.1 Description of Operation
The new HSDII uses a Sinamics drive configuration with a Siemens
programmable control unit CU320 and two separate output channels (axles), one
for servo-positioning of the paddles (SERVO) and one for asynchronous
movement of the paddle-belts (VECTOR).
The main supply voltage is separate from the control voltage. Disconnect
and lock out/tag out both the main supply voltage and control voltage
before performing maintenance.
There is a switch on the control panel door to select service, manual, or auto
modes. This switch is wired directly to and controlled by the Sinamics CU so
both manual and service modes are available without the high level PLC
running.
Document No.: 747-00216, Rev. 04
14
2011-March-10
Page 25

Service Manual SIBAG HSDII
Maintenance Safety
A high level PLC with user-defined parameters is used which selects between
common signal exchanges wired to communicate via Digital I/O or Profibus
interface.
2.1.1 Hardware Overview
The HSDII is controlled by a Sinamics Drive System with programmable control
unit. The control is comprised of the following Siemens control equipment:
● Control Unit Sinamics S120 CU320 6SL3040-0MA00-0AA1, FW Version:
2.5 SP 1
● Smart Line Module 6SL3130-6AE15-0AB0 5 kW
● Double Motor Module 6SL3120-2TE21-0AA3 9A/9A
● Servo gearmotor with absolute encoder for positioning
● Asynchronous motors without encoder for paddle belts
● Basic Operator Panel BOP20 6SL3055-0AA00-4BA0
2.1.2 Basic Operation
In the PLC operation, a bag arriving at the tracking photocell (provided by BHS
integrator), located at least 12 inches (305mm) upstream of the HSDII on the
conveyor bed, is checked to see if it requires diverting from the main conveyor
line. Once a determination is made, the diverter responds as outlined below.
If the bag is to be diverted, one of the following occurs:
● If the diverter is in the RETRACTED position, the paddle belt drive pulleys
are started via a maintained RUN PADDLE BELTS signal when the tracking
photocell is blocked, and when the bag is tracked nearly to the pivot point of
the first paddle, the servo gearmotor is energized via a leading edge trigger
of the EXTEND PADDLES signal so that the diverter is moved to the
EXTENDED position which will allow the bag to divert.
● If the diverter is already in the EXTENDED position, the paddle belt drive
pulleys are started when the tracking photocell is blocked, and the paddles
remain stationary, allowing the bag to divert.
After either case, the paddle belt motors should continue to run for at least 20
seconds to allow for following sort operations without restarting the motors. This
20 second period is reset as each new bag passes the 12 inches (305mm)
upstream tracking photocell. If no sort action is required during those 20
seconds, the HSDII paddle belt drive pulleys should be deactivated by removing
the RUN PADDLE BELTS signal until the next time they are needed.
If the bag does not require diverting, the following occurs:
Document No.: 747-00216, Rev. 04
2011-March-10
15
Page 26
SIBAG HSDII Service Manual
Maintenance Safety
● If the diverter is in the EXTENDED position, when the bag is tracked to
nearly the pivot point of the first paddle, the servo gearmotor is energized
via a leading edge trigger of the RETRACT PADDLES signal so that the
diverter will return to the RETRACTED position which allows the bag to
pass through. The paddle belt drive pulleys do not need to be activated for
this action.
● If the diverter is already in the RETRACTED position, the motors remain off
and the paddles remain stationary, allowing the bag to pass through.
Ideally, the HSDII motors are energized only when a sort action is required.
Additionally, the paddles are actuated to a different position only when required
to do so. If bag spacing is not adequate no sort action shall be attempted. The
HSDII will complete a position change actuation in approximately 350 ms.
:NOTE: Reliable operation of the diverter at chutes or parallel takeaways
requires a minimum “gap” between bags of at least 24 inches (610 mm). The
average length of each piece of luggage plus the 24 inch (610 mm) gap defines
the bag window size.
The PLC should also monitor for fault conditions in the HSDII:
● If the HSDII does not complete an intended position change, the Control
Unit will indicate a fault condition.
● As long as control voltage remains, the HSDII will also indicate a fault if the
main power supply is interrupted.
The Basic Operator Panel (BOP) will display the code for any alarms or faults.
The list of alarms and faults can be found in the Siemens Sinamics S List
Manual (6SL3097-2AP00-0BP6.)
The HSDII can be operated in three different modes, selected by a three-position
selector switch located on the HSDII Diverter Control Panel (DCP):
● Service
● Manual
● Automatic.
2.1.3 Service Mode Operation
Service mode operation of the diverter requires that the MODE OF OPERATION
selector switch on the door of the DCP be in the SERVICE position. In this mode
the TEACH, PADDLE, and PADDLE BELT switches on the door of the DCP are
enabled. The Service mode is used to define new end positions for the servo
cycle commands. The paddle extend and retract positions are factory configured,
but reconfiguring them might be necessary if the mechanism has been adjusted
or repaired. See section 4.5.3 Paddle Position.
16
Document No.: 747-00216, Rev. 04
2011-March-10
Page 27
Service Manual SIBAG HSDII
Maintenance Safety
2.1.4 Manual Mode Operation
Manual operation of the diverter requires that the MODE OF OPERATION
selector switch on the door of the DCP be in the MAN position. In this mode the
PADDLE and PADDLE BELT selector switches are enabled. TEACH selector
switch on the door of the DCP is disabled.
:NOTE: Divert All Operation: If there is a need to divert all bags off of the
mainline, the Baggage Handling System (BHS) logic controller will need to
provide the signal to maintain the paddles in the extended position while the
diverter remains in the AUTO mode. Because the MAN mode replaces the
automatic function signals from the BHS controller with the manual door controls,
the HSDII would no longer have the ability to turn off the motors in the event of a
cascade or normal timeout situation. For this reason, it is not acceptable to place
the mode switch in the MAN mode for the purpose of sustained Divert All
operation.
2.1.5 Automatic Mode Operation
Automatic operation of the diverter requires that the MODE OF OPERATION
selector switch on the door of the DCP be in the AUTO position. In this mode the
TEACH, PADDLE, and PADDLE BELT selector switches on the door of the DCP
are inactive.
:NOTE: Divert All Operation: If there is a need to divert all bags off of the
mainline, the Baggage Handling System (BHS) logic controller will need to
provide the signal to maintain the paddles in the extended position while the
diverter remains in the AUTO mode.
In Automatic mode, all switches on the HSDII control panel are disabled, with the
exception of the MODE OF OPERATION selector switch and the FAULT RESET
illuminated pushbutton.
There are two methods of controlling the HSDII in Automatic mode:
● Common input/output exchange through the use of 120 VAC or 24 VDC
control relays. These relays are located in the HSDII control panel and are
wired to the CU320.
● Remote communications over Profibus
There is a parameter P21529.0 located in the HSDII drives that will select the
method of control in Automatic mode. This can be adjusted by using the
Siemens Starter program, or by using the Basic Operator Panel on the HSDII
drive. If this parameter is set to 0, the control relays will operate the HSDII. A
setting of 1 will enable the Profibus communications.
Note that the HSDII model that is for Profibus only will not contain the
input/output relays. All of the HSDII models will contain the Profibus
communications option, as well as the two relays needed for the safety stop.
Document No.: 747-00216, Rev. 04
2011-March-10
17
Page 28
SIBAG HSDII Service Manual
Maintenance Safety
2.1.5.1 Automatic Mode - Relays
With parameter P21529.0 = 0 and the selector switch set to the “Auto” position,
the HSDII is prepared to accept operating commands from the upstream PLC via
the exchange relays. These signals can either be 120 VAC or 24 VDC
depending on the model of the HSDII. The signals are described in Table 2:
Table 2 Input/Output Signals
Outputs Inputs
Main Disconnect On Motor Enable (E-Stop)
Fault Signal System Stop
Paddle in Extended Position Move Paddle to Extended Position
Paddle in Zero Position Run Paddle Belts
Automatic Mode On Reset Fault
Smart Line Module Ready Move Paddle to Zero Position
Control Unit Ready
2.1.5.2 Automatic Mode – Profibus
The HSDII can also be controlled over the available Profibus communications
port. In order to enable Profibus communications, parameter P21529.0 must be
set to 1.
The Profibus communication is broken down into three different telegrams. The
three telegrams represent the Control Unit (CU), the servo drive, and the vector
drive. The telegrams consist of output words which are received from the
upstream PLC to control the HSD, and input words which are sent to the PLC to
provide status updates. In addition, the three telegrams contain the same
number of words, as illustrated in Table 3.
Table 3 Profibus Telegrams
Telegram Output Words Input Words
Servo 4 4
Vector 4 4
Control Unit 4 4
Configuring the Profibus communication can be done in several ways. One way
is using the Siemens Starter program with the Drives ES package. When using
this program, the Profibus setup can be exported from Starter directly into the
Siemens Step 7.
18
A second method of configuring the Profibus communication is using the GSD
file. The GSD file is a readable ASCII text file that contains general and devicespecific specifications for communications. The GSD file is located on the
Document No.: 747-00216, Rev. 04
2011-March-10
Page 29
Service Manual SIBAG HSDII
Maintenance Safety
compact flash card that comes with the HSDII. The GSD file is also available on
the Siemens website.
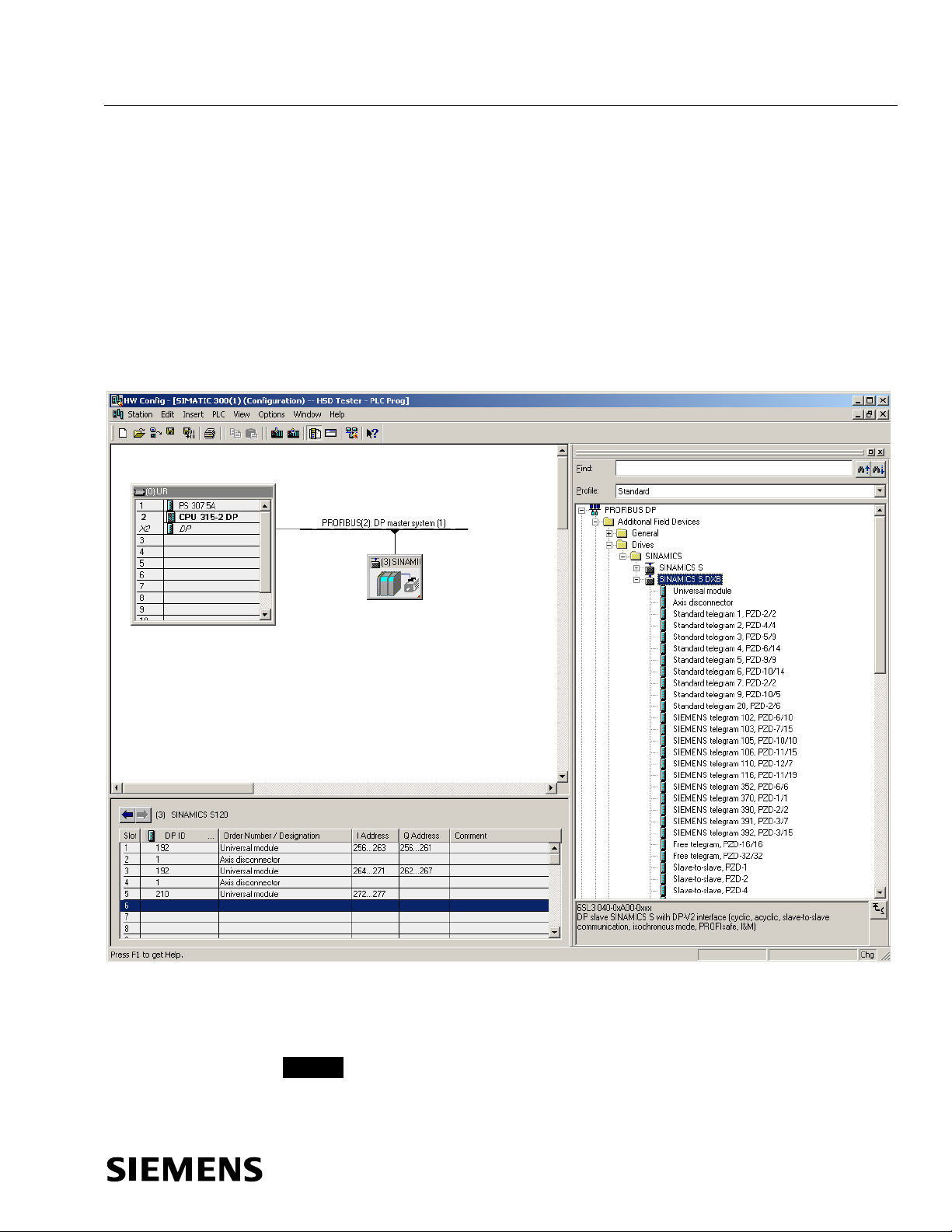
When configuring the HSDII in the Hardware Configuration screen, each of the
telegrams must be set up as a separate object in different slots. The objects
should be configured as a Universal Module, with each having the appropriate
number of input and output words as shown in Table 3, and in the same order
(
i.e., Servo first, Vector second, and Control Unit third.) Standard telegram 2
(PZD – 4/4) may be used in place of the Universal Module. In addition, each of
these objects must be separated by an Axis Disconnector as shown in Figure 4.
Figure 4 Hardware Configuration Screen
Each of the telegrams is further broken down to provide specific status updates
or directly control the HSDII. The following tables illustrate the items that
compose the telegrams.
:NOTE: Items marked with an * may not be available depending on the model
of HSDII (i.e., an HSDII that is configured for Profibus control only will not have
these items.)
Document No.: 747-00216, Rev. 04
2011-March-10
19
Page 30

SIBAG HSDII Service Manual
Maintenance Safety
Activating the commands in the output words is accomplished by turning the
appropriate bit from 0 to 1. For example, to command the HSDII paddles to
move to the extended position is accomplished by changing the signal of Bit 1 in
the Servo Output Word #1 from 0 to 1.
Some words are not broken down into individual bits, such as Servo and Vector
Output Words #2. These two words must have a value in them in order for the
HSDII to operate. The typical value is to make the value of these words to be
100, thus setting the paddle and belt speeds to nominal settings, although the
value can range from 50 – 150.
In addition, Bit 10 of Servo and Vector Output Words #1 must always be set to 1.
If these values are not 1, the HSDII will not recognize any other Profibus
commands.
Control Unit Input Word #2 indicates the status of the inputs and outputs on the
control unit itself.
Also, note that the “Go to Zero Position” and “Go to Extended Position” should
never both be active at the same time, otherwise a warning will occur and no
movement will be executed.
20
Document No.: 747-00216, Rev. 04
2011-March-10
Page 31

Service Manual SIBAG HSDII
Maintenance Safety
Table 4 Servo Telegram Output Words
WORD BYTE BIT DESCRIPTION
8
9
10 PLC CONTROL (SET TO 1)
11
12
13
SERVO
TELEGRAM
OUTPUT WORD
#1
SERVO
TELEGRAM
OUTPUT WORD
#2
SERVO
TELEGRAM
OUTPUT WORD
#3
SERVO
TELEGRAM
OUTPUT WORD
#4
14
15
0 GO TO ZERO POSITION
1 GO TO EXTENDED POSITION
2
3
4
5
6 ACKNOWLEDGE FAULT
7
(SERVO (PADDLE) SPEED SETPO INT
MEASURED IN PERCENTAGE
OF NOMINAL SPEED: 50 - 150%)
e.g., A VALUE OF 120 IN THIS WORD
WILL SET THE PADDLE SPEED TO
120% OF NOMINAL SPEED)
(RESERVED FOR FUTURE USE)
(RESERVED FOR FUTURE USE)
Table 5 Servo Telegram Input Words
WORD BYTE BIT DESCRIPTION
8
9
10
11
12
13
SERVO
TELEGRAM
INPUT WORD
#1
SERVO
TELEGRAM
INPUT WORD
#2
SERVO
TELEGRAM
INPUT WORD
#3
SERVO
TELEGRAM
INPUT WORD
#4
14
15
0 PADDLES IN ZERO POSITION
1 PADDLES IN EXTENDED POSITION
2
3
4
5 SERVO DRIV E IN OPERATION
6 SYSTEM STOP RELAY DE-ENERGIZED
7 SERVO FAULT PRESENT
(SERVO (PADDLE) ACTUAL SPEED
MEASURED IN PERCENTAGE
OF NOMINAL SPEED: 50 - 150%)
(SERVO (PADDLE) ACTUAL POSITION
COMBINED WITH OUTPUT WORD #4
TO FORM A DOUBLE WORD)
(SERVO (PADDLE) ACTUAL POSITION
COMBINED WITH OUTPUT WORD #3
TO FORM A DOUBLE WORD)
Document No.: 747-00216, Rev. 04
2011-March-10
21
Page 32

SIBAG HSDII Service Manual
Maintenance Safety
Table 6 Vector Telegram Output Words
WORD BYTE BIT DESCRIPTION
8
9
10 PLC CONTROL (SET TO 1)
11
12
13
VECTOR
TELEGRAM
OUTPUT
WORD #1
VECTOR
TELEGRAM
OUTPUT
WORD #2
VECTOR
TELEGRAM
OUTPUT
WORD #3
VECTOR
TELEGRAM
OUTPUT
WORD #4
14
15
0 RUN PADDLE BELTS
1
2
3
4
5
6
7
(VECTOR (BELT) SPEED SETPOINT
MEASURED IN PERCENTAGE
OF NOMINAL SPEED: 50 - 150%
e.g., A VALUE OF 120 IN THIS WORD
WILL SET THE BELT SPEED TO 120%
OF NOMINAL SPEED)
(RESERVED FOR FUTURE USE)
(RESERVED FOR FUTURE USE)
Table 7 Vector Telegram Input Words
WORD BYTE BIT DESCRIPTION
8
9
10
11
12
13
VECTOR
TELEGRAM
INPUT WORD
#1
VECTOR
TELEGRAM
INPUT WORD
#2
VECTOR
TELEGRAM
INPUT WORD
#3
VECTOR
TELEGRAM
INPUT WORD
#4
14
15
0 PADDLE BELTS RUNNING STATUS
1
2
3
4
5 VECTOR DRIVE IN OPERATION
6 SYSTEM STOP RELAY DE-ENERGIZED
7 VECTOR FAULT PRESENT
(VECTOR (BELT) ACTUAL SPEED
MEASURED IN PERCENTAGE
OF NOMINAL SPEED (50 - 150%
(RESERVED FOR FUTURE USE)
(RESERVED FOR FUTURE USE)
22
Document No.: 747-00216, Rev. 04
2011-March-10
Page 33

Service Manual SIBAG HSDII
Maintenance Safety
Table 8 Control Unit Telegram Output Words
WORD BYTE BIT DESCRIPTION
0 (RESERVED FOR FUTURE USE)
1
2
3
4
5
CONTROL UNIT
TELEGRAM
OUTPUT WORD
#1
CONTROL UNIT
TELEGRAM
OUTPUT WORD
#2
CONTROL UNIT
TELEGRAM
OUTPUT WORD
#3
CONTROL UNIT
TELEGRAM
OUTPUT WORD
#4
6
7
8
9
10
11
12
13
14
15
0 (RESERVED FOR FUTURE USE)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
(RESERVED FOR FUTURE USE)
(RESERVED FOR FUTURE USE)
Table 9 Control Unit Telegram Input Words
WORD BYTE BIT DESCRIPTION
0
1
2
3
4
CONTROL
UNIT
TELEGRAM
INPUT
WORD #1
CONTROL
UNIT
TELEGRAM
INPUT
WORD #2
CONTROL
UNIT
TELEGRAM
INPUT
WORD #3
CONTROL
UNIT
TELEGRAM
INPUT
WORD #4
5
6 SYSTEM STOP RELAY DE-ENERGIZED
7 CONTROL UNIT FAULT PRESENT
8
9
10
11
12
13
14
15
0 DI 0: SYSTEM STOP RELAY ENERGIZED
1 DI 1: HSD FAULT RESET PUSHBUTTON
2 DI 2: HSD IN SERVICE MODE
3 DI 3: HSD IN AUTOMATIC MODE
4 DI 4: HSD PADDLE RETRACT SWITCH
5 DI 5: HSD PADDLE EXTEND SWITCH
6 DI 6: REMOTE RETRACT PADDLE RELAY *
7 DI 7: SMART LINE MODULE READY
8 DI/DO 8: REMOTE EXTEND P ADDLE RELAY *
9 DI/DO 9: RUN PADDLE BELTS INPUT
10 DI/DO 10: HSD TEACH ZERO POSITION SWITCH
11 DI/DO 11: HSD TEACH EXTEND POSITION SWITCH
12 DI/DO 12: FAULT PRESENT
13 DI/DO 13: PADDLES IN EXTENDED POSITION
14 DI/DO 14: PADDLES IN ZERO POSITION
15 DI/DO 15: CONTROL UNIT READY
(RESERVED FOR FUTURE USE)
(RESERVED FOR FUTURE USE)
Document No.: 747-00216, Rev. 04
2011-March-10
23
Page 34

SIBAG HSDII Service Manual
Installation
3 Installation
3.1 Installation Sequence and Startup Checklist
Lock Out and Tag Out procedures should be followed with respect to
both the main line conveyor and the HSDII before performing this
checklist.
Table 10 Installation Sequence and Startup Checklist
Procedure Completed
Review service manual installation procedures.
Review installation layout and detail drawings.
Remove the back covers and visually inspect all factory wiring and inside devices for any damage
that may have occurred during shipment.
Install upstream, downstream, and takeaway conveyor beds (including belts and sideguards).
Fasten HSDII conveyor bed to adjacent conveyor beds using Grade 5 (or Class 8.8) hardware.
Level the HSDII bed.
Manually move the paddles by hand. Operation should be smooth with no binding or catch points.
Connect incoming power to diverter control panel.
Adjust the encoder and setpoint configurations using the Teach functions.
Test to verify correct belt direction for paddle belts.
Test to verify correct paddle belt speed.
Test the HSDII operation.
3.2 Mechanical Installation
3.2.1 Unloading and Handling
Each HSDII is separately crated for easy fork-lift handling at the job site (see
Figure 5). When out of the crate, the HSDII should only be handled from the
bot
tom with all of the packing removed. The HSDII should only be handled with
the long length dimension perpendicular to the lifting forks.
Store each HSDII separately, and do NOT stack any other materials on
top of the HSDII.
Document No.: 747-00216, Rev. 04
24
2011-March-10
Page 35

Service Manual SIBAG HSDII
Installation
The weight of the HSDII is 1530 lb (approximately 1800 lb crated). While 74
percent of the weight is on the drive side of the unit, the weight of the HSDII is
approximately equal from one end to the other.
Prior to installation, remove the back covers and visually inspect all factory wiring
and inside devices for any damage that may have occurred during shipment.
Notify Siemens immediately if any damage is visible.
If lifting with a crane, use straps under the unit with spreader bars to properly
distribute the load while preventing damage to the electrical control panel and
safety guarding.
Figure 5 Crated HSDII
3.2.2 Unit Identification
Each HSDII has an engraved serial number name plate mounted on the diverter
control panel. Each HSDII may also have a conveyor identification number on
the rear cover. Refer to the separate installation layout drawings to determine
where each HSDII will be installed.
3.2.3 Installation
:NOTE: Adjacent conveyor beds must be installed and leveled prior to attaching
the HSDII bed.
1. Lift the HSDII into position using forklift forks perpendicular to the HSDII
bed.
Document No.: 747-00216, Rev. 04
2011-March-10
25
Page 36

SIBAG HSDII Service Manual
Installation
2. Fasten the four HSDII conveyor assembly bed conveyor interface brackets
to the upstream and downstream conveyor bed frames using 3/8 in Grade 5
(or 10 mm Class 8.8) hardware.
3. Level the HSDII bed.
4. Remove the back covers and visually inspect all factory wiring and inside
devices for any damage that may have occurred during shipment.
5. Install the conveyor bed belt and tension.
6. Install the adjacent conveyor bed sideguards.
7. Match drill and install HSDII area guard.
Figure 6 Area Guard
3.3 Electrical Instructions
The HSDII is delivered with a preconfigured memory module card in the
Sinamics control unit, which already contains a HSDII standard project with
application program, as well as all typical motor and machine specific data
including the speed of the vertical paddle belts.
The encoder and setpoint configurations have also been factory adjusted, but
fine tuning may be required. The application program therefore contains special
“Teach Functions”. The testing technician has to jog in service mode to the
desired positions. By activating the corresponding “Teach” Key Switch Encoder
Reset respectively, transmission of actual position value to the setpoint
parameter will be executed. This means the HSDII can be commissioned without
any explicit access to the parameters. The speed of the vertical paddle belts may
be changed during testing, if needed, by accessing the speed parameter setting
within the program loaded into the control unit.
The HSDII comes with all the electrical devices wired to the terminal strip located
in the Diverter Control Panel (DCP) located on the frame of the HSDII.
The HSDII does not include a PLC or any other means of automated control, but
the motor controller provides the protection circuitry for each of the motors. The
automation controls are normally included in the sort line motor control panel that
is connected to the HSDII on the terminal strip located in the DCP.
26
Document No.: 747-00216, Rev. 04
2011-March-10
Page 37

Service Manual SIBAG HSDII
Installation
3.3.1 Specifications
There are two different versions of the HSDII depending on the country where
the HSDII will be installed. The following table shows the specifications for each:
Table 11 Controls Specifications
Specification USA International
Primary Power 480 VAC, 60 Hz, 10.1 A 400 VAC, 50 Hz ,10.1A
Secondary Power
Control Voltage 120 VAC, 1 phase, 60 Hz 24 VDC
Controls Interface
120 VAC, 1 phase, 60 Hz,
3 A
Digital input and output
controls interface or
PROFIBUS
230 VAC, 1phase, 50 Hz,
3 A
Digital input and output
controls interface or
PROFIBUS
3.3.2 Installation
1. Connect incoming and outgoing control signal wires to diverter control
panel.
2. Connect incoming power to diverter control panel.
3. Adjust the encoder and setpoint configurations using the Teach Functions.
See section 4.5.3 Paddle Position.
3.4 Initial Startup and Operation
Perform the following testing checks upon completion of installation to verify the
HSDII unit is operating properly:
1. With the main power turned off, manually move the paddles by hand.
Operation should be smooth with no binding or catch points. Return the
paddle arms to the zero position.
2. Replace the back cover and remove the Lockout/Tagout devices.
3. Test the HSDII operation:
a. Turn the mode switch to the MAN position
b. Turn the disconnect switch to the ON position.
c. Turn the PADDLE BELT selector switch to START.
d. The paddle belts should be operating and the HSDII can be cycled by
turning the PADDLE RET/0/EXT selector switch to EXT and RET.
e. Use a current meter to check current draw and record the reading.
Idling current should be less than the full load amps indicated on the
motor nameplate.
Document No.: 747-00216, Rev. 04
2011-March-10
27
Page 38

SIBAG HSDII Service Manual
Installation
3.5 Installation Inspection and Acceptance Report
SIEMENS HIGH SPEED DIVERTER II INSPECTION/ACCEPTANCE REPORT
Project or Customer Name Project Reference #
Location of Project Date of Inspection
HSDII Serial Number(s)
MECHANICAL STATIC INSPECT IO N MECHANICAL DYNAMIC INSPECT IO N
# A
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
R
C
E
C
J
E
E
P
C
T
T
HSDII identification
Paint condition
Safety labels
Cleanliness
Proper installation of floor supports
Proper installation of hanger supports
Mounting hardware grade 5 and secure
Mounting hardware on drive side tight
Mounting hardware on non-drive side tight
No sharp edges or burrs
No baggage snag points
Vertical/horizontal alignment of bed joints
Proper alignment of HSDII paddles
Access to HSDII controls not restricted
Maintenance access not restricted
Guards installed
Correct mainline belting
Correct take-away belting
Take-away transition
# A
20
21
22
23
24
25
26
27
28
29
R
C
E
C
J
E
E
P
C
T
T
Motor operation (noisy/hot/sealed)
Bearing operation (noisy/hot)
Belt operation (noisy/smooth)
Smooth operation of paddles
Covers during operation (rattles/rubbing)
Proper timing for paddle positioning signal
Unit maintained in off position until needed
Take-away clear monitoring
Proper paddle belt direction of rotation
Paddle belt speed is 1.4-1.5 times main belt
speed
SIEMENS Representative Signature Date
OWNER Representative Signature Date
28
Document No.: 747-00216, Rev. 04
2011-March-10
Page 39

Service Manual SIBAG HSDII
Installation
SIEMENS HIGH SPEED DIVERTER II INSPECTION/ACCEPTANCE REPORT
Project or Customer Name Project Reference #
Location of Project Date of Inspection
HSDII Serial Number(s)
COMMENTS
Item # Comment
Document No.: 747-00216, Rev. 04
2011-March-10
29
Page 40

SIBAG HSDII Service Manual
Preventive Maintenance
4 Preventive Maintenance
4.1 General Safety and Maintenance
Do not perform adjustments, maintenance or other work on this
equipment without following OSHA Lock-Out/Tag-Out requirements and
state and local requirements. Failure to follow these requirements may
result in serious injury and/or equipment damage.
Unless otherwise specified, be certain that all equipment is de-energized
and power is turned off
Any damage found should be repaired or replaced before operating
equipment.
Standing or climbing on unit is dangerous to personnel and equipment.
In order to reduce down time and increase the life expectancy of various parts, it
is necessary that maintenance personnel become familiar with system
components and the periodic servicing they require. Routine inspection of all
components is essential to reduce down time and to keep the system operating
efficiently.
Proper maintenance of this equipment will ensure proper operation and promote
operating personnel safety.
1. Replace broken or worn parts as soon as they are detected.
2. Safety guards must be properly attached to the unit before and while
operating the equipment.
3. Keep all CAUTION, WARNING, and DANGER safety labels clean and in
plain sight.
4.2 Inspection
All components should be checked on a monthly basis to ensure the following:
● All hardware is firmly locked in place.
● Belts, bearings, and drive components are in proper operating condition.
30
Document No.: 747-00216, Rev. 04
2011-March-10
Page 41

Service Manual SIBAG HSDII
Preventive Maintenance
Any unusual audible noises may indicate a component or hardware has become
loose. If noises are heard, inspect and correct the problem.
4.2.1 Return Rollers
Check for noise or excessive heat. If any is detected, the internal bearing is
defective and the entire roller assembly should be replaced. Inspect roller
mounting bracket to ensure that the attachment hardware is secure.
4.2.2 Servo Gearmotor
The servo gearmotor should be checked monthly. Inspect mounting hardware for
security. Inspect wiring for damaged insulation, loose connections, or evidence
of arcing. The gearbox should be inspected for excessive backlash, noise, or oil
leakage.
4.2.3 Drive Pulley
Only perform maintenance work after switching off the power. Lock and
tag out equipment.
The drive pulleys should be checked monthly for:
● Securing hardware is tight and not damaged.
● Drive pulley is mounted vertically, square to the conveyor frame, and
parallel to the nose roller.
● Unit is running quiet and cool.
● No visible oil leakage
● Ensure cables, leads and connections are in good condition and fastened
securely.
4.2.4 Paddle Assemblies
Check monthly for secure fastening, belt wear, and alignment in zero (home) and
extended positions.
4.2.5 Shaft Locking Device
Every 6 months, check the shaft locking device on the paddle assembly shaft for
slippage and tightness of the attaching screws. If the screws need to be
tightened see section 4.5.1 Shaft Locking Device.
4.2.6 Servo Gearmotor Cables
Visually inspect the servo gearmotor cables monthly to verify the connections
are tight and the cable insulation is not damaged and there is no evidence of
arcing.
Document No.: 747-00216, Rev. 04
2011-March-10
31
Page 42

SIBAG HSDII Service Manual
Preventive Maintenance
4.2.7 Diverter Control Panel
The equipment and components located on the panels and in the cabinets
should be visually inspected annually as follows:
1. Turn diverter control panel and main control panel and power off and
lockout/tagout the panel.
2. Open access door and inspect the main disconnect.
3. Examine components and devices for correct and secure mounting.
4. Check cable and wiring connections for tightness.
5. Check cable/wire harness clamps and restraints for tightness.
6. Examine all devices for evidence of excessive heat or burning.
7. Examine all wire and cable for burned, scorched or frayed insulation.
8. Examine all components or equipment for broken or damaged wires,
connectors, or terminals.
9. After inspection is complete, remove lockout/tagout and turn control panel
power back on.
4.2.8 Paddle Belt
Check monthly for proper paddle belt operation. When operating, the paddle belt
V-guide should ride smoothly within the groove of the motorized drive pulley.
Adjust as necessary to prevent the V-guide from wearing on the edge of the
pulley groove. See section 4.5.2 Paddle Belt Tracking.
4.3 Lubrication
4.3.1 Roller Bearings
All roller bearings are grease filled by the manufacturer and do not require
maintenance.
4.3.2 Pivot Bearings
All mounted pivot bearings are grease filled by the manufacturer and do not
require maintenance.
4.3.3 Tie Rod End Bearings
All tie rod end bearings are grease filled by the manufacturer and do not require
maintenance.
4.3.4 Servo Gearmotor
All motors are factory filled with lubricant. It is recommended that oil changes be
performed every 2 years.
32
Document No.: 747-00216, Rev. 04
2011-March-10
Page 43

Service Manual SIBAG HSDII
Preventive Maintenance
:NOTE: Do not use oil additives, which can cause damage to the motor
insulation or seals. Electrically conductive-bases oils, such as graphite and
molybdenum disulfide, should not be used as this will result in damage.
4.3.4.1 Oil Change
1.
Unscrew the oil plug and allow the oil to drain completely into a suitable
catch basin. Dispose of the oil properly according to site regulations.
:NOTE: There may be internal pressure released when removing the oil plug;
this is normal.
2. Refill the unit with the suggested oil type and amount of oil per the servo
gearmotor nameplate data to the level of the oil plug.
3. Re-install the oil plug and if available, install a new copper seal.
4.3.4.2 Oil Level Check
T
o check the oil level, open the oil plug. In this position, the oil level should be up
to the level of the bottom of the oil plug.
Document No.: 747-00216, Rev. 04
2011-March-10
33
Page 44

SIBAG HSDII Service Manual
Preventive Maintenance
4.3.5 Drive Pulley
Only perform maintenance work after switching off the power. Lock and
tag out equipment. Open terminal box and disconnect the cables.
Figure 7 Drive Pulley Oil Level
34
Document No.: 747-00216, Rev. 04
2011-March-10
Page 45

Service Manual SIBAG HSDII
Preventive Maintenance
4.3.5.1 Oil Change – Van der Graaf
Damage to the motor can result when using the wrong oil type. Refer to
the motor data label or Table 12. Do not use oils containing additives
which may damage the motor insulation or seals. Do not use oils
containing graphite, molybdenum disulphite or other electrically
conductive based oils.
All drive pulleys are factory filled with lubricant. It is recommended that oil
changes be performed every 2 years.
:NOTE: Refer to the Van der Graaf Drum Motor manual for specific details.
1. Remove pulley from paddle assembly and place it on work bench. See
section 6.7.3 Paddle Drive Pulley.
2.
Allow unit to cool to normal temperature.
3. Rotate drive pulley until oil plug is located in 6:00 o’clock position (bottom).
4. Unscrew oil plug and allow oil to drain completely. Collect oil in container
and examine it for wear metals. Dispose of it properly according to site
regulations.
:NOTE: There may be internal pressure released when removing the oil plug;
this is normal.
5. Refill pulley with approximately 750 ml of suggested oil type. See Figure 7
and Table 12.
Replace oil plug and install new copper seal.
6.
7. Replace pulley in conveyor and run for 5-10 min.
8. Stop and lockout conveyor then open oil plug to vent it.
9. Close oil plug.
Table 12 Van der Graaf Drive Pulley Suggested Oil Types
Manufacturer Oil
Petro Canada Enduratex EP-150 Gear Oil
Castrol Molub-Alloy Gear Oil 84
Chevron NL Gear Compound 150
Esso/Imperial Oil Spartan EP 150
Citgo EP Compound 150
Gulf EP Lubricant 140
Shell Omala 150
Sunoco SUNEP 150
Mobil Mobil Gear 629, SHC 150
Document No.: 747-00216, Rev. 04
2011-March-10
35
Page 46

SIBAG HSDII Service Manual
Preventive Maintenance
4.3.5.2 Oil Change – Interroll
Damage to the motor can result when using the wrong oil type. Refer to
the motor data label or Table 13. Do not use oils containing additives
which may damage the motor insulation or seals. Do not use oils
containing graphite, molybdenum disulphite or other electrically
conductive based oils.
All drive pulleys are factory filled with lubricant. It is recommended that oil
changes be performed every 10,000 hours of operation.
:NOTE: Refer to the Interroll Drum Motor manual for specific details.
1. Remove drive pulley from unit and place it on work bench. See section 6.7.3
Paddle Drive Pulley.
2.
Remove oil plugs and clean any metal particles from magnetic oil plug.
3. Drain oil from drive pulley. Collect oil in a container and examine for wear
metals. Dispose of it properly according to site regulations.
4. Fill pulley with new 800 ml of suggested oil type. See Figure 7 and Table 13.
Replace both oil plugs and seals and tighten oil plug.
5.
6. Replace the pulley in conveyor and run for 5-10 min.
7. Stop and lockout the conveyor then open the oil plug to vent it.
8. Close the oil plug.
Table 13 Interroll Drive Pulley Suggested Oil Types
Manufacturer Oil
Shell Omala 150
4.4 Cleaning
4.4.1 Servo Gearmotor
Use a clean cloth and de-greaser to clean the outer surface of the motor once a
year. If the motor is in a dirty environment, the motor will require cleaning more
often.
4.4.2 Drive Pulley
Only perform maintenance work after switching off the power. Lock and
tag out equipment. Open terminal box and disconnect the cables.
36
Document No.: 747-00216, Rev. 04
2011-March-10
Page 47

Service Manual SIBAG HSDII
Preventive Maintenance
Material build up on the drive pulley or on the underside of the belt will cause belt
misalignment and possibly belt damage. Material build-up between the belt and
slide bed plate or rollers may also cause belt speed reduction and increase the
power requirement. Periodic cleaning will ensure a high drive efficiency and
good belt alignment.
Remove foreign material from the drive pulley with standard cleaners.
:NOTE: Do not use sharp-edged tools to clean the drive pulley.
4.4.3 Drive Side Paddle and Cover Debris
Clean out any debris that collects between the drive side paddle assembly and
the covers.
4.4.4 Transition Assembly Rollers
Clean out any debris around the transition rollers, such as tape, tags, straps,
small padlocks, or string. Remove anything that might keep the rollers from
spinning freely.
4.4.5 Control Panel
Do not perform adjustments, maintenance or other work on this
equipment without following OSHA Lock-Out/Tag-Out requirements and
state and local requirements. Failure to follow these requirements may
result in serious injury and/or equipment damage.
Do not use water in cleaning electrical components. Damage to the
equipment may result.
Do not use compressed air to blow out debris.
Clean control panel internal components periodically as required. Some debris
could cause electrical shorts.
● Lubricate cabinet door hinges and door latches using light machine oil. Use
a soft cloth to remove any excess oil.
● Dust the panel, cabinet, and component surfaces using a soft, lint-free cloth.
● Diverter Control Panel Air Filters: Clean or replace intake and exhaust filters
monthly in order to maintain proper airflow through the Diverter Control
Panel.
Document No.: 747-00216, Rev. 04
2011-March-10
37
Page 48

SIBAG HSDII Service Manual
Preventive Maintenance
4.5 Adjustment
4.5.1 Shaft Locking Device
The shaft locking device must be checked to prevent paddle slippage on the
shaft. Check all eight clamping screws with a torque wrench set to 30 lb ft (41
Nm). There should not be any movement at this setting. If there is, refer to the
replacement procedure in section 6.6.1 Paddle Assembly (Drive Side) or 6.8.1
Paddle Assembly (Non-Drive Side) for the correct method of torqing the
clam
ping screws. See the B-Loc manufacturer’s literature for proper installation
instructions. Screws must be evenly tightened to 30 lb ft (41 Nm).
4.5.2 Paddle Belt Tracking and Tension
Adjust paddle belt tracking as necessary to prevent the V-guide from wearing on
the edge of the pulley groove.
1. Remove guards as necessary for access.
2. Remove top cover.
3. Loosen hardware securing both top and bottom clamp plate assemblies and
shaft clamp plates to top drive plate and bottom drive plate.
4. By adjusting upper and lower tensioning nuts, square paddle drive pulley on
paddle to correct belt tracking. V-guide should be square to pulley groove.
5. Tighten upper and lower tensioning nuts evenly.
6. Tension is correct when slack is removed and belt does not slip on drive
pulley as it rotates. Tension should be equal across width of belt.
7. If belt is riding incorrectly, belt tracking is adjusted by slightly tightening or
loosening upper tension nut. It moves upper portion of drive pulley slightly in
or out, which causes belt to move up or down.
8. Tighten hardware securing top and bottom clamp plate assemblies.
9. Replace cover.
10. Replace guards.
4.5.3 Paddle Position
4.5.3.1 Setup of Position Setpoints: Quick Setup by Teach Functions
There is an application program for the HSDII in the Sinamics Control Unit that
allows it to reset the zero position and to reconfigure extended position setpoint
without any explicit access to parameters by Basic Operator Panel (BOP) or
Starter-Tool. Parameter setting will be executed automatically by the application
program in the control unit.
38
Document No.: 747-00216, Rev. 04
2011-March-10
Page 49

Service Manual SIBAG HSDII
Preventive Maintenance
4.5.3.1.1 Step 1: Absolute Encoder Reset
1. Turn the mode switch to SERVICE.
2. In the zero (home) position, the paddles are fully retracted. Move the paddle
to the zero (home) position by turning the PADDLE RET/0/EXT selector
switch.
3. Briefly turning the selector switch back and forth between RET and
PADDLE will allow you to make fine adjustments to the alignment.
4. When the paddle is in the zero (home) position, turn the TEACH
ZERO/0/EXT keyswitch to ZERO.
5. The Sinamics will do an absolute encoder calibration and a RAM to ROM
copy. The saving procedure takes approximately 20 seconds. During that
time, no other teaching function can be carried out. The FAULT light on the
door on the control panel will flash during the RAM to ROM copy and it will
turn off when finished.
:NOTE: Zero position must be set first before setting extend position (otherwise
the mechanism could crash once the unit is set to MAN or AUTO).
4.5.3.1.2 Step 2: Extended Paddle Position
:NOTE: In the extended position, the two paddles should form a straight line.
1. With the mode switch still in SERVICE, move the paddle to the extended
position by turning the PADDLE RET/0/EXT selector switch to EXT.
2. Briefly turning the selector switch back and forth between RET and
PADDLE will allow you to make fine adjustments to the alignment.
3. Turn the TEACH ZERO/0/EXT keyswitch to EXT.
4. The Sinamics will copy the actual position into the second traversing block.
The fault light will flash to indicate that the position is being saved.
5. Next, verify positioning. Place the mode of operation switch to MAN.
6. Turning the PADDLE RET/0/EXT selector switch to EXT and then RET
should activate the paddles to the positions you just taught. When complete,
return the mode switch to AUTO.
:NOTE: In the automatic and manual mode the diverter paddle will be moving
between the zero (home) and the extended position at full speed. In service
mode, the paddle will be moving slowly between the software limit
switches/encoders to allow you to easily set the zero (home) and extended
positions.
4.5.4 Setting Paddle Belt Speed
The HSDII paddle belt speed can be adjusted to be compatible with the mainline
belt speed using the Siemens BOP20 control panel. The paddle belt speed may
need to be adjusted if the memory module (card) is replaced (see section 6.9.3
Servo Control Unit and Memory Module).
Document No.: 747-00216, Rev. 04
2011-March-10
39
Page 50

SIBAG HSDII Service Manual
Preventive Maintenance
:NOTE: The BOP20 display shows active drive: 01 (control unit), 02 (positioning
servo), or 03 (paddle belt motors).
:NOTE: “A13000” may flash on the display screen occasionally as an alert. This
is not a problem, and it does not affect the adjustment procedure below.
4.5.4.1 Select the Paddle Belt Motor Drive (03)
1.
Press FN and arrow up buttons together so that the drive number in the
display begins to flash.
2. Press arrow up to select drive number 03 in the upper left corner of the
display.
3. Press P to set. The display will now show “31” on the lower row.
4.5.4.2 Adjust Parameter
Press P to enter the programming mode. The display will show “r00000”.
1.
2. Press arrow up to select parameter “P01001”.
3. Press P to select. The display will show “in0000”.
4. Press P again to show the preset speed parameter.
5. Press FN to enter the edit mode and toggle through the digits.
:NOTE: For parameter values of 1,000 or higher, it will be necessary to press
the FN button several times to toggle the edit digit far enough to the left to be
able to see the remaining digits.
6. Press arrow up or down to adjust each digit individually.
:NOTE: Changing the far left parameter value from underscore (_) to dash (–)
or vice versa will reverse the belt travel direction.
:NOTE: Excess motor heating may occur if the parameter is set higher than
1900.
:NOTE: Each speed parameter value change of 10 is approximately equal to 3
fpm change of the paddle belt speed.
Table 14 Example Values
Mainline Conveyor
Belt Speed
380 fpm 537 fpm 1810
280 fpm 396 fpm 1330
160 fpm 226 fpm 770
Desired Paddle Belt
Speed
Speed Parameter
Value
7. Press P to set.
40
8. Press P again to return to the parameter list.
Document No.: 747-00216, Rev. 04
2011-March-10
Page 51

Service Manual SIBAG HSDII
Preventive Maintenance
:NOTE: This setting must now be saved or it will be lost the next time the
diverter power is cycled.
4.5.4.3 Save Adjusted Parameters
:NOTE: It does not matter which drive is active in order to save the parameters.
1. Press arrow up to select parameter P971.
2. Press P to select so that the preset will be displayed. This will be “0”.
3. Press FN to enter the edit mode.
4. Press arrow up to change the value to 1.
5. Press P to set. This will make the servo perform a RAM-to-ROM save.
Document No.: 747-00216, Rev. 04
2011-March-10
41
Page 52

SIBAG HSDII Service Manual
Preventive Maintenance
4.6 High Speed Diverter PM Tasks and Time Intervals
Table 15 High Speed Diverter PM Tasks
Component Maintenance Function Time Interval
Hardware Visually inspect mounting hardware for tightness Monthly
Servo Gearmotor
Tie Rod Assembly Rod Ends Visually inspect mounting hardware for tightness Monthly
Drive pulley
Shaft Locking Device Inspect and tighten if necessary 6 Months
Paddle Pivot Bearings (Drive
Assembly)
Paddle Pivot Bearings
(Transition Assembly)
Servo Gearmotor Cables Visually inspect wiring for damaged insulation, loose
Diverter Control Panel Air
Filters
Components
:NOTE: These frequencies are based on an 18 hour day and 2 percent duty cycle (assuming the paddles are
actuated to a divert/home cycle 1500 times/day). Six months is equivalent to approximately 500 hours and
275,000 cycles. One year is equivalent to approximately 1000 hour and 550,000 cycles.
:NOTE: Adjust the frequency of inspection operation proportionally for longer run times and/or higher duty
cycles.
Visually inspect for proper operating condition Monthly
Visually inspect mounting hardware for tightness Monthly
Visually inspect wiring for damaged insulation, loose
Monthly
connections, or evidence of arcing
Replace oil 2 Years
Clean outside surface Annually
Inspect for noise or excessive heat Monthly Rollers
Visually inspect mounting bracket hardware for tightness Monthly
Visually inspect mounting hardware for tightness Monthly
Visually inspect pulley for correct mounting position Monthly
Inspect for noise or excessive heat Monthly
Replace oil (See Lubrication Section) Varies
Visually inspect mounting hardware for tightness Monthly Paddle Assembly
Visually inspect the paddle alignment in the zero (home)
Monthly
and extended positions.
Visually inspect for tears/fraying/tension Weekly Paddle Assembly Belt
Visually inspect belt tracking and re-track if necessary Monthly
Visually inspect mounting hardware for tightness Monthly
Visually inspect mounting hardware for tightness Monthly
Monthly
connections, or evidence of arcing
Clean or replace intake and exhaust air filters Monthly
Visually inspect Monthly Diverter Control Panel and
Clean Annually or As
Required
42
Document No.: 747-00216, Rev. 04
2011-March-10
Page 53

Service Manual SIBAG HSDII
Preventive Maintenance
4.6.1 High Speed Diverter Monthly Operational Checklists
Use two operational checklists: Table 16 for the HSDII when it is locked and
tagged out and Table 17 when powered up. Initial each step on a new checklist
ev
ery time these inspections are performed. Keep the checklists and the
following High Speed Diverter Checklist Form in a maintenance log book.
:NOTE: Also visually inspect all HSDII components for tension, tracking, wear,
missing hardware, tightness, or other signs of improper operation.
Lock out and tag the local disconnect before removing any covers from
the high speed diverter. Failure to isolate the HSDII electrically while
performing the checklist could lead to inadvertent machine movement
and serious injury.
Table 16 Monthly Operational Checklist with HSDII Locked and Tagged Out
Initials No. Operational Test
1 Place the disconnect switch on the local control panel in the "OFF" position. Lock out and tag
the high speed diverter disconnect switch.
2 Locate the local disconnect switch for the conveyor belt on which the high speed diverter is
installed. Lock out and tag the conveyor disconnect switch.
3 In areas where other equipment is in close proximity to the high speed diverter (inhibiting
completion of this checklist), turn off, lock out and tag this equipment.
4 After ensuring a safe working environment, proceed with the inspection by removing the drive
frame cover and front drive cover.
5 Inspect the condition of the non-drive side bearings, pivot clamp, drive pulley, nose roller, tie rod
assembly (non-drive side), and all accessible hardware. Note findings on the High Speed
verter Checklist Form. Correct as necessary.
Di
6 Inspect the front drive cover of the high speed diverter. Note any damage and tightness of fit.
Note findings on the High Speed Diverter Checklist Form.
7 Visually inspect and physically touch the following components: servo gearmotor, motor pivot
arm, short tie rod, long tie rod assembly (drive side), bearings, pivot clamp, and all accessible
hardware. Note indications of looseness, wear, excessive temperature, or other signs of an
unusual nature on the High Speed Diverter Checklist Form. Correct as necessary.
8 Manually move the paddle belt and paddles in the normal direction of travel to detect any
binding or other abnormal condition. Note findings on the High Speed Diverter Checklist Form.
9 From the underside of the high speed diverter remove bottom cover, visually inspect and
physically touch the following components: all joints in the long tie rod assembly, pivot points,
and all accessible hardware. Note indications of looseness, wear, excessive temperature, or
other unusual signs on the High Speed Diverter Checklist Form. Correct as necessary. If
side access is limited, inspection must be performed through the side openings.
under
10 Replace all covers on the high speed diverter.
11 Remove the lock and tag from the high speed diverter local disconnect switch.
12 Remove the lock and tag from the local disconnect of the conveyor belt in which the high speed
diverter is installed.
13 Remove all other locks and tags from disconnects that were secured in the steps above.
Document No.: 747-00216, Rev. 04
2011-March-10
43
Page 54

SIBAG HSDII Service Manual
Preventive Maintenance
Table 17 Monthly Operational Checklist with HSDII Running
Theses operational tests are performed w ith the power on. Use extreme
caution when performing the following tasks to prevent serious injury.
Initials No. Operational Test
1 Visually inspect the high speed diverter in a running condition with all covers and guards in
place. Record any unusual noises on the High Speed Diverter Checklist Form.
2 Place the mode switch on the diverter control panel in the MAN position and start the paddle
belts with the diverter control panel switch.
3 Using extreme caution, physically touch the fixed guards and sides of the HSDII to detect level
of vibration. Note areas of higher levels of vibration and record on the High Speed Diverter
klist Form.
Chec
4 Turn the PADDLE RET/0/EXT selector switch on the diverter control panel to the EXT position to
cycle the paddles to the divert position.
5 Record the action of the movement of the paddles. Note whether there were any visual
indications of vibration or other symptoms of improper actuation on the High Speed Diverter
klist Form.
Chec
6 While the paddle belts are running, visually inspect belts for signs of wear or damage. Record
condition of each belt separately, indicating on the High Speed Diverter Checklist Form which
is which.
belt
7 Turn the PADDLE RET/0/EXT selector switch to RET to return the paddles to the home position.
Note any signs of improper or unusual operation on the High Speed Diverter Checklist Form.
8 Repeat steps (4) thru (7) several times, recording each operation on the High Speed Diverter
Checklist Form.
9 Lock and tag out the diverter. Remove the drive frame cover and front drive cover, and using
extreme caution, remove the lock out and tag from the high speed diverter local disconnect and
turn the disconnect to the ON position.
10 Place the mode selector switch on the high speed diverter control panel to the MANUAL
position.
11 Turn the PADDLE RET/0/EXT selector switch to the EXT position to cycle the paddles to the
divert position and observe all moving mechanisms. Note any non-uniform movements on the
High Speed Diverter Checklist Form.
12 Repeat manually cycling several times. Record results on the High Speed Diverter Checklist
Form.
13 Lock out and tag the high speed diverter. Replace all guards. Turn the mode selector switch to
AUTO. Remove lock and tag from the high speed diverter local disconnect switch.
14 Remove the lock out and tag from the local disconnect of the conveyor belt on which the high
speed diverter is installed.
15 Remove all other locked out and tagged disconnects that were secured in steps above.
44
Document No.: 747-00216, Rev. 04
2011-March-10
Page 55

Service Manual SIBAG HSDII
Preventive Maintenance
4.6.2 High Speed Diverter Checklist Form
General Running Condition Notes
Drive Side
Paddle
Belt
Condition
Drive
Side
Paddle
Rigidity
General Notes: Drive Side Paddle
(Bearings, Pulleys, Hardware, Etc).
Non-Drive
Side Paddle
Belt
Condition
Manual Cycle Operation Notes
1 6
2 7
Non-Drive
Side
Paddle
Rigidity
General Notes: Non-Drive Side
Paddle (Bearings, Pulleys,
Hardware, Etc).
3 8
4 9
5 10
Drive Component Inspection
1 6
2 7
3 8
4 9
5 10
Tie Rod Assembly Component Inspection
1 6
2 7
3 8
4 9
5 10
General Notes
Inspector Date
Document No.: 747-00216, Rev. 04
2011-March-10
45
Page 56

SIBAG HSDII Service Manual
Troubleshooting
5 Troubleshooting
Troubleshooting tables are provided to assist you in diagnosing and resolving
symptoms that may occur during the normal operation of this equipment.
To use a troubleshooting table:
1. Identify equipment malfunction in left most column of table.
2. Identify most likely possible cause in center column.
3. Follow corrective measures outlined in far right column.
5.1 Mechanical Troubleshooting
5.1.1 Paddle Positioning
Malfunction Probable Cause Corrective Action
Paddles do not hold position Servo gearmotor encoder or
setpoints incorrect
Paddles stop at partial stroke Servo gearmotor encoder or
setpoints incorrect
Paddles are properly positioned
but transition side paddle is loose
Paddles are properly positioned
but both paddles are loose
Paddles do not move or move
erratically
Motor pivot arm is broken or
Pivot clamp is broken or loose Tighten or replace pivot clamp.
Shaft locking device is broken or
Tie rod assembly broken or loose Retighten tie rod ends or replace tie
Long tie rod assembly broken or
loose
Drive side short tie rod assembly
broken or loose
Servo gearmotor is broken Replace motor and return defective
loose
loose
Adjust encoder and setpoints. See
section 4.5.3 Paddle Position.
Adjust encoder and setpoints. See
section 4.5.3 Paddle Position.
Retighten tie rod ends or replace tie
rod assembly.
Retighten tie rod ends or replace tie
rod assembly.
motor to an authorized service center
for repair.
Tighten or replace motor pivot arm.
Tighten or replace shaft locking
device. See the B-Loc manufacturer’s
literature for details.
rod assembly.
46
Document No.: 747-00216, Rev. 04
2011-March-10
Page 57

Service Manual SIBAG HSDII
Troubleshooting
5.1.2 Servo Gearmotor
Malfunction Probable Cause Corrective Action
Abnormal vibration Servo gearmotor damage Replace motor and return defective
motor to an authorized service center
for repair.
Loose attachment hardware Check and tighten screw connections.
Noisy motor
Motor overheats (surface
temperature > 140C [284F])
Temperature monitoring
responds
Motor will not start
Foreign objects inside motor Replace motor and return defective
motor to an authorized service center
for repair.
Damaged bearing Replace motor and return defective
motor to an authorized service center
for repair.
Motor overload a. Check conveyor for jams or
obstructions. Clear and restart.
b. Check drive train for obstructions.
Clear and restart.
Motor cooling impaired by
cleanliness
Clean surface of motor to improve
heat dissipation and ventilation.
Ensure cooling air can flow in and out
freely.
Incorrect voltage Refer to the Electrical Troubleshooting
section of this manual.
No voltage Refer to the Electrical Troubleshooting
section of this manual.
Conveyor jammed a. Check conveyor belt for jams,
obstructions, or excessive load.
Remove source of jam and restart
the system.
b. Check drive train for obstructions,
damage, or foreign matter.
Internal defect in motor Replace motor and return defective
motor to an authorized service center
for repair.
Document No.: 747-00216, Rev. 04
2011-March-10
47
Page 58

SIBAG HSDII Service Manual
Troubleshooting
5.1.3 Pillow Block Bearings
Malfunction Probable Cause Corrective Action
Bearings run noisy Internal or seal damage Replace bearing.
Bearings run hot Conveyor overload a. Check HSDII for jams or
obstructions. Clear and restart.
b. Check drive train for obstructions.
Clear and restart.
c. Check to see if conveyor bed is
clean and free of obstructions.
Damage or defect in bearing or
Replace bearing.
seal
5.1.4 Paddle Nose Rollers and Drive Pulley
Malfunction Probable Cause Corrective Action
Roller runs noisy Loose or failed bearing Replace roller.
Roller rubs paddle frame Check roller for proper alignment and
adjust as needed.
Improper paddle belt tension Check belting for proper tension and
adjust as needed.
Pulley will not run Faulty electrical power or
connections
Check for correct connections.
In a 3-phase unit, check for equal
Motor winding phase or winding
short circuit (insulation) failure
Brake does not release (Interroll) a. Check if brake operates at start
Pulley or belt obstructed Make sure the belt and the pulley are
Check for correct power supply
voltage.
voltage in all 3 phases.
Replace pulley. Contact
manufacturer for additional support.
up.
b. Check connections and continuity
of brake winding. If connections
and brake winding are OK, check
the rectifier.
free from obstructions and that all
rollers and pulleys rotate freely.
If the pulley cannot rotate freely, it
might be a seize-up of transmission
or bearing. In this case, contact
manufacturer for additional support.
48
Document No.: 747-00216, Rev. 04
2011-March-10
Page 59

Service Manual SIBAG HSDII
Troubleshooting
Malfunction Probable Cause Corrective Action
Low ambient temperature / high
oil viscosity
a. Check if oil viscosity is suitable for
the ambient temperature. If not,
replace with oil having the correct
specification.
b. Contact manufacturer for
additional support.
Pulley runs hot High current draw Check the current draw and make
sure it is not higher than the rated
current on the nameplate.
The load exceeds the capacity of
the unit
Lessen the load on the unit and
space loads properly.
Excessive belt tension Check belt tension and reduce as
necessary.
Excessive/frequent stops/starts Check if the number of stops/starts
meets the pulley’s specifications and
reduce frequency as necessary.
Install frequency converter to
optimize motor performance.
Back stop rotation incorrect (non-
reversible-bearing) (Interroll)
Turn the power off immediately,
rotate the pulley by hand to
determine if the fault is electrical or
mechanical. Check the connection
for correct rotation and, if necessary,
change the phase connection so that
the pulley rotates in the right
direction or, if possible, re-install the
pulley so that it operates in the
opposite direction.
Incorrect power supply or
frequency converter (Interroll)
Check power supply. If in case of
single phase: possibly wrong start
capacitors or run capacitors installed.
Check if frequency converter settings
meet specifications and revise.
Pulley runs intermittently, or
slower, or faster than specified
Pulley / belt is intermittently or
partially blocked
Make sure the belt and pulley are
free from obstructions and that all
rollers and pulleys rotate freely.
Faulty electrical power or
Check for correct connections.
connections
Damaged transmission (Interroll) Check rotation by hand. Replace
pulley or contact manufacturer.
Incorrect power supply or
frequency converter (Interroll)
a. Check power supply. If in case of
single phase: possibly wrong start
capacitors or run capacitors
installed.
b. Check if frequency converter
settings meet specifications and
revise.
Document No.: 747-00216, Rev. 04
2011-March-10
49
Page 60

SIBAG HSDII Service Manual
Troubleshooting
Malfunction Probable Cause Corrective Action
Incorrect pulley a. Check specification tolerances.
b. Incorrect rubber lagging thickness
has increased belt speed over
nominal speed of motor. Reduce
the lagging thickness or install
frequency converter or replace
with correct pulley.
Belt slipping a. Check lagging condition and
adhesion of lagging to shell.
Replace lagging. Shot blast or
roughen the shell surface to
ensure good lagging adhesion.
b. Check motor specification and
tolerances against supply voltage
/ frequency.
The pulley:
● Hums
● Starts very slowly
Electrical malfunction Check for equal voltage on all 3
phases or open phase in the drive
pulley winding.
● Will not start at all
The pulley trips overload or fuses High current draw Check the current draw with an
ammeter (it should be no more than
the name plate current, and should
be balanced in all 3 phases (within
10 percent). If it is not, either:
● The voltage supply is not equal
● There is a short circuit in the
motor winding
Short in wires Check for short to the ground.
The pulley is noisy Incorrect installation Verify installation is correct and that
mounting hardware is tight.
Excess belt tension Loosen paddle belt tension.
Loose mounting brackets Check mounting brackets, shaft
tolerances and fixing bolts.
Faulty / incorrect profile between
pulley and belt
Make sure the belt and pulley profiles
match and are engaged properly.
Replace if necessary.
One phase of the power lead is
not connected properly
The pulley runs with high
vibration
Incorrect frequency converter
settings
Check the cable connection and
correct it if necessary.
Check if frequency converter settings
meet specifications and revise.
Loose mounting brackets Check mounting brackets, shaft
tolerances and fixing bolts.
Pulley out of balance Check if specifications for pulley
include static or dynamic balancing
and adjust.
50
Document No.: 747-00216, Rev. 04
2011-March-10
Page 61

Service Manual SIBAG HSDII
Troubleshooting
Malfunction Probable Cause Corrective Action
The unit leaks oil Loose oil fill screws Tighten all screws.
Faulty seal Replace pulley.
Shaft bearings damaged/worn Check the belt for excessive tension
and loading.
Check for water or chemical
infiltration.
Excess grease in labyrinth
sealing (Interroll)
Check for oil or grease leakage. Oil
remains fluid and grease will solidify
when it is cold. Clean away excess
grease.
Oil leakage around
cable/terminal box due to:
● Loose cable connector gland
Make sure the glands and seals are
tight and not subject to excessive
heat or chemicals.
● Internal cable seal fault
● Loose connector gland
● Terminal box seal fault
Oil leakage around shell / end
house due to:
● End housing loose in shell
● End house / shell seal broken
Check for gaps between shell and
end housings.
Check for excessive belt tension or
shock loading.
Check for excessive heat or belt
tension and shock loading.
Motor winding failure (Interroll) One phase failed: Winding
isolation failure/ overload
Check continuity, current and
resistance on each phase winding.
Replace pulley or contact
manufacturer.
Two phases failed: Power supply
failure on one phase causing
overload on the other two phases
/ isolation failure
Check the supply to all phases.
Check continuity, current and
resistance on each phase winding.
Replace pulley or contact
manufacturer.
Three phases failed: Motor
overloaded / wrong supply
connected
Check correct supply voltage. Check
continuity, current and resistance on
each phase winding. Replace pulley
or contact manufacturer.
Shaft bearing failure Overload Check if the application loading
meets the pulley specifications.
Shock loading Check if application loading meets
the pulley specifications.
Excessive belt tension Check for excessive belt tension.
Correct as necessary.
Lack of lubrication Check the pulley’s oil level and
installation. If vertically mounted,
check pulley specifications.
Document No.: 747-00216, Rev. 04
2011-March-10
51
Page 62

SIBAG HSDII Service Manual
Troubleshooting
Malfunction Probable Cause Corrective Action
Shaft stress or misalignment Check for excessive screw tension
and frame or mounting bracket
misalignment.
Shaft seal damaged / worn Check for external contamination.
Loose or tight bearing journal
Contact the manufacturer.
fitting
5.1.5 Paddle Belting
Malfunction Probable Cause Corrective Action
Belt wear on outside Obstruction or debris
accumulated in belt path
Check belt path for damage or
obstruction and remove or correct as
needed.
Belt wear on inside
Frozen paddle nose roller Check to see if paddle roller is clean
and free of obstruction.
Check rollers and pulleys for surface
damage or frozen bearings. Replace
as needed.
Drive pulley slipping Check paddle belt tension and adjust
as needed.
Obstruction or debris
accumulated in the belt path
Check belt path for damage or
obstruction and remove or correct as
needed.
Belting tears Baggage impacts Trim loose belting or replace as
needed.
Old belting, aged and brittle Replace belting.
Belt mistracking Drive pulley misaligned Square pulley and reset belt tension.
(V-guide wear) Nose roller misaligned Square roller and reset belt tension.
52
Document No.: 747-00216, Rev. 04
2011-March-10
Page 63

Service Manual SIBAG HSDII
Troubleshooting
5.2 Electrical/Controls Troubleshooting
5.2.1 Diverter Faults
Malfunction Probable Cause Corrective Action
Diverter does not cycle Diverter not in AUTO mode Turn mode switch to AUTO.
FAULT indicator light is
illuminated
Diverter disconnect is OFF Turn diverter disconnect to the ON
Memory card corrupt (indicated
by three red lights on the control
module)
Servo control unit fault If an error occurs while the control
If an error occurs after the control unit
Diverter does not stop at home
position
Servo gearmotor encoder or
setpoints incorrect
Motor/paddles run backwards Incorrect power phasing to motor
after initial connection or motor
change
Servo crank arm is 180° out of
phase
Diverter continuously jams Sort object is moving or shifting
before the divert
Upstream conveyor photoeye
sensor alignment is wrong
Diverter not in MAN mode Turn mode switch to MAN. Diverter can not be cycled using
selector switch
Faulty input module Check input module and replace as
Correct fault:
a. Verify control panel door is closed.
b. Servo gearmotor failure. See
section 5.1.2 Servo Gearmotor.
c
. Inspect PLC output module.
d. Check motor contactor.
e. Check output module fuse.
f. Check incoming power.
position.
Reload program onto memory card.
Teach new home and extend
positions. See section 4.5.3 Paddle
ition.
Pos
unit is booted, booting is aborted and
the cause of the error is indicated via
the LEDs. See Figure 8. To correct,
nsert the CF card with the correct
i
software and parameters.
is booted, see Figure 9.
Adjust encoder and setpoints. See
section 4.5.3 Paddle Position.
Reverse power phases to reverse
rotation.
Disconnect short tie rod and manually
reposition servo crank arm to point
away from the conveyor. Reconnect
tie rod and teach new home and
extend positions.
Check conveyor path for obstructions.
Adjust sensor per drawing locations.
needed.
Document No.: 747-00216, Rev. 04
2011-March-10
53
Page 64

SIBAG HSDII Service Manual
Troubleshooting
Malfunction Probable Cause Corrective Action
Faulty selector switch Check selector switch and replace as
needed.
Figure 8 Control Unit 310/320 LEDs During Booting
54
Document No.: 747-00216, Rev. 04
2011-March-10
Page 65

Service Manual SIBAG HSDII
Troubleshooting
Figure 9 Control Unit 320 LEDs After Booting
Document No.: 747-00216, Rev. 04
2011-March-10
55
Page 66

SIBAG HSDII Service Manual
Troubleshooting
5.2.2 System Faults (Optional)
:NOTE: The following faults may be displayed if the HSDII is provided as part of
an integrated baggage handling system including operator workstations.
Malfunction Probable Cause Corrective Action
Diverter Failed to Extend Fault HSD was given a signal to
extend and failed to arrive at the
extend position
Diverter Failed at Home Fault HSD was given a signal to
extend and remained in the
home position
a. Check conveyor path for
obstructions.
b. Remove any lockout locks on the
diverter disconnect switches and
return disconnects to ON position.
c. Place into MAN mode and
reposition paddles to verify proper
operation.
d. Check incoming power supplies.
e. Inspect for mechanical
obstructions.
f. Ensure control signals to input
module(s) in associated MCP are
being received from diverter
sensors.
g. Ensure input module(s) for
sensors are working correctly.
a. Check conveyor path for
obstructions.
b. Remove any lockout locks on the
diverter disconnect switches and
return disconnects to ON position.
c. Place into MAN mode and
reposition paddles to verify proper
operation.
d. Check incoming power supplies.
e. Inspect for mechanical
obstructions.
f. Ensure control signals to input
module(s) in associated MCP are
being received from diverter
sensors.
g. Ensure input module(s) for
sensors are working correctly.
56
Document No.: 747-00216, Rev. 04
2011-March-10
Page 67

Service Manual SIBAG HSDII
Troubleshooting
Malfunction Probable Cause Corrective Action
Diverter Failed to Retract Fault HSD was given a signal to
retract and failed to arrive at the
home position
a. Check conveyor path for
obstructions.
b. Remove any lockout locks on the
diverter disconnect switches and
return disconnects to ON position.
c. Place into MAN mode and
reposition paddles to verify proper
operation.
d. Check incoming power supplies.
e. Inspect for mechanical
obstructions.
f. Ensure control signals to input
module(s) in associated MCP are
being received from diverter
sensors.
g. Ensure input module(s) for
sensors are working correctly.
5.2.3 Servo Faults
Malfunction Probable Cause Corrective Action
A07441 Alert - Servo program reloaded "Teach" paddle positions. See section
4.5.3 Paddle Position.
F07452 Paddle jam or drag Check paddles or positioning
mechanism for obstructions.
Reset fault.
F07464 Paddle jam or drag Check paddles or positioning
mechanism for obstructions; if fault
cannot be reset, reinstall servo
program.
Reset fault.
A07479 Alert - Paddle overtravel limit (-)
reached
A07480 Alert - Paddle overtravel limit (+)
reached
F07481 Paddle overtravel limit (-)
exceeded
Use paddle position controls to move
paddle back to normal range.
"Teach" proper positions if necessary
to maintain normal range.
Use paddle position controls to move
paddle back to normal range.
"Teach" proper positions if necessary
to maintain normal range.
Manually move paddles in to normal
range.
Reset fault.
"Teach" proper positions if necessary
to maintain normal range.
Document No.: 747-00216, Rev. 04
2011-March-10
57
Page 68

SIBAG HSDII Service Manual
Troubleshooting
Malfunction Probable Cause Corrective Action
F07482 Paddle overtravel limit (+)
exceeded
Manually move paddles in to normal
range.
Reset fault.
"Teach" proper positions if necessary
to maintain normal range.
F07490 Enable command removed during
paddle positioning stroke
Check for loose connection of auxiliary
contact at main disconnect.
Reset fault
F07800 No power to Smart Line Module Check circuit breaker CB208.
Reset fault.
F07801 Motor drive overcurrent Check for obstructions to paddle
positioning mechanism or paddle belt
drive.
Reset fault.
F07802 Three phase power missing Restore power.
Reset fault.
F07840 Infeed command to servo missing
due to paddle belt motor shut
down
Check for continuity of thermal switch
at paddle belt motor connector.
Reset fault (may be necessary to cycle
e-stop as well).
F07841 Infeed command to servo lost
during operation due to paddle
belt motor shut down
Check for continuity of thermal switch
at paddle belt motor connector.
Reset fault (may be necessary to cycle
e-stop as well).
F07900 Servo motor locked or stalled Clear paddle positioning mechanism.
Reset fault.
A13000 Alert - license discrepancy Older license. Will not interfere with
operation.
F30002 Servo overvoltage Replace Smart Line Module if problem
continuously repeats after reset.
Reset fault.
F30003 Three phase power missing Restore power.
Reset fault.
F30005 Servo drive module overload Replace Double Motor Module if
problem continuously repeats after
reset.
Reset fault.
F30021 Servo drive module ground fault Replace Double Motor Module if
problem continuously repeats after
reset.
Reset fault.
F30600 E-stop fault Cycle both e-stop relays (CR265 and
CR267) together to reset.
Reset fault.
58
Document No.: 747-00216, Rev. 04
2011-March-10
Page 69

Service Manual SIBAG HSDII
Troubleshooting
Malfunction Probable Cause Corrective Action
F30611 E-stop fault Cycle both e-stop relays (CR265 and
CR267) together to reset.
Reset fault.
Document No.: 747-00216, Rev. 04
2011-March-10
59
Page 70

SIBAG HSDII Service Manual
Repair
6 Repair
This section provides removal and replacement procedures for spare parts and
commonly replaced components and assemblies. Some parts are contained in
assemblies. As you follow the removal steps to reach the part which is to be
replaced, you have to remove other parts. Inspect these parts for wear or other
problems and replace them at this time if worn.
:NOTE: Before removing any drive components; mark the precise mounting
point of all components on the shaft. Also mark the position of the bearing on the
frame. This will minimize problems when re-aligning the components during
assembly.
:NOTE: Use care when trying to reach a particular part, as damage can occur
to good parts.
In the procedure, when applicable, the number adjacent to the part referenced in
that step refers to a Figure and Item number, as in Figure 5-(9). If the figure
number is not repeated with an item number, it is understood that the item
number refers to the last figure that was referenced.
Do not perform adjustments, maintenance, or other work on this
equipment without following OSHA Lock-Out/Tag-Out requirements and
state and local requirements. Failure to follow these requirements may
result in death or serious injury and/or equipment damage.
Standard shop practices and safety procedures should be followed whenever
parts are removed or replaced.
● Make certain the system is locked out and tagged out before performing any
maintenance activities.
● Secure all hardware during installation.
● Clean parts and assemblies after installation.
● Re-install all guards or covers removed after any maintenance activities
before starting the conveyor.
60
Document No.: 747-00216, Rev. 04
2011-March-10
Page 71

Service Manual SIBAG HSDII
Repair
6.1 Torque Values for Hardware
Table 18 Torque Values
Torque Torque Size
Nm Lb
Hex Head Cap Screw Skwezloc Head Cap Screw
M8 24 18 lb ft 13 M4 7-8 65-70 lb in T-25
M10 48 35 lb ft 17 M5 9-10 80-90 lb in T-27
M12 83 61 lb ft 19 M6 18-20 160-180 lb in T-30
M14 132 97 lb ft 22 M8 40-45 360-400 lb in T-45
Socket Head Cap Screw Socket Head Flat Head Screw
M4 495 Ncm 44 lb in 3 M6 9 7 lb ft 4
M6 16.5 Nm 12 lb ft 5 M8 15 11 lb ft 5
M8 40 Nm 30 lb ft 6 M12 65 48 lb ft 8
Wrench
Size (mm)
Size
Nm Lb
Wrench
Size (mm)
6.2 Testing HSDII Operation
Test HSDII operation after repairing or replacing components as required:
1. Turn the mode switch to the MAN position
2. Turn the disconnect switch to the ON position.
3. Turn the PADDLE BELT selector switch to START.
4. The paddle belts should be operating and the HSDII can be cycled by
turning the mode switch to MAN and turning the PADDLE RET/0/EXT
selector switch to EXT and RET.
5. Reset encoder and setpoint settings if necessary. See section 4.5.3 Paddle
ion.
Posit
6.
Use a current meter to check current draw and record the reading. Idling
current should be less than the full load amps indicated on the motor
nameplate.
Document No.: 747-00216, Rev. 04
2011-March-10
61
Page 72

SIBAG HSDII Service Manual
Repair
6.3 High Speed Diverter Top Level Assembly
Figure 10 HSDII Top Level Assembly
:NOTE: The repair procedures are identical for the 68.0020.100-XX (39 in wide)
(shown), 68.0020.101-XX (1050 mm wide), and 68.0020.150-XX (1200 mm
wide) versions.
62
Document No.: 747-00216, Rev. 04
2011-March-10
Page 73

Service Manual SIBAG HSDII
Repair
6.3.1 Long Tie Rod
Removal [Figure 10 – Item (5)]
1. Remove bottom covers (7) and pivot area cover (41).
2. Remove drive frame cover (1).
3. Remove tie rod end bearing (Figure 11-5) clamps.
Pull tie rod ends from pivot arm posts (Figure 13-2 and Figure 17-2).
4.
Remove tie rod assembly (Figure 10-5).
5.
lternate Removal [Figure 10 – Item (5)]
A
1.
Remove drive side tie rod end bearing clamp.
2. Pull drive side tie rod end from pivot arm post.
3. Remove screws and lockwashers securing transition pivot clamp weldment
(Figure 17-2) and front clamp shell (Figure 17-3) to shaft.
. Remove shaft key (it may come off with clamp weldment).
4
5. Remove tie rod assembly with pivot clamp weldment attached (Figure 10-5).
acement [Figure 10 – Item (5)]
Repl
:NOTE: Measure length of long tie rod being replaced and set new tie rod
length the same.
1. Assemble tie rod onto both pivot clamp weldments (pivot arm posts).
2. Tighten tie rod end bearing clamps.
3. Check for paddle alignment and adjust tie rod length as necessary at loose
:NOTE: When in non-divert position, paddles should be parallel.
:NOTE: When in divert position, each paddle centerline should align with pivot
axis of the paddle on the other side.
end. To align paddles:
a. Position drive side paddle so it is even with edge of cabinet in back of
control panel.
b. Transition side paddle should be parallel to edge of HSDII base.
c. Adjust transition side paddle position by manually turning long tie rod
until paddle is even and parallel with edge of HSDII base.
4. Tighten tie rod end jam nuts.
:NOTE: Apply loctite 242 to bearing-side tie rod ends prior to reassembly. Do
not use loctite on tube-side tie rod ends.
5. Replace drive frame cover.
6. Replace bottom covers and pivot area cover.
Document No.: 747-00216, Rev. 04
2011-March-10
63
Page 74

SIBAG HSDII Service Manual
Repair
:NOTE: Insert tabs of bottom cover into lower angles of conveyor assembly (6)
before attaching with hardware.
7. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.4 Tie Rod Assembly
Figure 11 Tie Rod Assembly
6.4.1 Tie Rods and Bearings
Removal [Figure 11
Tie Rods: Items (2) and (3)
Bearings: Item (5)]
1. Remove bottom covers.
2. Remove tie rod assembly. See section 6.3.1 Long Tie Rod.
Measure and record overall length of tie rod and note original orientation of
3.
hanger bearings (Figure 11-5).
Loosen hanger bearing hex nuts (4) or (6) to remove rods (2) or (3).
4.
64
Document No.: 747-00216, Rev. 04
2011-March-10
Page 75

Service Manual SIBAG HSDII
Repair
Replacement [Figure 11
Tie Rods: Items (2) and (3)
Bearings: Item (5)]
1. Replace threaded rods into bearings (inserting threads all the way until
bottomed out) and loosely install hex nuts.
:NOTE: Apply loctite 242 to bearing-side threads of tie rods prior to reassembly.
Do not use loctite on tube-side tie rod ends.
2. Replace threaded rods with hex nuts into tie rod tube.
3. Adjust overall length of tie rod assembly and orientation of bearings
according to notes made in Removal procedure.
4. Tighten hex nuts.
5. Replace tie rod assembly. See section 6.3.1 Long Tie Rod or 6.6.5 Short
e Rod.
Ti
6. Replace
bottom covers.
7. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.5 Conveyor Assembly
Figure 12 Conveyor Assembly
:NOTE: The repair procedures are identical for the 68.0020.000-63 (39 in wide)
(shown), 68.0020.000-67 (1050 mm wide), and 68.0020.001-13 (1200 mm wide)
versions.
Document No.: 747-00216, Rev. 04
2011-March-10
65
Page 76

SIBAG HSDII Service Manual
Repair
6.5.1 Return Roller
Removal [Figure 12 – Item (3)]
1. Remove guards as necessary for access.
2. Remove two nuts and washers fastening conveyor roller mounting bracket
(2) to conveyor frame weldment (1).
3. Support return roller (3) while removing screws.
4. Remove return roller from conveyor frame.
5. Remove mounting bracket from return roller shaft.
Replacement [Figure 12 – Item (3)]
1.
Place mounting bracket on return roller shaft.
2. Hold return roller in place in conveyor frame weldment.
3. Replace screws in mounting bracket and through conveyor frame weldment.
4. Replace nuts and washers on screws and finger tighten.
5. Tighten screws. See Table 18 Torque Values.
Replace guards removed for access.
6.
66
Document No.: 747-00216, Rev. 04
2011-March-10
Page 77

Service Manual SIBAG HSDII
Repair
6.6 Drive Subassembly
Figure 13 Drive Subassembly
6.6.1 Paddle Assembly (Drive Side)
Removal [Figure 13 – Item (1)]
1. Remove guards as necessary for access.
Document No.: 747-00216, Rev. 04
2011-March-10
67
Page 78

SIBAG HSDII Service Manual
Repair
2. Disconnect drive pulley cable.
3. Loosen shaft locking device (Figure 16-22).
:NOTE: See B-Loc manufacturer’s literature for additional instructions.
a. Remove eight screws and mark their original locations for replacement.
:NOTE: Be careful not to put a screw back into any one of these holes
while attempting to loosen the device.
b. Seven of these screws will be used to jack two conical halves of locking
device apart. See Figure 14. Set four screws in shallow (S) holes and
ighten screws sequentially to break loose top half of device.
t
c. Install three screws into mid-depth (M) holes and tighten screws
sequentially to break loose bottom half of device. See Figure 14.
d.
You will hear popping sound indicating two halves have been released.
4. Slide paddle assembly (Figure 13-1) up to remove from shaft (7). This can
be done usin
g wooden 2x4 board.
Figure 14 Jacking Two Conical Halves of Shaft Locking Device Apart (S=Shallow;
M=Mid-Depth)
Replacement [Figure 13 – Item (1)]
68
1. Prepare shaft locking device to prevent it from walking and jamming paddle
on shaft:
a. Leave one screw in jacking positing for upper half. See Figure 15.
Leave one screw in jacking position for lower half to keep sections
b.
slightly separated.
Document No.: 747-00216, Rev. 04
2011-March-10
Page 79

Service Manual SIBAG HSDII
Repair
c. Insert remaining six screws into normal locking position, but DO NOT
tighten.
Figure 15 Preparing Shaft Locking Device for Replacement
2. Align keyway and set paddle assembly onto shaft.
:NOTE: Install paddle assembly against spacer (11).
3. Check paddle alignment:
● Vertical alignment should be within 1/8 inch (3 mm). Check with straight
edge across top or bottom of paddles.
● Gap between drive side and non-drive side paddles should be 1/4 inch (6
mm).
● Offset between paddle center lines should be within 1/4 inch (6 mm).
4. Move two locking device screws in jacking positions to locking positions.
5. Tighten all eight shaft locking device screws sequentially enough to secure
paddle assembly in place.
6. Now tighten all eight shaft locking device screws to correct torque:
a. Set torque wrench initial setting to 32 lb ft (44 Nm).
b. Moving in circular pattern, tighten each of eight screws 1/4 turn.
Document No.: 747-00216, Rev. 04
2011-March-10
69
Page 80

SIBAG HSDII Service Manual
Repair
c. Once you can no longer tighten full 1/4 turn, go around couple more
times, tightening each screw.
d. Change torque wrench setting to 30 lb ft (41 Nm).
e. Moving in circular pattern, try to tighten each of eight screws. There
should not be any movement at this setting.
f. If there is still movement, repeat steps a through e.
Reconnect drive pulley cable plug.
7.
8. Replace guards removed for access.
9. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.6.2 Shaft
Removal [Figure 13 – Item (7)]
1. Remove guards as necessary for access.
2. Remove paddle assembly (1). See section 6.6.1 Paddle Assembly (Drive
Side), Removal.
3.
Remove power cable.
4. Pry open plug with small screwdriver.
5. Each wire is numbered. Document number of each wire and its position in
plug for replacement. The ground wire is not numbered, but its coloring
makes it unique.
6. Remove plug.
7. Pull cable through shaft.
8. Remove paddle height spacer.
9. Remove screws and lockwashers securing pivot clamp weldment (2) and
rear clamp shell (4) to shaft (7).
10. Remove shaft key (it may come off with clamp weldment).
11. Loosen set screw(s) located in shaft clamp collars of both bearings (15).
12. Remove shaft from drive weldment (13).
Replacement [Figure 13 – Item (7)]
Lubricate shaft ends with rust inhibiting lubricant.
1.
2. Replace shaft into pivot bearings.
:NOTE: Install shaft with shoulder against inner race of bearings.
70
3. Insert both shaft clamp collars.
4. Tighten set screw(s) located in shaft clamp collars. See Table 18 Torque
Values.
Document No.: 747-00216, Rev. 04
2011-March-10
Page 81

Service Manual SIBAG HSDII
Repair
:NOTE: Push pivot clamp assembly up against collar of upper bearing before
tightening.
5. Replace pivot clamp weldment, shaft key, and rear clamp shell around shaft
and secure with screws (with Loctite 242) and lockwashers.
6. Replace paddle assembly. See section 6.6.1 Paddle Assembly (Drive Side),
Replacem
ent.
7. Reattach plug to cable by partially joining plug base and plug cap to mid
snap point.
8. Reinsert wires into plug in same positions as marked during removal
procedure.
9. Push plug base and cap together to secure wires.
10. Reconnect plug on drive pulley cable.
11. Replace guards removed for access.
12. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.6.3 Servo Gearmotor
Removal [Figure 13 – Item (14)]
1. Remove guards as necessary for access.
2. Mark and disconnect servo gearmotor power and control cables.
3. Disassemble short tie rod assembly (5) by loosening threaded portion of rod
until shaft can be removed.
4. Remove drip pan (Figure 10-39) beneath servo gearmotor.
:NOTE: Place supports underneath servo gearmotor to prevent it from falling
when motor mounting bracket (6) hardware is removed.
5. Remove hardware securing motor mounting bracket (6) to drive weldment
(13).
6. Remove hardware securing angle weldment (12) to drive weldment (13).
The motor assembly is heavy. Use multipl e people and/or a lifting device
to prevent injury.
7. Lower motor mounting bracket with servo gearmotor and angle weldment
out of drive weldment.
8. Remove short tie rod assembly.
9. Remove screw, lockwasher, and hold-down washer (9) securing motor pivot
arm (3) to servo gearmotor (14) shaft.
10. Remove four screws securing servo gearmotor to motor mounting bracket.
Document No.: 747-00216, Rev. 04
2011-March-10
71
Page 82

SIBAG HSDII Service Manual
Repair
Replacement [Figure 13 – Item (14)]
1. Fasten servo gearmotor to motor mounting bracket with four screws.
2. Replace motor pivot arm on servo gearmotor shaft and secure with screw,
lockwasher, and hold-down washer.
The motor assembly is heavy. Use multipl e people and/or a lifting device
to prevent injury.
3. Place motor mounting bracket and angle weldment with servo gearmotor
into drive weldment, securing with screws and washers.
4. Reassemble short tie rod assembly.
5. Reconnect servo gearmotor power and control cables.
6. Replace drip pan.
7. Replace guards removed for access.
8. If servo gearmotor is new, zero (home) and retract positions will need to be
programmed. See section 4.5.3.1 Setup of Position Setpoints: Quick Setup
Teach Functions.
by
9.
Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.6.4 Pivot Bearings
Removal [Figure 13 – Item (15)]
1. Remove guards as necessary for access.
2. Remove paddle assembly (1). See section 6.6.1 Paddle Assembly (Drive
Side), Removal.
Remove shaft (7). See section 6.6.2 Shaft, Removal.
3.
Knock out roll pin.
4.
5. Remove both screws; lockwashers, and hex nuts securing bearing flange
block to bearing mount plate
6. Remove bearing.
Replacement [Figure 13 – Item (15)]
Clean inner face of bearing and shaft. Lubricate with rust inhibiting lubricant.
1.
2. For bottom bearing, slide bearing onto shaft and secure to bearing mount
plate with hardware and finger tighten. Orient bearing such that bearing
collar is on top.
3. For top bearing, replace bearing and secure to bearing mount plate with
hardware and finger tighten. Orient bearing such that bearing collar is on
bottom.
72
Document No.: 747-00216, Rev. 04
2011-March-10
Page 83

Service Manual SIBAG HSDII
Repair
4. Replace shaft into upper pivot bearing. Install both pivot bearing’s shaft
clamp collars. Insert shaft into bottom pivot bearing. See section 6.6.2 Shaft,
Replacem
ent for details.
5. Align bearings with shaft so shaft is perpendicular to transport belt and
tighten screws
6. Tighten set screws located in shaft clamp collars. See Table 18 Torque
Values.
7.
Drill through any bearing corner and insert roll pin to prevent bearing from
shifting.
8. Replace paddle assembly. See section 6.6.1 Paddle Assembly (Drive Side),
Replacem
ent.
:NOTE: Gap between drive side and non-drive side paddles should be 1/4 inch
(6 mm). If both bearings are being replaced, it may be necessary to move them
around in the slot to achieve this gap.
9. Replace pivot clamp weldment, shaft key, and rear clamp shell around shaft
against collar of upper bearing and secure with screws (with Loctite 242)
and lockwashers. Replace drive pulley plug. See section 6.6.2 Shaft,
Replacem
ent for details.
10. Replace guards removed for access.
11. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.6.5 Short Tie Rod
Removal [Figure 13 – Item (5)]
1. Remove drive frame cover (Figure 10-1).
Dismount pivot arm (Figure 13-2). Remove screws and lockwashers
2.
secur
shaft (7).
3. Remove tie rod end bearing (Figure 11-5) clamps.
4.
Pull tie rod end from pivot arm posts (Figure 13-2 and Figure 13-3).
Remove tie rod assembly (Figure 13-5).
5.
acement [Figure 13 – Item (5)]
Repl
1.
Loosely assemble tie rod to pivot arm clamp weldment and motor pivot arm.
2. Check for paddle alignment and adjust tie rod length as necessary at loose
end.
:NOTE: When in divert position, each paddle centerline should align with pivot
axis of the paddle on the other side.
ing pivot clamp weldment (2), shaft key, and rear clamp shell (4) to
3. Tighten tie rod end bearing clamps.
Document No.: 747-00216, Rev. 04
2011-March-10
73
Page 84

SIBAG HSDII Service Manual
Repair
4. Replace pivot clamp weldment and rear clamp shell around shaft against
collar of upper bearing and secure with screws (with Loctite 242) and
lockwashers. Move assembly up to upper bearing collar before tightening.
5. Replace drive covers.
6. Test HSDII operation. See section 6.2 Testing HSDII Operation.
74
Document No.: 747-00216, Rev. 04
2011-March-10
Page 85

Service Manual SIBAG HSDII
Repair
6.7 Paddle Assembly
Figure 16 Paddle Assembly
Document No.: 747-00216, Rev. 04
2011-March-10
75
Page 86

SIBAG HSDII Service Manual
Repair
6.7.1 Paddle Belt
Removal [Figure 16 – Item (13)]
1. Remove guards as necessary for access.
2. Remove top cover (9).
3. Loosen hardware securing both top and bottom clamp plate assemblies (4)
and shaft clamp plates (5) to top drive plate (6) and bottom drive plate (7).
4. Loosen lower and upper tensioning nuts.
5. Move paddle drive pulley (11) toward center of paddle to loosen belt
tension.
6. Remove paddle belt by sliding belt upward until completely off of paddle
assembly.
Replacement [Figure 16 – Item (13)]
1.
Slide belt downward into place on paddle assembly around drive pulley and
nose roller (12).
2. Tension belt by moving drive pulley away from center of paddle. Keep drive
pulley square.
3. Tighten upper and lower tensioning nuts evenly. Tension is correct when
slack is removed and belt does not slip on drive pulley as it rotates. Tension
should be equal across width of belt.
4. Track belt. See section 4.5.2 Paddle Belt Tracking.
Tighten screws, flat washers, and lockwashers fastening both top and
5.
bottom shaft clamp plate assemblies to top and bottom drive plates.
6. Replace guards removed for access.
7. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.7.2 Paddle Nose Roller
Removal [Figure 16 – Item (12)]
1. Remove guards as necessary for access.
2. Remove paddle belt (13). See 6.7.1 Paddle Belt, Removal.
NOTE: For the drive side paddle assembly, it will be necessary to loosen and
raise the paddle assembly to remove the nose roller lower mount hardware
unless a maintenance clearance hole has been provided in the frame.
76
3. Remove four screws securing top roller mounting plate (8) to top spacer
(10) and weldment (1).
Document No.: 747-00216, Rev. 04
2011-March-10
Page 87

Service Manual SIBAG HSDII
Repair
4. Remove two screws securing paddle nose roller (12) to roller mounting
plates (both top and bottom).
5. Remove nose roller.
Replacement [Figure 16 – Item (12)]
1.
Place paddle nose roller into lower roller mounting plate.
2. Replace bottom screw (with Loctite 242) securing paddle nose roller to roller
mounting plate.
3. Set upper roller mounting plate on spacer and paddle nose roller and secure
to spacer with four screws (with Loctite 242).
4. Replace top screw (with Loctite 242) securing paddle nose roller to roller
mounting plate.
5. Install and tighten paddle belt. See section 6.7.1 Paddle Belt, Replacement.
Replace guards removed for access.
6.
7. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.7.3 Paddle Drive Pulley
Removal [Figure 16 – Item (11)]
:NOTE: Paddle must be in divert position.
1. Remove guards as necessary for access.
2. Remove paddle belt (13). See section 6.7.1 Paddle Belt, Removal.
Disconnect drive pulley electrical cable.
3.
4. Loosen screws and washers securing bottom clamp plate assembly (4) to
bottom shaft clamp plate (5).
5. Remove screws and washers securing top clamp plate assembly (4) to top
shaft clamp plate (5).
6. Remove screws and washers securing top shaft clamp plate (5) to top drive
plate (6).
7. Remove screws securing top drive plate (6) to v-groove spacer (2) and
paddle weldment (1).
8. Remove clamp plate (5).
9. Remove top drive plate (6) and shaft clamp plate assembly (4).
10. Lift drive pulley (11) out of drive pulley spacer (16) and bottom drive plate
(7).
Replacement [Figure 16 – Item (11)]
:NOTE: Unless otherwise indicated, refer to Figure 16.
1. Place drive pulley in bottom drive plate and drive pulley spacer.
Document No.: 747-00216, Rev. 04
2011-March-10
77
Page 88

SIBAG HSDII Service Manual
Repair
2. Tighten screw and washer securing bottom clamp plate assembly to bottom
shaft clamp plate.
3. Replace top drive plate onto v-groove spacer and paddle weldment and
fasten with screws (with Loctite 242).
4. Fasten top shaft clamp plate to clamp plate assembly and install screws and
washers into top drive plate and tighten.
5. Reconnect drive pulley electrical cable.
6. Install paddle belt and adjust tracking and tension. See section 6.7.1 Paddle
Belt, Replacement.
6.8 Transition Subassembly
Figure 17 Transition Subassembly
:NOTE: The repair procedures are identical for the 68.0020.103-XX (39 in
wide), 68.0020.163-XX (1050 mm wide), and 68.0020.152-XX (1200 mm wide)
versions.
78
Document No.: 747-00216, Rev. 04
2011-March-10
Page 89

Service Manual SIBAG HSDII
Repair
6.8.1 Paddle Assembly (Non-Drive Side)
Removal [Figure 17 – Item (1)]
1. Remove guards as necessary for access.
2. Disconnect drive pulley cable.
3. Loosen shaft locking device (Figure 16-22).
:NOTE: See B-Loc manufacturer’s literature for additional instructions.
a. Remove eight screws and mark their original location for replacement.
:NOTE: Be careful not to put a screw back into any one of these holes
while attempting to loosen the device.
b. Seven of these screws will be used to jack two conical halves of locking
device apart. See Figure 18. Set four screws in shallow (S) holes and
ighten screws sequentially to break loose top half of device.
t
c. Install three screws into mid-depth (M) holes and tighten screws
sequentially to break loose bottom half of device. See Figure 18.
d.
You will hear popping sound indicating two halves have been released.
4. Slide paddle assembly (Figure 17-1) up to remove from shaft (4). This can
be done usin
Figure 18 Jacking Two Conical Halves of Shaft Locking Device Apart (S=Shallow;
M=Mid-Depth)
g wooden 2x4 board.
Replacement [Figure 17 – Item (1)]
1. Prepare shaft locking device to prevent it from walking and jamming paddle
on shaft:
Document No.: 747-00216, Rev. 04
2011-March-10
79
Page 90

SIBAG HSDII Service Manual
Repair
a. Leave one screw in jacking positing for upper half. See Figure 19.
b. Leave one screw in jacking position for lower half to keep sections
slightly separated.
c. Insert remaining six screws into normal locking positions, but DO NOT
tighten.
Figure 19 Preparing Shaft Locking Device for Replacement
2. Align keyway and set paddle assembly onto shaft.
:NOTE: Install paddle assembly against spacer (9).
3. Tighten shaft locking device enough to secure paddle in place. See B-Loc
manufacturer’s literature for additional instructions.
4. Check paddle alignment:
a. Vertical alignment should be within 1/8 inch (3 mm). Check with straight
edge across top or bottom of paddles.
b. Gap between drive side and non-drive side paddles should be 1/4 inch
(6 mm).
c. Offset between paddle center lines should be within 1/4 inch (6 mm).
5. Move two locking device screws in jacking positions to locking positions.
6. Tighten all eight shaft locking device screws sequentially enough to secure
paddle assembly in place.
7. Now tighten all eight shaft locking device screws to correct torque:
a. Set torque wrench initial setting to 32 lb ft (44 Nm).
80
Document No.: 747-00216, Rev. 04
2011-March-10
Page 91

Service Manual SIBAG HSDII
Repair
b. Moving in circular pattern, tighten each of eight screws 1/4 turn.
c. Once you can no longer tighten full 1/4 turn, go around couple more
times, tightening each screw.
d. Change torque wrench setting to 30 lb ft (41 Nm).
e. Moving in circular pattern, try to tighten each of eight screws. There
should not be any movement at this setting.
f. If there is still movement, repeat steps a through e.
Reconnect drive pulley cable plug.
8.
9. Replace guards removed for access.
10. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.8.2 Shaft
Removal [Figure 17 – Item (4)]
1. Remove guards as necessary for access.
2. Remove paddle assembly (1). See section 6.8.1 Paddle Assembly (Nonive Side), Removal.
Dr
3.
Remove power cable.
4. Pry open plug with small screwdriver.
5. Each wire is numbered. Document number of each wire and its position in
plug for replacement. The ground wire is not numbered, but its coloring
makes it unique.
6. Remove plug.
7. Pull cable through shaft.
8. Remove paddle height spacer.
9. Remove screws and lockwashers securing pivot clamp weldment (2) and
front clamp shell (3) to shaft (4).
10. Remove shaft key (it may come off with clamp weldment).
11. Loosen set screw(s) located in shaft clamp collars of both bearings (11).
12. Remove shaft from drive weldment (10).
Replacement [Figure 17 – Item (4)]
Lubricate shaft ends with rust inhibiting lubricant.
1.
2. Replace shaft into pivot bearings.
:NOTE: Install shaft with shoulder against inner race of bearings.
3. Insert both shaft clamp collars.
Document No.: 747-00216, Rev. 04
2011-March-10
81
Page 92

SIBAG HSDII Service Manual
Repair
4. Tighten set screws located in shaft clamp collars. See Table 18 Torque
Values.
:NOTE: Push pivot clamp assembly up against collar of upper bearing before
tightening.
5. Replace pivot clamp weldment, shaft key, and front clamp shell around shaft
against collar of upper bearing and secure with screws (with Loctite 242)
and lockwashers.
6. Replace paddle assembly. See section 6.8.1 Paddle Assembly (Non-Drive
Side), Replacement.
7.
Reattach plug to cable by partially joining plug base and plug cap to mid
snap point.
8. Reinsert wires into plug in same positions as marked during removal
procedure.
9. Push plug base and cap together to secure wires.
10. Reconnect plug on drive pulley cable.
11. Replace guards removed for access.
12. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.8.3 Pivot Bearings
Removal [Figure 17 – Item (11)]
1. Remove guards as necessary for access.
2. Remove paddle assembly (1). See section 6.8.1 Paddle Assembly (Non-
ive Side), Removal.
Dr
3.
Remove shaft. See section 6.8.2 Shaft, Removal.
Knock out roll pin.
4.
5. Remove both screws; lockwashers, and hex nuts securing bearing flange
block to bearing mount plate.
6. Remove bearing.
Replacement [Figure 17 – Item (11)]
Clean inner face of bearing and shaft. Lubricate with rust inhibiting lubricant.
1.
2. For bottom bearing, slide bearing onto shaft and secure to bearing mount
plate with hardware and finger tighten. Orient bearing such that bearing
collar is on top.
82
3. For top bearing replace bearing and secure to bearing mount plate with
hardware and finger tighten. Orient bearing such that bearing collar is on
bottom.
Document No.: 747-00216, Rev. 04
2011-March-10
Page 93

Service Manual SIBAG HSDII
Repair
4. Replace shaft into upper pivot bearing. Install both pivot bearing’s shaft
clamp collars. Insert shaft into bottom pivot bearing. See section 6.8.2 Shaft,
Replacem
ent for details.
5. Align bearings so shaft is perpendicular to transport belt and tighten screws.
6. Tighten set screws located in shaft clamp collars. See Table 18 Torque
Values.
7.
Drill thru any bearing corner and insert roll pin to prevent bearing from
shifting.
8. Replace paddle assembly. See section 6.8.1 Paddle Assembly (Non-Drive
Side), Replacement.
:NOTE: Gap between drive side and non-drive side paddles should be 1/4 inch
(6 mm). If both bearings are being replaced, it may be necessary to move them
around in the slot to achieve this gap.
9. Replace pivot clamp weldment, shaft key, and front clamp shell around shaft
against collar of upper bearing and secure with screws (with Loctite 242)
and lockwashers. Replace drive pulley plug. See section 6.6.2 Shaft,
Replacem
ent for details.
10. Replace guards removed for access.
11. Test HSDII operation. See section 6.2 Testing HSDII Operation.
6.8.4 Transition Rollers
:NOTE: Paddle may need to be in the divert position.
Removal [Figure 17 – Item (6)]
1. Press in on spring loaded end of roller (6) to compress internal spring.
2. Remove roller.
Replacement [Figure 17 – Item (6)]
:NOTE: Orient roller so spring-loaded shafts will be depressed on end farthest
from paddle pivot.
1. Place one end of roller in roller mounting hole in transition weldment (10).
2. Compress internal roller spring and place other end of roller in opposite
roller mounting hole.
Document No.: 747-00216, Rev. 04
2011-March-10
83
Page 94

SIBAG HSDII Service Manual
Repair
6.9 Control Panel
:NOTE: The repair procedures are identical for the 68.0020.212 (US) (shown),
and 68.0020.215 (international) versions.
Figure 20 Control Panel, Inside
84
Document No.: 747-00216, Rev. 04
2011-March-10
Page 95

Service Manual SIBAG HSDII
Repair
6.9.1 Motor Power Cable
Removal [Figure 20]
1. Remove servo gearmotor access panel.
2. Turn off motor safety disconnect switch and apply lockout/tagout.
3. Open diverter control panel enclosure door.
4. Loosen captive Torx screw holding motor power cable in place.
5. Unplug motor power cable from servo motor module (52) in diverter control
panel.
6. Unscrew Torx screw and remove ground wire.
7. Disconnect motor power cable from servo gearmotor (Figure 13-14).
acement [Figure 20]
Repl
1.
Connect motor power cable to servo gearmotor.
2. Connect ground wire in diverter control panel enclosure.
3. Plug motor power cable into servo motor module in diverter control panel
and tighten captive Torx screw.
4. Close diverter control panel enclosure door.
5. Replace servo gearmotor access panel.
6.9.2 Motor Control Cable
Removal [Figure 20]
1. Remove servo gearmotor access panel.
2. Turn off motor safety disconnect switch and apply lockout/tagout.
3. Open diverter control panel enclosure door.
4. Disconnect motor control cable from top of servo power module (51) in
diverter control panel.
5. Disconnect motor control cable from servo gearmotor (Figure 13-14).
acement [Figure 20]
Repl
1.
Connect motor control cable to servo gearmotor.
2. Connect motor control cable into servo power module in diverter control
panel.
3. Close diverter control panel enclosure door.
4. Replace servo gearmotor access panel.
Document No.: 747-00216, Rev. 04
2011-March-10
85
Page 96

SIBAG HSDII Service Manual
Repair
6.9.3 Servo Control Unit and Memory Module
Removal [Figure 20
Servo Control Unit: Item (48)
Memory Module: Item (49)]
1. Turn off motor safety disconnect switch and apply lockout/tagout.
2. Open diverter control panel enclosure door.
Power is still applied to the servo control module through a secondary
circuit.
3. Turn off circuit breaker CB204 inside diverter control panel to remove power
from servo control module.
4. Remove preconfigured memory module (card) (49) from servo control unit
(48).
5. Remove servo control unit operator panel by depressing locking tabs on top
and bottom.
6. Remove wire harnesses from control unit.
7. Unscrew Torx screw and remove green ground wire.
8. Lift servo control unit upwards and separate from the smart line servo power
module (51) to remove.
Replacement [Figure 20
Servo Control Unit: Item (48)
Memory Module: Item (49)]
1. Lower servo control unit in enclosure and slide downward into notches on
side of smart line servo power module.
2. Reconnect green ground wire.
86
3. Reconnect wire harnesses to servo control unit.
4. Set dipswitches on new servo control unit to match the settings from the old
unit.
5. Reinstall servo control unit operator panel.
6. Reinstall existing preconfigured memory module into servo control unit. If it
is necessary to reprogram a new memory module, see section 6.9.4
Reprogram Servo Control Module.
7.
Turn on circuit breaker CB204 inside diverter control panel to restore power
to servo control module.
8. Close diverter control panel enclosure door.
9. Remove lockout/tagout and turn motor disconnect switch on.
10. Test HSDII operation. See section 6.2 Testing HSDII Operation.
Document No.: 747-00216, Rev. 04
2011-March-10
Page 97

Service Manual SIBAG HSDII
Repair
6.9.4 Reprogram Servo Control Module
There are two typical scenarios for the process of reprogramming the servo
control module. In one scenario, a replacement Compact Flash (CF) card is
shipped with the HSDII application pre-loaded onto the card. The other scenario
is that the application files are delivered electronically and that the existing CF
card will be reused.
The reprogramming procedure is essentially identical for both scenarios. The
only difference is the preparation of the CF card for those installations where the
existing CF card will be reused. For these installations, a computer with a CF
card reader and access to the delivered HSDII application files is required to
complete this procedure.
The Sinamics servo consists of four components: control unit, memory module
(CF card), smart line module, and motor module (Figure 21). Each of the servo
m
odules contains LEDs that are used to identify faults and aid in reprogramming
the memory module.
Figure 21 Sinamics Control Unit and Modules
Document No.: 747-00216, Rev. 04
2011-March-10
87
Page 98

SIBAG HSDII Service Manual
Repair
[Figure 20 – Item (49)]
1. Turn off motor safety disconnect switch and apply lockout/tagout.
2. Open diverter control panel enclosure door.
Power is still applied to the servo control module through a secondary
circuit.
3. Turn off circuit breaker CB204 inside diverter control panel to remove power
from servo control module.
4. Remove preconfigured memory module (card) (49) [Compact Flash (CF)
card] from servo control unit (48).
a. If the CF card is being discarded and new card is being used for the
reprogramming, go to Step 8.
b. If the CF card is being reused for the reprogramming, continue with
Step 5.
5. Using computer with external CF card reader and access to HSDII
application files, view memory module card contents. Figure 22 shows
t
ypical file structure loaded on CF card.
Figure 22 Memory Module Card Files
88
Document No.: 747-00216, Rev. 04
2011-March-10
Page 99

Service Manual SIBAG HSDII
Repair
6. Except for KEYS folder, completely delete all existing folders and files on
CF card. Be sure to retain KEYS folder. It contains information unique to CF
card that must be retained.
7. Install HSDII application files onto CF card. If application files were delivered
as ZIP file, be sure to extract contents of ZIP file onto CF card. CF card
should now include application files and KEYS folder as shown in Figure 22.
8.
Insert memory module card into servo control module card slot.
The following steps require power to the unit and lockout/tagout to be
removed. Use extreme caution when working inside the control panel
enclosure while power is applied.
9. Remove lockout/tagout and turn disconnect switch on door of diverter
control panel to ON position. Make sure mode switch is in SERVICE mode.
10. Turn on circuit breaker CB204 to restore power to servo module.
11. Control module performs initial boot up, which can take several minutes.
During boot-up, control unit DP1 LED flashes yellow slowly, approximately
once per second (Figure 23).
Figure 23 Servo Component LEDs
12. After several seconds, control unit operator panel displays fault “1650”.
Green light appears on motor module.
Document No.: 747-00216, Rev. 04
2011-March-10
89
Page 100

SIBAG HSDII Service Manual
Repair
13. When control unit DP1 LED flashes faster, approximately twice per second,
initial boot-up is complete.
14. Reboot control module by turning off, then turning on circuit breaker CB204.
15. Operator panel displays same pattern as initial boot-up, except that when
this boot-up is complete, the control unit, smart line module, and motor
module RDY LEDs will remain continuously lit green. At this point, boot-up
is complete.
16. Operator panel screen turns to status “0”. As screen changes through its
display cycle it should also show two alerts:
● A31811 = Unrecognized Encoder Alert (will clear after the next reboot
of the servo control module)
● A07441 = Parameter Setting Alert (telling user to teach paddle
positions)
:NOTE: If alert A13000 displays, ignore it. It is an older license verification
message that is no longer relevant.
17. Set home and extend position positions. See section 4.5.3 Paddle Position.
A07441 Par
ameter Setting Alert will go away.
18. Adjust paddle belt speed. See section 4.5.4 Setting Paddle Belt Speed.
Change mode switch to MAN to test HSDII operation. Paddles should now
19.
cycle between previously taught positions. Paddle belts should also operate
normally.
90
Document No.: 747-00216, Rev. 04
2011-March-10
 Loading...
Loading...