

Page 1
MODEL M1021
QUICK CHANGE
COLLET ATTACHMENT
#6808 BL
INSTRUCTION MANUAL
Phone: (360) 734-3482 • On-Line Technical Support: tech-support@shopfox.biz
COPYRIGHT © DECEMBER, 2004 BY WOODSTOCK INTERNATIONAL, INC.
WARNI NG: NO PO RTION OF THI S MANUA L MAY B E REPRO DUCED IN ANY S HAPE OR F ORM WITHOU T
THE WRI TTEN AP PROVAL OF WO ODSTO CK INTERNATIONA L, INC.
Print ed in China
Page 2

-2-
Page 3
M1021 Quick Change Collet Attachment
Inventory
The Model M1021 Quick Change Collet Attachment allows
you to quickly change workpieces on your Model M1019
Gear Head Lathe. The positive-locking handle clamps
standard 5-C collets safely and securely for precision
turning.
A
The SHOP FOX® Model M1021 has been carefully packaged for safe transporting. If you notice the Model M1021
has been damaged, please contact your authorized
SHOP FOX
The following is a description of the main components
shipped with the
components out to inventory them.
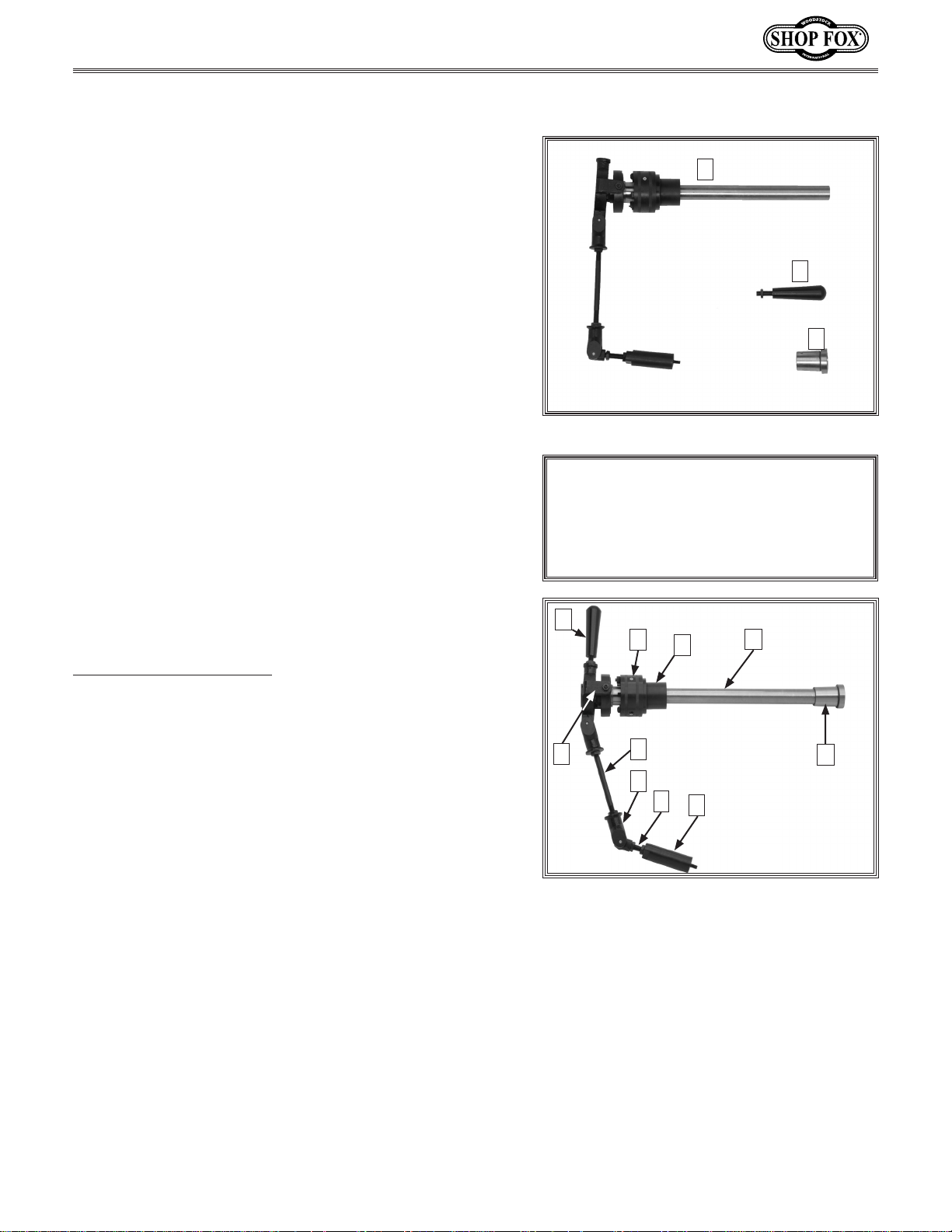
Box Contents (Figure
A. Collet Attachment Assembly ..............................1
B. Collet Adapter ...............................................1
C. Handle ........................................................1
If any parts appear to be missing, examine the packag
ing carefully to be sure those parts are not among the
packing materials. If any parts are missing, find the
part number in the back of this manual and contact
Woodstock International, Inc. at (360) 734-3482 or at
tech-support@shopfox.biz
®
dealer immediately.
SHOP FOX
1) QTY
®
Model M1021. Lay the
-
C
B
Figure 1. Model M1021 inventory.
NOTICE
When ordering replacement parts, refer
to the parts list and diagram in the back
of the manual.
F
G
H
I
Identification
The following is a list of the major parts on the Model
M1021, as shown in
A. Mounting Post ................................................1
B. Stud ............................................................1
C. Pivot Connector .............................................1
D. Connecting Rod ..............................................1
E. Locking Yoke .................................................1
F. Handle .........................................................1
G. Adjusting Hub ................................................1
H. Hub Adapter .................................................1
I. Draw Tube .....................................................1
J. Collet Adapter ..............................................1
Figure 2:
E
Figure 2. Model M1021 identification.
D
C
B
A
J
-3-
Page 4
Assembly
Disconnect power to your lathe before beginning
installation of the Model M1021 Quick Change Collet
Attachment.
Refer to your Model M1019 Gear Head Lathe owner's
manual for proper operation of the lathe before using
this tool.
To begin assembly, follow these initial safety instructions:
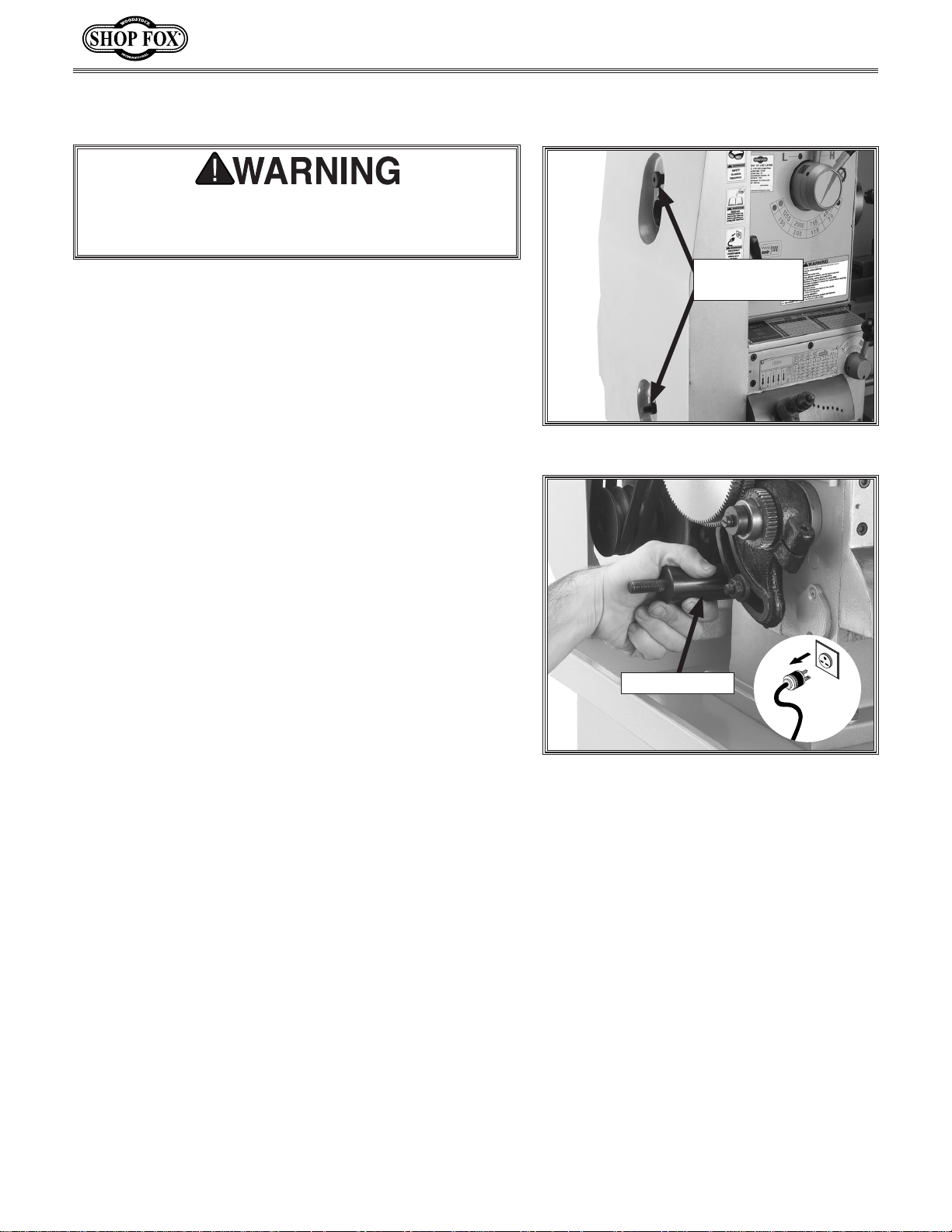
1. DISCONNECT THE LATHE FROM THE POWER
SOURCE!
2. Remove the chuck or any other device that is
mounted to the spindle. (Refer to your Model M1019
Gear Head Lathe owner’s manual.)
M1021 Quick Change Collet Attachment
Lathe Cover
Knobs
Figure 3. Lathe cover knobs.
3. Make sure the 5-C Collet/Morse Taper Adapter and
the spindle opening are clean and free of oil. Use a
soft cloth or rag to wipe up any contaminants.
Mounting Post
To remove the mounting post and install the replacement post, do these steps:
1. Unscrew the cover knobs on the left end of the
lathe to remove the end cover (see
2. Remove the mounting post as shown in Figure 4.
3. Remove the replacement mounting post and stud
from the collet attachment assembly.
Figure 3).
Mounting Post
Figure 4. Mounting post removal.
-4-
Page 5
M1021 Quick Change Collet Attachment
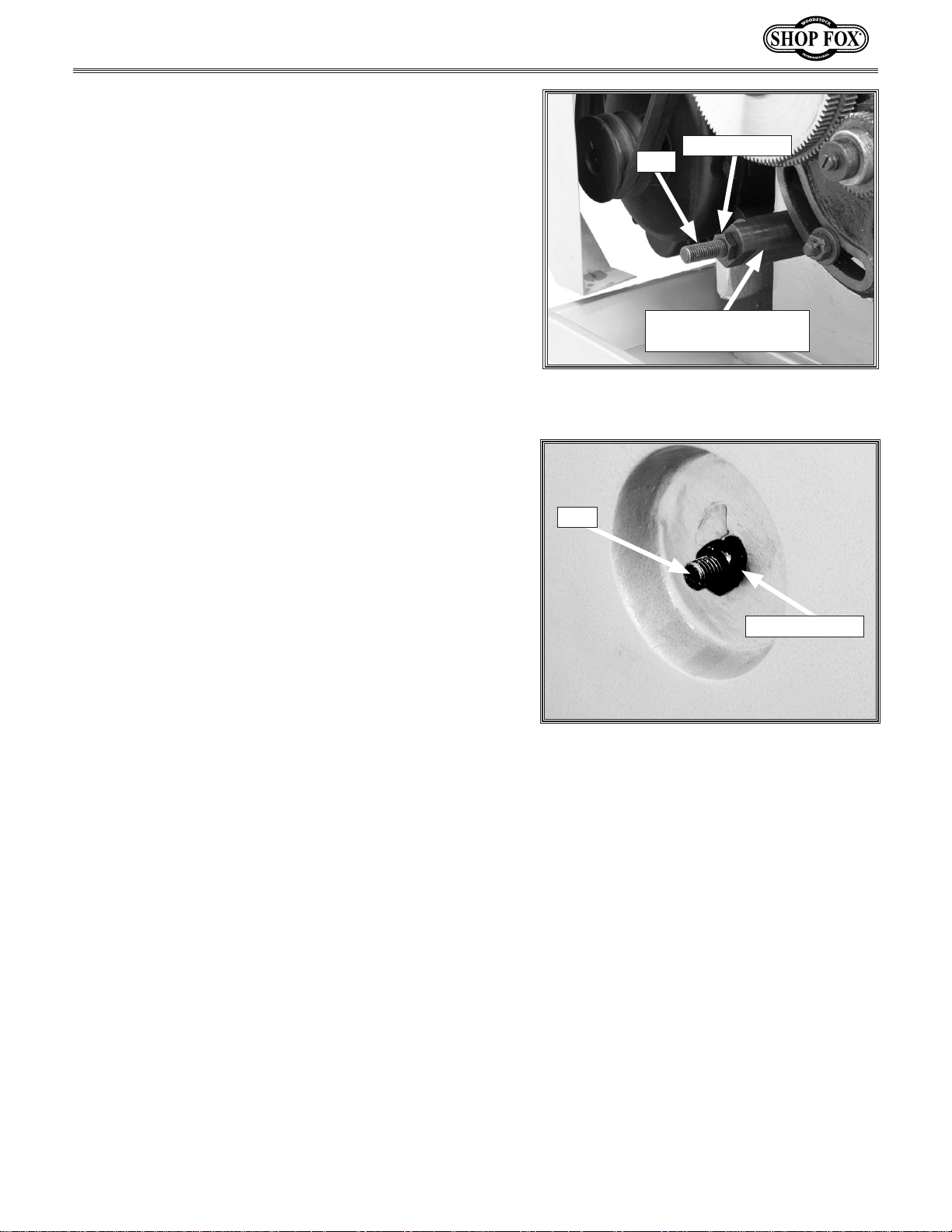
4. Thread the replacement mounting post onto the
1
lathe, hand tighten, then turn
⁄4 turn with a
wrench. Do not over-tighten.
5. Install the stud onto the replacement mounting post.
6. Remove the outer jam nut from the stud and secure
the inner jam nut against the replacement mounting
post (see
Figure 5).
7. Replace the lathe cover and secure the top cover
knob.
8. Thread the outer jam nut onto the stud, as shown in
Figure 6.
InnerJam Nut
Stud
Replacement
Mounting Post
Figure 5. Replacement mounting post
installed.
Stud
Outer Jam Nut
Figure 6. Outer jam nut installed on stud.
-5-
Page 6
Pivot Connector
To install the pivot connector, do these steps:
1. Replace the lathe cover.
2. Remove the pivot connector from the draw tube
assembly, and hand thread it onto the stud (
installed on
3. Using a wrench, tighten the outer jam nut snug
against the pivot connector.
4. The pivot pin (Figure 7) should be in a horizontal
position, allowing the pivot connector to pivot up and
down.
Page 5.
Figure 7)
Hub Adapter
M1021 Quick Change Collet Attachment
Pivot Pin
Pivot Connector
Figure 7. Pivot connector.
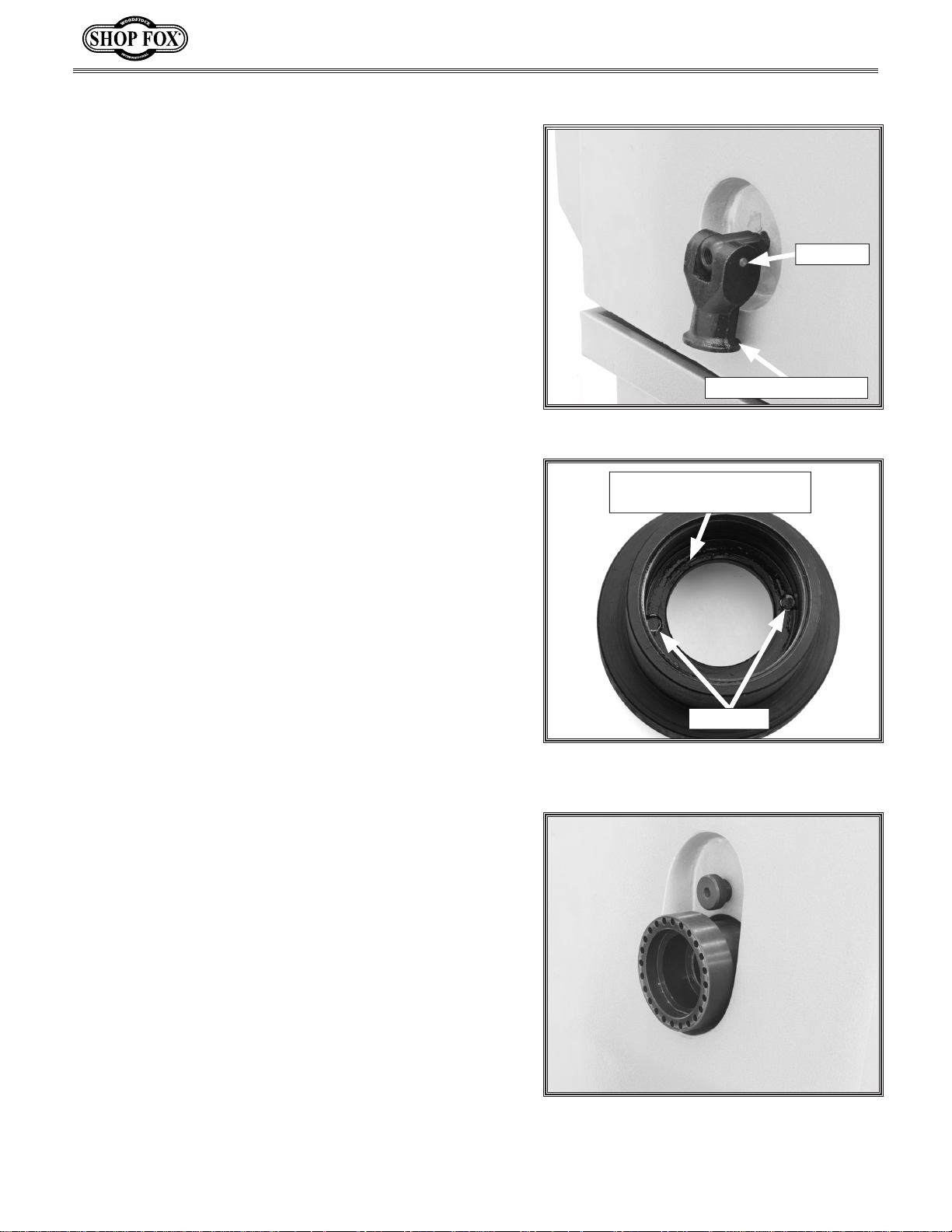
To install the hub adapter to the outboard spindle, do
these steps:
1. Remove the hub adapter from the draw tube assem-
bly.
2. Unscrew the setscrews on the hub adapter until
the screw ends are flush with or below the edge of
the inside shoulder of the hub adapter, as shown in
Figure 8.
3. Thread the hub adapter completely into the outboard
end of the spindle (see
4. Secure the hub adapter to the spindle by tightening
the setscrews.
Figure 9).
Hub Adapter
Inside Edge
Setscrews
Figure 8. Setscrews on inside shoulder of
hub adapter.
-6-
Figure 9. Hub adapter installed.
Page 7

M1021 Quick Change Collet Attachment
Draw Tube Assembly
The draw tube assembly comes attached to the locking
yoke and connecting rod.
To install the draw tube assembly into your lathe, do
these steps:
1. Remove the locking yoke and connecting rod from the
draw tube assembly by unscrewing the setscrews that
connect the locking yoke to the bearing housing.
2. Slide the draw tube assembly (Figure 10) all the way
into the outboard spindle until it engages around the
hub adapter
3. Place a collet in the collet adapter, so the collet
threads are exposed out of the back end of the collet
adapter, as shown in Figure 11.
The draw tube threads may be sharp. To avoid cutting your hands, use a clean rag or gloves to rotate
the draw tube.
.
Draw Tube Assembly
Figure 10. Inserting draw tube assembly.
4. Insert the collet and collet adapter into the draw
tube on the front spindle. While holding the collet
with one hand, turn the end of the draw tube
(Figure 12) clockwise 5 to 8 complete revolutions
with the other hand, to thread the collet onto the
spindle.
5. If the collet will not thread onto the draw tube,
adjust as instructed in Rough Adjustments, on Page
12.
Figure 11. Collet in collet adapter.
-7-
Figure 12. Location to rotate draw tube
to remove or replace 5-C collets.
Page 8

Locking Yoke
To secure the locking yoke to your lathe, do these
steps:
M1021 Quick Change Collet Attachment
1. Thread the connecting rod and locking yoke onto the
pivot connector, as shown in
2. Thread the handle onto the locking yoke
the jam nut.
3. Place the locking yoke over the draw tube assembly.
Note
4.
The yoke should have
5.
: If you have trouble positioning the locking yoke
so it is aligned with the draw tube in the next two
steps, adjust the length of the connecting rod by
threading it in or out into the pivot connectors, and
try again.
Loosen the hex nut on the locking yoke and t
the setscrews (
of the bearing housing. Make sure the setscrews are
completely and evenly engaged into the holes, with
out being tight.
still pivot freely. Tighten the jam nuts on the con
necting rod so they are snug against the pivot connec
tors.
Figure
14) into the holes on both sides
no play from side-to-side, but
Figure
13.
and tighten
hread
Connecting Rod
Pivot
Connector
Locking Yoke
Jam Nuts
Figure 13. Connecting rod and locking
yoke installed on pivot connector.
-
-
-
6. The ideal locked position for the collet closer is shown
he handle should be approximately
T
in Figure
vertical.
7. If the handle is not vertical, remove the locking yoke
from the bearing housing.
8. Turn the locking yoke assembly clockwise or coun
terclockwise on the pivot connector to lengthen or
shorten the connecting rod.
9. Position the locking yoke back over the draw tube and
check the handle position.
10. Repeat Steps 8 & 9 until the handle is close to or
approximately vertical. When it is, repeat Steps 4 &
5, then
15.
go onto Main Adjustments
.
Figure
-
14. Tightening yoke setscrews.
Figure
15. Completed collet closer
assembly.
-8-
Page 9
M1021 Quick Change Collet Attachment
�
�
Continued on next page
Main Adjustments
It is essential to make the following adjustments to the
collet attachment so it works properly.
To adjust the collet attachment, do these steps:
1. Insert a piece of metal stock that is sized to fit your
installed collet.
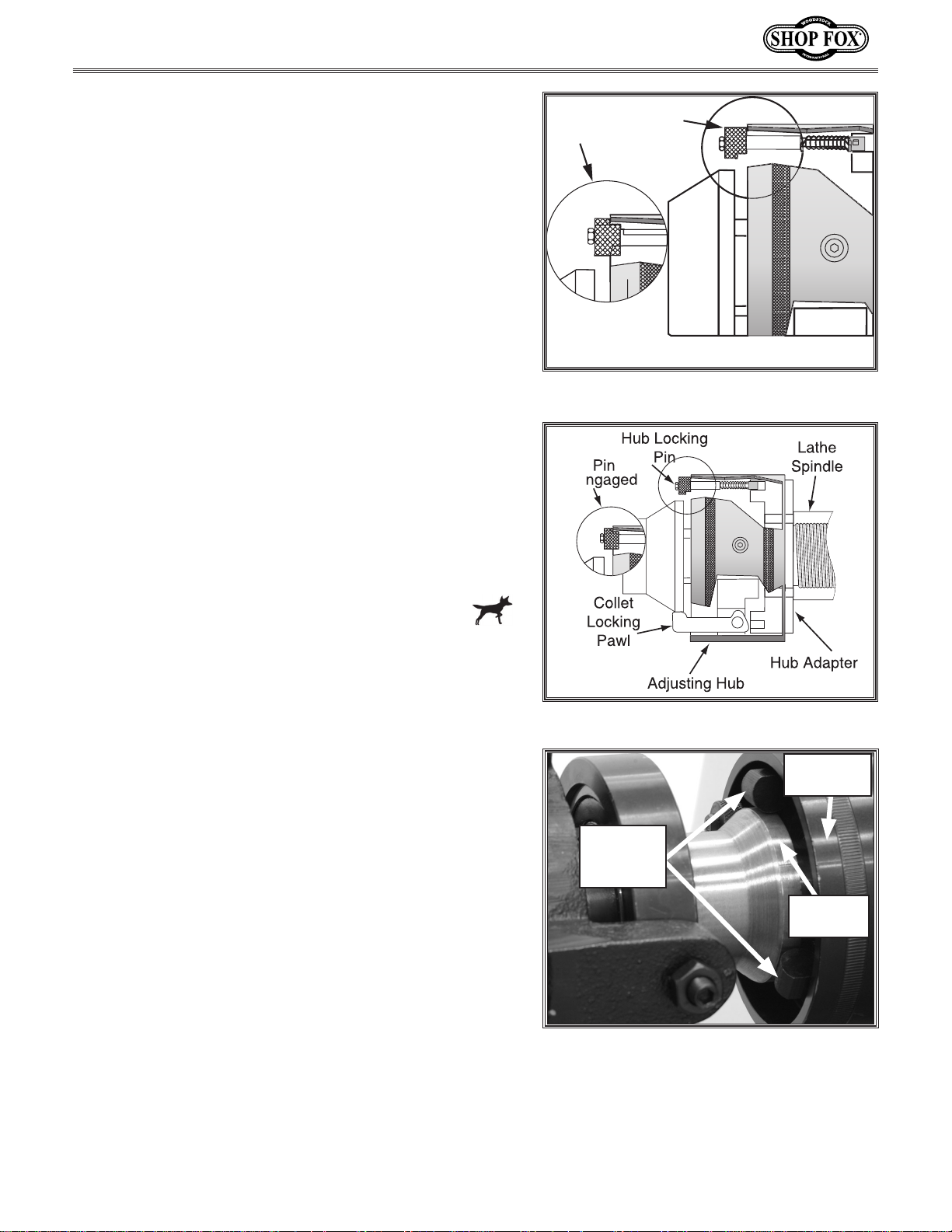
2. Disengage the hub locking pin (Figure 16) by pulling
the pin out and turning it so the flat part of the pin
is turned toward the outer rim of the adjusting hub.
The mechanism that locks the collet is depicted in
detail in Figure 17
3. Turn the adjusting hub in or out so the collet locking
pawls align properly on the flat surface of the cam
lobe (see
4. Turn the adjusting hub clockwise until you start to
feel resistance in the adjusting hub.
Figure 18).
.
Disengaged
Engaged
Figure 16. Hub locking pin positions.
5. Engage the hub locking pin.
Figure 17. Collet locking mechanism.
Adjusting
Hub
Collet
Locking
Pawls
Cam
Lobe
Figure 18. Collet locking pawls in locked
position on the cam lobe.
-9-
Page 10

M1021 Quick Change Collet Attachment
6. Turn the two 30mm collars clockwise on the draw
tube until they contact the shoulder on the threaded
portion of the cam lobe, as shown in
Figures 19 &
20. Figure 19 is shown without the 30mm collars to
more clearly show the cam lobe shoulder.
7. Tighten the set screw on the outer 30mm collar to
ensure the locking pawls stay in place.
Note:
If you do not make this adjustment, the locking pawls could fall off the cam lobe when the lever
is engaged. If this should happen, use a screwdriver
to raise the locking pawls back onto the cam lobe.
8. Engage the lever and see if the workpiece moves.
9. To tighten the workpiece more, disengage the lever.
10. Pull the hub locking pin out (see Figure 21). While
holding the pin with one hand, rotate the adjust
ing hub clockwise with your other hand until the pin
engages into the next hole on the hub adapter.
Cam Lobe
Shoulder
38mm
Collar
Draw Tube
Figure 19. Shoulder on threaded cam lobe
and draw tube.
Inner
30mm
Collar
Note
: If the hub locking pin will not engage with the
hub adapter, see the Hub Locking Pin Adjustments
section on Page 11.
11. Repeat Steps 8–10 until the workpiece is tight in the
collet.
12. Push the lever toward the machine to release the
workpiece.
Draw
Tube
Cam
Lobe
Shoulder
38mm
Collar
Figure 20. Inner 30mm collar nearly
touching threaded cam lobe shoulder.
Adjusting
Hub
-10-
Hub Locking Pin
Figure 21. Hub locking pin disengaged.
Page 11

M1021 Quick Change Collet Attachment
Hub Locking Pin
Adjustments
If the hub locking pin will not engage with the hub
adapter holes, do these steps:
1. Disengage the hub locking pin.
2. Thread the hex nut to the end of the hub locking
pin.
3. Turn the knurled knob until it touches the hex nut,
as shown in
4. Engage the hub locking pin.
Figure 22 and tighten.
Removing 5-C Collet
To insert a work
current 5-C collet capacity, you will need to remove the
collet and install one that fits the new workpiece.
To remove or replace your 5-C collet in the collet
attachment assembly, do these steps:
1. Disengage the hub locking pin so the flat part of the
pin is turned toward the outer rim of the adjusting
hub as shown in
2. To unthread the collet, rotate the draw tube coun-
terclockwise, in the location shown in
piece that is thicker or thinner than the
Figure 16 on Page 9.
Figure 12.
Knurled
Knob
Hub
Locking
Pin
Figure 22. Hex nut and knurled knob
adjusted.
Hex Nut
3. Remove the current collet from the collet adapter
and insert a new 5-C collet.
The draw tube threads may be sharp. To avoid cut
ting your hands, use a clean rag or gloves to rotate
the draw tube.
4. Rotate the draw tube clockwise five to eight turns to
engage the new collet threads. Engage the hub lock
ing pin back into place as shown in
5. Adjust the collet attachment per
10 if necessary
.
Figure
Steps
16.
7–11 on Page
-
-
-11-
Page 12

Removing Collet
Attachment
The collet attachment may be removed partially to allow
for easier reinstallation, or it may be completely disassembled.
To remove the collet attachment do these steps:
1. Remove the collet as described in the section above.
2. Remove the locking yoke from the bearing housing.
3. Loosen the outer jam nut on the stud (Figure 6),
unscrew and remove the locking yoke and connecting
rod assembly, then remove the pivot connector.
4. Slide the draw tube assembly out of the spindle.
M1021 Quick Change Collet Attachment
5. Insert a brass rod through the outboard end of the
spindle and tap it against the collet adapter. Catch
the collet adapter with your other hand.
6. Tighten the outer jam nut against the cover.
Note: You can uninstall the rest of the collet attachment
by removing the hub adapter, unscrewing and removing
the replacement mounting post, reinstalling the original
mounting post, and closing and securing the cover.
Rough Adjustments
The Model M1021 is adjusted properly when the locking
pawls are tight on the cam and the workpiece will not
twist in the collet. Figure 18 on Page
locked position of the locking pawls around the cam.
If rough adjustments need to be made to the collet
attachment assembly, do thes
1. If the adjustments from installing the 5-C collet do
not allow the collet to lock onto the material or the
draw tube fails to touch the collet, adjust the hub
adapter in or out.
e steps:
9 shows the proper
2. Pull out on the lever and back the draw tube assem-
bly away to access the hub adapter.
3. Turn the hub adapter in a clockwise direction if the
draw tube does not contact the back of the collet.
4. Turn the hub adapter counterclockwise if the work
material cannot be locked by the collet.
-12-
Page 13

M1021 Quick Change Collet Attachment
Maintenance
The Model M1021 Quick Change Collet Attachment is
essentially a maintenance free tool;
to keep in mind are:
• Make sure that all the components of your collet
attachment are assembled correctly, according to
this manual.
• Once the replacement mounting post and hub adapt-
er are installed, they will not need to be removed.
however, some things
• Ensure that your locking mechanism is working prop-
erly before you start any projects on your lathe.
• Check for proper placement of locking pawls on the
cams.
• The bearings are non-serviceable. If you have prob-
lems with your bearings, you must order a new
bearing pack.
• The hub adapter must be removed in order to
change gears or access V-Belts.
• Make sure threads are kept clean and oiled to pre-
vent binding and rusting.
MAKE SURE that your machine is
unplugged during all maintenance pro
cedures! If this warning is ignored, seri
ous personal injury may occur.
-
-
-13-
Page 14

1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
27
28
29
30
31
32
33
34
30
35
9
9
9
5
M1021 Quick Change Collet Attachment
PARTS
-14-
Page 15

M1021 Quick Change Collet Attachment
REF PART # DESCRIPTION REF PART # DESCRIPTION
1 XM1021001 MOUNTING STUD 18 XM1021018 ADJUSTING HUB
2 XM1021002 STUD 19 XM1021019 SLIDING HUB SLEEVE
3 XM1021003 PIVOT CONNECTOR 20 XM1021020 LOCKING PIN
4 XM1021004 CONNECTING ROD 21 XM1021021 COMPRESSION SPRING
5 XM1021005 PIVOT PIN 22 XM1021022 PIN
6 XM1021006 PIVOT CONNECTOR 23 XM1021023 COLLET LOCKING PAWL
7 XM1021007 HANDLE 24 XM1021024 KNURLED KNOB M4-.7
8 XM1021008 HANDLE ROD 25 XPN04M HEX NUT M4-.7
9 XPN09M HEX NUT M12 X 1.75 27 XM1021027 CAM
10 XM1021010 COLLET ADAPTER 28 XM1021028 BEARING SUPPORT
11 XM1021011 COLLET ADAPTER PIN 3 X 6 MM 29 XP6208 BALL BEARING 6208
12 XM1021012 DRAW TUBE 30 XM1021030 COLLAR 38 MM
13 XM1021013 HUB ADAPTER 31 XPN03M HEX NUT M8-1.25
14 XPSS03M SETSCREW M6-1 X 8 32 XM1021032 LOCKING YOKE
15 XPFH07M FLAT HD SCR M5-.8 X 10 33 XPSS44M SETSCREW M8-1.25 X 40
16 XM1021016 BRASS SUPPORT PIN 34 XM1021034 COLLAR 30 MM
17 XPSS14M SET SCREW M8-1.25 X 12 35 XPSS01M SETSCREW M6-1 X 10
Parts List
-15-
Page 16

M1021 Quick Change Collet Attachment
Warranty
Woodstock International, Inc. warrants all SHOP FOX® machinery to be free of defects from workmanship and materials for a period of two years from the date of original purchase by the original
owner. This warranty does not apply to defects due directly or indirectly to misuse, abuse, negligence
or accidents, lack of maintenance, or reimbursement of third party expenses incurred.
Woodstock International, Inc. will repair or replace, at its expense and at its option, the
SHOP FOX
®
machine or machine part which in normal use has proven to be defective, provided that the original
owner returns the product prepaid to the
SHOP FOX
®
factory service center or authorized repair
facility designated by our Bellingham, WA office, with proof of their purchase of the product within
two years, and provides Woodstock International, Inc. reasonable opportunity to verify the alleged
defect through inspection. If it is determined there is no defect, or that the defect resulted from
causes not within the scope of Woodstock International Inc.'s warranty, then the original owner must
bear the cost of storing and returning the product.
This is Woodstock International, Inc.'s sole written warranty and any and all warranties that may be
implied by law, including any merchantability or fitness, for any particular purpose, are hereby limited
to the duration of this written warranty. We do not warrant that
SHOP FOX
®
machinery complies
with the provisions of any law or acts. In no event shall Woodstock International, Inc.'s liability under
this warranty exceed the purchase price paid for the product, and any legal actions brought against
Woodstock International, Inc. shall be tried in the State of Washington, County of Whatcom. We shall
in no event be liable for death, injuries to persons or property or for incidental, contingent, special or
consequential damages arising from the use of our products.
Every effort has been made to ensure that all
SHOP FOX
®
machinery meets high quality and durability standards. We reserve the right to change specifications at any time because of our commitment to
continuously improve the quality of our products.
-16-
Page 17

Page 18

Page 19

Page 20

 Loading...
Loading...