


Contents
APPLICATION GUIDE
Threading
Thread turning and thread milling
Introduction
1 Basics in threads
2 Applications
Threading methods
Thread turning vs thread milling
Thread Turning
Thread Milling
3 Products
Thread Turning
CoroThread® 266
CoroCut® XS
CoroTurn® XS
CoroCut® MB
T-Max Twin-Lock®
Extended offer
Thread Milling
CoroMill® 327
CoroMill® 328
CoroMill® Plura
Grade information
2
3
9
10
14
35
46
48
56
58
60
62
64
65
67
69
70
72
4 Troubleshooting
5 Technical reference
Cutting data
Programming
Thread turning infeed recommendations
External thread milling recommendations
Formulas
Inch/mm conversion table
76
86
92
96
112
114
118

ntr
oduction
Introduction
Modern threading tools can produce complex component features
with relative ease, but to gain consistent results there are a number of considerations to be made.
In this application guide, we show you how to achieve threading
success with Sandvik Coromant tools. Our aim is to help you to
choose the right tooling combinations to produce consistent, high
quality threads and guide you towards the most productive and
problem-free threading performance.
This guide also includes information on basic threading principles
- together with deeper application information, troubleshooting
advice and nally, a technical reference section to cover all of your
thread machining needs.
2
.
Basic in threads
1. Basics in threads
What is a thread?
Threads are classi ed according to the main functions they perform in a component.
Primary functions of a thread:
• To form a mechanical coupling
• To transmit motion by converting a rotational movement into a linear movement, and vice
versa.
• To obtain a mechanical advantage, by using a small force to
create a larger force.
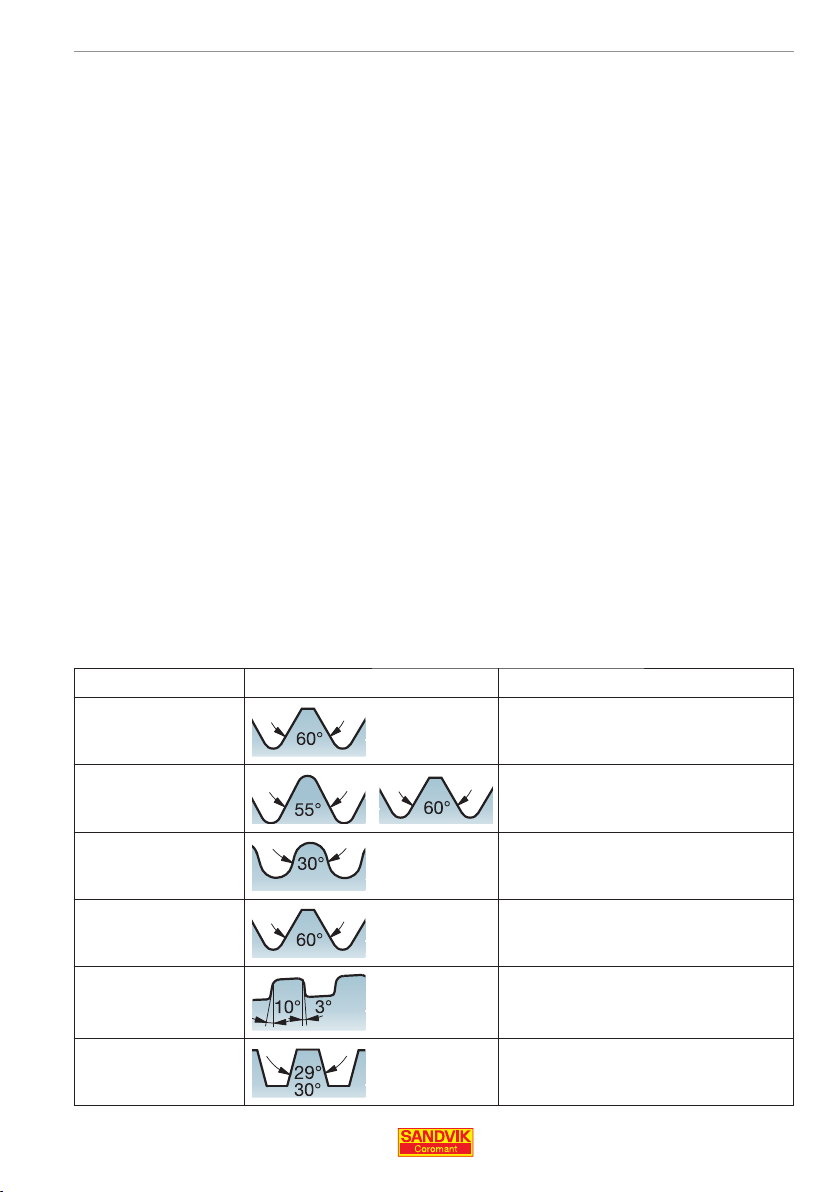
Threads are also classi ed into various pro les or forms. The selection of these forms will
be in uenced by many other secondary, but still vital, functions.
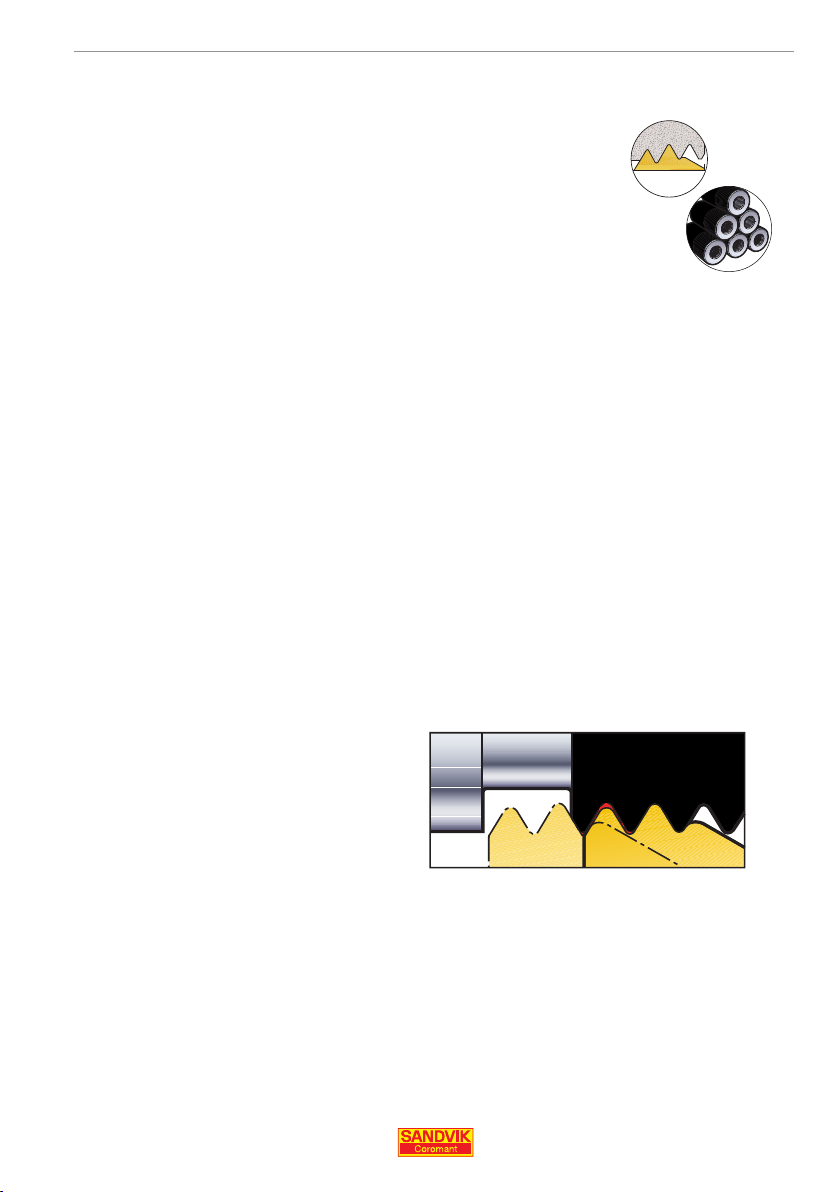
Thread forms
The thread pro le de nes the geometry of a thread and includes component diameters
(major, pitch and minor), the thread pro le angle, pitch and helix angle. The most common
thread forms or pro les produced today are shown below.
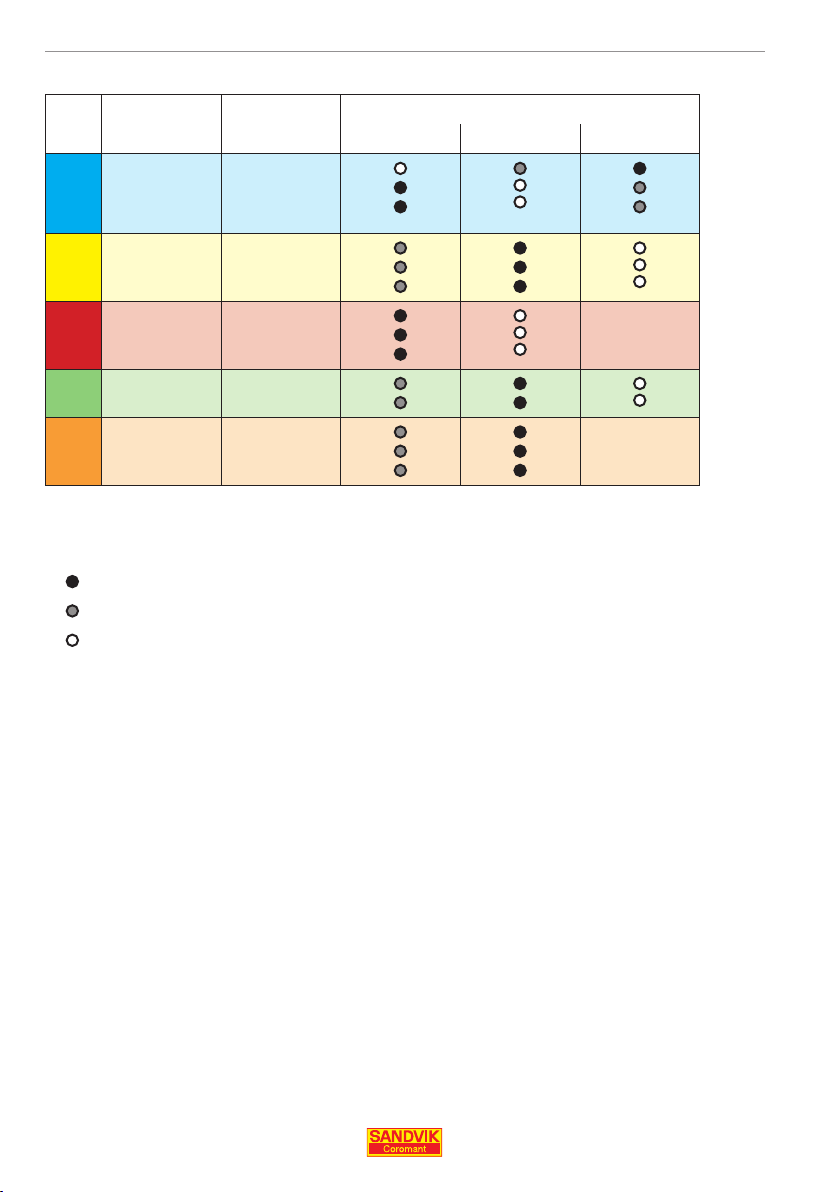
Application Thread form Thread type
Connecting
General usage
Pipe threads Whitworth, British Standard (BSPT),
Food and re Round DIN 405
Aerospace MJ, UNJ
Oil and gas API Rounded, API Buttress, VAM
Motion
General usage
ISO metric, American UN
American National, Pipe Threads,
NPT, NPTF
Trapezoidal, ACME, Stub ACME
3
.
Basic in threads
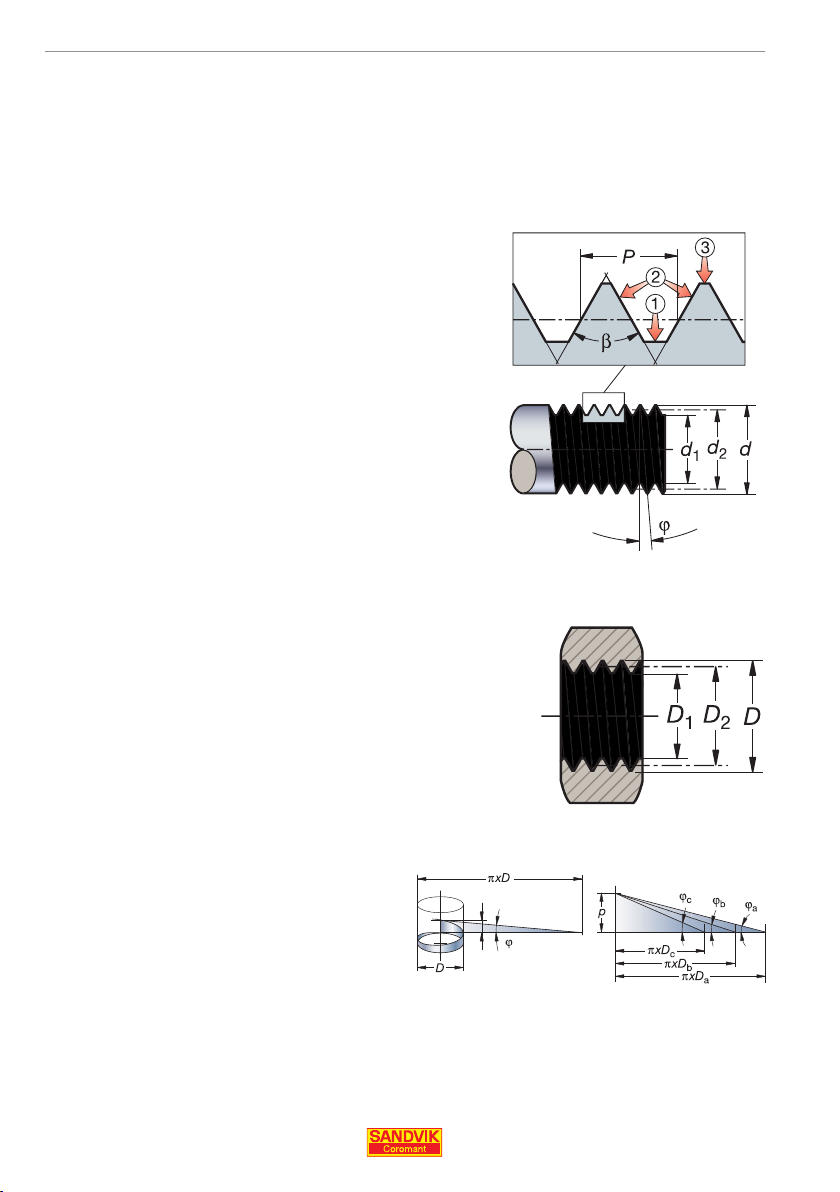
Threading terms and de nitions
1. Root/bottom
The bottom surface joining the two adjacent anks of
the thread
2. Flank/side
The side of a thread surface connecting the crest and
the root
3. Crest/top
The top surface joining the two sides, or anks.
P = Pitch, mm or threads per inch (t.p.i.)
= The pro le angle
= The helix angle of the thread
d / D = The major diameter, external/internal
d
/ D1 = The minor diameter, external/internal
1
d
/ D2 = The pitch diameter, external/internal
2
Pitch diameter, d2 / D
2
This is the effective diameter of the screw
thread; approximately half way between the
major and minor diameters.
Helix angle
The helix angle ()is the geometrical shape
of the screw thread, it is based on the pitch
diameter of the thread (d
pitch (P) – the distance from one point on a
thread pro le to the corresponding point on
the next.
This measurement can be represented by
a triangle being unwound from the component.
4
, D2), and the
2
The same pitch on different diameters gives a different helix angle,
see example above.
ds
Thread designations
International standards
To ensure that the two (internal and external) halves of a threaded
joint t together properly to produce a connection capable of bearing a speci ed load, threads must maintain certain standards.
International standards for thread forms have therefore been established for all common thread types.
Below are examples of Metric, UN and Whitworth thread designations.
ISO metric thread designations
The complete thread designation is made up of values for the
thread form and the tolerance. The tolerance is indicated by a number for the tolerance grade, and letters for the tolerance position.
. Basic in threa
Examples:
M16 - 6h
Thread designation and nominal dimension
Tolerance class for pitch and crest position
Pitch
Tolerance class for pitch diameter
Tolerance class for crest diameter
M10 x 1.25 5g6g
A t between threaded parts is indicated by the internal thread tolerance class
followed by the external thread tolerance class, separated by an oblique stroke.
5
.
Basic in threads
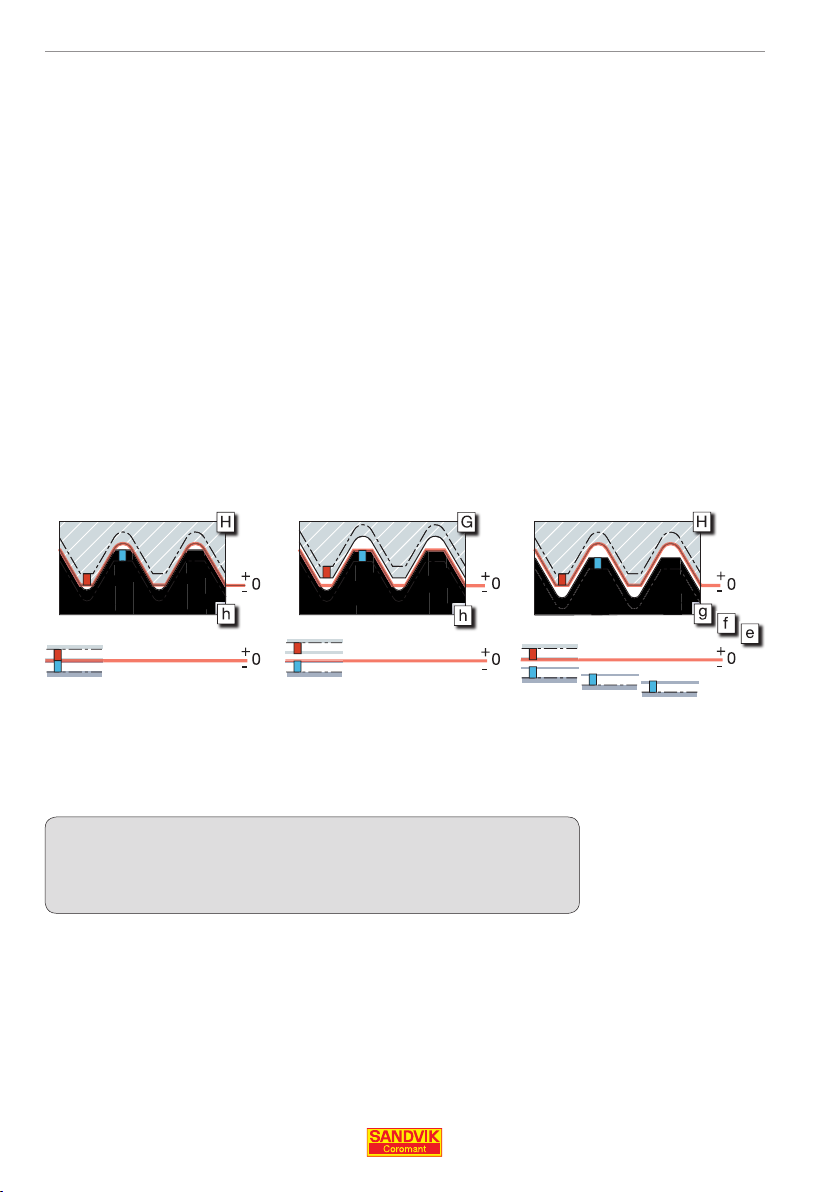
Tolerance positions
The tolerance position identi es the fundamental deviation and is
indicated with an upper-case letter for internal threads and a lower
case letter for external threads. A combination of tolerance grade and
position give the tolerance class. The values of the tolerance classes
are given in the standards for the different threading systems.
Tolerance positions
Internal threads H and G
External threads h, g, f and e
6
ds
ISO inch threads (UNC, UNF, UNEF, UN)
The UN system has three tolerance classes, ranging from 1
(course) to 3 ( ne). A typical UN thread is designated as follows:
¼” 20UNC – 2A
2A – Indicates a medium tolerance
UNC – Indicates a course pitch
20 – Pitch value: threads per inch (t.p.i.)
¼” – Major thread diameter
ISO - uni ed (UN):
. Basic in threa
Loose tolerance
Medium tolerance
Tight tolerance
Tolerance position
Types of UN thread
UNC thread diameter with course pitch
UNF thread diameter with ne pitch
UNEF thread diameter with extra- ne pitch
UN thread diameter with constant pitch
All of the above types of thread can be created using the UN insert
from Sandvik Coromant
The pitch value is indicated in t.p.i. (threads per inch).
To convert to metric, this should be divided by 25.4 using the
following equation:
1A 1B
2A 2B
3A 3B
20 t.p.i. 25.4/20 = 1.27 mm.
7
.
Basic in threads
Whitworth threads (G, R, BSW, BSF, BSPF)
Whitworth screw threads are now obsolete, but Whitworth pipe
threads are a recognized international standard. There are two
tolerance classes for external-, and one tolerance class for internal
Whitworth pipe threads.
Whitworth pipe thread designations
These threads are divided into 2 groups:
• Pressure-tight joints not made on the thread, ISO 228/1
• Pressure-tight joints made on the thread, ISO 7/1
Whitworth pipe threads:
BSW
BSF
BSP.F
Fine Only
Coarse
A
B
one
class
Tolerance position
Examples of Whitworth pipe thread designations:
Pressure tight joints not made on the thread:
ISO 228/1 G
= G 1 ½ A
(external)
= G 1 ½ (internal)
= parallel thread
= pipe diameter, not thread diameter
1 ½
A or B = external tolerance class only
Pressure tight joints made on the thread:
ISO 7/1 = R
7/1 = Rc 1 ½R
7/1 = R 1 ½R
Sandvik Coromant’s WH inserts are to be used for parallel threads.
The PT inserts are for the conical thread.
8
1 ½R
p
= parallel thread, internal
p
= conical thread, internal
c
= conical thread, external
s
2. Applications
Threading methods
Various methods and applications exist for generating screw
threads. The choice of application will be based on the time taken
to produce the thread and the level of thread precision required.
Different ways of making threads
. Application
Metal cutting
Within the metal cutting area, thread turning, thread milling and
thread tapping are common threading techniques using cemented
carbide cutting tools. The design of component and machine tool
are the main factors when deciding which technique to use, and
there are a number of important considerations to be made in order
to maximize success.
Molding
Rolling
Metal cutting threading methods
Thread millingThread turning Thread tapping Thread whirling
Grinding
9

. Application
s
Thread milling vs. thread turning
This application guide focuses on thread turning and thread milling
products and application techniques. Each technique has its own
advantages in certain situations.
Thread turning Thread milling
Thread turning
• Normally the most productive threading method
• Covers the largest number of thread pro les
• An easy and well known threading process
• Provides a better surface nish
• Can be used in deep holes with dampened bars
• Has dedicated thread programs in CNC machines
Thread milling
• Threading of non-rotating components
• Interrupted cuts offer good chip control in long-chipping materials
• Lower cutting forces make it possible to thread in long overhangs and thin-walled
components
• Threads close to a shoulder or bottom, no need for a relief groove
• Enables machining of large workpieces which cannot be easily mounted on a lathe
10
s
Insert types
Three main types of threading principle can be used to produce a
thread. The different technical and economic arguments for each
insert are the main guide in the choice of application.
Thread turning Thread milling
Full pro le
. Application
V-pro le
Multi-point
11

. Application
s
Full pro le inserts – rst choice for high quality
thread forms
The most common insert type, used to form a complete thread
pro le, including the crest.
• Ensures correct depth, bottom and top pro le for a stronger thread
• Extra stock should be 0.03 – 0.07 mm (0.001 – 0.003”)
• No deburring required after threading operation
• Fewer passes required compared to a V-pro le insert, due
to the larger nose radius
• Separate insert required for each pitch and pro le
• Productive threading performance
Extra stock should be left on the workpiece for topping the nish
diameter of the thread.
Quality
Extra stock
V-pro le inserts – threading with minimum tool
inventory
These inserts do not top the thread crests. Therefore, the outer
diameter for screws and inner diameter for nuts must be turned to
the right diameter prior to threading.
• Same insert can be used for a range of pitches - provided
that the thread pro le angle (60° or 55°) is the same
• Fewer inserts needed in stock
• The nose radii is designed to offer the smallest pitch,
which reduces tool life
12
Flexibility
s
Multi-point inserts – productive, economic
threading in mass production
Multi-point inserts are similar to full pro le-, but have more than
one insert point (two pointed inserts give double productivity, three
pointed insert give triple etc.) Stable conditions are needed due to
increased cutting forces as the cutting edge has a longer contact
length.
Considerations should be made for thread turning and thread milling:
. Application
Milling
• Completes the thread in one revolution, when using solid carbide
thread mills.
Turning
• Requires fewer passes, giving better tool life, productivity and
lower tool costs.
• Requires longer passes beyond the workpiece thread to accomodate the extra points.
Thread turning with multi-point inserts
requires longer passes beyond the
workpiece.
Productivity
13

. Applications – Thread turnin
g
Thread turning
Thread turning is the most common method of producing threads.
The many tooling systems offered by Sandvik Coromant cover
internal and external applications and make it possible to produce
threads of all sizes and pro les, across all segments of the
engineering industry.
Indexable-insert thread turning tools such as CoroThread 266 and
others offer high quality performance, providing dampening against
vibrations, security in small holes, and in the toughest materials.
14
. Applications – Thread turnin
g
Insert geometries
Selecting the correct insert geometry is important in threading,
especially in machines where there is limited supervision. Here,
geometry A offers consistent tool life and quality and is the rst
choice for most applications, while geometry F is sharper, reducing
cutting forces.
The chip-forming geometry C enables more continuous and unsupervised machining, free from sudden stoppages. This results in
predictable tool life, and more active machining time.
First choice
Geometry A
First choice
• First choice for most operations and materials
• Rounded cutting edge for
safe and consistent tool
life
• Good edge security
Geometry F
Sharp edge
• Sharp cutting edge
• Clean cuts in sticky or
work-hardening materials
• Low cutting forces and
good surface nish
• Reduced built-up edge
Geometry C
Chip-forming geometry
• Maximum chip control,
minimum supervision
required
• High security for all
threading, particularly
internal
• Optimized for low carbonand low-alloyed steels
• To be used with 1° modi ed ank infeed only
15
2. Applications – Thread turnin
g
Insert geometries
MC CMC Geometries
ISO No. No.
P1.1.Z.AN
P
P2.1.Z.AN
P2.5.Z.HT
P3.1.Z.HT
M5.0.Z.AN
M
M1.0.Z.AQ
M3.1.Z.AQ
K1.1.C.NS
K
K2.2.C.UT
K3.1.C.UT
N1.2.Z.UT
N
N3.2.C.UT
S1.0.U.AN
S
S2.0.Z.AG
S4.2.Z.AN
For ISO-H use CBN-insert, CB7015
First choice
Second choice
Alternative choice
01.1
02.1
02.2
03.21
05.11
05.21
05.51
07.2
08.2
09.1
30.11
33.2
20.11
20.22
23.21
AFC
16
. Applications – Thread turnin
g
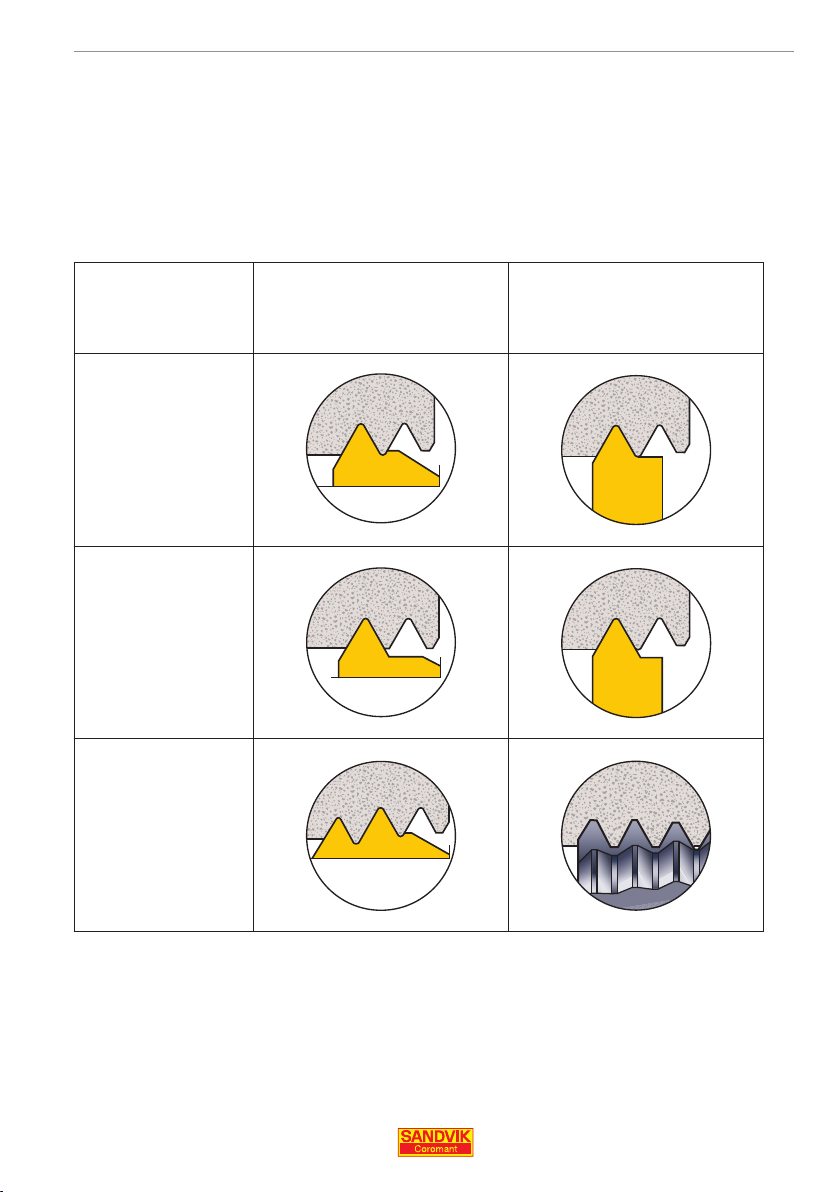
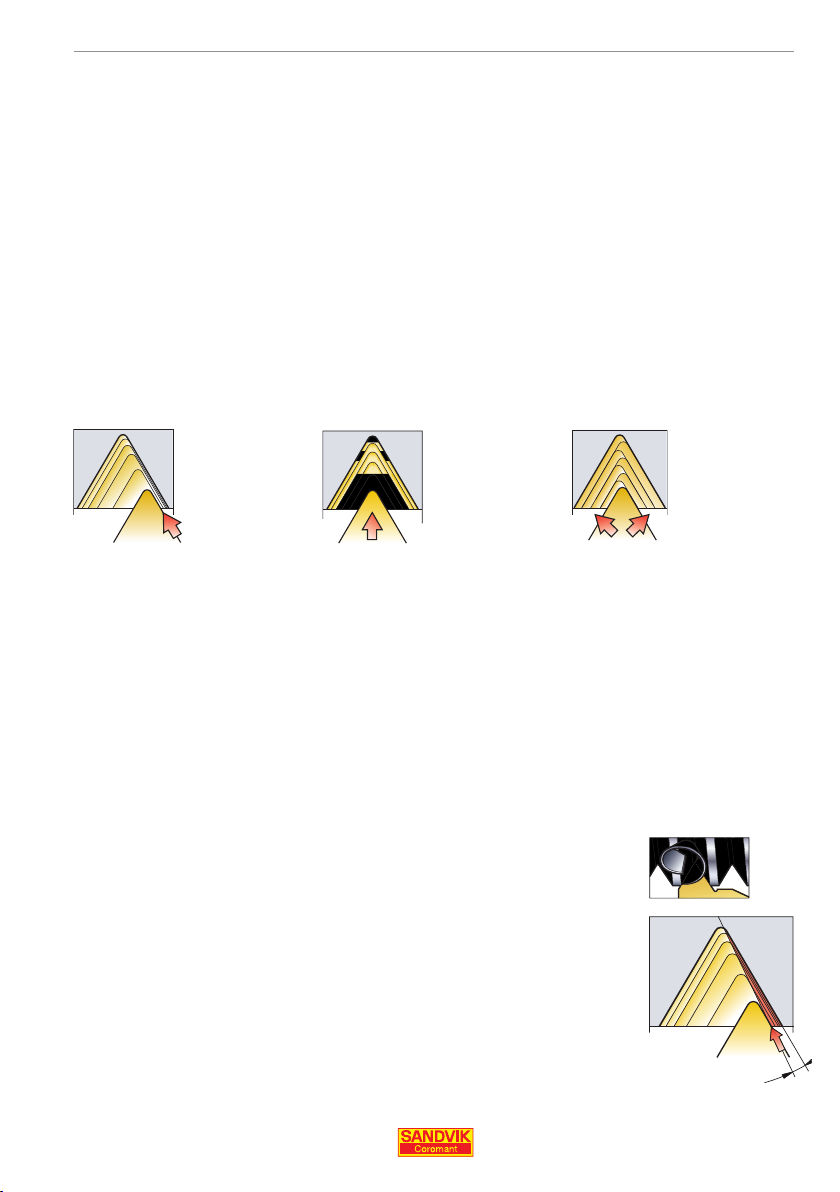
Infeed
Infeed method dictates how the insert is applied to the workpiece
to create the thread form. The three common infeed choices are
modi ed- ank-, radial-, and incremental infeed.
The infeed method used in threading will directly in uence:
• Chip control
• Thread quality
• Insert wear
• Tool life
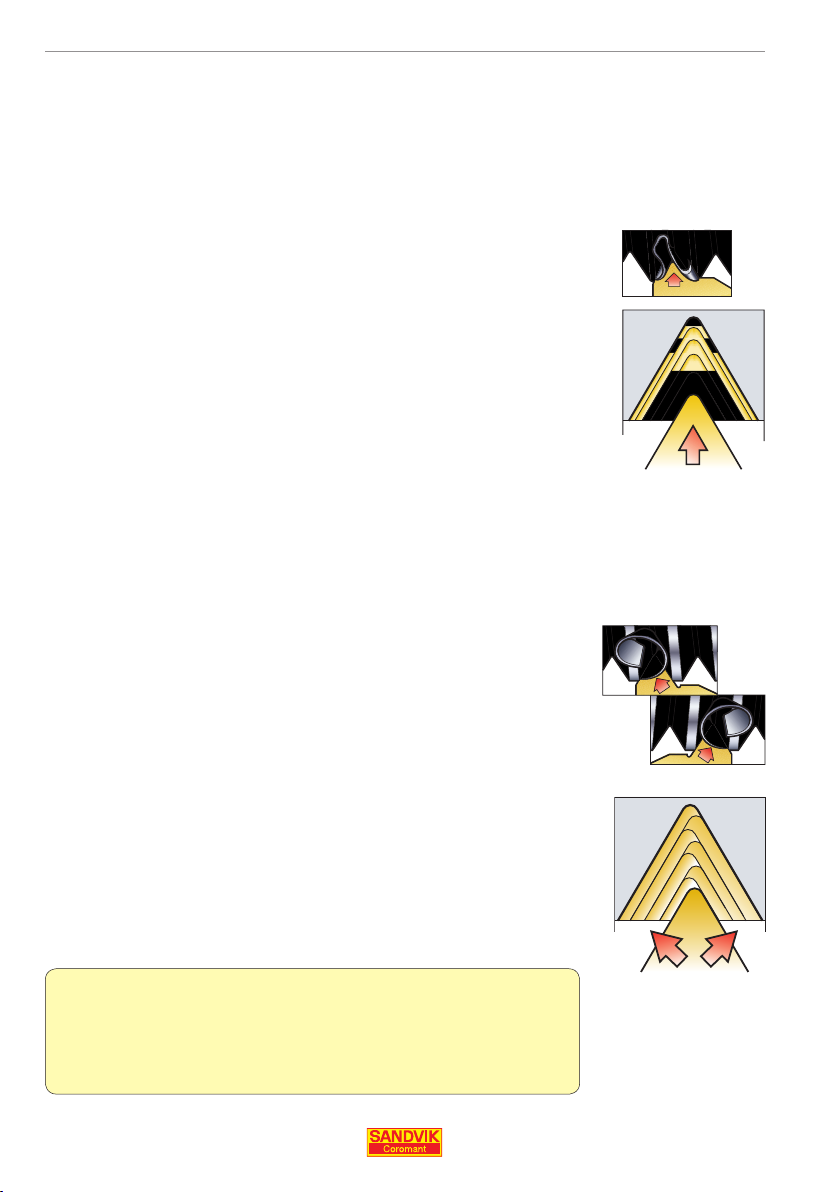
Modi ed ank infeed Radial infeed Incremental infeed
Modi ed ank infeed
Has many advantages over radial infeed, and most CNC machines
are pre-programmed for this method which is modi ed (angled)
slightly to avoid the insert edge rubbing on the component surface.
• Recommended for all operations and insert types
• Chip is easier to form or guide, compared to radial infeed
• Chip is thicker but generated only on one side of the insert, making it easier to cut
• Fewer passes than for radial infeed, as less heat is transferred to
the insert
• Can be used on both anks of the thread (opposite anking) to
steer the chip in best direction
• For larger threads, and to eliminate vibration problems
• Use 3-5° infeed angle for A- and F-geometries
• An infeed angle of 1° should be used for C-geometry.
17
2. Applications – Thread turnin
g
Radial infeed
The most commonly-used infeed method and the only one possible
on many non-CNC lathes.
• Produces a stiff, V-shaped chip, which is dif cult to form
• Insert wear is even on both anks
• Suitable for ne pitches
• Insert tip is exposed to high temperatures, restricting the
possible infeed depth
• Risk of vibration and poor chip control in large pitches
Incremental infeed - for pitches larger than 5 mm (5 t.p.i.)
This infeed type is the rst choice for larger thread pro les.
• Even insert wear and long tool life
• A- and F-geometries should be used
• Special CNC machine programme is required
Very large thread pro les can be pre-machined with a turning
tool, nishing passes can be made with the threading tool
For more information see page 33 (Threading large pro les).
18
. Applications – Thread turnin
g
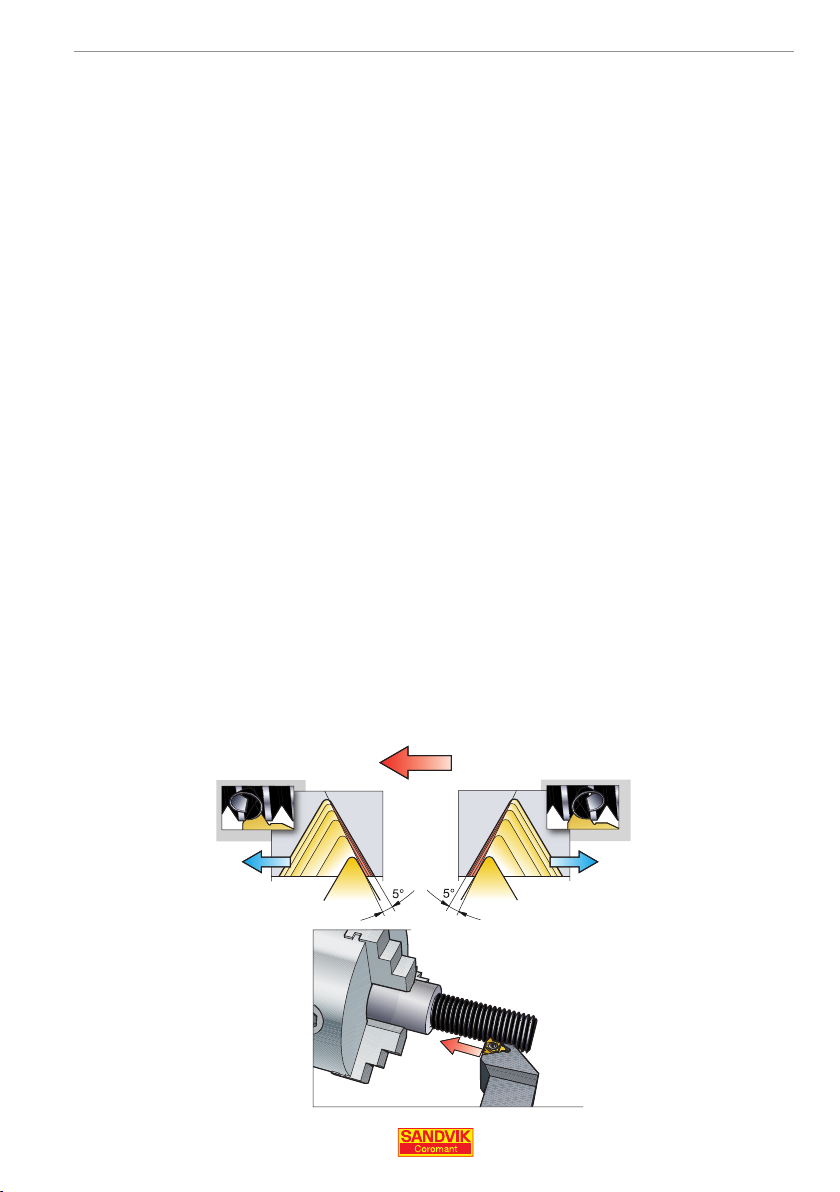
Successful chip control in thread turning
Threading can present problems in machines where there is limited
supervision. Chips can get trapped in chucks, often resulting in tool
damage and lost machining time.
To avoid these problems and achieve the best possible chip control,
use modi ed- ank infeed, together with a C-geometry (chip-control)
insert.
Opposite ank infeed
With this infeed type, the insert can cut using both anks (opposite
anking) meaning that the chip can be steered in the right direction.
This helps to ensure continuous, trouble-free machining, free from
unplanned stoppages.
Standard modi ed
ank infeed
Feed
direction
Chip direction Chip direction
Opposite
ank infeed
19

2. Applications – Thread turnin
g
Infeed depths per pass
Decreasing depth per pass (constant chip area)
• First choice, most common
• First pass is deepest
• More ‘balanced’ chip area
• Even load on insert
• Last pass 0.07 mm (.003 inch)
Constant depth per pass
• Each pass is of equal depth, regardless of number of passes
• More demanding on the insert
• Can improve chip control
• Increases the required number of passes
• Should not be used for pitches larger than 1.5 mm or 16 t.p.i.
• A less-productive method
First choice
Normal CNC lathes are equipped with dedicated threading cycles,
where pitch, thread depth and number of passes can be set in different ways – including the rst and last passes.
For the last pass, we strongly recommend against using a spring
pass (a cut without radial cutting depth). It is more bene cial to use
the recommended infeed cycles to ensure better thread quality and
longer insert tool life.
20

. Applications – Thread turnin
g
Number of passes and size of infeed per pass
The recommended depths of cut for the different passes are shown
in the table below.
• These are recommended as starting values - the most suitable
number of passes must be determined by trial and error.
• Infeeds of less than 0.05 mm (0.002 inch) should be avoided
• For Cubic Boron Nitride-tipped inserts, infeed should not exceed
0.10-0.12 mm (.004-.005 inch)
• For multi-point inserts, it is essential that the correct infeed recommendations are used
Infeed value recommendations
Number of infeeds and total depth of thread.
For tables and recommendations see chapter 5, Technical reference (page 96) or use the Sandvik Coromant threading calculator
for more values.
21
2. Applications – Thread turnin
g
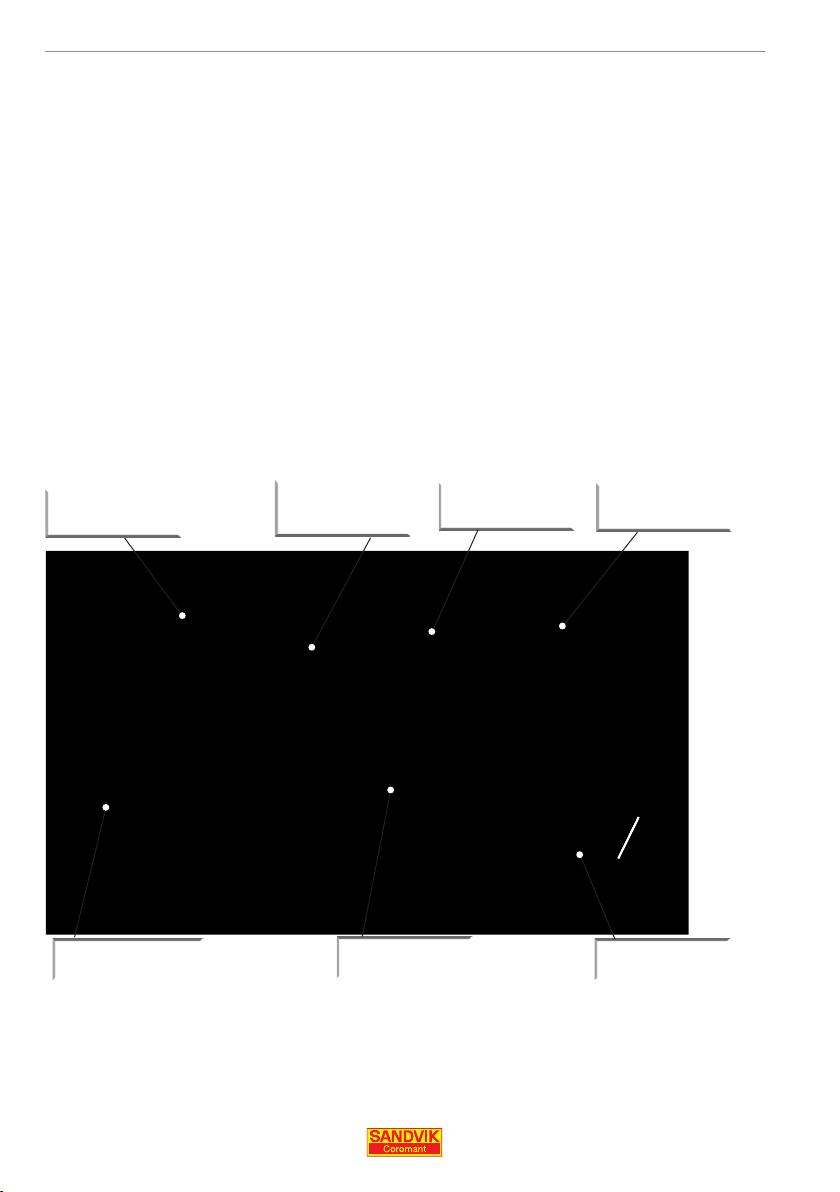
Tool holder selection
The choice of tool holder used in a threading operation is in uenced by many factors:
• Component shape
• Tool availability
• Machine type and condition
• Chip control requirements
• Hand of thread
• Tool holder choice
Coromant Capto®
Quick change
coupling - for large,
internal threads
Boring bar - for
internal threading
coupling - for internal
and external threading
Drop head - for
external threading
QS shank tool - for external small part machining
in sliding head machines
22
Shank tool - for
external threading
Exchangable cutting
head - for internal and
external threading,
with anti-vibration
bars.

. Applications – Thread turnin
g
External thread turning
This is the most common thread turning method. It is often easier
and less demanding on the tool and there are a number of different
methods which can be used to achieve the desired results.
Upside-down tool holders
In many operations, it is bene cial to use a tool holder in an
upside-down position, to help remove chips more effectively.
Drop-head tool holders are specially developed for threading
upside-down and allow the correct centre height to be maintained,
without having to change the clamping in the turret.
Conventional tool holder
(right-hand)
Drop-head tool holder
(right-hand)
23
2. Applications – Thread turnin
g
Internal thread turning
Internal threading is more demanding than external threading, due
to the increased need to evacuate chips effectively.
Chip evacuation, especially in blind holes, is helped by using lefthand tools for right-hand threads and vice versa (pull-threading).
However, this also creates the greatest risk of insert movement.
Modi ed ank infeed should always be used to generate a spiral
chip, which is easy to guide towards the entry of the bore
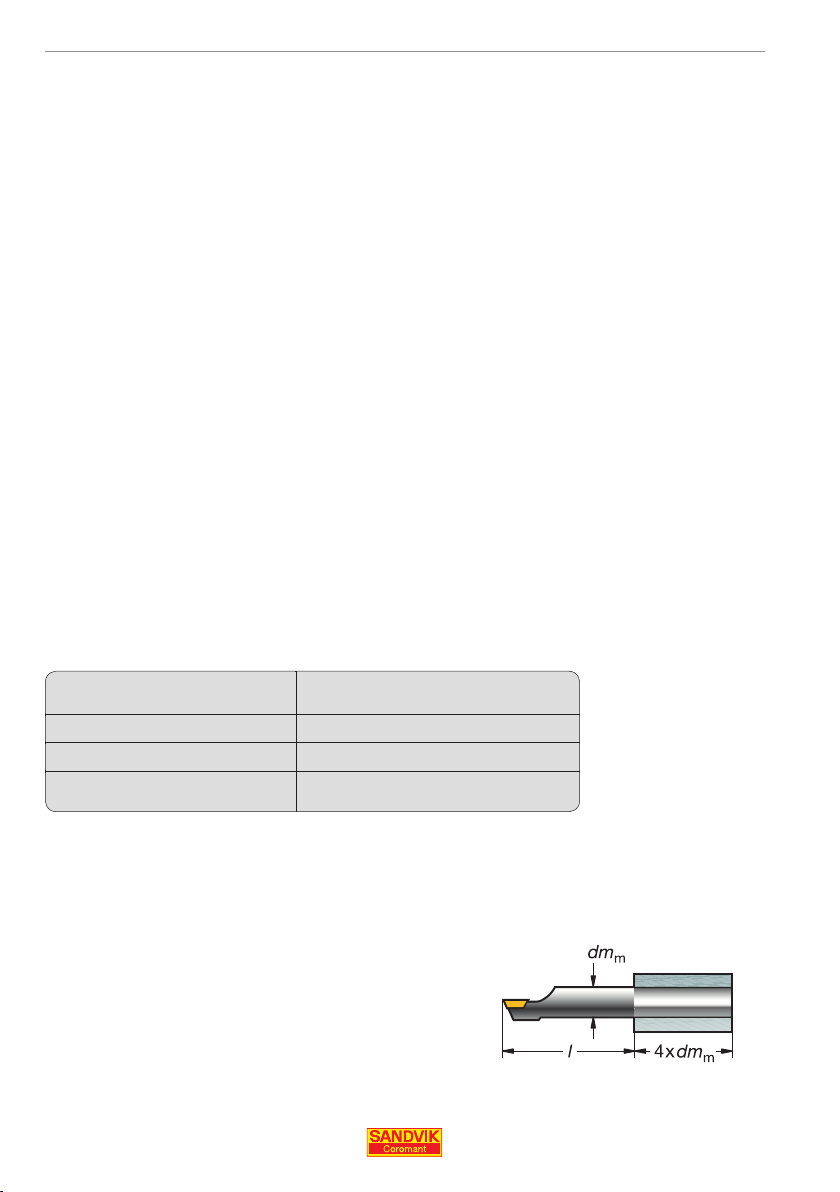
Boring bar selection also has a strong in uence on the effectiveness of internal threading. Three main bar types can be used for
internal threading, depending on the length of overhang and level of
stability required.
• Steel boring bars - maximum 2-3 x bore diameter overhang
• Steel dampened boring bars - maximum 5 x bore diameter overhang
• Carbide boring bars - maximum 5-7 x bore diameter overhang
Boring bar type Max. overhang
Steel
Steel dampened
Carbide
Boring bar de ection is in uenced by the boring bar material,
diameter, overhang and cutting forces. The recommended clamping
length in a boring bar holder with a sleeve is 4 x bar diameter dm
24
2-3 x dm
5 x dm
5-7 x dm
m
m
m
.
m
g
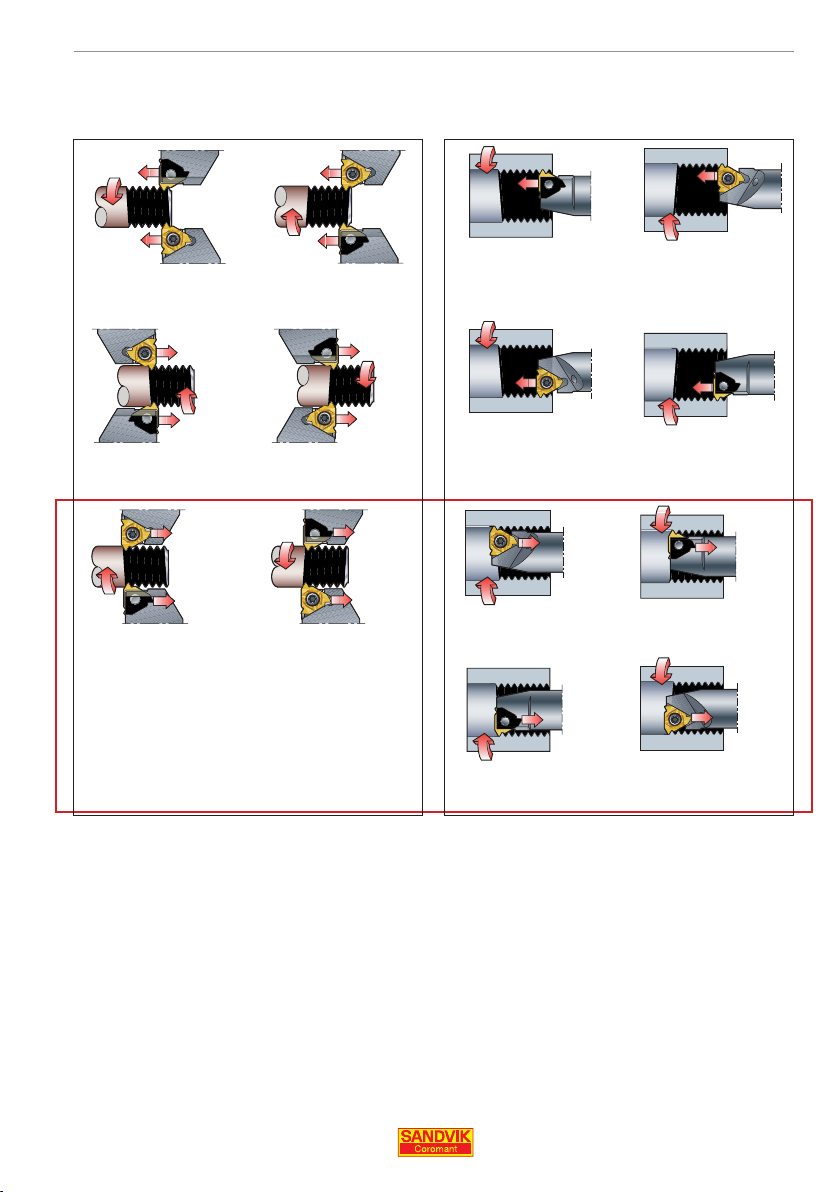
External Internal
Right hand
threads
Most
common
Left hand
threads
Right hand
threads
. Applications – Thread turnin
Left hand
threads
Right hand
tool/insert
Right hand
tool/insert
Left hand
tool/insert
Left hand
tool/insert
Left hand
tool/insert
Right hand
tool/insert
A negative shim must be used.
Right hand
tool/insert
Most common
Right hand
tool/insert
Left hand
tool/insert
Left hand
tool/insert
Left hand
tool/insert
Left hand
tool/insert
Right hand
tool/insert
Right hand
tool/insert
Thread turning methods
A thread can be produced in a number of ways. The spindle can rotate clockwise or
anticlockwise, with the tool fed towards or away from the chuck. The thread turning tool can
also be used in the normal- or upside-down position (the latter helps to remove chips).
Working away from the chuck
Using right-hand tools for left-hand threads (and vice-versa) enables cost savings through
tool inventory reduction (a negative shim must be used). Care must be taken due to the
risk of insert movement, particularly at the beginning of the thread.
25
2. Applications – Thread turnin
g
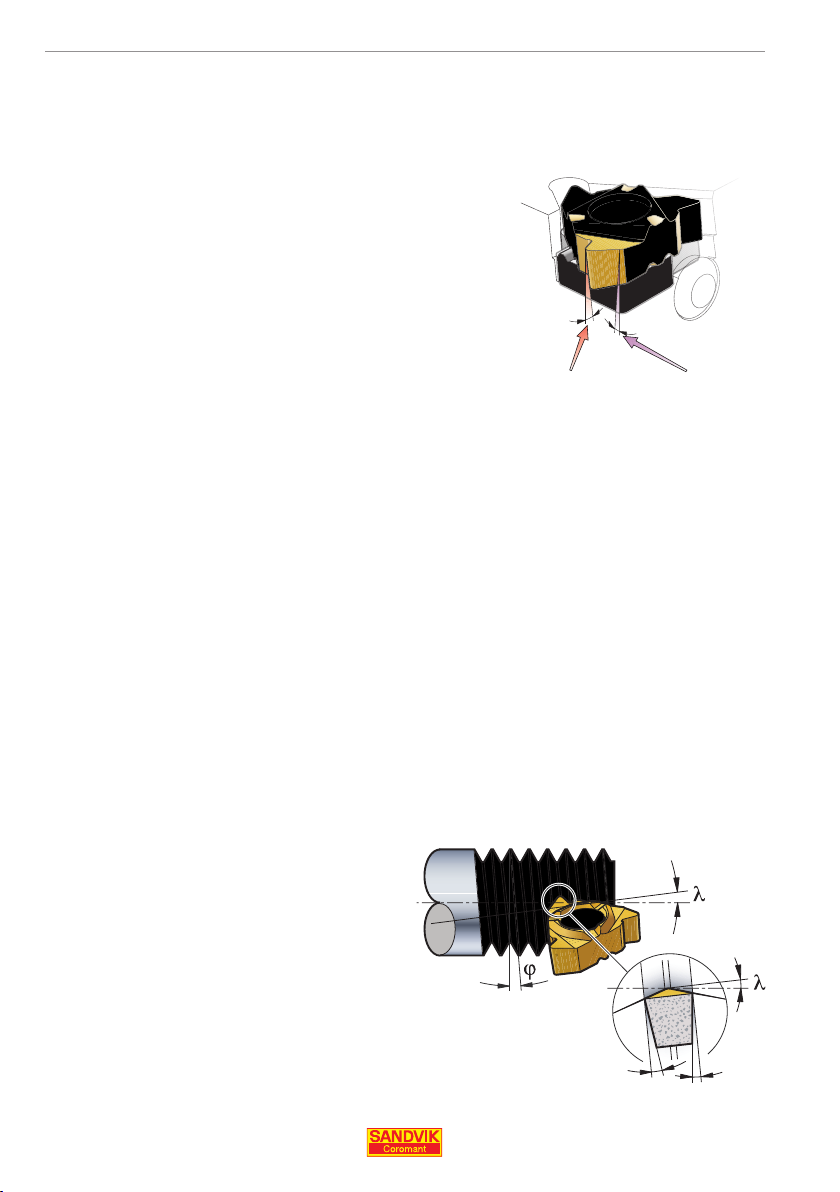
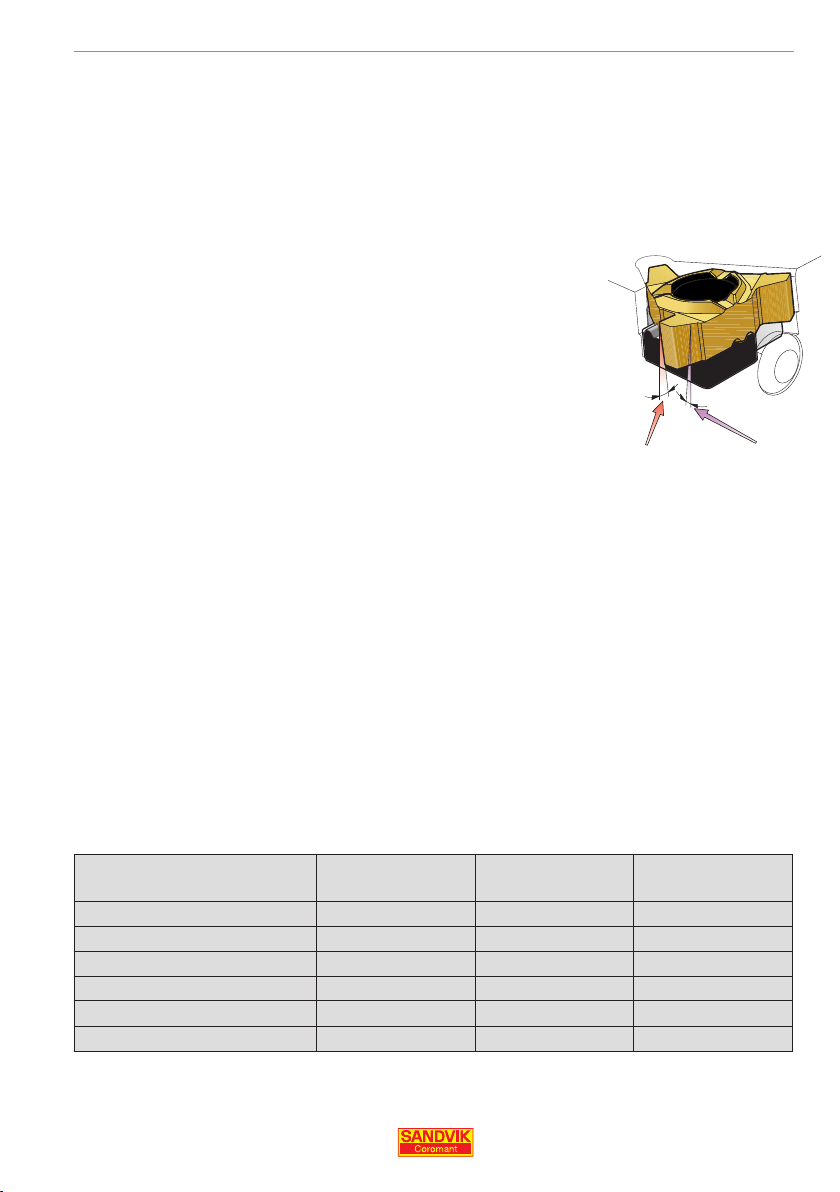
Insert clearance angles
Two types of angular clearance between the insert and thread are
necessary for precise, accurate threading. These are:
• Flank clearance
• Radial clearance
Radial clearance
Flank clearance
Cutting edge clearance between the sides of the insert and thread
ank is essential to ensure that tool wear develops evenly, to give
consistent, high quality threads. The insert should therefore be
tilted to gain maximum symmetrical clearance from the anks ( ank
clearance angle).
The tilt angle of the insert should be the same as the helix of the
thread, to ensure success.
Flank clearance
26
Flank
clearance
. Applications – Thread turnin
g
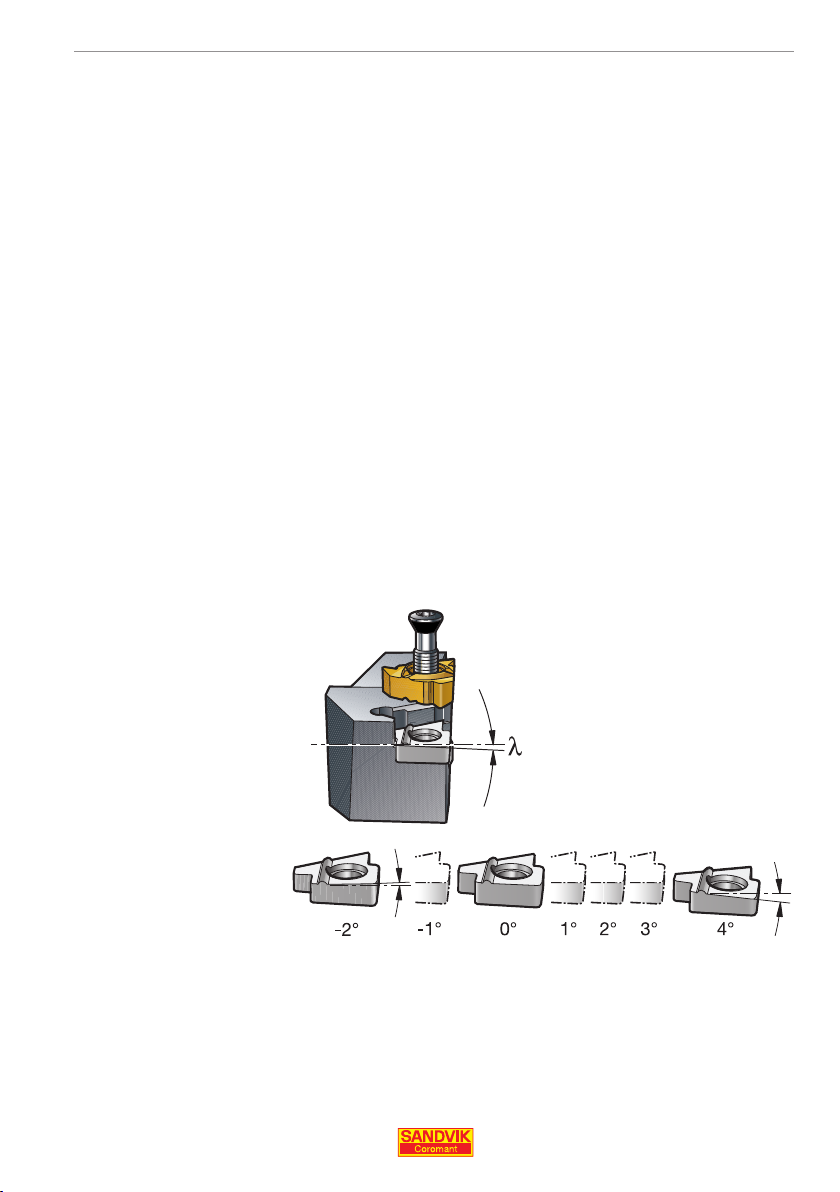
Selecting shims to tilt the insert for ank clearance
Insert shims are used to give different tilts to the insert, so that
the angle of insert inclination is the same as the helix of the
thread. See table opposite for methods of selecting the correct
insert shim.
• The standard shim in the holder is 1°, the most common angle of
inclination
• Shims are available in 1° steps, in the range -2° to 4°
• Negative-inclination shims are required when turning left-hand
threads with right-hand tools, and vice versa
= the angle of insert
inclination
The ank clearance angle of the insert is adjusted by changing
the shim under the insert in the tool holder. Standard tool holders have a 1° insert inclination angle.
27
m
π
2. Applications – Thread turnin
g
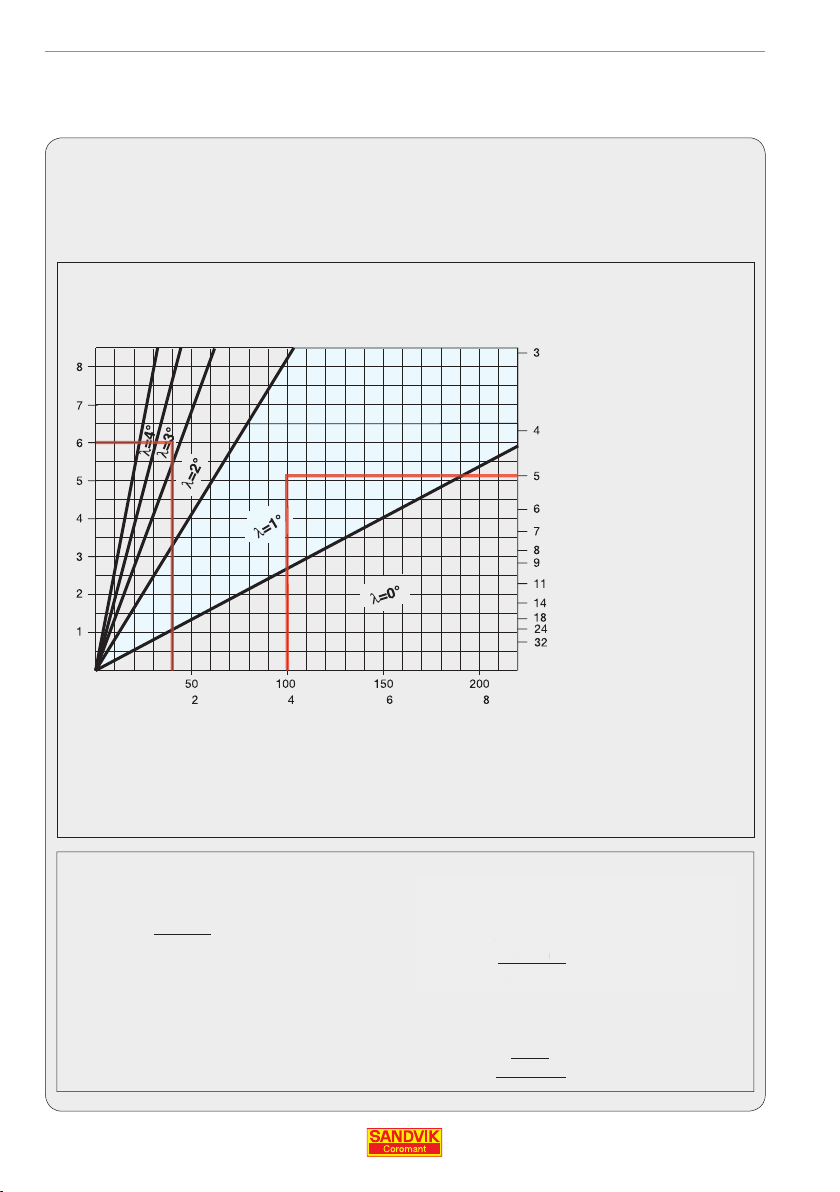
Methods for selecting the correct shim
Two alternative ways to select the correct shim:
A. Use the diagram, selecting shims.
B. Use the formula to calculate the helix angle to choose the corresponding shim.
Workpiece diameter and pitch in uence inclination angles
A.
Lead (Pitch) mm Threads/inch
Workpiece
diameter
For a pitch of 6 mm and a workpiece diameter of 40 mm, a 3° shim is
required. For a pitch of 5 threads per inch and a diameter of 4 inches, a
1° shim is required.
B.
P
=
tan
P
d
28
d2 x π
=
Pitch
=
Effective diameter of thread
2
=
P = 6 mm
d
= 40 mm
2
= arctan
P = 5 t.p.i.
= 4”
d
2
= arctan
mm
inch
6 mm
m
40 mm x π
mm x
1
5 t.p.i.
4” x π
= 2.7° use a 3° shim
= .91° use a 1° shim
g
Relationship between ank clearance, radial clearance and
thread pro le angle
The smaller the thread pro le and radial clearance angles, the
smaller the ank clearance angle (see table below for ank clearance values when the correct shim, equal to the helix angle, is
used).
Please note that as the pro le angle becomes smaller, it is more
important to choose the correct shim.
. Applications – Thread turnin
Threads with small pro le angles
ACME, Stub ACME, trapezoidal and rounded threads fall into this
category and put extra pressure on the cutting edge. To minimize
this pressure, choose the correct shim to tilt the insert.
Thread
Pro le
Metric, UN
Whitworth
Trapezoidal
ACME
Buttress
Angle Internal 15° External 10°
( ()()
Flank clearance Flank clearance
60° 7.6° 5°
55° 7.1° 4.7°
30° 4° 2.6°
29° 3.8° 2.5°
10° / 3° 2.7° / 0.8° 1.8° / 0.5°
Radial
clearance ()
Flank
clearance
29
2. Applications – Thread turnin
g
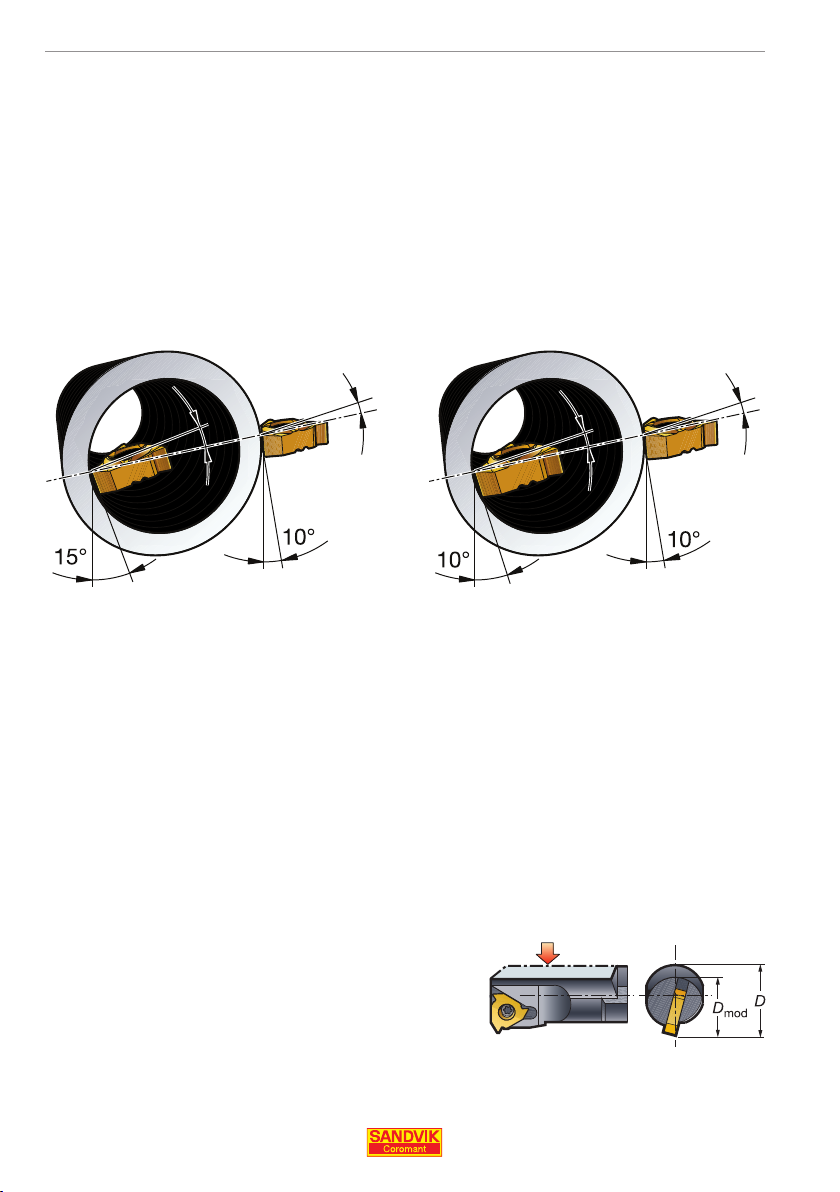
Radial clearance
To give adequate radial clearance, inserts are tilted in the tool
holder 10° or 15°.
It is important to use internal inserts with internal tool holders, and
vice-versa, to ensure that the correct thread form is achieved.
Insert sizes 11, 16 and 22 mm
Insert size 27 mm (5/8 inch)
(1/4, 3/8 and 1/2 inch)
Modi ed bars for small holes
Internal boring bars can be modi ed to t small holes and can be
used in place of special tools. These modi ed bars retain their
rigidity, as long as the recommended minimum dimension D
retained – see main catalogue for further information.
30
min
is
 Loading...
Loading...