

Sandvik Coromant Quick Change for CNC Lathes User Manual

USER AND BUYERS GUIDE
Quick Change for
CNC Lathes
Contents
Quick Change 3
Key benets 6
Increase machine utilization – Green Light Machining 6
Improved safety and ease of use for operator 9
Coromant Capto® Quick Change features 10
Increased metal cutting efciency with Coromant Capto® 18
Working with Quick change - planning to production 22
Machine options 24
Clamping unit styles and options 29
Driven tool holders 32
Accessories to be considered for Quick Change 34
2
Quick Change
Making all lathes more efcient
Using quick change will reduce the measuring, set up and tool change time
allowing extra metal cutting time for all these machines. Through coolant
delivery ensures that the full capabilities of the machine are harnessed
with optimized cutting units to deliver the coolant with maximum impact and
reduce setting.
Make sure the tooling is considered together with the machine investment
to ensure that the machine utilization and metal cutting efciency are
optimized.
Metal cutting efciency
High pressure coolant!
High Pressure coolant
Quick change
Normal production
Machine utilization
3

Quick Change
Making all lathes more efcient
Turning Centers –
fast tool indexing but typically have a lower
utilization than machining centers due to
the tool change and setup time. Quick
change holders ensure the green light on
the machine is on for longer!
Machine options such as sub spindle,
Y-axis and half turret indexing allow for extra
tool positions to be added to each turret
position. This increases the number of tool
positions for sister tooling or reduced tool
changing.
Vertical Lathes –
widely available with automatic tool change.
For VTLs without ATC capability tool blocks
with quick change reduce the tool change
and set up time considerably. Dedicated
tool blocks with clamping unit sets built in
can be supplied with the machine or easily
retrotted onto existing machines.
4

Heavy duty & at bed lathes –
extremely high stability but slow tool indexing and changing with no
ATC. Shank tool holders are very heavy often needing a crane. Quick
change is widely used with VDI DIN 69881 (dovetail) holders on at
bed lathes or dedicated clamping unit blocks on heavy duty lathes.
With the limited number of tool positions quick change has a dramatic
effect on machine efciency.
5
Key benets -
Quick change versus shank and conventional ER
driven units
5-10 mins
Increase machine utilization –
Green Light Machining
1. Reduced batch change over time using tooling kits
Quicker tool changing
- External turning (5 to 10 mins)
this increases when using shank tools with high pressure
coolant.
- Internal turning (5 to 15 mins)
with boring bars it takes longer time than a shank tool with
center height and internal coolant setting.
- Driven tool holders (5 to 20 mins)
standard driven tools are either ER collets or face milling.
ER has a limited tool diameter allowing only end milling
(max dia 25 with ER40). This means either low productivity
or 2 separate driven units are needed which increases the
setting time and investment.
30 secs
6
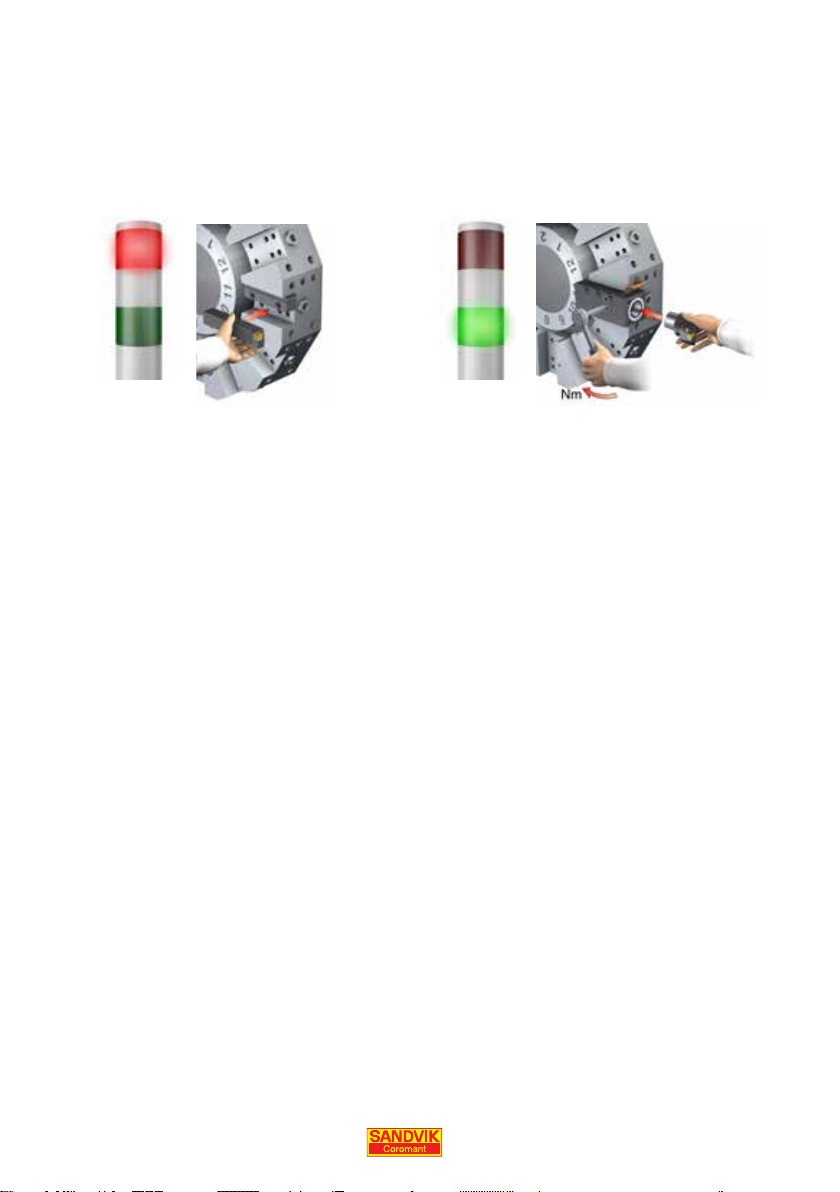
2. Increased number of tool positions with double tool holders
When the machine has one or more of the following options:
- Y axis
- Half turret
- Sub spindle
Turning centers with driven tool holders often have limited space
- using double clamping units allows either sister tooling or
increased variety of tools thereby reducing tool change requirement for a wider range of components.
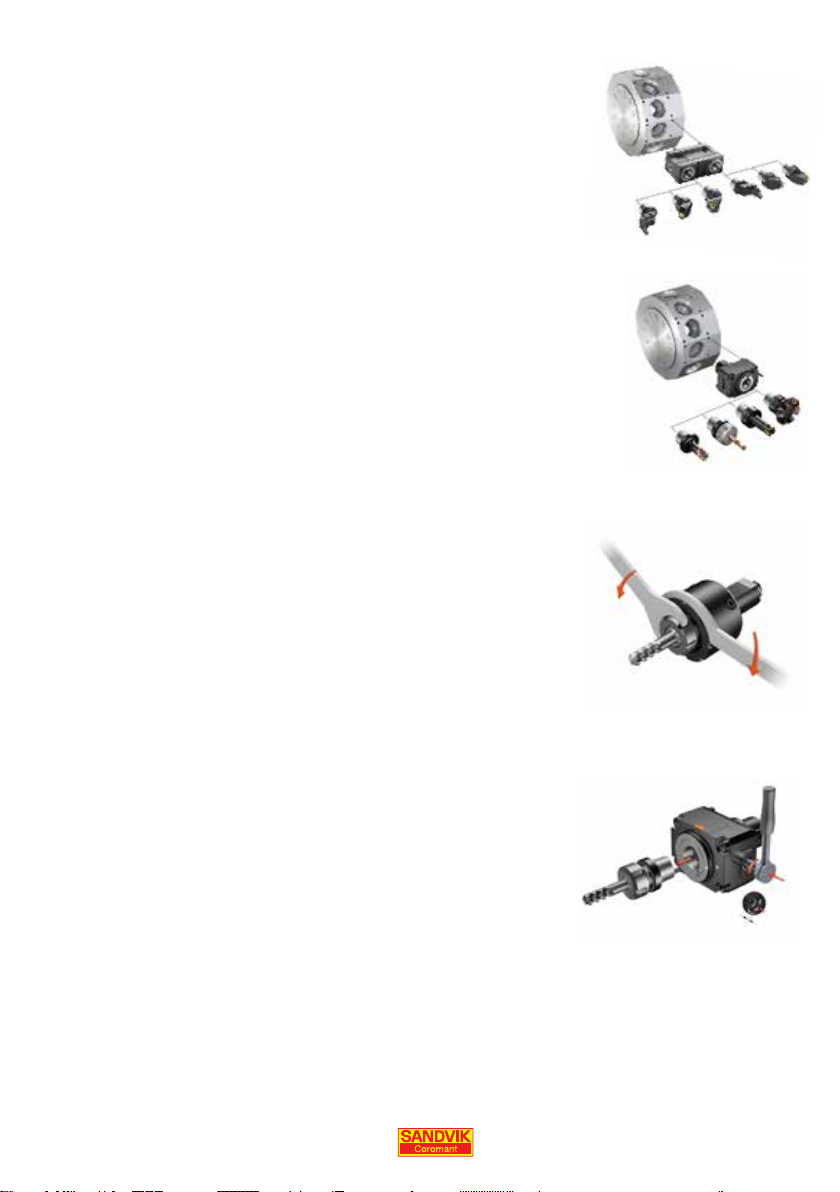
3. Reduced worn tool indexing time
- Driven tool holders
- Solid carbide (5 mins)
every time a solid carbide tool is changed the tool offset needs
to be re-calibrated.
- Indexible drill/mill (5 mins)
with multiple inserts to use sister tool and change the cutter off
line whilst the machine is running is much quicker.
30 secs
5-10 mins
- Static tool holders
- For single inserts with good accessibility it can go as quick to
change directly in the machine. However being able to remove
the tool ensures.
- Improved maintenance of the tool.
- Correct mounting.
- No stoppages due to visit to stores for spare parts (dropped
screw, broken shim).
7
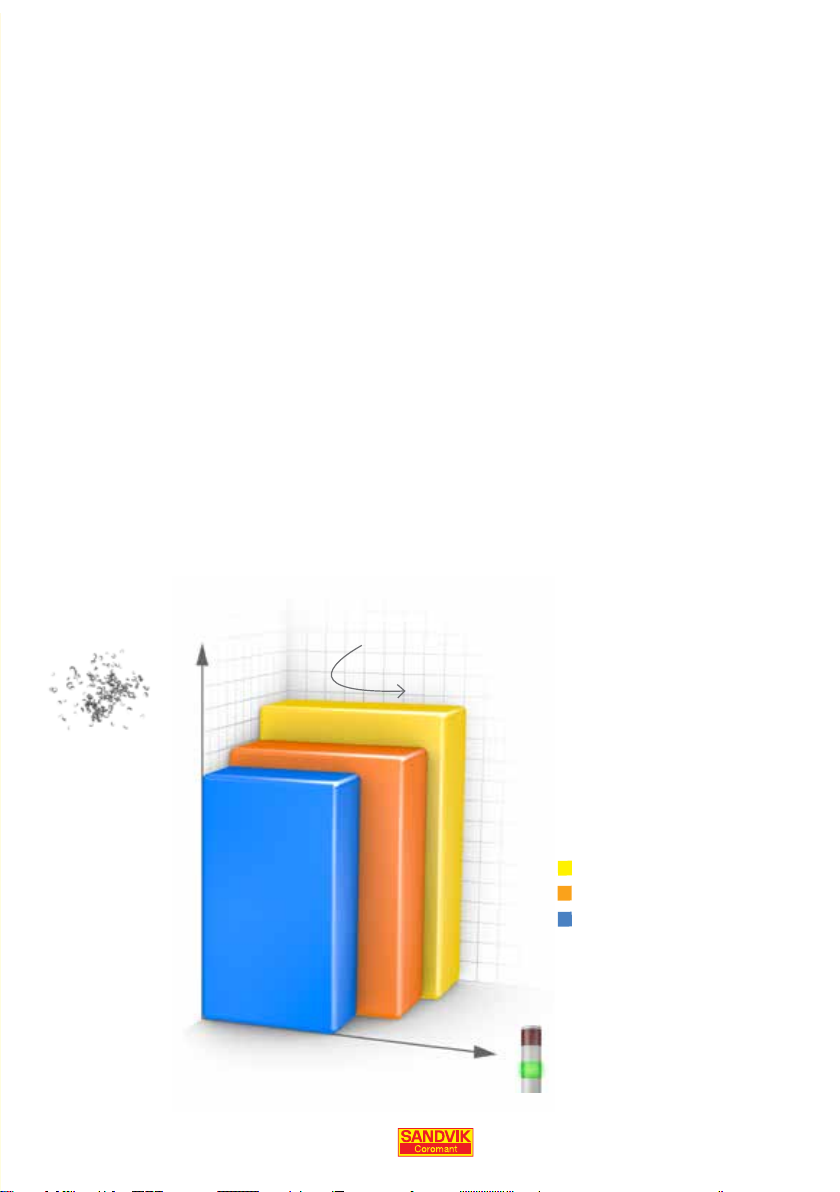
4. Eliminate coolant pipe setting
Varies from application to application but when operators are
setting the coolant pipe direction it normally takes 2 to 3
attempts to get it right – red light on!
Poor chip control often then knocks the pipe and so setting is
quite a regular occurrence.
5. Quicker production start up
By eliminating either ‘rst test component’ or ‘measuring cuts’
the production rate is increased and scrap reduced. The best
analogy is the pit stop in motor racing. Calculated through the
year if quick change was used the number of additional
components produced and reduced scrap rate is signicant.
First test component – higher volume production - The rst
component of every tool change is often scrapped and the tool
change time needs to be considered as:
- change tool (keep old offset)
- cut complete part
- measure nished component
- adjust offset
Measuring cuts – low/medium volume production – Taking a
measuring cut with backed off offset ensures that the
component is not scrapped but can take longer time. Tool
change time needs to be considered as:
- change tool
- back off offset
- cut
- measure
- adjust offset
8

Improved safety and ease of use for operator
Easy to use
- Change the insert outside the machine reducing accidents,
errors and searching for dropped parts
- Eliminate coolant setting with xed nozzle position
- Remove safety issues with changing ER driven tool holders
where 2 wrenches are sometimes called ‘knuckle busters’
- Offset dimensions in tool code – consistent for each size
- Only one version of coupling reducing errors (ISO 26623)
- Technical and user support
- CAD drawings (DXF) and 3D models (.stp) of clamping and
cutting units available on www.sandvik.coromant.com for
simulation
Versatility
- Modular solution makes it easy to build different tool
combinations
- Large program of tools – next day delivery
- Easy to standardize in all machine types
Ergonomic
- Light weight cutting units – especially in VTLs and heavy duty
lathes where large shank tools (5050, 8080) are extremely
heavy for handling which increases the tool change time
considerably
- Easy to handle and store either at the machine or centrally
9
Coromant Capto® Quick Change features
Coromant Capto was introduced in 1990 and since then there
have been no modications to the coupling design. In 2008 it
became an ISO standard and Coromant Capto could also be
described as the standard for quick change on turning centers
now.
The cutting tool program has expanded over the years as well
as one new size added in 2010 – C10 for really heavy duty
applications. Below are some of key benets of the system
which ensure that both your machine utilization and metal
cutting efciency are maximized.
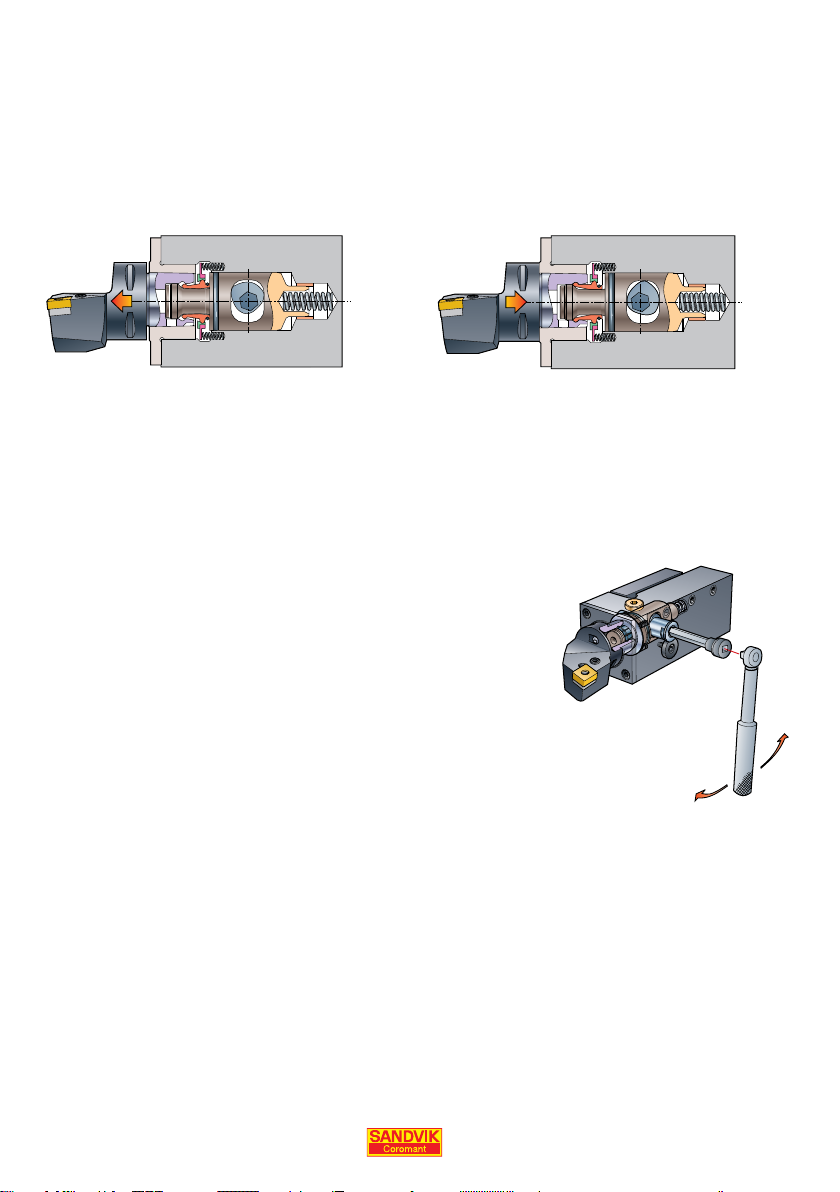
Segment clamping
The camshaft activated drawbar is used for both locking the
coupling, with segment clamping, and for pushing out the
cutting head. Only ½ a turn is needed to lock and unlock the
manual clamping unit. The camshaft has a self locking angle
and will not open during machining.
10
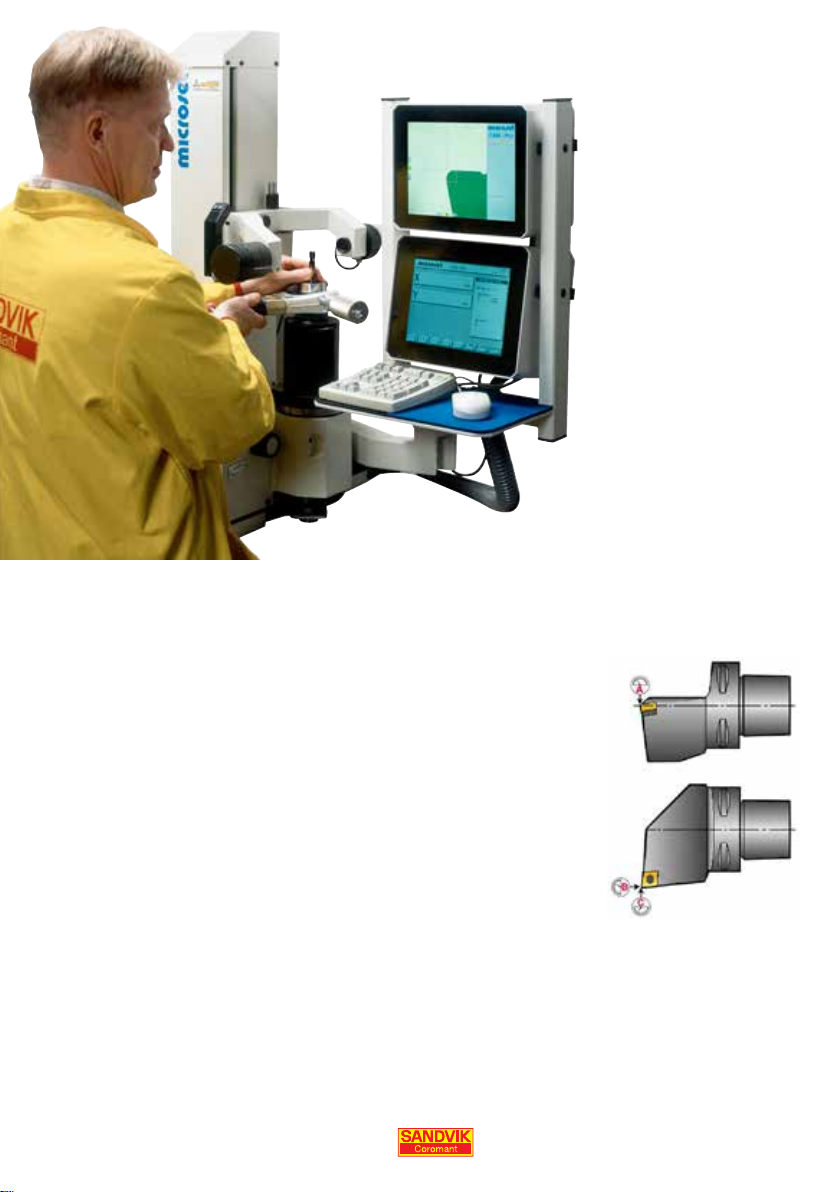
Repeatability
The high precision of the coupling and its self centering
design ensures a repeatable accuracy less than ±2 microns
in the x, y and z axes for one and the same cutting unit in
the same female receiver.
This allows pre-setting outside the machine for high batch
production or tool kits for batch change over. Both eliminate
measuring cuts allowing faster start up and reduced scrap
rates.
11

Increased stability
Stability is measured in terms of bending stiffness and torque transmission.
The key features providing the superior stability are:
Face and taper contact
- resisting bending moments and providing positional
accuracy.
Polygon coupling
- the large contact area transmits torque without any loose
parts such as pins or keys. The torque load is spread
symmetrically without peaks irrespective of direction
with the polygon shape self centering for accurate tip
seat center height.
High clamping force
- the segment clamping generates high clamping forces
ensuring a press fit and a two face contact resisting the
bending moment generated during cutting.
12
 Loading...
Loading...