

Page 1
Advanced Calibration
The purpose of this document is to assist users of the Roland MDX-540
fine tune the accuracy of their machine when using the 4th-axis option
(ZCL-540) – The following steps will assist users who observe any shifts
or offsets when performing double sided milling. We will cover two
sections:
• Section 1 - Setting Origins
• Section 2 – Manual Adjustments
Page 2
Section 1
• Make sure to have your ZCL-540 user manual
• Begin the Y-origin sensor detection process. (pg 43-46)
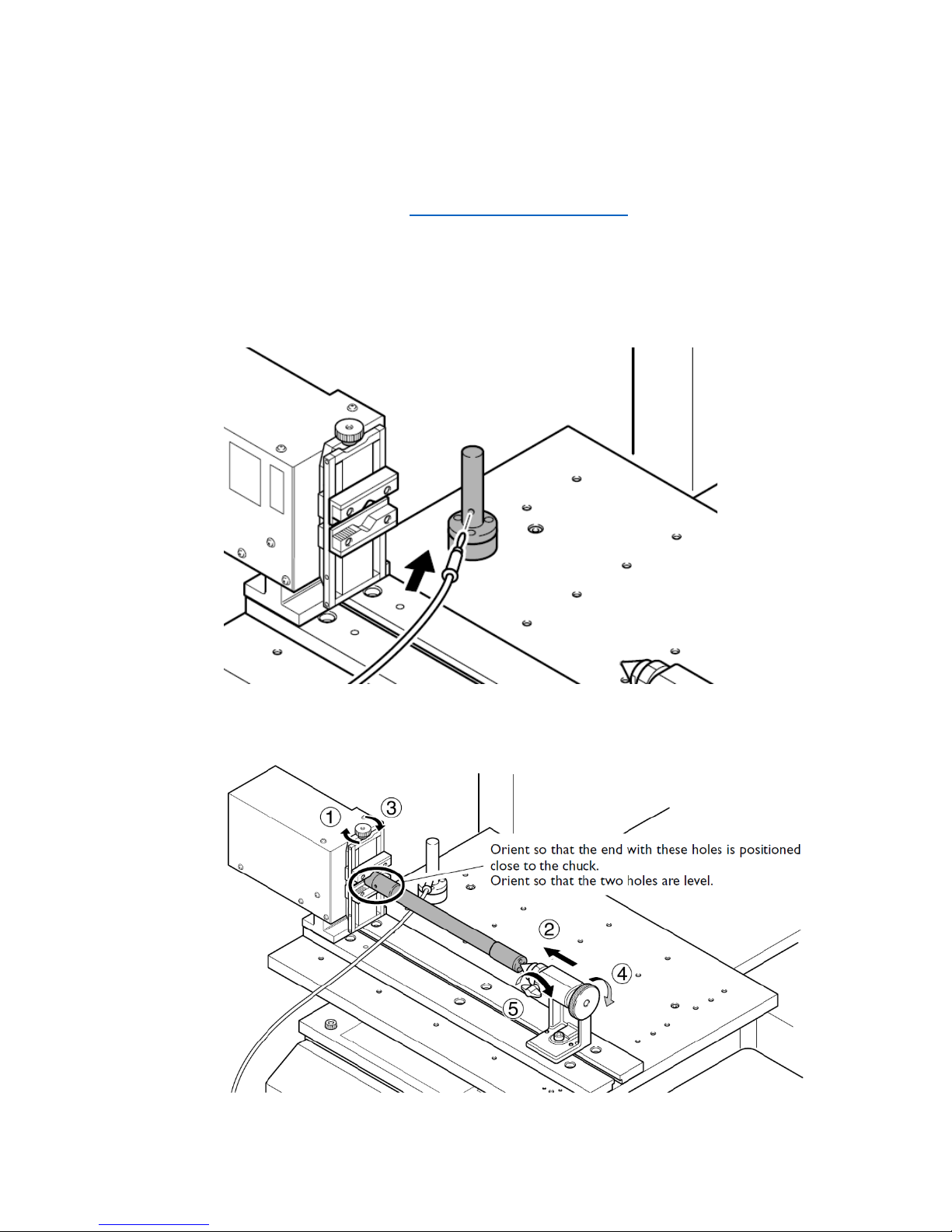
o Connect the sensor cable to the Z-origin sensor. (p g 43 )
handy.
o Install Y-origin sensor bar. (pg 44)
Page 3
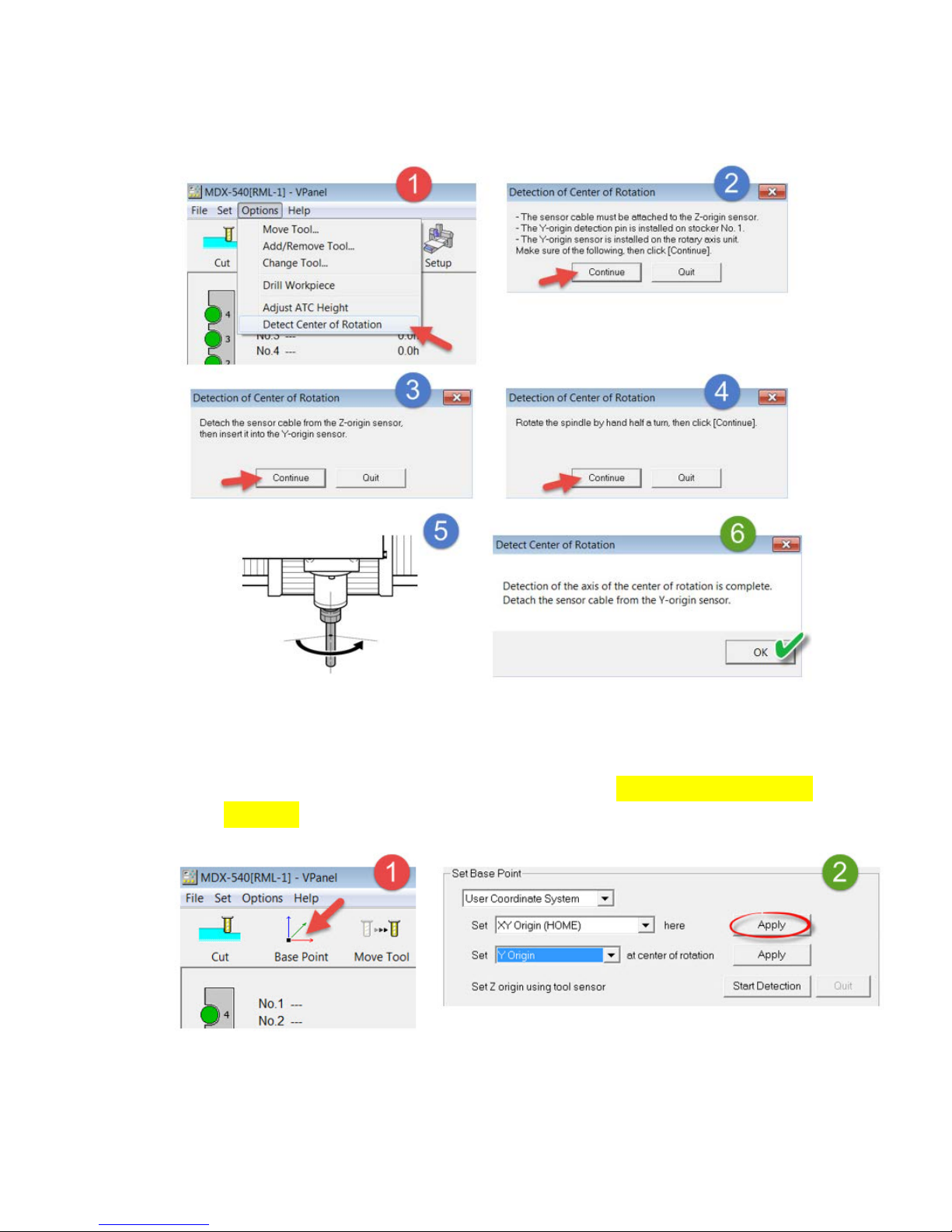
o Begin the “Detect Center of Rotation” process. (pg 45-46)
• Set your Y and Z origins at the center of the A axis. (pg 47-49)
o Open Base Point settings and use the “Set ___ at center of
rotation” drop down menu to set the Y-origin. (pg 47)
Page 4

o Connect the sensor cable to the Z-origin sensor an d inst all a
tool. (pg 48)
o Open Base Point settings and use the “Set ___ at center of
rotation” drop down menu to set the Z-origin. (pg 49)
Page 5

• Set your X and A axis origins. (pg 50- 51)
o Move your tool to the right of your work piece along the X-
axis and set your X-origin using the “Set ___ her e” d ro p do w n
menu. (pg 50)
o Move you’re Axis to a zero degree position and use the “Set
___ here” drop down menu to set the A-origin. (pg 51)
Page 6

Section 2
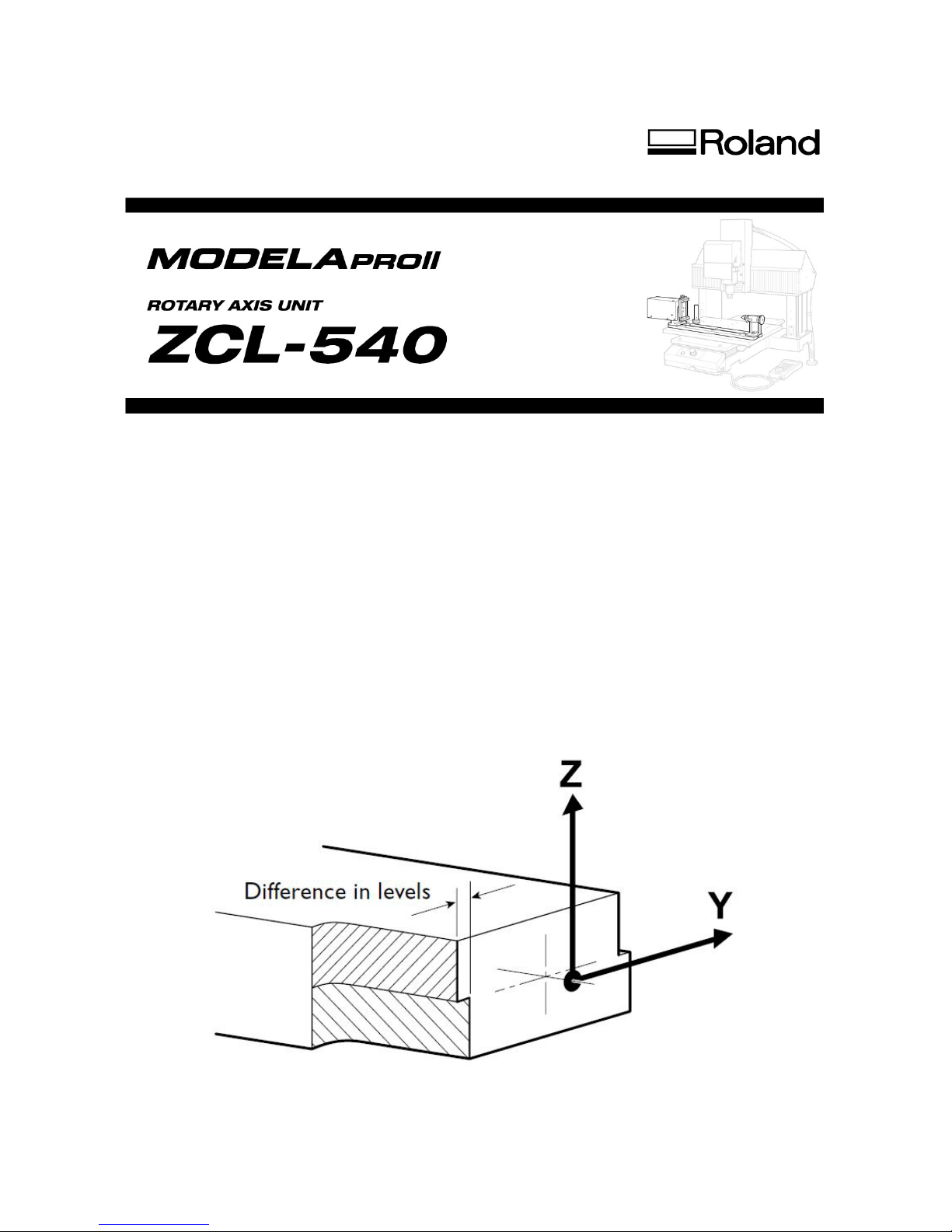
• Once you have milled out your part using double index milling,
check the “seam” of the part to find any adjustment values. (pg 53)
• Observe what direction this shift occurs to determine what type of
adjustment value you will use. For example, if the “top” of the part
looks like it shifted upwards the Y direction, then your adjustment
value will be negative. (pg 53)
Page 7

• Divide your adjustment value by two and use “Set Base Point” in
VPanel to correct your Y origin position. For example, if you had a
measured adjustment value of 2mm then you would change the
location of your Y origin by 1mm only. (pg 53)
• Check your part in the Z direction for any similar adjustment
values. (pg 53)
Page 8

• Divide your Z adjustment value by two and use “Set Base Point” in
VPanel to correct your Z origin position. Again, if you measure an
offset of 2mm, your adjustment will be 1mm. (pg 53)
• Re-cut your part under these new origin settings to double check
that your adjustments were correct. If you continue to have issues
return to Section 2 and repeat the calibration process. You can
also visit our product support page to do w nlo a d a 20mm cubic test
file (ZCL-540_Calibration_Cube) to help with this process.
 Loading...
Loading...