

Page 1
USER'S MANUAL
Thank you very much for purchasing this product.
To ensure correct and safe usage with a full understanding of this product's performance, please be sure to read through
this manual completely and store it in a safe location.
Unauthorized copying or transferral, in whole or in part, of this manual is prohibited.
The contents of this operation manual and the specications of this product are subject to change without notice.
The operation manual and the product have been prepared and tested as much as possible. If you nd any misprint
or error, please inform us.
Roland DG Corp. assumes no responsibility for any direct or indirect loss or damage which may occur through use of
this product, regardless of any failure to perform on the part of this product.
Roland DG Corp. assumes no responsibility for any direct or indirect loss or damage which may occur with respect to
any article made using this product.
Page 2

Page 3
1
Contents ...................................................................................................................................... 1
To Ensure Safe Use ...................................................................................................................... 4
Pour utiliser en toute sécurité ..................................................................................................12
Important Notes on Handling and Use ...................................................................................... 21
Chapter 1 Introduction ..................................................................................................................23
1-1 Introduction .......................................................................................................................24
Features ..........................................................................................................................................................................................24
Installable Model ........................................................................................................................................................................24
Organization of the Documentation ...................................................................................................................................24
1-2 Names and Functions ....................................................................................................... 25
External View .................................................................................................................................................................................25
VPanel .............................................................................................................................................................................................26
Chapter 2 Installation .....................................................................................................................27
2-1 Before Installing ................................................................................................................28
Checking the Included Items ................................................................................................................................................. 28
Preparing the Compressed-air Source ................................................................................................................................29
Preparing the Tool Holders .....................................................................................................................................................30
Overview of the Installation Procedure ..............................................................................................................................31
Required Setup Operations for the ATC-equipped Models .........................................................................................31
2-2 Step 1: Attach the Control Box ..........................................................................................32
Attach the Control Box .............................................................................................................................................................32
2-3 Step 2: Attach the Magazine Unit ......................................................................................33
For a Standard Table ..................................................................................................................................................................33
For a T-slot Table ..........................................................................................................................................................................36
2-4 Step 3: Attach the Spindle and Cylinder ............................................................................39
Attach the Spindle and Cylinder ............................................................................................................................................39
2-5 Step 4: Connect and Secure the Cables ...........................................................................42
Connect and Secure the Cables .............................................................................................................................................42
2-6 Step 5: Supply Compressed Air ........................................................................................45
Supply Compressed Air ............................................................................................................................................................45
2-7 Step 6: Adjust the Tool-change Location ........................................................................... 46
Adjust the Tool-change Location ..........................................................................................................................................46
Chapter 3 Basic Operation ............................................................................................................. 49
3-1 Starting and Quitting .........................................................................................................50
How to Start the Machine .......................................................................................................................................................50
How to Shut down .....................................................................................................................................................................51
3-2 Mounting the Tool Holders ................................................................................................52
Mounting Tool Holders in the Magazine ............................................................................................................................52
About the Stocker Numbers ....................................................................................................................................................54
3-3 Manual Tool-change ..........................................................................................................55
Grasping a Tool Holder by Manual Operation ..................................................................................................................55
Chapter 4 Tool-length Offset ..........................................................................................................57
4-1 What's the Tool-length Offset? .......................................................................................... 58
What's the Tool-length Oset? ..............................................................................................................................................58
How to Determine the Adjustment Values ........................................................................................................................58
4-2 Automatic Measurement of Tool Length ............................................................................ 59
What's Automatic Measurement of Tool Length? ...........................................................................................................59
Automatic-measurement Procedure ...................................................................................................................................59
4-3 Entering Adjustment Values Yourself ................................................................................62
Contents
Page 4
2
Company names and product names are trademarks or registered trademarks of their respective holders.
http://www.rolanddg.com/
Copyright © 2006-2012 Roland DG Corporation
Entering Adjustment Values ...................................................................................................................................................62
Fine-tuning the Results of Automatic Measurement of Tool Length .......................................................................63
4-4 Starting Tool-length Offset .................................................................................................64
When Tool-length Oset Starts .............................................................................................................................................64
Tool-length Oset in a Manual Tool-change ....................................................................................................................64
Correspondences Between Stocker Numbers and Oset Numbers
.........................................................................................64
Chapter 5 Getting Ready for and Performing Cutting ................................................................. 65
5-1 Cutting Area ......................................................................................................................66
Workpiece Size and Location Where Secured in Place ..................................................................................................66
Actual Size That Can Be Cut ....................................................................................................................................................67
5-2 Examples of Usage of Tool-length Offset (RML-1 Mode) ................................................... 68
Example of Operations up to Starting Cutting ................................................................................................................68
Example of Setting the Z-axis Origin ...................................................................................................................................68
5-3 Examples of Usage of Tool-length Offset (NC-code Mode) ............................................... 69
Example of Operations up to Starting Cutting ................................................................................................................69
Example of Setting the Z-axis Origin ...................................................................................................................................70
Chapter 6 Handy Panel ................................................................................................................... 71
6-1 Features Added to the Handy Panel .................................................................................72
Features Added to the Handy Panel ....................................................................................................................................72
6-2 Manual Operation of the ATC ............................................................................................73
Basic Operation of the ATC ......................................................................................................................................................73
Chapter 7 Appendix ........................................................................................................................75
7-1 Daily Care .........................................................................................................................76
Cleaning ..........................................................................................................................................................................................76
Bleeding O Air Pressure .........................................................................................................................................................76
Cleaning Inside the Magazine Cover ...................................................................................................................................77
Care and Maintenance of the Tool Holders and Spindle Nose ...................................................................................77
Adjusting the Air Pressure .......................................................................................................................................................77
Care and Maintenance of the Air Regulator .....................................................................................................................78
7-2 Inspection and Maintenance .............................................................................................. 79
Checking the Total Working Time .........................................................................................................................................79
When to Replace the Spindle .................................................................................................................................................79
7-3 What to Do If... .................................................................................................................. 80
Important Notes on Performing Continuous Cutting for a Prolonged Period .....................................................80
The ATC doesn't operate. .........................................................................................................................................................80
Tool-change operations fail. ...................................................................................................................................................80
Responding to an Error Message ..........................................................................................................................................80
7-4 NC Code Specications .................................................................................................... 82
Items Related to the Mechanical Specications of the Machine ..............................................................................82
7-5 Unit Specications .............................................................................................................83
Dimensional Drawings ..............................................................................................................................................................83
Main Specications .....................................................................................................................................................................85
Contents
Page 5

3
Page 6
4
To Ensure Safe Use
Improper handling or operation of this machine may result in injury or damage to property.
Points which must be observed to prevent such injury or damage are described as follows.
Please also read the important safety information in the user's manual for the modeling ma-
chine.
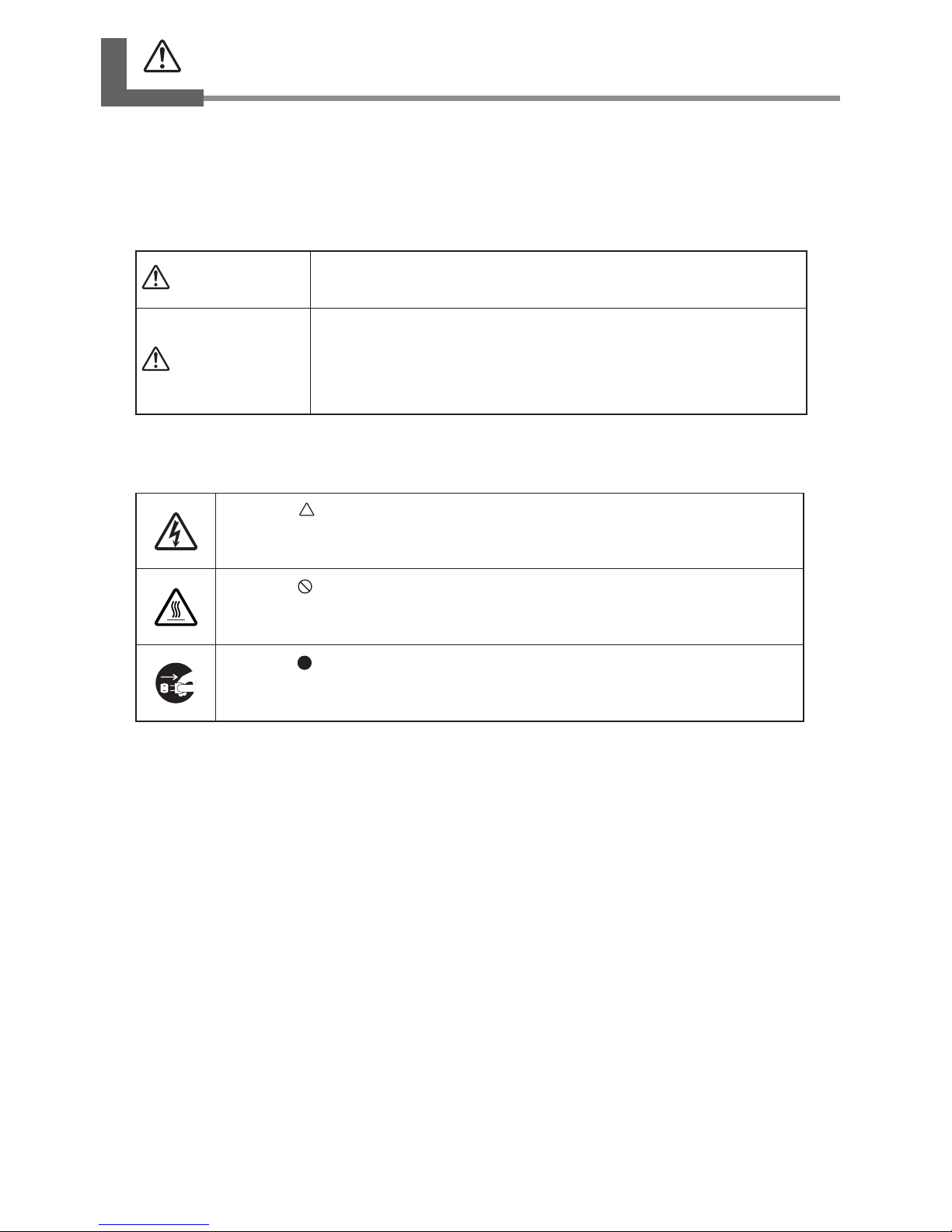
About WARNING and CAUTION Notices
WARNING
Used for instructions intended to alert the user to the risk of death or severe injury
should the unit be used improperly.
CAUTION
Used for instructions intended to alert the user to the risk of injury or material damage
should the unit be used improperly.
Note: Material damage refers to damage or other adverse eects caused with respect
to the home and all its furnishings, as well to domestic animals or pets.
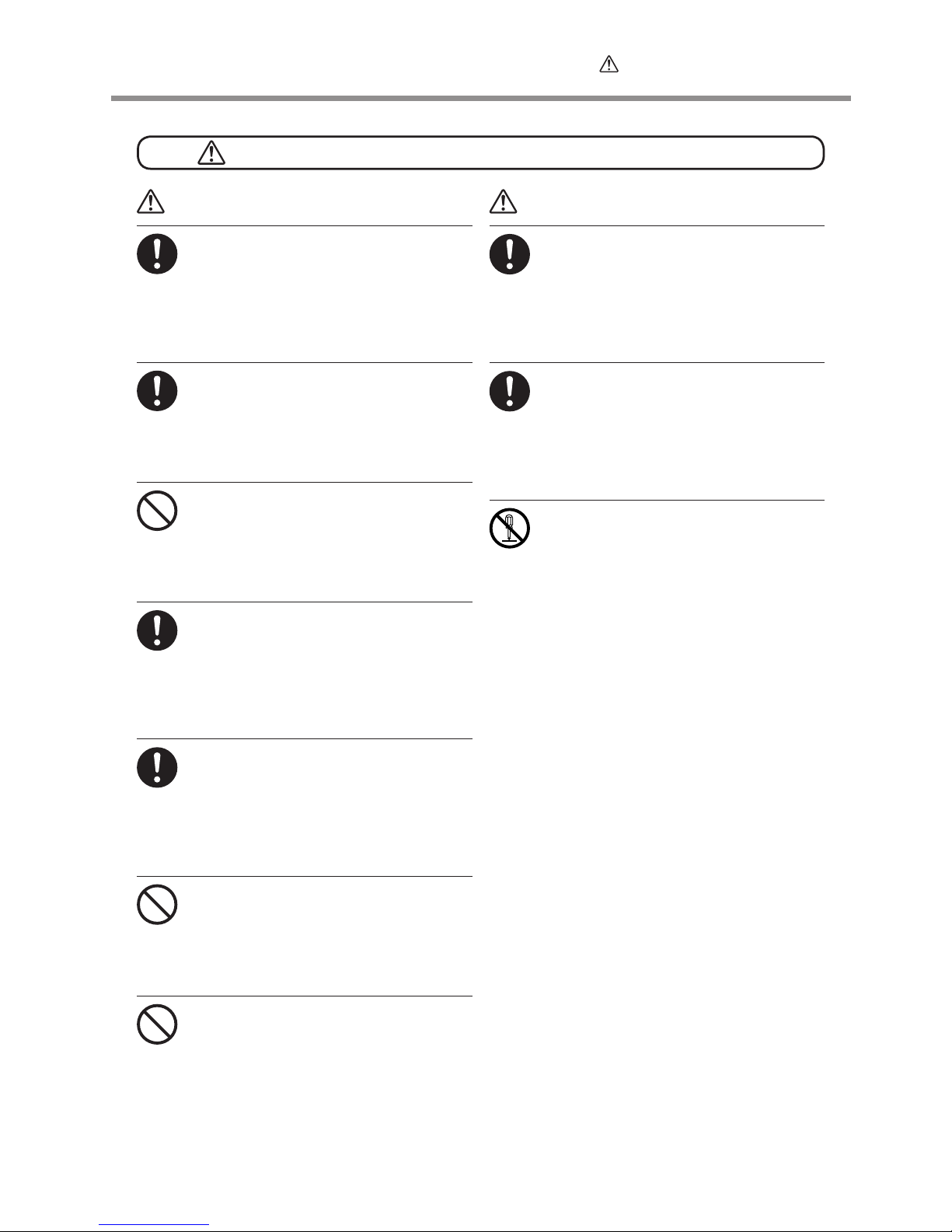
About the Symbols
The symbol alerts the user to important instructions or warnings. The specific meaning of
the symbol is determined by the design contained within the triangle. The symbol at left means
"danger of electrocution."
The
symbol alerts the user to items that must never be carried out (are forbidden). The specic
thing that must not be done is indicated by the design contained within the circle. The symbol at
left means the unit must never be disassembled.
The
symbol alerts the user to things that must be carried out. The specic thing that must be
done is indicated by the design contained within the circle. The symbol at left means the power-
cord plug must be unplugged from the outlet.
Page 7
5
Incorrect operation may cause injury.
WARNING
Be sure to follow the operation procedures
described in this documentation. Never
allow anyone unfamiliar with the usage or
handling of the machine to touch it.
Incorrect usage or handling may lead to an
accident.
Keep children away from the machine.
The machine includes areas and components
that pose a hazard to children and may result
in injury, blindness, choking, or other serious
accident.
Never operate the machine while tired or
after ingesting alcohol or any medication.
Operation requires unimpaired judgment. Impaired judgment may result in an accident.
Conduct operations in a clean, brightly lit
location.
Working in a location that is dark or cluttered
may lead to an accident, such as becoming
caught in the machine as the result of an inadvertent stumble.
Before switching on the power, check
and ensure the safety of the surrounding
area.
Make sure that movement of the machine
poses no danger, including making sure no
person is
inside the machine's area of operation.
Never use the machine for any purpose
for which it is not intended, or use the
machine in an undue manner that exceeds
its capacity.
Doing so may result in injury or re.
Never use a cutting tool that has become
dull. Perform frequent maintenance to
keep and use the machine in good working order.
Unreasonable usage may result in fire or
injury.
For accessories (optional and consumable items, power cord, and the like), use
only genuine articles compatible with this
machine.
Incompatible items may lead to an accident.
WARNING
Before attempting cleaning, maintenance,
or attachment or detachment of optional
items, disconnect the power cord.
Attempting such operations while the machine
is connected to a power source may result in
injury or electrical shock.
Never attempt to disassemble, repair, or
modify the machine.
Doing so may result in re, electrical shock,
or injury. Entrust repairs to a trained service
technician.
To Ensure Safe Use
Page 8
6
Danger of pinching, entanglement, and burns.
WARNING
Never attempt operation while wearing
a necktie, necklace, loose clothing, or
gloves. Bind long hair securely.
Such items may become caught in the machine, resulting in injury.
Securely fasten the cutting tool and workpiece in place. After securing in place,
make sure no wrenches or other articles
have inadvertently been left behind.
Otherwise such articles may be thrown from
the machine with force, posing a risk of injury.
Exercise caution to avoid being pinched
or becoming caught.
Inadvertent contact with certain areas may
cause the hand or ngers to be pinched or
become caught. Use care when performing
operations.
WARNING
Caution: cutting tool.
The cutting tool is sharp. To avoid injury, exercise caution.
Caution: high temperatures.
The cutting tool and spindle motor become hot.
Exercise caution to avoid re or burns.
WARNING
Never attempt to cut magnesium or any
other such ammable material.
Fire may occur during cutting.
Keep open flame away from the work
area.
Cutting waste may ignite. Powdered material is
extremely ammable, and even metal material
may catch re.
When using a vacuum cleaner to take up
cutting waste, exercise caution to prevent
re or dust explosion.
Taking up fine cuttings using an ordinary
vacuum cleaner may cause danger of re or
explosion. Check with the manufacturer of the
vacuum cleaner. When the safety of use cannot be determined, clean using a brush or the
like, without using the vacuum cleaner.
CAUTION
Wear dust goggles and a mask. Wash
away any cutting waste remaining on the
hands.
Accidentally swallowing or inhaling cutting
waste may be hazardous to the health.
The cutting waste or workpiece may catch re or pose a health hazard.
To Ensure Safe Use
Page 9
7
Danger of electrical short, shock, electrocution, or re
WARNING
Never use out of doors or in any location
where exposure to water or high humidity
may occur. Never touch with wet hands.
Doing so may result in fire or electrical
shock.
Never allow any foreign object to get inside.
Never expose to liquid spills.
Inserting objects such as coins or matches
or allowing beverages to be spilled into the
ventilation ports may result in re or electrical
shock. If anything gets inside, immediately
disconnect the power cord and contact your
authorized Roland DG Corp. dealer.
Never place any ammable object nearby.
Never use a combustible aerosol spray
nearby. Never use in any location where
gases can accumulate.
Combustion or explosion may be a danger.
WARNING
Never use cutting oil.
This machine is not designed for the ow of
cutting oil. Oil may get inside the machine and
cause re or electrical shock.
Never use a pneumatic blower.
This machine is not compatible with a pneumatic blower. Cutting waste may get inside the
machine and cause re or electrical shock.
If sparking, smoke, burning odor, unusual
sound, or abnormal operation occurs, immediately unplug the power cord. Never
use if any component is damaged.
Continuing to use the machine may result in
re, electrical shock, or injury. Contact your
authorized Roland DG Corp. dealer.
To Ensure Safe Use
Page 10
8
WARNING
Connect the air hose securely, so that it
will not come loose.
A pressurized hose that comes loose may whip
about uncontrolled, posing a hazard. Connect
securely.
Before attempting cleaning, maintenance,
or attachment or detachment of the air hose
or any optional items, stop the supply of
compressed air and allow the pressure to
escape.
Allowing the equipment to remain under pres-
sure poses a hazard of ying components.
When the machine will be out of use for
a prolonged period, stop supply of compressed air and bleed off the air pressure.
This can prevent an accident.
Use an air hose of the specified diameter and having adequate pressure resistance.
Otherwise the article may come loose or
rupture.
Keep the supply of compressed air within
the specied pressure range.
Exceeding the specied pressure may result
in rupture or other major accident.
Ensure no contamination of the supplied
compressed air by any water, oils, chemicals, or foreign objects.
Components may deteriorate or rupture, or
the contaminants may be scattered, posing
a hazard.
Never use in a location exposed to cutting
oil, solvents, chemicals, or other such
substances.
Components may deteriorate or rupture under
the pressure of compressed air.
Never use in a location exposed to direct
sunlight.
Components may deteriorate or rupture under
the pressure of compressed air.
Danger exists of components being thrown off or damaged.
WARNING
Never strike or subject the object to impact.
Components may suffer damage or rupture
under the pressure of compressed air.
Keep the temperature of the installation
area within the specied range. Never place
a stove or heater nearby.
Components may deteriorate or rupture under
the pressure of compressed air.
Never damage the air hose, or bend or twist
it with undue force. Never use an item that
has deteriorated.
A damaged air hose may rupture.
To Ensure Safe Use
Page 11
9
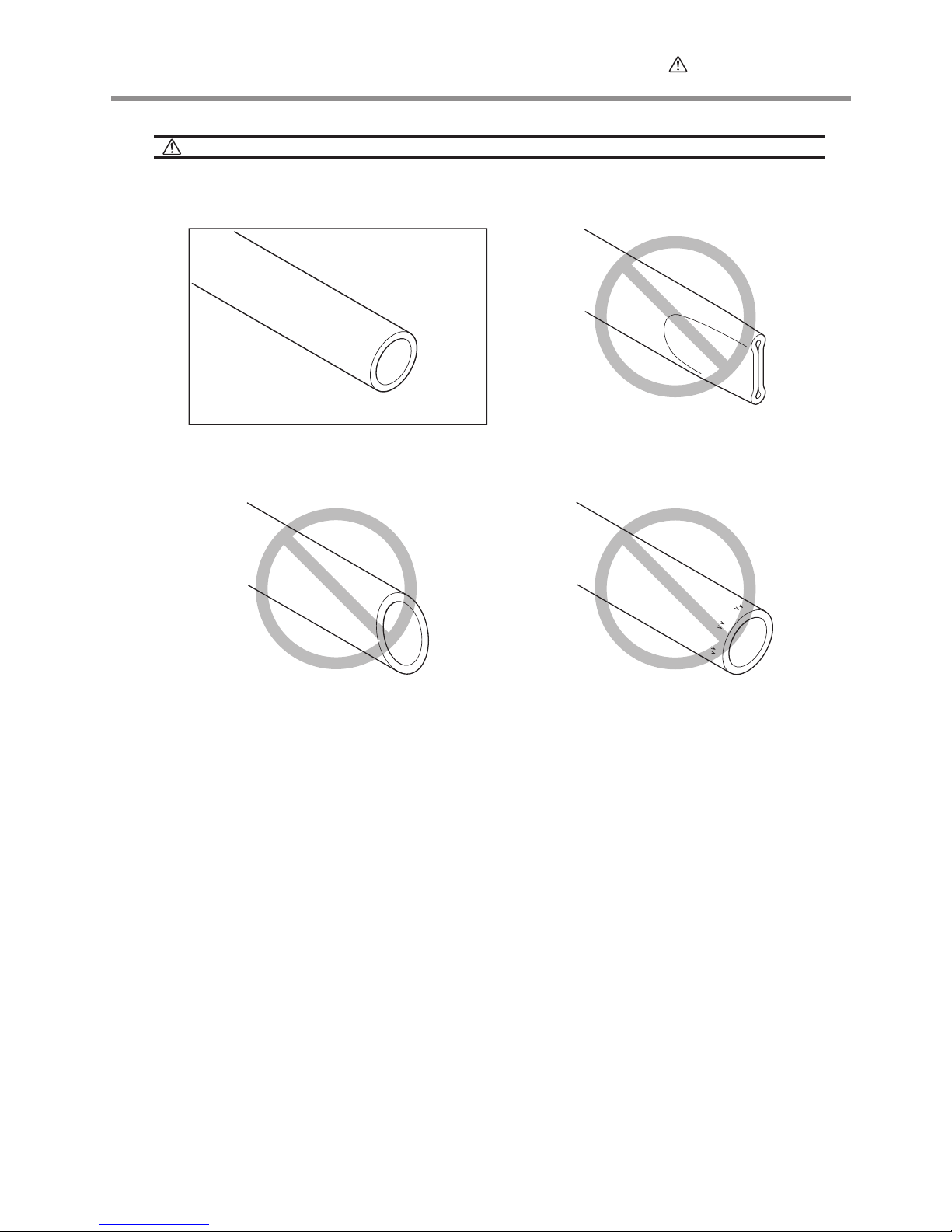
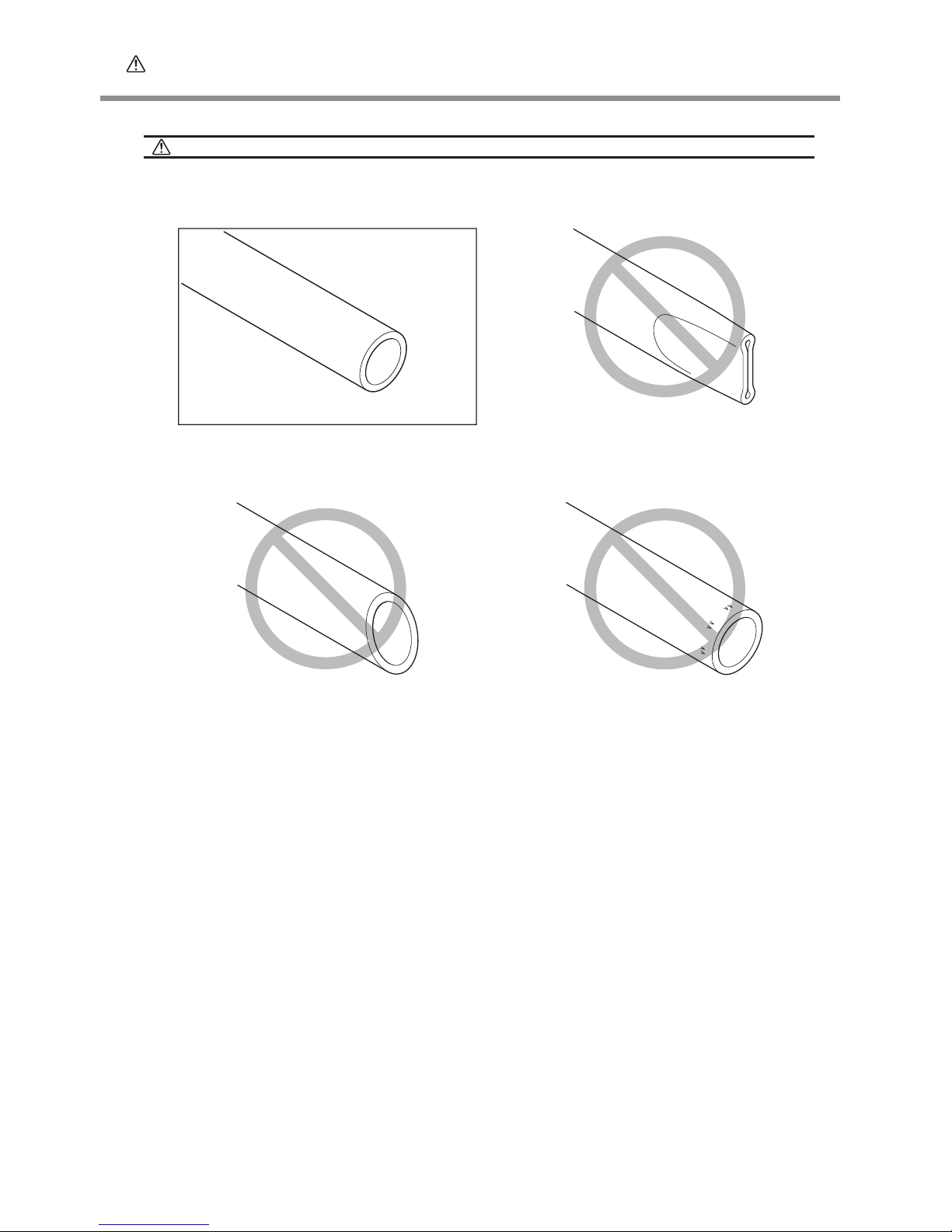
Important notes about the end (cut edge) of the air hose
Failure to observe these cautions may result in air leakage or easy dislodgement of the air hose. Also,
when a hose has been detached, cut off the end before reattaching the hose.
Make the cut edge straight.
Ensure that it is not crushed.
Keep free from damage or soiling.
To Ensure Safe Use
Page 12
10
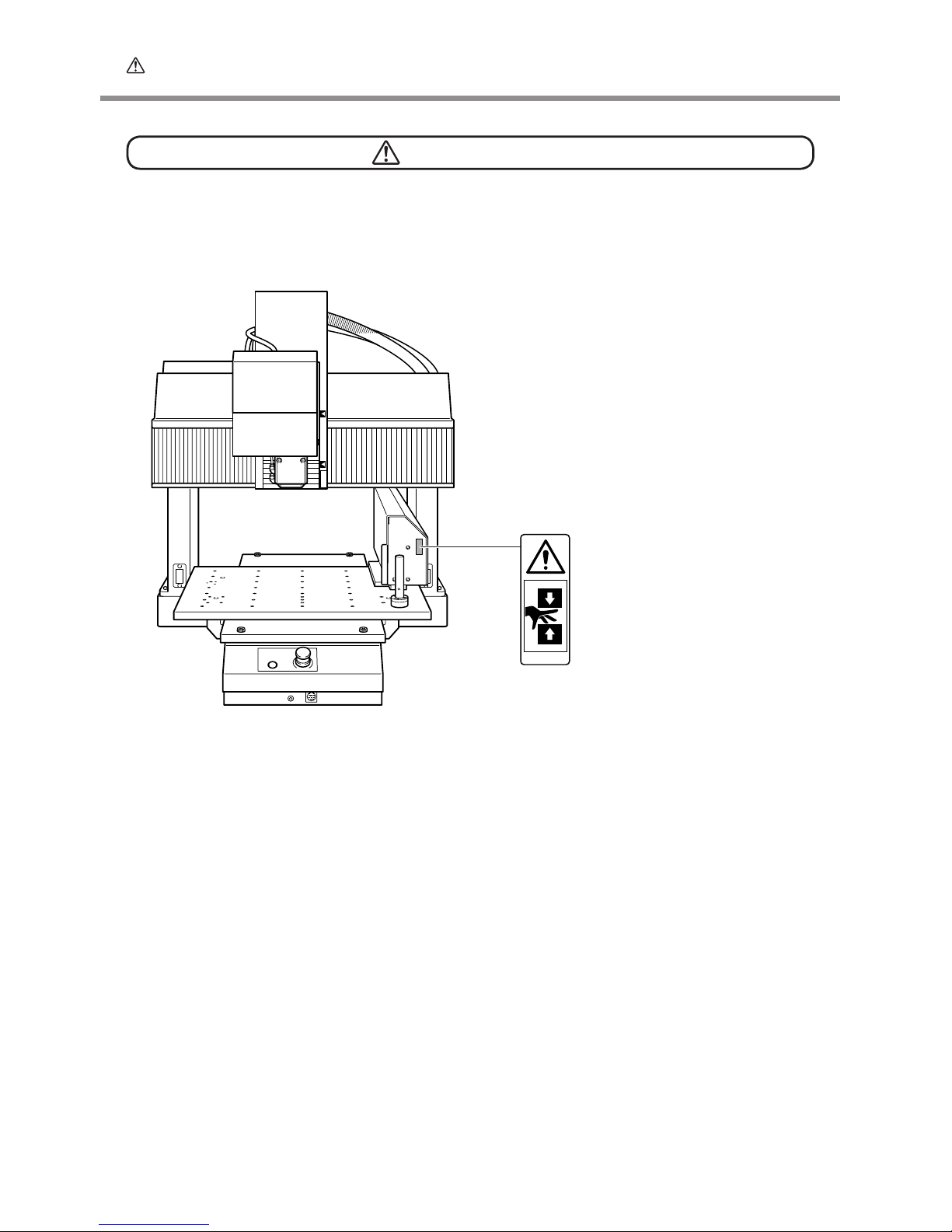
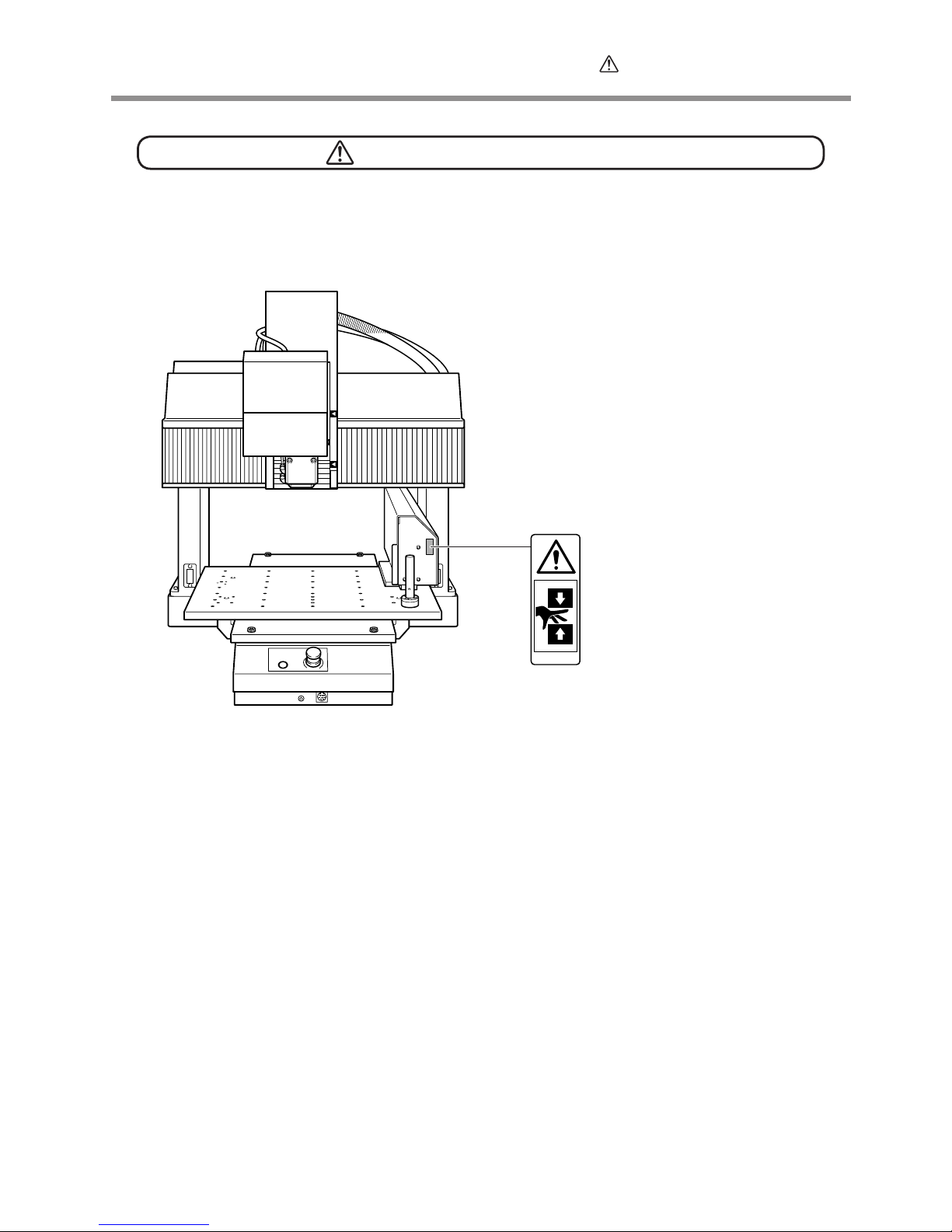
Warning labels are afxed to make areas of danger immediately clear. The meanings of these labels
are as follows. Be sure to heed their warnings.
Also, never remove the labels or allow them to become obscured.
Warning Labels
Caution: Pinching Hazard
Contact during operation may cause
the hand or ngers to become pinched,
resulting in injury.
To Ensure Safe Use
Page 13

11
Page 14
12
Pour utiliser en toute sécurité
La manipulation ou l'utilisation inadéquates de cet appareil peuvent causer des blessures ou des
dommages matériels. Les précautions à prendre pour prévenir les blessures ou les dommages
sont décrites ci-dessous.
Avis sur les avertissements
ATTENTION
Utilisé pour avertir l'utilisateur d'un risque de décès ou de blessure grave en cas de
mauvaise utilisation de l'appareil.
PRUDENCE
Utilisé pour avertir l'utilisateur d'un risque de blessure ou de dommage matériel en cas
de mauvaise utilisation de l'appareil.
* Par dommage matériel, il est entendu dommage ou tout autre eet indésirable sur la
maison, tous les meubles et même les animaux domestiques.
À propos des symboles
Le symbole attire l'attention de l'utilisateur sur les instructions importantes ou les avertissements.
Le sens précis du symbole est déterminé par le dessin à l'intérieur du triangle. Le symbole à gauche
signie "danger d'électrocution."
Le symbole avertit l'utilisateur de ce qu'il ne doit pas faire, ce qui est interdit. La chose spécique à
ne pas faire est indiquée par le dessin à l'intérieur du cercle. Le symbole à gauche signie que l'appareil
ne doit jamais être démonté.
Le symbole prévient l'utilisateur sur ce qu'il doit faire. La chose spécique à faire est indiquée par le
dessin à l'intérieur du cercle. Le symbole à gauche signie que le l électrique doit être débranché de la
prise.
Page 15
13
L’utilisation incorrecte peut causer des blessures
ATTENTION
S’assurer de suivre les procédures
d’utilisation décrites dans la documentation. Ne jamais permettre à quiconque ne
connaît pas le fonctionnement ou la manutention de l’appareil de le toucher.
L’utilisation ou la manutention incorrectes
peuvent causer un accident.
Garder les enfants loin de l’appareil.
L’appareil comporte des zones et des composants qui présentent un danger pour les
enfants et qui pourraient causer des blessures,
la cécité, la suffocation ou d’autres accidents
graves.
Ne jamais faire fonctionner l’appareil après
avoir consommé de l’alcool ou des médicaments, ou dans un état de fatigue.
L’utilisation de l’appareil exige un jugement
sans faille. L’utilisation avec les facultés affaiblies pourrait entraîner un accident.
Utiliser l’appareil dans un endroit propre
et bien éclairé.
Travailler dans un endroit sombre ou encombré peut causer un accident; l’utilisateur
risque, par exemple, de trébucher malencontreusement et d’être coincé par une partie de
l’appareil.
Avant de mettre l'appareil sous tension,
vérier et s'assurer que les environs sont
sécuritaires.
S'assurer que les mouvement de l'appareil
ne présentent aucun danger; s'assurer en
particulier que personne ne se trouve dans la
zone de fonctionnement de l'appareil.
Ne jamais utiliser l’appareil à des ns autres que celles pour lesquelles il est conçu.
Ne jamais l’utiliser de manière abusive ou
d’une manière qui dépasse sa capacité.
Le non-respect de cette consigne peut causer
des blessures ou un incendie.
Ne jamais utiliser un outil de coupe émoussé. Procéder fréquemment aux travaux
d’entretien pour garder l’appareil en bon
état de fonctionnement.
L’usage abusif peut causer un incendie ou
des blessures.
ATTENTION
Utiliser uniquement des accessoires
d’origine (accessoires en option, articles
consommables, câble d’alimentation et
autres articles semblables), compatibles
avec l’appareil.
Les articles incompatibles risquent de causer
des accidents.
Débrancher le câble d'alimentation avant
de procéder au nettoyage ou à l'entretien
de l'appareil, et avant d'y xer ou d'en retirer des accessoires en option.
Tenter ces opérations pendant que l'appareil
est branché à une source d'alimentation peut
causer des blessures ou un choc électrique.
Ne jamais tenter de démonter, de réparer
ou de modier l'appareil.
Le non-respect de cette consigne risque de
provoquer un incendie, un choc électrique ou
des blessures. Coner les réparations à un
technicien ayant la formation requise.
Pour utiliser en toute sécurité
Page 16
14
Les débris de coupe peuvent s'enammer
ou présenter un risque pour la santé.
ATTENTION
Ne jamais tenter de couper du magnésium
ni aucun autre matériau inammable.
Un incendie pourrait se produire pendant la
coupe.
Ne pas approcher une flamme nue de
l'espace de travail.
Les rognures de coupe peuvent s'enammer.
Les matériaux pulvérisés sont extrême-
ment inammables et même le métal peut
s'enammer.
Si un aspirateur est utilisé pour ramasser
les rognures de coupe, faire preuve de
prudence pour empêcher que la poussière
s'enamme ou explose.
Ramasser des rognures nes à l'aide d'un
aspirateur ordinaire peut créer un risque
d'incendie ou d'explosion. Vérier auprès du
fabricant de l'aspirateur. Dans les cas où il est
impossible de déterminer si un aspirateur peut
être utilisé sans danger, se servir d'une brosse
ou d'un article semblable plutôt que d'un
aspirateur.
PRUDENCE
Porter des lunettes de protection et un
masque. Rincer toutes les rognures de
coupe qui pourraient rester collées aux
mains.
Avaler ou respirer accidentellement des rognures de coupe peut être dangereux pour la
santé.
Pour utiliser en toute sécurité
Page 17
15
Certains éléments peuvent présenter un risque de pince-
ment, d'emmêlement, de brûlure ou d'autres dangers.
ATTENTION
Ne jamais faire fonctionner l'appareil si
on porte une cravate, un collier, des vêtements amples ou des gants. Bien attacher
les cheveux longs.
Ces vêtements ou ces objets peuvent être
coincés dans l'appareil, ce qui causerait des
blessures.
Fixer solidement l'outil de coupe et la pièce
à travailler. Une fois qu'ils sont xés solidement, s'assurer qu'aucun outil ni aucun
autre objet n'a été laissé en place.
Si tel était le cas, ces objets pourraient être
projetés avec force hors de l'appareil et causer
des blessures.
Faire preuve de prudence pour éviter
l'écrasement ou le coincement.
La main ou les doigts peuvent être écrasés ou
coincés s'ils entrent en contact avec certaines
surfaces par inadvertance. Faire preuve de
prudence pendant l'utilisation de l'appareil.
ATTENTION
Attention : outil de coupe.
L'outil de coupe est acéré. Faire preuve de
prudence pour éviter les blessures.
Attention : températures élevées.
L'outil de coupe et le moteur chauffent. Faire
preuve de prudence pour éviter un incendie
ou des brûlures.
Pour utiliser en toute sécurité
Page 18
16
Risque de décharge ou de choc électrique,
d'électrocution ou d'incendie
ATTENTION
Ne jamais utiliser à l'extérieur ni à un
endroit où l'appareil risque d'être exposé
à de l'eau ou à une humidité élevée. Ne
jamais toucher l'appareil avec des mains
mouillées.
Le non-respect de cette consigne risque
de provoquer un incendie ou un choc électrique.
Ne jamais insérer d'objet étranger dans
l'appareil. Ne jamais exposer l'appareil aux
déversements de liquides.
L'insertion d'objets comme des pièces de
monnaie ou des allumettes, ou le déversement de liquides dans les orices de ventilation peuvent causer un incendie ou un choc
électrique. Si un objet ou du liquide s'inltre
dans l'appareil, débrancher immédiatement le
câble d'alimentation et communiquer avec le
représentant Roland DG Corp. autorisé.
Ne jamais placer d'objet inammable à
proximité de l'appareil. Ne jamais utiliser
de produit inammable en aérosol à proximité de l'appareil. Ne jamais utiliser
l'appareil dans un endroit où des gaz peuvent s'accumuler.
Une combustion ou une explosion pourraient
se produire.
ATTENTION
Ne jamais utiliser d'huile de coupe.
Cet appareil n'est pas conçu pour traiter l'huile
de coupe. L'huile peut s'inltrer à l'intérieur et
causer un incendie ou un choc électrique.
Ne jamais utiliser d'air sous pression.
Cet appareil n'est pas conçu pour être nettoyé
à l'aide d'un appareil soufant. Des rognures
de coupe peuvent s'inltrer à l'intérieur et
causer un incendie ou un choc électrique.
S'il se produit des étincelles, de la fumée,
une odeur de brûlé, un bruit inhabituel ou
un fonctionnement anormal, débrancher
immédiatement le câble d'alimentation.
Ne jamais utiliser si un composant est
endommagé.
Continuer à utiliser l'appareil peut causer un
incendie, un choc électrique ou des blessures.
Communiquer avec le représentant Roland
DG Corp. Autorisé.
Pour utiliser en toute sécurité
Page 19
17
ATTENTION
Connecter solidement le tuyau à air pour
éviter qu'il se détache.
Un tuyau sous pression qui se détache peut
fouetter l'air de manière désordonnée et créer
une situation dangereuse. Le xer solide-
ment.
Avant de procéder au nettoyage ou à la
maintenance de l'appareil, d'y xer ou d'en
détacher le tuyau à air ou un accessoire en
option, arrêter l'alimentation en air comprimé et laisser la pression s'échapper.
Si l'équipement est laissé sous pression, il y a
risque que des éléments soient projetés.
Si l'appareil doit rester inutilisé pendant
une longue période, couper l'alimentation
en air comprimé et purger la pression.
Cette précaution peut prévenir un accident.
Utiliser un tuyau à air du diamètre spécié
et ayant une résistance appropriée à la
pression.
Sinon, le tuyau risque de se détacher ou de
se rompre.
Garder l'alimentation en air comprimé à la
pression spéciée.
Appliquer une pression supérieure à la pres-
sion spéciée risque de faire rompre le tuyau
ou de causer un accident grave.
S'assurer que l'air comprimé n'est pas contaminé par de l'eau, de l'huile, des produits
chimiques ou des objets étrangers.
Les composants pourraient se détériorer ou se
rompre et les contaminants seraient projetés,
ce qui créerait un danger.
Ne jamais utiliser dans un endroit exposé
à de l'huile de coupe, à des solvants, à
des produits chimiques ou à d'autres substances similaires.
Les composants pourraient se détériorer ou se
rompre sous la pression de l'air comprimé.
Ne jamais utiliser dans un endroit exposé
directement aux rayons du soleil.
Les composants pourraient se détériorer ou se
rompre sous la pression de l'air comprimé.
Il y a risque que des composants soient projetés ou endommagés.
ATTENTION
Ne jamais frapper ni soumettre l'objet à
un impact.
Les composants pourraient être endommagés ou se rompre sous la pression de l'air
comprimé.
Garder la température de l'endroit où
l'appareil est installé dans les limites
spéciées. Ne jamais placer un four ou un
appareil de chauffage à proximité.
Les composants pourraient se détériorer ou se
rompre sous la pression de l'air comprimé.
Ne jamais endommager le tuyau à air, le
plier ou le tordre avec une force excessive.
Ne jamais utiliser un article détérioré.
Un tuyau à air endommagé risque de se
rompre.
Pour utiliser en toute sécurité
Page 20
18
Remarques importantes relativement à l'extrémité (bord coupé) du tuyau à air.
Le non-respect de ces consignes de sécurité peut causer une fuite d'air ou le débranchement du tuyau
à air. En outre, si le tuyau à air a été débranché, en couper l'extrémité avant de le rebrancher.
Le bord coupé doit être droit
S'assurer qu'il n'est pas écrasé
Le garder en bon état et propre
Pour utiliser en toute sécurité
Page 21
19
Des vignettes d'avertissement sont apposées pour qu'il soit facile de repérer les zones dangereuses. La signication des vignettes est donnée ci-dessous. Respecter les avertissements. Ne
jamais retirer les vignettes et ne pas les laisser s'encrasser.
Vignettes d'avertissement
Attention : risque de pincement
Un contact pendant le fonctionnement
peut coincer la main ou les doigts ce qui
risque de causer des blessures.
Pour utiliser en toute sécurité
Page 22

20
Page 23
21
Important Notes on Handling and Use
This machine is a precision device. To ensure the full performance of this machine, be sure to observe
the following important points. Failure to observe these may not only result in loss of performance, but
may also cause malfunction or breakdown.
ATC Unit
This machine is a precision device.
Handle carefully, and never subject the machine to impact or excessive force.
Use within the range of specications.
Diligently keep clean of cutting waste.
Never attempt to move the magazine cover by hand with undue force.
Install in a suitable location.
Install in a location that meets the specied conditions for temperature, relative humidity, and the like.
Install in a quiet, stable location oering good operating conditions.
Never use the machine in an environment where silicone substances (oil, grease, spray, etc.) are present. Doing so may
cause poor switch contact.
This machine becomes hot.
Never cover the ventilation holes with cloth, tape, or anything else.
Page 24

22
Page 25

Chapter 1
Introduction
1-1 Introduction ..................................................................................................24
Features ............................................................................................................. 24
Installable Model ................................................................................................. 24
Organization of the Documentation .................................................................... 24
1-2 Names and Functions ..................................................................................25
External View ....................................................................................................... 25
VPanel ................................................................................................................ 26
23
Page 26
1-1 Introduction
Features
This is an optional unit for adding an automatic tool changer (ATC) to the MODELA Pro II from Roland DG Corp.
The bolt-on design allows easy installation.
The tool-length oset feature and automatic tool-length measurement feature also make it easy to selectively use tools
of dierent lengths.
Use in combination with a rotary axis unit is possible.
Installable Model
Supported Model
MODELA Pro II MDX-540S
MODELA Pro II MDX-540
Installation on a machine equipped with either the standard table or the T-slot table is possible.
Use in combination with a rotary axis unit is possible.
A compressor or other source of compressed air must be provided separately.
An air hose for connecting the compressed-air source to the unit must be provided separately.
The tool holders are not included. They must be provided separately.
Organization of the Documentation
Installation and operation this unit require prior knowledge of the handling and operation of the modeling machine. Before
you read this document, be sure to familiarize yourself with the handling and operation of the modeling machine.
This document describes the following.
How to install the unit
How to adjust and perform maintenance for the unit
Explanations of features added by the unit
For matters not described by this document, refer to the documentation included with the modeling machine.
User's Manual for the MDX-540SA and MDX-540A (ATC-equipped Models)
Read the "MDX-540S/540 User's Manual" together with this manual. This manual describes only matters related to the ATC
unit. Basic matters related to the modeling machine are described in the "MDX-540S/540 User's Manual."
24
Chapter 1 Introduction
Page 27
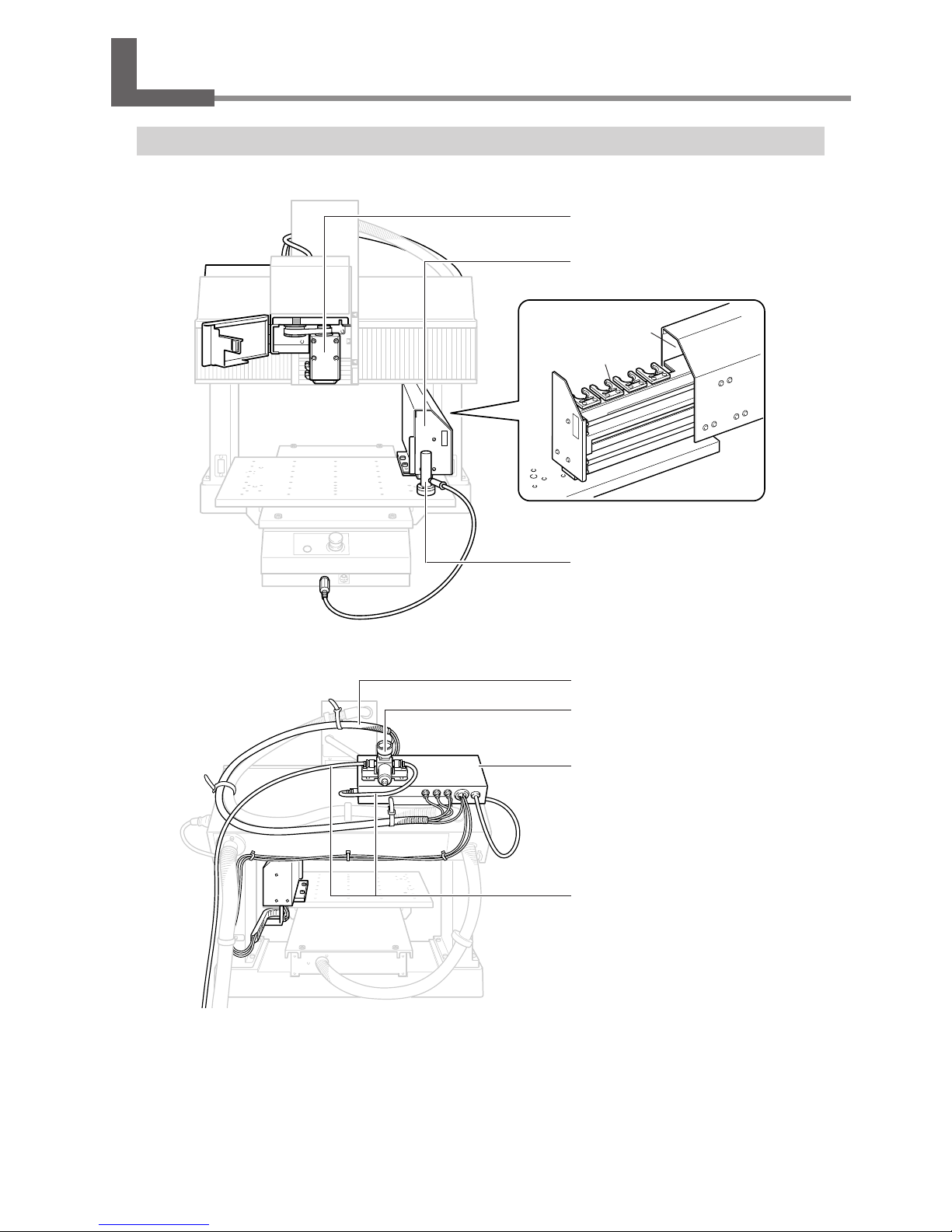
1-2 Names and Functions
External View
ATC spindle
Magazine
Z-origin sensor
Magazine cover
Stocker
Cable hose
Air regulator
Control box
Air hose
25
Chapter 1 Introduction
Page 28
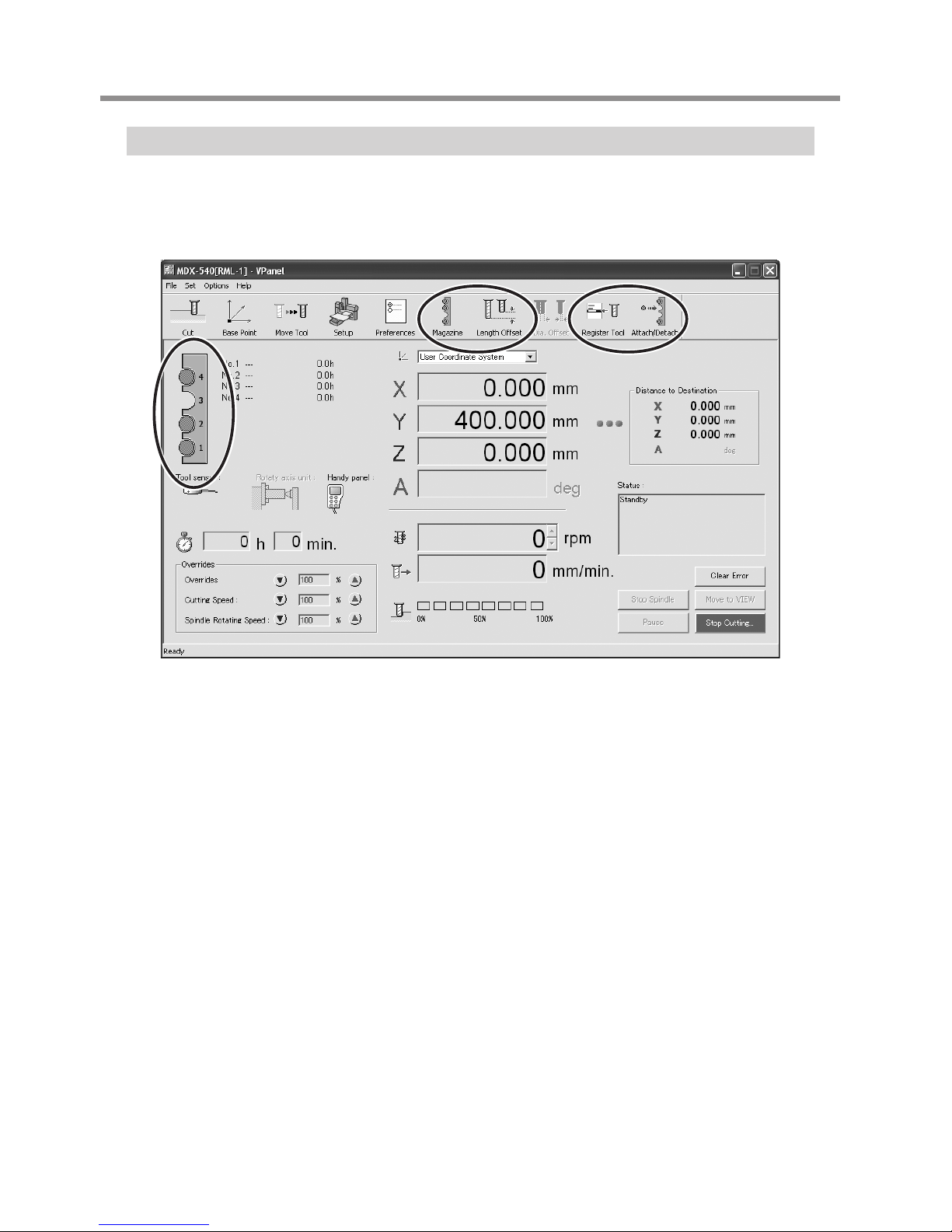
VPanel
Installing the ATC unit enables you to perform operations for items that involve the ATC unit.
26
Chapter 1 Introduction
1-2 Names and Functions
Page 29

Chapter 2
Installation
2-1 Before Installing ...........................................................................................28
Checking the Included Items .............................................................................. 28
Preparing the Compressed-air Source ............................................................... 29
Preparing the Tool Holders ................................................................................. 30
Overview of the Installation Procedure ............................................................... 31
Required Setup Operations for the ATC-equipped Models ................................. 31
2-2 Step 1: Attach the Control Box .....................................................................32
Attach the Control Box ........................................................................................ 32
2-3 Step 2: Attach the Magazine Unit ................................................................33
For a Standard Table .......................................................................................... 33
For a T-slot Table ................................................................................................ 36
2-4 Step 3: Attach the Spindle and Cylinder .......................................................39
Attach the Spindle and Cylinder .......................................................................... 39
2-5 Step 4: Connect and Secure the Cables .....................................................42
Connect and Secure the Cables.......................................................................... 42
2-6 Step 5: Supply Compressed Air ...................................................................45
Supply Compressed Air ...................................................................................... 45
2-7 Step 6: Adjust the Tool-change Location .....................................................46
Adjust the Tool-change Location ........................................................................ 46
27
Page 30

*1 The magazine unit and control box are connected by cabling. The cabling cannot be
detached.
*2 The pressure gauge for the air regulator does not face directly upward, but this is
intentional and not a defect.
*3 Not used on machines installed with a T-slot table.
*4 Not used on machines installed with the standard table.
*5 Not used in the case of usage in combination with a rotary axis unit (ZCL-540).
*6 Use a Phillips screwdriver to attach these.
2-1 Before Installing
Checking the Included Items
The following items are included with the unit. Make sure they are all present and accounted for.
Control box
(*1)(*2)
Magazine unit
(*1)
ATC spindle Air cylinder
Base plate
(*3)
Z-origin sensor
(*5)
Spacer
(*3)(*5)
Stripper bolts
(d8 x L15 mm) x2
Cap screws
(M8 x 20 mm) x2
(*3)
Cap screws
(M8 x 16 mm) x4
Plastic screws
(M4 x 30 mm) x3
(*3)(*5)(*6)
Plastic screws
(M4 x 15 mm) x3
(*4)(*5)(*6)
Cap screws
(M4 x 8 mm) x2
Hexagonal wrenches
(6 mm, 5 mm, 3 mm)
Retaining bands (large) x3 Cable retainers x3
User's Manual (this manual)
Items Included with the MDX-540SA and MDX-540A (ATC-equipped Models)
On the MDX-540SA and MDX-540A, the following items are already installed on the machine: Control box, magazine
unit, ATC spindle, air cylinder, base plate, cap screws (M8 x 20 mm, M8 x 16 mm, and M4 x 8 mm), stripper bolts, retaining
bands, and cable retainers.
The following item is not included with the MDX-540SA and MDX-540A: Hexagonal wrench (6 mm).
For information on other items included with the MDX-540SA and MDX-540A, refer to the "MDX-540S/540 User's Manu-
al."
28
Chapter 2 Basic Operation
Page 31

Preparing the Compressed-air Source
WARNING
The pressure of the compressed air must be not more than 1 MPa.
Exceeding this may cause rupture or other serious accident.
WARNING
Ensure no contamination of the supplied compressed air by any water, oils,
chemicals, or foreign objects.
Components may deteriorate or rupture, or the contaminants may be scattered,
posing a hazard.
This unit requires compressed air. Provide a compressor or other source that meets the following conditions.
Air pressure: 0.7 to 1.0 MPa
Amount of air: 50 L/min
Contamination by moisture, oils, chemicals, or other foreign matter is not permitted. The air must be
dry.
Attach the piping from the unit as described below. Use a suitable air hose.
Hose outer diameter: 10 mm (polyurethane tube)
About the Compressor
Contamination of the compressed air by foreign matter is undesirable. Use an oil-free compressor.
Moist air may cause rust. Use a device equipped with a dryer.
Stable pressure is required. Select a source that has an adequate tank capacity.
Be sure to drain periodically.
10 mm
29
Chapter 2 Installation
2-1 Before Installing
Page 32

Preparing the Tool Holders
Provide tool holders that meet the following conditions.
Dimensions
Weight
Ensure that the weight, including the end mill and the like, is not more that 350 g (0.77 lb.).
Taper-shank portion
Pull-stud portion
Taper shank
(JBS4002 15T, 7/24 taper)
27 mm (1.06 in.) or less
Pull stud
(JBS4002 15P [45˚], special)
33 mm (1.3 in.) or less
10 mm (0.4 in.) or less
17 mm (0.67 in.) or more
(when gripped)
(Unit: mm)
45˚
60˚
7
10
6.5
4
M6
28
17
13.5
C0.5
R0.5 max
R0.5
C1
(Unit: mm)
19.050
27
7.5
6.5
M6
15 min
5
21
27
11
5
1.5
±0.4
1.5
0
Gauge surface
7/24 taper
21 min
R0.5
60˚
2.5
110 mm (4.3 in.) or less
-0.4
30
Chapter 2 Installation
2-1 Before Installing
Page 33

Overview of the Installation Procedure
This is an overview of the installation procedure. For the specic steps required to install this unit, see the following section.
Set Up the Modeling machine
Finish installing the modeling machine, installing and setting up the program and other software, and connecting the
modeling machine to the computer.
If an optionally available T-slot table is to be used, nish installing it at this time.
If an optionally available safety cover is to be used, leave it uninstalled at this time.
Install the ATC Unit
Install this unit.
Install the Rotary Axis Unit
When you are using the unit in combination with a rotary axis unit, install the ATC unit rst, before you install the rotary
axis unit.
Important Notes on Installation Operations
Before installing, clean away any cutting waste and any soiling on the installation surface. Any foreign
matter that becomes caught between components may reduce accuracy.
For several parts, the installation location is determined by butting the part ush against a surface.
Because accuracy can be reduced by improper contact when doing this, carry out such procedures
especially carefully.
About Use in Combination with a Rotary Axis Unit
If you intend to use this unit in combination with a rotary axis unit, then install this unit rst, before you install the rotary axis
unit. If the rotary axis unit is already installed on the machine, then it must rst be removed.
About Installation of a Safety Cover
If you're using an optionally available safety cover, install this unit rst, and then install the safety cover. If the safety cover
is already installed, then remove it.
About VPanel Settings
VPanel automatically detects this unit when it is installed. You don't need to make any special settings.
Required Setup Operations for the ATC-equipped Models
For the MDX-540SA and MDX-540A, carry out the following operations.
In "2-3 Step 2: Attach the Magazine Unit," the procedures for mounting the Z-origin sensor (☞ p. 35 or p.
38)
The procedures in "2-6 Step 5: Supply Compressed Air" (☞ p. 45)
Other installation and mounting operations are complete at the time the machine is shipped from the factory.
31
Chapter 2 Installation
2-1 Before Installing
Page 34

2-2 Step 1: Attach the Control Box
Attach the Control Box
Procedure
Prepare the modeling machine.
Perform manual feed to move the
table to the front.
Use manual feed to move the
spindle head to a position about halfway along the X axis and at the lowest
location on the Z axis.
Shut down the modeling machine
and disconnect the power cable.
WARNING: Be sure to disconnect the power cable. Failure to do
so may result in danger of injury.
Remove the two screws.
Use the screws to attach the control
box.
Continue by proceeding with "2-3 Step 2: Attach the Magazine Unit."
32
Chapter 2 Basic Operation
Page 35

2-3 Step 2: Attach the Magazine Unit
For a Standard Table
The installation method diers slightly depending on the type of table. If the original standard table is attached, then follow
the procedure below to install.
Procedure
Install the base plate.
From the rear of the modeling machine, pull in the magazine unit.
Loosely tighten the magazine unit in
place.
Cap screws (M8 x 20 mm)
Tighten loosely.
Cap screws (M8 x 16 mm)
33
Chapter 2 Basic Operation
Page 36

Fit the tabs on the underside of the magazine unit into the base plate.
Tighten the cap screws.
Correct tool-change is impossible if the tabs are not engaged properly. Perform positioning carefully.
Remove the screw.
Open the magazine cover and gen-
tly pull out the cushioning material.
Remove the rubber bushing.
Secure in place with two more cap
screws.
Gently close the magazine cover.
Cap screws
(M8 x 16 mm)
Screw
Rubber bushing
Cushioning material
Base plate
Tab
34
Chapter 2 Installation
2-3 Step 2: Attach the Magazine Unit
Page 37

No Rotary Axis Unit
Install the Z-origin sensor.
For Use in Combination with a Rotary
Axis Unit
Installation of the Z-origin sensor is
not required.
Secure the cable carrier in place.
Continue by proceeding with "2-4 Step 3: Attach the Spindle and Cylinder."
Cap screws
(M4 x 8 mm)
Cable carrier
Plastic screws
(M4 x 30 mm)
Orient the hole
in this direction.
Spacer
35
Chapter 2 Installation
2-3 Step 2: Attach the Magazine Unit
Page 38

For a T-slot Table
The installation method diers slightly depending on the type of table. If an optionally available T-slot table is attached, then
follow the procedure below to install.
Procedure
From the rear of the modeling machine, pull in the magazine unit.
Slide the T-slot nuts into the
grooves.
Loosely tighten the magazine unit
in place.
The T-slot nuts are included with the T-slot
table.
Cap screws
(M8 x 16 mm)
Tighten loosely.
36
Chapter 2 Installation
2-3 Step 2: Attach the Magazine Unit
Page 39

Fit the tabs on the underside of the magazine unit into locations shown in the gure.
Tighten the cap screws.
Correct tool-change is impossible if the tabs are not engaged properly. Perform positioning carefully.
Remove the screw.
Open the magazine cover and gen-
tly pull out the cushioning material.
Remove the rubber bushing.
Screw
Rubber bushing
Cushioning material
Tab
37
Chapter 2 Installation
2-3 Step 2: Attach the Magazine Unit
Page 40

Slide the T-slot nuts into the
grooves.
Secure in place with two more cap
screws.
Gently close the magazine cover.
No Rotary Axis Unit
Install the Z-origin sensor.
For Use in Combination with a Rotary
Axis Unit
Installation of the Z-origin sensor is
not required.
Secure the cable carrier in place.
Continue by proceeding with "2-4 Step 3: Attach the Spindle and Cylinder."
Plastic screws
(M4 x 15 mm)
Orient the hole
in this direction.
Cap screws
(M8 x 16 mm)
Cap screws
(M4 x 8 mm)
Cable carrier
38
Chapter 2 Installation
2-3 Step 2: Attach the Magazine Unit
Page 41

2-4 Step 3: Attach the Spindle and Cylinder
Attach the Spindle and Cylinder
Procedure
Detach the motor cover.
Remove the grommet.
Remove the existing spindle and
spindle holder.
Important Note When Removing the
Spindle Holder
A thin spacer (shim) may be present between the spindle holder and the Z-axis
rail slider. Reinsert it in its original location,
without removing it (step 4). This shim is
designed to improve the installation accuracy of the spindle.
Motor cover
Grommet
Z-axis rail slider
Shim: This must not be removed.
39
Chapter 2 Basic Operation
Page 42

Install the air cylinder.
Pass the belt through the ATC spindle.
Attach the ATC spindle. Tighten the cap screws in the sequence shown in the gure.
For the belt and the cap screws, use the items you removed in step 2.
Engage the belt onto the pulley.
Stripper bolts
(d8 x L15 mm)
Inner and Outer Sides
of the Belt
The inner side is slick.
Turn gently, and when
movement stops, tighten
further by approx. 30˚.
40
Chapter 2 Installation
2-4 Step 3: Attach the Spindle and Cylinder
Page 43

While turning the pulley to break in
the belt, keep the belt at the correct
position.
Continue by proceeding with "2-5 Step 4: Connect and Secure the Cables."
Keep centered
on the pulley.
Keep centered
on the pulley.
41
Chapter 2 Installation
2-4 Step 3: Attach the Spindle and Cylinder
Page 44

2-5 Step 4: Connect and Secure the Cables
Connect and Secure the Cables
Procedure
Secure the cabling connected to the magazine in place with retainers.
Arrange the cable hose as shown in the gure.
Remove the screws.
Tighten the screw to clamp the cabling.
Opening the retainer
Cable hose
Medium air hose
Connector
(air-cylinder use)
Small air hoses
42
Chapter 2 Basic Operation
Page 45

Remove the grommet.
Pass the connector for the air cyl-
inder through the hole.
Connect the connector.
Secure the cabling for the air cylinder
in place with retainers.
Be careful to ensure that the cabling does not
touch any moving parts.
Connect the medium air hose.
Attaching and detaching the air
hose
To connect
Insert rmly as far as it will go.
To detach
Press and hold the ring and pull out.
Attach the motor cover at its original
location.
Reinsert the two grommets at their
original locations.
The joint rotates
freely.
Grommet
Pass the cabling for the air cylinder
through both sides.
43
Chapter 2 Installation
2-5 Step 4: Connect and Secure the Cables
Page 46

Attach the cable retainers.
Connect the two small air hoses.
Secure the hoses in place with the
retainers.
The joint rotates freely.
Secure the cable hose in place with
large retaining bands.
Ensure that it is not pulled by movement of the
spindle.
Connect the connector to the modeling machine.
Continue by proceeding with "2-6 Step 5: Supply Compressed Air."
Not labeled
Labeled
44
Chapter 2 Installation
2-5 Step 4: Connect and Secure the Cables
Page 47

2-6 Step 5: Supply Compressed Air
Supply Compressed Air
WARNING
The pressure of the supplied compressed air must be not more than 1 MPa.
Exceeding this may cause rupture or other serious accident.
WARNING
Ensure no contamination of the supplied compressed air by any water, oils,
chemicals, or foreign objects.
Components may deteriorate or rupture, or the contaminants may be scattered,
posing a hazard.
Attach an air hose.
Secure in place with the small re-
taining band.
Attaching and detaching the air hose
To connect
Insert rmly as far as it will go.
To detach
Press and hold the ring and pull out.
Once compressed air is being supplied, check to make sure no air leaks
from connections or other areas.
Next, slowly turn the regulator knob
to adjust until the meter reads 0.5 to
0.65 MPa.
Important Note on Adjusting the
Pressure
Be sure to adjust to an air pressure of
not more than 0.7 MPa. Exceeding this
may cause malfunction.
Continue by proceeding with "2-7 Step 6: Adjust the Tool-change Location."
Compressed air
0.5 to 0.65 MPa
To the compressed-air
source
Small retaining band
45
Chapter 2 Basic Operation
Page 48

2-7 Step 6: Adjust the Tool-change Location
Adjust the Tool-change Location
Procedure
Start the modeling machine.
Go to the main window in VPanel
and make sure the information for the
ATC is displayed.
Mount a tool holder in stocker No. 1.
For information on how to mount this, see the
following page.
☞ P. 52, "3-2 Mounting the Tool Holders"
In VPanel, go to the [Options] menu
and click [Adjust ATC Height].
WARNING: This procedure
makes the machine operate. Before
you perform this procedure, check
to make sure that operation of the
machine will not create any hazard
or danger.
Click [Start Detection].
46
Chapter 2 Basic Operation
Page 49

Shut
down
Click [OK] to nish adjustment.
Shut down the modeling machine.
This completes all installation operations.
Times When Readjustment Is Required
In either of the following cases, adjust the tool-change location again.
When the spindle unit or magazine unit has been reinstalled
When the installation environment has changed
47
Chapter 2 Installation
2-7 Step 6: Adjust the Tool-change Location
Page 50

48
Page 51

Chapter 3
Basic Operation
3-1 Starting and Quitting ....................................................................................50
How to Start the Machine ................................................................................... 50
How to Shut down .............................................................................................. 51
3-2 Mounting the Tool Holders ........................................................................... 52
Mounting Tool Holders in the Magazine ............................................................. 52
About the Stocker Numbers ................................................................................ 54
3-3 Manual Tool-change ....................................................................................55
Grasping a Tool Holder by Manual Operation .................................................... 55
49
Page 52

3-1 Starting and Quitting
How to Start the Machine
When this unit is installed, the procedure for starting the modeling machine changes slightly. Initialization cannot be performed
while a tool holder remains gripped by the spindle. This means that if a tool holder remains gripped, it must be released when
you begin startup. When a tool holder does not remain gripped, the startup procedure does not change.
Procedure
Close the spindle cover.
Switch on the power switch.
If a tool remains gripped, this screen
appears on the handy panel.
ON
Tool held -Doing forced release.
Support tool and
Press CLEAR
When the tool interferes with a work:
When the tool interferes with a work, you can
raise the spindle by holding down the [Z] key
on the handy panel and rotating the MPG
(handle) in a clockwise direction.
50
Chapter 3 Basic Operation
Page 53

Support the tool with your hand to
keep it from falling.
On the handy panel, press the
[CLEAR] key.
After the tool holder is released, return to the normal startup procedure. Press the [ENTER] key to perform initialization, then
start VPanel.
If No Handy Panel Is Attached
After switching on the power, start VPanel. Following the on-screen instructions displays a window for forced release of the
tool holder. Use this to perform the release.
If neither the handy panel nor VPanel is available, the tool holder cannot be released, and so startup is not possible.
How to Shut down
Before shutting down, return the tool holder to the magazine. Whenever possible, avoid shutting down while a tool holder
remains gripped.
☞ P. 55, "3-3 Manual Tool-change"
51
Chapter 3 Basic Operation
3-1 Starting and Quitting
Page 54

3-2 Mounting the Tool Holders
Mounting Tool Holders in the Magazine
The magazine is a "box" for storing the tool holders you use for cutting. Before you start cutting, load it with the needed
tool holders.
Procedure
Close the spindle cover.
Perform manual feed to move the
table all the way to the front.
In VPanel, click the [Attach/Detach] icon.
WARNING: This procedure
makes the machine operate. Before
you perform this procedure, check
to make sure that operation of the
machine will not create any hazard
or danger.
Click [Open Magazine Cover].
52
Chapter 3 Basic Operation
Page 55

Mount the tool holders in the stockers.
Click [Close Magazine Cover].
Check the information displayed in
VPanel.
Installing no more than the number required to accomplish cutting is sucient. Keeping four installed always is not necessary. Also, you are free to mount tool holders in whichever stocker numbers you prefer. It can be convenient to decide on
and use a system that is easy to remember, such as mounting a draft-cutting tool holder in stocker No. 1, a semi-nishing
tool in No. 2, and so on.
Important Note on the Destination for Tool-holder Return
When the spindle is gripping the tool holder from stocker No. 1, for example, never mount another tool in No. 1. Doing so
makes it impossible to return the tool holder currently gripped. This unit employs a xed-address system, in which a tool
holder taken from stocker No. 1 is always returned to No. 1.
Operation Using the Handy Panel
You can also perform this operation using the handy panel.
☞ P. 71, "Chapter 6 - Handy Panel"
Insert rmly all the way
to engage securely.
The tool holders are displayed in the
stockers where they are mounted.
Orient the depression
in this direction.
53
Chapter 3 Basic Operation
3-2 Mounting the Tool Holders
Page 56

Stocker No. 4
Stocker No. 3
Stocker No. 2
Stocker No. 1
About the Stocker Numbers
The stockers are numbered from 1 to 4. The tools
used for cutting are all specied by these stocker
numbers. This makes it important to decide on
the numbers where the tool holders are mounted
before you perform cutting.
54
Chapter 3 Basic Operation
3-2 Mounting the Tool Holders
Page 57

3-3 Manual Tool-change
Grasping a Tool Holder by Manual Operation
Tool-change is performed automatically according to commands from the computer, but when necessary you can also
perform tool-change manually. Note, however, that this operation cannot be performed when the spindle cover is open,
during a cutting operating, or while the machine is paused.
Procedure
Close the spindle cover.
In VPanel, click the [Attach/Detach]
icon.
WARNING: This procedure
makes the machine operate. Before
you perform this procedure, check
to make sure that operation of the
machine will not create any hazard
or danger.
Choose the stocker number.
Click [Replace].
To return, click [Return].
Operation Using the Handy Panel
You can also perform this operation using the handy panel.
☞ P. 71, "Chapter 6 - Handy Panel"
55
Chapter 3 Basic Operation
Page 58

56
Page 59

Chapter 4
Tool-length Offset
4-1 What's the Tool-length Offset? .....................................................................58
What's the Tool-length Offset? ............................................................................ 58
How to Determine the Adjustment Values ........................................................... 58
4-2 Automatic Measurement of Tool Length ......................................................59
What's Automatic Measurement of Tool Length? ............................................... 59
Automatic-measurement Procedure ................................................................... 59
4-3 Entering Adjustment Values Yourself ...........................................................62
Entering Adjustment Values ................................................................................ 62
Fine-tuning the Results of Automatic Measurement of Tool Length .................... 63
4-4 Starting Tool-length Offset ...........................................................................64
When Tool-length Offset Starts ........................................................................... 64
Tool-length Offset in a Manual Tool-change ....................................................... 64
Correspondences Between Stocker Numbers and Offset Numbers .................. 64
57
Page 60

4-1 What's the Tool-length Offset?
What's the Tool-length Offset?
This feature keeps the position of the tool tip from changing during cutting, even when you change among tools of dierent
lengths. This is useful when you want to use multiple tools selectively to cut a single workpiece.
Note, however, that this requires measuring the lengths of the respective tools and saving their adjustment (oset) values in
advance. The gure below shows an example where the gauge surface of the tool holders is used as the reference.
Tool-length Automatic-measurement Feature
This unit also provides a feature for measuring the tool length automatically. Using this can be convenient because it performs
all tasks up through saving the adjustment value in a single step.
☞ P. 59, "4-2 Automatic Measurement of Tool Length"
How to Determine the Adjustment Values
When you measure tool length yourself, you make
the distance from the reference position to the
tool tip the adjustment (oset) value. However,
it's best to decide on a clearly dened reference
position. This gure shows an example where you
decide on the reference tool and use the position
of its tool tip as the reference. (In this case, the
adjustment value for the reference tool is zero.)
It's important to note that adjustment values may
be positive or negative. The value is positive when
the tip is lower than the reference position or
negative when higher than reference position.
☞ P. 62, "4-3 Entering Adjustment Values Yourself"
Reference
position
Before tool-length offset
After tool-length offset
Tool length A
Tool length B
Tool length C
Adjustment
value A
Adjustment
value B
Adjustment
value C
Reference
position
Negative adjustment value
Positive adjustment value
58
Chapter 4 Tool-length Offset
Page 61

4-2 Automatic Measurement of Tool Length
What's Automatic Measurement of Tool Length?
This feature automatically measures tool length using the Z-origin sensor and registers its adjustment value. You can perform
batch registration for a number of tools at one time.
Important !
When performing automatic measurement of tool length, check that no cutting waste and the like is present on the Z-origin
sensor and tool. Otherwise, correct measurement may be impossible and the intended cutting results cannot be obtained.
Automatic-measurement Procedure
Procedure
Mount tool holders in the magazine.
Make the cable connection to the Z-origin sensor.
No rotary axis unit
Use in combination with a rotary axis unit
59
Chapter 4 Tool-length Offset
Page 62

Close the spindle cover.
In VPanel, click the [Magazine]
icon.
Click [Measure All].
WARNING: This procedure
makes the machine operate. Before
you perform this procedure, check
to make sure that operation of the
machine will not create any hazard
or danger.
Click [OK].
Click [OK] to nish measuring.
Detach the sensor cable.
This completes the registration of the adjustment values and the preparations for starting tool-length oset. To use toollength oset in actual operations, refer to the pages indicated below.
☞ P. 68, "5-2 Examples of Usage of Tool-length Offset (RML-1 Mode)"
☞ P. 69, "5-3 Examples of Usage of Tool-length Offset (NC-code Mode)"
WARNING
After performing automatic measurement of tool length, never needlessly perform
replacement with a different tool.
Doing so makes the adjustment value incompatible with the tool length, which may
result in cutting-in at an unintended depth. Errors or mistakes may cause the tool
to break and be thrown off forcefully, leading to danger of injury.
60
Chapter 4 Tool-length Offset
4-2 Automatic Measurement of Tool Length
Page 63

To Make the Tool Descend Rapidly
When it takes a long time for the tool to make contact with the sensor, turn the hand wheel on the handy panel counterclockwise. Be careful not to make the tool collide with the sensor. A collision makes accurate detection impossible. If a collision
occurs, redo the operation from the beginning.
Operation Using the Handy Panel
You can also perform this operation using the handy panel.
☞ P. 71, "Chapter 6 - Handy Panel"
61
Chapter 4 Tool-length Offset
4-2 Automatic Measurement of Tool Length
Page 64

4-3 Entering Adjustment Values Yourself
Entering Adjustment Values
When you've measured tool length yourself, follow the procedure below to register the adjustment values.
Procedure
In VPanel, click the [Length Offset]
icon.
Enter the adjustment value.
Click [OK].
About the Offset Numbers
The numbers displayed in the [Length Oset] dialog box are the oset numbers. In the NC-code mode, the oset numbers
may not necessarily be identical to the stocker numbers. It's important to remember that, for example, oset No. 2 may be
assigned to stocker No. 1. In the RML-1 mode, it's not necessary to be aware of any dierences between stocker numbers
and the oset numbers.
☞ P. 64, "Correspondences Between Stocker Numbers and Offset Numbers"
62
Chapter 4 Tool-length Offset
Page 65

Fine-tuning the Results of Automatic Measurement of Tool Length
When necessary, you can ne-tune the adjustment
values obtained by automatic measurement of tool
length. The [Length Oset] dialog box is updated
with the results of automatic measurement, so you
change the values here.
☞ P. 59, "4-2 Automatic Measurement of Tool Length"
A tool that is longer than the adjustment value performs cutting-in that is deeper than intended. In such
cases, increase the value. Conversely, if the cutting-in
depth is too shallow, reduce the value.
63
Chapter 4 Tool-length Offset
4-3 Entering Adjustment Values Yourself
Page 66

4-4 Starting Tool-length Offset
When Tool-length Offset Starts
Tool-length oset is activated in the following cases. In each of these cases, the osets are applied according to the registered
adjustment values. (You can use the [Magazine] dialog box to view and check the adjustment values.) Note, however, that
the adjustment values are all zero by default, and unless you change them, no osets are applied.
RML-1 Mode
In the RML-1 mode, osets are always applied according to the registered adjustment values. The oset is applied when a
tool-grasping operation is performed, whether according to a command from the computer or by a manual tool-change.
NC-code Mode
In the NC-code mode, no osets are applied unless an oset-start command is given in the NC program. Note, however, that
osets are applied only during manual feed after a manual tool-change.
Tool-length Offset in a Manual Tool-change
The following events occur as a result of oset application due to a manual tool-change.
Manual Feed
The Z-axis coordinate view is updated to reect the tool-length oset.
Cutting Operations in the RML-1 Mode
If the program you're using doesn't support the ATC (that is, if it's a program incapable of automatic tool-change), you can
still perform cutting by grasping the tool using manual tool-change. Tool-length oset is applied at this time as well. Note,
however, that this does not occur in the NC-code mode.
Correspondences Between Stocker Numbers and Offset Numbers
RML-1 Mode
Being aware of any dierences between stocker numbers and oset numbers is not necessary. In the RML-1 mode, the stocker
numbers and the oset numbers are always identical.
NC-code Mode
In the NC-code mode, it's necessary to be aware of any dierences between stocker numbers and oset numbers. For instance,
oset No. 2 may be assigned to stocker No. 1. The combinations are all specied by the NC program.
Manual Tool-change
In manual tool-changes, the stocker number and the oset number are always the same. Oset No. 2, for example, can never
been assigned to stocker No. 1, not even in the NC-code mode.
64
Chapter 4 Tool-length Offset
Page 67

Chapter 5
Getting Ready for and
Performing Cutting
5-1 Cutting Area .................................................................................................66
Workpiece Size and Location Where Secured in Place ...................................... 66
Actual Size That Can Be Cut .............................................................................. 67
5-2 Examples of Usage of Tool-length Offset (RML-1 Mode) .............................68
Example of Operations up to Starting Cutting .................................................... 68
Example of Setting the Z-axis Origin .................................................................. 68
5-3 Examples of Usage of Tool-length Offset (NC-code Mode) ..........................69
Example of Operations up to Starting Cutting .................................................... 69
Example of Setting the Z-axis Origin .................................................................. 70
65
Page 68

5-1 Cutting Area
Workpiece Size and Location Where Secured in Place
Arrange the workpiece (the material to cut), frames, and the like so that they t within the determined range. Anything
extending beyond may strike moving parts. Be sure to observe this requirement, as failure to do so may result in damage to
the workpiece or frame or malfunction of the machine.
WARNING: Failure to comply may lead to danger of injury by a broken tool thrown out with force.
Standard Table
T-slot Table (Optional)
400
425
25
420
40010
200
280.5
155
400
425
25
420
40010
185
265.5
155
Maximum workpiece range
Tool length
(maximum 110 mm (4.3 in.))
280.5 mm (11 in.) - tool length
Maximum workpiece range
(X-axis travel)
(Y-axis travel)
(Z-axis travel)
(Unit: mm)
Maximum workpiece range
Tool length
(maximum 110 mm (4.3 in.))
265.5 mm (10.4 in.) - tool length
Maximum workpiece range
(X-axis travel)
(Y-axis travel)
(Z-axis travel)
(Unit: mm)
66
Chapter 5 Getting Ready for and Performing Cutting
Page 69

Actual Size That Can Be Cut
Creating an object of the size of the full axis travel is not necessarily possible. Because a certain amount of clearance in the
X-, Y-, and Z-axis directions is required for no-load feed of the tool, the allowable size of the workpiece is reduced by a corresponding amount. Also, the possible cutting-in depth is generally determined by the length of the tool. Using a lengthy
tool to achieve deep cutting reduces the clearance in the Z-axis direction, which further reduces the allowable size of the
workpiece.
The size of what you can cut varies according to the shape of the object you want to create and the tool you use. Give careful
thought to this ahead of time, before you start work.
67
Chapter 5 Getting Ready for and Performing Cutting
5-1 Cutting Area
Page 70

5-2 Examples of Usage of Tool-length Offset (RML-1 Mode)
Example of Operations up to Starting Cutting
This section explains some important points about using an ATC-compatible program to perform cutting with multiple
tools.
Mount the Tools
Decide on the tools to use for draft cutting, nishing, and so on, and mount them in the magazine. Once you've mounted
them, it's important not to replace them with others until after you've nished cutting.
☞ P. 52, "3-2 Mounting the Tool Holders"
Register the Adjustment Values
Use automatic measurement of tool length or another method to register the adjustment values.
☞ P. 57, "Chapter 4 - Tool-length Offset"
Make the Program Settings
Use the stocker numbers specify which tools to use and when to use them.
Set the Z-axis Origin
It's a good idea to set the Z-axis origin only after you've registered the adjustment values. It's sucient to make the setting
for just one of the tools in the magazine. For more information, refer to the following section.
☞ P. 68, "Example of Setting the Z-axis Origin"
Start Cutting
When you send the cutting data, the tool specied by the program is grasped and cutting starts. The tool-length oset is
applied at this time, and the cutting-in depth stays the same even after changing to the next tool.
Example of Setting the Z-axis Origin
Procedure
Use manual tool-change to grasp any one of the tools.
You may grasp any tool whose adjustment value has already been registered.
Set the Z-axis origin for the gripped tool.
Do this regardless of whether blade alignment was performed manually or by using a tool sensor.
Return the tool to the magazine.
68
Chapter 5 Getting Ready for and Performing Cutting
Page 71

5-3 Examples of Usage of Tool-length Offset (NC-code Mode)
Example of Operations up to Starting Cutting
This section explains some important points about using an NC program to perform cutting with multiple tools.
Mount the Tools
Decide on the tools to use for draft cutting, nishing, and so on, and mount them in the magazine. Once you've mounted
them, it's important not to replace them with others until after you've nished cutting.
☞ P. 52, "3-2 Mounting the Tool Holders"
Register the Adjustment Values
Use automatic measurement of tool length or another method to register the adjustment values.
☞ P. 57, "Chapter 4 - Tool-length Offset"
Specify the Commands in the NC Program
Specify the tools to use by their stocker numbers. At the same time, also specify the oset numbers assigned to the corresponding stocker numbers. Depending on the NC program, oset No. 2, for example, may be assigned to stocker No. 1, making the
settings complex. Normally you should assign oset No. 1 to stocker No. 1, oset No. 2 to stocker No. 2, and so on.
☞ "NC Code Reference Manual"
Set the Z-axis Origin
It's a good idea to set the Z-axis origin only after you've registered the adjustment values. It's sucient to make the setting
for just one of the tools in the magazine. For more information, refer to the following section.
☞ P. 70, "Example of Setting the Z-axis Origin"
Start Cutting
When you send the cutting data, the tool specied by the program is grasped and cutting starts. The tool-length oset is
applied at this time, and the cutting-in depth stays the same even after changing to the next tool.
69
Chapter 5 Getting Ready for and Performing Cutting
Page 72

Example of Setting the Z-axis Origin
Procedure
Use manual tool-change to grasp any one of the tools.
You may grasp any tool whose adjustment value has already been registered.
Set the Z-axis origin for the gripped tool.
Do this regardless of whether blade alignment was performed manually or by using a tool sensor.
Return the tool to the magazine.
Important Note on Setting the Z-axis Origin
The procedure described above is valid only when oset No. 1 is assigned to stocker No. 1, oset No. 2 is assigned to stocker
No. 2, and so on. Even when you want to make no associations between stocker numbers and oset numbers, it's necessary
for the stocker number to be identical to the oset number for at least one tool. Set the Z-axis origin for a tool whose stocker
number and oset number are the same.
70
Chapter 5 Getting Ready for and Performing Cutting
5-3 Examples of Usage of Tool-length Offset (NC-code Mode)
Page 73

Chapter 6
Handy Panel
6-1 Features Added to the Handy Panel ............................................................72
Features Added to the Handy Panel ...................................................................72
6-2 Manual Operation of the ATC ......................................................................73
Basic Operation of the ATC ................................................................................ 73
71
Page 74

6-1 Features Added to the Handy Panel
Features Added to the Handy Panel
Installing this unit adds the following features to the handy panel.
Opening and closing the magazine cover
Manual tool-change
Tool forced release
Automatic measurement of tool length
The handy panel automatically detects when this unit is installed. You don't need to make any special settings.
72
Chapter 6 Handy Panel
Page 75

6-2 Manual Operation of the ATC
Basic Operation of the ATC
You can perform basic operation of the ATC using the handy panel. Note, however, that this operation cannot be performed
when the spindle cover is open, during a cutting operating, or while the machine is paused.
☞ P. 49, "Chapter 3 - Basic Operation"
Procedure
Close the spindle cover.
Press the [MENU] key several times
to display [ATC TOOL MENU].
Use the hand wheel to select the
item.
<ATC TOOL MENU>
>
TOOL1
TOOL2
TOOL3
TOOL4
[Return to main]
RETURN
Mag. cover
Meas. length
Force release
<ATC TOOL MENU>
>
TOOL1
TOOL2
TOOL3
TOOL4
[Return to main]
RETURN
Mag. cover
Meas. length
Force release
73
Chapter 6 Handy Panel
Page 76

WARNING: This procedure
makes the machine operate. Before
you perform this procedure, check
to make sure that operation of the
machine will not create any hazard
or danger.
Press the [ENTER] key.
To go back to the original screen, use the hand wheel to select [Return to main], then press the [ENTER] key.
About the Selection Items
TOOL 1 through TOOL 4: This grasps the tool holder.
RETURN: This returns the tool holder to the magazine.
MAGAZINE COVER: This opens or closes the magazine cover.
LENGTH SCAN: This executes automatic measurement of tool length.
FORCED RELEASE: This performs a forced release of the tool holder. Perform the operation while supporting the
tool holder with your hand to keep it from falling.
Automatic Measurement of Tool Length
This performs the same operation as going to VPanel's [Magazine] dialog box and clicking the [Measure All] button. For
detailed information about automatic measurement of tool length, refer to the page indicated below.
☞ P. 59, "4-2 Automatic Measurement of Tool Length"
74
Chapter 6 Handy Panel
6-2 Manual Operation of the ATC
Page 77

Chapter 7
Appendix
7-1 Daily Care ....................................................................................................76
Cleaning .............................................................................................................. 76
Bleeding Off Air Pressure ...................................................................................76
Cleaning Inside the Magazine Cover .................................................................. 77
Care and Maintenance of the Tool Holders and Spindle Nose ........................... 77
Adjusting the Air Pressure ..................................................................................77
Care and Maintenance of the Air Regulator .......................................................78
7-2 Inspection and Maintenance .........................................................................79
Checking the Total Working Time ....................................................................... 79
When to Replace the Spindle ............................................................................. 79
7-3 What to Do If... .............................................................................................80
Important Notes on Performing Continuous Cutting for a Prolonged Period ...... 80
The ATC doesn't operate. ................................................................................... 80
Tool-change operations fail. ................................................................................ 80
Responding to an Error Message ....................................................................... 80
7-4 NC Code Specications ...............................................................................82
Items Related to the Mechanical Specications of the Machine ........................ 82
7-5 Unit Specications ........................................................................................83
Dimensional Drawings ......................................................................................... 83
Main Specications .............................................................................................. 85
75
Page 78

7-1 Daily Care
Cleaning
WARNING
Before attempting cleaning, maintenance, or attachment or detachment of the
air hose or any optional items, stop the supply of compressed air and allow the
pressure to escape.
Allowing the equipment to remain under pressure poses a hazard of ying components.
WARNING
Never use a pneumatic blower.
This machine is not compatible with a pneumatic blower. Cutting waste may get
inside the machine and cause re or electrical shock.
WARNING
Never use a solvent such as gasoline, alcohol, or thinner to perform cleaning.
Doing so may cause re.
WARNING
Disconnect the power cord before performing cleaning or maintenance.
Attempting such operations while the machine is connected to a power source may
result in injury or electrical shock.
WARNING
When using a vacuum cleaner to take up cutting waste, exercise caution to prevent
re or dust explosion.
Taking up ne cuttings using an ordinary vacuum cleaner may cause danger of
re or explosion. Check with the manufacturer of the vacuum cleaner. When the
safety of use cannot be determined, clean using a brush or the like, without using
the vacuum cleaner.
CAUTION
Caution: high temperatures.
The cutting tool and spindle motor become hot. Exercise caution to avoid re or
burns.
Carefully clean away cutting waste. Operating the machine with a large amount of cutting waste pres-
ent may cause malfunction.
Never apply lubrication anywhere except at specied locations.
Never apply silicone substances (oil, grease, spray, etc.) to the machine. Doing so may cause poor
switch contact.
Bleeding Off Air Pressure
WARNING
Before attempting cleaning, maintenance, or attachment or detachment of the
air hose or any optional items, stop the supply of compressed air and allow the
pressure to escape.
Allowing the equipment to remain under pressure poses a hazard of ying components.
First, stop the supply of compressed air, and
loosen the knob at the bottom of the air regulator a little at a time. Material may spray out of the
drain at this time. Use a cloth or the like to catch
the spray and keep it from scattering. After allowing the air to escape, retighten the knob.
76
Chapter 7 Appendix
Page 79

Protect this
area from rust.
Cleaning Inside the Magazine Cover
Open the magazine cover and clean away any buildup of cutting waste inside. For information on how to open the magazine
cover, refer to the following.
☞ P. 52, "Mounting Tool Holders in the Magazine"
Care and Maintenance of the Tool Holders and Spindle Nose
Before use, clean away any cutting waste and
excess grease. Failure to do so may aect runout
precision or cause slippage.
Perform maintenance diligently to prevent rust.
Thoroughly wipe o any skin oils or the like with
a cleaning rag. When the machine is to be taken
out of use for some time, apply machine oil to
prevent rust.
Adjusting the Air Pressure
Before starting operations, check to make sure the reading on the meter for the air regulator is within the specied range,
and adjust as required.
☞ P. 45, "2-6 Step 5: Supply Compressed Air"
77
Chapter 7 Appendix
7-1 Daily Care
Page 80

Loosen Tighten
Care and Maintenance of the Air Regulator
WARNING
Before removing the bowl, be sure to bleed off the air pressure.
Failure to do so may cause danger of rupture or thrown-off parts.
WARNING
Clean the bowl using a neutral detergent. Never use gasoline, alcohol, thinner, or
any other solvent.
Using a solvent may degrade the bowl and cause danger of rupture.
The air regulator is equipped with a lter that becomes lled with trapped material (moisture and
dust) over time. Periodically empty the drain. First,
stop the supply of compressed air, and loosen the
knob at the bottom of the air regulator a little at
a time. Material may spray out of the drain at this
time. Use a cloth or the like to catch the spray
and keep it from scattering. When the drain is
emptied, retighten the knob.
If the interior of the bowl becomes soiled, remove
the bowl and wash it using a neutral detergent.
78
Chapter 7 Appendix
7-1 Daily Care
Page 81

7-2 Inspection and Maintenance
Checking the Total Working Time
This machine automatically keeps track of time in operation. Use this as a general guide for determining when to perform
maintenance.
The time for which the spindle has rotated is taken to be the working time.
In VPanel, click the [Setup] icon.
Click the [Modeling Machine] tab.
When to Replace the Spindle
Although this may vary according to conditions of use, as a general guide the spindle motor should be replaced after every
8,000 hours and the spindle unit after every 5,000 hours. Early inspection and replacement are recommended.
79
Chapter 7 Appendix
Page 82

7-3 What to Do If...
Important Notes on Performing Continuous
Cutting for a Prolonged Period
When a Tool Holder Fails to Come Loose
Performing continuous cutting for a prolonged period with a
single tool may cause the tool to fail to come loose from the
spindle and interrupt cutting. This phenomenon is most likely
to happen when the following four conditions all occur.
When the cutting load is large
When the end mill is comparatively thick (around 8 mm (0.3 in.)
or larger)
When cutting has been continued for an extended period
(around 24 hours or longer)
When the unit has been allowed to stand with the tool holder
remaining gripped for a prolonged period
How to Prevent the Problem
Make sure that the continuous cutting time using a single tool
does not exceed 24 hours. Also, never allow the unit to stand with
the tool holder remaining gripped for a prolonged period.
How to Correct the Problem If It Occurs
If the tool holder does not come loose, an error occurs and cutting is interrupted. If this happens, follow the procedure below
to recover.
1. Shut down the modeling machine.
2. Start the modeling machine and tr y performing a forced release
of the tool.
☞ P. 50, "3-1 Starting and Quitting"
3. I f the tool does not come loose, lightly tap the front of the spindle
unit using a plastic hammer or wooden mallet.
Verication after Correcting the Problem
After correcting the problem, mount the tool holder in the
stocker, then check to make sure the machine has correctly
detected the tool holder. Operation is normal if the mounted
tool is displayed in VPanel's main window.
The ATC doesn't operate.
Is the cable connected to the modeling machine?
Make sure the cable is connected securely. Also, make the connection while the power to the modeling machine is switched
o and VPanel is shut down.
Is the compressed air at the correct pressure?
Check whether the pressure is within the specied values.
☞ P. 45, "2-6 Step 5: Supply Compressed Air"
Tool-change operations fail.
Are the tool holders mounted securely?
When mounting tool holders in stockers, t them in rmly, as
far as they will go. Also check to make sure the locations where
they are tted in are correct.
☞ P. 52, "3-2 Mounting the Tool Holders"
Have you adjusted the tool-change location?
If the adjustment is misaligned, correct tool-change is impossible. Try adjusting again.
☞ P. 46, "2-7 Step 6: Adjust the Tool-change Location"
Is the installation of the magazine unit appropriate?
If the mounted location of the magazine unit is misaligned,
correct tool-change is impossible. Check the installed location
again.
☞ P. 33, "2-3 Step 2: Attach the Magazine Unit"
Responding to an Error Message
This section describes the messages added by installing the unit.
For other messages, see the documentation for the modeling
machine.
Messages
If a window like this appears on the computer, take
action as described below.
A tool remains gripped.
Startup is not possible when a tool remains gripped. Follow the
procedures for performing a forced release of the tool.
☞ P. 50, "3-1 Starting and Quitting"
[Status] Box or Handy Panel Display
If a message appears in the VPanel [Status] box or on
the handy panel, take action as described below.
Abnormal ATC air pressure
The air pressure has dropped (during a manual tool-change).
Adjust the air pressure, then click [Clear Error].
☞ P. 45, "2-6 Step 5: Supply Compressed Air"
80
Chapter 7 Appendix
Page 83

Abnormal ATC air pressure. Paused...
The air pressure has dropped (during cutting). Adjust the air
pressure, then click [Clear Error]. After recovery, canceling the
pause makes cutting resume.
☞ P. 45, "2-6 Step 5: Supply Compressed Air"
Close magazine cover
An operation that makes the machine perform a task involving
movement was attempted while the magazine cover was open.
After a short wait, this message disappears. Close the cover, then
try the operation again.
Collision may occur if open. Move the table back
toward the front.
An attempt to open the magazine cover was made while the
table was at the rear. Opening the cover while in this state is
impossible because of potential collision with the safety cover
or other areas. After a short wait, this message disappears. Move
the table back toward the front, then try the operation again.
☞ P. 52, "3-2 Mounting the Tool Holders"
No tool
(Not displayed on the VPanel.)
Automatic measurement of tool length was attempted, but no
tools are present in the magazine. Mount tools in the magazine
and redo the operation.
☞ P. 59, "4-2 Automatic Measurement of Tool
Length"
No tool in stocker no. XXX
During a manual tool-change, an attempt was made to grasp a
nonexistent tool. "XXX" is the stocker number. Click [Clear Error],
then redo the operation.
No tool in stocker no. XXX. Paused...
During cutting in the RML-1 mode, an attempt was made to
grasp a nonexistent tool. "XXX" is the stocker number. Click
[Clear Error], then click [Stop Cutting]. Canceling the paused
state and resuming cutting instead of quitting is possible, but
because unintended operation is highly likely, doing so is not
recommended.
No tool in stocker no. XXX. Paused...
(Not displayed on the handy panel.)
During cutting in the NC-code mode, an attempt was made
to grasp a nonexistent tool. "XXX" is the stocker number. Click
[Clear Error], then click [Stop Cutting]. Canceling the paused
state and resuming cutting instead of quitting is possible, but
because unintended operation is highly likely, doing so is not
recommended.
No tool sensor connected
The sensor cable came loose during detection. Click [Clear Error],
then redo detection.
Take tool
An attempt was made to set the Z-axis origin using the tool
sensor while no tool was grasped. Clicking [Clear Error] returns
the machine to the standby state. Grasp a tool, then redo the
operation.
Tool held -- Doing forced release.
(Not displayed on the VPanel.)
Startup is not possible when a tool remains gripped. Follow the
procedures for performing a forced release of the tool.
☞ P. 50, "3-1 Starting and Quitting"
Tool in stocker no. XXX. Cannot return.
During a manual tool-change, a dierent tool was found to be
already mounted in the tool-return destination. "XXX" is the
stocker number. Click [Clear Error], then remove the oending
tool from the magazine.
Tool sensor not found
The tool failed to reach the sensor. Check the amount of tool
extension and the detection-start position. Click [Clear Error],
then redo detection.
81
Chapter 7 Appendix
7-3 What to Do If...
Page 84

7-4 NC Code Specications
Items Related to the Mechanical Specica-
tions of the Machine
This section describes the NC codes that are dependent on the
machine's mechanical specications.
☞ "NC Code Reference Manual"
Tool-length offset (G43)
G43 is supported only when this unit is installed. The parameter
range is as follows.
Parameter: number
Function: Oset number
Acceptable range: 0 to 4
Eective range: 0 to 4
Tool selection (M06)
M06 is supported only when this unit is installed. The parameter
range is as follows.
Parameter: number
Function: Stock number
Acceptable range: 0 to 4
Eective range: 0 to 4
Spindle speed (S)
When this unit is installed, the parameter range for S is as follows.
Parameter: revolution speed
Function: Spindle speed
Acceptable range: -65,535 to 65,535
Eective range: 30 through 12,000 (Specied as rpm)
52 through 82 (Numerical-code specication)
82
Chapter 7 Appendix
Page 85

7-5 Unit Specications
Dimensional Drawings
View When Installed (Standard Table)
25 400
62
400
186
10
55
200
280.5
155
(X-axis travel)
(Y-axis travel)
(Z-axis travel)
Reference point
Reference point
(Unit: mm)
83
Chapter 7 Appendix
Page 86

(X-axis travel)
(Y-axis travel)
(Z-axis travel)
Reference point
Reference point
(Unit: mm)
View When Installed (T-slot Table)
25 400
62
400
186
10
55
185
265.5
155
84
Chapter 7 Appendix
7-5 Unit Specications
Page 87

Main Specications
ZAT-540
Number of tools housed
4
Maximum tool length
110 mm (4.3 in.)
Maximum tool diameter
10 mm (0.4 in.)
Maximum tool weight
350 g (0.77 lb.)
Tool-holder format
Taper shank: JBS4002 15T 7/24 taper
Pull stud: JBS4002 15P (45˚), special
Tool-selection method
Direct-changing type, xed-address specication
Compatible compressed
air
0.7 to 1.0 MPa, 50 L/min or higher
Spindle speed
400 to 12,000 rpm; 400 to 3,000 rpm for positioning and centering
Weight
6.8 kg (15 lb.) (total weight including spindle, magazine, control box, etc.)
Included items
Control box, magazine unit, ATC spindle, air cylinder, base plate, Z-origin sensor, spacer,
cap screws, plastic screws, hexagonal wrenches, retaining bands, cable retainers, User's
Manual
When this unit is installed, the X-axis travels of the MDX-540S and MDX-540 are as follows.
Standard table, no rotary axis unit: 400 mm (15.7 in.)
Standard table, rotary axis unit present: 270 mm (10.6 in.)/325 mm (12.7 in.) (with expanded X-axis travel)
T-slot table, no rotary axis unit: 400 mm (15.7 in.)
T-slot table, rotary axis unit present: 203 mm (7.9 in.)/258 mm (10.1 in.) (with expanded X-axis travel)
85
Chapter 7 Appendix
7-5 Unit Specications
Page 88

86
Page 89

87
Page 90

88
Page 91

产品中有毒有害物质或元素的名称及含量
部件名称
有毒有害物质或元素
铅(Pb) 汞(Hg) 镉(Cd)
六价铬
(Cr(Ⅵ))
多溴联苯
(PBB)
多溴二苯醚
(PBDE)
印刷电路板 × ○ × ○ ○ ○
头部 × ○ ○ ○ ○ ○
壳体、底架 × ○ ○ ○ ○ ○
电源 × ○ × ○ ○ ○
其他(电缆、附件等) × ○ ○ ○ ○ ○
○:表示该有毒有害物质在该部件所有均质材料中的含量均在 GB/T26572-2011 标准规定的限量要求以下。
×:表示该有毒有害物质至少在该部件的某一均质材料中的含量超出 GB/T26572-2011 标准规定的限量要求。
环
保使用期限
此标志适用于在中国国内销售的电子信息产品,表示环保使用期限的年数。
所谓环保使用期限是指在自制造日起的规定期限内,产品中所含的有害物质
不致引起环境污染,不会对人身、财产造成严重的不良影响。
环保使用期限仅在遵照产品使用说明书,正确使用产品的条件下才有效。
不当的使用,将会导致有害物质泄漏的危险。
This product must be disposed of
separately at your local waste recycling
center. Do not dispose of in household
waste bin.
Bitte führen Sie dieses Produkt separat
Ihrer örtlichen Entsorgungsstelle zu.
Bitte nicht mit dem normalen Hausmüll
entsorgen.
Ne jetez pas le produit avec vos
ordures ménagères. Portez-le dans un
centre recyclage des déchets.
Questo prodotto deve essere smaltito
negli appositi contenitori per la raccolta
differenziata, non buttare nel cestino
dei rifiuti casalinghi.
Este producto debe devolverse al
centro de reciclaje más cercano a su
domicilio para su correcta eliminación.
No lo tire a la basura.
Deite fora separadamente este produto
no seu centro de reciclagem local. Não
o deite fora no seu caixote do lixo.
Lever dit product in bij een lokaal
afvalverzamelpunt. NIET met normaal
huishoudelijk afval afvoeren.
Dette Produkt skal smides særskilt
væk på den lokale affalds- og
genbrugsstation. Må ikke smides ud
sammen med almindeligt
husholdningsaffald.
Tätä tuotetta ei saa hävittää
normaalien talousjätteiden mukana,
vaan se on toimitettava
ongelmajätteiden keräilypisteeseen
hävitettäväksi.
Produkten måste kasseras separat på
din lokala återvinningscentral. Släng
inte produkten tillsammans med
hushållssoporna.
Μην πετάξετε το αντικείμενο αυτό στο
καλάθι των απορριμμάτων. Αφαιρέστε
τις μπαταρίες και προσκομίστε το στο
τοπικό κέντρο ανακύκλωσης.
For EU Countries
For China
Page 92

R8-120801
 Loading...
Loading...