

Page 1
ZG corpo fuso, ZS corpo d’acciaio con griffe a gradini verso l’interno e verso l’esterno -- ZGU corpo fuso, ZSU corpod’acciaio con griffe base temprate egriffe riportate temprate o dolci
ZGF corpo fuso, mandrino a due griffe con griffe base temprate e griffe riportate dolci -- ZGD corpo fuso, mandrino a tre griffe con doppia guida delle griffe
Mandrino da tornio e da rettifica ZG Hi-Tru corpo fuso, con griffe a gradini verso l’interno e verso l’esterno -- EG corpo fuso, ES corpo d’acciaio, mandrinoa3e4griffe
Piattaforme, UGE/UGU corpo fuso, USE/USU corpo d’acciaio
Betriebsanleitung
für Drehfutter, handbetätigt, zentrisch spannend
Operating instructions for
manually operated, self-centering and independently adjustable lathe chucks and for face
plates
Notice d’utilisation pour mandrins de tour à commande manuelle, à serrage concentrique et
réglage individuel, et pour plateaux circulaires
Istruzioni d’usopermandrini autocentranti per tornio, con corona, ad azionamento manuali,
serraggio concentrico, e per
piattaforme
Instrucciones de empleo para
platos de torno de accionamiento manual, sujeción autocentrante y de regulación individual, y para platos de cuatro
mordazas
GB
RN-398
F IE
ZG-Gußkörper, ZS-Stahlkörper mit nach innen und außen abgestuften Backen -- ZGU-Gußkörper, ZSU-Stahlkörper mitgehärteten Grund- und gehärteten oder weichenAufsatzbacken
ZGF-Gußkörper, Zweibackenfutter mit gehärteten Grund- und weichen Aufsatzbacken -- ZGD-Gußkörper, Dreibackenfutter mit doppelter Backenführung
Dreh- und Schleiffutter ZG Hi-Tru Gußkörper, mit nach innen und außen abgestuften Backen -- EG-Gußkörper, ES-Stahlkörper Drei- und Vierbackenfutter
Planscheiben, UGE/UGU Gußkörper, USE/USU Stahlkörper
und einzelverstellbar und für Planscheiben
ZG cast iron body, ZS steel body with jaws stepped inward and outward -- ZGU cast iron body, ZSU steel body with hardened base and hardened or soft top jaws
ZGF cast iron body, 2-jaw chucks with hardened base and soft top jaws -- ZGD cast iron body, 3-jaw chuck with double jaw guide
Lathe and grinding chucks ZG Hi-Tru, cast iron bodies with jaws stepped inward and outward -- EG cast iron body, ES steel body, 3-jaw and 4-jaw chucks
Independent chucks, UGE/UGU cast iron body, USE/USU steel body
ZG corps en fonte, ZS corps en acier, avec mors étagés vers l’intérieur et vers l’extérieur -ZGU corps en fonte, ZSU corps en acier, avec mors sur semelles trempés et mors rapportés trempés ou doux
ZGF corps en fonte, mandrin à deux mors avec mors à semelles trempés et mors rapportés doux
Mandrin de tour et de rectifieuse ZG Hi-Tru, corps en fonte, avec mors étagés vers l’intérieur et vers l’extérieur -- EG corps en fonte, ES corps en acier, mandrinà3et4mors
Plateaux circulaires, UGE/UGU corps en fonte, USE/USU corps en acier
Cuerpo de fundición ZG, cuerpo de acero ZS con garras escalonadas hacia adentro y hacia afuera -Cuerpo de fundición ZGU, cuerpo de acero ZSU con garras base templadas y mordazas superpuestas templadas o blandas
Cuerpo de fundiciónZGF, plato de dos garrascon garras básicas templadas y mordazassuperponibles blandas -- Cuerpo defundición ZGD, plato de cuatro garrascon doble guía de garras
Plato para torno ypara rectificadora ZG Hi-Tru, cuerpode fundición con garras escalonadas hacia dentroy hacia afuera -- Cuerpo de fundición EG,cuerpo de acero ES, platos detres y cuatro garras
Platos de cuatro garras, cuerpo de fundición UGE/UGU, cuerpo de acero USE/USU
UGE/UGU
USE/USU
ZG/ZS
ZGU/ZSU
ZG HiTru
EG/ES
Stand: 11/04
UGE/ UGU
USE/ USU
ZG/ZS
ZGU/ ZSU
ZG HiTru
EG/ES
Stand: 02/06
Page 2
I. Qualifikation des Bedieners
Personen, welche keine Erfahrungen im Umgang mit Spanneinrichtungen aufweisen, sind durch unsachgemäßes Verhalten, vor
allem während der Einrichtarbeiten durch die auftretenden Spannbewegungen und --kräfte, besonderen V erletzungsgefahren ausgesetzt. Daher dürfen Spanneinrichtungen nur von Personen
benutzt, eingerichtet oder instandgesetzt werden, welche hierzu
besonders ausgebildet oder geschult sind bzw. über langjährige
Erfahrungen verfügen.
II. Verletzungsgefahren
Aus technischen Gründen kann diese Baugruppe teilweise
aus scharfkantigen Einzelteilen bestehen. Um Verletzungsgefahren vorzubeugen ist bei daran vorzunehmenden Tätigkeiten mit besonderer Vorsicht vorzugehen!
1. Eingebaute Energiespeicher Bewegliche Teile, die mit
Druck--, Zug--, sonstigen Federn oder mit anderen elastischen
Elementen vorgespannt sind, stellen durch die darin gespeicherte Energie ein Gefahrenpotential dar. Dessen Unterschätzung kann zu schweren Verletzungen durch unkontrollierbare,
geschossartig umherfliegende Einzelteile führen. Bevor weitere Arbeiten durchgeführt werden können, ist diese gespeicherte Energie abzubauen. Spanneinrichtungen, die zerlegt
werden sollen, sind deshalb mit Hilfe der zugehörigen Zusammenstellungszeichnungen auf derartige Gefahrenquellen hin
zu untersuchen.
Sollte das ”Entschärfen” dieser gespeicherten Energie nicht
gefahrlos möglich sein, ist die Demontage von autorisierten
Mitarbeitern der Fa. RÖHM durchzuführen
2. Die maximal zulässige Drehzahl
Die max. zulässige Drehzahl darf nur bei eingeleiteter max.
zulässiger Betätigungskraft und bei einwandfrei funktionierenden Spannfuttern eingesetzt werden. Nichtbeachtung dieses
Grundsatzes kann zu einem Verlust der Restspannkraft und in
Folge dessen zu herausschleudernden Werkstücken mit entsprechendem Verletzungsrisiko führen. Bei hohen Drehzahlen
darf das Futter nur unter einer ausreichend dimensionierten
Schutzhaube eingesetzt werden
3. Überschreitung der zulässigen Drehzahl
Diese Einrichtung ist für umlaufenden Einsatz vorgesehen.
Fliehkräfte -- hervorgerufen durch überhöhte Drehzahlen bzw.
Umfangsgeschwindigkeiten -- können bewirken, daß sich Einzelteile lösen und dadurch zur potentiellen Gefahrenquelle für
in der Nähe befindliche Personen oder Gegenstände werden.
Zusätzlich kann bei Spannmitteln, die nur für niedere Drehzahlen zugelassen sind, aber mit höheren Drehzahlen gefahren werden, Unwucht auftreten, welche sich nachteilig auf die
Sicherheit und evtl. das Bearbeitungsergebnis auswirkt.
Der Betrieb mit höheren als den für diese Einrichtung vorgesehene Drehzahlen ist aus o.g. Gründen nicht zulässig.
Die max. Drehzahl und Betätigungskraft/--druck sind auf dem
Körper eingraviert und dürfen nicht überschritten werden. Das
heißt, die Höchstdrehzahl der vorgesehenen Maschine darf
dementsprechend auch nicht höher als die der Spanneinrichtung sein und ist daher zu begrenzen.
Selbst eine einmalige Überschreitung von zulässigen Werten
kann zu Schäden führen und eine verdeckte Gefahrenquelle
darstellen, auch wenn diese zunächst nicht erkennbar ist. In
diesem Fall ist unverzüglich der Hersteller zu informieren,
damit dieser eine Überprüfung der Funktions -- und Betriebssicherheit durchführen kann. Nur so kann der weitere sichere
Betrieb der Spanneinrichtung gewährleistet werden.
4. Unwucht
Restrisiken können durch einen unzureichenden Rotationsausgleich entstehen, § 6.2 Nr. e) der Richtlinie EN 1550. Dies
gilt insbesondere bei hohen Drehzahlen, bei Bearbeitung von
1. Sicherheitshinweise und Richtlinien für den Einsatz
von handbetätigten Spanneinrichtungen
von asymmetrischen Werkstücken oder bei Verwendung unterschiedlicher Aufsatzbacken.
Um daraus entstehende Schäden zu verhindern, ist das Futter
mit Werkstück möglichst dynamisch entsprechend der DIN ISO
1940 zu wuchten.
Bei exzentrischer Spannung und max. Drehzahl darf die spezifische Unwucht der Unwuchtmasse den Wert 25 gmm/kg nicht
überschreiten
5. Berechnung der erforderlichen Spannkräfte
Die erforderlichen Spannkräfte bzw . die für das Futter zulässige
Höchstdrehzahl für eine bestimmte Bearbeitungsaufgabe sind
entsprechend der Richtlinie VDI 3106 -- Ermittlung der zulässigen Drehzahl von Drehfuttern (Backenfuttern) -- zu ermitteln.
6. Einsatz anderer/weiterer Spanneinsätze/W erkstücke
Für den Einsatz von Spanneinsätzen bzw. Werkstücken ist
grundsätzlich die Richtlinie VDI 3106 -- Ermittlung der zulässigen Drehzahl von Drehfuttern (Backenfuttern) -- heranzuziehen
1. Benutzung anderer/weiterer Spanneinsätze
Sollen andere Spanneinsätze eingesetzt werden als fürdiese
Spanneinrichtung vorgesehen sind, muß
ausgeschlossen werden, daß das Futter mit einer zu hohen
Drehzahl und somit mit zu hohen Fliehkräften betrieben wird.
Es besteht sonst das Risiko, daß das Werkstück nicht ausreichend gespannt wird.
Grundsätzlich ist deshalb eine Rücksprache mit dem Futterhersteller bzw. dem jeweiligen Konstrukteur erforderlich.
2. Beim Einsatz von Sonder-Spannbacken sind nachfolgende
Regeln zu beachten:
Die Spannbacken sollten so leicht und niedrig wie möglich
nahe an der Frontseite des Spannmittels liegen.
(Spannpunkte mit größerem Abstand verursachen in der
Backenführung höhere Flächenpressung und können die
Spannkraft wesentlich verringern).
Zur Ermittlung der zulässigen Drehzahl für eine bestimmte
Bearbeitungsaufgabe gilt folgende Formel:
F
spo
= Gesamtspannkraft des Spannmittels im Stillstand (N)
F
spz
= Erforderliche Gesamtspannkraft für eine bestimmte
Bearbeitungsaufgabe (N).
n
max
= max. Drehzahl (min
-- 1
)
m = Masse der kompl. Backeneinheit (kg)
Grund- und Aufsatzbacke
r
c
= Schwerpunktradius der kompl. Backeneinheit (m). (Bei
exzentrischer Spannung ist der Mittelwert der Schwerpunktradien der einzelnen Backeneinheiten einzusetzen).
a = Anzahl der Backen.
Geschweißte Ausführungen möglichst vermeiden. Gegebenenfalls müssen die Schweißnähte in Bezug auf die Fliehkraft- und Spannkraftbelastung überprüft werden.
Die Befestigungsschrauben sind so anzuordnen, dass ein
möglichst großes Wirkmoment erreicht wird.
3. Gefährdung durch Herausschleudern
Um den Bediener vor herausschleudernden Teilen zu schützen, muss nach DIN EN 12415 eine trennende Schutzeinrichtung an der Werkzeugmaschine vorhanden sein. Deren
Widerstandsfähigkeit wird in sog. Widerstandsklassen angegeben.
¯
3
F
spo
--
F
spz
30
n
max
=
m · rc· a
·
2
Page 3
Sollen neue Spannsätze auf der Maschine in Betrieb genommen werden, so istzuvor die Zulässigkeit zu prüfen. Hierunter fallen auch vom Anwender selbst gefertigte Spannsätze
bzw. Spannsatzteile. Einfluss auf die Zulässigkeit haben die
Widerstandsklasse der Schutzeinrichtung, die Massen der
evtl. wegschleudernden Teile (ermittelt durch berechnen
oder wiegen), der max. mögliche Futterdurchmesser (messen), sowie die max. erreichbare Drehzahl der Maschine.
Um die mögliche Aufprallenergie auf die zulässige Größe zu
reduzieren, müssen die zulässigen Massen und Drehzahlen
ermittelt (z. B. beim Maschinenhersteller nachgefragt) und
ggf. die max. Drehzahl der Maschine begrenzt werden.
Grundsätzlich jedoch sind die Spannsatzteile (z.
B. Aufsatzbacken, Werkstückauflagen, Planspannpratzen
usw.) so leichtgewichtig wie möglich zu konstruieren.
4. Spannen anderer/weiterer Werkstücke
Sind für diese Spanneinrichtung spezielle Spannsätze (Bakken, Spanneinsätze, Anlagen, Ausrichtelemente, Lagefixierungen, Spitzen usw.) vorgesehen , so dürfen mit diesen
ausschließlich diejenigen Werkstücke in der Weise gespannt
werden, für welche die Spannsätze ausgelegt wurden.Wird
dies nicht beachtet, so können durch ungenügend Spannkräfte oder ungünstige Spannstellenplazierungen Sach-- und
Personenschäden verursacht werden.
Sollen deshalb weitere bzw. ähnliche Werkstücke mit dem
gleichen Spannsatz gespannt werden, so ist dazu die schriftliche Genehmigung des Herstellers erforderlich
7. Spannbereiche
Der max. Spann-- bzw. Versetzungsbereich bei versetzbaren
Grund-- oder Aufsatzbacken darf nicht überschritten werden, da
sonst kein ausreichender Eingriff zwischen der Spannbacke
und dem kraftübertragenden Bauteil sicher gewährleistet werden kann.
8. Spannkraftkontrolle
1. Spannkraftkontrolle (allgemein)
Gemäß der Richtlinie EN 1550 § 6.2 Nr. d) müssen statische
Spannkraftmeßvorrichtungen verwendet werden, um den
Wartungszustand in regelmäßigen Zeitabständen gemäß
den Wartungsanleitungen zu überprüfen. Danach muß nach
ca. 40 Betriebsstunden -- unabhängig von der Spannfrequenz -- eine Spannkraftkontrolle erfolgen.
Falls erforderlich, sind dazu spezielle Spannkraftmeßbacken
oder --vorrichtungen ** (Druckmeßdosen) zu verwenden.
9. Festigkeit des zu spannenden Werkstücks
Um ein sicheres Spannen des Werkstücks bei den auftretenden
Bearbeitungskräften zu gewährleisten, muß der eingespannteWerkstoff eine der Spannkraft angemessene Festigkeit haben
und darf nur geringfügig kompressibel sein.
Nichtmetalle wie z. B. Kunststoffe, Gummi usw. dürfen nur mit
schriftlicher Genehmigung durch den Hersteller gespannt und
bearbeitet werden!
10. Montage-- und Einrichtarbeiten
Durch Spannbewegungen, evtl. Richtbewegungen usw. werden kurze Wege unter z. T. großen Kräften in kurzen Zeiten
durchfahren. Grundsätzlich muß deshalb bei Montage-- und
Einrichtearbeiten die zur Futterbetätigung vorgesehene Antriebseinrichtung ausdrücklich ausgeschaltet werden. Sollte allerdings im Einrichtebetrieb auf die Spannbewegung nicht
Sicherheitshinweise und Richtlinien für den Einsatz von handbetätigten Spanneinrichtungen
verzichtet werden können, so muß bei Spannwegen größer
als 4 mm
-- eine fest-- oder vorübergehend angebaute Werkstückhaltevorrichtung an der Vorrichtung montiert sein,
oder
-- eine unabhängig betätigte eingebaute Haltevorrichtung (z.B.
Zentrierbacken bei Zentrier-- und Planspannfuttern) vorhanden sein,
oder
-- eine Werkstück--Beladehilfe (z. B. Ladestock)
vorgesehen werden,
oder
-- die Einrichtearbeiten müssen im hydraulischen, pneumatischen bzw. elektrischen Tipp-- Betrieb (entsprechende Steuerung muß möglich sein!) durchgeführt werden.
. Die Art dieser Einrichtehilfsvorrichtung hängt grundsätzlich von
der verwendeten Bearbeitungsmaschine ab und ist gegebenenfalls gesondert zu beschaffen!
Der Maschinenbetreiber hat dafür zu sorgen, daß während des
gesamten Spannvorgangs jegliche Gefährdung von Personen
durch die Spannmittelbewegungen ausgeschlossen ist. Zu diesem Zweck sind entweder 2--Hand--Betätigungen zur Spanneinleitung oder -- noch besser -- entsprechende Schutzvorrichtungen vorzusehen.
11. Manuelles Be-- und Entladen
Bei manuellen Be- und Entladevorgängen muss ebenfalls eine
mechanische Gefährdung für die Finger durch Spannwege größer als 4 mm berücksichtigt werden. Dies kann dadurch erfolgen, daß
-- eine unabhängig betätigte eingebaute Haltevorrichtung (z.B.
Zentrierbacken bei Zentrier-- und Planspannfuttern) vorhanden sein muss oder
-- eine Werkstück--Beladehilfe (z. B. Ladestock) einzusetzen ist
oder
-- eine Verlangsamung der Spannbewegung (z. B. durch Drosselung der Hydraulikversorgung) auf Spanngeschwindigkeiten von nicht mehr als 4 mm s
-- 1
vorgesehen wird.
12. Befestigung und Austausch von Schrauben
Werden Schrauben ausgetauscht oder gelöst, kann mangelhafter Ersatz oder Befestigung zu Gefährdungen für Personen und
Gegenständen führen. Deshalb muß bei allen Befestigungsschrauben, wenn nicht ausdrücklich anderweitig angegeben,
grundsätzlich das vom Hersteller der Schraube empfohlene und
der Schraubengüte entsprechende Anzugsdrehmoment angewendet werden.
Es gilt für die gängigen Größen M5 -- M24 der Güten 8.8, 10.9
und 12.9 folgende Anzugsdrehmomententabelle:
Anschraubmomente in Nm:
Bei Ersatz der Originalschrauben ist im Zweifelsfall die Schraubengüte 12.9 zu verwenden. Bei Befestigungsschrauben für
Spanneinsätze, Aufsatzbacken, Festanlagen, Zylinderdeckel
und vergleichbare Elemente ist grundsätzlich die Güte 12.9
einzusetzen.
Alle Befestigungsschrauben, welche aufgrund ihres Verwendungszwecks öfters gelöst und anschließend wieder festgezogen werden müssen (z.B. wegen Umrüstarbeiten), sind im halbjährlichen Rhythmus im Gewindebereich und an der Kopfanlagefläche mit Gleitmittel (Fettpaste) zu beschichten.
** Empfohlenes Spannkraft-Messsystem EDS
EDS 50 kpl. Id.-Nr. 161425
EDS 100 kpl. Id.-Nr. 161426
EDS 50/100 kpl. Id.-Nr. 161427
Güte M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
3
Page 4
Durch äußere Einflüsse, wie z.B. Vibrationen, können sich unter
Umständen selbst fest angezogene Schrauben lösen. Um dies zu
verhindern, müssen alle sicherheitsrelevanten Schrauben (Spannmittelbefestigungsschrauben, Spannsatzbefestigungsschrauben u.
ä.) in regelmäßigen Zeitabständen kontrolliert und ggf. nachgezogen werden.
13. Wartungsarbeiten
Die Zuverlässigkeit der Spanneinrichtung kann nur dann gewährleistet werden, wenn die Wartungsvorschriften der Betriebsanleitung genau befolgt werden. Im Besonderen ist zu beachten:
-- Für das Abschmieren soll das in der Betriebsanleitung empfohlene
Schmiermittel verwendet werden. (Ungeeignetes Schmiermittel
kann die Spannkraft um mehr als 50% verringern).
-- Beim manuellen Abschmieren sollen alle zu schmierenden Flächen erreicht werden. (Die engen Passungen der Einbauteile
erfordern einen hohen Einpressdruck. Es ist deshalb ggf. eine
Hochdruckfettpresse zu verwenden).
-- Zur günstigen Fettverteilung bei manueller Schmierung den
Spannkolben mehrmals bis zu seinen Endstellungen durchfahren,
nochmals abschmieren, anschließend Spannkraft kontrollieren.
-- Zur günstigeren Schmiermittelverteilung bei Zentralschmierung
sollten die Schmierimpulse in die Offenstellungsphase des Spannmittels fallen.
Die Spannkraft muß vor Neubeginn einer Serienarbeit und zwischen den Wartungsintervallen mit einer Spannkraftmesseinrichtung kontrolliert werden. ”Nur eine regelmäßige Kontrolle gewährleistet eine optimale Sicherheit”.
Es ist vorteilhaft, nach spätestens 500 Spannhüben die internen
bewegten Teile mehrmals bis zu ihren Endstellungen durchzufahren. (Weggedrücktes Schmiermittel wird dadurch wieder an die
Druckflächen herangeführt. Die Spannkraft bleibt somit für längere
Zeit erhalten).
14. Kollision
Nach einer Kollision des Spannmittels muß es vor erneutem Einsatz einer sachkundigen und qualifizierten Rissprüfung unterzogen
werden.
15. Austausch von Nutenstein
Sind die Aufsatzbacken durch einen Nutenstein mit der Grundbacke verbunden, so darf dieser nur durch ein ORIGINAL RÖHM-Nutenstein ersetzt werden.
III. Umweltgefahren
Zum Betrieb einer Spanneinrichtung werden z.T. die unterschiedlichsten Medien für Schmierung, Kühlung etc. benötigt. Diese werden in
der Regel über das Verteilergehäuse dem Spannmittel zugeführt. Die
am häufigsten auftretenden sind Hydrauliköl, Schmieröl/--fett und Kühlmittel. Beim Umgang mit dem Spannmittel muß sorgfältig auf diese
Medien geachtet werden, damit sie nicht in Boden bzw. Wasser gelangen können, Achtung Umweltgefährdung!
Dies gilt insbesondere
während der Montage/Demontage, da sich in den Leitungen,
Kolbenräumen bzw. Ölablaßschrauben noch Restmengen
befinden,
für poröse, defekte oder nicht fachgerecht montierte
Dichtungen,
für Schmiermittel, die aus konstruktiven Gründen während
des Betriebs aus dem Spannmittel austreten bzw.
herausschleudern.
Diese austretenden Stoffe sollten daher aufgefangen und wiederverwendet bzw. den einschlägigen Vorschriften entsprechend entsorgt
werden!
IV. Sicherheitstechnische Anforderungen an mechanisch
betätigte Spanneinrichtungen
1. Die vorgegebene Spanneinrichtung kann nicht mittels Endschaltern sicherheitstechnisch überwacht werden. Das Bedienungspersonal ist darüber entsprechend zu unterweisen.
2. Angegebene Spannmomente sind unter allen Umständen einzuhalten. Werden diese Vorgaben nicht beachtet kann dies außer zu
Genauigkeitsverlusten auch zu Unwuchten bis h in zum vollständigen Verlust der Spannkräfte führen.
Sicherheitshinweise und Richtlinien für den Einsatz von handbetätigten Spanneinrichtungen
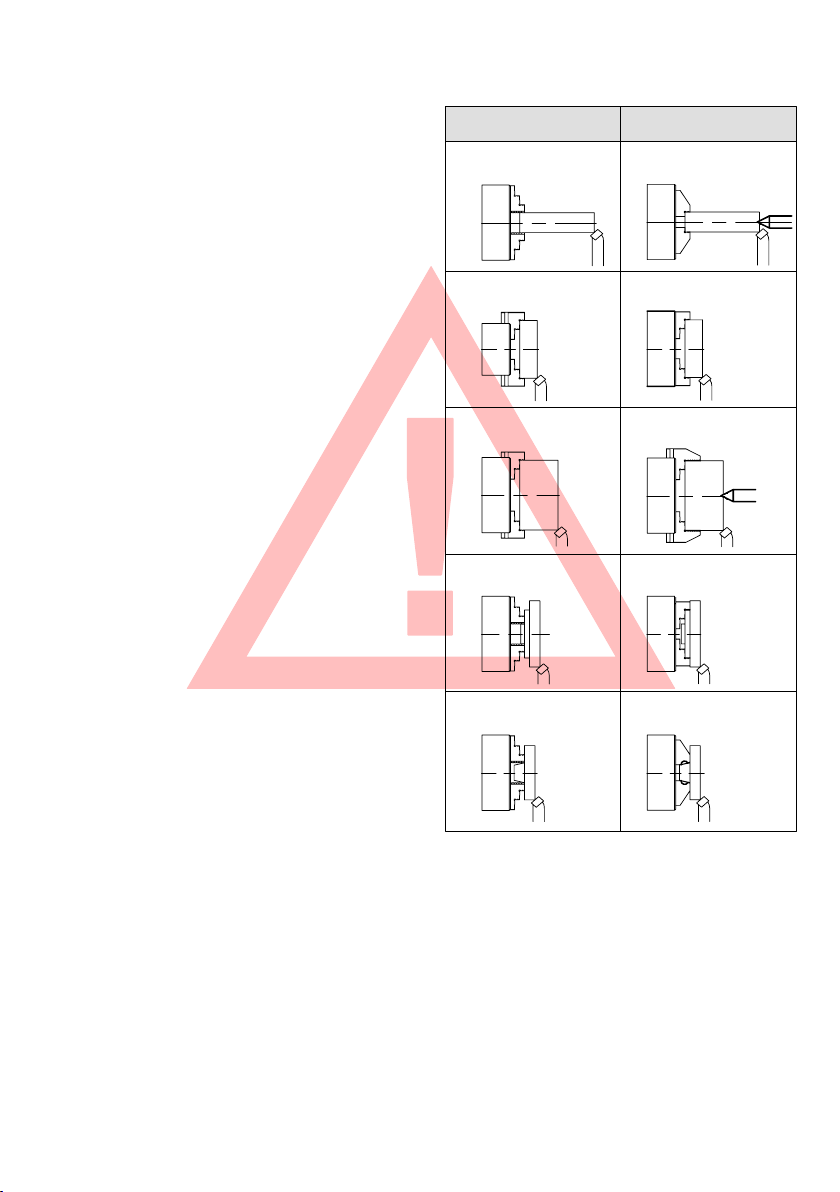
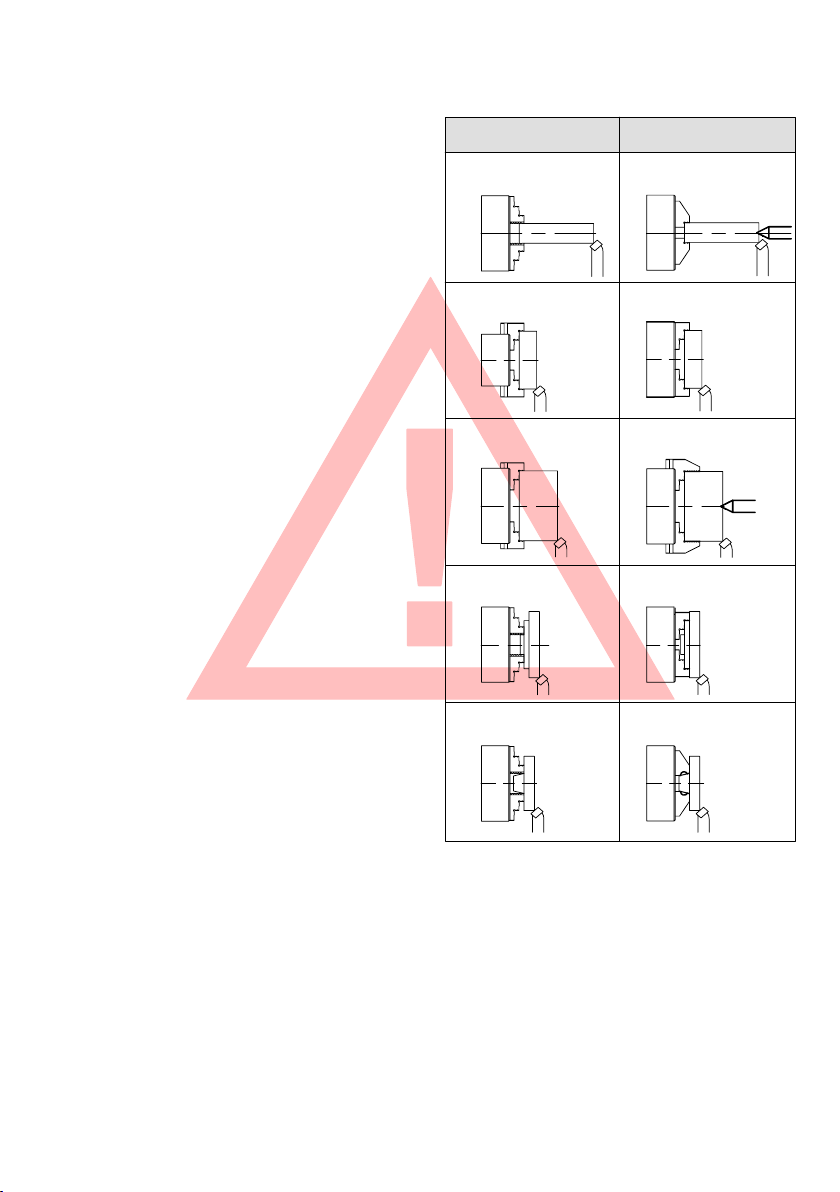
Falsch Richtig
Zu kurze Einspannlänge,
zu lange Auskraglänge
Zusätzliche Abstützung
über Spitze oder Lünette
Spann- zu groß Größeres Futter
einsetzen
Werkstück zu schwer
und Spannstufe zu kurz
Abstützung über Spitze
Spannstufe verlängert
Zu kleiner Spann-
Werkstücke mit Guß bzw.
Schmiedeneigungen
Spannen mit
Pendeleinsätzen
Spannen am größtmöglichen Spann-
Bei unterbrochenem Schnitt Vorschub und Schnitttiefe verringern.
Die dargestellten Beispiele erfassen nicht alle möglichen Gefah-
rensituationen. Es obliegt dem Bediener, mögliche Gefahren zu
erkennen und entsprechende Maßnahmen zu treffen.
Allgemeine Hinweise
-- Mit dem Drehfutter darf nur gespannt werden, wenn es auf
einem Flansch oder auf die Maschinenspindel aufgeschraubt ist.
-- Messen der Rund- und Planlaufgenauigkeit erst nach Aufbau
des Futters auf die Maschinenspindel.
-- Keine Gewaltanwendung bei einem evtl. schwergängigen
Drehfutter (Verspannung bei der Aufnahme, Verschmutzung)
-- Nie mit dem Hammer auf die Backen schlagen.
-- Keine Rohrverlängerung für den Schlüssel benutzen.
-- Spanndurchmesser nicht größer als Futter-Durchmesser wählen. Darauf achten, daß Spiralring immer von Backe überdeckt ist.
-- Backen dürfen nicht außerhalb der Markierungsrille stehen.
-- Das mit der Tätigkeit am Drehfutter beauftragte Personal muß
vor Arbeitsbeginn die Betriebsanleitung und vor allem das
Kapitel ”Sicherheitshinweise” sorgfältig gelesen haben.
Trotz aller Gegenmaßnahmen ist ein Restrisiko nicht
auszuschließen.
4
Page 5
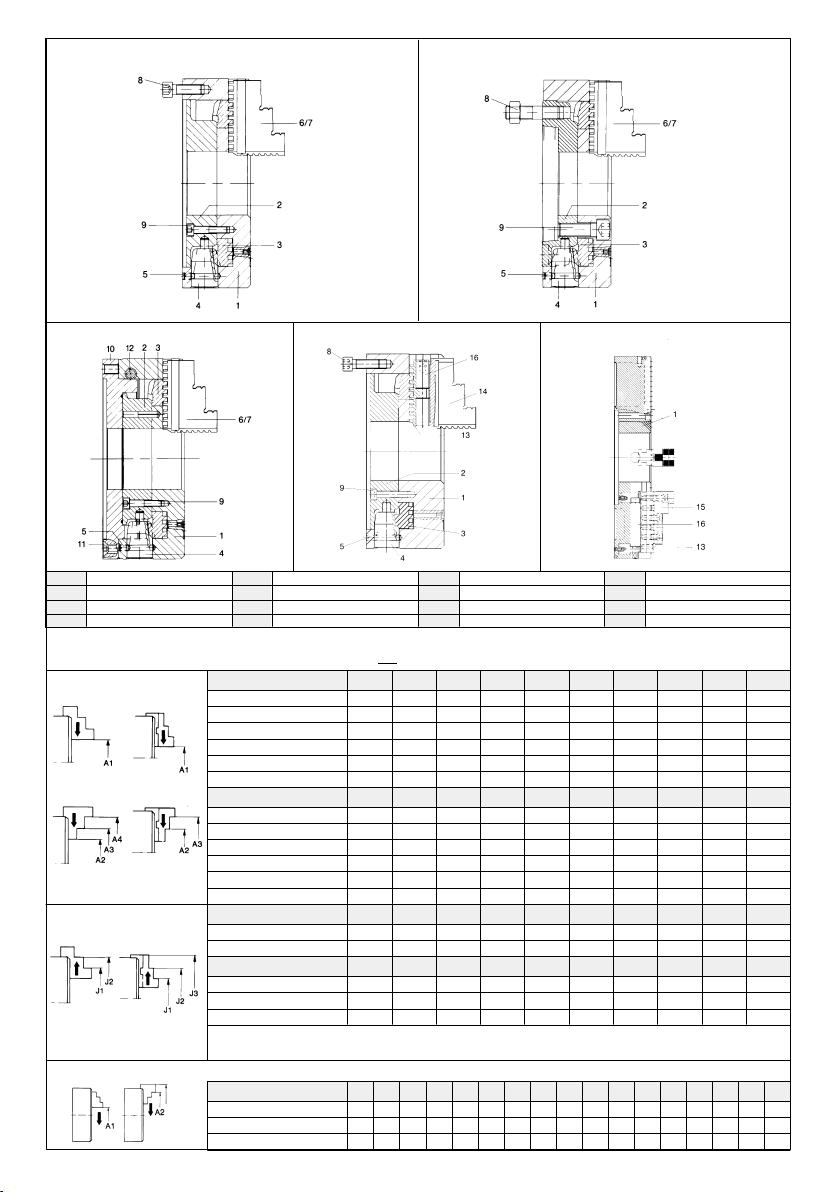
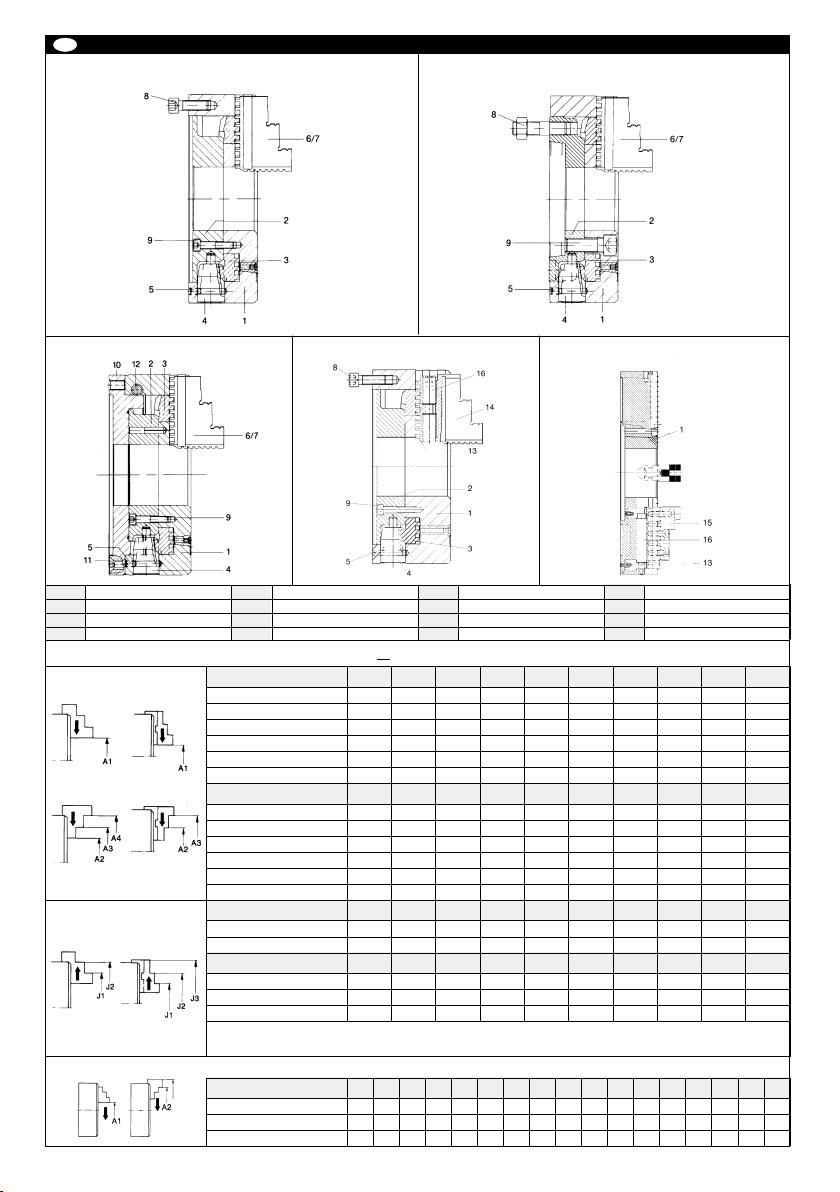
Spannbereiche der Backenstufen (Richtwerte) -- gültig für alle Drehfuttertypen
Größe 74 80 85 100 110 125 140 160 200 250
A 1 (BB) 2-24 2-30 2-30 3-38 3-42 3-53 3-53 3-72 4-100 5-122
A 2 (DB) 2-24 2-30 2-30 3-3 8 3-42 3-53 3-53 3-72 4-10 0 5-122
A 3 (DB) 23-46 27-55 27-55 38-71 39-77 39-89 47-97 47-116 56 -152 73-190
A 4 (DB) 45-68 52-80 52-80 70-100 70-110 75-125 91-140 91-160 104-200 131-250
Größter Umlauf-W 88 104 104 128 138 157 174 194 238 302
Backenhub 11141415192525344858
Größe 315 350 400 500 630 700 800 1000 1250
A 1 6-135 20-180 20-200 35-260 50-350 110-350 150-450 250-600 320-600
A 2 6-135 20-180 20-200 35-260 50-350 280-672 325-853 425-1070 490-1150
A 3 96-225 110-270 110-300 140-360 190-490 356-748 400-928 500-1150 564-1224
A 4 186-315 200-350 200-400 280-500 330-630 -- -- -- --
Größter Umlauf-W 395 440 480 600 730 1000 1170 1390 1476
Backenhub 64 80 100 110 150 120 150 175 140
Größe 74 80 85 100 110 125 140 160 200 250
J 1 23-46 25-53 25-53 33-66 33-71 37-87 39-89 39-107 44-140 59-165
J 2 45-68 50-78 50-78 65-94 65-104 73-123 83-132 83-152 92-186 119-236
Größe 315 350 400 500 630 700 800 1000 1250
J 1 96-224 100-260 100-300 135-355 150-450 212-648 251-855 356-1080 426-1162
J 2 186-305 190-350 190-390 275-460 290-590 290-758 326-930 430-1150 500-1236
J 3 -- -- -- -- -- 526-922 566-1094 660-1314 740-1400
Spannbereiche der Drehfutter mit einzelverstellbaren Backen stimmen mit obigen Werten in etwa überein.
Sie gelten für 3- und 4-Backenfutter und Drehfutter mit Umkehrbacken.
Die Maximal-Spannbereiche dürfen nicht überschritten werden.
Außenspannung
Innenspannung
W 74-630 W 700-1250
W 74-630 W 700-1250
Drehfutter ZG-ZS, ZGU-ZSU, ZGF und ZGD
mit zylindrischer Zentrieraufnahme
Drehfutter ZG-ZS, ZGU-ZSU, ZGF und ZGD
mit Kurzkegel-Aufnahme
Drehfutter ZG Hi-Tru Drehfutter EG-ES
1 Körper 5 Stiftschraube
2 Deckel 6 Bohrbacke
3 Spiralring 7 Drehbacke
4 Trieb 8 Befestigungsschraube
9 Deckel --Befestigungsschraube 13 Grundbacke
10 Flansch 14 Umkehrbacken
11 Flanschbefestigungsschraube 15 Umkehr-Aufsatzbacken
Planscheibe UGE-UGU, USE-USU
12 Verstellspindel 16 Spindel
mit zylindrischer Zentrieraufnahme
Spannbereiche der Stufenbacken (Richtwerte) -- gültig für Planscheiben
Größe mm 150 200 260 310 350 400 450 500 560 600 630 710 800 900 1000 1100 1200
A1 min. 16 16 20 20 20 35 40 40 45 50 60 130 190 190 200 210 220
A2 max. 130 190 260 295 350 400 450 500 550 570 585 690 800 900 1000 1100 1200
Größter Umlauf-W 170 235 305 355 410 465 510 570 640 660 675 785 870
5
Page 6
Max. zulässige Drehzahl für
Drehfutter ZG-ZS, ZGU-ZSU
und ZG Hi-Tru nach DIN 6350
Die max. zulässige Drehzahl ist
so festgelegt, daß bei max.
Spannkraft und bei Verwendung
der schwersten zugehörigen
Spannbacken noch
1
/3der
Spannkraft als Restspannkraft
zur Verfügung steht. Die Spannbacken dürfen dabei über den
Futter-Außendurchmesser nicht
überstehen. Die Drehfutter müssen in einwandfreiem Zustand
sein.
Bei den Drehfuttern in Gußausführung ist die max. zulässige
Drehzahl auf die zulässige Umfangsgeschwindigkeit für Gußeisen abgestimmt.
Im übrigen gelten die Bestimmungen nach DIN 6386 Teil 1.
2. Montage des Drehfutters auf dem Maschinen-Spindelkopf
(gültig für alle Futtertypen und Planscheiben)
Größe 3-und 4-Backen
Guß- Stahl-
körper körper
74 5000 --
80 5000 7000
100 4500 6300
125 4000 5500
140 3700 5000
160 3600 4600
200 3000 4000
250 2500 3000
315 2000 2300
350 1700 1900
400 1600 1800
500 1000 1300
630 800 850
700 650 800
800 600 700
1000 480 560
1250 380 450
Spannkraft bei 3-Backen-Drehfuttern ZG-ZS, ZGU-ZSU und
ZG Hi-Tru nach DIN 6350
sowie EG/ES nach DIN 6351
Die Spannkraft ist die Summe aller auf das Werkstück radial im
Stillstand wirkenden Backenkräfte.
Die angegebenen Spannkräfte
sind Richtwerte. Sie gelten bei
Futtern in einwandfreiem Zustand, die mit Röhm-Fett F 80 abgeschmiert sind.
Größe Drehmo- Gesamt-
ment am spann-
Schlüssel kraft
in Nm in KN
74 30 11
80 30 13
100 60 27
125 80 31
140 90 40
160 110 47
200 140 55
250 150 63
315 180 69
350 210 74
400 240 92
500 260 100
630 280 105
700 280 105
800 300 110
1000 450 115
1250 450 115
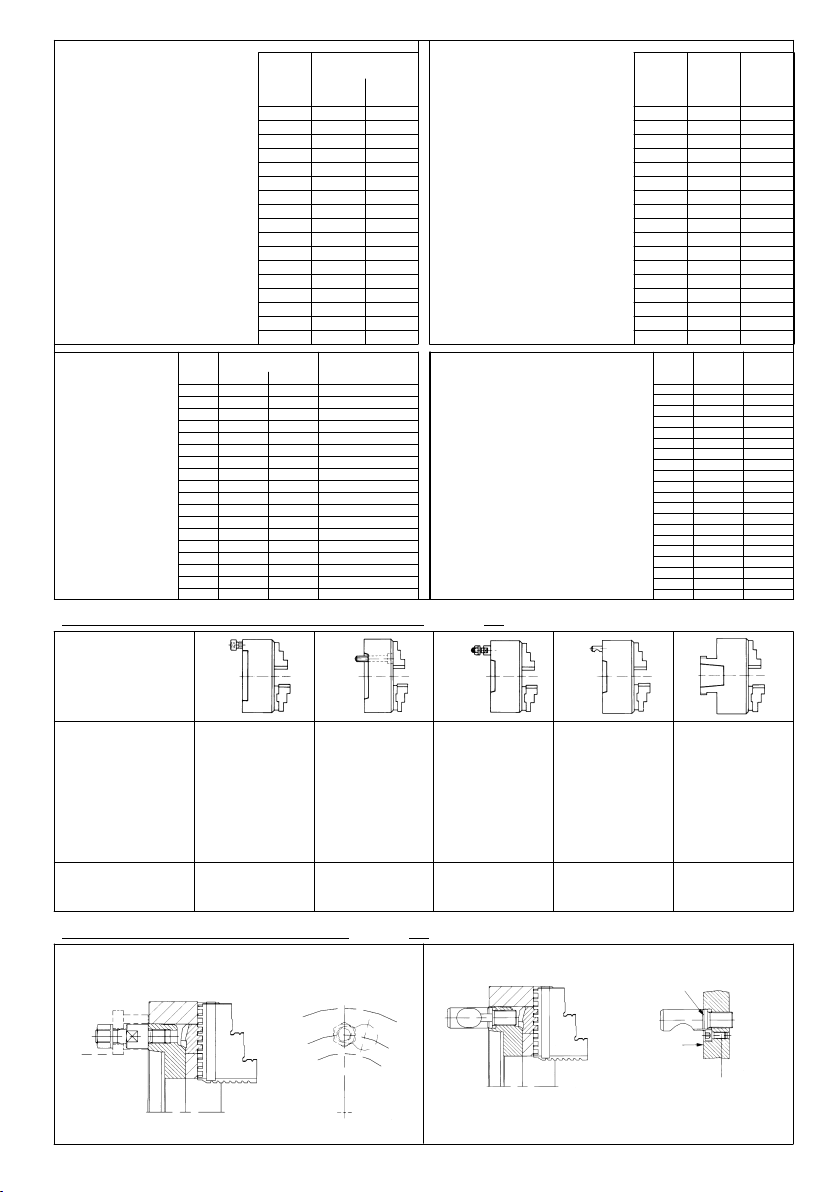
Maschinenspindel DIN 800 DIN 55026, DIN 55027 DIN 55029 ASA B 5.9
ASA B 5.9 DIN 55022 und ASA B 5.9 Langkegel
A1/A2 metr. ISO 702/III D 1 und
und ISO 702/I ISO 702/II
Befestigung mit Stehbolzen Camlockbolzen Befestigung
von vorn u. Bundmutter mit Über-
wurfmutter
zylindrische (DIN 55021 mit
Zentrieraufnahme Stiftschraube
Form A und Mutter)
Aufnahme
Befestigung mit Flansch Kurzkegel- Kurzkegel- Kurzkegel- Langkegel-
direktaufnahme direktaufnahme direktaufnahme direktaufnahme
Max. zulässige
Drehzahl für
Drehfutter EG-ES
nach DIN 6351
Die angegebenen
Wertesindnurzulässig für Werkstücke, die eine
spezifische Unwucht von 25
gmm/kg nicht
überschreiten.
2.1 Anbringen der Futter-Befestigungselemente (gültig für alle Futtertypen und Planscheiben)
Kurzkegel-Aufnahme mit Stehbolzen und Bundmutter nach
DIN 55027/22
Kurzkegel-Aufnahme mit Camlock ASA B 5.9 D1und DIN 55029
Hinweis: Der Camlockbolzen ist soweit einzuschrauben, bis die Planfläche des
Kurzkegels innerhalb der Markierungsrille des Camlockbolzens liegt und die Stellungder Fixiernutzur Gewindebohrungübereinstimmt. Zylinderschraubebis aufden
Grund eindrehen.
100 2700 --
125 2400 --
160 2000 3000
200 1600 2450
250 1300 2000
315 900 1350
400 800 1250
500 630 800
630 510 700
Größe Gußk. Stahlk.
3-und 4-Backen
Max. zulässige Drehzahl für Planscheiben Type UGE -- UGU -- USE -USU
Die angegebenen Werte sind nur zulässig für Werkstücke, die eine spezifische Unwucht von 25 gmm/kg nicht
überschreiten.
150 1910 --
200 1430 3000
260 1150 2350
310 960 1970
350 820 1750
400 720 1530
450 640 1360
500 570 1220
560 520 1090
600 470 1020
630 430 970
710 400 860
800 350 765
900 310 680
1000 280 610
1100 260 555
1200 230 510
1300 220 470
1400 200 440
1500 190 410
Gußk. Stahlk.
Größe UGE-UGU USE-USU
Markierungsrille
Planfläche
Zylinderschraube
6
Page 7
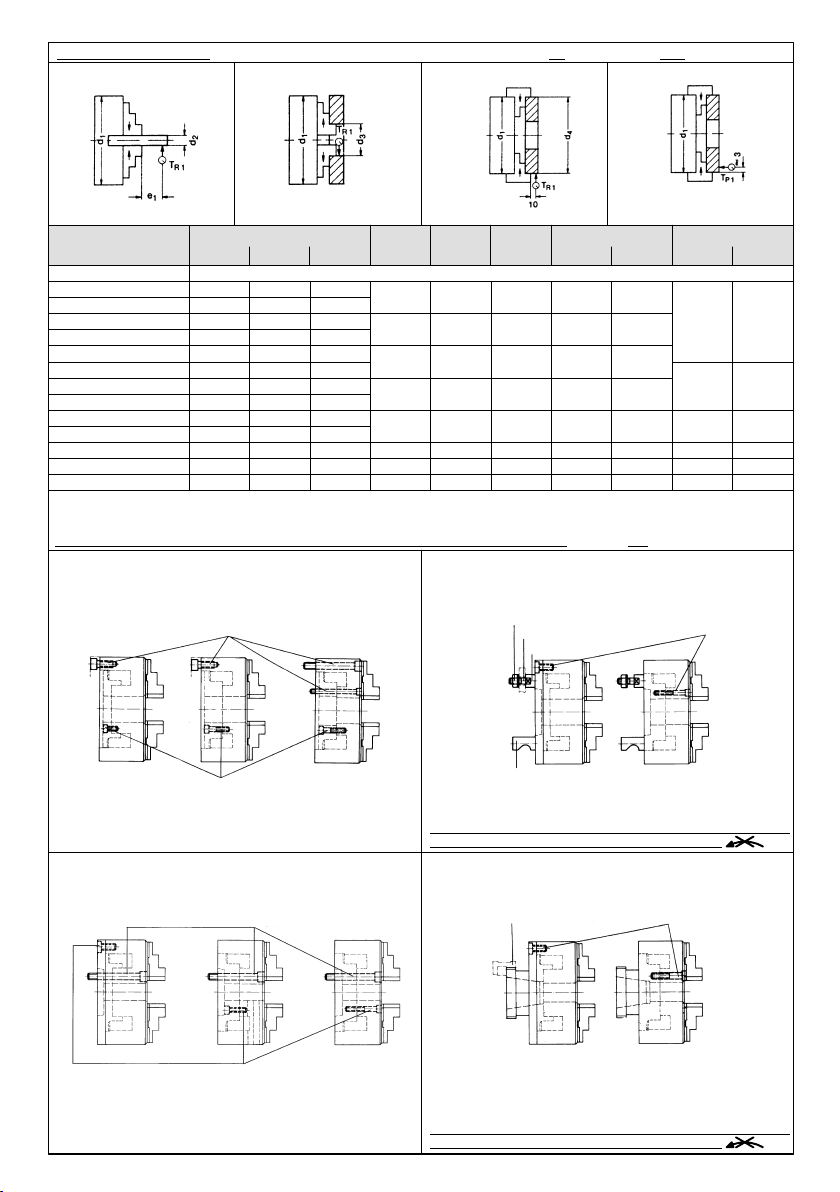
Rundlauftoleranz TR1/TP1bez. auf die Bezugsflächen für die Futteraufnahme (gültig für alle Futtertypen, jedoch nicht für ZGF und EG/ES)
d
1
d
2
d
3
d
4
e
1
Prüfung
1234
Klasse I Klasse II
** dünn mittel dick T
R1
T
P1
T
R1
T
P1
(74) 10 14 0,05 0,04
80 (85) 10 -- 14
100 (110) 10 14 18
125 (140) 18 25 30 0,075 0,04
160 18 30 40
200 (230) 30 40 53
250 (270) 30 53 75
315 53 75 100 0,10 0,07
400 (350) 53 100 125
500 75 100 125
630 75 125 160
800* -- -- 160 200 400 160 0,12 0,06 0,16 0,12
1000* -- -- 400 350 500 160 0,12 0,06 0,16 0,12
1250* -- -- 400 500 700 160 0,16 0,08 0,20 0,16
nach Vereinbarung
50 80 40 0,04 0,02
80 100 60 0,04 0,03
100 160 80 0,06 0,03
160 250 120 0,08 0,04
200 400 160 0,10 0,05 0,12 0,10
Röhm-Futter entsprechen (wenn nicht anders vereinbart) der Genauigkeitsklasse I.
* Futter 800, 1000, 1250 W in Anlehnung an ISO 3089. ** Klammermaße sind Zwischengrößen.
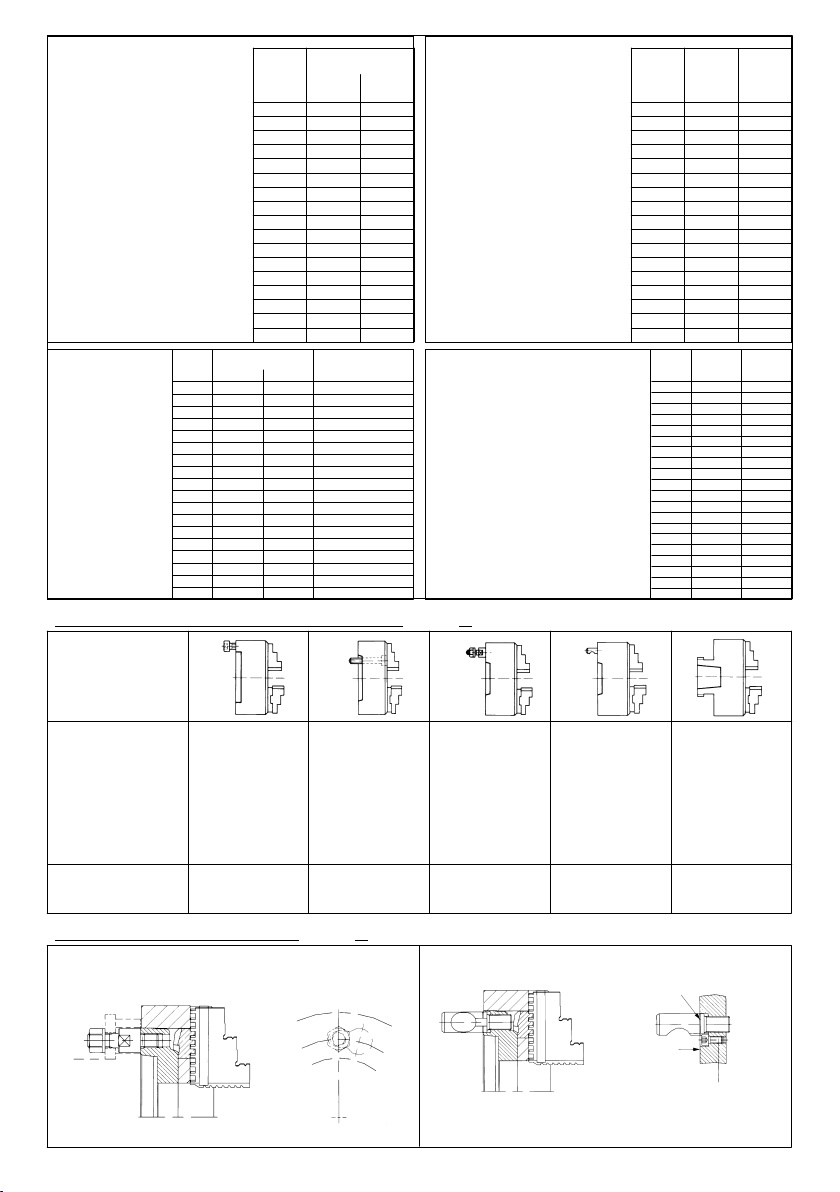
Mögliche Lage der Futterbefestigungsschrauben und Deckelbefestigungsschrauben (gültig für alle Futtertypen)
1. Futter mitzyl.Zentrieraufnahme nach DIN 6350/DIN6351bzw.
ähnlich DIN für Gewindeflansch DIN 800
2. Futter mit Kurzkegel, Befestigungsart nach DIN 55027/22
(Stehbolzen und Bundmutter) oder DIN 55029 und ASA B 5.9 D1
(Camlock).
Lösen der Befestigungselemente an der Rückseite des Futters.
Achtung: Nicht die gekennzeichneten
Deckel-Befestigungs-
schrauben an der Vorderseite des Futters lösen.
3. Futter mit Kurzkegel, Befestigungsart nach DIN 55026, 55021
und ASA B 5.9 A1/A2/B1 von vorn.
4. Futter mit Langkegel, Befestigungsart nach ASA B 5.9, Type L
Lösen der Überwurfmutter an der Rückseite des Futters.
Achtung: Nicht die gekennzeichneten
Deckel-Befestigungs-
schrauben an der Vorderseite des Futters lösen.
Lösen derBefestigungsschraubenan der Vorderseite desFutters.
Deckel-Befestigungsschrauben
Deckel-Befestigungsschrauben
Deckel-Befestigungsschrauben
Deckel-Befestigungsschrauben
Befestigungsschrauben
Bundmutter
Bajonetscheibe
Stehbolzen
Camlockbolzen
Befestigungsschrauben
Überwurfmutter
7
Page 8
3.1 Aufsetzen des Drehfutters auf Drehspindel mit Kurzkegel
(Tabelle
1)
3.1.1 Kegelaufnahme und Plananlage des Futters sowie Maschinenspindel sorgfältig reinigen. Spindelnase auf
Rund- und Planlauf prüfen (zulässig 0,005 nach DIN
6386 und ISO 3089)
3.1.2 Futter auf Maschinenspindel aufsetzen und Befestigungselemente leicht anziehen.
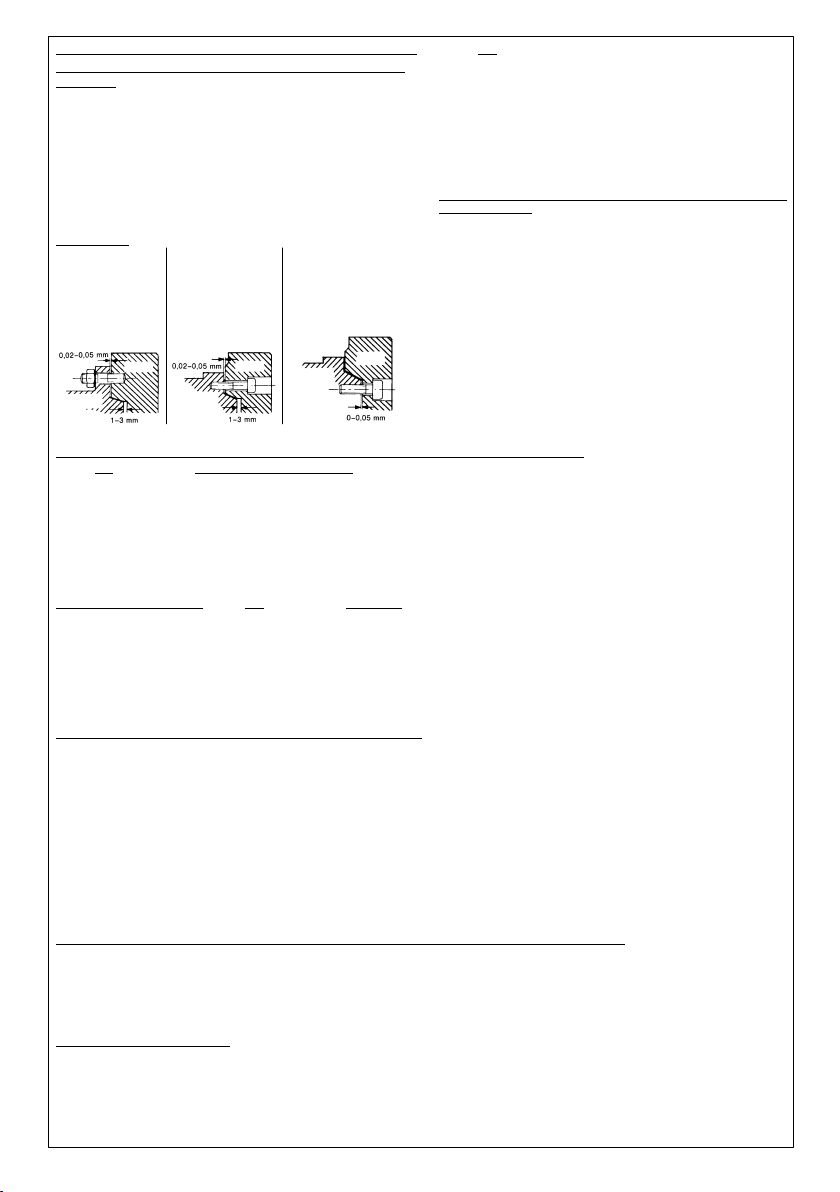
3.1.3 Anzugsspalt mit Fühlerlehre überprüfen.
Anzugsmaß
a) bei Befestigung b) bei Befestigung c) bei Befestigung
Stehbolzen DIN von vorne im äus- von vorne iminneren
55027 und 55022 seren Lochkreis Lochkreis,
oder Camlock- DIN 55026, 55021, DIN 55026,
bolzen DIN 55029 ASA B 5.9 A1/A2 ASA B 5.9 A1/B1
und ASA B 5.9 D1
(nicht dargestellt)
3.1.4 Befestigungselemente gleichmäßig über Kreuz fest anziehen
Kurzkegel und PlananlagedesFutters müssen nach
Montage an der Spindelnase gleichmäßig tragen!
3.1.5 Bei der Montage des Futters auf Drehspindeln mit Camlock-Aufnahme nach DIN 55029 und ASA B 5.9 D1 muß
die VerriegelungdurchRechtsdrehung der Exzenterbolzen erfolgen.
3.2 Aufsetzen des Drehfutters auf Drehspindel mit
Langkegel
(siehe Tabelle
1)
Vor dem Aufsetzen Kegelaufnahme und Gewinde,
ebenso Spindelkopf sorgfältig reinigen. Kegel muß satt
ohne Taumelspiel tragen. Keil beachten. Überwurfmutter anziehen.
3. Montage des Drehfutters auf den Maschinen-Spindelkopf (gültig für alle Futtertypen und Planscheiben)
Die angegebenen Werte setzen eine einwandfreie Maschinenspindel und einsachgemäßaufgepaßtes Drehfutter voraus. Für
die Messung gehärtete und genau zylindrisch geschliffene
Dorne und starkwandige Prüfringe verwenden. (Verformung)
Sollte das Drehfutter den angegebenen zulässigen Rundlaufabweichungen nicht entsprechen, müssen die Kegelmaße an
der Maschinenspindel überprüft werden. Hierbei müssen
Durchmesser und Steigung des Kurz- bzw. Langkegels kontrolliert und gleichzeitig Rundlauf der Kegel und Plananlage bei
Kurzkegel auf Lauffehler überprüft werden.
Beim Prüfen ist dasFutternuram Nulltrieb mit Pfeil zu spannen.
4. Prüfung auf Rundlauf und Planlaufabweichung nach DIN 6386 Teil 1 (siehe Tabelle
3)
(gültig nur
für Drehfutter ZG-ZS, ZGU-ZSU und ZGD)
Einstellung des Drehfutters EG-ES auf zentrische Spannung
Die an der Stirnseite des Futterkörpers eingearbeiteten
konzentrischen Ringe dienen zur grobenVorzentrierung
der Backen durch Sicht.
Rundes Werkstück oder Prüfdorn mit leichtem Druck
einspannen und Meßuhr zur Feststellung der Rundlaufbewegung anstellen. Mit dem kleinen Verstellschlüssel
die Spannbacken über die im Grundbacken gelagerte
Verstellspindel vor- oder zurückdrehen, bis die Meßuhr
keine Abweichung mehr anzeigt. Dabei beachten, daß
die Zustellung mit der Verstellspindel gegen das Werkstück erst erfolgen darf, wenn die gegenüberliegenden
Spannbacken die notwendige Bewegungsmöglichkeit
geben.
Während beim 3-Backenfutter das Werkstückbeizentrischer Einstellung bereits anliegt, müssen beim 4-Bakkenfutter erst alle 4 Spannbacken zur Anlage gebracht
werden. Bei der Einzentrierung dann jeweils die beiden
gegenüberliegenden Spannbacken solange verstellen,
bis die gewünschte Rundlaufgenauigkeit erreicht ist.
Nach dieser Einstellung erfolgt Spannen und Entspannen des Drehfutters EG-ES nur mit demgroßen
Spannschlüssel über die am Umfang des Futterkörpers eingelassenen Triebe. Die Verstellspindel darf
nicht zum Spannen und Entspannen verwendet wer-
den.
(Zum Einstellen der Drehmitte brauchen keine Befestigungsschrauben gelöst werden).
1. Werkstück oder Meßdorn einspannen und den größten
Meßuhrenausschlag ermitteln.
2. Je nach Lage des Rundlauffehlers müssen eine oder
zwei Verstellspindeln, die dem größten Uhrenausschlag
am nächsten liegen, gelöst werden.
3. Die anderen Verstellspindeln, soweit nachziehen, bis
die Spannmitte um den halben Uhrenausschlag korrigiert ist.
4. Rundlauf nochmals prüfen und ggf. Ausrichtvorgang
wiederholen.
5. Die vorher gelösten Verstellspindeln leicht festziehen
und Rundlauf nochmals kontrollieren.
Einstellen der Drehmitte
(gültig nur für Drehfutter ZG Hi-Tru)
Einstellung des Drehfutters EG-ES zur Spannung unrunder und ungleichförmiger Werkstücke
Mit großem Spannschlüssel alle Spannbacken zentrisch soweit auseinander- bzw. zusammendrehen, wie
es nach der Werkstückform zweckmäßig erscheint. Mit
dem kleinen Verstellschlüssel durch Drehen der Verstellspindel die umkehrbaren Spannbacken der erfor-
derlichen Werkstücklage anpassen.
Nach dieser Einstellung erfolgt Spannen und Entspannen des Drehfutters EG-ES nur mit demgroßen
Spannschlüssel über die am Umfang des Futterkörpers eingelassenen Triebe.
Umdrehen der
Spannbacken
Achtung: Die Backenführungen müssen aus technischen Gründen scharfkantig sein. Um Schnittverletzungen zu vermeiden, müssen bei Tätigkeiten an offenen Backenführungskanten (z. B. beim Backenwechsel) Schutzhandschuhe getragen werden.
Spannbacken mit großem Spannschlüssel zentrisch
soweit nach außen drehen, daß die Grundbacken etwa
mit dem Futterkörper abschließen. Mit kleinem Verstellschlüssel den Backen nach außen drehen, dann umdrehen und wieder einsetzen. Die Einhaltung der BackenReihenfolge 1 bis 4 ist dabei erforderlich. Schließlich mit
großem Spannschlüssel die umgedrehten Spannbakken wieder zentrisch auf die gewünschte Stellung drehen.
Futter
Spindelnase
Spindelnase
Futter
Futter
Spindelnase
8
Page 9
5.1 Schmierung: ca. alle 8 (ZG Hi-Tru) bzw. alle 40 Betriebsstunden (restliche Futtertypen) an den dafür vorgesehenen Schmiernippeln an der Futterstirnseite.
5.2 Teilreinigung: ca. alle 100 Betriebsstunden eine Reinigung der Backenführungen vornehmen. Dabei verbleibt
das Drehfutter auf der Maschine. Backen abputzen
(keine Preßluft verwenden!), dann herausdrehen und in
Petroleum oder Waschbenzin gründlich reinigen. Anschließend neu einfetten (F80). Auf richtige Reihenfolge
beim Einsetzen der Backen achten!
5.3 Ganzreinigung
5.3.1 Je nach Einsatzbedingungen ca. alle 500 Betriebsstun-
den Futter von Maschine nehmen, zerlegen. Hierzu
Backen herausdrehen und Futter demontieren.
5.3.2 Demontage des Futters siehe Punkt 8.
5.3.3 Sämtliche Teile in Petroleum oder Waschbenzin gründlich reinigen.
Sichtprüfung der einzelnen Teile.
Anschließend alle Teile neu einfetten. Hierzu empfeh-
len wir unser Spezialfett ”F 80”, welches in Dosen geliefert wird. Dieses Spezialfett wird selbst bei hohen
Drehzahlen des Drehfutters nicht abgeschleudert. ”F
80” reißt auch bei hohen Flächendrücken nicht ab und
erhält die Spannkraft.
5. Wartung
(gültig für alle Drehfuttertypen)
Planscheiben (Unabhängige Vierbackenfutter)
UGE/USE mit einteiligen Umkehrbacken -- UGU/USUmitUmkehr-Aufsatzbacken
Zur Grobzentrierung dienen die eingearbeiteten konzentrischen Ringe, die Feinzentrierung muß mit der
Meßuhr erfolgen. Dabei beachten, daß die Zustellung
mit der Verstellspindel erst erfolgen darf, wenn die gegenüberliegende Backe durch Zurückdrehen der Verstellspindel die notwendige Bewegungsmöglichkeit gibt.
Bei schwierig zu spannenden Werkstücken können die
Backen an der Planscheibe herausgedreht und die
Spannung mit Spannpratzen und Schrauben direkt in
der Planscheibe erfolgen. Dazu dienen auch die zusätzlich eingearbeiteten T-Nuten und Aufspannschlitze.
Alle Planscheiben können im Bedarfsfall zur Verbesserung der Planlaufgenauigkeit auf der Maschine stirnseitig leicht nachgedreht werden.
6. Spannen des Werkstücks
(gültig für alle Drehfuttertypen)
Beim Spannen des Werkstückes müssen bestimmte
Kriterien beachtet werden.
Bei unsachgemäßem Spannen besteht Verletzungsgefahr durch Herausschleudern des Werkstückes oder
Bruch der Backen !!
Hierzu ist auch die Tabelle ”Beispiele von gefährlichen
Spannsituationen und deren Beseitigung” zu beachten!
Achtung: Die Backenführungen müssen aus technischen
Gründen scharfkantig sein. Um Schnittverletzungen zu
vermeiden, müssen bei Tätigkeiten an offenen Backenführungskanten (z. B. beim Backenwechsel) Schutzhandschuhe getragen werden.
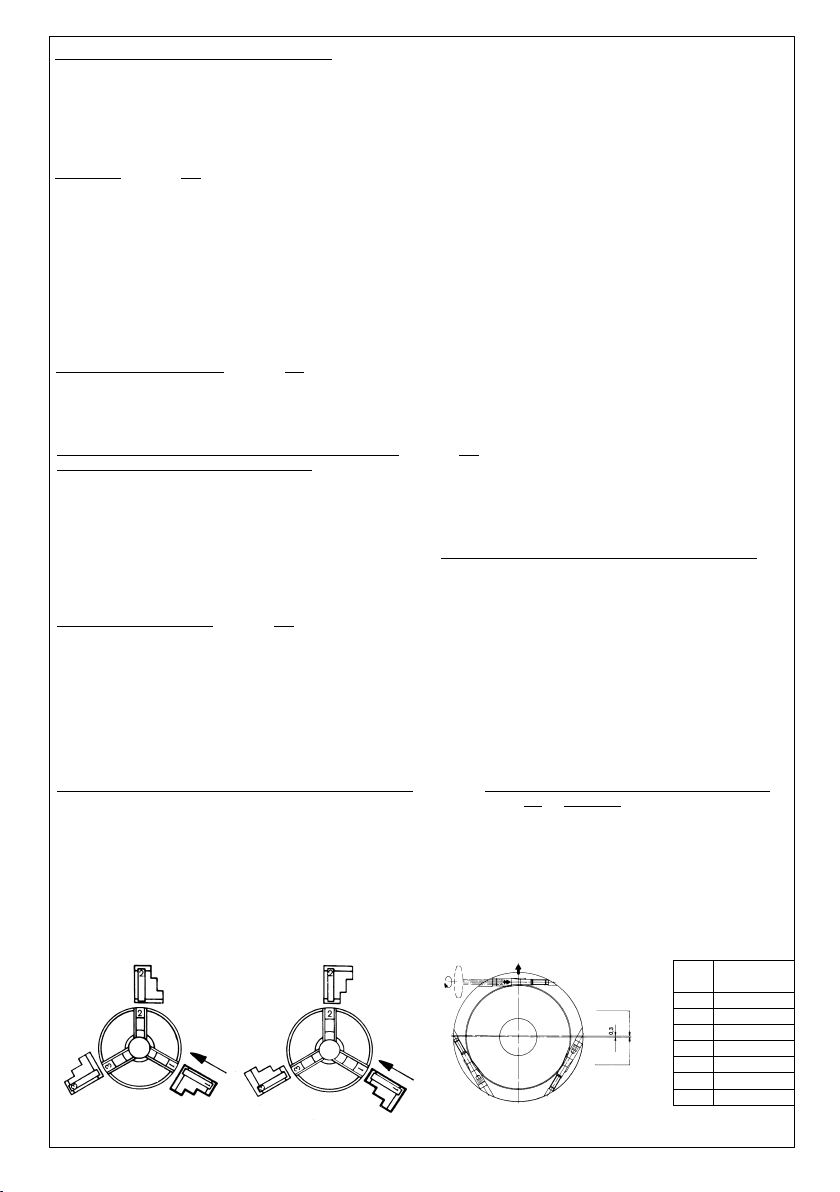
Beim Wechsel der SpannbackenistdieReihenfolge1--2--3 einzuhalten, d. h. sie müssen nacheinander unter Drehen des
Planspiralringes so in die Backenführung eingesetzt werden,
daß die in den Spannbacken eingeschlagenen Zahlen 1--2--3
außen liegen. (siehe Abb.)
Die Backenabstufung nach außen (Abb. 1) oder nach innen
(Abb. 2) ist dabei zu berücksichtigen.
7. Abnahme des Drehfutters vom Maschinenspindelkopf (gültig für alle Futtertypen)
7.1 Abnahme vom Spindelkopf mit Kurzkegel
7.1.1 Befestigungsart nach DIN 55021 mit Stiftschrauben,
DIN 55022 und 55027 oder DIN 55029 und ASA B 5.9
D1 (Camlock):
Lösen der Befestigungselemente zum Spindelkopf an
der Rückseite des Futters.
Keine Schrauben am Futter lösen!
7.1.2 Befestigungsart nach DIN 55021 und 55026 oder ASA
B 5.9 A1/A2/B1 -- Befestigung von vorne:
Futterbefestigungsschrauben an der Futter-Vorderseite
lösen.
Sind unterschiedliche Schrauben an der Futter-Vorderseite angebracht, so sind jeweils die größten
Schrauben die Futterbefestigungsschrauben!
7.2 Befestigungsart nach ASA B 5.9 Type L
(Langkegel)
Lösen der Überwurfmutter an der Rückseite des Futters
Nicht die Deckel-Befestigungsschrauben an der
Vorderseite des Futters lösen!
8.1 Spannbacken ganz herausdrehen
Nachfolgende Reihenfolge unbedingt einhalten:
8.2 Triebhalteschrauben herausdrehen
8.3 Triebe herausnehmen
8.4 Deckelbefestigungsschrauben entsprechend Tabelle
”Mögliche Lage der Futterbefestigungsschrauben und
Deckelbefestigungsschrauben” herausdrehen.
8.5 Deckel und Spirale herausnehmen.
Bei zu festem Sitz Hartholz oder Weichmetall als
Zwischenstück in die Backenaussparung des Körpers
setzen und durch abwechselndes Klopfen gegen die
Spirale diese mit Deckel lösen.
Bei größeren Futtern sind zur Demontage des Deckels
bzw. Spiralringes Abdrück- bzw. Abziehgewinde vorgesehen.
Der Zusammenbau erfolgt sinngemäß in umgekehrter
Reihenfolge.
8. Demontage des Futters
(gültig für alle Futtertypen)
Anmerkung zu Flanschbefestigungsschrauben
(gültig nur für ZG Hi-Tru)
Bei der Montage ist zu achten,daßdieFlanschbefesti-
gungsschrauben (siehe Seite5Pos.11) mit dem richtigen Drehmoment angezogen werden, da sonst ein
feinfühliges Einstellen durch die Verstellspindeln nicht
mehr gewährleistet ist. (Siehe hierzu auch untenstehende Abbildung).
Anmerkung zu Drehfuttern mit umkehrbaren
Spannbacken
Futter- Anzugsmoment
W in Nm
80 4
100 4
125 7
160 7
200 11
250 16
315 16
Schematische Darstellung der Feineinstellung
Einsetzen in die Bohrbacken-Stellung Einsetzenin die Drehbacken-Stellung
(nach außen abgestuft) -- Abb. 1 (nach innen abgestuft) -- Abb. 2
Mögliche Störungen und deren Behebung siehe Seite 42
Mitte Drehspindel
Spannmitte
Vers atz
9
Page 10

I. Qualification of the operating staff
Persons, who have no experience in handling clamping equipment, run the risk of being injured by the clamping motions and
forces occurring as a result of incorrect behaviour, especially during set--up work.
For this reason, clamping equipment may be operated, set up or
maintained by persons only who have been especially trained for
this purpose and/or have many years of experience.
II. Danger of injury
For technical reasons, this assembly may contain individual
parts with sharp edges. Always proceed with upmost caution
when working with t he as sembly to prevent the risk of injury.
1. Forces contained
Moving parts which are pre--tensioned by pressure springs,
tension springs, other types of spring or by other elastic elements, are a potential danger due to the forces they contain.
The misjudgement of these forces may cause severe injuries
resulting from uncontrollable flying components travelling at
the speed of projectiles. Prior to any further tasks, these forces contained have to be relieved. For this reason, the respective assembly drawings always have to be inspected for such
potential hazards prior to dismantling the clamping equipment.
If a ”deactivation” of this energy is not possible without causing a hazard, the disassembly has to be carried out by authorised staff members of RÖHM GmbH.
2. The maximum permissible speed
The maximum permissible speed may be run only at maximum permissible actuation force and perfectly operating clamping chucks.
Non--observation of this principle may lead to a loss of the
residual chucking force, and as a consequence the work
pieces may be hurled out causing a corresponding risk of
injury.
The chuck may be operated at a high speed only, if a suitably
dimensioned protection hood has been provided.
3. Exceeding the permissible speed
This unit has been designed for rotating operation. The centrifugal forces caused by excessive speeds or rotational speeds
may result in individual parts becoming detached, constituting
a potential danger for persons or objects in the vicinity. In addition, unbalanced mass may occur in clamping equipment that
has been approved for lower speeds only, but is operated at
higher speeds, which may have a negative effect on the safety
and the machining results.
Operation at higher speeds than those specified for this equipment shall not be permissible for the reasons mentioned
above.
The maximum speed and the operating force/pressure are
embossed on the body and may not be exceeded. Therefore,
the maximum speed of the machine used should not be higher
than that of the clamping equipment, and therefore has to be
limited.
Exceeding permissible values once may already cause damage and constitutes a potential source of danger, even if this
is not immediately apparent. In such cases the manufacturer
has to be notified immediately so that the functions and operational safety of the equipment can be checked. It is only in this
case that the continuing safe operation of the clamping equipment can be ensured.
4. Unbalanced mass
Residual risks may arise as a result of inadequate rotational
compensation -- please refer to section 6.2 No. e) of European
Directive EN 1550. This applies in particular at high speeds,
when machining asymmetrical work pieces or when using
different top jaws.
In order to prevent the occurrence of any damage, the chuck
and the work piece should be balanced dynamically in accordance with German standard DIN ISO 1940.
Given eccentric tension and maximum speed the specific unbalanced mass of the unbalanced mass may not exceed the value
of 25 gmm/kg.
5. Calculation of the chucking forces required
The necessary chucking forces or the maximum speed permissible for the chuck for a certain machining operation have to be
determined in compliance with the German VDI Directives 3106
-- Determination of the Permissible Speed of Rotating Chucks
(Jaw Chucks).
6. Use of other / additional clamping inserts / work pieces
The German VDI Directives 3106 -- Determination of the Permissible Speed of Rotating Chucks (Jaw Chucks) -- has to be consulted as a matter of principle when employing clamping inserts
or work pieces.
1. Use of other / additional clamping inserts
If clamping inserts are to be used other than those intended
for this clamping equipment, the operator has to safeguard
that the chuck cannot be run at an excessively high speed,
thus causing excessive centrifugal forces. Otherwise, there is
a risk that the work piece is inadequately clamped.
For this reason, please consult the chuck manufacturer or the
respective construction engineer, respectively, as a matter of
principle.
2. If special jaws are used, observe the following rules:
The jaws should be as light and as low as possible. The grip-
ping point should be located as near as possible to the front
of the chucking tool.
(Gripping points located at a major distance from the front of
cause higher surface pressure in the jaw ways and may substantially reduce the gripping force).
Use the following formula to determine maximum speed for a
specific machining application:
F
spo
= total gripping force of the chucking tool at standstill (N)
F
spz
= total gripping force required for a specific machining
applocation (N).
n
max
= max. speed (min
-- 1
)
m = mass of the complete jaw unit (kg) base and top jaw
r
c
= centre of gravity radius of the complete jaw unit (m). (For
eccentric chucking, use the mean value of the centre of gravity radi of the individual units).
a = number of jaws
Avoid welds as far as this is possible. If welding cannot be
avoided, be sure to check the welds for adequate resistance
to the loads applied by centrifugal and gripping forces.
The arrangement of the mounting screws should be seleczed
so as assure the greatest possible effect.
3. Danger caused by ejection
DIN EN 12415 states that a separating guard must be fitted
on the tooling machine to protect operators against ejected
components. The resistance of the guards is given in so--called resistance classes.
¯
3
F
spo
--
F
spz
30
n
max
=
m · rc· a
·
1. Safety requirements and rules and regulations for
the use of manually operated chucks
GB
10
Page 11
If new clamping sets are to be taken into operation on the
machine, the admissibility must be previously checked. This
also includes clamping sets or clamping set components
manufactured by the user. The admissibility is influenced by
the resistance class of the guard, the masses of the possi-
bly ejected parts (determined by calculation or weighing), the
maximum possible chuck diameter (measurement), and the
maximum possible speed of the machine. In order to reduce
the impact force to the permissible level, the permissible
masses and speeds must be determined (e.g. by obtaining
information from the machine manufacturer) and if necessary
the maximum speed of the machine must be limited. However, the construction of all clamping set parts (e.g. top jaws,
workpiece supports, axial clamping claws etc.) must always
be as lightweight as possible.
4. Clamping of other / additional work pieces
If special clamping sets (jaws, clamping inserts, alignment
element, positioning units, points, et cetera) are provided for
this clamping equipment, only those work pieces may be
clamped in the way the clamping sets have been designed. If
this fact is not observed, persons may be injured and material may be damaged due to insufficient chucking forces or
unfavourable clamp positioning.
For this reason, if other and/or similar work pieces are to be
clamped with the same clamping set, the written approval by
the manufacturer shall have to be obtained.
7. Clamping range
The maximum clamping and/or displacement range in case of
movable base or top jaws may not be exceeded as otherwise
no sufficient engagement can be ensured safely between the
clamping jaw and the force transmitting component part.
8. Check of chucking force
1. Check of chucking force (general aspects)
European Directive EN 1550, section 6.2, No. d) stipulates
that static force measuring devices have to be used to check
the serviced condition at regular intervals in accordance with
the maintenance instructions. Subsequently, the chucking
force has to be checked after about forty operating hours -independent of the clamping frequency.
If and when necessary, special chucking force measuring
jaws or devices ** (pressure cells) have to be used.
9. Stability of the work piece to be clamped
In order to ensure safe clamping of the work piece to withstand
the machining forces occurring, the work piece clamped shall
have a stability suitable for the chucking force and may be compressible to a minor degree only. Non-metal materials, such as
plastics, rubber, et cetera, may be clamped and machined only
after written approval by the manufacturer !
10. Mounting and setting work
On account of the clamping movements or potential setting
movements, et cetera, short travels are covered at high forces,
in parts, in short times.
Safety requirements and rules and regulations for the use of manually operated chucks
For this reason, the drive equipment provided for the chuck
actuation shall have to be switched off explicitly for all mounting
and setting work as a matter of principle. If, however, the clamping movement is required during the setting operation, clamping travels of more than 4 mm
-- require the attachment of a permanent or temporary work
piece holding device
or
-- require an independently actuated holding device (e.g. centring jaws for centring and face chucks)
or
-- require a work piece loading mechanism (e.g. loading stock)
or
-- require that the setting work is carried out in hydraulic, pneumatic and/or electric inching operation (corresponding control
has to be possible!).
This type of auxiliary setting equipment depends basically on the
machining system used and has to be procured separately, if
and when necessary !
The machine operator has to be make sure that the movement
of the clamping equipment during the entire clamping process
does not endanger persons. For this purpose, two --hand controls for clamp initiation or even better corresponding safety
equipment have to be provided.
11. Manual loading and unloading
In case of manual loading and unloading processes, a mechanical hazard for the fingers caused by clamping travels larger than
4 mm has to be taken into consideration. Thus,
-- an independently actuated holding device (e.g. centring jaws
for centring and face chucks) has to be fitted
or
-- a work piece loading mechanism (e.g. loading stock) has to
be used
or
-- the clamping movements (by throttling the hydraulic supply,
for example) has to be reduced to a clamping speed of less
than4mms
-- 1
.
12. Fastening and replacing screws
If screws are replaced or loosened, defective replacement or
fastening may lead to a hazard for persons and objects. For this
reason, the corresponding torque recommended by the manufacturer for the screw and the screw quality has to be used for
all fastening screws as a matter of principle, unless explicitly
stated otherwise.
The following torque table shall be applicable for all standard
sizes M5 to M24 of quality 8.8, 10.9 and 12.9:
Tightening torques in Nm:
In case of doubt, use screw quality 12.9 to replace the original
screw. As a matter of principle, quality 12.9 shall be used for all
fastening screws on clamping inserts, top jaws, positive stops,
cylinder covers, and comparable elements.
All fastening screws, which on account of their useful purpose
have to be unscrewed and tightened again subsequently (e.g.
** Recommended clamping force measuring system EDS:
EDS 50 kpl. Id.-Nr. 161425
EDS 100 kpl. Id.-Nr. 161426
EDS 50/100 kpl. Id.-Nr. 161427
Qual. M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
11
Page 12
for refitting work), have to be covered with an anti--seize agent
(grease paste) in the thread area and the head contact area in
intervals of six months.
Under certain circumstances environmental influences, i. e. vibrations, may loosen even tightly fastened screws. For prevention all
safety relevant screws (i. e. clamping device fastening screws,
clamping set fastening screws, or simillar) have to be checked and
-- if necessary -- refastened in regulary intervals.
13. Maintenance work
The reliability of the clamping equipment can only be ensured if
the maintenance specifications in the operating manual are strictly
observed. Please observe in particular:
-- Use the lubricant recommended in the operating instructions for
lubrication (unsuitable lubricant may reduce the chucking force by
more than 50 per cent).
-- In case of manual lubrication, please make sure that all surfaces to
be lubricated are reached (The narrow passages of the built--in
parts require a high injection pressure. For this reason, it is advisable to use a high--pressure grease gun).
-- For good distribution of the grease in manual lubrication, move the
chucking piston to its final positions several times, re--lubricate
them, and subsequently check the chucking force.
-- For good distribution of the grease when a central lubrication system is used, the lubrication pulses should be set to the open
phase of the clamping device.
Prior to series production and between the maintenance intervals a
chucking force measuring instrument has to be used to check the
chucking force. ”It is only a regular check that ensures ideal safety”.
It is advisable to move the internal moving elements to their final
position several times after five hundred clamping actions at the
latest (Any lubricant pressed away will thus be returned to the
contact surfaces. Thus, the chucking force is retained for a longer
period of time).
14. Collision
After a collision of the clamping unit, it has to be subjected to a
professional and qualified crack detection prior to any further operation.
15. Replacing the sliding block
If top jaws are attached to the base jaw by means of a sliding
block, an original RÖHM sliding block only may be used.
III.Hazards to the environment
The operation of clamping equipment partly requires the use of various
media for lubrication, cooling, et cetera. As a rule these media are fed
to the clamping equipment through the distribution housing. The most
frequently used media are hydraulic fluid, lubricating oil or grease, and
coolant. When operating the clamping unit, these media have to be
handled with care so that they do not get on the ground and/or into the
water. Warning ! Environmental hazard !
This applies especially
for the assembly / disassembly as residual amounts may still
be in the pipes, piston chambers and/or oil drain screws
for porous, defective or incorrectly mounted seals
or lubricants which escape and/or are ejected from the clam-
ping equipment during operation for design reasons
For this reason, these escaping substances should be collected and
re--used or should be disposed of according to the relevant regulations !
IV. Safety requirements on mechanically actuated clamping
equipment
1. The given clamping equipment cannot be monitored for sa
fety by means of limit switches. The operating staff shall have
to be informed of this fact correspondingly.
2. Clamping moments specified shall have to be observed by all
means. If these requirements are not observed, this may lead to
anything from unbalanced masses to the complete loss of the
clamping forces, apart from the loss of accuracy.
Safety requirements and rules and regulations for the use of manually operated chucks
Wrong Right
Projecting lengthof mounted workpiece too great relative to chucked
length.
Support workpiece between
centres or using a stady
Use a larger chuck
Support between centres, extend
chucking step
Chucking diameter too small
Workpiece has a casting or
forging-related taper
Chuck using self-aligning
inserts
Chuck using greatest possible
chucking diameter
If cutting interrupted, reduse feed and cutting depth.
The illustrated examples do not cover all possible danger situa-
tions. It is the responsibility of the user to recognize possible sources of danger and to adopt the necessary measures.
Chucking diameter too great.
Workpiece too heavy,
chucking step too short.
Despite all precautionary measures, an element of risk
cannot be excluded.
General Remarks
-- Workpieces may only be mounted in the lathe chuck when
mounted on an adapter plate or on the machine spindle.
-- Do not measure radial run-out and axial slip until after mounting
the chuck on the machine spindle.
-- Never exert force when working with a stiff-running lathe chuck
(mounting distortion, soiling).
-- N ev e r h i t the j a w s u sin g a h a m me r .
-- Never use a pipe extension as a wrench.
-- Never select a chucking diameter greater than the chuck diameter. Ensure that the scroll is always covered by the jaw.
-- The jaws may not project beyond the marking groove.
-- Staff entrusted with operation of the lathe chuck must read
through the operating instructions carefully before commencing
work, in particular the chapter on ”Safety remarks”.
12
Page 13
Gripping ranges of jaw steps (guideline values) -- valid for all lathe chuck types
Size 74 80 85 100 110 125 140 160 200 250
A 1 (BB) 2-24 2-30 2-3 0 3-38 3-42 3 -53 3-53 3-7 2 4-100 5-122
A 2 (DB) 2-24 2-30 2-30 3-3 8 3-42 3-53 3 -53 3-72 4-100 5-122
A 3 (DB) 23-46 27-55 27-55 38-71 39-77 39-89 47-97 47-116 56 -152 73-190
A 4 (DB) 45-68 52-80 52-80 70-100 70-110 75-125 91-140 91-160 104-200 131-250
Greatest swing 88 104 104 128 138 157 174 194 238 302
Jaw stroke 11 14 14 15 19 25 25 34 48 58
Size 315 350 400 500 630 700 800 1000 1250
A 1 6-135 20-180 20-200 35-260 50-350 110-350 150-450 250-600 320-600
A 2 6-135 20-180 20-200 35-260 50-350 280-672 325-853 425-1070 490-1150
A 3 96-225 110-270 110-300 140-360 190-490 356-748 400 -928 500-1150 564-1224
A 4 186-315 200-350 200-400 280-500 330-630 -- -- -- --
Greatest swing 395 440 480 600 730 1000 1170 1390 1476
jaw stroke 64 80 100 110 150 120 150 175 140
Size 74 80 85 100 110 125 140 160 200 250
J 1 23-46 25-53 25-53 33-66 33-71 37-87 39-89 39-107 44-140 59-165
J 2 45-68 50-78 50-78 65-94 65-104 73-123 83-132 83-152 92-186 119-236
Size 315 350 400 500 630 700 800 1000 1250
J 1 96-224 100-260 100-300 135-355 150-450 212-648 251-855 356-1080 426-1162
J 2 186-305 190-350 190-390 275-460 290-590 290-758 326-930 430-1150 500-1236
J 3 -- -- -- -- -- 526-922 566-1094 660-1314 740-1400
Gripping ranges oflathe chucks with individuallyadjustable jaws agree approximatelywith the above values. Theyapply to 3 and4-jaw
chucks and lathe chucks with reversible jaws.
Do not exceed the maximum gripping ranges.
External chucking
Internal chucking
W 74-630 W 700-1250
W 74-630 W 700-1250
Lathe chuck ZG-ZS, ZGU-ZSU, ZGF and ZGD
with cylindrical centring rim
Lathe chuck ZG-ZS, ZGU-ZSU, ZGF and ZGD
with short taper mounting
Lathe chuck ZG Hi-Tru Lathe chuck EG-ES
1 Chuck body 5 Stud bolt
2 Backplate 6 Drilling jaw
3 Scroll 7 Lathe jaw
4 Pinion 8 Mounting screw
9 Backplate mounting screw 13 Base jaw
10 Adapter plate 14 Reversible jaw
11 Adapter plate mounting screw 15 Reversible top jaw
Face plate UGE-UGU, USE-USU
12 Adjusting spindle 16 Spindle
Gripping ranges for stepped jaws (guideline values) -- valid for face plates
Size mm 150 200 260 310 350 400 450 500 560 600 630 710 800 900 1000 1100 1200
A1 min. 16 16 20 20 20 35 40 40 45 50 60 130 190 190 200 210 220
A2 max. 130 190 260 295 350 400 450 500 550 570 585 690 800 900 1000 1100 1200
Greatest swing 170 235 305 355 410 465 510 570 640 660 675 785 870
Operating instructions
GB
13
Page 14
Max. permissible speed for lathe chucks ZG-ZS, ZGU-ZSU
and ZG Hi -Tru in accordance
with DIN 6350
The maximum permissible speed
is defined so that at maximum
gripping force and when using the
heaviest jaws, a reserve of 1/3 of
the total available gripping force
remains. The jaws may not project over the outside diameter of
the chuck. Lathe chucks must be
in flawless condition.
In the case of cast lathe chucks,
the maximum permissible speed
is coordinated to the permissible
peripheral speed for cast iron.
Otherwise, the stipulations of DIN
6281 Part 1 are applicable.
2. Mounting the lathe chuck on the machine spindle head
(valid for all chuck types and independent chucks)
Size 3 and 4-jaw chucks
Cast iron Steel
body body
74 5000 --
80 5000 7000
100 4500 6300
125 4000 5500
140 3700 5000
160 3600 4600
200 3000 4000
250 2500 3000
315 2000 2300
350 1700 1900
400 1600 1800
500 1000 1300
630 800 850
700 650 800
800 600 700
1000 480 560
1250 380 450
Gripping force for 3-jaw lathe
chucks ZG-ZS, ZGU-ZSU and
ZG Hi-Tru in accordance with
DIN 6350 and EG/ES in accordance with DIN 6351
The gripping force is the sumofall
jaw forces acting radially on the
workpiece at standstill. The specified gripping forces are guideline
values. They apply to chucks in
flawless condition which are lubricated with grease F80.
Si ze Tor qu e To ta l
at the gripping
wrench force
in Nm in KN
Machine spindle DIN 800 DIN 55026, DIN 55027 DIN 55029 ASA B 5.9
ASA B 5.9 DIN 55022 and ASA B 5.9 Long taper
A1/A2 metr. ISO 702/III D 1 and
and ISO 702/I ISO 702/II
Fixture With stud and Camlock stud Fixture with
from the front locknut union nut
(DIN 55021 with
Cylindrical stud bolt and nut)
centring rim
type A
Mounting
Fixture With adapter plate Short taper Short taper Short taper Long taper
direct mounting direct mounting direct mounting direct mounting
Max. permissible
speed for lathe
chuck EG-ES in
accordance with
DIN 6351
The specified values are only applicable for workpieces not exceeding
a specific unbalanceof25gmm/
kg.
2.1 Mounting the chuck fixture elements (valid for all chuck types and independent chucks)
Short taper mounting with stud and locknut as per DIN 55027/22 Short taper mounting with camlock ASA B5.9 D1 and DIN 55029
Note: Thecamlock studmust be screwedin untilthe face ofthe shorttaper is located
within the marking grooveof the camlock stud, and the positionof the fixing groove
is in agreement with the threaded hole. Screw in the cheese-head screw as far as
it will go.
Size Cast body Iron body
3 and 4-jaw chucks
Max. permissible speed for face
plates type UGE-UGU-USE-USU
The specified values are only applicable for workpiece not exceeding a
specific unbalance of 25 gmm/kg.
Size Cast body Steel body
UGE-UGU USE-USU
74 30 11
80 30 13
100 60 27
125 80 31
140 90 40
160 110 47
200 140 55
250 150 63
315 180 69
350 210 74
400 240 92
500 260 100
630 280 105
700 280 105
800 300 110
1000 450 115
1250 450 115
150 1910 --
200 1430 3000
260 1150 2350
310 960 1970
350 820 1750
400 720 1530
450 640 1360
500 570 1220
560 520 1090
600 470 1020
630 430 970
710 400 860
800 350 765
900 310 680
1000 280 610
1100 260 555
1200 230 510
1300 220 470
1400 200 440
1500 190 410
Marking groove
Face
Cheese-head screw
100 2700 --
125 2400 --
160 2000 3000
200 1600 2450
250 1300 2000
315 900 1350
400 800 1250
500 630 800
630 510 700
14
Page 15

Concentricity tolerance TR1/TP1relative to the reference surfaces for chuck fitting (valid for all chuck types, but not for ZGF and EG/ES)
d
1
d
2
d
3
d
4
e
1
Test
1234
Class I Class II
** Thin Medium Thick T
R1
T
P1
T
R1
T
P1
(74) 10 14 0,05 0,04
80 (85) 10 -- 14
100 (110) 10 14 18
125 (140) 18 25 30 0,075 0,04
160 18 30 40
200 (230) 30 40 53
250 (270) 30 53 75
315 53 75 100 0,10 0,07
400 (350) 53 100 125
500 75 100 125
630 75 125 160
800* -- -- 160 200 400 160 0,12 0,06 0,16 0,12
1000* -- -- 400 350 500 160 0,12 0,06 0,16 0,12
1250* -- -- 400 500 700 160 0,16 0,08 0,20 0,16
as agreed
50 80 40 0,04 0,02
80 100 60 0,04 0,03
100 160 80 0,06 0,03
160 250 120 0,08 0,04
200 400 160 0,10 0,05 0,12 0,10
Röhm chucks correspond to precision class I(unless otherwise agreed)
* Chucks 800, 1000, 1250 diameterbased on ISO 3089. ** Dimensions givenin brackets are intermediate sizes
Possible position of chuck mounting screws and backplate fixing screws (valid for all chuck types)
1. Chuck with centringrimto DIN 6350 / DIN 6351 or similartoDIN
for threaded flange DIN 800
2. Chuck with short taper, fixture to DIN 55027/22 (stud and locknut) or DIN 55029 and ASA B 5.9 D1 (Camlock)
Release the fixing elements at the back of the chuck.
Caution: Do not slacken the marked backplate screws on
the
front of the chuck.
3. Chuck with short taper, fixture to DIN 55026, 55021 and ASA
B 5.9 A1/A2/B1 from the front
4. Chuck with long taper, fixture to ASA B 5.9, type L
Release the fixing elements at the back of the chuck.
Caution: Do not slacken the marked backplate screws on
the
front of the chuck.
Release the fixing elements at the back of the chuck.
Backplate mounting screws
Backplate mounting screws
Backplate mounting screws
Backplate mounting screws
Mounting screws
Locknut
Bayonet plate
Stud
Camlock stud
Mounting screws
Union nut
15
Page 16

3.1 Mounting the chuck lathe on lathe spindles with short taper
(table
1)
3.1.1 Carefully clean the taper seatand contact surface of the
chuck and the machine spindle. Check the spindle nose
for radial run-out and axial slip (0.005 mm permitted by
DIN 6386 and ISO 3089)
3.1.2 Mount the chuck on the machine spindle and lightly tighten the fastening elements.
3.1.3 Check the gap by means of a feeler gauge.
T
ightening
a) Chucks moun- Front-mounted Front-mounted
ted with studs to chucks held on the chucks held on the
DIN 55027 and outer bolt circle to inner bolt circle to
55022 or camlock DIN 55026, 55021 DIN 55026, ASA
studs to DIN 55029 ASA B 5.9 A1/A2 B 5.9 A1/B1
and ASA B 5.9 D1
(not shown)
3.1.4 Firmly tighten the fastening elements to an even torque
in diagonally opposite pairs.
Both the short taper and the face of the chuck must
be in full contact with the spindle nose after mounting.
3.1.5 When mounting the chuck on the lathe spindles with
camlock stud as per DIN 55029 and ASA B 5.9 D1, lock
into place by turning the eccentric bolt to the right.
3.2 Mounting the lathe chuck on lathe spindles with long
taper
nose (see table
1)
Before mounting the chuck, carefully clean the taper
hole, screw thread and spindle nose. The taper must
have a snug fit without wobble. Note the key. Tighten the
union nut.
3. Mounting the chuck on the machine spindle head
(valid for all
chuck types and face plates)
The specified values apply to a perfectly functioning machine
spindle and correctly fitted lathe chuck. For measurement, use
hardened, precisely centrically ground test mandrels and thickwalled testing rings (deformation).
If the lathe chuck fails tocorrespond to the specified permissible
radial run-out deviations, the taper measurements at the ma-
chine spindle must be checked. Check the diameter and pitch
of the short/long taper. At the same time, check the concentricty
of the taper and face play, while checking the face contact for
faults in the case of a short taper.
When testing, the chuck must be closed only at 0-pinion with arrow.
4. Checking radial run-out and axial slip in accordance with DIN 6386 part 1 (see table
3)
(only
applicable for lathe chucks ZG-ZS, ZGU-ZSU and ZGD)
Adjusting the EG-ES chuck for concentric gripping
The concentric grooves around the face of the chuck
body permit the jaws to be centred approximately by adjusting them visually to these grooves.
Chuck a round workpiece or test mandrel with light pressure and use a dial indicator to determine the radial runout. Using the small chuck wrench, turn the adjusting
spindle supported in thebasejaw to advance or back out
the jaws untilthe dial indicator ceases toshowany deviation. Note that no jaw may be advanced into contact with
the workpiecebeforethe opposite jaws havebeenbakked out far enough to provide the necessary clearance
to move the workpiece.
While the jaws of a centred three-jaw chuck always contact the workpiece, all four jaws with a four-jaw chuck
must be set against the workpiece separately. When
centring a four-jaw chuck, adjust the jaws in opposite
pairs until the workpiece runs true.
On completion of the adjustment, the EG-ES chuck
may o nly be clamped and unclamped by operating
the pinions recessed into the circumference of the
chuck by meansofthe large chuck wrench. The adju-
sting spindle may not be used for clamping and unclamping the chuck.
(No mounting screws need to be loosened for this adjustment)
1. Chuck a workpiece or test mandrel and determine the
maximum indicator reading.
2. Dependingonthe position of the eccentricity, loosenone
or two of the adjusting screw spindles located opposite
the point of the maximum indicator reading.
3. The retighten the remaining one or two screw spindles
until the gripping centre has been corrected by an
amount corresponding to half the indicator reading.
4. Check radial run-out again and repeat the adjusting procedure if necessary.
5. Lightly retighten the previously loosened adjusting
screw spindles and check again.
Adjusting the chuck for concentric gripping
(valid only for chuck ZG Hi-Tru)
Adjusting the EG-ES chuck for gripping unround or irregular
workpieces
Using the large chuck wrench, concentrically back out or
advance all jaws to provide sufficient clearance for the
shape of the workpiece to be clamped. Then turn the adjusting spindle with the shall chuck wrench to move the
reversible jaws into contact with the workpiece.
On completion of this adjustment, the EG-ES chuck
may o nly be clamped and unclamped by operating
the pinions recessed into the circumference of the
chuck by means of the large wrench.
Reversing the
jaws
Attention: For technical reasons the jaw guidings
have to be sharp edged. To avoid injuries safety gloves must be worn when working at freely accessible
jaw guiding edges (i. e. for jaw changing).
Using the large chuck wrench, back out jaws concentrically until the base jaws are approximately flush with the
chuck body. Using the small chuck wrench, continue
backing out the jaw until it can be reversed and reinserted. Be sure to observe the proper sequence, proceeding from jaw 1 to 4. Finally, remove the reversed jaws
concentrically to the desired position, using the large
chuck wrench.
Chuck
Spindle nose
Spindle nose
Chuck
Chuck
Spindle nose
16
Page 17

5.1 Lubrication: appr. every 8 (ZG Hi-Tru) or every 40 operating hours (otherchucktypes) at the lubricating nipples
provided for the purpose at the chuck face.
5.2 Partial cleaning: Clean jaws and jaw guides every 100
hours of operation approximately, leaving the chuck on
the machine. Wipe jaws clean (not using compressed
air!), then back them out and thoroughly clean them in
petroleum or petroleum ether. Finally, coat jaws with
fresh grease (F80). Reinsert jaws in the correct sequence!
5.3 Full cleaning
5.3.1 Depending the conditions or use, appr. every 50 hours
of operating remove the chuck from the machine, back
out the jaws and disassemble the chuck.
5.3.2 For disassembly, see point 8
5.3.3 Thoroughly clean all parts in petroleum or petroleum
ether. Visually inspect the individual parts. Then coat all
parts with fresh grease.
We recommend our ”F80” special grease, which is
available in tins. This special grease is not flung off even
at high chuck speeds. ”F 80” also resists high surface
pressures and maintains the gripping force of the chuck.
5. Maintenance
(valid for all lathe chuck types)
Face plates (four-jaw independent chucks)
UGE/USE with single-piece reversible jaws -- UGU/USU with reversible top jaws
The jaws cen be centered approximately by adjusting
them to the concentric grooves around the face of the
chuck body. Accurate centring requires the use of a dial
indicator. Note that each jaw may only be advanced by
turning the adjusting spindle after the opposite jaw has
been backed out with the adjusting spindle far enough to
provide the necessary clearancetomove the workpiece.
For workpieces which are difficult to chuck, the jaws can
be backed out and removed from the faceplate and replaced by clamps and bolts which hold the workpiece directly on the faceplate. The additional T-slots and mounting slots provided in the faceplate serve the same purpose.
If necessary, the faces of all faceplates can be remachined with a light cut to reduce axial slip.
6. Chucking the workpiece
(valid for all lathe chuck types)
Certain criteria must be taken into account when chukking the workpiece.
If workpieces are incorrectly mounted, the danger of
workpieces being flung out of the machine or jaw brea-
kage can arise!!
For more details see the table ”Examples of dangerous
chucking situations and their remedy”.
Attention: For technical reasons the jaw guidings have to
be sharp edged. To avoid injuries safety gloves must be
worn when working atfreely accessible jaw guiding edges
(i. e. for jaw changing).
When changing the chuck jaws, adhere to the sequence
1-2-3, i.e. they must be inserted in sequence in the jaw guide
while turning the scroll in such a way that the numbers embossed inthejaws1-2-3arefacingtheoutside (see Fig.).
The jawstepsto the outside (Fig.1)or to the inside(Fig. 2) must
be taken into consideration.
7. Removing the lathe chuck from the machine spindle head
(valid for all chuck types)
7.1 Removing from a spindle head with short taper
7.1.1 Fixture type as per DIN 55021withstud bolts, DIN 55022
and 55027 or DIN 55029 and ASA B 5.9 D1 (Camlock):
Release the fixing elements to the spindle head at the
back of the chuck.
Do not release any screws at the chuck!
7.1.2 Fixture type as per DIN 55021 and 55026 or ASA B 5.9
A1/A2/B1 - fixture from the front:
Release the chuck mounting screws at the front of the
chuck.
If different screws are mounted on the front of the
chuck, the bigger ones are always the chuck mounting screws!
7.2 Fixture type as per ASA B 5.9 type L (long
taper)
Release the union nut at the back of the chuck.
Do not release thebackplatemounting screws at the
front of the chuck!
8.1 Back out the jaws.
Adhere to the following instruction sequence without fail!
8.2 Loosen the pinion retaining screws
8.3 Remove pinions.
8.4 Unscrew the backplate in accordance with the table
”Possible position of the chuck mounting screws”.
8.5 Remove the backplate and scroll. If they are too firm to
move, insert hard wood or soft metal as an intermediate
element in the jaw recess of the body and dislodge the
back plate and scroll by tapping alternately on thescroll.
In the case of larger chucks, press-off or extractor deviceshavetobeusedtodisassemblethebackplateand
scroll.
Reassemble in corresponding reverse sequence.
8. Disassembling the chuck
(valid for all chuck types)
Remark relating to adapter plate mounting screws
(only applies to ZG Hi-Tru)
When mounting, remember to tighten the adapter plate mounting screws (see page 13 point 11) with the correct torque, as
otherwise precise adjustment bytheadjusting spindle is no longer guaranteed. (See also the illustration below).
Schematic diagram of fine adjustment
Remark relating to lathe chucks with reversible
jaws
Insertion in the drilling jaw position Insertion in the lathe jaw position
(stepped towards the outside) - Fig.1 (stepped towards the inside)-Fig.1
Chuck Tightening torque
dia. in Nm
80 4
100 4
125 7
160 7
200 11
250 16
315 16
Possible faults and their remedy see page 42
Lathe spindle centre
Gripping centre
Offset
Possible faults and their remedy see page 42
17
Page 18

I.Qualification de l’utilisateur
Toute personne ne possédant pas d’expérience dans la manipulation
de dispositifs de serrage est mise en garde contre toute
attitude inappropriée, particulièrement au cours de travaux de réglage,
pouvant générer des risques de blessures du fait des mouvements et
forces mis en ouvre. C’est pourquoi les dispositifs de serrage ne
doivent être utilisés, réglés ou entretenus que par des personnes
ayant reçu une formation particulière ou bien ayant une longue
expérience pratique.
II.Risques relatifs aux blessures
Pour des raisons techniques, l’ensemble peut être composé
d’éléments présentant des angles vifs. Afin de prévenir tout risque de blessure, des dispositions particulières doivent être prises!
1. Accumulateur d’énergie intégré
Les pièces mobiles, qui sont précontraintes par des ressorts de
compression, traction, ou autres, ou par d’autres composants
élastiques, constituent, par l’énergie qu’elles renferment un danger
potentiel. Sous--estimer ce fait peut générer de graves blessures
du fait de composants propulsés par un choc et devenant incontrôlables. Afin de pouvoir poursuivre d’autres travaux, cette
énergie doit être maîtrisée. Les dispositifs de serrage, qui doivent
être démontés, doivent faire l’objet d’une analyse des sources de
danger en s’aidant des plans d’assemblage s’y rapportant. Si la ”
désactivation ” de cette énergie accumulée devait ne pas être
possible sans danger, le démontage devra alors être effectué par
des collaborateurs agréés de la société RÖHM.
2. Rotation admissible maximum
La rotation maximale admissible ne peut intervenir qu’avec
la force de manouvre maximale engendrée et qu’avec des
mandrins de serrage fonctionnant parfaitement. Ne pas tenir
compte de ce principe peut entraîner une perte de la force de
serrage résiduelle et donc générer une projection de la pièce avec
tous les risques de blessures que cela peut comporter. Lors de
vitesses de rotation élevées, le mandrin devra être protégé par un
capot dimensionné en conséquence.
3. Dépassement de la vitesse de rotation admissible
Ce dispositif est prévu pour application en rotation. Les forces
centrifuges --générées par une rotation excessive ou par des
vitesses périphériques-- peuvent avoir pour conséquence
que les composants se desserrent, représentant ainsi un
danger potentiel pour les personnes ou les biens se trouvant
à proximité. De plus, un déséquilibrage peut survenir sur des
moyens de serrage soumis à des vitesses de rotation plus
élevées que celles pour lesquelles ils sont conçus, ce qui
peut avoir un effet néfaste, tant au niveau de la sécurité
qu’au niveau du résultat de l’usinage.
Le fonctionnement du dispositif à des vitesses de rotation
supérieures à celles qui sont prévues n’est pas admis pour
les raisons précitées.
La vitesse de rotation ainsi que la pression et la force de
manouvre maximales sont gravées sur le corps et ne doivent en
aucun cas être excédées. Ce qui signifie que la vitesse
de rotation maximale de la machine prévue ne doit pas être
supérieure à celle du moyen de serrage, et doit donc être limitée.
Un seul dépassement des valeurs admissibles peut entraîner des
dégradations et constituer une source de danger masquée, même
si celle--ci n’est pas d’emblée identifiable. Dans ce cas, il faut en
informer le fabricant sans délai, afin que celui--ci puisse effectuer
un contrôle de la sécurité de fonctionnement et de manouvre.
C’est seulement ainsi que la poursuite du fonctionnement correct
du dispositif de serrage pourra être garantie.
4. Défaut d’équilibrage
Des risques résiduels peuvent survenir du fait d’une compensation
de rotation incorrecte, § 6.2 e) de la directive EN 1550. Ceci s’applique particulièrement lors de vitesses de rotation élevées, lors de
l’usinage de pièces asymétriques ou de l’utilisation de mors rap-
1. Indications concernant la sécurité et directives pour
l’emploi des mandrins de tours à commande manuelle
portés différents. Afin d’éviter des dégradations, le mandrin doit, si
possible, être équilibré de façon dynamique avec la pièce conformément à la norme DIN 1940.
Lors d’un serrage excentrique et lors d’une rotation maxi., le défaut
d’équilibrage spécifique de la masse de déséquilibre ne doit pas
excéder la valeur de 25 gmm/kg
5. Calcul des forces de serrage requises
Les forces de serrage requises ou la vitesse de rotation maxi.
admissible pour le mandrin dans le cadre d’un usinage déterminé
doivent être évaluées conformément à la directive VDI 3106 -évaluation de la vitesse de rotation admissible de mandrins (mandrins
à mors).
6. Utilisation d’autres inserts de serrage / d’autres pièces
Pour l’utilisation d’autres inserts de serrage ou de pièces, il faut
se référer fondamentalement à la directive VDI 3106 -évaluation
de la vitesse de rotation admissible de mandrins (mandrins
à mors).
1. Utilisation d’autres inserts de serrage
Si d’autres inserts de serrage que ceux prévus pour ce dispositif de serrage doivent être utilisés, il faut s’assurer que le
mandrin n’est pas soumis à une vitesse de rotation trop
élevée et donc pas à des forces centrifuges trop élevées. Si
tel n’est pas le cas, la pièce risquerait de ne pas être serrée
correctement.
C’est pourquoi une discussion doit intervenir avec le fabricant
du mandrin ou avec le constructeur correspondant.
2. Lors de l’application de mors de serrage spéciaux, les règles
suivantes doivent être respectées:
Les mors de serrage doivent être placés aussi légèrement et
bas que possible près de la partie frontale du moyen de serrage. (des points de serrage avec un intervalle plus important
peuvent générer une pression superficielle plus forte et donc
diminuer sensiblement la force de serrage).
La formule suivante doit être prise en compte pour le calcul de
la rotation admissible pour un usinage donné:
F
spo
= force de serrage globale à l’arrêt (N)
F
spz
= force de serrage globale nécessaire pour un usinage
donné (N)
n
max
= vitesse de rotation maxi. (min
-- 1
)
m = masse de l’ensemble mors complet (kg) mors de base
et mors rapporté
rc= rayon du centre de gravité de l’ensemble mors com-
plet (m). (En serrage excentrique, la valeur moyenne
des rayons du centre de gravité des ensembles mors
individuels est à appliquer).
a = nombre de mors
Dans la mesure du possible, éviter les versions soudées. Le cas
échéant, les cordons de soudure doivent être contrôlés au niveau
de la charge de la force centrifuge et de la force de serrage.
Les vis de fixation doivent être disposées de façon à obtenir un
couple effectif aussi important que possible.
3. Dangers liés aux projections
Afin de protéger l’utilisateur des risques liés aux pièces susceptibles d’être projetées, un dispositif de protection séparé, conforme
à DIN EN 12415, doit être monté sur la machine. La résistance
correspondante est indiquée dans les classes de résistance s’y
rapportant.
¯
3
F
spo
--
F
spz
30
n
max
=
m · rc· a
·
18
Page 19

Si de nouveaux inserts de serrage doivent être mis en route sur
la machine, il convient tout d’abord de vérifier la fiabilité. Dans ce
cas de figure, on considère également les inserts ou pièces de
serrage fabriqués par l’utilisateur. L’influence sur la fiabilité est
liée à la classe de résistance du dispositif de protection, aux
masses des pièces projetées (évaluées par calcul du poids), aux
diamètres maxi. possibles des mandrins (mesure), ainsi qu’à la
vitesse de rotation maxi. que la machine peut atteindre. Pour
réduire l’énérgie d’impact possible à un niveau admissible, les
masses et vitesses de rotation admissibles doivent être calculées (pouvant faire l’objet d’une demande auprès du fabricant
de la machine), et la vitesse de la machine doit, le cas échéant,
être limitée.
En principe toutefois, les pièces des jeux de serrage (par ex.
mors rapportés, supports de pièces, griffes de serrage, etc.)
doivent être de construction aussi légère que possible.
4. Serrage d’autres pièces
Si des inserts de serrage spécifiques sont prévus pour ce dispositif de serrage (mors, inserts de serrage, butées, éléments d’orientation, fixations, pointes, etc), seules doivent être serrées de
cette manière les pièces pour lesquelles les inserts de serrage
ont été conçus. En cas de non-- respect de ce qui précède, ceci
peut générer des dommages aux personnes et aux biens, du fait
de forces de serrage insuffisantes ou de positionnements de
serrage inadéquats. C’est pourquoi, si d’autres oièces ou pièces
similaires doivent être serrées avec le même jeu de serrage,
l’accord préalable écrit du fabricant est indispensable.
7. Plages de serrage
La plage maximale de serrage ou de déplacement pour des mors
de base ou rapportés mobiles ne doit pas être dépassée, ce sans
quoi une prise adéquate entre mors de serrage et pièce ne peut
être garantie de façon sûre.
8. Contrôle de la force de serrage
1. Contrôle de la force de serrage (généralités)
Selon la directive EN 1550 § 6.2 no d), des dispositifs de
mesure statiques de la force de serrage doivent être utilisés
afin de procéder à intervalles réguliers à un contrôle
conformément aux consignes d’entretien. Ensuite, un
contrôle de la force de serrage doit intervenir après environ
40 heures de fonctionnement --indépendamment de la
fréquence de serrage.
Si nécessaire, des mors ou dispositifs spécifiques de mesure
de la force de serrage doivent être utilisés.
9. Résistance de la pièce à serrer
Pour garantir une sécurité de serrage de la pièce avec les forces
d’usinage impliquées, la matière doit présenter une résistance
adaptée à la force de serrage et ne doit être que faiblement
compressible.
Toute matière non métallique comme les plastiques, le catouchouc,
etc., ne doit pouvoir être serrée ou usinée qu’après accord préalable
écrit du fabricant!
10. Travaux de montage et de réglage
Par des mouvements de serrage, éventuellement des mouvements
directionnels, de petites courses peuvent être balayées à des forces
élevées dans des temps courts. C’est pourquoi, lors de travaux de
montage ou de réglage, le dispositif de motorisation prévu p our le
fonctionnement du mandrin doit absolument être mis hors tension.
Indications concernant la sécurité et directives pour l’emploi des mandrins de tours à commande manuelle
Toutefois, si un mouvement de serrage s’avère nécessaire dans le
cas d’un réglage, il faut, pour des courses de serrage supérieures
à 4 mm:
-- avoir monté un support de maintien de pièce fixe ou temporaire,
ou bien
-- avoir un système de maintien monté et actionné indépendamment
(par ex. mors de centrage pour mandrins de centrage ou de
serrage à plat), ou bien
-- prévoir un dispositif auxiliaire de chargement de pièce, ou bien
-- effectuer les travaux de réglage avec fonctionnement hydraulique,
pneumatique ou électrique par impulsions (la commande correspondante doit être disponible!)
Ce type de dispositif auxiliaire de réglage dépend fondamentalement
du centre d’usinage utilisé et doit, le cas échéant, faire l’objet d’un
approvisionnement spécial!
L’opérateur machine doit veiller, pendant tout le processus de serrage, à ce que tout risque aux personnes généré par les déplacements du moyen de serrage soit exclu. A cet effet, la mise en place
d’une commande à deux mains ou, mieux encore, d’un dispositif de
protection doit être prévue.
11. Chargement et déchargement manuel
Dans le cas de processus de chargement et déchargement manuels,
il faut tenir compte d’un risque mécanique pour les doigts du fait
de courses de serrage supérieures à 4 mm. Ceci peut se produire
du fait:
-- qu’un système de maintien monté et actionné indépendamment
(par ex. mors de centrage sur mandrins de centrage ou de serrage
à plat) doit être existant, ou bien
-- qu’un dispositif auxiliaire de chargement de pièce doit être mis en
place, ou bien
-- qu’une décélération du mouvement de serrage (du fait par
exemple d’une diminution de l’alimentation hydraulique) sur la
vitesse de serrage n’est pas prévue de plus de 4 mm s
-- 1
.
12. Fixation et remplacement de vis
Si des vis sont remplacées ou enlevées, un remplacement défectueux ou une mauvaise fixation peut constituer un danger aux
personnes et aux biens. C’est pourquoi il convient d’appliquer, pour
toutes les vis de fixation, et sauf indication expresse contraire, le
couple de serrage et la qualité recommandés par le fabricant.
Les couples de serrage indiqués dans le tableau ci-après s’appli-
quent aux tailles les plus utilisées M5 - M24 des qualités 8.8, 10.9
et 12.9:
Couples de serrage en Nm:
Lors du remplacement de vis d’origine, utiliser en cas de doute
la qualité de vis 12.9. Pour les vis de fixation pour
inserts de serrage, mors rapportés, butées fixes, couvercles de
cylindre ou éléments comparables, la qualité 12.9 est en principe
à utiliser.
Toutes les vis de fixation qui doivent être, compte--tenu des
nécessités d’utilisation, plus fréquemment enlevées et refixées
(du fait, par exemple, de travaux de préparation), doivent être enduites au moins 2 fois l’an d’un moyen lubrifiant (pâte grasse) au niveau
de la partie filetée et de la face d’appui de la tête.
Sous certaines conditions défavorables, des influences externes
telles que les vibrations par ex. peuvent desserrer des vis même très
serrées. Pour éviter cela, contrôler régulièrement et resserrer si
nécessaire toutes les vis touchant à la sécurité (vis de fixation des
systèmes de serrage, et autres du même genre).
** Système de mesure EDS recommandé de la
force de serrage
EDS 50 kpl. No Id 161425
EDS 100 kpl. No Id 161426
EDS 50/100 kpl. No Id 161427
Qualité M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
19
Page 20

13. Travaux d’entretien
La fiabilité du dispositif de serrage ne peut être garantie que si
les consignes d’entretien mentionnées dans les instructions de
service sont scrupuleusement suivies. Ce qui suit doit être plus
particulièrement respecté:
-- Le lubrifiant recommandé pour la lubrification indiqué dans la
notice doit être utilisé (un lubrifiant inapproprié peut générer
une diminution de la force de serrage de plus de 50%).
-- Lors d’une lubrification manuelle, il faut pouvoir accéder à
toutes les parties à lubrifier (les passages étroits nécessitent
une pression d’injection élevée. Il est donc nécessaire
d’utiliser le cas échéant une pompe à graisse haute pression).
-- Pour une bonne répartition de la graisse en lubrification
manuelle, amener plusieurs fois le piston de serrage en fin
de course, procéder à une nouvelle lubrification, puis contrôler
la force de serrage.
-- Pour une bonne répartition du lubrifiant en graissage centralisé,
les impulsions de graissage doivent intervenir lorsque le moyen
de serrage est en position ouverte.
Avant de démarrer une série et entre tout intervalle d’entretien,
la force de serrage doit être contrôlée avec un dispositif de
mesure de la force de serrage. ’’Seul un contrôle régulier
permet de garantir une sécurité optimale’’.
On recommande, après 500 courses de serrage maximum,
d’amener les p ièces mobiles internes en fin de course (ceci
permet de ramener le lubrifiant sur les faces utiles. Ainsi, la
force de serrage est maintenue plus longtemps).
14. Collision
Après une collision du moyen de serrage, celui-ci doit être
soumis, avant redémarrage, à un contrôle de fissures.
15. Remplacement de lardons
Si les mors rapportés sont reliés au mors de base par un lardon,
celui-ci ne pourra être remplacé que par un lardon
ORIGINAL RÖHM.
III. Risques liés à l’environnement
Pour le fonctionnement d’un dispositif de serrage, des moyens très
divers sont actuellement utilisés pour la lubrification, le refroidissement, etc. Ceux-ci sont généralement amenés au moyen de
serrage par le boîtier distributeur. Les moyens que l’on retrouve le
plus souvent sont l’huile hydraulique, l’huile/la graisse lubrifiante, le
liquide de refroidissement. Lors de la manipulation avec le moyen
de serrage, il faut expressément veiller à ce que ces liquides ne
puissent se répandre sur le sol ou dans l’eau. Attention: risque
de nuisance pour l’environnement!
Ceci s’applique en particulier:
-- au cours du montage/démontage, puisque des quantités
résiduelles stagnent dans les conduites, les compartiments des
pistons ou les vis d’évacuation d’huile,
-- à des joints poreux, défectueux ou bien montés de façon
inadéquate,
-- à des lubrifiants qui s’écoulent ou sont projetés, pour des
raisons de conception, hors du moyen de serrage au moment
du fonctionnement.
C’est pourquoi ces matières évacuées doivent être récupérées, réutilisées ou éliminées conformément aux directives en vigueur!
IV. Exigences techniques de sécurité pour appareils de serrage
actionnés mécaniquement
1. Le dispositif de serrage donné ne peut être surveillé au moyen
d’interrupteurs de fin de course d’un pointe de vue de la réglementation sur la sécurité. Le personnel utilisateur devra recevoir
une formation à cet effet.
2. Les couples de serrage indiqués doivent être respectés dans
n’importe quelle circonstance. En cas de non-respect, et mis à
part un manque de précision, ceci peut engendrer un dséquilibrage
pouvant entraîner une perte totale des forces de serrage.
Indications concernant la sécurité et directives pour l’emploi des mandrins de tours à commande manuelle
Mauvais Bon
Longeur de serrage trop
courte, longeur de saillie
trop grande
Appui supplémentaire par
la pointe ou la lunette
de serrage trop grand Mettre en place un
mandrin plus grand
Pièce trop lourde et étage
de serrage trop court
Appui par la pointe.
Etage de serrage
prolongé
de serrage trop petit
Pièces avec fonte et
inclinaisons de forgeage
Serrage avec mors
polonnés
Serrage au plus grand
de serrage possible
En coupe interrompue, diminuer l’avance et la profondeur
de passe. -- Les dangers ne se limitent pas aux seuls exemples
représentés. Il appartient à l’utilisateur de savoir identifier les
dangers et de prendre les mesures qui s’imposent.
En dépit de toutes les mesures pouvant être prises, un
risque résiduel ne peut être exclu.
Indications générales
-- Il ne faut serrer, avec le mandrin de tour, que si ce dernier a été
vissé sur un faux-plateau ou sur la broche de la machine.
-- Ne mesurer la concentricité et le voile qu’après avoir monté le
mandrin sur la broche de la machine.
-- Si le mandrin est difficile à manoeuvre (déformation au montage,
encrassement), ne pas forcer.
-- Ne jamais frapper sur les mors avec le marteau.
-- Ne pas utiliser de tube prolongateur pour la clé.
-- Ne pas choisir un diamètre de serrage plus grand que le
diamètre du mandrin. Veiller à ce que la couronne spirale soit
toujours recouverte par le mors.
-- Ne pas positionner les mors en dehors de la marque extérieure
-- Le personnel chargé de travailler sur le mandrin de tour doit, avant
de commencer le travail, avoir soigneusement lu la notice d’utilisation et en particulier le chapitre ”Indications concernant la sécurité”.
20
Page 21

Plages de serrage des étages de mors (valeurs indicatives) -- valables pour tous les types de mandrins de tour
Taille 74 80 85 100 110 125 140 160 200 250
A 1 (BB) 2-24 2-30 2-3 0 3-38 3-42 3 -53 3-53 3-7 2 4-100 5-122
A 2 (DB) 2-24 2-30 2-30 3-3 8 3-42 3-53 3 -53 3-72 4-100 5-122
A 3 (DB) 23-46 27-55 27-55 38-71 39-77 39-89 47-97 47-116 56 -152 73-190
A 4 (DB) 45-68 52-80 52-80 70-100 70-110 75-125 91-140 91-160 104-200 131-250
maximum audessus du banc 88 104 104 128 138 157 174 194 238 302
Course du mors 11 14 14 15 19 25 25 34 48 58
Taille 315 350 400 500 630 700 800 1000 1250
A 1 6-135 20-180 20-200 35-260 50-350 110-350 150-450 250-600 320-600
A 2 6-135 20-180 20-200 35-260 50-350 280-672 325-853 425-1070 490-1150
A 3 96-225 110-270 110-300 140-360 190-490 356-748 400 -928 500-1150 564-1224
A 4 186-315 200-350 200-400 280-500 330-630 -- -- -- --
maximum audessus du banc 395 440 480 600 730 1000 1170 1390 1476
Course du mors 64 80 100 110 150 120 150 175 140
Taille 74 80 85 100 110 125 140 160 200 250
J 1 23-46 25-53 25-53 33-66 33-71 37-87 39-89 39-107 44-140 59-165
J 2 45-68 50-78 50-78 65-94 65-104 73-123 83-132 83-152 92-186 119-236
Taille 315 350 400 500 630 700 800 1000 1250
J 1 96-224 100-260 100-300 135-355 150-450 212-648 251-855 356-1080 426-1162
J 2 186-305 190-350 190-390 275-460 290-590 290-758 326-930 430-1150 500-1236
J 3 -- -- -- -- -- 526-922 566-1094 660-1314 740-1400
Les plages de serrage des mandrins de tourà mors à réglage individuel sont à peu près en harmonie avec les valeurs ci-dessus indiquées. Elles sont valables pour les mandrins à 3 et 4 mors, et pour les mandrins de tour à mors réversibles.
Les plages de serrage maximales ne doivent pas être dépassées.
Serrage extérieur
Serrage intérieur
74-630 700-1250
74-630 700-1250
Mandrin de tour ZG-ZS, ZGU-ZSU, ZGF et ZGD
avec fixation par centrage cylindrique
Mandrin de tour ZG-ZS, ZGU-ZSU, ZGF et ZGD
avec fixation sur cône court
Mandrin de tour ZG Hi-Tru Mandrin de tour EG-ES
1 Corps 5 Goujon
2 Couvercle 6 Mors de perçage
3 Couronne spirale 7 Mors de tournage
4 Pignon d’entraînement 8 Vis de fixation
9 Vis de fixation du couvercle 13 Semelle
10 Faux-plateau 14 Mors réversible
11 Vis de fixation du faux-plateau 15 Mors rapporté réversible
Plateau circulaire UGE-UGU, USE-USU
12 Tige de réglage 16 Broche
avec fixation par centrage cylindrique
Plages de serrage des mors étagés (valeurs indicatives) -- valables pour plateaux circulaires
Taille mm 150 200 260 310 350 400 450 500 560 600 630 710 800 900 1000 1100 1200
A1 min. 16 16 20 20 20 35 40 40 45 50 60 130 190 190 200 210 220
A2 max. 130 190 260 295 350 400 450 500 550 570 585 690 800 900 1000 1100 1200
maximum audessus du banc 170 235 305 355 410 465 510 570 640 660 675 785 870
Notice d’utilisation
F
21
Page 22

Vitesse de rotation max.admissible pour mandrins de tour
ZG-ZS, ZGU-ZSU et ZG Hi-Tru
selon DIN 6350
La vitesse de rotation max. admissible est définie de façon à ce
que, à la force de serrage max. et
lorsque l’on utilise les mors les
plus lourds correspondants, on
dispose encore de 1/3 de la force
de serrage à titre de force de serrage résiduelle. Les mors ne doivent alors par faire saillie au-delà
du diamètre extérieur du mandrin.
Les mandrins de tour doivent être
dans un état parfait.
Dans le cas de mandrins de tour
en fonte, la vitesse de rotation
max. admissible est adaptée à la
vitesse circonférentielle définie
pour la fonte. Il s’applique par ailleurs les dispositions selon DIN
6386, partie 1.
2. Montage du mandrin de tour sur la tête porte-broche de la machine (valable pour tous les types de mandrins et plateaux circulaires)
Taille 3 et 4 mors
corps corps
fonte acier
74 5000 --
80 5000 7000
100 4500 6300
125 4000 5500
140 3700 5000
160 3600 4600
200 3000 4000
250 2500 3000
315 2000 2300
350 1700 1900
400 1600 1800
500 1000 1300
630 800 850
700 650 800
800 600 700
1000 480 560
1250 380 450
Force de serrage dans lecas de
mandrins de tour à 3 mors ZGZS, ZGU-ZSU et ZG Hi-Tru, selon DIN 6350, et EG/ES selon
DIN 6351
La force de serrage est la somme
de toutes les forces des mors
agissant sur la pièce, radialement
et à l’arrêt.
Les forces de serrage indiquées
sont des valeurs indicatives. Elles
sont valables pour des mandrins
en parfait état, et qui sont lubrifiés
à la graisse Röhm F 80.
Taille La couple Force de
de serrage serra ge
àlaclé total
en daNm en daN
Broche machine DIN 800 DIN 55026, DIN 55027 DIN 55029 ASA B 5.9
ASA B 5.9 DIN 55022 et ASA B 5.9 Cône long
A1/A2 métr. ISO 702/III D 1 et
et ISO 702/I ISO 702/II
Fixation avec goujon fileté Boulon Camlock Fixation par
par l’avant et écrou à embase écrou-raccord
(DIN 55021 avec
Support de boulon fileté et
centrage cylindrique écrou)
Forme A
Support
Fixation par faux-plateau Montage direct Montage direct Montage direct Montage direct
sur cône court sur cône court sur cône court sur cône long
Vitesse de rotation max. admissible pour mandrin de tour
EG-ES selon DIN
6351
Les valeurs indiquées ne sont admissibles que pour
des pièces qui ne
dépassent pas un
balourd spécifique
de 25 gmm/kg.
2.1Miseenplacedesélémentsdefixationdumandrin(valable pour tous les types de mandrins et plateaux circulaires)
Montage sur cône court avec goujon fileté et écrou à embase,
selon DIN 55027/22
Montage sur cône court avec Camlock ASA B 5.9 D1 et
DIN 55029
Remarque: Leboulon Camlockdoit êtrevissé jusqu’àce quela faced’appui du cône
court se trouve à l’intérieurde la rainure de repérage du boulon Camlock, et que la
position dela rainure de fixationpar rapport au taraudagesoit correcte. Visserla vis
à tête cylindrique jusqu’au fond.
Taille Corps fonte Corps acier
3et4mors
Vitesse de rotation max. admissible pour plateaux circulaires, types
UGE-UGU-USE-USU
Les valeurs indiquées ne sont admissibles que pour des pièces qui ne
dépassent pas un balourd spécifique
de 25 gmm/kg.
Taille Corps fonte Corps acier
UGE-UGU USE-USU
74 30 11
80 30 13
100 60 27
125 80 31
140 90 40
160 110 47
200 140 55
250 150 63
315 180 69
350 210 74
400 240 92
500 260 100
630 280 105
700 280 105
800 300 110
1000 450 115
1250 450 115
150 1910 --
200 1430 3000
260 1150 2350
310 960 1970
350 820 1750
400 720 1530
450 640 1360
500 570 1220
560 520 1090
600 470 1020
630 430 970
710 400 860
800 350 765
900 310 680
1000 280 610
1100 260 555
1200 230 510
1300 220 470
1400 200 440
1500 190 410
Rainure de reperage
Face d’appui
Vis à tete cylindrique
100 2700 --
125 2400 --
160 2000 3000
200 1600 2450
250 1300 2000
315 900 1350
400 800 1250
500 630 800
630 510 700
22
Page 23

Tolérance de concentricité TR1/TP1par rapport aux surfaces de référence pour le montage du mandrin (valable pour tous les types de mandrins, mais pas pourZGFniEG/ES)
d
1
d
2
d
3
d
4
e
1
Contrôle
1234
Catégorie I Catégorie II
** Faible Moyen Fort T
R1
T
P1
T
R1
T
P1
(74) 10 14 0,05 0,04
80 (85) 10 -- 14
100 (110) 10 14 18
125 (140) 18 25 30 0,075 0,04
160 18 30 40
200 (230) 30 40 53
250 (270) 30 53 75
315 53 75 100 0,10 0,07
400 (350) 53 100 125
500 75 100 125
630 75 125 160
800* -- -- 160 200 400 160 0,12 0,06 0,16 0,12
1000* -- -- 400 350 500 160 0,12 0,06 0,16 0,12
1250* -- -- 400 500 700 160 0,16 0,08 0,20 0,16
Suivant accord
50 80 40 0,04 0,02
80 100 60 0,04 0,03
100 160 80 0,06 0,03
160 250 120 0,08 0,04
200 400 160 0,10 0,05 0,12 0,10
(Sauf accord contraire), les mandrinsRöhm correspondent à la catégorie de précision I.
* Mandrins 800, 1000, 1250 de diamètre, selonISO 3089. ** Les cotes entre paranthèses sont des taillesintermédiaires.
Position possible des vis de fixation des mandrins et des vis de fixation des couvercle (valable pour tous les types de mandrins)
1. Mandrin avec support de centrage cylindrique selon DIN
6350/DIN 6351 ousimilaireà DIN pour faux-plateau fileté DIN800
2. Mandrin à cône court, mode de fixation selon DIN 55027/22
(goujon fileté et écrou à embase) ou DIN 55029 et ASA B 5.9 D1
(Camlock)
Desserrer les éléments de fixationse trouvant au dos du mandrin.
Attention: Ne pas desserrer les vis de fixation du
couvercle
repérées et se trouvant à l’avant du mandrin.
3. Mandrin àcône court, mode de fixation selonDIN 55026, 55021
et ASA B 5.9 A1/A2/B1, par l’avant.
4. Mandrin à cône long, mode de fixation selon ASA B 5.9,
type L
Desserrer le contre-écrou se trouvant à l’arriére du mandrin.
Attention: Ne pas desserrer les vis de fixation du
couvercle
repérées et se trouvant à l’avant du mandrin.
Desserrer les vis de fixation se trouvant à l’avant du mandrin.
Vis de fixation du couvercle
Vis de fixation du couvercle
Vis de fixation du couvercle
Vis de fixation
Ecrou à embase
Disque type baionnette
Goujon fileté
Boulon Camlock
Vis de fixation
Contre-ecrou
Vis de fixation du couvercle
23
Page 24

3.1 Mise en placedumandrin de tour sur broche de tour sur broche de tour avec cône court (tableau
1)
3.1.1 Nettoyer soigneusement le cône et la face d’appui du
mandrin, de même que la broche de la machine. Vérifier
le faux-rond et le voile du nez de broche (écart admissible 0,005 selon DIN 6386 et ISO 3089).
3.1.2 Placer le mandrin sur la broche de la machine et serrer
légèrment les éléments de fixation.
3.1.3 Contrôler l’interstice de serrage à l’aide d’une jauge.
Cote de
serrage
a) Fixation par Fixation par l’avant Fixation par l’avant
goujon filetè DIN dans le cercle de dans le cercle de
55027 et 55022 trous extérieur trous intérieur,
ou boulon Camlock DIN 55026, 55021, DIN 55026,
DIN 55029 et ASA ASA B 5.9 A1/A2 ASA B 5.9 A1/B1
B5.9D1
(non illustré)
3.1.4 Serrer à fond et régulièrement, en croix, les éléments de
fixation.
Le cône court et la face d’appui du mandrin doivent
porter uniformément sur le nez de la broche, aprés
le montage!
3.1.5 Lors du montage du mandrin sur des broches de tour
équipées d’un support Camlock selon DIN 55029 et
ASA B 5.9 D1, le verrouillage doit être effectué en tournant l’axe excentrique sur la droite.
3.2 Mise en place du mandrin de tour sur broche de tour
avec
cône long (voir tableau
1)
Avant la mise en place, nettoyer soigneusement le logement conique et le filetage, de même que la tête portebroche. Le cône doit porter franchement, sans flottement. Veiller à la clavette. Serrer le contre-écrou.
3. Montage du mandrin de tour sur la tête porte-broche de la machine (valable pour tous les types de mandrins et plateaux circulaires)
Les valeurs indiquées supposent une broche de la machine
dans un état parfait et un mandrin de tour correctement ajusté.
Pour la mesure, utiliser des tiges de contrôle trempées et rectifiées parfaitement cylindriques, de même que desbaguesà fortes parois (Déformation).
Si le mandrin de tour ne satisfait pas aux tolérances de concen-
tricité indiquées, il faut vérifier les cotes du cône de la broche de
la machine. A cet égard, contrôler le diamètre et le pas du cône
court ou ducône long, et vérifier enmême temps la concentricité
du cône et le voile de la face d’appui, dans le cas d’un cône
court. Lors du contrôle, le mandrin ne doit être serré qu’au niveau du pignon d’entraînement zéro comportant une flèche.
4. Contrôle de la concentricité et du voile selon DIN 6386, partie 1 (voir tableau 3)
(valable seulement pour mandrins de tour ZG-ZS, ZGU-ZSU et ZGD)
Réglage du mandrin de tour EG-ES pour serrage concentrique
Les cercles concentriques tracés sur la face frontale du
corps du mandrin servent à précentrer sommairement
les mors à vue.
Serrer selon une légère pression une pièce ronde ou
une tige de contrôle et installer le comperateur pour
déterminer le faux-rond. A l’aide de la petite clé de
réglage, avancer ou reculer les mors par l’intermédiaire
de la broche de réglage se trouvant dans la semelle, jusqu’à ce que le comparateur n’indique plus d’écart. A cet
égard, veiller à ce que l’avance avec la broche de
réglage, vers la pièce, ne puisse s’effectuer que lorsque
les mors opposés offrent la possibilité de mouvement
nécessaire.
Alors que, dans le cas du mandrin à 3 mors, la pièce plaque déjà en réglage cencentrique, les 4 mors doivent
d’abord être amenés en appui dans le cas du mandrin à
4 mors. Lors du centrage, déplacer les deux mors opposés jusqu’à ce que la précision de concentricité souhaitée soit obtenue. Aprés ce réglage, le serrage et le
desserrage du mandrin de tour EG-ES ne sera plus
effectué qu’avec la grande clé de serrage, par l’intermédiaire des pignons d’entraînement noyés à la
périphérie du corpsdumandrin. La broche de réglage
ne poit pas être utilisée pour le serrage et ledesserrage.
(Pour le réglage du centre de rotation, aucune vis de fixation n’a
à être desserrée).
1. Serrer la pièce ou la tige de mesure et déterminer l’écart
maximum de l’aiguille du comperateur.
2. En fonction de la position du faux-rond de rotation, il faut
desserrer une ou deux broches de réglage se trouvant
le plus près du plus grand écart de l’aiguille du comparateur.
3. Serrer les autres broches de réglage jusqu’à ce que le
centre de serrage soit corrigé de la moitié de l’écart de
l’aiguille du comperateur.
4. Vérifier une nouvelle fois le faux-rond et répéter éventuellement le processus d’alignement.
5. Serrer légèrement les broches de réglage ayant été
préalablement desserrées, et vérifier une nouvelle fois
le faux-rond.
Réglage du centre de rotation
(valable seulement pour mandrin de tour ZG Hi-Tru)
Réglage de mandrin de tour EG-ES pour le serrage de pièces cylindriques et de pièces de forme irrégulière
A l’aide de la grande clédeserrage, ouvrir et fermer concentriquement tous les mors, ainsi que l’exige la forme
de la pièce. A l’aidede la petite clè de réglage, et en tournant la vis de réglage, adapter les mors réversibles à la
position nécessaire pour la pièce.
Aprés ce réglage, le serrage et le desserrage du
mandrin de tour EG-ES ne s’effectue plus qu’avec la
grande clé, par l’intermédiaire des pignons d’entraînement noyés à la périphérie du corps du mandrin.
Retournement des
mors
Attention: Pour des raisons techniques, les guides
des mors ont des arêtes tranchantes.
Portez des gants de protectionlorsquevous travaillez sur ces arêtes ouvertes (pour changer les mors
par ex.) pour éviter de vous blesser.
A l’aide de la grande clé de serrage, écarter concentriquement les morsjusqu’àce que les semelles affleurent.
A l’aide de la petite clé de réglage, écarter et sortir le
mors, puis le retourner et le remettre en place. A cet
égard, il est indispensable de respecter l’ordre des mors
1 à 4. Enfin,à l’aide de la grande clé deserrage,ramener
concentriquement les mors retournés à la position voulue.
Mandrin
Nez de broche
Nez de broche
Mandrin
Mandrin
Nez de broche
24
Page 25

5.1 Graissage: Toutes les 8 (ZG Hi-Tru) ou 40 heures de
service (autres types de mandrins), au niveau des graisseurs prévus à cet effet sur la face frontale du mandrin.
5.2 Nettoyage partiel: Toutes les 100 heures de service en-
viron, procéder à unnettoyage des glissières de guidage
des mors. Pour ce nettoyage, le mandrin de tour reste
sur la machine. Nettoyer les mors (ne pas utiliser d’air
comprimé!), puis les dévisser et les déposer, et les nettoyer à fond dans du pétrole ou de l’éther de pétrole. Ensuite, les regraisser (F80). Respecter l’ordre correctlors
de la remise en place des mors.
5.3 Nettoyage intégral
5.3.1 En fonction des conditions d’utilisation, et toutes les 500
heures de service environ, déposer le mandrin de la machine et le démonter. A ces fins, dévisser le mors et
démonter le mandrin.
5.3.2 Démontage du mandrin, voir point 8
5.3.3 Nettoyer toutes les pièces à fond, dans du pétrole ou de
l’éther de pétrole. Procéder à un contrôle visuel des
différentes pièces. Ensuite, regraisser toutes les pièces.
A ces fins, nous recommandons d’utiliser notre
graisse spéciale ”F80” qui est livrée en boîtes. Cette
graisse spéciale ne précipitera pas, même à des vitesses de rotation élevées du mandrin de tour.”F80” ne se
rompt pas, même à des pressions en surface élevées et
elle conserve la force de serrage.
5. Entretien
(valable pour tous les types de mandrins de tour)
6. Serrage de la pièce
(valable pour tous les types de mandrinsdetour)
Lors du serragede la pièce, certains critères doivent être
respectés.
Un serrage incorrect peut entraîner des blessures par
éjection de la pièce ou par rupture des mors !!
A cet égard, respecter égalment le tableau ”Exemples
de serrage dangereux, et leur élimination”!
Plateaux circulaires (mandrins à quatre mors
indipendants)
UGE/USE avec mors réversible en une partie -- UGU/USU avec mors rapporté réversible
Pour le centrage sommaire, on utiliselesanneaux concentriques noyés, tandis que le centrage précis doit être
effectué au comparatuer. A cet égard, tenir compte du
fait que l’avance avec la broche de réglage ne doit intervenir que lorsque le mors opposé donne la possibilité de
mouvement nécessaire, en ramenant la broche de
réglage. Dans le cas de pièces difficiles à serrer, les
mors peuvent être dévissés du plateau circulaire et le
serrage être effectué à l’aide de pattes de serrage et de
vis, directement dans le plateau circulaire. A ces fins, on
utilise également les rainures en T et les fentes de serrage prévues en plus.
En cas de besoin, et pour améliorer le voile sur la machine, tous les plateaux circulaires peuvent être légèrement tournés en face frontale.
Attention : Pour des raisons techniques, les guides des
mors ont des arêtes tranchantes.
Portez des gants de protection lorsque vous travaillez sur
ces arêtes ouvertes (pour changer les mors par ex.) pour
éviter de vous blesser.Lors de remplacement des mors, il faut
respecter l’ordre 1-2-3, cest-à-dire que ces mors doivent être
mis en place dans la glissière de guidage successivement,en
tournant la couronne spirale,de façon à ce que les chiffres1-2-3
frappés dans les mors se trouvent à l’extérieur (voir fig.).
L’étagemant des mors vers l’extérieur (fig. 1) ou vers l’intérieur
(fig. 2), doit à cet égard être respecté.
7. Démontage du mandrin de tour de la tête porte-broche de la machine
(valable pour tous les types de mandrins)
7.1Déposedelatêteporte-brocheácônecourt
7.1.1 Mode de fixation selon DIN 55021 avec boulons filetés,
DIN 55022 et 55027, ou DIN 55029 et ASA B 5.9 D1
(Camlock):
Desserrer les éléments de fixation jusqu’à la tête portebroche, au dos du mandrin.
Nepasdesserrerdevissurlemandrin!
7.1.2 Mode de fixation selon DIN55021 et 55026 ou ASAB5.9
A1/A2/B1 -- Fixation par l’avant:
Desserrer les vis de fixation du mandrin qui se trouvent
à l’avant du mandrin.
Si différentes vis sont placées à l’avant du mandrin,
les plus grandes vis sont les vis de fixation du mandrin!
7.2 Mode de fixation selon ASA B 5.9, type L (cône
lang)
Desserrer le contre-écrousetrouvant au dos du mandrin
Ne pas desserrer les vis de fixation du couvercle se
trouvant à l’avant du mandrin!
8.1 Dévisser entièrement les mors
Respecter impérativement l’ordre suivant:
8.2 Dévisser les vis de maintien des pignons d’entraînment
8.3 Déposer les pignons d’entraînement
8.4 Dévisser les vis de fixation du couvercle selon le tableau
”Position possible des vis de fixation du mandrin et des
vis de fixation du couvercle”.
8.5 Déposer le couvercle et la couronne spirale.
S’ils adhèrent trop, mettre en place dans l’évidement du
corps destiné au mors, un morceau de bois dur ou de
métal tendre pour servir d’entretoise et, en frappant par
alternance contre la couronne spirale, déposer celle-ci
avec le couvercle.
Dans le cas de mandrins de grande taille, il convient de
prévoir des filetages de refoulement et d’éjection pour
démonter le couvercle et la couronne spirale.
Le montage s’effectue dans l’ordre inverse.
8. Démontage du mandrin
(valable pour tous les types de mandrins)
Remarque concernant les vis de fixation du faux-plateau
(valable seulement pour ZG Hi-Tru)
Lors du montage, il convient de veiller à ce que les vis de fixation du faux-plateau (voir page 21, repère 11) soient serrées au
couple correct, faute de quoi un réglage précis par les broches
de réglage ne sera plus garanti. (Voir égalemant, à cet égard,
la figure ci-dessous).
Représentation globale du réglage de précision
Remarque concernant les mandr. de tour avec mors réversibles
Mise en place dans la position mors de Mise en place dansla position mors de
perçage (étagé vers l’extérieur) - Fig.1 tour (étagé vers l’intérieur) - Fig.1
W du Couple de
mandrin. serrage en Nm
80 4
100 4
125 7
160 7
200 11
250 16
315 16
Anomalies possibles et leur élimination voir page 42
Centre broche
Centre de serrage
Déport
de rotation
Anomalies possibles et leur élimination voir page 42
25
Page 26

I. Competencia del operador
Personas que no tienen experiencias con el manejo de dispositivos de
sujeción están expuestas de manera especial a peligros de lesiones a
causa del manejo inadecuado, sobre todo durante los trabajos de
ajuste, por los movimientos y las fuerzas de sujeción que se producen.
Por esto, los dispositivos de sujeción deberán ser usados, ajustados
o mantenidos únicamente por personas especialmente formadas o
instruidas, resp. que tienen la pertinente experiencia de muchos años.
II. Peligros de lesiones
Por razones técnicas, en este grupo constructivo puede haber
piezas de aristas vivas. ¡Para prevenir peligros de lesiones se
deberá tener cuidado especial al proceder con trabajos en él!
1. Acumuladores de energía integrados
Partes móviles pretensadas con muelles de presión, de tracción u
otros muelles, a causa de la energía que almacenan, representan
un potencial de peligro. La subestimación de esto puede causar
heridas graves causadas por elementos volando incontrolablemente a manera de proyectil de un lado para otro. Previo a otros
trabajos, se deberá reducir esta energía almacenada. En los
dispositivos de sujeción que se tengan que desmontar, se deberá,
con ayuda del dibujo de conjunto, averiguar en que posiciones hay
tales fuentes de peligro. De no ser posible desactivar estas
energías sin peligro, el desmontaje de tal elemento deberá ser
realizado por colaboradores autorizados de la empresa RÖHM.
2. La velocidad máxima admisible
La velocidad máx. admisible únicamente deberá aplicarse habiéndose iniciado la fuerza de accionamiento máx. admisible y con
mandriles que funcionen impecablemente. El hecho de no observar
este principio puede resultar en la pérdida de la fuerza de sujeción
restante y como consecuencia de esto, piezas a trabajar eyectadas
con el correspondiente riesgo de lesiones. Con velocidades elevadas, el mandril únicamente deberá utilizarse bajo una cubierta
protectora de dimensiones apropiadas.
3. Exceso de la velocidad admisible
Este dispositivo está previsto para aplicación giratoria. Fuerzas
centrífugas causadas por frecuencias de giro o velocidades periféricas demasiado altas, pueden provocar que se suelten componentes, los cuales representan un potencial de peligro para personas u
objetos que se encuentren cerca. Además, en medios de sujeción
que únicamente admiten velocidades bajas, pero que se operan
con velocidades más altas, se puede originar un desequilibrio, el
cual tiene un efecto negativo en lo que se refiere a la seguridad y
eventualmente en el resultado del mecanizado.
La operación de este dispositivo con velocidades más altas que las
admisibles no está permitido por las razones arriba mencionadas.
La velocidad y la fuerza/presión de accionamiento máximas están
grabadas en el cuerpo y no deberán excederse. Es decir, la velocidad máxima de la máquina provista no deberá exceder la velocidad
máxima del dispositivo de sujeción y por esto deberá limitarse.
Ya una sola situación de exceso de los valores admisibles puede
causar daños y representar una fuente de peligro oculta, aunque
estoporloprontonosepuedaver.Enestecaso,sedeberáinformar al fabricante, para que éste pueda realizar una comprobación
de la seguridad de funcionamiento y de operación. Únicamente así
se puede garantizar la operación segura del dispositivo de sujeción.
4. Desequilibrio
A causa de una compensación de rotación insuficiente, pueden
originarse riesgos restantes, véase § 6.2 no e) de la NE 1550. Esto
es especialmente importante con velocidades elevadas, con el
mecanizado de piezas a trabajar asimétricas o con el empleo de
diferentes mordazas intercambiables.
Para evitar daños que pueden originarse de esto, se habrá de
hacer lo posible para equilibrar dinámicamente el mandril con la
pieza a trabajar conforme a DIN ISO 1940.
5. Calculación de las fuerzas de sujeción necesarias
Las fuerzas de sujeción necesarias resp. la velocidad máx. admisible
del mandril para una tarea de mecanizado específica, se deberán determinar conforme a la directriz VDI 3106 - Determin. de la veloc. admisible para mandriles de torno (mandriles de mordazas).
1. Istrucciones de seguridad y directrices para el empleo
de platos de torno accionados manualmente
6. El empleo de otros/adicionales juegos de sujeción/piezas
atrabajar
Para el empleo de insertos de sujeción resp. piezas a trabajar,
por principio se tendrá que consultar la directriz VDI 3106 Determinación de la velocidad admisible para mandriles de torno
(mandriles de mordazas).
1. La utilización de otros / adicionales insertos de sujeción
En caso de que se vayan a emplear insertos de sujeción que
no sean los previstos para este dispositivo de sujeción, se
deberá procurar que el mandril no se opere con una velocidad
demasiado elevada y con esto con fuerzas centrífugas demasiadoelevadas.Deotramanerasepresentaelriesgodeque
la sujeción de la pieza a trabajar no sea suficiente.
Por esto, por principio es necesaria una consulta con el fabricante del mandril resp. con el diseñador correspondiente.
2. Si se emplean mordazas especiales, debe atenderse a las siguientes:
Las mordazas deben se ser lo más ligeras y bajas que sea posible. El punto de incidencia de la presión de sujeción debe encontrarse lo más cerca posible de la parte frontal del dispositivo de
sujeción. (Puntos de incidencia a mayor distancia causan una
mayor presión en las mordazas y pueden disminuir considerablemente la presión de sujeción).
F
spo
= Fuerza total de sujeción del dispositivo parado (en N)
F
spz
= Fuerza total de sujeción para cumplir una tarea
determinada (en Newton).
n
max
= Máximo de revoluciones (min
-- 1
)
m = Masa de la unidad completa de mordaza - incluye la
mordaza base y la sobrepuesta (en kg)
r
c
=Radiodelcentrodemasadelaunidadcompletade
mordazas (en m). (Si se trata de una sujeción asimétrica
debe tomarse el valor promedio de los centros de masas de
las unidades de mordazas individuales).
a = Número de mordazas.
Deben evitarse en lo posible los equipos soldados. En todo caso
debe controlarse en qué medida las soldaduras son capaces de
resistir las fuerzas centrifugas y de sujeción.
Los tornillos de fijación deben de colocarse de tal manera que se
alcance un par de fuerzas lo más efectivo posible.
3. Riesgo por eyección
Conforme a DIN 12415 deberá existir una instalación protectora
de seperación en la máquina-herramienta para proteger al
operador de piezas eyectadas. La resistencia de ésta se indica
con la llamada clase de resistencia.
De tenerse que poner en funcionamiento juegos de sujeción
nuevos en la máquina, se deberá comprobar la admisibilidad
previo a ello. Entre esto también cuentan juegos de sujeción
resp. piezas de juego de sujeción fabricados por el usuario.
Los puntos que influyen en la admisibilidad son: la clase de
resistencia de la instalación protectora, las masas de las piezas eventualmente eyectadas (determinadas mediante calculación o pesándolas), el diámetro del mandril máx. posible, al
igual que la velocidad máx. alcanzable de la máquina. Para
reducir la posible energía de impacto a una dimensión
admisible deberán determinarse las masas y las velocidades
admisibles (por ejemplo consultando el fabricante de la
máquina) y, en caso dado, limitar la velocidad máx. de la
máquina. Sin embargo, las piezas de los juegos de sujeción
(por ejemplo las mordazas intercambiables, los alojamientos
de pieza a trabajar, las garras de sujeción frontal, etc.) de
berán construirse lo más ligeras posibles por principio.
¯
3
F
spo
--
F
spz
30
n
max
=
m · rc· a
·
E
26
Page 27

4. La sujeción de otras / adicionales piezas a trabajar
Si para este dispositivo de sujeción se han previsto juegos
de sujeción especiales (mordazas, insertos de sujeción,
asientos, elementos de alineación, fijaciones de posición,
puntas, etc.), única - y exclusivamente se deberán sujetar
piezas a trabajar para las que fueron dimensionados estos
juegos de sujeción. De no observar esto, se podrán originar
daños a personas u objetos a causa de fuerzas de sujeción
insuficientes o posicionamientos de sujeción desfavorables.
Si se planea sujetar otras resp. similares piezas a trabajar
con un mismo juego de sujeción, es necesaria la autorización por escrito del fabricante.
7. Alcances de sujeción
El alcance máx. de sujeción resp. de desplazamiento de mordazas base o intercambiables no deberá excederse puesto
queentalcasoyanopodrágarantizarseelcontactosuficiente
entre la mordaza de sujeción y el componente activo.
8. Control de la fuerza de sujeción
1. Control de la fuerza de sujeción (en general)
Conforme a la directriz NE 1550 § 6.2 no d), se deberán
usar dispositivos de medición de la fuerza de sujeción
estáticos, para controlar el estado de mantenimiento en
intervalos de tiempos regulares, según las instrucciones de
mantenimiento. Según éstas se deberá, después de aprox.
40 horas de servicio - independientemente de la frecuencia
de sujeciones - efectuar un control de la fuerza de sujeción.
De ser necesario, para esto se tendrán que usar mordazas
odispositivosespecialesdemedicióndelafuerzade
sujeción ** (piezocaptor).
9. La resistencia mecánica de la pieza a trabajar que se
ha de sujetar
Para garantizar una sujeción segura de la pieza a trabajar
aún con las fuerzas del mecanizado que se manifiestan,
el material sujetado deberá tener una resistencia suficiente
para la fuerza de sujeción y ser sólo insignificantemente
comprimible.
¡Materiales no metálicos, como por ej. plásticos, goma,
etc., sólo deberán sujetarse y trabajarse con la autorización
por escrito del fabricante!
Istrucciones de seguridad y directrices para el empleo de platos de torno accionados manualmente
¡La forma de este dispositivo de ajuste auxiliar por principio
depende de la máquina de mecanización empleada, y en caso
dado deberá suministrarse por separado!
El operador de la máquina deberá cuidar de que, durante el
procedimiento completo de ajuste, sea imposible cualquier
riesgo para personas causado por los movimientos de sujeción.
Para este propósito, se deberán proveer ya sea protegemanos
para el accionamiento de la sujeción o, mejor aún, dispositivos
de seguridad correspondientes.
11. Carga y descarga manual
En procesos de carga y descarga manuales también se deberá
contar con un riesgo mecánico para los dedos por trayectos de
sujeción mayores a 4 mm. Este riesgo se puede contrarrestar:
-- debiendo existir un dispositivo portador montado, de accionamiento independiente (por ej. mordazas de centraje en
mandriles de centraje y platos de torno),
o
-- debiéndose proveer una ayuda de carga de la pieza a trabajar
(por ej. palo cargador),
o
-- previéndose una disminución de la velocidad del movimiento
de sujeción (por ejemplo mediante la estrangulación de la
distribución hidráulica) a velocidades de sujeción de no más
de4mms
-- 1
.
12. Fijación y recambio de tornillos
Si se recambian o sueltan tornillos, el recambio o la fijación
deficiente pueden causar peligros para personas u objetos. Por
esto, por lo general se deberá aplicar el par de apriete
recomendado por el fabricante del tornillo y correspondiente a la
calidad del tornillo, a menos de que explícitamente se indiquen
otros valores.
Todos los datos en Nm
**Sistema de medición de la fuerza de
sujeción EDS:
EDS 50 kpl. no de id. 161425
EDS 100 kpl. no de id. 161426
EDS 50/100 kpl. no de id. 161427
Cali-dad M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
10. Trabajos de montaje y de ajuste
A causa de movimientos de sujeción, eventualmente
movimientos de enderezado, etc., se marchan caminos
cortos, a veces con fuerzas enormes, en tiempos cortos.
Por esto, durante trabajos de montaje y de ajuste, por principio
se deberá desconectar terminantemente la unidad de accionamiento prevista para activar el mandril. Sin embargo, si en la
operación de ajuste no se puede prescindir de movimientos de
sujeción, con caminos de sujeción mayores de 4 mm deberá
-- encontrarse montado en el dispositivo de sujeción un
dispositivoportadordelapiezaatrabajar,fijooprovisional,
o
-- existir un dispositivo portador montado, de accionamiento
independiente (por ej. mordazas de centraje en mandriles de
centraje y platos de torno),
o
-- proveer una ayuda de carga de la pieza a trabajar (por ej.
palo cargador),
o
-- realizar los trabajos en operación hidráulica, neumática resp.
eléctrica por pulsador (¡el mando correspondiente deberá ser
posible!).
Con recambio de los tornillos originales, en caso de duda se
deberá usar la calidad de tornillo 12.9. Con tornillos de sujeción
para insertos de sujeción, mordazas intercambiables, asientos
fijos, cubiertas de cilindro y componentes similares se deberá
usar la calidad de tornillos 12.9 por principio.
Todos los tornillos de sujeción que, a causa de su uso previsto,
se tienen que soltar y a continuación reapretar repetidamente,
(por ej. para trabajos de reajuste), se tendrán que recubrir en
un ritmo semestral con antigripante (pasta de grasa) en la
zona de la rosca y en la superficie de contacto de la cabeza del
tornillo. Debido a influencias externas como por ejemplo
vibraciones, bajo condiciones desfavorables se podrán
soltar tornillos
fuertemente apretados. Para evitar esto, se deberán controlar
en intervalos de tiempo regulares y, en caso dado, reapretar
todos los tornillos relevantes para la seguridad (tornillos de
fijación del medio de sujeción, tornillos de fijación del juego
de sujeción y similares).
13. Trabajos de mantenimiento
La fiabilidad del dispositivo de sujeción únicamente se puede
garantizar si se observan precisamente las instrucciones para el
mantenimiento en este manual. En especial se habrá de observar lo siguiente:
-- Para la lubricación se habrá de utilizar el lubricante
recomendado en las instrucciones para el servicio.
(Un lubricante inapropiado puede reducir la fuerza
de sujeción por más del 50%).
-- Al lubricar manualmente se deberán alcanzar todas las
superficies que habrán de ser lubricadas. (Los ajustes
estrechos de las piezas incorporadas requieren una elevada
27
Page 28

presión de introducción. Por lo que, en caso dado, se habrá
de utilizar una engrasadora de alta presión).
-- Para la distribución de grasa favorable en la lubricación
manual, dejar pasar el émbolo de sujeción varias veces por
sus posiciones finales. Volver a lubricar. A continuación
controlar la fuerza de sujeción.
-- Para la mejor distribución de lubricante en la lubricación
central los impulsos de lubricación deberían ocurrir en la
fase de posición abierta del medio de sujeción.
La fuerza de sujeción se deberá controlar antes de comenzar con un nuevo trabajo de serie y entre los intervalos de
mantenimiento con un dispositivo de medición de la fuerza
de sujeción. ”Únicamente un control regular garantiza una
seguridad óptima”.
A más tardar después de 500 carreras de sujeción es ventajoso marchar las piezas internas móviles varias veces hasta
sus posiciones finales. (Con ello se vuelve a conducir la
grasa empujada a un lado a las superficies de presión. La
fuerza de sujeción se conserva por más tiempo).
14. Colisión
Antes de una aplicación nueva después de una colisión del
medio de sujeción, se deberá efectuar un control de fisuras
competente y calificado de éste
.
15. El cambio de tuercas correderas en T
Si las mordazas intercambiables están unidas con la mordaza
base mediante una tuerca corredera en T, ésta se deberá
sustituir únicamente por una tuerca corredera en T ORIGINAL
de RÖHM.
III. Riesgos ambientales
Para la operación de un dispositivo de sujeción, muchas veces
se requiere de los medios más diversos para lubricación, refrigeración, etc. Por lo general éstos son alimentados al medio de
sujeción a través de la caja de distribución. Los que se usan con
más frecuencia son aceite hidráulico, aceite / grasa lubricante y
medio refrigerante. Manejando el medio de sujeción, se deberá
poner cuidado meticuloso en estos medios, para que no lleguen
al suelo resp. agua, ¡atención: amenaza del medio ambiente!
Esto es válido especialmente
-- durante el montaje / desmontaje, ya que se encuentran residuos
en las líneas, en los espacios de los émbolos resp. en los
tornillos purgadores de aceite,
-- para obturaciones porosas, defectuosas o no montadas
conforme a las reglas del arte,
-- para lubricantes que, por razones del diseño, durante la operación salen resp. se eyectan del medio de sujeción.
¡Estas sustancias que salen se deberían recuperar y reutilizar
resp. desechar conforme a las especificaciones
correspondientes!
IV.Especificaciones en razón de la seguridad en dispositivos
de sujeción accionados mecánicamente
1.El dispositivo de sujeción predeterminado no puede monito
rearse en razón de la seguridad con interruptores de fin. El
personal de servicio deberá ser instruido debidamente al
respecto.
2.Los pares de sujeción indicados deberán cumplirse en todo
caso. La no observación de estas especificaciones además de
la disminución de precisión también podrá tener como consecuencia desequilibrios hasta la pérdida total de las fuerzas
de sujeci
.
Istrucciones de seguridad y directrices para el empleo de platos de torno accionados manualmente
Incorrecto Correcto
Longitud de sujeción muy
corta, valadizo muy largo
Apoyo adicional mediante contrapunto o luneta
Diámetro de sujeción
excesivamente grande
Emplear plato de
mayores dimensiones
La piezaesdemasiado pesada
y el escalón de sujeción
demasiado corto
Apoyo mediante contrapunto
Escalón de sujeción
prolongado
Diámetro de sujeción
excesivamente pequeño
Piezas con pendientes de
fundición o forjados
Subjeción coninsertosde
oscilación
Sujeción en el máximo
diámetro de sujeción
posible
En caso de corte ininterrumpido reducir el avance y la profundidad
de corte. -- Los ejemplos representados no abarcan todas las posiblessituaciones de peligro. Es asunto del usuario detectar posibles
situaciones de peligro y adoptar las medidas oportunas.
Pese a la adopción de medidas preventivas no puede
excluirse un cierto riesgo residual.
Indicaciones generales
-- Con el plato de torno sólo puede realiz. la sujeción de piezas si
está atornillado sobre una brida o sobre el cabezal de la máquina
-- La medición de la precisión de concentricidad y de cilindrado o
precisión axial no se ha de realizar hasta después de haber
montado el plato en el cabezal de la máquina.
-- No emplear la fuerza si el plato de torno va por casualidad algo
duro (deformación en la fijación, ensuciamiento)
-- Nunca golpear las garras con el martillo
-- No utilizar ningún prolongador tubular para la llave
-- No elegir un diámetro de sujeción superior al diámetro del
plato. Asegurarse de que la corona-espiral siempre queda
cubierta por la garra.
-- Las garras no deberán encontr . fuera de las ranuras de marcac.
-- El personal encargado de trabajar con el plato de torno debe
haber leído minuc. antes de iniciar sus trabajos las instrucciones de empleo y fundam. el capítulo ”Consejos de seguridad”.
28
Page 29

Márgenes de dimensiones de sujeción de los escalones de las garras (valores aproximados) -- válidos para todos los tipos de platos de torno
Tamaño 74 80 85 100 110 125 140 160 200 250
A 1 (BB) 2-24 2-30 2-3 0 3-38 3-42 3 -53 3-53 3-7 2 4-100 5-122
A 2 (DB) 2-24 2-30 2-30 3-3 8 3-42 3-53 3 -53 3-72 4-100 5-122
A 3 (DB) 23-46 27-55 27-55 38-71 39-77 39-89 47-97 47-116 56 -152 73-190
A 4 (DB) 45-68 52-80 52-80 70-100 70-110 75-125 91-140 91-160 104-200 131-250
Máximo diámetro perimetral 88 104 104 128 138 157 174 194 238 302
Carrera garra 11 14 14 15 19 25 25 34 48 58
Tamaño 315 350 400 500 630 700 800 1000 1250
A 1 6-135 20-180 20-200 35-260 50-350 110-350 150-450 250-600 320-600
A 2 6-135 20-180 20-200 35-260 50-350 280-672 325-853 425-1070 490-1150
A 3 96-225 110-270 110-300 140-360 190-490 356-748 400 -928 500-1150 564-1224
A 4 186-315 200-350 200-400 280-500 330-630 -- -- -- --
Máximo diámetro perimetral 395 440 480 600 730 1000 1170 1390 1476
Carrera garra 64 80 100 110 150 120 150 175 140
Tamaño 74 80 85 100 110 125 140 160 200 250
J 1 23-46 25-53 25-53 33-66 33-71 37-87 39-89 39-107 44-140 59-165
J 2 45-68 50-78 50-78 65-94 65-104 73-123 83-132 83-152 92-186 119-236
Tamaño 315 350 400 500 630 700 800 1000 1250
J 1 96-224 100-260 100-300 135-355 150-450 212-648 251-855 356-1080 426-1162
J 2 186-305 190-350 190-390 275-460 290-590 290-758 326-930 430-1150 500-1236
J 3 -- -- -- -- -- 526-922 566-1094 660-1314 740-1400
Los márgenes de dimensionesde sujeción de los platos detorno con garras de regulación individualcoinciden aproximadamente con
los valores arriba señalados. Son válidos para platos de tres y cuatro garras y platos de torno con garras reversibles.
Los márgenes de dimensiones máximas de sujeción no pueden rebasarse.
Sujeción exterior
Sujeción interior
W 74-630 W 700-1250
W 74-630 W 700-1250
Plato de torno ZG-ZS, ZGU-ZSU, ZGF y ZGD
con sujeción autocentrante cilíndrica
Plato de torno ZG-ZS, ZGU-ZSU, ZGF y ZGD
de cono corto
Plato de torno de fundición ZG Hi-Tru Plato de torno EG-ES
1 Cuerpo 5 Espárrago
2 Tapa 6 Garra para taladrado
3 Corona espiral 7 Garra para torneado
4 Piñón de accinonamiento 8 Tornillo fijación
9 Tornillo unión tapa 13 Garra base
10 Brida 14 Garras reversible
11 Tornillo fijación brida 15 Garras reversible postiza
Plato de cuatro garras independientes
12 Husillo regulación 16 Husillo
UGE-UGU, USE-USU con fijación auto-
Márgenes de dimensiones de sujeción de las garras escalonadas (valores aproximados) -- válidos para platos de cuatro garras
Tamaño mm 150 200 260 310 350 400 450 500 560 600 630 710 800 900 1000 1100 1200
A1 mín. 16 16 20 20 20 35 40 40 45 50 60 130 190 190 200 210 220
A2 máx. 130 190 260 295 350 400 450 500 550 570 585 690 800 900 1000 1100 1200
Máximo diámetro perimetral 170 235 305 355 410 465 510 570 640 660 675 785 870
Instrucciones de empleo
E
centrante
29
Page 30

Velocidad máxima de giro admisibleparaplatosdetornode
ZG-ZS, ZGU-ZSU y ZG Hi-Tru
según DIN 6350
Las revoluciones máximas admisibles se han fijado de forma tal
que, para una fuerza de sujeción
máxima y utilizando las garras
estándar correspondientes más
pesadas, quede una fuerzade sujeción residual que sea
1
/3de la
original.
Para ello, las garras no deben sobresalir del diámetro exterior del
plato. Los platos tienen que estar
en perfectas condiciones.
Para platos de fundición, la limitación de velocidadestáadaptada a
la velocidad periférica autorizada
para cuerpos de este material.
Por lo demás rigen las condiciones según DIN 6386 parte 1.
2. Montaje del plato de torno en el cabezal del husillo de la
máquina
(válido para todos
los tipos de platos de torno y platos de cuatro garras)
Tamaño 3 y 4 garras
Cuerpo Cuerpo
fundición acero
74 5000 --
80 5000 7000
100 4500 6300
125 4000 5500
140 3700 5000
160 3600 4600
200 3000 4000
250 2500 3000
315 2000 2300
350 1700 1900
400 1600 1800
500 1000 1300
630 800 850
700 650 800
800 600 700
1000 480 560
1250 380 450
Fuerza de sujeciónenplatos de
torno de 3 mordazas de ZG-ZS,
ZGU-ZSU y ZG Hi-Tru según
DIN 6350 así como EG/ES
según DIN 6351
La fuerza de sujeción es la suma
de las fuerzas que producen todas las garras actuando radialmente sobrelapieza en estado de
reposo.
Las fuerzas de sujeción mencionadas son valores orientativos.
Estos son válidos para platos en
perfecto estado yengrasadoscon
grasa F 80 de Röhm.
Tamaño Par en Fuerza
llave en total
Nm sujeción
en KN
Husillo de la máquina DIN 800 DIN 55026, DIN 55027 DIN 55029 ASA B 5.9
ASA B 5.9 DIN 55022 e ASA B 5.9 Cono largo
A1/A2 métrica ISO 702/III D 1 e
e ISO 702/I ISO 702/II
Sujeción con perno de Perno de bloqueo Sujeción
por delante anclaje y tuerca excéntrico mediante tuerca
con collar (camlock) de rácor
Fijación auto- (DIN 55021 con
centrante cilíndrica espárrago y
forma A tuerca)
Fijación
Sujeción con brida Fijación directa Fijación directa Fijación directa Fijación directa
con cono corto con cono corto con cono corto con cono largo
Máxima velocidad de giro admisible para platos
de torno EG-ES
según DIN 6351
Los valores indicados sólo están permitidos para piezas que no rebasan un desequilibrado de 25 gmm/
kg.
2.1 Colocación de los elementos de sujeción del plato (válido para todos los tipos de platos de torno y platos de cuatro garras)
Fijación por cono corto con perno de anclaje y tuerca con collar
según DIN 55027/22
Fijación por cono corto con bloqueo excéntrico (camlock)
ASAB5.9D1yDIN55029
Nota: El pernode bloqueo excéntrico (camlock) seha de atornillar hasta quela superficie plana del cono corto quede dentro de la ranura identificativa del perno de
bloqueo excéntrico y laposición de la ranura de sujeción coincida respectoal agujero roscado. Atornillar el tornillo cilíndrico hasta el fondo.
Tamaño C. fundición Cuerpo acero
3 y 4 garras
Máxima velocidad de giro admisible para los platos de cuatrogarras
de los tipos UGE-UGU-USE-USU
Los valores indicados sólo son admisibles para piezas que no rebasan un
desequilibrado específico de25 gmm/
kg.
C. fundición C. de acero
Tamaño UGE-UGU USE-USU
74 30 11
80 30 13
100 60 27
125 80 31
140 90 40
160 110 47
200 140 55
250 150 63
315 180 69
350 210 74
400 240 92
500 260 100
630 280 105
700 280 105
800 300 110
1000 450 115
1250 450 115
150 1910 --
200 1430 3000
260 1150 2350
310 960 1970
350 820 1750
400 720 1530
450 640 1360
500 570 1220
560 520 1090
600 470 1020
630 430 970
710 400 860
800 350 765
900 310 680
1000 280 610
1100 260 555
1200 230 510
1300 220 470
1400 200 440
1500 190 410
Ranura identificativa
Superficie plana
Tornillo cilindrico
100 2700 --
125 2400 --
160 2000 3000
200 1600 2450
250 1300 2000
315 900 1350
400 800 1250
500 630 800
630 510 700
30
Page 31

Tolerancia deconcentricidad TR1/TP1referida a las superficies de referenciapara la fijación del plato de torno (válido para todos lostipos de plato de torno, pero no para ZGF y EG/ES)
d
1
d
2
d
3
d
4
e
1
Verificación
1234
Categoría I Categoría II
** Fino Medio Grueso T
R1
T
P1
T
R1
T
P1
(74) 10 14 0,05 0,04
80 (85) 10 -- 14
100 (110) 10 14 18
125 (140) 18 25 30 0,075 0,04
160 18 30 40
200 (230) 30 40 53
250 (270) 30 53 75
315 53 75 100 0,10 0,07
400 (350) 53 100 125
500 75 100 125
630 75 125 160
800* -- -- 160 200 400 160 0,12 0,06 0,16 0,12
1000* -- -- 400 350 500 160 0,12 0,06 0,16 0,12
1250* -- -- 400 500 700 160 0,16 0,08 0,20 0,16
A determinar por mutuo acuerdo
50 80 40 0,04 0,02
80 100 60 0,04 0,03
100 160 80 0,06 0,03
160 250 120 0,08 0,04
200 400 160 0,10 0,05 0,12 0,10
Los platos Röhm cumplen (mientras no se especifique lo contrario) la categoría de precisión I
* Platos de 800, 1000, 1250 de diámetro en base a ISO 3089. ** Las dimensiones entre paréntesis son valores intermedios.
Posible posición de los tornillos de sujeción de los platos y de los tornillos de sujeción de las tapas (válidos para todos los tipos de platos de torno)
1. Plato con fijación autocentrante cilíndrica según DIN 6350/
DIN 6351 o similar a DIN para brida roscada según DIN 800
2. Plato con cono corto, tipo de sujeción según DIN 55027/22
(perno de anclaje y tuerca con collar) o DIN 55029 y ASA B 5.9
D1 (Camlock)
Desmontar los elementos de fijación en el dorso del plato.
Aten-
ción: No soltar los tornillos de unión dela tapa
identificados
que están situados en la parte frontal del plato.
3. Plato con cono corto, tipo de sujeción según DIN 55026, 55021
y ASA B 5.9 A1/A2/B1 por delante.
4. Plato con cono largo, tipo de sujeción según ASA B 5.9, tipo L
Aflojar la tuerca de rácor en el lado posterior del plato.
Atención:
No soltar los tornillos de unión de la tapa identificados
que
están situados en la parte frontal del plato.
Aflojar los tornillos de fijación en la parte anterior del plato.
Tornillos de unión de la tapa
Tornillos de unión de la tapa
Tornillos de unión de la tapa
Tornillos de unión de la tapa
Tornillos de fijación
Tuerca con collar
Arandela de bayoneta
Perno de aclaje
Perno Camlock
Tornillos de fijación
Tuerca de rácor
31
Page 32

3.1 Colocación del plato de torno sobre el husillo giratorio con
cono corto (Tabla 1)
3.1.1 Limpiar con sumo cuidado la fijación por cono y el apoyo
plano del platoasí como el cabezal de lamáquina. Verificar la concentricidad y desviación axial del talón del husillo (máximo admisible 0,005 según DIN 6386 e ISO
3089)
3.1.2 Colocar el plato sobre elcabezalde la máquina y apretar
ligeramente los elementos de fijación
3.1.3 Verificar el espacio de apriete con una galga de espesores.
Dimensiones de
apriete
a) En la sujeción con En la fijación por la En fijación por delante
bulón de anclaje DIN parte frontal en el cír- en el círculo de agujeros
55027 y 55022 o culo de agujeros ext. interior, según
bulón Camlock DIN según DIN 55026, DIN 55026,
DIN 55029 y ASA B5.9 55021, ASA B 5.9 ASA B 5.9 A1/B1
D1 (no representado) A1/A2
3.1.4 Apretar firmemente los elementos desujeciónuniformemente en cruz
¡(El cono corto y el apoyo plano del plato deben so-
portar el peso uniformemente después de su montaje en el talón del husillo!
3.1.5 En el montaje del plato en husillos de torno con fijación
Camlock según DIN 55029 y ASA B 5.9 D1, el bloqueo
se ha de realizar girando hacia la derecha el perno
excéntrico.
3.2 Colocacióndelplato sobre el husillo deltorno con cono
largo
(veáse Tabla
1)
Antes de la colocación, limpiar la fijación por cono y la
zona roscada y también el cabezal del husillo. El cono
debe quedar apoyado sin juego de balanceo. Tener en
cuenta la cuña. Apretar la tuerca de rácor.
3. Montaje del plato en el cabezal del husillo de la máquina
(válido para todos
los tipos de platos)
Los valores indicados requieren un husillo de máquina en perfecto estado y un plato encajado de forma adecuada. Emplear
calibres templados y perfectamente rectificados de forma
cilíndrica para la medición y anillos micrométricos de pared
gruesa. (Deformación)
Si el plato no cumpliera los errores máximos admisibles decon-
centricidad indicados, deben verificarse las dimensiones del
cono en el cabezal de la máquina. Para ello deben verificarse
el diámetro y la pendiente del cono corto o largo y, al mismo
tiempo, debe comprobarse el error de concentricidad de los conos y de la superficie de aplicación del plato en marcha.
En la verificación, el plato solo se ha de apretar en el piñón de
accionamiento con flecha.
4. Verificación de la concentricidad y el error de excentricidad axial según DIN 6386 parte 1 (véase Tabla 3)
(válido sólo para platos ZG-ZS, ZGU-ZSU y ZGD)
Ajuste del plato EG-ES a la sujeción concéntrica
Los anillos concéntricos incorporados a la cara frontal
del cuerpo del plato sirven para un centraje previo delas
garras de forma visual.
Sujetar con una ligera presión una pieza redonda o calibre de verificación y colocar el reloj indicador para
constatar el movimiento de concentricidad. Con la llave
de ajuste pequeña girar hacia adelante o hacia atrás las
mordazas de sujeción mediante los husillos de regulación alojados en las mordazas base hasta que el reloj
comparador no presente ninguna desviación Al hacerlo,
asegurarse de que el avance hacia la pieza empleando
el husillo de regulación no puede producirse hasta que
las mordazas de sujeción opuestas permitan la necesa-
ria posibilidad de movimiento.
Mientras que en el plato de tres garras, la pieza queda
ya apoyada con un ajuste concéntrico, en el plato de
cuatro garras primerose han de apoyar lascuatrogarras
de sujeción. En el centraje interior se han de desplazar
las dos garras de sujeción opuestas hasta que se alcance la precisión de concentricidad deseada.
Después de este ajuste, la sujeción del desmontaje
del plato EG -ES sólo puede realizarse con la llave
grande de sujeción sobre los piñones de accionamiento encajados en el perímetro del cuerpo del
plato. El husillo de regulaciónnopuede emplearse para
sujeción y desmontaje del plato.
(Para ajuste del centro de giro no es preciso soltar ningún tornillo de fijación)
1. Sujetar la pieza o el calibre de medición y determinar la
máxima desviación del reloj comparador.
2. Según laposicióndelerror de concentricidad deben soltarse uno o dos husillos reguladores de los más próximos a la máxima desviación de los relojes comparadores.
3. Apretar los demás husillos de regulación hasta que se
haya corregido el centro de sujeción con un valor igual
a la mitad de la desviación del reloj comparador.
4. Verificar de nuevola concentricidad y, ensu caso, repetir
la operación de alineación.
5. Apretar ligeramente los husillos reguladores previamente aflojados y verificar de nuevo la concentricidad
Ajuste del centro de giro
(válido sólo para platos ZG Hi-Tru)
Ajuste del plato EG-ES para sujeción de piezas no redondas o de formas
irregulares
Con la llave de sujeción grande separar o unir de forma
concéntrica todas las garras de sujeción hasta donde
parezca conveniente según la forma de la pieza. Con la
llave de ajuste pequeña adaptar las garras de sujeción
reversibles a la posición necesaria de la pieza girando
el husillo de regulación. Después de este ajuste, la su-
jeción y desmontaje del plato EG-ES sólo puede realizarse con la llave grande de sujeción a través de
los piñones de accionamiento encajados en el
perímetro del cuerpo del plato.
Inversión de las garras de
sujeción
Atención: Por razones técnicas,lasguías de las garras tienen que presentar siempre cantos vivos.
A fin de evitar lesiones causadas por corte, cuando
se lleven a cabo trabajos en los cantos de
las guías de las garras abiertas (por ej. en caso de
cambiar las garras) se deberán usar guantes de protección.
Girar las garras de sujeción de forma concéntrica hacia
afuera con lallave de sujeción grande detal manera que
las garras base cierren de forma aproximada con el
cuerpo del plato. Con la llave de ajuste pequeña girar
las garras hacia afuera, luego invertir e introducir de
nuevo. Se requiere respetar el orden de las garras 1
hasta 4. Por último, con la llave de sujeción grande girar
de nuevo de forma concéntricalas garras de sujeción invertidas a la posición deseada.
Plato
Talonhus illo
Talonhus illo
Plato
Plato
Talonhus illo
32
Page 33

5.1 Lubricación: aprox. cada 8 (ZG Hi-Tru) o cada 40 (restan-
tes tipos de plato) horas defuncionamiento en las boquillas
de engrase para ello previstas en la cara frontal del plato.
5.2 Limpieza parcial: aprox. cada 100 horas de funciona-
miento realizar una limpieza de las guías de las garras. En
esta operación, el plato de torno se mantiene colocado en
la máquina. Limpiar las garras ( ¡ no utilizar aire comprimido!), a continuación desatornillar y limpiar a fondo en
petróleo o disolvente apropiado. A continuación, reengrasar (F80). ¡ Asegurarse de que el orden es el correcto al insertar las garras!
5.3 Limpieza completa
5.3.1 Según las condiciones de empleo desmontar el plato de la
máquina cada aprox. 500 horas de funcionamiento y separar las distintaspiezas del mismo. Para ellodesatornillar las
garras y desmontar las piezas del plato.
5.3.2 Para el desmontaje del plato véase el Apdo. 8.
5.3.3 Limpiar a fondo todas las piezas en petróleo o disolvente
apropiado. Inspeccionar visualmentelas distintas piezas. A
continuación, volver a engrasar todas las piezas. Para ello
recomendamos nuestra grasa especial ”F80”, que se
suministra en latas. Esta grasa especial no es despedida
por la fuerza centrífuga incluso a elevadas velocidades de
giro del plato.La grasa ”F 80” tampoco sedesprende a elevadas presiones superficiales y conserva la fuerzadesujeción.
5. Mantenimiento (válido para todos los tipos de platos de torno)
Platos de cuatro (garras independientes)
UGE/USE con garras reversibles en una sola pieza -- UGU/USU con garras reversibles
postizas
Para elcentrajebasto se empleanlosaros concentricos torneados, debiendo realizarse el centraje de precisión con el
reloj comparador. Para ello se ha de tener en cuenta que el
avance con el husillo de ajuste no puede producirse hasta
que la garra opuesta dé la necesaria opción demovimiento
girando hacia atrás el husillo de ajuste. En piezas de difícil
sujeción pueden extraerse las cuatro garras del plato inde-
pendiente ypuederealizarse la sujeción conbridas de sujeción ytornillos directamente enel plato de 4mordazas. Para
ello se emplean también las acanaladuras adicionales mecanizadas y las ranuras de sujeción. Todos los platos de
cuatro garras, en caso necesario, pueden retornearse ligeramente en la parte frontal paramejora de la precisión axial
en la máquina.
6. Sujeción de la pieza (válida para todos los tipos de plato)
En la sujeción de la pieza deben tenerse en cuenta determinados criterios.
¡¡ En caso de sujeción indebida
existe peligro de sufrir lesiones si sale despedida la
pieza o si se rompen las garras!!
¡ Para ello se ha de tener en cuenta también la tabla
”Ejemplos de situaciones de sujeción de peligro y su eliminación!”
Atención: Por razones técnicas, las guías de lasgarrastienen
que presentar siempre cantos vivos. A fin de evitar lesiones
causadas por corte, cuando se lleven a cabo trabajos en los
cantos de las guías de las garras abiertas (por ej. en caso de
cambiar las garras) se deberán usar guantes de protección.
Al cambiar las garras de sujeción se ha de respetar el orden
1-2-3,es decir, deben introducirse consecutivamente girando
la corona espiral plana en la guía de cada garra de tal manera
que los números 1-2-3 estampados en las garras de sujeción
queden afuera (véase figura). El escalonado de las garras hacia afuera (Fig. 1) o hacia adentro (Fig. 2) se ha de tener en
cuenta en la colocación de las mismas.
7. Desmontaje del plato del cabezal del husillo de la máquina
(válido para todos los tipos de plato)
7.1 Desmontaje del cabezal del husillo con cono
corto
7.1.1 Tipo de fijación según DIN 55021 con espárragos, DIN
55022 y 55027 ó DIN 55029 y ASA B 5.9 D1 (Camlock):
Soltar los elementos de fijación al cabezal del husillo situados en la parte posterior del plato.
¡ No soltar los tornillos de la cara frontal del plato!
7.1.2 Tipo de fijación según DIN 55021 y 55026 ó ASA B 5.9
A1/A2/B1 -- fijación por delante
Soltar los tornillos de fijación del plato de la cara anterior
de éste.
¡ Si en la cara anterior del plato están colocados tor-
nillos diferentes, los más grandes son los tornillos
de fijación del plato!
7.2 Tipo de fijación según ASA B 5.9 Tipo L (con
alargo)
Soltar las tuercas de rácor de la cara posterior del plato.
¡ No soltar los tornillos de unión de la tapa situados
en la cara anterior del plato!
8.1 Desatornillar por completo las garras de sujeción
Es imprescindible hacerlo por el siguiente orden:
8.2 Extraer los tornillos de sujeción de los piñones de accionamiento.
8.3 Extraer los tornillos de accionamiento.
8.4 Desatornillar los tornillos de unión de la tapa de acuerdo
con la tabla ”Posición permitida de los tornillos de fijación del plato y de los tornillos de unión de la tapa”.
8.5 Extraer la tapa y la corona-espiral.
Si están asentadas demasiado unidas colocar madera
dura o metal blando como pieza intermedia en la abertura de las garras del cuerpo y golpeando alternativamente contra lacorona-espiral aflojarla junto con latapa.
En platos de mayores dimensiones se han previsto para
desmontaje de la tapa o de la corona-espiral agujeros
roscados de extracción o expulsión.
En ensamblaje se realiza de forma análoga por el orden
inverso.
8. Desmontaje del plato
(válido para todos los tipos de plato)
Observación sobre los tornillosdefijación del contraplato
(válidos solo para ZG Hi-Tru)
En el montaje se ha de tener en cuenta que los tornillos de fijación del contraplato(véasePágina 29, Pos. 11) sehande apretar con el par correcto, ya que, de lo contrario, no queda garantizado un ajuste de precisión mediante los husillos de ajuste.
(Véase al respecto también la figura inferior).
Representación esquemática del ajuste de precisión
Observación sobre los platos con garras de sujeción
reversibles
Colocación en la posición de garras para Colocación en la posición de garras para
taladrado (escalonadas hacia fuera) -- F i g. 1 torneado (escalonadas hacia dentro) -- Fi g .1
Diámetro Par apriete
plato en Nm
80 4
100 4
125 7
160 7
200 11
250 16
315 16
Posibles averías y su eliminación de la página 42
Centro de husillo
Centro de sujecion
Decalaje
de torno
Posibles averías y su eliminación de la página 42
33
Page 34

I. Qualifica dell’operatore
Le persone che non dispongono di esperienza nell’impiego delle
attrezzature di serraggio sono esposte, in seguito a comportamenti
inadeguati, a particolari pericoli di lesioni, soprattutto durante i lavori
di messa a punto, a causa dei movimenti e delle forze di serraggio
che si presentano.
Per questo motivo le attrezzature di serraggio possono essere utilizzate, messe a punto e riparate solo da persone qualificate o che
dispongano di una pluriennale esperienza.
II. Pericoli di lesioni
Per motivi tecnici, questa attrezzatura può presentare alcuni
componenti a spigolo vivo. Per evitare pericoli di lesioni, usate
particolare cautela nelle attività che eseguite!
1. Energia accumulata da componenti mobili
Gli elementi mobili, che sono caricati in pressione, trazione, con
particolari molle o con elementi elastici, rappresentano un potenziale pericolo a causa dell’energia che hanno accumulato. La
mancata valutazione di questo pericolo può condurre a gravi
lesioni, dovute all’incontrollabile espulsione dei singoli elementi.
L’energia accumulata deve venire scaricata prima di poter eseguire altri lavori. Per questo motivo le attrezzature di serraggio
che devono essere smontate nei loro singoli componenti, devono prima essere esaminate con l’aiuto dei relativi schemi di
montaggio per quanto riguarda la presenza di questi tipi di pericoli.
Se il ”disinnesco” di questa energia immagazzinata non dovesse
essere possibile senza pericoli, lo smontaggio deve essere eseguito da parte di collaboratori autorizzati della ditta RÖHM.
2. Il regime di rotazione massimo consentito
Il regime di rotazione massimo consentito deve essere applicato
solo con l’introduzione della forza di azionamento massima
consentita e con autocentranti perfettamente funzionanti.
Il mancato rispetto di questo presupposto fondamentale può
condurre alla perdita della forza residua di serraggio e di conseguenza all’espulsione dei pezzi con il relativo rischio di lesioni.
Ad elevati regimi di rotazione, l’ attrezzatura di serraggio deve
essere utilizzato solo in presenza di una cupola di protezione
sufficientemente dimensionata.
3. Superamento del regime di rotazione consentito
Questo è un dispositivo rotante. Le forze centrifughe -- prodotte
dagli eccessivi regimi di rotazione ovvero dalle velocità periferiche -- possono far sì che singoli elementi si possano staccare e
diventino potenziali fonti di pericolo per le persone o gli oggetti
che si trovano nelle vicinanze. Si possono presentare inoltre
degli squilibri per quelle attrezzature di serraggio che sono omologate solo per bassi regimi di rotazione, ma che sono movimentate a regimi più elevati, cosa che agisce negativamente sulla
sicurezza ed eventualmente sul risultato della lavorazione.
Per i motivi sopra citati non è permesso l’esercizio a regimi di
rotazione maggiori di quelli previsti per questa attrezzatura.
Il regime di rotazione e la forza/pressione di azionamento massimi sono indicati sul corpo dell’attrezzatura, e non devono essere superati. Questo significa che anche il regime di rotazione
massimo della macchina non deve essere maggiore di quello
della attrezzatura di serraggio.
Anche un momentaneo superamento dei valori consentiti può
condurre a dei danneggiamenti e può rappresentare una fonte
occulta di pericolo, anche se non immediatamente riconoscibile.
In questo caso deve essere immediatamente informato il costruttore, che può eseguire così un collaudo della sicurezza funzionale e delle sicurezza di lavoro. Solo in questo modo può essere
assicurato un funzionamento sicuro della attrezzatura di serraggio.
4. Squilibratura
Rischi residui si possono present. a causa di una insufficiente
1. Avvertenze riguardanti la sicurezza operativa
di attrezzature di serraggio ad azionamento manuale
compensazione della rotazione, vedere § 6.2 Noe) della norma
EN 1550. Questo vale in particolar modo per gli elevati regimi di
rotazione, per la lavorazione di pezzi asimmetrici o per l’impiego di
ganasce riportate diverse.
Per impedirne i conseguenti danneggiamenti, l’autocentrante deve
essere equilibrato insieme al pezzo in conformità alle norme DIN
ISO 1940.
In caso di serraggio eccentrico e di funzionamento al regime di
rotazione massimo consentito, il valore di squilibrio non deve superare i 25 gmm/kg.
5. Calcolo delle necessarie forze di serraggio
Le forze di serraggio oppure il regime di rotazione massimo consentito per il mandrino, necessari per un particolare utilizzo, devono
essere calcolati in base alla direttiva VDI 3106 -- Calcolo del regime
di rotazione ammesso per mandrini rotanti (autocentranti) -- .
6. Impiego di diversi/ulteriori elementi di serraggio/pezzi
Per l’impiego di diversi/ulteriori elementi di serraggio oppure di pezzi,
deve essere tenuta in considerazione la direttiva VDI 3106 -- Calcolo
del regime di rotazione consentito per mandrini rotanti (autocentranti).
1. Impiego di diversi/ulteriori elementi di serraggio
Se dovessero venire impiegati ulteriori elementi di serraggio, oltre
a quelli previsti per questa attrezzatura di serraggio, deve poter
essere escluso che l’autocentrante venga messo in funzione con
un regime di rotazione troppo elevato e quindi con forze centrifughe troppo elevate. In caso contrario sussiste il pericolo, che il
pezzo venga serrato con una forza insufficiente.
Per questo motivo è necessario prendere sempre contatto con il
produttore del mandrino.
2. In caso di utilizzo di griffe di serraggio speciali, è necessario osservare le seguenti regole:
le griffe di serraggio devono essere le più leggere e basse possibili. Il punto di serraggio dovrebbe essere il più vicino possibile
alla parte anteriore dell’attrezzatura di serraggio. (Punti di serraggio con distanza maggiore causerebbero una maggiore pressione
superficiale nella guida delle griffe, riducendo sensibilmente la
forza di serraggio).
Per determinare il massimo regime di rotazione consentito per
una determinata lavorazione si applica la seguente formula:
F
spo
= forza di serraggio totale ad autocentrante fermo (N)
F
spz
= forza di serraggio totale necessaria per una determinata
lavorazione (N)
n
max
= massimo regime di rotazione (min
-- 1
)
m = massa della griffa di serraggio completa: griffa base
e griffa riportata (kg)
rc= raggio del centro di gravità della griffa di serraggio completa (m). (In caso di serraggio eccentrico utilizzare il valore medio dei raggi del centro di gravità delle singole griffe complete)
a = numero di griffe
Evitare, per quanto possibile, versioni saldate. Eventualmente
verificare se le saldature resistono alla risultante della forza centrifuga e della forza di serraggio.
Le viti di fissaggio si devono disporre in modo tale da ottenere la
massima forza effettiva.
¯
3
F
spo
--
F
spz
30
n
max
=
m · rc· a
·
I
34
Page 35

3. Pericolo dovuto ad eventuali espulsioni
Per proteggere l’operatore dai pezzi espulsi, deve essere presente sulla macchina utensile una barriera di protezione conforme alle norme DIN EN 12415, la cui capacità di resistenza
viene indicata in classi di resistenza.
Se sulla macchina dovessero venire applicati nuovi elementi di
serraggio, deve essere controllata in primo luogo la loro compatibilità. Questo riguarda anche gli elementi di serraggio o le parti di
elemento di serraggio costruiti dall’utente medesimo. La classe
di resistenza del dispositivo di protezione, le masse dei pezzi a
rischio di espulsione (rilevate tramite calcolo o pesatura), il diametro di mandrino massimo possibile (misurare), come anche il
regime di rotazione massimo raggiungibile da parte della macchina, influiscono sulla compatibilità degli elementi di serraggio.
Per ridurre ad un valore ammesso la possibile energia di collisione, è necessario rilevare le masse ed i regimi di rotazione
permessi (p.e. chiedendo al costruttore della macchina) ed eventualmente deve essere ridotto il regime di rotazione massimo
della macchina. Fondamentalmente però, le parti degli elementi
di serraggio (p.e. ganasce riportate, appoggi del pezzo, staffe di
serraggio ecc.) devono essere costruite con le masse più leggere possibili.
4. Serraggio di diversi/ulteriori pezzi
Se per questa attrezzatura di serraggio sono previsti speciali
elementi di serraggio (ganasce, elementi di serraggio, impianti,
elementi di allineamento, fissatori di posizione, punte ecc.), con
questi elementi di serraggio devono venire serrati esclusivamente e nel modo previsto, quei pezzi, per i quali sono stati
costruiti gli elementi di serraggio. Se questo presupposto non
viene rispettato, le insufficienti forze di serraggio oppure i posizionamenti poco favorevoli dei punti di serraggio possono causare danni alle cose ed alle persone.
Per questo motivo, se con il medesimo elemento di serraggio
dovessero venire serrati ulteriori pezzi o pezzi simili, è necessario il permesso scritto del costruttore.
7. Campi di presa
Il campo di presa massimo, ovvero lo spostamento massimo delle
griffe di serraggio o delle griffe riportate, mobili, non deve essere
superato; altrimenti non può essere garantita una sufficiente sezione di contatto tra la griffa di serraggio ed il componente che trasmettelaforza.
8. Controllo della forza di serraggio
1. Controllo della forza di serraggio (in generale)
Lo stato di manutenzione va controllato ad intervalli di tempo
regolari, in conformità alle istruzioni per la manutenzione, utilizzando dispositivi statici di misurazione della forza di serraggio,
come previsto dal § 6.2 Nod) norma EN 1550. Inoltre, dopo ca.
40 ore di lavoro -- indipendentemente dalla frequenza di serraggio -- deve essere effettuato un controllo della forza di serraggio.
Se necessario, devono essere utilizzate al riguardo delle speciali
ganasce o dispositivi ** (capsula dinamometrica).
9. Resistenza del pezzo da serrare
Per garantire un sicuro serraggio del pezzo con le forze di lavorazione che si presentano, il materiale serrato deve disporre di una
resistenza adeguata alla forza di serraggio e deve essere comprimibile solo in minima entità.
Il serraggio e la lavorazione di materiali non metallici, come p.e.
plastiche, gomme ecc. devono essere autorizzati per iscritto dal
costruttore!
Avvertenze riguardanti la sicurezza operativa di attrezzature di serraggio ad azionamento manuale
10. Montaggio e messa a punto
I movimenti di serraggio, eventuali movimenti di messa a punto ecc.,
rappresentano brevi corse eseguite in tempi brevi sotto l’azione di
forze che sono in parte di notevole entità.
Per questo motivo, durante i lavori di montaggio e di messa a punto,
i dispositivi di trazione previsti per l’azionamento dell’autocentrante
devono tassativamente essere disinseriti. Se durante la messa a
punto non si dovesse poter rinunciare al movimento di serraggio, per
corse di serraggio maggiori di 4 mm bisogna prevedere quanto
segue:
-- sull’attrezzatura deve essere installato un dispositivo di
fissaggio pezzo montato in modo definitivo o provvisorio,
oppure
-- deve essere a disposizione un dispositivo di fissaggio azionato in
modo indipendente (p.e. ganasce di centratura per quanto riguarda mandrini di bloccaggio di centratura e
mandrini di bloccaggio planare),
oppure
-- deve venire previsto un dispositivo ausiliare di caricamento pezzo
(p.e. una barra per il caricamento),
oppure
-- i lavori di messa a punto devono essere eseguiti nel modo operativo a pulsante, idraulico, pneumatico od elettrico
(il relativo comando deve essere possibile!).
. Il tipo di dispositivo ausiliario per la messa a punto dipende fonda-
mentalmente dalla macchina di lavoro utilizzata e deve eventualmente essere acquistato a parte!
L’utente della macchina deve fare in modo che durante l’intera procedura di serraggio siano esclusi pericoli alle persone dovuti ai movimenti delle attrezzature di serraggio. A questo scopo sono da prevedere azionamenti a 2 mani per l’avvio del serraggio o -- ancora meglio -- degli adeguati dispositivi di protezione.
11. Caricamento e scaricamento manuale
Per quanto riguarda le procedure manuali di caricamento e scaricamento, deve essere tenuto in considerazione il possibile pericolo
meccanico per le dita, dovuto a corse di bloccaggio maggiori di 4
mm. Contro questo pericolo si può agire
-- con la dovuta presenza di un dispositivo di bloccaggio installato
ed azionato indipendentemente (p.e. ganasce di centratura per
quanto riguarda mandrini di bloccaggio di centratura e mandrini di
bloccaggio planare)
oppure
-- con l’impiego di un dispositivo ausiliare di caricamento pezzo
(p.e. una barra per il caricamento)
-- rallentando la velocità del movimento di bloccaggio (p.e.
riducendo l’alimentazione idraulica) a non più di 4 mm s
-- 1
.
12. Fissaggio e sostituzione delle viti
Se vengono sostituite o sbloccate delle viti, la carente qualità delle
viti impiegate oppure un fissaggio insufficiente possono condurre a
pericoli per le persone e le cose. Per questo motivo, se non espressamente dichiarato in altro modo, devono essere utilizzate sempre
le viti di fissaggio consigliate dal costruttore ed il momento di coppia
di serraggio che corrisponde alla classe della vite.
Per le dimensioni di uso comune M5 -- M24 della classe 8.8, 10.9 e
12.9 vale la seguente tabella dei momenti di coppia di serraggio:
Tutti i dati in Nm
** EDS -- Sistema di misurazione della forza
di serraggio consigliato:
EDS 50 compl. codice 161425
EDS 100 compl. codice 161426
EDS 50/100 compl. codice 161427
Classe M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
35
Page 36

Sostituendo le viti originali, in caso di dubbio deve essere utilizzata la
classe di vite 12.9. Nel caso di viti di fissaggio per elementi di bloccaggio, ganasce di applicazione, impianti fissi, coperchio cilindrico ed elementi
simili, deve essere utilizzata sempre la classe 12.9.
Tutte le viti di fissaggio, che a causa del loro tipo di impiego devono
essere sbloccate e poi bloccate di nuovo molto frequentemente (p.e.
per lavori di allestimento), devono venire protette con un lubrificante
(pasta grassa) nella zona della testa e della filettatura, ad intervalli di
tempo di sei mesi.
A causa degli influssi esterni, come p.e. vibrazioni, si possono sbloccare, in situazioni poco favorevoli, anche delle viti bloccate molto
bene. Per impedire questo, tutte le viti che sono rilevanti per la sicurezza (viti di fissaggio dell’attrezzatura di serraggio, viti di fissaggio di
elementi di bloccaggio e simili) devono essere controllate ed eventualmente serrate ad intervali di tempo regolari.
13. Lavori di manutenzione
L’affidabilità dell’attrezzatura di serraggio può essere garantita solo se
vengono rispettate in modo esatto le norme di manutenzione. In particolare deve essere prestata attenzione ai seguenti punti:
-- per la lubrificazione dove essere utilizzato il lubrificante consigliato
nelle istruzioni per il funzionamento. (Un lubrificante non adeguato
può ridurre la forza di bloccaggio di oltre il 50%).
-- la lubrificazione manuale dovrebbe raggiungere tutte le superfici da
lubrificare. (Gli stretti accoppiamenti delle componenti installate richiedono una forte pressione. Per questo motivo deve essere eventualmente utilizzato un pressagrasso ad alta pressione).
-- per una buona distribuzione del grasso con la lubrificazione manuale:
muovere le componenti interne mobili fino alle loro posizioni finali,
lubrificare ancora, controllare poi la forza di bloccaggio.
-- per una buona distribuzione del grasso con la lubrificazione centrale
gli impulsi di lubrificazione dovrebbero pervenire nella fase di apertura
dell’attrezzatura di serraggio.
La forza di bloccaggio deve essere controllata con un dispositivo di
misurazione della forza di bloccaggio, prima di un nuovo inizio di un
lavoro in serie e tra gli intervalli di manutenzione. ”Solo un regolare e
periodico controllo garantisce una ottimale sicurezza ”. È consigliabile
muovere le componenti interne mobili più volte fino alla loro posizione
finale al massimo dopo 500 corse di bloccaggio (Il lubrificante espulso
viene in questo modo riportato sulle superfici di pressione. La forza di
pressione si conserva quindi per un periodo di tempo più lungo).
14. Collisione
Prima di un nuovo impiego, successivo ad una collisione, l’attrezzatura di
serraggio deve essere sottoposta ad un controllo da parte di un perito
qualificato, per escludere la presenza di eventuali incrinature.
15. Sostituzione del nottolino
Se le ganasce riportate sono collegate alla ganascia base tramite un
nottolino, questo può essere sostituito solo con un nottolino ORIGINALE RÖHM. Vedere anche il capitolo ”Parti di ricambio”.
III. Pericoli per l’ambiente
Per il funzionamento di un dispositivo di bloccaggio sono necessari a volte
diversi fluidi per la lu--brificazione, il raffreddamento ecc. Questi vengono
addotti nell’attrezzatura di serraggio attraverso l’alloggiamento del distributore. I fluidi che vengono utilizzati maggiormente sono l’olio idraulico, l’olio
lubrificante, il grasso lubrificante ed il refrigerante. Utilizzando l’attrezzatura di serraggio deve essere prestata particolare attenzione a questi
fluidi, per fare in modo che non possano essere dispersi nel terreno oppure nell’acqua. Attenzione pericolo di inquinamento dell’ambiente!
Questo vale in particolare
durante l’operazione di montaggio/smontaggio, poiché nelle
tubature, nei vani dei pistoni o viti di scarico dell’olio si
trovano ancora dei residui.
in caso di presenza di guarnizioni porose, difettose o
montate non correttamente,
per i lubrificanti, che per motivi costruttivi fuoriescono o
vengono espulsi dal mezzo di bloccaggio durante il funzionamento.
I prodotti che fuoriescono dovrebbero essere raccolti e riutilizzati oppure
essere smaltiti in conformità alle normative di legge!
IV. Norme di sicurezza per l’utilizzo di attrezzature di
serraggio azionate meccanicamente
1. La sicurezza tecnica dell’attrezzatura di serraggio prevista non può
essere controllata mediante un interruttore di fine corsa. Bisogna
quindi istruire l’operatore adeguatamente.
2. Il momento di serraggio indicato deve essere assolutamente mantenuto. In caso contrario si rischia di originare perdite di precisione,
squilibri o totale perdita della forza di serraggio.
Avvertenze riguardanti la sicurezza operativa di attrezzature di serraggio ad azionamento manuale
Errato Corretto
Serraggio troppo corto
sporgenza eccessiva
Supporto addizionale utilizzando una controp. o lunetta
di serraggio troppo
grande
Utilizzare un autocent. di
dimensione maggiore
Pezzo troppo pesante e gradino di serraggio troppo corto
Supporto utilizz.una contropunta -gradino di serraggio prolungato
di serraggio troppo piccolo
Pezzi fusi o fucinati con
angolo di sformo
Serraggio con inserti
flottanti
Serrare con il di serraggio
più grande possibile
In caso di taglio interrotto diminuire avanzam. e profondità di taglio.
Gli esempi riportati non rappresentano tutte le possibili situazioni di
pericolo. Spetta all’utilizzatore individuare i possibili pericoli ed adottare le misure necessarie per evitarli.
Nonostante tutte le contromisure non si può escludere un
rischio residuo.
Avvertenze di carattere generale
-- Il serraggio col mandrino per tornio può essere effettuato solo
se esso è avvitato su una flangia o sull’albero della macchina.
-- Misurazione della precisione di oscillazione radiale e assiale
solo dopo il montaggio del mandrino sull’albero della macchina.
-- Non forzare se eventualmente il mandrino chinde con difficoltà
(bloccaggio nell’attacco, sporco)
-- Non battere mai sulle griffe col mazzuolo.
-- Non utilizzare un tubo di prolunga per la chiave.
-- Non scegliere un diametro di serraggio maggiore del diam.
mandrino. Fare attenzione che l’anello a spirale sia sempre
ricoperto dalla griffa.
-- Le griffe non devono sporgere oltre la risp. marcatura di riferim.
-- Il personale incaricato di operare al mandrino prima dell’inizio
del lavoro deve aver letto accuratamente le istruzioni d’uso
soprattutto il capitolo ”Avvertenze inerenti la sicurezza”.
36
Page 37

Campi di serraggio delle griffe (valori orientativi) -- validi per tutti i tipi di mandrini per tornio
Grandezza 74 80 85 100 110 125 140 160 200 250
A 1 (BB) 2-24 2-30 2-3 0 3-38 3-42 3 -53 3-53 3-7 2 4-100 5-122
A 2 (DB) 2-24 2-30 2-30 3-3 8 3-42 3-53 3 -53 3-72 4-100 5-122
A 3 (DB) 23-46 27-55 27-55 38-71 39-77 39-89 47-97 47-116 56 -152 73-190
A 4 (DB) 45-68 52-80 52-80 70-100 70-110 75-125 91-140 91-160 104-200 131-250
max. W lavorabile 88 104 104 128 138 157 174 194 238 302
Corsa griffe 11 14 14 15 19 25 25 34 48 58
Grandezza 315 350 400 500 630 700 800 1000 1250
A 1 6-135 20-180 20-200 35-260 50-350 110-350 150-450 250-600 320-600
A 2 6-135 20-180 20-200 35-260 50-350 280-672 325-853 425-1070 490-1150
A 3 96-225 110-270 110-300 140-360 190-490 356-748 400 -928 500-1150 564-1224
A 4 186-315 200-350 200-400 280-500 330-630 -- -- -- --
max. W lavorabile 395 440 480 600 730 1000 1170 1390 1476
Corsa griffe 64 80 100 110 150 120 150 175 140
Grandezza 74 80 85 100 110 125 140 160 200 250
J 1 23-46 25-53 25-53 33-66 33-71 37-87 39-89 39-107 44-140 59-165
J 2 45-68 50-78 50-78 65-94 65-104 73-123 83-132 83-152 92-186 119-236
Grandezza 315 350 400 500 630 700 800 1000 1250
J 1 96-224 100-260 100-300 135-355 150-450 212-648 251-855 356-1080 426-1162
J 2 186-305 190-350 190-390 275-460 290-590 290-758 326-930 430-1150 500-1236
J 3 -- -- -- -- -- 526-922 566-1094 660-1314 740-1400
I campidi serraggio dei mandriniper tornio con griffea indipendenti concordanoapprossimativamente coi valori sopraindicati. Valgono
per mandrini a tre e quattro griffe e mandrini da tornio con griffe reversibili.
I max. campi di serraggio non devono essere superati.
Serraggio esterno
Serraggio interno
W 74-630 W 700-1250
W 74-630 W 700-1250
Mandrini per tornio ZG-ZS, ZGU-ZSU, ZGF e ZGD
con attacco di centraggio cilindrico
Mandrini per tornio ZG-ZS, ZGU-ZSU, ZGF e ZGD
con attacco a cono corto
Mandrini per tornio ZG Hi-Tru Mandrini per tornio EG-ES
1 corpo 5 vite prigioniera
2 coperchio 6 griffa per interni
3 anello a spirale 7 griffa per esterni
4 pignone 8 vite di fissaggio
9 vite di fissaggio del coperchio 13 griffa base
10 flangia 14 griffe reversibili
11 viti di fissaggio flangia 15 griffe riportate reversibili
Piattaforme UGE-UGU, USE-USU
12 vite di spostamento 16 vite di manovra
con attacco di centraggio cilindrico
Campi di serraggio delle griffe a gradini (valori orientativi) -- validi per piattaforme
Grandezza mm 150 200 260 310 350 400 450 500 560 600 630 710 800 900 1000 1100 1200
A1 min. 16 16 20 20 20 35 40 40 45 50 60 130 190 190 200 210 220
A2 max. 130 190 260 295 350 400 450 500 550 570 585 690 800 900 1000 1100 1200
max. W lavorabile 170 235 305 355 410 465 510 570 640 660 675 785 870
Istruzioni d’uso
I
37
Page 38

Max. numero di giri ammesso
per mandrini per tornio ZG-ZS,
ZGU-ZSU e ZG Hi-Tru a norme
DIN 6350
Il numero massimo dei giri ammesso è stabilito in modo che alla
massima forza di serraggio e impiegando le relative griffe più pesanti sia ancora disponibile come
forza di serraggio residua 1/3
della forza di serraggio. Le griffe
non devono sporgere dal diametro esterno del mandrino. I mandrini per tornio devono essere in
stato perfetto. Nei mandrini per
tornio con corpo in ghisa il max.
numero di giri ammesso è adattato alla velocità tangenziale ammessa per la ghisa.
Valgono inoltre le disposizioni a
norme DIN 6386 Parte 1.
2. Montaggio del mandrino per tornio sulla testa portamandrino della macchina
(valido per tutti i tipi di mandrino e per tutte le piattaforme)
Grandezza 3e4griffe
corpo corpo
ghisa d’acciaio
74 5000 --
80 5000 7000
100 4500 6300
125 4000 5500
140 3700 5000
160 3600 4600
200 3000 4000
250 2500 3000
315 2000 2300
350 1700 1900
400 1600 1800
500 1000 1300
630 800 850
700 650 800
800 600 700
1000 480 560
1250 380 450
Forza di serraggio permandrini
per tornio a tre griffe ZG-ZS,
ZGU-ZSU e ZG Hi-Tru a norme
DIN 6350 nonché EG-ES a
norme DIN 6351
La forza di serraggio è la somma
di tutte le forze delle griffecheagiscono radialmente sul pezzo a riposo.
Le forze di serraggio indicate
sono valori orientativi. Valgono
per mandrini in stato perfetto, lubrificati con grasso Röhm F 80.
Grandezza coppia forza di
sulla serraggio
chiave totale
Nm KN
Albero della macchina DIN 800 DIN 55026, DIN 55027 DIN 55029 ASA B 5.9
ASA B 5.9 DIN 55022 e ASA B 5.9 Cono lungo
A1/A2 metr. ISO 702/III D 1 e
e ISO 702/I ISO 702/II
Fissaggio con vite prigioniera Perno Camlock Fissaggio
dal davanti e dado con con dado
spallamento a risvolto
attacco di (DIN 55021 con
centraggio cilindrico vite prigioniera
forma A e dado)
Attacco
Fissaggio con flangia attacco diretto attacco diretto attacco diretto attacco diretto
a cono corto a cono corto a cono corto a cono lungo
Max. numero dei
giri ammesso per
mandrini per tornio EG-ES a
norme DIN 6351
I valori indicati
sono ammessi
solo per pezzi che
non superino lo
squilibrio specifico
di 25 gmm/kg.
2.1 Applicazione degli elementi di fissaggio dei mandrini (valido per tutti i tipi di mandrino e per tutte le piattaforme)
Attacco a cono corto con vite prigioniera e dado con spallamento
a norme DIN 55027/22
Attacco a cono corto Camlock ASA B 5.9 D1 e DIN 55029
Avvertenza: Il perno Camlock va avvitatofinché la superficie piana del cono corto
non vienea trovarsiin concordanza conla scanalatura diriferimento delperno Camlock efinché la posizionedella scanalatura di bloccaggionon concorda colforo filettato. Avvitare fino in fondo la vite a testa cilindrica.
grandezza Corpoghisa Cor. d’acciaio
3e4griffe
Max. numero dei giri ammesso per
piattaforme tipo UGE-UGU-USEUSU
I valori indicati sono ammessi solo per
pezzi che non superino lo squilibrio
specifico di 25 gmm/kg.
corpo ghisa corpo d’acciaio
Grandezza UGE-UGU USE-USU
74 30 11
80 30 13
100 60 27
125 80 31
140 90 40
160 110 47
200 140 55
250 150 63
315 180 69
350 210 74
400 240 92
500 260 100
630 280 105
700 280 105
800 300 110
1000 450 115
1250 450 115
150 1910 --
200 1430 3000
260 1150 2350
310 960 1970
350 820 1750
400 720 1530
450 640 1360
500 570 1220
560 520 1090
600 470 1020
630 430 970
710 400 860
800 350 765
900 310 680
1000 280 610
1100 260 555
1200 230 510
1300 220 470
1400 200 440
1500 190 410
scanalatura di riferimento
Superficie plana
Vite a testa cilindrica
100 2700 --
125 2400 --
160 2000 3000
200 1600 2450
250 1300 2000
315 900 1350
400 800 1250
500 630 800
630 510 700
38
Page 39

Tolleranza di oscillazione radiale TR1/TP1in rapporto alle superfici di riferimento per l’attaccodel mandrino (valido per tutti i tipi di mandrino, però non per ZGF e EG/ES)
d
1
d
2
d
3
d
4
e
1
Controllo
1234
Classe I Classe II
** sottile medio spesso T
R1
T
P1
T
R1
T
P1
(74) 10 14 0,05 0,04
80 (85) 10 -- 14
100 (110) 10 14 18
125 (140) 18 25 30 0,075 0,04
160 18 30 40
200 (230) 30 40 53
250 (270) 30 53 75
315 53 75 100 0,10 0,07
400 (350) 53 100 125
500 75 100 125
630 75 125 160
800* -- -- 160 200 400 160 0,12 0,06 0,16 0,12
1000* -- -- 400 350 500 160 0,12 0,06 0,16 0,12
1250* -- -- 400 500 700 160 0,16 0,08 0,20 0,16
secondo accordi
50 80 40 0,04 0,02
80 100 60 0,04 0,03
100 160 80 0,06 0,03
160 250 120 0,08 0,04
200 400 160 0,10 0,05 0,12 0,10
I mandrini Röhm (salvo diverso accordo) corrispondono alla classe di precisione I.
* Mandrini W 800, 1000, 1250 in conformità alla normativa ISO 3089. ** Le misure fra parentesi sono grandezze intermedie.
Possibile posizione dellevitidi fissaggio del mandrino e delle vitidi fissaggio del coperchio (valido per tutti itipidi mandrini
1. Mandrino con attacco di centraggio cilindrico a norme
DIN 6350/DIN 6351 o simile a DIN per flangia filettata DIN 800
2. Mandrino con cono corto, tipo di fissaggio a norme
DIN 55027/22 (vite prigioniera e dado con spallamento) o
DIN 55029 e ASA B 5.9 D1 (Camlock)
Distacco degli elementi di fissaggio sul retro del mandrino.
Attenzione: Non svitare sul lato anteriore del mandrino le
viti
di fissaggio del coperchio contrassegnate.
3. Mandrino con cono corto, tipo di fissaggio dal davanti a norme
DIN 55026, 55021 e ASA B 5.9 A1/A2/B1
4. Mandrino con cono lungo, tipo di fissaggio a norme ASA B 5.9,
tipo L
Allentamento del dado a risvolto dul retro del mandrino.
Attenzione: Non svitare sul lato anteriore del mandrino le
viti
di fissaggio del coperchio contrassegnate.
Allentamento delle viti di fissaggio sul lato anteriore del mandrino.
Viti di fissaggio del coperchio
Viti di fissaggio del doperchio
Viti di fissaggio del coperchio
Viti di fissaggio del coperchio
Viti di fissaggio
Dado con spallamento
Disco a baionetta
Vite prigioniera
Perno Camlock
Viti di fissaggio
Dado a risvolto
39
Page 40

3.1 Applicazione del mandrino sull’albero con cono corto
(Tabella
1)
3.1.1 Pulire con cura l’attacco conico e il piano di appoggiodel
mandrino nonché l’albero della macchina. Controllare
oscillazione radiale e assialedelnasello dell’albero (ammesso 0,005 a norme DIN 6386 e ISO 3089).
3.1.2 Applicare il mandrino sull’albero e serrare leggermente
gli elementi di fissaggio.
3.1.3 Controllare l’interstizio di tiraggio con una sonda.
Quota di
tiraggio
a) In caso di fissaggio b) In caso di fissaggio c) In caso di fissaggio
con vite prigioniera dal davanti nella cir- dal davanti nella cirDIN 55027 e 55022 conferenza esterna conferenza interna
o perno Camlock passante per i fori, passante per i fori,
DIN 55029 e ASA DIN 55026, 55021, DIN 55026 ASA B5.9
B 5.9 D 1 (non ASA B 5.9 A1/A2 A1/B1
rappresentato)
3.1.4 Serrare saldamente a croce in modo uniforme gli elementi di serraggio.
Cono corto e piano di appoggio del mandrino dopo
il montaggio devono accoppiarsi uniformemente
sul nasello dell’albero!
3.1.5 Montando il mandrino su alberi con attacco Camlock a
norme DIN 55029eASA B 5.9 D1, il bloccaggiodeveavvenire girando e destra il perno eccentrico.
3.2 Applicazione del mandrino sull’albero con cono lungo
(ved. Tabella
1)
Prima di montare attaccoconicoe filettatura pulire accuratamente la testa portamandrino. Il cono deve appoggiare perfettamente senza gioco assiale.
3. Montaggio del mandrino per tornio sulla testa portamandrino della macchina
(valido per tutti i tipi di mandrino e per tutte le piattaforme)
I valori indicati presuppongono un albero da tornio in perfette
condizioni ed un mandrino montato a regola d’arte. Per la misurazione si devono usare spine temprate e rettificate perfettamente cilindriche nonchéanellidi controllo a pareti di forte spessore (deformazione).
Nel caso in cui il mandrino non corrisponda alle tolleranze di
concentricità specificate, verificare le dimensioni del cono
sull’albero della macchina. A tale scopo di devono controllare
diametro e inclinazione del conocortoe lungo e al tempo stesso
va controllato se esistonoerroridi concentricità del cono oscillazioni radiali del piano di appoggio.
Durante la verifica bloccare il mandrino solo su pignone zero
con freccia.
4. Controllo dell’oscillazione radiale ed assiale a norme DIN 6386 Parte 1 (ved. Tabella
3)
(valido solo
per mandrini per tornio ZG-ZS, ZGU-ZSU e ZGD
Regolazione del mandrino per tornio EG-ES su serraggio
concentrico
Gli anelli incisi sul lato frontale del corpo del mandrino
servono per eseguire a vista una centratura preliminare
approssimativa delle griffe.
Serrare il pezzo tondo o il calibro di verifica esercitando
una leggera pressione e registrare il comparatore perrilevare l’oscillazione radiale. Conla chiave di regolazione
piccola girare avanti o indietro le griffe di serraggio tramite la vite di spostamento supportata nella griffa,finché
il comparatore non indica più nessun errore. Fare attenzione che l’avanzamento conla vite di spostamento contro il pezzo può avvenire solo quando le griffe di serraggio opposte forniscono la necessaria possibilità di movimento.
Mentre nel mandrino a 3 griffe il pezzo è già appoggiato
quando si ha una registrazione concentrica, nel mandrino a 4 griffe bisogna prima portarle a contatto tutte e
quattro. In fase di centratura spostareledue griffe di serraggio opposte fino a raggiungere la precisione di oscillazione radiale voluta.
Dopo questa regolazione il serraggio e lo sblocco
del mandrino EG-ES avvengono solo con la chiave
di serraggio grande tramite i pignoni inseriti sulla
periferia del corpo del mandrino. La vite di sposta-
mento non deve essere usata per il serraggio e lo
sblocco.
(Per la regolazione dell’asse di rotazione non è necessario svitare nessuna vite di fissaggio.)
1. Bloccareil pezzo o il calibro atamponee stabilire la massima escursione del comparatore.
2. A seconda della posizione dell’errore di oscillazione assiale si devono svitare una o due viti di spostamento più
prossime alla massima escursione del comparatore.
3. Serrare ulteriormente le altre viti di spostamento finché
il centro di serraggio non è corretto di metà escursione
del comparatore.
4. Controllare un’altra volta l’oscillazione radiale ed eventualmente ripetere l’operazione di allineamento.
5. Serrare leggermente le viti di spostamento allentate in
precedenza e controllare nuovamente l’oscillazione radiale.
Regolazione dell’asse di rotazione
(valido solo per mandrini ZG Hi-Tru)
Regolazione del mandrino per tornio EG-ES per il serraggio di pezzi non circolari e di forma
irregolare
Con la chiave di serraggio grande allontanare o avvicinare concentricamente tutte le griffe di serraggio, nella
misura che appare necessaria in base alla forma del
pezzo. Con la chiave di regolazione piccola, ruotando la
vite di spostamento, adattare le griffe di serraggio rever-
sibili alla posizione del pezzo necessaria.
Dopo questa regolazione, il serraggio e lo sblocco
del mandrino EG-ES avvengono solo con la chiave
di serraggio grande tramite i pignoni inseriti sulla
periferia del corpo del mandrino.
Inversione delle griffe di
serraggio
Attenzione: Per motivi tecnici, le guide delle ganasce devono essere aspigolovivo. Per evitare lesioni
da taglio, lavorando suibordi aperti delle guide delle
ganasce (p.es. durante la sostituzione delle ganasce) devono essere indossati dei guanti.
Con la chiave di serraggio grande ruotare concentricamente all’esterno le griffe di serraggio fino ad avere le
griffe base all’incirca a filo del corpo del mandrino. Con
la chiave di serraggio piccola girare le griffe all’esterno,
quindi girarle e riapplicarle. Durante questa operazione
è necessario rispettare la sequenza di inserimento delle
griffe 1-4. Con la chiave di serraggio grande infine ruotare di nuovo concentricamente le griffe di serraggio girate nella posizione voluta.
Mandrino
Nasello albero
Nasello albero
Mandrino
Mandrino
Nasello albero
40
Page 41

5.1 Lubrificazione: all’incirca ogni8 ore di esercizio (ZG Hi-
Tru) o ogni 40 ore d’esercizio (restanti tipi di mandrino)
sugli appositi ingrassatori previsti sul lato frontale del
mandrino.
5.2 Pulitura parziale: all’incirca ogni 100 ore di esercizio si
deve effettuareuna pulizia delle guide dellegriffe. Il mandrino resta sullamacchina. Pulire le griffe (nonusarearia
compressa!), quindi svitarle e lavarle accuratamente
con petrolio o benzina solvente. Successivamente ingrassarle di nuovo (F 80). Rimontando le griffe, rispet-
tare la giusta sequenza!
5.3 Pulitura completa
5.3.1 A secondo delle condizioni d’impiego all’incirca ogni 500
ore di esercizio togliere il mandrino dalla macchina e
smontarlo. Allo scopo svitare le griffe e smontare il mandrino.
5.3.2 Smontaggio del mandrino ved. punto 8.
5.3.3 Pulire a fondo tutte le parti con petrolio o benzina solvente. Controllo visivo delle singole parti. Successivamente ingrassare di nuovo tutte le parti.
A tale scopo raccomandiamo il grasso speciale ”F
80”, che viene fornito in barattoli. Questo grasso non si
stacca neanche in caso di elevato numero dei giri del
mandrino. ”F 80” non si strappa neanche sotto l’effetto
di elevate pressioni superficiali e mantiene la forza di
serraggio.
5. Manutenzione
(valida per tutti i tipi di mandrino per tornio)
Piattaforme (mandrini indipendenti a quattro griffe)
(UGE/USE con griffe reversibili in un sol pezzo -- UGU/USU griffe riportate
a inversione)
Per il centraggio approssimativo servono gli anelli incisi sul lato frontale, il centraggio fine deve avvenire col
comparatore. In proposito tenerepresenteche l’avanzamento con la vite di spostamento può avvenire solo
quando la griffa opposta dà la necessaria possibilità di
movimento svitando la vite di spostamento. In caso di
pezzi difficili da bloccare, le griffe sulla piattaforma pos-
sono venire svitate e il serraggio può avvenire con staffe
e viti direttamente nella piattaforma. Allo scopo servono
anche le cave supplementari a T e la scanalature di fissaggio.
Tutte le piattaforme all’occorrenza possono essere leggermente ripassate al tornio sul lato frontale per migliorare la precisione di oscillazione radiale sulla macchina.
6. Bloccaggio del pezzo
(valido per tutti i tipi di mandrino per tornio)
Per il bloccaggio del pezzo si devono rispettare determinati criteri.
In caso di serraggio inappropriato esiste pericolo di ferirsi perché il pezzo può venire proiettato via o le griffe
possono spezzarsi!!
In proposito si veda anche la tabella ”Esempi di situazioni di serraggio pericolose e loro eleminazione”!
Attenzione: Per motivi tecnici, le guide delle ganasce devono essere aspigolovivo. Per evitare lesioni da taglio, lavorando sui bordi aperti delle guide delle ganasce (p.es.
durante la sostituzione delle ganasce) devono essere indossati dei guanti.
Cambiando le griffe di serraggio, rispettare la sequenza
1--2--3, ossia le griffe devono essere inserite nella loro guida
l’una dopo l’altra girando l’anello a spirale in modo che lecifre
1--2--3 incise nelle griffe siano all’esterno (ved. fig.)
Si deve considerare seigradini delle griffe sono verso l’esterno
(Fig. 1) o verso l’interno (Fig. 2).
7. Asportazione del mandrino dalla testa portamandrino della macchina
(valido per tutti i tipi di mandrino)
7.1 Asportazione dalla testa portamandrino con cono corto
7.1.1 Tipo di fissaggio a norme DIN 55021 con viti prigioniere
DIN 55022 o 55027 o DIN 55029 e ASA B 5.9 D1 (Camlock):
Svitare gli elementi di fissaggio verso la testa portamandrino sul retro del mandrino stesso.
Non svitare nessuna vite sul mandrino!
7.1.2 Tipo di fissaggio a norme DIN 55021 e 55026 o ASA B
5.9 A1/A2/B1 -- fissaggio dal davanti:
Svitare le viti di fissaggio sul lato anteriore del mandrino.
Se sullatoanteriore del mandrino sonoapplicateviti
differenti, quelle più grandi sono le viti di fissaggio
del mandrino!
7.2 Tipo di fissaggio a norme ASA B 5.9 Tipo L (cono
lungo)
Svitare il dado a risvolto sul retro del mandrino.
Non svitare le viti di fissaggio del coperchio sul lato
anteriore del mandrino!
8.1 Sfilare completamente le griffe di serraggio
E’ indispensabile rispettare la seguente sequenza:
8.2 Svitare le viti di fissaggio dei pignoni
8.3 Togliere i pignioni
8.4 Svitare le viti di fissaggio del coperchio secondo la Tabella ”Possibile posizione delle viti di fissaggio del mandrino e delle viti di fissaggio del coperchio”.
8.5 Svitare coperchio e spirale.
In caso di sede troppo ferma, inserire nell’incavo sul
corpo per le griffe del legno duro o del metallo dolce
come pezzointermedioe percuotendo alternativamente
la spirale, staccarla insieme al coperchio.
Nel caso dei mandrini più grandi, per lo smontaggio del
coperchio o dell’anello a spirale prevedere delle filettature di estrazione o di distacco.
Il montaggio avviene per analogia in sequenza inversa.
8. Smontaggio del mandrino
(valido per tutti i tipi di mandrino)
Nota relativa alle viti di fissaggio della flangia
(valido solo per ZG Hi-Tru)
Al momento del montaggio fare attenzione che le viti di fissaggio della flangia (ved. pag. 37 pos. 11) vengano serrate con la
giusta coppia, perché altrimenti non è più garantita la regolazione sensibile effettuata mediante le viti di spostamento. (In
proposito si veda anche la figura sottostante).
Rappresentazione schematica della regolazione fine
Nota relativa a mandrini per tornio con griffe di serraggio
reversibili
Inserimento nella posizione griffe per Inserimento nella posizione griffe per
interni (gradini verso l’esterno)--Fig.1 esterni (gradini verso l’interno)--Fig.2
W Coppia di serraggio
mandrino in Nm
80 4
100 4
125 7
160 7
200 11
250 16
315 16
Possibili disturbi e loro eliminazione ved. pag. 42
Centro albero di
Centro di serraggio
Sposta-
tornitura
mento
Possibili disturbi e loro eliminazione ved. pag. 42
41
Page 42

Mögliche Störungen und deren Behebung (gültig für alle Futtertypen)
Störung mögliche Ursache Beseitigung
Rund- und Planlauffehler über den max. Fehlerhafte oder falsche Aufnahme Punkt 3 und 4 in Betriebsanleitung
zulässigen Wert nach Tabelle 3. auf Maschinenspindel beachten.
Schwergängigkeit der Backen. Späne oder Schmutz im Futterinneren Teil- oder Ganzreinigung vornehmen
Spannkraft zu gering Ungenügende oder falsche Schmierung Spezialfett F 80 verwenden.
Possible faults and their remedy (valid for all chuck types)
Fault Possible cause Remedy
Radial run-out and axial slip error beyond Faulty or incorrect mounting on Observe point 3 and 4 in the operating
the max. permissible value specified machine spindle instructions
in table 3.
Stiff running of jaws Chips or dirt inside the chuck Carry out partial or complete cleaning
routine
Gripping force too low Insufficient or incorrect lubrication Use special grease F 80.
Anomalies possibles et leur élimination
Anomalie Cause possible Elimination
Défaut de concentricité et voile au-delà Montage erroné ou mauvais sur la broche Respecter les points 3 et 4 de la notice
de la valeur max. admissible, selon tab. 3 de la machine d’utilisation
Mors difficiles à manoeuvrer Copeaux ou souillures à l’intérieur du Procéder à un nettoyage partiel ou
mandrin intégral
Force de serrage trop faible Graissage insuffisant ou mauvais Utiliser la graisse spéciale F 80
Posibles averías y su eliminación (válido para todos los tipos de plato)
Avería Posible causa Eliminación
Error de concentricidad y de excentricidad Fijación incorrecta o inadecuada en el Téngase en cuenta los apartados 3 y 4
axial superior al máximo valor admisible husillo de la máquina de las instrucciones de empleo.
según Tabla 3.
Las mordazas se desplazan con dificultad Virutas o suciedad en el interior del plato Realizar una limpieza parcial o completa
Fuerza de sujeción excesivamente Lubricación insuficiente o incorrecta Emplear grasa especial F 80
reducida
Possibili disturbi e loro eliminazione (valido per tutti i tipi di mandrino)
Disturbo Causa possibile Eliminazione
Errori di oscillazione radiale e assiale oltre Attacco difettoso o errato sull’albero Rispettare i punti 3 e 4 delle Istruzioni
il valore max. ammesso secondo Tab. 3 della macchina d’uso
Difficile scorrevolezza delle griffe Trucioli o sporco nell’interno del mandrino Effettuare una pulitura parziale o completa
Forza di serraggio troppo bassa Lubrificazione insufficiente o errata Usare grasso speciale F 80
42
Page 43

43
Notizen:
Page 44

36
Röhm GmbH, Postfach 11 61, D-89565 Sontheim/Brenz,
Tel. 0 73 25/16-0, Fax 0 73 25/16-4 92
Homepage: http://www.roehm-spannzeuge.com
e-mail: info@roehm-spannzeuge.com
Id.-
Nr.: 100650/1104
44
Id.-Nr.: 100650/0206 B
 Loading...
Loading...