

Page 1

Bedienungsanleitung für
Operating Instructions for
Instructions de service pour
Instrucciones de servicio para
Istruzioni per l’uso
Kraftspannfutter
Power chuck
F
Mandrin hydraulique
with through-hole
Mandrino autocentrante
E
Plato de mando automático
ZFM
mit Durchgang
avec passage
con passaggio
con paso
Stand: 04/02
Page 2
Inhalt – Contents – Table de matières – Indice
Das Kraftspannfutter ZFM mit seinen
wichtigsten Einzelteilen 3. . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Allgemeine Hinweise und Richtlinien für den Einsatz
von kraftbetätigten Spanneinrichtungen 4. . . . . . . . . . . . . .
2. Wichtige Hinweise 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Anbau des Futters an die Maschinenspindel 6. . . . . . . . . .
4. Wartung 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Zerlegen und Zusammenbau des Futters 6. . . . . . . . . . . . .
6. Ersatzteile 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
I particolari più importanti della mandrino
autocentrante ZFM 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Avvisi generali e direttive per l’impiego di
dispositivi di serraggio a comando automatico 13. . . . . . .
2. Avvertenze importanti 14. . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Montaggio dell’autocentrante al mandrino macchina 15.
4. Manutenzione 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Scomposizione e reassemblaggio degli autocentrante 15
6. Pezzi di ricambio 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
The power chuck ZFM with its most
important components 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. General information and guidelines for the use
of power-operated clamping devices 7. . . . . . . . . . . . . . . . .
2. Important Notes 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Mounting the chuck on the machine spindle 9. . . . . . . . . . .
4. Maintenance 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Disassembly and assembly of the chuck 9. . . . . . . . . . . . . .
6. Spare parts 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Le mandrin à commande hydraulique ZFM avec
ses pièces détachées les plus importantes 3. . . . . . . . . . . .
1. Géneralités et directives pour l’utilisation de dispositifs
mécaniques de serrage 10. . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Indications importants 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Montage du mandrin sur la broche de la machine 12. . . . .
4. Entretien 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Désassemblage et assemblage du mandrin 12. . . . . . . . . .
6. Pièces de rechange 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
El plato de mando automático ZFM con sus
componentes más importantes 3. . . . . . . . . . . . . . . . . . . . .
1. Indicationes y directivas generales para la utilización
de dispositivos de sujeción de mando automático 16. . . .
2. Notas importantes 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Montaje del plato en el husillo de la máquina 18. . . . . . . .
4. Mantenimiento 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Desensamblaje y ensamblaje de los platos 18. . . . . . . . .
6. Piezas de repuesto 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2
Page 3
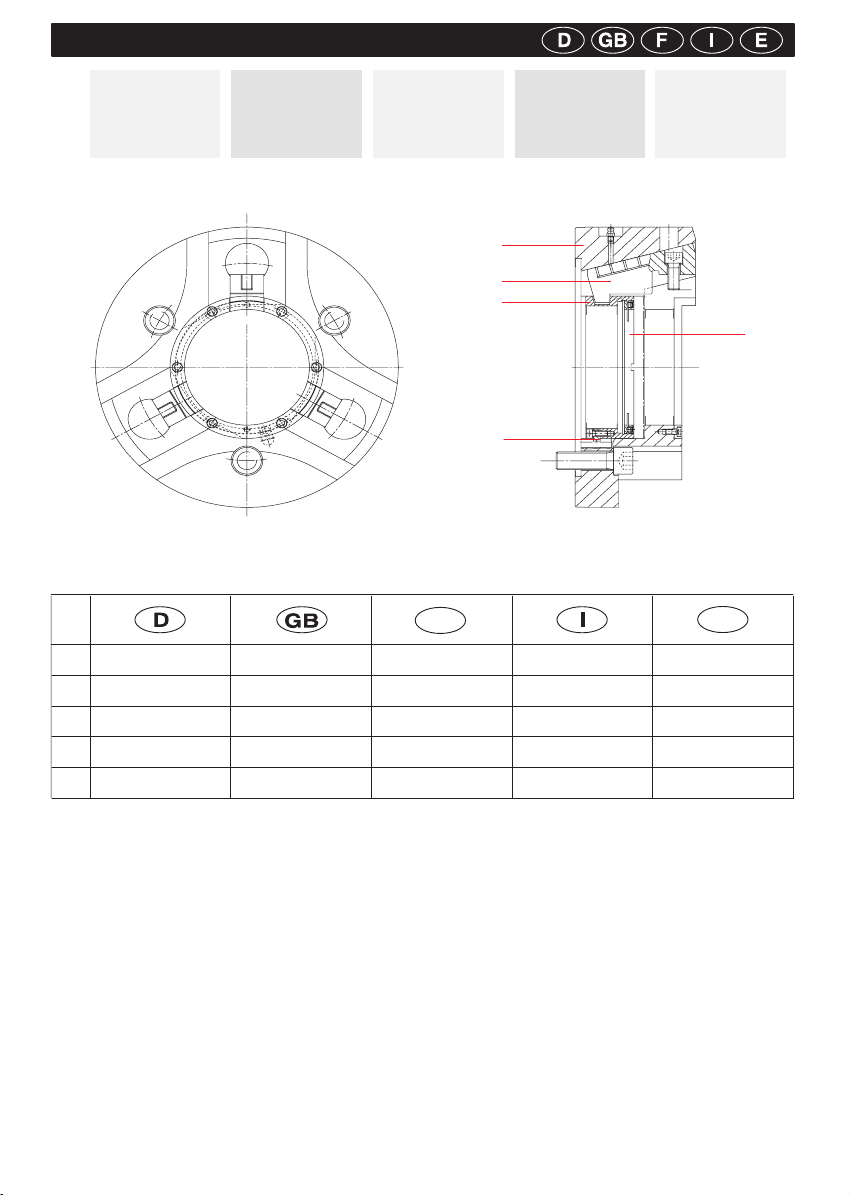
Das kraftbetätigte
Zangenbolzenfutter ZFM mit
seinen wichtigsten
Einzelteilen
The power operated chuck ZFM and
its most important
components
Le mandrin à commande hydraulique
ZFM avec ses
pièces détachées
les plus importants
01
02
03
04
I particolari più
importanti della
mandrino autocentrante ZFM
El plato de mando
automático ZFM con
sus components
más importants
05
Pos.
01 Körper Body Corps Corpo Cuerpo
02 Spannbolzen Clamping pin Boulon de tension Perno di serraggio Perno de sujeción
03 Schiebehülse Sliding sleeve Déplacement Boccola scorrevole Casquillo corredizo
04 Passfeder Key Ressort d’ajustage Linguetta Chaveta
05 Gewindering Threaded ring Bague filetée Ghiera filettata Anillo roscado
F
E
3
Page 4

1. Sicherheitshinweise und Richtlinien für den Einsatz
von kraftbetätigten Spanneinrichtungen
Für den sicheren Einsatz von Kraftbetätigten Spanneinrichtungen, besonders von Spannfuttern, auf Hochleistungsdrehmaschinen mit hohen Drehzahlen sind bestimmte Kriterien zu
berücksichtigen.
1. Beim Aufbau des Kraftspannfutters und des Spannzylinders auf die Drehmaschine müssen folgende sicherheitstechnische Anforderungen beachtet werden:
1.1 Die Maschinenspindel darf erst anlaufen, wenn der
Spanndruck im Spannzylinder aufgebaut ist und die
Spannung im zulässigen Arbeitsbereich erfolgt.
1.2 Das Lösen der Spannung darf erst bei Stillstand der
Maschinenspindel möglich sein.
1.3 Bei Ausfall der Spannenergie muß das Werkstück bis
zum Spindelstillstand fest eingespannt bleiben.
(Röhm-Sicherheitszylinder erfüllen diese Forderung).
1.4 Bei Stromausfall und -Wiederkehr darf keine Ände-
rung der momentanen Schaltstellung erfolgen.
1.5 Bei Ausfall der Spannenergie muß ein Signal die Ma-
schinenspindel stillsetzen.
2. Die Sicherheitstechnischen Angaben der entsprechenden
Betriebsanleitung müssen genau befolgt werden.
3. Nach dem Aufbau des Spannfutters muß vor Inbetriebnahme die Funktion des Spannfutters geprüft werden.
Zwei wichtige Punkte sind:
3.1 Spannkraft! Bei max. Betätigungskraft/Druck
muß die für das Spannmittel angegebene Spannkraft
(±15%) erreicht werden.
3.2 Hubkontrolle! Der Hub des Spannkolbens muß in der
vorderen und hinteren Endlage einen Sicherheitsbereich aufweisen. Die Maschinenspindel darf erst anlaufen, wenn der Spannkolben den Sicherheitsbereich
durchfahren hat. Für die Spannwegüberwachung dürfen nur Grenztaster eingesetzt
werden, die den Anforderungen für Sicherheitsgrenztaster nach VDE 0113/12.73 Abschnitt 7.1.3 entsprechen.
4. Ist die max. Drehzahl der Drehmaschine höher als die des
Spannmittels bzw. des Spannzylinders, muß in der Maschine eine Drehzahlbegrenzungseinrichtung vorhanden
sein.
5. Wird das Spannmittel gewechselt, muß die Hubkontrolle
auf die neue Situation abgestimmt werden.
6. Bei der Festlegung der erforderlichen Spannkraft zur Bearbeitung eines Werkstückes ist die Fliehkraft der Spannbacken zu berücksichtigen (Angaben zur Ermittlung der
erforderlichen Spannkraft sind im Vorspann des RöhmKataloges Produkt-Gruppe 6 enthalten).
7. Die Zuverlässigkeit der Kraftspanneinrichtung kann nur
dann gewährleistet werden, wenn die Wartungsvorschriften der Betriebsanleitung genau befolgt werden. Im Besonderen ist zu beachten:
7.1 Für das Abschmieren soll das in der Betriebsanleitung
empfohlene Schmiermittel verwendet werden. (Ungeeignetes Schmiermittel kann die Spannkraft um mehr
als 50% verringern).
7.2 Beim Abschmieren sollen alle zu schmierenden Flächen erreicht werden. (Die engen Passungen der Einbauteile erfordern einen hohen Einpreßdruck. Es ist
deshalb eine Hochdruckfettpresse zu verwenden).
7.3 Zur günstigen Fettverteilung den Spannkolben mehr-
mals bis zu seinen Endstellungen durchfahren, nochmals abschmieren, anschließend Spannkraft kontrollieren.
8. Die Spannkraft muß vor Neubeginn einer Serienarbeit und
zwischen den Wartungsintervallen mit einer Kraftmeßdose
kontrolliert werden. „Nur eine regelmäßige Kontrolle gewährleistet eine optimale Sicherheit”.
9. Es ist vorteilhaft, nach spätestens 500 Spannhüben den
Spannkolben mehrmals bis zu seinen Endstellungen
durchzufahren. (Weggedrücktes Schmiermittel wird dadurch wieder an die Druckflächen herangeführt. Die
Spannkraft bleibt somit für längere Zeit erhalten).
10. Beim Einsatz von Sonder-Spannbacken sind nachfolgende Regeln zu beachten:
10.1Die Spannbacken sollten so leicht und so niedrig wie
möglich gestaltet werden.
Der Spannpunkt sollte möglichst nahe an der FutterVorderseite liegen. (Spannpunkte mit größerem Abstand verursachen in der Backenführung höhere Flächenpressung und können die Spannkraft wesentlich
verringern).
10.2Sind die Sonderbacken aus konstruktiven Gründen
breiter und/oder höher als die dem Spannmittel zugeordneten Stufenbacken, so sind die damit verbundenen höheren Fliehkräfte bei der Festlegung der erforderlichen Spannkraft und zulässige Drehzahl zu berücksichtigen.
Zur genauen Ermittlung der tatsächlichen Spannkraft
empfehlen wir unsere elektronische Spannkraft-Meßeinrichtung EDS. Hier besteht die Möglichkeit,
Spannkräfte auch während der Rotation zu messen.
Eine Spannkraftveränderung durch die Fliehkraft der
Backen kann damit in hervorragender Weise erfaßt
werden.
10.3Geschweißte Ausführungen möglichst vermeiden.
Gegebenenfalls müssen die Schweißnähte in Bezug
auf die Fliehkraft- und Spannkraftbelastung überprüft
werden.
10.4Die Befestigungsschrauben sind so anzuordnen, daß
ein möglichst großes Wirkmoment erreicht wird.
11. Die max. Drehzahl darf nur bei max. eingeleiteter Betätigungskraft und bei einwandfrei funktionierenden Spannfuttern eingesetzt werden.
12. Bei hohen Drehzahlen darf das Futter nur unter einer ausreichend dimensionierten Schutzhaube eingesetzt werden.
13. Kraftspannfutter mit Backen-Schnellwechselsystem, dessen Wechselmechanismus im Futterinneren angebracht
ist, benötigen eine Sicherung, die das Anlaufen der Maschinenspindel bei entriegelten Spannbacken verhindert.
14. Nach einer Kollision des Spannmittels muß es vor erneutem Einsatz einer Rißprüfung unterzogen werden.
4
Page 5
2. Wichtige Hinweise
1. Die maximale Drehzahl darf nur mit einem UB-Bakkensatz, der serienmäßig dem Futter zugeordnet ist,
und der maximalen Betätigungskraft gefahren werden.
2. Bei hohen Drehzahlen darf das Futter nur mit einer
ausreichend dimensionierten Schutzhaube eingesetzt
werden.
3. Bei ungehärteten Aufsatzbacken oder Sonderbacken
ist auf möglichst geringes Gewicht zu achten.
4. Funktionsüberwachung (Kolbenbewegung und Betätigungsdruck) sollen nach den Richtilinien der Berufsgenossenschaft vorgenommen werden.
5. Im übrigen verweisen wir auf DIN EN 1550 (europäische Norm) ”Sicherheitsanforderungen für die
Gestaltung und Konstruktion von Drehfuttern”.
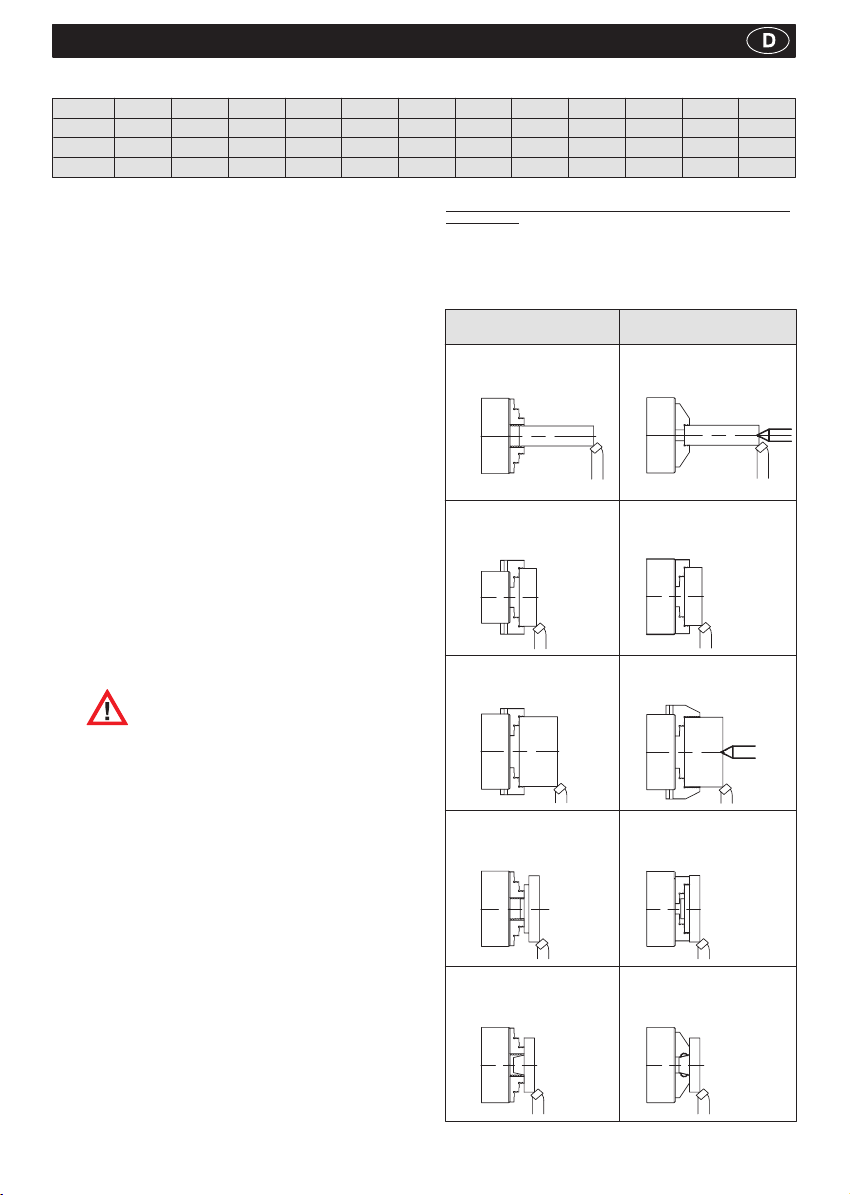
Falsch Richtig
Zu kurze Einspannlänge,
zu lange Auskraglänge
Zusätzliche Abstützung
über Spitze oder Lünette
Spann-∅ zu groß
Größeres Futter
einsetzen
Werkstück zu schwer
und Spannstufe zu kurz
Abstützung über Spitze
Spannstufe verlängert
Zu kleiner Spann-∅
Werkstücke mit Guß bzw.
Schmiedeneigungen
Spannen mit
Pendeleinsätzen
Beispiele von gefährlichen Spannsituationen und deren
Beseitigung
Beim Spannen des Werkstückes müssen bestimmte Kriterien
beachtet werden. Bei unsachgemäßen Spannen besteht
Verletzungsgefahr durch Herausschleudern des Werkstückes
oder durch Bruch der Backen.
Bei unterbrochenem Schnitt Vorschub und Schnittiefe
verringern.
Die dargestellten Beispiele erfassen nicht alle möglichen
Gefahrensituationen.
Es obliegt dem Bediener, mögliche Gefahren zu erkennen
und entsprechende Maßnahmen zu treffen.
Trotz aller Gegenmaßnahmen ist ein Restrisiko nicht
auszuschließen!
Spannen am größtmöglichen Spann-∅
Anschraubmomente in Nm:
Güte M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,5 9,5 23 46 80 130 190 270 380 510 670 Nm
10.9 8,1 13 33 65 110 180 270 380 530 720 960 Nm
12.9 9,5 16 39 78 140 220 330 450 640 860 1120 Nm
15. Werden Schrauben ausgetauscht oder gelöst, kann
mangelhafter Ersatz oder Befestigung zu Gefährdungen
für Personen und Gegenständen führen.
Bei allen Befestigungsschrauben muß, wenn nicht
ausdrücklich anderweitig angegeben, grundsätzlich
das vom Hersteller der Schraube empfohlene und der
Festigkeitsklasse entsprechende Anzugsmoment
verwendet werden.
Alle Befestigungsschrauben, welche aufgrund dem
Verwendungszweck z.B. wegen Umrüstarbeiten
öfters gelöst und anschließend wieder festgezogen
werden müssen, sind im halbjährlichen Rhythmus
im Gewindebereich und an der Kopfanlagefläche mit
Gleitmittel (Fettpaste) zu beschichten.
Bei Ersatz der Originalschrauben ist die Festigkeitsklasse der ersetzten Schraube (in der Regel 12.9)
zu wählen. Es gilt für die gängigen Größen M5 – M24
der Klassen 8.8, 10.9 und 12.9 untenstehende
Anschraubmomenttabelle.
16. Bei Befestigungsschrauben für Spanneinsätze,
Aufsatzbacken, Festanlagen, Zylinderdeckel und
vergleichbare Elemente ist grundsätzlich die Qualität
12.9 zu verwenden.
17. Es müssen ausschließlich original RÖHM-Ersatzteile
verwendet werden. Wird dies nicht beachtet, erlischt
jegliche Verantwortung des Herstellers.
Um Nachbestellungen von Ersatzteilen oder Einzelteilen
zweifels- und fehlerfrei durchführen zu können, ist unbedingt die auf der Baugruppe gravierte 6-stellige Id.-Nr.
erforderlich. In vielen Fällen kann es ausreichend sein,
wenn die Pos.-Nr. laut Zusammenstellungszeichnung
oder Stückliste und evtl. eine gute Bauteilbeschreibung
des betreffenden Einzelteils vorliegt.
5
Page 6
3. Anbau des Futters an die Maschinenspindel
1. Anbau des Futters an die Maschinenspindel
1.1 Maschinen-Spindelkopf bzw. fertigbearbeiteter
Zwischenflansch auf der Maschine auf Rund- und
Planlauf prüfen (zul. 0,005 mm nach DIN 6386 und
ISO 3089).
1.2 Der Flansch muß so ausgebildet sein, daß die
Anlage des Futters mit Sicherheit an der
Anschraubfläche erfolgt. Die Anschraubfläche
muß absolut eben sein.
1.3 Futter auf Flansch setzen und befestigen, hierbei
Schrauben wechselseitig anziehen. (Kolben
muß in vorderster Stellung stehen.)
1.4 Prüfen des aufgenommenen Futters auf Rund–
und Planlauf am Kontrollrand
1.5 Kolben des Spannzylinders in vorderste Stellung
fahren.
1.6 Zweilochmutter auf Zugrohr schrauben, bis Mutter
am Futterkolben aufliegt. Mutter weiter aufschrauben,
bis sich der Futterkolben 1 mm bewegt hat. Dadurch
ist erreicht, daß der Anschlag nach vorne mit
Sicherheit im Zylinder erfolgt.
1.7 Mit geringem Spanndruck Kolben in die hintere
Stellung fahren.
1.8 Gewindering einschrauben und mit der
Zweilochmutter kontern, dann Gewindestift anziehen.
1.9 Backenhub, Funktion und Größe der Betätigungskraft
überprüfen. Der Abbau des Spannfutters erfolgt
sinngemäß in umgekehrter Reihenfolge.
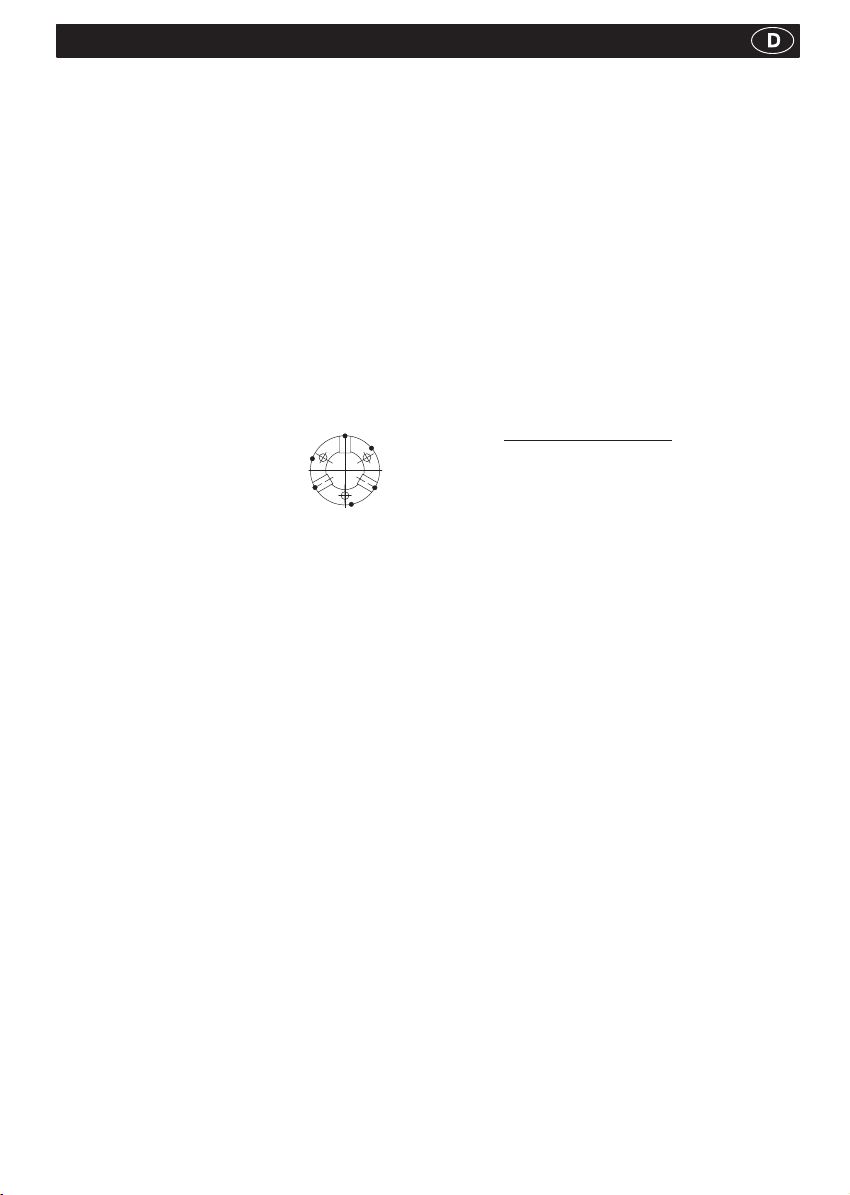
4. Wartung
1. Um die sichere Funktion und
die hohe Qualität des Spannfutters zu erhalten, muß es
regelmäßig an den Schmiernippeln abgeschmiert werden
(siehe Bild).
2. Über die Schmiernippel mit der Fettpresse einige
Stöße in die Spannbolzen einpressen, dabei
mehrmals den gesamten Kolbenhub verfahren.
Nur säurefreies, nicht harzendes Fett verwenden.
3. Die Schmierung des Futters sollte wöchentlich
erfolgen.
4. Funktionsprüfung Spannkraft:
Bei einem kleinstmöglichen Betätigungsdruck von
ca. 3-4 bar müssen sich die Backen noch bewegen. Diese Methode ist nur bedingt aussagefähig;
am sichersten wird die Spannkraft durch eine
Kraftmeßdose gemessen.
Ist die Spannkraft zu stark abgefallen oder das
Futter läßt sich nicht einwandfrei bewegen, muß
das Futter zerlegt, gereinigt und neu geschmiert
werden.
Wir empfehlen unser Spezialfett F 80.
Ganzreinigung mit Zerlegen des Futters ca.
alle 2000-3000 Betriebsstunden.
5. Zerlegen und Zusammenbau des Futters
1. Paßfeder von Schiebehülse abschrauben
2. Schiebehülse gemeinsam mit Spannbolzen nach
vorne herausziehen.
Alle Teile reinigen, überprüfen und mit Röhm-Fett
F 80 gründlich einfetten.
3. Der Zusammenbau erfolgt in umgekehrter
Reihenfolge.
6. Ersatzteile
Bei Ersatzteilbestellung Benennung und Pos.-Nr. des
gewünschten Teiles sowie die Id.-Nr. des Spannfutters
(eingraviert am Außendurchmesser oder an der Stirnseite
des Futters) angeben.
6
Page 7

1. Safety instructions and guidelines for the use of
power-operated clamping devices
To ensure a safe operation of power-operated clamping devices, particularly of chucks, on heavy-duty lathes with high
speeds certain criteria must be observed:
1. When mounting the power chuck and the actuating cylinder on the lathe, the following saftey requirements must
be met:
1.1 The machine spindle may only start when the clam-
ping pressure has been built up in the actuating cylinder and the clamping has been carried out the permissible working area.
1.2 Unclamping may only be possible when the machine
spindle has completely stopped.
1.3 In case of a clamping energy failure, the workpiece
must be firmly clamped until the spindle is completely
stopped. (The Röhm safety cylinders meet this requirement).
1.4 In case of a current failure and upon return of the cur-
rent supply the actual control position may not be
changed.
1.5 In case of clamping energy failure the machine
spindle must be stopped by a signal.
2. The safety instructions given in the respective operating
manual must be precisely followed.
3. After having mounted the chuck and before starting the
operation the function of the chuck must be checked.
Two important points are:
3.1 Clamping Force! The clamping force (±15%)
stated for the clamping device must be reached
at max. actuating force/pressure.
3.2 Stroke control! A safety range must be provided for
the stroke of the actuating piston in the front and rear
end position. The machine spindle may only start after
the actuating piston has crosssed the safety range.
Only limit switches meeting the requirements for safety limit switches in accordance with VDE 0113/12.73
section 7.1.3 may be used for monitoring fthe clamping path.
4. If the max. speed of the lathe exceeds the max. speed of
the clamping device or actuating cylinder, the machine
must be equipped with a speed limitation device.
5. When the clamping device has been changed, the stroke
control must be adjusted to the new condition.
6. When calculating the required clamping force for machining a workpiece, the centrifugal force of the clamping
jaws must be considered (information for calculating the
required clamping force are contained in the intoduction to
the Röhm catalogue product group 6).
7. A reliable operation of the power chuck can only be guaranteed when the mainenace instructions contained in the
instruction manual are precisely followed. In particular the
following points must be observed:
7.1 For lubrication only the lubricants recommended in
the operating manual shall be used. (An unsuitable
lubricant can reduce the clamping force by more
than 50%).
7.2 The lubricant must reach all surfaces to be lubricated.
(At the narrow fits of the mounting parts a high pressure is required for pressing in the lubricant. For this
prupose a pressure gun must be used.)
7.3 In order to distribute the grease evenly, move the
clamping piston several times to its end positions,
repeat the lubrication and then check the clamping
force.
8. Before restarting a serial machining operation and in between the maintenance intervals the clamping force should
be checked by means of a load cell. ”Only regular checks
ensure optimum reliability”.
9. It is recommended to move the clamping piston several
times to its end positions after 500 clamping strokes at the
latest. (In this way any lubricant pushed away will be returned to the pressure surfaces. The pressure force is thus
maintained for a longer period of time).
10. When using special clamping jaws the following instructions must be observed:
10.1 The clamping jaws should be designed in such a way
that their weight and height is as low as possible. The
clamping point should possibly be close to the front
side of the chuck. (Clamping points at a larger distance may cause a higher surface pressure in the
jaw guiding mechanism and may thus reduce the
clamping force considerably).
10.2 In case the special jaws are for contructional reasons
wider and/or higher as the step jaws assigned to the
clamping device, the resulting higher centrifugal forces must be considered when calculating the required clamping pressure and the rated speed.
To determine the actual gripping power, we should
like to recommend the use of our electronic gripping
power measuring system EDS. The EDS measuring
system allows you to measure the gripping power of
the idle and the rotating chuck. It is thus excellently
suited for recording changes of the gripping power
due to the centrifugal force of the jaws.
10.3 Welded models should possibly not be used. If requi-
red, the welding seams must be checked as to their
centrifugal and clamping force capacity.
10.4 The mounting screws must be arranged in such a
way that the highest possible useful moment is reached.
11. The max. speed may only be used at max. applied actuating force and with properly functioning chucks.
12. In the case of high speeds the chucks may only be used
below a protective hood with sufficiently large dimensions.
13. For power chucks with a jaw quick-change attachment in
in the inside of the chuck a safety device is required which
prevents the machine spindle form starting when the
clamping jaws are released.
14. After a collision the clamping device must be checked for
fissures before being used again.
7
Page 8

Tightening torques in Nm:
Class M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,5 9,5 23 46 80 130 190 270 380 510 670 Nm
10.9 8,1 13 33 65 110 180 270 380 530 720 960 Nm
12.9 9,5 16 39 78 140 220 330 450 640 860 1120 Nm
15. When screws are replaced or loosened, defective
replacements or inadequate fastening may cause
personal injuries and material damage.
Unless specified otherwise, all fastening screws must
be tightened to the torques recommended by the screw
manufacturer for the relevant strendth class.
All fastening screws, which account of their application,
must be frequently loosened and retightened, in conjunction with resetting work for example, must be coated
with antiseize (grease paste) in the thread area and on
the head contact surface at intervals of 6 months.
When replacing the original screws, make sure that the
replacements have the same strength class (normally
12.9). The tightening torques for sizes M5-M24, classes
8.8, 10.9 and 12.9, are listed in the table at the bottom of
this page.
16. Always use class 12.9 for screw fastening clamping
inserts, top jaws, stationary locators, cylinder covers and
similar elements.
17. The manufacturer undertakes no responsibility for
spares other than original RÖHM parts. To eliminate
doubts and assure correct performance of the order,
state the 6-digit identification number engraved in the
assembly when ordering spares or individual parts.
However, in many casas the item number stated in the
assemply drawing or parts list and a good description of
the component may be sufficient information for filling
your order.
2. Important notes
1. The maximum speed may only be used if the chuck is
equipped with a set of reversible jaws (UB) supplied
with the chuck as standard equipment and with the
maximum actuating force applied.
2. At high speeds, the chuck may only be used with an
adequately dimensioned protective hood.
3. Soft top jaws or special jaws, if used, should be as
light as possible.
4. Performance (piston movement ad actuating
pressure) should be monitored in accordance with the
requirements of the Employers’ Liability Assurance
Association.
5. In other respects, we refer you to DIN EN 1550
(European standard), ”Safety requirements for the
configuration and design of rotary chucks”.
If cutting interrupted, reduse feed and cutting depth.
The illustrated examples do not cover all possible danger
situations. It is the responsibility of the user to recognize
possible
sources of danger and to adopt the necessary measures.
Despite all precautionary measures, an element of risk
cannot be excluded.
Examples of dangerous chucking situations and their
remedy
When chucking the workpiece, certain criteria must be taken
in account.
Incorrect chucking can give rise to danger of injury due to workpieces flying off the equipment at high speed, or breakage of
the jaws.
Wrong Right
Projecting length of mounted
workpiece too great relative to
chucked length.
Chucking diameter too
great.
Workpiece too heavy,
chucking step too short.
Chucking diameter too
small
Workpiece has a casting
or forging-related taper
Support workpiece between
centres or using a stady
Use a larger chuck
Support between centres,
extend chucking step
Chuck using greatest possible
chucking diameter
Chuck using self-aligning
inserts
8
Page 9

3. Mounting the chuck on the machine spindle
1. Mounting the chuck on the machine spindle
1.1 Check the concentricity and axial run-out of the machine spindle nose or the completed flange for
chucks on the machine (DIN 6386 part 1 and ISO
3089 = 0.005 mm).
1.2 The flange must be configured so the chuck can reliably make contact with the screw–on surface. The
screw–on surface must be absolutely flat.
1.3 Place the chuck on the flange and attach it, tightening
the bolts diagonally across. (Piston must be in the
most forward position.)
1.4 Check the attached chuck for concentricity and axial
run-out at the checking edge.
1.5 Move the piston of the clamping cylinder to the most
forward position.
1.6 Screw the two–hole nut onto the tension tube until
the nut is in contact with the chuck piston. Continue
screwing on the nut until the chuck piston has moved
by 1 mm. This means forward contact is sure to take
place in the cylinder.
1.7 Exert a low level of clamping pressure to move the
piston into the back position.
1.8 Screw in the threaded ring and lock it with the two–
hole nut. Then tighten the set screw.
1.9 Check the jaw stroke, function and the level of the
actuation force. The chuck is removed by working
through these steps in reverse order. Removing the
chuck is carried out in the reverse order.
4. Maintenance
1. The high quality and reliable
function of the chuck can be
maintained by regular lubrication. Grease nipples are provided for this purpose.
2. Use a grease gun to press a few strokes of grease
through the grease nipples into the clamping pins.
Operate the piston through its full stroke several times when doing this. Only use acid–free, non-gumming grease.
3. The chuck should be lubricated once a week.
4.Function test “clamping force”:
Jaws must still move at a smallest possible operating
pressure of approx. 3-4 bar. As this is not an exact
method it is the best to measure the clamping force
with a load-sensing device.
If clamping force dropped too much or the chuck cannot be moved perfectly it has to be disassembled,
cleaned and relubricated.
We recommend our special grease F 80.
Disassemble the chuck and clean all parts
every 2000-3000 hours of operation.
5. Dismantling and assembling the chuck
1. Unscrew the key from the sliding sleeve.
2. Pull the sliding sleeve out to the front together with
the clamping pins.
Clean, check an thoroughly coat all parts with
Röhm grease F 80.
3. The chuck is assembled by working through these
steps in reverse order.
6. Spare parts
When ordering spare parts, please quote the
Ident. No. of the chuck and the item number or
designation of the desired part. The Ident. No. will
be found on the face of the chuck.
9
Page 10

1. Avis de sécurité et directives pour l’utilisation
de dispositifs mécaniques de serrage
Pour utiliser en toute sécurité les dispositifs mécaniques de
serrage, spécialment les mandrins, sur des tours performants
avec des vitesses de rotation élevées, il respecter certains
critères.
1. Lors du montage du mandrin de serrage mécanique et du
cylindre de serrage sur le tour, il faut respecter les consignes de sécureité suivantes:
1.1 La broche de la machine ne doit démarrer que lorsque
la pression de serrage a été établie dans le cylindre
de serrage et que le serrage s’effectue dans la zone
de travail admissible.
1.2 Il ne doit être possible de relâcher le serrage qu’après
arrêt complet de la broche de la machine.
1.3 En cas de panne de l’énergie de serrage, la pièce doit
rester solidement fixée jusqu’a arrêt complet de la
broche (les cylindres de sécurité Röhm remplissent
ces exigences).
1.4 En cas de panne et de retour du courant, la position
de commutation momentanée ne doit pas varier.
1.5 En cas de panne de l’energie de serrage, un signal
doit arrêter la broche de la machine.
2. Les consignes de sécurité des instructions de service
appropriées doivent être respectées a la lettre.
3. Le bon fonctionnenment du mandrin de serrage doit être
vérifié entre son montage et sa mise en service.
Deux points importants sont:
3.1 La force de serrage! La force de serrage (±15%)
donnée pour le dispositif de serrage doit être atteinte
a la force/pression de commande maximale.
3.2 Le contrôle de course! La course du piston de ser-
rage doit présenter une plage de sécurité aux positions limites antérieurs et postérieures. La broche de
la machine ne doit se mettre en mache que lorsque le
piston de serrage a traversé le plage de sécurité. Pour
le contrôle de la course de serrage, il ne faut utiliser
que des interrupteurs de fin de course de sécurité
selon VDE 0113/12.73, alinea 7.1.3.
4. Si la vitesse de rotation maximale du tour est supérieure a
celle du dispositif de serrage ou du cylindre de serrage, il
faut équiper la machine d’un dipositif de limitation de la
vitesse de rotation .
5. Si le dispositif de serrage est remplacé, le contrôle de
course doit être adapté a la nouvelle situation.
6. Pour établir la force de serrage nécessaire a l’usinge
d’une pièce, il faut tenir compte de la force centrifuge des
mors de serrage (des indications pour le calcul de la force
de serrage nécessaire figurent au début du catalogue
Röhm groupe de produits 6).
7. La fiabilité d’un dispositif de serrage mécanique ne peut
être garantie que si les prescriptions de maintenance des
intructions de service ont été suivies a la lettre. Il faut veiller en particulier à:
7.1 Pour le graissage, il faut utiliser le lubrificant conseillé
dans les instructions de service (un lubrifiant mal
adapté peut réduire la force de serrage de plus de la
moité).
7.2 Lors du graissage, il faut pouvoir accéder à toutes les
surfaces à graisser (les adjustements serrés entre les
différentes pièces constitutives exigent une pression
d’injection élevée. C’est pourqoui il faut utiliser une
presse à graisse à haute pression).
F
7.3 Pour une bonne répartition de la graisse, faire circuler le piston de serrage plusieurs fois jusqu’à ses fins
de course, le graisser à nouveau, puis contrôler la
force de serrage.
8. La force de serrage doit être vérifiée avec une boîte dynamométrique mécanique avant le début de tout travail en
série et entre les entretiens. ”Seul un contrôle régulier
garantit une sécurité optimale”.
9. Il est conseillé de faire circuler le piston de serrage plusieurs fois jusqu’à ses fins de course. (Le lubrifiant refoulé
revient sur les surfaces de pression et la force de serrage
est ainsi maintenue plus longtemps).
10. Lors du montage de mors spéciaux, il faut respecter le
règles suivantes:
10.1 Les mors doivent être aussi bas et aussi légeres que
possible. Le point de serrage doit être le plus près
possible de la face antérierure du mandrin (les points
de serrage plus éloignés engendrent des pressions
superficielles plus élevées dans le guidage des mors
et peuvent réduire considérablement la force de
serrage).
10.2 Si, pour des raisons de fabrication, les mors spéciaux
sont plus larges ou/et plus haute que les mors étagés
attribués au dispositif de serrage, il faut tenir compte
des forces centrifuges par conséquent plus élevées
lors de l’établissement de la force de serrag nécessaire et de la vitesse de rotation d’orientation.
Pour déterminer précisément la force de serrage
réelle, nous vous coneillons d’utiliser notre appareil
de mesure électronique EDS. Il permet de mesurer la
force de serrage du mandrin en rotation aussi bien
qu’á l’arrêt. Une modification de la force de serrage
par la force centrifuge des mors peut ainsi être parfaitément repetée.
10.3 Eviter si possible, les versions soudées. Le cas
échéant, vérfier les charges de la force de serrage
et de la force centrifuge appliquées aux soudures.
10.4 Les vis de fixation doivent être disposées de façon
à atteindre un couple effectif maximal.
11. La vitesse de rotation maximale ne peut être utilisée
qu’avec une force d’actionnement maximale et des
mandrins de serrage en parfait état de marche.
12. A vitesse de rotation élevée, le mandrin ne peut être
logé que sous un capot de protection suffisamment
dimensionné.
13. Les mandrins de serrage mécaniques avec système de
changement rapide des mors la l’intérieur du mandrin
nécessitent un dispositif de sécurité qui empêche tout
démarrage de la broche de la machine lorsque les mors
sont déverrouillés.
14. Après une collision avec le dispositif de serrage, il faut
vérifier qu’il n’a pas été fissuré avant de le remettre en
service.
10
Page 11

F
2. Indications importants
1. La vitesse maximale de rotation ne doit être pratiquée
qu’avec un jeu de mors UB dont la série correspond
au mandrin et à la force maximale de commande.
2. Aux vitesses de rotation élevées, le mandrin ne sera
mis en œuvre qu’avec un capot de protection suffisamment dimensionné.
3. Avec des mors rapportés non trempés ou des mors
spéciaux, veiller à une masse aussi réduite que
possible.
4. Le côntrole du fonctionnement (mouvement du piston
et pression de manœvre) se fera suivant les directives
de la caisse de prévoyance contre les accidents.
5. D’autre part, on se référera à la norme européenne
DIN EN 1550 ”Conditions de sécurité pour la conception et la réalisation de mandrins de serrage”.
Mauvais Bon
Exemples des serrages dangereux, et leur élimination
Lors du serrage de la pièce, certains critères doivent être
respectés.
Un serrage incorrect peut entraîner des blessures par éjection
de la pièce ou par ruture des mors.
En cas d’interruption de la coupe, réduire l’avance et la
profondeur de coupe.
Les exemples présentés ci-dessus ne sont pas les seuls
cas dangereux possibles.
Il appartient à l’utilisateur de repérer les dangers possibles
et de prendre des mesures en conséquence.
Malgré toutes les mesures pouvant être prises, un
risque résiduel n’est pas à exclure.
Couples de serrage en Nm:
Qualité M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,5 9,5 23 46 80 130 190 270 380 510 670 Nm
10.9 8,1 13 33 65 110 180 270 380 530 720 960 Nm
12.9 9,5 16 39 78 140 220 330 450 640 860 1120 Nm
15.En cas de changement ou de desserrage des vis, un
mauvais remplacement ou une mauvaise fixation de
celles-ci peuvent mettre des personnes ou des objets
en danger.
Pour toutes les vis de fixation, il faut toujours utiliser,
sauf d’avis contraire, le couple de serrage recommandé
par le fabricant des vis et correspondant à la classe de
résistance. Toutes les vis qui du fait de l’utilisation, par
ex. travaux de changement d’operatión, doivent être
desserrées puis ensuite resserrées, sont à lubrifier tous
les six mois (pâte grasse) au niveau du filetage et de la
surface de butée de la tête.
En cas de remplacement des vis d’origine, il faut
prendre la classe de résistance de la vis à remplacer
(en général 12.9). Les couples de serrage figurant dans
le tableau ci-dessous sont valables pour les tailles
courantes, M5 – M24 dans les classes 8.8, 10.9 et 12.9.
16. La qualité 12.9 est à utiliser systématiquement pour les
vis de fixation pour les éléments de serrage rapportés,
pour les brides rapportées, les butée fixes, les couvercles de cylindres ainsi que pour les éléments similaires.
17. Seules doivent être utilisées des pièces de rechange
d’origine de chez RÖHM. En cas de non respect, le
fabricant ne porte plus aucune responsabilité.
Pour pouvoir assurer des commandes de renouvellement de pièces de rechange ou de pièces détachées
sans risque d’erreur ou de doute, il faut absolument
indiquer le numéro d’indentification à 6 caractères gravé
sur le module. Dans de nombreux cas, il peut s’avérer
suffisant de se référer au numéro de position sur la vue
d’ensemble ou sur la nomenclature ou de se rapporter
éventuellement à une bonne description du module de
la pièce détachée concernée.
∅ de serrage trop grand
Pièce trop lourde et étage
de serrage trop court
∅ de serrage trop petit
Pièces avec fonte et
inclinaisons de forgeage
Longueur de serrage
trop courte, longueur de
saillie trop grande
Appui supplémentaire
par la pointe ou la lunette
Mettre en place un
mandrin plus grand
Appui par la pointe.
Etage de serrage prolongé
Serrage au plus
grand ∅ de serrage
possible
Serrage avec mors
polonnés
11
Page 12

3. Montage du mandrin sur la broche de la machine
1. Montage du mandrin sur la broche de la machine
1.1 Vérifier le faux-rond de rotation et le voile du nez de
broche de la machine ou, sur la machine, du fauxplateau fini d’usinage. (Tolérance 0,005 mm suivant
DIN 6386 et ISO 3089).
1.2 Le faux-plateau doit être conçu de façon à assurer la
portée du mandrin. La face d’appui du faux-plateau
ou du nez de broche doit être parfaitement plane.
1.3 Pousser le mandrin sur le nez du broche ou le fauxplateau et serrer les vis de fixation alternativement en
diagonale.
1.4 Vérifier à la portée de contrôle, le faux-rond de rotation et le voile du mandrin.
1.5 Amener le piston du cylindre de serrage dans la
position extrême avant.
1.6 Amener le piston du cylindre de serrage à la position
extrême avant et contrôler la distance (1mm) entre
piston et corps du mandrin puis, si nécessaire, corriger par rotation de la douille filetée la position du
piston.
1.7 Tirer le piston de serrage dans le mandrin à la position extrême arrière.
1.8 Appuyer le mandrin contre le logement de la broche
et serrer mutuellement les vis de fixation du mandrin.
1.9 Vérifier le fonctionnement, la course des mors et la
force de commande. Procéder dans l’ordre inverse
pour démonter le mandrin.
4. Entretien
1. Pour conserver la sûreté du
fonctionnement et la haute
qualité du mandrin il faut
procéder régulièrement à sa
lubrification par les raccords
de graissage (voir figure).
2. Pour favoriser une bonne
répartition de la graisse il convient, après une première lubrification, de manœvrer
plusieurs fois le piston sur toute sa course. Puis lubrifier à nouveau.
3. Lubrification de tours les pointes à graisser
1 x par la semaine.
4. Contrôle du fonctionnement:
voir à la pression de commande la plus faible possible, 3-4 bar. Cette méthode n’est valable qu’à titre
indicatif et ne remplace pas la mesure de la force de
serrage.
Si la force de serrage a trop chuté ou si le piston ne
se laisse pas manœvrer parfaitement, le mandrin doit
être désassemblé nettoyé et à nouveau lubrifié.
Nous recommandons notre graisse spéciale F80.
Nettoyage complet après désassemblage du mandrin
toutes les 2000 à 3000 heures de service.
Le piston doit se mou-
F
5. Désassemblage et assemblage du mandrin
1. Dévissée ressort d’ajustage de déplacement
2. Amener déplacement et boulon de tension à la
position extrême avant.
Nettoyer toutes les pièces, les contrôler et les
lubrifier minutieusement avec une graisse
Röhm F 80.
3. Procéder dans l’ordre inverse pour l’assemblage.
6. Pièces de rechange
Pour la commande des pièces de rechange veuillez indiquer le Nr. d’indentification du mandrin et le Nr. du poste ou la désignation de la pièce désirée. Le Nr. d’identification se trouveà la face avant du mandrin.
12
Page 13

1. Avvertenze di sicurezza e norme per l’impiego di
dispositivi di serraggio ad azionamento meccanico
Per un impiego conforme alle norme di sicurezza dei dispositivi di serraggio a comando automatico, in particolare mandrini
autocentranti, a bordo di torni ad alto rendimento con velocitá
elevate si devono osservare determinati criteri:
1. Quando si montano l’autocentrante automatico e il cilindro
di serraggio sul tornio si devono osservare le seguenti
norme di sicurezza:
1.1 Il mandrino macchina si deve avviare solo dopo aver
generato la pressione di serraggio nel cilindro e il serraggio é avvenuto entro il campo di lavoro consentito.
1.2 Lo sbloccaggio non deve poter avvenire prima che il
mandrino macchina non si sia fermato completamente.
1.3 In caso di mancanza dell’energia di serraggio il pezzo
deve rimanere bloccato fino all’arresto del mandrino.
(I cilindri di sicurezza della Röhm sodisfano tale
norma).
1.4 In caso di caduta e ritorno di tensione non deve aver
luogo alcuna variazione della posizione attuale di comando.
1.5 Se viene a mancare l’energia di serraggio dev’essere
previsto un segnale che blocchi il mandrino macchina.
2. Si deve osservare scrupolosamente quanto indicato nei
relativi manuali di uso e mantenzione con riferimento alle
norme di sicurezza.
3. Dopo aver montato l’autocentrante se ne deve verifiecare
il funzionamento prima della messa in servizio.
Due punti importanti sono:
3.1 Forza di serraggio: Alla forza/presione di esercizio
max. si deve raggiungere la forza di serraggio indicata
per il mezzo di serraggio (±15%).
3.2 Controllo corsa: La corsa del pistone di serraggio
deve presentare una zona di sicurezza nella
posizinoe finale anteriore e posteriore. Il mandrino
macchina deve partire solo dopo che il pistone di
serraggio ha attreversato la zona di sicurezza.
Per controllare il serraggio si devono impiegare
finecorsa conformi alle norme di sicurezza secondo
VDE 0113/12.73, cap. 7.1.3.
4. Se la velocitá del tornio é superiore a quella del mezzo o
del cilindro di serraggio si deve prevedere nella macchina
un dispositivo di limitazione della velocitá.
5. Se si cambia il mezzo di serraggio si deve adattare il controlo della corsa alla nuova situazione.
6. Nel determinare la forza di serraggio necessaria per la
lavorazione di un pezzo si deve terner conto della forza
centrifuga delle griffe (Le indicazioni per la determinazione
della forza di serraggio necessaria sono riportate nell’introduzione del catalogo Röhm, gruppo di prodotti 6).
7. L’affidabilitá del dispositivo di serraggio puó essere garantita solo se si osservano attentamente le norme di manutenzione del manuale di uso e manutenzione. In particolare si deve osservare quanto segue:
7.1 Per la lubrificazione si deve usare il lubrificante con-
sigliato nel manuale di uso e manutenzione. (Un lubrificamente non adatto puó ridurre la forza di serraggio
di piú del 50%).
7.2 Duarante la lubrificazione si devono poter raggiungere
tutte le superfici da lubrificare. (Gli accoppiamenti
stretti dei pezzi montati richiedono un’alta pressione.
Si deve usare, quindi, un ingrassatore ad alta
pressione).
7.3 Per facilitare la distribuzione del grasso far scorere il
pistone de serraggio diverse volte fino alle posizioni
finali, lubrificare nuovamente e contrlare, infine, la
forza di serraggio.
8. Si deve controllare la forza di serraggio prima di iniziare
una nuova serie a tra gli intervalli di manutenzione,
usando un misuratore della forza di bloccagio. ”Soltanto
un controllo regolare garantisce una sicurezza ottimale”.
9. Si consiglia di far scorrere il pistone di serraggio diverse
volte fino alle estramitá della corsa al massiomo ogni
500 serraggi. (Il lubrificante viene in tal modo ridistribuito
su tutta la superficie di pressione, ottenendo una forza di
serraggio piú duratura).
10. Se si impiegano griffe speciali si devono osservare le seguenti regole:
10.1 Le griffe di serraggio devono essere ie piú leggere e
basse possibili. Il punto di serraggio dovrebbe essere
il piú vicino possibile alla parte anteriore dell’autocentrante. (Punti di serraggio con distanza maggiore
causerebbero una maggiore pressione superficiale
nella guida dell’autocentrante, riducendo sensibilmente la forza di serraggio).
10.2 Se le griffe speciali per motivi costruttivi sono piú
larghe e/oppure alte delle griffe normali previste per
il mezzo di serraggio, nella determinazione della
forza di serraggio necessaria e della velocitá nominale si deve tener conto della maggiore forza
centrifuga che ne deriva.
Per l’esatta determinazione della forza di serraggio si
raccomanda l’impiego del ns. attrezzo di misurazione
elettronico della forza di serraggio EDS. Con questo
é possibile misurare la forza di serraggio dell’autocentrante sia in posizione di riposo che in rotazione.
La variazione della forza di serraggio in relazione alla
forza centrifuga dei morsetti può essere rilevata in
modo preciso.
10.3 Evitare, per quanto possibile, versioni saldate.
Eventualmente si deve verificare se le saldature resistono alla forza centrifuga e alla forza di serraggio.
10.4 Le viti di fissaggio si devono disporre in modo tale da
ottenere la massima forza effettiva.
11. La velocitá massima si puó applicare solo se é stata applicata la forza di serraggio massima e se gli autocentranti
funzionano correttamente.
12. Alle alte velocitá l’autocentrante deve essere usato solo
coprendolo con un cofano di protezione sufficientemente
grande.
13. Per gli autocentranti automatici con sistema di cambio
rapido delle griffe con meccanismo di cambio all’interno
dell’autocentrante si deve prevedere una sicurezza che
impedisca l’avviamento del mandrino della macchina
quando le griffe non sono serrate.
14. Dopo una collisione del mezzo di serraggio si deve effettuare una verifica per constatare enetuali cricche, prima
di usarlo nouvamente.
13
Page 14

2. Avvertenze importanti
1. La velocità massima può essere effettuata solo con
um set di griffe UB attribuito di serie all’autocentrante
ed alla massima forza di esercizio.
2. Ad una velocità elevata l’autocentrante piò essere
impiegato con una calotta protettiva di dimensioni
adeguate.
3. In caso di griffe riportate non temperate o di griffe
speciali fare attenzione che il peso sia possibilmente
basso.
4. Il controllo del funzionamento (movimento pistone e
pressione di esercizio) va effettuato in base alle
norme antinfortunistiche.
5. Per il resto riamandiamo a DIN EN 1550 (normativa
europea) requisiti di sicurezza per la struttura e
costruzione di autocentranti.
Errato Coretto
Esempi di situazioni di serraggio pericolose e loro
eliminazione
Durante il serraggio del pezzo si devono rispettare determinati
criteri.
In caso di serraggio inappropriato esiste pericolo di ferirsi
perché il pezzo può venire proiettato via o le griffe possono
spezzarsi.
In caso di taglio interrotto, ridure avanzamento e profondità
di taglio.
Gli esempi illustrati non comprendono tutte le possibili
sitzazioni di rischio. Spetta all’operatore riconoscere i rischi
possibili e prendere adeguati provvedimenti.
Nonostante tutti i provvedimenti non è da escludere un
rischio residuo!
Momente torcente in Nm:
Qualità M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,5 9,5 23 46 80 130 190 270 380 510 670 Nm
10.9 8,1 13 33 65 110 180 270 380 530 720 960 Nm
12.9 9,5 16 39 78 140 220 330 450 640 860 1120 Nm
15. In caso di sostituzione o allentamento di viti, una sostituzione o un serraggio difettoso possono comportare dei
rischi per le persone o le cose. Per tutte le viti di
fissaggio utilizzare sempre, salvo istruzioni contrarie, la
coppia di serraggio prescritta dal costruttore delle viti e
corrispondente alla loro classe di resistenza.
Tutte le viti di fissaggio che, per motivi d’impiego, per
esempio per ripreparazione, devono essere frequentemente allentate e successivamente ribloccate, devono
essere ingrassate con un lubrificante (grasso) nella
zona filettata e sulla superficie d’appoggio della testa.
Per la sostituzione delle viti originali, scegliere la classe
di resistenza della vite sostituita (di norma 12.9). Per le
misure correnti M5-M24 delle classi 8.8, 10.9 e 12.9 vale
la sottostante tabella delle coppie di serraggio.
16. Per viti di bloccaggio per inserti di serraggio, morsetti
ripontati, appoggi fissi, coperchi di cilindri ed elementi
simili usare per principio la qualità 12.9.
17. Si devono impiegare esclusivamente pezzi di ricambio
originali RÖHM. La mancata osservanza di quanto
sopra estingue ogni responsabilità del costruttore.
Per poter evadere sicuramente e senza errori nuove
ordinazioni di pezzi di ricambio o pezzi singoli é assolutamente necessario indicare il N. di identificazione a
6 cifre inciso sul gruppo. In molti casi può essere sufficiente disporre del N. di posizione secondo il disegno
complessivo o la distinta base e, eventualmente, di una
buona descrizione dell’elemento riguardante il pezzo.
Lunghezza di serraggio
troppo corta, sporgenza
del pezzo troppo lunga
∅ di serraggio troppo
grande
Pezzo troppo pesante
e gradino di serragio
troppo corto
∅ di serraggio troppo
piccolo
Pezzi con fusioni o inclinazioni da fucinatura
Appoggio supplementare su punta o lunetta
Impiegare un mandrino
più grande
Appoggio punto e su gradino
di serraggio prolungato
Serraggio sul maggior
diamentro possibile
Serraggio con inserti
pendolari
14
Page 15

3. Montaggio dell’autocentrante al mandrino macchina
1. Montaggio dell’autocentrante al mandrino macchina
1.1 Controllare, sulla macchina, l’errore di oscillazione
radiale ed assiale della testa portamandrino rispettivamente della flangia di alloggiamento autocentrante
(errore ammissibile sec. DIN 6386 ed ISO 3089 =
0,005 mm).
1.2 La flangia di alloggiamento deve risultare lavorata
e con figurata in modo che l’autocentrante vada a
poggiare con sicurezza contro la superficie di
accopiamento.
La superficie di accopiamento della flangia e/o del
mandrino operatore deve presentarsi assolutament
piana.
1.3 Premere l’autocentrante sulla testa motrice e stringere alternatamente le viti di fissaggio.
1.4 Controllare attraverso il bordo di riferimento l’errore di
oscillazione radiale ed assiale dell’autocentrante.
1.5 Traslare nella posizione più avanzata il pistone del
mandrino autocentrante.
1.6 Portare il pistone del cilindro di serraggio nella posizione più avanzata, controllare la misura di distanza
(1 mm) fra pistone e corpo dell’autocentrante, corregendo eventualmente la posizione del pistone mediante rotazione della boccola filettata..
1.7 Tirar il pistone di serraggio nell’autocentrante nella
posizione più posteriore.
1.8 Spingere l’autocentrante contro la superficie di accoppiamento del naso mandrino e stringere in alternanza le viti di fissaggio autocentrante.
1.9 Controllare funzionamiento, corsa delle griffe e valore
della forza di azionamento. Lo smontaggio dell’autocentrante avviene conformente nell’ordine inverso.
4. Manutenzione
1. Onde preservare il sicuro
funzionamento e ’elevata
qualità dell’autocentrante,
bisogna lubrificare gli
ingrassatori ad intervalli
regolari (cfr. fig.).
2. Per ottenere un’ottimale distribuzione del grasso, una volta
compiuta la lubrificazione eseguire ripetutamente il
funzionamento completo del pistone di serraggio.
Quindi lubrificare di novo.
3. Lubrificazione di tutti i punti 1 volta alla settimana
4. Controllo del funziamento:
Si deve avere un movimento del pistone di serraggio con la più bassa pressione di azionamento possibile, pari a 3-4 bar. Questo
metodo è attendibile solo in parte, ovvero non sostituisce la misurazione con scatola dinamomentrica.
Qualora la forza di serraggio sia eccessivamente
calata, o qualora il movimento del pistone sia insufficiente, è necessario smontre l’autocentrante pulirlo e
lubrificarlo nuovamente.
Consigliamo l’utilizzo del nostro grasso speciali F80.
Pulizia integrale, con scomposizione dell’autoocentrante ogni 2000-3000 ore d’esercizio.
1. Svitando linguetta il boccola scorrevole
2. Portare boccola scorrevole ed perno di serraggio
nella posizione più anteriore.
Pulire bene e controllare tutte le parti eppoi
ingrassarle con grasso Röhm F 80.
3. L’assemblaggio viene effettuato nell’ordine inverso.
5. Scomposizione e reassemblaggio degli autocentranti
6. Pezzi di ricambio
In caso di ordinazione di pezzi di ricambio indicare il
N. dell’autocentrante e N. pos. o denominazione del
pezzo desiderato; il N. ident. è riportato sul lato frontale dell’autocentrante.
15
Page 16

1. Indicaciones de seguridad y directrices para el empleo
de dispositivos de sujeción automáticos
E
La utilización segura de dispositivos de sujeción de mando automático
en tornos de alto rendimiento que operan a altas velocidades de
rotación exige tener en cuenta una serie de criterios de seguridad:
1. Durante el montaje en el torno del plato de mando automático y
del cilindro de sujeción hay que tener en cuenta las exigencias
de seguridad siguientes:
1.1 El husillo del torno no debe poderse poner en marcha hasta
que se haya alcanzado la presión necesaria en el cilindro de
sujeción se encuentre dentro del margen admisible de operación.
1.2 No se debe aflojar el dispositivo de sujeción hasta la detención
completa del husilo del torno.
1.3 En caso de falla de la energía de sujeción, debe garantizarse
que la pieza quede bien sujeta hasta la detención completa
de la máquina (los cilindros de seguridad Röhm cumplen con
este requisto).
1.4 En caso de falla del suministro elétrico y reanudación del
mismo no debe producirse modificación alguna en el estado
actual de commutación.
1.5 En caso de falla de la energía de sujeción debe emitirse una
señal que detenga el husillo de la máquina.
2. Hay que observar cuidadosamente las informaciones relativas a la
seguridad de trabajo contenidas en las instrucciones de servicio
correspondientes.
3. Una vez montado el plato hay que verificar su funcionamiento
correcto antes de la puesta en servicio del torno.
Dos puntos importantes:
3.1 Fuerza de sujeción! Aplicando la fuerza/presión máxima de
accionamiento debe alcanzarse la fuerza de sujeción especificada para el dispositivo de sujeción (±15%).
3.2 Control de la carrera del émbolo! La carrera del émbolo de
sujeción debe contar con un margen de seguridad en la posición final delantera y trasera. El husillo del torno no debe poderse poner en marcha si el émbolo de sujeción ha atravesado
el margen de seguridad. Para la supervisión de la carrera del
émbolo de sujeción deben emplearse exclusivamente pulsadores de fin de carrera que cumplan con los requisitos especificados en la norma VDE 0113/12.73, Apartado 7.1.3 para los
pulsadores de fin de carrera de seguridad.
4. Si la velocidad de rotación máxima del trono es superior a la del
dispositivo de sujeción o del cilindro de sujeción, es imprescindible
la incorporación en el torno de un dispositivo limitador correspondiente.
5. Después de cada cambio de los dispositivos de sujeción hay
que ajustar el control de la carrera del émbolo a las nuevas
circunstancias.
6. Para la determinación de la fuerza de sujeción necesaria para el
mecanizado de una pieza concreta hay que tener en cuento la
fuerza centrifuga de las mordazas de sujeción (en el capitulo intorductorio del catálogo Röhm para el grupo de productos 6 se encuentran las informaciones necesarias para el cálculo de la fuerza
de sujeción necesaria).
7. La fiabilidad del dispositivo de sujeción de mando automático sólo
puede ser garantizada si se observan con exactitud las prescripciones para el mantenimiento indicadas en las instrucciones se servicio. Especialmente hay que tener en cuenta lo siguiente:
7.1 Para el engrase del dispostivo hay que utilizar exclusivamente
los lubricantes recomendados en las instrucciones de servicio.
(El empleo de un lubricante inadecuado puede reducir la
fuerza de sujeción en más de un 50%).
7.2 El engrase debe extenderse con seguridad a todas las superficies que precisen lubricante. (El ajuste estrecho de las differntes piezas exige una presión de aplicación elevada. Por lo
tanto, hay que utilizar bombas de engrase de alta presión).
7.3 Para obtener una distribución adecuada de la grasa, hay
que desplazar el émbolo de sujeción varias veces entre sus
posiciones terminales; a continuación, engrasar de nuevo y
controlar la fuerza de sujeción.
8. La fuerza de sujeción debe ser controlada siempre antes del comienzo de una serie de mecanización, así como entre los intervalos de mantenimiento. Para ello hay que emplear una caja medidora. „Para garantizar una seguridad óptima es imprescindible un
control periódico de la fuerza de sujeción”.
9. En intervalos de 500 operaciones de sujeción, o más reducidos, es
oportuno desplazar del émbolo de sujeción varias veces hasta sus
posiciones terminales. (De ese modo se distribuye de nuevo en los
puntos de engrase la grasa evacuada, y se conserva la fuerza de
sujeción durante un periodo de tiempo más prolongado).
10. Si se emplean garras de sujeción especiales hay que tener en
cuenta las reglas siguientes:
10.1 Las garras deben ser lo más ligeras y lo más bajas posible.
El punto de sujeción debe quedar lo más cerca posible de la
cara delantera del plato (una separación mayor del punto de
sujeción conduciría a una mayor presión superficial en la
guía de las garras, y disminuiría considerablemente la fuerza
de sujeción).
10.2 Si, por razones constructivas, las garras especiales son más
anchas o/y más altas que las garras escalonadas correspondientes a los elementos de sujeción, hay que tener en cuenta
las fuerzas centrifugas superiores resultantes para el cálculo
de la fuerza de sujeción necesaria y de la velocidad de rotación de referencia.
Para conocer exactamente la fuerza de amarre, le recomendamos nuestro equìpo electrónico EDS; con este sistema se
tiene la opción de medir las fuerzas de amarre tanto en
estática como dinámicamente. De esta manera se pueden
apreciar las modificaciones de la fuerza de amarre debido
a la influencia de la fuerza centrifuga.
10.3 Se deben evitar en lo posible construcciones soldades. Si no
hay otra solución, hay que controlar que las costuras de soldadura puedan soportar las cargas debidas a la fuerza centrifuga y a la tensión de sujeción.
10.4 Los tornillos de fijación deben ser dispuestos en orden alcan-
zar un momento eficaz elevado.
11. Se debe operar con la máquina a la velocidad de rotación máxima
solamente si está aplicada la fuerza de accionamiento máxima, y
si los platos de sujeción funcionan impecablemente.
12. Para la operación del plato de sujeción a altas velocidades de
rotación es imprescindible que esté colocada una cubierta de protección de dimensiones y resistencia suficientes.
13. Los platos de mando automático con sistema de cambio rápido de
garras, cuyo mecanismo de sustitución se encuentre en el interior
del plato, necesitan un seguro que bloquee el arranque del husillo
de la máquina si no están enclavadas las garras de sujeción.
14. Hay que examinar los elementos de sujeción después du una colisión, para verificar que no se han producido fisuras en el material.
16
Page 17

E
2. Notas importantes
1. El número máximo de revoluciones solamente deberá
ser operado con un juego de garras UB, que ha sido
asignado en serie al plato, y con la fuerza máxima de
accionamiento.
2. El plato sólo deberá ser operado a altas revoluciones
cuando se encuente debajo de una caperuza de
protección suficientemente dimensionada.
3. Al emplear garras sobrepuestas no templadas o garras especiales deberá observarse un peso mínimo.
4. El control del funcionamiento (movimiento de émbolo
y presión de accionamiento) deberá efectuarse
observando las directivas del Gremio Profesional.
5. Además hacemos referencia a DIN EN 1550 (norma
europea) en lo concerniente a requistos de seguridad
para la conformación y el diseño de platos.
Incorrecto Correcto
Ejemplos de situaciones peligrosas de sujeción y
su eliminación
En la sujeción de la pieza deben tenerse en cuenta
determinados criterios.
Si la sujeción se realiza de manera indebida, existe el peligro
de sufrir lesiones al salir despedida la pieza o por rotura de las
garras.
En caso de corte ininterrumpido reducir el avance y la
profundidad de corte.
Los ejemplos representados no abarcan todas las posibles
situaciones de peligro. Es asunto del usuario detectar
posibles situaciones de peligro y adoptar las medidas
oportunas.
Pese a la adopción de medidas preventivas no puede
excluirse un cierto riesgo residual.
Momentos de aprieto de tornillos en Nm:
Calidad M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,5 9,5 23 46 80 130 190 270 380 510 670 Nm
10.9 8,1 13 33 65 110 180 270 380 530 720 960 Nm
12.9 9,5 16 39 78 140 220 330 450 640 860 1120 Nm
15. Si al proceder a soltar o cambiar tornillos, el subsiguiente apriete o recambio presenta deficiencias,
éstas pueden dar origen a situaciones expuestas para
personas y objetos. Para la totalidad de los tornillos de
fijación deberá aplicarse el momento de aprieto
recomendado por el fabricante del tornillo para la
correspondiente clase de resistencia.
A todos los tornillos que tienen que ser frecuentemente
soltados y nuevamente apretados debido p.ej. a la
finalidad que cumplen y a trabajos de reequipamiento
deberá aplicárseles cada seis meses una capa de
lubricante (grasa) en el sector de la rosca y en el sector
de contacto de la cabeza. En el caso de recambio de
los tornillos originales deberá elegirse para los nuevos
tornillos la clase de resistencia de los tornillos substituidos (normalmente 12.9). Para los tamaños usuales
M5-M24 de las clases 8.8, 10.9 y 12.9 tienen validez los
valores de la tabla de momentos de aprieto de tornillos
presentada abajo.
16. Tratándose de tornillos de fijación para suplementos de
sujeción, mordazas de superposición, instalaciones
fijas, tapas cilindro y elementos similares se empleará
básicamente la calidad 12.9.
17. Al efectuar recambios de piezas deberán emplearse
exclusivamente repuestos originales RÖHM. La no
observación de esto libera al fabricante de toda responsabilidad. Para poder dar curso a los pedidos de repuestos o de piezas individuales, sin que se presenten
dudas o se cometan posibles errores, es imprescindible
disponer del número correlativo de 6 cifras grabado en
la componente. Hay sin embargo una serie de casos en
que la indicación del no. de pos. del plano o de la lista
de piezas y partes junto a una descripción de la unidad
constructiva de la pieza en cuestión es suficiente.
Longitud de sujeción muy
corta, voladizo muy largo
Diámetro de sujeción
excesivamente grande
La pieza es demasiado
pesada y el escalón de
sujeción demasiado corto
Diámetro de sujeción
excesivamente pequeño
Piezas con pendientes
de fundicón o forjados
Apoyo adicional mediante
contrapunto o luneta
Emplear plato de
mayores dimensiones
Apoyo mediante contrapunto
Escalón de sujeción
prolongado
Sujeción en el máximo
diámetro de sujeción
posible
Sujeción con insertos
de oscilación
17
Page 18

3. Montaje del plato en el husillo de la máquina
1. Montaje del plato en el husillo de la máquina
1.1 Comprobar la marcha concéntrica y el voladizo del
cabezal del husillo de la máquina o de la brida intermedia acabada en la máquina, respectivamente
(perm. 0,005 según DIN 6386 e ISO 3089).
1.2 La brida debe estar configurada da tal manera que el
plato pueda apoyarse perfectamente en la superficie
de apoyo. La superficie de apoyo en la brida o el
husillo tiene que ser absolutamente plana.
1.3 Presionar el plato sobre el cabezal del husillo o la
brida, respectivamente, y apretar alternativamente
los tornillos de fijación.
1.4 Comprobar el plato en cuanto a la marcha
concéntrica y el voladizo en el borde de control.
1.5 Desplazar el émbolo del cilindro de sujeción hasta la
posición más delantera.
1.6 Desplazar el émbolo del cilindro de sujeción a la posición delantera extrema y verificar la medidade separación (1 mm) entre el émbolo y el cuerpo del plato
y, en caso dado, corregir la posición del émbolo girado el casquillo roscado.
1.7 Empujar el émbolo de sujeción en el plato a la posición posterior extrema.
1.8 Apretar los tornillos del plato en forma cruzada, sobre
la nariz de máquina.
1.9 Verficar el funcionamiento, la carrera de las garras y
el valor de la fuerza de accionmiento. El desmontaje
del plato del husillo se efectúa en el sentido inverso.
4. Mantenimiento
1. A fin de conservar el funcionamiento seguro y la alta calidad
del plato de sujeción es indispensable que éste sea engrasado con regularidad en las
boquillas de engrase (ver la
figura).
Para un distribución favorable
de la grasa, accionar el émbolo de sujeción varias
veces después de la lubricación. Seguidamente, engrasar de nuevo.
2. Según la condiciones de aplicación, se deberá comprobar el funcionamiento y la fuerza de sujeción del
plato después de una duración de servicio derterminada. La fuerza de sujeción se mide óptimamente
mediante una caja medidora de presión.
3. Engrease de todos los puntos de engrease 1 x a la
semana.
4. Prueba de funcionamiento:
se tiene que mover aún con una presión mínima de
accionamiento de aproximadamente 3 a 4 bar. Este
método no ofrece una información absolutamente
precisa y no sustiuye la medición de la fuerza de
sujeción.
Si la fuerza de sujeción ha caído demasiado, o
el émbolo de sujeción ha caído demasiado, o el
émbolo de sujeción no se puede mover bien, deberá
procederse al desensamblaje del plato, a su limpieza
y a una nueva lubrification.
Recomendamos emplear nuestra grasa especial
F 80.
Limpieza total con el desensamblaje del plato,
después de cada 2000-3000 horas de servicio.
E
El émbolo de sujeción
5. Desensamblaje y ensamblaje de los platos
1. Desmontando chaveta el casquillo corredizo
2. Desplazar casquillo corredizo y perno de sujeción a
la posición delantera más avanzada.
Limpiar todas las piezas, comprobar su perfecto
estado y engrasarlas bien con grasa Röhm F 80.
3. El ensamblaje se efectúa en el sentido inverso.
6. Piezas de repuesto
Al formular el pedido de piezas de repuesto rogamos indicar el número Ident. del plato y el número de posición
o la denominación de la pieza deseada – el número
Ident. se encuentra aplicado en la cara frontal del plato.
18
Page 19

Zugehörige Spannzylinder – matching cylinders
Ungehärtete Spanneinsätze Typ 509 – interchangeable gripping inserts
Größe – Size 130 160 200 250 315 350
(ohne Spanneinsatz – without gripping insert) Id.-Nr. 201979 201980 201981 201982 201983 201984
A 130 160 200 250 315 350
Backenhub – Jaw travel B 5,3 5,3 5,3 5,3 5,3 5,3
C 75 75 82 95 105 105
D
H6
115 145 185 235 235 300
F 92 100 140 160 200 240
G 3 x M 12 3 x M 12 3 x M 16 3 x M 20 3 x M 20 3 x M 20
H 181820262626
J 56 71 95 115 160 190
Kolbenhub – Wedge stroke K 20 20 20 20 20 20
L 38 52 72 95 136 160
M 32,5 45,5 65,5 85,5 125,5 150,5
N 777777
O 121215151515
max. 40,65 48,15 64,65 74,65 101,65 116,65
min. 35,35 42,85 59,35 69,35 96,35 111,35
Q M 8 M 8 M 10 M 10 M 12 M 12
R 303035404545
S
H7
24 24 30 30 35 35
max. 40 40 40 48 53 53
min. 20 20 20 28 33 33
U 55 60 85 125 125 125
Z M 48 x 1,25 M 62 x 1,25 M 85 x 1,25 M 105 x 1,25 M 150 x 1,25 M 175 x 1,25
Max. Betätigungskraft – Max. draw bar pull kN 15 25 35 45 50 70
Max. Gesamtspannkraft ca. – Max. total clamping force approx. kN 28 46 66 84 90 125
Max. zulässige Drehzahl – Max. admissible speed min
–1
8000 8000 6300 5500 4200 3500
Massenträgheitsmoment J – Moment of inertia J kgm
2
0,012 0,026 0,072 0,183 0,508 0,760
Gewicht ohne Spanneinsätze ca. – Weight without gripping inserts kg 5,5 7,5 13 21 35 42
Spannbereich – Chucking capacity mm 0-30 0-40 4-70 24-80 30-130 60-160
Satz – Set Id.-Nr. 210006 210007 210008 210009 210010 210010
OV/OVS hydraulisch 85 105 130 150 150 200
LV-LVS pneumatisch 200 250 300 300 350 –
LT-LTS pneumatisch 150 200 200 250 250 300
P
T
Kraftbetätigte Zangenbolzenfutter ZFM mit Spanneinsätzen
Power operated chucks with gripping inserts
Typ 509-00 zylindrische Zentrieraufnahme – adaptor recess
19
Page 20

Röhm GmbH, Postfach 11 61, D-89565 Sontheim/Brenz,
Tel. 0 73 25 / 16-0, Fax 0 73 25/ 16-4 92
Homepage: http://www.roehm-spannzeuge.com
e-mail: info@roehm-spannzeuge.com
Id.-Nr.: 898597/0402
20
 Loading...
Loading...