

Ricoh priport 5000, pearl Technical Bulletin
RICOH Technical Bulletin
PAGE: 1/1
Model:
Subject:
PRIPORT PEARL
Pressure Cylinder Maintenance Cycle
Classification:
Troubleshooting
Mechanical
Paper path
Other ( )
Part information
Electrical
Transmit/receive
Date:
31-Dec-98
No: 01
Prepared by:
H. Kokubo,
Priport Service Planning Section
Action required
Service manual revision
Retrofit information
Model Name:
PEARL: Ricoh JP5000, Gestetner 5450, RexRotary 1560, nashuatec CP450, SVN 3350DNP
The Preventive Maintenance section in the service manual (page 5-1) shows the pressure
cylinder and the paper clamper as consumable PM items. It states that the parts should be
replaced every 1.2M copies or every 2 years.
In fact, they do not have to be replaced periodically, but in emergency cases only.
Correct the maintenance method for the pressure cylinder and paper clamper in your service
manual as follows:
SECTION 5. PREVENTIVE MAINTENANCE
Maintanance Table
C: Clean, R: Replace, L: Lubricate, A: Adjust
Interval
Item
6M 1Y 2Y 3Y
Pressure Cylinder C C C C C Damp
Paper Clamper (on
Pressure Cylinder)
C C C C C Dry Cloth
Time Print Counter EM NOTE
300K 600K
1M 1.2M 2M
Cloth
RICOH Technical Bulletin
PAGE: 1/6
Model:
Subject:
Classification:
Model Name:
PEARL: Ricoh JP5000, Gestetner 5450, RexRotary 1560, nashuatec CP450, SVN 3350DNP
PRIPORT PEARL
Master Feed Jams or Cutter Errors
Troubleshooting
Mechanical
Paper path
Other ( )
Part information
Electrical
Transmit/receive
Date:
Prepared by:
H. Kokubo,
Priport Service Planning Section
31-Dec-98
Action required
Service manual revision
Retrofit information
No: 02
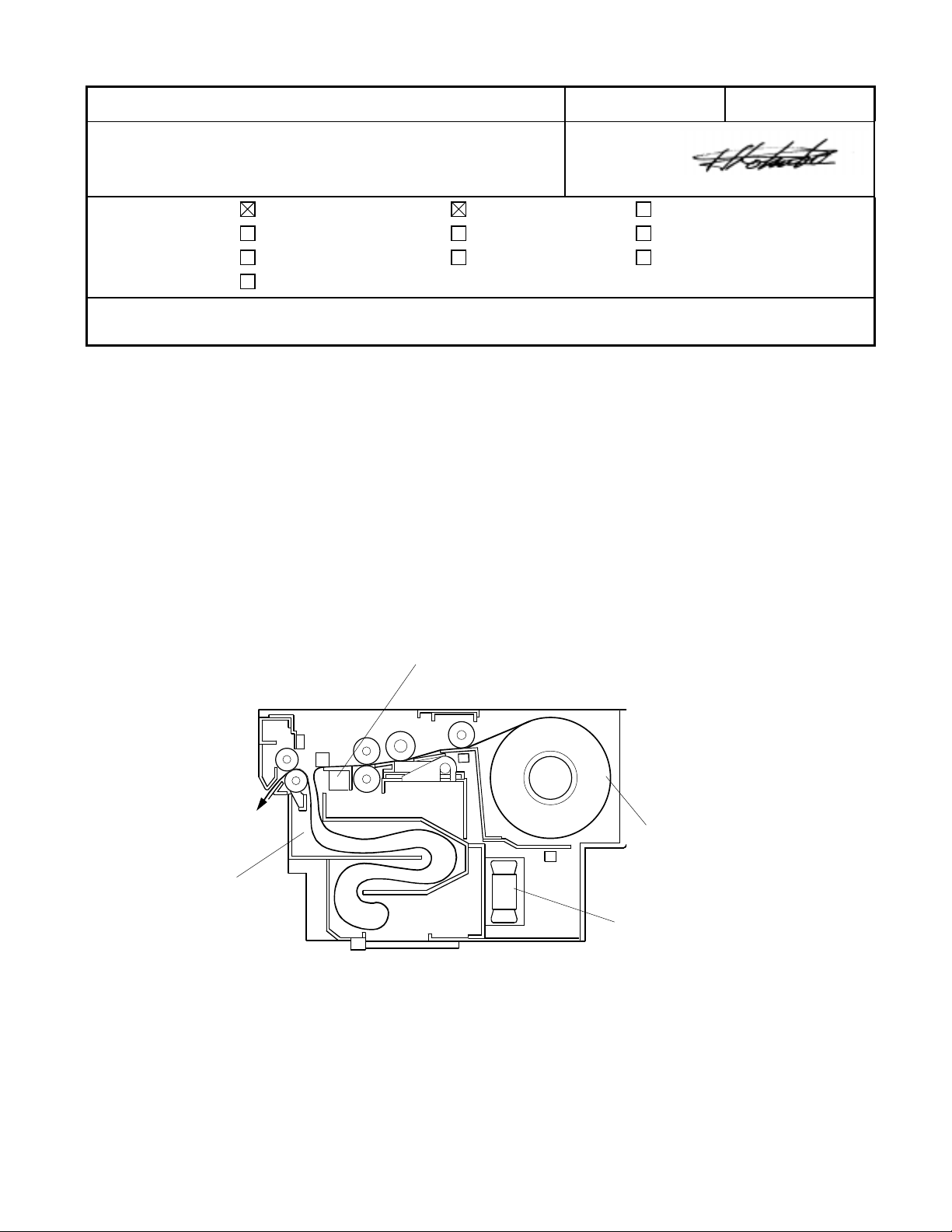
SYMPTOMS
The master is wrapped around the rollers in the master making unit.
·
The master jams during the master making process, and it does not reach the drum
·
master clamper.
The master wrapped around the drum is folded, and it does not cover the drum surface
·
properly.
The master is not cut at all. Even if the master is wrapped around the drum, the trailing
·
edge of the master has a roughly-cut edge. This looks like a cutter unit problem.
Cutter Unit
CAUSES
Master Roll
Buffer Duct
Master Buffer Fans
CASE 1:
Small pieces of torn master are sucked into the master buffer duct, and the suction
(generated by the three buffer fans) weakens. As a result, the master is not guided properly
into the buffer duct. This can occur even if a tiny piece of master gets caught in the buffer
fans.
RICOH Technical Bulletin
PAGE: 2/6
Model:
CASE 2
Due to heavy static electricity, the master is not guided into the buffer fans. This problem is
especially likely when the master roll has almost run out and the diameter of the roll has
become narrow.
PRIPORT PEARL
Date:
31-Dec-98
No: 02
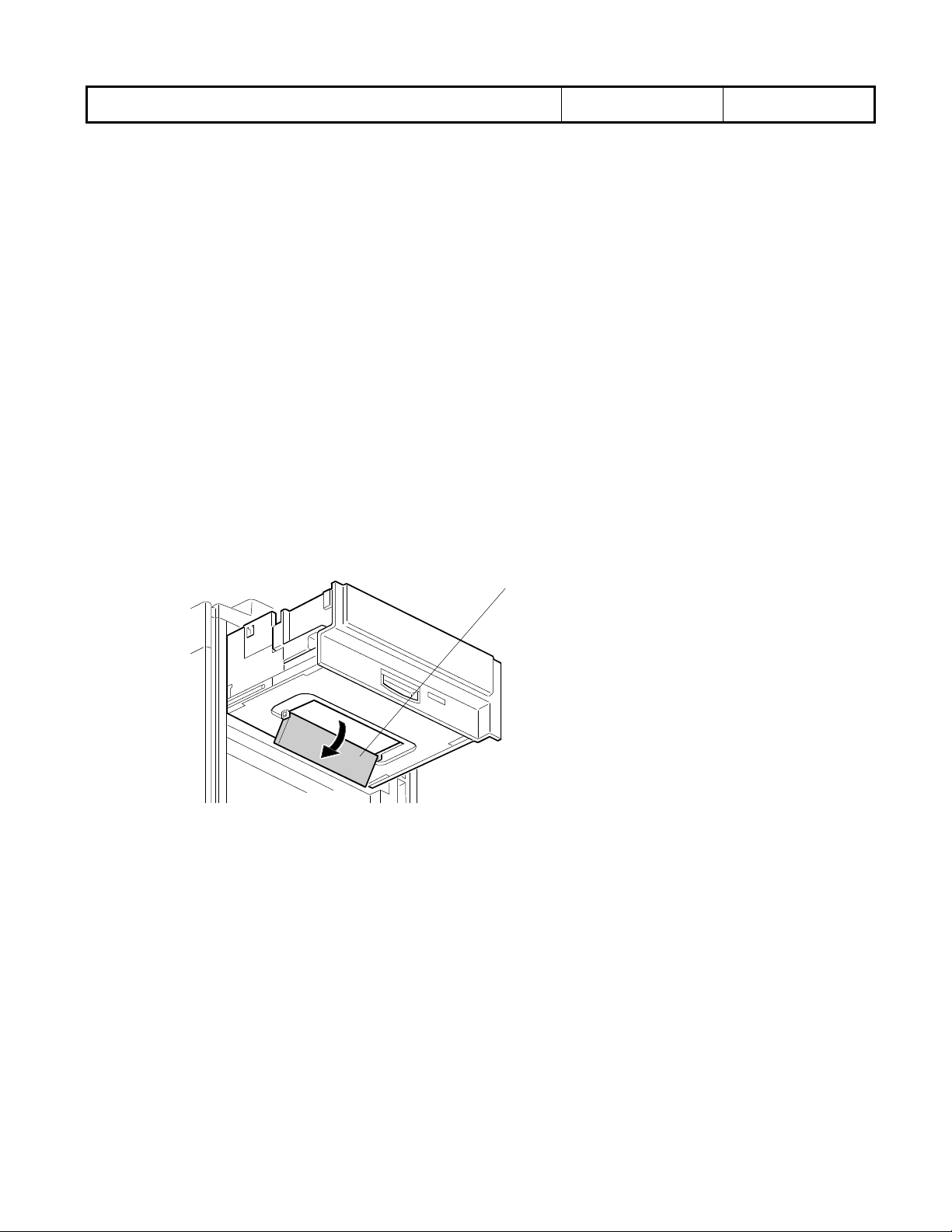
SOLUTION 1
Door
1. First, slide out the master making unit and check if there is no master pieces in the buffer
duct by opening the small door in the bottom of the unit.
RICOH Technical Bulletin
PAGE: 3/6
Model:
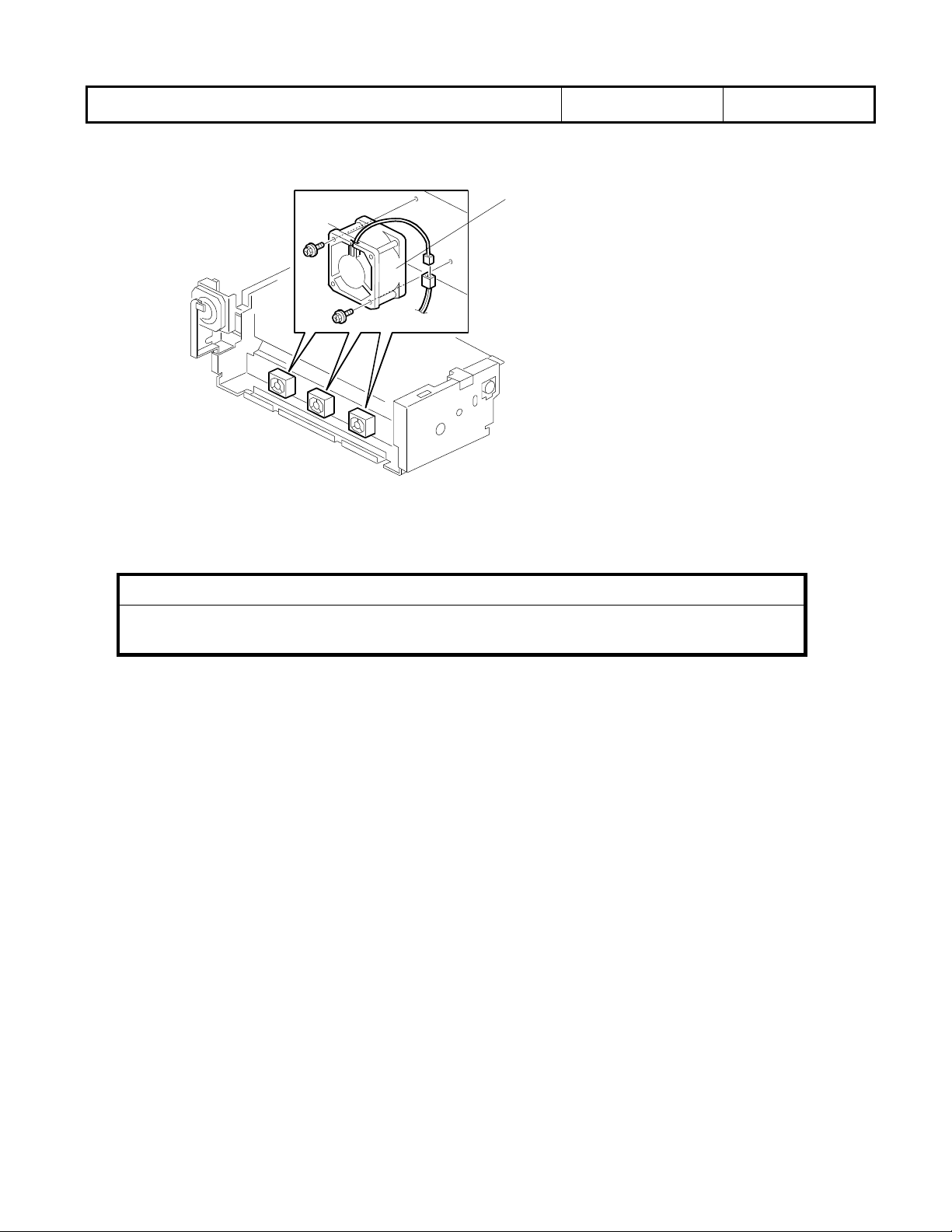
2. Remove the exterior cover of the unit, and check if any master pieces are caught in the
PRIPORT PEARL
Buffer Fan
buffer fans.
Date:
31-Dec-98
No: 02
I
CAUTION
A tiny piece of master can cause the problem. Remove the three fans by
loosening the screws, and check if there are anypieces of master.
SOLUTION 2
To ensure that the master is guided into the buffer duct, the following parts have been
registered as service parts.
·
Anti-static Brush - 310: C229 2071
·
Master Guide Kit: C230 2175
NOTE:
1) We recommend that you install these two parts at the same time for
the best effect.
2) The kit (#C2302175) contains the front guide bracket (#C2302176),
rear guide bracket (#C2302177), and two stepped screws (2 x
#C2302178).
3) These parts were implemented into production from December
1998.
RICOH Technical Bulletin
PAGE: 4/6
Model:
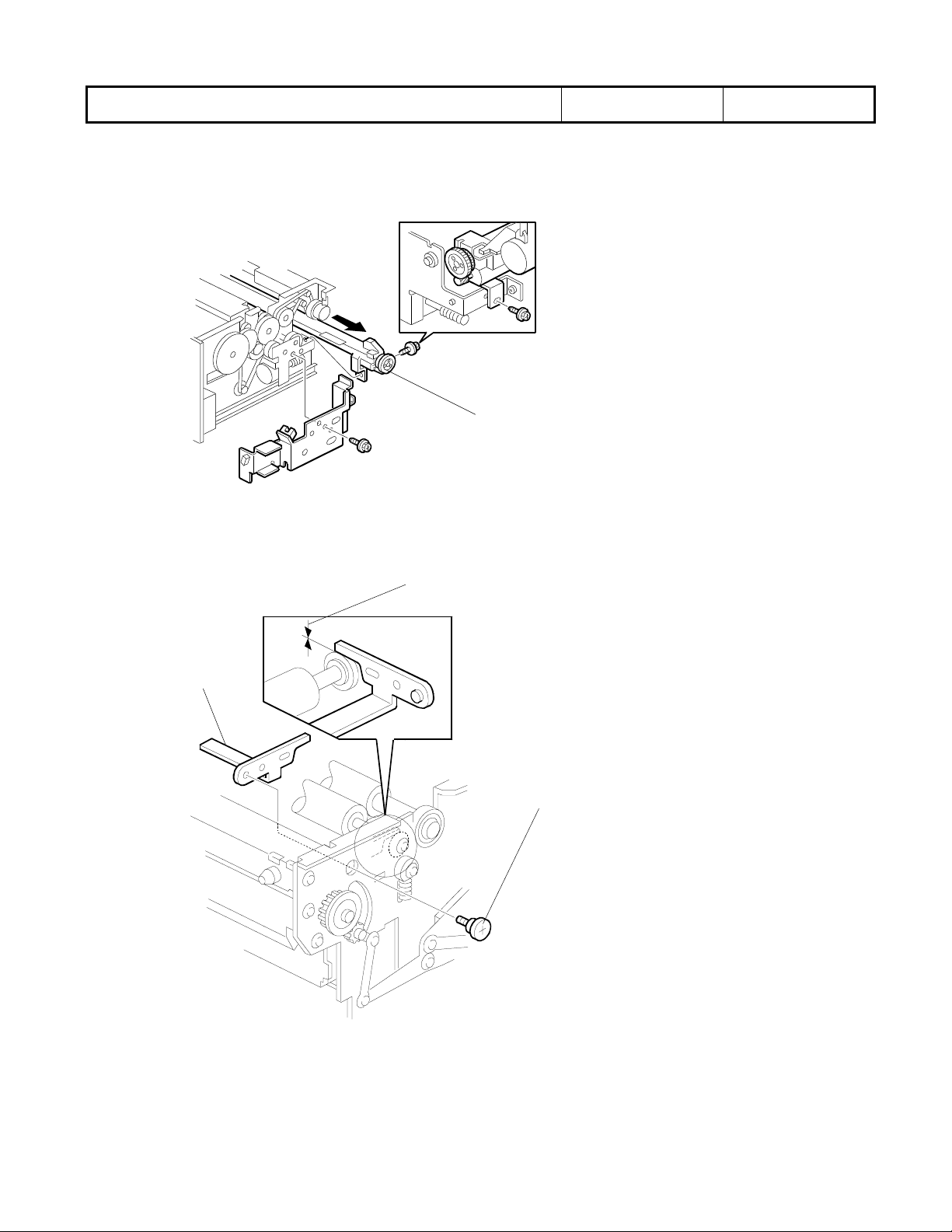
The following is the installation procedure for the parts.
1. Remove the cutter unit. (For the removal procedure, refer to the service manual.)
PRIPORT PEARL
Cutter Unit
Date:
31-Dec-98
No: 02
Rear Guide
Bracket
In contact
Stepped Screw
2. Install the front guide bracket (in the operation side of the unit) using the stepped screw,
as shown above.
RICOH Technical Bulletin
PAGE: 5/6
Model:
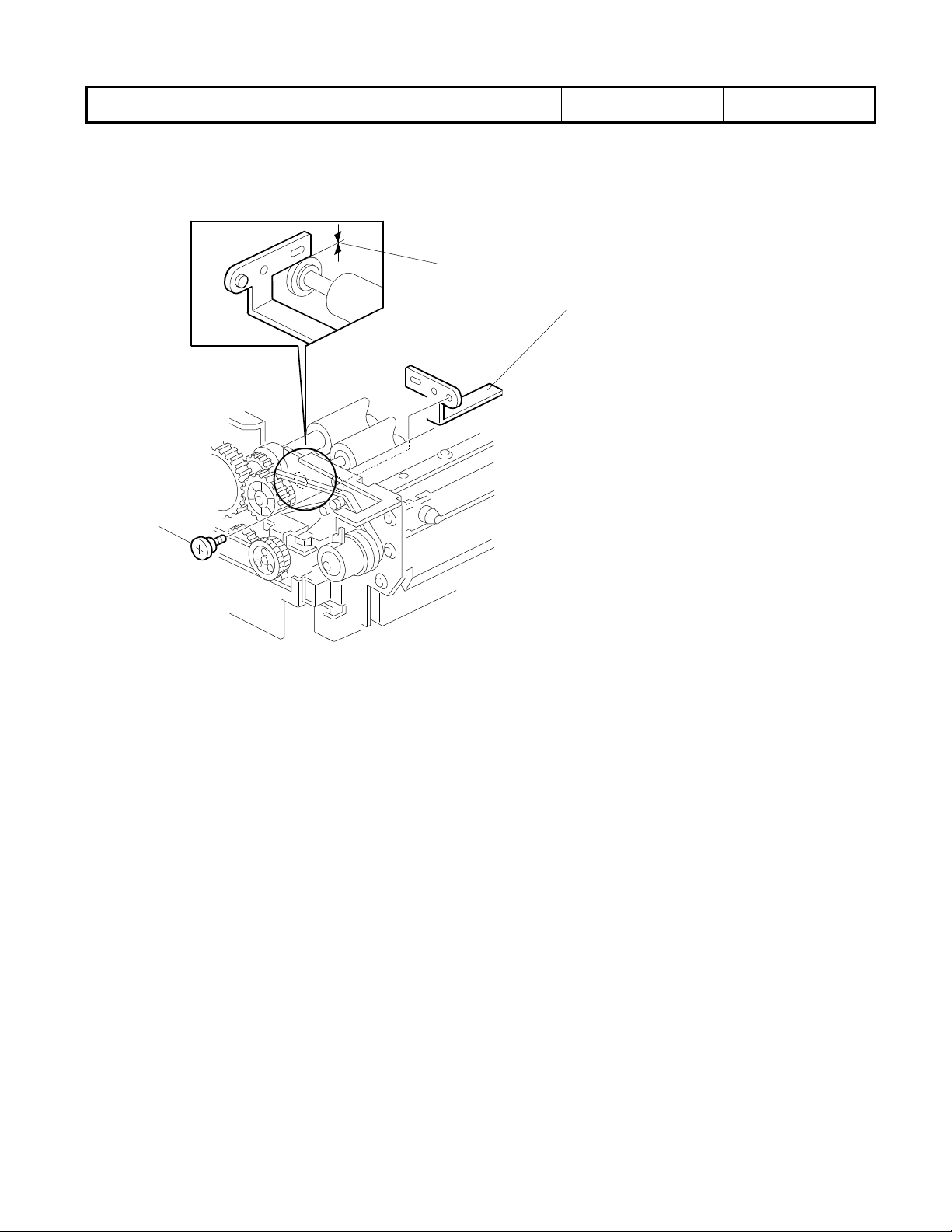
Stepped
Screw
PRIPORT PEARL
In contact
Date:
31-Dec-98
Rear Guide Bracket
No: 02
3. Install the rear guide bracket (in the non-operation side of the unit) using the stepped
screw, as shown above.
CAUTION:
1) The two brackets are different. Make sure to install them in the
correct positions by referring to the diagrams above.
2) Make sure that both brackets are in contact with the flanges of the
ball bearings at each end of the roller. (See diagram.)
RICOH Technical Bulletin
PAGE: 6/6
Model:
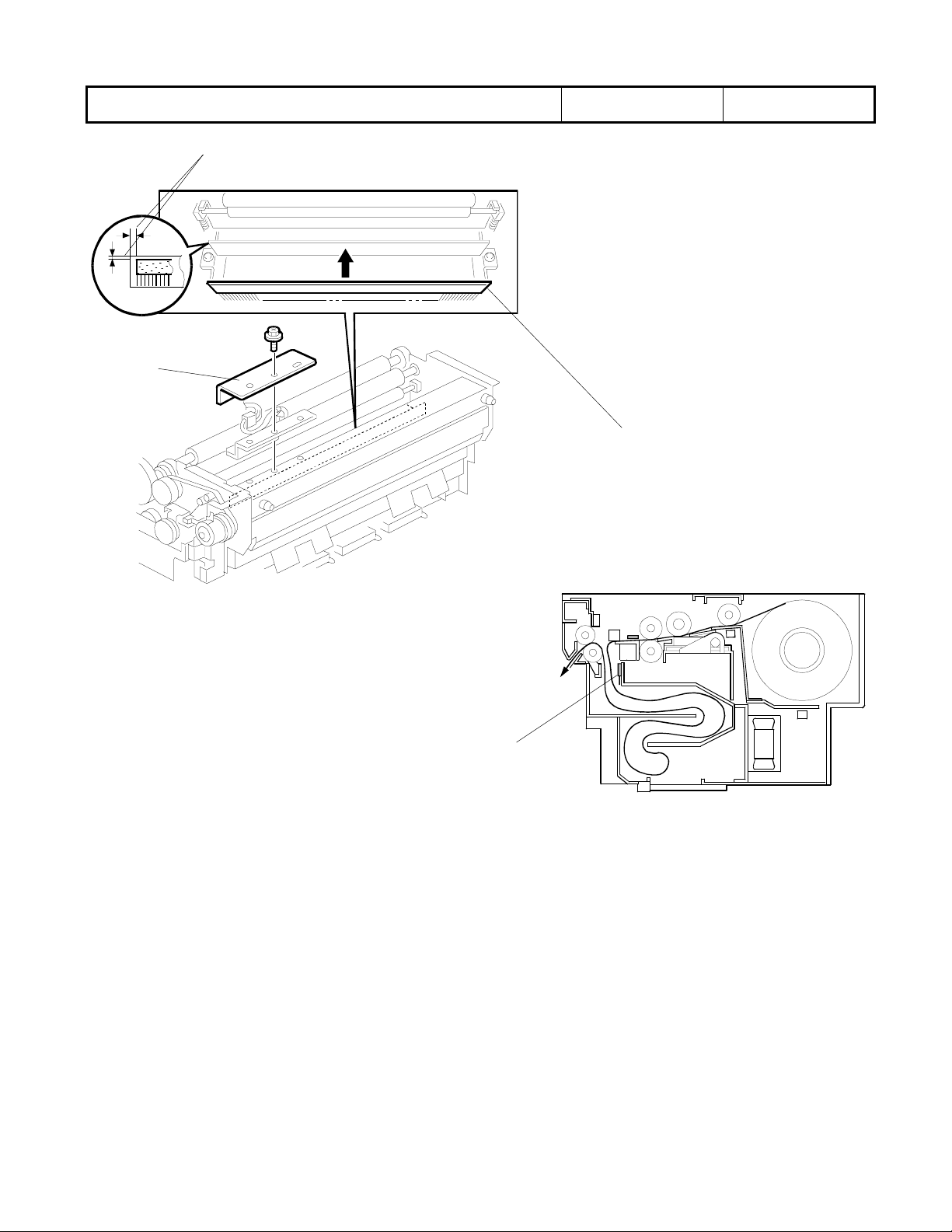
Sensor
Cover
PRIPORT PEARL
0 to 1 mm from the edges
Date:
31-Dec-98
Anti-static
Brush
No: 02
Anti-static Brush
- Cross section -
4. Remove the master edge sensor cover (one screw).
5. Wipe the area where the anti-static brush is installed using a cloth dampened with
alcohol.
NOTE:
6. Stick the anti-static brush in place as shown above.
CAUTION:
7. Reassemble the machine.
This is to remove any oil or contamination.
1) Install the part by referring to the distance from the edges of the
metal plate. See the upper diagram.
2) The tips of the brush bristles must not protrude below the bottom
edge of the bracket.
Technical Bulletin
PAGE: 1/7
Model:
Subject:
Classification:
Model Name:
PEARL: Ricoh JP5000, Gestetner 5450, RexRotary 1560, nashuatec CP450, SVN 3350DNP
PRIPORT PEARL
Image Density Improvement
- New Printing Pressure Standard -
Troubleshooting
Mechanical
Paper path
Other ( )
Part information
Electrical
Transmit/receive
Date:
Prepared by:
H. Kokubo,
Priport Service Planning Section
15-Jun-99
Action required
Service manual revision
Retrofit information
No: RC229003
BACKGROUND
The copy image quality of the Pearl has been designed to achieve a better balance between
higher image density on the front and less “ink set-off” on the reverse side of copies.
On the other hand, after launching the Pearl in the marketplace, we realized that there was a
stronger demand for higher image density than we expected, especially in solid-fill image
areas.
Increasing the image density on the front of copies is not easy for Priport machines since we
must consider less “ink set-off” at the same time. We found that the image density improved
using a combination of the following two methods:
• Increasing the printing pressure to 16 kgf (from 14 kgf, the current default setting).
• Optimizing the printing speed at the beginning of printing to prevent paper wrapping jams
that are likely to occur when increasing the printing pressure. (A firmware update is
necessary for this.)
Details describing these two methods are in the “Solution” section on the next page.
NOTE:
Increasing the thermal head energy using an SP mode is the usual method for
improving image density on Priport machines. (Note that this means changing the
supply timing pulse width with an SP mode, without changing the input voltage to
the thermal head. Do not change the voltage, usually adjustable by the
potentiometer on the PSU, for any reason to avoid damaging the thermal head.)
We studied this matter for the Pearl, however there was no significant
improvement. Increasing the energy just resulted in increasing “ink set-off” on the
back side.
Technical Bulletin
PAGE: 2/7
Model:
PRIPORT PEARL
Date:
15-Jun-99
No: RC229003
SOLUTION
1. Increasing the printing pressure
To achieve better image quality, we have changed the factory setting for the printing
pressure. From the first production runs in
16 kgf. (Previously, it was 14 kgf.)
Even in the previously manufactured machines, the printing pressure could be increased up
to 16 kgf by field technicians in the field. However, 16 kgf was the maximum value that could
be set and there was no further allowance for adjustment (in a higher-pressure direction). To
apply a little allowance to increase the pressure even after changing the factory setting, we
also changed the two brackets which hold the printing pressure springs at the front and rear.
The new bracket allows adjustment up to 17 kgf.
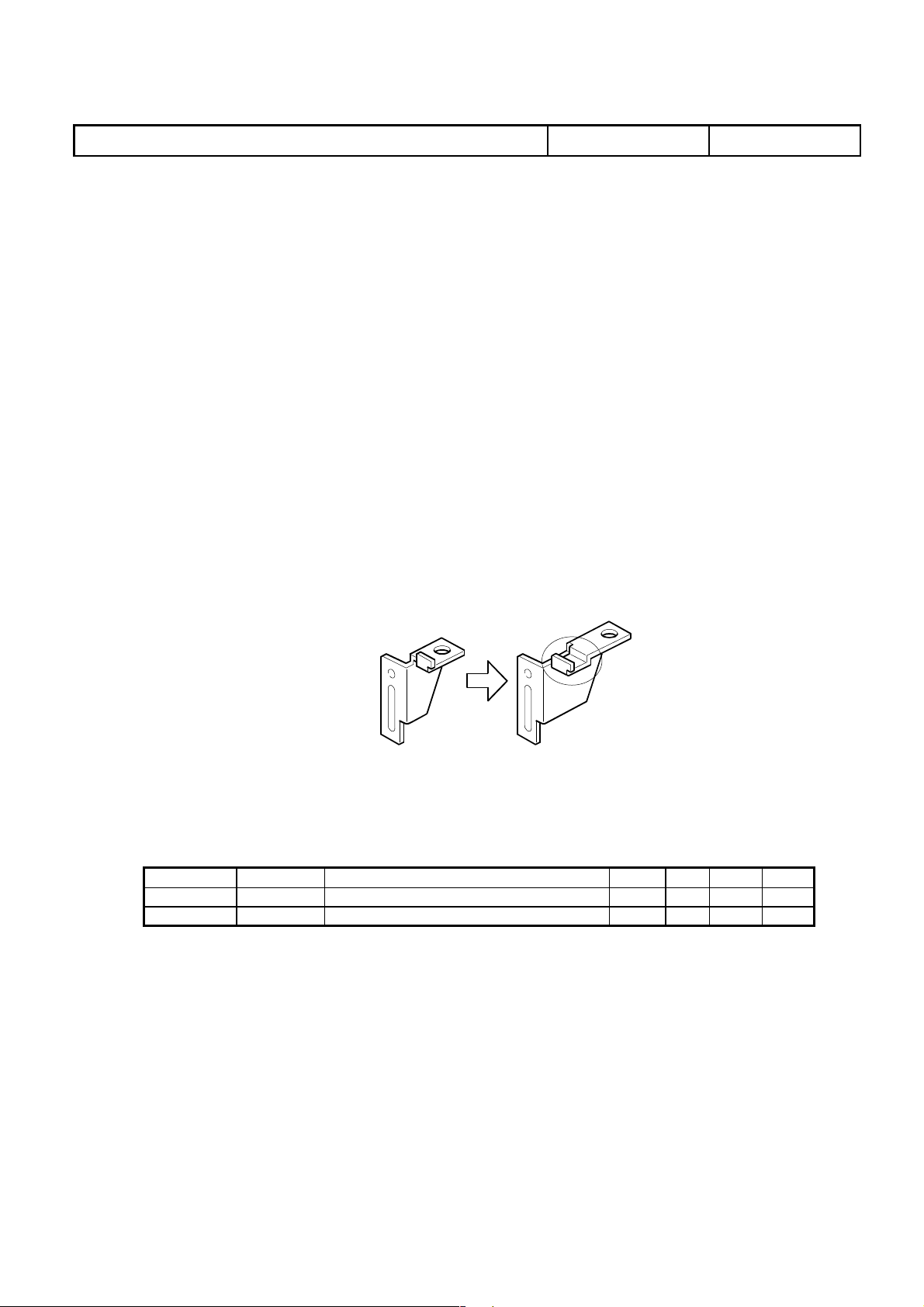
The new brackets were also applied from May 1999 production. The shapes of the old and
new brackets differ as shown below. Therefore, you can identify whether the old or new type
is installed in the machine.
May 1999
, the printing pressure has been set at
- The new bracket shape -
Old
- Details of the modification -
The part numbers for the front and rear spring brackets have been changed as follows:
Old # New # Description Qty Int Page Index
C229 3270 C229 3275 Front Spring Bracket 1 - 1 X/X 41 4
C229 3271 C229 3276 Rear Spring Bracket 1 - 1 X/X 41 24
* The front and rear brackets are interchangeable ONLY in sets.
Note that the adjustment standard for the printing pressure mentioned in the service manual
(page 6-80) must be changed. For the adjustment procedure, see the “Printing Pressure
Adjustment Procedure (with a New Standard Value)” section.
New
 Loading...
Loading...