

Page 1

3D tiskárna RF2000 v2
Obj. č.: 156 30 99
RF2000 v2 s jedním extrudérem
Obj. č.: 156 30 98
RF2000 v2 s duálním extrudérem
Obj. č.: 153 31 00
Stavebnice 3D tiskárny RF2000 v2
s jedním extrudérem (BSS)
Vážení zákazníci,
děkujeme Vám za Vaši důvěru a za nákup 3D tiskárny Renkforce.
Tento návod k obsluze je součástí výrobku. Obsahuje důležité pokyny k uvedení výrobku
do provozu a k jeho obsluze. Jestliže výrobek předáte jiným osobám, dbejte na to, abyste
jim odevzdali i tento návod.
Ponechejte si tento návod, abyste si jej mohli znovu kdykoliv přečíst!
Účel použití
V 3D tiskárně se z vhodných tiskových souborů vytváří dvoubarevné 3D objekty. Ve 2 hlavách tiskárny
dochází přitom k tavení vhodného tiskového vlákna (plastové struny, filamentu), která se pak v
požadované poloze přichycuje na vytvářený objekt.
Rozsah dodávky
a) Sestavená tiskárna RF2000 v2 FGS a FGD (s jedním a se dvěma extrudéry)
Sestavená tiskárna RF 2000 v2 FGS a FGD (s jedním a se dvěma extrudéry)
Držák tiskové struny
Napájecí kabel
SD karta
Špachtle
Poznámkový list
Pokyny k balení
Návod k obsluze
b) Sada stavebnice tiskárny RF2000 v2 s jedním extrudérem (BSS)
Všechny části potřebné k sestavení tiskárny BSS
Držák tiskové struny
Napájecí kabel
SD karta
Špachtle
Poznámkový list
Pokyny k balení
Návod k obsluze a k montáži tiskárny
Pozor! Důležité rady a pokyny – Čtěte pozorně!
Síťové napětí – Připojení, instalaci a napojení k síti musí provést pouze elektrotechnik,
který je dokonale seznámen s příslušnými bezpečnostními předpisy. Před uvedením do
provozu se musí povést kontrola zapojení podle příslušných bezpečnostních předpisů.
Stejná pravidla platí pro opravu výrobku.
Pozor! Důležité pokyny k přepravě tiskárny!
Vnější i vnitřní části obalu si uschovejte! Jen tak bude možné odeslat tiskárnu bezpečně
např. v případě reklamace nebo záruční opravy!
Dodržujte také pokyny k balení tiskárny, které jsou součásti dodávky.
Zříkáme se zodpovědnosti za škody vzniklé během dopravy a způsobené nevhodným
zabalením tiskárny, která nebyla odeslána v původním obalu.
Pozor! Důležité pokyny k firmwaru a softwaru tiskárny!
Tato verze návodu k obsluze platí pro verzi master firmwaru RF.01.42 nebo vyšší a pro verzi
softwaru Repetier-Host 2.0.5. nebo vyšší. Pokud má vaše tiskárna nebo počítač starší verzi
programu, nainstalujte si nejdříve poslední dostupné verze.
Dostupné novější verze softwaru tiskárny instalujte, jakmile budou dostupné.
Řiďte se také pokyny, které uvádíme níže v části „12. Instalace softwaru a firmwaru“ a v části
„20. Aktualizace firmwaru v prostředí Arduino™ IDE“.
Aktualizujte také přiloženou paměťovou kartu. Aktualizace najdete na našich webových
stránkách u příslušného produktu v části „Download“.
Důležité informace k údržbě a opravám
V případě, že v budoucnu vznikne potřeba náročnější výměny některých částí (např. výměna
celého extrudéru nebo jeho částí), doporučujeme, abyste se podívali do návodu k sestavení
stavebnice tiskárny RF2000 v2, v kterém velmi podrobně popisujeme všechny kroky jejího
sestavení.
Další informace můžete najít na produktové stránce stavebnice tiskárny (obj. č. 1563100)
nebo v části „Download“ na našich webových stránkách (viz výše část „3 Účel použití“).
Důležité informace k použití špachtle
Špachtle, která je součástí dodávky, slouží k odstranění zbytků materiálu přichyceného na tiskové
podložce, které nelze jinak odstranit.
Při práci se špachtlí postupujte velmi opatrně!
Používejte ji jen v případě, že máte na tiskové podložce nějakou fólii nebo lepicí pásku
a jen pod velmi malým úhlem.
Nedodržením těchto pokynů nebo nesprávnou manipulací můžete způsobit poškození
povrchu tiskové podložky a zhoršit kvalitu tisku! Na tento typ poškození se nevztahuje
záruka!
Page 2
Bezpečnostní pokyny
Nelze uplatňovat záruku na poškození vzniklé v důsledku nedodržení tohoto návodu
k obsluze! Za takto vzniklé následné škody nepřebíráme odpovědnost!
Zříkáme se rovněž odpovědnosti za škody na zdraví nebo na majetku způsobené
nevhodným používáním výrobku nebo nedodržením bezpečnostních pokynů. Ve všech
těchto případech právo na záruku zaniká!
Vážení zákazníci, tyto bezpečnostní pokyny slouží nejen k ochraně výrobku, ale také pro vaši vlastní
bezpečnost. Čtěte je proto pozorně ještě před prvním použitím výrobku.
a) Obecné informace
Z bezpečnostních a certifikačních důvodů nesmíte do přístroje nijak zasahovat, nebo ho nějak
upravovat. Mohlo by přitom dojít k poškození jeho součástí a k narušení funkčnosti a bezpečnosti.
Síťová odpovídá příslušným předpisům, které se vztahují na shodu s CE. Shoda sestavené
stavebnice tiskárny s příslušnými předpisy CE je však věcí jejího sestavitele a podstatnou měrou
závisí na preciznosti práce během montáže.
Výrobek patří do bezpečnostní třídy 1. Jako jediný bezpečný zdroj napájení se smí použít správně
uzemněná zásuvka veřejné elektrické sítě (100 – 240 V, 50/60 Hz) a ochranným zemnícím
kontaktem.
Síťová zásuvka, do které je 3D tiskárna připojena, musí být snadno dostupná, abyste tiskárnu
v případě závady mohli snadno a rychle odpojit od napájení.
Pozor na LED světlo:
Nikdy se nedívejte přímo do paprsku LED světla!
Nikdy se nedívejte do paprsku LED světla přímo nebo pomocí nějakých optických nástrojů!
Všechny osoby, které tento výrobek provozují, montují, instalují a uvádí do provozu, resp. provádí
jeho servis, musí být patřičně zaškoleny a kvalifikovány a musí dodržovat tento návod k obsluze.
3D tiskárna není vhodná pro osoby, jimž snížené fyzické, vněmové nebo mentální schopnosti
či nedostatek zkušeností a znalostí brání v jejím bezpečném používání.
Výrobek není hračka a není vhodný pro děti. Děti nedokážou při manipulaci s elektrickými přístroji
posoudit možná nebezpečí.
Mechanické části výrobku jsou konstruovány s vysokou přesností. Nikdy na ně nevyvíjejte
mechanický tlak. 3D tiskárna by se tak mohla stát nepoužitelnou.
Obalový materiál nenechávejte volně ležet. Mohl by se stát nebezpečnou hračkou pro děti.
Pokud si nejste jisti správným připojením, nebo pokud byste měli dotazy, na které nenaleznete
v tomto návodu k obsluze odpověď, obraťte se prosím na naši technickou podporu nebo na jiného
odborníka.
Dodržujte také další bezpečnostní pokyny, které jsou uvedeny níže v dalších částech tohoto
návodu k obsluze.
b) Instalace a místo použití
3D tiskárnu instalujte jen na pevný, vodorovný a dostatečně velký povrch.
Místo instalace si vyberte tak, aby se k tiskárně nedostaly děti.
Při instalaci 3D tiskárny dávejte pozor, aby byl hlavní vypínač na zadní straně přístroje snadno
dostupný a abyste tak tiskárnu v případě závady mohli lehce a rychle vypnout.
Nevystavujte tiskárnu vysokým teplotám, kapající nebo stříkající vodě, silným otřesům
nebo velkému mechanickému zatížení.
Nepokládejte na výrobek, nebo do jeho těsné blízkosti žádné nádoby, nebo předměty obsahující
tekutinu, jako např. květináče, vázy apod. a nikdy na něj nelijte žádnou kapalinu. Kapalina by se
mohly dostat do přístroje a narušit jeho elektrickou bezpečnost. Navíc hrozí také riziko požáru
nebo smrtelného zásahu elektrickým proudem!
Pokud se do výrobku dostane nějaká kapalina, odpojte od proudu příslušnou zásuvku
(např. pomocí jističe, nebo pojistky) a až potom odpojte napájecí kabel od síťové zásuvky.
Odpojte od přístroje všechny kabely. Výrobek déle nepoužívejte a odneste ho do
specializovaného servisu.
Nikdy nepokládejte na tiskárnu nebo do její těsné blízkosti zdroje otevřeného ohně, jako jsou
např. svíčky.
Při instalaci výrobku dávejte pozor, aby nedošlo k propíchnutí napájecího kabelu nebo k jeho
poškození ostrými hranami.
c) Obsluha
Pokud se objeví nějaká elektrická nebo mechanická závada, okamžitě stiskněte přepínač
nouzového vypnutí! Tiskárna se tím odpojí od proudu. Přepínač vraťte do předchozí polohy,
až když se problém odstraní.
V průběhu provozu do tiskárny nikdy nesahejte. Mechanické pohyblivé části představují vysoké
riziko poranění!
Tisková hlava a vyhřívaná deska se během provozu silně zahřívají. Nikdy se během tisku nebo
krátce po jeho dokončení nedotýkejte těchto částí. Nejdříve je nechte dostatečně ochladit
(přibližně 60 minut).
Před prováděním údržby nebo úprav odpojte tiskárnu od napájení (vytáhněte zástrčku napájecího
kabelu od síťové zásuvky!) a nechte přístroj vychladnout.
Během provozu vzniká hluk a v závislosti na použitém tiskovém materiálu i zápach.
Vezměte to do úvahy při výběru místa instalace a při volbě tiskového materiálu.
Zajistěte dostatečné větrání prostoru nebo nainstalujte odsávací systém. Neinhalujte vznikající
výpary. Při použití jakéhokoliv jiného než doporučeného tiskového materiálu se mohou vytvářet
jedovaté výpary nebo plyny.
Nedotýkejte se poškozeného napájecího kabelu. Nejdříve odpojte od proudu patřičnou zásuvku
(např. pomocí jističe, nebo pojistky) a potom opatrně vytáhněte zástrčku napájecího kabelu ze
zásuvky. Nikdy nepoužívejte výrobek s poškozeným napájecím kabelem.
Nikdy nesahejte na napájecí kabel mokrýma rukama. Hrozí riziko smrtelného úrazu elektrickým
proudem!
Nikdy nenechávejte 3D tiskárnu v chodu bez dohledu.
Výrobek používejte pouze v mírném klimatickém pásmu, nikdy ho nepoužívejte v tropickém
pásmu
d) Zásuvka
Zásuvka na zadní straně 3D tiskárny slouží k připojení vhodných zařízení. Tato zásuvka se
v případě potřeby ovládá samostatně 3D tiskárnou.
Nikdy sem nepřipojujte žádná zařízení, která nejsou určena pro práci s 3D tiskárnou.
Zásuvku nikdy nepřetěžujte. Maximální povolená zátěž je uvedena na zásuvce
(viz také část „25. Technické údaje“).
Dávejte pozor, aby se kabel někde neskřípnul a aby nedošlo k jeho poškození ostrými hranami.
Nepokládejte na něj žádné předměty a nešlapejte po něm. Kabel položte tak, aby o něj nemohl
nikdo zakopnout a aby jeho zástrčka byla volně dostupná.
Nepřipojujte tiskárnu sériově! Do síťové zásuvky, kam připojíte 3D tiskárnu, nezapojujte žádnou
vícenásobnou zásuvku.
Tiskárnu během provozu nezakrývejte!
Tiskárna je bez napětí, jen když je zástrčka napájecího kabelu odpojena od síťové zásuvky!
Zásuvka se ovládá samostatně 3D tiskárnou. Napětí se proto může nechtěně zvýšit. Proto
například, když chcete pracovat se zařízením v zásuvce 3D tiskárny, nejdříve odpojte napájecí
kabel zařízení ze zásuvky 3D tiskárny.
1. Popis funkcí
• Velký prostor pro tisk; tiskárna s jedním extrudérem 200 x 290 x 185 mm (Š x H x V); tiskárna
s dvojitým extrudérem přibližně 170 x 290 x 185 mm
• Pevně posazené profilové vodící lišty a závitové pojezdové ložisko pro maximální přesnost
• Automatické měření tiskové desky
• Hliníková vyhřívaná podložka
• Jeden vysoce přesný extrudér s výměnnou tiskovou tryskou a s funkcí rychlé změny
(RF2000 v2 jeden extrudér)
• Dva vysoce přesné extrudéry pro dvoubarevný tisk s výměnnými tiskovými tryskami a s funkcí
rychlé změny (RF2000 v2 duální extrudér)
• Jednotka extrudéru s funkcí rychlé změny
Page 3
•
Integrovaný průmyslový napájecí zdroj s dlouhou životností
•
Displej a ovládací tlačítka přímo na přístroji
•
Ovládání přes počítač (USB) nebo samostatný režim (s kartou SD nebo SDHC)
•
Manuální řízení parametrů tisku i během provozu
•
Extrémní stabilita díky kvalitním hliníkovým a ocelovým mechanickým dílům
•
Vhodná pro všechny běžné tiskové materiály (filamenty) na cívce
•
Kabely jsou chráněné vodícím řetězem proti přetržení a oděru
2. Princip fungování 3D tiskárny
K 3D tisku potřebujete především soubor, který obsahuje trojrozměrná data objektu, který budete
tisknout (pro takové soubory se běžně používá např. formát souboru s koncovkou .stl).
Tento soubor lze vytvořit pomocí příslušného softwaru nebo 3D skeneru. Mnoho souborů pro tisk je
rovněž dostupných online a lze je stáhnout pro co nejrychlejší tisk určitého předmětu.
Software tiskárny má za úkol zpracovat výše zmíněný trojrozměrný soubor do souboru, který by mohla
tiskárna vytisknout. Jedná se o soubor, ve kterém se specifikují jednotlivé tiskové vrstvy, teploty tisku
určené pro tiskovou hlavu a vyhřívanou podložku, atd. Soubor má koncovku „.gcode“.
Tiskový soubor GCODE se odešle na 3D tiskárnu buď z počítače přes USB rozhraní, nebo se SD
karta s tímto tiskovým souborem vloží do čtečky karet na 3D tiskárně.
3D tiskárna potom tiskne jednu tiskovou vrstvu na druhou podle technologie FFF (Fused Filement
Fabrication) nebo FDM (Fused Deposition Modelling).
Během konkrétního tisku se tiskový materiál (filament) přesouvá z cívky do tiskové hlavy (extrudéru).
V případě dvojitého extrudéru a dvoubarevného tisku se tak děje střídavě do obou tiskových hlav.
V extrudéru dochází k zahřívání tiskového materiálu, který se pak přes trysku extrudéru nanáší vrstva
po vrstvě na vyhřívanou tiskovou desku.
Vyhřívaná tisková deska se pohybuje ve směru osy Y a Z a extrudér se pohybuje po ose X. Vytváří se
tak všechny předpoklady pro vznik trojrozměrného objektu horizontálním nanášením vrstev.
3D tiskárna je velmi složitým zařízením a mnoho jejích parametrů se musí nastavit
v závislosti na tiskárně, tištěném předmětu a na použitém tiskovém materiálu.
Kromě toho se přilnavost tištěného objektu na tiskovou desku odvíjí i od teploty
vyhřívané podložky, tiskového materiálu, od tvaru tištěného objektu a od vlastností
povrchu tiskové desky.
Svůj vliv na výslednou kvalitu a přilnavost tištěného předmětu mají i faktory prostředí
tisku, jako je proudění vzduchu, mastnota na tiskové desce, atd.
Z výše uvedených důvodů není možné dosáhnout kvalitních výsledků tisku okamžitě
a bez předchozích zkušeností.
Abyste s tiskárnou mohli dosahovat těch nejlepších výsledků tisku, nastavitelné
parametry přizpůsobujte jen v malých krocích. Vzorové tisky na přiložené SD kartě
slouží jako reference a pro dosažení perfektních výsledků se musí ještě zdokonalit
podle výše zmíněných parametrů.
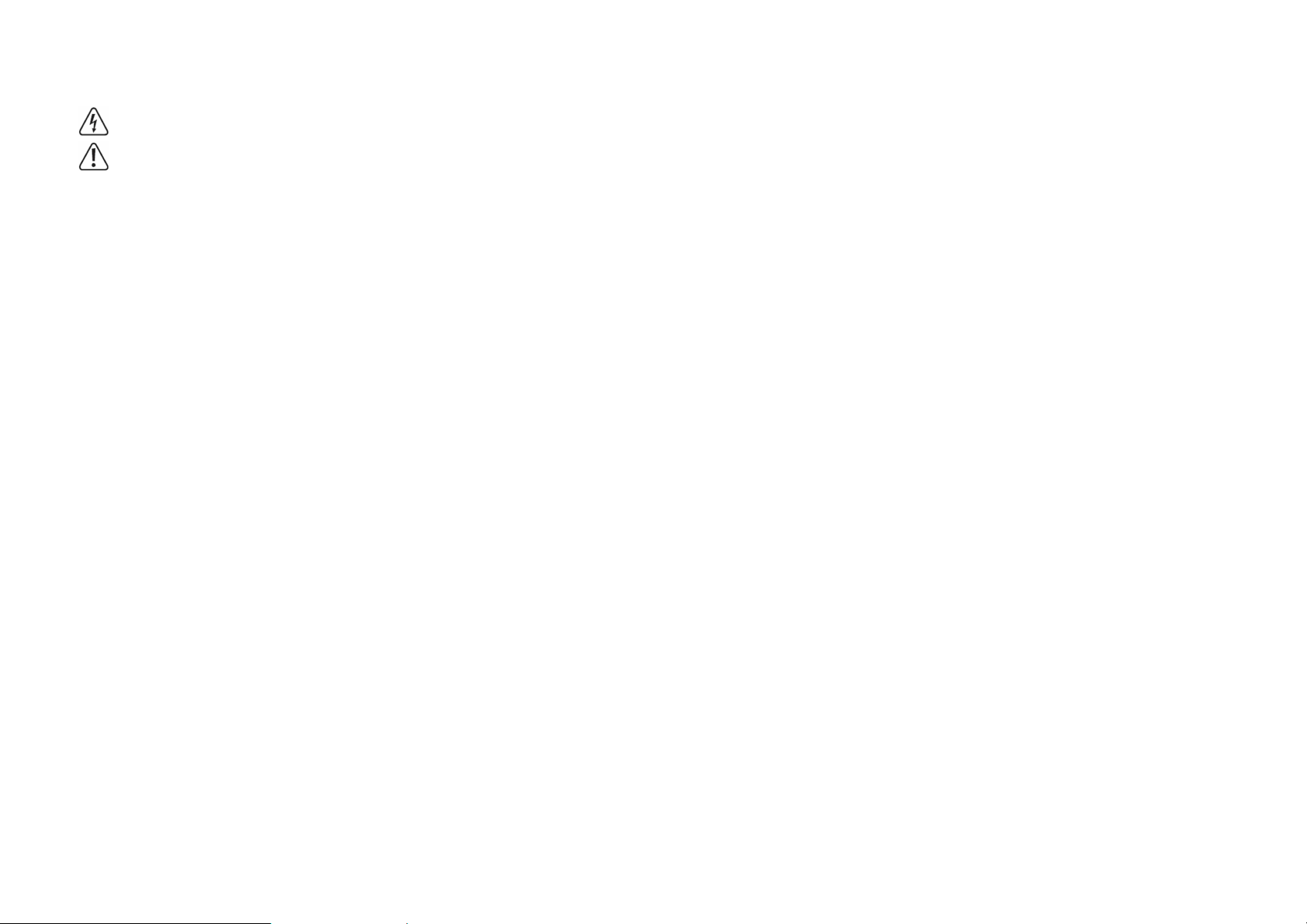
3. Přehled nejdůležitějších částí
a) Jeden extrudér
1. Držák cívky
2. Jednotka extrudéru
3. Deska osy X
4. 1 Extrudér
5. Vyhřívaná keramická deska
6. Deska osy Y
7. Ovládací tlačítka
8. Displej
9. Přepínač nouzového vypnutí
Na menším obrázku jsou znázorněny směry
tisku (x, y a z).
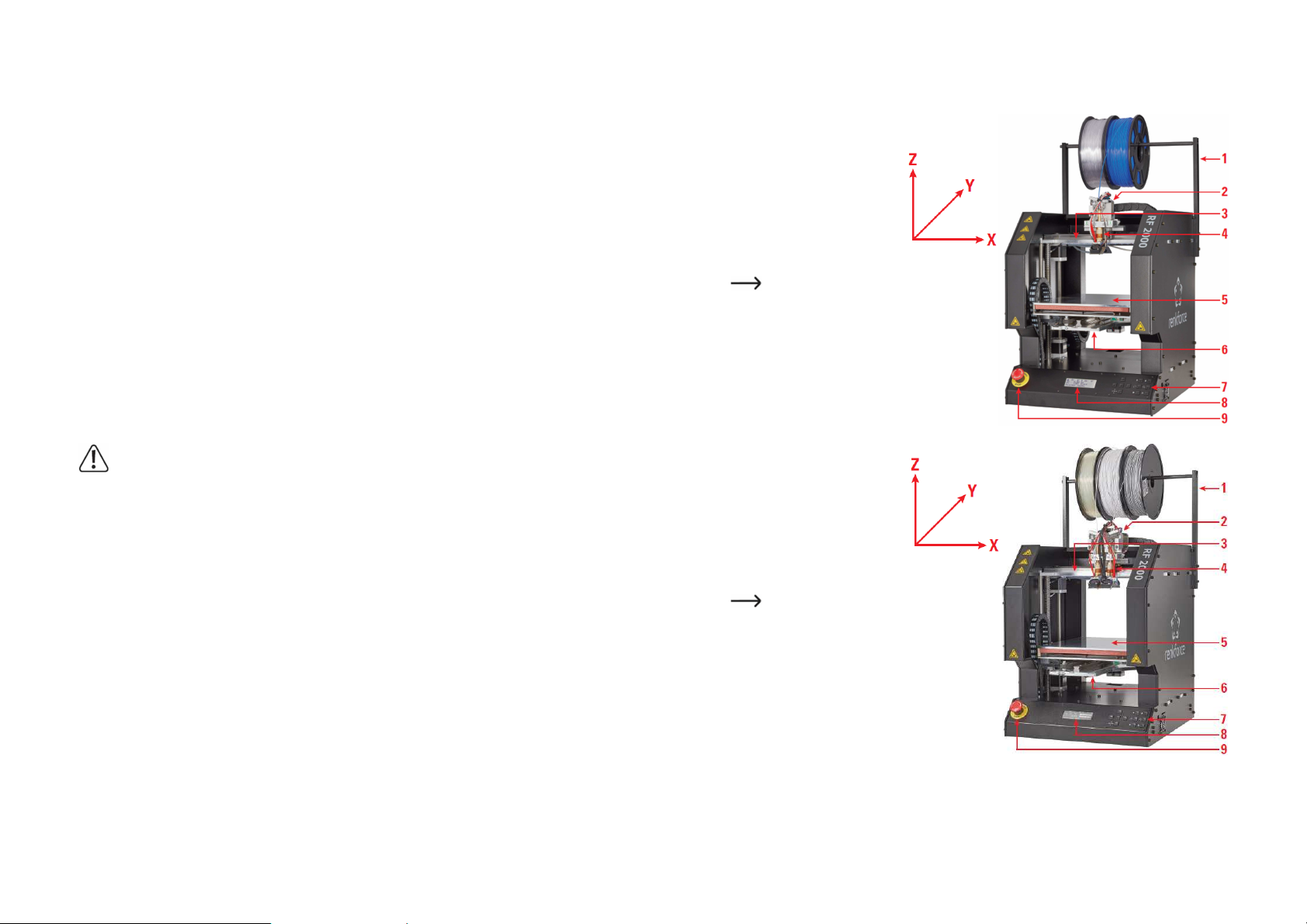
b) Dvojitý extrudér
1. Držák cívky
2. Jednotka extrudéru
3. Deska osy X
4. 2 Extrudéry
5. Vyhřívaná keramická deska
6. Deska osy Y
7. Ovládací tlačítka
8. Displej
9. Přepínač nouzového vypnutí
Na menším obrázku jsou znázorněny směry
tisku (x, y a z).
Page 4

4. Potřebné nástroje a materiál
K provozu, kalibraci a údržbě
Šestihranné klíče 2,5 mm / 3 mm / 4 mm
Nástrčné šestihranné klíče 7 mm / 8 mm
Otevřené šestihranné klíče 5,5 mm / 7 mm / 8 mm / 11 mm
Speciální lepicí páska pro zlepšení přilnavosti určitých tiskových strun (např. PLA); doporučujeme
použít modrou lepicí pásku (Conrad obj. č. 1093104)
K opravám
Různé šroubováky (křížové a ploché)
Šestihranné klíče 1,5 mm / 2 mm / 2,5 mm / 3 mm / 4 mm
Nástrčné šestihranné klíče 4 mm / 5,5 mm / 7 mm / 8 mm
Otevřené šestihranné klíče 5,5 mm / 7 mm / 8 mm / 11 mm
Otevřený plochý šestihranný klíč 10 mm
V některých případech lze použít šestihranný klíč, nebo francouzský klíč
Kladivo
Posuvné měřítko
Kleště štípací
Malé ploché kleště a prodloužené kleště
Lak pro zajištění závitů (středně silný)
Spároměr 0,3 mm, 0,8 mm, 0,9 mm, 1,0 mm (nejlépe v krocích po 0,05 mm až do 1,0 mm)
Lepící pistole (podle potřeby)
5. Příprava k uvedení do provozu
a) Přehled prvních kroků
Následující přehled popisuje první důležité kroky při práci s RF2000 v2 a představuje stručný souhrn
následujících částí návodu k obsluze, až do uvedení tiskárny do provozu a prvního tisku.
Dokončení úvodních příprav k uvedení do provozu
V této části vysvětlujeme některé důležité body, které je potřeba dokončit po dodání a rozbalení.
Část „Příprava k uvedení do provozu“ obsahuje také důležité informace k správnému nastavení
tiskárny a samozřejmě také k správnému připojení, včetně důležitých bezpečnostních pokynů.
Stáhnutí balíku firmwaru a softwaru
Na naší webové stránce pravidelně poskytujeme nové verze potřebných programů.
Balíky obsahují aktualizovaný firmware, software a také vzorové příklady tisku.
Aktualizace firmwaru tiskárny
Dříve než budete pokračovat, vždy nejdříve zkontrolujte, zda používáte aktualizovaný firmware
a v případě potřeby ho aktualizujte. Nový firmware často odstraní stávající problémy a nabízí
i nové funkce.
Seznamte se s chodem tiskárny
Dříve než dokážete citlivě pracovat s tiskárnou, musíte se seznámit s jejím chodem a obsluhou.
Uvádíme zde způsob ovládání pomocí tlačítek, ale v krátkosti vysvětlíme také menu tiskárny.
Provádění kalibrace
Kalibrace (základní nastavení koncového spínače osy Z, nastavení extrudérů, skenování tiskové
desky) je jedna z nejdůležitějších částí návodu k obsluze. Dobrý výsledek tisku lze dosáhnout jen
po správně provedené kalibraci.
První vložení tiskové struny
Zde vysvětlíme, jak správně vložíte nebo vyměníte tiskovou strunu a na co se přitom musí dávat
pozor.
První tisk ukázkového objektu z SD karty
Provedeme vás krok za krokem prvním tiskem ukázkového objektu z přiložené SD karty.
Po dokončení tisku dodržujte také poznámky na konci této části a obecné pokyny v další části.
Před zahájením příprav k uvedení do provozu se musí odstranit veškeré přepravní
zabezpečení a pojistky.
Sestavená tiskárna (s jedním, nebo se dvěma extrudéry) má při dodání z výroby na tiskové
desce modrou krepovou lepicí pásku, která zvyšuje přilnavost tištěného objektu.
Tuto pásku si v případě potřeby můžete doobjednat pod obj. číslem Conrad 1093104.
Součástí tiskárny je také testovací tiskový výstup, který odpovídá době výroby.
Když se s motory manuálně pohne, může se stát, že se rozsvítí displej. Nejedná se o závadu,
ale je to způsobeno napětím, které se vytvoří v motorech.
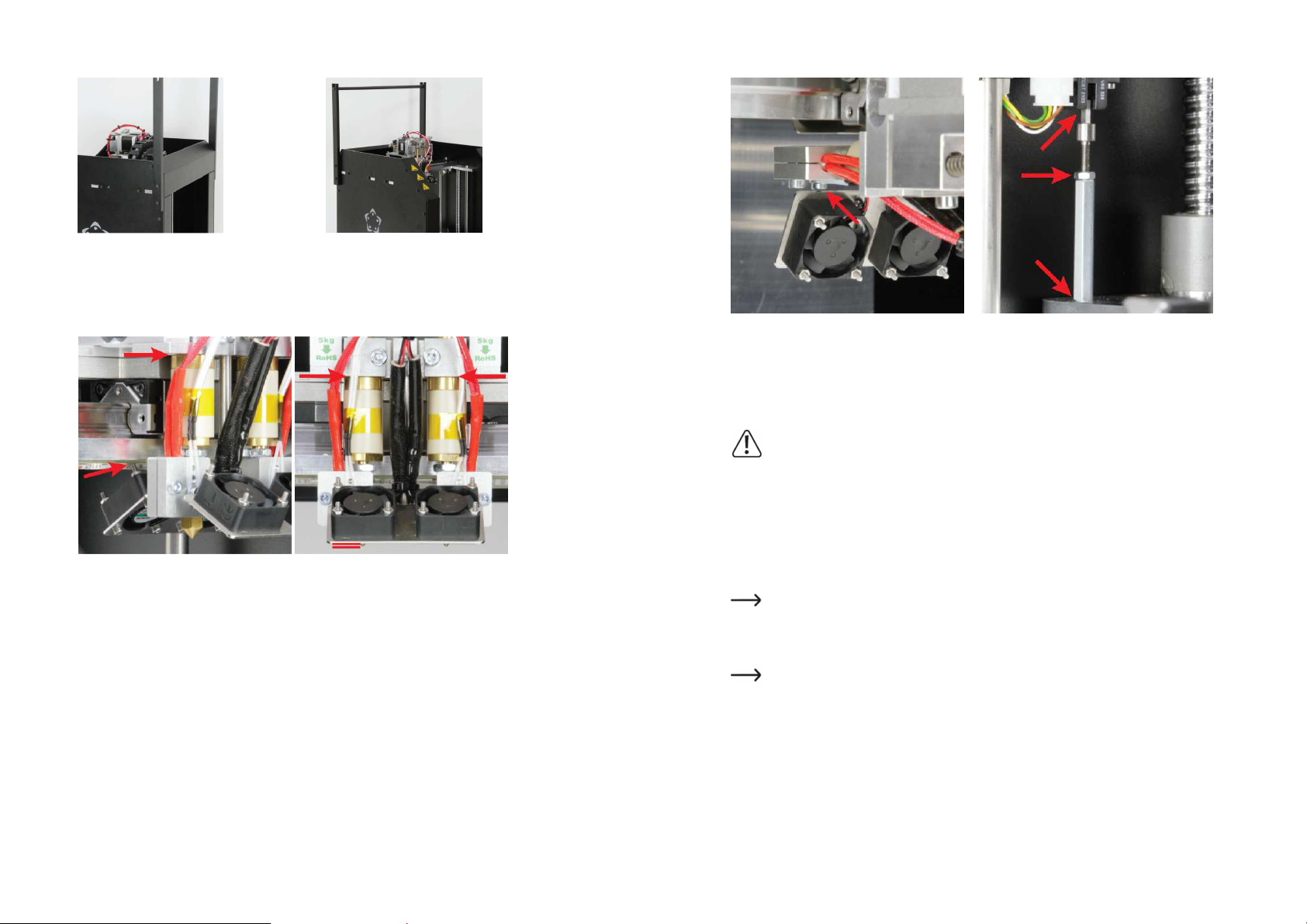
b) Instalace držáku cívky s tiskovou strunou
Smontování držáku cívky
2 x část držáku cívky, 1 x tyč držáku, 4 x černá matice M4, 4 x černý šroub M4x20
Dvě části držáku se nainstalují každá na jednu stranu tiskárny do otvorů nahoře vzadu (viz šipky
na obrázku). Pokud jste si zakoupili už sestavenou tiskárnu, najdete v balení také 4 matice a šrouby.
Pozor: Obě části držáku se musí nasadit tak, aby na příslušné straně končily na zadním
okraji.
Vyklopte kryt zadní hlavy nahoru, abyste se
dostali k spodnímu šroubu pravého držáku cívky
(při pohledu zezadu).
Do obou otvorů vložte jeden šroub.
Rukou přišroubujte na horní šroub matku M4,
aby pevně držel, i když teď slouží jen k zajištění.
Nasaďte spodní šroub držáku cívky a hned ho
utáhnete.
Je snazší nasadit matku jedním prstem a
utáhnout ji šestihranným nástrčným klíčem.
Page 5
Odstraňte pojistný šroub a kryt zadní hlavy
znovu sklopte dolů. Poté znovu vložte pojistní
šroub, který jste předtím odstranili, do
montážního otvoru a do držáku nalevo (při
pohledu zezadu.
Nakonec vložte tyčku držáku cívky do výřezů
v horní části.
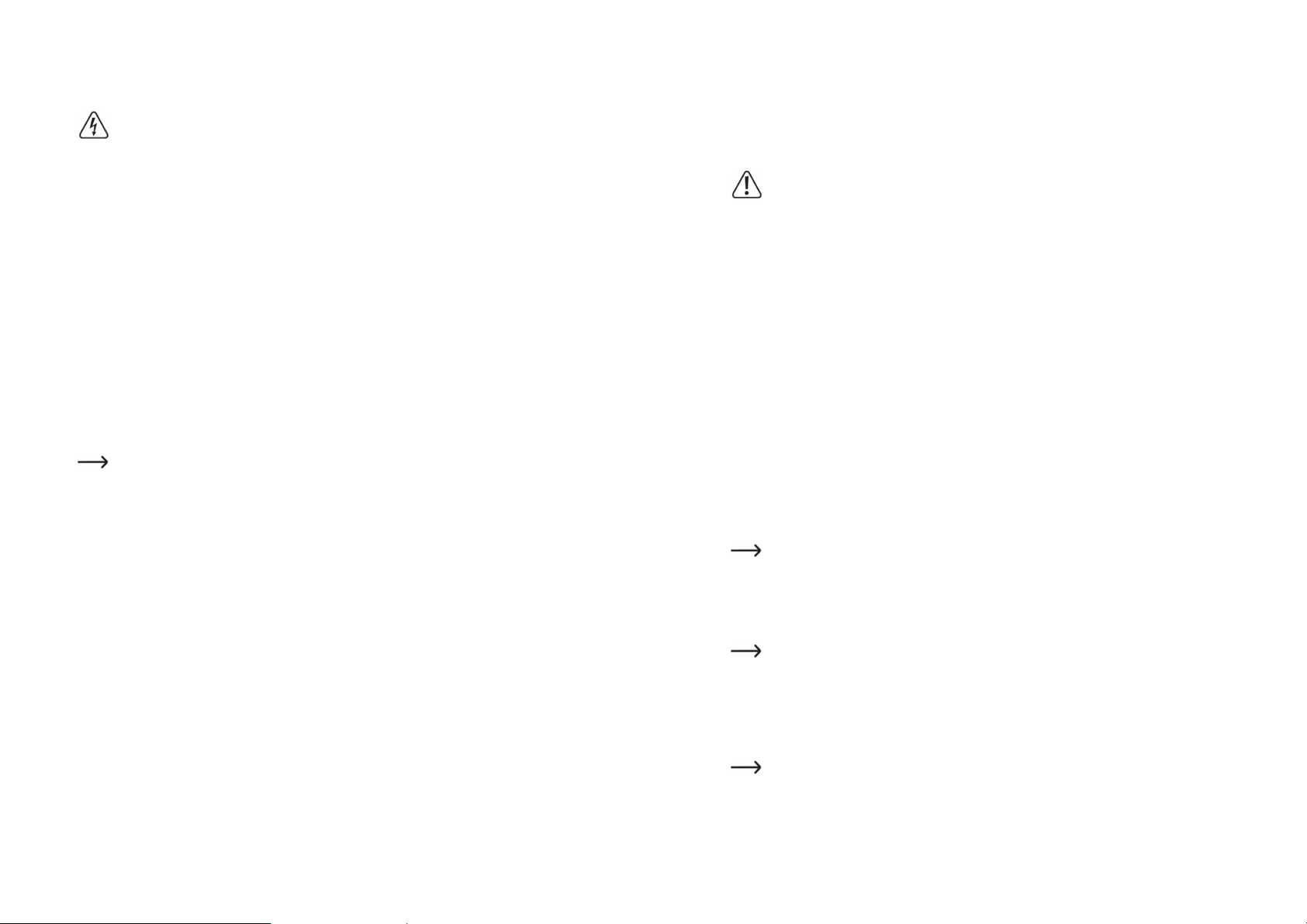
c) Kontrola krytu větráku a chodu koncového spínače osy Z
Oba extrudéry by měly být ve výchozí poloze. To znamená, že by se měly dotýkat v horní části držáku
extrudéru.
Výška krytu větráku se musí nastavit tak, aby se dva šrouby v horní části dvou zadních větráků
nedotýkaly desky X (obrázek vlevo). Zároveň musí být přední strana větráku nad dvěma hroty trysek
extrudéru (obrázek vpravo). Kryt větráku by přitom měl být nastaven co možno nejvíc vodorovně
s tryskami extruderů.
Kromě toho je potřeba dávat pozor, aby se kryt
větráku nedotýkal šroubů tepelných senzorů
obou extruderů.
Zkontrolujte také chod koncového spínače osy
Z. Musí se nastavit tak, aby čtvereček byl
paralelně se světelnou zábranou a mohl se do ní
lehce dostat. Zkontrolujte také, zda je pevně
utažen šroub se šestihrannou drážkou a jeho
kontramatice a celé nastavení aktivace je pevné
a nedá se měnit.
d) Instalace a doprava
Při instalaci 3D tiskárny dávejte pozor, aby byla zásuvka s vypínačem snadno
dostupná a v případě nějaké závady bylo možné tiskárnu rychle a snadno vypnout,
resp. odpojit od napájení. Stejně tak musí být vždy volně dostupný nouzový vypínač.
Zajistěte dobré větrání prostoru, v kterém tiskárnu instalujete. Nepokládejte tiskárnu
na měkký povrch (např. na koberec nebo na postel, atd.). Proudění vzduchu nesmí
překážet jiné předměty. Bránilo by se tak odvodu vzduchu z tiskárny a mohlo by to vést
k přehřátí (nebezpečí požáru).
Během instalace přístroje se ujistěte, že stojí pevně a pokládejte ho na pevný podklad.
Pokud by se 3D tiskárna převrhla, mohlo by dojít k poranění osob.
Dávejte rovněž pozor, aby se připojovací kabely neskříply a nepoškodily o ostré hrany.
Kabely vždy pokládejte tak, aby o ně nemohl nikdo zakopnout a ani se do nich zamotat.
Nebezpečí úrazu.
Nikdy nedávejte tiskárnu na drahý a citlivý nábytek bez vhodné ochranné podložky.
Postavte 3D tiskárnu na rovný a pevný povrch, kde nedochází k otřesům.
Pokud chcete 3D tiskárnu přepravovat, zajistěte pohyblivé části lepicí páskou nebo stahovací
páskou, nebo nejlépe použijte původní obal.
K přepravě tiskárny používejte jen původní obal! Věnujte zvláštní pozornost tomu,
že 2 části původního balení tlačí na vyhřívanou podložku.
Zříkáme se zodpovědnosti za škody vzniklé během dopravy a způsobené nevhodným
zabalením tiskárny, která nebyla odeslána v původním obalu.
Page 6
e) Připojení k napájení a uvedení do provozu
„Arduino“
„Firmware“
„Manual“
„PLA-GCODE“
„Repetier
-
Host“
„STL“
„Version.txt“
Zásuvka elektrické sítě, do které tiskárnu připojíte, musí být v blízkosti tiskárny
a musí být snadno dostupná, aby bylo možné v případě potřeby tiskárnu rychle odpojit
od napájení. Nedovolte, aby se napájecí kabel dostal do kontaktu s jinými kabely.
Při manipulaci s napájecím kabelem a elektrickým připojením buďte opatrní.
Napětí v elektrické síti může způsobit při zásahu smrtelný úraz.
Dejte pozor, aby kabely neležely volně kolem. Instalujte je odborně, abyste předcházeli
úrazům.
Před zapojením do elektrické zásuvky se ubezpečte, že napětí v síti odpovídá napětí,
které je uvedeno na typovém štítku tiskárny. Pokud napětí nesouhlasí s dostupným
napětím v síti, tiskárnu nepřipojujte. Nesprávné napájecí napětí může vést
k nenapravitelnému poškození přístroje a k ohrožení uživatele.
Pokud se objeví nějaká elektrická nebo mechanická závada, okamžitě stiskněte
přepínač nouzového vypnutí, aby se tiskárna rychle odpojila od proudu!
Tiskárnu můžete uvést znovu do provozu, až když se problém odstraní.
Poté otočte přepínač nouzového vypnutí ve směru hodinových ručiček.
Napájecí kabel připojte do kombinované zásuvky na zadní straně tiskárny.
Druhý konec napájecího kabelu zapojte do zásuvky elektrického proudu s ochranným kontaktem.
Hlavním vypínačem na kombinované zásuvce zapněte tiskárnu (dejte přepínač do polohy I).
Rozsvítí se světlo a na displeji se krátce ukáže uvítací obrazovka a verze nainstalovaného
firmwaru. Poté se objeví hlavní menu.
Červená LED kontrolka na koncovém spínači osy Z trvale svítí.
6. Instalace softwaru a firmwaru
a) Stáhnutí a rozbalení balíčku se softwarem a firmwarem
Software, firmware, nástroje a vzorové ukázky potřebné k tisku jsou dostupné online
jako balík, který je volně ke stažení a který se pravidelně aktualizuje.
Příležitostně proto kontrolujte, zda není dostupná nějaká nová verze.
Uvedený balík je obsažen také na SD kartě, a proto když narazíte na novou verzi online,
nezapomeňte aktualizovat také SD kartu.
Otevřete webový prohlížeč a na www.conrad.com přejděte buď na stránku produktovou stránku
tiskárny, nebo na stránku pro stažení „Download“ (viz výše část „3. Účel použití“).
Stáhněte si balíček s názvem „RF2000v2_SD_Vx.x.zip“ (označení Vx.x určuje verzi balíčku).
Rozbalte si stáhnutý soubor ZIP na pevný disk. Vzhledem k obsahu firmwaru je jeho struktura
poměrně rozsáhlá, a proto doručujeme, abyste ho rozbalili do nějaké samostatné složky, např.
na disku C:\, nebo D: \.
Když jste balíček rozbalili, aktualizujte také svojí SD kartu. Zkontrolujte také verzi firmwaru
tiskárny a verzi programu Repetier- Host a pokud jsou v balíčku novější verze, aktualizujte je!
Níže najdete stručné vysvětlivky ke složkám v balíčku.
Tato složka obsahuje aktuální verzi programu Arduino™, která je v souladu
s firmwarem tiskárny. Textový soubor obsahuje také odkaz na stažení.
Verze firmwaru softwaru Arduino™.
Obsahuje textový soubor s informacemi ke stažení návodu.
Ukázkové příklady pro PLA, které jsou už rozdělené na jednotlivé tiskové
vrstvy a lze je tisknout přímo z SD karty.
Uživatelská verze programu „Repetier-Host“
Ukázky tisku, které ještě nejsou rozdělené na tiskové vrstvy.
V tomto textovém souboru jsou informace k číslu verze stáhnutého balíčku.
b) Obecné informace k programu Repetier-Host
Vzhledem k rozsahu tohoto návodu k obsluze není zde bohužel možné uvést všechny funkce
programu. Odkážeme Vás proto na integrovanou nápovědu programu a na informace, které najdete
na adrese www.repetier.com.
Základy práce s programem a cestu k prvnímu tisku však popisujeme níže, abyste se mohli rychle
a snadno dopracovat k prvním výsledkům.
Na přiložené SD kartě najdete ve složce „Repetier Host“ uživatelskou verzi programu,
která obsahuje nastavení tiskárny a konfigurační soubory pro tiskárnu RF2000 v2.
Důrazně vám doporučujeme nainstalovat si bezodkladně tento uživatelský software,
protože pak nebudete muset software nastavovat ručně a nainstalují se také
požadované ovladače.
V balíčku ke stažení s názvem „RF2000v2_SD_Vx.x.zip je vždy příslušná aktualizovaná
uživatelská verze softwaru.
Tato verze návodu k obsluze je platná pro verze programu Repetier-Host ve verzi 2.0.5
a vyšší.
V zájmu celistvosti návodu je konfigurace softwaru a instalace ovladačů popsána níže
v příloze k návodu. Nicméně software je nutné konfigurovat pouze v případě, když si
nainstalujete základní verzi programu ze stránek www.repetier.com.
Pokud už máte nainstalovanou předešlou základní verzi softwaru, můžete tuto starou
verzi odinstalovat a nainstalovat si novou uživatelskou verzi. Nastavení sliceru
z předchozí verze se nevymažou a objeví se i v nově nainstalované verzi.
Program Repetier-Host plní následující úkoly:
Umístění 3D objektu, který se má tisknout na tiskovou desku.
Rozřezání objektu, který hodláte tisknout na tenké vrstvy, které dokáže 3D tiskárna vytisknout
vrstvu po vrstvě. Výsledkem této operace bude vytvoření souboru G-Code.
Kontrola správnosti a oprava chyb v souboru G-Code.
Odeslání souborů G-Code do tiskárny nebo jejich uložení na SD kartu pro samostatný tisk z karty.
Monitorování 3D tiskárny během tisku.
Nastavení a ukládání specifických dat tiskárny a tiskových materiálů (filamentů).
c) Instalace softwaru Repetier-Host
Z adresáře „Repetier-Host“ na přiložené SD kartě si nainstalujte soubor
„setupRepetierHostRenkforce_x_x_x.exe (x_x_x zde označuje verzi softwaru).
Pro instalaci uživatelské verze softwaru je nutné, aby se uživatel zaregistroval jako správce.
V opačném případě se potřebné konfigurační soubory a nastavení tiskárny nenainstaluje.
Pokud se v příslušném okně ve Windows objeví upozornění, potvrďte ho kliknutím na „ANO,
přesto nainstalovat“. V opačném případě se instalace přeruší.
Instalační soubory základní verze softwaru si můžete případně stáhnout na www.repetier.com.
Najdete tam i verzi pro operační systémy Mac OS X a LINUX.
Předpoklady pro instalaci pod Windows:
Na počítači musí být nainstalován Microsoft.Net Framework 4. Tento software lze bezplatně
stáhnout ze stránek www.microsoft.com.
Další systémové požadavky k instalaci programu (taktéž pro jiné operační systémy) najdete
na www.repetier.com).
Na stejných stránkách se pravidelně publikují i aktualizace programu.
d) Aktualizace firmwaru
Dříve než budete pokračovat, nejdříve zkontrolujte, jestli je dostupná novější verze
firmwaru.
Aktualizovanou verzi firmwaru obsahuje vždy balíček ke stažení s názvem
„RF2000v2_SD_Vx.x.zip. Firmware je dostupný také na GitHub.
Pokyny k aktualizaci najdete níže v části „20.
Aktualizace firmwaru pomocí Arduino IDE“).
Page 7
7. Obsluha tiskárny
Pravý Extruder 1
Extruder 2
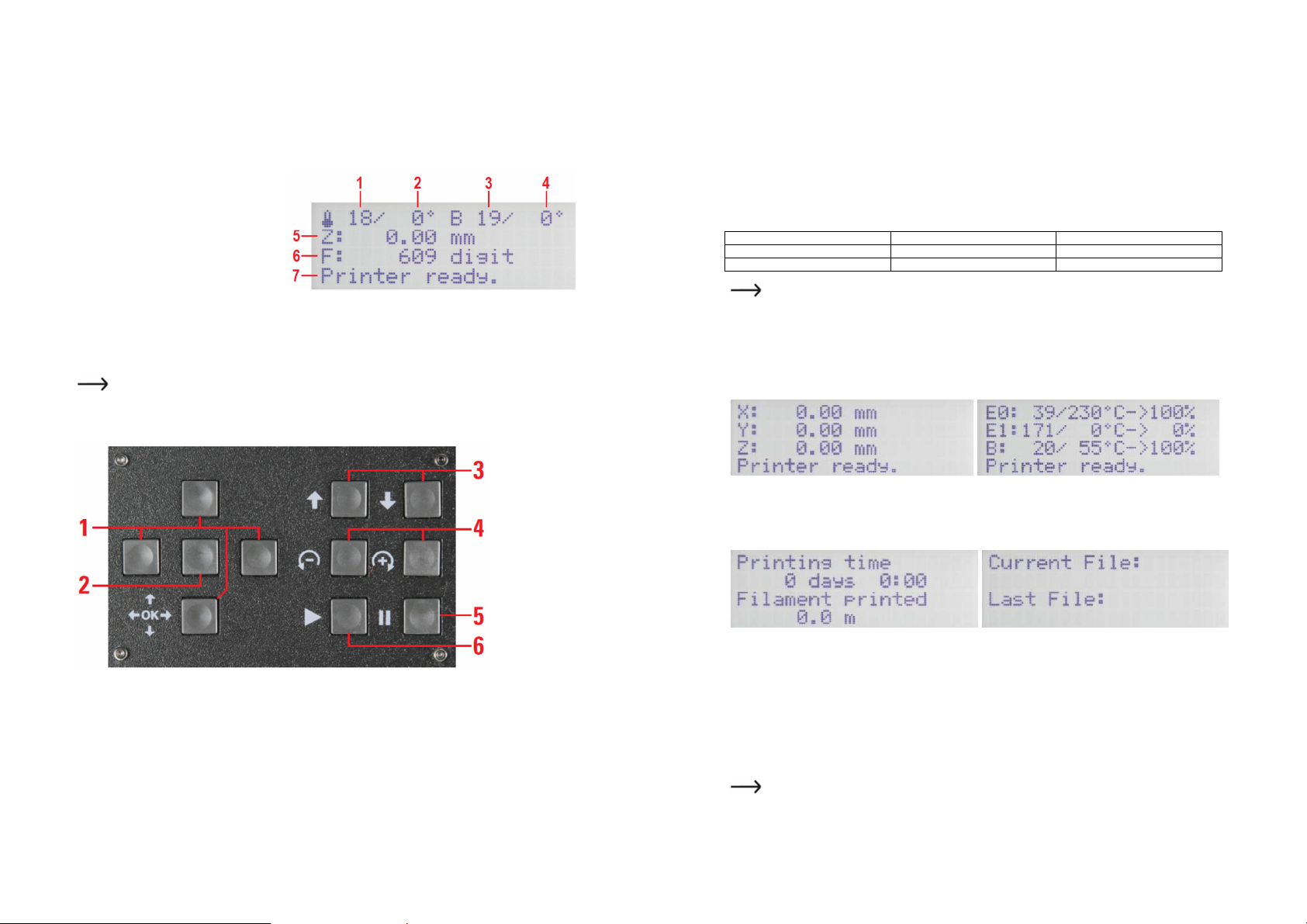
a) Popis úvodního okna
Toto je první okno hlavního menu. Další okna, která můžete otevřít v hlavním menu, popisujeme níže
v části „13 d). Nabídky hlavního menu“.
1. Teplota aktivního extrudéru
(skutečná)
2. Teplota aktivního extrudéru (cílová)
3. Teplota vyhřívané tiskové podložky
(skutečná)
4. Teplota vyhřívané tiskové podložky
(cílová)
5. Poloha Z v mm; výpočet podle Z-Min
(Z-Home) nebo z povrchu tiskové
desky; nastavení referenčního bodu
v menu:
„Configuration“ – „General“ – „Z Scale: Z Min/Surface“
Když je aktivní automatická kompenzace „Z“, na displeji se vedle polohy Z (5) ukáže „Cmp“.
6. Naměřená hodnota tiskových senzorů na extrudéru
7. Stav tiskárny
Cílové teploty se zde zatím nezobrazují, protože extrudér a vyhřívaná deska se ještě
nezahřály.
b) Popis funkcí obslužných tlačítek
c) Popis extrudérů
Tiskárna s dvojitým extrudérem má dva extrudéry (jako sestavená nebo modifikovaná tiskárna).
V menu tiskárny a v G-code se objevuje označení „Extruder 0“ a „Extruder 1“.
V softwaru „Repetier-Host“ se objevuje označení „Extruder 1“ a „Extruder 2“.
Označení „Extruder 0“ v menu tiskárny a v G-code se používá pro levý extruder
(při pohledu zepředu). V programu „Repetier-Host“ to je „Extruder 1“.
Označení „Extruder 1“ v menu tiskárny a v G-code se používá pro pravý extruder, který má
v programu „Repetier-Host“ označení „Extruder 2“.
Přehled:
Pohled zepředu Menu tiskárny/G-code Repetier-Host
Levý Extruder 0 Extruder 1
V případě tiskáren s jedním extrudérem nese extrudér v menu tiskárny a v G-code označení
„Extruder 0“ a v softwaru Repetier-Host „Extruder 1“.
d) Okna v hlavním menu
Hlavní menu obsahuje hlavní okno (viz výše „13. a) Popis úvodního okna“) a 4 další okna, které se
otevřou po stisknutí směrových tlačítek „nahoru“ a „dolů“ (1). Tato okna se zobrazují postupně po
sobě, a když například stisknete pětkrát tlačítko „dolů“, tak se znovu zobrazí úvodní okno.
1. Směrová tlačítka pro navigaci v struktuře menu (doleva, doprava, nahoru, dolů)
Levé směrové tlačítko přepíná také světlo LED na bílé.
Dalším stiskem tlačítka se LED přepne na předchozí stav.
2. Tlačítko OK pro potvrzení výběru v menu
3. Pohyb vyhřívané desky nebo desky Y nahoru a dolů
4. Podávání tiskového materiálu aktivního extrudéru + = dopředu / - = dozadu
Pozor! Zavedení filamentu se aktivuje jen u aktivního extrudéru a až poté, když se zahřeje
na tiskovou teplotu.
5. Přerušení tisku – 1 stisknutí = zastavení tisku / 2 stisknutí = tisková hlava se posune mimo
tisknutý objekt (předchozí pozice zůstane uložena v paměti)
6. Pokračování v tisku po přerušení
1 x se stisklo tlačítko „dolů“ (1).
Zobrazí se okno, které ukazuje aktuální polohu
jednotlivých os.
3 x se stisklo tlačítko „dolů“ (1).
V tomto okně se zobrazuje celkový čas tisku a
dosud spotřebovaný tiskový materiál (filament).
2 x se stisklo tlačítko „dolů“ (1).
Tento přehled ukazuje hodnoty aktuální teploty
(skutečné a cílové) obou extrudérů a tiskové
desky. Procenta na konci každého řádku ukazují
aktuální výstup zahřívání.
4 x se stisklo tlačítko „dolů“ (1).
V horním řádku tohoto okna se zobrazuje právě
používaný tiskový soubor a v dolním řádku
naposled použitý soubor.
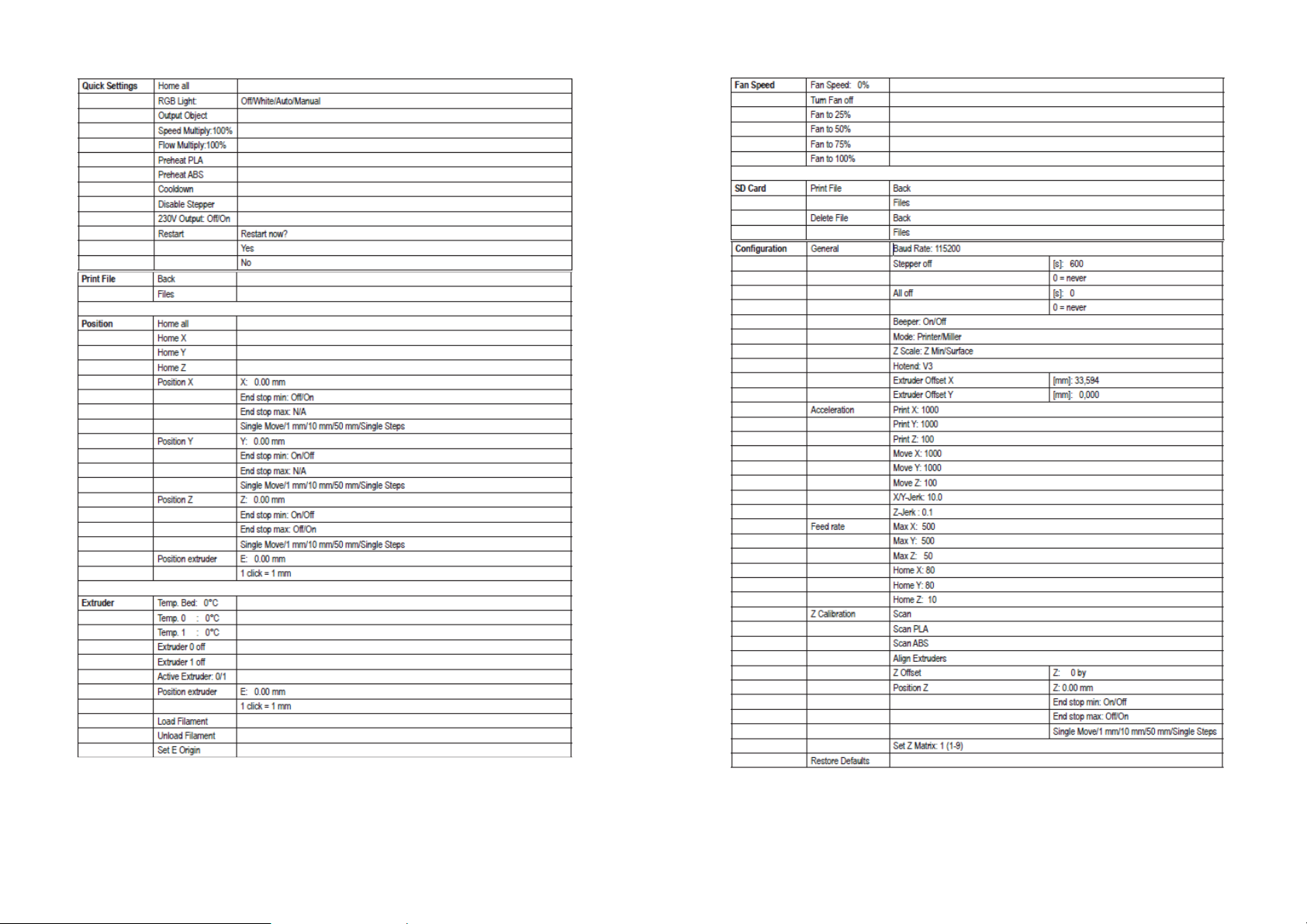
e) Přehled menu
K práci s menu se používá levý blok tlačítek na tiskárně:
K navigaci v menu se používají směrová tlačítka („doleva“ / „doprava“ / „nahoru“ / „dolů“).
Tlačítko „OK“ se požívá k potvrzení výběru v menu a k otevření celé struktury menu z hlavní
nabídky (viz „13. b) Popis funkcí obslužných tlačítek“).
Struktura menu se může nepatrně lišit v závislosti na verzi firmwaru.
Page 8
Page 9
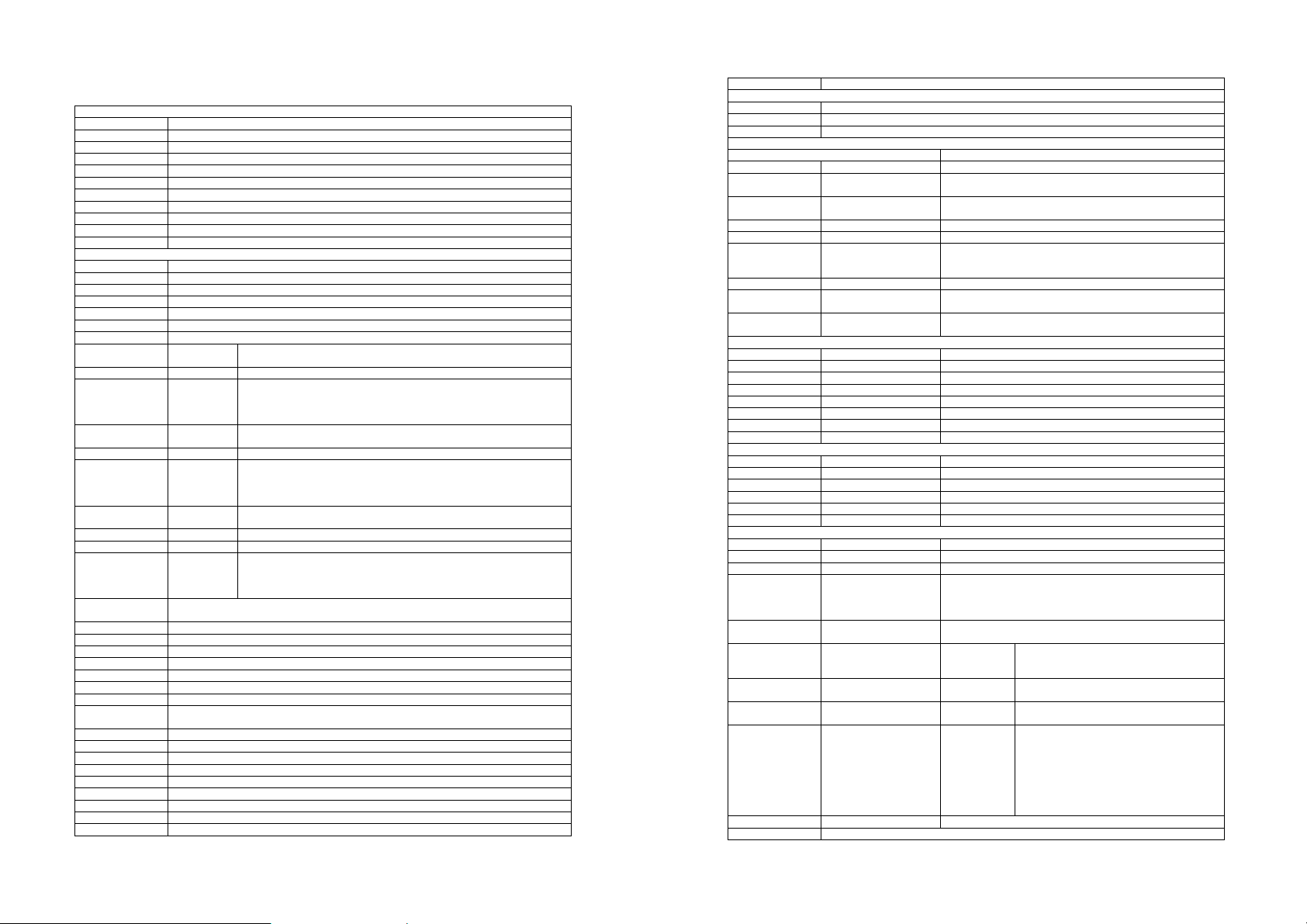
f) Funkce jednotlivých položek menu
Quick Settings
- Rychlé nastavení
Print File
Position
Extruder
Fan Speed
SD Card
Configuration
Home All Přesun všech os do výchozí polohy
RGB Light Přepíná LED světlo: vypnuté, bílé, automaticky a manuálně
Output Object Posun vyhřívané desky do polohy pro odstranění objektu
Speed Multiply Nastavení rychlosti tisku
Flow Multiply Nastavení rychlosti toku materiálu
Preheat PLA Předehřátí vyhřívané desky a extrudéru na teplotu PLA
Preheat ABS Předehřátí vyhřívané desky a extrudéru na teplotu ABS
Cooldown Chlazení (Vypnutý ohřev)
Disable Stepper Vypnutí všech motorů
230 V Output Zapíná a vypíná zásuvku na zadní straně tiskárny
Restart Resetování firmwaru a opakovaný start
Home All Přesun všech os do výchozí polohy
Home X Přesun osy X do výchozí polohy
Home Y Přesun osy Y do výchozí polohy
Home Z Přesun osy Z do výchozí polohy
Position X X: 0.00 mm Přesun osy X do nastavené polohy; šipkou pohybujete tlačítkem
End stop min: Zobrazení stavu koncového spínače
Single Move Přepíná délku pohybu při stisku tlačítka; přepíná se tlačítkem „doprava“ (1)
Position Y Y: 0.00 mm Přesun osy Y do nastavené polohy; šipkou pohybujete tlačítkem
End stop min: Zobrazení stavu koncového spínače
Single Move Přepíná délku pohybu při stisku tlačítka; přepíná se tlačítkem „doprava“ (1)
Position Z Z: 0.00 mm Přesun osy Z do nastavené polohy; šipkou pohybujete tlačítkem „nahoru“
End stop min: Zobrazení min. stavu koncového spínače (světelná závora)
End stop max: Zobrazení max. stavu koncového spínače (na desce Y)
Single Move Přepíná délku pohybu při stisku tlačítka; přepíná se tlačítkem „doprava“ (1)
Position Extr. Manuální ovládání podavače extrudéru / 1 klik = 1 mm; lze použít, jen když je extrudér
Temp Bed: 0ºC Manuální nastavení teploty vyhřívané desky
Temp. 0: 0ºC Manuální nastavení teploty extrudéru (např. při výměně tiskového materiálu)
Temp. 1: 0ºC Manuální nastavení teploty extrudéru (např. při výměně tiskového materiálu)
Extruder 0 Off Vypnutí ohřevu prvního extrudéru
Extruder 1 Off Vypnutí ohřevu druhého extrudéru
Active Extruder Určuje, který z extrudérů je aktivní (pro přepnutí stiskněte OK)
Position Extruder Manuální ovládání podavače extrudéru / 1 klik = 1 mm; lze použít, jen pokud je extrudér
Load Filament Zavedení filamentu / extrudér se zahřívá automaticky a poté se filament zavede
Unload Filament Vyjmutí filamentu / extrudér se zahřívá automaticky a poté se filament odstraní
Set E Origin Nastavení nového bodu nula
Fan Speed: 0% Zobrazení rychlosti větráku (0% - 100%)
Turn Fan off Vypnutí větráku; zobrazuje se, jen když se větrák zapnul manuálně
Set Fan 25% Nastavení rychlosti větráku na 25%
Set Fan 50% Nastavení rychlosti větráku na 50%
Set Fan 75% Nastavení rychlosti větráku na 75%
Tisk z SD karty (položka je dostupná, jen když je vložena SD karta)
„nahoru“ a „dolů“ (1)
Single Move = pohybuje se, dokud neuvolníte tlačítko
1 mm/10 mm/50 mm = určení délky pohybu (v mm) při stisku tlačítka
Single Steps = pohyb v krocích; 1 stisk tlačítka = 1 krok
„nahoru“ a „dolů“ (1)
Single Move = pohybuje se, dokud neuvolníte tlačítko
1 mm/10 mm/50 mm = určení délky pohybu (v mm) při stisku tlačítka
Single Steps = pohyb v krocích; 1 stisk tlačítka = 1 krok
a „dolů“ (1)
Single Move = pohybuje se, dokud neuvolníte tlačítko
1 mm/10 mm/50 mm = určení délky pohybu (v mm) při stisku tlačítka
Single Steps = pohyb v krocích; 1 stisk tlačítka = 1 krok
zahřátý
zahřátý
Set Fan 100% Nastavení rychlosti větráku na 100%
Print File Spuštění tisku z SD karty
Delete File Vymazání souborů z SD karty (poté vyberte soubory, které chcete vymazat)
General Baud rate 115200 Nastavení přenosové rychlosti z počítače
Stepper off Nastavení času, do kdy se motory v pohotovostním režimu
All off Nastavení času, do kdy se motory a zahřívání v pohotovostním
Beeper: On/Off Zapnutí a vypnutí ozvučení tlačítek
Mode: Printer/Miller Přepínání režimů
Z Scale: Z min/Surface Nastavuje bod Z = 0 pro zobrazení Z (5) v hlavním menu
Hotend: V3 Přepíná verze trysek extrudéru (RF2000 v2 podporuje jen V3)
Extruder Offset X Nastavení vzdálenost mezi 2 extrudéry ve směru osy X
Extruder Offset Y Nastavení vzdálenost mezi 2 extrudéry ve směru osy Y
Acceleration Print X: 1000 Nastavení max. akcelerace tisku osy X
Print Y: 1000 Nastavení max. akcelerace tisku osy Y
Print Z: 100 Nastavení max. akcelerace tisku osy Z
Move X: 1000 Nastavení max. rychlosti pohybu osy X
Move Y: 1000 Nastavení max. rychlosti pohybu osy Y
Move Z: 100 Nastavení max. rychlosti pohybu osy Z
X/Y-Jerk: 10.0 Nastavení akcelerace osy X a Y v malých krocích
Z-Jerk: 0.1 Nastavení akcelerace osy Z v malých krocích
Feed Rate Max X: 500 Max. rychlost osy X
Max Y: 500 Max. rychlost osy Y
Max Z: 50 Max. rychlost osy Z
Home X: 80 Max. rychlost osy X při návratu do výchozí polohy
Home Y: 80 Max. rychlost osy Y při návratu do výchozí polohy
Home Z: 10 Max. rychlost osy Z při návratu do výchozí polohy
Z Calibration Scan Rychlá kalibrace tiskové podložky
Scan PLA Kalibrace tiskové podložky při teplotě typické pro PLA
Scan ABS Kalibrace tiskové podložky při teplotě typické pro ABS
Align Extruders Vyrovnání dvou extrudérů bez kalibrace tiskové podložky
Z Offset Posune vzdálenost mezi tryskou a tiskovou podložkou
Position Z Z: 0,00 mm Posune osu Z do nastavené polohy.
End stop min: Zobrazení min. stavu koncového spínače
End stop max: Zobrazení max. stavu koncového spínače
Single Move Přepíná délku pohybu při stisku tlačítka;
Set Z Matrix: 1 Možnost uložení až 9 výsledků diagnostiky tiskové podložky.
Restore Defaults Obnovení výchozích nastavení
vypnou
režimu vypnou
Z Min: Určuje Z- Min, tj. výchozí pozice = nulová poloha
Surface: Nastaví povrch tiskové podložky jako nulové polohy
(Standard = 33,594; indikace v mm)
(Standard = 0,000; indikace v mm)
Dva extrudéry se můžou zarovnat i bez kalibrace tiskové
podložky. Musí se přitom manuálně zahřát na požadovanou
teplotu.
ve směru Z o určenou hodnotu (standard = 0 µm)
Šipkou pohybujete tlačítkem „nahoru“
a „dolů“ (1).
(světelná závora)
(na desce Y)
přepíná se tlačítkem „doprava“ (1)
Single Move = pohybuje se, dokud neuvolníte
tlačítko
1 mm/10 mm/50 mm = určení délky pohybu
(v mm) při stisku tlačítka
Single Steps = pohyb v krocích; 1 stisk tlačítka
= 1 krok
Page 10
8. Kalibrace
a) Popis kalibrace
Tato část návodu stručně popisuje jednotlivé body kalibrace RF2000 v2.
Určení polohy nejkratší vzdálenosti.
Zde můžete určit nejvyšší polohu tiskové podložky, která bude mít nejkratší vzdálenost k trysce
extrudéru. Všechna ostatní nastavení se odvíjí od této polohy, a proto se musí nastavit co
nejpřesněji.
Základní nastavení horního koncového spínače osy Z.
Toto nastavení se vyžaduje jen jednou. Výjimku musíte udělat, když dojde k nějaké změně
tiskové desky nebo trysky extrudéru. V takovém případě byste měli alespoň zkontrolovat
nastavení a v případě potřeby ho upravit. Pokud jste zakoupili už sestavený výrobek, tiskárna je
už nastavena z výroby, ale doporučujeme nastavení zkontrolovat, protože během dopravy mohlo
dojít k narušení geometrie.
Nastavení teploty ohřevu
Zde nastavená teplota představuje standardní teplotu tisku pro materiál PLA (extrudér 230 °C;
tisková deska 60 °C) nebo ABS (extrudér 260 °C; tisková deska 120 °C).
Správná teplota vždy závisí na použitém filamentu. Doporučujeme proto, abyste ji nastavili
opakovaně a zajistila se tak optimální teplota pro právě používaný tiskový materiál.
Nastavení levého extrudéru (extruder 0)
V tomto bodě se nastavuje extrudér (u tiskáren s 2 extrudéry levý extrudér) na 0,3 mm v horkém
stavu pro diagnostiku tiskové desky (v nejvyšší poloze tiskové desky).
Diagnostika tiskové desky (Head Bed Scan)
Doporučujeme provést tuto diagnostiku pro PLA („Scan PLA“), nebo ABS („Scan ABS“).
Tiskárna se přitom automaticky zahřeje na příslušnou teplotu. V případě duálního extrudéru
se musí zkrátit vzdálenost dvou extrudéru od tiskové desky, pokud vás tiskárna k tomu vyzve.
Pro rychlou diagnostiku („Scan“) tiskové desky, se musí vše, včetně offsetu osy Z, nastavit
manuálně (viz níže „14. e) Rychlá diagnostika tiskové desky“). Nastavení kompenzace osy Z
se provádí v menu „Configuration“ > „Z Calibration“ > „Z Offset“ nebo ho můžete nastavit
pomocí G-code.
b) Obecně ke kalibraci
Pozor! Nikdy se nedotýkejte horkých extrudérů nebo tiskové desky. Hrozí nebezpečí
popálení!
Během zahřívání může vznikat nepatrné množství kouře nebo lehký zápach.
Je to normální jev. Zajistěte dostatečné větrání.
V průběhu kalibrace se nesmí do extrudéru zavádět filament, protože jinak nebudou
naměřené hodnoty správné. Pokud už je v extrudéru nějaký filament, tak se musí před
kalibrací úplně vyjmout (viz „15. c) Odstranění a výměna filamentu“ nebo „Metoda 3“ čištění
trysky v části „21. b) Čištění“).
Dejte také pozor, aby trysky extrudérů byly na vnější straně čisté.
V opačném případě je potřeba je vyčistit jak popisujeme níže v části „21. b) Čištění“).
Dva extrudéry a dvě trysky se musí vyčistit, aby z nich neunikal po zahřátí na tiskovou teplotu
filament.
Přesvědčte se, že rozpěrné šrouby jsou úplně zašroubované do spodní desky,
vyhřívaná deska leží rovně na distančních vložkách a čtyři šrouby jsou úplně
zašroubované v distančních vložkách. Tisková podložka se nesmí viklat!
Kalibrace nenahrazuje správné základní nastavení koncového spínače osy Z a slouží
jen k vyrovnání drobných nesrovnalostí vyhřívané desky během tisku
Pokud je dostupný nový firmware, tak se musí před kalibrací nainstalovat.
Zkontrolujte proto před kalibrací jeho dostupnost (viz část „12. Instalace softwaru
a firmwaru“ a část „20. Aktualizace firmwaru v prostředí Arduino™ IDE“.
Po aktualizaci na novou verzi může dojít k vymazání dat předchozí diagnostiky.
Snadno to zjistíte zadáním příkazu „M3013“, jak popisujeme v části „19 a) Určení
nejvyšší polohy tiskové desky“. Pokud se zobrazuje matrix, data zůstala zachována.
Kalibraci je potřebné provádět z času na čas, jako předpoklad zachování vysoké kvality tisku.
V každém případě však provádějte kalibraci po přepravě tiskárny nebo po výměně vyhřívané
desky, resp. po aktualizaci firmwaru.
Údaje na displeji se mohou nepatrně lišit v závislosti na verzi firmwaru.
Níže uvedený popis je založen na verzi tiskárny s dvěma extrudéry. Postup u tiskáren
s jedním extrudérem je nicméně téměř identický.
.
U sestavených tiskáren byla kompletní kalibrace včetně diagnostiky „Scan PLA“ vyhřívané desky
provedena už ve výrobě. Proto by mělo „základní nastavení horního koncového spínače osy Z
(Z-min; světelná závora) sedět. Nastavení levého extrudéru a vyhřívané desky se musí několikrát
opakovat a diagnostika tiskové desky se musí v každém případě provést po každé přepravě tiskárny.
Jedenkrát se musí provést také „určení nejmenší vzdálenosti“. Pokud vlastníte stavebnici tiskárny,
musíte provést kompletní kalibraci.
Při diagnostice „Scan PLA“ a „Scan ABS“ probíhá po „nastavení vzdálenosti mezi tryskou
a tiskovou deskou“ vše automaticky (s výjimkou zarovnání druhého extrudéru).
Znamená to, že tiskárna se automaticky zahřeje na potřebnou teplotu a po dosažení požadované
tiskové teploty automaticky stanoví vzdálenost mezi tryskou a tiskovou deskou. Při každém dalším
tisku se pak bere automaticky do úvahy stanovený offset osy Z. Ve většině případů má offset osy
Z stanovený v menu firmwaru nebo příkazem „M3006“ v G-code hodnotu 0.
Diagnostika pod položkou menu „Scan“ je rychlejší, protože probíhá při nižších teplotách a firmware
nemusí čekat, než se dosáhne teplota PLA nebo ABS. Firmware nedokáže zohlednit možné změny
vzdálenosti mezi tryskou a tiskovou deskou, ke kterým dochází kvůli změně teploty během tisku.
Proto lze kompenzaci osy Z stanovit manuálně a nastavit ji pak menu firmwaru nebo pomocí příkazu
„M3006“ v G-code.
V matrixu osy Z se může uložit až 9 výsledků diagnostiky skenování vyhřívané podložky.
Aktivní matrix lze vybrat pod položkou menu „Set Z-Matrix“, nebo příkazem „M3009“ v G-code.
Diagnostiku vyhřívané podložky tak lze provádět a ukládat samostatně pro nastavení různých
materiálů a/nebo slicerů. Před zahájením tisku můžete načíst příslušnou optimální hodnotu matrixu
osy Z a použít ji pro kompenzaci osy Z.
Nicméně nesmíte zapomínat, že používání víc než jednoho matrixu může vyžadovat manuální korekci
hodnoty pro offset osy Z, protože při kalibraci se mechanicky mění pozice dvou extrudérů.
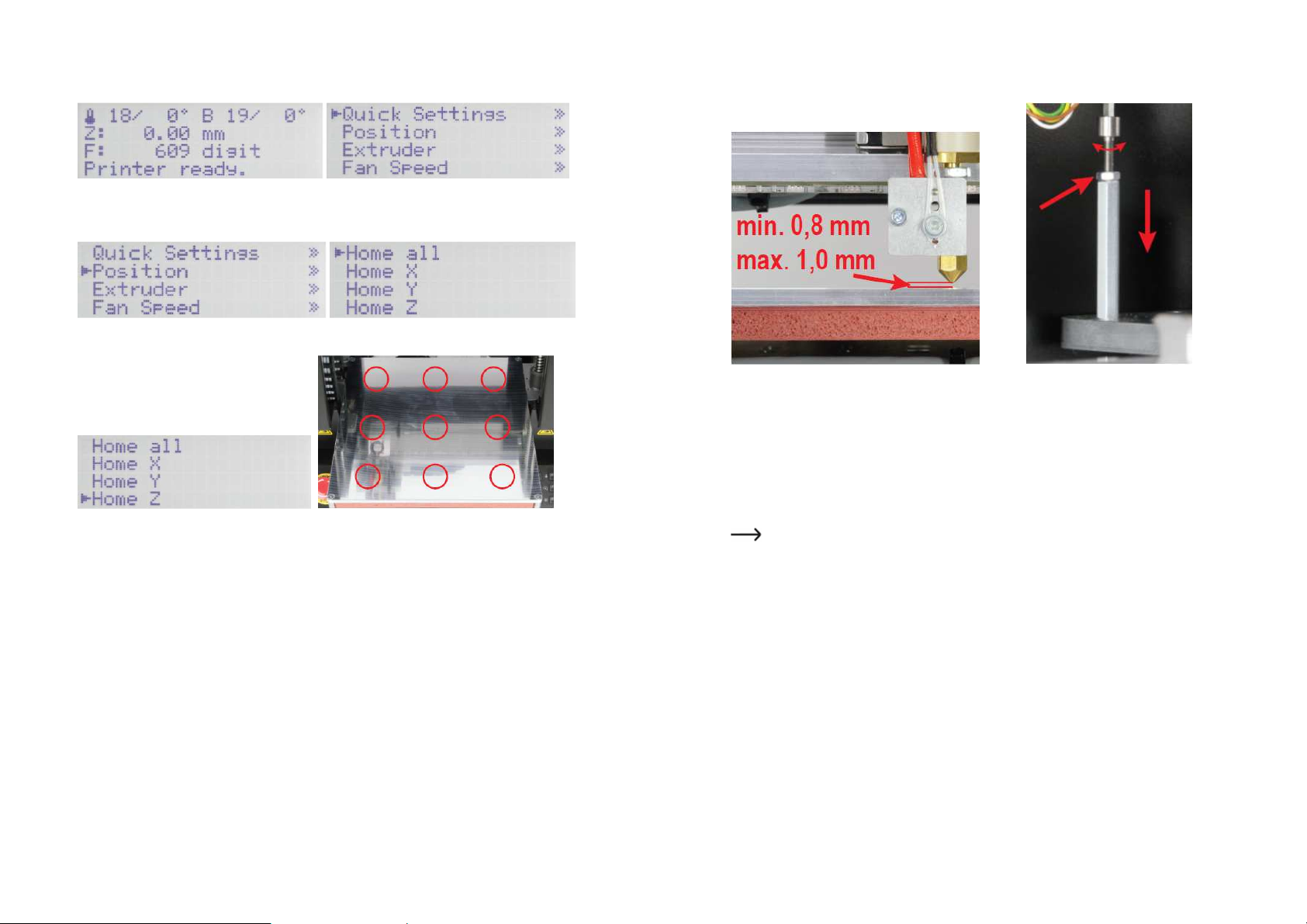
c) Nastavení vzdálenosti mezi tryskou a tiskovou deskou
Na tiskárnách s duálním extrudérem se ke kalibraci používá jen levý extrudér (při pohledu
zepředu), tj. „Extruder 0“. Vzdálenost mezi tryskou a vyhřívanou deskou se musí nastavit
na 0,3 mm.
Důležité! Určete polohu, kde je vzdálenost mezi tryskou a vyhřívanou deskou za studena
nejkratší. Základní nastavení koncového spínače osy Z (Z-min.; světelná zábrana) se také
provádí za studena. To znamená, že když se extrudér nebo vyhřívaná deska předtím zahřály,
musíte je nechat nejdříve zcela vychladnout!
Levý extrudér se nastavuje v zahřátém stavu!
Pokud jste vlastníkem sestavené tiskárny, při určování nejvyšší polohy tiskové desky
zkontrolujte, zda je vzdálenost v rozsahu 0,8 až 1,0 mm. V případě potřeby opakujte
„základní nastavení koncového spínače osy Z (Z-min.; světelná zábrana)“ – viz níže.
V průběhu nastavení se nikdy nedotýkejte horkého extrudéru nebo tiskové desky!
Hrozí nebezpečí popálení!
Page 11
Určení pozice nejmenší vzdálenosti
Základní nastavení koncového spínače osy Z (Z-min.; světelná zábrana)
Nejdříve přesuňte osu X do výchozí polohy
(Home Z). Stiskněte krátce tlačítko OK (2)
v úvodním okně.
Stiskněte OK. Pomocí navigačních tlačítek (1) přejděte na
Stiskněte OK, aby se tisková deska přesunula
do výchozí polohy.
Pomocí navigačních tlačítek (1) přejděte na
položku menu „Position“.
položku menu „Home Z“.
Nyní určete polohu na tiskové desce, kde je
vzdálenost mezi vyhřívanou deskou a levým
extrudérem nejmenší. Zaměřte se na 9 bodů,
které jsou vyznačeny na obrázku a opatrně rukou
posunujte tiskovou hlavu a podložku.
Nejjednodušší bude určit správnou polohu pomocí
spároměru.
Nechte tiskovou hlavu a podložku v poloze,
kde jste určili nejmenší vzdálenost.
Obrázek a)
U sestavených tiskáren bylo základní nastavení koncového spínače osy Z už provedeno.
Pokud jste zkontrolovali určení pozice nejmenší vzdálenosti a tato je v pořádku, můžete tuto část
návodu přeskočit a pokračovat částí „ Zahřívání na nastavenou teplotu“.
Pokud se později s tiskovou podložkou něco stane, zkontrolujte znovu vzdálenost a v případě potřeby
ji upravte.
Předtím než začnete s nastavením, zkontrolujte, jestli je extrudér (nebo extrudéry) na horním dorazu
a dotýká se držáku extrudéru. Je to základní předpoklad pro další postup nastavení!
Doporučujeme, abyste určovali vzdálenost pomocí měřícího archu s tloušťkou 0,9 mm a archu
s tloušťkou 0,8 mm a 1,0 mm.
Pokud má vaše tiskárna dva extrudéry, postupujte stejným způsobem i při dalších měřeních
a nastavte vzdálenost levého extrudéru (při pohledu zepředu).
Doraz na ose Z se musí nastavit tak, aby mezi tryskou extrudéru a tiskovou podložkou nebyla
vzdálenost větší než 1 mm. Současně by tato vzdálenost neměla být menší než 0,8 mm.
Měřící arch s tloušťkou 0,9 mm by se měl mezi tryskou a tiskovou podložkou volně pohybovat.
Obrázek b)
Pokud potřebujete vzdálenost upravit, nechte extrudér a tiskovou desku na místě, nebo je přesuňte
do polohy, kde jste předtím naměřili nejmenší vzdálenost.
Přesuňte tiskovou desku do výchozí polohy na ose Z (Z-Home – viz výše „Určení pozice nejmenší
vzdálenosti“).
Změřte vzdálenost mezi tryskou a tiskovou deskou. Pokud je potřeba ji opravit stiskněte tlačítko
se šipkou dolů (3) a posuňte tiskovou desku dolů, až dokud nedosáhne bodu aktivace koncového
spínače osy Z. Uvolněte kontramatici a otáčejte šroubem v šestihranné drážce směrem ven,
nebo dovnitř, dokud nenastavíte správnou vzdálenost.
Po jednom až třech pootočeních zkontrolujte vzdálenost (manuálně utáhněte matici a posuňte
ji do výchozí polohy). Poté manuálně pohybujte extrudérem a tiskovou deskou, abyste se ujistili,
že extrudér se nikde na pracovní ploše nedotýká tiskové podložky a že všude mají přibližně stejnou
vzdálenost, která nesmí být nikde menší než 0,8 mm a nesmí příliš přesahovat 1,00 mm.
Po dokončení nastavení upevněte znovu nastavovací šroub utažením matice.
Vzdálenost mezi nejvyšším a nejnižším bodem na tiskové desce nesmí být větší než 0,2 mm.
Pokud je tato vzdálenost větší, nebo nelze správně provést výše uvedené nastavení, budete muset
upravit nastavení desky Y nebo spodní desce.
Obrázek a) Obrázek b)
Page 12
Pokud je vzdálenost mezi levou pravou stranou příliš velká, musí se upravit nastavení vroubkovaných
Temp. Bed
Temp. 0
do výchozí polohy osy Z (Z
-
Home).
kuličkových ložisek (viz „Montáž mechanických částí“ v pokynech k sestavení stavebnice tiskárny
RF2000 v2).
V případě, že není správná vzdálenost mezi přední a zadní sranou, musí se nejdříve odšroubovat
a odstranit tisková deska a bude potřeba upravit spodní desku.
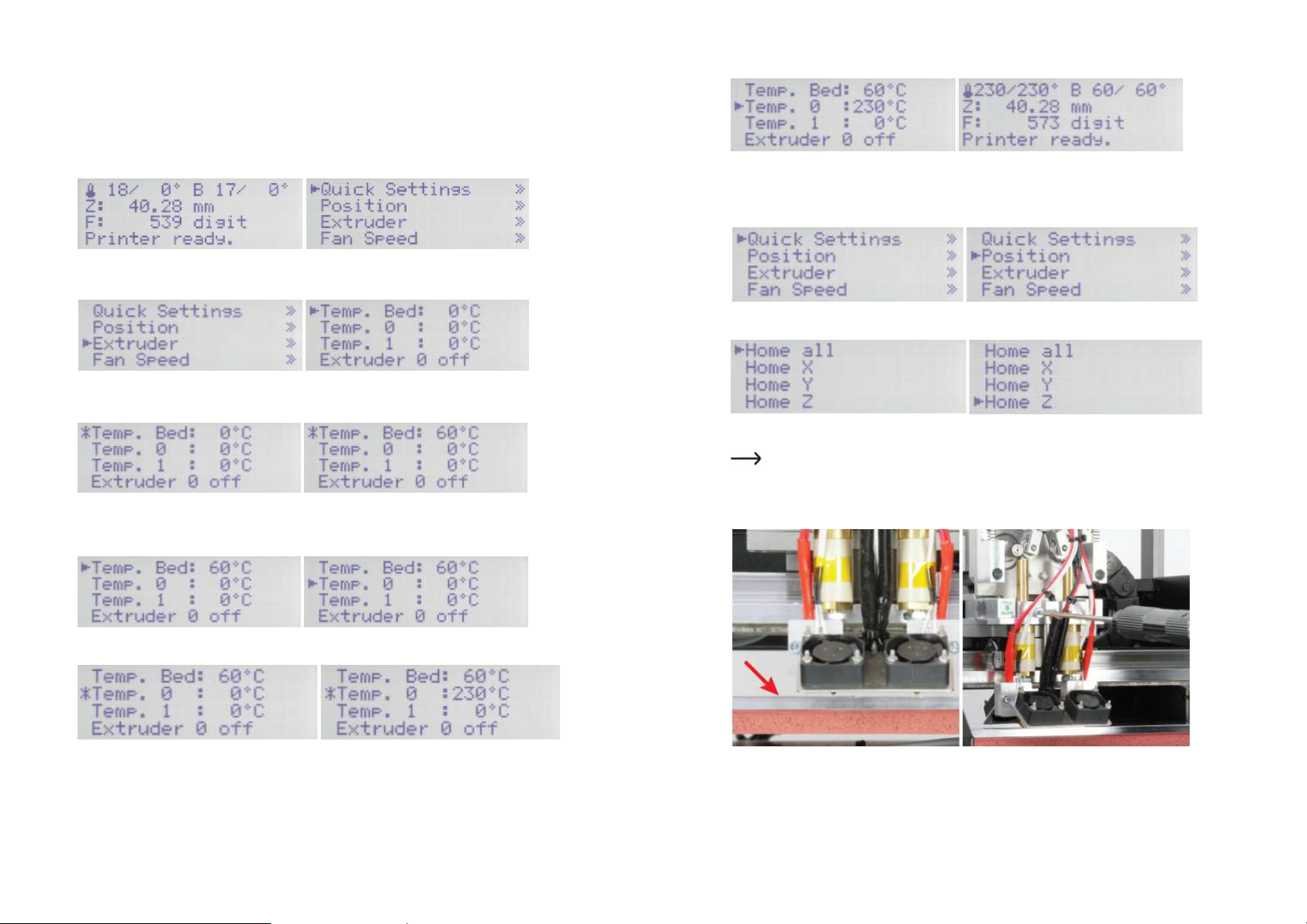
Zahřívání na nastavenou teplotu
Stiskněte 2 x směrové tlačítko „doleva“,
abyste se vrátili k hlavnímu menu.
Počkejte, dokud skutečná teplota levého extrudéru
a tiskové desky nedosáhne nastavenou hodnotu.
Nechte tiskárnu ještě asi 10 minut zahřívat, aby se
teplota tiskové desky stabilizovala a celá se zahřála
a extrudér se zcela vytáhnul. Stiskněte OK.
Tlačítkem se šipkou dolů (3) posuňte
tiskovou desku o několik centimetrů dolů a
poté stiskněte tlačítko OK.
Stiskněte OK.
Pomocí navigačních tlačítek nastavte teplotu
tiskové desky. Protože vzdálenost se musí
nastavovat při teplotě tisku, nastavte PLA na
60°C a ABS na 120 °C.
Navigačními tlačítky vyberte „
“.
Pomocí navigačních tlačítek (1) přejděte na položku
menu „Extruder“.
Stiskněte znovu OK a vyberte „
Stiskněte OK.
Stiskněte OK.
“.
Navigačními tlačítky přejděte na položku menu
„Position“.
Navigačními tlačítky přejděte na položku menu
„Home Z“.
Při následujícím nastavení musí být extrudér (resp. levý extrudér v případě duálního
extrudéru) stále v poloze, kde jste předtím změřili nejmenší vzdálenost mezi tryskou
a tiskovou deskou.
Nastavení levého extrudéru (extrudér 0)
Stiskněte OK.
Stiskněte OK, aby se tisková deska přesunula
Navigačními tlačítky nastavte teplotu levého
extrudéru. Protože vzdálenost se musí
nastavovat při teplotě tisku, nastavte PLA
na 230°C a ABS na 260 °C.
Stiskněte OK.
Vezměte si 0,3 mm proužek spároměru
a opatrně ho zastrčte mezi levý extrudér
a tiskovou desku (viz šipka na obrázku).
Držte levý extrudér nahoře a opatrně uvolňujte
levý šroub držáku extrudéru. Pomalu se tak bude
extrudér klesat ke kalibračnímu proužku.
Page 13
Z Calibration
Stiskněte OK. Navigačními tlačítky přejděte na položku menu
„Scan PLA“, nebo „Scan ABS“ (podle toho pro
jaký materiál chcete diagnostiku provést).
Předtím než šroub extrudéru znovu utáhnete, levý extrudér musí těsně přiléhat na kalibrační
proužek (0,3 mm).
Poté šroub utáhněte a odstraňte kalibrační proužek. Vypněte ohřev extrudérů a tiskové desky
a nechte je vychladnout.
V průběhu nastavení se nikdy nedotýkejte horkého extrudéru nebo tiskové desky!
Hrozí nebezpečí popálení!
Na tiskovou desku se nesmí tlačit, protože by přitom mohlo dojít k změně polohy.
Pokud jste úspěšně provedli nastavení a následnou diagnostiku vyhřívané podložky, můžete
použít program Repetier-Host k určení správné polohy nejmenší vzdálenosti (viz níže část
19. a) Určení nejvyšší polohy na tiskové desce“).
d) Diagnostika vyhřívané podložky pro PLA a ABS
Text pod příslušným obrázkem popisuje, které tlačítko se musí stisknout nebo co se musí
nastavit v příslušném okně.
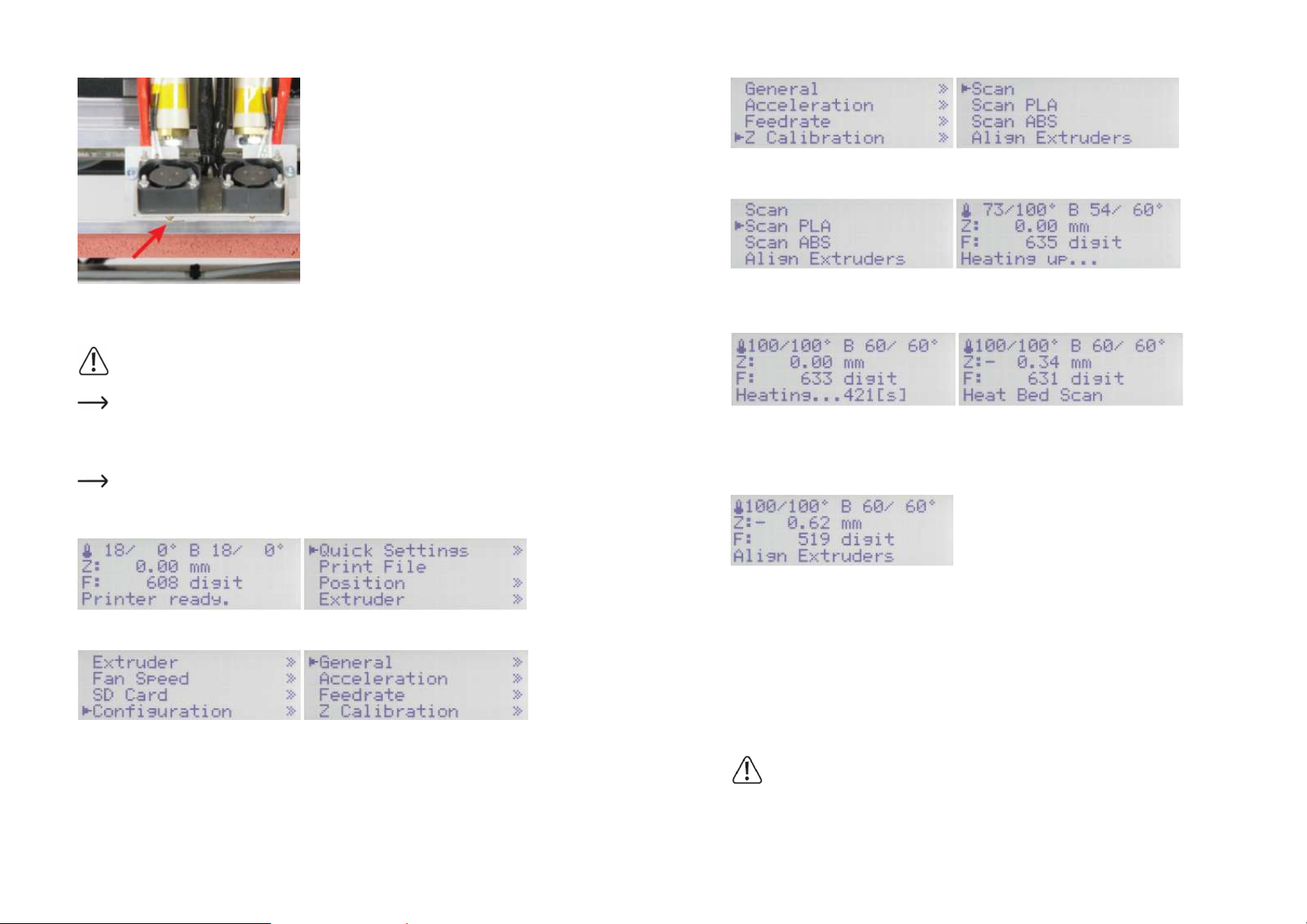
Zahájení diagnostiky
Stiskněte krátce tlačítko OK (2) v úvodním
okně.
Stiskněte OK.
Navigačními tlačítky (1) přejděte na položku menu
„Configuration“.
Navigačními tlačítky vyberte „
“.
Stisknutím OK vyberte např. „Scan PLA“, aby
se zahájila diagnostika vyhřívané podložky
pro PLA. Stiskněte 3 x směrové tlačítko
„doleva“ a vrátíte se k hlavnímu menu.
Po dosažení teplot tiskárna ještě 10 minut
počká, aby se zajistilo, že extrudéry i tisková
deska se dokonale zahřejí. Čas čekání se
zobrazuje na displeji.
Zarovnání extrudérů
Po dokončení měření se tisková deska i extrudér vrátí do výchozí polohy a hned se přesunou
do středu tiskové desky.
Na displeji se ukazuje „Align Extruders“.
Teď se musí zarovnat druhý extrudér.
Extrudér 0 by měl doléhat na tiskovou desku. Pro jistotu uvolněte šroub, který drží levý extrudér
(extrudér 0), aby skutečně spočíval na tiskové desce.
Poté uvolněte šroub pravého extrudéru (extrudér 1) a opatrně ho spusťte na tiskovou desku.
Nyní oba šrouby opět utáhněte. Nejlepší je držet extrudér úplně nahoře na vstupu pro zavedení
filamentu, aby se nekroutil a nenarážel na kryt větráčku. Oba extrudéry musí tlačit na tiskovou desku
stejnou silou.
Stiskněte tlačítko „Play“ (6), aby se diagnostika dokončila.
Pozor! V průběhu nastavení se nikdy nedotýkejte horkého extrudéru nebo tiskové desky!
Hrozí nebezpečí popálení!
Během tisku buďte vždy u tiskárny. Platí to zejména v tomto kroku, protože tiskárna
č
eká na vaše pokyny a vstupy. Ve firmwaru je integrovaná funkce bezpečnostní
deaktivace, která proces po 60 minutách zastaví, ale zahřáté extrudéry bez vlákna by
se měly používat jen po nezbytnou dobu.
Tiskárna nyní automaticky zahřeje tiskovou desku
a oba extrudéry (tisková deska PLA = 60°C, ABS =
120 °C; extrudéry PLA = 100 °C, ABS = 100 °C.
Poté automaticky začne diagnostika zahřívané
podložky (Heat Bed Scan).
Page 14
Scan
V takovém případě postupujte podle části „22. Řešení problémů“.
Extruder
Temp.Bed
100 °C
Temp 0
120 °C
Temp 1
Tiskárny s jedním extrudérem toto zarovnání samozřejmě nevyžadují.
Po provedení diagnostiky vyhřívané podložky se v jejich případě vzdálenost mezi tryskou
a tiskovou deskou nastaví automaticky a celý proces nevyžaduje ze strany uživatele žádný
vstup.
Určení aktuální vzdálenosti mezi tryskou a tiskovou deskou při teplotě tisku
e) Rychlá diagnostika vyhřívané podložky
Text pod příslušným obrázkem popisuje, které tlačítko se musí stisknout nebo co se musí
v příslušném okně nastavit.
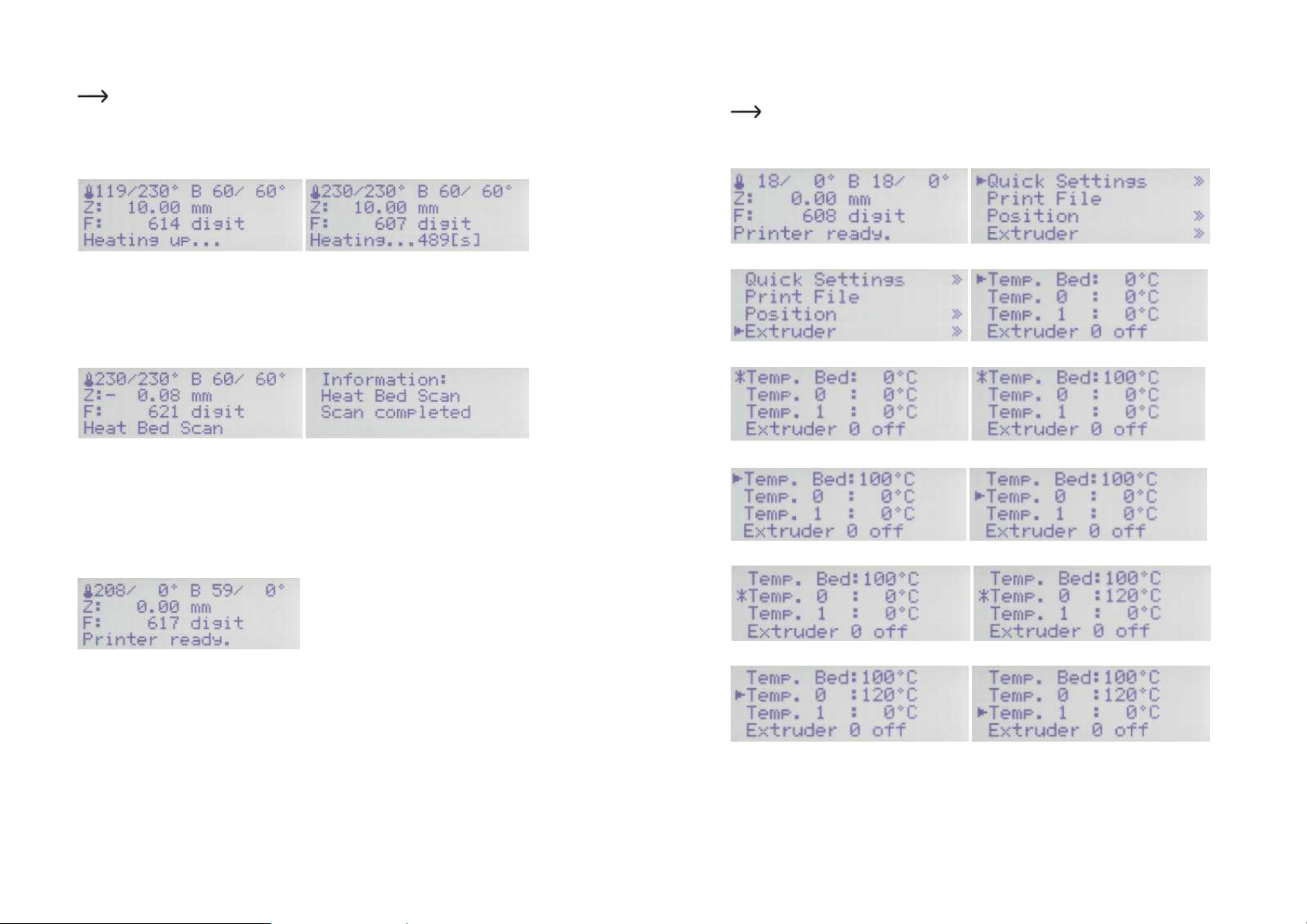
Zahřívání tiskové desky a extrudérů
Tiskárna přejde do výchozí polohy na ose
Z a tisková deska nepatrně klesne. Hned
poté automaticky zahřeje extrudéry na
tiskovou teplotu. Teplota závisí na tom, zda
jste provedli diagnostiku pro PLA = 230 °C,
nebo ABS = 260 °C. Teplota vyhřívané
podložky zůstává na nastavené úrovni (PLA
= 60 °C, ABS = 120 °C).
Tiskárna určí aktuální vzdálenost mezi
tryskou a tiskovou deskou při zahřátí na
tiskovou teplotu.
Tato hodnota se uloží a později se
automaticky použije. Obvykle už není
potřeba nastavovat offset osy Z.
Nakonec přesune tiskárna všechny osy
na výchozí pozici a vypne ohřev extrudérů
a vyhřívané podložky.
Tiskárna se vrátí k úvodnímu menu a můžete ji začít používat, nejlépe vložením filamentu.
Pokud se na displeji ukáže zpráva „Scan aborted“, znamená to, že měření bylo přerušeno.
Když se dosáhne požadovaná teplota, tiskárna
ještě 10 minut počká, aby se zajistilo, že extrudéry
a tisková deska se dokonale zahřejí. Čas čekání
v sekundách se zobrazuje na displeji.
Když se na displeji objeví zpráva „
completed“, diagnostika byla úspěšně dokončena
a hodnoty se uložily.
Zprávu potvrďte stiskem OK.
Stiskněte krátce tlačítko OK (2) v úvodním okně. Navigačními tlačítky (1) vyberte „
Stiskněte OK. Stiskněte OK a vyberte „
Navigačními tlačítky nastavte „
Navigačními tlačítky nastavte „
Navigačními tlačítky nastavte „
Navigačními tlačítky nastavte „
“. Stiskněte OK.
“. Stiskněte OK.
“. Stiskněte OK.
“. Stiskněte OK.
“.
“.
Page 15
120 °C
Z Calibration
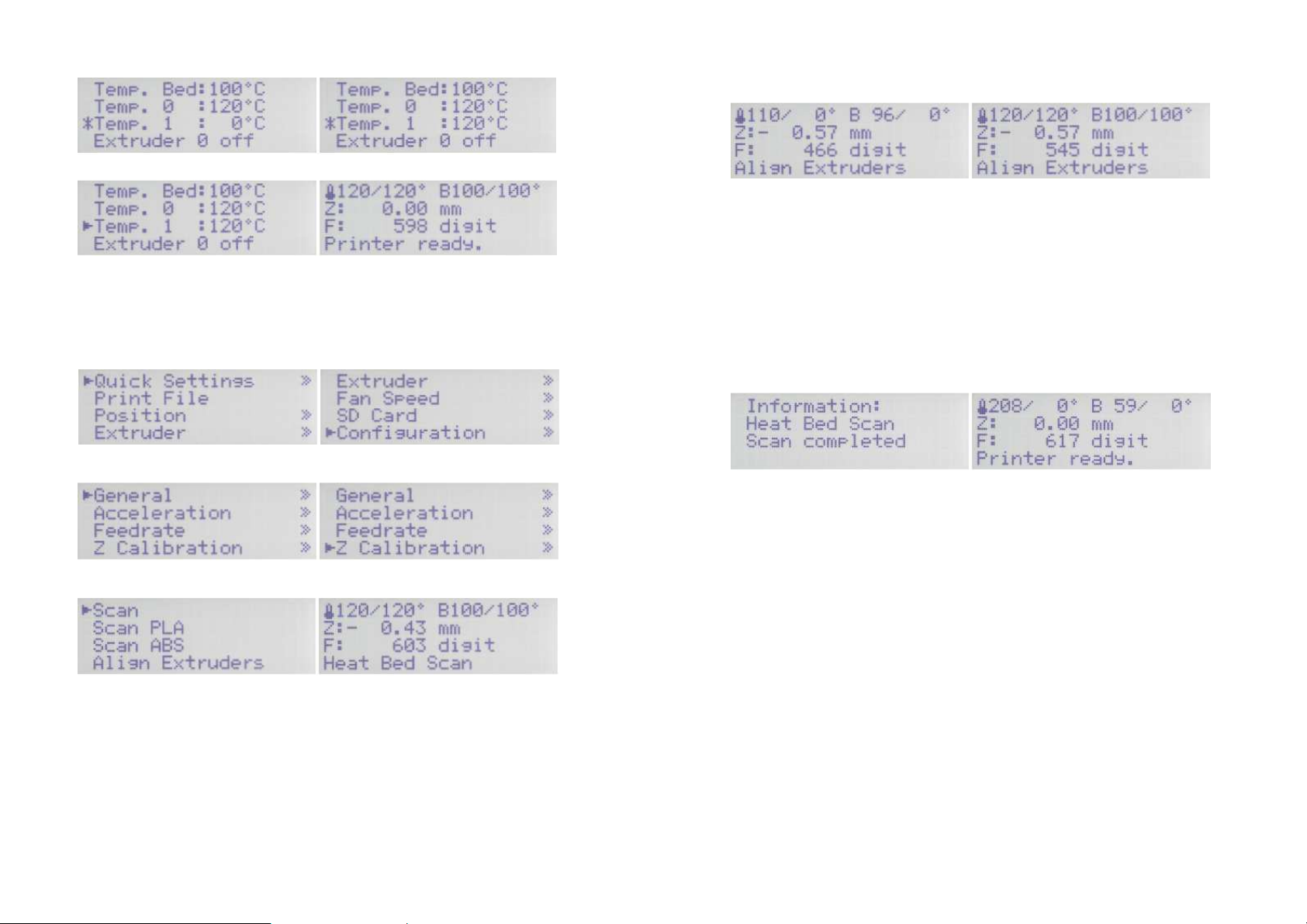
Scan
Heat
Zarovnání pravého extrudéru
Navigačními tlačítky nastavte „
Stiskněte 2 x levé směrové tlačítko pro návrat
k hlavnímu menu.
Zahájení diagnostiky
Navigačními tlačítky přejděte na položku menu
„Configuration“.
Navigačními tlačítky vyberte „
Stiskněte OK, abyste vybrali položku „
spustíte tak diagnostiku vyhřívané podložky.
Stiskněte 3 x levé směrové tlačítko pro návrat
k hlavnímu menu.
“. Stiskněte OK.
“. Stiskněte OK.
“ a
Počkejte, až bude skutečná teplota extrudérů na
displeji 120 °C a skutečná teplota tiskové desky
100 °C. Nechte je ještě 10 minut zahřívat, aby
se teplota tiskové desky stabilizovala, deska se
celá rovnoměrně zahřála a extrudér se úplně
vysunul. Poté stiskněte OK.
Stiskněte OK.
V hlavním menu se ukazuje stav zahřívání „
Bed Scan“ a automaticky se měří geometrie
tiskové desky. Tento proces chvilku potrvá.
Po dokončení měření se tisková deska a
extrudér vrátí do výchozí polohy a hned se
přesunou do středu tiskové desky.
Zahřívání extrudérů a tiskové desky se
automaticky vypne. Na displeji se ukáže „Align
Extruders“. To znamená, že nyní se musí
zarovnat druhý extrudér.
Zahřejte znovu tiskovou desku na 100 °C
a 2 extrudéry na 120 °C. Postupujte podle výše
uvedeného popisu v této části „Zahřívání tiskové
desky a extrudérů“. Po dosažení nastavených
teplot znovu počkejte ještě 10 minut.
Pokud na displeji uvidíte „Scan completed“,
jak ukazuje obrázek, diagnostika byla úspěšně
dokončena a hodnoty se uložily. Zprávu potvrďte
stiskem OK.
Když tisknete první vrstvu, v této verzi diagnostiky vyhřívané podložky („Scan“) musíte po provedení
diagnostiky manuálně nastavit offset osy Z (vzdálenost mezi tryskou a tiskovou deskou).
Pro nastavení offsetu viz menu „Configuration“ - „Z Calibration“ - „Z Offset“, nebo ho můžete
nastavit v G-code.
Extrudér 0 by měl doléhat na tiskovou desku.
Pro jistotu uvolněte šroub, který drží levý
extrudér (extrudér 0), aby skutečně spočíval
na tiskové desce.
Poté uvolněte šroub pravého extrudéru (extrudér
1) a opatrně ho spusťte na tiskovou desku.
Nyní oba šrouby opět utáhněte. Nejlepší je držet
extrudér úplně nahoře na vstupu pro zavedení
filamentu, aby se nekroutil a nenarážel na kryt
větráčku. Oba extrudéry musí tlačit na tiskovou
desku stejnou silou.
Stiskněte tlačítko „Play“ (6), aby se diagnostika
ukončila.
Pozor! V průběhu nastavení se nikdy
nedotýkejte horkého extrudéru nebo tiskové
desky! Hrozí nebezpečí popálení!
Tiskárna se vrátí k úvodnímu oknu.
Nyní můžete začít používat tiskárnu. Nejlepší
bude pokračovat zavedením filamentu.
Pokud se na displeji objeví „Scan aborted“,
znamená to, že měření bylo přerušeno.
V takovém případě postupujte podle části „22.
Řešení problémů“.
Page 16

9. Zavedení, vyjmutí a výměna filamentu
Extruder
Extruder
a) Zavedení filamentu – mechanická část
b) Zavedení filamentu v menu tiskárny
Před zavedením, vyjmutím nebo výměnou filamentu se musí příslušný extrudér zahřát, aby bylo
možné tiskovou strunu volně zavést nebo vyjmout.
Při zavedení, vyjmutí nebo výměně filamentu se nedotýkejte horkého extrudéru!
Nebezpečí popálení!
Při výměně filamentu vždy počkejte, dokud extrudér nedosáhne potřebnou teplotu
a poté ho nechte zahřívat ještě asi 1 minutu.
Během zahřívání se může vytvářet lehký zápach nebo kouř. Jedná se o normální jev,
a proto zajistěte dostatečné větrání.
Levý extrudér (extrudér 0)
Nasaďte cívky s filamentem na tyč držáku. Cívky
se musí volně pohybovat.
Filament zasuňte seshora kolem podávacího
motoru až na doraz do extrudéru. Filament musí
procházet v přímé linii seshora mezi motorem
podavače a kuličkovým ložiskem do otvoru v
extrudéru. Podávací motor se musí otáčet, aniž
by při tahání nebo tlačení tiskového materiálu
prokluzoval, nebo se zasekával.
Poté zapněte tiskárnu a tlačítkem „dolů“ (3) manuálně posuňte tiskovou desku, aby filament mohl
dobře protékat.
Zatlačte na držák kuličkového ložiska na vnější
straně a prostrčte filament přes držák
kuličkového ložiska.
Pro nastavení tlaku kuličkového ložiska nasaďte
3 mm imbusový klíč na šroub držáku pružiny.
Otáčením šroubu v držáku pružiny doleva se
pružina uvolňuje. Otáčením doprava se pružina
víc napíná.
V úvodním okně stiskněte OK (2). Navigačními tlačítky (1) vyberte „
Stiskněte OK.
Stiskněte OK.
Důležité! U položky menu „Active
Extruder“ se musí ukazovat „0“. Jen tak bude
aktivní levý extrudér.
Pravý extrudér (extrudér 1)
Níže uvedený postup zavádění filamentu je alternativou předchozího postupu.
Samozřejmě si pro zavedení filamentu můžete vybrat kterýkoli z uvedených způsobů.
V úvodním okně stiskněte OK. Směrovými tlačítky vyberte „
Směrovými tlačítky přejděte na položku menu
„Load Filament“.
Tiskárna nyní automaticky zahřeje aktivní extrudér
(po aktivaci se jedná vždy o extrudér 0, tj. o levý
extrudér). Když dosáhne přednastavenou teplotu,
filament se zavede. Tento proces se po určitém
čase automaticky ukončí a zahřívání extrudéru se
vypne.
“.
“.
Page 17

Stiskněte OK.
OK,
Temp. 1
Směrovými tlačítky přejděte na položku menu
„Active Extruder“.
c) Vyjmutí a výměna filamentu
Zachyťte filament, když vyjde z extrudéru. V opačném případě může prudce vyrazit
a způsobit zranění. Horní vrstvy na příslušné cívce tiskové struny se můžou také
uvolnit a mohlo by to vést k zapletení struny.
Vyjmutí filamentu
Stiskněte
druhý extrudér (extrudér 1).
Stiskněte OK.
Stiskněte OK.
Počkejte, dokud se extruder úplně nezahřeje.
Poté použijte tlačítko „Filament feed +“ (4)
pro zavedení a vytlačení filamentu.
Filament je nyní zaveden. Stiskněte 2 x levé směrové tlačítko pro návrat k hlavnímu menu.
Důležité! V případě pravého extrudéru vyberte vždy jako aktivní extrudér 1. Poté můžete filament
zavést pomocí funkce „Load Filament“.
aby se jako aktivní vybral
Směrovými tlačítky vyberte položku „
Směrovými tlačítky nastavte teplotu „200 –
230 °C“ (tj. pro PLA).
Stiskněte 2 x levé směrové tlačítko pro návrat
k hlavnímu menu.
Když se filament zavede, přejděte znovu k menu
„Extruder“ a vyberte položku menu „Extruder 1
off“.
Stiskněte OK, aby se ohřev extrudéru vypnul.
“.
Filament odstraníte stejným způsobem, jako při jeho zavádění, jen namísto položky „Load
Filament“ vyberte v menu „Extruder“ položku „Unload Filament“.
Aktivní extrudér se automaticky zahřeje a po chvilce čekání se odstraní z extrudéru.
Můžete to samozřejmě udělat i manuálně. Stačí, abyste po zahřátí extrudéru použili tlačítko
„Filament feed –“ (4).
Výměna filamentu
Stejným způsobem se postupuje i při výměně filamentu. Nejdříve filament vyjměte („Unload filament“)
a poté zaveďte novou tiskovou strunu („Load Filament“).
Pokud výměnu děláte manuálně, můžete nový filament vložit okamžitě po vyjmutí.
Bez ohledu na to, zda použijete funkci „Load Filament“, nebo filament zavedete tlačítkem
„Filament feed +“, vždy dávejte pozor, aby na obou tryskách byl stejný výstup z trysek
a přítlak nastavený na držáku kuličkového ložiska.
10. Tisk prvního ukázkového objektu z SD karty
Během zahřívání se může vytvářet trochu kouře nebo určitý zápach. Je to normální.
Zajistěte prosím dostatečné větrání.
Pokud používáte k tisku materiál PLA a objeví se nějaké problémy s přilnavostí
tištěného objektu, nalepte na tiskovou desku lepicí pásku nebo krepovou pásku
s jemnou texturou. K dostání jsou speciální lepicí pásky určené zvlášť k tomuto účelu.
Jako alternativu můžete použít sprej na vlasy nebo speciální lepicí tyčku.
Tiskové soubory najdete na přiložené SD kartě ve složce PLA-GCODE.
Důležité! Pokud zatím nemáte zkušenosti s materiálem ABS, důrazně doporučujeme,
abyste začali nejdříve pracovat s materiálem PLA a osvojili si různá nastavení, která
můžou vést k různým výsledkům.
Předtím než začnete, aktualizujte přiloženou paměťovou kartu (viz výše část „12. a)
Stáhnutí a rozbalení balíčku se softwarem a firmwarem“).
V našem příkladu tiskneme jednobarevný objekt v režimu s jedním extrudérem. Znamená to, že se
používá jen jeden aktivní extrudér, a to levý (extrudér 0). Pokud chcete namísto toho tisknout pravým
extrudérem, vyberte tlačítkem OK v menu „Extruder“ položku „Active Extruder“ a přepněte aktivní
extrudér z 0 na 1. V závislosti na výběru se pak musí do aktivního extrudéru vložit tiskový materiál,
nejlépe PLA.
Uživatelé tiskárny s jedním extrudérem se tímto výběrem nemusí zabývat.
Přiloženou SD kartu vložte do čtečky karet na pravé straně 3D tiskárny.
Kontakty paměťové karty musí při vkládání směrovat nahoru a k tiskárně!
Zatlačte kartu úplně dovnitř, aby zaklapla na místo. Pokud ji chcete vyjmout,
zatlačte ji trochu dovnitř, by se uvolnila a mohli jste ji vytáhnout.
Page 18

Po vložení tiskárna kartu automaticky detekuje. Samozřejmě nemusíte okamžitě zahájit tisk z karty.
Print File
tisk.
Před vyjmutím karty přejděte na hlavní menu.
V úvodním okně stiskněte OK (2) a
směrovými tlačítky (1) vyberte „SD-Card“.
Znovu stiskněte OK.
Směrovými tlačítky přejděte v adresáři na SD
kartě do složky „PLA-GCODE“.
Směrovými tlačítky přejděte na soubor
„Heart.gcode“. Stiskněte OK a zahájí se tisk.
Displej se vrátí k zobrazení hlavního menu.
Tisková deska se musí nejdříve zahřát. Poté se osy posunou do výchozích pozic a zahřeje
Postup zahřívání tiskové desky a extrudéru můžete sledovat podle teploty, která se zobrazuje
v horním řádku displeje. Průběh tisku se zobrazuje v dolním stavovém řádku displeje.
V průběhu tisku prvních několika centimetrů můžete pomocí tlačítek pro pohyb tiskové desky (3)
jemně doladit nastavení vzdálenosti mezi tryskami a tiskovou deskou. Pokud stisknete tlačítko
pro pohyb tiskové desky (3), nedržte ho dlouze, ale pouze na něj poklepejte!
Při tomto nastavení dávejte pozor, aby se extrudéry nedotýkaly tiskové desky, protože
jinak by se mohla poškodit tisková deska aj extrudéry (na tento typ poškození se
nevztahuje záruka).
Pokud jste provedli diagnostiku vyhřívané podložky pro PLA (Scan PLA), nebo ABS (Scan
ABS), tiskárna nastaví během tisku optimální vzdálenost mezi tryskou a tiskovou podložkou.
V případě, že jste provedli jen rychlou diagnostiku (Scan), můžete tuto vzdálenost upravit
pod položkou „Z Offset“ v menu „Configuration“ > „Z Calibration“.
Když je aktivní automatická kompenzace osy Z, na displeji se vedle polohy osy Z (Z-position),
(5) ukáže „Cmp“.
Pokud z extrudéru na začátku nezačne vycházet filament, musí se stisknout tlačítko zavedení
filamentu (4), až dokud se filament neobjeví.
Vyberte „
Stiskněte OK.
se extrudér. Když dosáhne provozní tepotu, začne
“ a výběr potvrďte tlačítkem OK.
Drážky podávacích koleček filamentu se mohou zanést hoblinami filamentu a způsobit
jeho nedostatečné vytlačování. V každém případě byste je měli co nejdříve odstranit
(pokud to je možné), např. vyfouknutím. Podávací kolečka pravidelně kontrolujte
a čistěte! V opačném případě se může stát, že se trvale zanesou a filament se přes
ně nedostane.
Ve výchozím nastavení začnou větráčky extrudéru běžet po nanesení čtvrté vrstvy PLA
nebo ABS. V závislosti na tištěném objektu však může být výsledek tisku z ABS lepší
bez použití větráčků. V takovém případě větráčky vypněte v nastavení slicerů.
Tolerance větráčku může způsobit, že se spouští je na 20% nebo 25%.
Po dokončení tisku nechte vytištěný předmět několik minut vychladnout. Když teplota tiskové desky
klesne pod 40 °C (viz teplotu na displeji), vytištěný předmět se snadněji uvolní a můžete ho lépe
odstranit z desky.
V případě, že se vytištěný předmět nedá lehce uvolnit, může se k tomu použít nějaký plochý nástroj,
jako např. špachtle s kulatými rohy, stěrka na sklo, atd.
Nevystavujte tiskovou desku mechanickému tlaku. Hrozí nebezpečí, že by se tím mohla
poškodit (na tento typ poškození se nevztahuje záruka).
Aby se zajistil spolehlivý tisk, tiskněte zejména delší tisky z SD karty. V opačném případě
je možné, že se tisk z nějakého důvodu přeruší kvůli restartování z USB rozhraní.
Může to být způsobeno restartováním PC, inicializací ovladače USB, nebo antivirovým
programem. Když jste úspěšně dokončili první tisk, důrazně doporučujeme kalibrovat přívod
filamentu (viz níže „19. b) jemné nastavení přívodu filamentu“). Kompenzují se tím odchylky
podávacích koleček.
V případě tiskáren s 2 extrudéry by se také mělo bezodkladně upravit nastavení obou
extrudérů (offset osy X a Y). Podrobněji viz níže část „19 c) Jemné nastavení dvou
extrudérů“.
11. Obecné pokyny k 3D tisku
Kvalita tisku 3D tiskáren závisí na mnoha faktorech. Často se stává, že při prvních pokusech
nelze dosáhnout uspokojivých výsledků.
Teplota extrudéru
Nejlepší teplota extrudéru závisí na použitém tiskovém materiálu a na tloušťce tiskové vrstvy.
Informace výrobců o teplotě tisku se mohou zásadním způsobem lišit.
První pokusy o tisk provádějte při teplotě v středním rozsahu teplot udávaných výrobcem.
Pro optimalizaci kvality tisku tiskněte stejný předmět při stejné tloušťce vrstvy a při různých teplotách
s odstupem 5 ºC a poté výsledky porovnejte. Tímto způsobem se nejrychleji dopracujete k poznání
nejlepší teploty extrudéru pro různé tiskové materiály a různé tloušťky tiskové vrstvy.
Pokud se nastaví příliš vysoká teplota extrudéru, materiál se nemůže dostatečně rychle ochladit
a znova roztaví vrstvu pod sebou.
Pokud se nastaví příliš nízká teplota extrudéru, materiál nebude dostatečně tekutý a jeho tok nebude
konstantní. Navíc se jednotlivé vrstvy materiálu nebudou navzájem dostatečně propojovat.
Teplota vyhřívané desky
Rovněž nejlepší teplota vyhřívané desky závisí na použitém tiskovém materiálu.
Správná teplota umožňuje perfektní přilnutí tištěného předmětu k vyhřívané desce.
Materiál PLA lze tisknout i bez vyhřívané desky, ale ukazuje se, že pro jeho tisk je ideální teplota
kolem 60 ºC. Při tisku z PLA (obzvláště při tisku malých předmětů s malou základnou) by se navíc
na vyhřívané desce měla použít nějaká lepicí nebo krepová páska s jemnou strukturou, aby se zvýšila
přilnavost povrchu.
Materiál ABS vyžaduje pro tisk použití vyhřívané desky. V opačném případě nedojde k přilnutí buď
vůbec, nebo jen nedostatečně. V tomto případě byste měli vyzkoušet teplotu kolem 120 až 130 ºC.
Page 19

Pokud je teplota vyhřívané desky příliš vysoká, budou se spodní vrstvy chladit příliš pomalu a dojde
k narušení tištěného předmětu.
Pokud je teplota vyhřívané desky příliš nízká, nedojde k dostatečnému přilnutí, resp. rohy se během
tisku dostanou mimo ohřev.
Tloušťka tiskové vrstvy
Od tloušťky tiskové vrstvy závisí výška jednotlivých vrstev a tím i rozlišení a kvalita tištěného
předmětu. Čím je tisková vrstva tenčí, tím je kvalita tisku lepší a doba tisku delší.
Naopak, čím je vrstva silnější, tím je kvalita tisku horší a doba tisku kratší.
Experimentujte s výše uvedenými parametry, abyste našli způsob, jak v závislosti
na použitém materiálu dosáhnout nejlepší výsledky. První pokusy o tisk by se měly provádět
s materiálem PLA, protože se jedná o materiál, který lze poměrně snadno zvládnout
a způsobuje méně problémů se smršťováním, přesností a přilnavostí na vyhřívanou desku.
12. Software „Repetier Host“
a) Připojení programu k tiskárně
Otevřete program Repetier-Host a klikněte na položku nastavení tiskárny „Printer Settings“ v pravém
horním rohu okna.
Vyberte v menu (1) tiskárnu. V našem příkladu to je „RF2000v2_3D-Dual“ s duálním extrudérem.
V případě, že používáte tiskárnu s jedním extrudérem, musíte vybrat „RF2000v2_3D_Single“.
Nastavte číslo portu a přenosovou rychlost. Pokud jste v poli 1 vybrali správnou tiskárnu,
přenosová rychlost se nastaví sama na přednastavenou hodnotu „115200“.
Číslo portu (2) je přidělováno
systémem. V aktuální verzi softwaru
(2.0.5.) lze obvykle bez problémů
používat nastavení „Auto“.
V případě, že vám automatické
nastavení nepracuje správně, můžete
ho najít a zkontrolovat na PC
v ovládacím panelu správce zařízení
pod připojením COM a LPT.
Klikněte na OK (4).
Klikněte na „Connect“ v pravé horní části hlavní obrazovky programu.
Po několika sekundách se symbol změní na připojenou zástrčku a označení se změní na
„Disconnect“.
Page 20

Tiskárna se úspěšně připojila k programu a můžete vyzkoušet několik manuálních nastavení.
b) Manuální ovládaní pomocí softwaru
Na hlavní obrazovce programu klikněte na záložku „Manual Control“ (1).
Dříve než přistoupíte k manuální obsluze tiskárny, musí se udělat nastavení koncových
spínačů pro osy Z a Y (viz výše). V případě, že máte tiskárnu sestavenou už z výroby,
je toto nastavení už také hotovo, ale z bezpečnostních důvodů by se mělo ještě znovu
zkontrolovat.
V opačném případě může dojít k poškození 3D tiskárny (ztráta záruky).
2. Zde se může odeslat na tiskárnu příkaz; vložte
příkaz (např. G1 X50) a klikněte n a „Send“.
3. Ukazuje aktuální polohy os. Pokud je označení
červené, znamená to, že ještě nedosáhly výchozí
pozice.
4. Výběr extrudéru.
5. Všechny osy se přesunou do výchozích pozic.
6. Osa X přejde do výchozí polohy.
7. Osa Y přejde do výchozí polohy.
8. Osa Z přejde do výchozí polohy.
9. Ikony šipek lze použít k manuálnímu ovládání osy
X tiskárny.
10. Ikony šipek lze použít k manuálnímu ovládání osy
Y tiskárny.
11. Ikony šipek lze použít k manuálnímu ovládání osy
Z tiskárny.
12. Ikony šipek lze použít k manuálnímu ovládání
přívodu zvoleného extrudéru. Dvojitá šipka
potvrzuje přívod pro oba extrudéry. Extrudér (nebo
extrudéry) se musí zahřát!
9 – 12. V závislosti na tom, kde se na šipku klikne, přejde osa různě dlouhý úsek. Délka posunu se
zobrazí, pokud se kurzorem myši přejde přes příslušné tlačítko šipky (kroky 0,1 mm, 1 mm, 10 mm,
50 mm).
13. Nastavení rychlosti tisku.
14. Zapnutí a vypnutí větráčků; napravo od ikony lze nastavit rychlost větráčků.
15. Zapnutí a vypnutí ohřevu tiskové desky; napravo od ikony se nastavuje teplota.
16. Zapnutí a vypnutí ohřevu prvního extrudéru (levý extrudér na tiskárně); napravo od ikony
se nastavuje teplota.
17. Zapnutí a vypnutí ohřevu druhého extrudéru (pravý extrudér na tiskárně); napravo od ikony
se nastavuje teplota.
c) Vložení tisknutého objektu do softwaru
Pod záložkou pro umístění objektu („Object Placement“) na hlavní obrazovce programu klikněte
na symbol „+“. Vyberte požadovaný soubor a klikněte na „OK“.
V hlavním okně se na tiskové desce objev zvětšený 3D objekt. Kolečkem myši ho můžete přibližovat
a oddalovat.
Pomocí tohoto softwaru lze otvírat následující typy souborů:
*.stl (soubory STL)
*.obj (soubory OBJ)
*.3ds (soubory 3D Studio)
Ve složce „STL“ na přiložené SD kartě najdete několik ukázek pro první pokusy o tisk.
Na internetu je však zároveň mnoho online stránek, z kterých můžete stahovat 3D soubory
(např. www.thingiverse.com).
Samozřejmě, že můžete použít i vlastnoručně vytvořený 3D program.
Page 21

Krátký popis nejdůležitějších tlačítek pod záložkou pro vložení objektu „Object Placement“:
1. Uložení objektu.
2. Přidání objektů (viz výše); lze přidat i několik objektů.
3. Kopírování objektů pro vícenásobný tisk (v dalším okně si můžete zvolit počet kopií)
4. Vycentrování objektu na tiskové desce.
5. Zrcadlení objektu
6. Vymazání objektu z tiskové desky.
7. Změna měřítka objektu při smršťování
Pomocí funkce změny měřítka můžete také kompenzovat smršťování velikosti tištěného
předmětu. Pokud například víte, že použitý tiskový materiál se smršťuje o 2%, nastavte
měřítko na hodnotu 1,02 (přibližná referenční hodnota). Po vytištění můžete předmět změřit
a v případě potřeby měřítko znovu upravit.
8. Otáčení objektu
9. Zobrazení průřezu objektu
Umístění objektu pro dvoubarevný tisk
K tisku dvoubarevných objektů se obvykle používají dva soubory 3D objektů. Na SD kartě je např.
soubor s dvoubarevnou krychlí „Cube_1.stl“ a „Cube_2.stl“. Jedna část slouží pro první extrudér
a druhá část pro druhý extrudér. Tyto soubory jsou ve složce „\STL\Dual_Cube“.
Podle výše uvedeného popisu vložte nejdříve první soubor a poté druhý soubor.
V záložce „Object Placement“ klikněte na žlutě vybarvenou část krychle “Cube_2“
(objekt se tím nezvýrazní) a podržte tlačítko myši stisknuté. Poté přetáhněte žlutou oblast
“Cube_2“ na žlutou oblast “Cube_1“ a oba objekty se spojí.
Nyní klikněte na křížek (4), aby se spojený objekt vycentroval.
Poté klikněte na rozbalovací menu v žluté oblasti za „Cube_2“ a přepněte extrudér z 1 na 2.
Page 22

d) Příprava k tisku
Aby bylo možné objekt vytisknout, musí se nejdříve rozdělit na jednotlivé tiskové vrstvy.
Tomuto procesu se říká „slicing“ (rozřezání) objektu.
Rozřezání vloženého předmětu, který chceme tisknout jednobarevně
1. Otevřete záložku „Slicer“ a v rozbalovacím menu vyberte slicer pro tiskárnu. V našem příkladu
to bude slicer s názvem „RF2000v2“. Nezáleží na tom, zda používáte tiskárnu s jedním
nebo dvojitým extrudérem. Vždy se použije stejný slicer, i když chcete rozřezat jeden objekt
duálním extrudérem.
2. Vyberte vhodné nastavení sliceru pro tisk. V tomt okně se objevují jen nastavení, která jsou
kompatibilní s vybranou tiskárnou. Tato nastavení se vždy označují následujícím způsobem:
Nastavení tisku (v nastavení sliceru „Print Settings“)
Tiskový materiál_ Průměr trysky _Tloušťka vrstvy_XXX
Příklad: PLA175_04_200 =
Tiskový materiál: PLA 1,75 mm_ průměr trysky: 0,4 mm _tloušťka vrstvy: 200 µm (= 0,2 mm)
Pokud se k nastavení ještě něco přidá po tloušťce vrstvy (XXX), tak se jedná doplňující
vlastnosti. Máte zde např. následující možnosti:
„VASE“ (pokud má být tištěný objekt nahoře otevřený a uvnitř dutý); „FAST“
(objekt se tiskne rychleji, ale s nižší kvalitou); atd.
Váš výběr v tomto nastavení bude záviset na používaném tiskovém materiálu, na průměru
trysky extrudéru a na požadované tloušťce vrstvy.
Nastavení tiskárny (v nastavení sliceru „Printer Settings“)
Tiskový materiál_ Průměr trysky _Extrudér
Příklad: GENERIC175_04_SINGLE =
PLA 1,75 mm (název výrobce filamentu) - průměr trysky: 0,4 mm - jeden extrudér (pro tisk jednou
barvou)
Když chcete tisknout jednobarevný objekt, vyberte zde „SINGLE“. V případě použití dvou
barev vyberte nastavení „DUAL“ (viz níže). Pokud jste majitelem tiskárny s jedním
extrudérem, můžete zde vybrat jen nastavení „SINGLE“.
Váš výběr bude samozřejmě znovu záviset na použitém materiálu filamentu a na průměru
trysky.
Nastavení filamentu (v nastavení sliceru „Filament Settings“)
Výrobce filamentu_Materiál filamentu_Teplota tiskové desky_Teplota extrudéru
Příklad: RENKFORCE_PLA175_55_200 =
Výrobce tiskového materiálu: Renkforce_Materiál: PLA 1,75 mm - Teplota tiskové desky: 55 °C Teplota extrudéru: 200 °C.
Chcete-li tisknout dvoubarevný objekt, vyberte pro oba extrudéry stejná nastavení
a vložte do nich samozřejmě také stejné filamenty.
Pokud chcete tisknout jen jednobarevný objekt, nezáleží na tom, co se nastaví pro druhý
extrudér. Jedinou výjimkou je, když se druhý extrudér používá k tisku. V takovém případě
se musí pro druhý extrudér zvolit správné nastavení.
Samozřejmě máte možnost použít k tisku dva různé filamenty, např. k tisu objektu PLA a jako
podkladový materiál PVA.
Pokud jste majitelem tiskárny s jedním extrudérem, můžete zde vybrat samozřejmě jen jeden
extrudér.
Váš výběr v tomto nastavení bude záviset na výrobci filamentu, na používaném materiálu
a na vhodné teplotě tiskové desky a extrudéru.
Teploty se aplikují od druhé vrstvy. Pro první vrstvu jsou obvykle nastavené teploty vyšší.
3. V této části jsou dostupná také doplňující nastavení, ale měli by je používat jen zkušenější
uživatelé. K vysvětlení jednotlivých funkcí můžete použít online nápovědu v programu.
4. Klikněte na „Slice with RF2000v2“ pro rozdělení 3D souboru na vrstvy.
Po provedení výpočtu se výsledný tiskový soubor objeví v grafické podobě. Napravo od něho se
ukáže malý nástin tisku, který slouží ke kontrole chyb ještě před tiskem. Úplně vlevo v okně najdete
panel nástrojů.
Podrobnější popis funkcí najdete v online nápovědě k programu.
Page 23

Pokud vpravo nahoře klikněte na „G-Code Editor“, otevře se editor G-code (popis vrstev).
Vzhled vrstvy lze upravit ovladačem v dolní části.
Příprava objektu, který se má tisknout dvoubarevně
Tato část návodu je určena jen pro majitele tiskárny RF2000 v2 s duálním extrudérem
V nastavení slicing vyberte pod nastavením tiskárny („Printer Settings“) to, které končí slovem
„DUAL“ (například „GENERIC175_04 DUAL“).
V našem ukázkovém objektu se používají také stejná nastavení filamentu pro oba extrudéry
(např. „RENKFORCE_PLA175_55_200“).
Výběr v nastavení tisku „Print Setting“ je stejný pro tisk jedním a dvěma extrudéry.
Klikněte na „Slice with RF2000v2“ pro rozdělení 3D souboru na vrstvy.
Krychle je také velice vhodná pro nastavení offsetu extrudéru X a Y. Funkce, které k tomu
slouží, najdete pod označením „Extruder Offset X“ a „Extruder Offset Y“ v menu
„Configuration“ – „General“.
Tímto nastavením se koriguje vzdálenost dvou extrudérů. X je korekce vzdálenosti mezi
dvěma extrudéry, např. když je tištěný objekt posunutý na jednu stranu. Y koriguje
vzdálenost, když jsou extrudéry vychýlené dopředu nebo dozadu, takže jedna část krychle
je příliš vpředu a druhá část příliš vzadu.
Referenční extrudér je vždy ten nalevo (extrudér 0). Viz také níže část „19. c)
jemné nastavení dvou extrudérů“.
Page 24

e) Tisk
Tímto způsobem vytvořený tiskový soubor lze nyní vytisknout. Máme k tomu dvě možnosti:
Klikněte na „Save to File“ (1), aby se soubor uložil na SD kartu a poté vytisknul v samostatném
režimu. Soubor se tím uloží jako *.gcode a musí se nastavit současně s uložením souboru
z editoru G-code (ikona disku). Do souboru se zde uloží přesný obsah G-code.
Druhou možností je odeslat soubor přes USB rozhraní počítače přímo na připojenou 3D tiskárnu
a začít tisknout.
Než začnete tisknout v režimu s jedním extrudérem, přesvědčte se, že extrudér je aktivní.
V duálním režimu to je irelevantní. Klikněte proto na záložku „Manual Control“ (2)
a v rozbalovacím menu (3), (viz druhý obrázek níže) můžete vybrat požadovaná extrudér.
Extrudér 1 (v softwaru) = Extruder 0 na tiskárně a v G-code = levý extrudér při pohledu zepředu.
Extrudér 2 (v softwaru) = Extruder 1 na tiskárně a v G-code = pravý extrudér při pohledu zepředu.
Klikněte na „Print Preview“ a poté na tlačítko „Print“ (4), aby se zahájil tisk.
V průběhu tisku se v okně log (5), (viz druhý obrázek níže) ukazuje aktuální informace o softwaru,
sliceru a tiskárně.
Okno s grafikou můžete přepnout na zobrazení tepelných křivek, kde se v podobě grafu zobrazuje
teplota a její vývoj.
Během několika prvních centimetrů tisku lze pomocí tlačítek pro pohyb vyhřívané desky (3) manuálně
jemně doladit vzdálenost mezi vyhřívanou deskou a extrudéry. Když stisknete tlačítko pro pohyb
tiskové desky (3), nedržte ho dlouze, ale pouze na něj poklepejte!
Při tomto nastavení dávejte pozor, aby se extrudéry nedotýkaly tiskové desky,
protože jinak by se mohla poškodit tisková deska aj extrudéry (na tento typ poškození
se nevztahuje záruka).
Page 25

Pokud jste provedli diagnostiku vyhřívané podložky pro PLA (Scan PLA), nebo ABS (Scan
ABS), tiskárna by už měla nastavit optimální vzdálenost mezi tryskou a tiskovou podložkou.
V případě, že jste provedli jen rychlou diagnostiku (Scan), můžete tuto vzdálenost upravit
pod položkou „Z Offset“ v menu „Configuration“ > „Z Calibration“.
Pokud je aktivní automatická kompenzace osy Z, na displeji se vedle polohy osy Z
(Z-position), (5) ukáže „Cmp“.
Pokud z extrudéru na začátku nezačne vycházet filament, musí se stisknout tlačítko zavedení
filamentu (4), až dokud se filament neobjeví.
Drážky podávacích koleček filamentu se mohou zanést hoblinami filamentu a způsobit
jeho nedostatečné vytlačování. V každém případě byste je měli co nejdříve odstranit
(pokud to je možné), např. vyfouknutím. Podávací kolečka pravidelně kontrolujte
a čistěte! V opačném případě se může stát, že se trvale zanesou a filament se přes
ně nedostane.
Ve výchozím nastavení začnou větráčky extrudéru běžet po nanesení čtvrté vrstvy PLA
nebo ABS. V závislosti na tištěném objektu však může být výsledek tisku z ABS lepší
bez použití větráčků. V takovém případě větráčky vypněte v nastavení slicerů.
Tolerance větráčku může způsobit, že se spouští je na 20% nebo 25%.
Po dokončení tisku nechte vytištěný předmět několik minut vychladnout. Když teplota tiskové desky
klesne pod 40 °C (viz teplotu na displeji), vytištěný předmět se snadněji uvolní a můžete ho lépe
odstranit z desky.
V případě, že se vytištěný předmět nedá lehce uvolnit, může se k tomu použít nějaký plochý nástroj,
jako např. špachtle s kulatými rohy, stěrka na sklo, atd.
Nevystavujte tiskovou desku mechanickému tlaku. Hrozí nebezpečí, že by se tím mohla
poškodit (na tento typ poškození se nevztahuje záruka).
Aby se zajistil spolehlivý tisk, tiskněte zejména delší tisky z SD karty. V opačném případě je
možné, že se tisk z nějakého důvodu přeruší kvůli restartování z USB rozhraní. Může to být
způsobeno restartováním PC, inicializací ovladače USB, nebo antivirovým programem.
Pokud jste úspěšně dokončili první tisk, důrazně doporučujeme kalibrovat přívod filamentu
(viz níže „19. b) Jemné nastavení přívodu filamentu“). Kompenzují se tím odchylky
podávacích koleček.
V případě tiskáren s 2 extrudéry by se také mělo bezodkladně upravit nastavení obou
extrudérů (offset osy X a Y). Podrobněji viz níže část „19 c) Jemné nastavení dvou
extrudérů“.
f) Podrobnější popis funkcí sliceru
Níže jsou vysvětlena některá nastavení, která jsou určena jen pro zkušenější uživatele.
Použití špatných nastavení může mít za následek poškození 3D tiskárny a závady tisku.
Začátečníci by měli vždy pracovat se základním nastavením, které je integrální součástí
uživatelské verze.
Pokud provedete nějaké změny v nastavení, musí se tyto změny uložit kliknutím na ikonu
disku.
Různá nastavení ukládáte v nastavení konfigurace. Můžete zde různým konfiguračním
nastavením přiřadit jedinečné názvy a později je použít speciálně pro určité typy tiskových
materiálů, rozlišení tisku, apod.
Bližší informace najdete v nápovědě k programu.
1. Klikněte na záložku „Slicer“.
2. Vyberte slicer, jehož nastavení chcete otevřít. V našem příkladu to bude „RF2000v2“
3. Klikněte na „Configuration“.
Otevře se okno sliceru (může to trvat několik sekund).
Nejdříve v okně sliceru (1) otevřete nastavení, které chcete změnit. Poté klikněte na záložku
„Settings“ (2) a otevřete položku „Print Settings…“ (3).
Page 26

Nastavení tisku
1. Výška vrstvy (přesnost a rozlišení tištěného objektu)
2. Výška první vrstvy (ovlivňuje nastavení a přilnavost na tiskovou desku; první vrstvu nastavte
o něco silnější, než následující vrstvy)
3. Počet vnějších (obvodových) vrstev stěny
4. Aktivujte v případě dutých předmětů (např. vázy)
5. Počet vyplněných vrstev vrch/spodek
1. Hustota objektu (0 – 100%)
Doporučované nastavení je v rozsahu od 10% do 40%.
2. Vzor plnění objektu a první a poslední vrstvy
1. „Loops“ jsou kruhy, které tvoří rámeček kolem objektu při spuštění tisku, aby se stabilizoval tok
tiskového materiálu, ještě než začne vlastní tisk. V tomto okně se určuje jejich počet, vzdálenost
od objektu, minimální výška a délka.
V případě dvoubarevných objektů se kolem objektu natáhne obvodová stěna, která slouží
k omezení extrudérů. Nejspodnější vrstva je širší než vlastní stěna objektu (viz červenou
šipku na menším obrázku). Délka této vrstvy se specifikuje v nastavení „Minimum extrusion
length“. Pro tisk objektu s průměrem přibližně do 50 mm bude postačovat hodnota tohoto
nastavení kolem 25 mm. Když chcete tisknout větší dvoubarevné objekty, hodnotu adekvátně
navyšte. Postupujte velmi opatrně, protože jinak se může tato vrstva dostat až pod tištěný
objekt.
Page 27

2. „Brim“ je tenký okraj, který je umístěn těsně kolem objektu, aby se rozšířila základna a zvýšila
se přilnavost k výhřevné desce. V tomto okně se nastavuje šířka okraje.
Zde můžete nastavit všechny rychlosti. Změny hodnot provádějte jen v malých krocích.
1. Výběr a úprava nosného materiálu potřebného při tisku složitých předmětů, jako jsou mosty
nebo duté prostory (např. potřebné při tisku objektů s převisy > 45 stupňů)
Při prvních pokusech o tisk tuto podpůrnou strukturu („brim“) raději nepoužívejte.
Ve výše uvedeném okně se přiřazují extrudéry. Například je možné použít jeden z extrudérů jen
k výplni vnitřních částí modelu („Infill“).
Zde můžete nastavit šířku extruze pro různé verze tisku. Šířka extruze je šířkou výstupu plastového
vlákna vycházejícího z trysky. Tuto hodnotu můžete například nastavit vyšší na první vrstvu, aby byla
spodní část objektu hustější.
Page 28

Nastavení tiskového materiálu (filamentu)
1. Pole s poznámkami může obsahovat důležité informace, které se týkají nastavení sliceru.
Může také obsahovat informace k filamentu, s kterým se toto nastavení testovalo nebo provedlo.
Pokud se zde objevují nějaké informace, vztahují se jen k nastavení tohoto sliceru, např.
„PLA175_200_04“.
Sledujte také pole s poznámkami pod záložkami s označením „Filament Settings“ a „Printer
Settings“.
V okně sliceru klikněte na záložku „Settings“ (1) a otevřete položku „Filament Settings…“ (2).
1. Zde se nastavuje průměr filamentu a přípustná odchylka průměru podle specifikace výrobce
materiálu. Pokud není specifikace dostupná, můžete tyto hodnoty změřit pomocí posuvného
měřítka (změřte 1 m tiskového materiálu na 10 různých bodech a na základě měření si vypočtěte
průměrnou hodnotu).
2. Nastavení teploty extrudéru a vyhřívané desky zvlášť pro první vrstvu a pro ostatní vrstvy.
Dodržujte nastavení doporučené výrobcem filamentu!
Protože nejlepší hodnoty se mohou značně lišit v závislosti na výrobci filamentu, provádějte
v zájmu dosažení co nejlepší kvality tisku své vlastní zkoušky založené na daných
přednastaveních. Při zkouškách postupujte v krocích po 5 ºC a výsledky porovnávejte během
tisku nebo po vytištění s výsledky dosaženými při jiných nastaveních. Kvůli lepší přilnavosti
na vyhřívané desce by se měla první vrstva tisknout při trochu vyšší teplotě.
Page 29

1. Zde si můžete vybrat mezi automatickým chlazením a nepřetržitým provozem větráku
na extrudéru.
2. Nastavení rychlosti větráku.
okně sliceru klikněte na záložku „Settings“ (1) a otevřete položku „Printer Settings…“ (2).
1. Geometrická data vyhřívané desky
2. Počet extrudérů
Nastavení tiskárny
1. Počáteční kód obsahuje první příkazy, které vykonává 3D tiskárna. Na uvedeném příkladu
např. začíná kompenzací osy Z. Příkaz ke kompenzaci Z může vypadat následovně:
M3006 S-100 (-100 představuje v tomto případě 100 µm nebo 0,1 mm)
Pokud je hodnotou znaménko mínus (-), vzdálenost mezi tryskou a vyhřívanou podložkou
se zmenšuje. Znaménkem plus (+) se hodnota zvyšuje.
2. Na konci tisku proběhne koncový kód, který může obsahovat např. příkaz k přechodu do polohy
pro odstranění vytištěného předmětu.
Podrobnější informace k G-Code najdete např. na http://reprap.org/wiki/G-code.
Podívejte se na níže uvedený G-code, kterým se ovládá LED světlo. Může se začlenit např.
do počátečního, nebo koncového kódu. Komentář (po ;) podává vysvětlení, jak se kód projevuje.
Ovládání RGB se musí v menu rychlého nastavení „Quick Settings“ nastavit na „Manual“.
M3308 P0; vypnout světlo
G4 S5; počkat 5 sekund
M3308 P1; přepni světlo na bílé
G4 S5; počkat 5 sekund
M3307 P1 S255; nastav červenou část manuálního světla na 255
M3307 P2 S0; nastav zelenou část manuálního světla na 0
M3307 P3 S0; nastav modrou část manuálního světla na 0
M3308 P3; přepni na manuální barvu (= červená)
G4 S10; počkej 10 sekund
M3307 P2 S255; nastav zelenou část manuálního světla na 255
G4 S10; počkej 10 sekund
M3307 P1 S0; nastav červenou část manuálního světla na 0
G4 S10; počkej 10 sekund
M3307 P3 S255; nastav modrou část manuálního světla na 255
G4 S10; počkej 10 sekund
M3307 P2 S0; nastav zelenou část manuálního světla na 0
G4 S10; počkej 10 sekund
M3307 P3 S0; nastav modrou část manuálního světla na 0
G4 S10; počkej 10 sekund
M3308 P2; přepni světlo na modré
G4 S10; počkej 10 sekund
Page 30

1. Nastavení průměru trysky
2. Nastavení zatáhnutí filamentu v případě, že se extrudér během tisku přesune do jiné polohy na
tištěném předmětu. Pokud v této chvíli nedojde k zatažení tiskového materiálu, může se vytvořit
kapka nebo vlákno, které negativně ovlivní kvalitu tisku.
Nastavení pod záložkami „Extruder 1“ a „Extruder 2“ musí být při běžném tisku s duálním
extrudérem stejná.
g) Nastavení jiné verze Slic3r
V této části návodu popisujeme, jak nastavit jinou verzi „Slic3r“ pro případ, že byste chtěli
použít starší verzi, nebo když došlo k publikování novější verze.
Nejdříve si stáhněte požadovanou
verzi Slic3r, kterou najdete na adrese
http://slic3r.org/download
Poté klikněte na tlačítko Windows.
Když si chcete stáhnout starší verzi,
klikněte v prohlížeči na složku „old/“.
Stáhněte si požadovaný soubor.
V našem příkladu jsme vybrali
experimentální verzi 1.2.7 (64 bit)
ve formátu zip:
"slic3r-mswin-x64-1-2-7experimental.zip"
Po dokončení stahování rozbalte
soubor do stažené složky.
Zde doporučujeme, abyste změnili
název rozbalené složky
„Slic3r“ přidáním např. čísla verze
na „Slic3r_1.2.7“
Zkopírujte tuto přejmenovanou složku,
nebo ještě lépe přesuňte ji do
adresáře programu Repetier-Host.
Je to také adresář původního sliceru:
\Program Files\Repetier-Hostrenkforce\.
Pozor! Pokud nepřejmenujete
rozbalenou složku „Slic3r“
a zkopírujete ji do adresáře, stávající
složka „Slic3r“ v adresáři
Repetier-Host-renkforce se přepíše!.
Nyní otevřete program Repetier-Host.
Klikněte na záložku „Slicer“ a poté
na tlačítko „Manager“.
Page 31

Nejdříve klikněte na slicer vaší tiskárny a zapište si nebo zkopírujte cestu k adresáři konfigurace
„Configuration Directory“.
V menu „Slicer“ nyní vyberte požadovaný slicer, který chcete použít. V našem příkladu to je
„Slic3r“.
V poli „Name“ vložte požadovaný název (např. „RF2000v2_1.2.7.“) a potvrďte kliknutím na „Add
Slicer“. Při výběru názvu myslete na to, že nově nastavený slicer je také jen pro jednu tiskárnu.
Kliknutím vyberte nově přidaný slicer Slic3r (1).
Klikněte pravým tlačítkem na „Browse…“ (2).
V okně, které se otevře, přejděte do nového adresáře Slic3r a dvojím kliknutím vyberte instalační
soubor, v našem příkladu „slic3r.exe“.
Vyberte správnou verzi „Slic3r“ (4).
Vložte cestu k adresáři s konfigurací, kterou jste dříve zapsali nebo zkopírovali (5) a pokud chcete,
tak název adresáře změňte. Doporučujeme, abyste ho označili např. jako „nově vytvořený slicer“.
Na místě, kam ho uložíte, v podstatě nezáleží.
Potvrďte kliknutím na „Apply“ (6). Kliknutím na X v pravém horním rohu zavřete okno.
Pod záložkou „Slicer“ vyberte původní
slicer tiskárny a klikněte na
„Configuration“.
Klikněte na „File“ a poté na „Export
Config Bundle…“. Uložte si soubor
na počítač.
Okno znovu zavřete.
Nyní pod záložkou „Slicer“ vyberte
nově vytvořený slicer a klikněte znovu
na „Configuration“.
Když se otevře nové okno pro
nastavení sliceru, nejdříve se zobrazí
asistent nastavení. Zrušte ho kliknutím
na „Cancel“.
Je možné, že se ukáže zpráva, která
vás informuje, že je dostupná novější
verze. Zavřete ji kliknutím na „No“.
Klikněte na „File“ a poté na „Load
Config Bundle…“.
Dostanete potvrzení, že nastavení
byla úspěšně importována. Potvrďte
kliknutím na „OK“.
Zavřete okno nastavení Slic3r.
Page 32

Pokud v horní části okna Slicer
vyberte nový slicer, můžete v dolní
části nabídky („Print Setting“,
„Printer Settings“ a „Filament
Settings“) použít stejná nastavení,
jako u původního sliceru tiskárny.
Pozor! Je možné, že budete
muset přizpůsobit importovaná
nastavení nové verzi sliceru.
Aby bylo možné rozřezat objekt
pomocí nové verze, vyberte
nastavení „Print Setting“,“ Printer
Settings“ a „Filament Settings pro
nový slicer.
V případě, že v nastavení nic
nezměníte, bude to mít vliv jen
na dříve vybraný slicer, např.
„RF2000v2_1.2.7.“.
Samozřejmě integraci jiného sliceru umožňuje také menu nastavení „Manager“.
Toto nastavení je podobné, ale je přizpůsobeno jednotlivým slicerům.
13. Rozšířená kalibrace
a) Určení nejvyšší polohy tiskové desky
Jakmile jste provedli diagnostiku vyhřívané podložky, můžete použít program Repetier-Host k načtení
matrixu diagnostiky tiskové desky. Hodnoty z matrixu můžete použít k určení polohy na tiskové desce,
která má nejkratší vzdálenost k trysce extrudéru. V zásadě lze tento postup použít i pro ostatní
diagnostiku, která nemá vliv na tiskovou desku.
Příprava
Pokud jste tak ještě neučinili, proveďte diagnostiku vyhřívané podložky, jak popisujeme
výše v části „14. Kalibrace“.
Pokud jste tak ještě neučinili, nainstalujte software Repetier-Host včetně ovladačů a připojte
tiskárnu k počítači (viz část „12. Instalace softwaru a firmwaru“).
V případě potřeby označte port COM a připojte program k tiskárně (viz výše „18. Připojení
programu k tiskárně“). Symbol, který je vlevo nahoře, musí být zelený a pod ním musí být
označení „Disconnected“.
Načtení matrixu
Nejdříve pomocí myši potáhněte spodní část okna trochu nahoru, aby se zobrazilo okno záznamu
činnosti Log.
Page 33

Klikněte na „Clear Log“.
V horní části klikněte na „Manual Control“.
V poli „G-Code“ vložte příkaz „M3013“ (bez
uvozovek) a klikněte na „Send“.
Příkaz „M3013“ vysílá hodnoty v krocích,
Pokud namísto toho použijete příkaz „M3013
P1“, vyšlou se hodnoty v milimetrech.
V poli záznamu činnosti (log) se
ukážou hodnoty matrixu.
První sada čísel (;7;0;20;40;…)
ukazuje pozici hodnoty v směru X
v mm, přičemž 7 je formát matrixu
a nemá vztah k pozici ve směru X a Y.
Na začátku každé řady čísel se
ukazuje také pozice v směru Y v mm,
(;0;30;50;…).
Všimněte si také, že hodnota (-772)
vlevo nahoře, tj. pozice X = 0 a Y = 0,
je při pohledu na tiskárnu zepředu
zleva umístěna vlevo vpředu na
tiskové desce. Hodnota (-628) vpravo
dolů v pozici X = 170 a Y = 290 je na
vyhřívané desce vpravo vzadu.
Hodnota offsetu, která je pod celou
hodnotou (větší, v červeném rámečku)
indikuje nejnižší hodnotu. Jedná se
o pozici, kde má tryska nejmenší
vzdálenost od tiskové desky. V našem příkladu je tato hodnota offsetu -588 kroků.
Nyní najděte hodnotu offsetu ve svém
matrixu. V našem příkladu -588 kroků
je v pozici X 160 a Y 250. Při další
diagnostice vyhřívané podložky
budete muset nastavit trysku v této
poloze na 0,3 mm.
Napravo je obrázek trochu lépe
strukturovaného matrixu, v kterém
je tlustě vyznačena hodnota offsetu
Z (-588).
Stručné vysvětlení k hodnotám
v matrixu:
Hodnoty jsou v krocích. 2560 kroků
v směru Z se rovná přesně 1 mm.
Hodnoty indikují vzdálenost mezi povrchem vyhřívané podložky a bodem spouštění koncového
spínače na ose Z („Z-Min“ = výchozí poloha Z).
To znamená, že v poloze X 160 a Y 250 je vzdálenost mezi vyhřívanou podložkou a výchozí
polohou Z 588 kroků.
Pokud je všechno mechanicky nastaveno správně, musí být všechny hodnoty matrixu záporné.
Přechod na pozici offsetu
Nejdříve klikněte na ikonu domku a přesuňte
všechny osy do výchozí polohy.
Když jsou hodnoty v polích X, Y
a Z červené, osy se zatím nepřesunuly
na výchozí pozice. Program neví, kde
se osy tiskárny právě nachází.
Po přesunu na výchozí pozice se barva
hodnot se změní na černou.
Nyní přesuňte osu X na dříve načtenou pozici.
Vložte proto do pole „G-Code“ příkaz „G1
X160“ (bez uvozovek) a klikněte na „Send“.
Zaměňte 160 za svoji hodnotu X.
Tiskárna přesune osu X do dané polohy.
V našem příkladu to je 160.
Po dosažení polohy se v poli X ukáže
aktuální poloha. V našem příkladu to je
160,00.
Page 34

Nyní přesuňte osu Y na dříve načtenou pozici.
Vložte proto do pole „G-Code“ příkaz „G1
Y250“ (bez uvozovek) a klikněte na „Send“.
Zaměňte 250 za svoji hodnotu Y.
Tiskárna přesune osu Y do dané polohy.
V našem příkladu to je 250.
Po dosažení polohy se v poli Y ukáže
aktuální poloha. V našem příkladu to
je 250,00.
Pokud všechno proběhlo správně, zobrazují se
nyní v polích X a Y načtené hodnoty a tiskárna
se přesunula na dané pozice.
Nyní nastavte extrudér podle popisu v části „14.
c) Nastavení vzdálenosti mezi tryskou
a tiskovou deskou“ a poté proveďte diagnostiku
vyhřívané podložky.
b) Jemné nastavení přívodu filamentu
V této části návodu popisujeme, jak přesně nastavit přívod filamentu, tj. kompenzaci odchylek
podávacích koleček. V našem příkladu se kalibruje levý přívod filamentu.
Příprava
Pokud jste tak ještě neučinili, nainstalujte
software Repetier-Host včetně ovladačů
a připojte tiskárnu k počítači (viz část „12.
Instalace softwaru a firmwaru“).
V případě potřeby označte port COM a připojte
program k tiskárně (viz výše „18.
Připojení programu k tiskárně“).
Symbol, který je vlevo nahoře, musí být zelený
a pod ním musí být označení „Disconnected“.
Když je tiskárna připojena, aktivujte v softwaru
„Manual Control“.
Během celého procesu se musí tiskárna ovládat
jen programem.
Klikněte na prostřední ikonu domečku
a přesuňte všechny osy do výchozí polohy.
Šipkami X/Y a Z posuňte tiskovou desku a nosič
extrudéru zhruba do pozice, která je uvedena
ve velkém červeném poli. Extrudér je tak
snadno dostupný a vytékání filamentu z
extruderu by mělo být bez problému.
Zahřejte extrudér 1 (levý extrudér, resp.
extrudér 0 v softwaru) na tiskovou teplotu
a zaveďte filament. Poté nechte trochu filamentu vytéct ven. V našem příkladu používáme běžný
filament PLA, a proto jsme zvolili teplotu 230 °C.
Měření přívodu filamentu
Označte přesně 100 mm nebo 10 cm
vložené tiskové struny od horního
okraje kuličkového ložiska.
Měření vždy provádějte na vnitřní
straně, jak ukazuje obrázek, aby se
držák kuličkového ložiska netlačil dolů.
Když změříte pravou stranu, změřte
i levou stranu filamentu.
Page 35

Když jste si označili filament, zaveďte přesně 50
mm tiskové struny dovnitř. Pohybujte přitom
myší přes šipku, která je vlevo dolů na pravém
ovladači (viz červená šipka na obrázku).
Pokud je kurzor myši úplně dolů (viz špička
červené šipky) a uprostřed se zobrazuje 50,
jedenkrát klikněte (ne dvakrát).
Motor extrudéru nyní zavede přesně 50 mm
a poté se znovu zastaví.
Pokud po kliknutí na šipku motor
nereaguje, odešlete na tiskárnu příkaz
„G92 E0“ (příkaz vložte v poli „G-Code“
a klikněte na „Send“. Poté postup opakujte.
Nyní změřte stejným způsobem
zbývající vzdálenost mezi držákem
kuličkového ložiska a značkou.
V našem příkladu zůstalo 46,28 mm
filamentu.
Aby byl níže uvedený příklad
výpočtu lépe čitelný, zaokrouhlili
jsme tuto hodnotu na 46.
Pokud provádíte kalibraci, použijte
nicméně přesnou hodnotu.
Výpočet a korekce přívodu
Vzorec pro výpočet přeneseného objemu filamentu:
Celková délka v mm – Zbylé množství v mm = Skutečně zavedená délka v mm
100 mm - 46 mm = 54 mm
Vzorec pro výpočet nové hodnoty „kroku na mm“:
Zavedená délka v mm : Skutečně zavedena délka v mm * Současná hodnota kroků na mm =
Nová hodnota kroků na mm
50 mm : 54 mm * 280.000 = 259.259
Hodnota 280,000, která je zde označena jako „Současná hodnota kroků na mm“, je jen
příkladem. Vždy zde použijte aktuální hodnotu, kterou jste zadali v nastavení „Firmware
EEPROM Configuration“!
Po výpočtu hodnoty otevřete
nastavení EEPROM.
V horním panelu nabídek vyberte
„Config“ a v rozbalovacím okně
vyberte „Firmware EEPROM
Configuration“.
V novém okně přejděte dolů na „Extr. 1
steps per mm“.
Změňte stávající hodnotu na novou
hodnou, kterou jste získali výpočtem.
V našem příkladu změníme 280,000
na 259,259.
V zápisu se namísto desetinné čárky musí
používat tečka.
Pro potvrzení změny klikněte na „OK“.
Tímto se upraví a koriguje hodnota levého extrudéru (extrudér 1, resp. extrudér 0 v softwaru).
Pro kontrolu vyberte znovu 100 mm filamentu a nechte 50 mm zavést do extrudéru.
Pokud vám zbyde 50 mm, hodnota je správná. V opačném případě ji znovu opravte.
Důležité! Pro výpočet je potřeba vždy použít současnou hodnotu „kroků na mm“ („Steps per
mm“), kterou před výpočtem najdete v nastavení „Firmware EEPROM Configuration“.
Pokud vlastníte tiskárnu s duálním extrudérem, opakujte stejný postup s pravým extrudérem
(extrudér 2 v softwaru / extrudér 1 ve firmwaru). Postup je téměř stejný. Vypněte zahřívání
levého extrudéru a zahřejte pravý extrudér. V rozbalovacím menu extrudéru 1 ho přepněte
na extrudér 2).
Do pole „Extr. 2 steps per mm“ vložte opravenou hodnotu.
c) Jemné nastavení dvou extrudérů
Tato část návodu je určena jen pro tiskárny RF2000 v2 s duálním extrudérem.
Aby se získal perfektní dvoubarevný tisk, bude potřeba nastavit správnou vzdálenost mezi dvěma
extrudéry, tj. offset extrudérů. Pokud nastavení offsetu neodpovídá mechanickému stavu, nebudou
vrstvy tištěné extrudérem 0 a extrudérem 1 přesně sedět.
Ve firmwaru najdete dva možné postupy. Hodnoty nastavení najdete v menu „Configuration“
pod položkou „General“.
Page 36

Offset X
Tato hodnota označuje vzdálenost mezi extrudéry, když se díváte na tiskárnu zepředu.
Výchozí hodnota je „33.594“, tj. 33,594 mm.
Offset Y
Tato hodnota indikuje rozdíl postavení mezi extrudérem 1 (pravý) a extrudérem 0 (levý)
na ose Y (tj. směrem dopředu, nebo dozadu).
Výchozí hodnota je „0.000“. To znamená 0,000 mm. V případě, že první číslice za desetinnou
tečkou je 1 (tj. 0,100 mm) jedná se o 100 µm.
Určení hodnoty správné korekce
Hodnotu offsetu si určíme během tisku dvoubarevné krychle „Dual_Cube.gcode“ z SD karty.
Krychli si vytiskneme několikrát. Při prvním tisku použijeme výchozí nastavení (offset X a Y).
První krychle poslouží k určení offsetu X a Y, např. pomocí posuvného měřítka a jeho přidání,
nebo odečtu od výchozí hodnoty.
Poté se krychle vytiskne znovu.
Opakujte uvedený postup, až dokud nebude jedna na druhé čistě sedět.
Krychle se skládá ze šesti vrstev, které se tisknou střídavě extrudérem 0 a 1.
První vrstva (úplně dolu, oranžová) se tiskne extrudérem 0, druhá vrstva (černá) extrudérem
1, třetí vrstva znovu extrudérem 0, atd. Předpokladem je, že se používá soubor G-code
na SD kartě. V případě, že si objekt rozřežete sami a prohodíte extrudéry, první vrstva se
bude tisknout extrudérem 1. Dávejte proto pozor, abyste krychli rozřezali tak, že první vrstva
se bude tisknout extrudérem 0.
Pohled na první tisk zepředu (offset X)
Offset X v tomto příkladu: 0,5 mm (500 µm)
Pohled na první tisk zprava (offset Y)
Offset Y v tomto příkladu: 0,3 mm (300 µm)
Tlačítky se šipkou „nahoru“ a „dolů“ (1) nastavte určenou hodnotu offsetu X a nastavení potvrďte
tlačítkem „OK“ (2).
Přejděte na „Extruder Offset a znovu stiskněte „OK“ (2).
Tlačítky se šipkou „nahoru“ a „dolů“ (1) nastavte určenou hodnotu offsetu Y a nastavení potvrďte
tlačítkem „OK“ (2).
Pokud jste nastavili hodnoty, vytiskněte krychli znovu a zkontrolujte offset.
Pokud vrstvy dvou extrudérů neleží přesně na sobě, opravte hodnoty a znovu vytiskněte
krychli. Opakujte tento postup, až dokud nebude vrstvy ležet přesně jedna na druhé.
V případě, že vrstvy extrudéru 1 mají přesah na obou stranách, nemají extrudéry zřejmě
stejnou výšku. V takovém případě proveďte diagnostiku vyhřívané podložky a zaměřte
se na to, zda oba extrudéry doléhají stejně na vyhřívanou podložku.
d) Korekce teploty tiskové desky
Firmware umožňuje také nastavení teploty tiskové desky. Musí se přitom změřit skutečná
teplota povrchu pří různé nastavené teplotě a naměřené hodnoty se musí zadat do firmwaru.
Tímto způsobem pak tiskárna dokáže upravit teplotu automaticky.
Předtím než začnete, zkontrolujte, zde není dostupná nová verze firmwaru.
Pokud je dostupná, stáhněte ji, rozbalte a naistalujte na tiskárnu.
Podrobněji viz níže část „20. Aktualizace firmwaru v prostředí Arduino™ IDE“.
Firmware má 6 definovaných teplot: 60, 80, 100, 140, 160 °C.
Nejdříve nastavte na tiskárně teplotu 60 °C.
Když se dosáhne požadovaná teplota, počkejte ještě alespoň 10 minut, aby se celá tisková
podložka rovnoměrně zahřála a teplota se stabilizovala.
Poté změřte teplotu na různých místech tiskové desky.
Během měření se nedotýkejte tiskové desky! Nebezpečí popálení!
K měření použijte vhodný měřicí přístroj. Doporučujeme použít např. termokameru nebo teploměr
s povrchovým snímačem (NiCr-Ni).
Zjistěte si průměr různých měření.
Poté zahřejte tiskovou desku na 80 °C a postup opakujte. Postupujte stejným způsobem
i při dalších teplotách 100, 120, 140 a 160 °C.
Když jste zjistili všechny průměrné teploty, otevřete na PC firmware, jak popisujeme v části „20.
Aktualizace firmwaru v prostředí Arduino™ IDE“.
Zvětšete si okno programu Arduino na celou obrazovku.
Přejděte na záložku „RF2000V2.h“ (bod 1 na níže uvedeném obrázku) a poté na řádek přibližně
584 (může se lišit v závislosti na používaném firmwaru).
Pokud vrstvy tištěné extrudérem 1 (černé) mají při pohledu zepředu (obrázek vlevo, offset X) přesah
doleva, jako v našem příkladu, jedná se o zápornou hodnotu. Výchozí hodnota (33.594) se proto musí
upravit dolů nastavením pffsetu (v našem příkladu 0,5 mm), takže hodnota by se měla upravit přibližně
na 33.094. Je možné, že se přesně netrefíte do poslední číslice, ale její hodnota je zanedbatelná.
Pokud má černá vrstva přesah doprava, musíte hodnotu upravit směrem nahoru.
Pokud vrstvy tištěné extrudérem 1 (černé) mají při pohledu zprava (offset Y) přesah dopředu, hodnota
je také záporná. Výchozí hodnota (0.000) by se proto měla nastavit na přibližně -0.300.
Nastavení určených hodnot
Pro nastavení hodnoty nejdříve otevřete položku menu „Configuration“ a poté položku „General“.
Přejděte na „Extruder Offset X“ a stiskněte „OK“ (2).
Page 37

Cílové teploty se definují v řádku „#define BED_SETPOINT_ TEMPERATURES {60, 80, 100,
120, 140, 160}“ (2).
Tohle jsou teploty, které se nastavují na tiskárně. Pokud jde vše optimálně, použijí se také na
povrch vyhřívané desky.
V řádku „#define BED_MEASURED_TEMPERATURES {60, 80, 100, 120, 140, 160}“ (3) se
definují naměřené hodnoty.
Do tohoto řádku (3) vložte naměřené hodnoty, resp. vyměňte stávající hodnoty za hodnoty, které
jste naměřili. Tiskárna tak zjistí, že např. namísto nastavených 120 °C je na povrchu tiskové desky
jen 112 °C a může tak příslušným způsobem teplotu upravit. Naměřené hodnoty můžou být
samozřejmě nižší nebo vyšší.
Když jste hodnoty změnili, klikněte na tlačítko se šipkou dolů (4), aby se změny uložily.
Poté musíte pozměněný firmware načíst na tiskárnu – viz níž „Aktualizace firmwaru v prostředí
Arduino™ IDE“.
14. Aktualizace firmwaru v prostředí Arduino™ IDE
Firmware hlavní desky tištěných spojů se často aktualizuje, aby se optimalizovaly vlastnosti 3D
tiskárny. Právě používaná verze firmwaru se po zapnutí tiskárny zobrazí krátce v horním řádku
displeje.
Aktualizace v prostředí Arduino™ IDE“ vám umožňuje změnit firmware ještě před instalací
a v případě potřeby ho upravit.
Všechny zde provedené změny jsou jen na vaše vlastní nebezpečí!
Výrobce za ně nepřebírá zodpovědnost!
Stažení firmwaru
Aktualizace firmwaru najdete v aktuálním balíčku „RF2000v2_SD_Vx.x.zip“, který si můžete
stáhnout z produktové stránky. Viz výše „12. a) Stáhnutí a rozbalení balíčku se softwarem
a firmwarem“.
Nový firmware si můžete stáhnout také ze stránky https://github.com/RF1000/Repetier-
Firmware. Najdete zde aktualizace jak pro tiskárnu RF2000 a RF2000 v2, tak pro RF 1000.
Můžete si vybrat jednu ze dvou větví „Branches“, kde najdete:
„Master“ = poslední uvolněná verze firmwaru.
„Development“ = verze firmwaru, která je v současnosti ve vývoji.
Nedříve si vyberte požadovanou větev a klikněte na tlačítko „Clone or download“ a poté na
„Download ZIP, aby se firmware stáhnul. Stáhnutý balíček vždy obsahuje firmware k tiskárnám
RF1000, RF2000 a RF2000 v2. Rozbalte soubor ZIP.
Proces aktualizace
Tiskárna musí být připojena přes USB rozhraní k počítači a nesmí se k ní připojit
žádný jiný software (např. odpojte program Repetier-Host kliknutím na „Disconnect“).
Musí se také nainstalovat ovladač USB.
Používejte jen verzi Arduino™ pod Windows, která je součástí nejnovější verze
aktualizačního balíčku.
Jako alternativu si můžete stáhnout poslední verzi 1.6.5. První odkaz vede na hlavní stránku,
kde najdete složku ke stažení pod hlavičkou starších verzí „PREVIOUS RELEASES“. Druhý
odkaz (soubor ZIP) a třetí odkaz (/instalační soubor EXE) vedou přímo na příslušnou stránku
downloadu. Poté už jenom klikněte na Download.
https://www.arduino.cc/en/Main/Software
https://www.arduino.cc/download_handler.php?f=/arduino-1.6.5-r5-windows.zip
https://www.arduino.cc/download_handler.php?f=/arduino-1.6.5-r5-windows.exe
Nainstalujte nebo rozbalte staženou verzi Arduino na PC.
Pokud chcete aktualizaci použít na počítači MAC, použijte namísto verze 1.6.5. verzi 1.6.0.
Otevřete program Arduino.
V menu nástrojů „Tools“ (1) vyberte možnost „Board“ (2) a nastavte typ „ATmega2560 (Mega
2560)“ (3).
V menu nástrojů „Tools“ (1) vyberte možnost „Processor“ (2) a nastavte typ ATmega2560
(Mega 2560)“ (3).
Page 38

V menu nástrojů „Tools“ (1) vyberte možnost „Port“ (2) a nastavte správný port (3).
Číslo portu závisí na systému. Najdete ho v správci zařízení v ovládacích panelech
pod připojením (COM a LPT).
V menu „File“ zvolte možnost „Open…“ a ze složky staženého firmwaru vyberte soubor
„Repetier.ino“.
Cesta k souboru „Repetier.ino“: "Repetier-Firmware-master\RF2000v2\Repetier"
Otevře se nové okno.
V novém okně klikněte na tlačítko se šipkou doprava, aby se nový firmware přenesl na 3D
tiskárnu.
Jakmile začne přenos, nesmí se přerušit USB propojení s tiskárnou. Mohlo by to vést
k neodstranitelnému poškození.
Po úspěšné instalaci firmwaru se tiskárna restartuje a v prvním řádku se krátce zobrazí verze
firmwaru.
Údržba
a) Obecné informace
Pravidelně kontrolujte technickou bezpečnost 3D tiskárny, např. jestli není poškozen napájecí kabel
a skříň tiskárny.
Pokud máte důvod si myslet, že s výrobkem není možné déle bezpečně pracovat, vypněte ho
a zabezpečte proti neúmyslnému spuštění. Můžete předpokládat, že s výrobkem není možné dále
pracovat, pokud:
- jeví zřejmé známky poškození
- nepracuje správně, nebo vůbec
- byl skladován delší dobu v nevhodných podmínkách
- byl vystaven mimořádným otřesům při dopravě.
Před čištěním a údržbou 3D tiskárny vždy dodržujte následující bezpečnostní pokyny:
Když se otevře kryt nebo se odstraní některé součástí, může dojít k zpřístupnění
komponentů, které jsou pod proudem.
Před prováděním údržby a servisu se musí přístroj odpojit od všech zdrojů proudu.
Kondenzátory uvnitř přístroje mohou být i po odpojení od všech zdrojů proudu pod
napětím.
Opravy výrobku smí provádět jen kvalifikovaný odborník, který si je vědom možného
nebezpečí a je obeznámen s příslušnými předpisy.
Page 39

Pokud provádíte nějakou práci nad tiskovou deskou (např. na extrudéru), zakryjte ji
vhodnou ochranou (např. kartonovým papírem). Pokud na desku něco spadne, mohla
by se snadno poškodit (ztráta záruky).
b) Čištění
Tiskárna
Vnější stranu tiskárny čistěte jen měkkým, suchým hadříkem nebo kartáčkem.
K čištění plastových částí, nálepek a displeje nikdy nepoužívejte agresivní čisticí prostředky
nebo chemická rozpouštědla, protože by mohlo dojít k jejich poškození.
Č
ištění trysky
Pozor: Nebezpečí popálení. Nedotýkejte se přímo horké trysky.
Čištění vnější strany trysky:
Po každém tisku trysku extrudéru pečlivě vytřete papírovým ubrouskem, nebo něčím podobným.
Tryska musí být přitom ještě horká. Pokud tomu tak není, nejdříve ji zahřejte.
Čištění vnitřní části trysky:
Metoda 1:
Zahřejte extrudér a spusťte několikrát podávání tiskového materiálu dopředu a dozadu, dokud se
nevysune dostatečné množství.
Metoda 2:
Pokud po této operaci nevytéká z extrudéru dostatek filamentu, nechte ho ochladit na spodní hranici
tavící teploty doporučenou výrobcem (aby bylo vlákno viskózní) a opatrně potvrďte manuální podávání
směrem dozadu, dokud se materiál včetně nečistot nepřesune ven z extrudéru. Znečištěnou část
vlákna uřežte a po zahřátí extrudéru vlákno znovu vložte dovnitř.
Metoda 3:
Pokud výše uvedený postup nevede k úspěchu, zahřejte extrudér na tiskovou teplotu (PLA = 230 °C,
ABS = 270 °C).
Po dosažení teploty nechte vytéct trochu filamentu.
Poté nechte extrudér znovu vychladnout, pro PLA přibližně na 90 – 110 °C a pro ABS asi na 100 –
130 °C. Vhodná teplota závisí z velké části na použitém materiálu. Je možné, že bude potřeba tento
proces opakovat při různých teplotách. Když se dosáhne požadovaná teplota, vypněte tiskárnu a
rychle vytáhněte naráz filament rukou směrem nahoru. Na konci tiskové struny musí být malý kornout,
který odpovídá vnitřnímu tvaru trysky.
Tuto metodu můžete použít také pro vyjmutí celého filamentu z extrudéru, např. při
diagnostice vyhřívané podložky. Když se tryska ochlazuje, doporučujeme vytřít ji několikrát
papírovým ubrouskem.
Č
ištění tiskové desky
Nebezpečí popálení. Před čištěním nechte vyhřívanou desku vychladnout.
Vyhřívanou desku po každém tisku pečlivě vyčistěte a odmastěte pomocí měkkého hadříku a trochou
acetonu.
c) Výměna pojistky
Pokud se musí pojistka vyměnit, dávejte pozor, abyste použili jen pojistky daného typu a jmenovitého
napětí (viz níže „25. Technické údaje“).
Pojistky nikdy neopravujte a nepřemosťujte držák pojistky.
Vytáhněte napájecí kabel ze zásuvky elektrického proudu a jeho druhý konec z kombinované
zásuvky na zadní straně tiskárny.
Pomocí vhodného šroubováku opatrně vytlačte držák pojistky z kombinované zásuvky.
Odstraňte vadnou pojistku a nahraďte ji novou pojistkou stejného typu.
Držák s novou pojistkou opatrně zatlačte nazpět do kombinované zásuvky na tiskárně.
Nakonec můžete tiskárnu znova připojit k elektrickému proudu a uvést do činnosti.
d) Kontrola napnutí řemene
Z času na čas kontrolujte napnutí pohonných řemenů.
V případě potřeby upravte jejich napnutí nastavovacími šrouby tak, aby bylo možné ozubené
řemeny stále volně otáčet dvěma prsty o 180 stupňů.
Napnutí ozubených řemenů nesmí být příliš velké. Pokud se napínač řemene ohýbá,
musí se v každém případě napnutí snížit.
Způsob jak přesně nastavit napnutí řemene
K této operaci budete potřebovat závaží o hmotnosti 1 kg, jako např. naplněnou láhev vody s
příslušnou hmotností a také provaz pro její uchycení.
Pod tiskárnu vložte nějakou měkkou podložku, aby se nepoškrábal stůl,
když tiskárnu nakloníte.
Obr. 1 Obr. 2
Obr. 1: Nyní nakloňte tiskárnu dopředu poblíž okraje stolu a závaží připevněte provazem k části
ozubeného řemene osy X, která je nyní vespod.
Závaží musí viset, aby se mohlo volně pohybovat.
Obr. 2: Změřte vzdálenost mezi dvěma stranami ozubeného řemene, jak ukazuje obrázek.
Napínačem řemene napněte řemen, aby tato vzdálenost byla přesně 28 mm (měřeno na vnějších
stranách ozubeného řemene).
Page 40

Obr. 3 Obr. 4
Obr. 3: Nyní nakloňte tiskárnu na pravou stranu poblíž okraje stolu a závaží připevněte provazem
k části ozubeného řemene osy Y, která je nyní vespod. Aby zůstal držák extrudéru nahoře, jak
ukazuje obrázek, jednoduše stáhněte ozubený řemen stahovací páskou (viz kroužek na obrázku b).
Závaží musí viset, aby se mohlo volně pohybovat. Provaz se může dotýkat nahoře boční strany.
Obr. 4: Změřte vzdálenost mezi dvěma polovicemi ozubeného řemene, jak ukazuje obrázek.
Napínačem řemene napněte řemen a nastavte tuto vzdálenost na 25 mm (měřeno na vnějších
stranách ozubeného řemene).
e) Výměna trysky
Nebezpečí popálení. Nedotýkejte se přímo horké trysky nebo extrudéru.
Aby bylo možné trysku vyměnit, musí se extrudér nejdříve zahřát na teplotu, která je vhodná
pro vložený filament.
Po dosažení příslušné teploty odstraňte vložený filament, jak popisujeme výše v části „15. c)
Vyjmutí a výměna filamentu“.
Pomocí 8 mm šestihranného klíče nebo kulatým klíčem (2) odšroubujte trysku extrudéru (1).
Můžete k tomu použít i 8 mm nástrčný klíč. Tímto způsobem vám tryska nevypadne.
Když trysku uvolňujete, extrudér vždy přichyťte na ploché části nad tryskou 11 mm šestihranným
nástrčným klíčem (3), aby se nepřetáčel.
Dejte pozor, aby se nepoškodil vodič senzoru teploty, protože jinak by to mohlo vést ke zkratu.
Ztráta záruky!
Obr. 5 Obr. 6
Obr. 5: Nakloňte tiskárnu na zadní stranu poblíž okraje stolu a odstraňte spodní plech.
Závaží připevněte provazem k části ozubeného řemene osy Z, která je nyní nahoře. Závaží musí viset,
aby se mohlo volně pohybovat. Může se přitom dotýkat krytu zdroje, což ale nepředstavuje problém.
Obr. 6: Změřte vzdálenost mezi dvěma stranami ozubeného řemene, jak ukazuje obrázek.
Napínačem řemene napněte řemen a nastavte tuto vzdálenost na 41 mm (měřeno na vnějších
stranách ozubeného řemene).
Při výměně trysky se extrudér nesmí přetáčet a tryskou se nesmí nikdy otáčet za
studena, protože jinak by se mohla poškodit a extrudér by se tak zničil.
V případě potřeby vyčistěte závit trysky (např. pinzetou nebo plochými kleštěmi).
Kolem nové trysky na extrudéru namotejte těsnící pásku PTFE a dávejte přitom pozor na směr
ovinutí! Těsnicí páska se musí navíjet v směru závitu! To znamená, že konec těsnicí pásky na
vnější straně nesmí končit proti směru zašroubování. V opačném případě se může stát, že když
trysku šroubujete dovnitř, páska se pohne a nebude správně těsnit (viz malý obrázek nalevo).
Těsnicí páska nesmí nikdy přesahovat za závit trysky. Vyčnívající část pásky uřežte ostrým
nožem a těsnicí pásku vyhlaďte na trysce co nejlépe prsty, aby byly patrné rýhy závitu.
Trysku tak zašroubujete snadněji, aniž by se páska v závitu nahromadila
(viz malý obrázek vpravo).
Viz také část „Montáž extrudéru“ v pokynech k sestavení stavebnice RF2000 v2.
Opatrně našroubujte do zahřívacího bloku extrudéru novou trysku a nezapomeňte blok zahřívání
zajistit! Nepoužívejte nadměrnou sílu!
Poté zaveďte znovu filament, jak popisujeme v části „15. Zavedení, vyjmutí a výměna filamentu“.
Vypněte znovu ohřev extrudéru a nechte ho vychladnout.
15. Řešení problémů
3D tiskárna splňuje nejnáročnější podmínky, které jsou kladeny na výrobky z hlediska kvality
a bezpečnosti. I přesto však se mohou objevit problémy nebo chyby. V této části návodu naleznete
možná řešení různých potíží, které by se mohly objevit:
3D tiskárna po zapnutí nepracuje. Světlo v prostoru tisku ani displej se nezapnou:
Zkontrolujte připojení k elektrické síti.
Zkontrolujte síťovou zásuvku. Je v ní proud?
Zkontrolujte síťovou pojistku (viz také „Výměna pojistky“ v části „12. Údržba“).
Page 41

3D tiskárnu nelze připojit přes USB:
Zkontrolujte USB připojení kabelu.
Zvolili jste v programu správný USB port?
Je v softwaru nastavena správná přenosová rychlost (115200)?
Jsou nainstalované požadované ovladače?
Odpojte USB kabel a znovu ho připojte.
Otevřete znovu program.
Vypněte 3D tiskárnu a znovu ji zapněte.
Restartujte počítač.
Použijte jiný USB port,
Připojte 3D tiskárnu přímo k USB portu počítače. Nepoužívejte USB rozbočovač.
Podávací kuličkové šrouby vydávají divné zvuky nebo se zasekávají:
Zkontrolujte, zda je deska v ose Y rovnoběžná se spodní deskou.
Při montáží mohlo dojít k tomu, že dva podávací kuličkové šrouby pohonu a deska v ose Y
se navzájem napínají.
Uvolněte 4 šrouby, které drží na obou stranách pohon na desce Y, až budete moci deskou volně
pohybovat.
Poté šrouby postupně křížem utáhněte, nejdříve lehce a pak znovu pevně.
V každém případě proveďte kalibraci a poté diagnostiku vyhřívané podložky!
Kalibrace tiskové desky se zastavila. Na displeji se ukazuje zpráva „Scan aborted“.
V průběhu kalibrace nesmí být filament uvnitř extrudéru! V případě potřeby ho vyjmete
a diagnostiku vyhřívané podložky opakujte.
Tryska extrudéru musí být z vnější strany čistá (v případě potřeby ji nejdříve zahřejte a vytřete –
pozor: horký povrch!).
Zahřejte extrudér na tavnou teplotu vloženého filamentu a posuňte vlákno o několik kroků dozadu,
ven z extrudéru. Vlákno nesmí působit na extrudér sílou, ale držák kuličkového ložiska se musí
zatížit materiálem.
Proveďte znovu základní nastavení vzdálenosti mezi tryskou a vyhřívanou deskou
(viz výše „14. Kalibrace“) a především věnujte pozornost základnímu nastavení koncového
spínače osy Z. Vzdálenost desky od trysky nesmí být příliš velká.
Tělo extrudéru (Hotend) nebo jeho připojovací kabel se můžou dotýkat jiných částí.
V takovém případě uvolněte šrouby v držáku extrudéru a šrouby přivaděče a zarovnejte části tak,
aby se nedotýkaly jiných komponentů.
Připojovací kabely extrudérů a větráku můžou být příliš napnuté.
Kabely musí být volné a ne napnuté. Při každém pohybu kabelů dochází k změně naměřených
hodnot tenzometru (DMS). V případě potřeby kabely trochu utáhněte, aby tvořily hezkou smyčku
na přední straně nosiče extrudéru a současně nebyly v napnutém stavu.
Proužky měření pnutí se mohly nainstalovat příliš napnuté. Zkontrolujte to následujícím
způsobem:
Poznamenejte si naměřenou hodnotu tenzometru, tj. hodnota „F“ (6) v hlavním menu.
Hodnota se udává v „digit“. Zatlačte na nosič extrudéru nebo na tenzometr seshora a zespodu
a z levé a pravé strany. Hodnoty, které se pod tlakem změní, se následně musí vrátit zhruba do
původního stavu. Rozdíl by neměl být větší než 10 digitů.
Následně tlačte po kouscích nosič extrudéru zleva doprava. V každé poloze na ose Y by měla být
hodnota DMS zhruba stejná. Rozdíl by neměl být větší než 10 digitů.
Pokud při jedné z uvedených zkoušek se bude hodnota lišit až příliš, uvolněte všechny šrouby
tenzometrů a poté je rovnoměrně utáhněte.
Během zkoušek a při uvolňování šroubů nesmí být v extrudéru zaveden filament.
Výsledný tisk má vady:
Zkontrolujte nastavení teploty extrudéru a tiskové desky. Nastavení musí odpovídat použitému
filamentu a tištěnému předmětu. Experimentujte s nastavením teploty v krocích po 5 ºC, abyste
dosáhli co nejlepších výsledků tisku.
S tiskem začněte, až když extrudér a vyhřívaná deska dosáhnou požadovanou teplotu.
Není správně nastavena vzdálenost mezi tiskovou deskou a extrudérem. Proveďte kalibraci osy Z,
nebo nastavte vzdálenost přesněji pomocí tlačítek na 3D tiskárně.
Při tisku z PC nepoužívejte na počítači žádné jiné programy, které vyžadují velký výkon počítače.
Přenosu signálu na 3D tiskárnu mohou překážet i antivirové programy a stahování dat.
Zkuste provést stejnou tiskovou operaci z SD karty, abyste se přesvědčili, že příčinou problému
není USB připojení.
Přísun filamentu je přerušovaný nebo nedostatečný:
Zkontrolujte cívku, z které se filament odvíjí. Musí se volně pohybovat.
Zkontrolujte, zda se filament nezachytil na cívce.
Nastavená teplota extrudéru je příliš nízká pro daný typ použitého filamentu.
Podávací vroubkované kolečko prokluzuje ve filamentu.
Zkontrolujte, zda se podávací vroubkované kolečko nezachytilo. Molo dojít k uvolnění
nastavovacího šroubu. Pokud podávací vroubkované kolečko prokluzuje, i když byl šroub utažen,
použijte pro omezení prokluzu stavěcí šroub se špičkou nebo trochu snižte os motoru v prostoru
nastavovacího šroubu.
Zkontrolujte, zda filament prochází hladce seshora do extrudéru. Musí procházet kolem motoru
extrudéru seshora, aniž by se někdy zadrhnul nebo zachytil. V opačném případě uvolněte matici
na extrudéru a šrouby v základní části extrudéru a vyrovnejte části tak, aby mohl tiskový materiál
volně procházet do extrudéru.
Je ucpaná tryska extrudéru. Zahřejte extrudér a začněte materiál několikrát manuálně posouvat
dopředu a dozadu, dokud se neuvolní dostatečné množství.
Nechte extrudér ochladit na spodní hranici tavící teploty doporučenou výrobcem (aby bylo vlákno
viskózní) a opatrně potvrďte manuální podávání směrem dozadu, dokud se materiál včetně
nečistot nepřesune ven z extrudéru. Znečištěnou část vlákna uřežte a po zahřátí extrudéru vlákno
znovu vložte dovnitř.
V průběhu tisku se tisk zastaví:
Zkontrolujte nastavení počítače. Počítač nesmí během tisku přejít do režimu šetření energie
nebo spánku (nastavení spotřeby energie a výkonu), ani se nesmí vypnout.
Během tisku neinstalujte software nebo aktualizace.
Pokud hodnota naměřená tiskovými senzory na extrudéru překročí mezní hodnotu, tiskárna
přejde z bezpečnostních důvodů automaticky do režimu pauzy. Tisk můžete znova obnovit
stiskem tlačítka pro nepřetržitý tisk (tlačítko play). Jestliže k tomu dochází často, nejsou správně
nastaveny senzory. V takovém případě uvolněte šrouby tiskových senzorů a poté je stejnoměrně
znova utáhněte.
Vytištěný předmět nepřilne k tiskové desce:
Není správně nastavena teplota tiskové desky. Pro dosažení co nejlepších výsledků
experimentujte s teplotou v krocích po 5 ºC.
Může být užitečné, když se před tiskem problematických předmětů nechá vyhřívaná deska
zahřívat přibližně 15 minut.
Zkontrolujte, zda zahřívání (materiál z červené pěny) dobře přiléhá ke keramické tiskové desce.
Nesmí se uvolňovat (ani částečně). V opačném případě je šíření tepla ve vyhřívané desce
nedostatečné a tištený předmět nemůže k desce dobře přilnout.
Na vyhřívané desce jsou zbytky nečistot, které brání dobrému přilnutí.
Vyčistěte vyhřívanou desku měkkým hadříkem navlhčeným v rozpouštědlu (např. v acetonu).
Vyhřívaná deska se ještě nezahřála na nastavenou teplotu.
Při tisku malých předmětů s malou základnou z PLA materiálu se doporučuje, abyste před
tiskem na vyhřívanou desku položili čistící pásku nebo krepovou pásku s jemnou strukturou,
aby se zvýšila přilnavost tištěného předmětu na základní desce.
Vytištěný předmět nelze odstranit z vyhřívané desky:
Počkejte, dokud se vyhřívaná deska neochladí na méně než 40 ºC.
Pro odstranění předmětu použijte špachtli nebo nůž.
Problémy při tisku ABS:
Tisk z ABS materiálu je velmi citlivý na proudění vzduchu, které může vést k deformacím
tištěného předmětu a k zastavení tisku. Doporučujeme proto, abyste maximálně omezili proudění
vzduchu, nejlépe doplňujícím krytem.
Po dokončení a předtím než objekt odstraníte z tiskové desky, nechte tištěný předmět vychladnout
velice pozvolna a rovnoměrně.
Page 42

Použijte vhodnou lepicí pásku, např. Pásku Kapton, nebo modrou krepovou pásku (obj. č. Conrad:
Celkový příkon:
Max. 1560 W
1093104).
Jiné než výše uvedené opravy by měl provádět pouze odborný servis.
16. Manipulace s tiskárnou
•
Nepřipojujte nikdy napájecí kabel k elektrické síti hned poté, když tiskárnu přenesete z chladného
do teplého prostředí. Výrobek by se mohl poškodit kondenzací a navíc hrozí úraz elektrickým
proudem. Než tiskárnu zapnete, počkejte, až dosáhne pokojové teploty a kondenzát se vypaří.
•
Nikdy neodpojujte zástrčku napájecího kabelu ze síťové zásuvky tažením za napájecí kabel.
Napájecí kabel vytahujte vždy jenom uchopením za držadlo vidlice.
•
Pokud se 3D tiskárna delší dobu nepoužívá, odpojte ji od elektrické sítě.
•
Vyhřívaná deska a extrudér se mohou během provozu silně zahřívat. Nedotýkejte se těchto částí
během provozu ani hned po ukončení provozu a nechte je nejdříve vychladnout. Pozor!
Nebezpečí popálení!
17. Recyklace
Šetřete životní prostředí! Přispějte k jeho ochraně!
Elektronické a elektrické produkty nesmějí být vhazovány do domovních odpadů.
Likviduje odpad na konci doby životnosti výrobku přiměřeně podle platných
zákonných ustanovení.
18. Technické údaje
Provozní napětí: 230 V AC, 50 Hz
Příkon 3D tiskárny: Max. 760 W
Připojovací zásuvka: Max. 800 W
Pojistka: T6AL / 250 V (5 x 20 mm, pomalá pojistka)
Způsob tisku: FFF(Fused Filament Fabrication) / FDM (Fused Deposition Modelling)
Rozměry modelu:
Tloušťka tiskové vrstvy: 0,05 – 0,3 mm
Průměr trysky: 0,4 mm
Vhodný tiskový materiál
Průměr filamentu: Standardní, max. 1,75 mm
Výkon vyhřívané desky 560 W
Teplota extrudéru 120 – 270 ºC
Teplota vyhřívané desky 55 – 160 ºC
Rozhraní USB 2.0 a čtečka paměťových SD/SDHC karet
Rozměry (Š x V x H) 390 x 665 x 420 mm
Hmotnost 19,5 kg
19. Záruka
Na 3D tiskárnu Renkforce RF200 v2 (FGS) poskytujeme záruku 24 měsíců.
Záruka se nevztahuje na škody, které vyplývají z neodborného zacházení, nehody, opotřebení,
nedodržení návodu k obsluze nebo změn na výrobku, provedených třetí osobou.
Jeden extrudér: přibližně 200 x 290 x 185 mm (X, Y, Z)
Dální extrudér: přibližně 170 x 290 x 185 mm (X, Y, Z)
ABS, PLA, PVA, EcoPLA™, PET, Taulman, Layrick, Bendlay,
Laywood-D3, HIPS a smartABS
20. Přílohy
a) Připojovací schéma DTS
Použité zkratky
230 V SWITCH = Připojení kabelu z kombinované zásuvky
bl = Připojení modrého vodiče
sw = Připojení černého vodiče
EXT = Extrudér
DMS = Měřící proužek posuvu (tenzometr)
LIMIT SWITCH Z-MAX = Koncový spínač nainstalovaný na spodku desky Y
LIMIT SWITCH Z-MIN = Koncový spínač nainstalovaný na spodku desky X (světelná zábrana)
Číslo označení na vodičích odpovídá označení jednotlivých kabelů
b) Nastavení tiskárny
Tato část je určena pouze pro uživatele, kteří nepoužívají uživatelskou verzi softwaru.
Pokud máte nainstalovanou uživatelskou verzi, můžete tuto část přeskočit, resp. bude
mít pro Vás jenom informační účel.
Otevřete program Repetier-Host a v pravé horní části okna vyberte nastavení tiskárny („Printer
Settings“).
Page 43

V následujícím okně pod záložkou „Connection“ vložte název své tiskárny „RF2000v2_3D_Dual
(pro verzi s dvojitým extrudérem), nebo „RF2000v2_3D_Single“ pro verzi s jedním extrudérem).
Samozřejmě můžete dát tiskárně i jiný název.
Nastavte port (2) a přenosovou rychlost (3). Přenosová rychlost se musí nastavit na „115200“.
Číslo portu (2) je přidělováno systémem.
V aktuální verzi softwaru (2.0.5.) lze
obvykle bez problémů používat nastavení
„Auto“.
V případě, že automatické nastavení
nepracuje správně, můžete ho najít
a zkontrolovat na PC v ovládacím panelu
správce zařízení pod připojením COM
a LPT.
Nastavte velikost vyrovnávací paměti,
jak ukazuje obrázek (4).
Klikněte na „Apply“ (5).
Klikněte na záložku „Printer“.
Přeneste sem nastavení z níže uvedeného obrázku a klikněte na „Apply“.
Jednoduchý a dvojitý extrudér
Klikněte na záložku „Extruder“.
Přeneste sem nastavení z níže uvedeného obrázku a klikněte na „Apply“.
Duální extrudér Jednoduchý extrudér
Klikněte na záložku „Printer Shape“.
Přeneste sem nastavení z níže uvedeného obrázku a klikněte na „Apply“.
Duální extrudér Jednoduchý extrudér
Page 44

Klikněte na záložku „Scripts“.
Zde můžete zadat například speciální kód startu, koncový kód, atd.
Duální a jednoduchý extrudér
Pokud nastavujete slicer sami, vložte pod „Runs after cancelation“ následující text:
M104 S0
M140 S0
G91
; retract filament
G92 E0
G1 E-4 F1500
; Output Object
M400
M3079
M400
;Steppers off
M84
;Acceleration to default...
;Acc printing
M201 X1000 Y1000 Z100
;Acc travel
M202 X1000 Y1000 Z100
Na kartě „Advanced“ nejsou potřebná žádná nastavení.
Klikněte na „OK“.
c) Zprávy o stavu a chybové zprávy
Některé zprávy se na displeji zobrazují na určitý čas zprávy a poté se automaticky z displeje ztratí.
Jiné zprávy, které začínají slovem „Error“, se zobrazují, dokud je uživatel nepotvrdí krátkým stiskem
tlačítka „OK“ (2).
Zprávy o stavu
(Zobrazují se na displeji tiskárny)
Printer ready Zobrazuje se, když je tiskárna RF připravena k tisku.
Miller ready Zobrazuje se, když je tiskárna RF připravena k frézování.
Heating Extruder Zobrazuje se při aktivaci zahřívání extrudéru po obdržení příkazu M109.
Heating Bed Zobrazuje se při aktivaci zahřívání podložky po obdržení příkazu M190.
Home X Zobrazuje se při návratu osy X na výchozí pozici.
Home Y Zobrazuje se při návratu osy Y na výchozí pozici.
Home Z Zobrazuje se při návratu osy Z na výchozí pozici.
Killed Zobrazuje se, když RF vypnula motory a ohřívače, protože:
- po určitý čas nedostala žádný příkaz („určitý čas“ lze nastavit v menu „All
off“ nebo příkazem M85)
- přepnul se provozní režim (tisk/frézování)
Stepper disabled Zobrazuje se, když RF vypnula motory, protože:
- po určitý čas nedostala žádný příkaz („určitý čas“ lze nastavit v menu „All
off“ nebo příkazem M85)
- přepnul se provozní režim (tisk/frézování
Heat Bed Scan Zobrazuje se, když je aktivní diagnostika vyhřívané podložky.
Align Extruders Zobrazuje se na konci diagnostiky, když se musí zarovnat extrudéry.
Zobrazuje se, když jste v menu vybrali „Align Extruders“
Align aborted Zobrazuje se, když neproběhlo zarovnání extrudérů.
Align completed Zobrazuje se po dokončení zarovnání extrudérů.
Work Part Scan Zobrazuje se během skenování tištěného předmětu.
Scan completed Zobrazuje se po úspěšném dokončení diagnostiky vyhřívané desky.
Zobrazuje se po úspěšném dokončení diagnostiky tištěného předmětu.
Případné chyby najdete v souboru log programu Repetier-Host.
Scan aborted Zobrazuje se, když neproběhla diagnostika vyhřívané podložky.
Zobrazuje se, když neproběhla diagnostika tištěného předmětu.
Případné chyby najdete v souboru log programu Repetier-Host.
Preheat PLA Zobrazuje se, když jste v menu vybrali „Preheat PLA“ a extrudér a tisková
deska se zahřívají na tiskovou teplotu.
Preheat ABS Zobrazuje se, když jste v menu vybrali „Preheat ABS“ a extrudér a tisková
deska se zahřívají na tiskovou teplotu.
Cooldown Zobrazuje se, když jste v menu vybrali „Cooldown“ a extrudér a tisková deska
se při chladí.
Printing… Zobrazuje se během tisku.
Milling… Zobrazuje se během frézování.
Paused Zobrazuje se, když se proces tisku nebo frézování pozastaví.
Unload Filament Zobrazuje se, když jste v menu vybrali „Unload Filament“, protože filament
chcete vyjmout.
Load Filament Zobrazuje se, pokud jste v menu vybrali „Load Filament“, protože filament
chcete zavést.
Find Z Origin Zobrazuje se během hledání začátku Z
Search completed Zobrazuje se po nalezení počátku Z.
Test SG Zobrazuje se během testu DMS.
Test completed Zobrazuje se po dokončení testu DMS.
Test aborted Zobrazuje se, když se zrušil test DMS.
Případné chyby najdete v souboru log programu Repetier-Host.
SD Card removed Zobrazuje se, pokud RF detekuje odstranění SD karty.
SD Card inserted Zobrazuje se, když RF detekuje vložení SD karty.
Page 45

SD Read Error Zobrazuje se, pokud RF detekuje chybu při čtení karty.
SD Error fixed
Zobrazuje se,
pokud se odstranila chyba při čtení SD karty.
- výběr položky menu „Park Heat Bed“
No SD Card Zobrazuje se, pokud RF chce odstranit soubor z SD karty, ale SD karta není
vložena.
Uploading… Zobrazuje se při přenosu souboru na SD kartu.
Heating up… Zobrazuje se, když firmware čeká, dokud se vyhřívaná podložka a extrudér
nezahřeje na tiskovou teplotu.
Cooling down… Zobrazuje se, pokud firmware čeká, dokud se vyhřívaná podložka a extrudér
neochladí.
Outputting… Zobrazuje se při výstupu objektu.
Pausing… Zobrazuje se při přechodu do polohy pozastavení.
Continuing… Zobrazuje se při přechodu do polohy pokračování.
Driving free Z Zobrazuje se, když se Z-Max:
- zruší v rámci návratu do výchozí pozice
- zruší po dokončení tisku nebo frézování
PID determined Zobrazuje se po úspěšném dokončení automatického určení hodnot PID.
SERVICE Zobrazuje se, pokud firmware detekuje naplnění (nebo překročení)
Chybové zprávy
(Zobrazují se buď na displeji tiskárny, nebo v záznamovém souboru (log) softwaru Repetier-Host.)
Error:
Set Origin
Home unknown
servisního intervalu. Ve výchozím nastavení je tato funkce vypnuta.
Zobrazuje se, když nelze nastavit začátek, protože není známa výchozí
pozice. Objevuje se v důsledku:
- G92
- M3115
- výběr položky menu „Set XY Origin“
Error:
Heat Bed Scan
Operation denied
Zobrazuje se, pokud se někdo pokouší zahájit diagnostiku vyhřívané
podložky během tisku. Objevuje se v důsledku:
- M3010
- výběr položky menu „Scan Heat Bed“
Error:
Heat Bed Scan
Zobrazuje se, pokud určený matrix nelze po diagnostice vyhřívané
podložky uložit. Tato chyba by se teoreticky neměla nikdy objevit.
Saving failed
Error:
Work Part Scan
Operation denied
Zobrazuje se, pokud se někdo pokouší zahájit skenování tištěného
předmětu během frézování. Objevuje se v důsledku:
- M3150
- výběr položky menu „Scan Work Part“
Error:
Work Part Scan
Zobrazuje se, pokud určený matrix nelze uložit po naskenování tištěného
objektu. Tato chyba by se teoreticky neměla nikdy objevit.
Saving failed
Error:
Output Object
Operation denied
Zobrazuje se, když se někdo pokouší zahájit výstup objektu během tisku
nebo frézování. Objevuje se v důsledku:
- M3079
- výběr položky menu „Output Object“
Error:
Output Object
Home unknown
Zobrazuje se, pokud výstup objektu není možný, protože není známá
výchozí pozice. Objevuje se v důsledku:
- M3079
- po dokončení tisku nebo frézování z SD karty
Error:
Park Heat Bed
Operation denied
Error:
Pause
Home unknown
Zobrazuje se, pokud se někdo pokouší zahájit zaparkování vyhřívané
podložky během tisku/frézování. Objevuje se v důsledku:
- M3080
Zobrazuje se, pokud tisk/frézování nelze pozastavit, protože není známá
výchozí pozice. Objevuje se v důsledku:
- M25
- Nouzové pozastavení
- výběr položky menu „Pause Print“
- výběr položky menu „Pause Mill“
- stisknutí tlačítka „Pause“
Tato chyba by se teoreticky neměla nikdy objevit.
Error:
Pause
Operation denied
Error:
Z Compensation
Invalid Matrix
Error:
Z Compensation
Home unknown
Error:
Z Compensation
Operation denied
Error:
Find Z Origin
Operation denied
Error:
Home
Operation denied
Error:
Change Mode
Operation denied
Error:
Change Z Type
Operation denied
Error:
Change Hotend
Operation denied
Error:
Change Miller
Operation denied
Error:
Delete File
Operation denied
Error:
X-Axis
Home unknown
Error:
X-Axis
Operation denied
Error:
Y-Axis
Home unknown
Error:
Y-Axis
Zobrazuje se, pokud tisk/frézování nelze pozastavit, protože právě
není aktivní. Objevuje se v důsledku:
- M25
- stisknutí tlačítka „Pause“
Zobrazuje se, když nelze aktivovat kompenzaci Z (nebo zobrazit matrix
kompenzace Z), protože matrix je neplatný, nebo chybí.
Objevuje se v důsledku:
- M3001
- M3013
- M3141
- M3153
Zobrazuje se, pokud nelze aktivovat kompenzaci Z, protože není známá
výchozí pozice. Objevuje se v důsledku:
- M3001
- M3141
Zobrazuje se, když matrix kompenzace Z nelze změnit nebo vymazat,
protože kompenzace Z právě probíhá.
Zobrazuje se, když je tiskárna v režimu „Printer“.
Zobrazuje se, pokud nelze zaměřit výchozí pozici „Home“, protože:
- probíhá tisk, nebo frézování
- probíhá diagnostika vyhřívané podložky
- probíhá skenování tištěného objektu
- vyhledávání počátku Z
- probíhá test DMS
Zobrazuje se, když nelze změnit provozní režim, protože:
- probíhá tisk, nebo frézování
- probíhá diagnostika vyhřívané podložky
- probíhá skenování tištěného objektu
- vyhledávání počátku Z
- probíhá test DMS
Může se objevit v důsledku:
- výběru položky menu „Mode“
Zobrazuje se, pokud nelze změnit typ Z, protože probíhá tisk,
nebo frézování.
Může se objevit v důsledku:
- výběru položky menu „Z-type“
Zobrazuje se, pokud nelze změnit typ hotendu, protože právě probíhá
tisk. Může se objevit v důsledku:
- výběru položky menu „Hotend“.
Zobrazuje se, pokud nelze změnit typ frézky, protože právě probíhá
frézování. Může se objevit v důsledku:
- výběru položky menu „Miller“
Zobrazuje se, pokud nelze z SD karty vymazat soubor, protože právě
probíhá tisk nebo frézování. Může se objevit v důsledku:
- M30
- výběru položky menu „delete File“
Zobrazuje se, pokud nelze přesunout osu X, protože není známá
výchozí pozice. Může se objevit v důsledku:
- výběru položky menu „Position X“.
Zobrazuje se, pokud nelze přesunout osu X, protože právě probíhá tisk
nebo frézování. Může se objevit v důsledku:
- výběru položky menu „Position X“.
Zobrazuje se, pokud nelze přesunout osu Y, protože není známá
výchozí pozice. Může se objevit v důsledku:
- výběru položky menu „Position Y“.
Zobrazuje se, pokud nelze přesunout osu Y, protože právě probíhá tisk
nebo frézování. Může se objevit v důsledku:
Page 46

Operation denied - výběru položky menu „Position Y“.
Error:
Z-Axis
Home unknown
Zobrazuje se, když nelze přesunout osu Z, protože není známá výchozí
pozice. Může se objevit v důsledku:
- výběru položky menu „Position X“
- stisknutí tlačítka se šipkou nahoru
- stisknutí tlačítka se šipkou dolů
Error:
Extruder
Operation denied
Zobrazuje se, když nelze pohybovat extrudérem, protože je studený.
Může se objevit v důsledku:
- stisknutí tlačítka „Extract“
- stisknutí tlačítka „Retract“
- výběru položky menu „Load Filament“
- výběru položky menu „Unload Filament“
- výběru položky menu „Position Extruder“
Error:
Align Extruders
Operation denied
Error:
Align Extruders
Zobrazuje se, když nelze zahájit zarovnání extrudéru, protože:
- právě probíhá tisk
- je nainstalovaný jen jeden extrudér
Zobrazuje se, když nelze zahájit zarovnání extrudéru, protože:
- rozdíl teploty mezi extrudérem 1 a 2 je příliš velký.
Temperature wrong
Error:
Determine PID
Temperature wrong
Error:
Determine PID
Timeout
Error:
Temperature Manager
Sensor Error
Error:
Emergency Z Block
Zobrazuje se, když se během automatického určení hodnot PID zjistí,
že skutečná teplota je příliš vysoká. Může se objevit v důsledku:
- M303
Zobrazuje se, když automatickou detekci PID hodnot nelze dokončit
v průběhu 20 minut. Může se objevit v důsledku:
- M303
Zobrazuje se, pokud se objeví chyba teplotního senzoru. (= senzor vrátí
teplotu < -10 nebo > +300 ºC). Před opětovným vyhodnocením
teplotních senzorů se musí nejdříve restartovat firmware.
Zobrazuje se, pokud kvůli příliš vysokým hodnotám DMS došlo
k zablokování pohybů ve směru Z. Aby se umožnil pohyb ve směru Z,
musí se firmware nejdříve restartovat.
Warning:
Emergency Pause
Zobrazuje se, pokud se kvůli vysokým hodnotám DMS proces tisku,
nebo frézování zastavil. Pro jeho obnovení stiskněte tlačítko „Continue“.
Informační zprávy
(Zobrazují se buď na displeji tiskárny, nebo v záznamovém souboru (log) softwaru Repetier-Host.)
Information:
Zobrazuje se po úspěšném dokončení diagnostiky vyhřívané podložky.
Heat Bed Scan
Scan completed
Information:
Zobrazuje se po úspěšném dokončení diagnostiky tištěného předmětu.
Work Part Scan
Scan completed
Information:
X-Axis
Min reached
Information:
X-Axis
Max reached
Zobrazuje se, pokud nelze pohybovat osou X, protože došlo k aktivaci X-min.
Může se objevit v důsledku:
- výběru položky menu „Position X“
Zobrazuje se, pokud nelze pohybovat osou X, protože už dosáhla max.
polohu.
Může se objevit v důsledku:
- výběru položky menu „Position X“
Information:
Y-Axis
Min reached
Information:
Y-Axis
Max reached
Error:
Z-Axis
Min reached
Zobrazuje se, pokud nelze pohybovat osou Y, protože došlo k aktivaci Y-min.
Může se objevit v důsledku:
- výběru položky menu „Position Y“
Zobrazuje se, pokud nelze pohybovat osou, protože už dosáhla max. polohu.
Může se objevit v důsledku:
- výběru položky menu „Position Y“
Zobrazuje se, pokud nelze pohybovat osou Z, protože došlo k aktivaci Z-min.
Může se objevit v důsledku:
- výběru položky menu „Position Z“
- stisknutí tlačítka se šipkou nahoru
Error:
Z-Axis
Max reached
Zobrazuje se, pokud nelze pohybovat osou Z, protože:
- aktivace Z-max
- bylo dosaženo max, polohy Z
Může se objevit v důsledku:
- výběru položky menu „Position Z“
- stisknutí tlačítka se šipkou dolů
Přehled všech vodičů a připojení
Page 47

Překlad tohoto návodu zajistila společnost Conrad Electronic Česká republika, s. r. o.
Všechna práva vyhrazena. Jakékoliv druhy kopií tohoto návodu, jako např. fotokopie, jsou předmětem souhlasu společnosti
Conrad Electronic Česká republika, s. r. o. Návod k použití odpovídá technickému stavu při tisku! Změny vyhrazeny!
© Copyright Conrad Electronic Česká republika, s. r. o. VAL/9/2018
 Loading...
Loading...