

Page 1

3D tiskárna
RF2000, dual extruder,
sestavený výrobek
Obj. č. 139 57 17
Vážený zákazníku,
děkujeme Vám za Vaši důvěru a za nákup 3D tiskárny.
Tento návod k obsluze je součástí výrobku. Obsahuje důležité pokyny k uvedení výrobku do provozu
a k jeho obsluze. Jestliže výrobek předáte jiným osobám, dbejte na to, abyste jim odevzdali i tento
návod k obsluze.
Ponechejte si tento návod, abyste si jej mohli znovu kdykoliv přečíst!
Vysvětlení symbolů použitých v návodu a na tiskárně
Symbol představuje nebezpečí pro lidské zdraví v důsledku úrazu elektrickým proudem.
Takto označené části výrobku neobsahují žádné uživatelsky opravitelné díly.
Nikdy proto takové části neotvírejte.
Symbol upozorňuje na důležité pokyny v návodu, které je nutné dodržovat.
Symbol upozorňuje na horký povrch. Kontakt s tímto povrchem může způsobit vážná
poranění (popáleniny).
Nebezpečí pohyblivých částí – udržujte proto prsty a ostatní části těla v dostatečné
vzdálenosti od takto označených míst! V opačném případě může během provozu dojít ke
zranění. V těchto místech hrozí vážné poranění v důsledku vtažení částí těla do zařízení.
Varování před možným zraněním.
Symbol udává zajímavé tipy a rady pro používání výrobku.
Symbol upozorňuje na dodržování všech pokynů uvedených v návodu!
Účel použití
Tato 3D tiskárna umožňuje vytváření dvoubarevných 3D objektů. Uvnitř tiskárny dochází
k tavení vhodného materiálu (vlákna) a pomocí dvou tiskových hlav (extrudérů) dochází k vytvoření
požadovaného objektu. Jakékoliv jiné, než uvedené použití je v rozporu s tímto návodem k obsluze.
Tiskárnu připojte pouze do sítě 230 V AC 50 Hz. Výrobek není vhodný pro komerční použití.
Použití tiskárny je možné pouze ve vnitřních a suchých prostorách. Zamezte kontaktu tiskárny
s přílišnou vlhkostí nebo stříkající vodou. Nikdy proto nepoužívejte tiskárnu v prostorách se zvýšenou
vlhkostí. V opačném případě hrozí nejen nevratné poškození výrobku, ale především i riziko zkratu,
požáru a úrazu elektrickým proudem! Výrobek splňuje všechny platné předpisy na úseku bezpečnosti
a elektromagnetické kompatibility (EMC). Všechny názvy společností a produktů uvedených v tomto
návodu jsou pod ochrannou známkou jejich příslušných vlastníků. Všechna práva vyhrazena.
Důležitá bezpečnostní opatření
Upozornění! Zařízení je napájeno z elektrické sítě. Instalaci a připojení elektrických zařízení
a jejich komponentů musí provádět pouze kvalifikovaná osoba. Při používání zařízení dbejte
všech platných bezpečnostních předpisů a pokynů uvedených v tomto návodu.
Pro bezpečnou přepravu výrobku doporučujeme uchovat originální obal. Výrobce nenese
odpovědnost za škody způsobené během přepravy. Výrobce nepřebírá žádnou odpovědnost
za škody způsobené nesprávným používáním. V takovém případě zároveň dochází k zániku
záruky. Dbejte proto všech pokynů uvedených v tomto návodu k obsluze.
Nikdy sami neprovádějte žádné opravy, zásahy a úpravy výrobku. Veškeré opravy svěřte výhradně
autorizovanému servisu. Dodávaný síťový adaptér splňuje všechny bezpečnostní předpisy a směrnice
(CE). Tiskárna není vhodná pro použití osobami s omezenými tělesnými, smyslovými nebo duševními
schopnostmi nebo s nedostatkem zkušeností a znalostí. Výrobek není ani žádná hračka a není tak
vhodný pro použití dětmi. Tiskárna je vyrobena v třídě ochrany I. Všechny mechanické části tiskárny
jsou vyrobeny velmi precizně a s vysokou přesností. Pro samotnou obsluhu proto není nikdy zapotřebí
vyvíjet zvýšené úsilí. Nikdy neponechávejte volně ležet obalový materiál. V opačném případě se může
stát nebezpečnou hračkou pro děti nebo domácí zvířata! Tiskárnu umístěte vždy na pevný
a vodorovný povrch mimo dosah dětí. Ponechte hlavní vypínač, který je umístěn v zadní části tiskárny,
vždy dobře přístupný tak, aby v případě poruchy bylo možné zařízení okamžitě odpojit od sítě.
Tiskárnu nevystavujte extrémním teplotám, vibracím ani mechanickému tlaku. Na tiskárnu ani do její
blízkosti nepokládejte žádné předměty naplněné tekutinou (například vázy s vodou). V případě
vniknutí tekutiny dovnitř zařízení hrozí jeho nevratné poškození a navíc i riziko zkratu, požáru a úrazu
Page 2
elektrickým proudem! Do blízkosti tiskárny neumisťujte žádné zdroje otevřeného ohně (například
svíčky). Zabraňte mechanickému poškození přívodního kabelu. V případě jakékoliv poruchy nebo
mechanické závady tiskárnu okamžitě vypněte pomocí nouzového tlačítka. Tiskárny se během
provozu nikdy nedotýkejte. Pohyblivé mechanické části mohou představovat riziko zranění. Tisková
hlava a tisková podložka jsou během provozu velmi horké. Nedotýkejte se proto těchto částí ani za
provozu a do doby, dokud zcela nevychladnou (alespoň 60 minut po ukončení provozu). Před
prováděním údržby a čištěním vždy odpojte tiskárnu od síťového zdroje a ponechte vychladnout.
Během provozu tiskárna vydává určitý hluk, zápach a kouř v závislosti na typu použitého materiálu.
Nejedná se však o žádnou závadu. Umístěte proto tiskárnu na dobře větrané místo a vyhněte se
vdechování provozních výparů. Při použití jiných, než originálních materiálů, může dojít k uvolňování
toxických plynů. V případě, že dojde k mechanickému poškození tiskárny nebo přívodního kabelu,
zabraňte jejímu dalšímu použití. Vypněte příslušný elektrický okruh, například pomocí jističe nebo
proudového chrániče a odpojte tiskárnu ze zásuvky. Nikdy tiskárnu neobsluhujte v případě, že máte
mokré ruce! Vystavujete se tím riziku smrtelného úrazu elektrickým proudem! Za provozu
neponechávejte tiskárnu nikdy bez neustálého dohledu. Zásuvka na zadní straně tiskárny slouží
k připojení různého příslušenství jako je například gravírovací a frézovací sada. K tiskárně nikdy
nepřipojujte jiná, nekompatibilní zařízení. Dbejte na to, aby v důsledku provozu tiskárny nedošlo
k přetížení příslušného elektrického obvodu (více v části „Technické údaje“ a maximální výkon
tiskárny). O připojení k vhodnému elektrickému obvodu se poraďte s elektrikářem. Přívodní kabel
tiskárny umístěte tak, aby během provozu nemohlo dojít k ohrožení osob, které se v místě zařízení
pohybují. Při odpojování tiskárny od elektrické zásuvky uchopte přívodní kabel za jeho zástrčku, nikdy
ne za samotný kabel. Nepoužívejte žádné prodlužovací přívody ani rozbočovače. Před výměnou
příslušenství (například frézovací hlava) odpojte vždy tiskárnu od sítě.
Speciální vlastnosti zařízení
• Tisková komora (Printbox) o rozměrech 230 x 180 x 200 mm
• Profil s tiskovou hlavou a šrouby s ložiskovými maticemi pro maximálně přesné nastavení
• Automatické seřizování tiskové podložky
• Keramická tisková podložka
• 2 velmi přesné extrudéry s vyměnitelnou tryskou pro dvoubarevný tisk
• Integrovaný napájecí zdroj
• Velmi jednoduché ovládání pomocí tlačítek a displeje umístěného přímo na zařízení
• Konfigurace a ovládání prostřednictvím PC aplikace (připojení přes USB port) nebo samostatný
„stand-alone“ provoz s paměťovou SD / SDHC kartou
• Manuální ovládání tiskových úloh během provozu
• Stabilní výkon díky kvalitním hliníkovým a ocelovým částem
• Použití všech standartních vláken
• Vlákna jsou aplikována díky samostatně napájeným cívkám
Princip funkce 3D tisku
K tisku 3D objektu je nezbytné načtení souboru s daty o trojrozměrném objektu, který hodláte vytvářet.
Soubory s 3D daty má příponu *.stl. Tento soubor můžete vytvořit použitím vhodné aplikace nebo
pomocí 3D skeneru. Na internetu pak naleznete celou řadu 3D souborů, které si můžete stáhnout
a objekty poté vytisknout. Software tiskárny pak zajistí tisk 3D souboru po jednotlivých vrstvách za
určité teploty. Data tiskárny jsou uloženy v souborech s příponou *.gcode. Tiskový soubor G-kód se
pak odesílá buď z počítače přes USB rozhraní nebo za použití SD karty v režimu stand-alone. 3D
tiskárna po přijetí tiskové úlohy vytváří jednotlivé vrstvy metodou FFF (Fused Filement Fabrication) /
FDM (Fused Deposition Modeling). Během tisku pak dochází k mísení vláken do tiskových hlav
(extruderů) a tím i k vytváření dvoubarevného tisku. Použít je však možné i pouze jednu tiskovou
hlavu (monochromatický tisk). Tiskové hlavy taví vlákno a aplikují jej pomocí trysky na keramickou
tiskovou podložku. Podložka se pohybuje po osách X / Y, tisková hlava s extrudéry pak po ose X.
3D tiskárna je velmi složité zařízení u kterého je zapotřebí nastavení mnoha tiskových
parametrů. Tvorba objektu a přilnavost materiálu vždy závisí na teplotě tiskové podložky,
použitém materiálu, tvaru a velikosti 3D objektu a dalších souvisejících faktorů jako je
například teplota v místnosti. Těmito faktory je výrazně ovlivněn konečný výsledek a samotná
kvalita tištěného objektu. Bez dostatečných zkušeností tak nelze ihned dosáhnout uspokojivých
výsledků. Jednotlivé parametry proto upravujte postupně a v jednotlivých krocích. Na dodávané SD
kartě naleznete nápovědu pro úvodní tvorbu 3D objektů.
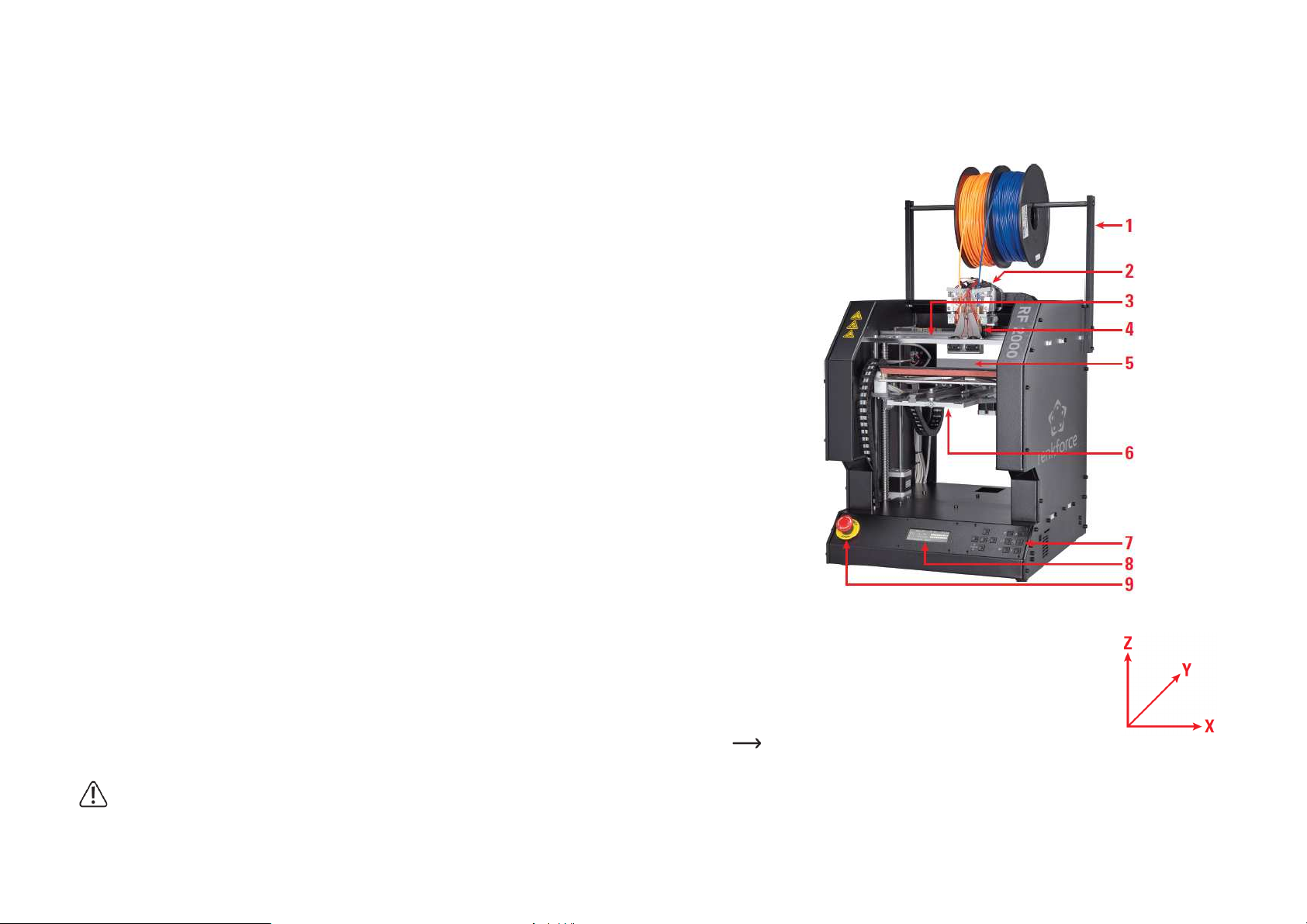
Popis a ovládací prvky
1 – držák pro cívky s tiskovým materiálem (vlákny)
2 – tisková hlava
3 – X deska
4 – tiskové hlavy / extrudéry (2 ks)
5 – keramická, tisková podložka
6 – Y deska
7 – ovládací tlačítka
8 – displej
9 – nouzový vypínač (Off)
Na obrázku vpravo jsou znázorněny směry pohybu při tisku (X, Y, Z).
Page 3
Přeprava a umístění
Tiskárnu je možné v případě poruchy okamžitě vypnout pomocí nouzového vypínače „STOP“
červené barvy, který se nachází v levé přední části. Pro další uvedení tiskárny do provozu pak
znovu otočte nouzovým tlačítkem ve směru hodinových ručiček. Tiskárnu umístěte vždy na
bezpečné, dobře větrané a suché místo. Nikdy tiskárnu neumisťujte na měkký povrch
(například koberec nebo linoleum).
Před přepravou tiskárny zajistěte všechny její pohyblivé části pomocí stahovacích pásků.
Pro samotnou přepravu tiskárny doporučujeme použít originální balení. Výrobce nenese odpovědnost
za mechanické škody způsobené při přepravě!
Připojení do sítě a uvedení do provozu
Použitá elektrická zásuvka musí během provozu tiskárny zůstat vždy dobře přístupná tak,
aby v případě poruchy bylo možné kdykoliv tiskárnu odpojit ze sítě. Před připojením tiskárny
ověřte, zda parametry sítě odpovídají údajům na výrobním štítku.
Připojte zástrčku napájecího kabelu do tiskárny a opačný konec kabelu do elektrické zásuvky.
Tiskárnu zapněte (hlavní vypínač do polohy I). Po zapnutí tiskárny se rozsvítí provozní kontrolka
a displej. Na displeji se krátce zobrazí uvítací informace a verze aktuálně instalovaného software.
Tiskárna poté přejde do hlavní systémové nabídky.
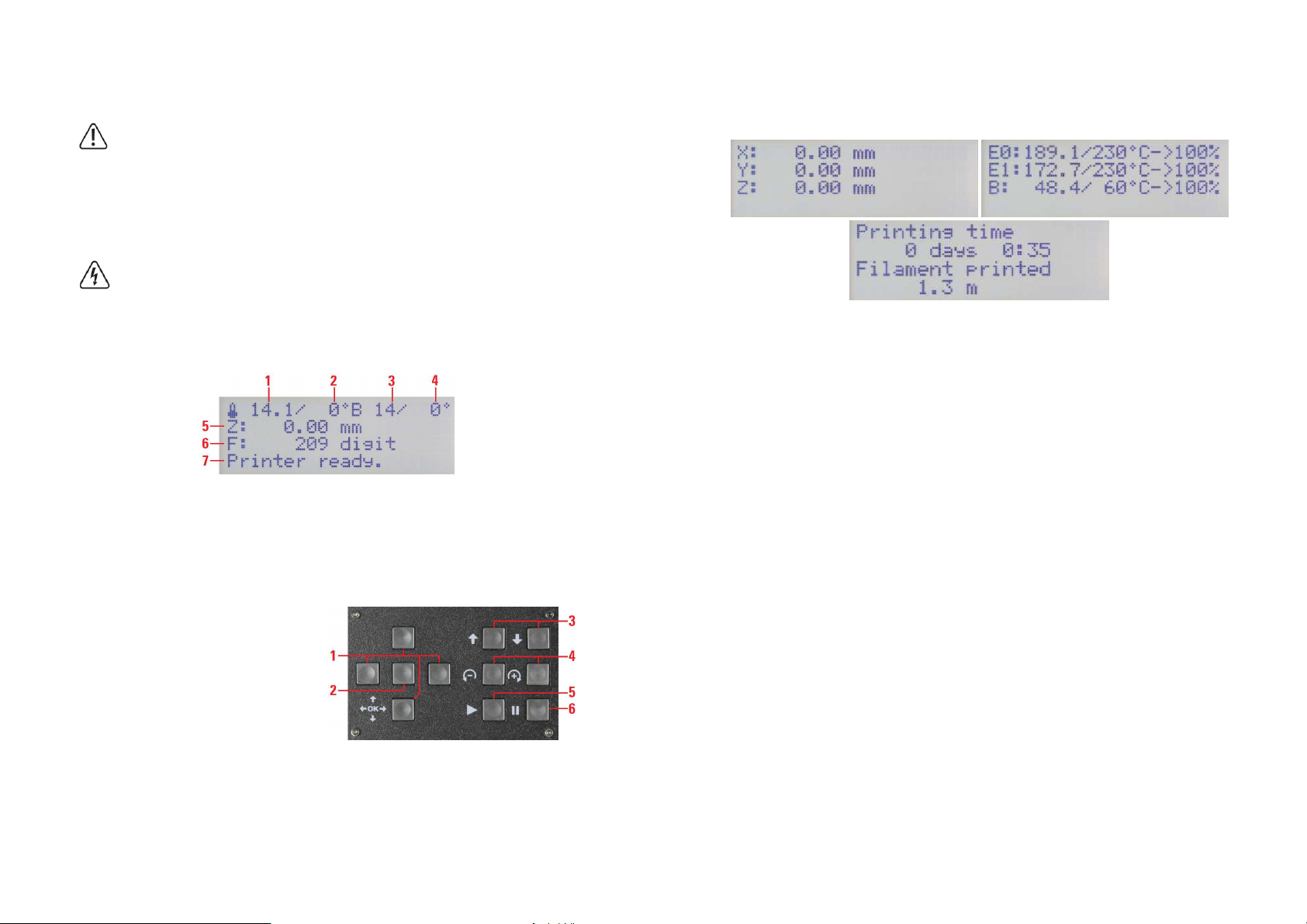
1 – teplota extrudéru
2 – teplota extrudéru (přednastavená)
3 – teplota tiskové podložky
4 – teplota tiskové podložky (přednastavená)
5 – poloha tiskové hlavy (v mm) 0,00 – „Home position“ (základní / výchozí poloha)
6 – naměřená hodnota tlakových senzorů v extrudéru
7 – informace o provozním stavu / režimu tiskárny
Popis funkcí tlačítek
1 – navigační tlačítka (pohyb v menu vpravo,
vlevo, nahoru a dolů)
2 – tlačítko OK, potvrzení výběru
3 – ovládání pohybu tiskové podložky nahoru /
dolů
4 – podavač vlákna pohyb vpřed / dozadu
Poznámka: podavač funguje pouze v případě,
že dochází k ohřevu extrudéru
5 – pokračování v tisku (po předchozím pozastavení / pauze)
6 – Pozastavení tisku (pauza), 1 x stisknutí = pozastavení tisku, 2 x stisknutí = tisková hlava
se přesune mimo objekt (předchozí pozice však zůstane uložena).
Hlavní menu
Úvodní nabídka obsahuje ještě další 4 sub-menu. Pomocí navigačních tlačítek nahoru a dolů (1)
můžete jednotlivými nabídkami dále procházet. Pakliže stisknete navigační tlačítko pro směr dolů,
přejdete tak zpět do hlavní nabídky.
1 x stisknutí = zobrazení pozice jednotlivých os
2 x stisknutí = zobrazení teploty obou extrudérů a tiskové podložky
3 x stisknutí = zobrazení celkové doby tisku a spotřebovaného vlákna (délka v metrech)
Struktura hlavní nabídky
Quick Settings
Home All
RGB Light: Manual/Auto/White/Off
Output Object
Speed Multiply:100%
Flow Multiply:100%
Preheat PLA
Preheat ABS
Cooldown
Disable Stepper
230V Output: On/Off
Restart
Print File Position
Home All
Home X
Home Y
Home Z
Position X X: 0.00 mm
Position Y Y: 0.00 mm
Position Z Z: 0.00 mm
Position Extruder E: 0.00 mm
Endstop min: On/Off
Endstop max: N/A
Endstop min: On/Off
Endstop max: N/A
Endstop min: On/Off
Endstop max: On/Off
1 click = 1 mm
Page 4

Extruder
Temp. Bed: 0°C
Temp. 0 : 0°C
Temp. 1 : 0°C
Extruder 0 off
Extruder 1 off
Active Extruder: 0/1
Position Extruder E: 0.00 mm
1 click = 1 mm
Load Filament
Unload Filament
Set E Origin
Fan Speed
Fan Speed: 0%
Turn Fan off
Fan to 25%
Fan to 50%
Fan to 75%
Fan to 100%
SD Card
Print file Back
Files
Delete file Back
Files
Configuration
General Baudrate:115200
Stepper off [s]: 600
All off [s]: 0
Beeper: On/Off
Extruder Offset X
Extruder Offset Y
Acceleration Print X: 1000
Print Y: 1000
Print Z: 100
Move X: 1000
Move Y: 1000
Move Z: 100
X/Y-Jerk : 10.0
Z-Jerk : 0.1
Feedrate Max X: 500
Max Y: 500
Max Z: 50
Home X: 165
Home Y: 165
Home Z: 10
Z Calibration Scan Heat Bed
Position Z Z: 0.00 mm
Restore Defaults
0 = never
0 = never
Endstop min: On/Off
Endstop max: On/Off
Popis jednotlivých funkcí hlavního menu
Quick Settings – Poloha tiskové hlavy
Home All – zarovnání extrudéru do základní (výchozí) polohy v rámci všech os.
RGB Light – přepínání LED osvětlení (manuální / automatické).
Output Object – příprava tiskové podložky na odejmutí vyrobeného objektu.
Speed Multiply – nastavení rychlosti tisku.
Flow Multiply – nastavení rychlosti podávání materiálu.
Preheat PLA – příprava tiskové podložky a extrudéru na teplotu pro použití PLA vlákna.
Prehat ABS – příprava tiskové podložky a extrudéru pro použití ABS vlákna.
Cooldown – režim chlazení (zároveň vypnutí ohřevu tiskové podložky).
230V Output – zapnutí nebo vypnutí zásuvky v zadní části tiskárny.
Restart – restart systému.
Print File
Tisk objektu z SD / SDHC karty (nezobrazuje se v případě, že není vložena žádná SD karta).
Position – Poloha tiskové hlavy
Home all – návrat tiskových hlav do základní „Home“ pozice.
Home X – návrat tiskových hlav do základní pozice X osy.
Home Y – návrat tiskových hlav do základní pozice Y osy.
Home Z – návrat tiskových hlav do základní pozice Z osy.
Position X – tisková hlava je v přednastavené poloze osy X / zobrazení koncové pozice.
Position Y – tisková hlava je v přednastavené poloze osy Y / zobrazení koncové pozice.
Position Z – tisková hlava je v přednastavené poloze osy Z / zobrazení koncové pozice.
Position Extruder – manuální ovládání podávání tiskového materiálu / 1 mm = jeden stisk tlačítka / tato
funkce není k dispozici v případě, že došlo k předehřátí extrudéru.
Extruder
Temp. Bed: 0°C – manuální nastavení teploty pro tiskovou podložku.
Temp. 0 : 0°C – manuální nastavení teploty 0 °C extrudéru (například při výměně vlákna).
Temp. 1 : 0°C - manuální nastavení teploty 1 °C extrudéru (například při výměně vlákna).
Extruder 0 off – vypnutí ohřevu extrudéru 1.
Extruder 1 off – vypnutí ohřevu extrudéru 2.
Active Extruder – výběr provozu konkrétního (aktivního) extrudéru.
Position Extruder – manuální ovládání podávání tiskového materiálu / 1 mm = jeden stisk tlačítka / tato
funkce není k dispozici v případě, že došlo k předehřátí extrudéru.
Load Filament – režim vkládání vlákna / extrudér automaticky sníží teplotu a následně se aktivuje.
Unload Filament – vyjmutí vlákna / extrudér se automaticky aktivuje a poté navine vlákno.
Set E Origin – nastavení nové výchozí pozice
Fan Speed – Výkon ventilátoru
Fan Speed: 0% - zobrazení rychlosti ventilátoru.
Turn Fan off – vypnutí ventilátoru / zobrazí se, pouze je-li ventilátor zapnutý manuálně.
Fan to 25% - výkon (rychlost) ventilátoru na 25 %.
Fan to 50% - výkon ventilátoru na 50 %.
Fan to 75% - výkon ventilátoru na 75 %.
Fan to 100% - výkon ventilátoru na 100 %.
SD Card – Paměťová karta
Print File – tisk objektu ze souboru uloženého na paměťové kartě.
Delete File – odstranění souboru uloženého na kartě (po předchozím výběru souboru).
Page 5

Configuration
General Baudrate:115200 – konfigurace rychlosti přenosu dat z PC.
Acceleration Print X: 1000 – nastavení tiskové akcelerace osy X.
Feedrate Max X: 500 – max. rychlost osy X.
Z Calibration Scan Heat Bed – kalibrace tiskové podložky
Restore Defaults – přechod k původním (továrním) parametrům.
Stepper off [s]: 600 – čas, po jehož uplynutí dojde k vypnutí motoru.
0 = never – motor bude neustále zapnutý.
All off – nastavení doby pro vypnutí displeje
Beeper: On/Off – aktivace / deaktivace zvuků tlačítek
Extruder Offset X – konfigurace vzdálenosti obou extrudérů v X ose.
Extruder Offset Y – konfigurace vzdálenosti obou extrudérů v Y ose.
Print Y: 1000 – nastavení tiskové akcelerace osy Y.
Print Z: 100 – nastavení tiskové akcelerace osy Z.
Move X: 1000 – nastavení rychlosti pojezdu pro osu X.
Move Y: 1000 - nastavení rychlosti pojezdu pro osu Y.
Move Z: 100 - nastavení rychlosti pojezdu pro osu Z.
X/Y-Jerk : 10.0 – nastavení akcelerace os Y a Y po malých krocích.
Z-Jerk : 0.1 - nastavení akcelerace Z osy po malých krocích.
Max Y: 500 – max. rychlost osy Y.
Max Z: 50 – max. rychlost osy Z.
Home X: 165 – max. rychlost pro X osu z výchozí pozice.
Home Y: 165 - max. rychlost pro Y osu z výchozí pozice.
Home Z: 10 - max. rychlost pro Z osu z výchozí pozice.
Position Z – návrat do přednastavené pozice osy Z / koncová poloha.
Příprava tiskárny
Kalibrace
Kalibrace musí být provedena v době, kdy se v obou extrudérech nenachází žádný materiál.
V opačném případě může dojít k dosažení nepřesných údajů tiskárnou a tudíž i nesprávné
kalibrace. Odstraňte proto materiál (vlákno) z obou extrudérů (více v části „Vložení /
odstranění vlákna“). Provádějte pravidelnou kalibraci tiskárny. Kalibrace zajišťuje kvalitu
výsledného tisku. Kalibraci proveďte i po každém přemístění (přepravě) tiskárny, výměně
tiskové podložky nebo po každé aktualizaci firmware. Kalibrace však v žádném případě
nenahrazuje správné nastavení koncového spínače pro osu Z. Kalibrace slouží ke korekci
tisku v případě nepatrné nerovnosti tiskové podložky během provozu. Před spuštěním
kalibračního procesu ověřte, zda nejsou k dispozici nejnovější aktualizace (více v části
„Aktualizace software“).
Ujistěte se o tom, že tisková podložka je umístěna ve stejné úrovni u všech vymezovacích
šroubů a o tom, že extrudéry a jejich trysky jsou zcela prázdné. Údaje displeje zobrazené
v tomto návodu se mohou mírně lišit v závislosti na verzi používaného software.
Nastavení vzdálenosti mezi tryskou a topnou deskou
Během kalibračního procesu se
využívá pouze levého extrudéru
(při čelním pohledu na tiskárnu).
Vzdálenost mezi tryskou
a tiskovou podložkou musí být
přesně 0,3 mm.
Jako první přesuňte extrudéry do výchozí pozice (poloha pro
všechny osy). Změřte vzdálenost mezi levou tryskou extrudéru
a tiskovou podložkou. Pro měření použijte všech 5 poloh
(viz obrázek).
Nastavte vzdálenost mezi extrudérem a podložkou
na vzdálenost 0,3 mm. Použijte proto 3 vrstvy běžného papíru
do tiskárny (80 g/m2) a vložte jej mezi trysku levého extrudéru
a podložku (viz obrázek vpravo, obrázek je pořízen ze zadní
části tiskárny, proto je levý extrudér na snímku vyobrazen
vpravo). Zafixujte oba extrudéry a povolte středové šrouby
držáku extrudéru (na obrázku je označen v kroužku a ve
středu podložky). Ponechejte u extrudéru přiložené vrstvy
papíru. Pravý extrudér musí zůstat neustále v horní poloze.
V této chvíli dotáhněte středový šroub úchytu extrudéru a odstraňte vrstvy papíru.
Zabraňte mechanickému zatížení a poškození sklo-keramické tiskové podložky. V opačném případě
hrozí její nevratné poškození. Na takto způsobené poškození se nevztahuje záruka. Mechanická zátěž
a tlak na desku může navíc způsobit změnu její polohy.
Ohřev sklo-keramické desky (tiskové podložky) a levého extrudéru
Hlavní nabídka – stisk tlačítka OK Výběr „Extruder“ pravým navigačním tlačítkem
Potvrzení – stisknutí tlačítka OK Výběr „Temp. Bed“ a potvrzení tlačítkem OK
Následný výběr požadované teploty Výběr / nastavení teploty 100 °C, potvrzení OK
Výběr „Temp 0“ pomocí navigačního tlačítka Potvrzení výběru tlačítkem OK
Page 6

Výběr „120 °C“ pomocí navigačního tlačítka Potvrzení výběru pomocí tlačítka OK
Stisknutí navigačního tlačítka ◄ 2x Vyčkejte, dokud nedojde k zobrazení teploty
120 °C a teplota desky 100 °C
Během dalších 5 – 10 minut dojde ke stabilizaci teploty tiskové podložky.
Deska je poté připravena k dalšímu provozu. Poté stiskněte tlačítko OK.
Pomocí navigačního tlačítka přejděte k nabídce „Configuration“ a potvrďte stisknutím tlačítka OK
Vyberte „Z Calibration“ a výběr potvrďte stisknutím tlačítka OK
Potvrďte výběr nabídky „Scan Heat Bed“. Stiskněte tlačítko ► 2x pro přechod k dalšímu sub-menu.
Na displeji se zobrazí nabídka „Scan Heat Bed“. Systém tak následně provede geometrické proměření
sklo-keramické desky. To může trvat i několik sekund.
Poté co systém dokončí měření polohy tiskové podložky, přesune se hlava s extrudéry do výchozí
(„Home“) pozice a následně znovu zpět do středu desky. Zároveň se přitom automaticky vypne ohřev
tiskové podložky a extrudérů. Na displeji se následně zobrazí „Align Extruders“ (zarovnání extrudérů)
a systém tak signalizuje, že je zapotřebí provést seřízení i u druhého extrudéru. Uvolněte šroub
u druhého extrudéru a ponechejte oba extrudéry volně přesunout směrem k tiskové podložce. Tím
došlo k seřízení polohy obou extrudérů. Dotáhněte šroub u extrudéru. Pro ukončení procesu
seřizování stiskněte tlačítko ► (5) na klávesnici tiskárny. Na displeji se následně zobrazí „Scan
completed“ (načtení ukončeno), což znamená, že proces seřízení je dokončen a došlo k uložení
aktuálních hodnot a pozice. Dojde-li během procesu seřizování k zobrazení „Scan aborted“ (načítání
přerušeno) systém přerušil proces zarovnávání. V takovém případě vyhledejte možnou příčinu této
závady v části „Řešení problémů“ a poté spusťte celý proces znovu.
Vložení vlákna
Nasaďte cívku s vláknem na držák. Cívka se přitom musí vždy volně otáčet. Stiskněte držáky ložisek
(na obrázku označeny šipkami) a poté prostrčte vlákno skrze ložiskový držák.
Prostrčte vlákno do extrudéru až do konečné pozice.
Dbejte na to, aby vlákno bylo vedeno vždy v přímém
směru (od shora směrem dolů) mezi motorem
a ložiskem do otvoru u extrudéru. Při manuálním
zatažení vlákna nesmí docházet k jeho zaseknutí ani
deformaci. Zapněte tiskárnu. Na displeji se poté zobrazí
„Output Object“.
Před další výměnou, demontáží a vložením nového
vlákna se musí příslušný extrudér ohřát na příslušnou
teplotu. Tím dojde k odstranění zbylého, původního
vlákna z trysky extrudéru.
Vyhněte se dotyku nahřátého extrudéru!
Hrozí tak nebezpečí popálenin!
Po manuálním vložení / výměně a vyjmutí vlákna vyčkejte před spuštěním 3D tisku, dokud se extrudér
nezahřeje na požadovanou provozní teplotu. Zahřívání extrudéru trvá přibližně 1 minutu. V opačném
případě může dojít k nevratnému poškození (prasknutí) extrudéru. Během zahřívání extrudéru může
dojít k tvorbě páry a kouře. Nejedná se tak o žádnou závadu. Během tohoto procesu proto vždy
zajistěte dostatečné větrání prostor, kde tiskárnu používáte.
Vložení vlákna do levého extrudéru (extrudér 0)
V hlavním menu stiskněte OK. Pomocí navigačního tlačítka vyberte „Extruder“.
Page 7

Potvrďte stisknutím OK. Navigačním tlačítkem zvolte nabídku „Load Filament“.
Potvrďte OK.
Upozornění! U položky „Active
Extruder“ musí být v každém případě
nastavena hodnota „0“.
Tiskárna spustí automatický ohřev aktivního extrudéru (po zapnutí je to vždy extrudér 0 - levý).
Po zahřátí extrudéru na příslušnou teplotu je teprve možné další zpracování vlákna. Tento proces se
však po uplynutí určité doby automaticky ukončí a ohřev extrudéru se zastaví.
Vložení vlákna do pravého extrudéru (extrudér 1)
Následující postup pro vložení vlákna je alternativou k předchozí metodě. Vlákna však můžete vložit
do obou extrudérů stejným způsobem.
V hlavním menu stiskněte OK.
Pomocí navigačního tlačítka vyberte
„Extruder“.
Potvrďte stisknutím OK. Pomocí
navigačního tlačítka vyberte „Active
Extruder“.
Stiskněte OK. Jako aktivní bude
zvolen druhý extrudér (extrudér 1).
Vyberte nabídku „Temp 1“.
Potvrďte výběr stisknutím tlačítka
OK. Navigačními tlačítky nastavte
teplotu „200-300 °C (například při
použití materiálu PLA).
Potvrďte stisknutím OK.
Stiskněte 2x tlačítko ◄.
Tím přejdete do dalšího sub-menu.
Vyčkejte, dokud se extrudér
nezahřeje na nastavenou teplotu.
Následně stiskněte tlačítko pro
Tiskárna tím navine vlákno do extrudéru a je tím připravena k dalšímu provozu. V hlavním menu
posun vlákna „+“ (4).
a v nabídce „Extruder“ poté vyberte „Extruder 1 off“ a potvrďte stisknutím tlačítka OK. Tím dojde
k vypnutí ohřevu extrudéru. Procesu vložení vlákna do tiskárny je tak u konce. Stiskněte navigační
tlačítko ◄ 2x pro přechod zpět do hlavního menu.
Upozornění! Extrudér 1 musí být v každém případě vybrán jako aktivní extrudér. Vkládání vlákna je
možné stejně tak provést pomocí funkce „Load Filament“.
Výměna / Odstranění vlákna
Odstranění vlákna
Odstranění vlákna se provádí obdobně jako jeho vkládání. V hlavním menu „Extruder“ vyberte
nabídku „Unload Filement“. U aktivního extrudéru se automaticky spustí jeho ohřev. Zbytek vlákna
uvnitř extrudéru se vytlačí ven a stejně tak vlákno z cívky se vysune ven z extrudéru. Odstranění
vlákna však můžete provést i manuálně. Po ohřevu extrudéru použijte tlačítko pro zpětné odvíjení
vlákna „ –“ (4). Ponechejte však přitom zcela vyprázdnit trysku extrudéru tak, aby v něm nezůstalo
původní vlákno.
Výměna vlákna
Při výměně vlákna postupujte obdobně jako při jeho odstranění „Unload Filament“ a vkládání „Load
Filament“. Ať už provádíte výměnu vlákna podle postupu v nabídce „Load Filament“ nebo pomocí
tlačítek pro vysunutí / navinutí vlákna, ujistěte se o tom, že při tomto procesu dochází k vytlačování
vlákna působením mírného tlaku stisknutím ložiskových držáků s pružinami rovnoměrně na oba
extrudéry.
Zkušební tisk objektu z SD karty
Při použití PLA vlákna, doporučujeme opatřit tiskovou podložku lepicí páskou nebo speciální,
strukturovanou páskou. Zajistíte tím lepší přilnavost tištěného objektu k desce. Na trhu jsou
v současné době dostupné speciální pásky vyrobené přesně pro tyto účely. Alternativně však
můžete použít například běžný lak na vlasy nebo lepidlo UHU Magic.
Poznámka: Data pro tisk naleznete na přiložené SD kartě v adresáři GCODE. Hotové tiskové projekty
pak naleznete v adresáři PLA. V případě, že doposud nemáte žádné zkušenosti s tiskem při
použití ABS vlákna, doporučujeme se dokonale seznámit se všemi tiskovými technikami a nastavením
tiskárny. Teprve poté vyzkoušejte tisk prostřednictvím PLA vlákna.
V následujícím projektu je uveden příklad jednobarevného (monochromatického) tisku v režimu
„Single-Extruder“. V tomto režimu dochází k použití pouze jednoho, zpravidla levého extrudéru (0).
Požadujete-li vytisknout projekt pomocí pravého extrudéru, přejděte do nabídky „Extruder – Active
Extruder“ a potvrďte výběr stisknutím tlačítka OK. Tím dojde k přepnutí aktivního extrudéru 0 na
extrudér 1. Ve vybraném extrudéru pak musí být vloženo vlákno (doporučujeme vlákno typu PLA). Do
slotu v pravé části tiskárny pak vložte SD kartu.
Upozornění! Kontakty při vkládání paměťové karty musí směřovat nahoru! Při správném vložení
se SD karta ve slotu sama zajistí proti uvolnění. Pro opětovné vyjmutí karty, na kartu lehce zatlačte.
Karta poté nepatrně vystoupí ven ze slotu. Tiskárna automaticky SD kartu rozpozná a načte její
obsah. Před vyjmutím karty se přesvědčte, že právě neprobíhá tisk objektu uloženého na SD kartě.
V hlavním menu vyberte nabídku „SD Card“ a potvrďte stiskem OK. Následně vyberte „Print File“
a znovu potvrďte. Na SD kartě vyhledejte adresář GCODE – PLA – Heart.gcode – OK. Systém poté
přejde zpět do hlavního menu a spustí se ohřev tiskové podložky. Po zahřátí extrudéru se poté spustí
samotný tisk. Průběh ohřevu podložky je možné sledovat v horním řádku displeje, kde se zobrazuje
aktuální teplota.
Během tisku první centimetrů je možné vzdálenost mezi tiskovou podložkou a extrudéry manuálně
upravovat pomocí navigačních tlačítek (3). Jedná se přibližně o rozsah 0,2 mm (cca dvojnásobná
tloušťka oproti tloušťce běžného tiskového papíru 80 g/m2).
Po této úpravě se však vždy ujistěte, že nemůže dojít k vzájemnému kontaktu desky
a extrudérů. V opačném případě se může tiskárna zničit.
Vzdálenost mezi tiskovou podložkou a extrudéry je možné později nastavit prostřednictvím aplikace
(funkce Z-Kompenzace). Pro prvotní tisk objektů však bude postačující manuální nastavení.
V případě, že zpočátku nedojde k vytlačování vlákna z extrudéru, použijte tlačítko podavače vlákna
(4).
Během tisku může občas dojít k tomu, že se bude vlákno hromadit v podavači a cívce.
V takovém případě musí okamžitě dojít k jeho uvolnění. Pravidelně proto kontrolujte
a čistěte podavač a držák cívky. Jakékoliv mechanické omezení během tisku při
podávání vlákna může mít za následek výrazné zhoršení kvality tisku a výkonu tiskárny.
Vytvořený objekt ponechte vždy chvíli vychladnout. Objekt z desky odejměte teprve tehdy, kdy teplota
tiskové podložky, klesne pod 40 °C. Aktuální teplotu tiskové podložky pak odečtete z displeje.
Page 8

Obecné pokyny pro 3D tisk
Výsledná kvalita 3D tisku závisí na několika faktorech. Při prvním tisku však nelze dosáhnout
uspokojivých výsledků a maximální kvality.
Teplota extrudéru
Optimální teplota extrudéru závisí na použitém materiálu (vláknu) a síle tištěného materiálu.
Dbejte proto vždy pokynů výrobce vlákna, vzhledem k tomu, že optimální teplota se u jednotlivých
druhů vlákna může výrazně lišit. Při prvním tisku proto nastavte průměrnou teplotu z doporučovaného
teplotního rozsahu. Pro maximální kvalitu a optimalizaci tisku, vytvořte určitý objekt o stejné tloušťce
při různých teplotách extrudéru v odstupňovaných krocích po 5 °C. Získáte tím vlastní zkušenosti
s tiskem za různých teplot a při různé tloušťce tištěného objektu. V případě, že je nastavena příliš
vysoká teplota extrudéru, může docházet k tomu, že během tisku nedochází k optimálnímu chlazení
materiálu. Naopak je-li teplota extrudéru příliš nízká, může se stát, že výsledný objekt nebude
dokonale hladký a vytlačování vlákna během tisku nebude homogenní. Navíc pak nemusí dojít
k dokonalému spojení jednotlivých vrstev tištěného objektu.
Teplota tiskové podložky
Stejně tak i teplotu podložky je nezbytné volit v závislosti na použitém materiálu. Teplota podložky má
pak zásadní vliv na přilnavost objektu k podložce. Optimální teplota pro aplikaci PLA vlákna je
přibližně 60 °C. Zároveň je vhodné podložku opatřit speciální, strukturovanou páskou pro zvýšení
přilnavosti povrchu desky. Při použití ABS vlákna je pak zapotřebí daleko vyšších teplot. Při aplikaci
tohoto materiálu nastavte teplotu v rozmezí 120 – 130 °C. Vyšší teplota pak může vést k deformaci
objektu během tisku a navíc příliš pomalému chladnutí starších vrstev materiálu. Za nízkých teplot pak
materiál hůře přilne k povrchu desky.
Vrstva materiálu a jeho tloušťka
Nastavení tloušťky tištěné vrstvy určuje rozlišení a kvalitu tištěného objektu. V případě 3D tisku platí
pravidlo: čím tenčí jsou tištěné vrstvy, tím vyšší je jeho celková kvalita a naopak. Sami však
vyzkoušejte nastavení různých parametrů a jejich kombinaci pro získání co možná nejkvalitnějšího
tisku a uspokojivých výsledků.
Aplikace Repetier-Host
Obsáhnout všechny funkce této aplikace je nad rámec tohoto návodu. V případě potřeby proto
na stránkách výrobce www.repetier.com vyhledejte on-line nápovědu.
Na dodávané SD kartě a v adresáři „Repetier-Host“ naleznete příslušnou aplikaci
se základním nastavením tiskárny RF2000. Instalace pak již nevyžaduje žádné další
ovladače. Provádějte pravidelnou aktualizaci software. V případě, že používáte starší verzi
software, doporučujeme provést její odinstalaci a teprve poté nainstalujte novou verzi.
Tím však nedojde k odstranění starších konfigurací „Slicer“. Tato nastavení pak můžete
i nadále používat v nové verzi aplikace.
Software Repetier-Host disponuje následujícími funkcemi:
• Aplikace 3D tisku na tiskovou podložku
• Tvorba a rozdělení objektu při tisku v několika vrstvách (tisk po jednotlivých vrstvách)
• Přehled souborů s G-kódem a informací o chybovém stavu
• Odeslání tiskové úlohy nebo uložení dat na SD kartu v režimu „stand-alone“ tisku
• Monitoring kompletního tiskového procesu
• Konfigurace tiskárny a její nastavení pro použití specifických materiálů (vláken)
Instalace
Na SD kartě a v adresáři „Repetier-Host“ naleznete příslušný instalační soubor:
setupRepetierHostRenkfoce_x_x_x.exe (část „x_x_x“ v názvu instalačního souboru se liší v závislosti
na verzi software). Při instalaci uživatelské verze aplikace bude systém vyžadovat administrátorská
oprávnění. V takovém případě potvrďte výzvu instalátoru (výběr „Yes“). V opačném případě
se instalace ukončí. Zároveň je nezbytné provést instalaci sériového ovladače „Install serial driver“.
Instalace MS Windows®:
Podmínkou je instalace prvku Microsoft.Net Framework 4. Tento modul je však většinou součástí
operačního systému Windows®. Pravidelnou aktualizaci software provádějte na webu výrobce
www.repetier.com.
Instalace tiskárny
1) Konfigurace portu a přenosové rychlosti: PORT = COM3, Bitrate = 115200.
2) V nástrojové liště (v levém horním rohu) vyberte „Connection“ (připojení).
Po uplynutí několika sekund se ikona nástroje „Connection“ změní na zelenou a funkci
„Disconnect“. Tím došlo k úspěšnému připojení tiskárny do aplikace. Nyní je možné
provádět další manuální konfiguraci tiskárny.
Manuální ovládání
Jako první je zapotřebí provést nastavení koncové
polohy pro osy Z a Y. Po prvotním nastavení a před
prvním uvedením tiskárny do provozu tato nastavení
znovu zkontrolujte. Vyhnete se tím možnému poškození
tiskárny.
2 – přechod do základní „Home“ pozice tiskárny
3 – přechod do „Home“ pozice osy X
4 – přechod do „Home“ pozice osy Y
5 – přechod do „Home“ pozice osy Z
6 – pomocí navigačních tlačítek provedete manuální
nastavení. V závislosti na délce přidržení tlačítka pak dochází
k příslušnému nastavení na ukazateli (bargraf)
7 – výběr extrudéru
8 – Ovládání podavače vlákna vybraného extrudéru (extrudér
však musí být ohřátý na určitou teplotu)
9 – nastavení rychlosti tisku
10 – zapnutí / vypnutí ventilátorů. U pravého ventilátoru je možné ovládat rychlost otáček
11 – zapnutí / vypnutí ohřevu desky. Pravou část je možné spínat v závislosti na teplotě
12 – zapnutí / vypnutí ohřevu extrudéru 1 (levý), pravý je pak možné spínat v závislosti na teplotě
13 – zapnutí / vypnutí ohřevu extrudéru 2 (pravý)
Page 9

Vložení objektu do aplikace / Otevření nového projektu
Výběrem symbolu „+“ (vpravo hlavního okna) vložíte nový objekt. Vyhledejte požadovaný soubor
a potvrďte OK. Vybraný 3D objekt se zobrazí v náhledu hlavního okna. Aplikace umožňuje otevření
souborů typu *.stl, *.obj, *.3ds. Na dodávané SD kartě naleznete několik ukázkových 3D projektů ve
formátu *.stl. Obrovské množství projektů pak naleznete na internetu například na stránkách
www.thingiverse.com.
1 – uložení objektu
2 – vložení nového objektu, vložit je možné
více objektů najednou
3 – kopírování objektu (v jednom okně je
možné používat více objektů najednou)
4 – vystředění / zarovnání objektu v okně
5 – zrcadlová transformace objektu
6 – odstranění / vymazání objektu
7 – zoom objektu (díky této funkci je možné
kompenzovat rozměr tištěného objektu například u materiálu, který se při zpracování
smršťuje o 2 %. V takovém případě nastavte výchozí měřítko na hodnotu 1,02)
8 – otáčení objektu
9 – zobrazení průřezu objektu
Vložení objektu / 2-barevený tisk
Pro 2-barevný tisk se používají data běžných 3D
objektů. Na SD kartě pak naleznete soubory pro
2-barevný tisk (Cube_1.stl a Cube_2.stl – první pro
extrudér 1, druhý pro extrudér 2). Proveďte zarovnání
(vystředění) obou tiskových objektů. Předtím vybraný
objekt označte a poté vyberte příslušný nástroj (4).
Následně vyberte „Cube 2“ a proveďte záměnu
extrudéru 1 za extrudér 2.
Příprava před tiskem
Před samotným tiskem je nezbytné konfigurovat jednotlivé tiskové vrstvy „Slicer“.
Tiskárna zobrazí například následující parametry:
RF2000_PLA300_200_04_S
RF2000 = název a typ tiskárny, PLA – použitý materiál a jeho průměr 300 = 3 mm, síla vrstvy 200 µm
(0,2 mm), 04 průměr trysky extrudéru = 0,4 mm, S = single extruder.
V případě výběru dvoubarevného tisku je pak nezbytné nastavení koncového parametru „D“ = Dual
Extruder.
Hodnoty polí „Print settings“ a „Printer settings“ musí být vždy shodné.
V další části okna můžete provádět vlastní uživatelská nastavení. Výběrem „Slice with Slic3r“ přejdete
k volbě vrstev.
Nastavené a vypočtené hodnoty se následně zobrazí v okně (vpravo hlavního okna). Tento přehled
slouží pro závěrečnou kontrolu před samotným tiskem. Vlevo hlavního okna je nástrojová lišta.
Výběrem „G-code edit“ dojde k otevření editoru, ve kterém můžete provádět úpravy zdrojových dat.
Změnou dat pak dochází k samotné úpravě tiskových parametrů (vrstev).
Příprava před tiskem dvoubarevných objektů
Nastavte počet použitých extrudérů, například 2 „D“ (Dual Extruder). V případě, že se zobrazí
informace „At least one object is out of print area“ (nejméně jeden objekt je mimo oblast tisku), vyberte
„No“.
Krychlový tvar je optimální pro úpravu offsetového nastavení pro osy X a Y.
Nastavení těchto funkcí „Extruder Offset X / Y“ naleznete v nabídce
„Configuration – General“. Parametry pro osy X a Y upravují vzdálenost
obou extrudérů. Nastavení osy X určuje vzájemnou vzdálenost obou
extrudérů při tisku objektu z boku. Osa Y potom upravuje polohu při tisku
v zadní a přední části objektu.
Upozornění! Levý extrudér je vždy referenční (extruder 0)!
Tisk
Tisk objektu je možné provést celkem dvěma způsoby:
• Uložením dat na SD kartu a samostatný tisk v režimu stand-alone. Data jsou ukládány ve formátu
*.gcode. Stejným způsobem můžete uložit zdrojová data v G-Code editoru.
• Další možnost je přímý tisk z flash disku připojeného do USB portu počítače.
• Před spuštěním tiskové úlohy pomocí jednoho extrudéru (single) zkontrolujte, který extrudér je
právě aktivován. V případě použití obou extrudérů (dual) pak nastavení nehraje žádnou roli.
Nastavení provedete v nabídce „Manual Controll“.
Extruder 1 (v aplikaci / manuální ovládání) = Extruder 0 (tisk / G-Code) = vlevo (při čelním pohledu)
Extruder 2 (v aplikaci / manuální ovládání) = Extruder 1 (tisk / G-Code) = vpravo
Před tiskem můžete pomocí funkce „Print review“ zobrazit náhled tištěného objektu. Výběrem „Print“
(4) pak zahájíte samotný tisk. Během tisku se v podokně zobrazují aktuální informace o probíhající
tiskové úloze. Zobrazit navíc můžete i aktuální teplotu v grafickém přehledu. Při tisku prvního
centimetru objektu je možné manuálně upravovat vzdálenost (cca 0,2 mm) extrudéru a tiskové
podložky pomocí příslušných navigačních tlačítek.
Při manuální úpravě této vzdálenosti dbejte na to, aby nikdy nedošlo k vzájemnému
kontaktu extrudéru a podložky. V opačném případě hrozí vážné poškození tiskárny.
Použijete-li funkci „Heat Bed Scan“ tiskárna zajistí optimální nastavení vzdálenosti mezi extrudéry
a deskou zcela automaticky. Pakliže si všimnete toho, že z trysky extrudéru nevychází žádné vlákno,
stiskněte tlačítko podavače vlákna „+“ (4). Při použití PLA vlákna a tisku velmi malých objektů
doporučujeme v každém případě použití speciální krycí pásky (popřípadě použití běžného laku na
vlasy). Tím dojde ke zvýšení přilnavosti objektu k tiskové podložce. Po ukončení tisku ponechejte
objekt dostatečně vychladnout a z desky jej odstraňte až ve chvíli, kdy její teplota klesne pod 40 ºC.
Údaje o aktuální teplotě desky naleznete na displeji. Pro lepší odstranění objektu z desky můžete
použít žiletkovou škrabku popřípadě speciální nůž. Počínejte si přitom obzvláště opatrně, aby přitom
nedošlo k poškození tiskové podložky a tiskárny.
Zabraňte mechanickému tlaku na tiskovou podložku, v případě že je horká.
Hrozí tak nebezpečí prasknutí podložky!
Další tiskové funkce
V následující části naleznete popis nastavení, která by měli měnit pouze zkušení uživatelé.
Nevhodné nastavení může způsobit poškození tiskárny popřípadě výstup nekvalitních
objektů. V případě, že sami doposud nemáte větší zkušenosti s 3D tiskem, použijte základní
nastavení, které je součástí uživatelské „Custom“ konfigurace.
Provedené změny v nastavení uložíte výběrem příslušného symbolu (1) v nástrojové liště. Názvy pro
uložení vlastní konfigurace doporučujeme volit tak, aby odpovídaly příslušnému nastavení (například
druh použitého vlákna, rozlišení). V pravém okně klikněte na záložku „Slicer“ a zvolte „Configuration“.
Page 10

Nastavit můžete následující parametry: tloušťka (síla) vrstvy, tloušťka prvních vrstev, počet vrstev,
aktivace tvorby dutých těles (například vázy), směr tvorby vrstev (sestupně / vzestupně), výplň objektů
(0 – 100 %), vzor pro vyplnění první a poslední vrstvy.
Loops – jsou kruhy, které jsou tiskárnou vytvářeny v úvodu tisku a slouží pro lepší stabilizaci
materiálu před tiskem samotného objektu. Číselné hodnoty představují výšku, vzdálenost od objektu
a minimální délku vlákna.
Brim – je okraj, který se aplikuje přímo na samotný tištěný objekt pro zvýšení povrchové teploty, čímž
dochází k celkovému zlepšení přilnavosti k tiskové desce.
Suport material – výběr a přizpůsobení speciálního podpůrného materiálu při tisku složitých a dutých
objektů (s určitým sklonem). Z počátku však doporučujeme tisk jednodušších objektů bez použití
podpůrného materiálu.
Speed – nastavení a úprava rychlosti tisku. Hodnoty však upravujte vždy jen v malých krocích.
Filament Settings – nastavení průměru vlákna a odchylka v průměru tolerance uváděná výrobcem.
V případě, že výrobce tyto hodnoty neudává, použijte šupléru a změřte vlákno na 10 různých místech.
Z naměřených hodnot poté vypočtěte průměr a použijte tuto hodnotu v nastavení.
Temperature – nastavení teploty extrudéru a tiskové podložky pro první a další vrstvy.
Pro nastavení teploty však vždy dbejte doporučení výrobce vlákna. Optimální teplota se liší v závislosti
na doporučení výrobce, použitém materiálu a samotné aplikaci. Při úpravě teploty pak postupujte vždy
velmi opatrně a hodnoty navyšujte / snižte po malých krocích (například 5 ºC). První vrstva by měla
být tištěna vždy za vyšších teplot. Zajistíte tím výrazně lepší přilnavost materiálu k tiskové podložce.
Cooling / Fan speed – konfigurace automatického chlazení pomocí ventilátorů u použitých extrudérů
/ rychlosti otáček ventilátorů.
General – geometrické údaje základní desky
Custom G-Code – počáteční kód, který obsahuje spouštěcí a jiné příkazy pro 3D tisk (například
optimalizace Z osy). Hodnoty pro měrné jednotky (vzdálenost desky a extrudérů) jsou zobrazovány
v mm. Pro převod na mikrometry hodnotu vynásobte číslem 1000. Příkaz pro optimalizaci Z-osy může
vypadat například takto: MS3006 S-100 (hodnota -100 je v tomto případě 100 µm nebo 0,1 m).
Podrobné informace k problematice G-kódu naleznete na webu www.reprap.org/wiki/G-code.
Následující G-kód slouží pro ovládání LED osvětlení tiskárny. Kód je pak možné připojit například
na začátek a konec celého programového řetězce nebo jeho určité části.
Příklad:
M3308 P0 ; switch the lights off
G4 S5 ; wait 5 seconds
M3308 P1 ; switch the lights to white
G4 S5 ; wait 5 seconds
M3307 P1 S255 ; set the red component of the manual color to 255
M3307 P2 S0 ; set the green component of the manual color to 0
M3307 P3 S0 ; set the blue component of the manual color to 0
M3308 P3 ; switch to the manual color (= red)
G4 S10 ; wait 10 seconds
M3307 P2 S255 ; set the green component of the manual color to 255
G4 S10 ; wait 10 seconds
M3307 P1 S0; set the red component of the manual color to 0
G4 S10 ; wait 10 seconds
M3307 P3 S255 ; set the blue component of the manual color to 255
G4 S10 ; wait 10 seconds
M3307 P2 S0 ; set the green component of the manual color to 0
G4 S10 ; wait 10 seconds
M3307 P1 S255 ; set the red component of the manual color to 255
G4 S10 ; wait 10 seconds
M3307 P3 S0 ; set the blue component of the manual color to 0
G4 S10 ; wait 10 seconds
M3308 P2 ; switch the lights to automatic
G4 S10 ; wait 10 seconds
Retraction – konfigurace zatažení vlákna v případě přesunu extrudéru do jiného místa tisku.
Aplikace Cura
Aplikace Cura byla vyvinuta speciálně pro řešení tiskových úloh 3D objektů. Program je velmi
jednoduchý a vhodný zejména pro uživatele, kteří doposud nemají dostatek zkušeností s 3D tiskem.
Přejděte na portál www.ultimaker.com kde stáhnete instalační soubor aplikace. Instalace software
proběhne pomocí automatického průvodce.
V nabídce „File – Machina settings“ nastavíte komunikační port tiskárny a jeho přenosovou rychlost.
Příslušný port můžete nalézt pomocí systémových, ovládacích panelů (COM nebo LPT).
Zadejte uvedené hodnoty (obrázek výše) a nastavení potvrďte výběrem OK. V hlavním menu vyberte
„File – Open Profile“a vyhledejte požadovaný konfigurační soubor aplikace. Soubor „Settings.ini“
(naleznete jej v adresáři „Cura“ na SD kartě) obsahuje výchozí konfiguraci aplikace. Konfiguraci
aplikace však můžete upravovat a poté uložit do vlastního profilu.
Režim rychlého tisku Quick Print Mode
V nabídce „Expert“ vyberte „Switch to quickprint…“. Aplikace v té chvíli nabízí uživatelsky velmi
jednoduché prostředí, které nevyžaduje žádné další složité nastavení pro tisk. Režim rychlého tisku je
vhodný především pro prvotní seznámení se s různými funkcemi tiskárny. V tomto režimu však není
možné použití G-kódu pro začátek a konec programového řetězce. Stejně tak nelze v režimu rychlého
tisku provádět kalibraci osy Z.
1 – výběr kvality tisku (pomalejší tisk je
kvalitnější)
2 – výběr použitého vlákna a jeho průměru
3 – použití podpůrného materiálu
4 – načtení uložených 3D dat pro tisk
5 – spuštění tisku
6 – výběr náhledu během tisku
Page 11

Spuštění tisku
Vyberte nástroj „Print“ (5). Spuštění tisku poté potvrďte v následujícím okně.
Režim Expert
V hlavní nabídce vyberte „Expert – Switch to full settings…“. Následné prostředí umožňuje provádět
daleko složitější konfiguraci. Tento režim je však vhodný pro použití pouze zkušenými uživateli.
1 – síla / tloušťka tiskových vrstev
2 – síla vnější vrstvy objektu
3 – tloušťka spodní a horní vrstvy
4 – hustota výplně
5 – rychlost tisku
6 – teplota extrudéru
7 – teplota desky
8 – výběr z několika různých podpůrných materiálů
9 – výběr tiskových struktur v okolí objektu (ochrana před
uvolněním z desky, zpevnění hran)
10 – průměr (průřez) vlákna
11 – objem toku vlákna
Aktualizace firmware
Doporučujeme provádět pravidelnou aktualizace software.
Soubor s aktualizacemi pro tiskárny typu RF1000 / 2000
naleznete na portále:
https://github.com/RF1000/Repetier-Firmware.
Aktualizace „Master“ je konečná verze software. Verze
„Development“ představuje aktuálně vyvíjený software.
Připojte tiskárnu k počítači, do jehož portu je
připojen flash disk s aktualizacemi. Použijte
aplikaci Arduino verze 1.6.5 (na SD kartě).
Stáhněte soubor s aktualizacemi „DownloadZIP“ a extrahujte jej do adresáře. Z flash disku spusťte
aplikaci Arduino. V hlavní nabídce vyberte „Options – Platine – Arduino/Genuino Mega nebo Mega
2560“. Následně ve stejné nabídce zvolte „Procesor“ a „ATmega2560 (Mega 2560)“. V položce „Port“
pak vyberte příslušný komunikační port. V nabídce „File“ otevřete soubor „repetier.ino“ z adresáře
firmware. V dalším okně pomocí šipky proveďte přenos nového firmware do tiskárny.
Během instalace software nesmí dojít k vyjmutí flash disku! V opačném případě by mohlo dojít
k nevratnému poškození flash disku nebo interních komponentů tiskárny.
Po úspěšném ukončení instalace nového firmware proveďte restart tiskárny. Verze aktualizovaného
software se během spouštění krátce zobrazí na displeji.
Údržba a čištění
Pravidelně a před každým uvedením do provozu kontrolujte, zda nedošlo k mechanickému poškození
tiskárny a jejího přívodního kabelu. Nikdy tiskárnu neuvádějte do provozu v případě, že vykazuje
viditelná poškození, správně nefunguje, byla po delší dobu vystavena nepříznivým podmínkám během
uskladnění nebo přepravě. Před dalším spuštěním proto ponechejte zařízení zkontrolovat
v autorizovaném servisu. Před čištěním a údržbou vždy odpojte tiskárnu od síťového zdroje.
Povrch tiskárny a volně přístupných částí můžete zbavovat prachu a nečistot pomocí jemného
popřípadě pouze mírně navlhčeného hadříku nebo kartáčku. Veškeré opravy pak svěřte výhradně
autorizovanému servisu!
Nebezpečí popálení! Zabraňte kontaktu s horkou tryskou extrudéru!
Vnější část trysky extrudéru čistěte po každém použití pomocí papírových ručníků. Čištění trysky musí
probíhat v době, kdy je tryska horká. Před čištění vnitřní části trysky použijte tlačítka podavače vlákna
a několikrát posuňte vlákno tam a zpět, dokud bude z trysky vycházet materiál. Pro čištění trysek
extrudéru doporučujeme používat speciální sady s mini bity a speciálními komponenty.
Čištění tiskové podložky
Před každým čištěním ponechejte desku zcela vychladnout. Povrch desky čistěte po každém použití
pomocí měkkého hadříku a šetrného čisticího prostředku pro zbavení nečistot a mastnoty.
Bezpečnostní opatření
Při výměně pojistky použijte vždy pojistku shodného typu (více v části Technické údaje).
V žádném případě tiskárnu neprovozujte bez pojistky za použití přemostění / proklemování!
Před výměnou pojistky odpojte zařízení od zdroje. Výměnu pojistky přenechejte
kvalifikovanému odborníkovi!
Kontrola stavu řemene
Provádějte pravidelnou kontrolu napnutí hnacího řemene a v případě potřeby znovu
dotáhněte napínací kladky tak, aby neustále bylo možné řemenem otáčet volně dvěma prsty o 180°.
Dbejte však na to, aby řemen nebyl nikdy extrémně napnutý!
Postup pro optimální napnutí řemene
Použijte břemeno o hmotnosti 1 kg (například PET lahev s vodou) a provázek.
Zafixujte tiskovou podložku pomocí dvou plastových šroubů (křídlové matice PA 6,6 M4 x 6,
které jsou součástí dodávky) tak, aby nemohlo během manipulace s tiskárnou dojít k pohybu
podložky. Tiskárnu umístěte na vhodnou a měkkou podložku. Zabráníte tím mechanickému
poškození povrchu pracovního stolu a tiskárny.
Nakloňte tiskárnu (směrem k přední části tiskárny) a připevněte břemeno do středové části řemene
pro osu X. Zajistěte, aby břemeno bylo volně svěšené. Vzdálenost mezi oběma částmi řemene pak
musí být přesně 28 mm. V případě potřeby proveďte úpravy a dotažení napínacích kladek tak, aby
bylo dosaženo odpovídající vzdálenosti.
Page 12

Nakloňte tiskárnu na pravý bok a připevněte břemeno na řemen osy Y. Hlava s extrudéry musí v této
poloze zůstat nahoře. Zajistěte ji proto předtím pomocí stahovacích pásků. Použité břemeno musí být
znovu volně svěšené. Vzdálenost mezi oběma částmi řemene musí být přesně 30 mm.
Nakloňte tiskárnu na zadní stranu a odstraňte její spodní kryt. Na řemen osy Z připevněte závaží.
Zajistěte, aby břemeno bylo volně svěšené (provázek se musí dotýkat krytu napájecího modulu).
Vzdálenost mezi oběma částmi řemene musí být v tomto případě přesně 41 mm.
Výměna trysky extrudéru
Pozor! Nebezpečí úrazu popálením! Zabraňte přímému
dotyku s horkou tryskou!
Před výměnou trysky je nezbytné zahřát extrudér na příslušnou teplotu
(v závislosti na použitém vlákně). Odstraňte veškerý materiál, který se
nachází uvnitř trysky (více v části Údržba a čištění).
Uvolněte a odšroubujte trysku extrudéru (1) pomocí dodávaného klíče
(2). Při uvolňování zajistěte trysku proti deformaci v místě na obrázku
označeném šipkou.
Zajistěte, aby výměna trysky byla prováděna vždy v době, kdy je tryska ohřátá na
příslušnou teplotu. V opačném případě může dojít k nevratnému poškození extrudéru!
Očistěte závity extrudéru vhodným prostředkem (například mosazným kartáčem). Původní těsnění
vyměňte vždy za nové. Při nasazování těsnění znovu dbejte na to, aby nedošlo k deformaci /
překroucení extrudéru. Našroubujte novou trysku extrudéru. Nedotahujte však přitom trysku extrémní
silou. Do extrudéru poté vložte nové vlákno. Teprve poté vypněte ohřev extrudéru a ponechte jej zcela
vychladnout.
Řešení problémů
Tato 3D tiskárna byla vyrobena v souladu se všemi platnými a bezpečnostními předpisy.
Jedná se o provozně vysoce spolehlivé zařízení. Pokud se však i přesto vyskytnou určité poruchy,
vyhledejte nejprve jejich možnou příčinu v následující části. Při odstraňování potíží přitom vždy dbejte
všech bezpečnostních předpisů a norem!
Po zapnutí tiskárna nefunguje / osvětlení displeje a tiskové komory zůstává zhasnuté.
Znovu ověřte správné připojení tiskárny ke zdroji. Ponechejte ověřit stav použité elektrické zásuvky
odborníkem a interní pojistky v tiskárně.
Nedošlo k propojení tiskárny a PC pomocí USB rozhraní.
Ověřte kontaktní připojení USB kabelu v obou zařízeních a to, zda je v aplikaci konfigurován správný
komunikační port. V případě potřeby instalujte nejnovější ovladače. Odpojte kabelové připojení
a restartuje PC i tiskárnu. Použijte jiný, volný USB port. Tiskárnu připojte přímo do USB portu
počítače. Nepoužívejte žádné rozbočovače (USB Hub).
Došlo k přerušení kalibrace desky / Na displeji se zobrazí „Scan Aborted“.
Během kalibračního procesu nesmí být na desce žádný materiál. Odstraňte proto zbylý materiál
z desky a spusťte kalibraci znovu. Na vnější části extrudéru se nesmí nacházet žádné vlákno. Znovu
proveďte konfiguraci koncové polohy pro osu Z. Vzdálenost mezi tiskovou podložkou a tryskou
extrudéru je příliš velká. Spusťte proto nový kalibrační proces. Zapotřebí může být instalace nových
tenzometrů (DMS). Při výměně tenzometrů přitom postupujte následovně: Nejprve si poznamenejte
naměřené hodnoty tenzometrů (hodnota „F“ v hlavní nabídce). Přitlačte hlavu s extrudéry zprava
a zleva, stejně tak i shora a zespodu proti tenzometrům a držáku extrudérů. Po uvolnění by mělo dojít
k návratu extrudérů do přibližně stejné, původní pozice. Rozdíl mezi původní a aktuální hodnotou by
neměla přesáhnout více, než 10 digitů. Následně přesuňte hlavu s extrudéry zprava doleva.
Hodnota tenzometrů by měla být přibližně stejná v každé poloze Y osy (max. odchylka 10 digitů).
Pakliže se u některé vzdálenosti zobrazuje větší odchylka, uvolněte šrouby tenzometrů a upevněte
je do rovnoměrné pozice. Během tohoto procesu nesmí být v extrudérech vloženo vlákno!
Ověřte, zda se kryt hlavy extrudérů (hotend) nedotýká jiných komponentů. V případě potřeby uvolněte
šrouby u držáku extrudérů a podavače vlákna a umístěte ji do takové polohy, při které nemůže dojít
k žádnému kontaktu s jinými částmi tiskárny.
V tisku se objevují různé chyby.
Zkontrolujte stav extrudérů a nastavení teploty pro jejich ohřev. Zároveň se přesvědčte, zda je použito
vhodné vlákno pro tisk příslušného objektu. Teplotu vždy měňte ve velmi malých krocích (například po
5 °C). Tiskovou úlohu spusťte až ve chvíli, kdy dojde k ohřevu tiskové podložky na přednastavenou
teplotu. Ověřte správnou vzdálenost extrudérů a desky a v případě potřeby proveďte kalibraci osy Z,
případně nastavte přesnou vzdálenost na začátku tisku pomocí ovládacích tlačítek.
Doporučujeme použití jednodušších tiskových aplikací. Pravidelně kontrolujte, zda použitý počítač
a jeho operační systém neobsahuje škodlivé programy (viry). Vyzkoušejte tisk objektu přímo z SD
karty. Ujistíte se tak o tom, že systém tiskárny není příčinou možných problémů
způsobených počítačovými viry v PC.
Podavač nedodává dostatečné množství vlákna / dochází k odtržení vlákna.
Ověřte použití vhodného vlákna pro příslušnou aplikaci. Zajistěte, aby cívka s vláknem nebyla nijak
omezena při otáčení. Je nastavena příliš nízká teplota extrudéru pro konkrétní typ vlákna.
Zkontrolujte, zda vlákno správně doléhá do podavače. Při prokluzování vlákna dotáhněte stavěcí
šroub na hřídeli motoru. Vlákno musí do extrudéru vstupovat bez jakéhokoliv omezení a v přímém
směru. Pokud je to nezbytné, upravte polohu držáku extrudéru. Dojde-li k ucpání trysky extrudéru,
spusťte ohřev extrudéru na nepatrně vyšší teplotu a poté manuálně vložte a vytáhněte vlákno do / z
Page 13

extrudéru, dokud nedojde k vytlačení zablokovaného kusu vlákna. Zajistěte vždy ohřev extrudéru
na teplotu podle specifikace uváděnou výrobcem vlákna.
Přerušení tiskové úlohy.
Ověřte nastavení aplikace v PC. Počítač během tisku nesmí přejít do úsporného režimu / režimu
spánku (vypnutí napájení pevného disku).
Vytištěný objekt dostatečně nepřilnul k tiskové podložce.
Nastavená teplota pro tiskovou podložku není optimální. Upravujte proto teplotu desky postupně ve
velmi malých krocích, dokud nedosáhnete požadovaného výsledku. Před tiskem složitých objektů
ponechejte desku ohřát po dobu alespoň 15. minut. Povrch keramické desky musí být vždy dokonale
čistý. Nečistoty na desce mohou způsobit nerovnoměrné rozložení teploty a tím i zhoršení tepelných
vlastností desky. Povrch desky čistěte vhodnými prostředky (například aceton pro odstranění
mastnoty). Použijte speciální pásku pro zvýšení přilnavosti tištěného objektu k povrchu desky
(popřípadě lak na vlasy). Před odstraněním objektu z desky vyčkejte, dokud její teplota neklesne pod
40 °C. Pro odstranění objektu použijte vhodný prostředek (například žiletkovou škrabku nebo speciální
nůž).
Recyklace
Elektronické a elektrické produkty nesmějí být vhazovány do domovních odpadů.
Likvidujte odpad na konci doby životnosti výrobku přiměřeně podle platných
zákonných předpisů.
Šetřete životní prostředí! Přispějte tak k jeho ochraně!
Technické údaje
Zdroj napájení 230 V AC 50 Hz
Výkon / spotřeba tiskárny max. 1500 W
Výkon topné desky 450 W
Pojistka T6, 3AL/250 V (5 x 20 mm, pomalá charakteristika)
Výrobní proces FFF / FDM
Tisková komora 230 x 180 x 200 mm
Tloušťka tiskové vrstvy 0,05 – 0,3 mm
Průřez trysky extrudéru 0,4 mm
Kompatibilní materiály ABS, PLA, PVA, EcoPLATM, Taulman, Layrick, Bendlay,
Laywood-D3, HIPS a smartABS
Teplota extrudéru 120 – 270 ºC
Teplota desky 55 – 160 ºC
Rozhraní USB 2.0 a slot pro SD kartu
Rozměry tiskárny 375 x 500 x 410 mm
Hmotnost 19,5 kg
Pokud si nebudete vědět rady, jak tuto 3D tiskárnu správně používat a v tomto návodu
k obsluze nenaleznete potřebné informace, obraťte se na naši technickou podporu, nebo
požádejte o radu zkušenějšího odborníka.
Překlad tohoto návodu zajistila společnost Conrad Electronic Česká republika, s. r. o.
Všechna práva vyhrazena. Jakékoliv druhy kopií tohoto návodu, jako např. fotokopie, jsou předmětem souhlasu společnosti
Conrad Electronic Česká republika, s. r. o. Návod k použití odpovídá technickému stavu při tisku! Změny vyhrazeny!
© Copyright Conrad Electronic Česká republika, s. r. o. REI/3/2016
 Loading...
Loading...