


3D tiskárna RF100 v2
Obj. č. 154 82 86
Vážený zákazníku,
děkujeme Vám za Vaši důvěru a za nákup 3D tiskárny.
Tento návod k obsluze je nedílnou součástí tohoto výrobku. Obsahuje důležité pokyny k uvedení
výrobku do provozu a k jeho obsluze. Jestliže výrobek předáte jiným osobám, dbejte na to, abyste
jim odevzdali i tento návod k obsluze.
Ponechejte si tento návod, abyste si jej mohli znovu kdykoliv přečíst.
Důležitá bezpečnostní opatření
Účel použití
Tato 3D tiskárna je dodávána již plně sestavená a je proto připravena k okamžitému použití.
Veškeré tiskové operace pak můžete ovládat z počítače prostřednictvím kompatibilní aplikace
a monitoru nebo přímo na tiskárně prostřednictvím integrovaného displeje a multifunkčního ovladače.
Speciální úprava povrchu tiskárny zaručuje její dlouhou životnost a poskytuje tak zároveň ochranu
před vnějším poškozením. V tiskárně můžete vytvořit a vytisknout 3D objekty až do velikosti
120 x 120 x 120 mm. 3D objekt je během tisku podsvícen jasným LED světlem. Díky tomu můžete
pohodlně sledovat celý průběh tisku. Na dodávané paměťové SD kartě je více, než 100 již hotových
3D objektů, které můžete v několika málo jednoduchých krocích vytisknout. Tiskárnu připojte
k síťovému zdroji 100 – 240 V AC, 50-60 Hz. Tuto 3D tiskárnu smíte používat pouze uvnitř budov
a jejich suchých prostor. Kontakt s vlhkostí může způsobit nevratné poškození celého zařízení.
Z bezpečnostních a licenčních důvodů (CE) nikdy neprovádějte žádné modifikace tohoto výrobku
ani zásahy do jeho konstrukčních vlastností a výkonu. V případě použití této 3D tiskárny k jiným,
než uvedeným účelům, může dojít k jejímu nevratnému poškození. Zároveň přitom hrozí riziko zkratu,
požáru nebo úrazu elektrickým proudem!
Všechny názvy společností a jejich výrobků jsou obchodní značkou jejich příslušných vlastníků.
Všechna práva vyhrazena.
Symbol blesku uvnitř trojúhelníku upozorňuje na vážné riziko ohrožení života
nebo zdraví v důsledku úrazu elektrickým proudem!
Symbol vykřičníku představuje varování před riziky spojenými s používáním,
funkcí nebo obsluhou tohoto výrobku.
Varování před horkým povrchem! Při dotyku s takto označenými částmi může dojít
k úrazu popálením.
Varování před vznikem úrazu v případě, že si obsluha tiskárny nebude počínat během
provozu obzvlášť opatrně. Během samotného tisku proto zabraňte vkládání rukou
do takto označených částí.
Varování před vznikem úrazu, způsobeným pohybem řemenice a jiných pohyblivých
částí.
Takto označený výrobek smí být používán výhradně uvnitř budov a v jejich suchých a
čistých prostorách.
Pokyny uvedené v tomto návodu k obsluze, kterými se musí obsluha 3D tiskárny řídit.
Symbol šipky označuje důležité provozní informace, pokyny a tipy proto jakým
způsobem výrobek správně používat.
Tento návod k obsluze je nedílnou součástí tohoto výrobku. Obsahuje všechny
důležité informace proto, jakým způsobem tento výrobek uvést do provozu,
bezpečně jej obsluhovat a provádět jeho údržbu a čištění. Návod uchovejte pro
případ jeho pozdějšího použití. Pakliže předáte tento výrobek třetím osobám,
nezapomeňte jim předat i tento návod k obsluze.
Důležitá bezpečnostní opatření
Při obsluze 3D tiskárny si počínejte vždy velmi opatrně a dbejte přitom všech pokynů
uvedených v tomto návodu k obsluze. V případě nerespektování všech bezpečnostních pokynů
a ostatních informací hrozí nebezpečí úrazu a riziko vzniku škod. Za takto vzniklé škody
výrobce nepřebírá žádnou odpovědnost. Zároveň přitom dochází k zániku záruky.
Při provozu tiskárny zároveň dbejte všech aktuálně platných bezpečnostních předpisů.
Obsluha této 3D tiskárny se musí předem podrobně seznámit s tímto návodem k obsluze.
Výrobek není žádná hračka a nepatří tak do rukou malých dětí. Obsluha tiskárny není určena osobám
(včetně dětí) s fyzickým, duševním nebo senzorickým omezením nebo osobám bez dostatečných
zkušeností a znalostí. To neplatí pokud jsou takové osoby pod neustálým dohledem dostatečně
způsobilé osoby, odpovědné za jejich bezpečnost. Nikdy neponechávejte volně ležet obalový materiál.
Může se stát nebezpečnou hračkou pro děti nebo domácí zvířata. Tiskárnu chraňte před zdroji
extrémních teplot, dopadem přímých slunečních paprsků, vibracemi a prachem. Zabraňte externímu
mechanickému namáhání a pádu tiskárny. Nikdy tiskárnu neprovozuje v prostředí s výskytem
nebezpečných plynů a výparů chemikálií. Všechny konstrukční části tiskárny byly vyrobeny
s maximální přesností. Nikdy proto při obsluze tiskárny nevyvíjejte extrémní úsilí. V případě
jakéhokoliv viditelného poškození tiskárny nebo jejích kabelů, zařízení neuvádějte do provozu
a zabraňte jejímu dalšímu použití. Tiskárnu dále neprovozujte ani v případě, že správně nefunguje
nebo byla vystavena nepříznivým podmínkám během přepravy nebo dlouhodobého uskladnění.
Tato 3D tiskárna je určena pouze pro provoz v mírném klimatu. Některé části se během provozu
zahřívají na velmi vysoké teploty. Po dotyku s takovými částí hrozí popálení! Za provozu dbejte,
aby nedošlo k úrazu v důsledku kontaktu s pohyblivými částmi tiskárny. Počínejte si proto vždy
obzvlášť opatrně! Za provozu na tiskárnu nikdy nepokládejte žádné předměty ani nádoby s kapalinami
a tiskárnu ani ničím nezakrývejte. V opačném případě hrozí nebezpečí přehřátí interních,
elektronických komponentů tiskárny a její nevratné poškození! Tisková tryska má za provozu
velmi vysokou teplotu. Nikdy se jí proto nedotýkejte. Před její výměnou vždy vyčkejte, než tiskárna
dostatečně vychladne. Za provozu tiskárnu v žádném případě nepřemisťujte. Před jejím přemístěním,
přepravou nebo uskladněním tiskárnu nejprve vypněte a ponechejte řádně vychladnout.
Tiskárnu nikdy nepoužívejte ve venkovním prostředí nebo vlhkém prostředí. V případě vniknutí kapalin
nebo vlhkosti dovnitř zařízení hrozí riziko zkratu, požáru nebo úrazu elektrickým proudem!
V případě nutnosti odpojení viditelně poškozeného zařízení z elektrické sítě použijte vždy jistič
nebo pojistku u příslušného obvodu. Teprve poté odpojte přívodní kabel tiskárny z elektrické zásuvky.
Při přemístění tiskárny z výrazně chladnější místnosti do teplejších prostor, vyčkejte dostatečně
dlouho dobu, než dojde k její aklimatizaci. Při okamžitém uvedení tiskárny do provozu tak může dojít
v důsledku vlhkosti kondenzované uvnitř ke zkratu, požáru nebo úrazu elektrickým proudem!
Celková doba, potřebná pro aklimatizace však může být v závislosti na teplotním rozdílu i několik
hodin. Tiskárnu a její kryt nikdy nerozebírejte ani se nesnažte tiskárnu sami opravovat. Zabraňte
vniknutí cizích a zejména kovových předmětů do tiskárny. Nikdy neponechávejte tiskárnu za provozu
bez neustálého dohledu. Tiskárna neobsahuje žádné uživatelsky opravitelné části. Veškeré opravy
proto svěřte výhradně kvalifikovaným oborníkům v autorizovanému servisu. Elektrickou zásuvku,
do které tiskárnu připojíte, ponechejte po celou dobu provozu neustále snadno přístupnou.
Během tisku můžete zaznamenat kouř, který však vzniká při tavení tiskového materiálu uvnitř
extrudéru. Zároveň přitom dochází ke vzniku určitého zápachu. Nejedná se přitom o žádnou závadu
na tiskárně. Zajistěte však dostatečné větrání prostor, kde 3D tisk probíhá. Zajistěte a používejte také
dostatečné prostředky pro ochranu zdraví před inhalací plynů, které se tvoří během tisku.
Pokud sami nemáte dostatek zkušeností s provozem a údržbou 3D tiskárny a tiskem 3D objektů,
obraťte se na zkušeného uživatele. Tiskárna je vyrobena v třídě ochrany I. Připojte jí proto pouze
do řádně instalované a uzemněné elektrické zásuvky. Při instalaci tiskárny a zejména jejího
přívodního kabelu zajistěte, aby přitom nedošlo k ohrožení ostatních osob, které se v místě 3D
tiskárny pohybují. Na přívodním kabelu nikdy nevytvářejte žádné smyčky. V opačném případě
může dojít k tepelnému přetížení celého zařízení a riziku vzniku požáru.
Nepoužívejte nikdy k připojení tiskárny žádné prodlužovací přívody ani různé rozbočovače.
Při odpojování přívodního kabelu tiskárny z elektrické zásuvky nikdy netahejte za samotný kabel.
Vždy tiskárnu odpojte od sítě uchopením za zástrčku na konci jejího přívodního kabelu.
Tiskárnu odpojte od zdroje napájení po každém použití, při provádění údržby a čištění a stejně
tak i v případě, že jí nebudete delší dobu používat. Tiskárnu od sítě odpojte i za bouřky!
Rozsah dodávky
• 3D tiskárna Renkforce RF100 v2
• Tiskové vlákno Renkforce 250 g (1,75 mm bílé)
• Paměťová SD karta 8 GB, jejíž obsahem je návod k obsluze, aplikace „Cura“, USB ovladače
a více, než 100 tiskových projektů a konfigurační soubory
• Síťový kabel
• Návod k obsluze
• Držák cívky tiskového vlákna
• Flexibilní vodicí trubička pro tiskové vlákno
• USB kabel
• Špachtle
• Pinzeta
• Stranové štípací kleště
• Imbusový klíč 2,0 mm a 2,5 mm
• 2 šrouby
• Skleněná tisková podložka se speciální povrchovou úpravou pro 3D tisk
• 5x tiskové vlákno 1,75 mm v barvách dřevo (Wood), měď (Copper), Glow-in-dark, thermocolor
a elastic (velikost každého balení je 50 g)
Obsah SD karty
Paměťová karta obsahuje následující adresáře:
„3D Models“ (adresář s hotovými 3D projekty)
„Config“ (soubory s konfigurací 3D tiskárny)
„Manual“ (návod k obsluze)
„Software“ (aplikace Cura)
K zobrazení obsahu paměťové karty propojte 3D tiskárnu s vaším počítačem.
Kartu proto vložte do příslušného slotu na 3D tiskárně. Při použití ovládacích prvků
Adresář „3D Models“
Tento adresář obsahuje několik podadresářů s názvem „Basic shape“ (základní tvary), „Capital letters
a displeje na 3D tiskárně získáte pouze omezený náhled na obsah této paměťové karty.
A – Z (velká písmena), „Constellation“ (symboly), „Mathematical symbols“ (matematické symboly),
„Numbers“ (číslice) a „Various objects“ (různé objekty). Na kartě naleznete více, než 100 hotových
3D projektů. Všechny 3D projekty jsou ve formátu .gcode (.Digicode), .jpg a .stl (například „RF100“).
Soubory s příponou JPG slouží pouze jako náhledy 3D
projektu. V aplikaci „Cura“ můžete vytvořit ze souboru
STL vlastní 3DD projekt GCODE. Pro tisk 3D projektů
používejte soubory ve formátu GCODE. Vložte SD kartu
do příslušného slotu na tiskárně nebo stáhněte .stl
soubor v aplikaci „Cura“ z počítače a spusťte tisk objektu.
Adresář „Config“
V adresáři „Config“ naleznete soubory pro konfiguraci tiskárny při použití různých tiskových materiálů:
“Copper“ (měď)
„Elastic“
„PLA“
„Wood“ (dřevo)
Stáhněte si vybraný konfigurační soubor v aplikaci „Cura“ a vytiskněte 3D objekt s použitím
příslušného materiálu. Více k tomuto tématu naleznete v části „Otevření souboru s 3D modelem“.
Obsah tohoto adresáře není možné zobrazit na displeji 3D tiskárny. Aplikace těchto
souborů s konfigurací se doporučuje používat při tisku s dodávaným tiskovým vláknem.
V adresáři „Manual“ naleznete rychlého průvodce nastavením.
V aplikaci „Cura“ si však můžete vytvořit soubor s vlastní konfigurací.
Stejně tak i tento adresář není dostupný pro zobrazení na displeji 3D tiskárny.
Adresář „Software“
V tomto adresáři naleznete instalační soubor aplikace „Cura“ pro instalaci do operačního systému
Windows® a MAC OS a další potřebné ovladače. Tento adresář není dostupný pro zobrazení
na displeji 3D tiskárny.
Speciální funkce 3D tiskárny
• Sestavená tiskárna připravena k okamžitému použití.
• Maximální velikost tištěného objektu: 120 x 120 x 120 mm.
• Vysoce výkonný extrudér s přesnou tiskovou tryskou o průměru 0,4 mm.
• Přehledný LCD displej a jednoduché ovládání přímo na tiskárně.
• Vzdálený přístup (remote control) z PC prostřednictvím USB rozhraní popřípadě provoz v režimu
„stand-alone“ s použitím paměťové SD karty.
• Plná podpora tisku objektů z PC nebo SD karty.
• Možnost manuálního přizpůsobení tiskových parametrů i v průběhu tiskové úlohy.
• Extrémně pevná a odolná konstrukce z kovu.
• Tisk objektů s použitím různých tiskových materiálů (vláken): PLA, Wood, Elastic,
Glow in the Dark, Copper a Thermocolor o průměru 1,75 mm.
• Více, než 100 továrních 3D projektů uložených na dodávané paměťové kartě.
• Součástí dodávky je aplikace „Cura“ určená pro tvorbu 3D objektů a vlastních konfiguračních
souborů.
Technologie 3D tisku
Tisk 3D objektu vyžaduje použití souboru s trojrozměrným objektem, uloženým v digitálním formátu.
Společný formát pro všechny soubory je „.stl“. Soubor tohoto formátu si můžete sami velmi snadno
vytvořit prostřednictvím kompatibilního software nebo 3D skeneru. Velké množství 3D souborů
s hotovými objekty je také možné stáhnout na internetu a poté rovnou odeslat do tiskové fronty.
Hlavním úkolem PC aplikace „Cura“ je přenesení dat trojrozměrného objektu do 3D tiskárny.
Soubor s 3D objektem obsahuje jednotlivé tiskové vrstvy, údaje o potřebné teplotě pro zpracování
konkrétního materiálu a teplotě pro tiskovou trysku. Takový soubor je ve formátu „.gcode“. Do tiskárny
je tak přes USB port z počítače odesílán soubor ve formátu .gcode. Tyto soubory pak můžete ukládat
na SD kartu, kterou vložíte do příslušného slotu v tiskárně a pracovat tak v tiskovém režimu
„stand-alone“ bez dalšího ovládání tiskových funkcí v počítači. Během tisku dochází k nanášení
jednotlivých vrstev tiskového materiálu. Během tohoto procesu se přenáší použitý materiál (tiskové
vlákno) navinutý na cívce na tiskovou plochu (podložku) skrze trysku a extrudér. V extrudéru dochází
k roztavení materiálu (vlákna) a jeho aplikaci prostřednictvím vhodné tiskové trysky postupně vrstvu
po vrstvě. Tisková podložka se pohybuje ve směru osy Z (nahoru a dolů), extrudér se pohybuje v ose
X (vpravo a vlevo) a ose Y (dopředu a dozadu). Díky tomu dochází k vytvoření trojrozměrného objektu
v horizontálním vrstvení tiskového materiálu.
Tato 3D tiskárna je přesné a komplexní zařízení, které pracuje s velkým množstvím
parametrů v závislosti na tisku s určitým tiskovým materiálem, charakteristikou
konkrétního objektu a dalšími údaji. Samotná přilnavost tištěného objektu k tiskové
podložce vždy závisí na nastavené teplotě, použitém materiálu, kalibraci tiskové
podložky, tvaru a velikosti 3D objektu a vlastnostech podložky. Stejně tak mají
na 3D tisk, přilnavost objektu k podložce a výslednou kvalitu tištěného 3D objektu
vliv i ostatní vnější okolnosti jako je například pohyb vzduchu a případné nečistoty.
Z těchto důvodů proto prakticky není možné vytisknout hned napoprvé zcela dokonalý 3D objekt bez
předchozího experimentování. Jednotlivé tiskové parametry proto doporučujeme upravovat postupně
jen v malých krocích. Tovární 3D objekty uložené na paměťové SD kartě proto bude vždy nutné vždy
přizpůsobit konkrétní konfiguraci (použitému tiskovému materiálu, teplotě zpracování, velikosti a tvaru
3D objektu atd.).
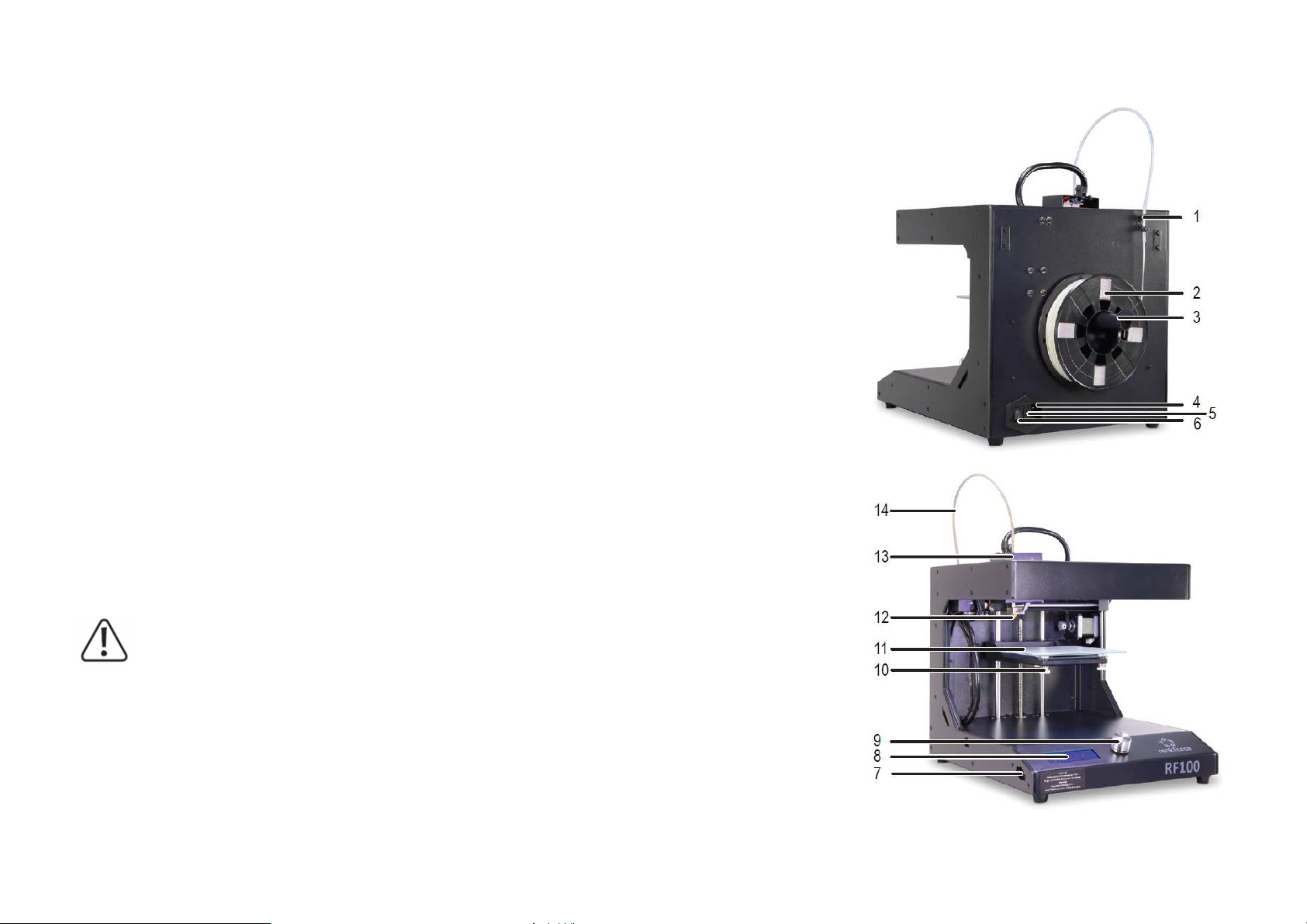
Popis 3D tiskárny
Zadní část
1 – Úchyt trubičky
pro vedení vlákna
2 – Cívka s tiskovým
materiálem (vláknem)
3 – Držák cívky s tiskovým
vláknem
4 – Vstup pro připojení
napájecího kabelu
5 – Přihrádka pojistky
6 – Hlavní vypínač Power
On/Off
Přední část
7 – Slot pro paměťovou
SD kartu
8 – LCD displej
9 – Multifunkční otočný
ovladač
10 – Poziční šrouby pro
kalibraci tiskové podložky
(3 ks)
11 – Tisková podložka ze
speciálního skla
12 – Tisková tryska
13 – Extrudér
14 – Vodicí trubička
s tiskovým vláknem
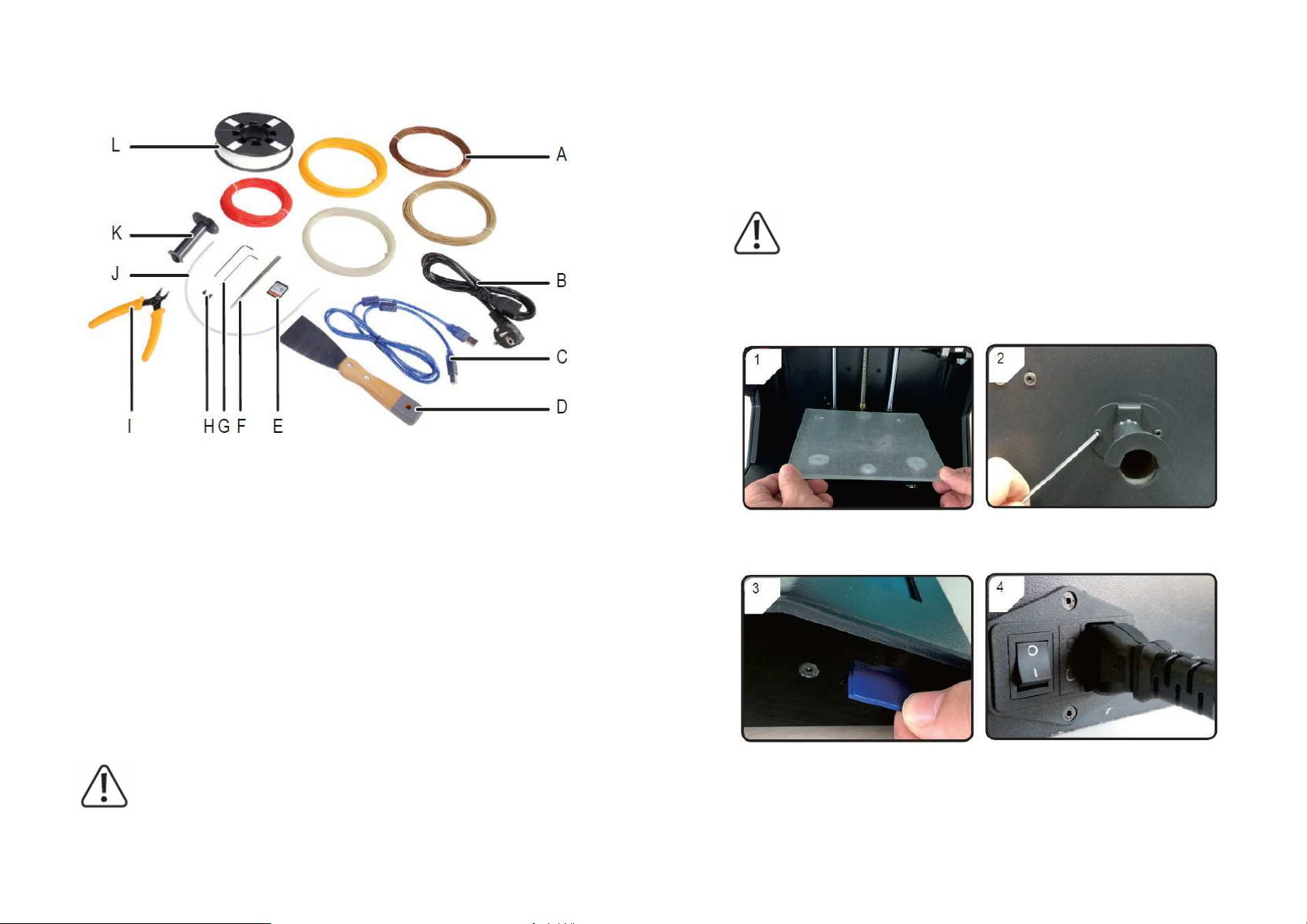
Dodávané příslušenství
A – 5 ks zkušebních tiskových vláken Renkforce
B – Napájecí kabel
C – USB kabel
D - Špachtle
E – Paměťová SD karta
F – Pinzeta
G – Imbusové klíče (2 a 2,5 mm)
H – Šrouby (2 ks)
I – Stranové štípací kleště
J – Vodicí trubička tiskového vlákna
K – Držák cívky s tiskovým vláknem
L – Tiskové vlákno Renkforce (PLA) na cívkou 250 g
Před uvedením tiskárny do provozu odstraňte veškerý obalový materiál, ochrannou fólii z LCD displeje
a fixační pásky na obou stranách tiskárny. Ujistěte se o tom, že nechybí žádná z dodávaných částí
a celé zařízení a jeho příslušenství nevykazují viditelné známky poškození.
Instalace tiskárny
Při instalaci tiskárny dbejte zejména na to, aby elektrická zásuvka, do které
tiskárnu připojíte, zůstala po celou dobu jejího provozu snadno přístupná
a v případě potřeby tak bylo možné tiskárnu okamžitě odpojit od zdroje napájení!
V okolí tiskárny proto vždy ponechejte dostatečný prostor. Zajistíte tím potřebnou
ventilaci 3D tiskárny během jejího provozu.
Tiskárnu během tisku ničím nezakrývejte. V opačném případě může, v důsledku extrémního ohřevu
tiskárny, dojít k požáru! Nikdy tiskárnu neumisťujte na snadno vznětlivé podklady a stejně tak
odstraňte z jejího okolí všechny hořlavé předměty. Tiskárnu vždy instalujte na pevný a stabilní povrch.
Zabraňte zkratování všech vstupních konektorů tiskárny kovovými předměty. Zabraňte poškození
a extrémnímu ohybu napájecího a USB kabelu. Tato tiskárna je vybavena protiskluzovými podložkami,
které brání jejímu pohybu během tisku a stejně tak slouží jako ochrana před poškozením povrchu
pracovní desky, na které je tiskárna umístěna. Tiskárnu přesto doporučujeme umístit na vhodnou
podložku, která zajistí dostatečnou ochranu povrchu pracovní desky.
Připojení tiskárny ke zdroji
Pro připojení tiskárny použijte pouze řádně instalovanou a uzemněnou elektrickou
zásuvku! Při instalaci zařízení použijte takové umístění, aby bylo možné tiskárnu
připojit do nejbližší zásuvky přímo. Pro připojení nepoužívejte žádné prodlužovací
Při zapojování tiskárny do sítě si počínejte vždy velmi opatrně. Síťové napětí představuje vážné riziko
přívody. Použitou zásuvku pak za provozu ponechejte neustále snadno přístupnou.
ohrožení života nebo zdraví! Tiskárnu připojte pouze do sítě, jejíž parametry se shodují s údaji
uvedenými na jejím výrobním štítku. Nikdy tiskárnu nepřipojujte k jiným nebo neznámým zdrojům
napětí. V opačném případě hrozí nevratné poškození tiskárny nebo riziko úrazu elektrickým proudem!
Montáž příslušenství
Do tiskárny připevněte tiskovou podložku. Pro připevnění držáku cívky použijte oba dodávané šroubky
a imbusové klíče. Jistící příruba držáku (brání pádu cívky s tiskovým vláknem z držáku) přitom musí
být umístěna směrem nahoru. Otvory pro uchycení držáku cívky se nacházejí v zadní části tiskárny.
Vložte do příslušného slotu (na levém boku tiskárny) dodávanou paměťovou SD kartu.
Teprve poté připojte zástrčku přívodního kabelu do tiskárny. Zabraňte vytvoření různých smyček
na kabelu a rozviňte jej vždy do jeho maximální délky. Zabraňte přitom extrémnímu natažení
a deformaci kabelu.
Připojte zástrčku síťového kabelu do elektrické zásuvky a zapněte tiskárnu. Použijte proto hlavní
Položka menu
Popis funkce
Info screen
Hlavní menu „Main“
Menu „Prepare“
Menu SD card
Menu „Move axis“
Move axis
Návrat do menu
„Move axis“.
Temperature
Menu „About“
Hlavní menu „Main“
Menu „Tune“
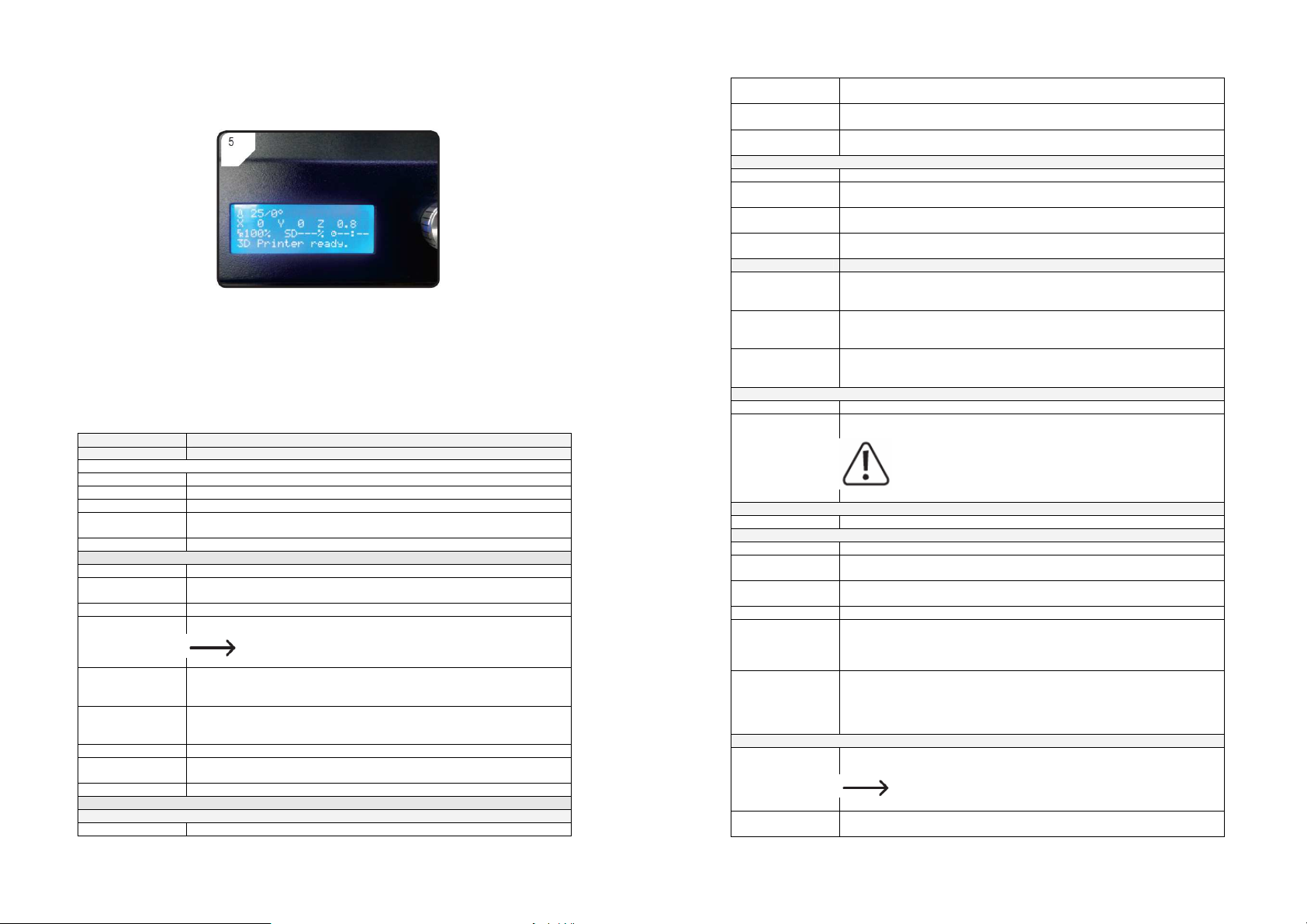
vypínač Power On/Off a přepněte jej do polohy „I“ (On). Po zapnutí tiskárny se rozsvítí displej
a zobrazí se na něm provozní informace „3D Printer ready“, která obsluhu informuje, že systém
tiskárny je nyní připraven k dalšímu provozu.
Ovládací prvky tiskárny
Veškeré ovládání na tiskárně se provádí prostřednictvím multifunkčního otočného ovladače (9).
Na displeji se při jeho použití zobrazují všechny možnosti v rámci aktuální nabídky.
Otáčením ovladače v obou směrech můžete procházet jednotlivými položkami menu a provádět
nastavení určitých parametrů. Výběr a potvrzení nastavení vždy provedete stiskem tohoto ovladače.
Výběrem a potvrzením parametrů systém automaticky přejde zpět do předchozí nabídky.
Struktura hlavní nabídky / Jednotlivé funkce
Následující struktura hlavního menu odpovídá použití firmware verze 2.1.
Některé funkce se proto mohou při použití novějšího software nepatrně lišit.
Zobrazuje se po zapnutí 3D tiskárny a během probíhající tiskové úlohy.
(v pohotovostním režimu standby)
Info screen Návrat k zobrazení provozního stavu „Info screen“.
Prepare Vstup do menu „Prepare“.
Print from SD Načtení obsahu paměťové SD karty. Vstup do menu „SD Card“.
No SD card
Systém tiskárny nerozpoznal vloženou kartu /
Do tiskárny není vložena žádná paměťová karta.
About Zobrazení informací o verzi aktuálně používaného firmware.
Main Návrat k zobrazení hlavní nabídky „Main“.
Auto Home
Návrat tiskové podložky do výchozí „nulové“ polohy osy Z.
Tisková tryska se automaticky přesune do výchozí pozice (X, Y) = (0, 120).
Level bed Vstup do nabídky „Level bed“ (zarovnání tiskové podložky).
Po aktivaci této volby dojde k ohřevu trysky na standardní teplotu 220 °C.
Preheat PLA
Pakliže nedojde během 5 minut k žádné další akci, vypne
se funkce ohřevu tiskové trysky, která tak bude chladnout.
Systém tak předchází přehřátí tiskového vlákna a ucpání trysky.
Výběrem této funkce se spustí ohřev vlákna v extrudéru. Tiskárna si natáhne
Load filament
přibližně 80 mm vlákna do extrudéru. Teplota trysky přitom musí být alespoň
170 °C.
Po výběru této funkce dojde k zpětnému vytažení vlákna z extrudéru.
Unload filament
Tiskárna nejprve natáhne 10 mm do extrudéru a poté vytáhne 80 mm
z extrudéru zpět. Teplota trysky přitom musí být alespoň 170 °C.
Move axis Vstup do menu „Move axis“ (přesun osy).
Disable steppers
Funkce pro vypnutí všech motorových pohonů. Použitím této funkce
pak můžete ručně přesouvat extrudér a tiskovou podložku v osách X, Y a Z.
Temperature Vstup do menu „Temperature“.
(další podrobnosti v části „Obsah SD karty“)
Menu „Level bed“
Prepare Návrat do menu „Prepare“.
First point
Second point
Third point
Nastavení první polohy pro kalibraci tiskové podložky. Extrudér se přesune
do první kalibrační polohy.
Nastavení druhé polohy pro kalibraci tiskové podložky. Extrudér se přesune
do druhé kalibrační polohy.
Nastavení třetí polohy pro kalibraci tiskové podložky. Extrudér se přesune
do třetí kalibrační polohy.
Prepare Návrat do menu „Prepare“.
Move 10mm
Move 1mm
Move 0,1mm
Konfigurace citlivosti multifunkčního ovladače: 1 otočení = pohyb 10 mm.
Vstupte do menu „Move“ a vyberte pohyb v osách X a Y.
Konfigurace citlivosti multifunkčního ovladače: 1 otočení = pohyb 1 mm.
Vstupte do menu „Move“ a vyberte pohyb v osách X, Y a Z.
Konfigurace citlivosti multifunkčního ovladače: 1 otočení = pohyb 0,1 mm.
Vstupte do menu „Move“ a vyberte pohyb v osách X, Y a Z.
Pohyb v ose X. Vstupte do menu „Move X“ a nastavte pohyb v ose X
Move X
v rozsahu 0 – 120 mm. Extrudér se bude pohybovat v ose X vpravo
nebo vlevo.
Pohyb v ose Y. Vstupte do menu „Move Y“ a nastavte pohyb v ose Y
Move Y
v rozsahu 0 – 120 mm. Extrudér se bude pohybovat v ose Y dopředu
nebo dozadu. Poznámka: Dozadu ve směru od ovládacích prvků.
Pohyb v ose Z. Vstupte do menu „Move Z“ a nastavte pohyb v ose Z
Move Z
v rozsahu 0 – 120 mm. Extrudér se bude pohybovat v ose Z nahoru
nebo dolů. Toto nastavení není k dispozici při výběru volby „Move 10 mm“.
Prepare Návrat do menu „Prepare“.
Nastavte teplotu tiskové trysky v rozsahu 0 až 260 °C.
Ohřev trysky na teplotu 260 °C by neměl trvat déle, než
10 minut. Snižte proto teplotu po 10. minutách na 230 °C
Nozzle
a udržujte tuto teplotu po dobu dalších 10. minut předtím, než
znovu zvýšíte teplotu. Při trvalém provozu tiskárny za teplot
nad 230 °C, tím bude docházet ke zkracování provozní životnosti
extrudéru.
Version Zobrazení verze aktuálně používaného firmware.
(během tiskové úlohy)
Info screen Návrat k provoznímu zobrazení „Info screen“.
Tune
Pause print
Seznam s parametry pro ovládání rychlosti tisku, teploty trysky, rychlosti
otáček ventilátoru a podávání tiskového vlákna během tisku.
Pozastavení tiskové úlohy (funkce je dostupná pouze při tisku 3D objektu
z SD karty).
Resume print Obnovení tisku po jeho předchozím pozastavení „Pause print“.
Zastavení tisku. Tryska přitom přejde do výchozí pozice a tisková podložka
Stop print
se přesune do spodní polohy. Zároveň přitom dojde ke chladnutí tiskové
trysky (pouze při tisku 3D objektu z SD karty). Zastavení tisku může trvat
delší dobu.
Okamžité zastavení všech probíhajících procesů. Pozastavení pohybu
ve všech osách a podávání vlákna. 3D tiskárna za tohoto stavu nepřijímá
Emergency stop
žádné příkazy a na displeji se aktualizuje zobrazení „Info screen“.
Pro obnovení dalšího provozu tiskárny musíte její systém restartovat.
Více informací o tomto tématu naleznete v části „Restart systému“.
Nastavení rychlosti tisku v rozsahu od 10 do 300 %.
Výchozí nastavení je 100 %.
Speed
Rychlost tisku se v aplikaci „Cura“ zadává do souboru GCODE.
Rychlost tisku se udává v procentech (například 150 %).
Pro určitý objekt nastavte v aplikaci „Cura“ optimální rychlost tisku.
Nozzle
Nastavení teploty trysky v rozsahu od 0 do 260 °C.
Výchozí nastavení teploty je 220 °C.

Fan speed
Výchozí nastavení rychlosti je 255 RPM. Poté, co dojde k ohřevu trysky na
teplotu 40 °C, automaticky se aktivuje ventilátor s rychlostí 255 RPM.
Nastavení rychlosti podávání tiskového vlákna v rozsahu 10 až 300 %.
Nastavení rychlosti ventilátoru v rozsahu 0 až 255 RPM (otáček za minutu).
Flow
Výchozí nastavení je 100 %. Rychlost podávání vlákna je závislá na rychlosti
tisku. V případě, že je nastavena příliš vysoká rychlost pro podávání vlákna,
může tím dojít k ucpání tiskové trysky.
Provozní informace „Info screen“
1 – Stav tiskové úlohy v %
2 – Uplynulý čas od začátku tiskové úlohy
3 – Informace o tiskové úloze (celkový čas tiskové úlohy)
4 – Rychlost tisku (možnost ovládání pomocí multifunkčního ovladače)
5 – Aktuální pozice v osách X, Y, Z
6 – Aktuální teplota / Přednastavená teplota
V závislosti na aktuálním tiskovém procesu se na displeji zobrazují související provozní informace:
„3D printer ready…“ Tiskárna je připravena k dalšímu provozu.
„Heating“ Ohřev extrudéru a tiskové trysky.
„Heating done“ Dokončení ohřevu.
„Printing“ Probíhající tisková úloha.
„Printing aborted“ Ukončení tiskové úlohy.
„Restart printer“ Chybový stav 3D tiskárny.
„6 hours 5 minutes“ Celkový čas tiskové úlohy – objekt se bude tisknout 6 hodin a 5 minut.
„Temp sensor error“ Chybový stav termistorů (více k tomuto tématu v části „Řešení potíží“).
Obecné pokyny pro 3D tisk
Během probíhající tiskové úlohy nikdy neodpojujte tiskárnu od zdroje napájení!
Stejně tak nikdy nevyjímejte paměťovou kartu z tiskárny a neodpojujte USB kabel!
Významnou roli pro výslednou kvalitu 3D tisku hrají zejména následující faktory:
• Rychlost tisku.
• Síla (tloušťka) jednotlivých tiskových vrstev.
• Kalibrace tiskové podložky.
• Teplota trysky a extrudéru.
• Rychlost podávání tiskového vlákna.
• Konkrétní struktura 3D objektu.
Při prvním tisku 3D objektu zpravidla nelze dosáhnout uspokojivého výsledku. Každý použitý tiskový
materiál (vlákno) vyžaduje individuální nastavení. Vyhněte se však tisků objektů s drobnými lemy
a hranami s úhlem 45°. V případě potřeby použijte nástroj pro podporu struktury v aplikaci „Cura“
a po vytištění podpůrnou konstrukci z 3D modelu odstraňte.
Teplota trysky
Optimální teplota trysky vždy závisí na použitém materiálu (vlákně) a stejně tak na síle (tloušťce)
jednotlivých tiskových vrstev. Každý výrobce proto udává technickou specifikaci tiskového
vlákna.Věnujte proto pozornost všem pokynům a technické specifikaci uvedené výrobcem
u konkrétního tiskového vlákna. Pro získání co možná nejlepších výsledku doporučujeme použít
vlákno Genuine Renkforce. Vyzkoušejte tisk s tímto vláknem s nastavením výchozí teploty.
Přesto však můžete při tisku stejného objektu různě experimentovat s nastavením rozdílné teploty
trysky. Teplotu však upravujte pouze v malých krocích po ± 5 °C a porovnávejte výsledný 3D objekt
s objektem vytištěným za jiné teploty. Tímto způsobem můžete dosáhnout optimální teploty s použitím
určitého druhu vlákna a tiskem objektu se specifickou sílou vrstvy. Pakliže nastavíte příliš vysokou
teplotu dojde k tomu, že materiál po jeho aplikaci na tiskové podložce nestačí dostatečně rychle
chladnout a roztaví i předchozí tiskovou vrstvu. V důsledku toho dojde k deformaci a celkovému
znehodnocení 3D objektu. Naopak pokud bude teplota trysky příliš nízká, nedojde k požadovanému
ohřevu materiálu a následnému spojení s předchozí vrstvou objektu. Výsledný objekt se tak stane
vysoce nehomogenní.
Prevence trysky před ucpáním
Zabraňte příliš dlouhému ohřevu trysky, aniž by přitom došlo ke spuštění samotné tiskové úlohy.
V době, kdy dochází k podávání vlákna extrudérem, ponechejte trysku v minimální vzdálenosti 20 mm
od tiskové podložky. Po ukončení tisku proveďte zpětné odčerpání tiskového vlákna z trysky.
Tloušťka tiskové vrstvy
Při konfiguraci tiskové vrstvy definujete výšku jednotlivé vrstvy, která pak určuje výsledné rozlišení
a celkovou kvalitu tištěného objektu. V tomto směru platí pravidlo čím slabší je tisková vrstva, tím
vyšší je výsledná tisková kvalita (rozlišení) avšak celkově delší doba tisku. Naopak čím silnější je
tisková vrstva, tím je tisková kvalita nižší a naopak celkově kratší doba tiskové úlohy.
Experimentujte se všemi tiskovými parametry pro získání co možná nejlepších
výsledků. Pro první tiskové úlohy použijte vlákno typu PLA. Jedná se o materiál,
který má vynikající vlastnosti z hlediska změny objemu během jeho chladnutí
a zároveň i velmi dobrou přilnavost.
Příprava před tiskem
Kalibrace tiskové podložky
Pomocí otočného ovladače přejděte do nabídky „Info screen“ a vyberte menu „Prepare“. V submenu
pak vyberte položku „Auto home“.

Pro přizpůsobení polohy tiskové a trysky podložky použijte 3 polohovací šrouby.
Mezi tryskou a podložkou musí zůstat mezera v rozsahu 0,1 – 0,3 mm. Použijte proto například běžný
kancelářský papír A4, který vložte mezi trysky a podložku a upravte tak polohu podložky a trysky.
Tisková tryska se v žádném případě nesmí dotýkat tiskové podložky! Vraťte se do menu
„Prepare“ a vstupte do nabídky „Level bed“. Poté vyberte „First point“. Během seřizování tiskové
podložky musí zůstat mezi podložkou a tryskou stále stejná vzdálenost. V opačném případě bude
podložka nerovnoměrná a tištěný objekt nebude mít požadovanou přilnavost k jejímu povrchu.
Zopakujte kroky 1 – 4 pro druhou a třetí polohu tiskové podložky. Kalibrační postup je schématicky
zobrazen na obrázku 6. kroku. Pokud tímto postupem nedojde ke správnému vytištění 3D objektu,
proveďte následující kroky.
V nabídce „Prepare“ vyberte „Auto home“ a poté „Disable steppers“ kterým dojde k deaktivaci
motorového pohonu. Manuálním otáčením závitu pohonu proti směru hodinových ručiček (osa Z)
vytvořte vzdálenost 5 mm mezi tryskou a tiskovou podložkou. Poté otáčejte opačným směrem
(ve směru hodinových ručiček, dokud neuslyšíte velmi jasné dolehnutí v horní části podložky.
Poté znovu
proveďte novou kalibraci tiskové podložky v souladu s pokyny uvedenými v krocích 1 – 6.
Instalace tiskového vlákna
Zavěšte cívku s vláknem na příslušný držák v zadní části tiskárny. Vlákno poté protáhněte skrze
flexibilní, vodící trubičku. Na konci vodicí trubičky ponechejte přesah vlákna v délce alespoň 5 cm
a připravte vlákno na vložení do otvoru v extrudéru.
Natažení vlákna do extrudéru
Nastavte osu Z na hodnotu min. +20 mm. Vložte tiskové vlákno do otvoru v extrudéru.
V nabídce „Prepare“ vyberte nabídku pro ohřev tiskového vlákna „Preheat PLA“.
Po dosažení přednastavení teploty (alespoň 170 °C) vyberte „Load filament“. Opatrně a velmi lehkým
tlakem zasouvejte vlákno do extrudéru až bude roztavené vlákno viditelně vycházet ven skrze trysku.
Zajistěte, aby vlákno mohlo zcela volně vstupovat do otvoru v extrudéru.
V případě, že z trysky nevychází vlákno po zastavení pohybu vlákna, znovu vyberte
„Load filament“. Po novém natažení vlákna můžete zbytek staršího vlákna odstranit
z konce trysky například pomocí pinzety.
Výměna / Vložení vlákna
Výměnu tiskového vlákna proveďte v případě, že hodláte použít jinou barvu nebo jiný typ vlákna.
Pokud dojde ke spotřebování stávajícího vlákna, použijte nové vlákno a proveďte jeho instalaci
v rámci kroků uvedených v předchozí části. Před výměnou vlákna musíte zajistit ohřev extrudéru.
Jedině tak může dojít k odstranění původního vlákna z extrudéru a tiskové trysky.
Během tohoto procesu ani během samotném tisku se nikdy nedotýkejte extrudéru
nebo tiskové trysky! Při kontaktu s těmito částmi hrozí nebezpečí popálení!
V nabídce „Prepare“ vyberte „Auto home“ a poté nabídku „Move axis“. Následně přejděte na „Move
1mm“ a poté „Move Z“.
Pomocí kleští přestřihněte původní vlákno u vstupního do otvoru v extrudéru.
Vyjměte cívku s původním vláknem z držáku v zadní části tiskárny. Přejděte do nabídky „Preheat
PLA“. Tím dojde k vytlačení zbytku původního vlákna z extrudéru. Na držák nyní umístěte cívku
s novým vláknem a vložte nové vlákno do otvoru v extrudéru.

Vyberte menu pro natažení tiskového vlákna „Load filament“. Tím se spustí proces vtažení nového
vlákna do extrudéru. Sledujte tiskovou trysku, kterou bude na tiskovou podložku vystupovat nejprve
původní vlákno. Pakliže ve výstupu vizuálně zaznamenáte nově použité vlákno, došlo k úspěšnému
natažení nového tiskového vlákna. Nové vlákno je tak připraveno k dalšímu použití.
Tisk objektů z SD karty
Při spuštění ohřevu extrudéru můžete zaznamenat kouř a výstup určitého zápachu.
Nejedná se však o žádnou provozní ani výrobní závadu. K tomuto efektu dochází
při ohřevu a tavení tiskového vlákna v extrudéru. Během tohoto procesu proto
zajistěte dostatečné větrání prostor 3D tisku.
Zabraňte mechanickému namáhání tiskové podložky. V opačném případě hrozí její prasknutí
a tím i nevratné zničení. Tisk objektů z SD karty můžete ovládat přímo na tiskárně. K tisku z paměťové
karty není zapotřebí zvláštního software. Před spuštěním tisku z SD karty musíte tiskárnu odpojit
od PC. V případě, že je tiskárna připojena k PC prostřednictvím USB kabelu, odpojte tento kabel
od tiskárny.
Spuštění tiskové úlohy (režim tisku z SD karty)
Stiskněte multifunkční ovladač a v hlavní nabídce „Main“ vyberte menu „Print from SD“. Přejděte
k nabídce „3D Model“ a následně vyberte některý z 3D objektů mezi soubory určenými pro tisk
(formát .gcode).
Poznámka: V menu tiskárny je dostupný náhled pouze souborů ve formátu .gcode.
Na displeji se přitom zobrazují provozní informace „Info screen“. Tisková podložka se v té chvíli
přesune do výchozí polohy osy Z. Tryska extrudéru se přesune do své výchozí a spustí se její ohřev.
Poté, co tryska dosáhne přednastavené hodnoty, dojde k automatickému spuštění tiskové úlohy.
Po ukončení tisku ponechejte hotový 3D objekt dostatečně vychladnout po dobu několika minut.
Teprve poté odstraňte 3D objekt z tiskové podložky. Počínejte si přitom velmi opatrně, aby nedošlo
k jeho poškození. K odstranění objektu z podložky použijte dodávanou špachtli. Po každém tisku
proveďte novou kalibraci tiskové podložky.
Pozastavení tisku
Při pozastavení tiskové úlohy je i nadále aktivní ohřev tiskové trysky.
Tisk proto pozastavte vždy jen na malou chvíli. V opačném případě může
dojít k přehřátí trysky a jejímu ucpání.
Stiskem multifunkčního ovladače vstupte do nabídky „Main“ a vyberte „Pause print“.
Tím dojde k pozastavení probíhající tiskové úlohy. Pro další pokračování v tiskové úloze
zvolte „Resume print“.
Konfigurace parametrů během tiskové úlohy
Konfiguraci parametrů během probíhající tiskové úlohy doporučujeme provádět
pouze zkušeným uživatelům!
V hlavní nabídce „Main“ vstupte do menu „Tune“, kde můžete měnit rychlost tisku, teplotu trysky,
rychlost ventilátoru a rychlost podávání vlákna (flow rate). Rychlost tisku pokaždé přizpůsobte
charakteru tištěného objektu! Rychlost tisku výrazným způsobem ovlivňuje jeho výslednou kvalitu
objektu. Teplota trysky: Nikdy neponechávejte trysku ohřátou na teplotu 260 °C déle, než 10 minut.
Po 10. minutách vždy snižte teplotu na 230 °C a tuto teplotu udržujte alespoň po dobu dalších
10 minut do opětovného zvýšení teploty. Při trvalém použití příliš vysokých teplot dochází k
extrémnímu opotřebení (stárnutí) tiskové trysky a celkovému zkracování její provozní životnosti.
Dbejte na to, aby během ohřevu trysky rychlost ventilátoru nebyla nastavena na nulovou hodnotu
(0 RPM). V opačném případě může snadno dojít k ucpání tiskové trysky. Rychlost podávání
tiskového vlákna (Flow): Pozorujte tisk objektu a v případě potřeby upravte rychlost podávání
vlákna. Při nastavení příliš vysoké teploty pro podávání vlákna může dojít k ucpání extrudéru.
Konfiguraci rychlosti tisku můžete upravovat během tiskové úlohy po stisku a otáčení
multifunkčního ovladače.
Zastavení tisku (režim Stop)
V hlavní nabídce „Main“ vyberte „Stop print“. Tímto výběrem může však trvat i několik sekund,
než dojde k úplnému zastavení probíhající tiskové úlohy. Tryska a tisková podložka se v té chvíli
přemístí do výchozí pozice. Po zastavení tisku dochází i k vypnutí ohřevu trysky.
Nouzové zastavení (Emergency stop)
Pro okamžité zastavení tiskárny použijte funkci „Emergency stop“. V tom případě dojde k okamžitému
zastavení všech funkcí a pohyblivých částí tiskárny. Použitím této funkce poté však dojde k deaktivaci
dalšího ovládání tiskárny. Pro obnovení provozní funkce tiskárny pak musíte provést její restart
(více v následující části návodu).
Restart systému
Restart tiskárny bude zapotřebí provést zejména v následujících případech:
• Došlo k „zamrznutí“ systému tiskárny a jejího displeje, na kterém se zobrazují neznámé nebo
nečitelné symboly popřípadě je displej zcela prázdný.
• Po každém použití funkce „Emergency stop“.
• Při jiném chybovém stavu 3D tiskárny.
Jako první odpojte USB kabel z 3D tiskárny. Pomocí hlavního vypínače Power On/Off poté vypněte
tiskárnu. Po uplynutí několika sekund tiskárnu znovu zapněte. Tím dojde k obnovení běžného provozu
tiskárny.

Tisk z aplikace „Cura“
Obecné pokyny
Tato tiskárna je plně kompatibilní pro použití s PC aplikací „Cura“ v operačním systému Windows®
a Mac OS. Při použití jiného software a hardware přejděte na internetový portál http://utlimaker.com
a ověřte, zda konfigurace vašeho počítače, operační systém a použitá aplikace odpovídá minimálním
systémovým požadavkům. Podrobné vysvětlení všech funkcí aplikace je přitom nad rámec tohoto
návodu. Bližší informace o všech dostupných funkcí této aplikace pak získáte na portále:
http://utlimaker.com. Základní provozní pokyny pro používání této aplikace však získáte v následující
části návodu. Aplikace „Cura“ je velmi výkonný program pro tisk 3D objektů, určený zejména
pro začátečníky.
Na dodávané SD kartě naleznete aplikaci „Cura“ pro operační systémy Windows® a Mac
OS. Doporučujeme použít základní (klasickou) instalaci programu, která nevyžaduje
složitějšího uživatelského nastavení. Na dodávané paměťové kartě naleznete i potřebné
Speciální možnosti a funkce aplikace Cura
• Vytváření, otáčení a zadávání rozměrů 3D objektů.
ovladače pro oba operační systémy.
• Ořezávání objektů pro tisk s použitím tenčích vrstev, které tiskárna může vytisknout jednu
po druhé. Výsledný soubor pro tisk je ukládán do formátu GCODE.
• Náhled hotových projektů a jejich editace.
• Generování podpůrných struktur pro optimalizaci výsledného tisku.
• Odesílání GCODE souborů do tiskárny nebo jejich ukládání na SD kartu pro tisk v režimu
„stand-alone“.
• Konfigurace a ukládání dat pro tiskové úlohy při použití specifických tiskových vláken.
• Správa uživatelských profilů s konfigurací.
Spuštění instalačního procesu
V adresáři „Software“ spusťte instalační soubor „Cura_15.04.6.exe“ (Windows®)
nebo „Cura-15.04.6-MacOS.dmg“ (Mac OS). Dále postupujte podle pokynů automatického průvodce
instalací. Připojte tiskárnu do volného USB portu vašeho počítače.
Instalace aplikace „Cura“ v operačním systému Windows®
Připojte 3D tiskárnu do volného USB portu ve vašem počítači. Použijte proto výhradně dodávaný USB
kabel. Zapněte 3D tiskárnu. Po propojení počítače a tiskárny se znovu ujistěte o tom, že je tiskárna
zapnutá. Při prvním propojení tiskárny a počítače rozpozná operační systém nový hardware a spustí
vyhledávání potřebných ovladačů.
1. V počítači otevřete správce zařízení „Device manager“. Ve složce „Ostatní zařízení“
V případě, že se nepodaří systému najít vhodné ovladače, musíte provést instalaci
ovladačů v manuálním režimu. Postupujte proto podle následujících pokynů.
(další hardware nebo hardware připojený do portů COM, LPT) se zobrazí nové zařízení.
2. Pravým tlačítkem myši vyberte „USB Sériový port“ a poté „Aktualizovat software ovladače…“.
3. Vyberte možnost „Vyhledat ovladače v počítači“. Potřebné ovladače naleznete uložené
na SD kartě pod názvem „Software/ft232 usb uart driver“.
4. Postupujte podle dalších pokynů průvodce aktualizačním procesem.
Spuštění aplikace Cura
Po úspěšném nainstalování aplikace se spustí průvodce nastavením „Configuration Wizard“,
který vás postupně provede všemi kroky pro konfiguraci 3D tiskárny.
1. Zvolte v seznamu požadovaný jazyk a pro pokračování v konfiguračním procesu poté klepněte
na „Next“ (další krok).
2. V seznamu 3D tiskáren vyberte možnost „Other (Ex: RepRap, MakerBot, Withbox)“ a následně
klepněte na „Next“.
3. V kroku „Other machine information“ vyberte možnost „Custom…“ a klepněte na „Next“.
4. Zadejte všechny potřebné parametry.
5. Pro uložení konfigurace a ukončení průvodce nastavením klepněte na „Finish“.
Zadání
parametrů:
RF100 v2
Osa X: 120
Osa: Y: 120
Osa: Z 120
Velikost trysky:
0,4

Instalace aplikace Cura v operačním systému Mac OS
Pro instalaci aplikace v systému Mac OS je nezbytné vytvoření konkrétního tiskového profilu předtím,
než připojíte 3D tiskárnu k počítači.
1. Po úspěšném nainstalování aplikace vyhledejte v adresáři „Applications“ ikonu „Cura“
a klepněte na tuto ikonu pravým tlačítkem myši. Nato se zobrazí nabídka „Show Package
Contents“.
2. Přejděte poté do adresáře „Resources“ a podadresáře „machine_profiles“.
3. Označte soubor „RF100 v2.ini“ na SD kartě a zkopírujte tento soubor do podadresáře
„machine_profiles“.
4. Nyní spusťte aplikaci „Cura“.
5. V menu „Machine“ vyberte „Add new machine“.
6. Pro pokračování v procesu konfigurace 3D tiskárny klikněte na „Next“.
7. Vyberte možnost „Other (Ex: RepRap, MakerBot, Witbox)“.
8. Pokračujte v nastavení výběrem „Next“.
9. V seznamu vyberte „RF100 v2“.
10. Pokračujte dále výběrem „Next“.
11. Výběrem „Finish“ dojde k uložení konfigurace a ukončení průvodce nastavením.
Na obrazovce se v té chvíli zobrazí informace „Cura Ready!“ o úspěšném dokončení konfigurace.
Konfigurace software v operačním systému Windows®
Aplikaci „Cura“ můžete i dále konfigurovat. Doporučujeme však tato nastavení
přenechat pouze zkušeným uživatelům. Podrobnější informace o všech funkcích
aplikace můžete najít v online nápovědě.
Při použití nesprávného nastavení však může dojít k chybnému tisku nebo nevratnému poškození 3D
tiskárny. Méně zkušeným uživatelům proto doporučujeme použití základního nastavení 3D tiskárny.
1. Spusťte aplikaci a přejděte do menu „Machine“ a „Machine settings“.
2. Použijte sériový port, do kterého je 3D tiskárna připojena (na příkladu z obrázku COM 3).
Číselné označení portu závisí na možnostech systému.
3. Nastavte baudrate na 115200 a potvrďte výběrem OK.
4. Přejděte na záložku „Basic“ a zadejte nezbytné parametry.
Při přemístění kurzoru myši na určitý parametr dojde k zobrazení menšího okna s nápovědou.

5. Na záložce „Advanced“ zadejte další systémové parametry.
Parametry uvedené na obrázku níže patří mezi možnosti při použití tiskového vlákna typu PLA.
6. V záložce „Expert“ vyberte možnost „Open expert settings…“.
Tato nabídka a její konfigurace je však určena výhradně zkušeným uživatelům.
7. V části „Support“ zadejte následující parametry:
Overhang angle for support (deg): 60
Fill amount (%): 15
Distance X/Y (mm): 0.5
Distance Z (mm): 0.1
8. Uložení nastavení potvrďte výběrem OK.
Průměr tiskového vlákna
Každé vlákno od různých výrobců, může mít rozdílný průměr. Průměr tiskového vlákna je tak
specifický parametr každého vlákna. V případě, že nemůžete přesně určit průměr některého vlákna
(převinuté vlákno na cívce bez označení), použijte jednoduchý postup pro výpočet jeho průměru.
Pro měření budete potřebovat 1 m vlákna, u něhož požadujete zjistit průměr. Na tomto kusu vlákna
proveďte pomocí přesného posuvného měřítka (šupléry) měření alespoň na 10. místech (každých
10 cm). Z naměřených hodnot vypočítejte průměrnou hodnotu, které je pak použito coby hodnoty
průměru tohoto vlákna. Vzhledem k tomu, že každé tiskové vlákno (vlákna různých výrobců) má
specifické vlastnosti, doporučujeme nejprve experimentovat s nastavením určité teploty
(nebo kombinaci různých teplot) pro zpracování konkrétního tiskového vlákna. Změnu teploty však
vždy provádějte pouze v malých krocích (optimálně v krocích po ± 5 °C) a výsledné objekty pak dále
porovnávejte. První vrstva objektu by měla být vždy vytištěna s o něco vyšší teplotou a s použitím
nižší rychlosti tisku. Zajistíte tím i daleko lepší přilnavost 3D objektu k tiskové podložce.
Soubor s konfigurací pro operační systém Windows®
Na stránkách www.conrad.com/downloads si můžete stáhnout hotový soubor s konfigurací pro vaší
tiskárnu, ve kterém jsou již předdefinované parametry pro výchozí materiály (Wood, Elastic, Copper,
PLA). Některé tyto soubory však již naleznete na dodávané SD kartě v adresáři „Config“. V nabídce
„File“ zvolte „Open Profile…“ a vyberte soubor s konfigurací při použití určitého druhu vlákna a jeho
aplikaci potvrďte „OK“.
Na dodávané paměťové kartě naleznete v adresáři „Config“ soubory s konfigurací 3D
tiskárny. Alternativně můžete tento krok zcela přejít. Postupujte pak podle pokynů
uvedených v části „Instalace software v operačním systému Windows®“ a pusťte
se do samotného tisku 3D objektů.
Soubory s konfigurací pro systém Mac OS
Na dodávané paměťové kartě a v adresáři „Config“ naleznete několik souborů s konfigurací 3D
tiskárny. Další soubory si můžete stáhnout na stránkách výrobce www.conrad.com/downloads.
Tyto soubory si potom překopírujte do vašeho počítače. Načtěte soubor s vybranou konfigurací
podle pokynů uvedených v části „Instalace aplikace Cura v operačním systému Mac OS“.
Ujistěte se o tom, že stažené soubory s konfigurací mají název „RF100 v2-xxx“.
Tyto soubory jsou kompatibilní s operačním systémem Mac OS. Soubory s názvem
„Config-xxx“ jsou určené pro použití v operačním systému Windows®.
Otevření souboru s 3D modelem (Windows® a Mac OS)
V adresáři „3D Models“ na dodávané SD kartě naleznete několik experimentálních projektů určených
k přímému tisku (soubory těchto 3D modelů jsou uloženy ve formátu .STL.). Spoustu dalších si však
můžete stáhnout na internetu. Aplikace „Cura“ však nabízí možnost vytvoření vlastního 3D objektu.
Ujistěte se však o tom, že soubory s vašimi 3D projekty jsou uloženy ve formátu .stl (soubory STL).
Načtení vybraného modelu provedete jednoduše po jeho přetažení na virtuální tiskovou podložku
nebo po kliknutí na ikonu adresáře. Pro uložení souboru do počítače použijte ikonu „diskety“.
Aby bylo možné soubor tisknout přímo z tiskárny v režimu stand-alone, uložte vybraný model
na paměťovou kartu ve formátu GCODE. Pakliže váš počítač disponuje slotem pro SD kartu,
výběr symbolu „SD“ pak umožňuje přímé uložení souboru na paměťovou kartu.

Zahájení tiskové úlohy
Po propojení 3D tiskárny s počítačem se na obrazovce objeví ikona pro tisk 3D objektu „Print“.
Pravým tlačítkem myši vyberte tento symbol a v související nabídce pak spusťte tisk výběrem „Print
from COM3“. Alternativně můžete výběrem „Save GCode“ uložit soubor Gcode na paměťovou kartu.
Pro zahájení tisku klepněte na „Print“. Tím dojde ke spuštění ohřevu tiskové trysky.
Po dosažení přednastavení teploty (Operational temperature) se spustí samotný tisk 3D objektu.
Po zahájení tisku se na displeji tiskárny zobrazí provozní informace „Info screen“.
„Info screen“
Po stisku multifunkčního ovladače přejde systém do hlavní nabídky „Main“. V menu „Tune“ můžete
upravovat během tiskové úlohy některé tiskové parametry nebo například zastavit tisk s použitím
funkce „Emergency stop“.
Ukončení tiskové úlohy
Pro ukončení tiskové úlohy vyberte v aplikaci „Cura“ funkci „Cancel print“. Vzhledem k tomu, že se
data o 3D objektu ukládají do paměti (bufferu), může trvat až 60 sekund, než dojde k úplnému
pozastavení tisku. Funkci pro ukončení tisku „Cancel print“ nepoužívejte během ohřevu tiskové trysky.
V opačném případě bude nutné provést odpojení USB kabelu a restart 3D tiskárny. Po ukončení
tiskové úlohy se však bude udržovat přednastavená teplota tiskové trysky. Pro vypnutí ohřevu trysky
nastavte teplotu na 0 °C a použijte příkaz pro přesun tiskové podložky do výchozí polohy „Move axis“.
Na závěr odpojte USB kabel z tiskárny a tiskárnu restartujte. Použitím funkce „Emergency Stop“
můžete provést okamžité zastavení probíhající tiskové úlohy. Poté však bude vždy nezbytné provést
restart tiskárny.
Údržba a čištění
Povrch tiskárny můžete čistit pouze pomocí suchého a měkkého hadříku.
Nikdy pro čištění tiskárny nepoužívejte žádné chemikálie, rozpouštědla
ani prostředky pro drhnutí. V opačném případě může dojít k poškození povrchu
tiskárny a případně i nevratnému zničení celého zařízení. Z důvodů čištění tiskárnu
nikdy neponořujte do vody ani jiných kapalin. Před každým čištěním tiskárnu
odpojte od zdroje napájení a ponechejte dostatečně vychladnout!
Některé části (zejména extrudér a tryska) jsou za provozu velmi horké. Hrozí tak
nebezpečí popálení!
Čištění tiskové trysky
Trysku vyčistěte na závěr každé tiskové úlohy. Pro řádné vyčištění trysky však musíte spustit její
ohřev. Trysku a její hrdlo očistěte pomocí mírně navlhčeného hadříku. Pro čištění vnitřku trysky
postupujte následovně. Několikrát zopakujte proces podávání a vyjmutí vlákna a přitom vždy sledujte,
zda přibližně stejné množství vlákna, které bylo extrudérem roztaveno zároveň vychází i ven z tiskové
trysky a ujistěte se tak, že obsah trysky je tak již zcela prázdný. V případě, že z trysky nevychází
dostatečně velké množství vlákna, upravte teplotu trysky na teplotu potřebnou pro roztavení vlákna
udávanou jejím výrobcem (materiál vlákna však musí neustále vykazovat určitou viskozitu) a opatrně
odstraňujte vlákno z extrudéru. Dbejte na to, aby při tomto procesu došlo k úplnému odstranění
veškerého vlákna s obsahem nečistot (zbytků vláken jiných typů například Copper nebo Wood)
z extrudéru a trysky. Zbytek materiálu s nečistotami pak oddělte a znehodnoťte.
Teprve poté můžete použít nové tiskové vlákno.
Čištění extrudéru a jeho vnitřní části
Podrobné informace o tom, jak čistit extrudér a jeho vnitřní část naleznete v sekci „Čištění a údržba“
na stránkách výrobce www.conrad.com/downloads. Na tento odkaz můžete přejít po naskenování
QR kódu z úvodu tohoto návodu. Postupujte při čištění přesně podle pokynů uvedených na internetu.
Čištění tiskové podložky
Čištění podložky provádějte po každé tiskové úloze. Pro odstranění větších zbytků vlákna používejte
pouze dodávanou stěrku (špachtli).
Výměna pojistky
Před výměnou pojistky odpojte tiskárnu od síťového zdroje! Vypněte tiskárnu
a potom vytáhněte přívodní kabel tiskárny z elektrické zásuvky. Tiskárnu předtím
ponechejte dostatečně vychladnout. Výměnu pojistky v tiskárně smí provádět
Přerušenou pojistku nikdy neopravujte! Při výměně pojistky použijte vždy pojistku stejného typu.
pouze kvalifikovaný odborník!
Pro vyjmutí držáku pojistky použijte vhodný šroubovák. Odstraňte přerušenou pojistku a vyměňte
ji za novou pojistku se stejnými parametry. Opatrně vložte držák s pojistkou zpět do příslušné
přihrádky v tiskárně.

Odstranění tiskového vlákna z trysky
Problém
Příčina a řešení
V hlavní nabídce vyberte menu „Preheat PLA“ a poté „Unload filament“. Odstraňte cívku s vláknem
z tiskárny. Naposledy použitý materiál odstřihněte a nahraďte nejprve vláknem PLA. To platí zejména
při použití tiskových vláken Wood nebo Copper. Při výměně tiskového vlákna postupujte podle pokynů
uvedených v příslušné části tohoto návodu „Výměna / Vložení vlákna“. Použití PLA vlákna umožňuje
dokonalé odstranění všech zbytků dříve používaných tiskových vláken různých typů.
Uskladnění tiskárny
Před uskladněním tiskárny nejprve odstraňte veškeré vlákno z extrudéru a trysky. Vypněte tiskárnu
a odpojte její přívodní kabel z elektrické sítě. Ponechejte tiskárnu a zejména její trysku a extrudér
zcela vychladnout a předtím proveďte její řádné vyčištění (více v části „Čištění a údržba“).
Tiskárnu uskladněte pouze v suchých a čistých prostorách mimo dosah dětí.
Pro uskladnění tiskárny doporučujeme použití originálního obalového materiálu.
Řešení problémů
Tiskárna po zapnutí
nefunguje / Displej
a podsvícení tiskárny
je vypnuté.
Ověřte, zda je tiskárna připojena ke zdroji napájení.
Vyzkoušejte funkci elektrické zásuvky například připojením jiného
spotřebiče. Překontrolujte stav pojistky a v případě potřeby vyměňte
přerušenou pojistku za novou.
Ujistěte se o dokonale pevném a kontaktním USB připojení počítače
Po připojení USB
kabelu počítač
nerozpoznal 3D
tiskárnu.
a tiskárny. V aplikaci „Cura“ vyberte správný přenosový port.
Nainstalujte potřebné ovladače. Odpojte tiskárnu od počítače
a po chvíli znovu připojte. Restartujte operační systém počítače.
Pokud to je možné použijte jiný komunikační port.
Pro připojení tiskárny do počítače nepoužívejte žádné
USB-huby ani jiné rozbočovače.
Ověřte nastavení teploty tiskové trysky. Každý tiskový materiál
vyžaduje použití specifické teploty pro jeho zpracování.
Vyzkoušejte nastavit různé teploty. Dbejte na dodržení minimální
3D objekt
je po vytištění
deformován.
vzdálenosti trysky od tiskové podložky. Při tisku z počítače vyzkoušejte
použití jiných aplikací.
Antivirové programy a stahování může výrazným způsobem
omezit přenos dat do tiskárny. Vytiskněte objekt přímo z tiskárny
(použití tisku z paměťové karty). Ověřte správnou funkci použitého
USB portu u počítače.
Zastavení podávání
tiskového vlákna
nebo nedostatek
vlákna.
Došlo k přerušení
tiskové úlohy.
Ověřte stav tiskového vlákna v cívce. Cívka se musí v držáku
vždy lehce odvíjet. Tiskové vlákno je na cívce deformované
a zauzlované. Zajistěte volné odvíjení tiskového vlákna z cívky
do podavače v extrudéru. Ujistěte se o nastavení optimální teploty
tiskové trysky pro konkrétní tiskový materiál. V případě ucpání trysky
proveďte její vyčištění v souladu s pokyny v části „Čištění tiskové trysky“.
Při tisku z SD karty musíte tiskárnu odpojit od počítače.
Ověřte konfiguraci vašeho počítače. Během tisku z počítače
nesmí dojít k přechodu systému do režimu spánku nebo k aktualizaci
software.
Příliš nízká teplota trysky. Zvyšte teplotu tiskové trysky.
Tisková podložka má na svém povrchu zbytky vlákna,
3D objekt nepřilnul
k tiskové podložce.
které brání potřebnému přilnutí objektu. Očistěte tiskovou podložku
v souladu s pokyny uvedenými v části „Údržba a čištění“ / Příliš vysoká
rychlost tisku. Snižte rychlost tisku. Proveďte novou kalibraci tiskové
podložky.
Hotový objekt nelze
odstranit z podložky.
Vyčkejte, dokud objekt zcela nevychladne. 3D objekt z tiskové podložky
odstraňte pouze pomocí dodávané špachtle.
Neznámé nebo
nečitelné symboly na
Proveďte restart tiskárny.
LC displeji.
Náhlé chladnutí
trysky.
Pro ohřev trysky vyberte funkci „Preheat PLA“ a během příštích 5. minut
proveďte další krok v tiskovém procesu (například vložte tiskové vlákno
do extrudéru a spusťte tiskovou úlohu).
Na konci každé tiskové úlohy odstraňte původní vlákno z extrudéru.
Došlo k ucpání
tiskové trysky.
Postupujte přitom v souladu se všemi pokyny uvedenými v části „Údržba
a čištění“. Při čištění vnitřní části extrudéru bude nezbytné provést jeho
demontáž z tiskárny. V případě potřeby vyměňte starý extrudér za nový
(obj. č. 1522157).
Extrudér se přesouvá
v opačném směru.
Došlo k deformaci
tiskového vlákna.
Nedošlo k ohřevu
extrudéru / Během
ohřevu došlo
k zastavení ohřevu.
Překontrolujte, zda se může cívka s vláknem v držáku volně odvíjet.
Odstraňte vlákno z extrudéru a poté jej vložte zpět do extrudéru.
Proveďte restart tiskárny / Vyberte menu „Preheat PLA“ a vyčkejte
přibližně 2 minuty. Na displeji „Info screen“ ověřte ohřev trysky.
V případě závady na termistoru vyměňte vadný termistor za nový
(obj. č. 1538778).
Teplota trysky je na
úrovni pokojové
teploty nebo dokonce
Závada na termistoru a topném tělese.
Vyměňte vadný termistor s topným tělesem za nový (obj. č. 1538778).
pouze 0 °C.
Na displeji se objevila
informace „Temp
sensor error“,
tiskárna nereaguje na
ovládací prvky.
Vypněte 3D tiskárnu a demontujte kryt extrudéru. Ujistěte se o správném
a kontaktním připojení přívodního kabelu do jednotky extrudéru / Závada
na termistoru nebo topném tělese. Vyměňte vadný termistor s topným
tělesem za nový (obj. č. 1538778).
Technické údaje
Zdroj napájení tiskárny 100 – 240 V AC, 50/60 Hz
Výkon max. 60 W
Spotřeba v režimu standby 1,08 W
Pojistka F5AL, 250 V
Výrobní proces Fused Filament Fabrication (FFF)
Rozměry 3D objektu max. 120 x 120 x 120 mm
Rozlišení tisku 0,1 – 0,2 mm
Rychlost tisku 30 – 300 mm/s
Tiskový formát soubory ve formátu .GCODE
Tisková tryska (Ø) 0,4 mm
Vlákno (Ø) 1,75 mm
Podporované materiály PLA, Flexible, Wood, Pearl, Elastic, Copper, Aluminium
Teplota extrudéru +180 až +260 °C (doba ohřevu při teplotě v rozsahu 230 až 260 °C
nesmí přesáhnout 10 minut na jeden pracovní cyklus)
Rozhraní USB 2.0, slot pro SD kartu
Systémové požadavky Windows® Vista a novější, Mac OS min. verze 10.6.8 a novější
Kompatibilita aplikace „Cura“ verze 15.04.6 nebo starší verze
Podmínky provozu +5 až +55 °C 30 až 90 % relativní vlhkosti (bez kondenzace)
Podmínky pro uskladnění +5 až +55 °C 30 až 90 % relativní vlhkosti (bez kondenzace)
Rozměry 295 x 331 x 351 mm
Hmotnost 9,5 kg

Recyklace
Elektronické a elektrické produkty nesmějí být vhazovány do domovních odpadů.
Likvidujte odpad na konci doby životnosti výrobku přiměřeně podle platných
zákonných předpisů.
Šetřete životní prostředí! Přispějte tak k jeho ochraně!
Pokud si nebudete vědět rady, jak tuto 3D tiskárnu správně a bezpečně používat
a v tomto návodu k obsluze nenaleznete všechny potřebné informace, obraťte
se na naši technickou podporu, nebo požádejte o radu kvalifikovaného odborníka.
Překlad tohoto návodu zajistila společnost Conrad Electronic Česká republika, s. r. o.
Všechna práva vyhrazena. Jakékoliv druhy kopií tohoto návodu, jako např. fotokopie, jsou předmětem souhlasu společnosti
Conrad Electronic Česká republika, s. r. o. Návod k použití odpovídá technickému stavu při tisku! Změny vyhrazeny!
© Copyright Conrad Electronic Česká republika, s. r. o. REI/9/2018
 Loading...
Loading...