

Page 1
PALLET MASTER (PMD)
HIGH SPEED
OPERATING INSTRUCTIONS
MODELS
35, 50 & 100 SERIES
RAPID-AIR CORPORATION
4601 KISHWAUKEE ST. • ROCKFORD, IL 61109-2925
Phone: (815) 397-2578 • Fax: (815) 398-3887 • Web Site: www.rapidair.com
Page 2
Rapid-Air Corporation
Operating Instructions
Pallet Master - PMD 25, 35, 50 & 100
High Speed
POWER
The system is designed to operate on 120 VAC 50/60 HZ power. The unit is provided with a
power cord that distributes the power to a terminal strip located under the pallet reel dial plate.
The power is then distributed to the proper control panel. The distributed power is circuit
breaker protected and is intended as a power source for the Pallet Reel and any additional
Rapid-Air accessory. Simply plug the main power cord into any grounded 120 VAC receptacle.
EMERGENCY STOP & POWER MONITOR INTERFACE
The system provides a control relay for emergency stop and power monitoring. These are controls provided to the user as an optional interface. If the user does not require or desire these
features the system is operational as received from the factory.
An isolated form “C” contact arrangement is provided for customer interface to monitor
“emergency stop” or “taut stock” detection. The contact is terminated on the base terminal
block (ref. Fig. RA-4/RA5) pin out is N.O. term-10; N.C. term-11; common term-12. The contacts are rated at .5 amps at 28 VDC.
SETUP & INSTALLATION
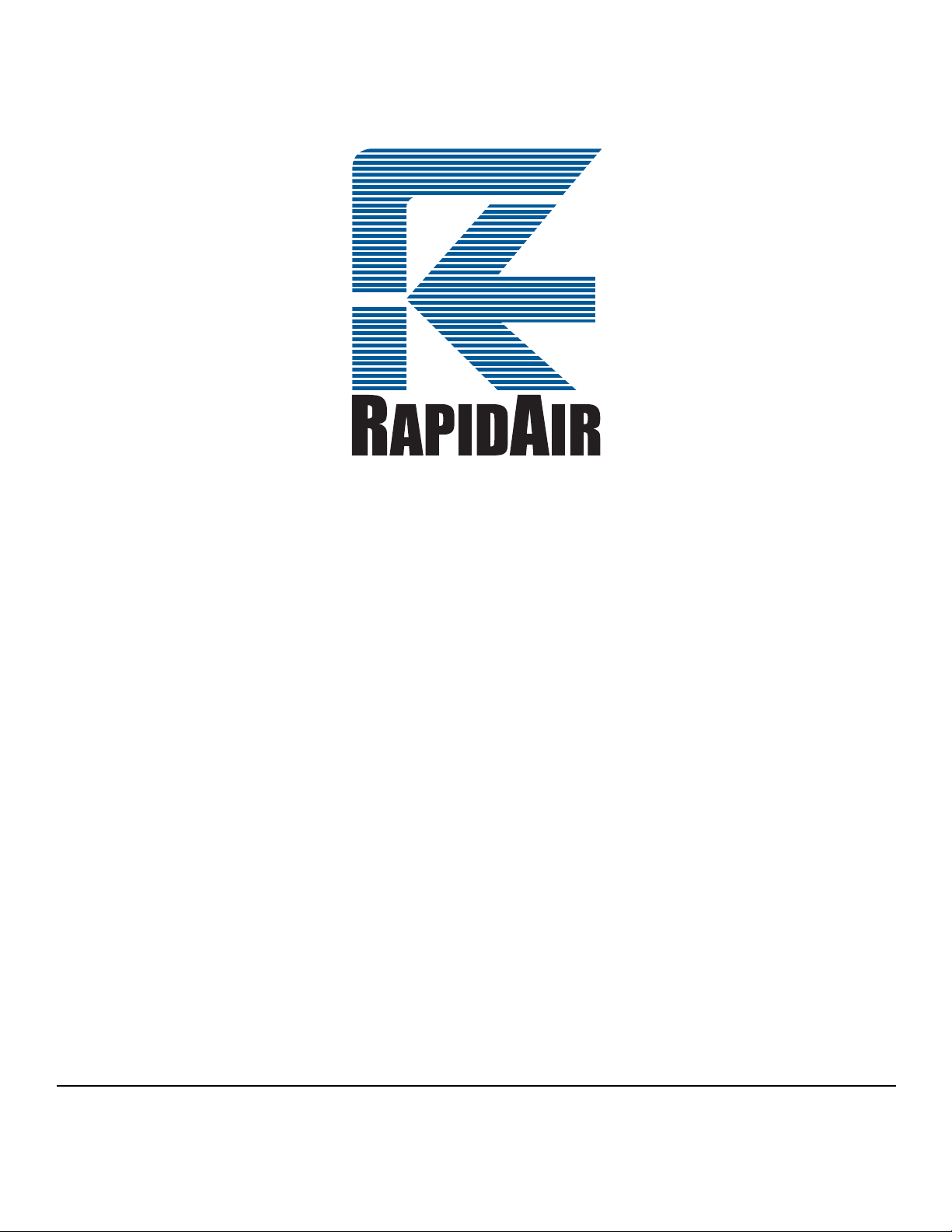
Determine the direction and rotation that the material shall decoil as it leaves the PMD. Position the PMD as close as possible to the end of the press.
Install the control arm assembly in the control head hub such that the counter weight is pointing
toward the turntable. Position the control head and arm then lock in the appropriate exit side of
the PMD.
The following sketches will show the four basic decoiling arrangements. The choice depends
upon such factors as weight, geometry of the material, C.W., or C.C.W. decoiling and available
floor space.
2
Page 3
Pre-Operation Check
Before placing any material on the turntable ensure that all functions are in the correct mode for
machine operation. i.e.
1. Switch “OFF”
2. Run/Stop/Jog “stop” position.
3. Control arm arranged with counter weight toward the turntable at its max. extension.
4. Lock the control head.
5. Rotation directions switch to agree with the decoiling direction of the material on the pallet
that is ready to be loaded onto the PMD.
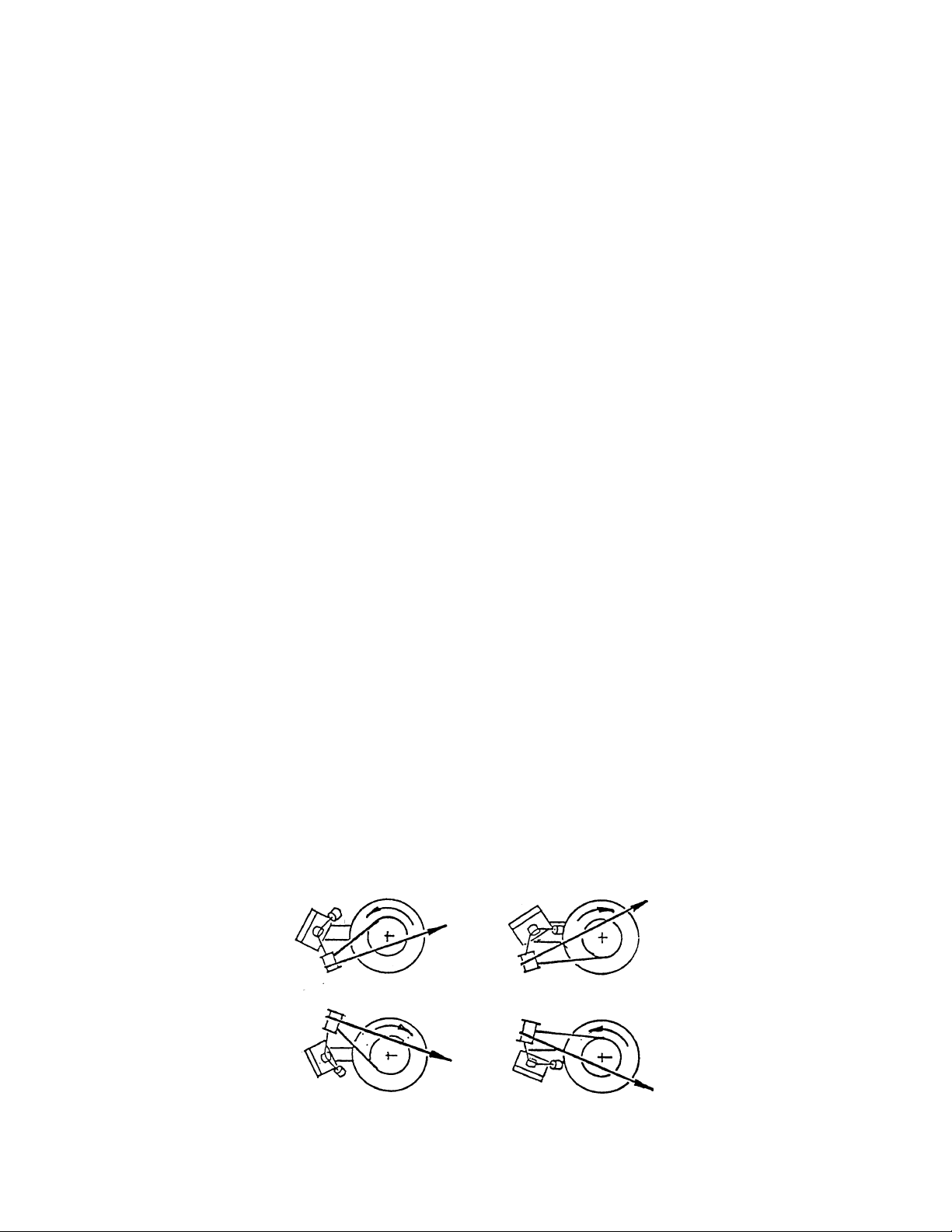
6. Loop range at maximum 3”.
7. Loop height—0.
8. Stock direction switch located just under the control arm pivot, switch to direction of material flow to the press.
Start up and Run Check
9. Switch “ON”.
10. Run / Stop / Jog - “RUN”
11. Slowly push (rotate) the control arm toward the turntable to start the rotation.
(a) If the table turns in the wrong direction, reverse rotation direction switch.
(b) The turntable speed should increase as the control arm is moved toward the table.
If otherwise. Reverse the stock direction switch.
3
Page 4

Operation
12. Place the coiled stock on the turntable. Center the material on the turntable within 1/2 inch
from center.
13. Rotate the table slowly by pushing the control arm toward the turntable. Unwind the first
coil until the material can be threaded around the roller and back toward the press. The control arm and turntable will, now, operate automatically.
14. Slowly walk the material to the press. An alternate means of moving the material toward
the press is the Run/Stop/Jog switch in repetitive Jog actuations. This may be a preferred
method since this function overrides the control arm that may not be properly set at this
time.
15. Run/ Stop/ Jog - “STOP”
16. Adjust the roller angle so that the material makes full contact.
17. Adjust the height of the control arm.
18. Adjust the counter weight to just offset the affect of the material loop so that the control arm
will go back to the starting (rest) position when the press is not demanding material. (Refer
to Inst #24 for loop height.)
Control Adjustments
19. Run/Stop/Jog: (see inst. #14)
20. Rotation directions: (see inst. #5)
21. Loop Range: This switch selects the sensitivity of the control arm travel from minimum to
maximum speed in a narrow to a wide range depending upon the arm length of the control
arm and press material demand.
22. Loop Height: This switch sets the start position in the arc of the control arm as it swings off
of its mechanical stop.
(see dia. next page)
4
Page 5
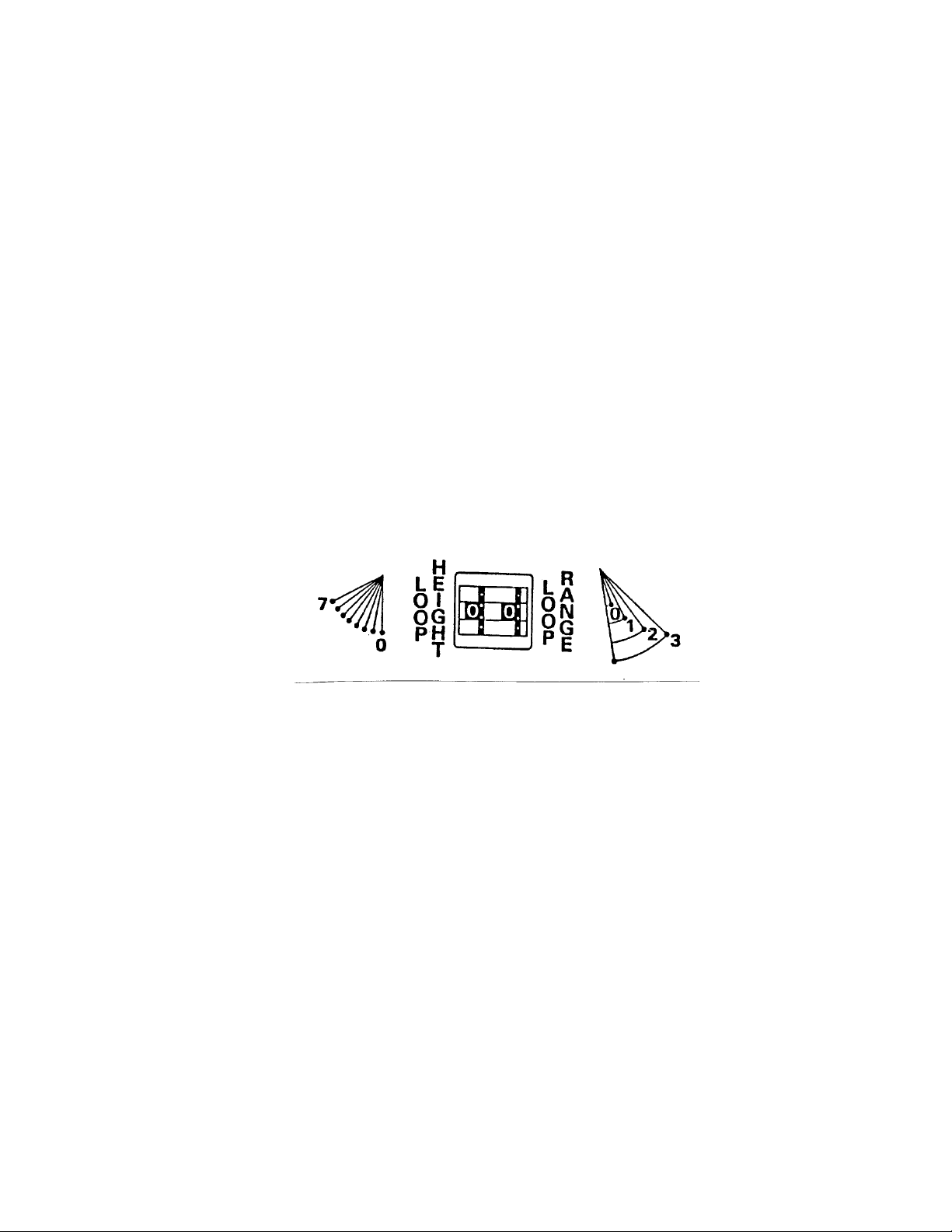
Electronic loop height adjustment
Eight different loop sensing arm operating positions are
selected manually during set-up. In operation, the desired
position is monitored and maintained electronically. Each
separate position will move the operating angle of the arm
so that top-to-bottom travel is located to accommodate
specific material and loop height requirements.
Loop sensing arm operating range
30º- Loop sensing arm travels through a
full 30º arc to vary turntable rotation speed
from slow to full speed.
20º - Travel through a 20º arc changes
rotation speed from slow to full speed.
10º - Slow to full speed varies as the loop
sensing arm travels in a 10º arc.
5º - Only the first 5º of loop sensing arm
travel is required to control turntable
rotation from slow through full speed.
5
Page 6
Instruction for wiring Pallet Master Decoiler after shipping
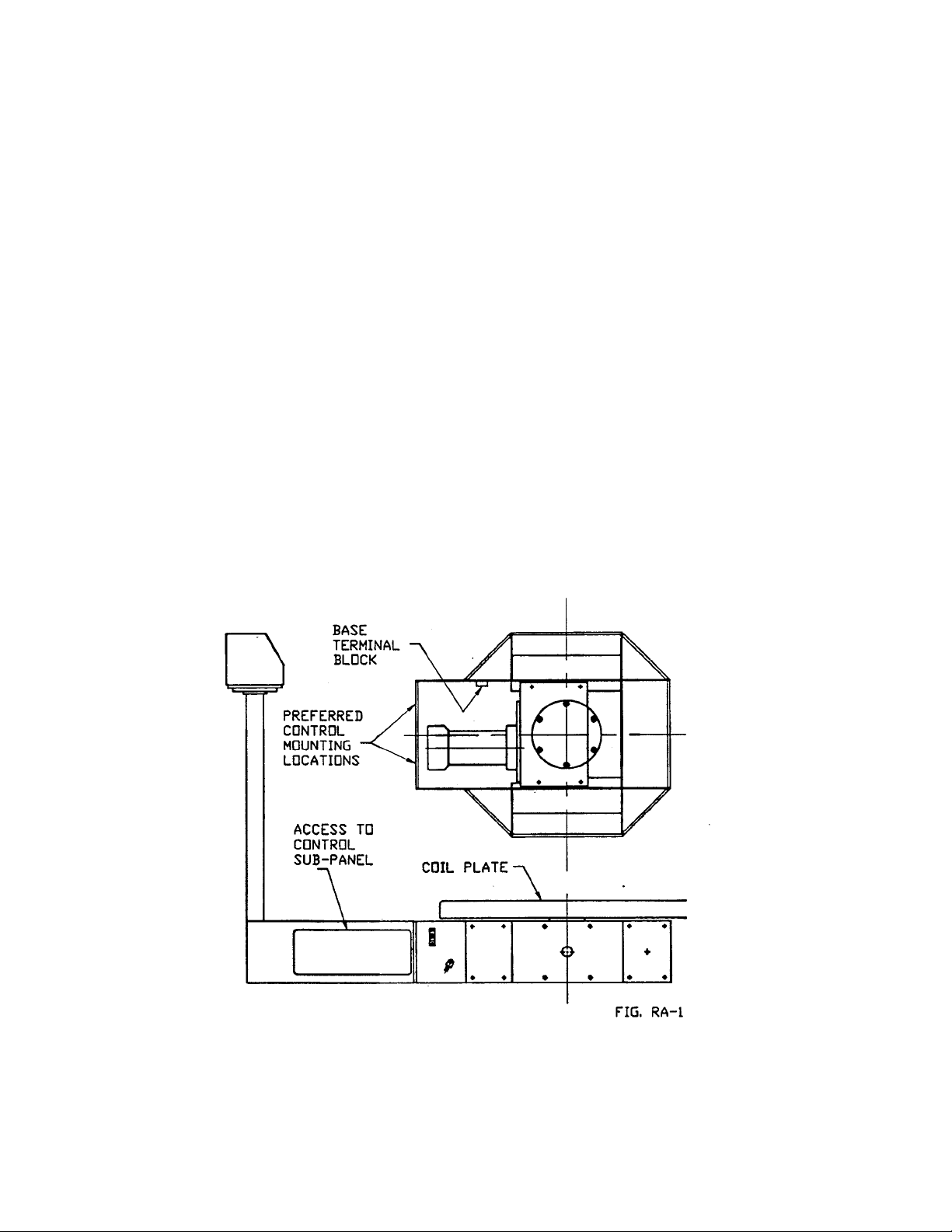
1. See drawing (fig RA-1)
2. Feed wires from base through hole in control arm.
3. Bolt control assembly to base with (4) 1/2-13 x 3/4 screws provided.
4. Take off control sub-panel access cover by removing (14) screws.
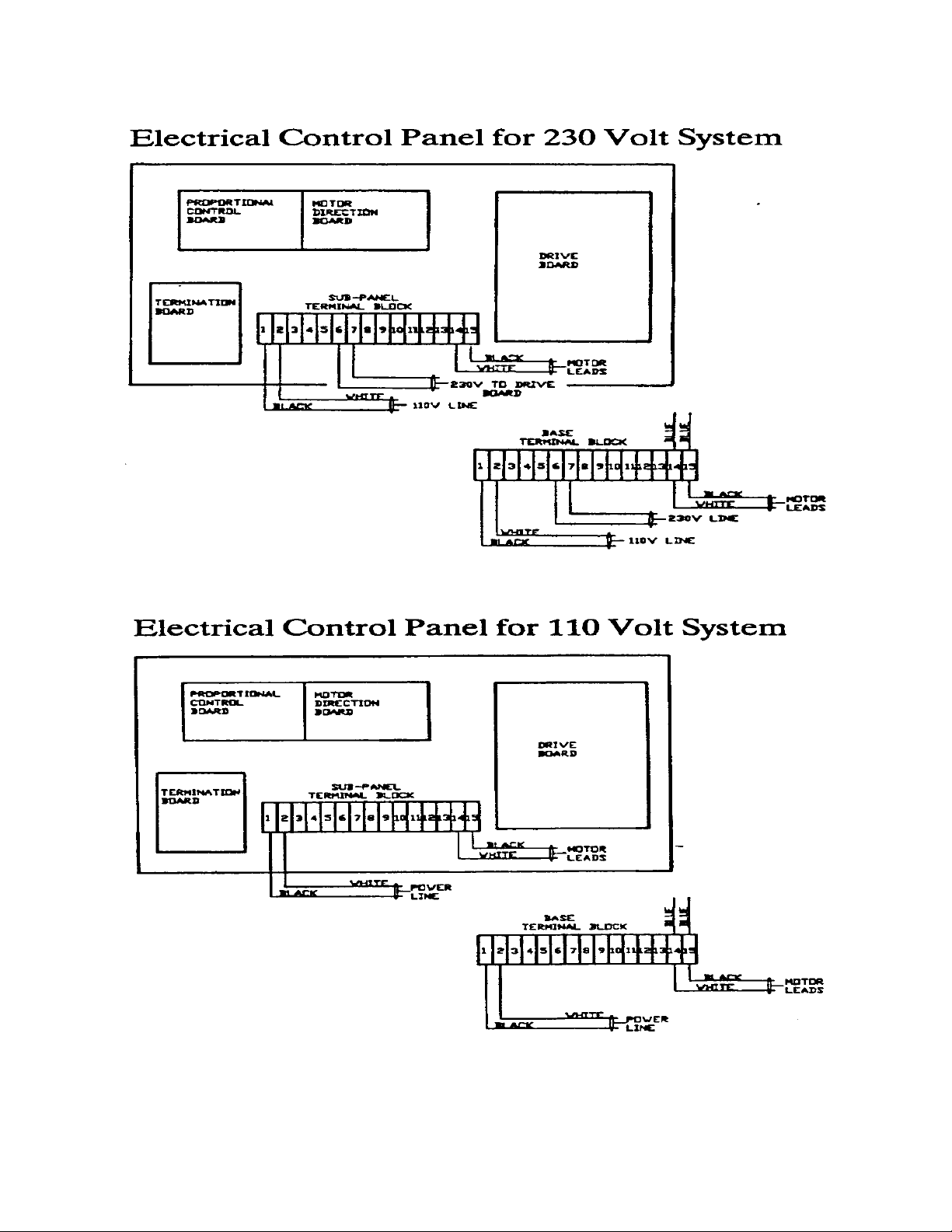
5. See drawing (fig RA-4) for 230 V system
See drawing (fig RA-5) for 110 V system
6. Connect wiring shown on drawing (fig RA-4) or (fig RA-5) which ever applies.
7. Replace cover.
8. Refer to Rapid-Air operating instructions to set up pallet master decoiler.
6
Page 7
7
Page 8

The TAUT STOCK feature is built into the Rapid-Air board #69100035 and wired to external
terminals 10-11-12. The terminal #12 is common and from terminal 11 to 12 is a normally
open contact with power on the unit. Terminal 10 to 12 is a normally closed contact with power
on the unit. These contacts are from “relay 2” chip. See diagram. This relay has to be in place
for taut stock to work. There is also a 4 prong post labeled “JUMP” that has to be connected so
that relay 2 can be activated. To correctly apply the jumper, locate the post and then locate the
plastic 2 prong jumper, ensuring that the right 2 vertical posts are covered. Once this is in
place, the taut stock feature can be tuned.
To tune the taut stock, check that there are no connections on the terminals 10-11 & 12, except
those that were factory connected. Attach an OHM meter to terminal 11 & 12 with the meter
set to OHMS
Start the reel and raise the dancer arm so that the reel is running maximum speed. Raise the
dancer arm up to a point that the stock would be taut. Hold the dancer arm at this position and
adjust the pot “R7” of board 69100034 until the contact changes state. Release the dancer arm.
The contact should return to normal state. Raise and lower the dancer arm 2 to 3 times to ensure that the contact functions properly. Disconnect the OHM meter and connect the customer
interface. CAUTION! The contact rating of the relay is 10VA@ 0.5 amps max.
8
Page 9

Rapid-Air Corp.
Minarik Adjustable Speed Control models RG100UC and RG200UC
Specifications
Input voltage
RG100UC 115 vac, 50/60 hertz, single phase
RG200UC 230 vac, 50/60 hertz, single phase
Maximum input current
15.0 amperes
Output armature voltage
RG100UC 0-90 vdc
RG200UC 0-180 vdc
Output armature current
10.0 amperes
Output Field Voltage
RG100UC 100 vdc
RG200UC 200 vdc
Output field current
1.0 ampere
Weight
3.1 pounds
Ambient Temperature Range
10-50 degrees C
Load regulation
With tachometer feedback 0.5% of base speed
Without tachometer feedback 8% of base speed
Horsepower rating
RG100UC 1/4 through 1 hp
RG200UC 1/2 through 2 hp
9
Page 10

Safety Warning - Please Read Carefully
Improper installation practices can cause equipment malfunction or serious physical injury.
This equipment must be installed, adjusted, and serviced by qualified electrical maintenance
personnel familiar with the construction and operation of the equipment and the hazards involved. It is the responsibility of the individual installing the control to take diligent care during installation. Compliance with the National Electrical Code, any and all sound pertinent local electrical and safety codes, and the Occupational Safety and Health Act (OSHA) is required.
All exposed points on the control circuit board are HOT with respect to earth ground. The
chance of electric shocks, fires, or explosions can be reduced by giving proper consideration to
grounding, thermal and over-current protection, type of enclosure, and maintenance procedures.
These controls are NOT fail-safe. Control may cause the motor to run at full speed. The Speed
Adjust Pot and the Regen Stop Circuit will be ineffective in these situations. BE SURE to provide an independent and positive means for disconnecting incoming AC power under emergency conditions.
General Considerations
Install in an area protected from dirt, moisture, and accidental contact. Provide adequate clearance for connection of wiring and adjustment of the controls. Do not mount the controls near
other heat producing objects or in areas subject to excessive cold or vibration. Allow for adequate ventilation to maintain the ambient temperature within 10 to 50 degrees C.
Connections
The AC line, armature, and field circuits should be wired with 16 Ga or larger stranded wire.
The Speed Adjust Pot Circuit may be wired with 18 GA stranded wire.
Connections are to screw-type terminal blocks.
WARNING - These controls are not isolated from earth ground. Unless an isolation transformer is used, circuit components are at a potential of 115 (or 230) volts above ground.
Speed Adjust Pot
DO NOT bundle the potentiometer leads or signal leads with any other load carrying wiring. If
the potentiometer leads are over 18 inches in length you must use shielded wire to avoid erratic
operation. If shielded wire is used, ground it at the Speed Control end only and not at the potentiometer end.
10
Page 11

Line Starting and Line Stopping
Connect a jumper between terminals 9 and 12. When AC line power is removed, the motor will
coast to a stop. When power is re-applied, the motor will accelerate to the set speed at a rate
determined by the Accel Adjustment trim pot setting.
Unidirectional Operation
For unidirectional operation, disconnect the reverse end of the speed pot from terminal 6 and
connect it to terminal 3.
Motor Over Temperature Switch
Some motors are available with an internal thermostat which functions as an Over Temperature
Switch. If not used, connect a jumper between terminals 9 and 10.
WARNING: If the O/T switch is used. Stop switches MUST be connected to terminals 10, 11
and 12 to prevent automatic restart of the motor.
Start and Stop Switches
These switches are not supplied with the control. The Start circuit requires a momentary operated normally open switch and the Stop circuit requires a momentary operated normally closed
switch. When the Start switch is momentarily actuated, the motor will run. When the Stop
switch is momentarily actuated, the motor will coast to a stop. To eliminate the start and stop
switches, jumper terminals 10 and 12.
11
Page 12

Regen Run-Brake Switch
The Regen Run-Brake switch is optional. When the switch is in the open position, the motor
will run. When the switch is closed, the motor will be regeneratively braked to a stop. NOTE:
The Run/Brake switch acts as an inhibit function and will not unlatch the Start/Stop pushbutton
circuit.
Tachogenerator Feedback
Tachogenerator feedback is optional. Without tachogenerator feedback, load regulation is approximately 8% of base speed with a speed range of 10 to 1. This is quite acceptable for most
applications which do not involve sizable load changes. With tachogenerator feedback, load
regulation is better than 0.5% of base speed with a speed range of 30 to 1.
1. Clip resistors R5 and R6 from the lower board.
2. The control factory set for a tachogenerator rated at 50 volts per 1000 RPM, with a maximum motor speed of 1800 RPM. If the tachogenerator output is other than 50 volts per
1000 RPM, or the maximum speed of the motor is greater than 1800 RPM, calculate the
value of R1 based upon V max - the tachogenerator output voltage at maximum motor
speed. Note that V max must be at greater than 5 volts.
R1 = [(V/RPM)(RPM max)-5]+2.3, kohms
Where
V/RPM = Tachogenerator volts per rpm, and
RPM max = Maximum tachogenerator speed in the application
Select a standard 1/4 watt resistor of the calculated value and insert it into the two terminal
blaco TB# on the upper circuit board. If the calculated value is not available, select the next
higher standard resistance and, after steps 3 and 4 have been followed, use the Max Speed Adjust trim pot to set the maximum speed.
3. Set IR Comp trim pot fully CCW.
4. Connect the tachogenerator leads to terminal 1 (negative) and terminal 2 (positive). Tachogenerator polarity is that produced with motor running in the FORWARD direction.
If any doubt exists concerning the tachogenerator polarity, start the motor very slowly. A miswired tachogenerator will cause the motor to accelerate to full speed. If this occurs, disconnect
the control from the AC power immediately. Interchange the connections at terminal 1 and 2.
Reconnect AC power to the control and recheck.
12
Page 13

OPERATION
Before operating the control, carefully check that all connections are correct. Check that there
are no wire chips or other foreign material on the printed circuit boards. Make sure that the input voltage is the same as listed on the control nameplate.
FIRST TIME STARTUP
1. Set the direction select Speed Adjust Pot to approximately its center position. If this pot is
wired for unidirectional operation, set the pot to full CCW. Apply AC power to the unit.
2. If Regen Run-Brake switch is used, place it in the open position.
3. If Start and Stop pushbuttons are used press the Start button. (If not used, terminals 10 and
12 must be jumped.)
4. Slowly turn the direction select Speed Adjust Pot CW or CCW for the desired direction of
motor rotation and speed. If the Speed Adjust Pot is wired for unidirectional operation
slowly turn it CW to the desired speed. Verify that the motor starts slowly and increases
speed in accordance with the potentiometer setting. If the control does not behave as expected, disconnect the AC power immediately and refer to the Troubleshooting Section of
this manual.
OPERATING PROCEDURES
The motor may be started or stopped with the power line at any speed setting on the direction,
select speed adjust pot or unidirectional speed adjust pot. When power is applied the motor will
accelerate to the set speed and when the power is disconnected the motor will coast to a stop.
For a fast stop the operational Regen Run-Brake switch should be used. When placed in the
BRAKE position the motor will then be regeneratively braked to a stop.
For push button operation, the Regen Run-Brake switch must be in the open position. When
the Start button is pressed the motor will accelerate in the direction and to the speed as selected
by the direction select Speed Adjust Pot. (If the Pot is in the center position the motor will not
begin to run until the Pot is turned off center.) If the speed adjust pot is wired for unidirectional
operation the motor will accelerate to the speed selected. If the motor runs in the wrong direction, disconnect power from the control and interchange the leads to terminals A1 and A2.)
When the STOP button is pressed the motor will coast to a stop.
CALIBRATION INFORMATION
SAFETY WARNING: Dangerous voltages exist on the printed circuit board. Contact with
components and/or printed circuitry could cause serious injury or fatality. Please refer to and
follow all Safety Warnings.
13
Page 14

IMPORTANT:
A non-metallic screwdriver must be used when setting the trimpots to avoid any possibility of
the screwdriver’s blade contacting live circuitry and shorting the circuitry or allowing contact
with any dangerous or fatal voltages.
Eight trim pots, located on the PC board, are provided for tuning the control to obtain optimum
performance.
Two unlabeled trimpots have been added to the logic board. They are used only in the factory
calibration procedure. Any changes made to these settings may seriously degrade the performance of the control and void its warranty.
MAX SPEED ADJUSTMENT
This feature is provided to allow maximum motor speed to be adjusted between 70 to 100% of
motor nameplate rated speed when the direction select adjust pot is set at maximum for either
rotation.
IR COMP ADJUSTMENT
Regulation is obtained by circuitry which raises the armature voltage to minimize speed loss
with increased loading. This trim pot is factory preset fully CW.
FWD TORQUE AND REV TORQUE ADJUSTMENTS
These are provided for protection against excessive armature current, with current limited to approximately 120% of full load rating with factory set trim pots. Since current draw is usually
highest upon start-up and acceleration, the setting of these trim pots can extend the acceleration
time. IMPORTANT: Do not adjust either torque trim pot to a value higher than 130% of full
motor current.
FWD ACCEL AND REV ACCEL ADJUSTMENTS
These trim pots set the amount of time required for the motor to accelerate from some speed to
a greater speed in either direction. These are settable from 0.1 second through 15 seconds
(approximately) from zero to full speed, depending on motor inertia. The actual minimum acceleration rate is dependent upon available torque. When operating in the reverse direction, the
forward acceleration trim pot controls the deceleration time. When in the forward direction, reverse acceleration acts as forward deceleration. Turning the trim pots CW increase the Accel/
Decel time.
CURRENT STAB ADJUSTMENT
The effect of the adjustment is most apparent in the DC tachogenerator feedback operating
mode. Current Stab is factory set at 50% of CW and should not required adjustment unless the
tachogenerator signal has considerable ripple. Then, you should turn this pot CW until motor
stabilizes.
14
Page 15

15
Page 16

Troubleshooting
The printed circuit boards in these controls are built utilizing the surface mount technology and
are not considered to be field repairable. However, few problems originate from the printed circuit board. By following the procedures listed below, a trained service technician can troubleshoot and solve most problems.
Basic Considerations
Before proceeding check the following:
1) AC input power must be the same voltage as shown on the control nameplate.
2) Check the motor nameplate for armature and field. With 115 VAC input the motor should
have a 90 VDC armature and a 100 VDC field. PM motors do not have a field winding, and
no connections to F1 and F2 should be made.
3) Check that the terminal block connections are consistent with that shown on the connection
diagrams.
4) Check to see that the line fuse(s), F1 and F2, are the correct value (20 amperes normal
blow) and are not blown. Also check the field fuse, F3, (1.5 amperes normal blow).
SAFETY WARNING: When changing these fuses the power line MUST be disconnected from the control to prevent contact with dangerous voltages which could cause
serious injury or fatality.
I. Heed and follow the safety warning at the beginning of the calibration information.
II. Set direction select speed adjust pot to its center position. If speed adjust pot is wired for
unidirectional operation, set it at full CCW. Apply AC power. If field fuse blows, disconnect AC power from control and check:
a) Motor cable or motor field may be shorted or grounded. Disconnect F1 AND F2. A
resistance reading across the motor field should read approximately 100 to 1000
ohms, depending on the horsepower rating of the motor. A reading from either side
of the field to the motor frame should show open. (use high ohm scale)
III. Reconnect motor to control, reconnect power line to control and advance the direction select
speed adjust pot to maximum FORWARD speed (full CW). If speed adjust pot is wired for
unidirectional operation advance it to maximum speed (full CW).
a) If line fuse(s) blow:
1) Motor armature or motor cable may be shorted or grounded. Disconnect AC power
from control and disconnect A1 and A2. An ohmmeter reading across the motor armature should read approximately 1 to 100 ohms, depending on the horsepower of
the motor. A reading from either side of the armature to the motor frame should
show open (use high ohm scale).
2) Motor field circuit may be open. Check for correct motor field resistance as described in II.a.
16
Page 17

b) If line fuse does not blow but motor will not run:
1) Direction select speed adjust pot or unidirectional speed adjust pot may be defective.
2) Control switches may be defective
IV. Motor will not reach desired speed.
a) MAX SPEED trim pot may be set incorrectly.
b) FWD TORQUE OR REV TORQUE trim pot may be set too low.
c) If in tachogenerator mode, R! may be incorrect value.
V. Motor surges or pulsates.
a) IR COMP trim pot may be set too high.
Tachogenerator Feedback Mode
I. Motor always runs at maximum speed.
a) Tachogenerator output is wired opposite to the correct polarity. Reverse connec-
tions at Terminals 1 and 2
b) Tachogenerator output is interrupted or nonexistent. Check continuity of leads. Re-
place the tachogenerator if defective.
II. Motor oscillates at all speeds.
a) Check that the IR Comp trim pot is fully CCW.
b) Adjust the Current Stab trim pot CW until motor smoothes out.
c) Speed adjust pot may be open.
III. Motor oscillates at low speeds.
a) Very gradually turn the VOLTAGE STAB trim pot CW until the oscillation ceases.
(Unless this trim pot has been accidentally reset from its original calibration, you
should not need to readjust it!)
b) In the unlikely event that the oscillation is not completely eliminated by the voltage
stab trim pot, slight resetting of the current stab trim pot may be necessary. (Unless
this trim pot has been accidentally reset from its original calibration, you should not
need to readjust it!)
17
Page 18

LIMITED WARRANTY - RG100UC/RG200UC
For a period of one (1) year from date of original purchase Rapid-Air Corporation will repair or
replace without charge devices which our examination prove to be defective in material or
workmanship. This warranty is valid if the unit has not been tampered with by unauthorized
persons, misused, abused or improperly installed and has been used in accordance with the instructions and or ratings supplied. The foregoing is in lieu of any other warranty or guarantee
expressed or implied and we are not responsible for any expense (including installation and removal), inconvenience, or consequential damage, including injury to any person, caused by
items of our manufacture and/or sale. Some states do not allow certain exclusions or limitations
found in this warranty so that they may not apply to you. In any event, Rapid-Air Corporation’s
total liability, under all circumstances, shall not exceed the full purchase price of this unit.
18 19
Page 19

Page 20

20
Page 21

21
 Loading...
Loading...