

Ransburg 76480, 76482, 76485, 76488 User Manual
SERVICE MANUAL
AA-99-01.1AA-99-01.1
AA-99-01.1
AA-99-01.1AA-99-01.1
(Replaces AA-99-01)
June - 2007
SOLSOL
SOL
SOLSOL
TMTM
TM
EFMEFM
EFM
EFMEFM
VENTBORNE ROBOTIC AVENTBORNE ROBOTIC A
VENTBORNE ROBOTIC A
VENTBORNE ROBOTIC AVENTBORNE ROBOTIC A
TMTM
AND EFMD AND EFMD
AND EFMD
AND EFMD AND EFMD
TMTM
TM
TMTM
TT
OMIZERSOMIZERS
T
OMIZERS
TT
OMIZERSOMIZERS
MODEL: 76480, 76482, 76485, 76488MODEL: 76480, 76482, 76485, 76488
MODEL: 76480, 76482, 76485, 76488
MODEL: 76480, 76482, 76485, 76488MODEL: 76480, 76482, 76485, 76488
IMPORIMPOR
IMPOR
IMPORIMPOR
carefully read SAFETY PRECAUTIONS,carefully read SAFETY PRECAUTIONS,
carefully read SAFETY PRECAUTIONS,
carefully read SAFETY PRECAUTIONS,carefully read SAFETY PRECAUTIONS,
starting on page 1, and all instructions instarting on page 1, and all instructions in
starting on page 1, and all instructions in
starting on page 1, and all instructions instarting on page 1, and all instructions in
this manual. Keep this Service Manual forthis manual. Keep this Service Manual for
this manual. Keep this Service Manual for
this manual. Keep this Service Manual forthis manual. Keep this Service Manual for
future reference.future reference.
future reference.
future reference.future reference.
TT
ANTANT
T
ANT
TT
ANTANT
: Before using this equipment,: Before using this equipment,
: Before using this equipment,
: Before using this equipment,: Before using this equipment,
Service Manual Price: Service Manual Price:
Service Manual Price: €
Service Manual Price: Service Manual Price:
40.00 (Euro)40.00 (Euro)
40.00 (Euro)
40.00 (Euro)40.00 (Euro)
$50.00 (U.S.)$50.00 (U.S.)
$50.00 (U.S.)
$50.00 (U.S.)$50.00 (U.S.)

NOTE:NOTE:
NOTE: This manual has been changed from revision
NOTE:NOTE:
AA-99-01AA-99-01
AA-99-01 to revision
AA-99-01AA-99-01
AA-99-01.1AA-99-01.1
AA-99-01.1.
AA-99-01.1AA-99-01.1
Reasons for this change are noted under “Manual Change Summary” inside the back cover of this
manual.
AA-99-01.1
CONTENTSCONTENTS
CONTENTS
CONTENTSCONTENTS
SAFETY:SAFETY:
SAFETY:
SAFETY:SAFETY:
EFM(D) Solventborne Robotic Atomizers - Contents
PAGEPAGE
PAGE
PAGEPAGE
1-41-4
1-4
1-41-4
SAFETY PRECAUTIONS............................................................................................................
HAZARDS / SAFEGUARDS.......................................................................................................
INTRODUCTION:INTRODUCTION:
INTRODUCTION:
INTRODUCTION:INTRODUCTION:
THE ITW RANSBURG ELECTROSTATIC PROCESS.............................................................
EFM AND EFMD SOLVENTBORNE GUNS..............................................................................
SPECIFICATIONS.......................................................................................................................
MANIFOLD SELECTION GUIDE................................................................................................
APPLICATOR TOOL-POINT REPRESENTATION...................................................................
INSTALLATION:INSTALLATION:
INSTALLATION:
INSTALLATION:INSTALLATION:
EFM AND EFMD ROBOTIC ATOMIZER INSTALLATION........................................................
POWER SUPPLY ASSEMBLY...................................................................................................
LOW VOLTAGE CABLE CONNECTIONS.................................................................................
ROBOT MANIFOLD ASSEMBLY................................................................................................
EFM SPRAY GUN.......................................................................................................................
ROBOT MANIFOLD AND SPRAY GUN INSTALLATION /
PARTS LIST.................................................................................................................................
OPERATION:OPERATION:
OPERATION:
OPERATION:OPERATION:
1
2-4
5-85-8
5-8
5-85-8
5
5-6
6
7
8
9-149-14
9-14
9-149-14
9
9
10
11
11
13-14
15-1815-18
15-18
15-1815-18
SPRAY APPLICATOR CONTROLS...........................................................................................
POWER SUPPLY CONTROLS..................................................................................................
GENERAL INFORMATION AND ADJUSTMENTS...................................................................
SIMPLIFIED AIR AND FLUID FLOW PASSAGE LAYOUT.......................................................
INTRINSIC SAFE WIRING..........................................................................................................
MAINTENANCE:MAINTENANCE:
MAINTENANCE:
MAINTENANCE:MAINTENANCE:
ROUTINE MAINTENANCE SCHEDULE....................................................................................
PROCEDURES............................................................................................................................
SERVICE......................................................................................................................................
SPRAY HEAD ASSEMBLY / PARTS LIST.................................................................................
FLUID REGULATOR OR DUMP VALVE / PARTS LIST...........................................................
REMOVING GUN FROM THE ROBOT MANIFOLD
ASSEMBLY / PARTS LIST..........................................................................................................
AIR CARTRIDGE VALVES.........................................................................................................
SOLENOID TRIGGER VALVES / PARTS LIST.........................................................................
LECU5004 MICROPAK CONTROL UNIT..................................................................................
76494-XXX ROBOT MANIFOLD ASSEMBLY............................................................................
ACCESSORIES...........................................................................................................................
(Continued On Next Page)(Continued On Next Page)
(Continued On Next Page)
(Continued On Next Page)(Continued On Next Page)
15
15
15-17
17
18
19-3419-34
19-34
19-3419-34
19-20
20-21
21
22-24
25-26
27
28-29
29-30
31
31
31-34
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Contents
PARTS IDENTIFICATION:PARTS IDENTIFICATION:
PARTS IDENTIFICATION:
PARTS IDENTIFICATION:PARTS IDENTIFICATION:
PAGEPAGE
PAGE
PAGEPAGE
35-7035-70
35-70
35-7035-70
76479 SPRAY HEAD ASSEMBLY / PARTS LIST.......................................................................
76490 APPLICATOR MANIFOLD PLATE ASSEMBLY / PARTS LIST......................................
76494 MANIFOLD ASSEMBLY / PARTS LIST............................................................................
76480 EFM APPLICATOR ASSEMBLY / PARTS LIST..............................................................
76366 VALVE MANIFOLD ASSEMBLY / PARTS LIST...............................................................
76481 APPLICATOR HOUSING ASSEMBLY / PARTS LIST....................................................
76482 EFM APPLICATOR ASSEMBLY / PARTS LIST..............................................................
76484 VALVE MANIFOLD ASSEMBLY / PARTS LIST...............................................................
76483 APPLICATOR HOUSING ASSEMBLY / PARTS LIST....................................................
76485 EFMD APPLICATOR ASSEMBLY / PARTS LIST............................................................
76487 VALVE MANIFOLD ASSEMBLY / PARTS LIST...............................................................
76486 APPLICATOR HOUSING ASSEMBLY / PARTS LIST....................................................
76488 EFMD APPLICATOR ASSEMBLY / PARTS LIST............................................................
76368 VALVE MANIFOLD ASSEMBLY / PARTS LIST...............................................................
76489 APPLICATOR HOUSING ASSEMBLY / PARTS LIST....................................................
WARRANTY POLICIES:WARRANTY POLICIES:
WARRANTY POLICIES:
WARRANTY POLICIES:WARRANTY POLICIES:
LIMITED WARRANTY..................................................................................................................
35-36
37-38
39-42
43-44
45-46
47-48
49-50
51-52
53-54
55-56
57-59
61-62
63-64
65-67
69-70
7171
71
7171
71
AA-99-01.1

AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Safety
SAFETYSAFETY
SAFETY
SAFETYSAFETY
SAFETY PRECAUTIONSSAFETY PRECAUTIONS
SAFETY PRECAUTIONS
SAFETY PRECAUTIONSSAFETY PRECAUTIONS
Before operating, maintaining or servicing any
ITW Ransburg electrostatic coating system, read
and understand all of the technical and safety
literature for your ITW Ransburg products. This
manual contains information that is important for
you to know and understand. This information
relates to USER SAFETY and PREVENTING
EQUIPMENT PROBLEMS. To help you recognize this information, we use the following symbols. Please pay particular attention to these
sections.
A WARNING!A WARNING!
A WARNING!
A WARNING!A WARNING!
to a situation that might cause serious injuryto a situation that might cause serious injury
to a situation that might cause serious injury
to a situation that might cause serious injuryto a situation that might cause serious injury
if instructions are not followed.if instructions are not followed.
if instructions are not followed.
if instructions are not followed.if instructions are not followed.
A CAUTION! states information that tellsA CAUTION! states information that tells
A CAUTION! states information that tells
A CAUTION! states information that tellsA CAUTION! states information that tells
how to prevent damage to equipment or howhow to prevent damage to equipment or how
how to prevent damage to equipment or how
how to prevent damage to equipment or howhow to prevent damage to equipment or how
to avoid a situation that might cause minorto avoid a situation that might cause minor
to avoid a situation that might cause minor
to avoid a situation that might cause minorto avoid a situation that might cause minor
injury.injury.
injury.
injury.injury.
states information to alert youstates information to alert you
states information to alert you
states information to alert youstates information to alert you
> The user
the Safety Section in this manual and the
ITW Ransburg safety literature therein identified.
> This manual
oughly understood by
operate, clean or maintain this equipment!
Special care should be taken to ensure that
WARNINGSWARNINGS
the
WARNINGS and safety requirements
WARNINGSWARNINGS
for operating and servicing the equipment
are followed. The user should be aware of
and adhere to
codes and ordinances as well as
33 SAFETY STANDARD, 33 SAFETY STANDARD,
33 SAFETY STANDARD, prior to install-
33 SAFETY STANDARD, 33 SAFETY STANDARD,
ing, operating, and/or servicing this equipment.
W A R N I N GW A R N I N G
W A R N I N G
W A R N I N GW A R N I N G
!!
!
!!
MUSTMUST
MUST read and be familiar with
MUSTMUST
MUSTMUST
MUST be read and thor-
MUSTMUST
ALLALL
ALL personnel who
ALLALL
ALLALL
ALL local building and fire
ALLALL
NFPA-NFPA-
NFPA-
NFPA-NFPA-
A NOTE is information relevant to the pro-A NOTE is information relevant to the pro-
A NOTE is information relevant to the pro-
A NOTE is information relevant to the pro-A NOTE is information relevant to the procedure in progress.cedure in progress.
cedure in progress.
cedure in progress.cedure in progress.
While this manual lists standard specifications
and service procedures, some minor deviations
may be found between this literature and your
equipment. Differences in local codes and plant
requirements, material delivery requirements, etc.,
make such variations inevitable. Compare this
manual with your system installation drawings
and appropriate ITW Ransburg equipment
manuals to reconcile such differences.
Careful study and continued use of this manual will
provide a better understanding of the equipment
and process, resulting in more efficient operation,
longer trouble-free service and faster, easier
troubleshooting. If you do not have the manuals
and safety literature for your Ransburg system,
contact your local ITW Ransburg representative
or ITW Ransburg.
W A R N I N GW A R N I N G
W A R N I N G
W A R N I N GW A R N I N G
!!
!
!!
> The hazards shown on the following page
may occur during the normal use of this
equipment. Please read the hazard chart
beginning on page 2.
11
1
11
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Safety
AREAAREA
AREA
AREAAREA
Tells where hazards
may occur.
Spray AreaSpray Area
Spray Area
Spray AreaSpray Area
HAZARDHAZARD
HAZARD
HAZARDHAZARD
Tells what the hazard is.
Fire Hazard
Improper or inadequate operation
and maintenance procedures will
cause a fire hazard.
Protection against inadvertent
arcing that is capable of causing
fire or explosion is lost if any safety
interlocks are disabled during
operation. Frequent power supply
shutdown indicates a problem in
the system requiring correction.
SAFEGUARDSSAFEGUARDS
SAFEGUARDS
SAFEGUARDSSAFEGUARDS
Tells how to avoid the hazard.
Fire extinguishing equipment must be present in the
spray area and tested periodically.
Spray areas must be kept clean to prevent the
accumulation of combustible residues.
Smoking must never be allowed in the spray area.
The high voltage supplied to the atomizer must be
turned off prior to cleaning, flushing or maintenance.
When using solvents for cleaning:
Those used for equipment flushing should have flash
points equal to or higher than those of the coating
material.
Those used for general cleaning must have flash
points above 100°F (37.8°C).
Spray booth ventilation must be kept at the rates
required by NFPA-33, OSHA, and local codes. In
addition, ventilation must be maintained during
cleaning operations using flammable or combustible
solvents.
Electrostatic arcing must be prevented.
Test only in areas free of combustible material.
Testing may require high voltage to be on, but only as
instructed.
Non-factory replacement parts or unauthorized
equipment modifications may cause fire or injury.
If used, the key switch bypass is intended for use only
during setup operations. Production should never be
done with safety interlocks disabled.
Never use equipment intended for use in waterborne
installations to spray solvent based materials.
The paint process and equipment should be set up
and operated in accordance with NFPA-33, NEC, and
OSHA requirements.
AA-99-01.1
22
2
22
EFM(D) Solventborne Robotic Atomizers - Safety
AREAAREA
AREA
AREAAREA
Tells where hazards
may occur.
General UseGeneral Use
General Use
General UseGeneral Use
andand
and
andand
MaintenanceMaintenance
Maintenance
MaintenanceMaintenance
ElectricalElectrical
Electrical
ElectricalElectrical
EquipmentEquipment
Equipment
EquipmentEquipment
HAZARDHAZARD
HAZARD
HAZARDHAZARD
Tells what the hazard is.
Improper operation or maintenance
may create a hazard.
Personnel must be properly trained
in the use of this equipment.
High voltage equipment is utilized.
Arcing in areas of flammable or
combustible materials may occur.
Personnel are exposed to high
voltage during operation and
maintenance.
Protection against inadvertent
arcing that may cause a fire or
explosion is lost if safety circuits
are disabled during operation.
Frequent power supply shut-down
indicates a problem in the system
which requires correction.
An electrical arc can ignite coating
materials and cause a fire or
explosion.
SAFEGUARDSSAFEGUARDS
SAFEGUARDS
SAFEGUARDSSAFEGUARDS
Tells how to avoid the hazard.
Personnel must be given training in accordance with
the requirements of NFPA-33.
Instructions and safety precautions must be read and
understood prior to using this equipment.
Comply with appropriate local, state, and national
codes governing ventilation, fire protection, operation
maintenance, and housekeeping. Reference OSHA,
NFPA-33, and your insurance company requirements.
The power supply, optional remote control cabinet,
and all other electrical equipment must be located
outside Class I or II, Division 1 and 2 hazardous
areas. Refer to NFPA-33.
Turn the power supply OFF before working on the
equipment.
Test only in areas free of flammable or combustible
material.
Testing may require high voltage to be on, but only as
instructed.
Production should never be done with the safety
circuits disabled.
Before turning the high voltage on, make sure no
objects are within the sparking distance.
Explosion Hazard /Explosion Hazard /
Explosion Hazard /
Explosion Hazard /Explosion Hazard /
IncompatibleIncompatible
Incompatible
IncompatibleIncompatible
MaterialsMaterials
Materials
MaterialsMaterials
33
3
33
Halogenated hydrocarbon solvents
for example: methylene chloride
and 1,1,1,-Trichloroethane are not
chemically compatible with the
aluminum that might be used in
many system components. The
chemical reaction caused by these
solvents reacting with aluminum
can become violent and lead to an
equipment explosion.
Aluminum is widely used in other spray application
equipment - such as material pumps, regulators,
triggering valves, etc. Halogenated hydrocarbon
solvents must never be used with aluminum equipment during spraying, flushing, or cleaning. Read the
label or data sheet for the material you intend to spray.
If in doubt as to whether or not a coating or cleaning
material is compatible, contact your material supplier. Any other type of solvent may be used with
aluminum equipment.
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Safety
AREAAREA
AREA
AREAAREA
Tells where hazards
may occur.
Toxic SubstancesToxic Substances
Toxic Substances
Toxic SubstancesToxic Substances
Spray Area /Spray Area /
Spray Area /
Spray Area /Spray Area /
High VoltageHigh Voltage
High Voltage
High VoltageHigh Voltage
EquipmentEquipment
Equipment
EquipmentEquipment
HAZARDHAZARD
HAZARD
HAZARDHAZARD
Tells what the hazard is.
Certain material may be harmful if
inhaled, or if there is contact with
the skin.
There is a high voltage device that
can induce an electrical charge on
objects which is capable of igniting
coating materials.
Inadequate grounding will cause a
spark hazard. A spark can ignite
many coating materials and cause
a fire or explosion.
SAFEGUARDSSAFEGUARDS
SAFEGUARDS
SAFEGUARDSSAFEGUARDS
Tells how to avoid the hazard.
Follow the requirements of the Material Safety Data
Sheet supplied by coating material manufacturer.
Adequate exhaust must be provided to keep the air
free of accumulations of toxic materials.
Use a mask or respirator whenever there is a chance
of inhaling sprayed materials. The mask must be
compatible with the material being sprayed and its
concentration. Equipment must be as prescribed by
an industrial hygienist or safety expert, and be
NIOSH approved.
Parts being sprayed must be supported on conveyors
or hangers and be grounded. The resistance between
the part and ground must not exceed 1 megohm.
All electrically conductive objects in the spray area,
with the exception of those objects required by the
process to be at high voltage, must be grounded.
Any person working in the spray area must be
grounded.
Robot Work Area -Robot Work Area -
Robot Work Area -
Robot Work Area -Robot Work Area General Use andGeneral Use and
General Use and
General Use andGeneral Use and
MaintenanceMaintenance
Maintenance
MaintenanceMaintenance
Personnel SafetyPersonnel Safety
Personnel Safety
Personnel SafetyPersonnel Safety
Unless specifically approved for use in hazardous
locations, the power supply and other electrical
control equipment must not be used in Class 1,
Division 1 or 2 locations.
Improper use or maintenance can
lead to hazardous conditions,
particularly from unexpected robot
manipulator movement.
Skin puncturing by sharp electrode. Take precautions to see that flesh is not punctured
Applicator adjustments or maintenance should be
done after the robot is taken out of service. Do not
adjust or repair the applicator if the robot is operating
or standing ready to start.
Refer to robot operating instructions for the procedures
to take the robot out of service.
by sharp electrode.
AA-99-01.1
44
4
44
EFM(D) Solventborne Robotic Atomizers - Introduction
INTRODUCTIONINTRODUCTION
INTRODUCTION
INTRODUCTIONINTRODUCTION
THE ITW RANSBURGTHE ITW RANSBURG
THE ITW RANSBURG
THE ITW RANSBURGTHE ITW RANSBURG
ELECTROSTELECTROST
ELECTROST
ELECTROSTELECTROST
PROCESSPROCESS
PROCESS
PROCESSPROCESS
This process is a method for electrostatically
applying coatings to objects. A power supply
produces a high voltage charge which is supplied
to the applicator, creating an electrostatic field
between the applicator and the target object. The
target is electrostatically grounded through its
support which may be either stationary or moving.
A regulated fluid system delivers coating material
to the applicator, where it is atomized forming a
spray mist. There, under the influence of the
electrostatic field, the atomized coating becomes
electrostatically charged. The charged particles
are attracted to and deposited on the grounded
target object. The forces between the charged
particles and the target are sufficient to turn
overspray around and deposit it on the back
surface of the target. Therefore, a higher
percentage of the spray is deposited.
AA
TICTIC
A
TIC
AA
TICTIC
There are two single-head models of the EFM
Applicator. Each model differs in the applicator to
axis orientation of the spray head, these models
are:
76480-02 EFM 60° Applicator
76482-02 EFM 90° Applicator
Two dual-head versions of the EFM Solventborne
Applicator are also available, designated EFMDTM.
The dual-head version is identical to the EFM
applicator with the exception of an additional spray
head mounted to the applicator body. EFMD
Solventborne Applicators are primarily used where
high volume fluid delivery is required. These
applicators supply twice the fluid delivery over
Single-Head EFM Solventborne Applicators. The
EFMD Solventborne Applicator is available in two
different configurations as follows:
76485-02 EFMD 60° Applicator
76488-02 EFMD 90° Applicator
Both EFM and EFMD Solventborne Applicators
are comprised of five major sections:
EFM AND EFMDEFM AND EFMD
EFM AND EFMD
EFM AND EFMDEFM AND EFMD
SOLSOL
SOL
SOLSOL
APPLICAAPPLICA
APPLICA
APPLICAAPPLICA
The EFMTM Solventborne Applicator line consists
of single and dual-headed 100 kV automatic
electrostatic spray applicators. Developed for
use on robots or reciprocators, the EFM
solventborne applicator incorporates a quickdisconnect manifold and swivel tubing connections
to minimize downtime. Internal fluid and air
solenoids and an internal high voltage power supply
provide the user a compact, efficient tool for the
application of electrostatic coatings. Because this
is a grounded fluid system, the EFM solventborne
applicator is highly suitable for applying a wide
range of solvent reduced coatings such as enamels,
lacquers, two-component and other such coatings.
55
5
55
VENTBORNEVENTBORNE
VENTBORNE
VENTBORNEVENTBORNE
TT
ORSORS
T
ORS
TT
ORSORS
1. Spray head(s)
2. Valve manifold assembly
3. Quick-disconnect base manifold
assembly
4. Robot-mounted manifold assembly
5. High voltage cascade.
The spray head(s) and valve manifold contain the
fluid, air, and high voltage passages. Although the
quick-disconnect base manifold and robotmounted manifold are fabricated from aluminum,
all fluid passages are contained within stainless
steel and nylon fittings and are compatible with
halogenated hydrocarbon solvents. The robot
manifold incorporates stainless steel swivel fluid
connections. The swivel connections reduce
stress on the fluid lines minimizing breakage. No
aluminum parts are exposed to the fluid path on
either manifold. The high voltage cascade is
entirely encapsulated with a solvent resistant
epoxy.
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Introduction
The high voltage supply for the EFM and EFMD
applicators consists of two major components:
The MicroPakTM Power Supply Control Unit
(LECU5004), and the HP404 Cascade (75933-
00).
The MicroPak power supply control unit provides
a low voltage signal through the robot manifold to
the EFM or EFMD spray applicator. The high
voltage cascade located within the applicator
converts the low voltage DC signal to a high
voltage electrostatic output. See
Control Unit Service ManualControl Unit Service Manual
Control Unit Service Manual
Control Unit Service ManualControl Unit Service Manual
LECU5004, MicroPak control unit.
SPECIFICASPECIFICA
SPECIFICA
SPECIFICASPECIFICA
Robot/Mounting Compatibility:Robot/Mounting Compatibility:
Robot/Mounting Compatibility:
Robot/Mounting Compatibility:Robot/Mounting Compatibility:
Applicator ControlApplicator Control
Applicator Control
Applicator ControlApplicator Control
Unit:Unit:
Unit:
Unit:Unit:
TIONSTIONS
TIONS
TIONSTIONS
ABB Robotics
Fanuc P150/155/200
Motion Machine Gun Bar
LECU5004 MicroPak
control unit
for details of the
MicroPakMicroPak
MicroPak
MicroPakMicroPak
Output Voltage:Output Voltage:
Output Voltage: 30-100 kV
Output Voltage:Output Voltage:
Output Range:Output Range:
Output Range: 0-125 μA
Output Range:Output Range:
SolenoidSolenoid
Solenoid
SolenoidSolenoid
Parameters:Parameters:
Parameters:
Parameters:Parameters:
Paint Flow Rate:Paint Flow Rate:
Paint Flow Rate:
Paint Flow Rate:Paint Flow Rate:
Operating Air PressuresOperating Air Pressures
Operating Air Pressures
Operating Air PressuresOperating Air Pressures
Atomizing Air:Atomizing Air:
Atomizing Air: 100 psig max.
Atomizing Air:Atomizing Air:
Fan Air:Fan Air:
Fan Air:
Fan Air:Fan Air:
Trigger Air:Trigger Air:
Trigger Air: 70 psig min./100 psig max.
Trigger Air:Trigger Air:
Regulator Pilot:Regulator Pilot:
Regulator Pilot: 60 psig max.
Regulator Pilot:Regulator Pilot:
Dump Pilot:Dump Pilot:
Dump Pilot:
Dump Pilot:Dump Pilot:
Operating FluidOperating Fluid
Operating Fluid
Operating FluidOperating Fluid
Pressure: Pressure:
Pressure:
Pressure: Pressure:
Robot Manifold Tubing RequirementsRobot Manifold Tubing Requirements
Robot Manifold Tubing Requirements
Robot Manifold Tubing RequirementsRobot Manifold Tubing Requirements
Atomizing Air:Atomizing Air:
Atomizing Air:
Atomizing Air:Atomizing Air:
Fan Air:Fan Air:
Fan Air: 1/2" OD Nylon
Fan Air:Fan Air:
15.5 VDC@0.035A, 1/2W
Variable to 1500 cc/min.
100 psig max.
60 psig max.
300 psig max.
1/2" OD Nylon
WeightWeight
Weight
WeightWeight
Single-Headed:Single-Headed:
Single-Headed:
Single-Headed:Single-Headed:
Dual-Headed:Dual-Headed:
Dual-Headed: 76485-02 (60°) 9.50 lbs.
Dual-Headed:Dual-Headed:
Manifold:Manifold:
Manifold: 76494-XX 2.00lbs.
Manifold:Manifold:
LengthLength
Length
LengthLength
Single-Headed:Single-Headed:
Single-Headed: 76480-02 (60°) 15-5/8"
Single-Headed:Single-Headed:
Dual-Headed:Dual-Headed:
Dual-Headed:
Dual-Headed:Dual-Headed:
Manifold:Manifold:
Manifold:
Manifold:Manifold:
76480-02 (60°) 8.25 lbs.
76482-02 (90°) 8.25 lbs.
76488-02 (90°) 9.50 lbs.
(No tubing or Cable)
76482-02 (90°) 14-1/2"
76485-02 (60°) 13-7/8"
76488-02 (90°) 13-3/8"
76494-16X 16'
76494-25X 25'
76494-50X 50'
Trigger Air:Trigger Air:
Trigger Air: 3/16" OD Nylon
Trigger Air:Trigger Air:
Regulator Pilot:Regulator Pilot:
Regulator Pilot: 3/16" OD Nylon
Regulator Pilot:Regulator Pilot:
Dump Pilot:Dump Pilot:
Dump Pilot: 3/16" OD Nylon
Dump Pilot:Dump Pilot:
Fluid:Fluid:
Fluid:
Fluid:Fluid:
Polyethylene: 1/4" or 3/16" ID
Teflon: 1/4" or 3/16" ID
Dump:Dump:
Dump:
Dump:Dump:
Polyethylene: 1/4" or 3/16" ID
Teflon: 1/4" or 3/16" ID
* See "Manifold Selection Guide" in the "Introductin"
section for proper manifold tubing size, material length
order number.
AA-99-01.1
66
6
66
EFM(D) Solventborne Robotic Atomizers - Introduction
MANIFOLD SELECTION GUIDEMANIFOLD SELECTION GUIDE
MANIFOLD SELECTION GUIDE
MANIFOLD SELECTION GUIDEMANIFOLD SELECTION GUIDE
WITH 3/16" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:WITH 3/16" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:
WITH 3/16" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:
WITH 3/16" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:WITH 3/16" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:
76494-16A for 16' length tubing
76494-25A for 25' length tubing
76494-50A for 50' length tubing
WITH 1/4" ID TEFLON PAINT AND DUMP TUBING, ORDER:WITH 1/4" ID TEFLON PAINT AND DUMP TUBING, ORDER:
WITH 1/4" ID TEFLON PAINT AND DUMP TUBING, ORDER:
WITH 1/4" ID TEFLON PAINT AND DUMP TUBING, ORDER:WITH 1/4" ID TEFLON PAINT AND DUMP TUBING, ORDER:
76494-16B for 16' length tubing
76494-25B for 25' length tubing
76494-50B for 50' length tubing
WITH 3/16" ID TEFLON PAINT AND DUMP TUBING, ORDER:WITH 3/16" ID TEFLON PAINT AND DUMP TUBING, ORDER:
WITH 3/16" ID TEFLON PAINT AND DUMP TUBING, ORDER:
WITH 3/16" ID TEFLON PAINT AND DUMP TUBING, ORDER:WITH 3/16" ID TEFLON PAINT AND DUMP TUBING, ORDER:
76494-16C for 16' length tubing
76494-25C for 25' length tubing
76494-50C for 50' length tubing
WITH 1/4" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:WITH 1/4" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:
WITH 1/4" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:
WITH 1/4" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:WITH 1/4" ID POLYETHYLENE PAINT AND DUMP TUBING, ORDER:
76494-16D for 16' length tubing
76494-25D for 25' length tubing
76494-50D for 50' length tubing
WITH 3/16" ID TEFLON PAINT AND 1/4" ID TEFLON DUMP TUBING, ORDER:WITH 3/16" ID TEFLON PAINT AND 1/4" ID TEFLON DUMP TUBING, ORDER:
WITH 3/16" ID TEFLON PAINT AND 1/4" ID TEFLON DUMP TUBING, ORDER:
WITH 3/16" ID TEFLON PAINT AND 1/4" ID TEFLON DUMP TUBING, ORDER:WITH 3/16" ID TEFLON PAINT AND 1/4" ID TEFLON DUMP TUBING, ORDER:
76494-16E for 16' length tubing
76494-25E for 25' length tubing
76494-50E for 50' length tubing
77
7
77
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Introduction
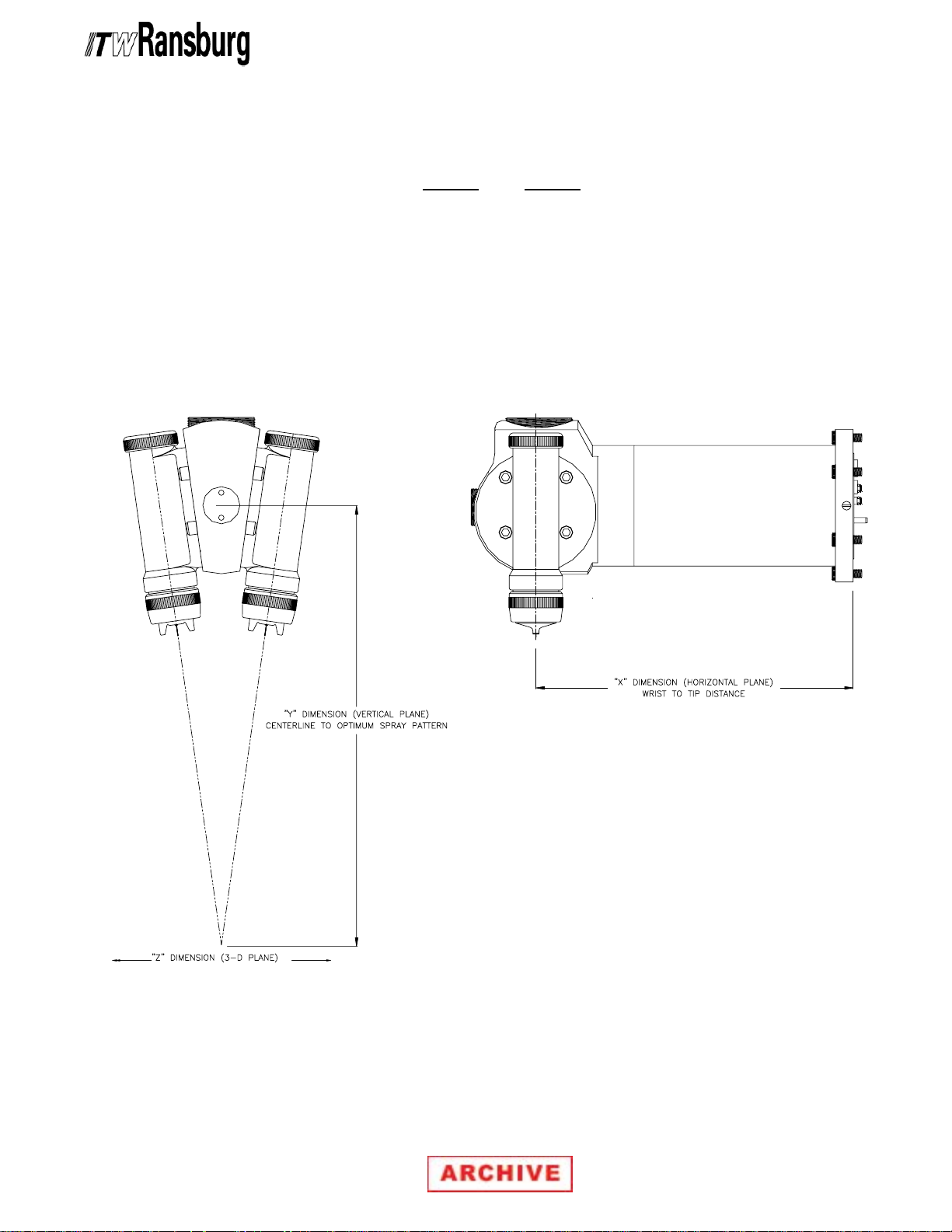
To allow for ease of configuration, operation, and modification of robot teach patterns, the following
spray point verticies are provided. Refer to Figure 1 for explanation of coordinates.
XX
X
XX
76480-02 EFM-6076480-02 EFM-60
76480-02 EFM-60° 14.812 13.397
76480-02 EFM-6076480-02 EFM-60
76482-02 EFM-9076482-02 EFM-90
76482-02 EFM-90° 12.894 14.313
76482-02 EFM-9076482-02 EFM-90
76485-02 EFMD-6076485-02 EFMD-60
76485-02 EFMD-60° 13.252 14.738
76485-02 EFMD-6076485-02 EFMD-60
76488-02 EFMD-9076488-02 EFMD-90
76488-02 EFMD-90° 11.240 15.078
76488-02 EFMD-9076488-02 EFMD-90
Y Y
Y
Y Y
AA-99-01.1
Figure 1: Applicator Tool-Point RepresentationFigure 1: Applicator Tool-Point Representation
Figure 1: Applicator Tool-Point Representation
Figure 1: Applicator Tool-Point RepresentationFigure 1: Applicator Tool-Point Representation
88
8
88
EFM(D) Solventborne Robotic Atomizers - Installation
INSTINST
INST
INSTINST
EFM AND EFMDEFM AND EFMD
EFM AND EFMD
EFM AND EFMDEFM AND EFMD
ROBOTIC AROBOTIC A
ROBOTIC A
ROBOTIC AROBOTIC A
INSTINST
INST
INSTINST
This information is intended
general installation parameters of this product
and, where applicable, its working relationship to
other ITW Ransburg system components in typical
use. Each installation is unique and should be
directed by an authorized ITW Ransburg
representative or conducted from the ITW
Ransburg installation drawings provided for your
particular installation.
POWER SUPPLPOWER SUPPL
POWER SUPPL
POWER SUPPLPOWER SUPPL
ASSEMBLASSEMBL
ASSEMBL
ASSEMBLASSEMBL
ALLAALLA
ALLA
ALLAALLA
ALLAALLA
ALLA
ALLAALLA
TIONTION
TION
TIONTION
TT
OMIZEROMIZER
T
OMIZER
TT
OMIZEROMIZER
TIONTION
TION
TIONTION
YY
Y
YY
ONLYONLY
ONLY to indicate the
ONLYONLY
YY
Y
YY
NOTESNOTES
NOTES
NOTESNOTES
Refer to the ITW Ransburg Service Manual
MicroPak Control UnitMicroPak Control Unit
MicroPak Control Unit
MicroPak Control UnitMicroPak Control Unit
regarding power supply installation.
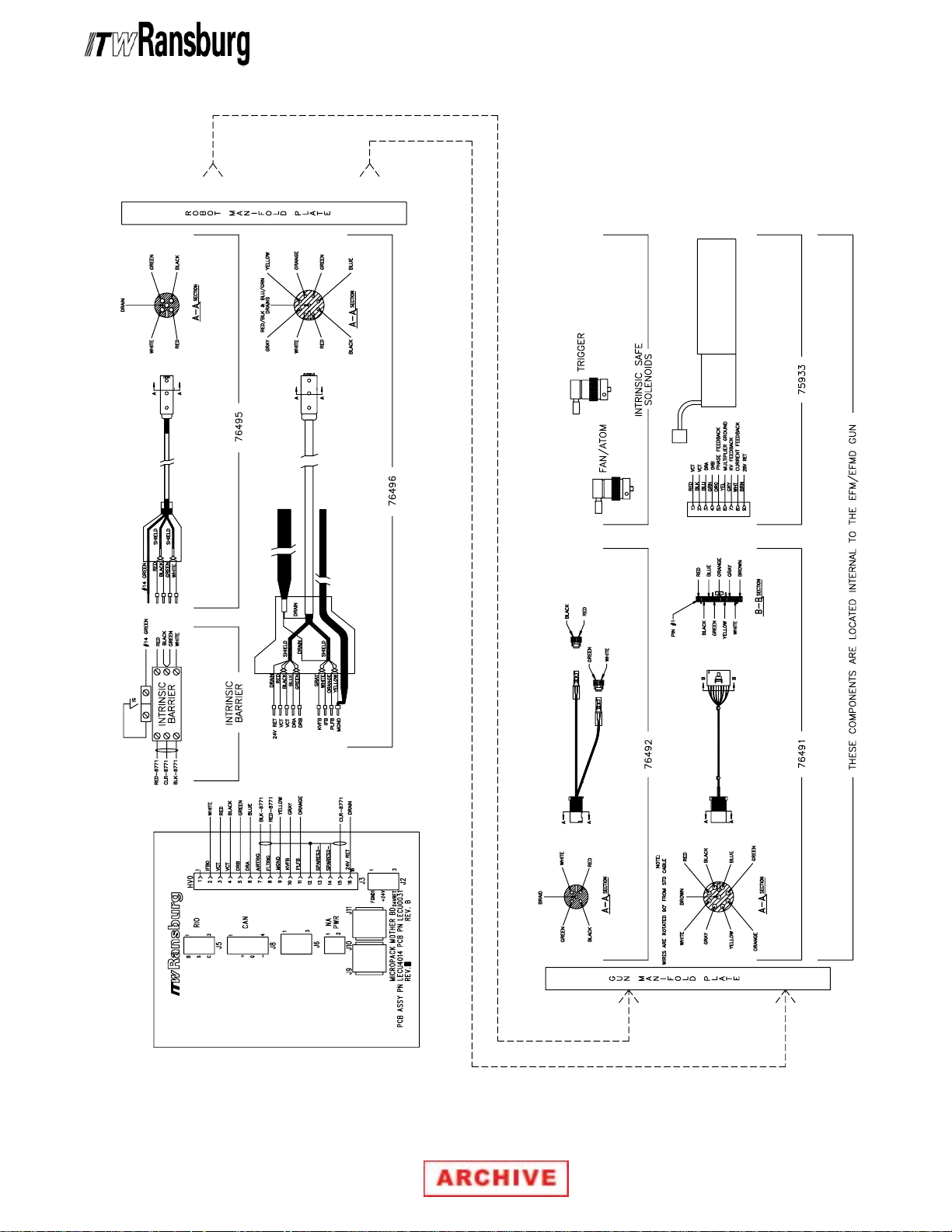
Two low voltage control cables, 76495 and 76496,
connect from the Output terminal connection
(J3), located on the back of the power supply
assembly. These cables connect from the terminal
block (J3) to the robot manifold plate.
W A R N I N GW A R N I N G
W A R N I N G
W A R N I N GW A R N I N G
!!
!
!!
> The power supply
outside the
OSHA and NFPA-33).
> User should be aware of, and adhere to,
all local fire codes and ordinances.
> The user
disconnect between the power source and the
power supply which complies with appropriate codes.
HAZARDOUSHAZARDOUS
HAZARDOUS area (Reference
HAZARDOUSHAZARDOUS
MUSTMUST
MUST provide a properly fused
MUSTMUST
, for complete information
MUSTMUST
MUST be located
MUSTMUST
99
9
99
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Installation
AA-99-01.1
Figure 2: Low Voltage Cable ConnectionsFigure 2: Low Voltage Cable Connections
Figure 2: Low Voltage Cable Connections
Figure 2: Low Voltage Cable ConnectionsFigure 2: Low Voltage Cable Connections
1010
10
1010
EFM(D) Solventborne Robotic Atomizers - Installation
ROBOT MANIFOLDROBOT MANIFOLD
ROBOT MANIFOLD
ROBOT MANIFOLDROBOT MANIFOLD
ASSEMBLASSEMBL
ASSEMBL
ASSEMBLASSEMBL
(See Figure 3)(See Figure 3)
(See Figure 3)
(See Figure 3)(See Figure 3)
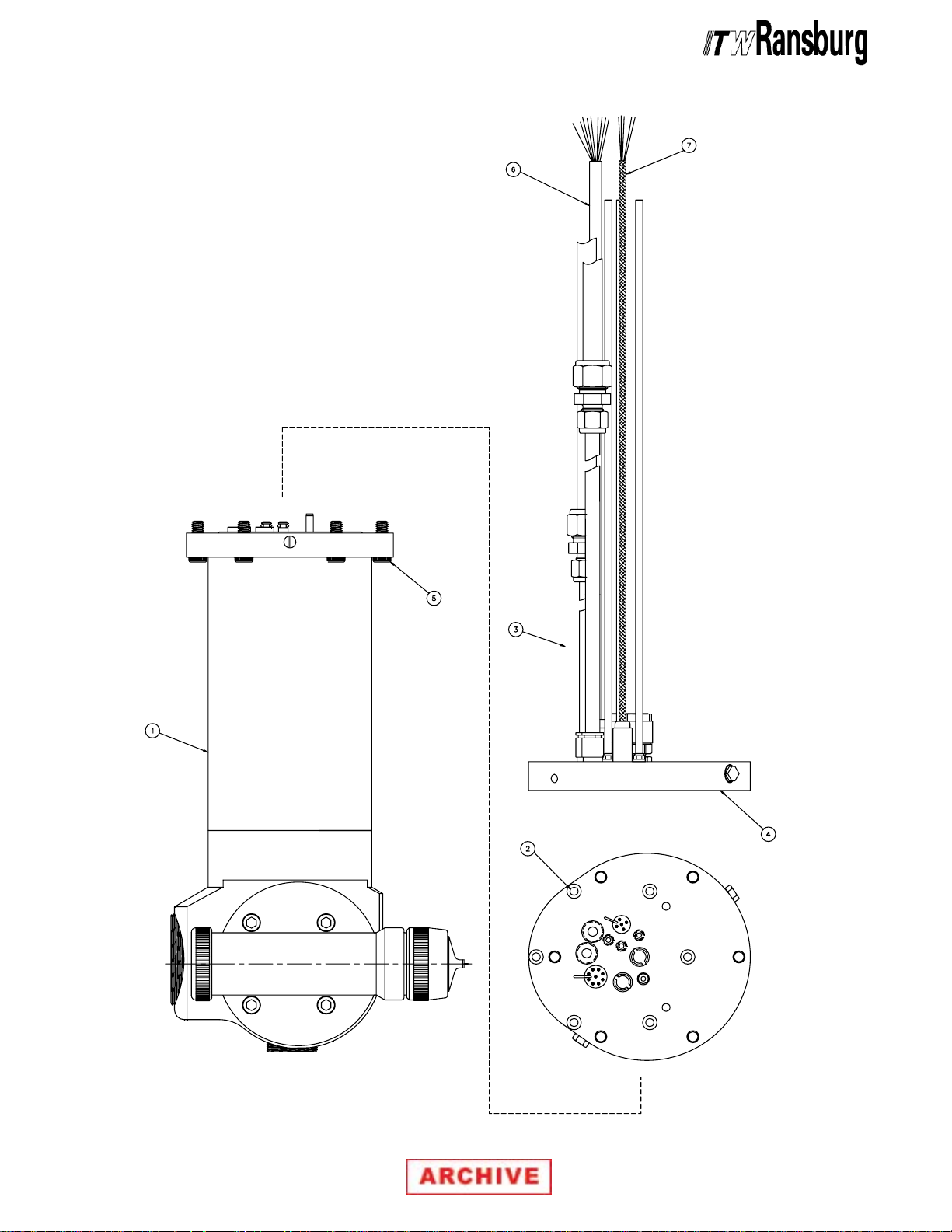
Bundle the seven lengths of tubing along with the
two low voltage power cables [6 & 7] and route
them through the center of the robot face plate past
the horizontal arm to the bulkhead bracket. Use
the six 5mm x 20mm socket head cap screws [2]
included with the robot manifold assembly to attach
the manifold assembly to the face plate of the
robot.
Connect the tubes to the appropriate fittings on the
bulkhead bracket. Connect low voltage power
cables [6 & 7] of the robot manifold assembly to the
MicroPak Controller. Shown is the version used
with the P-150 series robots which connects to a
terminal strip.
If a terminal strip or connectors are used at the
bulkhead plates, you must run the exact same
cable from the terminal strip back to the MicroPak
controller. Intrinsic safety rules must be followed
when running these cables. See "Intrinisic Safe
Wiring" in the "Operation" section of this manual.
!!
!
!!
YY
Y
YY
C A U T I O NC A U T I O N
C A U T I O N
C A U T I O NC A U T I O N
EFM SPRAEFM SPRA
EFM SPRA
EFM SPRAEFM SPRA
APPLICAAPPLICA
APPLICA
APPLICAAPPLICA
(See Figure 3)(See Figure 3)
(See Figure 3)
(See Figure 3)(See Figure 3)
Attach EFM spray applicator [1])to robot manifold
plate [4] with six (6) 5/16-18 x 1 inch hex socket
screws [5] included with each applicator.
Nylon guide pins (A10004-00) and nylon hex
socket screws (EMF-204-1) are offered as an
option. These nylon parts may be used in place of
the metal hex socket screws and metal guide pins.
The plastic parts are designed to break quickly if
aa applicator crash occurs. Possible applicator
or robot damage may be avoided if the spray
applicator breaks away from the robot wrist during
contact with the workpiece.
W A R N I N GW A R N I N G
W A R N I N G
W A R N I N GW A R N I N G
!!
!
!!
> Install and route the hoses and cable so
that they are
excess of 120
cable bends are
(15cm) radius and are not subjected to more
than 360° of torsional twist. Failure to comply
with these parameters could cause equipment
malfunctions that might create
CONDITIONS!CONDITIONS!
CONDITIONS!
CONDITIONS!CONDITIONS!
YY
Y
YY
TT
OROR
T
OR
TT
OROR
NOTNOT
NOT exposed to temperatures in
NOTNOT
° F. Ensure that all hose and
NOT LESS THANNOT LESS THAN
NOT LESS THAN a 6 inch
NOT LESS THANNOT LESS THAN
HAZARDOUSHAZARDOUS
HAZARDOUS
HAZARDOUSHAZARDOUS
> Leave 12-24 inches of extra length on all
lines to prevent extreme tension being applied
to these lines during robot movement.
1111
11
1111
AA-99-01.1

EFM(D) Solventborne Robotic Atomizers - Installation
NOTES
AA-99-01.1
1212
12
1212
EFM(D) Solventborne Robotic Atomizers - Installation
1313
13
1313
Figure 3: Robot Manifold and Spray Applicator InstallationFigure 3: Robot Manifold and Spray Applicator Installation
Figure 3: Robot Manifold and Spray Applicator Installation
Figure 3: Robot Manifold and Spray Applicator InstallationFigure 3: Robot Manifold and Spray Applicator Installation
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Installation
ROBOTROBOT
ROBOT
ROBOTROBOT
(Figure 3)(Figure 3)
(Figure 3)
(Figure 3)(Figure 3)
Item #Item #
Item #
Item #Item #
1 76488-02 EFM Spray Applicator 1
2 TR-SSF-024 5mm x 20mm Socket Head Cap Screws 6
3 76494-xx Robot Manifold Assembly 1
4 76560-01 Manifold Plate 1
5 SSF-3125 5/16-18 x 1" Hex Socket Screws 6
6 76496-xx Low Voltage Power Cable 1
7 76495-xx Intrinsic Safe Solenoid Cable 1
MANIFOLD MANIFOLD
MANIFOLD
MANIFOLD MANIFOLD
Part #Part #
Part #
Part #Part #
AND SPRA AND SPRA
AND SPRA
AND SPRA AND SPRA
DescriptionDescription
Description
DescriptionDescription
YY
APPLICA APPLICA
Y
APPLICA
YY
APPLICA APPLICA
TT
OR OR
T
OR
TT
OR OR
- P- P
- P
- P- P
ARAR
TS LISTTS LIST
AR
TS LIST
ARAR
TS LISTTS LIST
QtyQty
Qty
QtyQty
AA-99-01.1
1414
14
1414
EFM(D) Solventborne Robotic Atomizers - Operation
OPERAOPERA
OPERA
OPERAOPERA
These instructions indicate the general operating
parameters for this product in a normal working
relationship with other ITW Ransburg system
components in typical use. Each user application
is unique and operation should be initiated under
the guidance of an authorized ITW Ransburg
representative and/or be based on carefully
conducted tests and on careful observation of the
initial production characteristics.
SPRASPRA
SPRA
SPRASPRA
CONTROLSCONTROLS
CONTROLS
CONTROLSCONTROLS
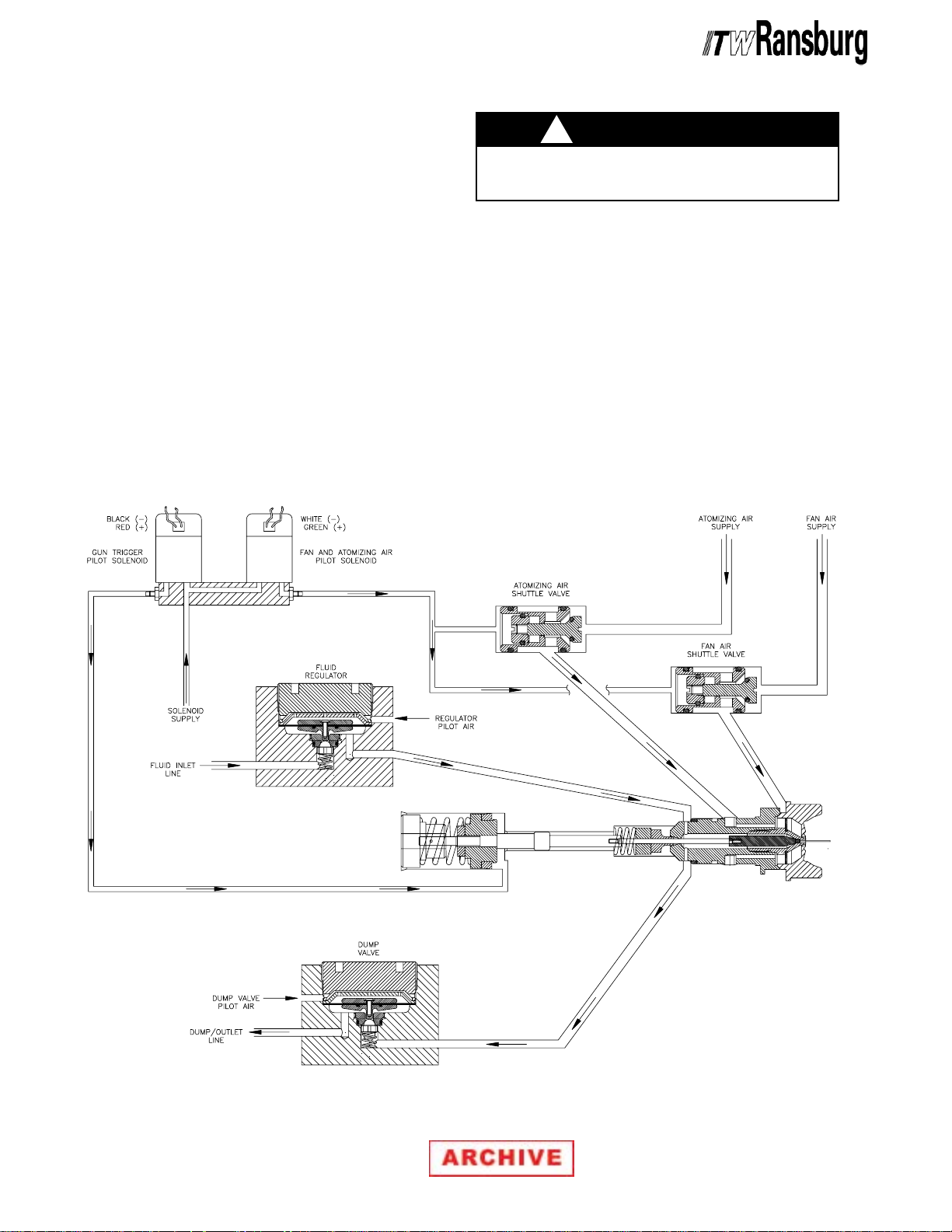
Fluid flow, trigger, dump, atomization air pressure,
and fan air pressure are all remotely controlled
from the robot PLC. Atomization air, fan air, and
fluid trigger timing are adjusted electronically from
the LECU5004 MicroPak Control Unit. Figure 4 in
the "Operation" section generalizes the function of
the air and fluid passages internal to the applicator.
POWER SUPPLPOWER SUPPL
POWER SUPPL
POWER SUPPLPOWER SUPPL
CONTROLSCONTROLS
CONTROLS
CONTROLSCONTROLS
Refer to ITW Ransburg Service Manual
Control UnitControl Unit
Control Unit
Control UnitControl Unit
power supply operation.
YY
Y
YY
TIONTION
TION
TIONTION
APPLCIA APPLCIA
APPLCIA
APPLCIA APPLCIA
, for complete information regarding
YY
Y
YY
TT
T
TT
OROR
OR
OROR
MicroPakMicroPak
MicroPak
MicroPakMicroPak
All of the display signals are buffered and
continuously available for remote panels or PLC
monitoring. There is also an array of LEDs, which
display the status of the controller for operator
convenience.
GENERALGENERAL
GENERAL
GENERALGENERAL
AND ADJUSTMENTSAND ADJUSTMENTS
AND ADJUSTMENTS
AND ADJUSTMENTSAND ADJUSTMENTS
Paint ConductivityPaint Conductivity
Paint Conductivity
Paint ConductivityPaint Conductivity
The EFM/EFMD spray applicators are capable of
spraying typical automotive and industrial solvent
base paints including metallic and mica paints.
Spray tests, however, should always be conducted
before selecting an atomizer for use with highly
conductive paints.
TT
arget Distancearget Distance
T
arget Distance
TT
arget Distancearget Distance
The distance between the applicator tip and the
article being painted should be between 10 and 14
inches. Excessive distance causes a waste of
coating material and wrap back (paint particles
being deposited on the applicator body or the robot
arm). At close distances the voltage at the tip of
the applicator will be reduced, which decreases
the charging effect of the applicator.
INFORMA INFORMA
INFORMA
INFORMA INFORMA
NOTENOTE
NOTE
NOTENOTE
TIONTION
TION
TIONTION
VV
oltageoltage
V
oltage
VV
oltageoltage
The LECU5004 MicroPak Control Unit provides a
low voltage signal to the high voltage cascade
within the spray applicator. The unit may be
configured for local mode operation. The output
voltage/current levels are set by potentiometers
on the front panel in this mode. The unit may also
be configured for remote analog control (0-10
VDC) from a PLC controller.
Display FunctionDisplay Function
Display Function
Display FunctionDisplay Function
The display board continually displays the kV and
current output information.
1515
15
1515
> When using paints with metal par-
ticles, a problem of alignment may occur. When alignment is achieved, applicator current increases to maximum and
applicator tip voltage decreases to near
zero kV. Alignment can normally be
controlled by making sure that the power
supply is turned on slightly after paint
begins to flow and by turning the power
supply off shortly before the paint stops
flowing. This timing function is controlled
by the LECU5004 MicroPak Control Unit
and is adjustable by the user. Refer to
ITW Ransburg Service Manual
MicroPak Control UnitMicroPak Control Unit
MicroPak Control Unit
MicroPak Control UnitMicroPak Control Unit
tails.
, for more de-
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Operation
NOTENOTE
NOTE
NOTENOTE
> If alignment occurs, turning off the
power supply will not usually break the
aligned metal particles. The paint located
between the applicator and the point of
first ground must be purged from the fluid
passages before normal spray can resume.
W A R N I N GW A R N I N G
W A R N I N G
W A R N I N GW A R N I N G
!!
!
!!
> Most paints and solvents, including those
listed in "Polar and Non-Polar Solvents Chart"
in the "Maintenance" section, are toxic to a
certain degree and flammable or combustible.
Use them only in a well ventilated atmosphere.
Use protective equipment as required in the
Material Safety Data Sheet supplied with the
substance.
Fluid Flow RateFluid Flow Rate
Fluid Flow Rate
Fluid Flow RateFluid Flow Rate
Fluid flow is adjusted through the robot PLC by
varying the pilot pressure to the fluid regulator
within the EFM or EFMD spray applicator. Fluid
pressures from the circulating system may be as
high as 300 psig.
Atomizing AirAtomizing Air
Atomizing Air
Atomizing AirAtomizing Air
Adjustments are made through the robot PLC or a
manually adjustable air regulator. The lowest air
pressure required to break up the paint should be
used. Lower atomizing air pressures result in less
overspray and increased transfer efficiency.
Fan AirFan Air
Fan Air
Fan AirFan Air
Adjusting the fan air increases or decreases the
size of the spray pattern. Increasing pressure
decreases pattern size. Pattern adjustment should
be made to suit the size and shape of the object
being painted. This adjustment is made through
the robot PLC or a manually adjustable air regulator.
TT
rigger Control Airrigger Control Air
T
rigger Control Air
TT
rigger Control Airrigger Control Air
The EFM and EFMD applicators require a minimum
of 70 psig trigger control air pressure to ensure
proper operation of the applicator piston and air
shuttle valves.
TT
rigger Trigger T
T
rigger T
TT
rigger Trigger T
The LECU5004 MicroPak Control Unit provides a
means for the adjustment of the timing interval
between air, fluid, and high voltage. When the
applicator receives a trigger on signal from the
robot PLC, the air solenoid valve actuates. At the
same time the fluid solenoid valve timer is activated.
After the timer times out, the fluid solenoid and the
high voltage timer are activated. This timer delays
the start of the high voltage until after both the air
and fluid are activated.
Timing can be set in nine different timing
sequences, from a minimum of zero to a maximum
of 450 milliseconds. When the electrical signal
from the robot PLC is removed, the timing operates
in reverse. High voltage is shut off, fluid shuts off,
and, finally, the air solenoid valve shuts off. See
ITW Ransburg Service Manual
Control UnitControl Unit
Control Unit
Control UnitControl Unit
supply operation and control features.
imingiming
iming
imingiming
, MicroPak, MicroPak
, MicroPak
, MicroPak, MicroPak
, for additional information on power
> It has been observed when spraying
metallic paints that mottling (marble effect) can be reduced by increasing the
fan air pressure slightly higher than the
atomizing air.
AA-99-01.1
NOTENOTE
NOTE
NOTENOTE
1616
16
1616
EFM(D) Solventborne Robotic Atomizers - Operation
Electrostatic VElectrostatic V
Electrostatic V
Electrostatic VElectrostatic V
Normally the voltage should be set to 90 kV at the
power supply. Some conditions may dictate lower
voltage settings. If Faraday cage areas are
predominant on the item being painted, a lower
voltage setting will aid in coating these areas.
Paints having high metallic flake content will
sometimes align at high voltages. Metallic flakes,
when aligned, become a direct electrical path to
ground and will reduce tip voltage. This problem
can be minimized by making sure that the paint is
being sprayed from the applicator prior to turning
the voltage on. In some cases, a reduction in
applied voltage may be the only way to reduce
alignment.
oltageoltage
oltage
oltageoltage
W A R N I N GW A R N I N G
W A R N I N G
W A R N I N GW A R N I N G
!!
!
!!
> If target distance is less than 4 inches, an
arc could occur.
1717
17
1717
Figure 4: Simplified Air and Fluid Flow Passage LayoutFigure 4: Simplified Air and Fluid Flow Passage Layout
Figure 4: Simplified Air and Fluid Flow Passage Layout
Figure 4: Simplified Air and Fluid Flow Passage LayoutFigure 4: Simplified Air and Fluid Flow Passage Layout
AA-99-01.1
EFM(D) Solventborne Robotic Atomizers - Operation
INTRINSIC SAFE WIRINGINTRINSIC SAFE WIRING
INTRINSIC SAFE WIRING
INTRINSIC SAFE WIRINGINTRINSIC SAFE WIRING
Wiring PracticesWiring Practices
Wiring Practices
Wiring PracticesWiring Practices
Instrinsically safe wiring must be separated from
non-intrinsically safe wiring in order to prevent the
transfer of unsafe levels of energy to the hazardous
area. The following are a few recommended
practices:
Safe AreaSafe Area
Safe Area
Safe AreaSafe Area
In the non-hazardous area, intrinsically safe and
non-intrinsically safe wiring must be separated by
one of the following methods:
1. Raceway or conduit
2. Grounded metal or insulated partition between
the intrinsically safe and non-intrinsically safe
wiring
NOTENOTE
NOTE
NOTENOTE
> These sections are to be used as
guidelines or recommendations only. For
rules and more detailed practices, refer
to National Electrical Code.
Hazardous AreaHazardous Area
Hazardous Area
Hazardous AreaHazardous Area
In the hazardous area, all intrinsically safe and
non-intrinsically safe wiring must be separated by
the same methods suggested for the safe area.
However, the following requirements must also be
followed:
1. In enclosures containing multiple intrinsically
safe circuits, the terminals for connection must
have a spacing of at least 6mm or a grounded or
insulated partition between the circuits.
2. Devices like limit switches or pressure switches
must not contain a non-intrinsically safe circuit in
addition to an intrinsically safe circuit unless:
3. Airspace of at least 50mm (2 inches) between
intrinsically safe and non-intrinsically safe wiring
and the wires must be tied down to prevent
loosening and shorting together.
The same methods are used for intrinsically safe
and non-intrinsically safe terminals.
RequirementsRequirements
Requirements
RequirementsRequirements
Intrinsically safe wiring must be identified, preferably by color coding of light blue. If light blue is
used on non-intrinsically safe wiring, the intrinsically safe wiring may be marked by other means
such as tagging. This alternate means, however,
must be visible after installation.
a. It is enclosed in a separate compartment, or
b. It is separated by 50mm spacing or contains
a grounded metal or insulated partition.
3. When conduit or raceway is utilized to enclose
intrinsically safe wiring, it must be sealed or vented
so not to transfer the hazardous atmosphere to a
safe area.
AA-99-01.1
1818
18
1818
EFM(D) Solventborne Robotic Atomizers - Maintenance
MAINTENANCEMAINTENANCE
MAINTENANCE
MAINTENANCEMAINTENANCE
Good maintenance is essential to safe and
productive operation. Schedules should be
established by the user, based on the following
general information and observations of the initial
production requirements. The ITW Ransburg
maintenance and safety information should be
made available to each operator.
Normal fire protection measures are necessary,
including proper storage of paints and solvents
and the proper disposal of waste. Ready access
to appropriate fire extinguishing equipment is
required. For details, consult the appropriate
NFPA safety information, your local fire codes,
local painting equipment standards. Reference
OSHA, NFPA-33, and your insurance carrier's
information for additional information.
W A R N I N GW A R N I N G
W A R N I N G
W A R N I N GW A R N I N G
!!
!
!!
> An electrical discharge or spark may
create an electrical and/or fire hazard during
maintenance. Do not clean or service the
spray applicator with the power supply on.
Verify that the power supply has been locked
out and tagged out per OSHA.
ROUTINE MAINTENANCEROUTINE MAINTENANCE
ROUTINE MAINTENANCE
ROUTINE MAINTENANCEROUTINE MAINTENANCE
SCHEDULESCHEDULE
SCHEDULE
SCHEDULESCHEDULE
Follow these maintenance steps to extend the life
of the applicator and ensure efficient operation:
Several Times DailySeveral Times Daily
Several Times Daily
Several Times DailySeveral Times Daily
1. Turn the LECU5004 MicroPak Control Unit
OFFOFF
OFF!
OFFOFF
2. Inspect the fluid nozzle and electrode wire for
paint accumulation. Clean as frequently as
necessary. (See "Procedures"
nance" section.)
W A R N I N GW A R N I N G
W A R N I N G
W A R N I N GW A R N I N G
!!
!
!!
> Take precautions to see that skin is not
punctured by sharp electrode.
Daily (Or at Shift Start)Daily (Or at Shift Start)
Daily (Or at Shift Start)
Daily (Or at Shift Start)Daily (Or at Shift Start)
1. Turn the LECU5004 MicroPak Control Unit
OFFOFF
OFF and:
OFFOFF
in the "Mainte-
> Unexpected robot movement can be
hazardous. Do not adjust or repair the spray
applicator when the robot is operating or waiting to start. The robot must be locked out and
tagged out per OSHA.
> Solvents used for equipment flushing must
have flash point ratings equal to or greater than
the flash point rating of the coating material.
Solvents used for general cleaning must have
flash point ratings higher than 100
1919
19
1919
°F (37.8°C).
• Check within 20 feet of the point of operation
(of the applicator) and remove or ground
ALLALL
ALL loose or ungrounded containers.
ALLALL
• Inspect workholders for accumulated coating
materials (remove such accumulations if
present)
• Check that the nozzle assembly is clean
and undamaged.
• Straighten the applicator electrode if
necessary.
C A U T I O NC A U T I O N
C A U T I O N
C A U T I O NC A U T I O N
!!
!
!!
> Do not bend the applicator electrode while
wiping. Never immerse the applicator in solvents. This will cause damage to the electrical
components.
AA-99-01.1
 Loading...
Loading...