

Page 1
D
GB
F
I
E
NL
DK
S
CZ
TR
Kreuztisch KT 150
Manual
Page 2

- 2 -
4
6
8
10
12
14
16
18
20
22
Deutsch
Beim Lesen der Gebrauchsanleitung
Bildseite herausklappen.
English
Fold out the picture page
when reading the user instructions.
Français
Lorsque vous lisez le manuel d’utilisation,
veuillez déplier le page d’illustration.
Italiano
Per leggere le istruzioni per l’uso
aprire le pagine ripiegate contenenti le figure.
Español
Al consultar el manual de instrucciones
abrir la hoja plegable.
Nederlands
Bij het lezen van de gebruiksaanwijzing
pagina’s met afbeeldingen uitklappen.
Dansk
Når brugsanvisningen læses,
skal billedsiderne klappes ud.
Svenska
Vid läsning av bruksanvisningen,
fäll ut bildsidoma.
Česky
Pří čtení návodu k obsluze rozložit
stránky s obrázky.
Türkçe
Kullanma Talimat›n›n okunmas› esnas›nda
resim sayfalar›n› d›flar› ç›kart›n.
D
GB
F
I
E
NL
DK
S
CZ
TR
Page 3
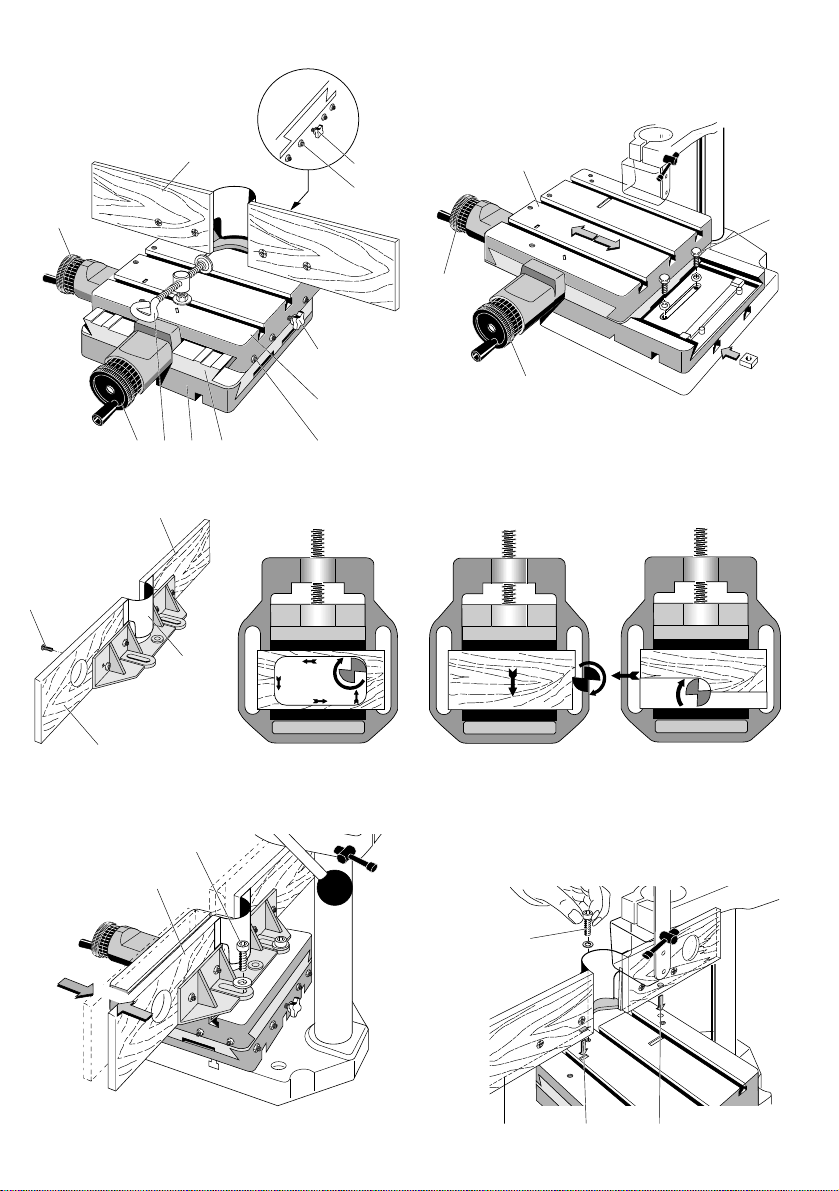
Fig. 1
Fig. 2
Fig. 3
Fig. 4
Fig. 5
Fig. 6
Fig. 7
Fig. 8
- 3 -
1
10
9
6
3
8
7
1
4
2
324 5
1
3
2
4
2
6
1
2
30 mm
1
3 4
Page 4
- 4 -
PROXXON
Kreuztisch KT 150
Sehr geehrter Kunde!
Lesen und beachten Sie nachfolgende Sicherheitsvorschriften sorgfältig, bevor Sie das Gerät
benutzen. Sie schützen sich damit selbst und
Andere.
Achtung!
- Unordnung im Arbeitsbereich vermeiden.
- Wenn Sie dieses Gerät mit einer entsprechenden Maschine zum Bohren oder Fräsen
einsetzen sollten Sie keinen Schmuck,
Krawatten oder weite Kleidungsstücke tragen.
Lose Kleidungsstücke können von rotierenden
Teilen erfasst werden und schwere Verletzungen verursachen. Schützen Sie längeres
Haar mit entsprechender Schutzkleidung.
- Verwenden Sie dieses Gerät nicht mit einer
Maschine, wenn Sie sich nicht wohl fühlen,
müde oder unkonzentriert sind, oder Alkohol
getrunken haben.
- Kinder vom Arbeitsbereich fernhalten.
- Werkstück sicher befestigen oder festspannen.
- Gerät vor der Benutzung auf Beschädigung
überprüfen, defekte Teile auswechseln.
- Anschlusskabel der Bohrmaschine nicht im
Arbeitsbereich verlegen.
- Immer Schutzbrille tragen.
- Gerät nicht überlasten.
- Werkstück immer gegen die Schneiderichtung
des Fräsers führen.
- Nach der Arbeit Gerät gründlich reinigen.
- Unbenutzte Werkzeuge in verschlossenem
Raum kindersicher aufbewahren.
- Nur Zubehör und Ersatzteile, die in dieser
Anleitung oder vom Hersteller empfohlen
werden, benutzen.
Beschreibung des Gerätes
Mit dem PROXXON - Kreuztisch KT 150 können
Sie Holz, Kunststoff und Metall fräsen.
Er lässt sich problemlos auf jeden handelsüblichen Bohrständer aufbauen.
Jede Bahn verfügt über eine Feststellvorrichtung
mit präzise gefrästen Schwalbenschwanzführungen.
Die Verstellung des Schlittens erfolgt durch zwei
Stellräder mit einstellbarer 0-Position. Eine Umdrehung entspricht einem Vorschub von 2 mm,
wogegen ein Teilstrich einem Vorschub von
0,05 mm entspricht.
Die Führungen sind spielfrei nachjustierbar
Für den Anschlag stehen feste 90° und 45°
Passungen zur Verfügung
Auf der plangefrästen Arbeitsfläche kann das
Werkstück einfach mit Hilfe eines Maschinenschraubstockes oder mit Spannpratzen in drei
durchgehenden T-Nuten befestigt werden.
Technische Daten
Arbeitsfläche: 200 x 200 mm
Verstellbereich: max. 150 x 150 mm
Bauhöhe: 75 mm
Gewicht: ca. 5,9 kg
Vorschub: pro Umdrehung 2 mm
Skalenfeineinstellung: 0,05 mm
Maße der T-Nuten: Fig. 18
Bedienung
Montage des Kreuztisches
Hinweis:
Sicheres und exaktes Arbeiten ist nur möglich,
wenn das Gerät ordentlich auf der Arbeitsfläche
des Bohrständers befestigt wird.
Achtung!
Beim normalen Arbeiten mit Ihrem Bohrständer
und montiertem Kreuztisch immer die vier Feststellschrauben 4 (Fig. 2) anziehen.
1. Kreuztisch auf die Bohrständerarbeitsfläche
legen. Schlitten mit den T-Nuten 1 (Fig. 2)
nach oben, Handrad (2) nach vorne und
Handrad (3) nach links ausrichten.
2. Schlitten durch Drehen der Spindel 3 (Fig. 2),
ganz nach links verstellen. Dadurch wird nun
das rechte Langloch frei. Unterteil mit Maschinenschrauben M8x20 (4) auf dem Bohrständer befestigen.
3. Schlitten durch Drehen der Spindel 3 (Fig. 2),
ganz nach rechts verstellen. Dadurch wird
das linke Langloch frei. Unterteil mit M8x20
Schrauben auf dem Bohrständer befestigen.
Montage des Anschlages
1. Anschlagbrettchen 1 und 2 (Fig. 3) mit den
beiliegenden Senkkopfschrauben (3) auf
dem Alu-Anschlagsockel befestigen.
Page 5
- 5 -
Achtung!
Schrauben 3 (Fig. 3) so tief im Holz versenken,
dass sie nicht mehr hervorstehen.
2. Schutzblech 4 (Fig. 3) von der Rückseite mit
zwei Holzschrauben befestigen.
Das Bearbeiten von Metallen und Kunststoffen
1. Maschinenschraubstock mit M8 Sechskantschrauben in einer der drei T-Nuten des
Schlittens befestigen.
2. Werkstück einspannen.
3. Schlittenfeststellschraube 8 oder 9 (Fig. 1) für
die nicht gleitende Führung feststellen.
Achtung!
Der Vorschub muss immer gegen die Schneidrichtung des Fräsers erfolgen.
4. Vorschubrichtung beim Rechteck ausfräsen
(Fig. 4).
5. Vorschubrichtung beim Abfräsen von Kanten
(Fig. 5).
6. Vorschubrichtung beim Falz fräsen (Fig. 6)
Das Bearbeiten von Holz
Hinweis:
Werkstücke aus Holz können auf der Arbeitsfläche auch mit Hilfe des beiliegenden Anschlages 10 (Fig. 1) und der Zwinge 2 (Fig. 1)
befestigt werden.
Normalstellung des Anschlages
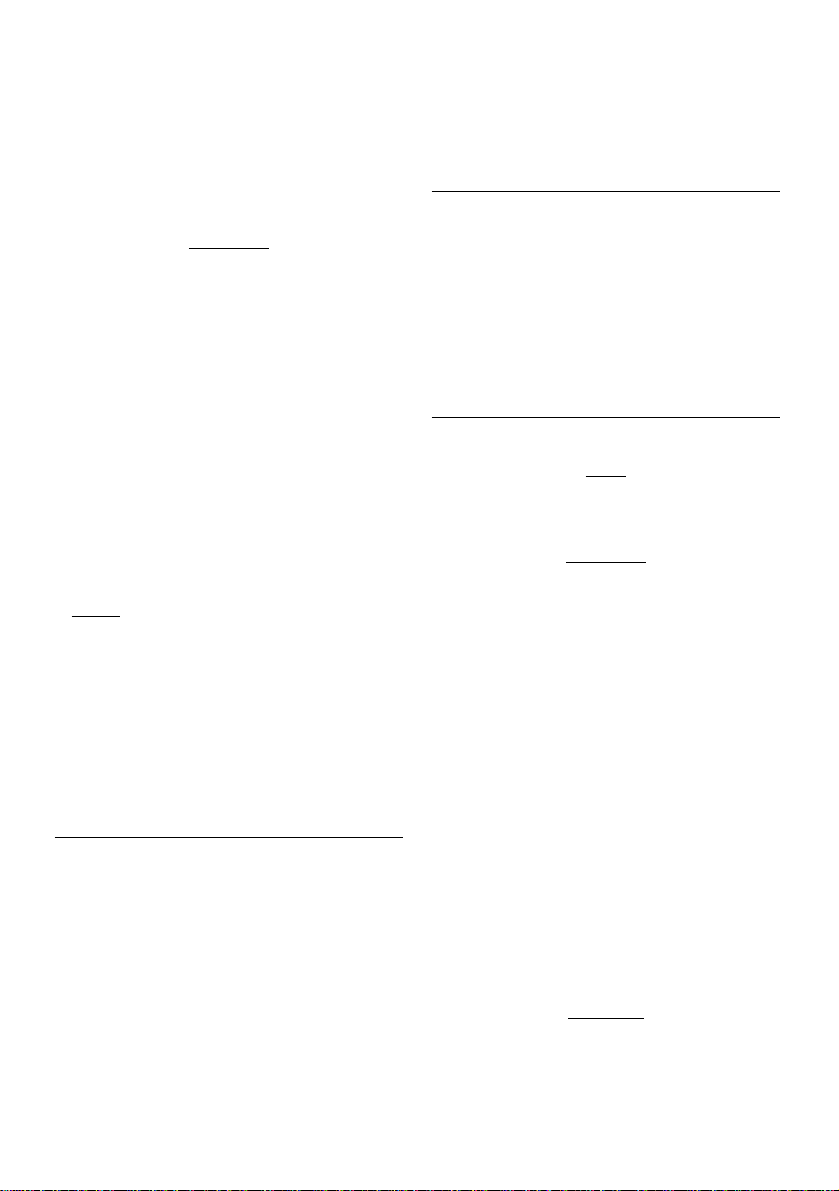
1. Anschlag 1 (Fig. 7) mit den zwei beiliegenden
Innensechskantschrauben (2) (M6x20) auf
dem Schlitten befestigen.
Hinweis:
Durch Langlöcher im Anschlag lässt sich dieser
30 mm nach vorne und hinten verstellen.
90°- Stellung des Anschlages
2. Anschlag 1 (Fig. 8) mit einer Innensechskantschraube (2) (M6x20) auf dem Schlitten befestigen. Dabei auf das Einrasten der Nocken
(3) und (4) achten!
45°- Stellung des Anschlages
3. Anschlag 1 (Fig. 9) mit einer Innensechskantschraube (2) (M6x20) auf dem Schlitten befestigen. Dabei auch hier auf das Einrasten
der Nocken (3) und (4) achten!
Schraubzwinge montieren
4. Zwinge gemäß 1 (Fig. 10) in der gewählten
T-Nut des Schlittens befestigen.
Werkstück einspannen
5. Werkstück auf dem Schlitten ausrichten,
gegen den Anschlag drücken und mit Hilfe
der Zwinge sicher befestigen.
Achtung!
Der Vorschub muss auch hier immer gegen die
Schneidrichtung des Fräsers erfolgen.
6. Feststellschraube 8 oder 9 (Fig. 1), für die
nicht gleitende Führung feststellen.
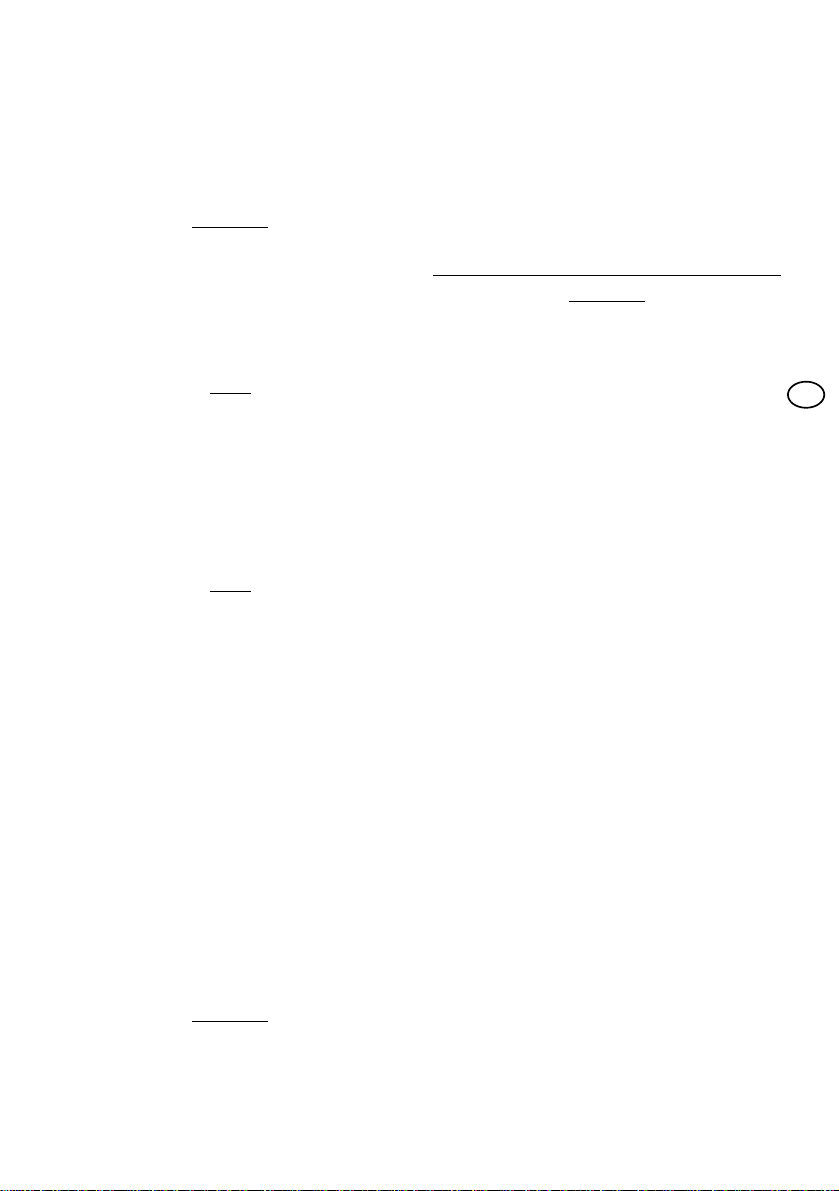
7. Vorschubrichtung beim Längskanten fräsen
(Fig. 11).
8. Vorschubrichtung beim Falz fräsen (Fig. 12).
9. Vorschubrichtung beim Zapfen fräsen
(Fig. 13).
10. Vorschubrichtung beim Profil fräsen
(Fig. 14).
11. Vorschubrichtung beim Nut fräsen (Fig. 15).
12. Vorschubrichtung beim Rechteck ausfräsen
(Fig. 16).
Wartung
Achtung!
Vor allen Wartungs- und Reinigungsarbeiten
Netzstecker ziehen.
Allgemein
1. Alle geschliffenen Gleitflächen und die
beiden Spindeln regelmäßig, am besten vor
Arbeitsbeginn, mit einem guten Maschinenöl
einölen.
Spiel der Führungen einstellen
2. Kontermuttern der Einstellschrauben 1 (Fig.
17) lösen, alle Einstellschrauben gleichmäßig
hineindrehen, bis das Spiel beseitigt ist und
Kontermutter wieder anziehen.
Nach der Benutzung
3. Nach der Benutzung alle Spänen mit einem
Pinsel abfegen und den Kreuztisch mit
einem weichen Lappen gründlich reinigen.
D
Page 6
- 6 -
PROXXON Compound
X - Y table KT 150
Dear customer!
Please read and apply the following safety regulations thoroughly before starting to work with
the equipment, thereby protecting yourself and
others.
Attention!
- Keep the working area clean and tidy.
- You should not wear jewellery, ties or wide
clothes when using the equipment with a
machine for drilling or milling. Loose clothes
can be caught by rotating parts and cause
serious injuries. Protect long hair with an appropriate cover.
- Do not use the unit with a machine when you
are not feeling well, if you cannot concentrate
or if you are under the influence of alcohol.
- Keep children away from the working area.
- Fasten or clamp the work pieces securely.
- Check the machine for any obvious faults,
replace damaged parts.
- Do not route the mains cable through your
working area.
- Always wear goggles.
- Do not
overload the machine.
- Always guide the work piece against the
cutting direction of the milling cutter.
- Clean the machine thoroughly after work.
- Keep unused tools in a locked room, out of
the reach of children.
- Use only accessories and spare parts which
are mentioned in these instructions or
recommended by the manufacturer.
Description of unit
The PROXXON Compound X - Y Table for milling,
drilling, routing of wood, plastics and metals.
The table can be mounted to any commercially
available drill stands without any problems.
Each ram is provided with a clamping device
with precisely milled dovetail grooves.
The ram is controlled by means of two spindles
with adjustable 0-position. One rotation is
identical with a feed of 2 mm, whereby one digit
an the scale equals 0.05 mm.
The guidings can be adjusted clearance-free.
90° and 45° fitting holes are provided for the
stop rail.
The work piece can be easily fastened to the
plane top of the table by means of a machine
vice or with clamping claws in the T-grooves.
Technical data
Working area: 200 x 200 mm
Displacement range: max. 150 x 150 mm
Height: 75 mm
Weight: approx. 5.9 kg
Feed: 2 mm per revolution
Fine adjustment of scale: 0.05 mm
Dimensions of T-grooves: Fig. 18
Operation
Installing the table
Note:
Secure and exact work is only possible when
fastening the table properly to the work top of
the drill stand.
Attention!
Always tighten the four fastening screws 4
(Fig. 2) when working with the compound table
mounted to your drilling stand.
1. Place the compound table onto the table of
the drill stand. Slide with T-grooves 1 (Fig. 2)
facing up, spindle (2) to the front and spindle
(3) to the left.
2. Wind spindle 3 (Fig. 2) to displace the slide
fully to the left. The right hand slotted hole is
now visible. Fasten the base with screws
M8x20 (4) to the drill stand.
3. Wind the spindle 3 (Fig. 2) to displace the
slide fully to the right. The right hand slotted
hole is now visible. Fasten the base with
screws M8x20 to the drill stand.
Installing the stop rail
1. Fasten the stop boards 1 and 2 (Fig. 3) to the
aluminium stop base by using the enclosed
countersunk screws (3).
Attention!
Screw the screw heads 3 (Fig. 3) completely into
the wood.
2. Fasten the protection 4 (Fig. 3) to the back
with two wood screws.
Page 7
- 7 -
Machining of metals or plastics
1. Fasten the machine vice to one of the Tgrooves in the slide with M8 hexagon screws.
2. Clamp the work piece.
3. Lock the slide clamping screw 8 or 9 (Fig. 1)
for the non-moving slide.
Attention!
The Feed must always be against the cutting
direction.
4. Direction of feed when milling right angles (Fig. 4).
5. Direction of feed when milling edges (Fig. 5).
6. Direction of feed when rebating (Fig. 6).
Working in wood
Note:
Work pieces of wood can also be fixed by
means of the stop 10 (Fig. 1) and the clamp 2
(Fig. 1).
Normal Position of stop
1. Fix the stop 1 (Fig. 7) to the slide by using the
enclosed socket head cap screws (2)
(M6x20).
Note:
Slots in the stop allow a 30 mm movement to
front and rear.
90° Position of stop
2. Fix the stop 1 (Fig. 8) to the slide by using
one socket head cap screw (2) (M6x20). Make
sure that the cams (3) and (4) lock in place!
45° Position of stop
3. Fix the stop 1 (Fig. 9) to the slide by using
one socket head cap screw (2) (M6x20). Make
sure that the cams (3) and (4) lock in place!
Installing the screw clamp
4. Fix the screw clamp 1 (Fig. 10) to the desired
T-groove in the slide.
Clamping the work piece
5. Align the work piece an the slide, press it
against the stop and fasten it with the clamp.
Attention!
Also here the feed must always be against the
cutting direction.
6. Fasten the clamping screw 8 or 9 (Fig. 1) for
the non-moving slide.
7. Direction of feed for longitudinal edge milling
(Fig. 11).
8. Direction of feed when rebating (Fig. 12).
9. Direction of feed for tenon milling (Fig. 13).
10. Direction of feed for profile milling (Fig. 14).
11. Direction of feed for slot milling (Fig. 15).
12. Direction of feed for milling of rectangular
shapes (Fig. 16).
Maintenance
Attention!
Always pull the mains plug out before starting
maintenance work.
General
1. Apply a thin coat of high-quality machine oil
to all sliding surfaces, preferably before the
start of each job.
Adjusting the guide clearance
2. Loosen the counter nuts for the adjustment
screws 1 (Fig. 17), turn all screws in evenly
until the clearance is eliminated and tighten
the counter nuts.
After work
3. After work brush all chips off and clean the
compound table with a soft cloth.
GB
Page 8

- 8 -
PROXXON
Table composée KT 150
Cher client!
Lisez soigneusement les presciptions de
sécurité suivantes avant de vous servir de I'outil
et observez-les durant le service afin d'exclure
tout danger pour vous et les autres.
Attention !
- Garder I'emplacement de travail ordonné.
- Lors de I'emploi de la table avec une perceuse ou fraiseuse, ne pas porter de bijoux,
cravattes ou vêtements flottants. Ceux-ci
peuvent se prendre dans Ies parties en rotation et causer de grâves blessures. Protéger
également les cheveux longs.
- Ne pas travailler si nous vous sentez mal, si
vous êtes fatigué ou déconcentré ou si vous
avez bû de l´alcool.
- Tenir les enfants éloignés de I'emplacement
de travail.
- Fixer la pièce à usiner sur la table de manière
sûre.
- Vérifier I'état de I'outil avant de le mettre en
service et échanger les pièces défectueuses.
- Ne pas
poser le câble du secteur de la per-
ceuse à proximité de la table.
- Porter des lunettes de protection.
- Ne pas surcharger I'appareil.
- Guider la pièce à usiner contre le sens de rotation de la fraise.
- Nettoyer les outils après leur utilisation.
- Ranger les outils dans un endroit clos à I'abri
des enfants.
- N'utiliser que des pièces de rechange et
accessoires mentionnés dans ces instructions
ou qui sont recommandés par le constructeur.
Description de la table
La table composée KT 150 de PROXXON est un
outil qui sert au fraisage de bois, matières plastiques et métaux.
La table peut être facilement installée sur tous les
supports de perçage en vente dans le commerce.
Chaque glissière possède un dispositif de
blocage avec des guides en queue d'aronde
fraisés.
Le réglage du chariot s'effectue par des vis de
commande à I'avance avec mise à zéro. Un tour
correspond à une avance de 2 mm une
graduation à une avance de 0,05 mm.
Les glissières sont réglables pour un
déplacement sans jeu.
La table possède des systèmes pour la fixation
du guide à 45° et 90°.
La pièce à usiner peut être aisément fixée sur la
table rectifiée au moyen d'un étau ou d'une
griffe de serrage qui peuvent être fixées dans
trois rainures en T.
Caractéristiques techniques
Surface de travail : 200 x 200 mm
Plage de reglage : maxi. 150 x 150 mm
Hauteur de la table : 75 mm
Poids : env. 5,9 kg
Avance: 2 mm/tour
Réglage fin : 0,05 mm
Dimensions des
rainures en T : Fig. 18
Utilisation
Montage de la table
Remar
que :
Un travail précis et exact n'est possible qu'avec
la table correctement fixée sur le support de la
perceuse.
Attention !
Toujours serrer les quatre vis 4 (fig. 2) lors du
travail normal avec la table montée sur le
support de perceuse.
1. Poser la table sur le support de perceuse
avec les rainures en T 1 (fig. 2) overs le haut,
la roue à main (2) vers I'avant et la roue à
main (3) vers la gauche.
2. Tourner la roue 3 (fig. 2) pour déplacer le
chariot complètement vers la gauche pour
avoir accès au trou oblong droit. Fixer le
chariot inférieur sur le support avec les vis M8
x 20 (4).
3. Tourner la roue 3 (fig. 2) pour déplacer le
chariot complètement vers la droite pour
avoir accès au trou oblong gauche. Fixer le
chariot inférieur sur le support avec les vis
M8 x 20.
Page 9
- 9 -
Installation du guide
1. Fixer les planchettes de guidage 1 et 2 (fig. 3)
sur le socle en alliage léger (3) au moyen des
vis à tête fraisée livrées avec la table.
Attention !
Visser les vis 3 (fig. 3) jusqu'à ce qu'elle soient
noyées dans les planchettes.
2. Fixer la tôle de protection 4 (fig.3) par le côté
arrière au moyen de deux vis.
Usinage de métaux et de plastiques
1. Fixer I'étau dans une des rainures en T au
moyen de vis à tête hexagonale de M8.
2. Fixer la pièce à usiner dans I'étau.
3. Bloquer le chariot non utilisé avec la vis de
blocage 8 ou 9 (fig. 1) respective.
Attention !
L'avance doit toujours être effectuée contre le
sens de rotation de la fraise.
4. Sens de I'avance pour le fraisage d'un
rectangle (fig. 4).
5. Sens de I'avance pour le fraisage des côtés
(fig. 5).
6. Sens de I'avance pour le fraisage d'une
rainure (fig. 6).
Travail du bois
Remar
que :
Les pièces en bois peuvent également être
fixées sur la table au moyen du guide 10 (fig. 1)
ou du serre-joint 2 (fig. 1).
Position normale du guide
1. Fixer le guide 1 (fig. 7) sur le chariot au moyen
des deux vis à tête cylindrique M6 x 20 (2).
Remar
que :
Le guide est réglable sur une longueur de 30
mm dans les trous oblongs.
Guide réglé à 90°
2. Fixer le guide 1 (fig. 8) sur le chariot au moyen
d'une vis à tête cylindrique M6 x 20 (2) en
veillant à la prise des tétons (3) et (4) sur la
table.
Guide réglé à 45°
3. Fixer le guide 1 (fig. 9) sur le chariot au moyen
d'une vis à tête cylindrique M6 x 20 (2) en
veillant à la prise des tétons (3) et (4) sur la
table.
Installation du serre-joint
4. Fixer le serre-joint 1 (fig. 10) dans la rainure en
T désirée.
Fixation de la pièce à usiner
5. Ajuster la pièce sur le chariot, la presser
contre le guide et la fixer à I'aide du serrejoint.
Attention !
L'avance doit toujours être effectuée contre le
sens de rotation de la fraise.
6. Serrer la vis de blocage 8 ou 9 (fig. 1) du
chariot non utilisé.
7. Sens de I'avance lors du fraisage des bords
(fig. 11).
8. Sens de I'avance lors du fraisage de
rainures (fig. 12).
9. Sens de I'avance pour le fraisage de
mortaises (fig. 13).
10. Sens de I'avance pour le fraisage de profils
(fig. 14).
11. Sens de I'avance pour Je fraisage de
rainures (fig. 15).
12. Sens de I'avance pour le fraisage d'un
rectangle (fig. 16).
Entretien
Attention !
Retirer la fiche du secteur avant de procéder à
I'entretien ou au nettoyage.
Généralités
1. Enduire les surfaces de glissement rectifées
et les deux tiges filetées avec une huile de
bonne qualité avant chaque utilisation.
Réglage du jeu des glissières
2. Desserrer les contre-écrous des vis de rég-
lage 1 (fig. 17), les visser jusqu'à ce que le jeu
soit supprimé et resserrer les contre-écrous.
Après I'utilisation
3. Balayer tous les copeaux à I'aide d'un
pinceau et nettoyer soigneusement la table
avec un chiffon.
F
Page 10

- 10 -
PROXXON
banco bidirezionale
X - Y KT 150
Egregio cliente!
Leggere attentamente le seguenti norme di
sicurezza ed attenersi scrupolosamente quanto
in esse prescritto prima di mettere in uso I'apparecchio. Questo Vi aluta di proteggere Voi
stessi ed eventualmente anche altri.
Attenzione!
- Evitare disordini nel Vs. ambito di lavoro.
- Se usate I'apparecchio insieme con una
macchina perforatrice o fresa e consigliabile di
togliersi prima gioielli, cravatte, e di non
portare abbigliamenti larghi.
- Vestiti sciolti potrebbero attorcigliarsi attorno a
pezzi rotanti e provocare grave ferite o
strangolamenti. Se portate capelli lunghi usate
gli indumenti protettivi appositi.
- Non usate macchine insieme al'apparecchio se
non Vi sentite bene, se siete stanchi o
deconcentrati oppure se siete alcoolizzati.
- Tenere lontani i bambini dal Vs. ambito di lavoro.
- Fissare o bloccare bene il pezzo in lavorazione.
- Controllare bene la macchina prima dell'uso ad
eventuali danni e sostituire pezzi defettosi.
- Non posare i cavi di allacciamento nell'ambito
di lavoro.
- Portare sempre gli occhiali di protezione.
- Non sovracaricare I'apparecchio.
- Guidare il pezzo in lavorazione sempre contro il
senso del taglio della fresatrice.
- Dopo il lavoro pulire accuratamente I'apparecchio.
- Tenere I'attrezzatura non utilizzata in luoghi
chiusi per bambini.
- Usare soltanto accessori e pezzi di ricambio
consigliati in questo manuale o dalla fabbrica.
Descrizione dell'apparecchio
Con il banco di lavoro bidirezionale Proxxon
KT 150 Lei e in grado di fresare legno, materiale
sintetico e metallo.
Può essere istallato senza alcun problema su
ogni tipo di supporto per trapani che si trova in
commercio.
Ogni pista ha un dispositivo di fissaggio con
guide a coda di rondine resate con precisone.
Lo spostamento della slitta avviene tramite due
rotelle di regolazione con posizione O regolabile.
Un giro corrisponde all'avanzamento di 2 mm,
mentre ogni linetta di gradazione corrisponde a
0,05 mm.
Le guide sono aggiustabili senza gioco.
Per l'arresto sono a disposizione due dispositivi
fissi per adattamenti a 90° r 45°.
Il pezzo in lavorazione può essere fissato sul
piatto di lavoro pianato in tre scanalature continue
a T in modo semplice con una morsa meccanica
da banco o con delle pinze de serraggio.
Dati tecnici
Superficie de lavoro: 200 x 200 mm
Superficie di spostamento: mass. 150 x 150 mm
Altezza della costruzione: 75 m
Peso: ca. 5,9 kg
Avanzamento: per giro 2mm
Graduazione della scala: 0,05 mm
Misure delle scanalature: Fig. 18
L'uso
Montaggio del banco
Avvertenze:
Un lavoro sicuro ed acurato è solo possibile se
I'apparecchio è stato montato bene sul supporto
del trapano.
Attenzione!
Per il lavoro normale con il supporto del trapano
e con il banco montato sempre stringere forte le
quattro viti di fissaggio 4 (fig. 2).
1. Mettere il banco sul pianale del lavoro del
supporto del trapano. Allineare la slitta con le
scanalature a T 1 (fig. 2) in su, manopola (2) in
avanti, manopola (3) a sinistra.
2. Spostare la slitta completamente a sinistra
girando la rotella di regolazione 3 (Fig.2). In
tale modo e aperto il foro lungo destro ed il
pezzo sottostante può essere fissato sul
supporto del trapano con le viti meccanici
M 8 x 20.
3. Spostare la slitta poi completamente a destra
girando la rotella di regolazione 3 (Fig.2).
Apertosi cosi il foro lungo sinistro il pezzo
sottostante può essere fissato sul supporto
del trapano con le viti meccanici M 8 x 20.
Page 11

- 11 -
Montaggio d'arresto
1. Fissare le due tavolette di legno 1 e 2 (fig. 3)
con le viti a testa svasata (3) in dotazione
sullo zoccolo d'arresto in aluminio.
Attenzione!
Acecare le viti 3 (Fig. 3) completamente nel legno.
2. La lamiera di protezione 4 (fig. 3) fissare dalla
parte posteriore.
La lavorazione di metallo e di materiale
sintetico
1. Questo può essere fissato in uno delle tre
scanalature a T della slitta con bulloni a testa
esagonale.
2. Bloccare il pezzo in lavorazione.
3. Stringere o la vite 8 o la 9 (fig.1) per il
bloccaggio della slitta non mobile.
Attenzione!
I'avanzamento deve essere eseguito sempre
verso il taglio della fresa.
4. Direzione dell'avanzamento durante la
fresatura di un rettangolo (fig. 4).
5. Direzione dell'avanzamento durante la
fresatura di uno spigolo o di un bordo (fig. 5).
6. Direzione dell'avanzamento durante la
fresatura di una incassatura (fig. 6).
La lavorazione di legno
A
vvertenze:
Pezzi di legno possono essere fissati sul pianale
del lavoro con il dispositivo d'arresto fornito 10
(fig. 1) e la morsetta 2 (fig. 1)
Posizione normale del dispositivo d'arresto
1. Fissare con i bulloni a testa esagonale. (2)
(M8 x 20) in dotazione il dispositivo 1 sulla
slitta (fig. 1)
A
vvertenze:
Con i fori lungi nel dispositivo quest'ultimo può
essere spostato di 30 mm in avanti o indietro.
Posizione di 90° del dispositivo d'arresto
2. Fissare il dispositivo 1 (fig. 8) sulla slitta con
un bullone a spigolo interno esagonale (2) (M
6 x 20). Fare attenzione che le due camme (3)
e (4) abbiano ingranato.
Posizione di 45° del dispositivo d'arresto
3. Fissare il dispositivo 1 (fig. 9) sulla slitta con
un bullone a spigolo interno esagonale (2)
(M 6 x 20). Fare anche qua attenzione che le
due camme (3) e (4) abbiona ingranato.
Montaggio del sergente
4. Montare il sergente nella scanalatura a T
giusto la ciffra 1 (fig. 10).
Fissaggio del pezzo
5. Allineare il pezzo sulla slitta, spingerlo verso il
dispositivo d'arresto e fissarlo con il sergente.
Attenzione!
l'avanzamento anche qua deve essere eseguito
sempre verso il taglio della fresa.
6. Stringere o la vite 8 o la 9 (fig. 1) per il
bloccaggio della slitta non mobile.
7. Direzione dell'avanzamento durante la
fresature di uno spigolo longitudinale
(fig. 11).
8. Direzione dell'avanzamento durante la
fresatura di una incassatura (fig. 12).
9. Direzione dell'avanzamento durante la
fresatura di una perno (fig. 13).
10. Direzione dell'avanzamento durante la
fresatura di un profilo (fig. 14).
11. Direzione dell'avanzamento durante la
fresatura di una scanalatura (fig. 14).
12. Direzione dell'avanzamento durante la
fresatura di un rettangolo (fig. 14).
Assistenza
Attenzione!
Prima della pulizia o di una operazione di assistenza togliere la presa di corrente.
Avvertenze generali
1. Ungere, regolarmente le superficie e le due
manopole, meglio sempre prima di ogno ciclo
di lavora con un olio di prima qualità.
Come regolare il gioco
2. Levare i controdadi 1 (Fig. 17), acecare le viti
per il regolamento in modo uniforme finche e
eliminato il gioco, poi nuovamente fissare i
controdadi.
Dopo I'uso
3. Dopo I'uso spazzare via con un penell i
trocioli rimasti e pulire acuratamente con un
straccio morbido il banco bidirezionale.
I
Page 12

- 12 -
PROXXON
Mesa de cruz KT 150
Estimado cliente:
Lea cuidadosamente y tenga en cuenta los
siguientes reglamentos de seguridad antes de
utilizar el aparato. Con ello se protege a usted
mismo y a otros.
¡Adver
tencia!
Evitar el desorden en el área de trabajo.
- Si emplea este aparato con una máquina correspondiente para taladrar o fresar, no debería
llevar joyas, corbatas o vestimenta amplia.
Vestimenta amplia puede ser atrapada por
piezas rotatorias y causar lesiones graves.
Proteger el cabello largo con vestimenta protectora correspondiente.
- No utilice este aparato con una máquina si no
se encuentre bien, está cansado o no concentrado, o si ha tomado bebidas alcohólicas.
- Mantenga a los niños fuera del área de
trabajo.
- Fijar o sujetar la pieza de forma segura.
- Antes de su empleo, compruebe si el aparato
muestra daños; cambiar las piezas
defectuosas.
- No tender el cable de conexión de la
taladradora en el área de trabajo.
- Llevar siempre unas gafas protectoras.
- No sobrecargar el aparato.
- Guiar la pieza siempre contra la dirección de
corte de la fresadora.
- Finalizado el trabajo, limpiar el aparato
minuciosamente.
- Guardar la herramienta no utilizada en
espacios cerrados fuera del alcance de los
niños.
- Emplear sólo accesorios y piezas de
recambio recomendados en este manual o
por parte del fabricante.
Descripción del aparato
Con la mesa de cruz KT 150 de PROXXON se
puede fresar madera, material plástico y metal.
La mesa se puede montar sin problemas en
cualquier bancada comercial. Cada vía dispone
de un dispositivo de fijación con guías de cola
de milano fresadas con precisión.
El ajuste del carro se realiza mediante dos
ruedas de ajuste con posición 0 ajustable. Una
vuelta corresponde a un avance de 2 mm, con-
tra lo cual una raya parcial corresponde a un
avance de 0,05 mm.
Se puede reajustar las guías de forma exenta de
juego. Para los topes se dispone de ajustes de
90º y 45º.
Sobre la superficie de trabajo fresada plana se
puede fijar la pieza a mecanizar fácilmente con
ayuda de un tornillo portapieza o con garras en
tres ranuras T continuas.
Datos técnicos:
Superficie de trabajo: 200 x 200 mm
Margen de ajuste: máx. 150 x 150 mm
Altura de construcción: 75 mm
Peso: aprox. 5,9 kg.
Avance: 2 mm por vuelta
Ajuste fino de escala: 0,05 mm
Medidas de las ranuras T: Fig. 18
Manejo
Montaje de la mesa de cruz
Indicación:
Solamente se puede trabajar de forma segura y
exacta si el aparato se encuentra bien fijado
sobre la superficie de trabajo de la bancada.
¡Adver
tencia!
Al trabajar de forma normal con su bancada y la
mesa de cruz montada, apretar siempre los dos
tornillos de fijación 4 (fig. 2).
1. Poner la mesa de cruz sobre la superficie de
trabajo de la bancada. Ajustar el carro con las
ranuras T 1 (fig. 2) hacia arriba, la rueda de
mano (2) hacia delante y la rueda de mano (3)
hacia la izquierda.
2. Ajustar el carro girando el husillo 3 (fig. 2)
totalmente hacia la izquierda. Por ello quedará
libre el agujero ovalado derecho. Fijar la parte
inferior con pernos ordinarios M8x20 (4) sobre
la bancada.
3. Ajustar el carro girando el husillo 3 (fig. 2)
totalmente hacia la derecha. Por ello quedará
libre el agujero ovalado izquierdo. Fijar la
parte inferior con tornillos M8x20 sobre la
bancada.
Page 13

- 13 -
Montaje del tope
1. Fijar la tablilla de tope 1 y 2 (fig. 3) con los
tornillos de cabeza avellanada adjuntados (3)
sobre el zócalo de tope de aluminio.
¡Adver
tencia!
1. Embutir los tornillos 3 (fig. 3) suficientemente
en la madera para que no sobresalgan.
2. Fijar la chapa protectora 4 (fig. 3) desde la
parte posterior con dos tornillos para madera.
La mecanización de metales y plásticos
1. Fijar el tornillo portapieza con tornillos hexagonales M8 en una de las tres ranuras T del carro.
2. Sujetar la pieza.
3. Apretar el tornillo de fijación del carro 8 ó 9
(fig. 1) para la guía no deslizante.
¡Adver
tencia!
Siempre se deberá realizar el avance contra la
dirección de corte de la fresadora.
4. Dirección de avance al fresar rectángulos (fig. 4).
5. Dirección de avance al fresar bordes (fig. 5).
6. Dirección de avance al fresar rebajos (fig. 6).
Mecanización de madera
Indicación:
También se pueden fijar las piezas a mecanizar
de madera sobre la superficie de trabajo con
ayuda del tope adjuntado 10 (fig. 1) y la mordaza
2 (fig. 1).
Posición normal del tope
1. Fijar el tope 1 (fig. 7) con los dos tornillos de
cabeza con hexágono interior adjuntados (2)
(M6x20) sobre el carro.
Indicación:
Gracias a los agujeros ovalados del tope se
puede ajustar éste 30 mm hacia adelante y
atrás.
Posición de 90° del tope
2. Fijar el tope 1 (fig. 8) con un tornillo de cabeza
con hexágono interior (2) (M6x20) sobre el
carro. ¡Hay que tener en cuenta que los
salientes (3) y (4) engatillen!
Posición de 45° del tope
3. Fijar el tope 1 (fig. 9) con un tornillo de cabeza
con hexágono interior (2) (M6x20) sobre el
carro. ¡También aquí hay que tener en cuenta
que los salientes (3) y (4) engatillen!
Montar la prensa de tornillo
4. Fijar la mordaza según 1 (fig. 10) en la ranura
T elegida del carro.
Sujetar la pieza.
5. Ajustar la pieza a mecanizar sobre el carro,
apretarla contra el tope y fijarla de forma
segura con ayuda de la mordaza.
¡Adver
tencia!
Aquí también se deberá realizar siempre el
avance contra la dirección de corte de la
fresadora.
6. Apretar el tornillo de fijación 8 ó 9 (fig. 1)
para la guía no deslizante.
7. Dirección de avance al fresar los bordes
longitudinales (fig. 11).
8. Dirección de avance al fresar rebajos (fig. 12).
9. Dirección de avance al fresar pivotes (fig. 13).
10. Dirección de avance al fresar molduras
(fig. 14).
11. Dirección de avance al fresar ranuras (fig. 15).
12. Dirección de avance al fresar rectángulos
(fig. 16).
Mantenimiento
¡Advertencia!
Desenchufar el aparato antes de realizar los
trabajos de mantenimiento y de limpieza.
General
1. Lubricar regularmente todas las superficies
deslizantes pulidas y los dos husillos, mejor
antes de iniciar el trabajo, con un aceite
bueno para motores.
Ajustar el juego de las guías
2. Aflojar las contratuercas de los tornillos de
ajuste 1 (fig. 17), enroscar todos los tornillos
de ajuste de forma uniforme hasta que se
haya eliminado el juego y que las contratuercas vuelvan a apretarse.
Después del uso
3. Después del uso quitar todas las virutas con
una brocha y limpiar minuciosamente la mesa
de cruz con un paño suave.
E
Page 14

- 14 -
PROXXON
Kruistafel KT 150
Geachte klant!
Lees alstublieft de volgende veiligheidsinstructies zorgvuldig en volg deze op, alvorens u
het toestel gebruikt. U beschermt zich zelf en
andere hierdoor.
Attentie!
– Rommel in het werkbereik vermijden.
– Indien u dit toestel met een passende
machine voor het boren en frezen wilt gebruiken, dient u geen sieraad, dassen of wijde
kledingstukken te dragen. Losse kledingstukken kunnen door roterende onderdelen
worden gegrepen en verwondingen
veroorzaken. Beveilig langer haar met een
passende veiligheidskleding.
– Gebruik dit toestel niet met een machine,
wanneer u zich niet goed voelt, moe of
ongeconcentreerd bent of alcohol heeft
gedronken.
– Kinderen van het werkbereik weghouden.
– Werkstuk veilig bevestigen of vastspannen.
– Toestel vóór gebruik op beschadiging con-
troleren, defecte onderdelen vervangen.
– Aansluitkabel van de boormachine niet in het
werkbereik verleggen.
– Steeds veiligheidsbril dragen.
– Toestel niet overbelasten.
– Werkstuk steeds tegen de snijrichting van de
freesmachine voeren.
– Na het werk het toestel grondig reinigen.
– Ongebruikt gereedschap in gesloten ruimte
voor kinderen veilig opbewaren.
– Uitsluitend toebehoren en reservedelen ge-
bruiken die in deze gebruiksaanwijzing of door
de fabrikant worden geadviseerd.
Beschrijving van het toestel
Met de PROXXON - kruistafel KT 150 kunt u
hout, kunststof en metaal frezen. Hij laat zich
zonder problemen op iedere in de handel gebruikelijke boorstander monteren. Iedere baan
beschikt over een vastzetvoorziening met exact
gefreesde zwaluwstaartgeleidingen.
Het verstellen van de slede geschiedt door
middel van twee stelwielen met instelbare 0-positie. Een omdraaiing stemt overeen met een
aanvoer van 2 mm, een deelstreepje stemt
overeen met een aanvoer van 0,05 mm.
De geleidingen zijn zonder spelling achteraf justeerbar. Voor de aanslag staan vaste 90° en 45°
pasmallen ter beschikking.
Op de glad gefreesde werkvlakte kan het werkstuk eenvoudig met behulp van een machinebankschroef of met spanklauwen in drie
doorgaande T-groeven worden bevestigd.
Technische gegevens
Werkvlakte: 200 x 200 mm
Verstelbereik: max. 150 x 150 mm
Bouwhoogte: 75 mm
Gewicht: ca. 5,9 kg
Aanvoer: per omdraaiing 2 mm
Fijninstelling van de schaal: 0,05 mm
Afmetingen van de
T-groeven: afb. 18
Bediening
Montage van de kruistafel
Opmerking:
Een veilig en exact werken is enkel mogelijk,
wanneer het toestel netjes op de werkvlakte van
de boorstander wordt bevestigd.
Attentie!
Bij het normale werken met uw boorstander en
gemonteerde kruistafel steeds de beide vastzetschroeven 4 (afb. 2) aantrekken.
1. Kruistafel op de werkvlakte van de boorstander
legen. Slede met de T-groeven 1 (afb. 2) naar
boven, handwiel (2) naar voren en handwiel (3)
naar links uitrichten.
2. Slede door draaien van de spindel 3 (afb. 2)
geheel naar links verstellen. Daardoor wordt
nu het rechter langgat vrij. Onderdeel met
machineschroeven M8x20 (4) op de boorstander bevestigen.
3. Slede door draaien van de spindel 3 (afb. 2)
geheel naar rechts verstellen. Daardoor wordt
het linker langgat vrij. Onderdeel met
machineschroeven M8x20 op de boorstander
bevestigen.
Montage van de aanslag
1. Aanslagplank 1 en 2 (afb. 3) met de ingesloten
schroeven (3) op de aluminium-aanslagsokkel
bevestigen.
Page 15

- 15 -
Attentie!
Schroeven 3 (afb. 3) zo diep in het hout laten
zinken dat ze niet meer te voorschijn komen.
2. Beschermplaat 4 (afb. 3) van de achterkant
met twee houtschroeven bevestigen.
Het bewerken van metaal en kunststoffen
1. Machinebankschroef met M8 zeskantbouten
in één van de drie T-groeven van de slede
bevestigen.
2. Werkstuk inspannen..
3. Vastzetschroef van de slede 8 of 9 (afb. 1)
voor de niet glijdende geleiding vastzetten.
Attentie!
De aanvoer moet steeds tegen de snijrichting
van de freesmachine plaatsvinden.
4. Aanvoerrichting bij de rechthoek uitfrezen
(afb. 4).
5. Aanvoerrichting bij het affrezen van kanten
(afb. 5).
6. Aanvoerrichting bij het frezen van sponningen
(afb. 6)
Het bewerken van hout
Opmerking:
Werkstukken uit hout kunnen op de werkvlakte
ook met behulp van de ingesloten aanslag 10
(afb. 1) en de klemschroef 2 (afb. 1) worden
bevestigd.
Normale positie van de aanslag
1. Aanslag 1 (afb. 7) met de twee ingesloten
inbusbouten (2) (M6x20) op de slede
bevestigen.
Opmerking:
Door langgaten in de aanslag laat zich deze
30 mm naar voren en achteren verstellen.
90°- positie van de aanslag
2. Aanslag 1 (afb. 8) met een inbusbout (2)
(M6x20) op de slede bevestigen. Hierbij op
het vastklikken van de nokken (3) en (4) letten!
45°- positie van de aanslag
3. Aanslag 1 (afb. 9) met een inbusbout (2)
(M6x20) op de slede bevestigen. Hierbij ook
hier op het vastklikken van de nokken (3) en
(4) letten!
Klemschroef monteren
4. Klemschroef volgens 1 (afb. 10) in de gekozen
T-groef van de slede bevestigen.
Werkstuk inspannen
5. Werkstuk op de slede uitrichten, tegen de
aanslag drukken en met behulp van de klemschroef veilig bevestigen.
Attentie!
De aanvoer moet ook hier steeds tegen de
snijrichting van de freesmachine plaatsvinden.
6. Vastzetschroef 8 of 9 (afb. 1) voor de niet-
geleiding vastzetten.
7. Aanvoerrichting bij het frezen van lang-
skanten (afb. 11).
8. Aanvoerrichting bij het frezen van
sponningen (afb. 12).
9. Aanvoerrichting bij het frezen van tappen
(afb. 13).
10. Aanvoerrichting bij het frezen van profielen
(afb. 14).
11. Aanvoerrichting bij het frezen van groeven
(afb. 15).
12. Aanvoerrichting bij het frezen van recht-
hoeken (afb. 16).
Onderhoud
Attentie!
Vóór alle onderhouds- en reinigingswerkzaamheden de netsteker uit het stopcontact nemen.
Algemeen
1. Alle geslepen glijvlakken en de beide spindels
regelmatig, het best vóór werkbegin, met
goede motorolie insmeren.
Spelling van de geleidingen instellen
2. Contramoeren van de stelschroeven 1 (afb.
17) losmaken, alle stelschroeven gelijkmatig
naar binnen draaien tot de speling is verholpen en de contramoer weer aantrekken.
Na gebruik
3. Na gebruik alle spaanders met een kwast
afvegen en de kruistafel met een zachte doek
grondig reinigen.
NL
Page 16

- 16 -
PROXXON
Krydsbord KT 150
Kære kunde!
Læs og overhold følgende sikkerhedsforskrifter,
før De bruger apparatet. Dermed beskytter De
dem selv og andre.
OBS!
– Undgå roderi i arbejdsområdet.
– Når De skal bruge apparatet sammen med en
tilsvarende maskine til boring eller fræsning
bør De ikke bære smykker, slips eller løs beklædning. Løse beklædningsgenstande kan
blive hængende i roterende dele og medføre
svære kvæstelser. Beskyt langt hår med tilsvarende udstyr.
– Brug ikke dette apparat sammen med en
maskine, hvis De føler Dem utilpas, er træt
eller ukoncentreret, eller har drukket alkohol.
– Ingen børn i arbejdsområdet.
– Gør emnet sikkert fast eller spænd det fast.
– Kontroller apparatet for skader før brug, skift
defekte dele ud.
– Kablet til boremaskinen må ikke ligge i ar-
bejdsområdet.
– Brug altid beskyttelsesbriller.
– Apparatet må ikke overbelastes.
– Før altid emnet mod fræserens skæreretning.
– Rengør apparatet grundigt efter arbejdet.
– Opbevar værktøj, der ikke bruges, i et aflåst
børnesikret rum.
– Brug kun tilbehør og reservedele, der
anbefales i denne vejledning eller af fa-
brikanten.
Beskrivelse af apparatet
Med PROXXON - krydsbord KT 150 kan De
fræse træ, kunststof og metal. Det kan uden
problemer monteres på alle gængse borestandere. Hver bane har en spærreanordning
med nøjagtigt fræsede svalehaleføringer.
Slæden forskydes med to stillehjul med indstillelig 0-position. En omdrejning svarer til en
tilspænding på 2 mm, hvorimod en delestreg
svarer til en tilspænding på 0,05 mm.
Føringerne kan efterjusteres uden slip. Der kan
leveres faste passtykker på 90° og 45° til anslagene.
Emnet kan fastgøres til den planfræsede
arbejdsflade med maskinskruestikke eller med
spændekløer i tre gennemgående T-noter.
Specifikationer
Arbejdsflade: 200 x 200 mm
Forskydningsområde: maks. 150 x 150 mm
Byggehøjde: 75 mm
Vægt: ca. 5,9 kg
Tilspænding: pr. omdrejning 2 mm
Skalafinindstilling: 0,05 mm
Mål på T-noter: fig. 18
Betjening
Montage af krydsbordet
Henvisning:
Det er kun muligt at arbejde nøjagtigt, hvis apparatet er sat ordentligt fast på borestanderens
arbejdsflade.
OBS!
Ved normalt arbejde med borestanderen med
påmonteret krydsbord skal de to låseskruer 4
(fig. 2) spændes fast.
1. Læg krydsbordet på borestanderens arbejdsflade. Slæden skal vende med T-noterne 1
(fig. 2) opad, håndhjul (2) fremad og håndhjul
(3) til venstre.
2. Kør slæden helt til venstre ved at dreje på
spindel 3 (fig. 2). Derved er kun det højre langhul frit. Fastgør underdelen til borestanderen
med maskinskruer M8x20 (4).
3. Kør slæden helt til højre ved at dreje på
spindel 3 (fig. 2). Derved bliver det venstre
langhul frit. Fastgør underdelen til borestanderen med maskinskruer M8x20 (4).
Montage af anslaget
1. Anslagene af træ 1 og 2 (fig. 3) fastgøres på
alu-anslagssoklen med de medfølgende
undersænkede skruer (3).
OBS!
Skru skruerne 3 (fig. 3) så langt ind i træet, af de
ikke stikker ud.
2. Fastgør beskyttelsesplade 4 (fig. 3) fra
bagsiden med to træskruer.
Page 17

- 17 -
Bearbejdning af metal og kunststof
1. Fastgør maskinskruestikken med M8 unbracoskruer i en af slædens tre T-noter.
2. Fastspænd emnet.
3. Spænd slædelåseskrue 8 eller 9 (fig. 1) til den
føring, der ikke glider.
OBS!
Tilspændingen skal altid ske mod fræserens
skæreretning.
4. Tilspændingsretning ved vinkelret fræsning
(fig. 4).
5. Tilspændingsretning ved fræsning af kanter
(fig. 5).
6. Tilspændingsretning ved fræsning af fals
(fig. 6)
Bearbejdning af træ
Henvisning:
Emner af træ kan fastgøres på arbejdsfladen ved
hjælp af medfølgende anslag 10 (fig. 1) og
tvingen 2 (fig. 1).
Anslagets normalstilling
1. Fastgør anslaget 1 (fig. 7) på slæden med de
to medfølgende unbracoskruer (2) (M6x20).
Henvisning:
Med langhullerne i anslaget kan dette stilles
30 mm frem eller tilbage.
Anslagets 90°- stilling
2. Fastgør anslaget 1 (fig. 8) med en unbracoskrue (2) (M6x20) på slæden. Sørg for at
knasterne (3) og (4) går i hak!
Anslagets 45°- stilling
3. Fastgør anslaget 1 (fig. 9) med en unbracoskrue (2) (M6x20) på slæden. Sørg for at
knasterne (3) og (4) går i hak!
Montering af skruetvinge
4. Fastgør tvinge iflg. 1 (fig. 10) i den valgte T-not
på slæden.
Opspænding af emnet
5. Ret emnet ind på slæden, tryk det mod anslaget og fastgør det sikkert med tvingen.
OBS!
Tilspændingen skal altid ske mod fræserens
skæreretning.
6. Spænd låseskrue 8 eller 9 (fig. 1) til den
føring, der ikke glider.
7. Tilspændingsretning ved fræsning af
længdekanter (fig. 11).
8. Tilspændingsretning ved fræsning af fals
(fig. 12).
9. Tilspændingsretning ved fræsning af tapper
(fig. 13).
10. Tilspændingsretning ved fræsning af profiler
(fig. 14).
11. Tilspændingsretning ved fræsning af noter
(fig. 15).
12. Tilspændingsretning ved vinkelret fræsning
(fig. 16).
Advarsel
OBS!
Før alle vedligeholdelse- og rengøringsarbejder
skal netstikket tages ud af kontakten.
Generelt
1. Smør alle slebne glideflader og de to spindler
regelmæssigt, helst før arbejdet påbegyndes,
med en god motorolie.
Indstilling af slip på føringen
2. Løsn stilleskruernes kontramøtrikker 1
(fig. 17), skru alle stilleskruerne ens, indtil
slippet er fjernet og spænd igen kontramøtrikkerne fast.
Efter brug
3. Efter brug skal alle spåner fejes væk med en
pensel og krydsbordet rengøres grundigt med
en blød klud.
DK
Page 18

- 18 -
PROXXON
Koordinatbord KT 150
Ärade kund!
Läs och beakta nedanstående säkerhetsföreskrifter
noggrant innan Ni tar koordinatbordet i bruk. På så
sätt skyddar Ni både Er själv och andra.
Observera!
– Undvik oordning i arbetsområdet.
– Om Ni använder koordinatbordet i kom-
bination med en maskin avsedd för borrning
eller fräsning bör Ni absolut inte bära
smycken, slips, eller vida klädesplagg. Lösa
klädespersedlar kan fastna i roterande delar
och förorsaka svåra personskador. Dölj långt
hår under lämplig skyddsklädsel.
– Använd inte koordinatbordet med tillhörande
maskin om Ni känner Er dålig, trött, eller
okoncentrerad, eller om Ni druckit alkohol.
– Håll barn på avstånd från arbetsområdet.
– Skruva eller spänn fast arbetsstycket på
betryggande sätt.
– Kontrollera att bordet är oskatt innan Ni tar
det i bruk och byt ut eventuella defekta delar.
– Lägg alltid borrmaskinens anslutningskabel
utanför arbetsområdet.
– Använd alltid skyddsglasögon.
– Överbelasta inte bordet.
– För alltid arbetsstycket mot fräsens
skärriktning.
– Rengör bordet ordentligt efter varje
arbetspass.
– Verktyg som inte används skall förvaras
inlåsta och utom räckhåll för barn.
– Använd endast de tillbehör och reservdelar
som rekommenderas i denna bruksanvisning
eller av maskintillverkaren.
Beskrivning av koordinatbordet
PROXXON’s - koordinatbord KT 150 kan användas för fräsning av trä, plast och metall. Det
kan utan problem monteras på alla i handeln
tillgängliga borrstativ. Båda sliderna är försedda
med en fixeringsanordning med precisionsfrästa
laxstjärtsstyrningar.
Längd- och tvärmatning sköts via två rattar med
inställbar 0-position. Ett varv motsvarar en
matning på 2 mm, medan ett delstreck motsvarar en matning på 0,05 mm.
Gejderna är spelfritt justerbara. För anslaget står
fasta passningar i 90° och 45° till förfogande.
På den planfrästa arbetsytan kan arbetsstycket
enkelt sättas fast med hjälp av ett maskinskruvstycke eller med spännklovar som i sin tur förankras i tre genomgående T-spår.
Tekniska data
Arbetsyta: 200 x 200 mm
Längd- och
tvärmatningsområde: max. 150 x 150 mm
Bygghöjd: 75 mm
Vikt: ca. 5,9 kg
Matning: 2 mm per varv
Skala för fininställning: 0,05 mm
T-spårens mått: bild 18
Betjäning
Montering av koordinatbordet
Anmärkning:
För att arbetet skall kunna utföras säkert och
exakt krävs att bordet är ordentligt fastsatt i
borrstativets arbetsyta.
Obser
vera!
Under normalt arbete med koordinatbordet
monterat på ett borrstativ skall de båda
fixeringsskruvarna 4 (bild 2) alltid vara åtdragna.
1. Lägg koordinatbordet på borrstativets
arbetsyta. Rikta in släden med T-spåren 1
(bild 2) uppåt, handratten (2) framåt och handratten (3) åt vänster.
2. Mata släden så långt som möjligt åt vänster
genom att vrida på spindeln 3 (bild 2). På så
sätt friläggs det avlånga hålet till höger. Sätt
fast underdelen med maskinskruvar M8x20 (4)
i borrstativet.
3. Mata släden så långt som möjligt åt höger genom att vrida på spindeln 3 (bild 2). På så sätt
friläggs det avlånga hålet till vänster. Sätt fast
underdelen med skruvar M8x20 i borrstativet.
Montering av anslaget
1. Sätt fast anslagsbrädorna 1 och 2 (bild. 3) i
aluminiumsockeln medelst de bipackade
försänkta skruvarna (3).
Page 19

- 19 -
Observera!
Skruvarna 3 (bild. 3) skall försänkas så djupt i
träet, att de inte sticker ut.
2. Sätt bakifrån fast skyddsplåten 4 (bild 3) med
två träskruvar.
Bearbetning av metaller och plaster
1. Sätt fast ett maskinskruvstycke med sexkantskruvar M8 i något av slädens tre T-spår.
2. Spänn upp arbetsstycket.
3. Lås slädens fixeringsskruv 8 eller 9 (bild 1) för
den gejd som inte skall glida.
Obser
vera!
Matningen måste alltid ske mot fräsens
skärriktning.
4. Matningsriktning vid rektangulär urfräsning
(bild 4).
5. Matningsriktning vid avfräsning av kanter
(bild 5).
6. Matningsriktning vid fräsning av en fals (bild 6)
Bearbetning av trä
Anmärkning:
Arbetsstycken av trä kan även sättas fast på
arbetsytan med hjälp av det medföljande anslaget 10 (bild 1) och tvingen 2 (bild 1).
Anslagets normala position
1. Sätt fast anslaget 1 (bild 7) i släden medelst
de två bipackade insexskruvarna (2) (M6x20).
Anmärkning:
Tack vare de avlånga hålen i anslaget kan detta
justeras 30 mm framåt eller bakåt.
Anslagets 90°- position
2. Sätt fast anslaget 1 (bild 8) i släden medelst
de två bipackade insexskruvarna (2) (M6x20).
Se därvid till att de båda nockarna (3) och (4)
hakar i ordentligt.
Anslagets 45°- position
3. Sätt fast anslaget 1 (bild 9) i släden medelst
de två bipackade insexskruvarna (2) (M6x20).
Se därvid till att de båda nockarna (3) och (4)
hakar i ordentligt.
Montering av skruvtvingen
4. Sätt fast tvingen enligt punkt 1 (bild 10) i det
valda T-spåret i släden.
Uppspänning av arbetsstycket
5. Rikta upp arbetsstycket på släden, tryck det
mot anslaget och spänn fast det ordentligt
med hjälp av tvingen.
Obser
vera!
Matningen måste även här alltid ske mot fräsens
skärriktning.
6. Lås slädens fixeringsskruv 8 eller 9 (bild 1)
för den gejd som inte skall glida.
7. Matningsriktning vid fräsning av längskanter
(bild 11).
8. Matningsriktning vid fräsning av en fals
(bild 12)
9. Matningsriktning vid tappfräsning (bild 13).
10. Matningsriktning vid profilfräsning (bild 14).
11. Matningsriktning vid spårfräsning (bild 15).
12. Matningsriktning vid rektangulär urfräsning
(bild 16).
Underhåll
Observera!
Dra ur nätkontakten före varje underhålls- och
rengöringsarbete.
Allmänt
1. Olja regelbundet in alla slipade glidytor och de
båda spindlarna, helst före varje arbetspass,
med en motorolja av god kvalité.
Inställning av gejdernas spel
2. Lossa stoppmuttrarna på justerskruvarna 1
(bild 17), skruva in alla justerskruvarna proportionerligt tills spelet eliminerats och dra
sedan åt stoppmuttrarna igen.
Efter varje användning
3. Sopa bort alla spån med en pensel och rengör
koordinatbordet grundligt med en mjuk trasa
efter varje användning.
S
Page 20

- 20 -
PROXXON
Křížový stůl KT 150
Vážený zákazníku!
Předtím, než použijete Váš přípravek, si pročtěte
a dodržujte starostlivě následující bezpečnostní
předpisy.
Pozor!
– Vyvarujte se nepořádku na pracovním místě.
– Použijete-li tento přípravek s odpovídajícím
strojem k vrtání, nebo frézování, neměli byste
nosit žádné řperky, kravatu, nebo široký oděv.
Volné díly oblečení mohou být uchyceny
rotujícími díly stroje a mohou zapříčinit těžká
zranění. Chraňte Vaše dlouhé vlasy
odpovídajícími ochrannými prostředky.
– Nepoužívejte přípravek se strojem, jestliže se
necítíte dobře, jste unaven/a nebo se
nemůžete koncentrovat, nebo jste požíl
alkohol.
– Nepřipust’te děti do pracovní oblasti.
– Obrobek upevněte bezpečně a pevně.
– Zkontrolujte přípravek před použitím na
poškození, vadné díly vyměňte.
– Kabel přípojky vrtačky neuložte v pracovní
oblasti.
– Noste vždy ochranné brýle.
– Nepřetěžujte přípravek.
– Obrobek vést pokaždé proti směru řezání
frézy.
– Po práci přípravek řádně očistit.
– Nepoužité nástroje skladujte v uzavřené míst-
nosti, nesmí se dostat do dětských rukou.
– Používejte jen příslušenství a náhradní díly,
které jsou v tomto návodu doporučené
výrobcem.
Popis přípravku
S PROXXON – křížovým stolem KT 150 můžte
frézovat dřevo, umělou hmotu a kovy. Dá se
jednoduše nabudovat na každž běžný stojan
vrtačky. Každá dráha má přípravek k uchycení s
přesně vyfrézovanými rybinovými vedeními.
Přestavení saní se provádí dvěma stavěcími
kolečky s nastavitelnou 0 – polohou. Jedno
otočení odpovídá posuvu 2 mm, přičemž
otočení o jednu rysku odpovídá posuvu o 0,05
mm.
Vedení jsou nastavitelná bez vůle. Pro doraz stojí
k dispozici pevné lícování 90° a 45°.
Na plocho ofrézované pracovní ploše se může
obrobek uchytit jednoduše pomocí strojového
svěráku, nebo upínacími chňapadly ve třech
průchodných T-drážkách.
Technické údaje
Pracovní plocha: 200 x 200 mm
Oblast přestavení: max. 150 x 150 mm
Výška: 75 mm
Hmotnost: ca. 5,9 kg
Posuv: jedno otočení 2 mm
Jemné nastavení stupnice: 0,05 mm
Rozměry T-drážek: zob. 18
Obsluha
Montáž křížového stolu
Upozor
n_ní:
Bezpečná a přesná práce je jen tehdy možná,
bude-li přípravek správně upevněn na pracovní
ploše stojanu vrtačky.
Pozor!
Při normální práci s Vašim stojanem vrtačky a
zamontovaným křížovým stolem pokaždé
utáhnout oba upevňovací šrouby 4 (zob. 2).
1. Položit křížový stůl na pracovní plochu stojanu
vrtačky. Sáně s T-drážkami 1 (zob. 2) směrem
nahoru, ružní kolečko (2) dopředu a ruční
kolečko (3) vysměrovat doleva.
2. Sáně přestavit točením vřetena 3 (zob. 2)
zcela doleva. Tím se uvolní pravý podélný otvor. Spodní díl upevnit šrouby M8x20 (4) na
stojan vrtačky.
3. Sáně přestavit točením vřetena 3 (zob. 2)
zcela doprava. Tím se uvolní levý podélný otvor. Spodní díl upevnit šrouby M8x20 na
stojan vrtačky.
Montáž zarážky
1. Upevnit destičku zarážky 1 a 2 (zob. 3) s
přiloženými šrouby se zápustnou hlavou (3) do
hliníkového podstavce zarážky.
Pozor!
Šrouby 3 (zob. 3) zapustit tak hluboko do dřeva,
aby nevyčnívaly.
2. Ochranný plech 4 (zob. 3) upevnit na zadní
straně dvěma šrouby do dřeva.
Page 21

- 21 -
Opracovávání kovů a umělých hmot
1. Upevnit strojový svěrák s M8 šrouby se
šestihrannou hlavou do jedné z T-drážek saní.
2. Upnout obrobek.
3. Stavěcí šroub saní 8 nebo 9 (zob. 1) nastavit
pro neklouzavé vedení.
Pozor!
Posuv musí následovat pokaždé proti směru
řezání frézy.
4. Směr posuvu při frézování pravého úhlu
(zob. 4).
5. Směr posuvu při frézování hran (zob. 5).
6. Směr posuvu při frézování drážek (zob. 6)
Opracování dřeva
Upozor
nění:
Obrobky z dřeva můžou být uchyceny na
pracovní ploše i pomocí přiložené zarážky 10
(zob. 1) a svěrky 2 (zob. 1).
Normální poloha zará_ky
1. Zarážku 1 (zob. 7) upevnit se dvěma
přiloženými imbusovými šrouby (2) (M6x20) na
sáně.
Infor
mace:
Podélnými otvory v zarážce se dá tato přesunout
o 30 mm dopředu a dozadu.
90°- poloha zarážky
2. Upevnit zarážku 1 (zob. 8) imbusovými šrouby
(2) (M6x20) na sáně. Přitom dbát na zapadnutí
vaček (3) a (4)!
45°- poloha zará_ky
3. Zarážku 1 (zob. 9) upevnit jedním imbusovým
šroubem (2) (M6x20) na sáně. Přitom také
dbát na zapadnutí vaček (3) a (4)!
Zamontování svěrky
4. Svěrku upevnit podle 1 (zob. 10) do zvolené
T-drážky saní.
Upnout obrobek
5. Obrobek vycentrovat na saních, přitlačit na
zarážku a pomocí svěrky bezpečně upevnit.
Pozor!
Posuv musí následovat pokaždé proti směru
řezání frézy.
6. Stavěcí šroub saní 8 nebo 9 (zob. 1) nastavit
pro neklouzavé vedení.
7. Směr posuvu p_i frézování podéln_ch hran
(zob. 11).
8. Směr posuvu při frézování drážek (zob. 12).
9. Směr posuvu při frézování čepů (zob. 13).
10.Směr posuvu při frézování profilů (zob. 14).
11. Směr posuvu při frézování drážek (zob. 15).
12.Směr posuvu při frézování pravého úhlu (zob.
16).
Údržba
Pozor!
Před údržbářskými pracemi a před čištěním
vytáhnout zástrčku přístroje ze zásuvky.
Všeobecně
1. Namazat všechny obroušené kluzné plochy a
obě vřetena pravidelně, nejlépe před
začátkem práce, dobrým motorovým olejem.
Nastavit vůli vedení
2. povolit přítužné matice stavěcích šroubů 1
(zob. 17), stavěcí šrouby rovnoměrně
zatáhnout, až pokud se neodstraní vůle a pak
utáhnout přítužné matice.
Po použití
3. Po použití odstranit všechny třísky štětcem a
křížový stůl očistit důkladně měkkým hadrem.
CZ
Page 22

- 22 -
PROXXON
Çapraz masa KT 150
Sevgili müflterimiz!
Cihaz› kullanmadan önce lütfen afla¤›daki
güvenlik talimatlar›n› dikkatli bir flekilde okuyunuz
ve bunlara uyunuz. Bu sayede kendinizi ve
baflkalar›n› korumufl olursunuz.
Dikkat!
– Çal›flma alan›nda da¤›n›kl›k oluflmas›n›
önleyiniz.
– Bu cihaz› uygun bir delme veya freze
makinesiyle birlikte kullan›rken mücevher, kravat veya genifl giysiler kullanmaman›z› tavsiye
ederiz. Giysilerinizin gevflek k›s›mlar›, dönen
parçalara yakalan›p a¤›r yaralanmalara neden
olabilir. Uzun saçlar›n›z› uygun bir koruyucu
ekipmanla koruyunuz.
– Rahat olmad›¤›n›zda, yorgun oldu¤unuzda
veya konsantre olamad›¤›n›zda ya da alkol
ald›ktan sonra bu cihaz› kullanmay›n›z.
– Çocuklar› çal›flma alan›ndan uzak tutunuz.
– Parçay› düzgün bir flekilde sabitleyiniz veya
s›k›flt›r›n›z.
– Kullanmadan önce daima cihazda ar›za olup
olmad›¤›n› kontrol ediniz ve ar›zal› parçalar›
de¤ifltiriniz.
– Matkab›n ba¤lant› kablosunu çal›flma alan›nda
b›rakmay›n›z.
– Daima koruma gözlü¤ü tak›n›z.
– Cihaz› zorlamay›n›z.
– Parçay› daima frezenin kesme yönünde
götürünüz.
– Çal›flmadan sonra cihaz› iyice temizleyiniz.
– Kullan›lmayan aletleri kapal› bir odada ve
çocuklardan uzak tutunuz.
– Yaln›zca bu talimatlarda veya kullan›c›
taraf›ndan tavsiye edilen aksesuar› ve yedek
parçalar› kullan›n›z.
Cihaz›n aç›klamas›
PROXXON Çapraz masa KT 150 ile ahflap, plastik ve metal freze ifllemlerini
gerçeklefltirebilirsiniz. Bu cihaz her türlü normal
matkap altl›¤›na sorunsuz bir flekilde kurulabilir.
Tüm hatlar›n, hassas bir biçimde frezelenmifl
k›rlang›ç kuyru¤u k›lavuzlar› bulunan bir
sabitleme tertibat› vard›r.
K›za¤›n ayarlanmas›, ayarlanabilir 0 pozisyonlar›
bulunan iki ayar tekerle¤i ile gerçeklefltirilir. Bir
dönüfl, 2 mm’lik bir ileri itmeye denk gelirken, k›smi
bir çizgi, 0,05 mm’lik bir ileri itmeye denk gelir.
K›lavuzlarda aral›ks›z olarak ek ayarlama
yap›labilir. Dayama için 90° ile 45°’lik tolerans
mevcuttur.
Alet, düz olarak frezelenmifl çal›flma alan›nda
do¤rudan bir makine mengenesi veya s›kma
plakas› yard›m›yla, içeriden geçen üç T
somunuyla sabitlenebilir.
Teknik veriler
Çal›flma zemini: 200 x 200 mm
Ayar alan›: maks. 150 x 150 mm
Yap› yüksekli¤i: 75 mm
A¤›rl›k: yakl. 5.9 kg
‹leriye sürme: dönüfl bafl›na 2 mm
Kadran hassas ayar›: 0.05 mm
T somunlar›n›n ölçüleri: flekil 18
Kullanma
Çapraz masan›n montaj›
Uyar›:
Güvenli ve tam bir çal›flma yaln›zca cihaz
düzgün bir flekilde matkap altl›¤›n›n çal›flma
alan›na tak›ld›¤› takdirde mümkündür.
Dikkat!
Matkap altl›¤›n›z ve monte edilmifl çapraz
masan›zla yapt›¤›n›z normal ifllerde daima iki
sabitleme vidas› 4 (flekil 2) s›k›lmal›d›r.
1. Çapraz masay› matkap altl›¤›n›n çal›flma
alan›na yerlefltiriniz. K›za¤› T somunlar› 1
(flekil 2) yukar›ya, el çark›n› (2) öne ve el
çark›n› (3) sola çeviriniz.
2. Rulman› 3 (flekil 2) çevirerek k›za¤› iyice sola
do¤ru ayarlay›n›z. Bu sayede sa¤ uzun delik
boflal›r. Alt k›sm›n› M8x20 makine vidalalar›yla
(4) taban altl›¤›na sabitleyiniz.
3. Rulman› 3 (flekil 2) çevirerek k›za¤› iyice sa¤a
do¤ru ayarlay›n›z. Bu sayede sol uzun delik
boflal›r. Alt k›sm›n› M8x20 vidalalar›yla taban
altl›¤›na sabitleyiniz.
Dayaman›n montaj›
1. Dayama tahtas› 1 ile 2’yi (flekil 3), ekteki
gömme bafll› vidalarla (3) Alüminyum dayama
sehpas›na sabitleyiniz.
Page 23

- 23 -
Dikkat!
Vidalar› 3 (flekil 3), d›flar›ya taflmayacak kadar
tahtan›n içine gömünüz.
2. Emniyet sac›n› 4 (flekil 3), iki tahta vidayla
arkadan sabitleyiniz.
Metallerin ve plasti¤in ifllenmesi
1. Makine mengenesini M8 alt› köfleli vidalarla
k›za¤›n üç T somunundan birine tak›n›z.
2. Parçay› s›k›flt›r›n›z.
3. Kaymayan k›lavuz için k›zak s›k›flt›rma vidas›
8 veya 9’u (flekil 1) sabitleyiniz.
Dikkat!
‹leri itme, daima frezenin kesme yönünün tersine
do¤ru olmal›d›r.
4. Dikdörtgendeki ileri itme yönünü frezeleyiniz
(flekil 4).
5. Kenarlar›n frezelenmesindeki ileri itme yönü
(flekil 5).
6. Oluktaki ileri itme yönünü frezeleyiniz (flekil 6).
Ahflab›n ifllenmesi
Uyar›:
Çal›flma alan›ndaki ahflap parçalar, ekteki
dayanak 10 (flekil 1) ve mengene 2 (flekil 1)
yard›m›yla da sabitlenebilir.
Dayaman›n normal durumu
1. Dayamay› 1 (flekil 7) ekteki iki iç alt› köfleli
vidas›yla (2) (M6x20) k›za¤a sabitleyiniz.
Uyar›:
Dayamadaki uzun delikler yard›m›yla bunu
30 mm ileri veya geri kayd›rabilirsiniz.
Dayaman›n 90°’lik duruflu
2. Dayamay› 1 (flekil 8) ekteki iç alt› köfleli
vidalar›ndan biriyle (2) (M6x20) k›za¤a
sabitleyiniz. Bu s›rada, kam (3) ile (4)’ün
yerleflmesine dikkat ediniz!
Dayaman›n 45°’lik duruflu
3. Dayamay› 1 (flekil 9) ekteki iç alt› köfleli
vidalar›ndan biriyle (2) (M6x20) k›za¤a
sabitleyiniz. Bu s›rada, burada da kam (3) ile
(4)’ün yerleflmesine dikkat ediniz!
Vidal› mengeneyi monte ediniz
4. Mengeneyi 1’e (flekil 10) göre, k›za¤›n seçilen
T somununa tak›n›z.
Parçay› s›k›flt›r›n›z
5. Parçay› k›zaktan düzeltiniz, dayamaya
bast›r›n›z ve mengene yard›m›yla sa¤lam bir
flekilde sabitleyiniz.
Dikkat!
‹leri itme, burada da daima frezenin kesme
yönünün tersine do¤ru olmal›d›r.
6. Kaymayan k›lavuz için sabitleme vidas› 8
veya 9’u (flekil 1) sabitleyiniz.
7. Uzunlamas›na kenarlardaki ileri itme yönünü
frezeleyiniz (flekil 11).
8. Oluktaki ileri itme yönünü frezeleyiniz
(flekil 12).
9. Muyludaki ileri itme yönünü frezeleyiniz
(flekil 13).
10. Profildeki ileri itme yönünü frezeleyiniz
(flekil 14).
11. Somundaki ileri itme yönünü frezeleyiniz
(flekil 15).
12. Dikdörtgendeki ileri itme yönünü frezeleyiniz
(flekil 16).
Bak›m
Dikkat!
Tüm bak›m ve onar›m çal›flmalar›ndan önce
muhakkak fifli çekiniz.
Genel
1. Bilenmifl tüm kayma yüzeylerinin ve iki rulman›
düzenli bir flekilde, en iyisi çal›flmaya
bafllamadan önce, kaliteli bir motor ya¤› ile
ya¤lay›n›z.
K›lavuzlar›n aral›¤›n› ayarlay›n›z
2. Ayar vidalar›n›n 1 (flekil 17) karfl› somunlar›n›
sökünüz, aral›k giderilene kadar tüm ayar
vidalar›n› düzgün bir biçimde içine tak›n›z ve
karfl› somunlar› tekrar s›k›n›z.
Kullan›mdan sonra
3. Kullan›mdan sonra tüm talafllar› bir f›rçayla
süpürünüz ve çapraz masay› yumuflak bir
bezle iyice temizleyiniz.
TR
Page 24

Fig. 9 Fig. 10
Fig. 11 Fig. 12 Fig. 13
Fig. 14
Fig. 16
7
12
10
15
Fig. 17
Fig. 18
Fig. 15
2
1
4
3
1
1
Page 25

- 24 -
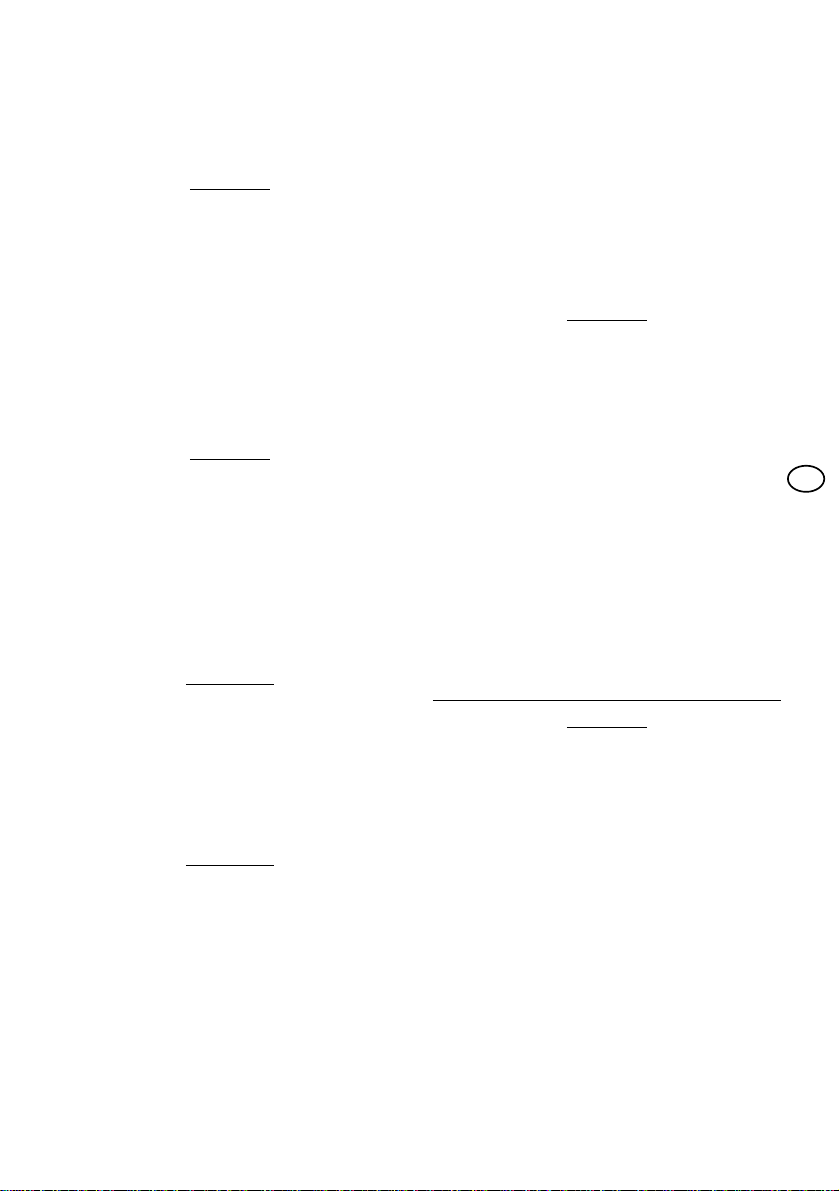
Ersatzteilliste
ET - Nr.: Benennung
20150 - 01 Aufspannschlitten
20150 - 02 Gerätefuß
20150 - 03 Mittelteil mit Schwalbenschwanzführungen
20150 - 04 Spindel oben
20150 - 05 Spindel unten
20150 - 06 Stellring mit Madenschraube
20150 - 08 Skalenring
20150 - 09 Handrad
20150 - 10 Gewindestift mit Feder und Kugel
20150 - 11 Gewindestift M4
20150 - 12 Mutter M4
20150 - 13 Zwinge komplett
20150 - 16 Anschlag, komplett
20150 - 19 Gleitleiste
20150 - 20 Alu - Spindelführung
20150 - 21 Stift
20150 - 22 Gewindeführung
20150 - 23 Flachstück
20150 - 24 Scheibe
20150 - 25 Schraube
20150 - 26 Kreuzgriffschraube
20150 - 27 Innensechskantschraube
20150 - 28 Sechskantmutter
20150 - 29 Innensechskantschraube
20150 - 30 Befestigungsmaterial
(teilw. ohne Abb., nur im Satz erhältlich)
20150 - 97 Artikelverpackung
20150 - 99 Bedienungsanleitung
Page 26

- 25 -
Ersatzteilbild
16
29
12
11 13
26
27
6
19
1
3
21 5 10 8 20
9
28
26
11
12
6
22
24
25
2
22
3019
2325
20
10
9
8
4
21
Page 27

Page 28

Ihr Gerät funktioniert nicht ordentlich? Dann bitte die Bedienungsanleitung noch einmal genau durchlesen.
Ist es tatsächlich defekt, senden Sie es bitte an:
PROXXON Zentralservice PROXXON Zentralservice
D-54518 Niersbach A-4224 Wartberg/Aist
Wir reagieren prompt und zuverlässig! Über diese Adresse können
Sie auch alle erforderlichen Ersatzteile bestellen.
Wichtig: Eine kurze Fehlerbeschreibung hilft uns, noch schneller zu
reagieren. Bei Rücksendungen innerhalb der Garantiezeit bitte Kaufbeleg beifügen.
Bitte senden Sie das Gerät in der Originalverpackung zurück. So
vermeiden Sie Beschädigungen beim Transport.
Änderungen im Sinne des technischen Fortschritts behalten wir uns vor.
Art.-Nr. 20 150-99 PR 710 703 702J
 Loading...
Loading...