

Page 1
0,02
0,02
Material
Werkzeug
durchmesser
Ø mm
- 4
4-10
960
630
420
210
1880
960
630
210
210
1880
960
630
210
210
10-20
20-30
30-40
Stahl
Aluminium
Kunststoff
FF 400 / PF 400 / KT 400
Manual
Page 2
- 2 -
Deutsch
Beim Lesen der Gebrauchsanweisung
vorne und hinten die Seiten herausklappen.
English
When you are reading the instructions for
use, please unfold the front nd back pages.
Français
Lors de la lecture d mode d’emploi,
dépliez la première et la dernièr page.
Italiano
Quande si leggono le istruzioni d’uso
aprire le pagine anteriori e posteriori.
Español
Para leer las instrucciones del uso
despliegue ls páginas adelante y atrás.
Nederlands
Voor het lezen van de gbruiksaanwijzing
gelieve de eerste en laatste pagina uit te
klappen.
Dansk
Når brugsanvisningen læses skal siderne
foran og bag klappes op.
Svenska
Vid läsning av bruksanvisningen vik ut
sidorna fram och bak.
Česky
Při čteni Návodu k použitÍ prednÍ a zadni
stránku rozložit.
Türkçe
Kullanma talomat›n›n okunmas› esns›nda
önde ve arkada sayfalar› d›sar›ya do¤ru aç›n.
D
GB
F
I
E
NL
DK
S
CZ
TR
5
12
19
26
33
40
47
54
61
68
Page 3
M
aterial
W
e
rk
zeug
d
urchmes
ser
Ø m
m
- 4
4
-10
960
6
30
420
2
10
1
88
0
960
6
30
210
210
1
880
960
6
30
210
210
1
0-20
20-30
3
0-40
S
tahl
A
lum
iniu
m
K
unststoff
1
2
3
7
11
16
13
6
15
14
12
8
910
4
5
0,02
0,02
2
8
10
1
34
5
6
7
9
310
266
101,5
500
385
3 2
1
2
3
1
Fig. 1 Fig. 2
Fig. 3 Fig. 4
Fig. 5 Fig. 6
- 3 -
Page 4

2
3
1
0,02
2
3
4
1
Material
erkzeug
u
rchmes
ser
mm
- 4
4-10
960
630
420
210
1880
960
630
210
210
1880
960
630
210
210
10-20
20-30
30-40
Stahl
Aluminium
Kunststoff
1
3
4
562
es
ser
m
- 4
4-10
960
630
420
210
1880
960
630
210
210
1880
960
630
210
210
10-20
20-30
30-40
Stahl
Aluminium
Kunststoff
2 1
3
0
4
2
0
210
188
0
960
630
210
210
188
0
960
630
210
210
30
3
0
-40
mini
u
m
Kunststoff
3
4
2
1
6
5
4
Fig. 7 Fig. 8
Fig. 9 Fig. 10
Fig. 11 Fig. 12
- 4 -
Page 5

- 5 -
Bedienungsanleitung
Fräse PF 400/Kreuztisch KT 400
Fräse mit Kreuztisch FF 400
Vorwort ……………………………………………………5
Beschreibung der Maschine ……………………………6
Aufbau …………………………………………………6
Lieferumfang……………………………………………6
KT 400 ………………………………………………6
PF 400 ………………………………………………6
FF 400 ………………………………………………6
Gesamtansicht Fräse PF 400 (Fig. 1) ………………6
Gesamtansicht Kreuztisch KT 400 (Fig. 2) …………6
Technische Daten der Fräse PF 400 ………………6
Technische Daten des Kreuztisches KT 400 ………7
Montage der Fräse ………………………………………7
Befestigen an der Drehmaschine PD400……………7
Montage der Fräse am Kreuztisch KT 400 …………7
Arbeiten mit der Fräsvorrichtung ………………………7
Höhenverstellung der Spindel ………………………8
Höhenverstellung mit dem Handrad ……………8
Vorschub über Bohrhebel …………………………8
Schwenken der Frässpindel …………………………8
Zum Schwenken um die Hochachse ……………8
Zum Schwenken um die Längsachse ……………8
Montage der Spannzangen …………………………8
Einstellen der Spindeldrehzahl ………………………9
Fräsen………………………………………………………9
Einstellen der Frästiefe ………………………………9
Vorschub ………………………………………………10
Zubehör …………………………………………………10
Reparatur und Wartung…………………………………10
Auswechseln der Riemen……………………………10
Spiel der Führungen des Kreuztisches einstellen
(hier nur FF 400 und KT 400) ………………………11
Schmieren der Maschine ……………………………11
Reinigen und Pflegen ………………………………11
Entsorgung ……………………………………………11
EG-Konformitätserklärung………………………………11
Ersatzteillisten ……………………………………………76
Fräseinrichtung PF 400 (24304) ……………………79
Kreuztisch KT 400 (24303) …………………………77
Vorwort
Sehr geehrter Kunde!
in dieser Anleitung sind die PF 400 und der passende
Kreuztisch KT 400 behandelt. Sie wendet sich an
unsere Kunden, die entweder den Kreuztisch, die Fräsvorrichtung oder aber beides zusammen als FF 400
erworben haben. Egal, wie Sie sich entschieden hatten:
Lesen Sie diese Anleitung, bevor Sie Ihr Gerät in Betrieb nehmen. Nehmen Sie besonders Rücksicht auf
die Sicherheitshinweise und arbeiten Sie immer mit der
angebrachten Sorgfalt.
Die Benutzung dieser Anleitung
• erleichtert es, das Gerät kennen zu lernen.
• vermeidet Störungen durch unsachgemäße
Bedienung und
• erhöht die Lebensdauer Ihres Gerätes.
Halten Sie diese Anleitung immer griffbereit.
Bedienen Sie dieses Gerät nur mit genauer Kenntnis
und unter Beachtung der Anleitung.
PROXXON haftet nicht für die sichere Funktion des
Gerätes bei:
• Handhabung, die nicht der üblichen Benutzung entspricht,
• anderen Einsatzzwecken, die nicht in der Anleitung
genannt sind,
• Missachtung der Sicherheitsvorschriften.
Sie haben keine Gewährleistungsansprüche bei:
• Bedienungsfehlern
• mangelnder Wartung
• Verwendung von Nicht-PROXXON-Ersatzteilen
Beachten Sie zu Ihrer Sicherheit bitte unbedingt die
Sicherheitsvorschriften.
Weiterentwicklungen im Sinne des technischen Fortschrittes behalten wir uns vor. Wir wünschen Ihnen viel
Erfolg mit dem Gerät.
Page 6

- 6 -
Beschreibung der Maschine
Aufbau
Bei der PF/FF 400 handelt es sich um eine sogenannte
Ständer-Senkrechtfräsmaschine. Eine stabile, großzügig dimensionierte Säule nimmt den Fräskopf, bestehend aus Motor, Getriebe und Spindeleinheit auf.
Angebaut sind ferner der Bohrvorschub am Fräskopf
selbst sowie der Handradvorschub an der Säule zum
präzisen Einstellen der Bearbeitungshöhe. Der Bohrvorschub erlaubt zusätzlich Bohrarbeiten. Die Elektrik
ist im Getriebekasten untergebracht, die Bedienelemente befinden sich an der Vorderseite des Getriebekastens. Die Fräseinheit kann wahlweise kombiniert
werden mit einem Kreuztisch (als FF 400, geliefert mit
KT 400, aber auch Betrieb mit KT 250 möglich) oder mit
dem Drehmaschinensystem PD 400 (PF 400). Hier
kann die Fräse am Maschinenbett angeschraubt
werden, der mitgelieferte Frästisch wird auf dem Support der Drehmaschine befestigt.
Wir bieten Ihnen folgende Möglichkeiten im FeinfräsSystem 400 an:
Lieferumfang
KT 400:
Kreuztisch
Bedienungsanleitung und Sicherheitsvorschriften
PF 400:
Frässpindel komplett mit Motor und Riemengetriebe
Säule (Ø 45mm)
Befestigungsblock für Drehmaschine (bei der FF 400
nicht im Lieferumfang enthalten)
Spannzangen Ø 6, 8, 10 und 12 mm inkl. Über-
wurfmutter
Frästisch mit T-Nuten (150x110 mm, bei der FF 400
nicht im Lieferumfang enthalten)
Bedienwerkzeug
Bedienungsanleitung und Sicherheitsvorschriften
FF 400:
Beinhaltet das Fräswerk PF 400 komplett mit dem
Kreuztisch KT 400, aber ohne den Frästisch Pos. 16
und den Befestigungsfuß Pos. 12 in Fig. 1.
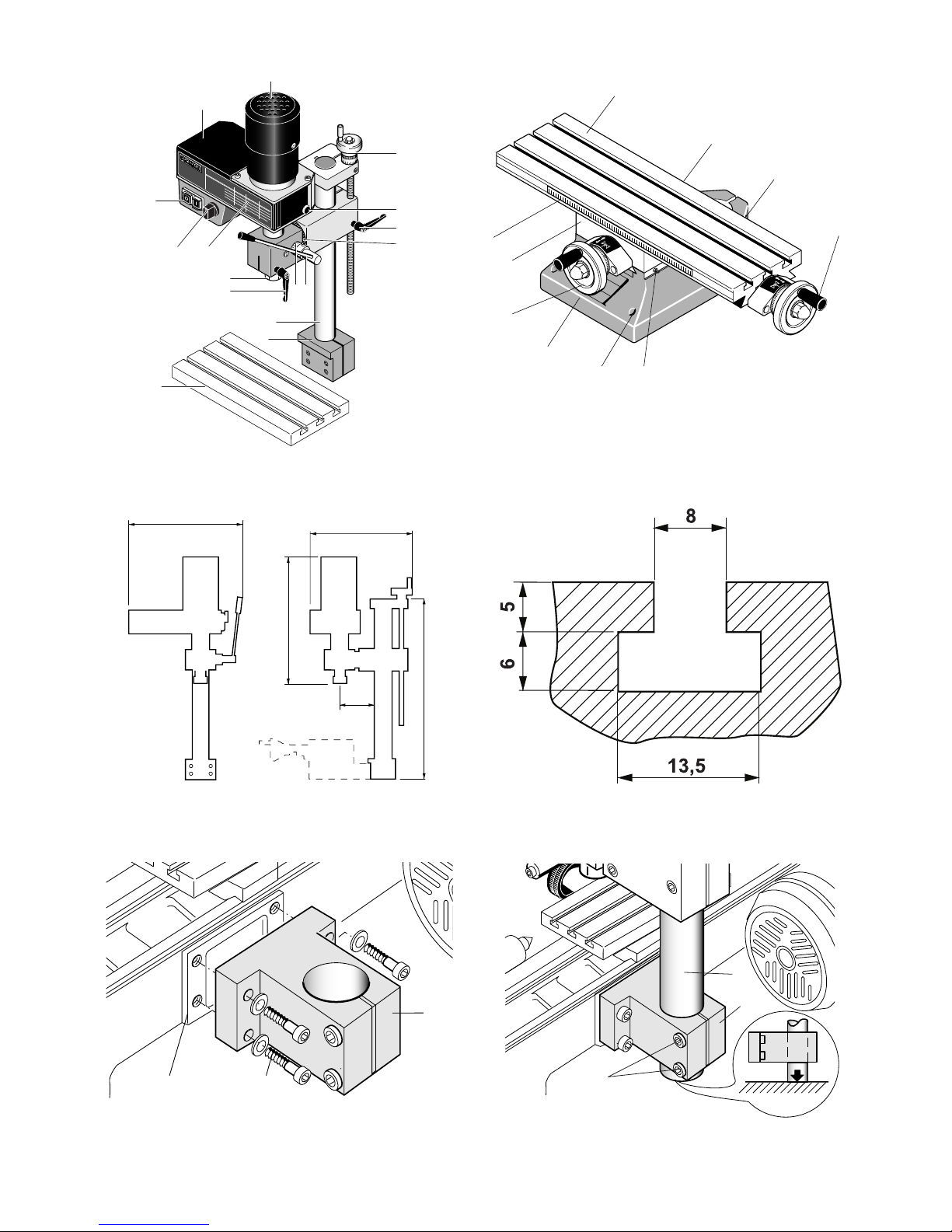
Gesamtansicht Fräse PF 400 (Fig. 1)
1. Motor
2. Abdeckhaube
3. Ein-/ Ausschalter
4. Wechselschalter
5. Tabelle
6. Rändelschraube für Abdeckhaube
7. Überwurfmutter für Spannzange
8. Klemmschraube für Pinole
9. Skala für Tiefeneinstellung
10. Bohrhebel
11. Säule (ø 45 mm)
12. Befestigungsblock für Drehmaschine
13. Handrad für Höhenverstellung mit Feinvorschub
14. Klemmschraube für Höhenverstellung
15. Skala für Winkelverstellung
16. Frästisch für Drehmaschine PD 400
(Die Pos. 12 und 16 sind nicht im Lieferumfang der
Fräse FF 400, sondern nur bei PF 400 enthalten)
Gesamtansicht Kreuztisch KT 400 (Fig. 2)
1. Handrad für X-Richtung (Verfahrweg 310 mm)
2. Arbeitstisch (400 mm x 125 mm)
3. Einstellschrauben für Y-Führung
4. Schraubenlöcher für Befestigung
5. Standfuß
6. Handrad für Y-Richtung (Verfahrweg 80 mm)
7. Support
8. Schrauben für Säulenklemmung
9. Lineal
10. Einstellschrauben für X-Führung
Technische Daten der Fräse PF 400
Spannung: 220 – 240 Volt, 50/60 Hz
Leistung: 400 Watt
6 Spindeldrehzahlen durch Umlegen des Riemens:
180, 350, 550, 800, 1300 und 2500/min
Pinolenhub 30 mm
Vertikaler Verstellweg ca. 300 mm
Vorschub: 1,5 mm/Umdrehung
Geräuschentwicklung ≤ 70 dB(A)
Vibrationen ≤ 2.5 m/s2
Maße siehe Fig. 3
Gewicht ca. 15 kg
Page 7
- 7 -
Nur zum Betrieb in
geschlossenen Räumen!
Gerät bitte nicht über den Hausmüll entsorgen!
Technische Daten des Kreuztisches KT 400
Arbeitsfläche: 400 mm x 125 mm
Verstellweg in X-Richtung: 310 mm
Verstellweg in Y-Richtung 80 mm
Gewicht: 23.5 kg
Maße der T-Nuten: siehe Fig. 4
Nutenabstand: 45 mm
Vorschub pro Umdrehung: 2 mm
Vorschub pro Teilstrich: 0,02 mm
Montage der Fräse
Befestigen an der Drehmaschine PD400
Achtung!
Vor Abschluß der Montagearbeiten Netzstecker
keinesfalls einstecken, die Maschine könnte versehentlich eingeschaltet werden. Verletzungsgefahr!
1. Drehmaschine auf einer standsicheren Unterlage
befestigen.
2. Befestigungsblock 1 (Fig. 5) mit Schrauben 2 an der
Drehmaschine 3 befestigen
3. Schraube 3 (Fig. 6) lösen und Säule 1 einführen.
4. Schraube 3 festziehen, um die Säule zu klemmen.
5. Frästisch 3 (Fig. 7) mit den Schrauben 2 und den
Vierkantmuttern 1 auf dem Support der Drehmaschine befestigen. Für zwei Schrauben liegen
Viekantmuttern bei, diese werden in die Nut des
Drehmaschinensupports geschoben. Für die
anderen beiden Schrauben gibt es Gewindebohrungen im Support selber.
Montage der Fräse am Kreuztisch KT 400
Hinweis:
Sicheres und präzises Arbeiten ist nur möglich, wenn
das Gerät ordentlich auf einer stabilen Arbeitsfläche befestigt wird.
1. Kreuztisch auf der Arbeitsfläche mit 4 Schrauben
M6 (nicht im Lieferumfang enthalten) befestigen
(Fig. 8).
2. Säule in die 45 mm-Bohrung einführen und mit den
Schrauben 1 festklemmen
Achtung!
Sollte sich die Säule 2 nur schwer in die Bohrung 3
enführen lassen, kann diese mit der Schraube 4 etwas
erweitert werden. Dazu diese nur etwas eindrehen.
Aber achten sie unbedingt darauf, die Schrauben 1
vorher zu lösen. Beim anschließenden Klemmen muss
die Schraube 4 natürlich wieder gelöst sein!
Arbeiten mit der Fräsvorrichtung
Achtung!
Vor allen Einstellarbeiten und Werkzeugwechseln an
der Fräse Netzstecker ziehen!
Achtung!
Bitte beachten Sie, dass der hier verwendete Kondensatormotor bei all seinen Vorteilen für die Verwendung
in Werkzeugmaschinen bauartbedingt sehr warm werden
kann. Dies ist kein Anzeichen für einen Defekt und kann
vorkommen, wenn der Motor längere Zeit im Leerlauf
oder nur unter sehr geringer Last läuft. Bitte achten Sie
darauf, diese Betriebszustände zu meiden und lassen Sie
Ihre Fräse nicht über Gebühr im Leerlauf drehen.
Achtung!
Bitte beachten Sie:
Von allen motorisch oder manuell angetriebenen Teilen
von Werkzeugmaschinen geht auch immer eine potenzielle Verletzungsgefahr aus! Von daher bitte immer
auf genügend Abstand achten und niemals in bewegte
Werkzeuge greifen!
Werkstücke niemals nur mit der Hand festhalten,
sondern immer ordentlich spannen!
Page 8

- 8 -
Hinweis!
Die Fräse ist mit einem sogenannten Wiederanlaufschutz ausgestattet: Bei einer kurzen Spannungsunterbrechung während des Betriebs läuft die Fräse aus
Sicherheitsgründen nicht selbsttätig wieder an. Die
Fräse kann aber mit dem Anliegen der richtigen
Spannung mit dem Einschaltknopf ganz normal gestartet werden.
Höhenverstellung der Spindel
Die Frässpindel der PF 400 lässt sich auf 2 Arten in der
Höhe verstellen (Fig. 9):
1. Mit dem Handrad 1
2. Mit dem Bohrhebel 2
Höhenverstellung mit dem Handrad
1. Knebelschraube 3 (Fig. 9) lösen.
2. Mit dem Handrad 1 die gewünschte Höhe einstellen
(1 Umdrehung entspricht 1,5 mm Vorschub).
3. Knebelschraube 3 vor dem Arbeiten unbedingt
wieder festziehen!
Vorschub über Bohrhebel
1. Knebelschraube 4 (Fig. 9) lösen.
2. Innensechskantschraube 6 am Skalenring 5 lösen
und Skala auf Null stellen.
3. Schraube 6 wieder festziehen.
4. Mit dem Bohrhebel 2 die gewünschte Höhe einstellen.
5. Knebelschraube 4 wieder festziehen.
Hinweis:
Beim Bohren mit dem Bohrhebel verfährt man
prinzipiell genauso wie oben beschrieben. Allerdings
darf natürlich die Schraube 4 während des Arbeitsvorgangs nicht wieder angezogen werden!
Schwenken der Frässpindel
Die gesamte Frässpindel kann um zwei Achsen geschwenkt werden, einmal um die Hoch (Z-)- Achse,
zum anderen um die Längsachse.
Zum Schwenken um die Hochachse:
Schrauben 3 (Fig. 6) lösen und Säule komplett in die
gewünschte Position schwenken. Dann Schrauben
wieder festziehen.
Analog dazu kann die Säule bei der FF 400 in der
Bohrung des Kreuztisches gedreht werden:
Dazu Schrauben 1 (Fig. 8) lösen und Säule in die
gewünschte Position schwenken. Dann die Schrauben
wieder festziehen. Bei Schwergängigkeit kann die
Bohrung durch die Spreizschraube 4 erweitert werden.
Beim anschließenden Klemmen muss die Schraube 4
natürlich wieder gelöst sein!
Zum Schwenken um die Längsachse:
Zum Schwenken um die Längsachse Schraube 1
(Fig. 10) lösen und die Frässpindel schwenken.
Gewünschte Gradzahl an der Skala 2 einstellen und
Schraube 1 wieder festziehen.
Montage der Spannzangen
Achtung!
Niemals die Spannzange allein in die Spindel
einführen!
Immer erst die Spannzange in die Mutter einrasten!
Immer darauf achten, dass Spanzange und Fräser den
passenden Durchmesser haben.
Bitte beachten Sie: Zusätzlich zu den mitgelieferten
Spannzangen sind noch weitere Größen in unserem
Zubehörsortiment erhältlich. Bei weiteren Fragen
wenden Sie sich bitte an unseren Kundendienst. Die
Adresse finden Sie auf der Rückseite dieser Anleitung.
Achtung!
Unbedingt den Stecker aus der Steckdose ziehen, um
versehentliches Anlaufen auszuschließen! Verletzungsgefahr!
1. Überwurfmutter 4 (Fig. 11) an der Frässpindel
lösen.
2. Gewünschte Spannzange 5 (Fig. 12) in die Überwurfmutter4 legen und mit leichtem axialen Druck
einrasten lassen.
Page 9
- 9 -
3. Überwurfmutter 2 mit Spannzange in die Spindel 1
einführen (Fig.11, siehe kleines Bild) und leicht von
Hand andrehen.
4. Schaft des Werkzeugs 3 in die Spannzange
einführen.
5. Mit Hilfe der mitgelieferten Schlüssel die Überwurfmutter wie in Fig. 11 gezeigt, festziehen.
6. Zum Entfernen der Spannzange Überwurfmutter 4
lösen und Werkzeug 3 herausziehen.
7. Jetzt Überwurfmutter mit Spannzange 2 komplett
aus der Frässpindel entfernen.
8. Spannzange mit dem mitgelieferten Rohrstück 6
(Fig. 12) durch Drücken auf den Konus der Spannzange ausrasten und aus der Überwurfmutter
entnehmen.
Einstellen der Spindeldrehzahl
Die Einstellung der Spindeldrehzahl ist notwendig, um
die Schnittgeschwindigkeit des Werkzeugs an die Eigenschaften des zu zerspanenden Materials und der
Werkzeuggeometrie anzupassen. Grosse Werkzeugdurchmesser bedeutet bei gleicher Drehzahl auch eine
große Umfangs- und damit u. U. zu große Schnittgeschwindigkeit. Umgekehrt gilt dies natürlich für kleine
Werkzeugdurchmesser. Deswegen ist es notwendig,
die Drehzahl variieren zu können. Dazu wird die Motorkraft bei der Fräse über ein Riemengetriebe auf die
Spindel geleitet. Es handelt sich hier um ein zweistufiges Getriebe mit einem Vorgelege zur allgemeinen
Drehzahlreduktion und zwei Gangrädern mit jeweils
paarweise unterschiedlichem Durchmesser. Verbunden
werden diese durch insgesamt zwei Poly-V-Riemen, die
sich durch ihre Laufruhe und ihre Übertragungseigenschaften hervorragend für diesen Einsatzzweck
eignen. Durch Umlegen der Riemen werden die jeweils
benötigten Spindeldrehzahlen realisiert. Insgesamt
lassen sich 6 Spindeldrehzahlen einstellen: 180, 350,
550, 800, 1300 und 2500/min. Fig. 15 zeigt die
jeweiligen Riemenscheibenkombinationen der
einzelnen Drehzahlen.
Achtung!
Unbedingt den Stecker aus der Steckdose ziehen! Verletzungsgefahr!
1. Rändelschraube 1 (Fig. 13) lösen und Gehäusedeckel 2 aufschwenken.
2. Die Befestigungsschrauben 1 (Fig. 14) leicht lösen
und das Gehäuse etwas nach rechts versetzen, bis
der untere Keilriemen gelockert wird.
3. Unteren Keilriemen 2 in entsprechende Position
bringen. Orientieren Sie sich an dem Aufkleber in
der Gehäuseinnenseite.
4. Gehäuse wieder nach links versetzen, bis Keilriemen richtig gespannt sind und Befestigungsschrauben (1) wieder anziehen.
5. Gehäusedeckel wieder schliessen und Rändelschraube 1 (Fig. 13) wieder anziehen.
Achtung:
Riemenabdeckung bzw. Gehäusedeckel muss während
des Betriebs immer geschlossen sein!
Fräsen
Achtung!
Tragen Sie beim Fräsen immer eine Schutzbrille. Beachten Sie unbedingt die Sicherheitsvorschriften!
Grundsätzlich muss das Werkstück zur Bearbeitung
sicher befestigt werden, sei es auf dem Kreuztisch bei
der FF 400) oder bei der PF 400 auf dem Frästisch der
Drehmaschine in Kombination mit der PD 400.
Hierzu stehen verschiedene Möglichkeiten zur Verfügung: Gut eignen sich Spannpratzen (z. B. 24 257
von PROXXON), Schraubstöcke (z. B. 24 255 von
PROXXON). Sollen Teilungen angefertigt werden, kann
z. B. zusätzlich mit Teilapparaten oder Futteraufnahmen gearbeitet werden. Beispiele für Spannmittel
und Zubehör findet sich in unserem Geräteprospekt
sowie, zusammen mit weiteren wertvollen Hinweisen in
unserem „Handbuch für kreative Modellbauer“ (Art.Nr.:28 996).
Einstellen der Frästiefe
Bitte beachten Sie auch den Abschnitt „Höhenverstellung der Spindel“ Hier wird erklärt, mit welchen Methoden sich die Höhe der Frässpindel für die verschiedenen Anwendungsbereiche einstellen lässt. In
der Praxis geht man so vor, das man zunächst nach
dem Festspannen des Werkstückes die Spindel nach
dem Einspannen des Fräsers grob (ca. 2 mm oberhalb
des Werkstückes) einstellt und die Frästiefe dann
während des Arbeitens verstellt.
Page 10
- 10 -
Dabei kann mit dem Handrad oder dem Bohrvorschub
gearbeitet werden. Die Skalenringe des Handrades
sowie des Bohrvorschubes können dazu beide „genullt“
werden. Dazu kann man z. B. zweckmäßigerweise
vor (!) dem Einschalten der Maschine den Fräser ganz
leicht auf das Werkstück aufsetzen und dann den
jeweiligen Skalenring auf null stellen. Dabei ist zu beachten, das bei dem Skalenring des Bohrvorschubs wie
in „Höhenverstellung der Spindel“ beschrieben, eine
Schraube dazu gelöst werden muss. Der Skalenring
des Handrades wird einfach verdreht.
1. Werkstück mit Spannpratzen, Schraubstock oder
Futter sicher befestigen.
2. Gewünschte Spindelhöhe grob mit Handrad mit
Handrad 1 (Fig. 9) einstellen. Dazu muss Knebelschraube 3 offen, Knebelschraube 4 dagegen
angezogen sein!
3. Sicherstellen, dass der Fräser das Werkstück nicht
berührt.
4. Sicherstellen, dass die richtige Spindeldrehzahl
eingestellt ist.
5. Drehrichtung wählen! (Siehe Abschnitt unten).
6. Frästiefe einstellen. Dies funktioniert am besten mit
dem Handrad 1 (Fig. 9). Dabei ist die Knebelschraube 3 offen, die Knebelschraube 4 geschlossen. Nach dem Einstellen unbedingt die
beiden Knebelschrauben 3 und 4 geschlossen
halten.
7. Sie können alternativ auch die Frästiefe mit dem
Bohrhebel 2 (Fig. 9) regulieren. Hier wird Knebelschraube 3 festgezogen, und nach der Betätigung
des Bohrhebels 2 bis zur gewünschten Tiefe wird
diese durch Klemmen der Pinole mittels zuziehen
der Knebelschraube 4 arretiert.
8. Fräsmaschine am Schalter 3 (Fig.1) einschalten.
9. Mit angepasstem Vorschub arbeiten
Vorschub:
Beim Fräsen darauf achten, dass der Vorschub immer
gegen die Schneidrichtung des Fräsers erfolgt (Fig. 16).
Achtung!
Den Vorschub immer nur manuell durchführen! Bei Verwenden der Fräse in Kombination mit der Drehmaschine PD400 darf der Vorschub des Tisches nicht
über den automatischen Vorschub der Drehmaschine
erfolgen. Verletzungs- und Beschädigungsgefahr!
Zubehör
Verwendet werden können handelsübliche Fräser mit
einem maximalen Schaftdurchmesser von 12 mm und
einem Werkzeugdurchmesser von max. 40 mm. Für ein
optimales Arbeitsergebnis ist es notwendig, sowohl den
Fräser als auch die Fräsparameter (Vorschub,
Frästiefe, Drehzahl) den Arbeitsbedingungen anzupassen und hieraus eine Auswahl zu treffen. Dazu ist
natürlich die Tabelle auf dem Keilriemendeckel der
Fräse zu beachten.
Empfehlen können wir die Fräseinsätze aus unserem
Zubehörprogramm, wie z. B. den Schaftfräser-Satz
(2-5 mm) 24610 oder, für größere Arbeiten, den Schaftfräser-Satz (6-10 mm) mit der Artikelnummer 24620.
Zahnräder mit dem Modul m=0,5 können gefräst
werden mit den Zahnformfräsern und dem Teilapparat
aus unserem Zubehörprogramm, hiermit lassen sich
Zähnezahlen von 12-54 realisieren.
Weitere geeignete Fräs- und Bohrwerkzeuge in
PROXXON-Qualität aus unserem umfangreichen Programm finden Sie im Fachhandel. Dort wird man Ihnen
für Ihren speziellen Anwendungsfall ein geeignetes
PROXXON-Produkt empfehlen können.
Ein sinnvolles Zubehör zur präzisen Höhenverstellung
der Spindel ist der nachträglich einfach montierbare
Feinvorschub (Art.-Nr: 24 254). Hier kann wahlweise
mit einem Handrad (Teilung 1 Teilstrich=0,025 mm)
die Bearbeitungstiefe besonders fein eingestellt
werden.
Reparatur und Wartung
Achtung!
Vor allen Reparatur- und Wartungsarbeiten Netzstecker
ziehen!
Auswechseln der Riemen
Sollten die Riemen verschlissen sein, können Sie diese
selbst wechseln. Ersatzriemen erhalten Sie beim
PROXXON Zentralservice (Adresse auf der Rückseite
dieser Anleitung).
1. Rändelschraube 1 (Fig. 13) lösen und Gehäusedeckel aufschwenken.
Page 11
2. Die Befestigungsschrauben 1 (Fig. 14) leicht lösen
und das Gehäuse etwas nach rechts versetzen, bis
der untere Keilriemen gelockert wird.
3. Motor an den Schrauben 3 (Fig. 13) abschrauben.
4. Nun können die beiden Riemen ausgetauscht
werden. Bitte darauf achten: Die Riemen sind nicht
gleich lang! Riemen nicht vertauschen!
5. Motor wieder anschrauben
6. Unteren Keilriemen 2 (Fig. 14) in entsprechend der
gewünschten Drehzahl richtige Position bringen.
Orientieren Sie sich an dem Aufkleber in der Gehäuseinnenseite.
7. Gehäuse wieder nach links versetzen, bis Keilriemen richtig gespannt ist und Befestigungsschrauben (1) wieder anziehen.
8. Gehäusedeckel wieder schliessen und Rändelschraube 1 (Fig. 13) wieder anziehen.
Spiel der Führungen des Kreuztisches
einstellen (hier nur FF 400 und KT 400)
Sollte im Laufe der Zeit die Führung einer Achse des
Kreuztisches zuviel Spiel aufweisen, so können Sie
mittels der Einstellschrauben 2 (Fig. 17 und 18) das
Spiel nachjustieren. Hierzu die Kontermuttern 1 lösen
und alle Einstellschrauben gleichmäßig hineindrehen,
bis das Spiel beseitigt ist. Anschließend Kontermuttern
wieder festziehen.
Schmieren der Maschine
Nach der Benutzung Kreuztisch und Fräse mit einem
weichen Lappen oder Pinsel reinigen. Beim Kreuztisch
anschließend die Führungen leicht einölen und das Öl
durch Verfahren des Tisches verteilen.
Kreuztisch niemals mit Pressluft reinigen, da sonst die
Führungen durch eintretende Späne zerstört werden.
Um eine lange Lebensdauer der Fräse zu garantieren,
beachten Sie bitte den Schmierplan in Fig. 19 (A: Ölen
vor jedem Arbeitsbeginn / B: Ölen monatlich). Verwenden Sie dabei nur säurefreies Maschinenöl aus
dem Fachhandel!
Reinigen und Pflegen
Achtung!
Vor dem Reinigen Netzstecker der Fräse ziehen.
Verletzungsgefahr!
Reinigen Sie Ihre Maschine mit einem Pinsel, einem
Handfeger und/oder einem weichen Lappen. Bei Bedarf
nur lösungsmittellose Reinigungsmittel verwenden.
Entsorgung:
Bitte entsorgen Sie das Gerät nicht über den Hausmüll!
Das Gerät enthält Wertstoffe, die recycelt werden
können. Bei Fragen dazu wenden Sie sich bitte an Ihre
lokalen Entsorgungsunternehmen oder andere entsprechenden kommunalen Einrichtungen.
EU-Konformitätserklärung
Wir erklären in alleiniger Verantwortung, dass dieses
Produkt die Bestimmungen folgender EU-Richtlinien
erfüllt:
EU-Niederspannungsrichtlinie 73/23 EWG und
EU-Maschinenrichtlinie 98/037 EWG:
DIN EN 61029-1/12.2003
EU-EMV-Richtlinie 89/336/EWG:
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Geschäftsbereich Gerätesicherheit
- 11 -
Page 12

- 12 -
Operating manual
Milling machine PF 400/
Compound table KT 400
Milling machine with compound
table FF 400
Foreword ....................................................................12
Description of the machine..........................................13
Construction............................................................13
Scope of supply ......................................................13
KT 400 ................................................................13
PF 400 ................................................................13
FF 400 ................................................................13
General Arrangement,
milling machine PF 400 (Fig. 1) ..............................13
General Arrangement,
compound table KT 400 (Fig. 2) ............................13
Technical data for PF 400 milling machine ............13
Technical data for KT 400 compound table ............14
Assembling the milling machine..................................14
Fixing to the PD400 lathe........................................14
Fitting the milling machine to the
KT 400 compound table..........................................14
Working with the milling attachment............................14
Spindle height adjustment ......................................15
Height adjustment using the hand wheel............15
Feeding by means of the drill lever ....................15
Swivelling the milling spindle ..................................15
Swivelling about the vertical access ..................15
Swivelling about the longitudinal access ............15
Fitting the collets ....................................................15
Setting the spindle speed........................................16
Milling ..........................................................................16
Setting the depth of cut ..........................................16
Feed........................................................................17
Accessories ................................................................17
Repair and maintenance ............................................17
Changing the belts ..................................................17
Adjusting the play in the compound table guides
(here FF 400 and KT 400 only) ..............................18
Lubricating the machine..........................................18
Cleaning and care ..................................................18
Disposal ..................................................................18
EC Declaration of Conformity......................................18
Spare parts lists ..........................................................76
Milling attachment PF 400 (24304) ........................79
Compound table KT 400 (24303)............................77
Foreword
Dear Customer,
This manual deals with the PF 400 and the associated
compound table KT 400. It is directed at our customers
who have either purchased the compound table, the
milling attachment or both together as the FF 400. Regardless of your choice, read this manual before using
your machine. Pay particular attention to the safety information and always work with great care.
The use of this manual
• makes it easier to get to know the equipment.
• prevents faults caused by incorrect operation and
• increases the life of your equipment.
Always keep this manual ready to hand.
Only operate this equipment if you have a thorough
knowledge of it and in accordance with the manual.
PROXXON shall not be liable for the safe operation of
the equipment in the case of:
• handling, which is not in accordance with
normal use,
• other purposes, which are not mentioned in
the manual,
• non-observance of the safety regulations.
You will have no claim under the warranty in the case of:
• operator errors
• lack of maintenance
• use of non-PROXXON spare parts
For your own safety, please be sure to observe the safety regulations. We reserve the right to make improvements in the interest of technical progress. We wish
you every success with the equipment.
Page 13

- 13 -
Description of the machine
Construction
The PF/FF 400 is a so-called vertical stand milling machine. A stable, generously sized column accommodates the milling head consisting of motor, gearbox and
spindle unit. Also fitted are the drill feed on the milling
head itself as well as the hand wheel feed on the column for the precise adjustment of the machining
height. The drill feed also allows drilling work to be carried out. The electrical equipment is accommodated in
the gearbox and the operator controls are situated on
the front of the gearbox. The milling unit can optionally
be combined with a compound table (supplied with the
KT 400 as the FF 400, but can also be used with the
KT 250) or with the PD 400 lathe system (PF 400). In
this case, the milling machine can be screwed to the
machine bed and the milling table provided with it is fixed on the support of the lathe.
The following options are available in the fine milling
system 400:
Scope of supply
KT 400:
Compound table
Operating manual and safety instructions
PF 400:
Milling spindle complete with motor and belt drive
Column (Ø 45mm)
Fixing block for lathe (not included in the scope of
supply with the FF 400)
Collets Ø 6, 8, 10 and 12 mm including union nut
Milling table with T-slots (150x110 mm, not included in
the scope of supply with the FF 400)
Operating tool
Operating manual and safety instructions
FF 400:
Includes the PF 400 miller complete with KT 400 compound table but without the milling table, Item 16, and
the mounting foot, Item 12, in Fig. 1.
General Arrangement, milling machine
PF 400 (Fig. 1)
1. Motor
2. Cover
3. On/Off switch
4. Changeover switch
5. Table
6. Knurled screw for cover
7. Union nut for collet
8. Clamping screw for quill
9. Scale for depth adjustment
10. Drilling lever
11. Column (ø 45 mm)
12. Fixing block for lathe
13. Hand wheel for height adjustment with fine feed
14. Clamping screw for height adjustment
15. Scale for angle adjustment
16. Milling table for PD 400 lathe
(Items 12 and 16 are not included in the scope of supply
of the FF 400 milling machine but only with the PF 400)
General Arrangement, compound table KT 400
(Fig. 2)
1. Hand wheel for X-direction (travel 310 mm)
2. Work table (400 mm x 125 mm)
3. Adjusting screws for Y-guide
4. Screw holes for fixing
5. Foot
6. Hand wheel for Y-direction (travel 80 mm)
7. Support
8. Column clamping screws
9. Linear scale
10. Adjusting screws for X-guide
Technical data for PF 400 milling machine
Voltage: 220 – 240 Volt, 50/60 Hz
Power: 400 Watt
6 spindle speeds determined by belt position:
180, 350, 550, 800, 1300 and 2500/min
Quill stroke: 30 mm
Vertical adjustment: ca. 300 mm
Feed: 1,5 mm/revolution
Noise: ≤ 70 dB(A)
Vibration: ≤ 2.5 m/s2
Dimensions see Fig. 3
Weight: ca. 15 kg
Page 14
- 14 -
For use in
enclosed rooms only!
Please do not dispose off the machine!
Technical data for KT 400 compound table
Working area: 400 mm x 125 mm
Adjustment in X-direction: 310 mm
Adjustment in Y-direction: 80 mm
Weight: 23.5 kg
Dimensions of T-slots: see Fig. 4
Slot spacing: 45 mm
Feed per revolution: 2 mm
Feed per graduation: 0.02 mm
Assembling the milling machine
Fixing to the PD400 lathe
Caution!
Under no circumstances insert the mains plug before
completion of the assembly work, as the machine could
be switched on accidentally. Risk of injury!
1. Fix the lathe on a secure foundation.
2. Attach the fixing block 1 (Fig. 5) with screws 2 to the
lathe 3.
3. Loosen screw 3 (Fig. 6) and insert column 1.
4. Tighten screw 3 to clamp the column.
5. Fix the milling table 3 (Fig. 7) with the screws 2 and
the square nuts 1 to the support of the lathe.
Square nuts are provided for two screws; these are
slid into the slot of the lathe support. There are
threaded holes in the support itself for the other two
screws.
Fitting the milling machine to the
KT 400 compound table
Note:
Safe and precise working is only possible when the machine has been properly fixed to a stable working service.
1. Fix the compound table to the working service with
4 M6 screws (not included in the scope of supply)
(Fig. 8).
2. Insert the column into the 45 mm hole and clamp
securely with the screws 1.
Note:
If it is difficult to insert the column 2 into the hole 3, this
can be opened out a little with the screw 4. This should
be screwed in by a small amount only but be sure to
loosen the screws 1 first. When the column is subsequently clamped, the screw 4 must of course be unscrewed once more!
Working with the milling attachment
Caution!
Unplug from the mains before changing the tool or carrying out any adjustment work on the milling machine!
Caution!
Please note that, for all its advantages for use in machine tools, the capacitor motor used here can become
very warm due to its design. This is not an indication
that the motor is defective and can occur when the motor has been running for an extended period on no load
or with only a very small load. Please try to avoid these
operating conditions and do not let your milling machine
run excessively on no load.
Caution!
Please note:
There is always a potential risk of injury from all motorised or manually driven parts of machine tools!
Therefore please maintain sufficient distance at all
times and never reach in to moving tools!
Never hold tools with the hand only but always clamp
properly!
Page 15

Note:
The milling machine is equipped with a so-called restart protection facility: If the supply is interrupted for a
short time during operation, the milling machine will not
re-start automatically for safety reasons. However, the
milling machine can be started normally when the correct voltage is applied by pressing the start button.
Spindle height adjustment
The height of the milling spindle of the PF 400 can be
adjusted in two ways (Fig. 9):
1. With the hand wheel 1
2. With the drill lever 2
Height adjustment using the hand wheel
1. Slacken the clamping screw 3 (Fig. 9).
2. Set the required height using the hand wheel 1
(1 turn corresponds to 1.5 mm feed).
3. Be sure to retighten the clamping screw 3 before
starting work!
Feeding by means of the drill lever
1. Slacken the clamping screw 4 (Fig. 9).
2. Slacken the Allen screw 6 on the scale ring 5 and
set the scale to zero.
3. Retighten screw 6.
4. Set the required height using the drill lever 2.
5. Retighten clamping screw 4.
Note:
When drilling using the drill lever, in principle the procedure is exactly as described above. However, the screw
4 must not, of course, be retightened while work is
being carried out!
Pivoting the milling spindle
The whole milling spindle can be swivelled about two
axes; firstly about the vertical (Z) axis and secondly
about the longitudinal axis.
To pivot about the vertical axis:
Slacken the screw 3 (Fig. 6) and pivot the complete
column into the required position. Then retighten the
screws.
The column of the FF 400 can be swivelled in the hole
of the compound table in a similar manner:
To do this, slacken screw 1 (Fig. 8) and pivot the column
into the required position. Then retighten the screws. If
this is difficult, the hole can be opened out by means of
the expansion screw 4. When the column is subsequently clamped, the screw 4 must of course be unscrewed once more!
To pivot about the longitudinal access:
To pivot about the longitudinal axis, slacken screw 1
(Fig. 10) and pivot the milling spindle. Set the required
number of degrees on the scale 2 and retighten screw 1.
Fitting the collets
Caution!
Never insert the collet into the spindle by itself!
Always engage the collet in the nut first. Always ensure
that the collet and the milling machine have matching
diameters.
Please note: In addition to the collets supplied, further
sizes are available in our range of accessories. If you
should have any further questions, please contact our
customer service department. You will find the address
on the back of this manual.
Caution!
Be sure to remove the plug from the socket in order to
avoid accidental starting! Risk of injury!
1. Slacken the union nut 4 (Fig. 11) on the milling
spindle.
2. Place the required collet 5 (Fig. 12) in the union nut
and engage using slight axial force.
- 15 -
Page 16

- 16 -
3. Feed the union nut 2 with the collet into the
spindle 1 (Fig. 11, see small picture) and tighten
gently by hand.
4. Feed the shaft of the tool 3 into the collet.
5. Tighten the union nut with the help of the spanner
provided as shown in Fig. 11.
6. To remove the collet, slacken the union nut and
withdraw the tool 3.
7. Now completely remove the union nut with the
collet 2 from the milling spindle.
8. Disengage the collet with the tubular section 6 provided (Fig. 12) by pressing on the cone of the collet
and remove from the union nut.
Setting the spindle speed
It is necessary to set the spindle speed in order to match
the cutting speed of the tool to the characteristics of the
material to be machined and to the tool geometry. For a
given speed, large tool diameters also mean a large circumferential speed and, under certain circumstances, too
great a cutting speed. The reverse naturally applies for
small tool diameters. It is therefore necessary to be able
to vary the speed. For this purpose, the motor power in
the milling machine is transmitted to the spindle by means
of a belt drive. This is a two-stage gear with a countershaft for general speed reduction and two pulley wheels,
whereby each corresponding pair has a different diameter. These are connected by a total of 2 poly V-belts,
which are outstandingly suitable for this application due to
their silent running and transmission characteristics. The
required spindle speeds are obtained by appropriate positioning of the belts. A total of 6 spindle speeds can be set:
180, 350, 550, 800, 1300 and 2500 rpm. Fig. 15 shows
the appropriate pulley combinations for the individual
speeds.
Caution!
Be sure to remove the plug from the socket! Risk of
injury!
1. Slacken the knurled screw 1 (Fig. 13) and hinge up
the housing cover 2.
2. Slacken the fixing screws 1 (Fig. 14) slightly and
move the housing a little to the right until the lower
V-belt is loose.
3. Move the lower V-belt 2 to the appropriate position.
Follow the sticker on the inside of the housing.
4. Move the housing back to the left until the V-belts
are correctly tensioned and retighten the fixing
screws (1).
5. Close the housing cover once more and retighten
the knurled screw 1 (Fig. 13).
Caution:
The belt cover and housing cover must always be
closed during operation!
Milling
Caution!
Almost wear protective goggles when milling. Be sure
to observe the safety regulations!
As a basic principle, the tool must be securely fixed for
machining whether it be on the compound table (in the
case of the FF 400) or, with the PF 400, on the milling
table of the lathe in combination with the PD 400.
Various options are available for this purpose. Particularly well suited are clamping jaws (e.g. 24 257 from
PROXXON) and vices (e.g. 24 255 from PROXXON). If
partitions are to be manufactured, it is also possible to
work with indexing attachments or chuck mounting
units. Examples of clamping devices and accessories
can be found in our product brochure and, together with
further valuable information, in our "Manual for creative
model makers" (Item No. 28 996).
Setting the depth of cut
Please refer also to the section "Spindle height adjustment". Here, the methods for adjusting the height of the
milling spindle for different applications are explained.
In practice, the procedure is that after securely clamping the workpiece, the spindle is roughly adjusted after
clamping the milling cutter (ca. 2 mm above the workpiece) and the milling depth is then adjusted while machining is taking place.
Page 17

- 17 -
In doing so, it is possible to work with the hand wheel or
the drill feed. The scale rings of the hand wheel and the
drill feed can both be "zeroed" for this purpose. To do
this, it is useful, for example, to rest the milling cutter
gently on the workpiece before (!) switching on the machine and then setting the appropriate scale ring to
zero. When doing so, it should be noted that, in the
case of the drill feed scale ring, a screw has to be slakkened as described in "Spindle height adjustment". The
scale ring for the hand wheel is simply rotated.
1. Fix the workpiece securely using clamping jaws,
vice or chuck.
2. Set the required spindle height roughly by means of
the hand wheel 1 (Fig. 9). For this purpose, clamping screw 3 must be released whereas clamping
screw 4 must be tight!
3. Make sure that the milling cutter does not touch the
workpiece.
4. Make sure that the correct spindle speed has
been set.
5. Select the direction of rotation. (See section below).
6. Set milling depth. This works best with the hand
wheel 1 (Fig. 9). In this case, clamping screw 3 is
released and clamping screw 4 is tight. After adjustment, it is essential that both clamping screws
3 and 4 are kept tight.
7. Alternatively, you can also adjust the milling depth
with the drill lever 2 (Fig. 9). In this case, clamping
screw 3 is tightened and, after moving the drill lever
2 to the required depth, this is fixed by clamping the
quill by tightening the clamping screw 4.
8. Switch on the milling machine by means of the
switch 3 (Fig. 1).
9. Work with an appropriate feed.
Feed:
When milling, ensure that the direction of feed always
opposes the direction of rotation of the milling cutter
(Fig. 16).
Caution!
Always operate the feed manually! When using the milling machine in combination with the PD 400 lathe, the
table feed must not take place using the automatic feed
of the lathe. Risk of injury and damage!
Accessories
Commercially available milling cutters with a maximum
shaft diameter of 12 mm and a tool diameter of max. 40
mm can be used. For an optimum working result, it is
necessary to adjust the milling machine and the milling
parameters (feed, depth of cut, speed) to the working
conditions and to choose these accordingly. In addition,
the table on the V-belt cover should, of course, be taken
into account.
We can recommend the milling cutters from our accessory range such as the end-milling cutter set (2-5 mm)
24610 or, for larger jobs, the end-milling cutter set
(6-10 mm), Item No. 24620.
Gear wheels with modulus m = 0.5 can be milled with
the tooth profile cutters and the indexing attachment
from our accessory range; tooth numbers from 12-54
can be realised by this means.
Further suitable PROXXON-quality milling and drilling
tools from our extensive range can be obtained from
your dealer. He will be able to recommend a suitable
PROXXON product for your specific application.
A practical accessory for the precise adjustment of the
spindle height is the fine feed unit (Item No. 24 254),
which can easily be fitted retrospectively. Here, you have
the option of making particularly fine adjustments to the
machining depth by means of a hand wheel (1 graduation = 0.025 mm).
Repair and maintenance
Caution!
Unplug from the mains before carrying out any repair
and maintenance work!
Changing the belts
If the belts should be worn, you can change these yourself. Replacement belts can be obtained from the
PROXXON Central Service Department (address on
the back of this manual).
1. Slacken the knurled screw 1 (Fig. 13) and hinge up
the housing cover.
Page 18
2. Slacken the fixing screws 1 (Fig. 14) slightly and
move the housing a little to the right until the lower
V-belt is loose.
3. Unscrew the motor at screws 3 (Fig. 13).
4. The two belts can now be changed. Please note
that the belts are not the same length! Do not
confuse the belts!
5. Refit the motor.
6. Place the lower V-belt 2 (Fig. 14) in the correct position corresponding to the required speed. Follow the
sticker on the inside of the housing.
7. Move the housing back to the left until the V-belt
is correctly tensioned and retighten the fixing
screws (1).
8. Close the housing cover once more and retighten
the knurled screw 1 (Fig. 13).
Adjusting the play in the compound table
guides (here FF 400 and KT 400 only)
If the guide for one axis of the compound table should exhibit too much play in the course of time, you can readjust
the play by means of the adjusting screws 2 (Fig. 17
and 18). To do this, undo the lock nuts 1 and screw all adjusting screws inwards by the same amount until the play
has been removed. Then retighten the lock nuts.
Lubricating the machine
Clean the compound table and milling machine with a
soft cloth or paintbrush after use. In the case of the
compound table, subsequently apply a little oil to the
guides and distribute it by traversing the table.
Never clean the compound table using compressed air,
as otherwise the guides will be damaged by the ingress
of swarf.
In order to guarantee a longer life for the milling machine, please follow the lubrication plan in Fig. 19 (A: Lubrication before the start of each job / B: Monthly lubrication). When doing so, use only acid-free machine oil
from your dealer!
Cleaning and care
Caution!
Unplug the milling machine from the mains before
cleaning.
Risk of injury!
Clean your machine with a paintbrush, a hand brush
and/or a soft cloth. Use only solvent-free cleaning
agents as required.
Disposal:
Please do not dispose of the device in domestic waste!
The device contains valuable substances that can be
recycled. If you have any questions about this, please
contact your local waste management enterprise or other corresponding municipal facilities.
EU-Declaration of Conformity
We declare under our sole responsibility that this product complies with the requirements of the following
EU-Directives:
EU-Low Voltage Directive 73/23 EEC and
EU-Machinery Directive 98/037 EEC:
DIN EN 61029-1/12.2003
EU-EMC Directive 89/336/EEC:
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Equipment Safety Department
- 18 -
Page 19

- 19 -
Mode d’emploi
Fraiseuse PF 400/Table en croix KT 400
Fraiseuse avec table en croix FF 400
Avant-propos ..............................................................19
Description de la machine ..........................................20
Conception..............................................................20
Contenu de la livraison ..........................................20
KT 400 ................................................................20
PF 400 ................................................................20
FF 400 ................................................................20
Aperçu de la fraiseuse PF 400 (fig. 1) ....................20
Aperçu de la table en croix KT 400 (fig. 2)..............20
Caractéristiques techniques
de la fraiseuse PF 400 ................................................20
Caractéristiques techniques
de la table en croix KT 400 ....................................21
Montage de la fraiseuse..............................................21
Fixation sur le tour de précision PD400 ..................21
Montage de la fraiseuse
sur la table en croix KT 400 ....................................21
Travailler avec le dispositif de fraisage........................21
Réglage en hauteur de la broche............................22
Réglage en hauteur à l’aide du volant ................22
Avance au moyen du levier de perçage ............22
Pivotement de la broche de fraisage ......................22
Pour le pivotement autour de l’axe vertical ........22
Pour le pivotement autour de l’axe longitudinal....22
Montage des pinces de serrage..............................22
Réglage de la vitesse de rotation de la broche ......23
Fraiser ........................................................................23
Réglage de la profondeur de fraisage ....................23
Avance ....................................................................24
Accessoires ................................................................24
Réparation et entretien................................................24
Changement de courroie ........................................24
Régler le jeu des guides de la table
en croix (ici seulement FF 400 et KT 400) ..............25
Lubrification de la machine ....................................25
Nettoyage et soins ..................................................25
Élimination ..............................................................25
Déclaration de conformité CE ....................................25
Liste de pièces de rechange ......................................76
Dispositif de fraisage PF 400 (24304) ....................79
Table en croix KT 400 (24303)................................77
Avant-propos
Cher client,
Ce mode d’emploi concerne la fraiseuse de précision
PF 400 et la table en croix KT400 correspondante. Il
s’adresse à nos clients ayant acquis soit la table en
croix, soit le dispositif de fraisage ou les deux réunis
dans la FF 400. Quel que soit votre choix, lisez ce
mode d’emploi avant de mettre votre appareil en service. Tenez particulièrement compte des consignes
de sécurité et travaillez toujours avec le soin qui s’impose.
Ce mode d’emploi
• aide à connaître l’appareil,
• permet d’éviter des dysfonctionnements dus à un
emploi inapproprié et
• prolonge la durée de vie de votre appareil.
Conservez toujours ce mode d’emploi à portée de la
main.
N’utilisez cet appareil qu’en le connaissant parfaitement
et en respectant le mode d’emploi.
PROXXON décline toute responsabilité pour le fonctionnement sûr en cas de :
• manipulation non conforme à l’usage habituel,
• d’usages autres que ceux prévus dans le mode
d’emploi,
• de non-respect des consignes de sécurité.
Vous ne pouvez pas bénéficier de la garantie dans les
cas suivants :
• erreurs d’utilisation
• entretien insuffisant
• utilisation de pièces de rechange autres que celles
de PROXXON.
Pour votre sécurité, veuillez respecter impérativement
les consignes de sécurité. Nous nous réservons le droit
d’effectuer des perfectionnements visant le progrès
technique. Nous vous souhaitons bonne chance avec
votre nouvel appareil.
Page 20

- 20 -
Description de la machine
Conception
La PF/FF 400 est une « fraiseuse verticale à montant ».
Une colonne stable et généreusement dimensionnée
loge la tête de fraisage composée d’un moteur, d’un engrenage et d’une unité de broche. En outre, l’avance de
perçage est montée sur la tête de fraisage et l’avance
de volant sur la colonne pour un réglage précis des
hauteurs d’usinage. L’avance de perçage permet en
plus d’effectuer des perçages. La partie électrique est
logée dans la boîte d’engrenages, les éléments de
commande se trouvent sur la face avant de la boîte
d’engrenages. L’unité de fraisage peut, si on le désire,
être combinée avec une table en croix (sous la dénomination FF 400, livrée avec la table KT 400, mais peut
également s’utiliser avec la KT 250) ou avec le système
de tour PD 400 (PF 400). La fraiseuse peut dans ce
cas être vissée sur le socle de la machine, la table de
fraisage fournie étant fixée sur le support du tour.
Nous vous proposons les possibilités suivantes dans le
système de fraisage fin 400:
Contenu de la livraison
KT 400 :
Table en croix
Mode d’emploi et consignes de sécurité
PF 400 :
Broche de fraisage complète avec moteur et entraînement à courroie
Colonne (Ø 45 mm)
Bloc de fixation pour tour (non fourni avec la FF 400)
Pinces de serrage Ø 6, 8, 10 et 12 mm avec écrou-
raccord
Table de fraisage avec rainures en T (150x110 mm, non
fournie avec la FF 400)
Outillage d’utilisation
Mode d’emploi et consignes de sécurité
FF 400 :
Comprend la fraiseuse PF 400 complète avec la table
en croix KT 400, mais sans la table de fraisage pos. 16
et le pied de fixation pos. 12, fig. 1.
Aperçu de la fraiseuse PF 400 (Fig. 1)
1. Moteur
2. Capot
3. Interrupteur de marche/arrêt
4. Commutateur de sélection
5. Tableau
6. Vis moletée du capot
7. Écrou-raccord de la pince de serrage
8. Vis de serrage du fourreau
9. Graduation pour le réglage en hauteur
10. Levier de perçage
11. Colonne (ø 45 mm)
12. Bloc de fixation du tour
13. Volant de réglage en hauteur avec avance précise
14. Vis de serrage de réglage en hauteur
15. Graduation d’ajustage angulaire
16. Table de fraisage pour tours PD 400
(Les pos. 12 et 16 ne sont pas fournies avec la fraiseuse
FF 400, mais uniquement avec la PF 400)
Aperçu de la table en croix KT 400 (fig. 2)
1. Volant de direction X (déplacement 310 mm)
2. Table de travail (400 mm x 125 mm)
3. Vis de réglage du guide Y
4. Trous de vis de fixation
5. Pied
6. Volant de direction Y (déplacement 80 mm)
7. Support
8. Vis de serrage de la colonne
9. Règle
10. Vis de réglage du guide X
Caractéristiques techniques
de la fraiseuse PF 400
Tension : 220 – 240 Volt, 50/60 Hz
Puissance : 400 W
6 tours-minutes par déplacement de la courroie :
180, 350, 550, 800, 1300 et 2500/min
Élévation du fourreau : 30 mm
Déplacement vertical : ca. 300 mm
Avance : 1,5 mm/rotation
Niveau sonore : = 70 dB(A)
Vibrations : = 2.5 m/s2
Dimensions voir fig. 3
Poids : ca. 15 kg
Page 21

- 21 -
Utilisation uniquement
dans un local fermé !
Ne pas jeter la machine avec
les ordures ménagères!
Caractéristiques techniques
de la table en croix KT 400
Surface de travail: 400 mm x 125 mm
Déplacement en direction X: 310 mm
Déplacement en direction Y: 80 mm
Poids: 23,5 kg
Dimensions des rainures en T: voir fig. 4
Espacement des rainures: 45 mm
Avance par tour: 2 mm
Avance par trait de gradation: 0,02 mm
Montage de la fraiseuse
Fixation sur le tour de précision PD400
Attention !
Ne brancher en aucun cas la prise secteur avant la fin
des travaux de montage car la machine pourrait être
accidentellement mise en marche. Risque de blessure !
1. Fixer le tour sur un support stable.
2. Fixer le bloc de fixation 1 (fig. 5) sur le tour 3 à
l’aide des vis 2.
3. Desserrer la vis 3 (fig. 6) et mettre la colonne en
place.
4. Serrer la vis 3 pour bloquer la colonne.
5. Fixer la table de fraisage 3 (fig. 7) sur le support du
tour à l’aide des vis 2 et des écrous carrés 1. Des
écrous carrés sont fournis pour deux vis ; il faut les
introduire dans la rainure du support du tour. Pour
les deux autres vis, il existe des taraudages dans le
support lui-même.
Montage de la fraiseuse
sur la table en croix KT 400
Remarque :
Un travail sûr et précis n’est possible que si l’appareil
est correctement fixé sur une surface de travail stable.
1. Fixer la table en croix sur la surface de travail à
l’aide de 4 vis M6 (non fournies) (Fig. 8).
2. Introduire la colonne dans le perçage de 45 mm et
la bloquer à l’aide des vis 1.
Attention !
Si l’introduction de la colonne 2 dans le perçage 3 s’avère
difficile, il est possible de l’élargir un peu à l’aide de la vis
4 en la tournant légèrement. Mais veillez impérativement
à desserrer auparavant la vis 1. Lors du serrage consécutif, la vis 4 doit naturellement être à nouveau desserrée !
Travailler avec le dispositif de fraisage
Attention !
Débrancher la prise secteur avant tous les travaux de
réglage et les changements d’outils sur la fraise.
Attention !
Notez qu’en dépit de ses nombreux avantages d’utilisation dans les machines-outils, le moteur à condensateur utilisé ici peut devenir très chaud en raison de sa
construction. Cela n’est pas un défaut et peut se produire lorsque le moteur tourne à vide durant une période prolongée ou sous une faible charge. Veuillez éviter ces situations de fonctionnement et ne faites pas
fonctionner votre fraiseuse excessivement à vide.
Attention !
N’oubliez pas que toutes les pièces motorisées ou manuelles des machines-outils présentent toujours un potentiel de risque de blessures. Respectez en conséquence une distance suffisante et ne procédez jamais à
une intervention sur des outils en mouvement.
Ne tenez jamais les pièces à usiner avec les mains
mais bridez-les toujours convenablement.
Page 22

- 22 -
Remarque !
La fraiseuse est équipée d’une « sécurité anti-redémarrage » : si une brève interruption de courant se produit
durant le fonctionnement, la fraiseuse ne redémarre
pas toute seule pour des raisons de sécurité. En présence d’une tension adéquate, il est possible de redémarrer la fraiseuse tout à fait normalement à l’aide du
bouton de mise en marche.
Réglage en hauteur de la broche
Il existe 2 manières de régler en hauteur la broche de
fraisage de la PF 400 (fig. 9) :
1. Avec le volant1
2. Avec le levier de perçage 2
Réglage en hauteur à l’aide du volant
1. Desserrer la vis à garret 3 (fig. 9).
2. Régler la hauteur souhaitée à l’aide du volant 1 (1
tour correspond à une avance de 1,5 mm).
3. Pensez impérativement à resserrer la vis à garret 3
avant de commencer à travailler.
Avance au moyen du levier de perçage
1. Desserrer la vis à garret 4 (fig. 9).
2. Desserrer la vis à tête cylindrique à 6 pans creux 6
sur la bague graduée 5 et régler sur zéro.
3. Resserrer la vis 6.
4. Régler la hauteur souhaitée à l’aide du levier de perçage 2.
5. Resserrer la vis à garret 4.
Remarque :
En cas de perçage à l’aide du levier de perçage, il faut
par principe procéder exactement de la manière décrite
ci-dessus. Mais bien sûr, il ne faut pas resserrer la vis 4
durant l’opération.
Pivotement de la broche de fraisage
Toute la broche de fraisage peut être pivotée autour de
deux axes : l’axe vertical (Z) et l’axe longitudinal.
Pour le pivotement autour de l’axe vertical :
Desserrer les vis 3 (fig. 6) et faire pivoter entièrement la
colonne dans la position souhaitée. Resserrer ensuite
les vis.
De la même manière, il est possible de tourner la colonne de la FF 400 dans le perçage de la table en croix:
desserrer à cet effet les vis 1 (fig. 8) et faire pivoter la
colonne dans la position souhaitée. Resserrer ensuite
les vis. Si cette opération s’avère difficile, il est possible
d’élargir le perçage au moyen de la vis de réglage 4.
Lors du serrage consécutif, la vis 4 doit naturellement
être à nouveau desserrée.
Pour le pivotement autour de l’axe
longitudinal :
Pour le pivotement autour de l’axe longitudinal, desserrer la vis 1 (fig. 10) et faire pivoter la broche de fraisage. Régler le chiffre souhaité sur la graduation 2 et
resserrer la vis 1.
Montage des pinces de serrage
Attention !
Ne jamais mettre la pince de serrage seule dans la
broche.
Il faut toujours faire s’enclencher d’abord la pince de
serrage dans l’écrou. Veiller à ce que la pince de serrage et la fraise aient un diamètre adéquat.
Veuillez noter qu’en plus des pinces de serrage fournies, notre assortiment d’accessoires proposent d’autres
tailles. Si vous avez des questions, nous vous prions de
vous adresser à notre service clientèle. L’adresse est indiquée au verso de ce mode d’emploi.
Attention !
Débranchez impérativement la prise de courant afin
d’exclure toute mise en marche accidentelle. Risque de
blessure !
1. Desserrer l’écrou raccord 4 (fig. 11) sur la broche de
fraisage.
2. Placer la pince de serrage 5 souhaitée (fig. 12)
dans l’écrou raccord 4 et la faire s’enclencher en
exerçant une légère pression axiale.
Page 23
3. Introduire l’écrou raccord 2 avec la pince de serrage
dans la broche 1 (fig.11, voir petite image) et visser
légèrement à la main.
4. Introduire le manche de l’outil 3 dans la pince de
serrage.
5. À l’aide de la clé fournie, serrer l’écrou raccord
comme indiqué sur la fig. 11.
6. Pour enlever la pince de serrage, desserrer l’écrou
raccord 4 et retirer l’outil 3.
7. Enlever à présent l’écrou raccord avec la pince de
serrage 2 entièrement de la broche de fraisage.
8. Dégager la pince de serrage avec la pièce tubulaire
fournie (fig. 12) en appuyant sur le cône de la pince
de serrage et l’enlever de l’écrou raccord.
Réglage de la vitesse de rotation de la broche
Le réglage de la vitesse de rotation de la broche est nécessaire pour ajuster la vitesse de coupe de l’outil aux caractéristiques du matériau à usiner et à la géométrie de
l’outil. Si la vitesse ne variait pas, un diamètre important
d’outil induirait une vitesse périphérique élevée et ainsi, le
cas échéant, une vitesse de coupe trop élevée. Et il se
produirait l’inverse pour les faibles diamètres d’outil. Il est
donc nécessaire de pouvoir varier la vitesse de rotation.
Pour cela, la force motrice sur la fraiseuse est transmise à
la broche via un entraînement à courroie. Il s’agit ici d’un
engrenage bi-étagé comportant un renvoi pour la réduction générale de la vitesse de rotation et deux pignons de
vitesse ayant chacun un diamètre différent par paire.
Ceux-ci sont reliés par en tout deux courroies trapézoïdales crantées qui conviennent parfaitement pour cet
usage en raison de leur douceur de fonctionnement et de
leurs caractéristiques de transmission. Le nombre nécessaire de tours de broche est réalisé par déplacement de
courroie. Il est possible de régler en tout 6 vitesses de rotation de broche :180, 350, 550, 800, 1300 et 2500/min.
La fig. 15 montre les combinaisons de poulie des diverses
vitesses de rotation.
Attention !
Retirer impérativement la fiche de la prise de courant.
Risque de blessure !
1. Desserrer la vis moletée 1 (fig. 13) et ouvrez le couvercle du boîtier 2.
2. Desserrer légèrement les vis de fixation 1 (fig. 14) et
déplacer légèrement le boîtier vers la droite jusqu’à ce
que la courroie trapézoïdale inférieure soit détendue.
3. Mettre la courroie trapézoïdale inférieure 2 dans la
position adéquate. Informez-vous en consultant
l’autocollant placé à l’intérieur du boîtier.
4. Déplacer à nouveau le boîtier vers la gauche jusqu’à ce que les courroies trapézoïdales soient correctement tendues et revisser les vis de fixation (1).
5. Refermer le couvercle du boîtier et resserrer la vis
moletée 1 (fig. 13).
Attention :
Le recouvrement des courroies ou le couvercle du boîtier doit toujours rester fermé durant le fonctionnement !
Fraiser
Attention !
Portez toujours des lunettes de protection durant le fraisage. Vous devez impérativement respecter les consignes de sécurité.
Par principe, la pièce à usiner doit toujours être sûrement fixée pour l’usinage, soit sur la table en croix pour
la FF 400, soit pour la PF 400 sur la table de fraisage
du tour en combinaison avec le PD 400.
Vous disposez de plusieurs possibilités : des brides de
fixation (par ex . 24 257 de PROXXON) et des étaux
(par ex. 24 255 de PROXXON) conviennent parfaitement à cet effet. Si des divisions doivent être effectuées, il est par ex. possible de travailler en plus avec
des appareils diviseurs ou des logements de mandrin.
Vous trouverez des exemples de moyens de serrage et
d’accessoires dans notre brochure d’appareil ainsi que
d’autres indications précieuses dans notre « manuel
pour modélistes créatifs » (réf.: 28 996).
Réglage de la profondeur de fraisage
Veuillez également tenir compte de la section « réglage
en hauteur de la broche » qui explique les diverses méthodes de réglage en hauteur de la broche de fraisage
pour les divers domaines d’application. Dans la pratique, on procède d’abord après le serrage de la pièce
à usiner à un réglage approximatif de la broche après
le montage de la fraiseuse (env. 2 mm au-dessus de la
pièce à usiner), puis à un ajustage de la profondeur de
fraisage durant le travail.
- 23 -
Page 24
- 24 -
On peut utiliser pour cela le volant ou l’avance de perçage.
Les bagues graduées du volant ainsi que de l’avance de
perçage peuvent être toutes deux « remises à zéro ».
Pour ce faire, il est par exemple possible - avant (!) la mise
en marche de la machine - de poser délicatement la fraise
sur la pièce à usiner et de régler ensuite la bague graduée
concernée sur zéro en n’oubliant pas de desserrer une vis
pour la bague graduée de l’avance de perçage comme
décrit au chapitre « réglage en hauteur de la broche ».
Tourner simplement la bague graduée du volant.
1. Fixer sûrement la pièce à usiner avec des brides de
fixation, un étau ou un mandrin.
2. Régler approximativement la hauteur de broche souhaitée à l’aide du volant (fig. 9). La vis à garret 3 doit
être ouverte et la vis à garret en revanche fermée.
3. S’assurer que la fraiseuse ne touche pas la pièce à
usiner.
4. S’assurer que la vitesse de rotation de la broche est
correctement réglée.
5. Sélectionner le sens de rotation. (voir section
ci-dessous).
6. Régler la profondeur de fraisage. Pour cela il est
préférable d’utiliser le volant 1 (fig.9). La vis à garret
3 est ouverte et la vis à garret 4 est fermée. Les
deux vis à garret 3 et 4 doivent impérativement rester fermées après le réglage.
7. Vous pouvez également régler la profondeur de fraisage à l’aide du levier de perçage 2 (fig.9). Serrez
ici la vis à garret 3 et, après avoir actionné le levier
de perçage 2 jusqu’à la profondeur souhaitée, arrêtez celle-ci en bloquant le fourreau par serrage de
la vis à garret 4.
8. Mettre la fraiseuse en marche en actionnant l’interrupteur 3 (fig.1).
9. Travailler avec une avance ajustée.
Avance :
En fraisant, il faut veiller à ce que l’avance s’effectue
toujours dans le sens opposé au sens de coupe de la
fraise (fig. 16).
Attention !
L’avance doit toujours se faire uniquement manuellement. Si vous utilisez la fraiseuse en combinaison avec
le tour PD400, il ne faut pas faire avancer la table au
moyen de l’avance automatique du tour. Risque de
blessure et de détérioration !
Accessoires
On peut utiliser des fraises vendues habituellement
dans le commerce ayant un diamètre maximal de tige
de 12 mm et un diamètre d’outil max. de 40 mm. Pour
obtenir un résultat de travail optimal, il est nécessaire
d’adapter tant la fraise que les paramètres de fraisage
(avance, profondeur de fraisage, vitesse de rotation)
aux conditions de travail et faire un choix. Il faut naturellement se référer à cet effet au tableau situé sur le
couvercle des courroies trapézoïdales.
Nous pouvons recommander les jeux de fraises de notre
gamme d’accessoires, par ex. le jeu de fraises droites
(2-5 mm) 24610 ou pour des travaux plus importants, le
jeux de fraises droites (6-10 mm) portant la réf. 24620.
Des roues dentées avec le module m=0,5 peuvent être
fraisées avec les fraises à engrenages et l’appareil diviseur de notre gamme d’accessoires qui permettent de
réaliser des roues dentées de 12-54.
Vous trouverez d’autres outils de fraisage et de perçage appropriés de la vaste gamme PROXXON chez
votre revendeur spécialisé qui pourra vous conseiller
un produit PROXXON adapté à votre cas d’application.
Autre accessoire utile pour effectuer un réglage en hauteur précis de la broche : l’avance fine qui peut facilement se monter ultérieurement (réf. 24 254). et qui permet, si on le souhaite, de procéder à un réglage particulièrement fin de la profondeur de travail à l’aide d’un
volant (graduation : 1 trait =0,025 mm).
Réparation et entretien
Attention !
Débranchez la prise secteur avant tous les travaux de
réparation et d’entretien.
Changement de courroie
Si les courroies sont usées, vous pouvez les changer
vous-même. Vous pouvez vous procurer des courroies
de rechange au service central de PROXXON (l’adresse
se trouve au verso de ce mode d’emploi).
1. Desserrer la vis moletée 1 (fig. 13) et ouvrir le couvercle du boîtier.
Page 25

- 25 -
2. Desserrer légèrement les vis de fixation 1 (fig. 14)
et déplacer le boîtier légèrement vers la droite
jusqu’à ce que la courroie trapézoïdale inférieure
soit détendue.
3. Dévisser le moteur sur les vis 3 (fig. 13).
4. Les deux courroies peuvent à présent être remplacées. Veillez noter que les courroies n’ont pas la
même longueur. N’intervertissez pas les courroies !
5. Revisser le moteur.
6. Mettre la courroie trapézoïdale inférieure 2 (Fig. 14)
dans la position correcte conformément à la vitesse
de rotation souhaitée. Informez-vous en consultant
l’autocollant placé à l’intérieur du boîtier.
7. Déplacer à nouveau le boîtier vers la gauche jusqu’à
ce que la courroie trapézoïdale soit correctement tendue et revisser les vis de fixation (1).
8. Refermer le couvercle du boîtier et resserrer la vis
moletée 1 (fig. 13).
Régler le jeu des guides de la table en croix
(ici seulement FF 400 et KT 400)
Si au fil du temps, le guide d’un axe de la table en croix
présente un jeu trop important, vous pouvez réajuster
le jeu au moyen des vis de réglage 2 (fig. 17 et 18).
Desserrer à cet effet les contre-écrous 1 et serrer toutes les vis de réglage de manière homogène jusqu’à
l’élimination du jeu. Resserrer ensuite les contreécrous.
Lubrification de la machine
Après l’utilisation de la table en croix et de la fraise,
nettoyer avec un chiffon doux ou un pinceau. Pour la
table en croix, huiler ensuite légèrement les guides et
répartir l’huile en déplacement de la table.
Ne jamais nettoyer la table en croix avec de l’air comprimé car cela produirait des éclats qui détérioreraient
les guides.
Afin de garantir une longue vie de la fraise, veuillez respecter le plan de lubrification de la fig. 19 (A : huiler avant
le début de tous les travaux / B : huiler tous les mois). Utilisez pour cela uniquement de l’huile pour machines sans
acides en vente dans le commerce spécialisé.
Nettoyage et soins
Attention !
Débrancher la prise d’alimentation de la fraise avant le
nettoyage.
Risque de blessure !
Nettoyez votre machine à l’aide d’un pinceau, une
balayette et/ou un chiffon doux. Si nécessaire, utiliser
uniquement des produis nettoyants sans solvants.
Élimination :
N’éliminez pas l’appareil en même temps que les ordures ménagères ! L’appareil comporte des matériaux recyclables. Si vous avez des questions à ce sujet,
adressez-vous aux entreprises locales d’élimination
des déchets ou à d’autres institutions communales correspondantes.
Déclaration de conformité EU
Nous déclarons à notre entière responsabilité que ce
produit est conforme aux dispositions des directives
européennes ci-après :
Directive européenne « basse tension » (73/23/CEE)
et directive européenne 98/037 CEE relative aux
machines :
DIN EN 61029-1/12.2003
Directive européenne EU 89/336/CEE :
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Jörg Wagner, ingénieur diplômé
PROXXON S.A.
Division sécurité des appareils
Page 26

- 26 -
Manuale d'uso
Fresatrice PF 400/tavola
compositatavola composita KT 400
Fresatrice con tavola compositatavola
composita FF 400
Prefazione ..................................................................26
Descrizione della macchina ........................................27
Costruzione ............................................................27
Incluso nella consegna ..........................................27
KT 400 ................................................................27
PF 400 ................................................................27
FF 400 ................................................................27
Vista totale fresatrice PF 400 (Fig. 1)......................27
Vista totale tavola composita KT 400 (Fig. 2) ........27
Dati tecnici della fresatrice PF 400 ........................27
Dati tecnici della tavola composita KT 400 ............28
Montaggio della fresatrice ..........................................28
Fissaggio al tornio PD400 ......................................28
Fissaggio della fresa al tavola composita KT 400 ..28
Operare dispositivo di fresaggio..................................28
Regolazione in altezza del mandrino ......................29
Regolazione in altezza con manovella ..............29
Avanzamento tramite leva trapano ....................29
Rotazione del mandrino portafresa ........................29
Rotazione lungo l'asse verticale ........................29
Rotazione lungo l'asse orizzontale ....................29
Montaggio delle pinze ............................................29
Regolazione del no. di giri del mandrino ................30
Fresare........................................................................30
Regolazione della profondità della fresatura ..........30
Avanzamento ..........................................................31
Accessori ....................................................................31
Manutenzione..............................................................31
Sostituzione delle cinghie ......................................31
Regolazione del gioco delle guide e della tavola
composita (solo per FF 400 e KT 400)....................32
Lubrificazione della macchina ................................32
Pulizia e cura ..........................................................32
Smaltimento ............................................................32
Dichiarazione di conformità CE ..................................32
Liste dei pezzi di ricambio ..........................................76
Dispositivo di fresaggio PF 400 (24304) ................79
Tavola composita KT 400 (24303) ..........................77
Prefazione
Gentile cliente!
Le presenti istruzioni per l'uso trattano la PF 400 e la
relativa tavola composita KT 400. Essa si rivolge ai nostri clienti che hanno acquistato la tavola composita, o il
dispositivo di fresaggio oppure entrambe come FF 400.
Non importa quale sia stata la Vostra decisione, se ne
consiglia la lettura prima di mettere in funzione l'apparecchio.Si prega di rispettare in modo particolare le
istruzioni di sicurezza e di lavorare sempre con la necessaria attenzione.
L'utilizzo delle presenti istruzioni per l'uso
• facilita la conoscenza dell'apparecchio.
• previene malfunzionamenti derivanti da un errato
utilizzo e
• aumenta la durata dell'apparecchio.
Si consiglia tenere le presenti istruzioni per l'uso sempre a portata di mano.
Utilizzare il presente apparecchio solo con cognizione
di causa e in rispetto delle istruzioni per l'uso.
PROXXON non garantisce un funzionamento sicuro in
caso di:
• uso non corrispondente all'uso consueto,
• altri utilizzi non considerati dalle istruzioni per l'uso,
• non rispetto delle prescrizioni di sicurezza.
Non si ha alcuna copertura di garanzia in caso di:
• errori di manovra
• insufficiente manutenzione
• Utilizzo di pezzi di ricambio non originali PROXXON
Per la vostra sicurezza si consiglia vivamente di rispettare le prescrizioni di sicurezza. Ci riserviamo modifiche
alla macchina in funzione di migliorie tecniche. Auguriamo un buon lavoro con l'apparecchio.
Page 27

Descrizione della macchina
Costruzione
LA PF/FF 400 è una cosiddetta fresatrice verticale a
colonna. Una colonna dimensionata generosamente
ospita la testa per fresare, che si compone di motore,
riduttore e unità mandrino. In prossimità della testa
per fresare sono presenti l'avanzamento di perforazione come anche quello a manovella presso la colonna
per una precisa regolazione dell'altezza di lavorazione. L'unità di fresatura può essere combinata a scelta
sia con una tavola composita ( come unità FF 400, in
abbinamento con KT 400, ma è possibile anche un
funzionamento con KT 250) oppure con il sistema tornio PD 400 (PF 400). Qui è possibile avvitare la fresa
al banco della macchina , il tavolo della fresatrice viene fissato sul supporto del tornio.
Nel sistema di fresatura fine 400 sono aperte le
seguenti possibilità:
Incluso nella consegna
KT 400:
tavola composita
Manuale d'uso e prescrizioni di sicurezza
PF 400:
mandrino portafresa con motore e azionamento a cinghia
colonna ( 45mm)
blocco di fissaggio per tornio ( non incluso nella con-
segna della versione FF400)
pinze Ø 6, 8, 10 e 12 mm con dado per raccordi
tavolo della fresatrice con scanalatura a T (150x110 mm,
non incluso nella consegna della versione FF 400)
Attrezzi
Manuale d'uso e prescrizioni di sicurezza
FF 400:
Comprende la fresatrice PF 400 completa di tavola
composita KT 400, ma senza il tavolo della fresatrice
pos. 16 ed piede di fissaggio pos Fig. 1.
Vista totale fresatrice PF 400 (Fig. 1)
1. motore
2. cappa di copertura
3. interruttore di accensione/spegnimento
4. deviatore
5. tabella
6. vite a testa zigrinata per scatola di copertura
7. dado per raccordi per pinza
8. vite di serraggio per cannotto
9. scala per regolazione profondità
10. leva trapano
11. colonna ( ø 45 mm)
12. blocco di fissaggio per tornio
13. manovella per regolazione in altezza con avanzamento fine
14. vite di arresto per regolazione in altezza
15. scala per regolazione angolo
16. tavolo della fresatrice per tornio PD 400
(le pos. 12 e 16 non sono incluse nella consegna della
fresa FF 400, ma solo nella PF 400)
Vista totale tavola composita KT 400 (Fig. 2)
1. Manovella per direzione X (spostamento 80 mm)
2. Tavolo di lavoro (400 mm x 125 mm)
3. Viti di regolazione per guida Y
4. Fori per viti di fissaggio
5. Base di supporto
6. Manovella per direzione Y (spostamento 80 mm)
7. Supporto
8. Viti per fissaggio a colonna
9. Riga
10. Vite di regolazione per guida X
Dati tecnici della fresatrice PF 400
Tensione: 220 - 240 Volt, 50/60 Hz
Potenza: 400 W
6 diversi velocità di giri del mandrino ottenibili variando
la posizione della cinghia: 180, 350, 550, 800, 1300 e
2500/min
Corsa cannotti: 30 mm
Spostamento verticale: ca. 300 mm
Avanzamento: 1,5 mm/giro
Rumorosità ≤70 dB(A)
Vibrazioni ≤=2.5m/s2
Dimensioni vedi fig. 3
Peso: ca. 15 kg
- 27 -
Page 28

- 28 -
Ad esclusivo utilizzo
in ambienti chiusi!
Alla fine della vita dell’utensile non gettarlo
nella spazzatura normale bensi nella apposita
raccolta differenziata!
Dati tecnici della tavola composita KT 400
Superficie di lavoro: 400 mm x 125 mm
Spostamento in direzione X: 310 mm
Spostamento in direzione Y 80 mm
Peso: 23.5 kg
Dimensioni delle scanalature a T: vedi Fig. 4
Distanza scanalature: 45 mm
Avanzamento per ciascun giro: 2 mm
Avanzamento per ciascuna lineetta
di graduazione: 0,02 mm
Montaggio della fresatrice
Fissaggio al tornio PD400
Attenzione!
Prima di terminare i lavori di montaggio non inserire assolutamente la spina nella presa di corrente, la macchina potrebbe essere azionata involontariamente. Pericolo di lesioni!
1. Fissare il tornio su un supporto stabile.
2. Fissare il blocco di fissaggio 1 (Fig. 5) con le viti 2 al
tornio 3
3. Allentare la vite (Fig. 6) ed introdurre la colonna 1.
4. Serrare la vite 3 per fissare la colonna.
5. Fissare il tavolo della fresatrice 3 (Fig. 7) con le
viti 2 e i dadi quadri 1 sul supporto del tornio.Per
due viti sono presenti dadi quadri, questi vengono
infilati nella scanalatura del supporto del tornio.
Per le restanti due viti sono presenti filettature nel
supporto.
Fissaggio della fresa al tavola
composita KT 400
Avvertenza:
Un lavoro preciso e sicuro è possibile solo se l'apparecchio viene fissato sulla superficie di lavoro stabile.
1. Fissare la tavola composita sulla superficie di lavoro
con 4 viti M6 (non incluse nella consegna ) (Fig. 8).
2. Inserire la colonna nella foratura da 45 mm e fissare
con le viti 1.
Attenzione!
Nel caso la colonna 2 si potesse inserire nella foratura 3
solo con difficoltà, essa può essere allentata un poco mediante la vite 4.Per fare ciò avvitare solo un poco. Assicurarsi di svitare prima le viti 1.Per il fissaggio successivo bisognerà naturalmente svitare la vite 4!
Operare con la predisposizione per il fresaggio
Attenzione!
Prima di tutti i lavori di regolazione e cambio degli attrezzi della fresa , staccare il connettore di rete!
Attenzione!
Si prega di tenere presente che il motore a condensatori utilizzato, nonostante tutti i suoi vantaggi per il suo
utilizzo in macchine utensili, può riscaldarsi notevolmente. Ciò non è segno di malfunzionamento e può
presentarsi se il motore gira per molto tempo in folle o a
basso sforzo. Si prega di evitare tali condizioni di utilizzo e di non lasciare funzionare la fresa per troppo tempo in folle.
Attenzione!
Da tenere presente:
Tutti i pezzi di macchine utensili operati sia manualmente che a motore presentano potenziali pericoli di ferimento! Per cui è particolarmente importante tenere
una sufficiente distanza e non afferrare utensili in movimento!
Mai tenere pezzi da lavorare con le mani, essi vanno
sempre tesi tra morse!
Page 29

- 29 -
Avvertenza!
La fresa dispone di una cosiddetta protezione di riavvio:
dopo una breve interruzione di tensione durante il funzionamento, per motivi di sicurezza la fresa non riparte
automaticamente. E' possibile, se sussiste la giusta
tensione, far partire la fresa con il pulsante di avvio.
Regolazione in altezza del mandrino
E' possibile regolare in due modi in altezza il mandrino
portafresa della PF 400 (Fig. 9):
1. Con la manovella 1
2. con la leva trapano 2
Regolazione in altezza con manovella
1. Allentare la vite ad alette (Fig. 9).
2. Impostare con la manovella 1 l'altezza desiderata (1
giro corrisponde a 1,5 mm di avanzamento).
3. Prima di ricominciare a lavorare, serrare nuovamente la vite con travertino 3!
Avanzamento tramite leva trapano
1. Allentare la vite con travertino 4 (Fig. 9).
2. Allentare la vite ad esagono cavo 6 sull'anello graduato 5 e posizionare la scala su zero.
3. Serrare nuovamente la vite 6.
4. Regolare con la leva trapano 2 l'altezza desiderata.
5. Serrare la vite con travertino 4.
Avvertenza:
Effettuando forature con la leva trapano si procede
principalmente esattamente come sopra descritto! Naturalmente la vite 4 non può essere serrata durante la
procedura di lavoro!
Rotazione del mandrino portafresa
L'intero mandrino portafresa può essere ruotato su due
assi: L'asse verticale (Z) e l'asse orizzontale.
Per ruotare lungo l'asse verticale:
allentare le viti 3 (Fig. 6) ruotare la colonna nella posizione desiderata. Ora serrare nuovamente le viti.
Analogamente è possibile ruotare la colonna FF 400
nella foratura della tavola composita:
A tale scopo allentare le viti 1 (Fig. 8) e ruotare la colonna nella posizione desiderata. Ora serrare nuovamente le viti.Nel caso si riscontrassero difficoltà durante
la foratura, è possibile allargarla utilizzando la vite ad
espansione 4. Per il fissaggio successivo bisognerà naturalmente svitare la vite 4!
Per ruotare lungo l'asse orizzontale:
Per ruotare lungo l'asse orizzontale, allentare la vite 1
(Fig. 10) e ruotare il mandrino portafresa.Impostare il numero di gradi desiderati sulla scala 2 e serrare la vite 1.
Montaggio delle pinze
Attenzione!
Mai inserire la sola pinza nel mandrino!
Prima innestare la pinza nel dado!Fare sempre atten-
zione che la pinza e la fresa abbiano il giusto diametro.
Si prega di fare attenzione che le pinze sono disponibili
anche in altre misure nel nostro assortimento di pezzi di
ricambio.Per ulteriori informazioni Vi preghiamo rivolgerVi al nostro servizio clienti.L'indirizzo è riportato sul
lato posteriore delle presenti istruzioni per l'uso.
Attenzione!
Staccare assolutamente il connettore dalla presa per
evitare una partenza indesiderata dell'apparecchio! Pericolo di lesioni!
1. Allentare il dado per raccordi 4 (Fig. 11) del mandrino portafresa.
2. Poggiare la pinza desiderata 5 (Fig. 12) nel dado
per raccordi 4 e innestarla con una leggera pressione assiale.
Page 30

- 30 -
3. Inserire il dado per raccordi 2 con pinza nel mandrino 1 (Fig.11, vedi figura piccola ) e ruotarla leggermente a mano.
4. Inserire il gambo dell'utensile 3 nella pinza.
5. Con aiuto della chiave inclusa nella consegna serrare il dado per raccordi, come mostrato in Fig. 11 .
6. Per rimuovere la pinza, allentare il dado per raccordi 4 ed estrarre l'utensile 3.
7. Ora estrarre completamente il dado per raccordi
con pinza 2 dal mandrino portafresa.
8. Disinnestare la pinza utilizzando il pezzo di tubo incluso nella consegna 6 (Fig. 12), facendo pressione sul cono della pinza ed estrarla dal dado per
raccordi.
Regolazione del no. di giri del mandrino
La regolazione del no. di giri del mandrino è necessaria
per adeguare la velocità di taglio dell'utensile alle proprietà del materiale da fresare e alla geometria dell'utensile.Un elevato diametro dell'utensile significa, a parità di numero di giri anche un'elevata velocità perimetrale ed eventualmente di velocità di taglio. Il contrario
vale naturalmente per piccoli diametri dell'utensile. Per
questo è necessaria la possibilità di poter variare il numero di giri. A tale scopo la potenza del motore viene
trasmessa tramite una trasmissione a cinghia sul mandrino.Trattasi di una trasmissione a due livelli con un
rinvio per la riduzione del numero di giri e due trasmissioni con cadauno diversi diametri accoppiati. Essi vengono collegati mediante due cinghie poly-V che sono
molto indicate a tale scopo grazie alla loro silenziosità
di funzionamento e le loro proprietà di trasmissione.
Cambiando le cinghie si raggiunge il numero di giri del
mandrino necessario. In totale è possibile impostare 6
velocità di giri del mandrino: 180, 350, 550, 800, 1300 e
2500/. Fig. 15 mostra le combinazioni delle spole delle
cinghie delle singole velocità di giri.
Attenzione!
Staccare assolutamente il connettore dalla presa! Pericolo di lesioni!
1. Allentare la vite a testa zigrinata 1 (Fig. 13) e ruotare il coperchio della scatola 2.
2. Allentare leggermente le viti di fissaggio 1 (Fig. 14)
e spostare un poco la scatola verso destra, fino a
che la cinghia trapezoidale inferiore non si allenti.
3. Portare la cinghia trapezoidale inferiore 2 nella giusta posizione.Fare riferimento all'adesivo posizionato all'interno della scatola .
4. Spostare ora la scatola verso sinistra, fino a che la
cinghia trapezoidale non sia nuovamente sotto tensione e serrare le viti di fissaggio (1).
5. Richiudere il coperchio della scatola e serrare la
vite a testa zigrinata 1 (Fig. 13).
Attenzione:
La copertura della cinghia, ovvero il coperchio della scatola deve essere sempre chiusa durante il funzionamento!
Fresare
Attenzione!
Indossare sempre durante il lavoro occhiali di protezione. Attenersi alle prescrizioni di sicurezza!
Il pezzo in lavorazione deve essere sempre ben fissato,
che sia sulla tavola composita FF 400) oppure sul tavolo della fresatrice PF400 o sul tavolo di fresatura del
tornio in combinazione con la PD 400.
Qui sono a disposizione diverse possibilità: ben indicati
sono staffe di serraggio (per esempio 24 257 di PROXXON), morse (per esempio 24 255 di PROXXON). Nel
caso in cui si dovessero preparare dei passi, si può lavorare con divisori o dispositivi di fissaggio. Esempi per
mezzi di serraggio e relativi accessori sono presenti nel
nostro catalogo utensili ed altri consigli preziosi si trovano nel "Manuale per modellisti creativi" (Numero articolo 28 996)
Regolazione della profondità della fresatura
Si prega di rispettare il paragrafo "Regolazione in altezza del mandrino" Qui viene descritto con quali metodi è possibile regolare l'altezza del mandrino portafresa per i diversi campi di utilizzo.In pratica si procede
impostando in linea di massima (ca. 2 mm sopra il pezzo in lavorazione) il mandrino dopo aver bloccato la
fresa, regolando la profondità di fresatura durante la
lavorazione.
Page 31

Per fare ciò è possibile agire sia sulla manovella che
con l'avanzamento di perforazione. Gli anelli graduati
della manovella e dell'avanzamento di perforazione possono essere neutralizzate entrambe.A tale scopo prima
(!) di procedere all'accensione della macchina è possibile poggiare la fresa sul pezzo in lavorazione per azzerare l'anello graduato.Qui va ricordato che, come descritto
nel paragrafo "Regolazione in altezza del mandrino"
presso l 'anello graduato dell'avanzamento di perforazione a tale scopo va allentata una vite. L'anello graduato
della manovella va semplicemente ruotato.
1. Fissare il pezzo in lavorazione con staffe di serraggio, una morsa oppure un portapezzo.
2. Impostare l'altezza desiderata a grandi linee con la
manovella 1 (Fig. 9). A tale scopo la vite con travertino 3 deve essere aperta e la vite con travertino 4
deve trovarsi in posizione chiusa!
3. Assicurarsi che la fresa non tocchi il pezzo in lavorazione.
4. Assicurarsi che sia impostato il giusto no. di giri del
mandrino.
5. Scegliere la direzione di marcia (vedi paragrafo sotto).
6. Impostare la profondità della fresatura.La migliore
procedura è mediante la manovella 1 (Fig. 9). A tale
scopo la vite con travertino 3 deve essere aperta e
la vite con travertino 4 deve trovarsi in posizione
chiusa! Dopo la regolazione le due viti a travertino 3
e 4 sono da tenere serrate.
7. In alternativa è possibile impostare la profondità
della fresatura con la leva trapano 2 (Fig. 9). Ora bisogna serrare la vite con travertino 3 e, dopo aver
azionato la leva del trapano 2 fino alla profondità
desiderata, essa viene serrata serrando i cannotti
stringendo la vite con travertino 4.
8. Accendere la fresa azionando l'interruttore 3 (Fig.3)
9. Lavorare con avanzamento bilanciato
Avanzamento:
Durante la fresatura porre attenzione che l'avanzamento avvenga sempre contro la direzione di taglio della
fresa (Fig. 16).
Attenzione!
L'avanzamento manuale deve essere eseguito sempre
solo manualmente!Utilizzando la fresa in combinazione
con il tornio PD400, l'avanzamento del tavolo non deve
essere eseguito mediante l'avanzamento automatico
del tornio.Pericolo di ferimento e danneggiamento!
Accessori
E' possibile utilizzare normali frese in commercio con
un diametro massimo del gambo di 12 mm ed un diametro dell'utensile di massimali 40 mm. Per ottenere un
risultato di lavoro ottimale è necessario adattare sia la
fresa che i parametri della fresatura (avanzamento, profondità della fresatura, numero di giri) e compiere la giusta scelta.A tale scopo va naturalmente utilizzata la tabella riportata sul coperchio della scatola della cinghia.
Possiamo consigliare l'utilizzo delle punte del nostro
programma di accessori, come ad esempio il set di frese a candela (2-5 mm) 24610 oppure, per lavori più importanti, il set di frese a candela (6-10 mm) e codice articolo 24620.
E' possibile fresare ingranaggi con il modulo m=0,5 con
le dentatrici e il divisore del nostro programma di accessori, con esso si possono realizzare numeri di denti compresi tra 12 e 54.
Ulteriori utensili indicati per fresare e forare della rinomata qualità PROXXON sono disponibili nel nostro ampio programma in vendita nei migliori negozi specializzati.Lì consiglieranno per ogni singolo utilizzo il giusto
prodotto PROXXON.
Un accessorio utile per una precisa regolazione in altezza del mandrino è il dispositivo di avanzamento fine (Tipo.-N: 24 254) di semplice montaggio anche successivo.Con esso è possibile impostare in modo particolarmente fine, mediante una manovella (divisione 1 lineetta
di graduazione=0,025 mm), la profondità di lavorazione.
Manutenzione
Attenzione!
Prima di tutti i lavori di manutenzione e riparazione
staccare il connettore di rete!
Sostituzione delle cinghie
Nel caso in cui le cinghie dovessero essere usurate,
sarà possibile sostituirle senza l'intervento di un tecnico. Cinghie di ricambio sono disponibili presso il servizio clienti centralizzato PROXXON (indirizzo sul lato
posteriore delle presenti istruzioni per l'uso).
1. Allentare la vite a testa zigrinata 1 (Fig. 13) e ruotare il coperchio della scatola.
- 31 -
Page 32

2. Allentare leggermente le viti di fissaggio 1 (Fig. 14)
e spostare un poco la scatola verso destra, fino a
che la cinghia trapezoidale inferiore non si allenti.
3. Svitare il motore dalle viti 3 (Fig. 13).
4. Ora è possibile sostituire le due cinghie.Si prega di
porre attenzione che le due cinghie non sono di
eguale lunghezza!Non invertire le cinghie!
5. Riavvitare il motore
6. Posizionare la cinghia trapezoidale inferiore 2 (Fig.
14) nella scanalatura giusta per il numero di giri
desiderato. Fare riferimento all'adesivo posizionato
all'interno della scatola .
7. Ruotare la scatola nuovamente verso sinistra, fino a
che la cinghia trapezoidale non è nuovamente sotto
tensione e serrare le viti di fissaggio (1).
8. Richiudere il coperchio della scatola e serrare la vite a testa zigrinata 1 (Fig. 13).
Regolare il gioco delle guide e della tavola
composita (solo per FF 400 e KT 400)
Se nel tempo la guida di un'asse della tavola composita
dovesse presentare troppo gioco, è possibile registrarla
mediante le viti di regolazione 2 (Fig. 17 e 18). Allentare
il dado autobloccante 1 e serrare tutte le viti di regolazione, fino a che il gioco non è stato del tutto
rimosso.Infine serrare tutti i controdadi.
Ingrassare la macchina
Dopo l'uso pulire la tavola composita e la fresa con un
panno morbido o un pennello. Infine oliare leggermente
la tavola composita e distribuire l'olio mediante spostamento della tavola composita.
Mai pulire la tavola composita con aria compressa, dato
che le guide potrebbero essere danneggiate da trucioli
che vi penetrano.
Per garantire una lunga durata della fresa, si prega di
rispettare lo schema di lubrificazione Fig. 19 ( A: lubrificare prima di ogni inizio di lavoro / B: lubrificare mensilmente). Utilizzare solo olio per macchine alcalino acquistato in negozi specializzati!
Pulizia e cura
Attenzione!
Prima di procedere alla pulizia, staccare il connettore
della fresa dalla rete.
Pericolo di lesioni!
Procedere alla pulizia della macchina utilizzando un
pennello, uno scopino e/o un panno morbido. Se necessario, utilizzare solo detergenti essenti da solventi.
Smaltimento:
Non smaltire l’apparecchio con i rifiuti domestici. L’apparecchio contiene dei materiali che possono essere riciclati. In caso di domande in proposito rivolgersi all’azienda locale per lo smaltimento oppure ai corrispondenti enti comunali.
Dichiarazione di conformità EU
Con la presente dichiariamo sotto la nostra esclusiva
responsabilità che questo prodotto armonizza con le
seguenti normative CEE:
Normativa Comunitaria relativa alle basse tensioni
73/23 CEE e Normativa Comunitaria 98/037 CEE relativa alle Apparecchiature:
DIN EN 61029-1/12.2003
Normativa Comunitaria relativa alla compatibilità
elettromagnetica 89/336/CEE:
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Divisione sicurezza apparecchiature
- 32 -
Page 33

- 33 -
Instrucciones de manejo
Fresadora PF 400/Tablero cruzado KT
400
Fresadora con tablero cruzado FF 400
Prefacio ......................................................................33
Descripción de la máquina ........................................34
Estructura................................................................34
Volumen de suministro............................................34
KT 400 ................................................................34
PF 400 ................................................................34
FF 400 ................................................................34
Vista de conjunto fresadora PF 400 (Fig. 1) ..........34
Vista de conjunto tablero cruzado KT 400 (Fig. 2)....34
Datos técnicos de la fresadora PF 400 ..................34
Datos técnicos del tablero cruzado KT 400 ............35
Montaje de la fresadora ..............................................35
Fijación en el torno PD400......................................35
Montaje de la fresadora en
el tablero cruzado KT 400 ......................................35
Trabajar con el montaje para fresar ............................35
Desplazamiento vertical del husillo ........................36
Desplazamiento vertical con el volante ..............36
Avance con la palanca sensitiva ........................36
Giro del husillo portafresas ....................................36
Para el giro alrededor del eje vertical ................36
Para el giro alrededor del eje longitudinal ..........36
Montaje de las pinzas ............................................36
Ajuste del número de revoluciones del husillo........37
Fresado ......................................................................37
Ajuste de la profundidad de fresado ......................37
Avance ....................................................................38
Accesorios ..................................................................38
Reparación y mantenimiento ......................................38
Cambio de las correas ............................................38
Ajuste del juego de guías del tablero
cruzado (aquí solamente FF 400 y KT 400) ..........39
Engrase de la máquina ..........................................39
Limpieza y cuidado ................................................39
Eliminación..............................................................39
Declaración de conformidad de la CE ........................39
Listas de piezas de recambio......................................76
Equipo de fresado PF 400 (24304) ........................79
Tablero cruzado KT 400 (24303) ............................77
Prefacio
Estimado cliente:
En estas instrucciones se trata la máquina PF 400 y el
tablero cruzado apropiado KT 400. Las instrucciones
están dirigidas a aquellos clientes que han adquirido el
tablero cruzado, el montaje para fresar, o bien los dos
juntos, que forman FF 400. En cualquiera de los casos
deberán leerse estas instrucciones de manejo antes de
poner en funcionamiento la máquina. Tener en cuenta
principalmente las advertencias de seguridad y trabajar
siempre con el cuidado oportuno.
La utilización de estas instrucciones:
• facilita el conocimiento del aparato.
• evita averías ocasionadas por un manejo
inadecuado y
• aumenta el tiempo de duración del aparato.
Mantener estas instrucciones siempre a mano.
Manejar este aparato únicamente con conocimiento
preciso y teniendo en cuenta las instrucciones.
PROXXON no se responsabiliza de un funcionamiento
seguro del aparato en los siguientes casos:
• un manejo no conforme con la utilización normal del
aparato,
• su empleo para unos fines diferentes a los nombrados en las instrucciones,
• desestimación de los reglamentos de seguridad.
No tendrá derecho de garantía en caso de:
• errores de manipulación
• mantenimiento insuficiente
• utilización de piezas de recambio que no pertenezcan a PROXXON
Tener en cuenta las prescripciones de seguridad. Nos
reservamos el derecho a perfeccionamientos técnicos
en cuanto al progreso técnico. Le deseamos mucho
éxito al trabajar con este aparato.
Page 34

Descripción de la máquina
Estructura
La máquina PF/FF 400 es una máquina fresadora vertical. Una sólida columna de dimensiones generosas
aguanta el cabezal fresador, compuesto de motor, engranaje y unidad del husillo. Para conseguir un ajuste
preciso de la altura de mecanización, el avance para
taladrar está adosado en el mismo cabezal fresador, y
el avance para el volante, en la columna. El avance para taladrar permite además realizar trabajos de perforación. El equipo eléctrico está ubicado en la caja de engranajes, los elementos de manejo se encuentran en la
parte delantera de la caja de engranajes. El cabezal
para fresar se puede combinar facultativamente con un
tablero cruzado (FF 400, suministrado con KT 400, pero también es posible su funcionamiento con KT 250) o
con el sistema de torno PD 400 (PF 400). La fresadora
puede atornillarse a la bancada de la máquina, la mesa
de fresadora, incluida en la entrega, se fija al soporte
del torno.
Éstas son las posibilidades que se ofrecen en el sistema de fresado fino Feinfräs-System 400:
Volumen de suministro
KT 400:
Tablero cruzado
Instrucciones de manejo y prescripciones de seguridad
PF 400:
Husillo portafresas completo con motor y mecanismo
de correa
Columna (Ø 45mm)
Bloque de fijación para torno (en la máquina FF 400 no
incluido en el volumen de suministro)
Pinzas Ø 6, 8, 10 und 12 mm incluyendo tuerca de racor
Mesa de fresadora con ranuras en T (150x110 mm, en la
máquina FF 400 no incluido en el volumen de suministro)
Herramienta de manejo
Instrucciones de manejo y prescripciones de seguridad
FF 400:
Contiene el mecanismo de fresado PF 400 completo con
el tablero cruzado KT 400, pero sin la mesa de fresadora, pos. 16, y la pata de fijación, pos. 12, en la fig. 1.
Vista de conjunto de la fresadora
PF 400 (Fig. 1)
1. Motor
2. Cubierta
3. Interruptor
4. Conmutador
5. Cuadro
6. Tornillo moleteado para cubierta
7. Tuerca de racor para pinza
8. Tornillo de apriete para pínula
9. Escala para ajuste de profundidad
10. Palanca sensitiva
11. Columna (ø 45 mm)
12. Bloque de fijación para torno
13. Volante para desplazamiento vertical con avance
de precisión
14. Tornillo de apriete para desplazamiento vertical
15. Escala para ajuste angular
16. Mesa de fresadora para torno PD 400
(Las pos. 12 y 16 no están incluidas en el volumen de
suministro de la fresadora FF 400, sino únicamente en
el de PF 400)
Vista de conjunto del tablero cruzado
KT 400 (Fig. 2)
1. Volante para sentido X (espacio de desplazamiento
310 mm)
2. Tablero (400 mm x 125 mm)
3. Tornillos de graduación para guía Y
4. Agujeros de los tornillos para fijación
5. Pie de apoyo
6. Volante para sentido Y (espacio de desplazamiento
80 mm)
7. Soporte
8. Tornillos para sujeción de la columna
9. Lineal
10. Tornillos de graduación para guía X
Datos técnicos de la fresadora PF 400
Tensión: 220 – 240 voltios, 50/60 Hz
Potencia: 400 vatios
6 velocidades de giro del husillo por cambio de la correa:
180, 350, 550, 800, 1300 y 2500/min
Recorrido de la pínula: 30 mm
Recorrido de ajuste vertical: ca. 300 mm
- 34 -
Page 35

- 35 -
Avance: 1,5 mm/revolución
Desarrollo del ruido: ≤ 70 dB(A)
Vibraciones: ≤ 2.5 m/s2
Medidas: véase Fig. 3
Peso: aprox. 15 kg
¡Únicamente para funcionamiento
en lugares cerrados!
Por favor no deshacerse de esta maquina
arrojandola a la basura!
Datos técnicos del tablero cruzado KT 400
Superficie de trabajo: 400 mm x 125 mm
Espacio de ajuste en sentido X: 310 mm
Espacio de ajuste en sentido Y: 80 mm
Peso: 23.5 kg
Medidas de las ranuras en T: véase fig. 4
Distancia ranuras: 45 mm
Avance por vuelta: 2 mm
Avance por raya de división: 0,02 mm
Montaje de la fresadora
Fijación en el torno PD400
¡Atención!
No enchufar en ningún caso la máquina a la red antes
de que finalicen los trabajos de montaje, ya que la máquina podría ponerse en marcha por descuido. ¡Riesgo
de lesiones!
1. Fijar el torno sobre una base estable.
2. Fijar el bloque de fijación 1 (Fig. 5) con tornillos 2 al
torno 3.
3. Soltar el tornillo 3 (Fig. 6) e introducir la columna 1.
4. Afianzar el tornillo 3 para apretar la columna.
5. Fijar la mesa de fresadora 3 (Fig. 7) con los tornillos
2 y las tuercas cuadradas 1 al soporte del torno.
Para dos tornillos hay tuercas cuadradas, éstos se
empujan a la ranura del soporte del torno. Para los
otros dos tornillos hay agujeros roscados en el soporte mismo.
Montaje de la fresadora en el tablero cruzado
KT 400
Advertencia:
Solamente es posible un trabajo seguro y preciso cuando el aparato está fijado debidamente sobre una superficie de trabajo firme.
1. Fijar el tablero cruzado en la superficie de trabajo
con 4 tornillos M6 (no incluidos en el volumen de
suministro) (Fig. 8).
2. Introducir la columna en el taladro de 45 mm y
apretar con los tornillos 1.
¡Atención!
Si resultara difícil introducir la columna 2 en el taladro 3,
éste se puede ensanchar un poco con el tornillo 4. Para
ello únicamente hay que enroscarlo un poco. Pero tener
en cuenta que se deben soltar antes los tornillos 1. ¡En
caso de atasque el tornillo 4 tiene que estar suelto de
nuevo!
Trabajar con el montaje para fresar
¡Atención!
¡ Desenchufar la fresadora de la red antes de cada trabajo de ajuste y cambio de herramientas!
¡Atención!
Tener en cuenta que el motor monofásico con condensador que se utiliza aquí, además de todas las ventajas que
tiene en su aplicación en máquinas-herramienta, debido a
su clase de construcción, también puede llegar a calentarse mucho. Esto no significa que esté estropeado y puede
ocurrir cuando el motor está en marcha en vacío durante
mucho tiempo o con muy poca carga. Tenerlo en cuenta e
intentar evitar este estado de funcionamiento y no dejar la
fresadora funcionando en vacío más de lo debido.
¡Atención!
¡Tener en cuenta que todas las partes de máquinasherramienta accionadas por motor o manualmente implican también riesgo de lesiones! ¡Tenerlo en cuenta y
mantener siempre suficiente distancia y no agarrar
nunca las herramientas en movimiento!
¡No sujetar nunca las piezas de trabajo solamente con
la mano, sujetarlas siempre convenientemente!
Page 36

- 36 -
¡Advertencia!
La fresadora está equipada con lo que se llama protección de rearranque, es decir, en caso de que se produzca una corta interrupción de la tensión durante el
funcionamiento, por motivos de seguridad, la fresadora
no arrancará de nuevo automáticamente. Pero cuando
tiene contacto con la tensión adecuada, la fresadora
puede ponerse en marcha de forma normal con el botón de conexión.
Desplazamiento vertical del husillo
En el husillo portafresas de PF 400 se puede ajustar la
altura de dos formas (Fig. 9):
1. Con el volante 1
2. Con la palanca sensitiva 2
Desplazamiento vertical con el volante
1. Soltar el tornillo de muletilla 3 (Fig. 9).
2. Ajustar con el volante 1 la altura deseada (1 vuelta
corresponde a 1,5 mm de avance).
3. ¡Antes del trabajo, no olvidarse de volver a apretar
el tornillo de muletilla 3!
Avance con la palanca sensitiva
1. Soltar el tornillo de muletilla 4 (Fig. 9).
2. Soltar el tornillo de hexágono interior 6 en el anillo
índice 5 y poner la escala a cero.
3. Volver a apretar el tornillo 6.
4. Ajustar la altura deseada con la palanca sensitiva 2.
5. Volver a apretar el tornillo de muletilla 4.
Advertencia:
Para la perforación con la palanca sensitiva se procede
principalmente del mismo modo que se ha descrito arriba. ¡Evidentemente no se debe volver a apretar el tornillo 4 durante el proceso de trabajo!
Giro del husillo portafresas
El husillo portafresas completo puede girar alrededor
de dos ejes, alrededor del eje vertical (Z-), y alrededor
del eje longitudinal.
Para el giro alrededor del eje vertical:
Soltar los tornillos 3 (Fig. 6) y girar la columna completamente hasta la posición deseada. Después volver a
apretar los tornillos.
Para ello se puede girar de forma análoga la columna
en FF 400 en el taladro del tablero cruzado:
Soltar los tornillos 1 (Fig. 8) y girar la columna hasta la
posición deseada. Después volver a apretar los tornillos. En caso de funcionamiento pesado puede ser ensanchado el taladro por medio del tornillo extensible 4.
¡En caso de atasque, el tornillo 4 tiene que estar suelto
de nuevo!
Para el giro alrededor del eje longitudinal:
Para el giro alrededor del eje longitudinal soltar el tornillo 1 (Fig. 10) y girar el husillo portafresas. Introducir
el número deseado de grados en la escala 2 y volver a
apretar el tornillo 1.
Montaje de las pinzas
¡Atención!
¡No introducir nunca la pinza sola en el husillo!
¡Encajar siempre en primer lugar la pinza en la tuerca!
Tener siempre en cuenta que la pinza y la fresa tengan
el diámetro apropiado.
Tener en cuenta que además de las pinzas que se entregan con el suministro, se encuentran disponibles en
nuestro surtido de accesorios otros tamaños. Para más
consultas dirigirse a nuestro Servicio al cliente. La dirección se encuentra en la parte trasera de estas instrucciones.
¡Atención!
¡Desenchufar de la red para evitar la puesta en marcha
por descuido! ¡Riesgo de lesiones!
1. Soltar la tuerca de racor 4 (Fig. 11) en el husillo
portafresas.
2. Poner la pinza deseada 5 (Fig. 12) en la tuerca de
racor 4 y encajar con una ligera presión axial.
Page 37

- 37 -
3. Introducir la tuerca de racor 2 con la pinza en el husillo 1 (Fig.11, véase dibujo pequeño) y dar vueltas
ligeramente con la mano.
4. Introducir el mango de la herramienta 3 en la pinza.
5. Con ayuda de la llave incluida en el suministro,
apretar la tuerca de racor como se indica en la Fig.
11.
6. Para sacar la pinza, soltar la tuerca de racor 4 y sacar la herramienta 3.
7. Ahora, sacar completamente la tuerca de racor con
pinza 2 del husillo portafresas.
8. Desencajar la pinza con el trozo de tubo 6 incluido
en el suministro (Fig. 12), presionando en el cono
de la pinza, y extraer de la tuerca de racor.
Ajuste del número de revoluciones del husillo
Es necesario el ajuste del número de revoluciones del
husillo para adaptar la velocidad de corte de la herramienta a las propiedades del material mecanizado y la
geometría de la herramienta. Un diámetro grande de
herramienta, manteniendo el mismo número de revoluciones, implica una velocidad periférica alta y con ello,
en determinadas circunstancias, una velocidad de corte
alta. Un diámetro de herramienta pequeño implica, naturalmente, lo contrario. Por eso es necesario poder variar el número de revoluciones. Para ello la fuerza del
motor en la fresadora es conducida por un mecanismo
de correa al husillo. Se trata de un mecanismo de dos
etapas con una transmisión intermedia para la reducción general del número de revoluciones y dos ruedas de
escape, cada una con un diámetro diferente en la pareja. Éstas se unen a través de dos correas de poly-V,
que son extraordinariamente apropiadas para esta finalidad por su estabilidad en marcha y sus propiedades
de transmisión. Al cambiar de posición las correas se
realiza la correspondiente velocidad adecuada de giro
del husillo. En total se pueden ajustar 6 velocidades de
giro diferentes: 180, 350, 550, 800, 1300 y 2500/min.
La fig. 15 muestra las correspondientes combinaciones
en la polea de transmisión del número de revoluciones
individual.
¡Atención!
¡Desenchufar el aparato! ¡Riesgo de lesiones!
1. Soltar el tornillo moleteado 1 (Fig. 13) e inclinar la
tapa de la carcasa 2.
2. Soltar ligeramente los tornillos de fijación 1 (Fig. 14) y
trasladar la carcasa un poco hacia la derecha, hasta
que la correa trapezoidal inferior esté aflojada.
3. Llevar las correas trapeciales inferiores 2 a la posición correspondiente. Se puede orientar por la etiqueta que se encuentra en la parte interior de la
carcasa.
4. Trasladar la carcasa de nuevo hacia la izquierda,
hasta que las correas trapeciales estén bien tensas
y apretar otra vez los tornillos de fijación (1).
5. Cerrar de nuevo la tapa de la carcasa y volver a
apretar el tornillo moleteado 1 (Fig. 13).
Atención:
¡La cubierta de la correa o tapa de la carcasa tiene que
estar siempre cerrada durante el funcionamiento!
Fresado
¡Atención!
¡Durante el trabajo de fresado, llevar siempre gafas de
protección. Tener en cuenta las prescripciones de seguridad!
Para su maquinado, la pieza de trabajo tiene que estar
fijada de forma segura, ya sea sobre el tablero cruzado
(en FF 400) o en PF 400 sobre la mesa de fresadora
del torno en combinación con PD 400.
Para tal fin existen diferentes posibilidades: se pueden
utilizar garras (por ej. 24 257 de PROXXON), o tornillos
de ajuste (por ej. 24 255 de PROXXON). Si se deben
realizar divisiones, se puede trabajar por ej. con cabezales divisores o soportes de mandrilado adicionales.
En nuestro catálogo de aparatos se encuentran ejemplos de medios de sujeción y accesorios, así como también puede encontrar otras advertencias importantes en
nuestro „Manual para modelistas“ (Art.-Nr.:28 996).
Ajuste de la profundidad de fresado
Tener en cuenta también el apartado „Desplazamiento
vertical del husillo“. Aquí se aclara con qué métodos se
puede ajustar la altura del husillo portafresas para los
diferentes campos de aplicación. En la práctica se procede de tal manera que en primer lugar después de fijar la pieza de trabajo, se ajusta el husillo a grosso modo (aprox. 2 mm. encima de la pieza de trabajo) tras la
sujeción de la fresa y después se ajusta la profundidad
de fresado durante el trabajo.
Page 38

- 38 -
Se puede trabajar con el volante o con el avance para
taladrar. Tanto el anillo índice del volante como el del
avance para taladrar pueden ponerse a cero. Para ello,
antes de (!) conectar la máquina, se puede, por ej., poner la fresa ligeramente encima de la pieza de trabajo y
entonces poner a cero el anillo índice correspondiente.
Tener en cuenta que para esto, en el caso del anillo índice del avance para taladrar, se tiene que soltar un tornillo, como está descrito en „Desplazamiento vertical del
husillo“. El anillo índice del volante se gira fácilmente.
1. Fijar de forma segura la pieza de trabajo con garras, tornillo de ajuste o mandril.
2. Ajustar la altura deseada del husillo a grosso modo
con el volante 1 (Fig. 9). ¡Para ello el tornillo de muletilla 3 tiene que estar abierto, el tornillo de muletilla 4, por el contrario, tiene que estar apretado!
3. Asegurarse de que la fresa no toca la pieza de trabajo.
4. Asegurarse de que está ajustado el número correcto de revoluciones del husillo.
5. ¡Seleccionar la dirección de rotación! (Véase apartado más abajo).
6. Ajustar la profundidad del fresado. Como mejor funciona es con el volante 1 (Fig. 9). El tornillo de muletilla 3 está abierto y el tornillo de muletilla 4 está
cerrado. Tras el ajuste, mantener los dos tornillos
de muletilla 3 y 4 cerrados.
7. También se puede regular la profundidad del fresado, como alternativa, con la palanca sensitiva 2
(Fig. 9). Aquí se afianza el tornillo de muletilla 3 y,
tras el accionamiento de la palanca sensitiva 2, se
retiene hasta la profundidad deseada, apretando la
pínula con el tornillo de muletilla 4.
8. Conectar la máquina fresadora en el interruptor 3
(Fig.1).
9. Trabajar con el avance adecuado.
Avance:
Tener en cuenta durante el fresado que el avance se
produce siempre en contra de la dirección de corte de
la fresa (Fig. 16).
¡Atención!
¡Llevar a cabo el avance siempre de forma manual! Al
utilizar la fresadora en combinación con el torno PD 400
el avance del tablero no debe producirse sobre el avance automático del torno. ¡Riesgo de lesiones y daños!
Accesorios
Se pueden utilizar fresas corrientes, que se encuentran
en el mercado, con un diámetro máximo del mango de
12 mm, y un diámetro de la herramienta de máximo 40
mm. Para un óptimo resultado en el trabajo es necesario
adaptar las condiciones de trabajo, no sólo la fresa sino
también los parámetros de fresado (avance, profundidad
del fresado, número de revoluciones) y escoger. Para ello hay que tener en cuenta naturalmente la tabla que hay
en la tapa de la correa trapecial de la fresadora.
Podemos recomendar los elementos de fresado de
nuestro programa de accesorios, como por ej. el juego
de fresa de mango (2-5 mm) 24610 o, para trabajos
más grandes, el juego de fresa de mango (6-10 mm)
con n° de artículo 24620.
Las ruedas dentadas con el módulo m=0,5 pueden ser
fresadas con la fresa del perfil del diente y con el cabezal
divisor de nuestro programa de accesorios, de tal manera
se puede realizar un número de dientes de 12-54.
También puede encontrar en comercios especializados
más herramientas de fresado y herramientas de taladrar con la calidad PROXXON y que están incluidas en
nuestro amplio programa. Aquí le recomendarán un
producto PROXXON adecuado para cada caso especial de empleo.
Un accesorio conveniente para el ajuste preciso de altura del husillo es el avance de precisión adicional (N° art.:
24 254), que es fácil de montar. Aquí puede ajustar con
precisión la profundidad de mecanización, a elección,
con un volante (división: 1 raya de división = 0,025 mm.)
Reparación y mantenimiento
¡Atención!
¡Antes de cada trabajo de reparación y de mantenimiento, desenchufar la máquina de la red!
Cambio de las correas
Si las correas están desgastadas, puede cambiarlas
Usted mismo. Las correas de repuesto las puede encontrar poniéndose en contacto con el Servicio Central
de PROXXON (dirección en la parte trasera de estas
instrucciones).
1. Soltar el tornillo moleteado 1 (Fig. 13) y mover la tapa de la carcasa.
Page 39

2. Soltar ligeramente los tornillos de fijación 1 (Fig. 14)
y mover la carcasa un poco hacia la derecha, hasta
que la correa trapezoidal inferior quede aflojada.
3. Quitar los tornillos 3 (Fig. 13) del motor.
4. Ahora se pueden recambiar las dos correas. ¡Tener
en cuenta que las correas no tienen la misma largura!¡No confundir las correas!
5. Volver a atornillar el motor.
6. Poner la correa inferior 2 (Fig. 14) en la posición
correcta según el número de revoluciones deseado.
Orientarse según la etiqueta que hay en la parte interior de la carcasa.
7. Volver a mover la carcasa de nuevo hacia la izquierda hasta que la correa trapecial esté bien tensa y volver a apretar los tornillos de fijación (1).
8. Cerrar de nuevo la tapa de la carcasa y volver a
apretar el tornillo moleteado 1 (Fig. 13).
Ajustar el juego de guías del tablero cruzado
(aquí solamente FF 400 y KT 400)
Si con el paso del tiempo la guía de un eje del tablero
cruzado muestra demasiado juego, Ud. puede reajustar
el juego mediante los tornillos de graduación 2 (Fig. 17
y 18). Soltar las contratuercas 1 y girar hacia dentro todos los tornillos de graduación uniformemente hasta
que el juego esté apartado. A continuación volver a
apretar las contratuercas.
Engrase de la máquina
Limpiar el tablero cruzado y la fresadora con un trapo
suave o con un pincel después de su utilización. A continuación, en el tablero cruzado, lubricar suavemente
las guías y repartir el aceite haciendo actuar el tablero.
No limpiar nunca el tablero cruzado con aire comprimido, ya que las guías pueden estropearse por las virutas
que entran.
Para garantizar una larga duración de la fresadora tener en cuenta el plano de engrase en la Fig. 19 (A: lubricar antes de comenzar cada trabajo / B: lubricar
mensualmente). ¡Utilice para ello solamente aceite para máquinas neutro de comercios especializados!
Limpieza y cuidado
¡Atención!
Antes de la limpieza, desenchufar la fresadora de la
red. ¡Existe riesgo de lesiones!
Limpiar la máquina con un pincel, una escoba de mano
y/o un trapo suave. En caso necesario, utilizar solamente un producto de limpieza sin disolvente.
Eliminación:
¡Por favor, no deseche el aparato con la basura doméstica! El aparato contiene materiales que se pueden reciclar. En caso de dudas diríjase a su centro de reciclado u otras instituciones comunales correspondientes.
Declaración de conformidad de la EU
Declaramos en única responsabilidad que este producto cumple las disposiciones de las siguientes normas
comunitarias:
Reglamento de baja tensión de la EU-73/23 CEE y
Norma para máquinas de la EU-98/037 CEE:
DIN EN 61029-1/12.2003
Norma EMV de la EU-89/336/CEE::
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Lic. ing. Jörg Wagner
PROXXON S.A.
Campo de actividades: Seguridad de aparatos
- 39 -
Page 40

- 40 -
Gebruiksaanwijzing
Frees PF 400/Kruisslede KT 400
Frees met kruisslede FF 400
Voorwoord ..................................................................40
Beschrijving van de machine ......................................41
Opbouw ..................................................................41
Leveromvang ..........................................................41
KT 400 ................................................................41
PF 400 ................................................................41
FF 400 ................................................................41
Totaal aanzicht frees PF 400 (afb. 1) ......................41
Totaal aanzicht kruisslede KT 400 (afb. 2)..............41
Technische gegevens van de frees PF 400 ............41
Technische gegevens van de kruisslede KT 400......42
Montage van de frees..................................................42
Bevestigen aan de draaimachine PD400................42
Montage van de frees aan de kruisslede KT 400 ....42
Werken met de freesvoorziening ................................42
Hoogteverstelling van de spindel ............................43
Hoogteverstelling met het handwiel....................43
Aanvoer via boorhendel......................................43
Zwenken van de freesspindel ................................43
Voor het zwenken rond om de hoogas ..............43
Voor het zwenken rond om de langsas ..............43
Montage van de spantangen ..................................43
Instellen van het spindeltoerental ..........................44
Frezen ........................................................................44
Instellen van de freesdiepte ....................................44
Aanvoer ..................................................................45
Toebehoren ................................................................45
Reparatie en onderhoud..............................................45
Vervangen van de banden......................................45
Speling van de geleidingen van de kruisslede
instellen (hier alleen FF 400 en KT 400) ................46
Smeren van de machine ........................................46
Reinigen en verzorging ..........................................46
Afval afvoeren ........................................................46
EU-conformiteitsverklaring ..........................................46
Lijst met reservedelen ................................................76
Freesvoorziening PF 400 (24304) ..........................79
Kruisslede KT 400 (24303) ....................................77
Voorwoord
Geachte klant!
In deze gebruiksaanwijzing worden de PF 400 en de
passende kruisslede KT 400 behandelt. Ze richt zich
aan onze klanten die of de kruisslede, de freesvoorziening of allebei als FF 400 hebben gekocht. Om het
even, welke keuze u heeft gemaakt: lees de gebruiksaanwijzing, alvorens u het toestel in bedrijf neemt.
Hou vooral rekening met de veiligheidsinstructies en
werk steeds met de passende zorgvuldigheid.
Het gebruik van deze gebruiksaanwijzing
• vereenvoudigt het, het toestel te leren kennen.
• voorkomt storingen door ondeskundige bediening en
• verhoogt de levensduur van uw toestel.
Hou deze gebruiksaanwijzing steeds bij de hand.
Bedien dit toestel uitsluitend met exacte kennis en onder inachtneming van de gebruiksaanwijzing.
PROXXON is niet aansprakelijk voor het veilige werken
van het toestel bij:
• een toepassing die niet aan het normaal gebruik beantwoord.
• andere inzetdoelen die niet in de gebruiksaanwijzing worden genoemd,
• veronachtzaming van de veiligheidsvoorschriften.
U heeft geen garantieclaim bij:
• bedieningsfouten
• gebrekkig onderhoud
• gebruik van reservedelen die niet van PROXXON
afkomstig zijn.
Houdt u voor uw eigen veiligheids alstublieft in ieder
geval rekening met de veiligheidsvoorschriften. Verdere
ontwikkelingen in de zin van de technische vooruitgang
behouden wij ons voor. Wij wensen u veel succes met
het toestel.
Page 41

- 41 -
Beschrijving van de machine
Opbouw
Bij de PF/FF 400 handelt het zich om een zogenaamde
verticale staander-freesmachine. Een stabiele, royaal
gedimensioneerde zuil neemt de freeskop, bestaande
uit motor, transmissie en spindeleenheid, op. Aangebouwd zijn voorts de booraanvoer aan de freeskop zelf
alsook de handwielaanvoer aan de zuil voor het precieze instellen van de bewerkingshoogte. De booraanvoer
maakt extra boorwerkzaamheden mogelijk. De elektronica is in de transmissiekast ondergebracht, de bedieningselementen zijn aan de voorkant van de transmissiekast. De freeseenheid kan naar keuze met een kruisslede (als FF 400, geleverd met KT 400, echter ok bedrijf met KT 250 mogelijk) of met het draaimachinesysteem PD 400 (PF 400) worden gecombineerd. Hier
kan de frees aan het machinebed worden aangeschroefd, de meegeleverde freestafel wordt op de support van de draaimachine bevestigd.
Wij bieden u de volgende mogelijkheden in het fijnfrees-systeem 400 aan:
Leveromvang
KT 400:
Kruisslede
Gebruiksaanwijzing en veiligheidsvoorschriften
PF 400:
Freesspindel compleet met motor en riemdrijfwerk
Zuil (Ø 45 mm)
Bevestigingsblok voor draaimachine (bij de FF 400 niet
tot de levering behorend)
Spantangen Ø 6, 8, 10 en 12 mm incl. wartelmoer
Freestafel met T-groeven (150x110 mm, bij de FF 400
niet tot de levering behorend)
Bediengereedschap
Gebruiksaanwijzing en veiligheidsvoorschriften
FF 400:
Omvat het freeswerk PF 400 compleet met kruisslede
KT 400, maar zonder freestafel pos. 16 en de bevestigingsvoet pos. 12 in afb. 1.
Totaal aanzicht freesmachine PF 400 (afb. 1)
1. Motor
2. Afdekkap
3. In-/Uitschakelaar
4. Wisselschakelaar
5. Tabel
6. Kartelwiel voor afdekkap
7. Wartelmoer voor spantang
8. Klemschroef voor schuifspil
9. Schaal voor diepte-instelling
10. Boorhendel
11. Zuil (ø 45 mm)
12. Bevestigingsblok voor draaimachine
13. Handwiel voor hoogteverstelling met fijnvoeding
14. Klemschroef voor hoogteverstelling
15. Schaal voor hoekverstelling
16. Freestafel voor draaimachine PD 400
(De pos. 12 en 16 behoren niet tot de leveromvang van
de frees FF 400. Ze zijn alleen bij PF 400 onthouden.)
Totaal aanzicht kruisslede KT 400 (afb. 2)
1. Handwiel voor X-richting (verrijweg 310 mm)
2. Werktafel (400 mm x 125 mm)
3. Instelschroeven voor Y-geleiding
4. Schroefgaten voor bevestiging
5. Standvoet
6. Handwiel voor Y-richting (verrijweg 80 mm)
7. Support
8. Schroeven voor zuilklem
9. Liniaal
10. Instelschroeven voor X-geleiding
Technische gegevens van de frees PF 400
Spanning: 220 – 240 Volt, 50/60 Hz
Vermogen: 400 Watt
6 spindeltoerentallen door omleggen van de band:
180, 350, 550, 800, 1300 en 2500/min
Schuifspilslag: 30 mm
Verticale verstelweg: ca. 300 mm
Aanvoer: 1,5 mm/(één) omwenteling
Geluidsontwikkeling: ≤ 70 dB(A)
Trillingen: ≤ 2.5 m/s2
Afmetingen zie Fig. 3
Gewicht: ca. 15 kg
Page 42

- 42 -
Uitsluitend voor het bedrijf
in gesloten ruimtes!
Gelieve niet met het Huisvuil mee te geven.
Technische gegevens van de
kruisslede KT 400
Werkvlakte: 400 mm x 125 mm
Verstelweg in X-richting: 310 mm
Verstelweg in Y-richting 80 mm
Gewicht: 23.5 kg
Afmetingen van de T-groeven: zie afb. 4
Groeveafstand: 45 mm
Aanvoer per omwenteling: 2 mm
Aanvoer per deelstreepje: 0,02 mm
Montage van de frees
Bevestigen aan de draaimachine PD400
Attentie!
Vóór beëindiging van de montagewerkzaamheden de
netsteker in geen geval in het stopcontact steken, de
machine zou bij vergissing kunnen worden ingeschakeld. Gevaar van verwondingen!
1. Draaimachine op een standveilige onderlaag bevestigen.
2. Bevestigingsblok 1 (afb. 5) met schroeven 2 aan de
draaimachine 3 bevestigen.
3. Schroef 3 (afb. 6) losmaken en zuil 1 invoeren.
4. Schroef 3 vasttrekken om de zuil te klemmen.
5. Freestafel 3 (afb. 7) met de schroeven 2 en de vierkantmoeren 1 op de support van de draaimachine
bevestigen. Voor twee schroeven zijn vierkantmoeren ingesloten, deze worden in de groef van de draaimachinesupport geschoven. Voor de andere beide
schroeven zijn er schroefgaten in de support zelf.
Montage van de frees aan de
kruisslede KT 400
Opmerking:
Een veilig en exact werken is alleen mogelijk, als het
toestel ordelijk op een stabiele arbeidsvlakte wordt bevestigd.
1. Kruisslede op de arbeidsvlakte met 4 schroeven M6
(niet in de levering ingesloten) bevestigen (afb. 8).
2. Zuil in de 45 mm-boring invoeren en met de schroeven 1 vastklemmen.
Attentie!
Laat zich de zuil 2 alleen zwaar in de boring invoeren,
kan deze met schroef 4 iets wijder worden gemaakt.
Hiertoe deze alleen ietsje indraaien. Let alstublieft erop
de schroeven 1 van tevoren los te maken. Bij het aansluitende klemmen moet schroef 4 natuurlijk weer los zijn!
Werken met de freesvoorziening
Attentie!
Vóór alle instelwerkzaamheden en werktuigwissel aan
de frees de netsteker uit het stopcontact nemen!
Attentie!
Houdt u er alstublieft rekening mee, dat de hier gebruikte condensatormotor bij al zijn voordelen voor het gebruik in gereedschapsmachines door zijn constructie
zeer warm kan worden. Dit is geen voorteken voor een
defect en kan voorkomen, wanneer de motor lange tijd
in de vrijloop of alleen onder zeer geringe last draait.
Let u erop, deze bedrijfstoestanden te vermijden en laat
u de frees overmatig in de vrijloop draaien.
Attentie!
Houd u alstublieft rekening met het volgende:
Van alle motorisch of manueel aangedreven onderdelen van gereedschapsmachines gaat ook altijd een mogelijke gevaar van verwondingen uit! Vandaar steeds
op voldoende afstand letten en nooit in bewegende gereedschappen grijpen!
Werkstukken nooit alleen met de hand vasthouden,
maar steeds behoorlijk spannen!
Page 43

- 43 -
Opmerking!
De frees is met een zogenoemde beveiliging tegen een
hernieuwd starten uitgerust: bij een korte spanningsonderbreking gedurende het bedrijf start de frees uit
veiligheidsredenen niet weer zelfstandig. De frees kan
echter bij voorhanden-zijn van de juiste spanning met
de inschakelknop normaal worden gestart.
Hoogteverstelling van de spindel
De freesspindel van de PF 400 laat zich op 2 manieren
in de hoogte verstellen (afb. 9):
1. Met het handwiel 1
2. Met de boorhendel 2
Hoogteverstelling met het handwiel
1. Knevelschroef 3 (afb. 9) losmaken.
2. Met het handwiel 1 de gewenste hoogte instellen
(1 omdraaiing beantwoordt aan 1,5 mm aanvoer).
3. Knevelschroef 3 vóór het werken in ieder geval
weer vasttrekken!
Aanvoer via boorhendel
1. Knevelschroef 4 (afb. 9) losmaken.
2. Inbusbout 6 aan de schaalring 5 losmaken en
schaal op nul zetten.
3. Schroef 6 weer vasttrekken.
4. Met boorhendel 2 de gewenste hoogte instellen.
5. Knevelschroef 4 weer vasttrekken.
Opmerking:
Bij het boren met de boorhendel gaat men principieel
op dezelfde manier te werk als boven is beschreven.
De schroef 4 mag echter tijdens het werkproces niet
weer worden aangetrokken!!
Zwenken van de freesspindel
De gehele freesspindel kan om twee assen worden gezwenkt, eenmaal om de hoog (Z)-as en eenmaal om de
langsas.
Voor het zwenken rond om de hoogas:
Schroeven 3 (afb. 6) losmaken en zuil compleet in de
gewenste positie zwenken. Dan schroeven weer vasttrekken.
Analoog hiertoe kan de zuil bij de FF 400 in de boring
van de kruisslede worden gedraaid:
hiervoor schroeven 1 (afb. 8) losmaken en zuil in de gewenste positie zwenken. Dan de schroeven weer vasttrekken. Bij zwaar draaien kan de boring door de
spreidbout 4 wijder worden gemaakt. Bij het aansluitende klemmen moet schroef 4 natuurlijk weer los zijn!
Voor het zwenken rond om de langsas:
Voor het zwenken rond om de langsas schroef 1 (afb. 10)
losmaken en de freesspil zwenken. Gewenst graadgetal
op schaal 2 instellen en schroef 1 weer vasttrekken.
Montage van de spantangen
Attentie!
Nooit de spantang alleen in de spindel invoeren!
Steeds eerst de spantang in de moer vergrendelen!
Steeds erop letten, dat spantang en freesmachine de
passende doorsnede hebben.
Houdt u alstublieft rekening met het volgende: aanvullend tot de meegeleverde spantangen zijn nog verdere
grootten in ons toebehorensortiment verkrijgbaar. Richt
u zich bij vragen alstublieft aan onze klantenservice.
Het adres vindt u op de achterkant van deze gebruiksaanwijzing.
Attentie!
In ieder geval de steker uit het stopcontact nemen, om
een onopzettelijk starten te voorkomen! Gevaar van
verwonding!
1. Wartelmoer 4 (afb. 11) aan de freesspindel losmaken.
2. Gewenste spantang 5 (afb. 12) in de wartelmoer 4
leggen en met lichte axiale druk laten vastklikken.
Page 44

- 44 -
3. Wartelmoer 2 met spantang in de spindel 1 invoeren (afb. 11, zie kleine afbeelding) en licht van hand
aandraaien.
4. Steel van het gereedschap 3 in de spantang invoeren.
5. Met behulp van de meegeleverde sleutel de wartelmoer, zoals in afb. 11 getoond, vasttrekken.
6. Om de spantang te verwijderen, wartelmoer 4 losmaken en gereedschap 3 eruit trekken.
7. Nu wartelmoer met spantang 2 compleet uit de
freesspindel verwijderen.
8. Spantang met het meegeleverde pijpstuk 6 (afb. 12)
door drukken op de conus van de spantang losklikken en uit de wartelmoer nemen.
Instellen van het spindeltoerental
De instelling van het spindeltoerental is noodzakelijk,
om de snijsnelheid van het gereedschap aan de eigenschappen van het te verspanen materiaal en de gereedschapsgeometrie aan te passen. Grote werktuigdoorsnede betekent bij identiek toerental ook een grote
omtrek- en zodoende eventueel te grote snijsnelheid.
Omgekeerd geldt dit natuurlijk voor kleine gereedschapdoorsnede. Vandaar is het vereist, het toerental
te kunnen variëren. Hiervoor wordt de motorkracht bij
de frees via een riemaandrijving op de spindel geleid.
Het handelt zich hier om een transmissie met twee
trappen en met een tandwielreductor voor de algemene
toerentalreductie alsook twee versnellingstandwielen
met telkens paarsgewijs verschillende doorsneden.
Verbonden worden deze door in totaal twee poly-V-riemen die door hun rustige loop en hun overbrengingseigenschappen uitstekend voor deze toepassing geschikt
zijn. Door omklappen van de riemen worden de telkens
benodigde spindeltoerentallen verwezenlijkt. In totaal
laten zich 6 spindeltoerentallen instellen: 180, 350, 550,
800, 1300 en 2500/min. Afb. 15 toont de desbetreffende poeliecombinaties van de afzonderlijke toerentallen.
Attentie!
In ieder geval de steker uit het stopcontact nemen! Gevaar van verwondingen!
1. Kartelwieltje 1 (afb. 13) losmaken en behuizingsdeksel 2 openzwenken.
2. De bevestigingsbouten 1 (afb. 14) licht losmaken en
de behuizing iets naar rechts verplaatsen tot de onderste V-riem losgemaakt wordt.
3. Onderste V-riem 2 in passende positie brengen.
Oriënteert u zich aan de sticker op de binnenkant
van de behuizing.
4. Behuizing weer naar links verplaatsen tot de V-riemen correct zijn gespannen en bevestigingsbouten
(1) weer aantrekken.
5. Behuizingsdeksel weer sluiten en kartelwieltje 1
(afb. 13) weer aantrekken.
Attentie:
Riemafdekking resp. behuizingsdeksel moet gedurende
het bedrijf steeds gesloten zijn!
Frezen
Attentie!
Draag bij het frezen steeds een veiligheidsbril. Hou in
ieder geval rekening met de veiligheidsvoorschriften!
Principieel moet het werkstuk ter bewerking veilig zijn
bevestigd, of op de kruisslede bij de FF 400 of bij de PF
400 op de freestafel van de draaimachine in combinatie
met de PD 400.
Hiervoor staan verschillende mogelijkheden ter beschikking: goed geschikt zijn spanklauwen (bv 24 257
van PROXXON), bankschroeven (bv 24 255 van
PROXXON). Indien delingen worden vervaardigd, kan
bv aanvullend met deelapparaten of voedingsopnames
worden gewerkt. Voorbeelden voor spanmiddelen en
toebehoren vinden zich in onze folder alsook, samen
met verdere nuttige tips in ons „Handboek voor creatieve modelmakers“ (art.-nr.: 28 996).
Instellen van de freesdiepte
Houdt u alstublieft ook rekening met de passage
„Hoogteverstelling van de spindel“. Hier wordt uitgelegd, met welke methoden zich de hoogte van de freesspindel voor de verschillende toepassingsgebieden laat
instellen. In de praktijk gaat men zo te werk, dat men
eerst na het vastspannen van het werkstuk de spindel
na het inspannen van de freesmachine grof (ca. 2 mm
boven het werkstuk) instelt en de freesdiepte dan tijdens het werken verstelt.
Page 45

- 45 -
Hierbij kan met het handwiel of de booraanvoer worden
gewerkt. De schaalringen van het handwiel alsook van
de booraanvoer kunnen hiervoor beide op nul worden
gezet. Daarvoor kan men bv vóór (1) het inschakelen
van de machine de freesmachine heel licht op het
werkstuk zetten en dan de desbetreffende schaalring
op nul zetten. Hierbij dient er rekening mee te worden
gehouden, dat bij de schaalring van de booraanvoer,
zoals in „Hoogteverstelling van de spindel“ is beschreven, een schroef moet worden losgemaakt. De schaalring van het handwiel wordt gewoon verdraaid.
1. Werkstuk met spanklauwen, bankschroef of voer
veilig bevestigen.
2. Gewenste spindelhoogte grof met handwiel 1 (afb. 9)
instellen. Hiervoor moet knevelschroef 3 open, knevelschroef 4 echter aangetrokken zijn!
3. Waarborgen, dat de freesmachine het werkstuk niet
raakt.
4. Waarborgen, dat het juiste spindeltoerental is ingesteld.
5. Draairichting kiezen ! (zie gedeelte beneden).
6. Freesdiepte instellen. Dit werkt het best met het
handwiel 1 (afb. 9). Hierbij is de knevelschroef 3
open, knevelschroef 4 gesloten. Na het instellen in
ieder geval de beide knevelschroeven 3 en 4 gesloten houden.
7. U kunt alternatief ook de freesdiepte met boorhendel 2 (afb. 9) regelen. Hier wordt knevelschroef 3
vastgetrokken en na bedienen van boorhendel 2 tot
de gewenste diepte wordt deze door klemmen van
de schuifspil door middel van dichttrekken van knevelschroef 4 gearreteerd.
8. Freesmachine met schakelaar 3 (afb. 1) inschakelen.
9. Met aangepaste aanvoer werken.
Aanvoer:
Bij het frezen erop letten, dat de aanvoer steeds tegen
de snijrichting van de freesmachine plaatsvindt (afb. 16).
Attentie!
De aanvoer steeds uitsluitend handmatig uitvoeren! Bij
gebruik van de frees in combinatie met de draaimachine PD 400 mag de aanvoer van de tafel niet via de
automatische aanvoer van de draaimachine plaatsvinden. Gevaar van verwondingen en schade!
Toebehoren
Toegepast worden kunnen in de handel gebruikelijke
freesmachines met een maximale steeldoorsnede van
12 mm en een gereedschapsdoorsnede van max. 40
mm. Voor een optimaal werkresultaat is het noodzakelijk zowel de freesmachine alsook de freesparameters
(aanvoer, vreesdiepte, toerental) aan de werkcondities
aan te passen en hieruit een keuze te maken. Hiervoor
is natuurlijk rekening te houden met de tabel op de Vriemdeksel van de freesmachine.
Adviseren kunnen wij de freesinzetstukken uit ons toebehorenprogramma, zoals bv het steelfrees-set (2-5 mm)
24610 of, voor grotere werkzaamheden, het steelfreesset (6-10 mm) met het artikelnummer 24620.
Tandwielen met de module m=0,5 kunnen met de tandvormfreesmachines en het deelapparaat uit ons programma worden gefreesd, hiermee laten zich tandgetallen van 12-54 verwezenlijken.
Verdere geschikte frees- en boorgereedschappen in
PROXXON-kwaliteit uit ons omvangrijk programma
vindt u in de vakhandel. Daar zal men u voor uw speciale toepassing een geschikt PROXXON-product kunnen adviseren.
Nuttige toebehoren voor de exacte hoogteverstelling
van de spindel zijn de achteraf eenvoudig te monteren
fijnaanvoeren (art.-nr.: 24 254). Hier kan naar keuze
met een handwiel (deling 1 deelstreep =0,025 mm) de
bewerkingsdiepte bijzonder fijn worden ingesteld.
Reparatie en onderhoud
Attentie!
Vóór alle reparatie- en onderhoudswerkzaamheden de
netsteker uit het stopcontact nemen!
Vervangen van de poelies
Indien de poelis zijn versleten, kunt u deze zelf vervangen. Reservepoelis verkrijgt u bij de centrale service
van PROXXON (adres op de achterkant van deze gebruiksaanwijzing).
1. Kartelwieltje 1 (afb. 13) losmaken en behuizingsdeksel openzwenken.
Page 46

2. De bevestigingsbouten 1 (afb. 14) iets losmaken en
de behuizing iets naar rechts verplaatsen, tot de onderste V-riem wordt losgemaakt.
3. Motor aan de schroeven 3 (afb. 13) afschroeven.
4. Nu kunnen de beide banden worden vervangen. Alstublieft erop letten: de banden zijn niet identiek
lang! Banden niet verwisselen!
5. Motor weer vastschroeven
6. Onderste V-riem 2 (afb. 14) in de passend bij het
gewenst toerental juiste positie brengen. Oriënteert
u zich aan de sticker aan de binnenzijde van de behuizing.
7. Behuizing weer naar links verplaatsen tot de V-riem
correct is gespannen en de bevestigingsbouten (1)
weer aantrekken.
8. Behuizingsdeksel weer sluiten en kartelwiel 1
(afb. 13) weer aantrekken.
Speling van de geleidingen van de kruisslede
instellen (hier alleen FF 400 en KT 400)
Indien in de loop der tijd de geleiding van een as van
de kruisslede te veel speling vertoont, kunt u door middel van de stelschroeven 2 (afb. 17 en 18) de speling
bijstellen. Hiervoor de contramoeren 1 losmaken en alle
stelschroeven gelijkmatig naar binnen draaien tot de
speling is verholpen. Vervolgens de contramoeren weer
vasttrekken.
Smeren van de machine
Na gebruik de kruisslede en de frees met een zachte
doek of kwast reinigen. Bij de kruisslede vervolgens de
geleidingen licht oliën en de olie door verrijden van de
tafel verdelen.
Kruisslede nooit met perslucht reinigen, omdat anders
de geleidingen door binnenkomende spaanders kunnen
worden vernield.
Om een lange levensduur van de frees te garanderen,
hou alstublieft rekening met het smeerschema in afb.
19 (A: Oliën vóór ieder werkbegin / B: Oliën maandelijks). Maak hierbij uitsluitend gebruik van zuurvrije machineolie uit de vakhandel!
Reinigen en verzorgen
Attentie!
Vóór het reinigen de netstekker van de frees uit het
stopcontact nemen.
Gevaar van verwondingen!!
Reinig de machine met een kwast, een handveger
en/of een zachte doel. Indien nodig, uitsluitend gebruik
maken van oplossingsmiddelvrij reinigingsmiddel.
Afval afvoeren:
Voer het toestel niet via de huisafval af! Het toestel omvat grondstoffen die recyclet kunnen worden. Bij vragen
hieromtrent richt u zich alstublieft aan uw plaatselijk afvalbedrijf of aan andere passende gemeentelijke voorzieningen.
EU-conformiteitsverklaring
Wij verklaren in uitsluitende verantwoordelijkheid, dat
dit product aan de bepalingen van de volgende EUrichtlijnen beantwoord:
EU-laagspanningsrichtlijn 73/23 EWG en
EU-machinerichtlijn 98/037 EWG:
DIN EN 61029-1/12.2003
EU-EMV-richtlijn 89/336/EWG:
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Afdeling Veiligheid van de toestellen
- 46 -
Page 47

- 47 -
Betjeningsvejledning
Fræser PF 400/Diagonalplan KT 400
Fræser med diagonalplan FF 400
Indledning....................................................................47
Beskrivelse af maskinen..............................................48
Konstruktion ............................................................48
Leveringsomfang ....................................................48
KT 400: ..............................................................48
PF 400 ................................................................48
FF 400 ................................................................48
Samlet oversigt over fræser PF 400 (fig. 1) ............48
Samlet oversigt over diagonalplan KT 400 (fig. 2) ....48
Specifikationer for fræser PF 400 ..........................48
Specifikationer for diagonalplan KT 400 ................49
Montering af fræseren ................................................49
Befæstelse på drejeautomat PD400 ......................49
Montering af fræseren på diagonalplan KT 400......49
Arbejde med fræseanordning......................................49
Højdeindstilling af spindelen ..................................50
Højdeindstilling med håndhjul ............................50
Tilspænding over borearm..................................50
Svingning af fræsespindelen ..................................50
Svingning om højdeaksen ..................................50
Svingning om længdeaksen ..............................50
Montering af spændetængerne ..............................50
Indstilling af spindelhastighed ................................51
Fræsning ....................................................................51
Indstilling af fræsedybden ......................................51
Tilspænding ............................................................52
Tilbehør ......................................................................52
Reparation og service ................................................52
Udskiftning af remmene ..........................................52
Indstilling af føringernes frigang på diagonalplanet
(her kun FF 400 og KT 400)....................................53
Smøring af maskinen ..............................................53
Rengøring og pleje..................................................53
Bortskaffelse ..........................................................53
EF-overensstemmelseserklæring................................53
Reservedelslister ........................................................76
Fræseindretning PF 400 (24304)............................79
Diagonalplan KT 400 (24303) ................................77
Indledning
Kære kunde.
I denne vejledning beskrives PF 400 og det tilsvarende
diagonalplan KT 400. Den henvender sig til vore kunder,
der har anskaffet sig enten diagonalplanet, fræseanordningen eller begge dele samlet som FF 400. Ligegyldigt,
hvordan De har truffet Deres valg: Læs denne vejledning igennem før De begynder at bruge maskinen. Vær
især opmærksom med hensyn til sikkerhedsanvisningerne og arbejd altid med den påkrævede omhu.
Når De bruger denne vejledning
• bliver det nemmere at lære maskinen at kende
• undgår De fejlfunktioner på grund af ukyndig betjening og
• forøger De maskinens levetid.
Vejledningen skal opbevares i nærheden af maskinen.
Maskinen må kun betjenes, når De har sat Dem ind i
vejledningen og følger den.
PROXXON hæfter ikke for sikker funktion af maskinen, hvis:
• den håndteres på en måde, der ikke svarer til normal brug,
• den bruges til andre formål, end der er nævnt i vejledningen,
• sikkerhedsanvisningerne ikke respekteres.
Al mangelansvar bortfalder ved:
• betjeningsfejl
• manglende service
• anvendelse af uoriginale PROXXON reservedele
For Deres egen sikkerheds skyld er det meget vigtigt,
at De respekterer sikkerhedsanvisningerne. Vi forbeholder os ret til videreudvikling til fordel for den tekniske
udvikling. De ønskes held og lykke med maskinen.
Page 48

- 48 -
Beskrivelse af maskinen
Konstruktion
Ved PF/FF 400 drejer det sig om en såkaldt stander-lodretfræser. På en robust, solidt dimensioneret søjle sidder fræsehovedet bestående af motor, gear og spindelenhed. Desuden er der monteret boretilspænding på
selve fræsehovedet og håndhjulstilspænding på søjlen,
så bearbejdningshøjden kan indstilles nøjagtigt. Ved
hjælp af boretilspændingen kan der desuden udføres
borearbejde. Elsystemet er placeret i gearkassen, betjeningsdelene sidder på forsiden af gearkassen. Fræseenheden kan valgfrit kombineres med et diagonalplan (som FF 400, leveret med KT 400, men drift også
mulig sammen med KT 250) eller med et drejeautomatsystem PD 400 (PF 400). Her kan fræseren skrues på
maskinvangen, det medfølgende fræseplan fastgøres
på drejeautomatens forsætter.
Vi kan tilbyde Dem følgende muligheder med finfræsesystem 400:
Leveringsomfang
KT 400:
Diagonalplan
Betjeningsvejledning og sikkerhedsbestemmelser
PF 400:
Fræsespindel komplet med motor og remtræk
Søjle (Ø 45mm)
Befæstelsesblok for drejeautomat (medfølger ikke som
standard ved FF 400)
Spændetænger Ø 6, 8, 10 og 12 mm inkl. omløbermøtrik
Fræseplan med T-noter (150x110 mm, medfølger ikke
som standard ved FF 400)
Betjeningsværktøj
Betjeningsvejledning og sikkerhedsbestemmelser
FF 400:
Omfatter fræseværk PF 400 komplet med diagonalplan
KT 400, men ikke fræseplanet pos. 16 og monteringsfoden pos. 12 i fig. 1.
Samlet oversigt over fræser PF 400 (fig. 1)
1. Motor
2. Beskyttelseskappe
3. Afbryder
4. Omskifter
5. Tabel
6. Fingerskrue til beskyttelsesskærm
7. Omløbermøtrik til spændetang
8. Klemskrue til pinol
9. Skala for dybdeindstilling
10. Borearm
11. Søjle (Ø 45 mm)
12. Befæstelsesblok for drejeautomat
13. Håndhjul til højdeindstilling med fintilspænding
14. Klemskrue til højdeindstilling
15. Skala for vinkelindstilling
16. Fræseplan for drejeautomat PD 400
(Pos. 12 og 16 medfølger ikke som standard ved fræser FF 400, men kun ved PF 400)
Samlet oversigt over diagonalplan
KT 400 (fig. 2)
1. Håndhjul for X-retning (vandring 310 mm)
2. Arbejdsplan (400 mm x 125 mm)
3. Justerskruer for Y-føring
4. Skruehuller til befæstelse
5. Fod
6. Håndhjul for Y-retning (vandring 80 mm)
7. Forsætter
8. Skruer til søjleklemning
9. Lineal
10. Justerskruer for X-føring
Specifikationer for fræser PF 400
Spænding: 220 – 240 Volt, 50/60 Hz
Effekt: 400 Watt
6 spindelhastigheder, når remmen flyttes:
180, 350, 550, 800, 1300 og 2500/min
Pinolvandring: 30 mm
Vertikal indstillingslængde: ca. 300 mm
Tilspænding: 1,5 mm/omdrejning
Støjemission: = 70 dB(A)
Vibrationer: = 2.5 m/s2
Mål se fig. 3
Vægt: ca. 15 kg
Page 49

- 49 -
Må kun køre i lukkede rum!
Apparatet må ikke bortskaffes i den
daglige renovation!
Specifikationer for diagonalplan KT 400
Arbejdsflade: 400 mm x 125 mm
Indstillingslængde i X-retning: 310 mm
Indstillingslængde i Y-retning 80 mm
Vægt: 23,5 kg
Mål på T-noter: se fig. 4
Notafstand: 45 mm
Tilspænding pr. omdrejning: 2 mm
Tilspænding pr. delestreg: 0,02 mm
Montering af fræseren
Befæstelse af drejeautomat PD400
OBS!
Netstikket må under ingen omstændigheder sættes i
kontakten, før montagearbejdet er helt afsluttet, ellers
kan maskinen gå i gang ved et uheld. Fare for læsion!
1. Fastgør drejeautomaten på et underlag med godt
hold.
2. Fastgør befæstelsesblok 1 (fig. 5) med skruerne 2
på drejeautomaten 3
3. Løsn skruen 3 (fig. 6) og stik søjlen 1 ind.
4. Spænd skruen 3 for at klemme søjlen fast.
5. Fastgør fræseplan 3 (fig. 7) med skruerne 2 og firkantmøtrikkerne 1 på drejeautomatens forsætter.
Til to skruer er der vedlagt firkantmøtrikker, som
skubbes ind i noten på drejeautomatens forsætter.
Til de to andre skruer er der gevindhuller i selve
forsætteren.
Montering af fræseren på diagonalplan KT 400
OBS:
Sikkert og nøjagtigt arbejde er kun muligt, hvis maskinen er ordentlig fastgjort på en stabil arbejdsflade.
1. Fastgør diagonalplanet på arbejdsfladen med 4 M6
skruer (medfølger ikke som standard) (fig. 8).
2. Stik søjlen ind i 45 mm hullet og klem den fast med
skruerne 1
OBS!
Hvis søjlen 2 er svær at føre ind i hullet 3, kan dette udvides en smule med skrue 4. Dertil skal skruen drejes lidt
ind. Men det er meget vigtigt først at løsne skruerne 1.
Når der bagefter skal klemmes fast, skal skruen 4 selvfølgelig være løsnet igen!
Arbejde med fræseanordning
OBS!
Før al slags indstillingsarbejde og værktøjsskift på fræseren skal netstikket tages ud af kontakten!
OBS!
Bemærk venligst, at den her anvendte kondensatormotor - med alle de fordele der er forbundet med at bruge
den på værktøjsmaskiner - af konstruktionsmæssige årsager kan blive meget varm. Det er ikke et tegn på nogen defekt og kan forekomme, hvis motoren kører i friløb i længere tid eller med meget lav belastning. Prøv
at undgå disse driftstilstande og lad være med at lade
fræseren køre for meget i friløb.
OBS!
Bemærk venligst:
Alle motorisk eller manuelt drevne dele på værktøjsma-
skiner udøver altid en potentiel risiko for kvæstelse!
Derfor er det vigtigt altid at sørge for at holde passende
afstand og aldrig stikke hånden ind i roterende værktøj!
Arbejdsemner må aldrig holdes fast med hånden alene,
men skal altid spændes ordentlig op!
Page 50

- 50 -
Henvisning!
Fræseren er forsynet med en såkaldt genstartssikring: Efter en kortere strømafbrydelse under driften starter fræseren af sikkerhedsgrunde ikke automatisk op igen. Men
fræseren kan startes ganske normalt igen med afbryderknappen, så snart spændingsforsyningen er tilbage.
Højdeindstilling af spindelen
Fræsespindelen på PF 400 kan indstilles i højden på 2
måder (fig. 9):
1. Med håndhjul 1
2. Med borearm 2
Højdeindstilling med håndhjul
1. Løsn spændegreb 3 (fig. 9).
2. Indstil den ønskede højde med håndhjul 1 (1 omdrejning svarer til 1,5 mm tilspænding).
3. Det er meget vigtigt at spænde grebet 3 fast igen,
før arbejdes påbegyndes!
Tilspænding over borearm
1. Løsn spændegreb 4 (fig. 9).
2. Løsn unbracoskrue 6 på skalaring 5 og stil skalaen
på Nul.
3. Spænd skrue 6 fast igen.
4. Indstil den ønskede højde med borearm 2.
5. Spænd grebet 4 fast igen.
OBS:
Boring med borearmen foregår i princippet på samme
måde, som beskrevet ovenfor. Men grebet 4 må naturligvis ikke spændes igen under selve arbejdsprocessen!
Svingning af fræsespindelen
Hele fræsespindelen kan svinges omkring to akser, for
det første om
højde- (Z-) aksen, for det andet om længdeaksen.
Svingning om højdeaksen:
Løsn skruerne 3 (fig. 6) og sving søjlen komplet til den
ønskede position. Spænd nu skruerne fast igen.
Analog dermed kan søjlen på FF 400 drejes i hullet på
diagonalplanet:
Løsn skruerne 1 (fig. 8) og sving søjlen til den ønskede
position. Spænd nu skruerne fast igen. Hvis svingningen går trægt, kan hullet udvides med spredeskrue 4.
Når der bagefter skal klemmes fast, skal grebet 4 selvfølgelig være løsnet igen!
Svingning om længdeaksen:
Når man vil dreje omkring længdeaksen, løsnes skrue
1 (fig. 10) og fræsespindelen svinges. Indstil det ønskede gradtal på skala 2 og spænd skrue 1 fast igen.
Montering af spændetængerne
OBS!
Spændetangen må aldrig føres alene ind i spindelen!
Spændetangen skal først fikseres i møtrikken! Sørg al-
tid for, at spændetangen og fræseren har den passende diameter.
Bemærk venligst: Ud over de medleverede spændetænger findes der andre størrelser i vores sortiment i tilbehør. Hvis De har yderligere spørgsmål, er De velkommen til at kontakte vor kundeservice. Adressen findes på bagsiden af denne vejledning.
OBS!
Det er meget vigtigt at tage stikket ud af kontakten for
at undgå, at maskinen går i gang ved en fejltagelse! Fare for læsion!
1. Løsn omløbermøtrik 4 (fig. 11) på fræsespindelen.
2. Læg den ønskede spændetang 5 (fig. 12) ind i omløbermøtrik 4 og lad den gå i indgreb med et let aksialt tryk.
Page 51

- 51 -
3. Før omløbermøtrik 2 med spændetang ind i spindel
1 (fig.11, se lille billede) og spænd den let til i hånden.
4. Før skaftet på værktøj 3 ind i spændetangen.
5. Spænd omløbermøtrikken fast med den medfølgende nøgle, som vist på fig. 11.
6. Spændetangen fjernes ved at løsne omløbermøtrik
4 og tage værktøj 3 ud.
7. Nu kan omløbermøtrikken tages komplet ud af fræsespindelen med spændetang 2.
8. Klik spændetangen løs med det medfølgende rørstykke 6 (fig. 12) ved at trykke på spændetangens
konus og tag den ud af omløbermøtrikken.
Indstilling af spindelhastighed
Det er nødvendigt at indstille spindelhastigheden, for
at tilpasse værktøjets skærehastighed efter emnets
materiale og værktøjsgeometrien. En stor værktøjsdiameter betyder ved samme hastighed også en høj periferi- og dermed måske også en for høj skærehastighed. Det samme gælder også omvendt for en lille
værktøjsdiameter. Derfor er det nødvendigt, at man
kan variere hastigheden. Dertil overføres motorkraften
på fræseren til spindelen via et remtræk. Her drejer
det sig om et 2-trins gear med forlag til generel omdrejningsreduktion og to gearhjul med parvist forskellig diameter. De er forbundet med i alt to poly-v-remme, der egner sig fremragende til dette formål på
grund af deres rolige gang og deres transmissionsegenskaber. Ved at flytte remmene opnår man den
spindelhastighed, man har brug for. Der kan i alt indstilles 6 spindelhastigheder: 180, 350, 550, 800, 1300
og 2500 o/min. Fig. 15 viser de enkelte remskivekombinationer for de enkelte hastigheder.
OBS!
Det er meget vigtigt at tage stikket ud af kontakten! Fare for læsion!
1. Løsn fingerskruen 1 (fig. 13) og åbn kappen 2.
2. Løsn monteringsskruerne 1 (fig. 14) en anelse og
skub huset en smule mod højre, indtil den underste
kilerem sidder løst.
3. Stil den nederste kilerem 2 i den tilsvarende position. De kan orientere Dem efter etiketten på husets
indvendige side.
4. Skub huset til venstre igen, indtil kileremmen er
strammet korrekt, og spænd monteringsskruerne
(1) fast igen.
5. Luk kappen igen og spænd fingermøtrikken 1 (fig. 13)
fast igen.
OBS:
Remafdækningen resp. kappen skal altid være lukket,
når maskinen kører!
Fræsning
OBS!
Brug altid beskyttelsesbriller under fræsning. Sikkerhedsanvisningerne skal altid respekteres!
Arbejdsemnet skal altid fastgøres sikkert, enten på diagonalplanet på FF 400 eller ved PF 400 på drejeautomatens fræseplan i kombination med PD 400.
Dertil findes der forskellige muligheder: Spændekløer
(f.eks. 24 257 fra PROXXON), skruestik (f.eks. 24 255
fra PROXXON) er velegnede. Hvis der skal fremstilles
delinger, kan der f.eks. yderligere arbejdes med deleapparater eller patronholdere. Eksempler på spændemidler og tilbehør findes i vores maskinbrochure og - sammen med andre nyttige henvisninger – i vores „Håndbog for kreative modelbyggere“ (art.-nr.: 28 996).
Indstilling af fræsedybden
Se venligst også under kapitel „Højdeindstilling af spindelen“. Her er det forklaret, efter hvilke metoder man
kan indstille fræsespindelens højde til de forskellige anvendelsesområder. I praksis gør man det sådan, at
man først – efter at have spændt arbejdsemnet fast –
indstiller spindelen groft, når fræseren er spændt op
(ca. 2 mm over emnet) og derefter justerer fræsedybden under arbejdet.
Page 52

- 52 -
Derved kan der arbejdes med håndhjul eller med boretilspænding. Skalaringene på håndhjulet og på boretilspændingen kan begge nulstilles. Dertil er det f.eks. praktisk at man stiller fræseren ganske let ned mod arbejdsemnet, før (!) maskinen tændes, og derefter stiller den
pågældende skalaring på nul. Bemærk i den forbindelse,
at man ved boretilspændingens skalaring først skal løsne
en skrue, som beskrevet under „Højdeindstilling af spindelen“. Håndhjulets skalaring behøver man blot dreje.
1. Fastgør arbejdsemnet sikkert med spændekløer,
skruestik eller patron.
2. Indstil spindelhøjden groft med håndhjul 1 (fig. 9).
Derved skal grebet 3 være løsnet, grebet 4 skal derimod være spændt fast!
3. Sørg for, at fræseren ikke berører arbejdsemnet.
4. Sørg for, at den korrekte spindelhastighed er indstillet.
5. Vælg omløbsretning! (Se afsnittet nedenfor).
6. Indstil fræsedybden. Det fungerer bedst med
håndhjulet 1 (fig. 9). Derved er spændegreb 3 løsnet, greb er spændt. Efter indstillingen skal de to
greb 3 og 4 ubetinget holdes spændt.
7. Alternativt kan man også regulere fræsedybden
med borearm 2 (fig. 9). Her skal grebet 3 spændes,
og når borearm 2 er flyttet til den ønskede dybde,
arreteres den ved at klemme pinolen, idet man
spænder greb 4.
8. Tænd for fræseren på afbryder 3 (fig.1).
9. Arbejd med tilpasset tilspænding
Tilspænding:
Sørg for under fræsningen, at tilspænding altid sker
mod fræserens skæreretning (fig. 16).
OBS!
Tilspænding må altid kun foretages manuelt! Når fræseren anvendes i kombination med drejeautomat PD400,
må planets tilspænding ikke udføres via drejeautomatens automatiske tilspænding. Risiko for læsioner og
beskadigelse!
Tilbehør
Der kan anvendes almindelige fræsere med en maksimal skaftdiameter på 12 mm og en værktøjsdiameter
på maks. 40 mm. For at opnå et optimalt resultat af arbejdet er det nødvendigt, at både fræseren og fræseparametrene (tilspænding, fræsedybde, hastighed) tilpasses arbejdsforholdene, og at man træffer et valg. Samtidig skal man følge tabellen på fræserens kileremsdæksel.
Vi anbefaler fræsehoveder fra vores tilbehørsprogram,
som f.eks. skaftfræser-sæt (2-5 mm) 24610 eller, til
større opgaver skaftfræser-sættet (6-10 mm) med artikelnummer 24620.
Tandhjul med modul m=0,5 kan fræses med tandformsfræserne og deleapparatet fra vores tilbehørsprogram,
hvormed man kan fremstille et antal tænder på 12-54.
Yderligere passende fræse- og boreværktøjer i PROXXON kvalitet fra vort omfattende program findes i faghandelen. Der vil man også kunne anbefale et egnet
PROXXON produkt til Deres aktuelle opgave.
Et praktisk tilbehør til nøjagtig højdeindstilling af spindelen er fintilspændingen, der er let at eftermontere (art.nr: 24 254). Her kan man valgfrit indstille bearbejdningsdybden specielt fint med et håndhjul (deling 1 delestreg=0,025 mm).
Reparation og service
OBS!
Tag stikket ud af kontakten før al slags reparations- og
servicearbejde!
Udskiftning af remmene
Hvis remmene skulle blive slidt, kan man selv skifte
dem. Reserveremme får hos PROXXON Centralservice
(adressen findes på bagsiden af denne vejledning).
1. Løsn fingerskruen 1 (fig. 13) og åbn kappen.
Page 53

2. Løsn monteringsskruerne 1 (fig. 14) en anelse og
skub huset en smule mod højre, indtil den underste
kilerem sidder løst.
3. Skru motoren af med skruerne 3 (fig. 13).
4. Nu er det nemt at udskifte de to remme. Vær opmærksom på: Remmene er ikke lige lange! Remmene må ikke forbyttes!
5. Skru motoren fast igen
6. Stil den nederste kilerem 2 (fig. 14) i den rigtige position svarende til den ønskede hastighed. De kan
orientere Dem efter etiketten på husets indvendige
side.
7. Skub huset til venstre igen, indtil kileremmen er
strammet korrekt, og spænd monteringsskruerne
(1) fast igen.
8. Luk kappen igen og spænd fingermøtrikken 1 (fig. 13)
fast igen.
Indstilling af føringernes frigang på diagonalplanet (her kun FF 400 og KT 400)
Hvis føringen på en akse på diagonalplanet i tidens løb
får for stor frigang, så kan frigangen justeres efter med
justerskruerne 2 (fig. 17 og 18). Det gøres ved at løsne
kontramøtrikkerne 1 og dreje alle justerskruerne ensartet ind, indtil frigangen er forsvundet. bagefter spændes
kontramøtrikkerne igen.
Smøring af maskinen
Efter brug tørres diagonalplanet og fræseren af med en
blød klud eller rengøres med en pensel. Derefter skal
føringerne på diagonalplanet smøres med lidt olie, der
fordeles ved at forskyde planet.
Diagonalplanet må aldrig rengøres med trykluft, fordi føringerne bliver ødelagt, hvis der trænger spåner ind i dem.
Vil De sikre Dem lang levetid for fræseren, bedes De
overholde smøreplanen i fig. 19 (A: Olie før hver arbejdsstart / B: Olie en gang om måneden). Der må kun
anvendes syrefri maskinolie købt i faghandelen!
Rengøring og pleje
OBS!
Tag stikket ud af kontakten, før fræseren rengøres.
Fare for læsion!
Rengør maskinen med en pensel, en håndkost og/eller
en blød klud. Ved behov må der kun anvendes rengøringsmidler uden opløsningsmidler.
Bortskaffelse:
Maskinen må ikke smides i husholdningsaffaldet! Maskinen indeholder råstoffer, der kan recycles. Hvis De
har spørgsmål til dette emne, bedes De kontakte den
lokale genbrugsstation eller andre relevante instanser.
EU-overensstemmelseserklæring
Vi erklærer hermed under almindeligt ansvar, at dette
produkt er i overensstemmelse med kravene i følgende
EU-direktiver:
EU-lavspændingsdirektiv 73/23 EØF og
EU-maskindirektiv 98/037 EØF:
DIN EN 61029-1/12.2003
EU-EMC-direktiv 89/336/EØF:
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Afdeling Apparatsikkerhed
- 53 -
Page 54

- 54 -
Bruksanvisning
Fräs PF 400/Koordinatbord KT 400
Fräs med koordinatbord FF 400
Förord..........................................................................54
Beskrivning av maskinen ............................................55
Konstruktion ............................................................55
Leveransomfattning ................................................55
KT 400 ................................................................55
PF 400 ................................................................55
FF 400 ................................................................55
Totalbild av fräsen PF 400 (bild 1) ..........................55
Totalbild av koordinatbordet KT 400 (bild 2)............55
Tekniska data för fräsen PF 400 ............................55
Tekniska data för koordinatbordet KT 400 ..............56
Montering av fräsen ....................................................56
Montering på svarven PD400 ................................56
Montering av fräsen i koordinatbordet KT 400........56
Fräsenhetens användning ..........................................56
Höjdinställning av spindeln ....................................57
Höjdinställning med handratten ..........................57
Matning via borrspaken ......................................57
Omställning av frässpindeln....................................57
Vridning kring vertikalaxeln ................................57
Vridning kring horisontalaxeln ............................57
Montering av spännhylsor ......................................57
Inställning av spindelvarvtalet ................................58
Fräsning ......................................................................58
Inställning av fräsdjupet ..........................................58
Matning ..................................................................59
Tillbehör ......................................................................59
Reparation och underhåll ............................................59
Utbyte av remmarna ..............................................59
Justering av spelet i koordinatbordets gejder
(gäller endast FF 400 och KT 400) ........................60
Smörjning av maskinen ..........................................60
Rengöring och skötsel ............................................60
Avfallshantering ......................................................60
EU-konformitetsförklaring............................................60
Reservdelslistor ..........................................................76
Fräsenhet PF 400 (24304)......................................79
Koordinatbord KT 400 (24303) ..............................77
Förord
Ärade kund!
I denna bruksanvisning behandlas PF 400 och det passande koordinatbordet KT 400. Bruksanvisningen riktar
sig till kunder som av oss förvärvat antingen koordinatbordet eller fräsenheten, eller bådadera i form av en
FF 400. Oavsett Ert val, ber vi Er läsa denna bruksanvisning innan Ni tar Er maskin i drift. Beakta särskilt säkerhetsanvisningarna och iakttag alltid tillbörlig försiktighet under arbetet.
Med hjälp av denna bruksanvisning
• lär man känna maskinen lättare.
• undviker man störningar till följd av felaktig betjäning
• förlänger man maskinens livslängd.
Se till att bruksanvisningen alltid finns till hands.
Denna maskin får betjänas endast av personer med ingående kännedom om dess funktion och uppbyggnad
och endast under förutsättning att bruksanvisningen beaktas.
PROXXON ansvarar inte för maskinens säkra funktion vid:
• handhavande som inte motsvarar normalt bruk,
• användning för andra ändamål än de som nämns i
bruksanvisningen,
• åsidosättande av säkerhetsföreskrifterna.
Era garantirättigheter gäller inte vid:
• felaktig betjäning
• bristfälligt underhåll
• användning av andra reservdelar än de från
PROXXON.
För Er egen säkerhets skull ber vi Er rigoröst beakta
säkerhetsföreskrifterna. Vi förbehåller oss att vidareutveckla våra produkter i takt med tekniska landvinningar.
Vi önskar Er lycka till med maskinen.
Page 55

- 55 -
Beskrivning av maskinen
Konstruktion
PF/FF 400 tillhör en kategori kallad vertikalpelarfräsmaskiner. En stabil, generöst dimensionerad pelare bär
upp fräshuvudet, bestående av motor, transmission och
spindelenhet. På själva fräshuvudet är dessutom vertikalmataren monterad och vid pelaren sitter en handmatningsratt för exakt inställning av bearbetningshöjden. Vertikalmatningen möjliggör borrning som komplement. Elsystemet är inrymt i transmissionshuset och
manöverelementen är placerade på framsidan av det
senare. Fräsenheten kan valfritt kombineras med ett
koordinatbord (utförandet FF 400 levereras med KT
400, men även KT 250 kan användas) eller med svarvsystemet PD 400 (PF 400). I det senare fallet kan fräsen skruvas fast vid maskinbädden och det medföljande fräsbordet sätts då fast på svarvens support.
Inom ramen för finfrässystemet 400 erbjuder vi Er nedanstående alternativ.
Leveransomfattning
KT 400:
Koordinatbord
Bruksanvisning och säkerhetsföreskrifter
PF 400:
Frässpindel, komplett med motor och remväxel
Pelare (Ø 45 mm)
Monteringsblock för svarv (ingår inte i leveransen
av FF 400)
Spännhylsor Ø 6, 8, 10 och 12 mm inkl. låsmutter
Fräsbord med T-spår (150x110 mm, ingår inte i leve-
ransen av FF 400)
Verktygstillbehör
Bruksanvisning och säkerhetsföreskrifter
FF 400:
Omfattar fräsverket PF 400, komplett med koordinatbordet KT 400, dock inte fräsbordet pos. 16 och monteringsfoten pos. 12 på bild 1.
Totalbild av fräsen PF 400 (bild 1)
1. Motor
2. Kåpa
3. Strömställare Till / Från
4. Omkopplare
5. Tabell
6. Räfflad skruv för kåpan
7. Låsmutter för spännhylsa
8. Klämskruv för dubbrör
9. Skala för djupinställning
10. Matarspak
11. Pelare (Ø 45 mm)
12. Monteringsblock för svarv
13. Handratt för finjustering av höjdinställningen.
14. Klämskruv för höjdinställningen
15. Skala för vinkelinställning
16. Fräsbord för svarven PD 400
(pos. 12 och 16 gäller endast PF 400 och ingår således
inte i leveransen av fräsen FF 400)
Totalbild av koordinatbordet KT 400 (bild 2)
1. Handratt för längdmatning (matningssträcka 310 mm)
2. Arbetsbord (400 mm x 125 mm)
3. Inställningsskruvar för tvärgejd
4. Skruvhål för fastsättning
5. Bottenplatta
6. Handratt för tvärmatning (matningssträcka 80 mm)
7. Support
8. Skruvar för pelarklämman
9. Linjal
10. Inställningsskruvar för längsgejd
Tekniska data för fräsen PF 400
Spänning: 220 – 240 Volt, 50/60 Hz
Effekt: 400 Watt
6 Spindelvarvtal genom omläggning av remmen:
180, 350, 550, 800, 1300 och 2500 v/min
Dubbrörsslag: 30 mm
Vertikal inställningssträcka: ca. 300 mm
Matning: 1,5 mm/varv
Bulleremission: ≤ 70 dB(A)
Vibrationer: ≤ 2.5 m/s2
Betr. mått, se bild 3
Vikt: ca. 15 kg
Page 56

- 56 -
Endast för drift i slutna utrymmen!
Förbrukade och trasiga maskiner får inte slängas
som avfall, utan de ska lämnas för återvinning.
Tekniska data för koordinatbordet KT 400
Arbetsyta: 400 mm x 125 mm
Längdmatningssträcka: 310 mm
Tvärmatningssträcka: 80 mm
Vikt: 23.5 kg
T-spårens dimensioner framgår av bild 4
Spåravstånd: 45 mm
Matningssträcka per varv: 2 mm
Matningssträcka per delstreck: 0,02 mm
Montering av fräsen
Montering på svarven PD400
Varning!
Innan monteringsarbetena är avslutade får nätkontakten under inga förhållanden sättas i, eftersom maskinen
då kan sättas igång av misstag. Risk för personskador!
1. Förankra svarven i ett stabilt underlag.
2. Sätt fast monteringsblocket 1 (bild 5) på svarven 3,
med hjälp av skruvarna 2.
3. Lossa skruvarna 3 (bild 6) och för in pelaren 1.
4. Dra åt skruvarna 3, så att pelaren späns fast.
5. Sätt fast fräsbordet 3 (bild 7) på svarvens support,
med hjälp av skruvarna 2 och fyrkantmuttrarna 1.
För två av skruvarna medföljer fyrkantmuttrar, vilka skall skjutas in i spåret på svarvsupporten. För
de båda andra skruvarna finns gänghål i själva
supporten.
Montering av fräsen i koordinatbordet KT 400
Anmärkning:
En säker och exakt funktion förutsätter att maskinen
sätts fast ordentligt på ett stabilt underlag.
1. Sätt fast koordinatbordet i underlaget medelst 4
skruvar M6 (ingår inte i leveransen) (bild 8).
2. För in pelaren i 45 mm-hålet och spänn fast den genom att dra åt skruvarna 1.
Observera!
Om pelaren endast med svårighet kan föras in i hålet 3,
så kan detta vidgas en aning med hjälp av skruven 4.
Denna skall därvid skruvas in endast en aning. Kom
dock absolut ihåg att dessförinnan lossa skruvarna 1.
När man sedan spänner fast pelaren igen, så måste
skruven 4 naturligtvis lossas igen.
Fräsenhetens användning
Varning!
Innan verktygsbyten och inställningsarbeten påbörjas
måste fräsens nätkontakt alltid dras ur.
Observera!
Tänk på att en kondensatormotor, som med alla sina
fördelar i tillämpningar för verktygsmaskiner används
här, även har den konstruktionsbetingade nackdelen att
den kan bli mycket varm. Detta tillstånd tyder inte på en
defekt, snarare på att motorn under en längre tid körts
på tomgång eller under obetydlig belastning. Undvik
därför dessa drifttillstånd och låt inte fräsen gå på tomgång i onödan.
Varning!
Beakta följande!
Alla motordrivna och manuellt drivna verktygsmaskinkomponenter utgör potentiella riskkällor med avseende
på personskador.Iakttag därför alltid ett tillräckligt säkerhetsavstånd och vidrör aldrig verktyg i rörelse!
Håll aldrig fast arbetsstycken enbart med handen, utan
spänn alltid upp dem ordentligt!
Page 57

- 57 -
Observera!
Fräsen är av säkerhetsskäl utrustad med ett så kallat
återstartskydd som förhindrar att fräsen överraskande
går igång igen efter ett kortvarigt strömavbrott under
driften. När korrekt spänning ligger an igen kan dock
fräsen startas som vanligt via tillslagsknappen.
Höjdinställning av spindeln
Frässpindeln på PF 400 kan ställas in i höjdled på två
sätt (bild 9):
1 Med hjälp av handratten 1
2 Med hjälp av matarspaken 2
Höjdinställning med handratten
1. Lossa låsspaken 3 (bild 9).
2. Ställ med handratten 1 in önskad höjd (1 varv motsvarar en matning på 1,5 mm).
3. Dra under alla omständigheter fast låsspaken 3
igen innan arbetet påbörjas!
Matning via borrspaken
1. Lossa låsspaken 4 (bild 9).
2. Lossa insexskruven 6 på skalringen 5 och ställ skalan på noll.
3. Dra fast skruven 6 igen.
4. Ställ in önskad höjd med hjälp av matarspaken 2 .
5. Dra fast låsspaken 4 igen.
Anmärkning:
Vid borrning med hjälp av matarspaken går man principiellt sett tillväga på samma sätt som beskrivits ovan,
men med den skillnaden att låsspaken 4 naturligtvis inte får dras åt igen medan arbetet pågår.
Omställning av frässpindeln
Hela frässpindeln kan vridas kring två axlar, dels kring
den vertikala (Z-axeln), dels kring horisontalaxeln.
Vridning kring vertikalaxeln
Lossa skruvarna 3 (bild 6) och vrid hela pelaren till önskad position. Dra sedan fast skruvarna igen.
På motsvarande sätt kan pelaren vridas i koordinatbordets hål på en FF 400:
Lossa därvid skruvarna 1 (bild 8) och vrid pelaren till
önskad position. Dra sedan fast skruvarna igen. Om
pelaren går trögt kan hålet vidgas med hjälp av spännskruven 4. När man sedan spänner fast pelaren igen, så
måste skruven 4 naturligtvis lossas igen.
Vridning kring horisontalaxeln
Lossa skruven 1 (bild 10) och vrid frässpindeln kring
horisontalaxeln. Ställ in önskat gradtal på skalan 2 och
dra fast skruven 1 igen.
Montering av spännhylsor
Varning!
För aldrig in enbart själva spännhylsan i spindeln!
Snäpp alltid fast spännhylsan i muttern dessförinnan!
Se alltid till att spännhylsans och fräsens diameter passar varandra.
Observera: Utöver de medföljande spännhylsorna kan
ytterligare storlekar ur vårt tillbehörssortiment rekvireras.Vänd Er till vår kundtjänst för ytterligare information.
Adressen finner Ni på baksidan av denna bruksanvisning.
Varning!
Förhindra oavsiktlig start genom att alltid dra ut stikkkontakten ur uttaget! Risk för personskador!
1. Lossa låsmuttern 4 (bild 11) på frässpindeln.
2. Sätt in önskad spännhylsa 5 (bild 12) i låsmuttern 4
och snäpp fast den med ett lätt axiellt tryck.
Page 58

- 58 -
3. För in låsmuttern 2 och spännhylsan i spindeln 1
(bild 11, se lilla bilden) och dra åt enheten lätt för
hand.
4. För in verktygsskaftet 3 i spännhylsan.
5. Dra åt låsmuttern med hjälp av den medföljande
nyckeln, såsom bild 11 visar.
6. För att ta bort spännhylsan lossar man låsmuttern 4
och drar ut verktyget.
7. Därefter tar man ut låsmuttern tillsammans med
spännhylsan 2 ur frässpindeln.
8. Frigör spännhylsan genom att pressa ned det medföljande rörstycket 6 (bild 12) över hylskonen och ta
sedan ut hylsan ur låsmuttern.
Inställning av spindelvarvtalet
Inställningen av spindelvarvtalet är nödvändig för att
anpassa verktygets avverkningshastighet efter egenskaperna hos det material som skall bearbetas och efter
verktygsgeometrin. En större verktygsdiameter vid ett
visst varvtal innebär samtidigt en högre periferihastighet och därmed kanske även för hög avverkningshastighet. För små verktygsdiametrar gäller naturligtvis
det omvända förhållandet. Varvtalet måste därför kunna
varieras. Fräsmotorns kraft överförs därför till spindeln
via en remväxel. Det handlar här om en tvåstegsväxel
med en mellanaxel för generell varvtalsreducering samt
två växelhjul med sinsemellan olika, parvis ordnade diametrar. Växelhjulen är förbundna med varandra via två
Poly-V-remmar, som genom sin tysta, mjuka gång och
sina överföringsegenskaper lämpar sig utmärkt för detta ändamål. Önskat varvtal väljs genom omläggning av
remmarna. Totalt finns 6 olika spindelvarvtal att välja
mellan: 180, 350, 550, 800, 1300 och 2500 v/min. Av
bild 15 framgår de enskilda varvtalens respektive remskivekombinationer.
Varning!
Dra alltid ut stickkontakten ur uttaget! Risk för personskador!
1. Lossa den räfflade skruven 1 (bild 13) och för transmissionskåpan 2 åt sidan.
2. Lossa fästskruvarna 1 (bild 14) en aning och skjut
transmissionshuset något åt höger tills den nedre
kilremmen slackar.
3. Flytta den nedre kilremmen 2 till önskad position.
Orientera Er med hjälp av dekalen på transmissionshusets insida.
4. Skjut tillbaks transmissionshuset åt vänster, tills kilremmarna är korrekt spända och dra sedan åt fästskruvarna (1) igen.
5. Sätt tillbaks transmissionskåpan och dra åt den räfflade skruven 1 (bild 13) igen.
Observera:
Remskydd resp. transmissionskåpa måste alltid sitta på
plats under drift.
Fräsning
Varning!
Använd alltid skyddsglasögon vid fräsning. Beakta under alla omständigheter säkerhetsföreskrifterna!
Principiellt gäller att arbetsstycket måste vara ordentligt
fastsatt inför bearbetningen, antingen på koordinatbordet, om maskinen i fråga är en FF 400, eller på svarvens fräsbord, om maskinen i fråga är en PF 400 i kombination med en PD 400.
För detta ändamål står olika alternativ till förfogande.
Spännjärn (t. ex. 24 257 från PROXXON) och skruvstycken (t. ex. 24 255 från PROXXON) lämpar sig väl
i detta avseende. För tillverkning av delningar kan
man dessutom använda sig exempelvis av delningsapparater eller chuckar. Exempel på spänndon och
tillbehör återfinns i vårt verktygsprospekt, samt i vår
"Handbok för kreativa modellbyggare" (Art.-nr.:28
996) som dessutom innehåller ytterligare värdefulla
tips och anvisningar.
Inställning av fräsdjupet
Beakta även avsnittet "Höjdinställning av spindeln". Där
förklaras de metoder man kan använda vid inställning
av lämplig spindelhöjd för olika tillämpningar. I praktiken
gör man först en grovinställning av spindeln (ca. 2 mm
ovanför arbetsstycket) efter det att arbetsstycket spänts
fast och fräsen spänts in. Fräsdjupet justerar man sedan under arbetets gång.
Page 59

- 59 -
Man kan därvid använda sig antingen av handratten eller vertikalmataren. Såväl handrattens som vertikalmatarens skalring kan därvid nollställas. Exempelvis kan
man, lämpligen innan (!) maskinen startas, sätta an fräsen lätt mot arbetsstycket och sedan ställa respektive
skalring på noll. I samband med inställningen av vertikalmatarens skalring måste man komma ihåg att dessutom lossa en skruv i enlighet med beskrivningen i
avsnittet "Höjdinställning av spindeln". Handrattens
skalring kan vridas utan vidare.
1. Sätt fast arbetsstycket ordentligt med hjälp av
spännjärn, skruvstycke eller chuck.
2. Ställ in önskad spindelhöjd grovt, med hjälp av handratten 1 (bild 9). Låsspaken 3 måste därvid vara
lossad, medan låsspaken 4 skall vara åtdragen!
3. Förvissa Er om att fräsen inte vidrör arbetsstycket.
4. Förvissa Er om att det rätta spindelvarvtalet är inställt.
5. Välj rotationsriktning! (Se avsnittet nedan).
6. Ställ in fräsdjupet. Detta gör man enklast med hjälp
av handratten 1 (bild 9). Låsspaken 3 skall därvid
vara lossad, medan låsspaken 4 skall vara åtdragen. Efter inställningen måste de båda låsspakarna
3 och 4 ovillkorligen hållas åtdragna.
7. Fräsdjupet kan alternativt regleras med hjälp av matarspaken 2 (bild 9). I så fall skall låsspaken 3 vara
åtdragen och när önskat djup ställts in med hjälp av
matarspaken 2, spärrar man denna genom att dra
åt låsarmen 4, varvid dubbröret späns fast.
8. Starta fräsmaskinen via strömställaren 3 (bild 1).
9. Arbeta med avpassad matning
Matning:
Se vid fräsning till att matningen alltid sker mot fräsens
skärriktning (bild 16).
Varning!
Använd uteslutande manuell matning! När fräsen tillämpas i kombination med svarven PD400 får bordet inte
matas via svarvens automatiska matning. Risk för person- och sakskador!
Tillbehör
I handeln förekommande fräsar med en maximal skaftdiameter på 12 mm och en verktygsdiameter på max.
40 mm kan användas. För ett optimalt arbetsresultat
måste såväl fräsen som fräsparametrarna (matning,
fräsdjup och varvtal) anpassas efter de aktuella arbetsbetingelserna och läggas till grund för valet av fräs.
Dessutom måste naturligtvis tabellen på fräsens transmissionskåpa beaktas.
Vi rekommenderar fräsinsatser ur vårt tillbehörsprogram, exempelvis skaftfrässatsen 24610 (2-5 mm), eller, för grövre arbeten, skaftfrässatsen med artikelnumret 24620 (6-10 mm).
Kugghjul med proportionstalet p=0,5 kan fräsas med
hjälp av kuggformfräsarna och delningsapparaten ur
vårt tillbehörsprogram. Med dessa verktyg kan kugghjul
med kuggantal från 12 till 54 tillverkas.
I specialhandeln finner Ni i vårt omfattande utbud
ytterligare lämpliga fräs- och borrverktyg i PROXXONkvalité. Där kan man rekommendera Er passande
PROXXON-produkter för just Ert fall av tillämpning .
Ett praktiskt tillbehör för exakt höjdinställning av spindeln är den i efterhand lättmonterade finmataren (Art.nr: 24 254). Denna produkt ger Er möjlighet att med
hjälp av en handratt (1 delstreck=0,025 mm) fininställa
bearbetningsdjupet synnerligen noggrant.
Reparation och underhåll
Varning!
Dra alltid ur nätkontakten innan Ni påbörjar reparationsoch underhållsarbeten!
Utbyte av remmarna
Skulle remmarna visa sig vara slitna, kan Ni byta ut
dem själv. Reservremmar erhåller Ni från PROXXON
Centralservice (adressen finner Ni på baksidan av denna bruksanvisning).
1. Lossa den räfflade skruven 1 (bild 13) och för transmissionskåpan åt sidan.
Page 60

2. Lossa fästskruvarna 1 (bild 14) en aning och skjut
transmissionshuset något åt höger tills den nedre
kilremmen slackar.
3. Skruva loss motorns skruvar 3 (bild 13).
4. Därefter kan de båda remmarna bytas. Observera att
remmarna är olika långa. Förväxla inte remmarna!
5. Skruva fast motorn igen
6. Lägg på den nedre kilremmen 2 (bild 14) i den position som motsvarar det önskade varvtalet. Orientera
Er med hjälp av dekalen på transmissionshusets insida.
7. Skjut tillbaks transmissionshuset åt vänster, tills kilremmen är korrekt spänd och dra sedan åt fästskruvarna (1) igen.
8. Sätt tillbaks transmissionskåpan och dra åt den räfflade skruven 1 (bild 13) igen.
Justering av spelet i koordinatbordets gejder
(gäller endast FF 400 och KT 400)
Skulle med tiden gejden för någon av koordinatbordets
axlar uppvisa ett alltför stort spel, så kan man rätta till
detta med hjälp av justerskruvarna 2 (bild 17 och 18).
Lossa därvid stoppmuttrarna 1 och skruva in justerskruvarna proportionellt tills spelet är eliminerat.Dra sedan
åt stoppmuttrarna igen.
Smörjning av maskinen
Rengör efter varje användning koordinatbordet och fräsen med hjälp av en mjuk trasa eller pensel. Olja därefter in koordinatbordets gejder lätt och fördela oljan genom att mata bordet fram- och tillbaks.
Använd aldrig tryckluft för rengöring av koordinatbordet.
Gejderna kan nämligen förstöras av inträngande spån.
Försäkra Er om en lång livstid för fräsen, genom att beakta smörjschemat på bild 19 (A: Oljesmörjning före
varje arbetspass / B: Månatlig oljesmörjning). Använd
för detta ändamål endast syrafri maskinolja från specialhandeln!
Rengöring och skötsel
Varning!
Dra alltid ur nätkontakten innan Ni rengör fräsen.
Risk för personskador!
Rengör maskinen med en pensel eller en sopborste
och/eller en mjuk trasa. Vid behov av rengöringsmedel
skall endast lösningsfria sådana användas.
Avfallshantering:
Kasta inte maskinen i hushållssoporna! Maskinen innehåller material som kan återvinnas. Vid frågor angående detta, var god vänd dig till ett lokalt återvinningsföretag eller renhållningen i din kommun.
EU-konformitetsförklaring
Vi förklarar med ensamt ansvar att denna produkt uppfyller kraven enligt följande EU-direktiv.
EU-lågspänningsdirektiv 73/23 EEC och
EU-maskindirektiv 98/037 EEC:
DIN EN 61029-1/12.2003
EU- EMK-direktiv 89/336/EEC:
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Kompetensområdet apparatsäkerhet
- 60 -
Page 61

- 61 -
Provozní návod
Fréza PF 400/křížový stůl KT 400
Fréza s křížovým stolem FF 400
Předmluva ..................................................................61
Popis stroje ................................................................62
Konstrukce..............................................................62
Objem dodání ........................................................62
KT 400 ................................................................62
PF 400 ................................................................62
FF 400 ................................................................62
Celkový pohled na frézu PF 400 (zob. 1) ................62
Celkový pohled na křížový stůl KT 400 (zob. 2)......62
Technické údaje frézy PF 400 ................................62
Technické údaje křížového stolu KT 400 ................63
Montáž frézy................................................................63
Upevnění na soustruhu PD400 ..............................63
Montáž frézy na křížový stůl KT 400 ......................63
Práce s frézou ............................................................63
Výškové přestavení vřetena....................................64
Výškové přestavení ručním kolečkem ................64
Přesunutí pákou k vrtání ....................................64
Vyklonění vřetena frézy ..........................................64
K vyklonění kolem výškové osy..........................64
K vyklonění kolem podélné osy..........................64
Montáž upínacích kleští ..........................................64
Nastavení počtu otáček vřetena ............................65
Frézovat ......................................................................65
Nastavení hloubky frézování ..................................65
Posuv......................................................................66
Příslušenství ................................................................66
Opravy a údržba..........................................................66
Výměna řemene......................................................66
Nastavení vůle vedení na křížovém stole
(zde jen FF 400 a KT 400) ......................................67
Mazání stroje ..........................................................67
Čištění a péče ........................................................67
Likvidace ................................................................67
EU-konformní prohlášení ............................................67
Seznam náhradních dílů..............................................76
Fréza PF 400 (24304)..............................................79
Křížový stůl KT 400 (24303) ....................................77
Předmluva
Vážený zákazníku!
V tomto návodu se nachází informace k PF 400 a k odpovídajícímu křížovému stolu KT 400. Obracíme se na
naše zákazníky, kteří si zakoupili křížový stůl, frézu, nebo oba předměty jako FF 400. Je jedno jak jste se rozhodli: ale přečtěte si tento návod před tím, než spustíte
Váš přístroj do provozu. Dodržujte obzvláště bezpečnostní upozornění a pracujte vždy obzvláště starostlivě.
K použití tohoto návodu
• ulehćí Vám poznat Váš přístroj.
• vyvarujete se poruchám, způsobených neodbornou
obsluhou přístroje
• zvýší životnost Vašeho přístroje.
Méjte tento návod výdy po ruce.
Obsluhujte Vaš přístroj jen s dobrými znalostmi a za
dodržování tohoto návodu.
PROXXON neručí za bezpečnou funkci přístroje, jestliže:
• se bude přístroj používat k jiným pracím, než k jeho
účelu,
• bude přístroj nasazen k pracím, které nejsou uvedeny v tomto návodu,
• se poruší bezpečnostní předpisy.
Záruka na přístroj zaniká při:
• chybách při jeho obsluze,
• nedostatečné údržbě přístroje,
• použití jiných, než PROXXON-n”hradních dílů.
Pro Vaši bezpečnost dodržujte nutně bezpečnostní
předpisy. Další vývoj ve smyslu technického pokroku si
vyhrazujeme. Přejeme Vám hodně úspěchů s Vašim
přístrojem.
Page 62

- 62 -
Popis stroje
Konstrukce
U PF/FF 400 se jedná o takzvanou svislou frézu se stojanem. Na stabilním a velkoryse dimenzovaném sloupku je upevněná frézovací hlava, která se skládá z motoru, převodů a vřetenové jednotky. Dále je na frězovací
hlavě zabudovaný posuv k vrtání, jakož i posuv ručním
kolečkem na sloupku k nastavení výšky opracování.
Posuv k vrtání umožňuje vrtání jako přídavné nasazení
přístroje. Elektrika je uložená ve skříni převodů a
ovládací elementy se nacházejí na přední straně převodové skříně. Fréza se dá dle volby kombinovat s křížovým stolem (jako FF 400 dodávaná s KT 400, možný je
i provoz s KT 250), nebo se soustružnickým systémem
PD 400 (PF 400). Zde se dá fréza upevnit na uložení
stroje, dodaný frézovací stůl se upevní na saně soustruhu.
Nabízíme Vám následující možnosti systému jemného
frézování 400 :
Objem dodání
KT 400:
Křížový stůl
Návod k obsluze a bezpečnostní předpisy
PF 400:
Vřeteno frézy kompletní s motorem a řemenovými př
evody
Sloupek (Ø 45mm)
Upevňovací blok pro soustruh (u FF 400 nepatří do ob-
jemu dodání)
Upínací kleště Ø 6, 8, 10 a 12 mm včetně přesouvací
matice
Frézovací stůl s T-drážkami (150x110 mm, u FF 400
nepatří do objemu dodání)
Obslužné nářadí
Návod k obsluze a bezpečnostní předpisy
FF 400:
Obsahuje kompletní frézu PF 400 s křížovým stolem KT
400, ale bez frézového stolu zob. 16 a upevňovací nohy poz. 12 v zob. 1.
Celkový pohled na frézu PF 400 (zob. 1)
1. Motor
2. Kryt
3. Vypínač
4. Přepínač
5. Tabulka
6. Korunkový šroub pro kryt
7. Přesuvná matice pro upínací kleště
8. Svěrací šroub pro pinolu
9. Stupnice pro nastavení hloubky
10. Páka k vrtání
11. Sloupek (ż 45 mm)
12. Upevňovací blok pro soustruh
13. Ruční kolečko k výškovému přestavení s jemným
posuvem
14. Upínací šroub k výškovému přestavení
15. Stupnice k přestavení úhlu
16. Frézovací stůl pro soustruh PD 400
(Pozice 12 a 16 nepatří do objemu dodání frézy FF 400,
tyto jsou obsaženy jen u PF 400)
Celkový pohled na křížový stůl KT 400 (zob. 2)
1. Ruční kolečko pro X-směr (délka dráhy 310 mm)
2. Pracovní stůl (400 mm x 125 mm)
3. Nastavovací śrouby pro Y-vedení
4. Otvory pro upevňovací šrouby
5. Noha stojanu
6. Ruční kolečko pro Y-směr (délka dráhy 80 mm)
7. Sáně
8. Šrouby k upevnění sloupku
9. Lineál
10. Nastavovací šrouby pro X-vedení
Technické údaje frézy PF 400
Napětí: 220 – 240 Volt, 50/60 Hz
Výkon: 400 Watt
6 různých počtú otáček přesunutím řemene:
180, 350, 550, 800, 1300 a 2500/min
Zdvih pinoly: 30 mm
Vertikální přestavení: cca 300 mm
Posuv: 1,5 mm/ot.
Vytváření hluku: ≤ 70 dB(A)
Vibrace: ≤ 2.5 m/s2
Rozměry viz zob. 3
Hmotnost: cca 15 kg
Page 63

- 63 -
K provozu jen v
uzavřených místnostech!
Pri likvidaci nevhazujte do domácího odpadu.
Technické údaje křížového stolu KT 400
Pracovní plocha: 400 mm x 125 mm
Dráha přestavení v X-směru: 310 mm
Dráha přestavení v Y-směru 80 mm
Hmotnost: 23.5 kg
Rozměry T-drážek viz zob. 4
Odstup drážek: 45 mm
Posuv za otáčku: 2 mm
Posuv za rysku: 0,02 mm
Montáž frézy
Upevnění na soustruhu PD400
Pozor!
Před ukončením montážných prací nezasuňte v
žádném případě zástrčku stroje do zásuvky. Stroj by
mohl být omylem zapnut. Nebezpečí zranění!
1. Soustruh upevnit na pevném podkladu.
2. Upevňovací blok 1 (zob. 5) upevnit se šrouby 2 na
soustruh 3.
3. Šroub 3 (zob. 6) povolit a vsunout sloupek 1.
4. Šroub 3 utáhnout a sevřít sloupek.
5. Frézovací stůl 3 (zob. 7) upevnit se šrouby 2 a
čtyřhrannými maticemi 1 na saně soustruhu. Pro
dva šrouby jsou přiložené čtyřhranné matice. Tyto
se vsunou do drážky saní soustruhu. Pro druhé
dva šrouby se nachází závitové otvory přímo v saních.
Montáž frézy na křížový stůl KT 400
Upozornění:
Bezpečná a precizní práce je možná jen tehdy, byl-li
přístroj řádně upevněn na stabilní pracovní ploše.
1. Křížový stůl upevnit na pracovní plochu 4 šrouby
M6 (nepatří do objemu dodání) (zob. 8).
2. Sloupek vsadit do 45 mm-otvoru a upevnit ho šroubem 1.
Pozor!
Bude-li se sloupek 2 těžko vsouvat do otvoru 3, pak
se tento dá trochu rozšířit šroubem 4. K tomu se tento
jen trochu natočí. Myslete nutně na to, že se napřed
povolí šroub 1. Při následujícím upevnění se musí samozřejmě povolit šroub 4!
Práce s frézou
Pozor!
Před nastavovacími prácemi a výměně nástrojů pokaždé vytáhnout zástrčku frézy ze zásuvky!
Pozor!
Vemte prosím na zřetel to, že zde použitý kondenzátorový motor se může i při všech svých výhodách použití
v obráběcích strojích velice zahřát. To není žádná
známka nějakého defektu, ale může se to stát, jestliže
motor poběží delší dobu ve volnoběhu, nebo jen s
nízkým zatížením. Snažte se vyvarovat těmto provozním stavům a nenechávejte běžet frézu delší dobu ve
volnoběhu.
Pozor!
Berte prosím v úvahu:
Motorem, nebo z manuálně poháněných dílů obrábě-
cích strojů vychází potenciální nebezpečí zranění! Dodržujte proto dostatečně velký odstup a pohybující se
nástroje nechytejte nikdy rukou!
Obrobky nikdy nedržet rukou, nýbrž je řádně upevnit!
Page 64

- 64 -
Upozornění!
Fréza je vybavená takzvanou ochranou proti novému
spuštění. Po krátkém přerušení napětí během provozu
se fréza z bezpečnostních důvodů znovu nerozběhne.
Fréza se dá při napojení správného napětí zcela
normálně spustit spínačem.
Výškové přestavení vřetena
Vřeteno frézy PF 400 se dá 2 způsoby výškově
přestavit (zob. 9):
1. Ručním kolečkem 1
2. Pákou k vrtání 2
Výškové přestavení ručním kolečkem
1. Povolit stavěcí šroub 3 (zob. 9).
2. Nastavit ručním kolečkem žádanou výšku (1 otočení kolečka odpovídá posuvu o 1,5 mm).
3. Stavěcí šroub 3 před zahájením práce znovu nutně
pevně utáhnout!
Přesunutí pákou k vrtání
1. Povolit stavěcí šroub 4 (zob. 9).
2. Povolit imbusový šroub 6 na prstenci stupnice 5 a
stupnici nastavit na nulu.
3. Šroub 6 znovu pevně dotáhnout.
4. Pomoci páky k vrtání 2 nastavit žádanou výšku.
5. Stavěcí šroub 4 znovu pevně utáhnout.
Upozornění:
Při vrtání pomocí páky k vrtání se principiálně postupuje jak výše uvedeno. Samozřejmě nesmí být ale stavěcí
šroub 4 při pracovním postupu znovu utažen!
Vyklonění vřetena frézy
Celé vřeteno frézy se dá vyklonit podle dvou os, jednou podle výškové (Z-) osy
a jednou podle podélné osy.
K vyklonění výškové osy:
Povolit šrouby 3 (zob. 6) a sloupek kompletně vyklonit
do žádané polohy. Pak šrouby znovu pevně utáhnout.
Analogicky se k tomu dá sloupek od FF 400 natočit v
otvoru křížového stolu:
K tomu povolit šrouby 1 (zob. 8) a sloupek vyklonit do
žádané polohy. Pak šrouby znovu pevně utáhnout. Při
těžkostech s přesunutím se dá otvor rozšířit rozpínacím
šroubem 4. Při následujícím upnutí se pak musí samozřejmě znovu povolit rozpínací šroub 4!
K vyklonění kolem podélné osy:
K vyklonění kolem podélné osy povolte šroub 1 (zob.
10) a vykloňte vřeteno frézy. Žádaný počet stupňů vyklonění nastavte na stupnici 2 a šroub 1 znovu pevně
dotáhnout.
Montáž upínacích kleští
Pozor!
Upínací kleště nikdy nevsadit samotné do vřetena!
Pokaždé nechat zapadnout upínací kleště do matice!
Vždy dbát na to, aby měly upínací kleště a fréza odpovídající průměry.
Berte na zřetel: kromě dodaných upínacích kleští jsou v
našem sortimentu náhradních dílů k dodání ještě další
velikosti upínacích kleští. Při dalších dotazech se
obrate na naše služby zákazníkům. Adresu služeb
zákazníkům naleznete na zadní straně tohoto návodu.
Pozor!
Nutně vytáhnout zástrčku ze zásuvky, aby se předešlo
neúmyslnému spuštění stroje! Nebezpečí zranění!
1. Povolit přesuvnou matici 4 (zob. 11) na vřetenu frézy.
2. Vložit do přesuvné matice 4 žádané upínací
kleště 5 (zob. 12) a nechat je zapadnout lehkým
axiálním tlakem.
Page 65

- 65 -
3. Přesouvací matici 2 s upínacími kleštěmi vsadit do
vřetena 1 (zob.11, viz malý obrázek) a lehce ji rukou
utáhnout.
4. Stopku nástroje 3 vsadit do upínacích kleští.
5. Pomocí přiloženého klíče pevně utáhnout
přesuvnou matici, jak zobrazeno v zob. 11.
6. K odstranění upínacích kleští povolit přesuvnou
matici 4 a nástroj 3 vytáhnout.
7. Nyní vyndat přesuvnou matici a upínací kleště 2
kompletně z vřetena frézy.
8. Upínací kleště vytlaćit dodanou trubkou 6 (zob. 12)
tlakem na kónus upínacích kleští a vyndat je z
přesouvací matice.
Nastavení počtu otáček vřetena
Nastavení počtu otáček vřetena je nutné, aby se rychlost řezání nástroje upravila vlastnostem upnutého
materiálu a geometrii nástroje. Nástroje velkých
průměrů znamenají při stejném počtu otáček i velkou
obvodovou rychlost a za určitých podmínek i příliš vysokou rychlost řezání. Opačně to platí samozřejmě
pro malé průměry nástrojů. Proto je nutné variovat
počet otáček vřetena. K tomu se přenáší motorová síla u frézy pomocí řemenových převodů na vřeteno.
Přitom se jedná o dvoustupňovou převodovku s předlohou ke všeobecnému snížení počtu otáček a dvěma
převodovými remenicemi s pokaždé párově různými
průměry. Tyto jsou spojeny s celkově dvěma poly-Vřemeny, které se pro tento účel hodí obzvláště pro jejich klidný chod a výtečné vlastnosti při přenášení síly.
Přesunutím řemenů se realizuje požadovaný počet
otáček. Celkově se dá nastavit 6 různých počtů
otáček vřetena: 180, 350, 550, 800, 1300 a 2500/min.
Zob. 15 ukazuje patřičné kombinace řemenic pro jednotlivé počty otáček.
Pozor!
Nutně vytáhnout zástrčku ze zásuvky! Nebezpečí zranění!
1. Povolit korunkový šroub 1 (zob. 13) a vyklopit kryt 2.
2. Lehce povolit upevňovací šrouby 1 (zob. 14) a těleso přesunout trochu doprava, až pokud se spodní
klínový řemen trochu neuvolní.
3. Spodní klínový řemen 2 přesadit do správné polohy. Orientujte se podle nálepky, která se nachází na
vnitřní straně tělesa.
4. Těleso znovu přesunout nazpět doleva, až pokud
nebude klínový řemen správně napnut a znovu
dotáhnout upevňovací šrouby (1).
5. Kryt tělesa znovu zavřít a znovu dotáhnout korunkový šroub 1 (zob. 13).
Pozor:
Kryt řemene, popř. kryt tělesa musí být během provozu
vždy uzavřen!
Frézovat
Pozor!
Při frézování noste vždy ochranné brýle. Nutně dodržujte bezpečnostní předpisy!
Obrobek musí být k opracování zásadně bezpečně
upevněn, bu na křížovém stole u FF 400, nebo na
frézovacím stole soustruhu u PF 400 v kombinaci s
PD 400.
K tomu stojí různé možnosti k dispozici: dobře se k tomu hodí upínací čelisti (např. 24 257 od PROXXON),
svěráky (např. 24 255 od PROXXON). Má-li se
provádět dělení, pak se může přídavně pracovat s dělícími aparáty, nebo sklíčidly. Příklady upínacích
prostředků a příslušenství naleznete v našem prospektu k přístroji, jakož i společně s dalšími hodnotnými informacemi v naší „Příručce pro kreativní modeláry“
(výr.-č.:28 996).
Nastavení hloubky frézování
Dodržujte přitom i odstavec „Výškové přestavení vřetena“. Zde je vysvětleno, jakými metodami se dá nastavit
výška frézovacího vřetene pro různé oblasti použití. V
praxi se postupuje tak, že se po upnutí obrobku nastaví vřeteno frézy po upnutí nože frézy jen hrubě (cca 2
mm nad obrobek) a hloubka frézování se pak přestaví
v průběhu práce.
Page 66

- 66 -
Přitom se může pracovat ručním kolečkem nebo pákou
k vrtání. Prstenec stupnice ručního kolečka, jakož i
páky k vrtání se dají přitom „vynulovat“. K tomu se
může např. před (!) zapnutím stroje frézovací nůž zcela
lehce nasadit na obrobek a potom nastavit na nulu odpovídající stupnici. Přitom dbát na to, že u prstence
stupnice páky k vrtání se musí napřed povolit jeden
šroub, jak popsáno ve „Výškovém přestavení vřetene“.
Prstenec stupnice ručního kolečka se jednoduše jen
natočí.
1. Obrobek bezpečně upevnit chapadly, svěrákem nebo sklíčidlem.
2. Hrubě nastavit výšku vřetene pomocí ručního kolečka 1 (zob. 9). K tomu musí být upínací šroub 3
otevřen, upínací šroub 4 musí být ale utažen!
3. Zabezpečit, aby se nůž frézy nedotýkal obrobku.
4. Zabezpečit, aby byl nastaven správný počet
otáček.
5. Zvolit směr otáčení! (Viz odstavec dolů).
6. Nastavit hloubku frézování. To funguje nejlíp ručním
kolečkem 1 (zob. 9). Přitom je upínací šroub 3
otevřen a upínací šroub 4 uzavřen. Po nastavení
nutně uzavřít oba upínací šrouby 3 a 4.
7. Alternativně můžete regulovat hloubku frézování i
pákou k vrtání 2 (zob. 9). Zde se utáhne upínací
šroub 3 a po manipulaci s pákou k vrtání 2 až do
žádané hloubky se tento upevní upnutím pinoly pomocí upínacího šroubu 4.
8. Zapnout frézu vypínačem 3 (zob.1).
9. Pracovat s odpovídajícím posuvem.
Posuv:
Při frézování dbát na to, aby posuv následoval vždy
proti směru řezání frézy (zob. 16).
Pozor!
Posuv provádět vždy jen manuálně! Při použití frézy v
kombinaci se soustruhem PD 400 nesmí být posuv
stolu řízen automatickým posuvem soustruhu. Nebezpečí zranění a poškození!
Příslušenství
Používat se můžou běžné frézovací nože s maximálním
průměrem stopky o 12 mm a průměrem nástroje do
max. 40 mm. Kvůli optimálnímu pracovnímu výsledku
je nutné sladit jak frézovací nože, tak i parametry frézování (posuv, hloubka frézování, počet otáček vřetene) s pracovními podmínkami a provést jejich volbu. K
tomu se musí samozřejmě brát v úvahu tabulka v krytu
klínových řemenů frézy.
Můžeme Vám doporučit frézovací vložky z našeho programu příslušenství, jako např. sadu frézovacích nožů
(2-5 mm) 24610 nebo, pro větší práce sadu frézovacích
nožů (6-10 mm) s číslem výrobku 24620.
Ozubená kola s modulem m=0,5 se dají frézovat s noži
k frézování ozubených kol a dělícím aparátem z našeho
programu příslušenství. Tímto se dají realizovat ozubená kola od 12-54 zubů.
Další odpovídající frézovací a vrtací nástroje v
PROXXON-kvalitě z našeho bohatého programu naleznete v odborných prodejnách. Tam se Vám i doporučí
pro Vaše speciální nasazení odpovídající PROXXONvýrobek.
Smyslným příslušenstvím k přesnému výškovému
přestavení vřetena je dodatečně jednoduše zabudovatelný jemný posuv (výr.-č: 24 254). Zde se dá volitelně
ručním kolečkem (dělení 1 ryska=0,025 mm) obzvláště
jemně nastavit hloubka opracovávání.
Opravy a údržba
Pozor!
Před všemi opravnými a údržbářskými pracemi
vytáhnout zástrčku přístroje ze zásuvky!
Výměna řemenů
Opotřebují-li se klínové řemeny, můžete je vyměnit
sám. Náhradní řemeny obdržíte u PROXXON centrálního servisu (adresa se nachází na zadní straně tohoto
návodu).
1. Vyšroubovat korunkový šroub 1 (zob. 13) a vyklopit
kryt tělesa.
Page 67

2. Lehce uvolnit upínací šrouby 1 (zob. 14) a těleso
přesunout trochu doprava, až pokud se spodní klínový řemen uvolní.
3. Motor odšroubovat ze šroubů 3 (zob. 13).
4. Nyní se můžou vyměnit oba řemeny. Berte následující v ůvahu: řemeny nejsou stejně dlouhé! Nezaměňte řemeny!
5. Motor znovu našroubovat.
6. Přesadit spodní klínový řemen 2 (zob. 14) do požadovanému počtu otáček správné pozice. Orientujte
se podle nálepky, která se nachází na vnitřní straně
tělesa.
7. Těleso přesunout doleva, až pokud nebudou klínové řemeny správně napjaty a znovu zašroubovat
upevňovací šrouby (1).
8. Kryt tělesa znovu zavřít a znovu utáhnout korunkový šroub 1 (zob. 13).
Nastavení vůle vedení křížového stolu
(zde jen FF 400 a KT 400)
Bude-li mít během doby vedení jedné osy na křížovém
stole příliš velkou vůli, tak se dá tato nastavit pomocí
nastavovacích šroubů 2 (zob. 17 a 18). K tomu povolit
kontramatice 1 a rovnoměrně zašroubovat nastavovací
šrouby, až pokud nebude vůle odstraněna. Pak pevně
utáhnout kontramatice.
Mazání stroje
Po použití očistit křížový stůl a frézu měkkým hadrem
nebo štětcem. Na křížovém stole pak lehce naolejovat
vedení a rozdělit posouváním křížového stolu.
Křížový stůl nikdy nečistit stlačeným vzduchem, poněvadž by vedení mohla být poškozená vstupujícími
třískami.
Aby se zaručila dlouhá životnost frézy, dodržujte prosím plán mazání, uvedený v zob. 19 (A: naolejování
před každým začátkem práce / B: měsíční naolejování).
Používejte k tomu jen kyseliny neobsahující strojový
olej z odborných prodejen!
Čištění a péče
Pozor!
Před čištěním vytáhněte zástrčku frézy ze zásuvky.
Nebezpečí zranění!
Čistěte stroj jen štětcem, ručním kartáčem a/nebo
měkkým hadrem. Podle potřeby použijte čistící
prostředek neobsahující ředidla.
Likvidace:
Prosím nevyhazujte pfiístroj do domovního odpadu!
Pfiístroj obsahuje hodnotné látky, které mohou b˘t recyklovány. Pokud budete mít dotazy, obraÈte se prosím
na místní podnik pro likvidaci odpadu nebo jiné podobné místní zafiízení.
EU-konformní prohlášení
Prohlašujeme na naši odpovědnost, že tento výrobek
splńuje předpisy následujících EU-směrnic:
EU-nízkoproudová směrnice 73/23 EWG a EUsměrnice o strojích 98/037 EWG:
DIN EN 61029-1/12.2003
EU-EMV-směrnice 89/336/EWG:
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
Obchodní oblast bezpečnost přístrojů
- 67 -
Page 68

- 68 -
Kullanım kılavuzu
Freze PF 400/Çapraz masa KT 400
Freze ile çapraz masa FF 400
Önsöz..........................................................................68
Makinenin açıklaması..................................................69
Yapı ........................................................................69
Teslimat kapsamı ....................................................69
KT 400 ................................................................69
PF 400 ................................................................69
FF 400 ................................................................69
Freze PF 400'e genel bakıfl (fiekil 1)......................69
Çapraz masa KT 400'e genel bakıfl (fiekil 2)..........69
Freze PF 400'ün teknik verileri................................69
Çapraz masa KT 400'ün teknik verileri ..................70
Frezenin montajı..........................................................70
Tafllama makinesi PD400'e takma..........................70
Frezenin çapraz masa KT 400'e montajı ................70
Freze tertibatı ile çalıflma ............................................70
Milin yükseklik ayarı ................................................71
El çarkıyla yükseklik ayarı ..................................71
Delme kolu üzerinden ileriye sürme ..................71
Freze milini sallama ................................................71
Yükseklik ekseni etrafında döndürmek için ........71
Uzunluk ekseni etrafında döndürmek için ..........71
Germe penselerinin montajı....................................71
Mil devir sayısının ayarı ..........................................72
Frezeler ......................................................................72
Freze derinli¤inin ayarı............................................72
‹leriye sürme ..........................................................73
Aksesuarlar ................................................................73
Bakım ve onarım ........................................................73
Kayıflları de¤ifltirme ................................................73
Çapraz masa kılavuzlarının aralı¤ını ayarlama
(burada yalnızca FF 400 ve KT 400) ......................74
Makineyi ya¤lama ..................................................74
Temizleyiniz ve bakımını yapınız ............................74
Cihacın ortadan kaldırılması (Atılması) ..................74
AB - Uygunluk Beyanı ................................................74
Yedek parça listeleri ....................................................76
Freze tertibatı PF 400 (24304)................................79
Çapraz masa KT 400 (24303) ................................77
Önsöz
Sevgili müflterimiz!
Bu kullanım kılavuzunda PF 400 ve uygun çapraz masa
KT 400 ifllenmifltir. Çapraz masayı, freze tertibatını
veya FF 400 olarak ikisini birden alan müflterilerimize
yöneliktir. Nasıl karar vermifl olursanız olunuz: Cihazı
kullanmaya bafllamadan önce bu kullanım kılavuzunu
okuyunuz. Güvenlik uyarılarına özellikle dikkat ediniz ve
daima gerekli özeni gösteriniz.
Bu kullanım kılavuzunun kullanımı,
• cihazı ö¤renmenizi kolaylafltırır.
• yanlıfl kullanımdan kaynaklanan arızaları önler ve
• cihazınızın kullanım ömrünü artırır.
Bu kullanım kılavuzunu daima el altında tutunuz.
Bu cihazı yalnızca kullanım kılavuzuna iyice vakıf olduktan sonra ve gerekti¤i flekilde uyarak kullanınız.
PROXXON afla¤ıdaki durumlarda, cihazın güvenli bir
flekilde çalıflması için hiçbir sorumluluk kabul etmez:
• Normal kullanıma uygun olmayan her türlü kullanım,
• bu kullanım kılavuzunda belirtilmeyen, farklı kullanım amaçları için kullanıldı¤ında,
• Güvenlik talimatlarına uyulmadı¤ında.
Afla¤ıdaki durumlarda, garantiden do¤an hiçbir
hakkınız bulunmaz:
• Kumanda hataları
• Eksik bakım
• PROXXON yapımı olmayan yedek parçaların
kullanımı
Kendi güvenli¤iniz için lütfen güvenlik talimatlarına kesinlikle uyunuz. Teknik ilerlemeden kaynaklanan
gelifltirmeler ve de¤ifliklikler yapma hakkımız saklıdır.
Cihazı güle güle kullanınız.
Page 69

- 69 -
Makinenin açıklaması
Yapı
PF/FF 400, ayaklı bir dikey freze makinesidir. Motor,
tahrik ve mil biriminden oluflan freze kafası sa¤lam ve
genifl boyuttaki bir sütuna yerlefltirilmifltir. Ayrıca freze
kafasına delmenin ileriye sürülmesi ve sütunda, iflleme
yüksekli¤inin hassas ayarı yapmanıza yardımcı olacak
bir el çarkı çıkıntısı takılmıfltır. Delmenin ileriye sürülmesi, ek delme çalıflmaları yapmanızı sa¤lar. Elektrik
tesisatı vites kutusuna yerlefltirilmifl olup, kumanda elemanları ise vites kutusunun ön kısmında bulunur. Freze
birimi iste¤e ba¤lı olarak bir çapraz masa (FF 400 olarak KT 400 ile birlikte gelir, ancak KT 250 ile birlikte de
çalıfltırılabilir) veya tafllama makinesi sistemi PD 400
(PF 400) ile de birlefltirilebilir. Freze burada makine
yata¤ına vidalanabilir, ekte gelen freze tezgahı ise
tafllama makinesinin deste¤ine takılır.
Hassas freze sistemi 400 size afla¤ıdaki imkanları
sa¤lar:
Teslimat kapsamı
KT 400:
Çapraz masa
Kullanım kılavuzu ve güvenlik talimatları
PF 400:
Freze mili ile motor ve kayıfl tahriki
Sütun (çapı 45mm)
Tafllama makinesi için takma blo¤u
(FF 400'ün teslimat kapsamına dahil de¤ildir)
Germe penselerinin çapı 6, 8, 10 ve 12 mm, bafllık
somunu dahil
T somunlu freze masası (150x110 mm, FF 400'ün
teslimat kapsamına dahil de¤ildir)
Kumanda aleti
Kullanım kılavuzu ve güvenlik talimatları
FF 400:
Freze tesisi PF 400 ile çapraz masa KT 400'ün tamamını kapsar, ancak buna flekil 1'deki freze masası
nokta 16 ve ba¤lantı aya¤ı nokta 12 dahil de¤ildir.
Freze PF 400'e genel bakıfl (fiekil 1)
1. Motor
2. Kapak
3. Açma/kapama flalteri
4. De¤ifltirme flalteri
5. Tablo
6. Kapak için tırtıllı vida
7. Germe pensesi için bafllık somunu
8. Man_on için sıkıfltırma cıvatası
9. Derinlik ayarı için kadran
10. Delme kolu
11. Sütun (çapı 45 mm)
12. Tafllama makinesi için takma blo¤u
13. Hassas ileriye sürülmeli yüksek ayar için el çarkı
14. Yükseklik ayarı için sıkıfltırma vidası
15. Açı ayarı için kadran
16. Tafllama makinesi PD 400 için freze masası
(Nokta 12 ve 16, freze FF 400'nin teslimat kapsamına
dahil olmayıp, yalnızca PF 400'ün kapsamına dahildir)
Çapraz masa KT 400'e genel bakıfl (fiekil 2)
1. X yönü için el çarkı (sürüfl yolu 310 mm)
2. Çalıflma tezgahı (400 mm x 125 mm)
3. Y kılavuzu için ayarlama vidaları
4. Ba¤lantı için vida delikleri
5. Destek aya¤ı
6. Y yönü için el çarkı (sürüfl yolu 80 mm)
7. Destek
8. Sütun sıkıfltırması için vidalar
9. Cetvel
10. X kılavuzu için ayarlama vidaları
Freze PF 400'ün teknik verileri
Gerilim: 220 – 240 Volt, 50/60 Hz
Güç: 400 Watt
Kayıflı çevirerek 6 mil devir sayısı:
180, 350, 550, 800, 1300 ve 2500/dak
Man_on kaldırma: 30 mm
Dikey ayar yolu: yakl. 300 mm
‹leriye sürme: 1,5 mm/devir
Ses olu_umu: = 70 dB(A)
Sarsıntılar: = 2,5 m/s2
Ölçüler için bakınız flekil 3
A¤ırlık: yakl. 15 kg
Page 70

- 70 -
Yalnızca kapalı odalarda
çalıfltırmak içindir!
Makina’n›n geri dönüflümünü ev art›klar›
üzerinden yapmay›n.
Çapraz masa KT 400'ün teknik verileri
Çalıflma zemini: 400 mm x 125 mm
X yönündeki ayar yolu: 310 mm
Y yönündeki ayar yolu 80 mm
A¤ırlık: 23.5 kg
T somunlarının ölçüleri: bakınız flekil 4
Somun mesafesi: 45 mm
Devir baflına ileriye sürme: 2 mm
Bölme çizgisi baflına ileriye sürme: 0.02 mm
Frezenin montajı
Tafllama makinesi PD400'e takma
Dikkat!
Montaj iflleri tamamlanmadan önce fiflini kesinlikle takmayınız, aksi takdirde makine yanlıfllıkla çalıfltırılabilir.
Yaralanma tehlikesi vardır!
1. Tafllama makinesini sa¤lam bir zemine sabitleyiniz.
2. Takma blo¤u 1'i (flekil 5) vidalarla 2 tafllama makinesi 3'e takınız
3. Vida 3'ü (flekil 6) sökünüz ve sütun 1'i takınız.
4. Sütunu sıkıfltırmak için vida 3'ü sıkınız.
5. Freze masasını 3 (flekil 7), vidalar 2 ve dört köfleli
somunlar 1 ile tafllama makinesinin deste¤ine
takınız. ‹ki vida için dört köfleli somunlar eklenmifl
olup, bunlar tafllama makinesi deste¤inin deli¤ine
sokulur. Di¤er iki vida için deste¤in kendisinde vida
yuvaları bulunur.
Frezenin çapraz masa KT 400'e montajı
Uyarı:
Güvenli ve düzgün bir çalıflma yalnızca cihaz düzgün
bir flekilde sa¤lam bir çalıflma zeminine takıldı¤ı takdirde mümkündür.
1. Çapraz masayı çalıflma zeminine, (teslimat kapsamına dahil olmayan) 4 vida M6 ile takınız (flekil 8).
2. Sütunu 45 mm derinli¤indeki deli¤e sokunuz ve
vidalar 1 ile sıkıfltırınız
Dikkat!
Sütun 2 yalnızca çok zor bir flekilde delik 3'e takıldı¤ı
takdirde, bunu vida 4 ile biraz geniflletebilirsiniz. Bunun
için vidayı biraz içeriye vidalamanız yeterlidir. Ancak vidalar 1'i önce sökmeyi unutmayınız. Daha sonra
sıkıfltırma yaparken vida 4'ün elbette tekrar sökülmüfl
olması gerekir!
Freze tertibatı ile çalıflma
Dikkat!
Freze üzerinde yapılacak olan tüm ayarlama ifllerinden
ve alet de¤iflikliklerinden önce fiflini çekiniz!
Dikkat!
Lütfen burada kullanılan kondansatör motorunun tüm
avantajlarıyla birlikte, yapısına ba¤lı olarak takım tezgahlarında kullanıldı¤ında çok fazla ısınabilece¤ini unutmayınız. Bu bir arıza bulundu¤u anlamına gelmez ve
motorun uzun bir süre boflta veya yalnızca çok az bir
yükle çalıflması da söz konusu olabilir. Lütfen bu
çalıflma durumlarından uzak durmaya çalıflınız ve frezenizin boflta çalıflarak fiyatın geçmesine izin vermeyiniz.
Dikkat!
Lütfen afla¤ıdaki noktalara dikkat ediniz:
Takım tezgahlarının motorla veya manüel olarak tahrik
edilen tüm parçalarından potansiyel bir yaralanma tehlikesi de do¤ar! Bu nedenle lütfen daima yeterli mesafe
olmasını sa_layınız ve asla hareket halindeki aletlerin
içine elinizi uzatmayınız!
Üretilen parçaları asla elinizle tutmayıp, daima uygun
bir flekilde gerdiriniz!
Page 71

- 71 -
Bilgi!
Freze, tekrar çalıflma koruması adındaki özellikle donatılmıfltır: Çalıflma sırasındaki kısa süreli gerilim kesintilerinde freze güvenlik nedeniyle tekrar kendili¤inden
bafllamaz. Ancak do¤ru gerilim bulundu¤unda frezeyi
çalıfltırma dü¤mesine basarak normal bir flekilde tekrar
çalıfltırabilirsiniz.
Milin yükseklik ayarı
PF 400'ün freze milinin yüksekli¤i 2 flekilde ayarlanabilir
(flekil 9):
1. El çarkı 1 ile
2. Delme kolu 2 ile
El çarkıyla yükseklik ayarı
1. Ba¤lama vidası 3'ü (flekil 9) sökünüz.
2. El çarkı 1 ile istedi¤iniz yüksekli_i ayarlayınız
(1 kez çevirme, 1,5 mm ileriye sürmeye eflittir).
3. Ba¤lama vidası 3'ü çalıflmadan önce kesinlikle
tekrar sıkınız!
Delme kolu üzerinden ileriye sürme
1. Ba¤lama vidası 4'ü (flekil 9) sökünüz.
2. Kadran halkası 5'teki iç altı köfleli vida 6'yı sökünüz
ve kadranı sıfıra getiriniz.
3. Vida 6'yı tekrar sıkınız.
4. Delme kolu 2 ile istedi¤iniz yüksekli¤i ayarlayınız.
5. Bafllama vidası 4'ü tekrar sıkınız.
Uyarı:
Delme koluyla delerken prensip olarak aynen yukarıda
açıklandı¤ı flekilde hareket edilir. Ancak tabii ki vida
4'ün çalıflma ifllemleri sırasında tekrar sıkılmaması
gerekir!
Freze milini sallama
Freze milinin tamamını iki eksen etrafında döndürebilirsiniz; bir yükseklik (Z) ekseni etrafında, bir de uzunluk
ekseni etrafında.
Yükseklik eksen etrafında döndürmek için:
Vidaları 3 (flekil 6) sökünüz ve sütunun tamamını istedi¤iniz konuma çeviriniz. Ardından vidaları tekrar
sıkınız.
Bunun yerine, çapraz masanın deli¤indeki FF 400'deki
sütununu da çevirebilirsiniz:
Bunun için vidaları 1 (flekil 8) sökünüz ve sütunu
istedi¤iniz konuma çeviriniz. Ardından vidaları tekrar
sıkınız. Zorlanma olması durumunda delik germe vidası
4 ile geniflletilebilir. Daha sonra sıkıfltırma yaparken vida
4'ün elbette tekrar sökülmüfl olması gerekir!
Uzunluk ekseni etrafında döndürmek için:
Uzunluk ekseni etrafında döndürmek için vida 1'i
(flekil 10) sökünüz ve freze milini çeviriniz. Kadran
2'de istedi_iniz derece sayısını ayarlayınız ve vida 1'i
tekrar sıkınız.
Germe penselerinin montajı
Dikkat!
Milin içine asla yalnızca germe pensesini sokmayınız!
Daima germe pensesini önce somunun içine yerlefltiri-
niz! Daima germe pensesi ve frezenin uygun çapta olmasını sa¤layınız.
Lütfen afla¤ıdaki noktalara dikkat ediniz: Ekte gelen
germe penselerine ek olarak, aksesuarlarımızın
arasında daha baflka numaraları da bulunur. Di¤er sorularınız için lütfen müflteri hizmetleri birimimize baflvurunuz. Adresi bu kullanım kılavuzunun arkasında bulabilirsiniz.
Dikkat!
‹stenmeden çalıfltırmanın önüne geçmek için muhakkak
fifli prizden çekiniz! Yaralanma tehlikesi vardır!
1. Freze milindeki bafllık somunu 4'ü (flekil 11) sökünüz.
2. ‹stedi¤iniz germe pensesini 5 (flekil 12) bafllık somunu 4'e sokunuz ve hafif bir eksenel basınç uygulayarak yerine yerleflmesini sa¤layınız.
Page 72

- 72 -
3. Bafllık somunu 2'yi germe pensesiyle birlikte mil 1'e
sokunuz (flekil 11, bakınız küçük resim) ve elle hafifçe çeviriniz.
4. Alet 3'ün flaftını germe pensesine sokunuz.
5. Ekte gelen anahtarın yardımıyla bafllık somununu
flekil 11'de gösterildi¤i gibi sıkınız.
6. Germe pensesini çıkartmak için bafllık somunu 4'ü
sökünüz ve alet 3'ü dıflarıya çekip çıkartınız.
7. fiimdi bafllık somununu germe pensesi 2 ile freze
milinden tamamen çıkartınız.
8. Germe pensesini ekte gelen boru parçası 6 ile
(flekil 12), germe pensesinin konisine basarak
yerinden çıkartınız ve bafllık somunundan
çıkartınız.
Mil devir sayısının ayarı
Mil devir sayısının ayarı, aletin kesme hızını gerilecek
olan maddelerin özelliklerine ve aletin geometrisine
uygun hale getirmek için gereklidir. Alet çapının büyük
olması, devir sayısı aynı kalmak flartıyla çevresinin ve
buna ba¤lı olarak da kesim hızının büyük olaca¤ı anlamına gelir. Alet çapının küçük olması için de tabii ki
bunun tersi geçerlidir. Bu nedenle, devir sayısının
de¤ifltirilebilmesi gerekir. Bunun için frezedeki motorun gücü bir kayıfl tahriki üzerinden mile aktarılır. Burada söz konusu olan, iki kademeli bir tahrik olup, bunun genel devir sayısı azaltmak için bir ara mili ve çift
olarak farklı çapları olan iki marfl difllisi bulunur. Bunlar
toplam iki adet çoklu V kayıflı ile ba¤lanıp, bunlar
çalıflma rahatlı¤ı ve aktarma özelliklerinden dolayı bu
kullanım amacı için çok uygundur. Kayıflın yeri de¤ifltirilerek gerekli mil devir sayıları sa¤lanır. Toplam 6 mil
devir sayısı ayarlanabilir: 180, 350, 550, 800, 1300 ve
2500/dak. flekil 15, devir sayılarının ilgili kayıfl diski
kombinasyonlarını gösterir.
Dikkat!
Fifli muhakkak prizden çekiniz! Yaralanma tehlikesi
vardır!
1. Tırtıllı vida 1'i (flekil 13) sökünüz ve gövde kapa¤ı
2'yi açınız.
2. Ba¤lantı vidaları 1'i (flekil 14) hafifçe gevfletiniz ve
alt V kayıflı gevfleyene kadar gövdeyi biraz sa¤a
kaydırınız.
3. Alt V kayıflı 2'yi gerekli konuma getiriniz. Gövdenin
iç kısmındaki etikete bakarak ayarlayınız.
4. V kayıflı iyice gerilene kadar gövdeyi tekrar sola
kaydırınız ve ba¤lantı vidalarını (1) tekrar sıkınız.
5. Gövde kapa¤ını tekrar kapayınız ve tırtıllı vida 1'i
(flekil 13) tekrar sıkınız.
Dikkat:
Kayıfl kapa¤ı veya gövde kapa¤ı çalıflma sırasında
daima kapalı olması gerekir!
Frezeler
Dikkat!
Freze ifllemleri sırasında daima koruyucu bir gözlük
takınız. Lütfen güvenlik talimatlarına kesinlikle uyunuz!
Prensip olarak üretilen parçaların çalıflma için, FF
400'deki çapraz masasında veya PD 400 ile bir kombinasyon halinde tafllama makinesinin PF 400'deki freze masasında sa¤lam bir flekilde sabitlenmesi gerekir.
Bunun için kullanabilece¤iniz farklı seçenekler vardır:
Bunun için en uygunu, sıkma plakası (örne¤in
PROXXON'un 24 257'si) ve mengene kıskaçlarıdır
(örneflin PROXXON'un 24 255'i). Bazı bölünmelerin
yapılması gerekti¤i takdirde, örne¤in ek olarak bölme kafaları veya torna aynası giriflleri ile de çalıflılabilir. Germe
aletleri ve aksesuar örneklerini cihazınızın broflüründe ve
de¤erli di¤er uyarılarla birlikte "Yaratıcı model yapıcıları
için elkitabı" (ürün no:28 996) içinde bulabilirsiniz.
Freze derinli¤inin ayarı
Lütfen ayrıca "Milin yükseklik ayarı" bölümüne de
bakınız. Burada, freze milinin yüksekli¤inin de¤iflik uygulama alanları için hangi yöntemlerle ayarlanabildi¤i
açıklanır. Pratikte, önce üretilen parçası sıkıfltırıldıktan
sonra freze gerilip, milin kaba ayarı (parçanın yaklaflık
2 mm üstünde) ayarlanır ve ardından frezenin derinli¤i
çalıflma sırasında ayarlanır.
Page 73

- 73 -
Bu sırada el çarkı veya delmenin ileriye sürülmesi ile
çalıflabilirsiniz. Bunun için el çarkının ve delmenin ileriye sürülmesinin kadran halkaları da "sıfırlanabilir". Bunun için örne¤in amacına uygun bir flekilde makine
çalıfltırılmadan önce (!) frezeyi üretilen parçanın üstüne
çok hafif bir flekilde yerlefltirebilir ve ardından ilgili kadran halkasını sıfıra ayarlayabilirsiniz. Burada, delmenin ileriye sürülmesinin kadran halkasında, "Milin delme
çıkıntısı" altında açıklandı¤ı flekilde bir vidanın sökülmesi gerekti¤ini unutmayınız. El çarkının kadran halkası sadece çevrilir.
1. Üretilen parçayı sıkma plakası, mengene kıskacı
veya torna aynası ile sa¤lam bir flekilde ba¤layınız.
2. ‹stedi¤iniz mil yüksekli¤ini kaba bir flekilde el çarkı 1
ile (flekil 9) ayarlayınız. Bunun için ba¤lama vidası
3'ün açık, ba¤lama vidası 4'ün ise sıkılmıfl olması
gerekir!
3. Frezenin üretilen parçaya temas etmemesini
sa¤layınız.
4. Do¤ru mil devir sayısının ayarlanmıfl olmasını
sa¤layınız.
5. Dönme yönünü seçiniz! (Afla¤ıdaki bölüme bakınız).
6. Frezenin derinli_ini ayarlayınız. Bunu en iyi el
çarkı 1 (flekil 9) ile ayarlayabilirsiniz. Bu sırada
ba_lama vidası 3 açık, ba¤lama vidası 4 ise
kapalıdır. Ayarladıktan sonra muhakkak ba¤lama
vidaları 3 ve 4'ü kapalı tutunuz.
7. Alternatif olarak freze derinli¤ini delme kolu 2
(flekil 9) ile de ayarlayabilirsiniz. Burada ba¤lama
vidası 3 sıkılır ve delme kolu 2 istenen derinli¤e
kadar çalıfltırıldıktan sonra, manflonun kıskaçlarıyla,
ba¤lama vidası 4 sıkılarak durdurulur.
8. Freze makinesini flalter 3'ten (flekil 1) açınız.
9. Uygun ileriye sürmeyle çalıflınız
‹leriye sürme:
Freze çalıflması sırasında, ileriye sürmenin daima frezenin kesme yönünün tersine do¤ru gerçeklefltirilmesini
sa¤layınız (flekil 16).
Dikkat!
‹leriye sürmeyi daima yalnızca manüel olarak gerçeklefltiriniz! Frezeyi tafllama makinesi PD400 ile birlikte
kullandı¤ınız takdirde, masanın ileriye sürülmesi tafllama makinesinin otomatik ileriye sürmesi üzerinden
yapılmamalıdır. Yaralanma ve arızalanma tehlikesi
vardır!
Aksesuarlar
fiaft çapı maksimum 12 mm ve üretilen parça çapı
maksimum 40 mm olan normal bir freze kullanabilirsiniz. En iyi çalıflma sonucunu elde etmek için, hem frezeyi hem de frezenin parametrelerini (ileriye sürme,
freze derinli¤i, devir sayısı) çalıflma koflullarına uygun
hale getirmeniz ve bunlardan bir seçim yapmanız gerekir. Bunun için elbette frezenin V kayıflı kapa¤ındaki tabloya bakmanız gerekir.
Aksesuar programında bulabilece¤iniz freze takımlarını,
örne¤in flaft freze takımı (2-5 mm) 24610 veya daha
büyük ifller için, ürün numarası 24620 olan flaft freze
takımını (6-10 mm) tavsiye ederiz.
Modülü m=0,5 olan diflli çarkları, kaba diflli frezeler ve
aksesuar programımızdaki bölme kafaları ile frezelenebilir; bunun için 12-54 arasındaki difl sayıları elde
edilebilir.
Programımızdaki PROXXON kalitesinde olan uygun
di¤er freze ve delme aletlerini piyasada bulabilirsiniz.
Konuyla ilgili satıcılardan özel uygulama durumlarınız
için en uygun PROXXON ürünü hakkında size bilgi
verilecektir.
Milin yüksekli¤inin tam olarak ayarlanabilmesi için en
uygun aksesuar, sonradan kolay bir flekilde takabilece¤iniz hassas ileriye sürmedir (ürün no: 24 254). Burada iste¤e ba¤lı olarak bir el çarkı ile (bölüm 1 bölme
çizgisi=0,025 mm) çalıflma derinli¤ini özellikle çok
hassas olarak ayarlayabilirsiniz.
Bakım ve onarım
Dikkat!
Tüm onarım ve bakım çalıflmalarından önce muhakkak
fifli çekiniz!
Kayıflları de¤ifltirme
Kayıflların aflınmıfl olması durumunda bunları kendiniz
de de¤ifltirebilirsiniz. Yedek kayıflları PROXXON merkez servisinde bulabilirsiniz (adresi bu kullanım kılavuzunun arka sayfasındadır).
1. Tırtıllı vida 1'i (flekil 13) sökünüz ve kapak plakasını
açınız.
Page 74

2. Ba¤lantı vidaları 1'i (flekil 14) hafifçe gevfletiniz ve
alt V kayıflı gevfleyene kadar gövdeyi biraz sa¤a
kaydırınız.
3. Motorun vidalarını 3 (flekil 13) takınız.
4. Artık iki kayıflı da de¤ifltirebilirsiniz. Lütfen afla¤ıdaki
hususlara dikkat ediniz: Kayıflların uzunlu¤u eflit
de¤ildir! Kayıflları karıfltırmayınız!
5. Motorun vidalarını tekrar takınız
6. Alt V kayıflı 2'yi (flekil 14) istenen devir sayısına ve
do¤ru pozisyona getiriniz. Gövdenin iç kısmındaki
etikete bakarak ayarlayınız.
7. V kayıflı iyice gerilene kadar gövdeyi tekrar sola
kaydırınız ve ba¤lantı vidalarını (1) tekrar sıkınız.
8. Gövde kapa_ını tekrar kapayınız ve tırtıllı vida 1'i
(flekil 13) tekrar sıkınız.
Çapraz masa kılavuzlarının aralı¤ını ayarlama
(burada yalnızca FF 400 ve KT 400)
Zamanla çapraz masanın eksenlerinden birisinde fazla
boflluk olufltu¤u takdirde, ayar vidaları 2 (flekil 17 ve 18)
ile bofllu¤u tekrar ayarlayabilirsiniz. Bunun için karflı somun 1'i sökünüz ve boflluk giderilene kadar tüm ayar vidalarını düzgün bir flekilde içeriye sokunuz. Ardından
karflı somunu tekrar sıkınız.
Makineyi ya¤lama
Kullandıktan sonra çapraz masayı ve frezeyi yumuflak
bir bez veya fırça ile temizleyiniz. Çapraz masada
ardından kılavuzları hafifçe ya¤layınız ve masayı
sürerek ya¤ı yaydırınız.
Çapraz masayı asla basınçlı hava ile temizlemeyiniz,
aksi takdirde içeri giren kıymıklar kılavuzları bozabilir.
Frezenin kullanım ömrünün uzun kalmasını sa¤lamak
için lütfen flekil 19'taki ya¤lama planına bakınız
(A: Çalıflmaya bafllamadan önce ya¤lama / B: Her ay
ya¤lama). Bunun için yalnızca, piyasada bulabilece¤iniz
ve asit içermeyen makine ya¤ı kullanınız!
Temizleyiniz ve bakımını yapınız
Dikkat!
Temizlikten önce frezenin fiflini çekiniz.
Yaralanma tehlikesi vardır!
Makinenizi bir fırça, el süpürgesi ve/veya yumuflak bir
bezle temizleyiniz. Gerekti¤inde yalnızca çözücü madde
içermeyen deterjan kullanınız.
Cihacın ortadan kaldırılması (Atılması):
Lütfen cihazı normal çöp içine atmayınız! Cihaz içerisinde
geri dönüflümü mümkün parçalar vardır. Bu konuyla ilgili
sorularınızı lütfen çöp toplama kurulufluna veya di¤er belediye kurumlarına yöneltebilirsiniz.
EU - Uygunluk Beyanı
‹flbu belgeyle, münferiden sorumlu olarak, bu ürünün
EG (AT) yönergelerine uygun oldu¤unu bildiririz:
EU (AT) Düflük Voltaj Yönergesi 73/23 EWG (AET)
ve EU- (AT) Makine Yönergesi 98/037 EWG (AET):
DIN EN 61029-1/12.2003
EU- (AT) EMV Yönergesi 89/336/EWG (AET):
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Yüksek Mühendis Jörg Wagner
PROXXON S.A.
Cihaz güvenli¤i bölümü
- 74 -
Page 75

- 75 -
Page 76

M
at
e
rial
Werkzeu
g
durchmes
ser
Ø
mm
–
– –
–
–
–
–
–
–
–
–
–
–
–
–
–
–
– –
– –
– –
Sta
hl
Aluminium
Kunststoff
Mat
e
rial
W
erkzeug
durchme
sser
Ø
m
m
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
Sta
h
l
Alumi
nium
Kunststoff
42
91
56
11
39
5
31
37
15
36
48
58
17
16
23
3
60 63 6144
4
55
34
12
93
94
2
35
49
32
76
62
65
66
75
62
77
32
57
13
1
7
46
54
29
2792
31
30
90
72
21 73
74
71
53
26
28
20
18
21
50
52
41
41
22
14
21
24
51
71
47
25
19
6
9
38
64
33
43
95
68
69
45
70
67
45
59
40
10
8
8
78-81
82
87
88
89
100
Page 77

17
2
4
5
8
11
7
109
9
12
13
15
16
16
1
18 17 19
913
15
14
1110
726
21
22
21
22
27
17 19 18 2017
22
22
24
28
912
20
25
8
14
29
29 30
30
4
Kreuztisch KT 400 (24303)
ET - Nr.: Benennung
24303-01 Maschinenfuß
24303-02 Support
24303-04 Spindelmutter
24303-05 Spindel für Unterschlitten
24303-07 Lager
24303-08 Hülse
24303-09 Innensechskantschraube
24303-10 Lagerbock
24303-11 Skalenring
24303-12 O-Ring
24303-13 Handrad
24303-14 Drehgriff
24303-15 Hutmutter
24303-16 Innensechskantschraube
24303-17 Sechskantmutter
24303-18 Innensechskantschraube
24303-19 Stiftschraube
24303-20 Gleitleiste
24303-21 Innensechskantschraube
24303-22 Anschlagschraube
24303-24 Innensechskantschraube
24303-25 Tisch
24303-26 Spindel für Oberschlitten
24303-27 Skala
24303-28 Madenschraube
24303-29 Scheibe
24303-30 Schraube
- 77 -
Page 78

1
2
1
2
2
180 / min
350 / min
550 / min
800 / min
1300 / min
2500 / min
0,02
1
2
1
2
Fig. 13 Fig. 14
Fig. 15 Fig. 16
Fig. 17 Fig. 18
- 78 -
3
Page 79

B
A B A
24304-39 Doppel-V-Riemen
24304-40 Scheibe
24304-41 Buchse
24304-42 Abdeckung für Getriebekasten
24304-43 Getriebegehäuse
24304-44 Kondensator
24304-45 Sicherungsring
24304-46 Klemmschraube
24304-47 Innensechskantschraube
24304-48 Flansch
24304-49 Scheibe
24304-50 Innensechskantschraube
24304-51 Gleitkopf
24304-52 Axiallager
24304-53 Madenschraube
24304-54 Federstift
24304-55 Buchsen
24304-56 Sicherungsring
24304-57 Madenschraube
24304-58 Blattfeder
24304-59 Sechskantschraube
24304-60 Bef.-Schelle für Kondensator
24304-61 Schraube Befestigungsschelle
24304-62 Mutter für Befestigungsschelle
24304-63 Sechskantmutter
24304-64 Netzkabel
24304-65 Kabelklemme
24304-66 Mutter für Riemenscheibe
24304-67 Federteller
24304-68 Scheibe
24304-69 Wellscheibe
24304-70 Schraubenfeder
24304-71 Knebelschraube
24304-75 Federring
24304-76 Schraube
24304-77 Schraube
24304-78 Spannzange 6 mm
24304-79 Spannzange 8 mm
24304-80 Spannzange 10 mm
24304-81 Spannzange 12 mm
24304-82 Überwurfmutter für Spindel
(incl. Rohrstück, ohne Abb.)
24304-90 Aufkleber Bohrhebel
24304-91 Aufkleber Drehzahltabelle
24304-92 Aufkleber Gradskala
24304-93 Aufkleber Riementrieb
24304-94 Aufkleber Typenschild
24304-95 Aufkleber Drehrichtung
Folgende Positionen nicht bei FF400:
24304-72 Befestigunsblock
24304-73 Schraube
24304-74 Schraube
24304-88 Schraube
24304-89 Nutenstein
24304-100 Scheibe
24304-87 Frästisch 150x110
Ohne Abbildung:
24304-84 Maulschlüssel 27 mm
24304-85 Maulschlüssel 30 mm
24304-86 Werkzeugset
- 79 -
Fig. 19
Ersatzteilliste
Ersatzteile bitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der
Anleitung)
Fräseinrichtung PF 400 (24304)
ET - Nr.: Benennung
24304-1 Zugentlastung
24304-2 Motorhalteplatte
24304-3 Lagerplatte Zwischenrad
24304-4 Relaisschalter
24304-5 Achse
24304-6 Hauptspindel
24304-7 Halteplatte
24304-8 Lager
24304-9 Riemenscheibe für Hauptspindel
24304-10 Pinole
24304-11 Zwischenriemenscheibe
24304-12 Motor
24304-13 Motorriemenscheibe
24304-14 Handrad
24304-15 Keilleiste
24304-16 Griff
24304-17 Distanzhülse
24304-18 Gewindestange
24304-19 Bohrkopf
24304-20 Säule
24304-21 Scheibe
24304-22 Skalenring
24304-23 Innensechskantschraube
24304-24 Hutmutter
24304-25 Linker Anschlag
24304-26 Rechter Anschlag
24304-27 Welle
24304-28 Bohrhebel
24304-29 Kappe
24304-30 Skalenring
24304-31 Innensechskantschraube
24304-32 Innensechskantschraube
24304-33 Links-Rechts-Schalter
24304-34 Scheibe
24304-35 Scheibe
24304-36 Schraube
24304-37 Scharnierstift
24304-38 Doppel-V-Riemen
Page 80

Änderungen im Sinne des technischen Fortschritts behalten wir uns vor.
Ihr Gerät funktioniert nicht ordentlich? Dann bitte die Bedienungsanleitung noch einmal genau durchlesen.
Ist es tatsächlich defekt, senden Sie es bitte an:
PROXXON Zentralservice PROXXON Zentralservice
D-54518 Niersbach A-4224 Wartberg/Aist
Wir reagieren prompt und zuverlässig! Über diese Adresse können
Sie auch alle erforderlichen Ersatzteile bestellen.
Wichtig:
Eine kurze Fehlerbeschreibung hilft uns, noch schneller zu
reagieren. Bei Rücksendungen innerhalb der Garantiezeit bitte
Kaufbeleg beifügen.
Bitte senden Sie das Gerät in der Originalverpackung zurück!
So vermeiden Sie Beschädigungen beim Transport!
Art. Nr. 24308-99 PR 705703700J
 Loading...
Loading...